Embed Size (px)
Citation preview
M
Ma
b
a
ARR2AA
KAGSAG
1
fiicAIweo
tsAplsmpttTit
h0
Catalysis Today 239 (2015) 25–30
Contents lists available at ScienceDirect
Catalysis Today
j our na l ho me page: www.elsev ier .com/ locate /ca t tod
etrics of acrylonitrile: From biomass vs. petrochemical route
. Olga Guerrero-Péreza,∗, Miguel A. Banaresb
Departamento de Ingeniería Química, Universidad de Málaga, E-29071 Málaga, SpainCatalytic Spectroscopy Lab., Instituto de Catálisis y Petroleoquímica, CSIC, Marie Curie, 2, E-28049 Madrid, Spain
r t i c l e i n f o
rticle history:eceived 29 July 2013eceived in revised form0 December 2013ccepted 29 December 2013vailable online 6 February 2014
a b s t r a c t
The purpose of this study is to analyze a new route for acrylonitrile production using a renewable start-ing material (mainly, glycerol) as a sustainable alternative to conventional fossil routes. This paper formspart of a special issue devoted to Green Metrics in which a metrics methodology is presented and is thenapplied to different processes in order to assess renewable routes compared to petrochemical alternatives.In this paper, the objective is to assess the glycerol-based technology for acrylonitrile synthesis in com-parison with fossil-source based propane route; with regards to waste minimization in the context of
eywords:crylonitrilereen metricsustainability
green chemistry and sustainability. The analysis will be made based on activity data already published.This analysis shows that the catalytic conversion of glycerol into acrylonitrile is an interesting GreenChemistry alternative to valorize this renewable.
© 2014 Elsevier B.V. All rights reserved.
mmoxidationlycerol. Introduction
Acrylonitrile (vinyl cyanide, cyanoethylene, propenenitrile) wasrst synthesized in 1893 by Charles Moureau, and did not become
mportant until the 1930s, when industry began using it in appli-ations such as acrylic fibers for textiles and synthetic rubber.crylonitrile is liquid at room temperature (boiling point 77 ◦C).
t is a clear, colorless to pale yellow, volatile and flammable liquidith an unpleasant odor at concentrations above the permissible
xposure level. It is slightly soluble in water and soluble in mostrganic solvents [1]. Table 1 shows some of its properties.
Acrylonitrile is a valuable chemical, one of the most impor-ant nitriles, widely used as intermediate for the preparation ofynthetic rubbers, synthetic resins and carbon and acrylic fibers.crylonitrile is used mainly as a monomer to prepare severalolymers of interest, such as polyacrylonitrile, SAN (styrene acry-
onitrile), ABS (acrylonitrile butadiene styrene), ASA (acrylonitriletyrene acrylate) or NBR (acrylonitrile butadiene). All these poly-ers present many applications: SAN can be used in place of
olystyrene owing to its greater thermal resistance. ABS is ahermoplastic, stronger than pure polystyrene, its most impor-ant mechanical properties are impact resistance and toughness.
hese plastics are used for the automobile and consumer goodsndustries. It is also used to prepare acrylic fibers and, in addi-ion, its dimerization affords adiponitrile, used in the synthesis∗ Corresponding author. Tel.: +34 951952384.E-mail address: [email protected] (M.O. Guerrero-Pérez).
ttp://dx.doi.org/10.1016/j.cattod.2013.12.046920-5861/
of polyamides. Acrylonitrile can be used also as precursor in theindustrial manufacture of important chemicals such as acrylamideor acrylic acid. Those form a variety of homopolymers and copoly-mers. Polyacrylonitrile (PAN) is the precursor for carbon fibers forhigh strength structural applications ranging from aircraft partsto sporting equipment. PAN-based carbon fiber is still a low vol-ume specialty material due to its relatively high production cost.Other applications for acrylonitrile include adhesives, corrosioninhibitors, and co-monomer with vinyl chloride, vinylidene chlo-ride, vinyl acetate, and/or acrylates in resins for paints and coatings.
Global acrylonitrile prices have been on an upswing during 2012due to the rising in propylene costs, and the trend is expected tocontinue increasing [2], although many players may affect. Actu-ally Europe has a capacity of produce around 1500 tons per yearin plants located in Germany and UK (INEOS Nitriles), Netherlands(DSM), Russia (Saratovorgsintez), Spain (Repsol Chemicals), Turkey(Petkim), Belarus (Polymir), Romania (Arpechim) and Bulgaria(Lukoil Netftochim) [2]. Acrylonitrile capacity in Europe/MiddleEast/Africa and the Americas is expected level-off. On the otherhand, capacity in Asia-Pacific is anticipated to grow. This is due, inpart, to the demand of acrylic fibers and ABS, which is expected togrowth around 2–3% in Europe, and in Asia this growth is expectedto be much higher, around 6–8% [2]. Actually, several new plants arebeing built in Asia (South Korea, Taiwan, China) and the Middle East(Saudi Arabia and Iran). Japanese producer Asahi Kasei is planning
to open a 245,000 ton/year facility in Ulsan, South Korea, in 2013,as well as a 200,000 ton/year joint-venture project with Japan’sMitsubishi Corp. and SABIC in Jubail Industrial City, Saudi Arabia[3]. The new company will be called Saudi Japanese Acrylonitrile
26 M.O. Guerrero-Pérez, M.A. Banares / Ca
Table 1Properties of acrylonitrile [1].
Synonyms Vinyl cyanide, cyanoethylene,propenenitrile
Molecular formula C3H3NStructure CH2 CH-C NMolar mass 53.06 g/molDensity (20 ◦C) 0.8060 g/cm3
Boiling point (1013 mbar) 77.3 ◦CViscosity (25 ◦C) 0.34 mPa sHeat of combustion (25 ◦C) −1761.89 kJ/molHeat of vaporization (25 ◦C) 32.65 kJ/molMolar heat capacity 2.09 kJ/kg K
(oAi
2
2
tpciodfspawpcepfrpao[
4r
C
Ta
bsCinpIfcpr
Enthalpy of formation (25 ◦C) 184.93 kJ/molFree energy of formation (25 ◦C) 150.21 kJ/mol
SHROUQ), with SABIC owning 50% and the two Japanese partnerswning the remainder. Upon completion, the two projects will pushsahi Kasei’s global production capacity to 1.4 m tons/year, making
t the largest ACN manufacturer in the world.
. Production
.1. Petrochemical processes
Currently, the dominant process for acrylonitrile production ishe Sohio Process, based on propylene ammoxidation reaction. Thisrocess was developed by Standard Oil of Ohio (Sohio), an Ameri-an Oil Company that was acquired by British Petroleum (now bp)n 1978. In 1955 the team composed J. Callahan and E. Ross, amongthers, began testing oxidants as direct oxidation catalysts; theyiscovered that bismuth phosphomolybdate mixed oxides as activeor the direct propylene oxidation reaction to acrolein. In 1957 thetudies performed by J. Idol and E. Jonak demonstrated that it wasossible to produce acrylonitrile from propylene in one step, withcetonitrile and hydrogen cyanide as co-produces. By 1960, a plantas ready to go in Lima (Ohio) designed to produce 47.5 millionounds of acrylonitrile per year [4]. With this new process, Sohiout acrylonitrile price in half. The competitor scrapped its ownxpansion plans and took a license from Sohio. Thus, all acrylonitrileroducers soon became licensees of the Sohio process, and withinew years, all the old acetylene based acrylonitrile production waseplaced by the Sohio method, which nowadays constitutes theredominant process. Since 1960, BP Chemicals has developednd commercialized seven improved catalyst formulations, mostf them based on the original bismuth phosphomolybdate catalyst5–7].
Propylene ammoxidation occurs in the gas phase in the30–450 ◦C temperature range and is carried out in fluidized bedeactors. The reaction of this process is:
3H6 + NH3 + 32
O2 → CH2 = CH-CN + 3H2O
here are other parallel reactions that also take place producingcetonitrile, cianhydric acid and carbon oxides as byproducts.
Propane ammoxidation is an alternative to the propylene-ased process that has been investigated over the last 20 years byeveral companies worldwide, including bp, Asahi and Mitsubishihemicals. The economic implications of this new route are very
mportant. Propane-based technologies would circumvent theeed to produce propylene, which is a highly energy demandingrocess. Propane is obtained directly during crude distillation.
n 1997, bp started a demonstration plant to make acrylonitrile
orm propane, and estimated to decrease production costs ca. 20%ompared to the propylene-based process [8]. The activation ofropane is the limiting step for this reaction. Since the adsorptionate of propane is nearly ten times smaller than that of propylenetalysis Today 239 (2015) 25–30
[9], the conversion of propane is at least ten times smaller thanthat of propylene [10]. But the reaction conditions to activate theC H bond in propane are more energy demanding, which has anegative effect on selectivity. Different catalytic systems have beeninvestigated for this reaction. Mixed Sb V O based catalysts havebeen found to be one of the most promising formulations [11],specially the Sb V O Al system [12]. Recently [13], Asahi KaseiChemical opened a 200,000 ton/year propane ammoxidation plantin Thailand. Propane ammoxidation occurs in the gas phase at the450–500 ◦C temperature range. The principal route to acrylonitrilefrom propane is believed to proceed through propylene as anintermediate [14]. The main reaction of the process is:
C3H8 + NH3 + 2O2 → CH2 = CH-CN + 4H2O
2.2. Bio-based processes
While two processes are available at a commercial scale based ina petrochemical (fossil) resources, several methods using biomass-derived starting materials are currently being explored, thesebiomass-derived starting processes are at a research stage andfar from commercial implementation. In particular, two processeshave been described, namely, glycerol and glutamic acid based pro-cesses.
2.2.1. The Glycerol processGlycerol is a byproduct generated in significant amounts during
biodiesel production (1 kg of glycerol for every 10 kg of biodieselproduced). It is also obtained as by-product during other processesthat use biomass as raw material to produce valuable products, as isthe case of the hydrogenolysis of sugars to obtain propylene glycol[15]. Glycerol itself cannot be burnt as a fuel, because it polymer-izes at high temperatures and partially oxidizes to toxic acrolein.It is also very difficult to use biodiesel based glycerol byproductfor its traditional uses in pharmacy and cosmetic since it does nothave the required purity. Thus, with the increasing expansion ofbiomass as a raw material in general, and biodiesel production inparticular, crude glycerol is expected to become a major chemicalplatform for future biorefineries since it has emerged as an impor-tant organic building block. This is due, in part, to its low price,readily and convenient availability on plant and its functionali-ties, which makes glycerol a very attractive starting material formany industrial processes. The main reaction of the ammoxidationprocess is:
C3H8O3 + NH3 + O2 → CH2 = CH-CN + H2O
The process for the direct production of acrylonitrile from glyc-erol was described recently by our team [16,17], and was alsoreflected in patent literature [17–19]. That work describes thedirect vapor phase conversion of glycerol into acrylonitrile at ca.400 ◦C with very promising selectivities at high conversions. Thedirect ammoxidation of glycerol to acrylonitrile in one step is thusa very promising alternative. We originally proposed that a co-reactant would help steering glycerol versatile reaction schemesinto a single product, such us the production of glycerol carbonateby reaction with urea [19,20] or the production of acrylonitrile byreaction with ammonia [16]. In this reaction, acrolein seems to bethe intermediate; thus, the presence of ammonia as a co-reactantwould steer product distribution toward acrylonitrile.
There is an interest to develop efficient economic catalytic sys-tems due to the sustainable value of the process. This reaction is
reported to run on rather economic catalysts, which are actuallyrelevant to those used for propane ammoxidation: vanadium-antimony based oxides [16]. Time-on-stream runs show that thesecatalysts exhibit some deactivation, which becomes apparent after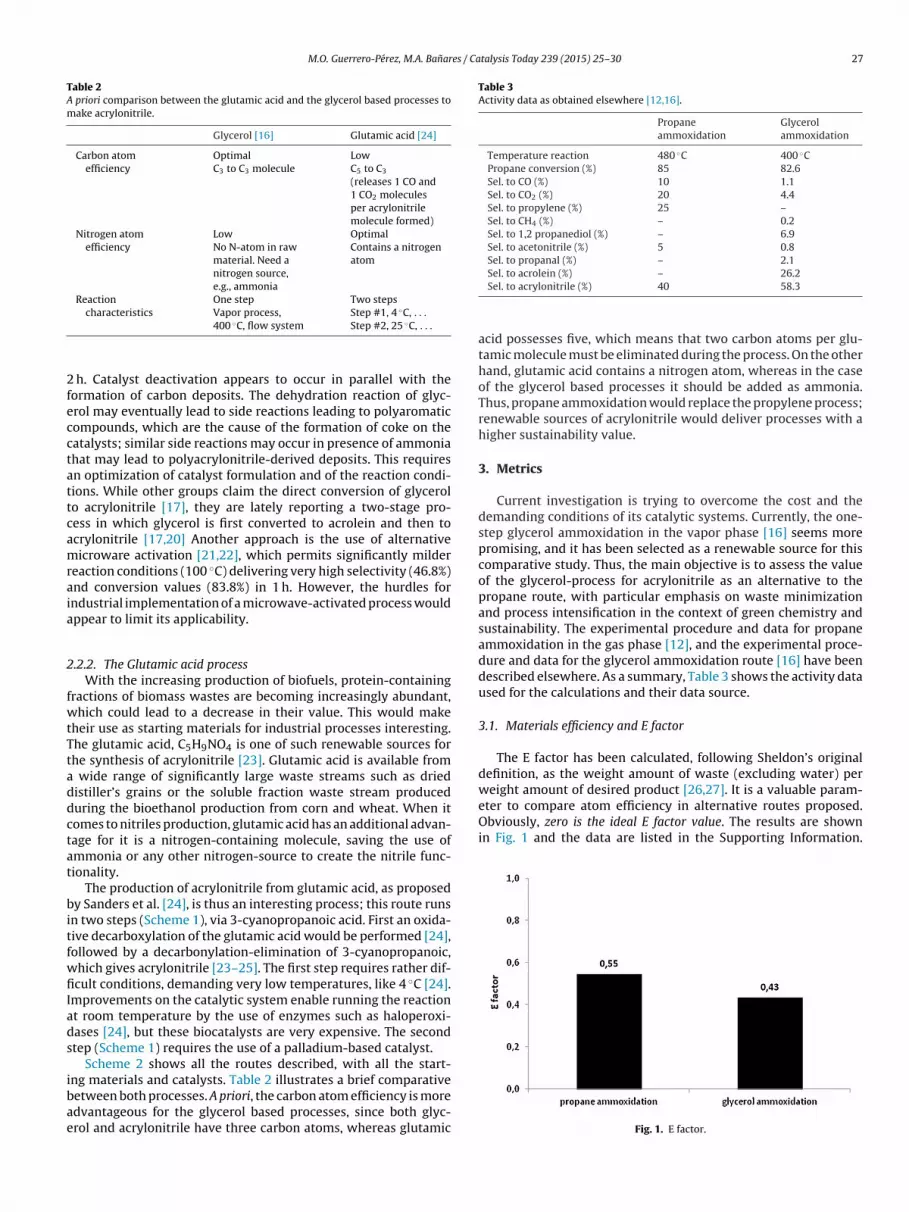
M.O. Guerrero-Pérez, M.A. Banares / Catalysis Today 239 (2015) 25–30 27
Table 2A priori comparison between the glutamic acid and the glycerol based processes tomake acrylonitrile.
Glycerol [16] Glutamic acid [24]
Carbon atomefficiency
OptimalC3 to C3 molecule
LowC5 to C3
(releases 1 CO and1 CO2 moleculesper acrylonitrilemolecule formed)
Nitrogen atomefficiency
LowNo N-atom in rawmaterial. Need anitrogen source,e.g., ammonia
OptimalContains a nitrogenatom
Reaction One step Two steps◦
2fecctattcamraia
2
fwtTtaddctat
bitfwfiIads
ibae
Table 3Activity data as obtained elsewhere [12,16].
Propaneammoxidation
Glycerolammoxidation
Temperature reaction 480 ◦C 400 ◦CPropane conversion (%) 85 82.6Sel. to CO (%) 10 1.1Sel. to CO2 (%) 20 4.4Sel. to propylene (%) 25 –Sel. to CH4 (%) – 0.2Sel. to 1,2 propanediol (%) – 6.9Sel. to acetonitrile (%) 5 0.8Sel. to propanal (%) – 2.1
weight amount of desired product [26,27]. It is a valuable param-eter to compare atom efficiency in alternative routes proposed.Obviously, zero is the ideal E factor value. The results are shownin Fig. 1 and the data are listed in the Supporting Information.
characteristics Vapor process,400 ◦C, flow system
Step #1, 4 C, . . .Step #2, 25 ◦C, . . .
h. Catalyst deactivation appears to occur in parallel with theormation of carbon deposits. The dehydration reaction of glyc-rol may eventually lead to side reactions leading to polyaromaticompounds, which are the cause of the formation of coke on theatalysts; similar side reactions may occur in presence of ammoniahat may lead to polyacrylonitrile-derived deposits. This requiresn optimization of catalyst formulation and of the reaction condi-ions. While other groups claim the direct conversion of glycerolo acrylonitrile [17], they are lately reporting a two-stage pro-ess in which glycerol is first converted to acrolein and then tocrylonitrile [17,20] Another approach is the use of alternativeicroware activation [21,22], which permits significantly milder
eaction conditions (100 ◦C) delivering very high selectivity (46.8%)nd conversion values (83.8%) in 1 h. However, the hurdles forndustrial implementation of a microwave-activated process wouldppear to limit its applicability.
.2.2. The Glutamic acid processWith the increasing production of biofuels, protein-containing
ractions of biomass wastes are becoming increasingly abundant,hich could lead to a decrease in their value. This would make
heir use as starting materials for industrial processes interesting.he glutamic acid, C5H9NO4 is one of such renewable sources forhe synthesis of acrylonitrile [23]. Glutamic acid is available from
wide range of significantly large waste streams such as driedistiller’s grains or the soluble fraction waste stream produceduring the bioethanol production from corn and wheat. When itomes to nitriles production, glutamic acid has an additional advan-age for it is a nitrogen-containing molecule, saving the use ofmmonia or any other nitrogen-source to create the nitrile func-ionality.
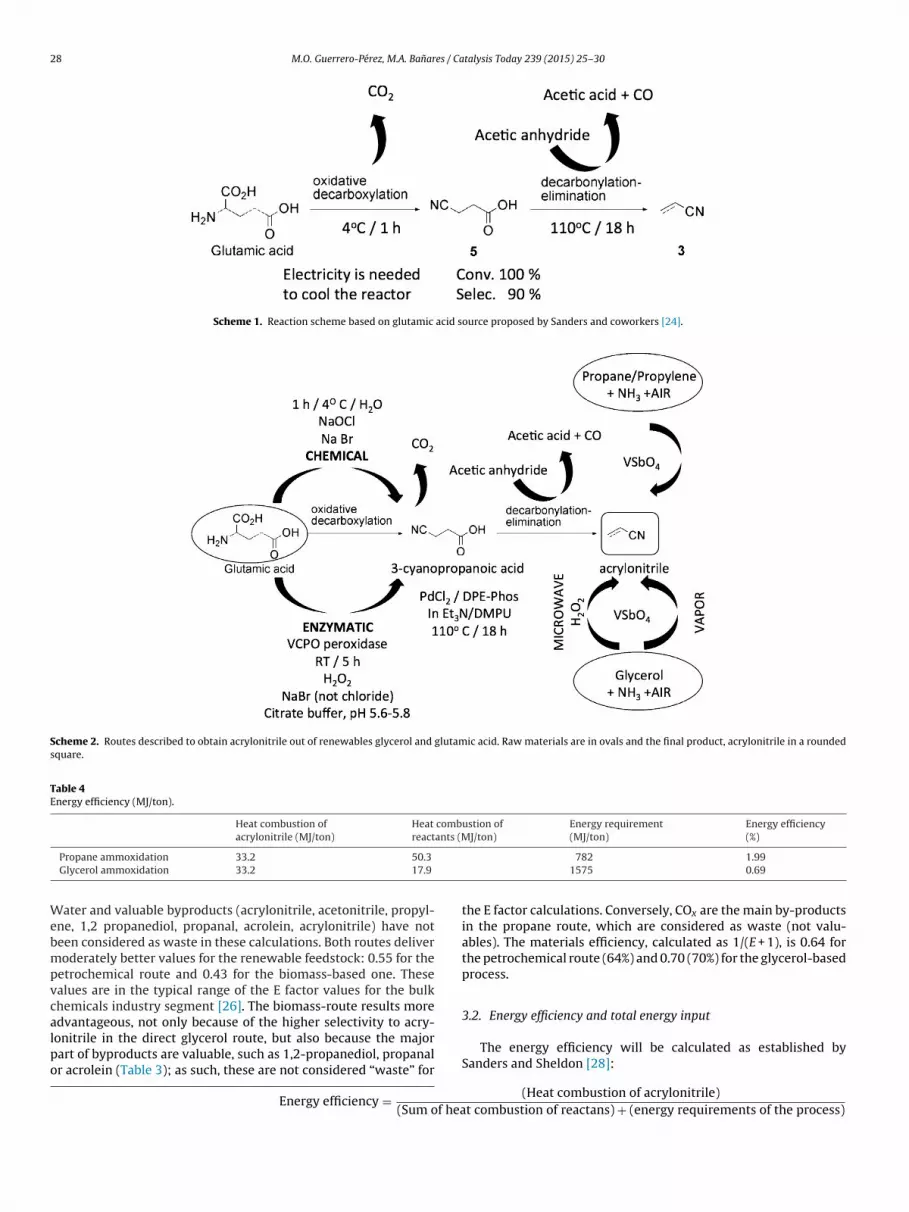
The production of acrylonitrile from glutamic acid, as proposedy Sanders et al. [24], is thus an interesting process; this route runs
n two steps (Scheme 1), via 3-cyanopropanoic acid. First an oxida-ive decarboxylation of the glutamic acid would be performed [24],ollowed by a decarbonylation-elimination of 3-cyanopropanoic,hich gives acrylonitrile [23–25]. The first step requires rather dif-cult conditions, demanding very low temperatures, like 4 ◦C [24].
mprovements on the catalytic system enable running the reactiont room temperature by the use of enzymes such as haloperoxi-ases [24], but these biocatalysts are very expensive. The secondtep (Scheme 1) requires the use of a palladium-based catalyst.
Scheme 2 shows all the routes described, with all the start-
ng materials and catalysts. Table 2 illustrates a brief comparativeetween both processes. A priori, the carbon atom efficiency is moredvantageous for the glycerol based processes, since both glyc-rol and acrylonitrile have three carbon atoms, whereas glutamicSel. to acrolein (%) – 26.2Sel. to acrylonitrile (%) 40 58.3
acid possesses five, which means that two carbon atoms per glu-tamic molecule must be eliminated during the process. On the otherhand, glutamic acid contains a nitrogen atom, whereas in the caseof the glycerol based processes it should be added as ammonia.Thus, propane ammoxidation would replace the propylene process;renewable sources of acrylonitrile would deliver processes with ahigher sustainability value.
3. Metrics
Current investigation is trying to overcome the cost and thedemanding conditions of its catalytic systems. Currently, the one-step glycerol ammoxidation in the vapor phase [16] seems morepromising, and it has been selected as a renewable source for thiscomparative study. Thus, the main objective is to assess the valueof the glycerol-process for acrylonitrile as an alternative to thepropane route, with particular emphasis on waste minimizationand process intensification in the context of green chemistry andsustainability. The experimental procedure and data for propaneammoxidation in the gas phase [12], and the experimental proce-dure and data for the glycerol ammoxidation route [16] have beendescribed elsewhere. As a summary, Table 3 shows the activity dataused for the calculations and their data source.
3.1. Materials efficiency and E factor
The E factor has been calculated, following Sheldon’s originaldefinition, as the weight amount of waste (excluding water) per
Fig. 1. E factor.
28 M.O. Guerrero-Pérez, M.A. Banares / Catalysis Today 239 (2015) 25–30
Scheme 1. Reaction scheme based on glutamic acid source proposed by Sanders and coworkers [24].
Scheme 2. Routes described to obtain acrylonitrile out of renewables glycerol and glutamic acid. Raw materials are in ovals and the final product, acrylonitrile in a roundedsquare.
Table 4Energy efficiency (MJ/ton).
Heat combustion ofacrylonitrile (MJ/ton)
Heat combustion ofreactants (MJ/ton)
Energy requirement(MJ/ton)
Energy efficiency(%)
Webmpvcalpo
Propane ammoxidation 33.2 50.3
Glycerol ammoxidation 33.2 17.9
ater and valuable byproducts (acrylonitrile, acetonitrile, propyl-ne, 1,2 propanediol, propanal, acrolein, acrylonitrile) have noteen considered as waste in these calculations. Both routes deliveroderately better values for the renewable feedstock: 0.55 for the
etrochemical route and 0.43 for the biomass-based one. Thesealues are in the typical range of the E factor values for the bulkhemicals industry segment [26]. The biomass-route results moredvantageous, not only because of the higher selectivity to acry-
onitrile in the direct glycerol route, but also because the majorart of byproducts are valuable, such as 1,2-propanediol, propanalr acrolein (Table 3); as such, these are not considered “waste” forEnergy efficiency =(Sum of hea
782 1.991575 0.69
the E factor calculations. Conversely, COx are the main by-productsin the propane route, which are considered as waste (not valu-ables). The materials efficiency, calculated as 1/(E + 1), is 0.64 forthe petrochemical route (64%) and 0.70 (70%) for the glycerol-basedprocess.
3.2. Energy efficiency and total energy input
The energy efficiency will be calculated as established bySanders and Sheldon [28]:
(Heat combustion of acrylonitrile)t combustion of reactans) + (energy requirements of the process)

es / Catalysis Today 239 (2015) 25–30 29
C
C
ritmihv(rathfsTvtp
3
ofppf2Nii1[tg
3
wimoitlmtata
Fig. 2. Estimation of margin based on an estimation of chemical costs (SupportingInformation II).
Table 5Total costs per ton of acrylonitrile produced (D /ton) [27].
Propaneammoxidation
Glycerolammoxidation
Raw material cost 721 1637Investment cost 216 937
TN
M.O. Guerrero-Pérez, M.A. Banar
For the two ammoxidation processes under study:
3H8 + NH3 + 2O2 → CH2 = CH-CN + 4H2O
3H8O3 + NH3 + O2 → CH2 = CH-CN
Energy requirements in propane and glycerol ammoxidationeactions are similar since both processes are exothermic and occurn the gas phase at 400–480 ◦C. In both cases any fuel can be usedo heat the reactor and then a heat exchanger can be used. The
ain difference between both processes does not stand on heat-ng the reactants per se, but on the significant difference in specificeat values (Cp): Cp for glycerol is 2400 J/kg ◦C while propane Cpalue is 1700 J/kg ◦C [29]. In addition, glycerol must be evaporated663 kJ/kg) [29]. In our catalytic studies (Table 3) the temperatureeaction is 480 ◦C for propane ammoxidation and 400 ◦C for glycerolmmoxidation. The energy requirement to heat propane from 20o 480 ◦C is 782 MJ/ton. The energy requirement to evaporate andeat glycerol from 20 to 400 ◦C is 1575 MJ/ton. Combustion heat
or propane, glycerol and acrylonitrile can be found elsewhere [29],uch a value has been considered as zero for ammonia and oxygen.able 4 indicates these energy efficiency values, based on the con-ersion and selectivity values indicated in Table 3. These data showhat the energy efficiency is more favorable for the petrochemicalrocess.
.3. Land use
For the sake of homogeneity the land use calculations will standn the criteria agreed for this special issue, its definition runs asollows: “The amount (in hectares) of good agricultural soil (in Cham-agne, France) required to produce 1 ton of product” [28]. Otherroducts – chemicals, fuels, electricity, feed and food – producedrom the same crop are allocated proportionally. According to the011 report of the Food and Agriculture Organization of the Unitedations (FAOSTAT) [30], the yield for the production of rapeseed
n France was 3.45 ton/ha. Assuming an average 41% fat contentn rapeseed [30,31], the yield for the production of oil would be.41 ton/ha. Around 10% of oil would be converted into glycerol15] during biodiesel production; thus, the yield for the produc-ion of glycerol would be 0.141 ton/ha. This leads to a land use forlycerol 7.0 ha/ton.
.4. Costs
The raw materials cost for both processes have been calculatedith an estimation of the costs of every molecule (see calculations
n Supporting Information II). The balance between costs of rawaterials and valuable products if shown in Fig. 2 (Margin = costs
f raw materials – costs of products). In the case of glycerol ammox-dation there is a wide range of different valuable byproducts, andhe cost of their separation has not been considered. Fig. 2 under-ines that the margin in the case of the biomass-based process is
uch higher than that for the petrochemical route. This is due
o the fact that glycerol ammoxidation byproducts are more valu-ble those in propane ammoxidation (mainly CO and CO2) and alsoo the cost of purified glycerol, since it is not possible to run themmoxidation reaction with crude glycerol.able 6umeric comparison of glycerol and propane routes.
Materials efficiency (%) Energy e
Propane ammoxidation 64 1.99
Glycerol ammoxidation 70 0.69
Capital cost 1169 1169Total cost (raw + capital costs) 1890 2806
The investment cost per ton product for petrochemical route iscalculated as 30% of raw material costs (Table 5) [28]. The capitalcosts have been estimated for the ammoxidation process based onthe study reported by Morales-Mora et al. [32]. They estimated that821 m3 of cooling water and 198.2 kWh of electricity are requiredfor the production of 1 ton of acrylonitrile by the ammoxidationprocess. With this data the capital costs can be estimated and theresults are shown in Table 5.
These costs estimations have been calculated based on propaneor on purified glycerol as raw materials. If oil and biomass are takenas starting materials, the costs for propane and glycerol productionshould be considered [31]. Propane is obtained as a GLP during therefining process; it is obtained as a light fraction during the oil dis-tillation. Thus, the cost of propane would include: oil extraction andtransportation and also the refining process.
3.5. Comparative
Table 6 shows the comparative with the main data that havebeen handled in this paper in order to compare the petrochemicalroute vs. the biomass-based one. As expected, the parameters indi-cate that the petrochemical process is more advantageous. Only thematerials efficiency is more advantageous for the glycerol route,due in part to the higher selectivity to undesired products suchas CO and CO2 that are obtained with the propane based process.This indicates that propane ammoxidation route is more advan-tageous. The key difference between fossil and renewable sourcesis that nature has already pre-processed the raw materials so that
these are already closer to the final product. But fossil reservoirsare limited; on the other hand, renewables require us to handle theentire process starting from CO2. Inevitably, this is going to be farmore energy intensive and expense, but this is a procedure thatfficiency (%) Land use (ha/ton) Total cost (D /ton)
0 18907.0 2806

3 es / Ca
wtite
4
oiatrttTsi
srafrttr
A
CaoA
A
f2
.
[[[
[[
[
[[
[[
[
[
[
[
[
[
[[[[
0 M.O. Guerrero-Pérez, M.A. Banar
ould not be limited in time. In our calculations we use propane ashe starting material, in which all the costs for these processes arencluded. Thus, that cost already includes the costs for harvestinghe rapeseed in France (including fertilizers, water and land), oilxtraction, transesterification and for glycerol purification.
. Conclusions
The comparative study of the different routes for the synthesisf acrylonitrile has shown that the catalytic conversion of glycerols an interesting green chemistry alternative for valorizing renew-bles, although these calculations indicate that, at least nowadays,he petrochemical route is more advantageous in terms of land use,aw materials costs, and energy efficiency. The study also showshat few and simple calculations deliver an initial assessment onhe viability of a given process, showing the value of green metrics.hese calculations stand on some assumptions; we have used theame assumptions for the renewables analyzed in this specialssue.
Developing a competitive process that would replace fos-il sources is not easy since nature has already pre-processedaw fossil materials, saving stages to the final product. In such
sense, renewables-based process will be less efficient thanossil-based processes, but the former are limited in time, unlikeenewable-processes. Current metrics approach delivers a toolo compare different renewables-based processes and how wellhey approach to the limited fossil-based processes they are toeplace.
cknowledgements
Authors are gratefully acknowledged to UBIOCHEM COST ActionM0903 and Spanish Ministry project CTQ2011-13343E. Thanksre extended to the promoters of this study and guest edit-rs of this Special Issue, Profs. R. Sheldon, J.P.M. Sanders and. Marinas.
ppendix A. Supplementary data
Supplementary data associated with this article can beound, in the online version, at http://dx.doi.org/10.1016/j.cattod.013.12.046.
[[
[
talysis Today 239 (2015) 25–30
References
[1] P.W. Langvardt, Ullmann’s Encyclopedia of Industrial Chemistry, vol. 1, Wiley-VCH Verlag GmbH & Co., Weinheim, Germany, 1999, pp. 307.
[2] A. Parmar, E. Burridge, Chemical Market Intelligence & Analysis, in: ICIS Chem-ical Business, BPA Publications, Shelton, CT, 2012, February.
[3] http://www.sabic.com/corporate/en/newsandmediarelations/news/20110427aspx, April 27, 2011.
[4] National Historic Chemical Landmarks of the American Chemical Society,http://acswebcontent.acs.org/landmarks/landmarks/soh/soh process.html
[5] J.L. Callahan, R.K. Grasselli, E.C. Milberger, H.A. Strecker, Ind. Eng. Chem. Prod.Res. Dev. 9 (2) (1970) 134–142.
[6] P.L. Villa, G. Caputo, F. Sala, F. Trifiro, J. Catal. 31 (1972) 273–291.[7] K. Aykan, D. Halvorson, A.W. Sleight, D.B. Rogers, J. Catal. 35 (1974) 401.[8] Chemical Week June 4 (1997) 5.[9] M. Bowker, C.R. Bicknell, P. Kervin, Appl. Catal. A 136 (1996) 205.10] V.D. Sokolovskii, A.A. Davydov, O.Y. Ovsitser, Catal. Rev. 425 (1995) 37.11] R.K. Grasselli, Catal. Today 49 (1999) 41.12] M.O. Guerrero-Pérez, J.L.G. Fierro, M.A. Vicente, M.A. Banares, J. Catal. 206
(2002) 339.13] Chemical Week February 14 (2013).14] M.O. Guerrero-Pérez, M.A. Pena, J.L.G. Fierro, M.A. Banares, Ind. Eng. Chem. Res.
45 (2006) 4537.15] M.O. Guerrero-Pérez, J.M. Rosas, J. Bedia, J. Rodríguez-Mirasol, T. Cordero,
Recent Pat. Chem. Eng. 2 (2009) 11.16] M.O. Guerrero-Pérez, M.A. Banares, ChemSusChem 1 (2008) 511.17] M.A. Banares, M.O. Guerrero-Pérez, Appl. Catal. B (2013), http://dx.doi.org/
10.1016/j.apcatb.2012.11.035.18] J.L. Dubois, US 2010/0048850 (Arkema, France).19] M.A. Banares, M.O. Guerrero-Pérez, V. Calvino-Casilda, PCT/ES2008/070206,
CSIC, Spain.20] C.L. Bolívar-Diaz, V. Calvino-Casilda, F. Rubio-Marcos, J.F. Fernández,
M.A. Banares, Appl. Catal. B 129 (2013) 575–579, http://dx.doi.org/10.1016/j.apcatb.2012.10.004.
21] V. Calvino-Casilda, M.O. Guerrero-Pérez, M.A. Banares, Green Chem. 11 (2009)939.
22] V. Calvino-Casilda, M.O. Guerrero-Pérez, M.A. Banares, Appl. Catal. B 95 (2010)192.
23] A. But, J. Le Nôtre, E.L. Scott, R. Wever, J.P.M. Sanders, ChemSusChem 5 (2012)1199.
24] J. Le Nôtre, E.L. Scott, M.C.R. Franssen, J.P.M. Sanders, Green Chem. 13 (2011)807.
25] M.O. Miranda, A. Pietrangelo, M.A. Hillmyer, W.B. Tolman, Green Chem. 14(2012) 490.
26] R.A. Sheldon, Chem. Commun. (2008) 3352.27] R.A. Sheldon, Green Chem. 9 (2007) 1273.28] Preface in this special issue.29] Science and Engineering Encyclopedia, Dirac Delta Consultants Ltd, 2013, April
www.diracdelta.co.uk
30] http://faostat3.fao.org/home, April 2013.31] A. Marinas, P. Bruijnincx, J. Ftouni, F.J. Urbano, C. Pinel, Catal. Today 239 (2014)31.32] M.A. Morales-Mora, E. Rosa-Dominguez, M. Suppen-Reynaga, S.A. Marniz-
Delgadillo, Proc. Saf. Env. Proc. 90 (2012) 27.





























