Embed Size (px)
Citation preview

Metallurgical Process
Control


Why useMetallurgical Process Control?• Take control of your production process
• Less variations, less defects, less problems
• Optimize the yield of metal in your process
• Minimize the use of ”new” charge materials

Benefits of usingMetallurgical Process Control?• Better melt quality = reduced scrap rate
• Stabilization and optimization of the process
• Reduce the use of harmful materials in your process with
MetalMaster
• Less energy consumption per casting


The Metallurgical Spectrometer
Production of windmill components in
ductile iron
Metallurgical Process Control

Material specifications for production of components
for windmills
• Material: EN-GJS-400-18U-LT Standard: EN 1563:1997• Testobject: Cast-on testpiece Nodularity: >90 % class 1 nodules • Matrix: >90 % ferrite
Relevant
wall
thickness
Tensile
strength
Proof
stress
Elongation Charpy V
<30 mm 400 240 18 -
30-60 mm 390 230 15 12
>60 370 220 12 10
Metallurgical Process Control

Material properties for production of components for
windmills
Metallurgical Process Control

Requirements of the component
• Homogeneous mechanical properties
• High fatigue properties
• Impact toughness at -20°C
Metallurgical Process Control
Requirements of the component
• Castings with a minimum of material defects
• Minimum surface roughness, defects and
imperfections
• Geometries with variations in wall thickness
• High requirements and expectations on
documentation concerning NDT and mechanical
properties
Metallurgical Process Control
Defining a possible route/philosophy for the production
• Gating technology, moulding and pouring concept
• Chemistry
• Metallurgical process (control of melting and
treatment)
Metallurgical Process Control

Define the need of process equipment and
hardware.
• Type of bidning system and sand,
flasks/boxes
• Core/core prints
• Filters
• Ladles (treatment and pouring)
• inoculation method
Metallurgical Process Control

Gating technology, molding and pouring
concept
.
Metallurgical Process Control

Metallurgical Process Control

Metallurgical Process Control

Metallurgical Process Control

Metallurgical Process Control

Metallurgical Process Control

Metallurgical Process Control

Metallurgical Process Control

Metallurgical Process Control

Metallurgical Process Control

Metallurgical Process Control

*
Converter
Cored Wire
Overpour/Sandwich
Tundish
Flow-through
Plunging
*
HIGH Smoke & fume formation LOW
HIGH
Reaction
intensity
LOW
LOW Inoculation effect HIGH
LOW
Magnesium
yield
HIGH

Calculation of equlibrium temperatures based on the
carbon and silicium contents in the melt. Important
for controlling oxygen
Silicium
content, %
Carboncontent, %
EqulibriumtemperatureSi reaction,
TJ (°C)
EqulibriumtemperatureCarbonreaction,
TK (°C)
SiO2 + 2C = Si + 2CO 2C + 2O = 2CO
Metallurgical Process Control
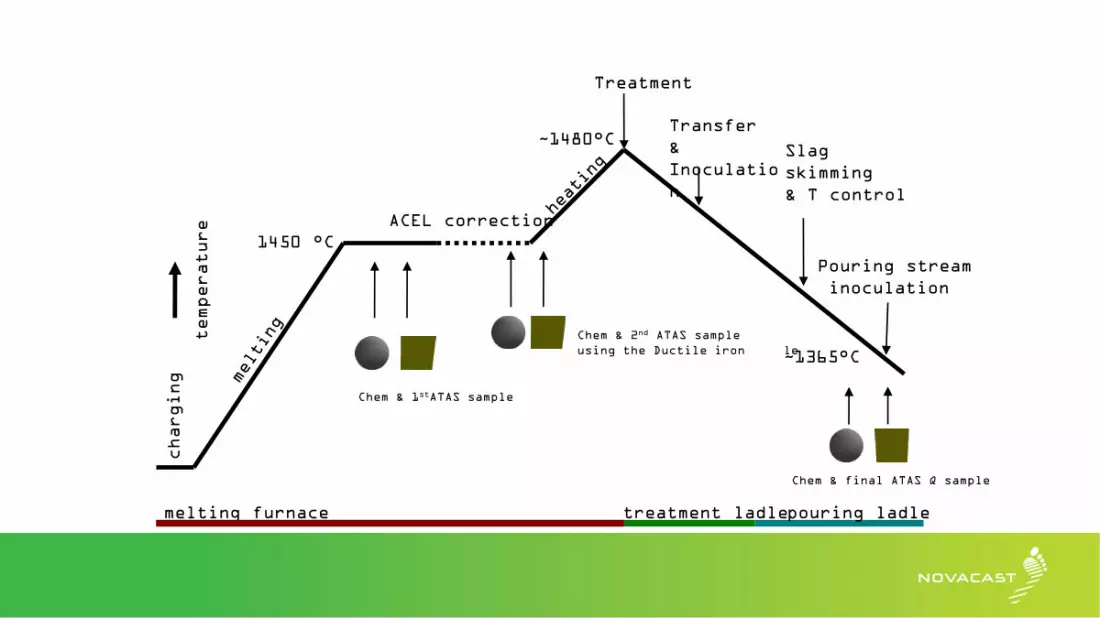
1450 °C
~1480°C
charging
Treatment
Transfer
&
Inoculatio
n
Pouring stream
inoculation
ACEL correction
melting furnace treatment ladlepouring ladle
Chem & 1stATAS sample
Chem & final ATAS Q sample
temperature
Slag
skimming
& T control
Chem & 2nd ATAS sample
using the Ductile iron module~1365°C

Control of melting and treatment, base iron 1st
sampling after holding at 1450 °C in 10 minutes, next
correction and conditioning
Metallurgical Process Control

Metallurgical Process Control
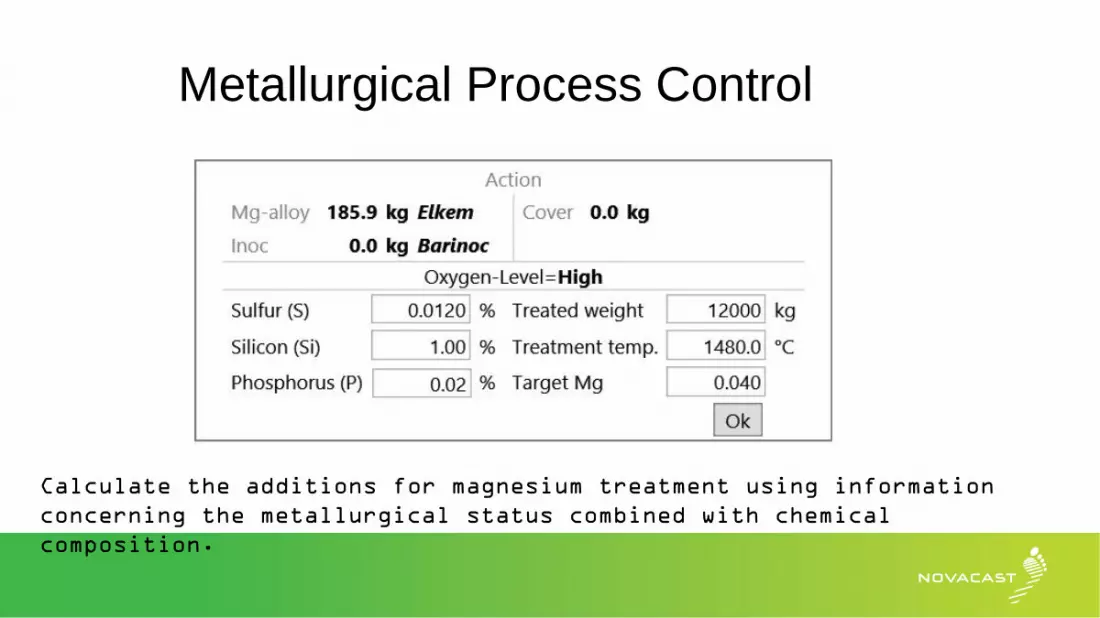
Calculate the additions for magnesium treatment using information
concerning the metallurgical status combined with chemical
composition.
Metallurgical Process Control
Calculate the additions for magnesium treatment using information
concerning the metallurgical status combined with chemical
composition.

Metallurgical Process Control
Clean, good light and structure at the charge weighting area

Metallurgical Process Control

Reaction should start earliest after 70 % of the ladle is filled.
Target for the yield of magneisum is 75%
Metallurgical Process Control

Final iron last sampling, a quality check for documentation and
proaction quality activities. Sample after 5 minutes after
treatment, twin samples
Metallurgical Process Control

Metallurgical Process Control
Final Ready to pour! All values within set limits Iron transferred
to pouring ladle Inoculant added in stream while pouring

Element %
C (CTL) 3,65-3,75
Si 2.20-2.25
Mn <0,2
P <0,02
S <0,012
Cu =<0,12
Mg 0.042-0.045
Narrow range for the target chemistry and tight process control based
on thermal analysis. When these two control methods are in “harmony”
then it is possible to reach the demanded mechanical properties and
soundness in the castings.
Metallurgical Process Control

Different matrix of pearlite versus
Charpy V.
Metallurgical Process Control
Metallurgical Process Control
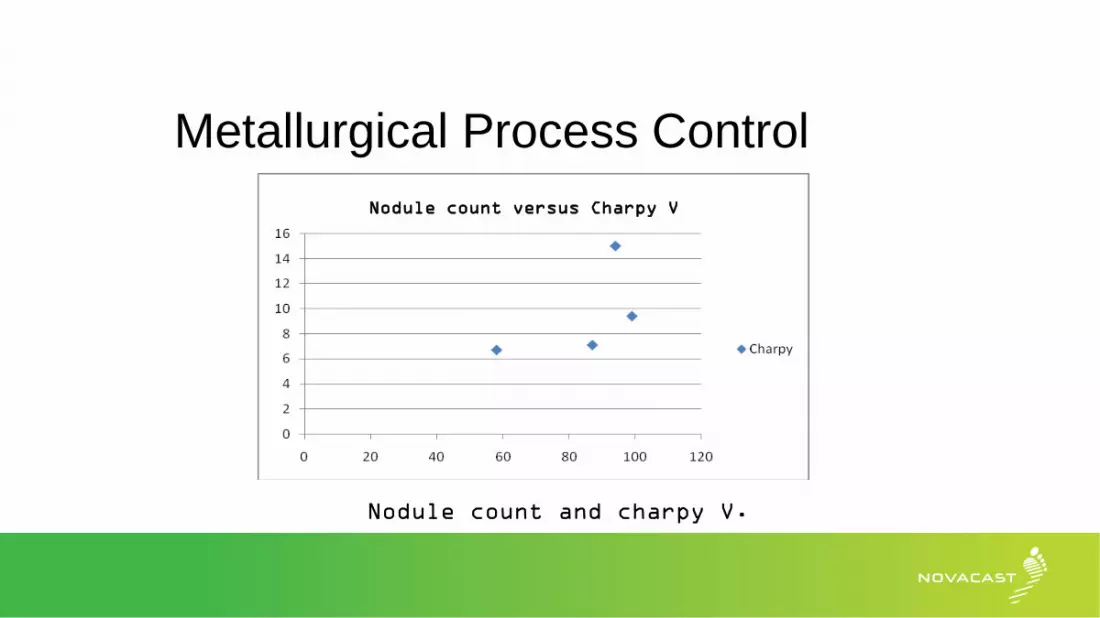
Nodule count versus Charpy V
Nodule count and charpy V.

Metallurgical Process Control
Mechanical properties (Mn + Cu) versus pearlite
content.

Interactivity MetalMaster

Interactivity Labviewer

Interactivity production equipment
• Charge equipment
• Inoculation devices
• Spectrometer
• Lamps and signals
• Others

ATAS MetStar solution for a small foundry

ATAS MetStar solution for a bigger foundry

The PrEcoCup:Precision Ecological Cup
The PrEcoCup• No content of tellurium
• For testing both base and final ductile iron
• Fast analysis – CEL, C and Si equiv. after 10 seconds
• Combines two analysing methods in one specimen
• Recycle directly in the process

We Go Further and find the best solutions together with our customers

Let’s pour a cup and run an analysis

So, let’s reduce the
environmental footprint.