Embed Size (px)
Citation preview

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 1
COTTON SPINNERS POCKET BOOK
INTRODUCTION
It was in 1963- that my first Book-Cotton Spinners Hand Book was published by the Well Known Publisher- M/S Taraporewala & Sons and appeared in Indian Market. With in a year all the copies were sold out. Times of London included my name in their year book for this unique work. At that time Textile Books were very rare and there were only 2-books- Cotton Spinners Pocket Book and Spinning Technology by Taggard. These two books were mainly catering to Students of Textile Technology and not much helpful to Shop Floor Technicians particularly to Supervisors and new Entrants to Mills after their study. My book to a certain extent tried to fill up the void in this area.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 2
Down from machinery settings to Labor management - the book presented to Users various aspects of Spinning Mill working. As I grew in Mills environment and rose to top positions, my experience also grew and I have not forgotten my valuable Readers and Fellow Technicians. I brought out useful books like- Polyester Blends-Spinning, Weaving, Dyeing and Finishing; Textile Mill Data Book, Cotton Spinners Hand Book- revised edition; Textile Mechanics, Man Made Fiber Spinning, Open End Spinning and Cotton Spinners Pocket Book. In establishing and running many Overseas Textile Mills I gained very valuable experience and I shared the same with you in the above books. Many Mill People were and are urging me to bring another edition of the Pocket Book bringing the latest Technology so that they can use it as a reference book and I was keeping this in mind.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 3
I visited during this period many places and attended ITMA-exhibitions and visits to USA and collected valuable data. You can find all these in this book. I thank all the Contributors to this effort known and unknown and I have tried the sources under reference but if by slip I failed to mention any one I sincerely apologize to him. I hope you will find this book useful to you in your study at the College level and also at the Shop floor level. I wish you success in your Career. R.Jagannathan.
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 4
CONTENTS
1. India and Cotton 5 2. Historical development & trade-India 7 3 COTTON AND GINNING 9 4. Few Qualities that stands high for
Cotton. 13 5. BT stands for the micro-organism
Bacillus thuringiensis 16 6. COTTON STATISTICS 20 7. Globalization and its effect 24 8. Labor Costs for Select Countries 25 9. Emergence of processing and
Finishing centers: 26 10. Graphs: world Cotton production 27 India-growth-Fabric production. 28 11. Share of household income. 29 12. Trends in cotton-area, yield 30 Cotton Production by States-India. 31 14. Major Cotton Varieties-India. 32 15. Share of Cotton Production by Staples. 33 16. CAPACITY 34 17. Market share in Garments. 36 18. Exports of cloth by global players. 36 19. Trends in Spinning. 37. 20. Cotton Ginning. 40
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 5
21. Mechanical Picker. 43 22. Cotton Gin. 45 23 Inventor of Cotton Gin. 46 24. Modern Ginning Factory. 49 25. Improving preparation of raw cotton 55 26. Setting between two knives 56 27. Conclusions 58
PART-2
28 Spinning Machinery- Then and Now 59
29. The Great Indian Diaspora 61 30. Evolution of Spinning Machinery: 62 31 Appearance Of Old Mills 63 32. Industrial Revolution 64 33. Mule 65 34. The Story in India: 66 35. The Early Entrepreneurs of Bombay 68 36. ENGLAND & AMERICAN TEXTILE
INDUSTRY. 69. 37. INDIAN TEXTILE INDUSTRY 72 38. Developments in Spinning 74 39. Rotor Spinning 78 40. Fasciated Yarns 80
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 6
41. SHANGHAI- Ring Spinning 83 42. SYNERGY IN SALES & MARKETING- 84 43. Status of the Textile Machinery Industry 87 44. Latest Spinning Machines: 89 45. Statistics: Growth of Textile Industry 95
46. Reiter Machines: 97 47. Draw Frame. 94 48. Comber. 98 49. Comfort Spinning Machine. 100 50. Individual Spindle monitoring. 101 51. Growth of Indian Textile Mills. 103 52. Nehru Speech at ATIRA. 107 53. India’s Competitive position. 109 54. Papers from Seminar. 114 55. Organized Textile Mill Industry. 116 56. Latest Textile Machinery. 120 57. Process Control in Spinning. 129 58. Classing of Cotton. 131 59. Basic Fiber Characteristics. 135 60. Points for Purchasing Cotton. 152 61. Quality Evaluation. 153 62. Engineering Yarn-New Millennium. 182 63. Micro Spinning Technology. 190 64. Cotton-Yarn Quality Relation. 200 65. Bale Management. 204
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 7
66. Technological Points-Blow Room. 208 67. --------------Do--------Carding. 216 68. --------------do------Draw Frame 243 69. --------------do------Comber 248 70. --------------do-------Roving 256 71. --------------do-------Ring Frame 263 72. Out Going Yarn Quality 308 73. Yarn Conditioning. 319 74. Combed Yarn Quality 325 75. Useful Calculations 350. 76. Useful Technical Datas. 355 77. Useful Datas for Spinners. 360 78. Maintenance Schedule.
366 79. References. 367 -----------------------------------------------------------------

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 8
COTTON SPINNERS POCKET
1. India and Cotton
The earliest written reference: India A republic in the Asian subcontinent in southern Asia; second most populous country in the world; achieved independence from the United Kingdom. Cotton has been grown in India for more than three thousand years, and it is referred to in the Rig-Veda, written in 1500 BC. A thousand years later the great Greek historian: Herodotus wrote -The ancient Greek known as the father of history; - his accounts of the wars between the Greeks and Persians are the first known examples of historical writing (425-485 BC) Herodotus wrote about Indian cotton: "There are trees which grow wild there, the fruit of which is a wool exceeding in beauty and goodness that of sheep. The Indians make their clothes of this tree wool." The textile tradition in India is always subjected to a number of factors like Geography, climate, social customs, availability of the raw material etc. A variety of raw materials like silk, cotton, wool, jute are used in India for creating fabric.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 9
Indian Textile is famous basically for its uniqueness and style. Fabrics from diverse raw materials form-to-life up teen numbers of wear catering to the needs of man. The most famous among them is Appliqué. Appliqué is a decorative work in which one piece of cloth is sewn or fixed onto another or the activity of decorating a cloth using glass pieces metals or wood. This is one of the most traditional handicraft art form from Orissa. India has a long history of textile production, as we know from religious texts, archaeological sites, and cave paintings. For almost three thousand years the people of India have cultivated, spun, and woven cotton and silk into fine garments. Indeed, many scholars point to India as the birthplace of cotton cultivation. Later, India also became known for its fine and sheer silks. Throughout history, and up until today, textiles have been one of the mainstays of India's economy, and they play a significant role in almost every aspect of life. Brightly colored and bearing inscriptions, pilgrimage cloths are sold as souvenirs to pilgrims at religious sites or worn by Hindu holy men called saddhus. The inscriptions are religious in nature hailing God, Shiva, Rama, or Krishna. Among the most common motifs are footprints that represent the presence of God or where God has walked. They also represent the pilgrim And his/her journey.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 10
The First Textile Mill in India was built by a Parsee. They are the early Entrepreneurs. The Parsees are intimately connected with the history of Bombay. The cotton boom was largely fuelled by Parse entrepreneurs. The oldest newspaper in Bombay, "Bombay Samachar", was run by Pareses. Congress stalwarts like Dadabhai Naoroji, Pherozeshah Mehta and Din Shaw Wacha were Parses. One of India's biggest industrial houses was founded by a Parse, Jamsetji Tata. The first Indian cotton mill, "The Bombay Spinning Mill", was founded in 1854 in Bombay by Cowasji Nanabhai Davar – to offset the unfavorable balance of trade with England. India was exporting raw cotton to England and importing textiles from the Lancashire mills at an escalating cost. Historical development & trade-India Due to the ravages of weather, climate very few textiles survive in India from earlier than 18th and 19th century. The kalamkarri hangings (painted cotton cloth) are a unique art exclusively-Indian. The beauty of kalamkari lay in the quality of the dye from the plant called chay (tap root). Used with alum mordant, it produced glowing red; with iron, a sod brownish black, with a mixture of alum, iron, a range of violet and browns. The caste system (now abolished) is the key to the consistency in craft traditions.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 11
The family was a closely integrated community, whether weavers, dyers, painters or printers. They married within their own caste; the children followed the family traditions, helping simple tasks from very young age. The manual dexterity and knowledge of local materials were inborn and then in turn passed on to new generation. The Indian saris and shawls of silk brocaded. With silver and gold were marvels of exoticism, the Dacca muslin-occupying special place. Of pure white cotton, appearing a fine cobweb, with dainty floral sprigs brocaded in thicker soft white cotton-a marvel that human hands could have woven.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 12
2. COTTON AND GINNING
Indian Cotton Cotton is a natural fiber and makes up just under half of all the fiber sold in the world. Cotton grows on a plant that is a member of the Hibiscus family. Different stages of Cotton Boll at the plant level will look like this:

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 13
In nature, cotton is a perennial shrub that reaches a height of 3.5m. Commercially it is grown annually and only reaches a height of 1.2m. Cotton plants prefer hot summers with low humidity and long hours of sunshine. The cotton plant has a deep root that can go as deep as 1.5m. There was a time that we did not attach much importance to cotton in the wake of Synthetic Fiber development like Polyester and Viscose. But Global Climatic Changes have brought back Cotton to occupy the Primary Place in the wake of development of Cotton Jeans. Few Qualities that stands high for Cotton. 1. Cotton is hypoallergenic - meaning it will not irritate sensitive skin or cause allergies. It is also good for asthmatics. 2. Cotton is very soft - it is particularly referred for underwear and under garments that get close to the skin. 3. The ends of cotton fibers are spun very tightly into the yarn so that the fabric doesn't irritate skin or cause static electricity. 4. Cotton can be easily blended with other fibers such as synthetics like Polyester or Viscose Fiber. 5. Cotton is a good conductor of heat. In other words, it draws heat away from your skin to keep you cool, making it comfortable to wear.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 14
6. Cotton absorbs moisture easily and can take up to one fifth of its weight in water before it actually feels damp.
Cotton boll ready for picking
The word 'cotton' comes from the Arabic work 'kutun' – which describes fine textile. Skilled crafts people of India were the first to produce fine quality cotton fabric. India was the world's leading maker and exporter of cotton fabrics from about 1500 BC until the end of the 15th century AD. Bolls reach full size about 25 days after the petals fall. After a further 35-55 days the bolls burst open and expose the seed cotton. Seed cotton is the seed and lint (fiber). When most of the bolls are open, the crop is ready to pick. The growing season from when the seed sprouts out of the ground to harvest is about 180 days. Cotton grows about coffee bean size and contains edible oil (18%-20%) and a high protein meal. The cotton fibers, called lint, are about 25mm long and are attached to the seed. Single cotton plant can produce up to 75 fruiting points.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 15
Cotton is a remarkable plant as nearly every part of it can be used. Lint is made into cotton fabric. Linters (very short fibers which cling to the seed) are a by-product of ginning and are used to produce paper, film, twine, rugs and mattresses. The seeds are kept for future growing, and for stock feed, or processed into cotton seed oil. The residue is made into high protein cottonseed meal, which is used to feed poultry and livestock. Cotton is a soft fiber that grows around the seeds of the cotton plant, a shrub native to the tropical and subtropical regions of both the Old World and the New World. The fiber is most often spun into thread and used to make a soft, breathable textile. The cotton plant is a tropical and subtropical shrub of the Genus Gossypium (Family Malvaceae). ... A willow shrub A shrub or bush is a horticultural rather than strictly botanical category of woody plant, distinguished from a tree by its multiple stems and lower height, usually less than 6 m tall. ... Cotton fiber properties show differences according to their region of cultivation, which are caused by the use of various kinds of cottonseeds as well as differing climate conditions. Cotton is a white or yellow-white vegetable fiber grown anciently in both the Old and New Worlds. The fibers come from a plant, related to the hollyhock that ranges in height from 2 feet to 20 feet, depending upon the variety. Cotton plants 15 to

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 16
20 feet tall are called tree cottons. The plant requires a warm climate with about six months of summer weather for full development. It blossoms and produces bolls or pods of cotton fibers.
Boll Development
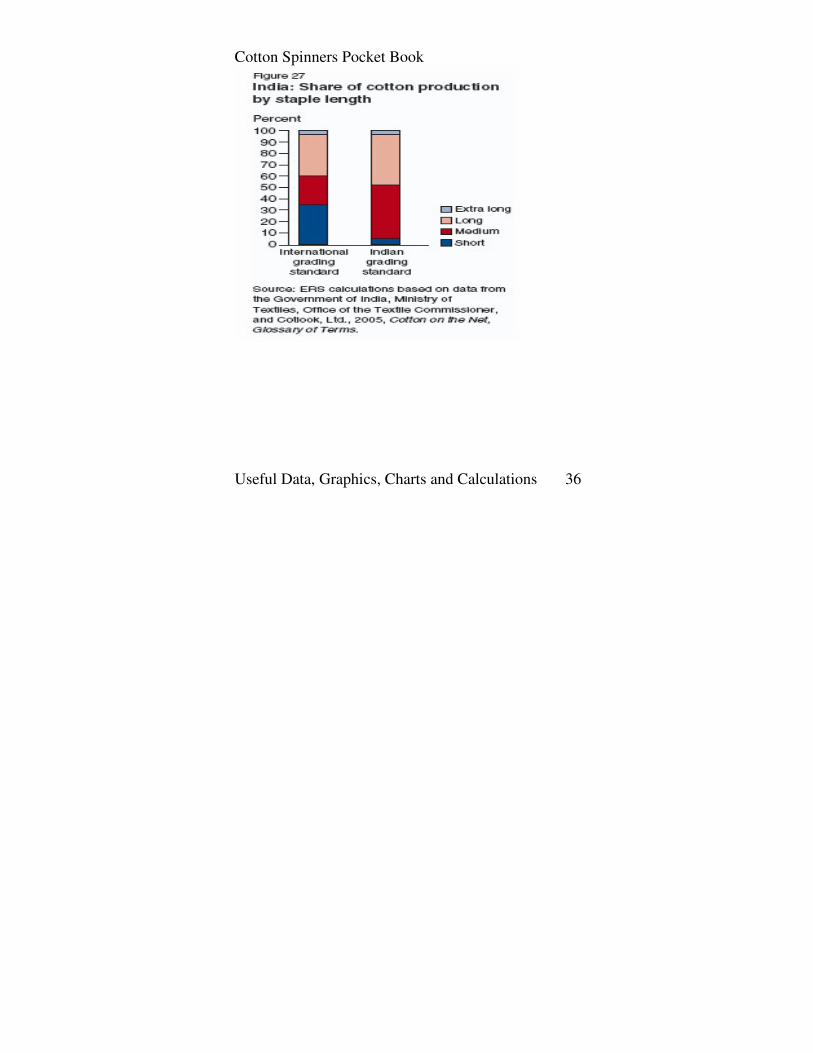
Classification of cotton according to length of staple is probably more logical than a geographical classification, as the length of staple and fineness of fiber are criteria in judging the quality of cotton. Cotton is classified, not only according to length and strength of fiber, but also according to the condition of the cotton on a basis called middling. Middling cotton is creamy white, with no evidence of dirt or gin-cuts (fibers matted and cut) and with only a few pieces of leaf and immature seeds. Middling-fair, the best, has a perfect, lustrous, silky, clean fiber, whereas good-ordinary contains leaf particles, sticks, hulls, dirt, sand, gin-cuts, and spots.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 17
To indicate the degree of whiteness of the cotton, six distinct color groups are used: extra-white, white, spotted, tinged, yellow stained, and gray. Although the grades given above are significant to the manufacturer, a difference of 1/8 of an inch in the length of fibers is generally much more important than the difference between one grade and the next. Untreated cotton has no pronounced luster. The diameter of the cotton fiber ranges from .0005 to .009 of an inch. Egyptian fibers have the smallest diameters and so can be spun into the finest yarns. A single cotton fiber will sustain a dead weight of from 2 to 8 grams. Such a fiber is not very strong, but the finished cotton cloth can be made very strong if tightly twisted. The chief constituent of cotton is cellulose (87 to 90 per cent). Cellulose is a solid, inert substance that is a part of plants. The fact that it is the chief component of cotton fibers and is an inert substance explains cotton's lifeless feel. Water (5 to 8 per cent) and natural impurities (4 to 6 per cent) are the other components of a cotton fiber. Cotton takes dyes that are fast to washing and to sunlight. For a vegetable fiber, cotton has a fair affinity for dye. Vegetable fibers do not take dye as readily as do animal fibers.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 18
If cotton is continuously exposed to sunlight, it loses strength. This fact is particularly true of curtains, which may appear in perfect condition when hanging at the windows but when taken down may fall apart in spots where sunlight has reached them. Cotton is subject to rotting caused by mildew, which is a parasitic fungus. Heat and dampness further the growth of mildew.
I have dealt at length some facet of Cotton both biologically and chemically. At the fag end of 2000 an important mile stone was reached in India by the introduction of Bt Cotton in the agricultural sector. Another experiment that succeeded in America- was cultivation of colored cotton which was also introduced in India. BT stands for the micro-organism Bacillus thuringiensis. This gives the cotton plant the capacity to produce its own

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 19
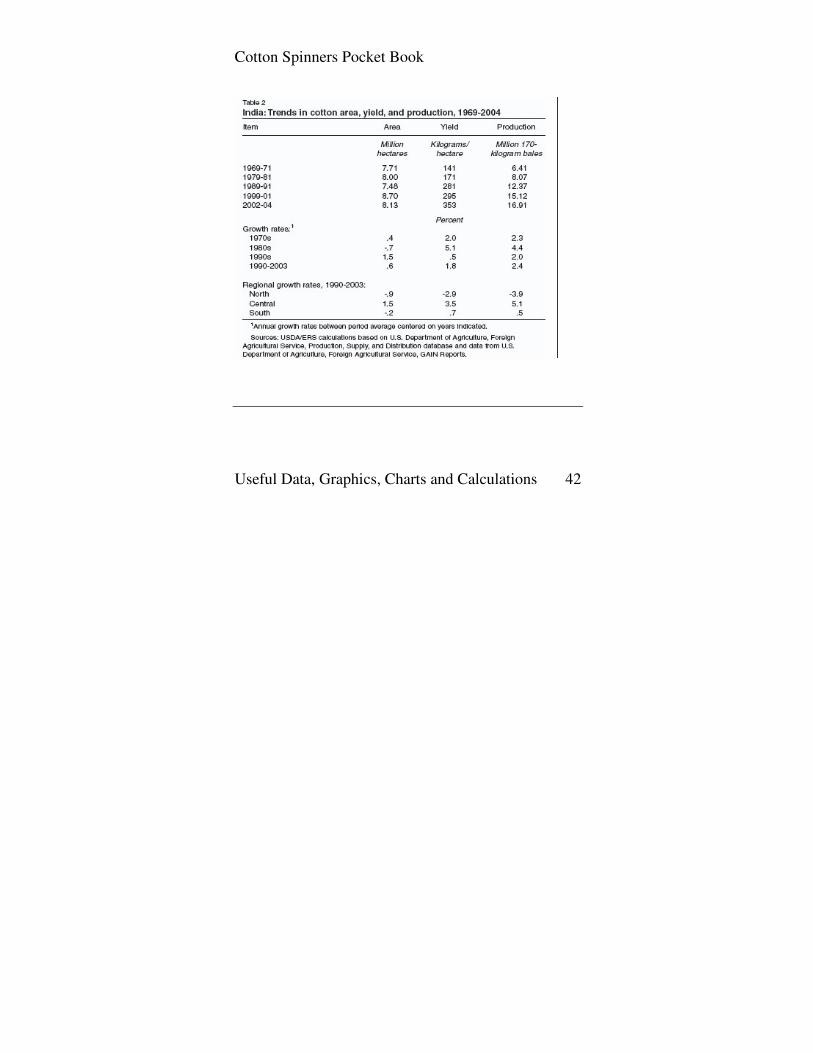
protein which is toxic to Specific pests like bollworms. Some 70 per cent of all chemical Pesticides used in India are just on cotton. India has the maximum area under cotton in the world followed by the US and China. However, our productivity is the lowest. Over half the cotton area in the US is under transgenic, that is plants into which genes From unrelated species have been introduced to give them desirable Characteristics. In India, field experiments with BT cotton first started in 1996-97 and were continued in 1997-98 and 1998-99. Large-scale research field trials and seed production took place in 2000-01. Although it has the world's largest acreage of 8.9 million hectares under cotton, India is only the third largest global cotton producer, with about 2.86 million tonnes of cotton lint a year. The average productivity of cotton lint at 320 kilograms per hectare is amongst the lowest in the world. The productivity ranges from 200 kg per hectare to 600 kg for Hybrid varieties. Since many of the land holdings are characterized by small-scale and resource-poor farming, a sudden and high increase in productivity using present methods is unlikely.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 20
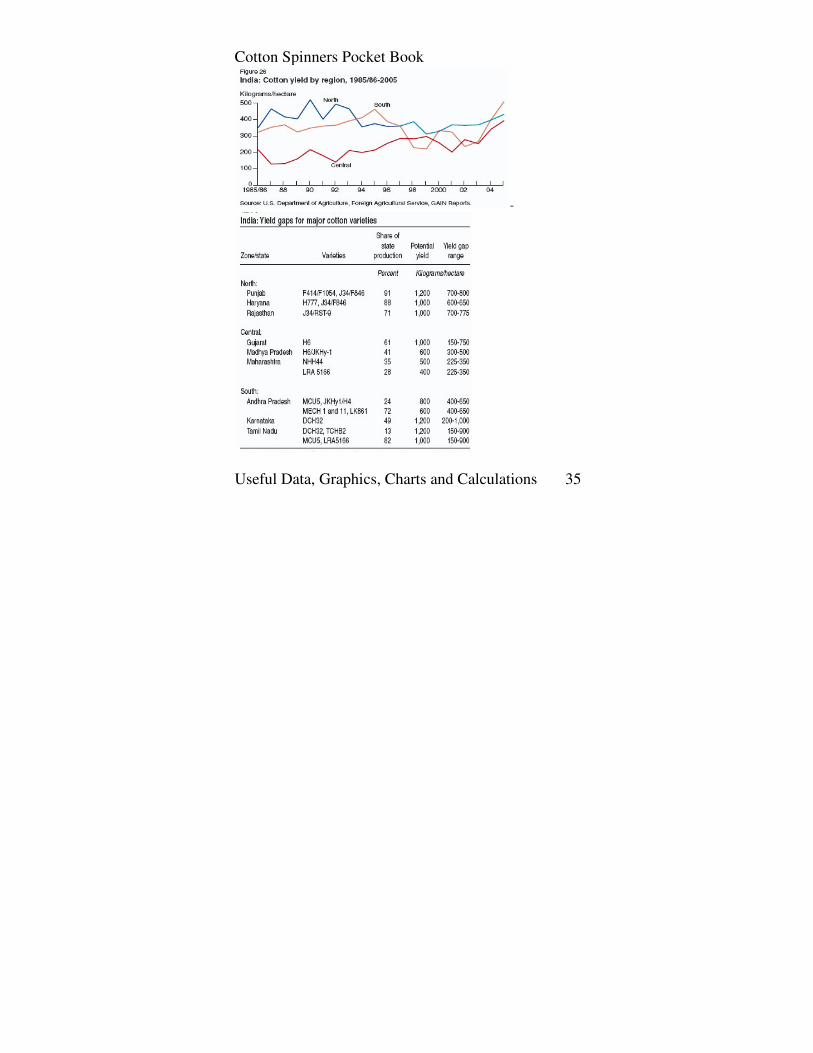
Cotton is essentially grown in the kharif, the rainy season and treated as a perennial crop. Nearly 70 per cent of the crop is cultivated under rain fed conditions in the central and southern regions of the country: Gujarat, Maharashtra, Madhya Pradesh, Tamil Nadu, Andhra Pradesh and Karnataka. The sowing dates in Southern India differ according to the specific regions. Only in the northern regions of the country, mainly the states of Punjab, Haryana and Rajasthan, is cotton predominantly irrigated. Here, the plantings are homogenous and the emphasis is on planting high yield varieties. About 162 species of insects are known to devour cotton at various stages of growth, of which 15 are considered to be key pests. Among these are jessed (Amarasca bigutulla), aphids (Aphis gossipy), white fly (Bemesia tabaci), spotted bollworm (Earias vitella), pink bollworm (Pectiniphora gossypiella) and American bollworm (Helicoverpa armigera). Important diseases are bacterial blight, fusarium wilt, Alternaria leaf spot and grey mildew. Together these pests and diseases result in an estimated loss of 50 to 60 per cent of the potential yield. This is similar to losses in other countries In India, an estimated US$ 620 million (Rupees 28 billion) of pesticides is used in agriculture, with US$ 344 million (Rs 16 billion) worth on cotton. Bollworm control

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 21
alone takes a heavy toll, costing the farmers an annual US$ 235 million (Rs 11 billion), and accounting for more than a third of current pesticides sales in India. If the crop fails because of weather conditions and/or pest resistance, a rising number of farmers have been known to consume the same chemicals to end their lives and escape the humiliation that comes with mounting debts. According to the official records, more than 500 cotton farmers in Andhra Pradesh, Karnataka, Maharashtra and Punjab committed suicide in 1998. The only successful approach to engineering crops for insect tolerance has been the addition of BT toxin, a family of toxins originally derived from soil bacteria. The BT toxin contained by the BT crops is no different from other chemical pesticides, but causes much less damage to the environment. The cotton industry relies heavily on chemicals such as fertilizers and insecticides, although some farmers are moving towards an organic model of production, and chemical-free organic cotton products are now available. Historically, one of the most economically destructive pests in cotton production has been the boll weevil.
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 22
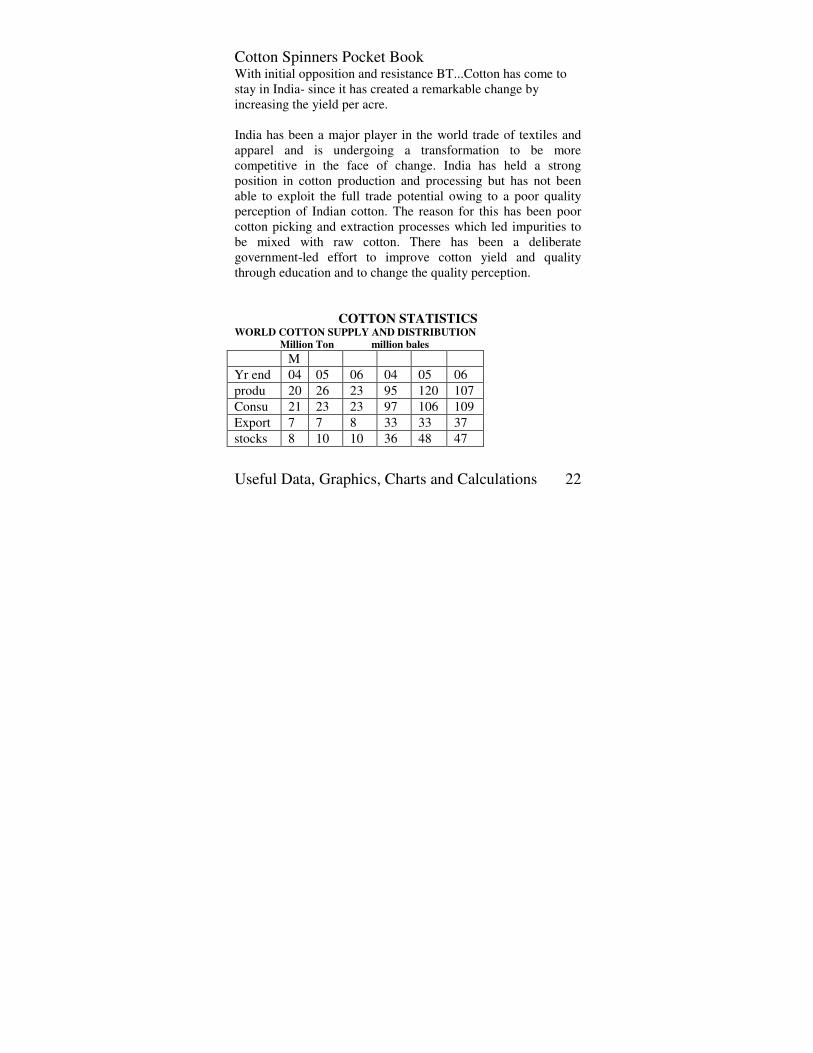
With initial opposition and resistance BT...Cotton has come to stay in India- since it has created a remarkable change by increasing the yield per acre. India has been a major player in the world trade of textiles and apparel and is undergoing a transformation to be more competitive in the face of change. India has held a strong position in cotton production and processing but has not been able to exploit the full trade potential owing to a poor quality perception of Indian cotton. The reason for this has been poor cotton picking and extraction processes which led impurities to be mixed with raw cotton. There has been a deliberate government-led effort to improve cotton yield and quality through education and to change the quality perception.
COTTON STATISTICS WORLD COTTON SUPPLY AND DISTRIBUTION Million Ton million bales M Yr end 04 05 06 04 05 06 produ 20 26 23 95 120 107 Consu 21 23 23 97 106 109 Export 7 7 8 33 33 37 stocks 8 10 10 36 48 47

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 23
1. World cotton production is skyrocketing to 26.1 million tons in 2004/05 (up 26 percent), outpacing world consumption (up 9 percent) by an estimated 2.9 million tons, and the highest gap in twenty seasons. 2. World production is forecast to decline to 23.4 million tons in 2005/06, down 2.7 million tons (10 percent) from the record this season, but still the second largest crop on record. 3. World consumption is projected to climb to a record 23.7 million tons in 2005/06, up half a million tons (2 percent). 4. China (Mainland) is the main beneficiary of the abolition of quotas on textile and apparel trade among WTO members since January 1, 2005. Safeguard petitions to limit the growth of imports from China
(Mainland) to developed countries are multiplying in numerous textile categories, as allowed until 2008 under WTO rules. An appreciation of the Yuan, if it occurs, would benefit China’s competitors on the export markets, without stemming the flows into import markets. 5. The Cot look A Index is expected to average 68 cents per pound in 2005/06. The projected 15-cent jump from the average

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 24
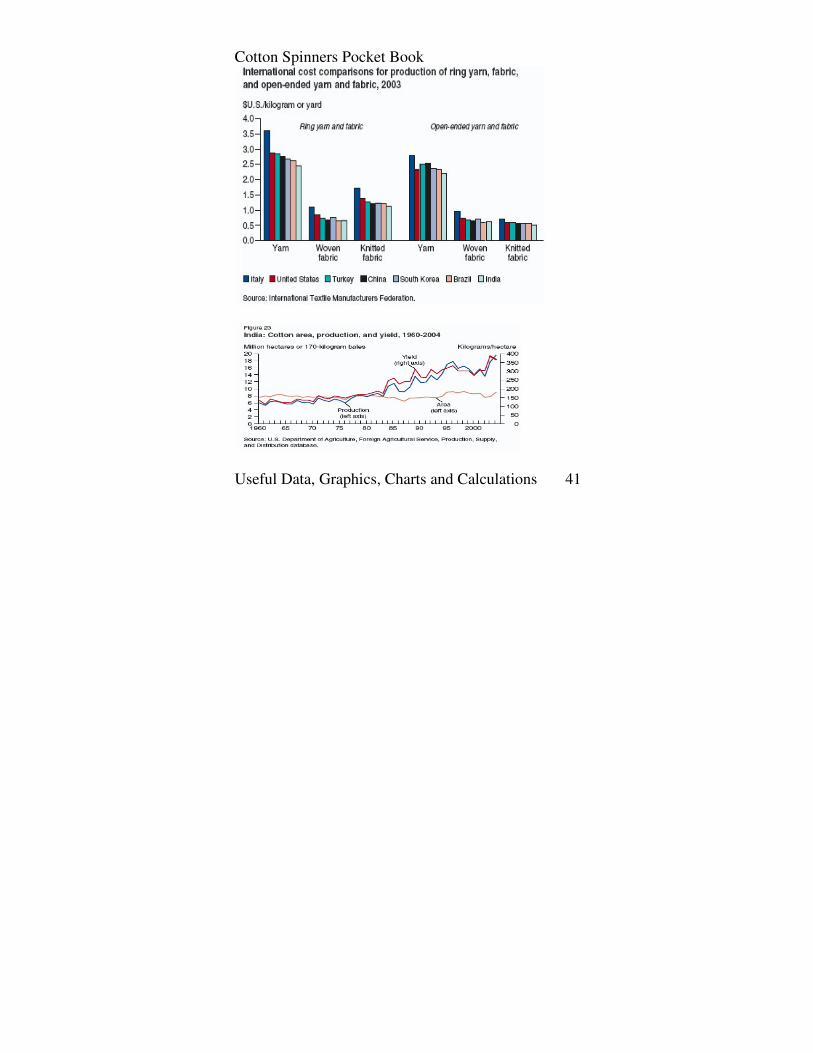
anticipated for the current season is essentially the result of projected skyrocketing net imports by China (Mainland). 6. Profits realized from BT cotton (Rs 31,880/ha) were substantially higher than non-Bt cotton - (Rs 17,790/ ha) indicating a difference of Rs 14,090/ha. 7. The relatively higher productivity of cotton in Punjab, Haryana, Tamil Nadu and Rajasthan "seem to support the fact that coverage of irrigation is important for increasing the productivity of cotton in any State." 8. India had enhanced its presence in US Markets in the face of competition from China and Pakistan. India’s strengths in raw material availability, low labor costs, supply chain management, stability in policies had helped it stand in good stead, and it had been able to create a positive sentiment amongst leading importers. The recent decision by China to impose export tariffs on 74 categories of textile products would also work in favor of India. 9. India: Cotton production up with adoption of latest technology & fine irrigation sources. Latest variety of seeds, good sources of irrigation and other aspects are the key factors in the production rise. The production of cotton was 4.95 quintals of per hectare in 2001-02 that has climbed 13.92 quintals per

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 25
hectare in 2004-05. But still we can improve- A really good field of cotton ready for picking will yield. A really good field of cotton ready for picking will yield about 1000 kg of cotton fiber per hectare. Yields vary, but the present world average of only 400 kg per hectare could be improved. Crops could be increased without using any more land in developing countries if agricultural knowledge could be applied and supplies of pesticide and fertilizer made available to the Farmers there. Even in the more advanced countries, the improvements in seed varieties and farming techniques give better yields per hectare almost every year. The present world production of cotton is about 13 million metric tonnes which is grown on about 32 million hectares. I am giving below the global cultivation period, harvesting, varieties and staple length of cotton and micronaire. No country planting harv Staple micro 1 Af Apr-ma dec 26-28 4.0 2 arg Sp-oc Fb-ju 24-28 3.9-4. 3 Aus Sp-oc Fb-m 24-29 3.9-4.5 4 Brazil Oct Mar 25-28 3.9-4.1 5 Camar Jun dec 25-28 3.9-4.3 6 China Aprl Nov 22-28 3.5-4.5

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 26
7 Egypt Mar Nov 31-40 3.2-4.6 8 India Aprl Nov 16-38 2.9-7.8 9 Pakist Aprl Nov 12-36 3.1-6 10 Africa Nov May 25-28 3.8-4.1 11 Sudan June Apr 27-30 3.8-4.1 12 Russia May Nov 28-30 3.5-5 13. USA May Dec 25-40 3.8-4.7
Globalization and its effect
With effect from 2005 WTO decisions have come into force. The Textile Industry is the one that is poised for major changes. Some of the biggest beneficiaries of globalization of the supply chain have been the emerging economies whose pace of development has been accelerated by this movement. These economies have traits that dovetail well with the concepts of a global supply chain. Low labor cost: Emerging economies are characterized by low labor costs as compared with the developed world. In fact, for labor-intensive industries such as apparel and steel they offer an incomparable competitive advantage. Richness of natural resources: Most of the emerging economies are well endowed with a plethora of natural resources. This aptly positioned them as partners of choice for the developed world. Countries in Europe, which earlier
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 27
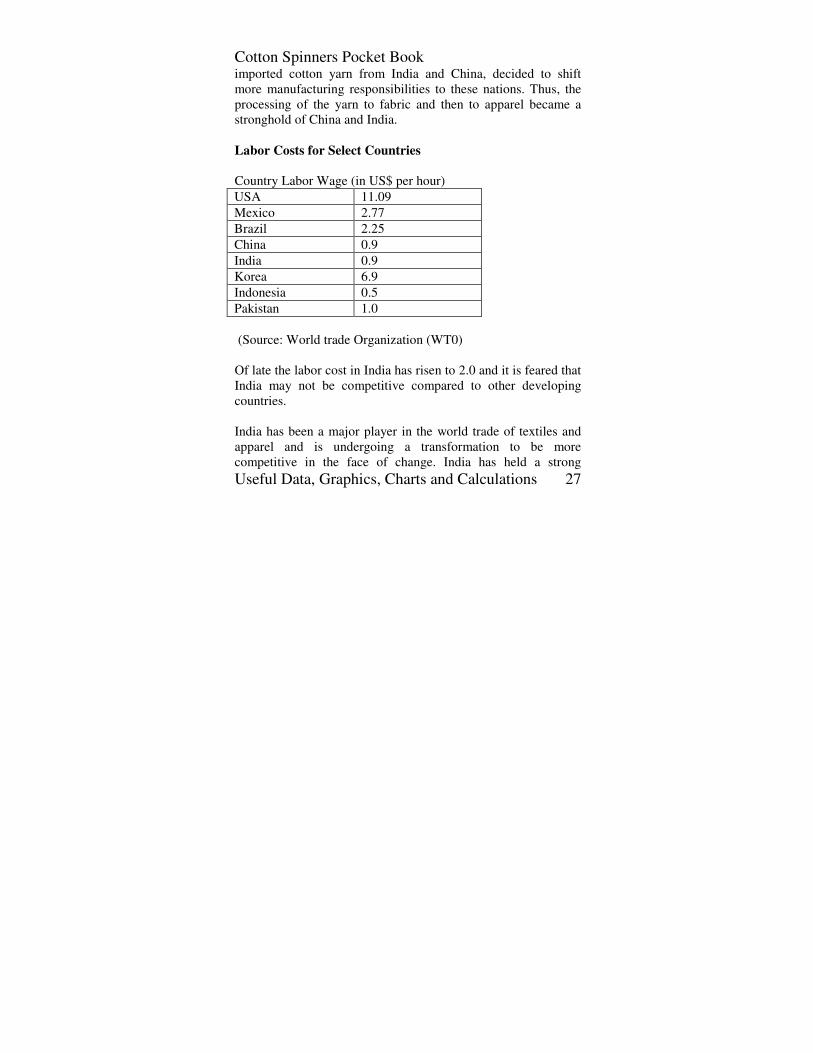
imported cotton yarn from India and China, decided to shift more manufacturing responsibilities to these nations. Thus, the processing of the yarn to fabric and then to apparel became a stronghold of China and India. Labor Costs for Select Countries Country Labor Wage (in US$ per hour) USA 11.09 Mexico 2.77 Brazil 2.25 China 0.9 India 0.9 Korea 6.9 Indonesia 0.5 Pakistan 1.0 (Source: World trade Organization (WT0) Of late the labor cost in India has risen to 2.0 and it is feared that India may not be competitive compared to other developing countries. India has been a major player in the world trade of textiles and apparel and is undergoing a transformation to be more competitive in the face of change. India has held a strong

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 28
position in cotton production and processing but has not been able to exploit the full trade potential owing to a poor quality perception of Indian cotton. The reason for this has been poor cotton picking and extraction processes which led impurities to be mixed with raw cotton. There has been a deliberate government-led effort to improve cotton yield and quality through education and to change the quality perception. Technology Upgrades: The stringent quality demands on the Indian apparel industry by the developed world have ensured that the industry does away with archaic technology in terms of ring spinners, shuttle looms and manual sewing machines. The adoption of the latest technologies such as open-end spinning, air jet looms and CAD/CAM has ensured that the industry is able to deliver on the complex requirements of its clients worldwide. Change in quality perception: The Western world has started to perceive India as a producer of quality apparel. Compliance with global quality norms such as ISO 9000 and non-azoic dye usage have enabled Indian manufacturers to push up the premium. Emergence of processing and finishing centers: Finishing is a very critical step of the apparel supply chain as it governs not only the touch and feel of the fabric but the silhouette and drape of
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 29
the sewn apparel as well. It is a technology-intensive industry as processing requires controlled treatment of the fabric under specific ambient conditions. Traditionally, the high amount of investment required for setting up a processing unit has been a deterrent for the growth of this industry in the emerging economies. With the recent structural changes in the apparel supply chain, there has been the emergence of specialist processing centers.
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 30
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 31
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 32
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 33
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 34
------------------------------------------------------------
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 35
-
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 36
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 37
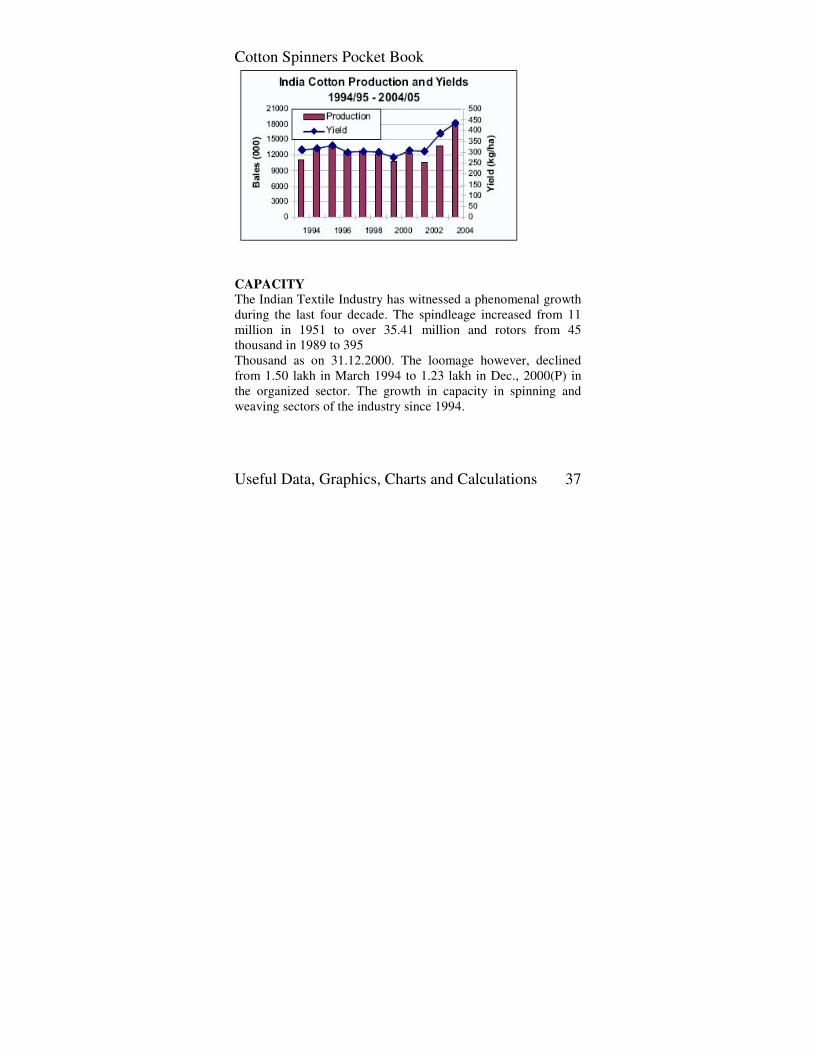
CAPACITY The Indian Textile Industry has witnessed a phenomenal growth during the last four decade. The spindleage increased from 11 million in 1951 to over 35.41 million and rotors from 45 thousand in 1989 to 395 Thousand as on 31.12.2000. The loomage however, declined from 1.50 lakh in March 1994 to 1.23 lakh in Dec., 2000(P) in the organized sector. The growth in capacity in spinning and weaving sectors of the industry since 1994.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 38
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 39

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 40
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 41
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 42
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 43
COTTON GINNING
Cotton Field

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 44
Cotton kapas
Ginning is as important as other Spinning Machines. In India Ginning Factories is treated as separate entity. Hence much attention is not paid to modernization of Ginning Factories. Realizing the importance of Ginning to the Spinning Mill SIMA is concentrating of improving this section. Competitiveness has forced us to pay attention to every aspect of Cotton Technology- starting from selecting good seeds, planting, cultivating to harvesting and ginning.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 45
In India Hand Picking is still the major method though in some parts mechanical Pickers are used. This is due to Small Holdings. Efforts should be made to improve this side so that modernization of Picking will be possible. Once the cotton has been picked, it is squashed into modules, so it can then be taken to a cotton gin for processing. A gin is a machine that separates cotton fiber from seeds and cleans the cotton fiber, takes out the seeds, leaves and dirt. When the cotton lint is processed in the gin, three products result - cottonseed, lint and waste. The gin machine combs the cotton fibers, like you comb your hair. Each cotton boll contains around 30 seeds. The seeds are very valuable and are used to make a variety of products such as: Oil, Plastics, Explosives, Animal feed, Cosmetics such as lipstick, Margarine, Insecticides. They may also be used as seeds to plant again for the next cotton crop. After separation from the seeds and waste, the lint is squashed into large blocks called bales. The bales of lint are sent to spinning mills in India and overseas. Waste: When the seed and lint have been removed all that is left is waste - leaves, sticks, dirt etc.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 46
Cotton fiber waste has been used to clean up oil spills. in the sea, as it soaks up the oil well but the natural waxes that it contains help to keep the fiber afloat. It is used as manure in India. Mechanical Picker below:
Kapas in ginning factory

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 47
The left over sticks and leaves can be used as compost, and put back into the soil. This material is called 'cotton trash' after it has been ginned the cotton then needs to be sorted into different grades or classes, depending on its quality. The better the quality of the cotton fiber, the more money people will pay for it. There are as much as 20 grades to class cotton, and it takes many years of training for people to learn how to do this job properly. America is the Pioneer in inventing the Ginning Machine. The well-known personality in Textile Industry- Eli Whitney is an American. Cotton Ginning before Eli Whitney: Devices for separating cotton fiber from seed have existed since antiquity. This process is considerably easier to perform for smooth seed long-staple cotton varieties, which dominated total cotton production prior to the popularization of Whitney's machine. In 1788, Joseph Eve patented an improved machine for this purpose, using a method that is now referred to as "roller" ginning.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 48
It used wire teeth hammered into a rotating wooden cylinder to snare the cotton fibers and pull them through a grate. The slots in this grate were too narrow for the cotton seed to pass, so that the fibers were pulled away from the seed.
The primary barrier that the new cotton gin faced was that it sacrificed fiber quality for quantity, and so met with some resistance from English buyers of cotton fiber. Due to its short staple and damage caused by Whitney-style gins, the upland cotton varieties consistently sold for half the price received by long-staple cotton prior to the Civil War. Because undamaged fiber was so crucial to the high price received by sea-island cotton, it continued to

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 49
With the invention of Whitney Gin, Ginning Factories emerged as an intermediary to Spinning Mill. But the biggest impact of custom ginning was that it focused the attention of innovators on how to maximize the efficiency of the entire process of ginning, rather than just the cotton gin itself. In the mid-1880s, Robert Munger of Texas developed "system" ginning, as seed cotton was fed continuously to multiple gin stands, from which the fiber went directly into pressing equipment for baling. This eventually ended once and for all the era of plantation gins and small cotton gin makers.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 50
After the invention of the cotton gin, the yield of raw cotton doubled each decade after 1800. Demand was fueled by other inventions of the Industrial Revolution, such as the machines to spin and weave it and the steamboat to transport it. By mid century America was growing three-quarters of the world's supply of cotton, most of it shipped to England or New England where it was manufactured into cloth. The Cotton Gin Cotton Gins are a critical part of the process of getting a field grown crop into the marketplace. Seed cotton is turned into two major by-products and two minor by-products when processed by the cotton gin. Delivered to the gin in either trailers or in large bales known as modules, the seed cotton is fed into the gin plant by suction and then metered out at a rate suitable to the gin's capacity and the condition of the seed cotton (trashy, clean, wet, or dry). Clean, dry seed cotton can be processed at the highest capacities, thus lessening overstocked conditions in the waiting-to-be-ginned line. Almost all gins use gas fired dryers to dry seed cotton to around 7% moisture. This is optimum for most ginning systems. After drying and some threshing type processing to remove larger trash, seed cotton is fed into the "gin stand" where "cottonseed" is removed from the lint. The lint,

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 51
which has been removed from the seed by means of flat Circular saw blades, is fed into cleaning machines which remove "motes". Motes are sold as low -grade cotton fiber mainly because of their short fibers and off-color appearance. The cleaned lint is then fed into the baling press where approximately 150- 200 Kgs cotton bales are formed for shipment to clothing mills (textile mills). The final product of ginned seed cotton is gin trash. It consists mainly of Cotton plant parts which have been removed in the cleaning machinery. Cotton gin trash is usually piled on the gin property where it is allowed to compost. It makes great mulch for landscaping and garden use. Lint makes up approximately 35% of the cotton. Once the lint has been separated it is compacted into bales and transported either to spinning mills. At the end of this process the clean lint is pressed into 227kg bales and samples are taken from each bale at this stage for the purpose of classing the cotton. In general terms cotton classing is the way in which cotton fiber is sorted into different quality-based grades- the higher the class, the better the quality of the cotton fiber and the higher the price. There are three

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 52
determinants of classing - color (bright or dull, white or grey), trash content (amount of stalk, leaf or dirt) The process of turning cotton lint into fabric involves several distinct manufacturing operations. Cotton of similar grade but from different bales is blended together into batches of uniform quality. After the cotton lint has been spun into yarn it is then woven or knitted into fabric. Once cotton has been woven or knitted into fabric it has probably not been affected by water (all of the processes so far undertaken have been 'dry'). Fabric finishing can make the fiber look and feel better. It is the final step in the manufacturing process.
Modern Ginning Factory

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 53
Another View
Auto Feeding

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 54
Feeding to Ginning Machines
Ginning: From the field, seed cotton moves to nearby gins for separation of lint and seed. The Cotton first goes through dryers to reduce moisture content and then through cleaning equipment to remove foreign matter. These operations facilitate processing and improve fiber quality. The cotton is then air conveyed to gin stands where revolving circular saws pull the lint through closely spaced ribs that prevent the seed from passing through. The lint is removed from the saw teeth by air blasts or rotating brushes, and then compressed into bales weighing approximately 500 pounds. Cotton is then moved to a warehouse for storage until it is shipped to a textile mill for use. A typical gin will process about 12 bales per hour, while some of today’s more modern gins may process as many as 60 bales an hour.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 55
Experiments in India to improve the Ginning Process: In India Roller Gin is used and Saw Ginning is negligible. This is due to low micronaire cottons and weak fibers. At present in Indian roller ginning industry, the speed and settings of various processes including gin machines are kept same for all types of picked cottons. Recent studies conducted by ATIRA reveal that existing gin parameters rupture the fibers and increase the neps significantly of Indian hybrid cottons having low micronaire level. Optimization work at ginning in India has not been done particularly for the low micronaire and fine cottons at all. ATIRA has also studied the effect of picking timings on the cotton characteristics by collecting and testing a number of kapas (seed-cotton) samples of 1st and 4th picked timings from various regions of India. Results indicate the following: a) Fiber length of 4th picked cottons is reduced by about 8 to 15 per cent with the significant increase of short fiber content. b) Micronaire, maturity and neps of all the 4th picked cottons get deteriorated substantially. c) The levels of trash, micro-dust and fiber fragments in the 4th picked cottons are very high compared to the 1st picked cottons.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 56
d) Quality of yarns produced from 4th picked cottons gets deteriorated significantly in terms of evenness, imperfections and tenacity. Identification of effect of existing ginning force on characteristics of 1st and 4th picked cottons Seed-cotton (kapas) of different varieties of 1st and 4th picked cottons was ginned by hand and by machine in order to establish the level of quality deterioration improvement by the existing roller ginning machine. Results summarized a) In case of 4th picked cottons the extent of fiber breaking by the machine ginning is higher than that for the 1st picked cottons. The level of short fiber content increases significantly with machine ginning. b) Original level of neps in 4th picked cotton is not higher than that of the 1st picked cottons. Machine ginning does not increase the neps in the case of 1st picked cottons, while the neps of 4th picked cottons are increased by the same machine ginning in most of the cases.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 57
It seems that the 4th picked low micronaire fibers cannot bear the existing ginning force and hence the fibers get ruptured as well as entangled. This indicates that there is a good scope of preserving the characteristics of later picking cottons by optimizing the parameters of ginning processes. c) Comparison between hand and machine ginned cottons shows that the level of trash and fiber fragments increases significantly with machine ginning. Moreover, the machine ginning yields poor yarn quality n terms of evenness, imperfections, and single thread strength and elongation. In case of 4th picked cotton, more deterioration in quality of yarn spun from the machine ginned lint is observed as compared to the case of 1st picked cotton. ATIRA approach to improve quality of low micronaire cottons ATIRA has been carrying out various R&D activities in the area of ginning to improve the quality of Indian cottons as well as performance of the roller ginning industry since 1992. ATIRA has identified a number of deficiencies present in seed cotton/ginned lint, their effects and also developed a series of cleaning and automatic cotton conveying systems suitable for roller ginneries to improve the quality of Indian cottons. Past work done at ATIRA indicated that the Indian hybrid seed

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 58
cotton contains immature bolls in which most of fibers are of low micronaire and weak. Moreover, it has been Observed that the seed cotton picked after the month of December contains less moisture content (around 5 per cent as against 7.5 per cent) due to dry/hot climate in India. Hence, efforts were made to preserve the quality of 3rd and subsequent picked cottons by improving the preparation of raw cotton prior to ginning. Improving preparation of raw cotton Improving moisture content in low micronaire kapas material Since low level of moisture was observed in the low micronaire kapas materials, it was increased in the different stations of kapas of Sankar variety From 4 to 8 per cent by using appropriate humidification system. The important fiber characteristics like micronaire and bundle strength get improved with the increase of moisture content in the cotton. As a result, fiber breakage and generation of neps could be reduced at ginning. Increasing micronaire level by removing immature bolls from kapas material The immature bolls from ATIRA pre-ginning cleaner and the level of micronaire of normal, good and immature kapas bolls was checked. Results show that the level of micronaire increases in cotton when the immature bolls are removed prior to ginning. When the

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 59
immature bolls are removed from the normal kapas material, the overall level of micronaire is improved in the good kapas material since the micronaire level of immature bolls is very low. Optimization of parameters of roller gin machine to improve characteristics of low micronaire cottons 1. Setting between two knives 2. Fixed knife pressure on leather roller 3. Opening gap of two knives 4. over lap setting 5. Speed combination of beater and leather roller 6. Position of fixed knife with respect to leather roller 7. Leather roller material Setting between two knives A number of experiments were conducted using different cotton varieties to assess the effect of setting between knives on the characteristics of low micronaire Indian cottons. The gap was varied from 1 mm to 2 mm. In most of the ginneries this gap is not maintained properly and it is not kept more than 1mm. Results show that wider setting between knives (2mm) results in better quality in all the types of cottons particularly in terms reduction in impact force on the fibers with increase in setting between knives. Fixed knife pressure on leather roller

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 60
The pressure of fixed knife on the leather roller is required for ginning action and it is affected by changing the position of weight on the rod of the roller gin machine. Shifting of the weight towards the gin machine increases the pressure between fixed knife and leather roller and vice versa. Experiments were conducted using different cottons to compare the cotton characteristics obtained by lower v/s higher pressure. Results indicate that a low level of pressure on the leather roller preserves the quality of low micronaire in terms of length and neps. Opening gap between two knives. The opening gap between two knives decides the feeding rate of kapas material to the gin machine. Production rate of the machine increases with conducted using two different opening gaps between the knives i.e. 1.7 cm and 2.0 cm. The generation of neps is reduced significantly with the use of 2.0 cam opening gap at the ginning. This improvement may be due to reduction in ginning force per fiber as the feeding rate of the kapas material increases with the higher opening gap between the knives. Overlap setting. As per literature, overlap of moving knife over the fixed knife should be one third of the staple length of the fibers.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 61
Experiments were conducted to assess the effect of moving knife overlap on the characteristics of low micronaire different cottons. Results indicate that the low overlap setting reduces the generation of neps. In case of lower overlap setting, rubbing action between low micronaire fibers and knives reduces and hence the generation of neps is decreased during ginning action. Speed combination of beater and leather roller the ginning force is affected by the speed of beater and leather roller. Experiments were therefore conducted by changing the speed combination at gin machine is order to assess its effect on the characteristics of different stations of low micronaire Sankar cotton. The existing speeds in the ginning industry are 950 rpm and 95 rpm of the beater and leather roller respectively. Efforts were made to change these speed and reduced the existing leather roller speed i.e. 1050 instead of 950 rpm of beater speed and 80 instead of 95 rpm of leather roller. The modified speed combination reduces the Generation of neps due to increase of production rate of gin machine. More and more quantity of kapas material enters into the machine. Conclusions
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 62
1. Quality of 3rd and subsequently picked Indian hybrid cottons is much inferior than that of 1st and 2nd picked cottons particularly in terms of micronaire, length, neps, cooler, maturity, trash, etc. 2. Existing roller gin parameters not only rupture the fibers of low micronaire 3rd and subsequently picked cottons but also generate neps to a significant level. 3. Ginning is one of the best process to preserve the quality of low micronaire cottons. Roller gin parameters optimized by ATIRA not only preserve the quality of low micronaire cottons but also increase the production rate of the gin machine. 4. Micronaire level of later picking cottons can be increased by improving preparation of raw material prior to ginning. 5. Optimized gin parameters improve the quality of low micronaire cottons particularly in terms of length and/or neps. 6. Suggested gin parameters/methods are practically successful and those can be implemented in the ginning units. (The authors are with ATIRA, Ahmedabad)
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 63
(The Author thanks ATIRA for these useful experiments in improving the quality of Ginning.)
3. Spinning Machinery- Then and Now
The present generation and the future generation may or might not have seen how our Fore Fathers have struggled to built up the Modern Day Mills. Even the buildings have been demolished to pave way for the Modern Mills. In order to apprise them the history of Textile Mills and Machinery I have taken pains to

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 64
collect old photographs from various websites and present them to our Readers. Fortunately I have worked in Mills where power was from Steam Engines and the machinery was from England- Platt Bros and T & S, Saco Lowell and Whitin Machinery from America. I have also planned and erected latest Mills in Malaysia and Sri Lanka with latest Laxmi-Reiter and Reiter Machinery. Many of us who travel to Mumbai- can still see the old structures of Textile Mills. Even today at Coimbatore stand as monument some old Mills-now taken over by NTC-like Kaleeswar and Somasundara Mills. Old Mills were almost multi-story buildings accommodating both Spinning and Weaving Machines – but Dye house separately. Huge Boiler Houses were built separately for Steam
and Power Generation. The Great Indian Diaspora What attracted in the newspaper cutting is the mention of the
first Textile Mills established at Bombay in 1874- by a Parsi. :

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 65
Evolution of Spinning Machinery: Evolution of Spinning Machinery is closely linked to the Industrial Revolution and the credit goes to the Textile Industry for being Pioneer in this process.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 66
Appearance Of Old Mills
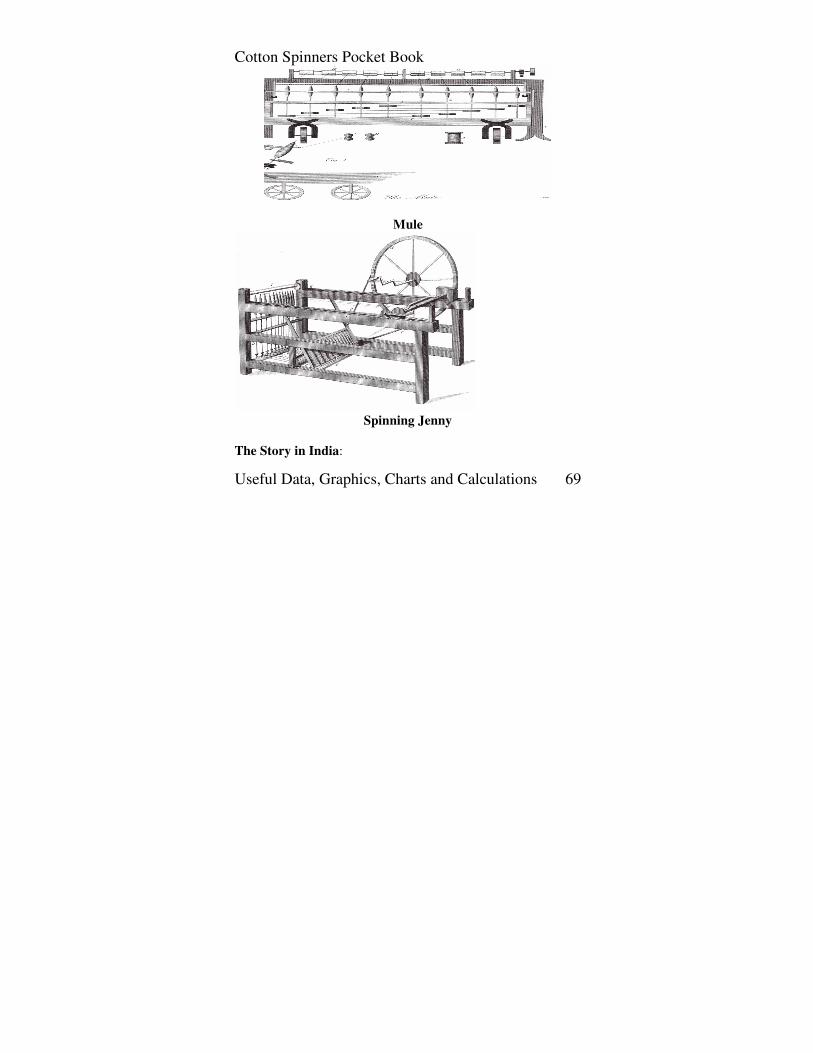
To understand the present progress of Textile Industry and its machinery development we must go back to the history. Cotton was spun and woven into cloth by hand until England, in the late 1700s, developed textile machinery that was to revolutionize cotton manufacturing and provide the impetus for the Industrial Revolution. In 1760s James Hargreaves invented the Spinning Jenny and Richard Ark Wright improved with his development of the Waterwheel Spinning Frame. Requiring no special skills to operate, the new machinery quickly replaced the hand operated spinning wheel and vastly

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 67
improved the quality and supply of thread. Textile mills, with cottages for imported workers, sprang up, and suddenly the factory system with the first successful system of mass production was created.
Water Wheel
The above Picture and the succeeding pictures are the inventions of James Hargreaves and Ark Wright. Industrial Revolution Ignited: The advances in cotton textile manufacturing required coal for fuel and iron for the new machinery; the increase in coal and iron mining & required improvements in transportation; and the transportation requirements in turn brought about the development of railroads and steamships. By the end of the eighteenth century, the various specializations had intermeshed, with the achievements of one contributing to the success of the

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 68
other, and suddenly the world's first industrial revolution was underway.
Mule
The cotton textile industry in America was launched by Samuel Slater in 1790 at Pawtucket, Rhode Island. Slater, an English textile mechanic with detailed knowledge of Richard Ark right’s revolutionary water-powered spinning machine, migrated to America and reconstructed two of the famous machines from memory to establish a 72-spindle mill--the first successful water-powered spinning mill in America. With the employment of young children from seven to twelve years of age to operate the machines, the mill was a great success. Building on that success, Slater with his partner, Moses Brown, began the construction of additional mills in Rhode Island, Massachusetts, and Connecticut
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 69
Mule
Spinning Jenny
The Story in India:

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 70
Excerpts from Speech of Mr. Jay Krishna Harivallabhdas, president of the Ahmedabad Mill owners’ Association at the Inauguration of Centenary Exhibition “This centenary is a tribute to many pioneers who toiled to make this occasion possible…. The industry in the nineteenth century was purely a spinning industry but later transformed itself into composite units with up to- date manufacturing and processing divisions. Today we can manufacture dyed, mercerized, printed and fully shrunk fabrics and we can state with satisfaction that in point of equipment and production of cloth several mills in Ahmedabad do compare favorably with any of the best cotton mills in the world. “…Lancashire imports used to play a very important part in meeting the consumer needs of the country… It was fortunate that the Tariff Commissions appointed from time to time to protect this industry were alive to the need for the growth of the industry in India and we established ourselves in these qualities as equal to any other advanced countries … Instead of remaining an importing country of cotton textiles India is now today exporting substantial quantities of cloth since the outbreak of the Second World War.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 71
The Early Entrepreneurs of Bombay The Parsis are intimately connected with the history of Bombay. The cotton boom was largely fuelled by Parsi entrepreneurs. The oldest newspaper in Bombay, "Bombay Samachar", was run by Parsis. Congress stalwarts like Dadabhai Naoroji, Pherozeshah Mehta and Dinshaw Wacha were Parsis. One of India's biggest industrial houses was founded by a Parsi, Jamsetji Tata. Even the physical shape of Bombay was determined by donations to build causeways, roads and buildings by members of the Jeejeebhoy and Ready money families. The first record of a Parsi, Dorabji Nanabhai, settling in Bombay dates from 1640. After 1661, when Bombay passed to the British, there was a concerted effort to bring artisans and traders to settle in the new town. A large part of the Parsi migrants to Bombay in these years was constituted of weavers and other artisans. In 1673, the British handed over a piece of land in Malabar Hill to the Parsi community for the establishment of their first Dakhma, Tower of Silence.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 72
The first Indian cotton mill, "The Bombay Spinning Mill", was founded in 1854 in Bombay by Cowasji Nanabhai Davar – to offset the unfavorable balance of trade with England. India was exporting raw cotton to England and importing textiles from the Lancashire mills at an escalating cost. Opposition from the Lancashire mill owners was eventually offset by the support of the British manufacturers of textile machinery. By 1870 there were 13 mills in Bombay At the end of 1895 there were 70 mills; growing to 83 in 1915. After World War II, under strong competition from Japan, the number of mills declined. In 1953 there remained only 53 mills in the city. ENGLAND & AMERICAN TEXTILE INDUSTRY Ark right and Haregreaves: After the invention of Ark right and Haregreaves there were steady improvements in Spinning Machinery: About 1767, with some friends, he began to build a machine to spin cotton. They rented a room in a secluded teacher's house behind some gooseberry bushes, but they were so secretive that the neighbors were suspicious and accused them of sorcery, and two old women complained that the humming noises they heard at night must be the devil tuning his bagpipes. So Richard Ark Wright moved over the hills to Nottingham, and designed a big machine to be driven by five or six horses, but

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 73
before he even got it working he took a momentous step. He borrowed money and built a huge ``manufactory,'' to house dozens of machines and hundreds of people Several spinning machines were designed at about this time, but most of them tried to do the stretching and the spinning together. The problem is that the moment you start twisting the roving you lock the fibers together. Ark Wright’s idea was to stretch first and then twist. The roving passed from a bobbin between a pair of rollers, and then a couple of inches later between another pair that was rotating at twice the speed. The result was to stretch the roving to twice its original length. A third pair of rollers repeated the process. Ark Wright’s original machine had four sets of rollers. Later ones had three. They increased the length of the cotton yarn by a factor of four. A conventional spinning wheel needs one skilled operator to spin one thread. The spinning jenny could spin say a dozen threads, but needed a highly skilled operator. Ark Wright’s water frame needed no skill, and spun 128 threads at a time. Ark Wright was well on the way to mass-production. He built his first mill when he was nearing 40, in 1771. In the next 20 years he built mills all over Derbyshire, Lancashire, and

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 74
Scotland, and they were not only cotton spinners but money spinners too, for when he died on 3 August 1792 he left half a million, equivalent today to perhaps 200 million pounds. This is the story of Ark Wright and the start of Factory System of the present day Spinning Mills.
Roving Machine- 1883
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 75
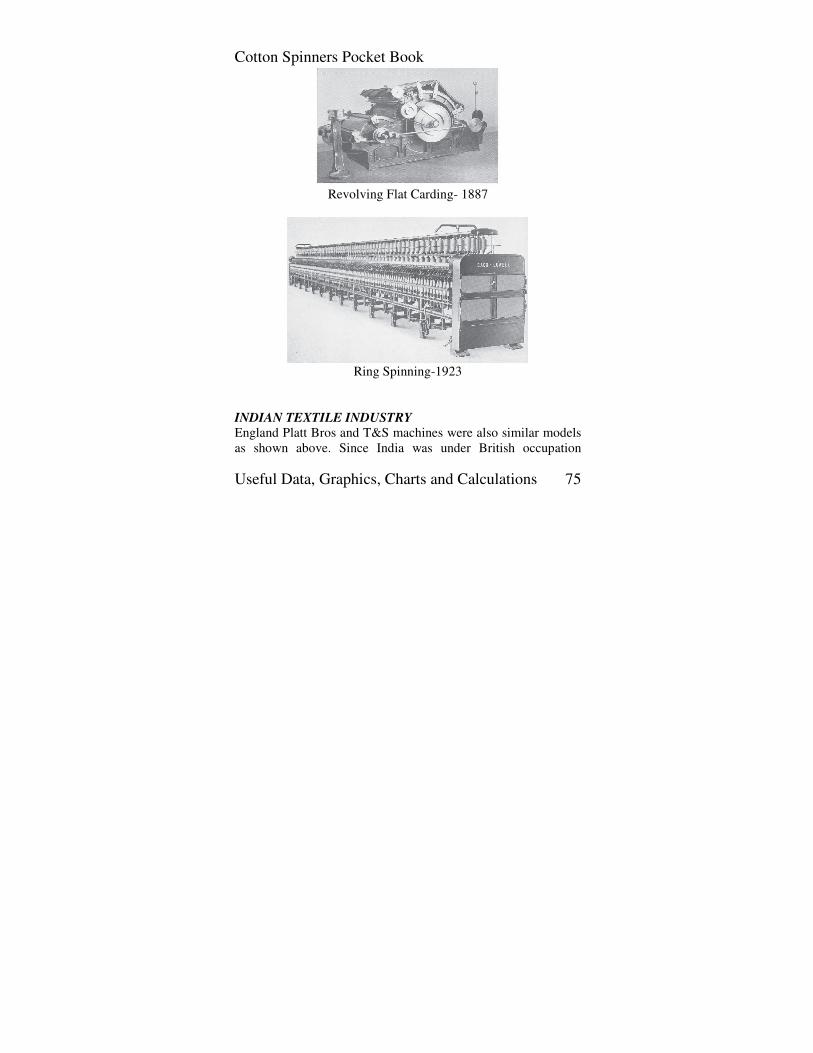
Revolving Flat Carding- 1887
Ring Spinning-1923
INDIAN TEXTILE INDUSTRY England Platt Bros and T&S machines were also similar models as shown above. Since India was under British occupation

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 76
Indian Mills invariably equipped with the above machines. But one Entrepreneur established one Textile Machines with complete American machines at Nanjangud near Mysore. But many Mills in late 1960s went in for Whitin Machineries like Blow Room, Combers and Draw Frames. 1960s also saw the introduction of latest Twisters like Alma-Germany in India. 1956- also the introduction of Japanese machines in Indian Mills. Toyoda and Howa machines were very popular. Many new Mills were equipped with entirely Japanese Machines from Blow Room to Twisting Machines. There were changes in the architecture of Mill Building also. Two People- Karumuthu Thiagaraja Chetty and G.K. Devarajulu Naidu and G.K. Sundaram were responsible for bringing latest machines from Japan and Switzerland in 1960s. Later GKD as he is still affectionately called established the famous Laxmi-Reiter Machine Works at Coimbatore. The contribution to the Textile Industry by both these people is itself a history. I have met them several times and took advice in Technical Matters. They were very generous and kind and willingly came forward to help and develop Technical Personnel to man the Textile Mills.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 77
Developments in Spinning
An overview of yarn formation technologies During the 1970s, there appeared to be a myriad of spinning systems, such as twist less spinning, self-twist spinning, fasciated yarns, composite yarns, wrap-spun yarns, pot spinning, continuously felted yarns; and the many possible variants in open-end spinning such as rotor, electrostatic, friction spinning, and vortex spinning (the original “Polish” system). At the same time, there were continued developments in ring spinning, with ventures into rotating ring and traveler systems, individual spindle drives, high draft Systems, modified travelers, double roving spinning, and hybrid systems. A look at today’s industry reveals that while some systems have established a successful but small niche — wrap spinning for fancy yarns, and friction spinning for specialty industrial markets — very few systems have survived. Indeed, this is also true of the manufacturers of these machines. There are number of spinning positions for the major technologies, together with their share of the spun yarn market. It is evident that, when judged from the perspective of the number of installed spindles, ring spinning is still the most

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 78
dominant spinning system — there are about three times more spindles than installed rotors. If judgment is based on the quantity of yarn produced, it is clear that even though there is only one-third as many positions of rotors installed, rotor spinning produces three times more yarn than ring spinning.
Ring Spinning The technology behind ring spinning has remained largely unchanged for many years, but there have been significant refinements. Changes, which on their own offered only slight advantages, provided the following synergies when combined: • The introduction of longer frames reduced the relative costs of automatic doffing. • The combination of spinning frame and winding (link winders) further enhanced the adoption of automation. • The introduction of automatic doffing meant that doffing time was reduced and thus package (and ring) size was less critical. • The introduction of splicing on the winder meant that yarn joins became less obtrusive — again offering the potential of smaller package. • Smaller rings meant that for a limiting traveler velocity (40 meters per second [m/s]), higher rotational speeds (and hence twisting rates) could be achieved.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 79
These combinations meant that the potential maximum speed of ring spinning was raised from about 15,000 to 25,000 revolutions per minute. There also have been several other proposed developments that have met with mixed success. Drafting systems: While double apron drafting dominates, the system can be tweaked to enable higher drafts. Recent exhibitions have featured machines operating at potential drafts of 70 to 100. The use of high drafts has significant impact on the economics of the total system. Individual spindle drives: Several manufacturers demonstrated this possibility in the 1980s. While the concept offered advantages with respect to lower energy requirements, less noise and better control of speed, it suffered higher initial costs and bigger spindle gauge.
Ring Design Several approaches to reducing the limitations of traditional rings and travelers have been proposed. Orbit ring: This development from Reiter was aimed at increasing heat dissipation from the traveler. Ceramic rings (Ceratwine system): The combination of a ceramic ring and ceramic-coated traveler offered the promise of significantly better wear resistance, which translates into long

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 80
traveler life. More consistent yarn quality and shorter break-in time are other claimed benefits. Rotating rings: This idea was tried by several ring frame manufacturers in the 1970s. Other ventures into this area included systems such as Cerifil, Magnetic Spinning and Super Traveler Spinning. The problem with these types of devices is, while they appear to operate at lower spinning tensions, and thus potentially offer lower end breakage rates, they suffer the drawbacks of short duration and high-magnitude tension peaks because of the inertia of the twisting element, which is significantly higher than a traveler. Spindle identification (Schlafhorst, Barco): The tracking of spindles from the ring frame has great potential for process quality control. This enables the identification of those spindles on the ring frame that are responsible for producing defective yarns, as assessed on the winding frame. It is believed This type of system will result in improvements not only in yarn quality, but also in efficiency, by more readily indicating faulty positions on the spinning frame. Longer machines: Improvements in the drives used on spinning frames have enabled the number of spindles per machine to be further increased up to 1,488 (Zinser). This has a positive impact

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 81
on the cost per spindle. Additionally, as indicated above, longer machines favor the use of automation, particularly link-winding. Compact spinning: Systems that use additional drafting components and pneumatics to create yarns that are less hairy and stronger are available from several machinery makers. The many claims made for these systems are usually mutually exclusive in that one can either have a stronger yarn or spin at higher production speeds with lower twist. Moreover, there is a significant increase in the cost of these machines, and the yarn thereby produced, when compared to traditional spinning frames. While the use of compact spinning machines is claimed to have made significant inroads in Europe, the system has not been well-received in the United States. It is evident that several other machinery makers will venture into this market, such as Marzoli and Cognetex, and this added competition may result in reduced machinery costs. Rotor Spinning Rotor or open-end spinning is now a mature technology, and since the 1960s, it has seen a five-fold increase in twisting

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 82
speeds. During the early stages of development, debates concerned such questions as: • Were self-pumping or evacuated systems better? • Was roller drafting feed superior to a beater opener? • Was spin through better than feed and withdrawal from the same face of the rotor? • Were twin disc bearings the best solution for higher speeds? These issues were seemingly resolved, and most modern rotor machines are very similar in layout with relatively subtle differences between machines from the major manufacturers. These differences are typically associated with the aerodynamics of the transfer tube, rotor design and navel design. While it is still possible to obtain low-tech rotor spinning frames, present state-of-the-art machines have significant integrated automation such as doffing, piecing, cleaning and process/product monitoring. Additionally, the machine can be part of a material handling system from sliver through to packaged yarn. It is generally accepted that, while rotor yarns are different from ring-spun yarns, they tend to offer advantages in processing through weaving and knitting. This difference is a result of structural differences introduced during yarn formation.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 83
This structure — which is responsible for the lower strength of rotor yarns, but improved hairiness and yarn abrasion — is an inherent feature of the system. While it is possible to control the formation of wrapper fibers by optimizing rotor and navel designs, it is impossible to eliminate them. Unfortunately, while smaller rotors are required for higher Processing speeds, this also negatively impacts wrapper fibers, and thus higher speeds often carry the penalty of a reduction in yarn quality. Developments in rotor spinning include the use of longer machines. Additionally, there is interest in potentially using rotor technology to produce core yarns and using additional components to create effect yarns. Fasciated Yarns While initially there were several potential manufacturers of machines for this technology, the market has been dominated by Murata, with its jet spinning and vortex spinning systems. Murata Jet Spinning (MJS) gained a small, but significant, share in the polyester/cotton yarn market. The advantage of the system was that it offered high-speed production of finer-count yarns and thus did not directly compete with rotor spinning. Since its commercial launch as

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 84
MJS, several variants have been introduced, including Murata Twin Spin (MTS) and Roller Jet Spinning (RJS). Different jets also were offered to accommodate different yarn styles. These offerings were to extend the use of jet spinning, with particular respect to fiber type and yarn count. Jet spinning has the major disadvantage of not being able to produce acceptable 100-percent cotton yarns. Furthermore, MJS is restricted to finer counts because yarn tenacity reduces as the yarn becomes coarser. For optimum processing, there also are higher quality requirements on the feed sliver with extra drawing or combing operations. Despite these limitations, and the necessity to optimize finishing in order to promote an acceptable hand, jet spinning is a viable system in the United States because of high productivity — 250 meters per minute (m/min) for the MJS 802H —and adequate yarn and fabric quality. As a bonus, the core sheath structure of the yarn tends to minimize hairiness, which in turn reduces pilling propensity, often a major problem with polyester-rich blends. Murata Vortex Spinning Murata Vortex Spinning (MVS) is best judged as a development of jet spinning specifically created to overcome the limitations of fiber type. The major marketing feature of MVS was that it was capable of spinning uncombed cotton slivers into acceptable yarns at speeds that were significantly higher than with any other system. The yarn structure is different from jet-spun yarn with

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 85
many more wrapper fibers, and in parts the vortex yarn resembles a two-fold yarn. There were concerns that there is excessive fiber loss using this spinning machine. But, even though the fiber Loss may be about 8 percent, most of this is short fiber, which would not contribute to yarn quality. I am presenting to you in the succeeding pages the latest machines to compare with the early development of Textile Machines. Also some features of Spinning Machines exhibited At ITMA. It will be very helpful to the Students of Textile Technology and also the present day Textile Mills. MARZOLI C601 CARDING MACHINE Marzoli is presently marketing the C601 card which is reported to process around 120 kilograms of fiber per hour, utilizes a 350-millimeter (mm) single licker-in rather than the multiple roller configuration used by others. There are nine pre-carding and six post-carding elements for additional and efficient cleaning. A mid-term auto leveling system, based around the feed roll, and a short term auto leveler that utilizes a 3/3 drafting system at the delivery of the card, is used by Marzoli. For splicing core spun elastic short staple yarns, Mesdan has designed a splicer kit especially for Schlafhorst Autoconer 238 and 338 machines for excellent results and perfect control of the
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 86
Lycra yarn inside the joint . The application of this kit upgrades the splicing performance of Schlafhorst original splicer thanks to: · higher splicing efficiency leading to an increased productivity of Schlafhorst Autoconer. · A superior quality of the joint in terms of appearance, resistance and CV%. · Presence of Lycra filaments in the joint. · The employ of water is not required. SHANGHAI – Erfangji Ring Spinning Frame: EJM 168 Shanghai Erfangji Co., Limited is one of the leading spinning companies in China which has already established its name among the spinners in Pakistan. The EJM 168 Ring spinning frame is quite versatile with a maximum number of 516 spindles to a minimum of 96 spindles with spindle speeds up to 12,000 to 20,000 r/min. Spinners usually prefer 12 sets ring spinning frame EJM 168 (516 spindles/frame) with drafting system by SKF Germany. The main features are given as under: With three-roller, double-apron draft, the yarn quality reaches the international advanced level. · New headstock driving system for easy maintenance, with rational and reliable lubrication system. JINGWEI

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 87
Ring Spinning MACHNE Jingwei Textile Machinery Co.Ltd has been committed to establishing and maintaining its Quality Assurance System with international practice. F- 1518 Ring spinning machine can be equipped with automatic doffer at customer's option in addition to the overhead cleaner and spandex core spun yarn spinning devices. The machine can be linked with auto-winder to become Ring-Coner. The main advantages of F-1518 Ring spinning machine include: · Ease of operation with the compact head-end driving system, lubricated With two modes at customer's option. One is automatic quantitative oil dripping device and the other is automatic oil-bath lubrication device. · The programmable controller controls the spinning process. When inverter is chosen, the speed curve can be set according to different requirements of Spinning. · The newly designed lappet and balloon ring are beneficial to control the spinning tension. The yarn quality can reach the high level of international standard. Textra - roving bobbin transport system for spinning mills. SYNERGY IN SALES & MARKETING Sohler-Neuenhauser and Neuenhauser Maschinenbau are independently working companies, using a same network of agencies world-wide for their textile machinery products. Latest

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 88
innovation at ITMA 2003 included Central Vacuum system for spinning and weaving mills with a pump capacity up to 30 KW and easy retrofit in existing factories. · Uniclean Traveling cleaner for spinning mills with a fan capacity: 2, 2 KW with low energy consumption. · Texpro 2 is a traveling cleaner for spinning mills with a belt drive system With stationary motor. · Textra is roving bobbin transport system for spinning mills. · Auto Flow Spider Doffer, which is an automatic doffing unit for man-made fiber Packages, e.g. at any type of BCF Extrusion Winders to pick up packages and forward those to an automatic overhead transport system in spinning plants. XORELLA Lab Conditioning Technology the Mini-Contexor type unit is completely pre-assembled and ready for immediate use. All components are mounted and pre wired and only needs utility connections, such as water, Electricity and air pressure. A fully automatic and programmable process control with microcomputer guarantees 100% reproducibility on large contexor systems. Other features include: · Inside diameter: 700 mm. · Usable length: 1200mm.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 89
· Operating pressure: -1/+ 4 bar. · Operating temp: 50°C - 150°C. · Vacuum up to 50 m/bar. · Vessel material: stainless steel (1.4541 or 321 L) with 70 mm thick insulation. The VC5 Comber enables a maximum of 360 nips/minute at actual operating levels due to its redesigned nipper tracks. A reduction in places to be adjusted has enhanced ease of maintenance. Main specifications • No. of combing heads: 8 • Feed lap: 260-300 mm x maximum 650 mm diameter • Combing speed: maximum 360 nips/min • Combing: Hi-comb cylinder (standard) India is investing heavily in short-staple spinning machines and will continue to be a leading exporter of yarn; China has invested in long staple and o-e spinning systems mainly for its domestic consumption. It is also importing yarn and has invested heavily in weaving and knitting machines which will make it the leader in fabrics and clothing manufacture. Bangladesh and Pakistan have also shown a spurt in fabric manufacturing. Status of the Textile Machinery Industry

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 90
Approximately 120 companies manufacture the complete range of Textile machinery. Gross receipts for the Industry in 1997 were Nearly USD 700 million. The industry employs about 150,000 Workers directly and an equal number indirectly. The demand for Textile machinery is mainly from end user in the cotton textiles, manmade fibers and wool units’ textile sectors. The industries Major problems are: 1. Inadequate design and engineering capability. 2. The high cost of raw material and components. 3. The high cost of finance. 4. Demand constraints. 5. Competition from foreign countries as a result of the lowering of import duties on textile machinery. 6. The high quality of imported textile equipment. The textile machinery industry sector experienced between 7 and 8 Percent nominal growth in 1997. Imported textile equipment include: Auto cone winders; Open-ended spinning units; single-cylinder knitting machines; CAD Systems; continuous fusing machines; air-jet looms; and texturizing machines. The major exporters of textile machinery To India include: Japan; Switzerland; Germany; Korea; the UK; The U.S, and Italy.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 91
A number of textile projects were established in India between 1993 and 1995 that incorporated used imported equipment. These Projects were undertaken by the following companies: Samtex Fashions Ltd.; Hanil Era Textiles Ltd.; and Tai-Chonbong Industries Ltd. Based on the success of these projects, there is Good demand for used textile machinery that has been Reconditioned and supplied on a turnkey basis. It is suggested that U.S. companies use this strategy to expand its market share. Latest Spinning Machines:
Blending Unit

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 92
Blendomat
Opening Unit

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 93
Flow Chart-Vario Cleaner

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 94
Blow Room & Carding-Trutzschler
Draw Frame

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 95
Latest Ring Frame
Modern Combers
View of Modern Mills
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 96

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 97
A few statistics about the growth of Textile Industry will be helpful at this place.
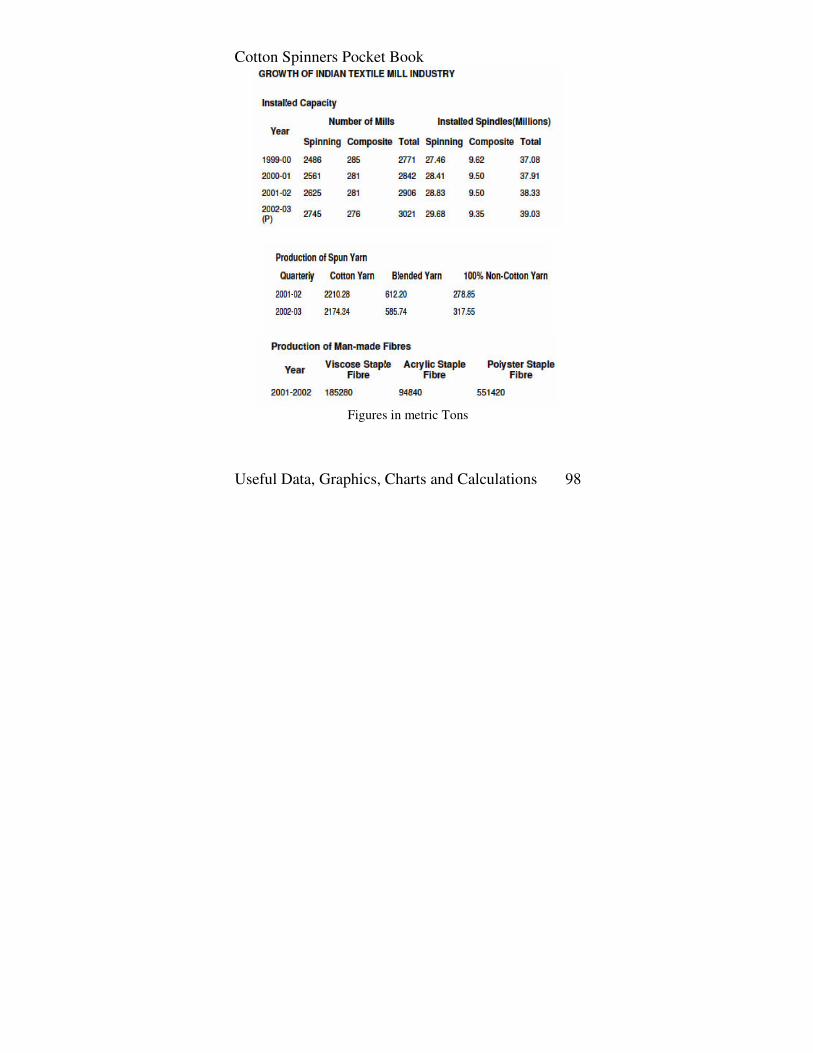
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 98
Figures in metric Tons

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 99
Almost all old Mills vanished and in their places new Mills have sprang up with the latest machines and technology- a good beginning with the Globalization of Textiles. We have seen the developments at the Machinery Sector from the day of Ark Wright. Some of the outstanding taking place in recent times is summarized below: A newly developed high-production card will be unveiled at ITMA 2003. This card is the result of well-planned, far-sighted and continuous development and will consequently extend the series of successful Truetzschler cards, the company said. Truetzschler also will show its well positioned high-performance draw frame HSR 1000. The new high-production card comes as a result of a continuous development and will consequently extend the series of successful Truetzschler high-production cards.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 100
In addition to high-production cards, Truetzschler has in recent years been able to successfully position the high-performance draw frame HSR 1000 in the market. These draw frames are characterized by superb control, low maintenance and easy operation, Truetzschler said. The draw frames are equipped with servo motors. The machine control DRAFTCOMMANDER is developed and manufactured by Truetzschler, ensuring high-operating security, the manufacturer said. The company also has revised many of its machines in the blow room. A distinguishing feature of its new blow room line is process contraction, which has been realized thanks to a compact cleaning line. Reiter Machines: Card C 60 with integrated RSB or SB draw frame module Interactive computer aided training system CATS for draw frame RSB-D 35 ComforSpin(r) machine K 44 Mill Monitoring System SPIDER web and the new Individual Spindle Monitoring System (ISM) Fully automated rotor spinning machine R 40.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 101
New semi-automatic rotor spinning machine BT 923 with a complete new spin box C 120 Rotor spinning machine BT 904 for rotor core yarn ROTONA(r) Cabling and twisting machine CD/DT 360 Parts and conversions for a large number of products MINI - CONTEXXOR(r), the new laboratory steamer from Xorella Reiter Spun Yarn Systems. Card C 60 with integrated RSB or SB draw frame module Interactive computer aided training system CATS for draw frame RSB-D 35 ComforSpin(r) machine K 44 Mill Monitoring System SPIDER web and the new Individual Spindle Monitoring System (ISM) fully automated rotor spinning machine R 40 New semi-automatic rotor spinning machine BT 923 with a complete new spin box C 120 Rotor spinning machine BT 904 for rotor core yarn ROTONA(r) Cabling and twisting machine CD/DT 360 Parts and conversions for a large number of products MINI - CONTEXXOR(r), the new laboratory steamer from Xorella Reiter Spun Yarn Systems

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 102
Draw frame RSB-D 35 The Reiter draw frame RSB-D 35 is the worldwide market leader in autoleveller draw frames and significantly improves the quality standard of a spinning mill with minimum capital costs. The quality and the considerably improved running conditions in downstream processing result in shortest return on investment. The interactive computer aided training system, CATS, supports the customer in training their operators to achieve best results with Reiter draw frames. Comber E 65 / E 75 With the new combers E 65 / E 75 Reiter has extended its lead in combing regarding productivity as well as quality. With real production rates of 450 nips per minute up to 68 kg/h can be produced with the combing model E 75, 66 kg/h with the E 65. With a redesigned drafting unit the yarn quality results - especially CV values - have been further improved. Up to three per cent raw material savings can be achieved compared to other combers. The unique mill proven combing automation ROB lap and SERVO lap is also available for E 75. On display at ITME there will be outstanding combing technology parts, which mainly influence the low noil percentage of Reiter combing machines. ComforSpin(r) machine K 44

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 103
With its ComforSpin(r) process, which has been in use worldwide for more than six years, Reiter is a technological pioneer and undisputed market leader in the field of compact spinning. Several hundred units of the second generation of ComforSpin(r) machines are already in operation. The flexibility of the ComforSpin(r) machine K 44 is manifested not only in the COM4(r) yarn count but also in processing various types of fibers and their blends, and in specialty yarns. Various engineering parts, each of which has been finely adapted or its intended purpose (suction inserts with various forms of slots, perforated drums with smooth or fluted surfaces and adapted air guide elements), guarantee optimal compacting conditions. Moreover, the 100 per cent fiber control in the compacting zone of the K 44 allows accurate introduction of an elastic or hard filament core for core yarns. The K 44 is now available with 1’200 spindles. Thus it is the longest compact spinning machine on the market. Furthermore K 44 is offered with FLEXI start - the stepwise machine start-up and stop. Individual Spindle Monitoring / SPIDER web The new Individual Spindle Monitoring (ISM) helps to achieve higher yarn quality on ring spinning machines, because sipper spindles are signaled and ring-spun yarns of insufficient twist can be systematically sorted out. Accurate evaluation of the end-break frequency for each spindle brings problem spindles to light and so leads to rapid

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 104
elimination of errors and thus to improved yarn quality. SPIDER web is Reiter’s information and data collection system. It has been designed specifically for all Reiter machines from carding to ring and rotor spinning. ISM combined with SPIDER web offers detailed reports for optimizing the maintenance and speed setting of The ring spinning machines. The high productivity of Reiter’s R 40 fully automated rotor spinning machine offers best yarn quality with the latest SC-R spinning box. The optimized spinning geometry allows lowest yarn twist, highest spinning stability and maximum productivity. Best machine efficiency is guaranteed by up to four robots. The advanced Aerobatic technology stands for reliability and very short cycle times for piecing and package changes. The R 40 has an extremely high productivity potential with up to 360 rotors, a rotor speed of up to 150’000 rpm and a delivery speed of up to 310 m/min. The Reiter Basetex line The focus of the Reiter BT product line is to offer reliable, economical semiautomatic or manual solutions for achieving highest quality in spinning. In conjunction with low wages, the exceptional price-performance ratio of Reiter BT machines is leading to shortest return-of-investment times and economical yarn production. Rotor spinning machine BT 904 for Rotona(r) rotor core yarn The newest yarn innovation of Reiter is a new type of elastic rotor core yarn named Rotona(r). A model of the rotor spinning machine BT 904 for the production of Rotona(r) will be shown. Rotona(r) yarns can be spun in the range of Ne 5-30 in combination with elastic counts from 22-156 dtex. They offer numerous benefits in downstream processing due to the bobbin size of up to 4 kg. The yarn structure with untwisted

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 105
core leads to maximum elasticity and recovery in the fabric. The production capacity is up to seven times higher compared to ring core yarn production and provides for a fast return on investment. The flexibility of the machine is increased with two independent side drives and the possibility to produce elastic Rotona(r) slub yarn. Semi-automatic rotor spinning machine BT 923 On display is a model of the new semi-automatic rotor spinning machine BT 923 with the new spin box C 120 and up to 320 spinning units. The newly designed C 120 spin box with a pitch of 230 mm has an airflow-system for rotors without holes. The new box design provides improved spinning Stability and top yarn quality values with speeds up to 110’000 rpm. Top piecing quality is guaranteed with the semi-automatic AMIspin(r) piecing system and Qtop(r), which removes damaged fibers before piecing. The operating height is lowered and results in ergonomic and easy handling. The flexibility of the machine is increased with two independent side drives and two conveyor belts.
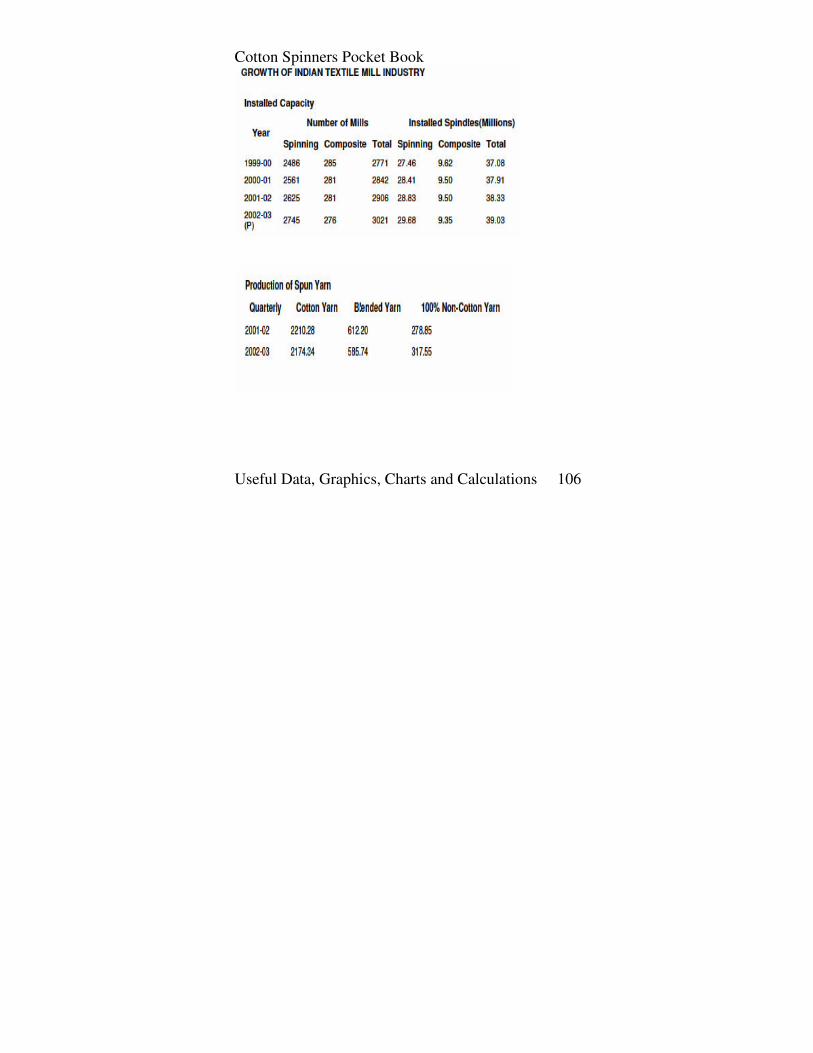
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 106
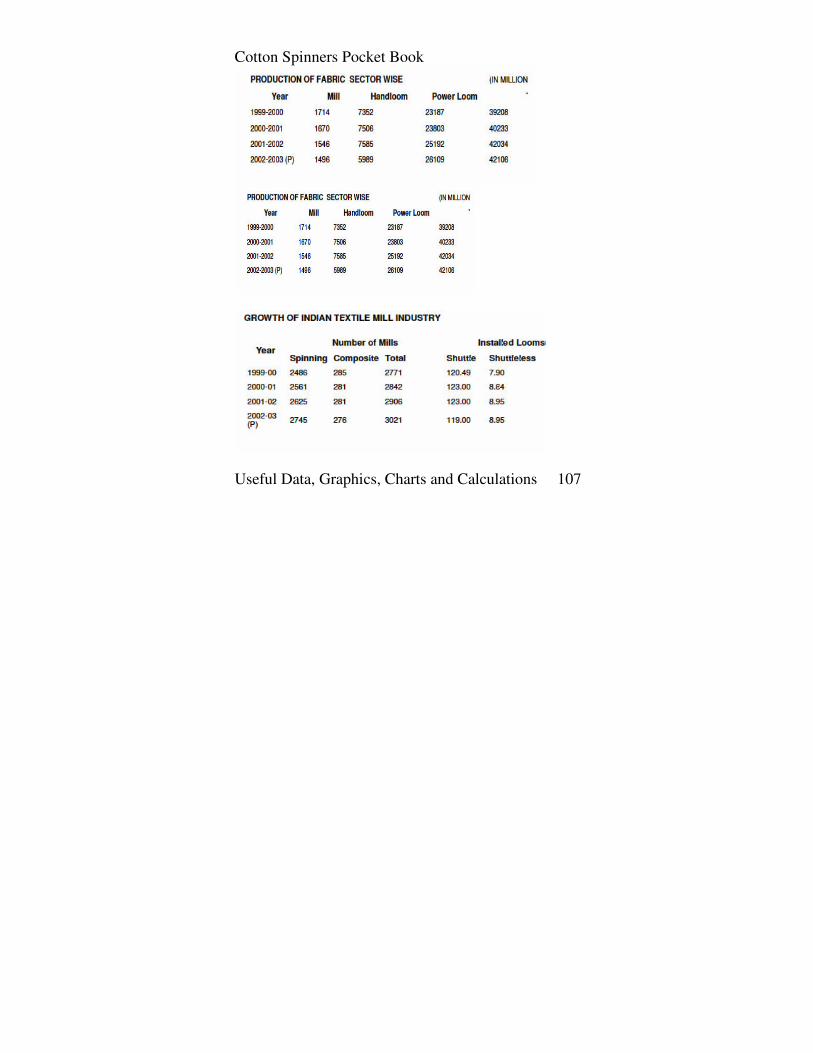
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 107
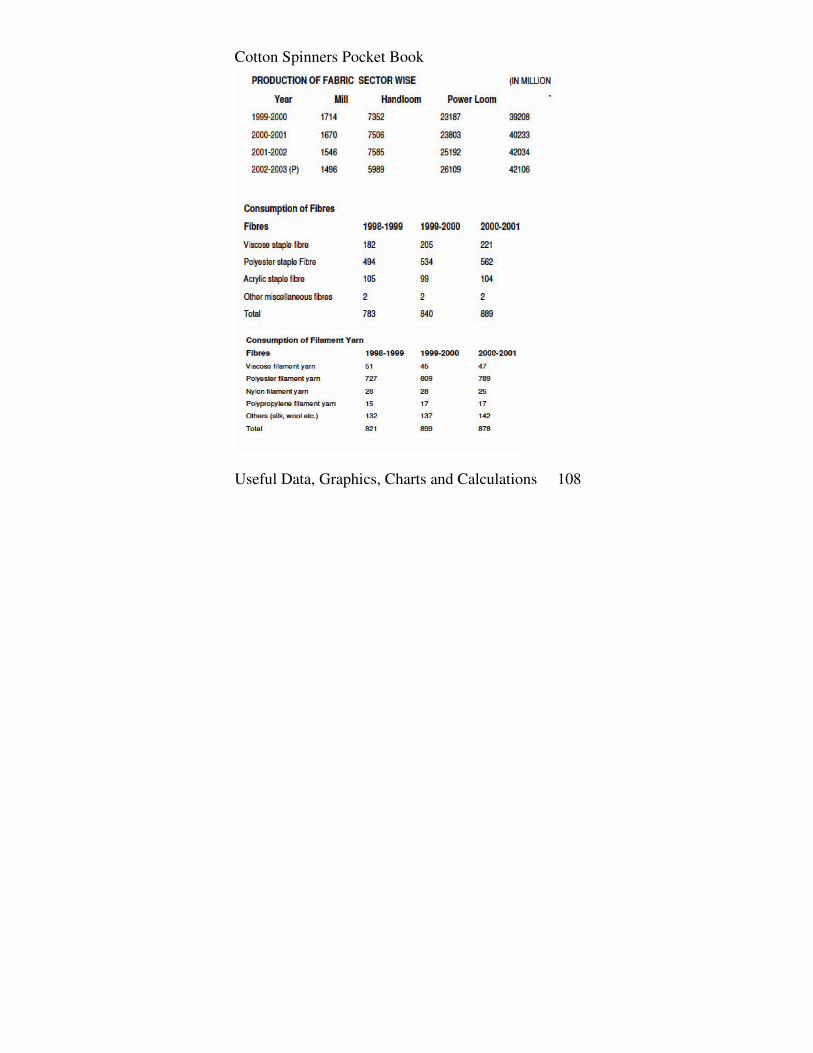
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 108
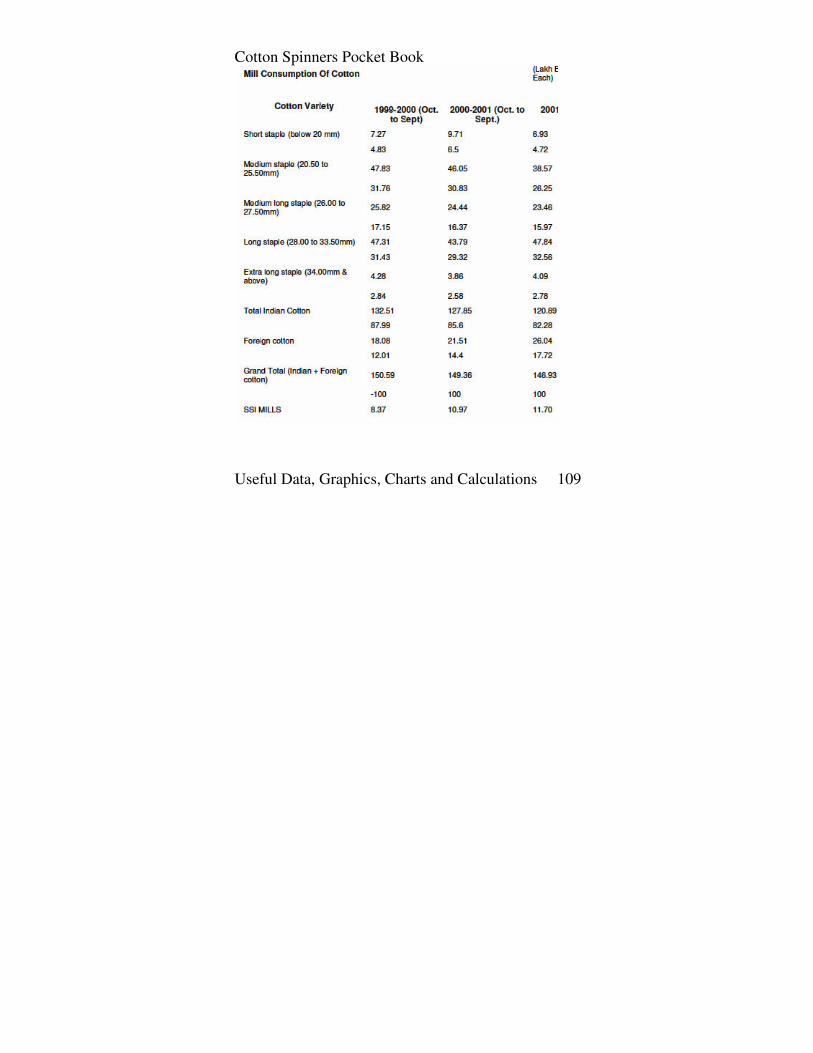
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 109

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 110
More than 100-years of Textile INDUSTRY IN India made me to recollect the famous speech of Jawaharlal Nehru at the centenary celebration at Ahmedabad on April 4th, 1961 ( I attended this function ) Excerpts from Prime Minister, Mr. Jawaharlal Nehru’s Address at the Inauguration Function: “…A hundred years of the textile industry in Ahmedabad; I begin to think much more not of the hundred years that have passed but what an exhibition might be like a hundred years later, or even fifty years later. …It is an exciting prospect to think of the changes that might come or are likely to come. One thing may well be said that these fifty years are going to bring very important and vital changes in the whole world but more specially regarding the textile industry, and what people wear. “… Now, undoubtedly, this world is becoming governed more and more by the scientist and his step brother, the technologist, because the world begins to depend more and more on the developments of technology. In fact, a description of modern society in its fullest growth, as perhaps in the United States of America, is that it is a technologically mature society; we are all an immature society technologically; that of course, will come anyhow. (Referring to changes brought about because of the technological changes and scientific discoveries) …

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 111
Therefore, I say, it is up to you not to wait for something that might happen in some laboratory in America or England or elsewhere but to apply your minds to the possible changes that might come, indeed, to think out those changes yourselves… “It is good to know what other countries have done because we can learn from them, but the fact of the matter is that the problem has to be viewed definitely in the context of India. … Therefore, the theories which affect people’s minds now, the ideologies which are worth studying and which have great importance, we ignore them at our peril, but we must always remember that there are hundred years to all and while we should profit by their study, we should also be remembering this fact and not accept them for today’s solutions, but only as a background of knowledge from which we can derive our intimate study of the present. … India’s conditions are different from America’s. We cannot apply the same remedies because the disease may different. America, England, etc., are highly developed Industrially and technologically, India is not. Our country is in the process of development therefore our problems will be different. “… Therefore, we have to be a little more wide-awake, and accept nothing as correct today even though it may have been correct a hundred years ago. We have to think in terms of problems of today.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 112
INDIA’S COMPETITIVE POSITION Compared to US, CHINA, JAPAN, and HONG KONG where we stand? Here are some facts:

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 113

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 114
This survey was taken about 5-years before. Since then the health of the Textile Industry has improved and our Exports have touched remarkable improvement. Still some factors mentioned above are relevant.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 115

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 116

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 117
Some Well-known Persons expressed their views at a Seminar held recently. Extracts from them:-

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 118

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 119
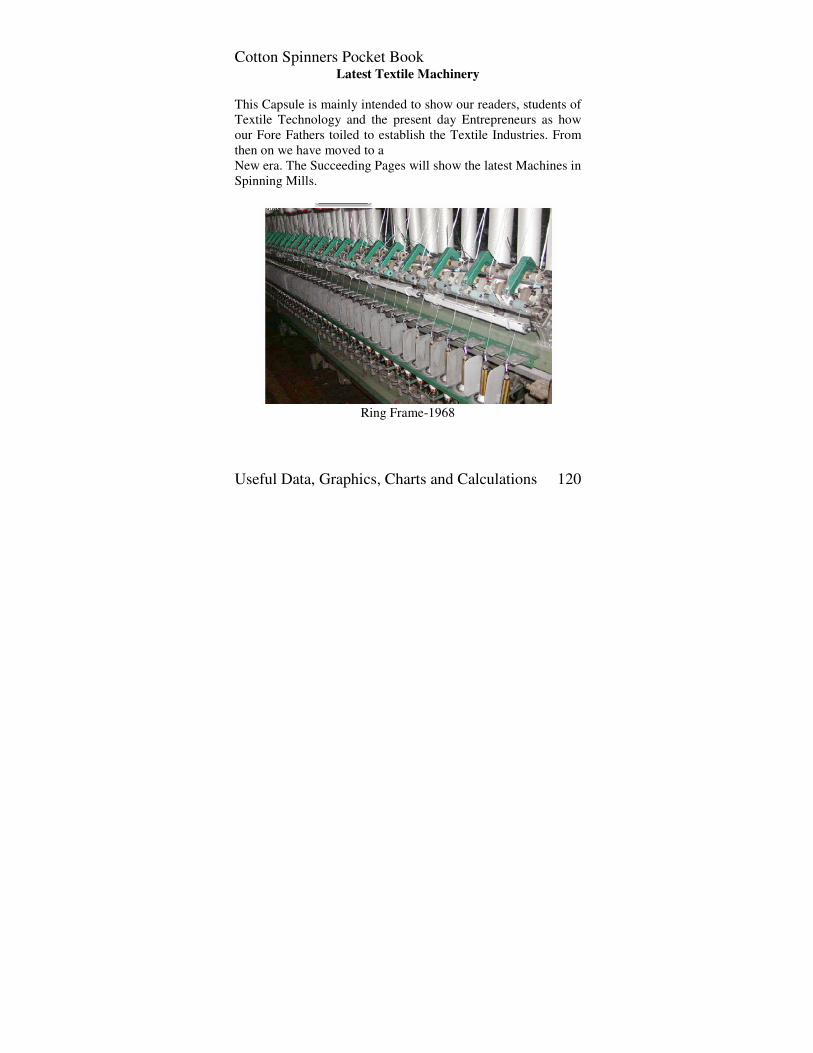
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 120
Latest Textile Machinery This Capsule is mainly intended to show our readers, students of Textile Technology and the present day Entrepreneurs as how our Fore Fathers toiled to establish the Textile Industries. From then on we have moved to a New era. The Succeeding Pages will show the latest Machines in Spinning Mills.
Ring Frame-1968
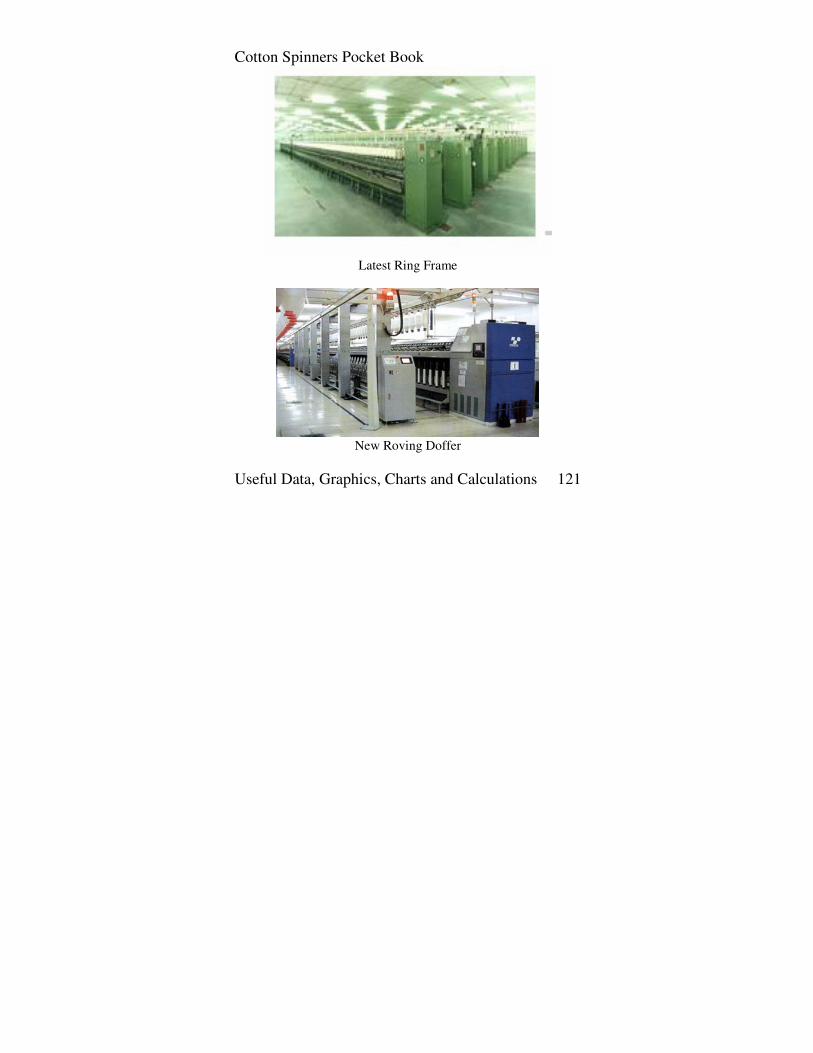
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 121
Latest Ring Frame
New Roving Doffer

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 122
Auto Winding
Auto Leveller Drawing
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 123
Chute Feed Cards
Toyota Comber

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 124
Electro Jet Roving Frame
Auto Roving Creel

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 125
Auto Roving Doffing- Indian Mills
Reiter Blow Room

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 126
Rotor Spinning
Roto Magnetic Drafting

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 127
Techno Innovation-Cone Winder
Trutzschler Card

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 128
Uster Classimat
Two for One Twister

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 129
Blow Room Trutzschler
Ring Frame- Trutzschler
Ring Frame-Reiter

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 130
Ring Frame Drafting Zone-Reiter
Schlaforst Open End Model- SE-9
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 131

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 132
COTTON SPINNERS POCKET BOOK
PROCESS CONTROL IN SPIINNING

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 133
During 1950s -60s Process Control was mostly done with few Testing Equipments like Wrap Reel, Wrap Block, Lea Tester, Twist Tester and Balance – mostly to test the count and Strength of Yarn. Later Evenness Testers were introduced. The concept of Testing changed completely now. Process Control has been discussed and Atira, Sitra have brought out many publications. No longer have we confined to mere testing of yarn quality alone. We go deep into selection of cotton for particular end use, mixing of various lots of bales –whose characteristics regarding the length, fineness, trash contents etc are tagged on the bales themselves, bale blending, maintaining the size to the tolerant limits fixed for each process. This capsule projects the latest information on this subject. The Process Control is implemented to the entire gamut of Production. Apart from controlling the Process, proper training of Labor and middle level management and higher level management personnel also included. Globalization has also brought the Chief Executives also to undergo periodic training to be effective. Process Control starts from Ginning. It was not so few years before. But to sustain the strict quality confinement, modern mills have taken over the Ginning Factories, modernized them

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 134
and run as a separate block. This is a logical step to avoid malpractices and to get assured quality of cotton. Classing After it has been ginned the cotton then needs to be sorted into different grades or classes, depending on its quality. The better the quality of the cotton fiber - more easy for the Spinner to have uniform yarn and higher Productivity. There are 20 grades to class cotton, and it takes many years of training for people to learn how to do this job properly. There are three determinants of classing - color (bright or dull, white or grey), trash content (amount of stalk, leaf or dirt) and character (smooth or lumpy appearance). The word 'cotton' comes from the Arabic work 'kutun' - which describes a fine textile. Skilled crafts people of India were the first to produce fine quality cotton fabric. India was the world's leading maker and exporter of cotton fabrics from about 1500 BC until the end of the 15th century AD. Cotton plant is a member of the same family as the hibiscus. Cotton is called Gossypium hirsutum. Scientists have transferred a special gene into varieties of cotton to help the plants resist pests. The cotton is called INGARD. 2. Influence of physical properties of Indian cottons on their bundle tenacity and strength uniformity: The fiber bundle

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 135
tenacity and strength uniformity have been determined at 0, 1.6, 3.2, 4.8 and 6.4 mm gauge lengths for some Indian cottons differing widely in physical characteristics. The results show that the longer and finer cottons are more uniform in strength. Significant positive correlation is found between bundle tenacity and 2.5% span length at higher gauge lengths, while linear density and fiber maturity exhibit significant negative correlation with bundle tenacity at higher gauge lengths. Classification of cotton According to length of staple is probably more logical than a geographical classification, as the length of staple and fineness of fiber are criteria in judging the quality of cotton. Egyptian cotton has the longest fiber of the ancient species. This type of cotton was grown along the Nile delta. It is a light tan or brown in color and therefore must usually be bleached. It averages 1-3/8 inches in length of fibers. Cotton grown in India has a fiber averaging between about an inch in length - such a short fiber that it is difficult to use. African cotton, aside from Egyptian, has a short-staple fiber about one inch in length Cotton is classified, not only according to length and strength of fiber, but also according to the condition of the cotton on a basis called middling. Middling cotton is creamy white, with no evidence of dirt or gin-cuts (fibers matted and cut) and with only a few pieces of leaf and immature seeds. Middling-fair, the

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 136
best, has a perfect, lustrous, silky, clean fiber, whereas good-ordinary contains leaf particles, sticks, hulls, dirt, sand, gin cuts, and spots. To indicate the degree of whiteness of the cotton, six distinct Color groups are used: extra-white, white, spotted, tinged, yellow stained, and gray. Although the grades given above are significant to the manufacturer, a difference of 1/8 of an inch in the length of fibers is generally much more important than the difference between one grade and the next. Untreated cotton has no pronounced luster. The diameter of the cotton fiber ranges from .0005 to .009 of an inch. Egyptian fibers have the smallest diameters and so can be spun into the finest yarns. A single cotton fiber will sustain a dead weight of from 2 to grams. Such a fiber is not very strong, but the finished cotton cloth can be made very strong if tightly twisted. The unripe cultivated cotton fiber is a tube-like structure. In the tube or canal of this fiber is a substance called lumen, which either dries as the cotton ripens or shrinks back to the stalk of the plant. The disappearance of this substance causes the fiber to flatten and twist so that under the microscope it appears like a twisted ribbon. In studying the feeling of different textile fabrics, it was found that cottons have more elasticity or give than linens. But not so much as the animal fibers. The natural twist in cotton

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 137
increases the elasticity and makes it easier to spin the fiber into yarn. Fibers that carry heat away from the body and thus keep it cool are said to have good conductivity. Cotton is a better conductor of heat than wool or silk, but not as good as linen. Cotton is the whitest and cleanest natural fiber. It can be laundered easily, for it withstands high temperatures well (boiling water does not hurt the fiber) and it can be ironed with a hot iron because it does not scorch easily. Weak alkalis, such as ammonia, borax, and silicate of soda, and cold dilute bleaching agents, such as hypochlorite or chlorine bleach are not detrimental to the fiber. Bleaching agents must be used only under controlled conditions, since too high temperatures and concentrations destroy the fiber. The chief constituent of cotton is cellulose (87 to 90 per cent). Cellulose is a solid, inert substance that is a part of plants. The fact that it is the chief component of cotton fibers and is an inert substance explains cotton's lifeless feel. Water (5 to 8 per cent) and natural impurities (4 to 6 per cent) are the other components of a cotton fiber. Cotton takes dyes that are fast to washing and to sunlight. For a vegetable fiber, cotton has a fair affinity for dye. Vegetable fibers do not take dye as readily as do animal fibers.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 138
If cotton is continuously exposed to sunlight, it loses strength. This fact is particularly true of curtains, which may appear in perfect condition when hanging at the windows but when taken down may fall apart in spots where sunlight has reached them. Cotton is subject to rotting caused by mildew, which is a parasitic fungus. Heat and dampness further the growth of mildew. BASIC FIBRE CHARACTERISTICS: A textile fiber is a peculiar object. Its length, width, thickness, shape and cross-section are all variable. An individual fiber, if examined carefully, will be seen to vary in cross-sectional area along it length. This may be the result of variations in growth rate, caused by dietary, metabolic, nutrient-supply, seasonal, weather, or other factors influencing the rate of cell development in natural fibers. Surface characteristics also play some part in increasing the variability of fiber shape.
Fiber Array

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 139
Important Characteristics of Cotton Fiber: COTTON FIBER QUALITY: (Studies in America- Research Paper) Two simple words, fiber quality, mean quite different things to cotton growers and to cotton processors. No after-harvest mechanisms are available to either growers or processors that can improve intrinsic fiber quality. Most cotton production research by physiologists and agronomists has been directed toward improving yields, so the few cultural-input strategies suggested for improving fiber quality during the production season are of limited validity. Thus, producers have limited alternatives in production practices that might result in fibers of acceptable quality and yield without Increased production costs. Fiber processors seek to acquire the highest quality cotton at the lowest price, and attempt to meet processing requirements by blending bales with different average fiber properties. Of course, bale averages for fiber Properties do not describe the fiber-quality ranges that can occur within the bales or the resulting blends. Further, the natural variability among cotton fibers unpredictably reduces the processing success for blends made up of low-priced, lower-quality fibers and high-priced, higher-quality fibers.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 140
Blends that fail to meet processing specifications show marked increases in processing disruptions and product defects that cut into the profits of the yarn and textile manufacturers. Mill owners do not have sufficient knowledge of the role classing-office fiber properties play in determining the outcome of cotton spinning and dyeing processes. Even when a processor is able to make the connection between yarn and fabric defects and increased proportions of low-quality fibers, producers have no way of explaining why the rejected bales failed to meet processing specifications when the bale averages for important fiber properties fell within the acceptable ranges. If, on the other hand, the causes of a processing defect are unknown, neither the producer nor the processor will be able to prevent or avoid that defect in the future. Any future research that is designed to predict, prevent, or avoid low-quality cotton fibers that cause processing defects in yarn and fabric must address the interface between cotton production and cotton processing. Blends that fail to meet processing specifications show marked increases in processing disruptions and product defects that cut into the profits of the yarn and textile manufacturers. Mill owners do not have sufficient knowledge of the role classing-office fiber properties play in determining the outcome of cotton spinning and dyeing processes Even when a processor is able to

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 141
make the connection between yarn and fabric defects and increased proportions of low-quality fibers, producers have no way of explaining why the rejected bales failed to meet processing specifications when the bale averages for important fiber properties fell within the acceptable ranges. If, on the other hand, the causes of a processing defect are unknown, neither the producer nor the processor will be able to prevent or avoid that defect in the future. Any future research that is designed to predict, prevent, or avoid low-quality cotton fibers that cause processing defects in yarn and fabric must address the interface between cotton production and cotton processing.. Every bale of cotton produced crosses that interface via the USDA-AMS classing offices, which report bale averages of quantified fiber properties. Indeed, fiber-quality data reports from classing offices are designed as a common quantitative language that can be interpreted and understood by both producers and processors. But the meaning and utility of classing-office reports can vary, depending on the instrument used to evaluate. Fiber maturity is a composite of factors, including inherent genetic fineness compared with the perimeter or cross section achieved under prevailing growing conditions and the relative fiber cell-wall thickness and the primary -to- secondary fiber

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 142
cell-wall ratio, and the time elapsed between flowering and boll opening or harvest. While all the above traits are important to varying degrees in determining processing success, none of them appear in classing-office reports. Micronaire, which is often treated as the fiber maturity measurement in classing-office data, provides an empirical composite of fiber cross section and relative wall thickening. But blends that are based solely on bale average micronaire will vary greatly in processing properties and outcomes. Cotton physiologists who follow fiber development can discuss fiber chronological maturity in terms of days after floral an thesis. But, they must quantify the corresponding fiber physical maturity as micronaire readings for samples pooled across several plants, because valid micronaire determinations require at least 10 g of individualized fiber. Some fiber properties, like length and single fiber strength, appear to be simple and easily understood terms. But the bale average length reported by the classing office does not describe the range or variability of fiber lengths that must be handled by the spinning equipment processing each individual fiber from the highly variable fiber population found in that bale.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 143
Even when a processing problem can be linked directly to a substandard fiber property, surprisingly little is known about the causes of variability in fiber shape and maturity. For example: Spinners can see the results of excessive variability in fiber length or strength when manifested as yarn breaks and production halts. Knitters and weavers can see the knots and slubs or holes that reduce the value of Fabrics made from defective yarns that were spun from poor-quality fiber Inspectors of dyed fabrics can see the unacceptable color streaks and specks associated with variations in fiber maturity and the relative dye-uptake Success. The grower, ginner, and buyer can see variations in color or trash content of ginned and baled cotton. But there are no inspectors or instruments that can see or predict any of the above quality traits of fibers while they are developing in the boll. There is no definitive reference source, model, or database to which a producer can turn for information on how cultural inputs could be adapted to the prevailing growth conditions of soil fertility, water availability, and weather (temperature, for example) to produce higher quality fiber. The scattered research publications that address fiber quality are confusing because their measurement protocols are not standardized and results are not reported in terms that are meaningful to either producers or processors.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 144
Thus, physiological and agronomic studies of fiber quality frequently widen, rather than bridge, the communication gap between cotton producers and processors. From the physiologist's perspective, the fiber quality of a specific cotton genotype is a composite of fiber shape and maturity properties that depend\on complex interactions among the genetics and physiology of the plants producing the fibers and the growth environment are prevailing during the cotton production season. Fiber shape properties, particularly length and diameter, are largely dependent on genetics. Fiber maturity properties, which are dependent on deposition of photosynthetic in the fiber cell wall, are more sensitive to changes in the growth environment. The effects of the growth environment on the genetic potential of a genotype modulate both shape and maturity properties to varying degrees. Anatomically, a cotton fiber is a seed hair, a single hyper elongated cell arising from the protodermal cells of the outer integument layer of the seed coat. Like all living plant cells, developing cotton fibers respond individually to fluctuations in the macro- and microenvironments. Thus, the fibers on a single seed constitute continua of fiber length, shape, cell-wall thickness, and physical maturity.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 145
Environmental variations within the plant canopy, among the individual plants, and within and among fields ensure that the fiber population in each boll, indeed on each seed, encompasses a broad range of fiber properties and that every bale of cotton contains a highly variable population of fibers. Successful processing of cotton lint depends on appropriate management during and after harvest of those highly variable fiber properties that have been shown to affect finished-product quality and manufacturing efficiency. If fiber-blending strategies and subsequent spinning and dyeing processes are to be optimized for specific end-uses and profitability, production managers in textile mills need accurate and effective descriptive and predictive quantitative measures of both the means and the ranges of these highly variable fiber properties. Ideal fiber-quality specifications favored by processors traditionally have been summarized thusly: "as white as snow, as long as wool, as strong as steel, as fine as silk, and as cheap as hell." These specifications are extremely difficult to incorporate into a breeding program or to set as goals for cotton producers. Fiber-classing technologies in use and being tested allow quantization of fiber properties, improvement of standards for end product quality, and, perhaps most importantly, creation of a fiber-quality language and system of fiber-quality measurements

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 146
that can be meaningful and useful to producers and processors alike. EFFECT ON FIBER LENGTH: Comparisons of the fiber-length arrays from different regions on a single seed have revealed that markedly different patterns in fiber length can be found in the micropylar, middle, and chalazae regions of a cotton seed – at either end and around the middle. Mean fiber lengths were shortest at the Micropylar (upper, pointed end of the seed). The most mature fibers and the fibers having the largest perimeters also were found in the micropylar region of the seed. After hand ginning, the percentage of short fibers less than 0.5 inch or 12.7 mm long on a cotton seed was extremely low. Significant variations in fiber maturity also can be related to the seed position (apical, medial, or due to the variability inherent in cotton fiber, there is no absolute value for fiber length within a genotype or within a test sample. Even on a single seed, fiber lengths vary significantly because the longer fibers occur at the chalazae (cup-shaped, lower) end of the seed and the shorter fibers are found at the micropylar (pointed) end. Coefficients of fiber-length variation, which also vary significantly from sample to sample, are on the order of 40% for upland cotton.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 147
Cotton buyers and processors used the term staple length long before development of quantitative methods for measuring fiber properties. Consequently, staple length has never been formally defined in terms of a statistically valid length distribution. In Fibro graph testing, fibers are randomly caught on combs, and the beard formed by the captured fibers is scanned photo electrically from base to tip. The amount of light passing through the beard is a measure of the number of fibers that extend various distances from the combs. Data are recorded as span length (the distance spanned by a specific percentage of fibers in the test beard). Span lengths are usually reported as 2.5 and 50%. The 2.5% span length is the basis for machine settings
at various stages during fiber processing. The uniformity ratio is the ratio between the two span lengths expressed as a percentage of the longer length. The Fibrograph provides a relatively fast method for reproducibility in measuring the length and length uniformity of fiber samples. Fibrograph test data are used in research studies, in qualitative surveys such as those checking commercial staple-length classifications, and in assembling cotton bales into uniform lots. Fiber length is primarily a genetic trait, but short-fiber content is dependent upon genotype, growing conditions, and harvesting,

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 148
ginning, and processing methods. Further, little is known about the levels or sources of pre-harvest short-fiber content. FIBER LENGTH AND WATER: Cotton water relationships and irrigation traditionally have been studied with respect to yield. Fiber length was not affected unless the water deficit was great enough to lower the yield to 700 kg ha-1. Fiber elongation was inhibited when the midday water potential was -2.5 to -2.8 mPa. Occurrence of moisture deficits during the early flowering period did not alter fiber length. However, when drought occurred later in the flowering period, fiber length was decreased.
FIBRE LENGTH AND LIGHT: Changes in the growth environment also alter canopy structure and the photon flux environment within the canopy. For example, loss of leaves and bolls from unfavorable weather (wind, hail), disease, or herbivory and compensatory regrowth can greatly affect both fiber yield and quality. The amount of light within the crop canopy is an important determinant of photosynthetic activity and, therefore, of the source-to-sink relationships that allocate photo assimilates within the canopy. Eaton and Ergle (1954) observed that reduced-light treatments increased fiber length. Shading during the first 7 d after floral anthesis resulted in a 2% increase in the 2.5% span length.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 149
FIBER STRENGTH: The inherent breaking strength of individual cotton fibers is considered to be the most important factor in determining the strength of the yarn spun from those fibers. Recent developments in high-speed yarn spinning technology, specifically open-end rotor spinning systems, have shifted the fiber-quality requirements of the textile industry toward higher-strength fibers that can compensate for the decrease in yarn strength associated with open-end rotor spinning techniques. Compared with conventional ring spinning, open-end rotor-spun yarn production capacity is five times greater and, consequently, more economical. Rotor-spun yarn is more even than the ring-spun, but is 15 to 20% weaker than ring-spun yarn of the same thickness. Thus, mills using open-end rotor and friction spinning have given improved fiber strength highest priority. Length and length uniformity, followed by fiber strength and fineness, remain the most important fiber properties in determining ring spun yarn strength. Historically, two instruments have been used to measure fiber tensile strength, the Pressley apparatus and the Stelometer. In both of these flat bundle methods, a bundle of fibers is combed parallel and secured between two clamps. A force to try to

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 150
separate the clamps is applied and gradually increased until the fiber bundle breaks. Fiber tensile strength is calculated from the ratio of the breaking load to bundle mass. Due to the natural lack of homogeneity within a population of cotton fibers, bundle fiber selection, bundle construction and, therefore, bundle mass measurements, are subject to considerable experimental error. In the textile literature, fiber strength is reported as breaking tenacity or grams of breaking load per Tex, where Tex is the fiber linear density in grams per kilometer. Both Pressley and stelometer breaking tenacities are reported as 1/8 in. gauge tests, the 1/8 in. (or 3.2 mm) referring to the distance between the two Pressley clamps. Flat-bundle measurements of fiber strength are considered satisfactory for acceptance testing and for research studies of the influence of genotype, environment, and processing on fiber (bundle) strength and elongation.
Originally, HVI strength tests were calibrated against the 1/8-in. gauge Pressley measurement, but the bundle-strengths of reference cottons are now established by Stelometer tests that also provide bundle elongation-percent data. Fiber bundle elongation is measured directly from the displacement of the jaws during the bundle-breaking process, and the fiber bundle strength and elongation data usually are reported together (ASTM, 1994, D 4604-86).

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 151
The HVI bundle-strength measurements are reported in grams-force tex-1 and can range from 30 and above (very strong) to 20 or below (very weak). In agronomic papers, fiber strengths are normally reported as kN m kg-1, where one Newton equals 9.81 kg-force. FIBER MATURITY: Classically, a mature fiber is a fiber in which two times the cell wall thickness equals or exceeds the diameter of the fiber cell lumen, the space enclosed by the fiber cell walls. However, this simple definition of fiber maturity is complicated by the fact that the cross section of a cotton fiber is never a perfect circle; the fiber diameter is primarily a genetic characteristic. Estimating Fiber Fineness: Fiber fineness has long been recognized as an important factor in yarn strength and uniformity, properties that depend largely on the average number of fibers in the yarn cross section. Spinning larger numbers of finer fibers together results in stronger, more uniform yarns than if they had been made up of fewer, thicker fibers. However, direct determinations of biological fineness in terms of fiber or lumen diameter and cell-wall thickness are precluded by the high costs in time and labor, the noncircular cross

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 152
sections of dry cotton fibers, and the high degree of variation in fiber fineness. Advances in image analysis have improved determinations of fiber biological fineness and maturity, but fiber image analyses remain too slow and limited with respect to sample size for inclusion in the HVI-based cotton-classing process. The Arealometer was the first dual-compression airflow instrument for estimating both fiber fineness and fiber maturity from airflow rates through untreated raw cotton (ASTM, 1976, D 1449-58; Lord and Heap, 1988). The arealometer provides an indirect measurement of the specific surface area of loose cotton fibers, that is, the external area of fibers per unit volume (approximately 200-mg samples in four to five replicates). Empirical formulae were developed for calculating the approximate maturity ratio and the average perimeter, wall thickness, and weight per inch from the specific surface area data. The precision and accuracy of arealometer determinations were sensitive to variations in sample preparation, to repeated sample handling, and to previous mechanical treatment of the fibers, e.g., conditions during harvesting, blending, and opening. The arealometer was never approved for acceptance testing, and the ASTM method was withdrawn in 1977 without replacement.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 153
GRADE: Trash or Leaf Grade: Even under ideal field conditions, cotton lint becomes contaminated with leaf residues and other trash. Although most foreign matter is removed by cleaning processes during ginning, total trash extraction is impractical and can lower the quality of ginned fiber. In HVI cotton classing, a video scanner measures trash in raw cotton, and the trash data are reported in terms of the total trash area and trash particle counts (ASTM, D 4604-86, D 4605- Trash content data may be used for acceptance testing. In 1993, classer's grade was split into color grade and leaf grade. Other factors being equal, cotton fibers mixed with the smallest amount of foreign matter have the highest value. Therefore, recent research efforts have been directed toward the development of a computer vision system that measures detailed trash and color attributes of raw cotton. The term leaves includes dried, broken plant foliage, bark, and stem particles and can be divided into two general categories: large-leaf and pin or pepper trash. Pepper trash significantly lowers the value of the cotton to The manufacturer, and is more difficult and expensive to remove than the larger pieces of trash. Other trash found in ginned cotton can include stems, burs, bark, whole seeds, seed fragments, motes (underdeveloped seeds), grass, sand, oil, and

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 154
dust. The growth environment obviously affects the amount of wind-borne contaminants trapped among the fibers. Environmental factors that affect pollination and seed development determine the frequency of undersized seeds and motes. Fiber Color: Raw fiber stock color measurements are used in controlling the color of manufactured gray, bleached, or dyed yarns and fabrics. Of the three components of cotton grade, fiber color is most directly linked to growth environment. Color measurements also are correlated with overall fiber quality so that bright (reflective, high Rd), creamy-white fibers are more mature and of higher quality than the dull, gray or yellowish fibers associated with field weathering and generally lower fiber quality . Although upland cotton fibers are naturally white to creamy-white, pre-harvest exposure to weathering and microbial action can cause fibers to darken and to lose brightness. Important Points for Purchasing Cotton: It is better if quality bench marks are established for different varieties so that buying decisions are easy for buyers.
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 155
There are 25 varieties of Indian Cotton and it is better if we establish bench marks for these cottons – on the pattern of American Practice. Model is produced for reference Standards have been found to be appropriate for Strict Middling Grade Cotton of staple 1.3/32". Staple Length: (2.5% Spun Length) - Minimum 1.08" or 27.4 mm Micronaire: Minimum 3.8, Maximum-4.6 Variation within bulk sample should not be more than _ 0.1 Color: Rd not less than 75 not more than 10. Nep Content: Less than 150 per gram Strength: More than 30 grams/tex Length Uniformity Ratio: Not less than 85% Elongation: More than 8% Short Fiber Content: Less than 5% Seed Count Fragments: Less than 15 per grams Commercial Bench marks can be given as follows: Price Competitiveness Price Stability Easy Availability throughout year Uniform Classing and grading system Even- running Cotton in all Characteristics Reliable deliveries or Respect for sanctity of contract.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 156
QUALITY EVALUATION: The need for quality evaluation is for following purposes a) To get optimum quality at lowest price. b) To decide whether cotton bought can be processed to spin Yarn of desired specifications. c) To check the quality of sample cotton with quality of delivered cotton. d) To decide about correct machine settings and speeds for processing the cotton e) To estimate profitability of purchase decisions. Knowing the cotton properties is only half the battle for profits. It needs expertise to know how to get best of its value currently popular instrument called HVI gives ready information on various parameters to make correct purchase decisions if may not be possible to get all the desired qualities in one variety or one lot of Cotton. In such case, an intelligent decision to select best combination of different varieties or lots to get desired Yam quality is necessary to get optimum yarn quality at optimum cost. If correct evaluation is made, profits are large. Hence, evaluations of quality are essential for optimum profit making and also make the customers happy with supply of correct quality of Yarn. Expert classers can manage to achieve reasonable level of correct evaluation. Now, with availability of

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 157
better instruments, it is better to check qualities to make sure that desired quality of cotton is procured. These details should give cotton buyer reasonable guidance to make correct evaluation of cotton quality and ensure its suitability for producing required quality of yarn. 1. Fiber Length: Length and its variation is very important factor for a Spinner. It has got direct influence on the yarn quality, setting of machineries, production and general working of every section of a Mill. STANDARD ATMOSPHERE FOR TESTING: The atmosphere in which physical tests on textile materials are performed. It has a relative humidity of 65 + 2 per cent and a temperature of 20 + 2° C. In tropical and sub-tropical countries, an alternative standard atmosphere for testing with a relative humidity of 65 + 2 per cent and a temperature of 27 + 2° C may be used. Machines Used: Baer Sorter, Digital Fibro graph, Uster Staple Diagram Apparatus, HVI-Instrument.
1. sBAER SORTER:
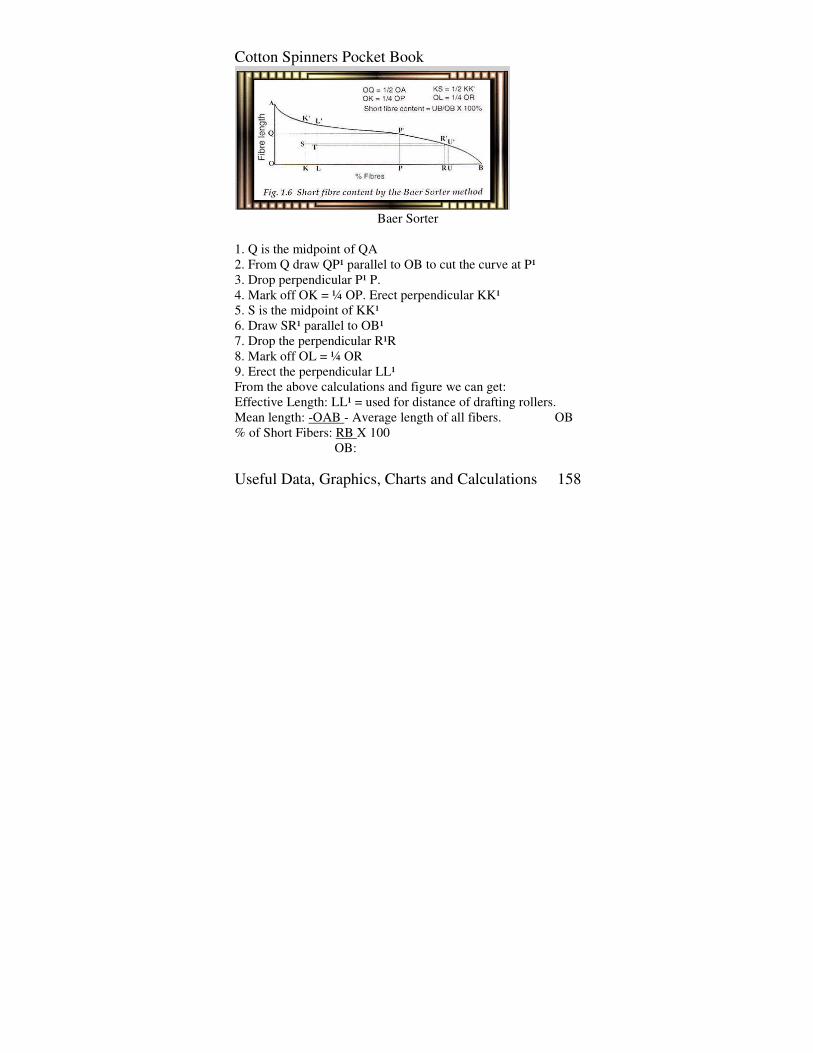
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 158
Baer Sorter
1. Q is the midpoint of QA 2. From Q draw QP¹ parallel to OB to cut the curve at P¹ 3. Drop perpendicular P¹ P. 4. Mark off OK = ¼ OP. Erect perpendicular KK¹ 5. S is the midpoint of KK¹ 6. Draw SR¹ parallel to OB¹ 7. Drop the perpendicular R¹R 8. Mark off OL = ¼ OR 9. Erect the perpendicular LL¹ From the above calculations and figure we can get: Effective Length: LL¹ = used for distance of drafting rollers. Mean length: -OAB - Average length of all fibers. OB % of Short Fibers: RB X 100 OB:
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 159
2. Digital Fibro graph:
Fibro graph Diagram This method introduces new concept of Span Length- as seen in the drafting zone of Drawing Frame. Span Length: This is the length covered by specified percentage of fibers as shown above. 2.5% Span Length: Is span length of 2.5% of the fibers extending from the clamps in which they have been caught at

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 160
random along their length. This is almost equal to the Staple length. 50% Span length: Like the above the distance of 50% of fibers extending from the clamps. Uniformity Ratio: This is the ratio of 50% span length to 2.5% span length In the case of cotton it will be slightly less than 50% Good – 47% Average – 45% Poor – 43% Span length measurement is very important to the efficient functioning of Blow Room, Carding and Combing. This also helps in the deduction of major hooks present in the fiber array in drawing rollers. Mean length: It is the estimated quantity which theoretically signifies the arithmetic mean of the length of all the fibers present in a small but representative sample of the cotton. This quantity can be an average according to either number or weight. Upper quartile length: It is that value of length for which 75% of all the observed values are lower, and 25% higher. Effective length: It is difficult to give a clear scientific definition. It may be defined as the upper quartile of a numerical length distribution eliminated by an arbitrary construction. The fibers eliminated are shorter than half the effective length.
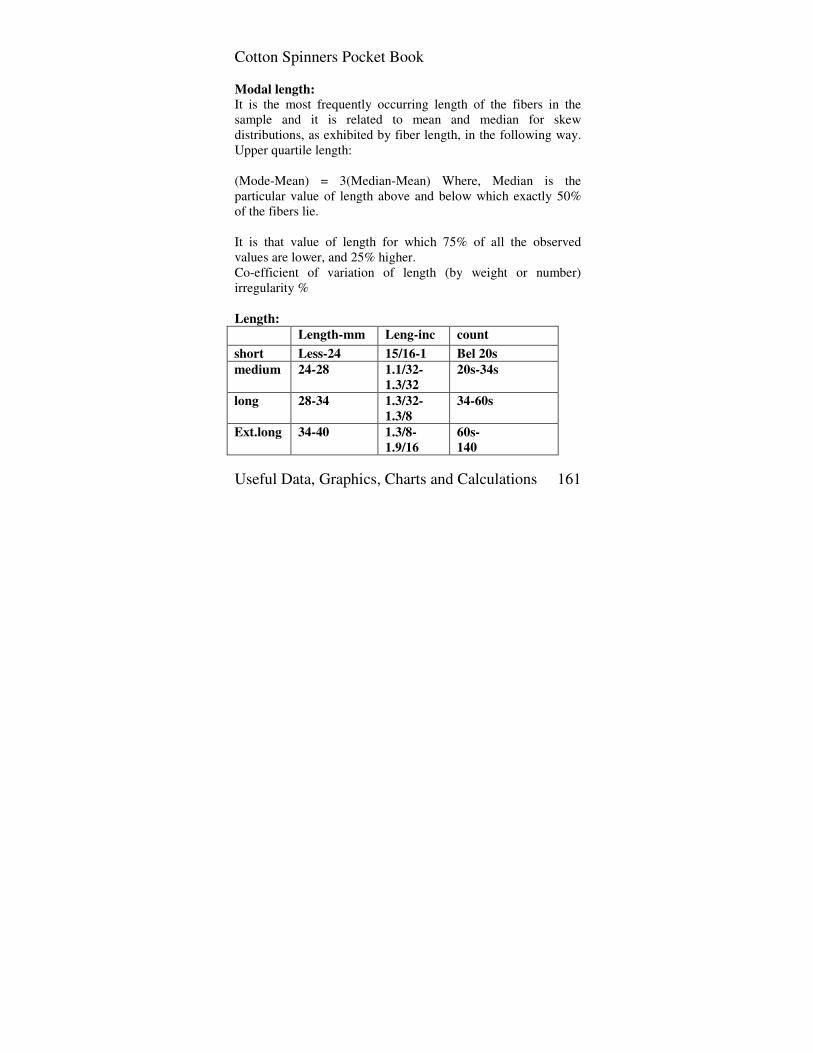
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 161
Modal length: It is the most frequently occurring length of the fibers in the sample and it is related to mean and median for skew distributions, as exhibited by fiber length, in the following way. Upper quartile length: (Mode-Mean) = 3(Median-Mean) Where, Median is the particular value of length above and below which exactly 50% of the fibers lie. It is that value of length for which 75% of all the observed values are lower, and 25% higher. Co-efficient of variation of length (by weight or number) irregularity % Length: Length-mm Leng-inc count short Less-24 15/16-1 Bel 20s medium 24-28 1.1/32-
1.3/32 20s-34s
long 28-34 1.3/32-1.3/8
34-60s
Ext.long 34-40 1.3/8-1.9/16
60s- 140

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 162
2. Fiber Fineness: The second important quality of cotton is the Fineness of Cotton. It is a measure of thickness of fiber. Since the cross section of cotton is irregular there is no direct method of finding this. Indirect method is used to measure the mass. Micronaire instrument is used which is based on the theory of air-flow through a porous medium. A 50-grain sample, well opened and cleaned is taken, compressed into a cylinder. Compressed air is forced through the sample at a definite pressure and the flow is measured.
The result is expressed in micrograms per inch. 3.5 Fine
4.5 Average 5.5 Coarse
Fiber Maturity: During the growth of cotton fiber cellulose is deposited as rings on the primary wall. This amount will vary within the plant itself. The space occupies by the cellulose within a fiber is an indication of maturity. Fiber maturity influences the processing of cotton and the quality of yarn. The standard method of estimation of maturity is the caustic soda swelling method. The fibers are swollen in 18% caustic soda solution and examined

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 163
Under microscope with magnification of X 400. The ratio of the fiber lumen width- L to the wall thickness- W is determined. They are then classified as mature, immature or half mature. About 600 fibers spread over 4- glass slides are studied and the result is expressed as- MC = M + 0.6H + 0.41
100 0.85 - Good 0.75 - Average 0.65 - Poor
Digital Fibrograph: Digital Fibrograph is widely used to get the estimate of maturity
In this method fibers are caught randomly in a comb as to form a fiber beard. The fibers are brushed out to lie flat and parallel between the light source and the lens. The reading on the amount counter and the 2.5% span length are noted from the Fibrograph.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 164
The fibers are removed from the comb and weighed. The above values are substituted in a formula to give an estimate of cotton maturity. FM = 176.0 - {A²} 1.23 – 1.30 L {W} Where FM = Fibrograph maturity A = the amount of reading of the sample size indicator W = weight of fibers in beard in mg. x 100 L = 2.5% span length Fiber Strength: Fiber strength is the force required to rupture a fiber. It is required to compare two cottons and their relative merits. The processing behavior of cotton is influenced by the strength of fiber. Instruments used to test the strength are Pressley Tester and Stelometer. Pressley Tester:

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 165
HVI-Testing Machine:
Today much of the world’s cotton is still classed by hand and marketed accordingly, which glosses over the true value of cotton, and perhaps worse, it fails to guide the growers to seek the quality premiums this data should command. . Objectives of achieving cotton traded on the basis of 100% HVI, we have recently modified our position by suggesting that the principle characteristics which are commercially acceptable, grade, staple, Micronaire, strength continue to form part of the negations, whilst the other less “consistent” data should be provided with the cotton shipments, as say information only. This way, as the information becomes more reliable, buyers will be better able to judge the intrinsic values of the cotton, and thereby calculating and offering premiums accordingly. Count Strength Product is a mathematical formula calculated on spinning
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 166
Results achieved in yarn formation. The main components, which are measured on the HVI and included in the calculation, are: Strength
Uniformity Length Micronaire Rd +b Leaf (Maturity)
Count Strength Product is a mathematical formula calculated on spinning results achieved in yarn formation. The main components, which are measured on the HVI and included in the calculation, are: Deussen Faeber Model as regards the importance of each characteristic, for -the “others” elongation, dust, neps and stickiness. Please note the dominant importance of Micronaire. For the examples to follow Standard upland cotton with the following characteristics: -
Strength 28 g/Tex Uniformity 80 index Length 1, 10 or about 1 3/32” staple length Micronaire 3.8

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 167
Rd 76 +b 8.00 Leaf 4 (Maturity) 83
Micronaire values are also complicated by the effect variations can make in the dyeing process, which can alter the value depending on the end use. . The CSP effects of Micronaire. Ideal range between 3.8 – 4.5 Strength, (3) we can see the increase in spinning value, CSP, on the axis, which is a pure index, and for today’s discussion will range from 2000 to 2300. On the horizontal we show the strength in grams per tex. As you see, as the strength increases so does the spinning value. Uniformity (4) we can see the same pattern, with the arrows indicating a spread between 80 and 83 uniformity index, which shows a further 50 CSP increase.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 168
Length, (5) a steeper curve which shows the importance of this characteristic, though between 1-1/16 and 1-1/8 (1.06 UHM and 1.13 UHM) we again trace a 50 CSP increase in value. (6): We return to Strength and let us study the effects of the other characteristics to improve the CSP value of the cotton. (7): We increase the length to UHM to 1.13 (1 1/8”) the value improves considerably (8): By increasing the uniformity index to 83 the cotton has now increased more than 75 CSP (9): We can study the Uniformity index 10: Strength increased to 31 g/tex 11: Length increased to 1.13 and the value has increase by 50 CSP 12: We can study the Length of the cotton in terms of UHM 13: Strength increased to 31 g/tex 14: Uniformity increased to 83 and cotton has increased by nearly 100 CSP

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 169
15: Micronaire 16: We increase the strength to 31 g/tex 17: Increase the length to 1.13 UHM 18: Uniformity index to 83 gives the cotton an increased CSP value of over 100 . 19: If we apply the same criteria we can theoretically over come the high Micronaire . 20: However Micronaire is a difficult animal since the relation to cotton values is not strictly direct. If we lower the strength to 24 g/tex, the curve becomes much more pronounced, and the lower Micronaire looses value much faster. 21: As we increase the strength back to 28 g/tex notice how the 3.0 Micronaire increases in value in relation to the higher Micronaire 22: In this slide we have increased the strength to 33 g/tex, (as well as the other characteristics Length 1.13 and Uniformity
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 170
23: Whilst here with 38 g/tex the values seem to go through the roof 24: We have reduced the scale to show that the upward trend is limited. However if we increased the strength and length further the values would again move off the slide, which goes a long way to explain the premiums for long staple, low Micronaire, high strength cottons 25: Here we see the reverse effect. The value for the standard cotton with a high Micronaire of 5.0 when plotted - We can easily see the enormous loss of spinning value. 26: However if we increase the Strength to 32 g/tex 27: and increase the length to 1.13 UHM 28: and increase the uniformity to 83 29: and adjust the RD factor, the reflectance, we have brought the cotton value back into line with the standard. 30: Mentioning the RD factor- that the reflectance has a mild effect on the CSP. Taking a normal color range between 77 and 75 the variation is naturally very small, Anyhow is basically considered in the grade value, which is an aspect of cotton

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 171
classing as we do not consider classing grade as an intrinsic value, being are well covered by the commercial considerations. 31: Show, the +b values, or yellowness of the cotton. The range is between 8.5 and 9.5, again very little effect on CSP. 32: Here we have the CSP spinning values as they refer to leaf. The line is very flat. The spinning value is basically unaltered by the leaf content. The commercial reduction for leaf grade is based on the trash content and the weight loss during spinning. 33. Included this slide tries to show the effect of maturity in “adjusted” CSP scale for low Micronaire cotton. By increasing the ratio to 86 we see a remarkable improvement in spinning value.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 172
Instrument measuring Stickiness of Cotton
There are many other factors that have to be taken in to account like the machinery to be used, and of course the end use. Weaving and knitting yarns are quite different in their construction and requirements, but they do follow these basic broad rules.
Uster Eveness Tester

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 173
De-Contamination of Cotton
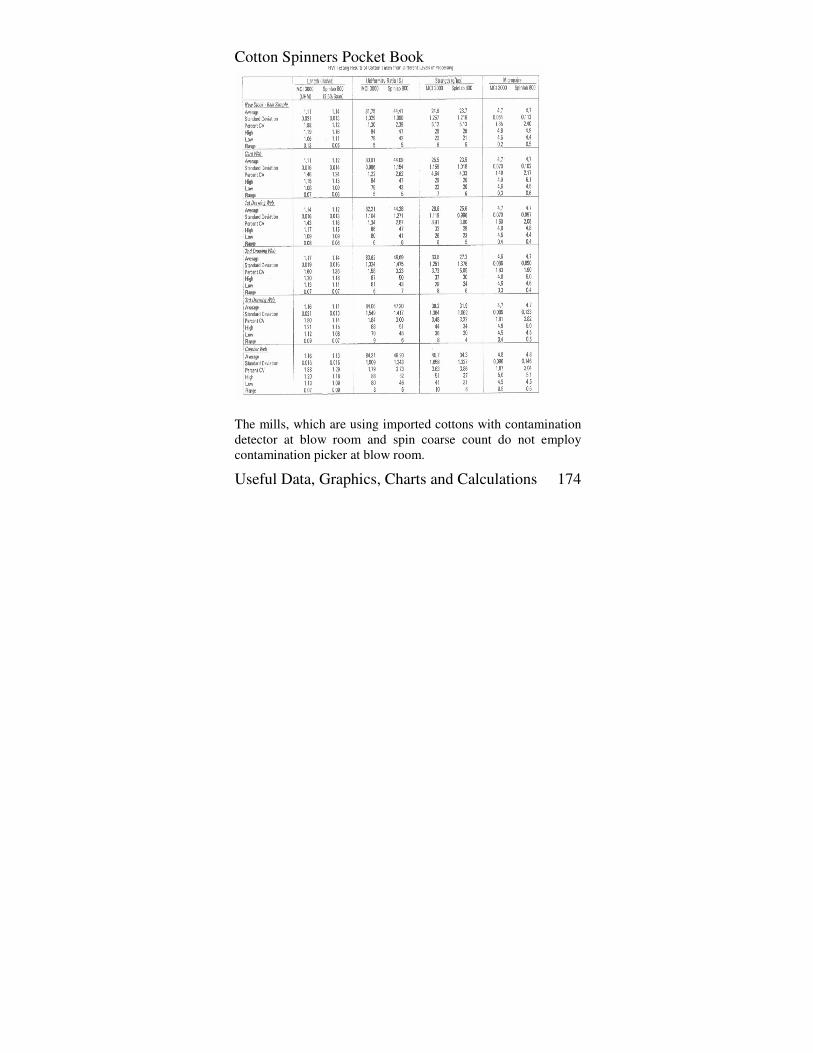
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 174
The mills, which are using imported cottons with contamination detector at blow room and spin coarse count do not employ contamination picker at blow room.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 175
Mills in Southern India use comparatively rich mixing like S-6, MCU-5, and DCH-32 for spinning counts in the range of 30 to 70s. Mills in Southern India mainly spin finer combed counts, where, about -20% noil is extracted, also there are some mills which extract noil of about 9 to10% as carded yarn is Apart from normal fibre properties like Length, Strength, Micronaire and Trash % mills give importance to Rd, +b and SFC(n) value while selecting the cotton. Not easily saleable. It was interesting to see that, many Mills in Southern India, use lap feed system rather than chute feed system, this may be for having enough flexibility to manufacture smaller lots (of finer value added count) as Required by the customer. Mills in Southern India keep lower productivity at card (excess card capacity) with the delivery speed of around 75 - 100 meters per minute, to get quality product. Irrespective of productivity level, mills achieve 50 to 60 neps/g and the SFC (n) remains same as that of raw material in card sliver. the workload on card tenter varies from 10 cards to 30 cards.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 176
Neps/g and SFC (n) are maintained around 15 to 20 and 12 to 15% respectively for coarse to medium counts in comber sliver. Neps/g and SFC (n) are maintained around 10 to 15 and 5 to 8% respectively for finer counts in comber sliver. The productivity level in Southern Indian mills is very much on higher side due to use of good raw material and use of modern ring frames like LR6 and G5/1 with - Smaller (imported) ring diameter of 36 / 38 mm Smaller lift (of 160 to 170 mm). Smaller spindle wharve diameters of 18.5 mm Electronic speed control devices. These entire factors help to achieve average spindle speed of around 20,000 to 21,000 rpm. With these parameters, mills are able to achieve productivity In the conventional cotton industry, fiber from several different countries is usually blended together before spinning to achieve consistent quality over large quantities. With limited international organic growing, consistent quality can be a problem in the final fabric. Combined with the saturation of Organic knits in the eco-clothing market; organic cotton clothing has gained a reputation for being unsophisticated, boring and poor quality. Lint from several bales is mixed and blended together to provide a uniform blend of fiber properties. To ensure that the new high-

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 177
speed automated feeding equipment performs at peak efficiency and that fiber properties are consistent, computers group the bales for production/feeding according to Fiber properties. The influence of ply twist and twist direction on the structure and properties of polyester MJS yarns has been studied. It is observed that the effect of plying on fiber and yarn structural parameters is significant. If the direction of Z-wrapped surface fibers is coincident with the direction of ply twist, the Helix angle and helix diameter are high, but the mean fiber extent is very low. The increase in ply twist factor results in larger helix angle, larger helix diameter, smaller yarn diameter and lower fiber extent. Yarn properties also remarkably improve after plying. The improvement in yarn properties depends upon the amount and direction of ply twist. A plied yarn produced By twisting in a direction opposite to that of wrapping of surface fibers is stronger, less extensible, less rigid, more even, and has higher abrasion resistance. Yarns plied in the Z- direction are more rigid than those plied in the S-direction. While the flexural rigidity of yarns plied in the S-direction with higher ply twist factor is considerably lower than that of the corresponding single yarns, the flexural rigidity of those yarns ply twisted in

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 178
The Z - direction invariably decreases as the ply twist factor is increased. Development of IT-Production Manager System to analyze & transmit machine wise data to central computer for management information and corrective action to improve production and save energy in Textile Mills. Development of integrated system to improve and optimize the performance of Stenters in processing the textile fabrics to save energy and improve quality. Development of a dedicated system for estimation, monitor and control of energy consumption at different stages of spinning of yarn in the mills. Development of integrated control system to eliminate process variation in wet-on-wet application in textile processing. Development •optical sensor RFS-1 ‹ sensor for monitoring roving breakages on roving Frames. The system allows stopping of the roving frame in case of breakages; •software Archimedes J Monitor ‹ software for spinning preparation machines monitoring (CAM);

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 179
•software Archimedes J Spinning ‹ software for ring-spinning frames monitoring (CAM) without individual spindle control through sensors; •software Archimedes J Weaving ‹ software for weaving loom monitoring (CAM); •software Archimedes J Knitting ‹ software for circular knitting machines monitoring (CAM); and •TBox/1 unit ‹ unit collects production and stoppage time’s data. Furthermore, FANI will show: •electromagnetic sensor Sensorfil EXT-2 ‹ sensor for the monitoring of ends down and spindles with RPM out-standard on ring spinning frames; •optical sensor STAR-Y PT ‹ sensor for the monitoring of ends down and spindles with RPM out-standard on ring spinning frames. As for SC1 sensor, this sensor can also be applied on other type of machines; •optical sensor STAR-L ‹ sensor for monitoring elastic filament breakages on core-spun feeding system;

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 180
•roving stop motion device BP-06 ‹ device for stopping the roving under the weighting arm following an ends down. This device can be combined also with STAR-L sensor in order to stop the roving following an elastic filament breakage; and •software Archimedes J. Spin ‹ software for ring spinning frames monitoring (CAM) combined with individual spindle control through sensors. These devices will be operating on a Spin tester. Data Acquisition Hardware The Texcomp Technologies Machine Data Acquisition Hardware can be connected to any spinning, weaving, knitting and finishing machine to automatically control the production. Depending of the type of the plant there are various configurations of hardware to be used. This is an Industrial Computer mounted in industrial cabinet that allows up to 64 machines to be controlled with maximum 4 signals per machine or 50 machines with 5 signals per machine. These signals can be: Start/Stop Production Various events like doffing, breaks, alarms e.t.a. Is a Low cost solution and very simple to installed and maintained. Local

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 181
Station is connected directly via Ethernet to the Main Server and writes directly to the data base. Can receive signals up to 1 kHz in frequency. Local Station allows a really on-line monitoring of the production with a delay between database data and the real production no more than 5 seconds Local Station and Machine Station On each machine that will be connected to the Local Station a special box is installed that perform the following functions Adapt the signals of the machine to 24 VDC. Divide signals faster than 1 kHz 2/4/8/16 times Amplify the signals so can be transmitted up to 150 meters to the Local Station without electromagnetic interference. To allow declarations, machines Data Collecting Unit can be install inside the production. These Data Collecting Units have: Internal RFI shielding. Feather Touch keyboard including a numeric keypad and 6 function keys, all dust-sealed. The keys may be identified by a standard template or by a Specific user defined mask. 6 Seven segment LED display for better viewing. Interface for barcode reader or scanner Data Collecting Unit One terminal can be used for one machine or for a group of machines, reducing dramatically the cost of investment.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 182
Customer orders or production orders Operators Production or consumption of objects, like: palettes, pieces, rolls etc. I Interventions like services, maintenance, change of orders. All the declarations can be setup so the name of the person that makes it to be requested. In this way the maximum responsibility of the declarations is obtained. The declarations can be done manually from the keyboard or with barcode. Texcomp strongly suggest the use of the barcode as input mode because provide extremely reliability of the data. The terminal is not used only for the production declarations but also can be used as monitoring device inside production. It has been designed specifically for the monitoring of all textiles machines. Can be used in area of spinning, knitting, weaving and finishing. It is supply with all the functions of machine terminal with the addition can control online up to 5 signals per machine. The new Individual Spindle Monitoring (ISM) helps to achieve higher yarn quality on ring spinning machines, because sipper

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 183
spindles are signaled and ring-spun yarns of insufficient twist can be systematically sorted out. Accurate evaluation of the end-break frequency for each spindle brings problem spindles to light and so leads to rapid elimination of errors and thus to improved yarn quality. SPIDER web is Reiter’s information and data collection system. It has been designed specifically for all Reiter machines from carding to ring and rotor spinning. ISM combined with SPIDER web offers detailed reports for optimizing the maintenance and speed setting of the ring spinning machines. 1. Cotton Purchasing System: This system collected the price quotes from various suppliers for the raw material cotton, matched it with the inventory requirements from the textile mill and generated purchase orders. It kept track of the raw material received and payments due to the suppliers. Software: Oracle 8, Visual Basic and Windows NT Responsibilities: Develop and maintain the front end screens using Visual Basic, administer Oracle RDBMS and creation of several reports using Oracle Reports 2. Payroll System: This system stored and managed all data related to salary for all the employees including temporary

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 184
workers who worked on shifts. Software: Oracle 8, Visual Basic and Windows NT Responsibilities: Develop and maintain the front end screens using Visual Basic, administer Oracle RDBMS and creation of several reports using Oracle Reports
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 185
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 186

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 187
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 188

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 189

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 190

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 191
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 192

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 193
The Author wishes to express his sincere thanks for the excellent treaty of Quality Control by Mr. Tirupathi which is reproduced for the benefit of the Industry and Technicians in Mills. Evaluation of Micro-Spinning Technology as a Tool for Guiding Improvement in Cotton Fiber Properties. Establishing New Mills are very costly today. Many people are achieving 99% + machine utilization- doing maintenance works on line. They cannot afford to lose any production and at the same time quality has to be maintained at all cost. To help Mills a new concept is developed- Micro Spinning System to evaluate the cottons suitable for a particular end use and arrive at an optimum product-mix. This is an additional tool for HVI machine. Establish procedures for the use of micro-carding, micro-drawing, and micro-spinning that result in the most useful relationships with full-scale spinning processes. Establish a complete testing and evaluation program based on the micro-spinning system. Bring newly installed micro-spinning equipment to a fully functional status. Run a series of controlled experiments to establish settings and speeds on micro-cards and micro-draw

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 194
frame that best maintain the quality of raw cotton fibers. Run a series of controlled experiments to establish settings And speeds on the micro-spinning machine that provide the best information On spinning performance (relative to spinning performance on full-scale spinning processes). Formalize procedures for testing and evaluation services for cotton breeders and all others who need to test spinning performance using very small quantities of the fibers being tested. The ability to produce yarn from very small quantities of fiber (50-100 g) is a benefit to cotton geneticists and biotechnologists. Micro-spinning tests would permit an early and accurate assessment of the spinning performance and yarn quality achievable from experimental varieties. STAR HIGH VOLUME FIBRE LAB FL-1000 In a Cotton Textile Mill, where the cost of raw material amounts to about 60 to 70% of the cost of end product, selection of optimum raw-material becomes very important. Also, with modern expensive and high production machines and highly competitive market, the losses due to wrong decision are unaffordable. In view of this, measurement of various properties of fibers such as length, uniformity, fineness and maturity, strength, color and trash etc. becomes essential.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 195
High Volume Fiber Lab FL-1000 by Star For comprehensive and reliable testing of fiber properties, Star offers a PC based high column fiber lab, comprising of following modules:- 1 Fiber Length and Strength Module Model LS-1001.. 2 Fiber Fineness & maturity Module Model FMT-1001. 3 Fiber Color & Trash Analyzer Module, Model CTA-1001.. 4 Portable Moisture Meter, Model SMP-ADI 5 Star Optimix Software. MODERNISATION. A NEW SPIN ON TRADITIONAL SKILLS. India was spinning & weaving cotton before the rest of the world was even growing it. But today India's hallmark isn't tradition, but modernization. Everywhere you look, you find a vibrant new India. The IT boom. The burgeoning automobiles sector. The liberalized economy. India is in the midst of a revolution. And this new resurgent mood has rubbed off on the Indian Cotton Industry too. Over 40% of India's spindleage capacity is less than a decade old. Making it one of the world's most modern installations for yarn manufacturing. And making India one of the most contemporary spinners of cotton yarns.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 196
TECHNOLOGY UP GRADATION IS A CONTINUOUS PROCESS. The installation of state-of-the-art machinery, including electronic cleaners, auto slavers, splicer, two-for-one twisters, auto-coners, compact machines has given a big fillip to the Indian cotton industry. This coupled with systems that meet ISO 9000 standards has made Indian cotton yarn by far The world's most preferred yarn. Simply put, India's great textile tradition has been transformed by technology. Enabling us to meet the diverse needs of worldwide importers speedily, efficiently, and cost-effectively. YARN OF EVERY COUNT. BACKED BY QUALITY YOU CAN COUNT ON. It is a well-documented fact that India is the world's largest exporter of cotton yarn. With 25% of the world's yarn trade. What's less well known is that we have an even higher market share in the finer counts between 40s And 160s. Weavers and knitters the world over look to India for cotton, cotton blended, Grey, bleached, dyed, mélange, mercerized, twisted, stretch and coated yarns. Yarns for high value additions. Those used for high fashion effects. Specialized yarns for industrial fabrics, and for enhanced levels of performance on machines.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 197
Yarn used in home fabrics, apparel, and every other type of textile requirement. When it comes to yarn look no further. India can meet your every order. Be it large or small. Regular or casual. Premium or economy. Fashion or basic. CONSISTENT QUALITY As for our quality, it has satisfied the most discerning buyers from Hong Kong, Japan, Europe, Taiwan, Korea, Mauritius, Russia and 180 countries around the globe. Our world class testing laboratories enable yarn manufacturers to meet buyers' specifications, however stringent they may be. Count on Indian yarn for every possible count. From the coarsest to the finest. PRODUCT MIX (USING LINEAR PROGRAMMING): Linear programming is a quantitative tool for optimal allocation of limited resources amongst competing activities. It is perhaps the most popular amongst OPERATIONS RESEARCH techniques and has found application in several functional areas of business- production, finance, marketing, distribution, advertising and so forth. Any resource allocation problem is characterized by specification of an objective such as minimizing cost, or
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 198
maximizing profit. The constraints can be of a financial, technological, marketing or another nature. Linear programming involves formulating the problem in linear terms and solving it to provide a plan for deploying the resources in an optimal manner. This technique is being used by much management to maximize the profit or to minimize the cost. In earlier days, formulating a linear programming model and solving the same was a tedious process. Frontsys Software Company has developed a tool called solver which will be used with MICROSOFT EXCEL SPREADSHEETS to solve LINEAR PROGRAMMING MODELS. This is a very simple tool which can be used by everyone who can use MICROSOFT EXCEL and understand little about formulating the constraints. PRODUCT MIX USING LP FOR a SPINNING MILL Let us assume C1, C2, C3 and C4 are quantities of four counts to be produced in cotton TC1, TC2 and TC3 are quantities of three counts to be produced in Poly/Cotton blend. CX1, CX2, CX3 and CX4 are Contribution in US$/KG for four cotton counts. TCX1, TCX2 and TCX3 are contribution IN US$/KG for three POLY/COTTON counts correspondingly. HOW TO FORMULATE A LP MODEL: EXAMPLE
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 199
TARGET FUNCTION: (TO MAXIMISE) (C1*CX1)+(C2*CX2)+(C3*CX3)+(C4*CX4)+(TC1*TCX1)+(TC2*TCX2) +(TC3*TCX3) = CONTBN. MAXIMUM BY CHANGING: (THE FOLLOWING QUANTITIES) C1, C2, C3, C4, TC1, TC2, TC3 CONSTRAINTS: · C1+C2+C3+C4 less than or equal to 180 tons · TC1+TC2 less than or equal to 100 tons · C1 should be 19.6 tons (committed to the customer) · TC2 more than 19.6 tons (committed to the customer) · C1+C2+C3+C4 no of m/cs allotted should not be more than 20 (m/c Constraint) · TC1+TC2+TC3 no of m/cs allotted should not be more than 10 (m/c constraint) · C1 less than or equal to 20 · C2 less than or equal to 20 · C3 less than or equal to 20

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 200
· C4 less than or equal to 20 · TC1 less than or equal to 10 TC2 less than or equal to 10 · TC3 less than or equal to 10 HOW TO SOLVE THIS: MICROSOFT EXCELL Spreadsheet has a tool called SOLVER. This can be used to solve any LINEAR AND NON-LINEAR EQUATIONS. · OPEN an EXCEL SHEET · FEED the PARAMETERS in the Excel sheet · SELECT SOLVER in the Tools Menu, Now Solver parameters are seen · SET the TARGET cell and it should contain the target function · FEED the range of cells to be changed · FEED the constraints · Press SOLVE, THE RESULTS ARE ALREADY THERE BY T.VIJAYAKUMAR Extracts from Mr. Vijay Kumar web-site with Graphics added by the Author (I thank Mr. Vijay Kumar for the excellent presentation of Process Control Spinning Mill which is very practical.) COTTON AND YARN QUALITY CO-RELATION:

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 201
GREY VALUE: Rd. of calorimeter is higher it means it can reflect light better and Yam will give better appearance.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 202
YELLOWNESS: When value of yellowness is more, the grade becomes lower and lower grades produce weaker & inferior yarns. NEPPINESS: Nippiness may be due to entanglement of fibers in ginning process or immature fibers. Entangled fibers can be sorted out by careful processing But, Neps due to immature fiber will stay on in the end product and cause the level of Yarn defects to go higher. An analysis can be made of Yarn properties which can be directly attributed to cotton quality. COTTONQUALITY SPECIFICATIONS:
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 203
The most important fiber quality is Fiber Length Staple Length: classification Length mm Length inches Spinning Count Short Less than 24 mm 15/16 -1 Coarse Below 20 Medium 24—28mm 1.1/132-1.3/32 Medium Count 20s-34s Long 28 -34 mm 1.3/32 -1.3/8 Fine Count 34s - 60s Extra Long 34- 40 mm 1.3/8 -1.9/16 Superfine Count 80s - 140s Notes: Spinning Count does not depend on staple length only. It also depends on fineness and processing machinery. Length is measured by hand stapling or Fibrograph for 2.5% Span Length 2.5%SL (Spun Length) means at least 2.5% of total fibers have length exceeding this value 50% SL means at least 50% of total fibers have length exceeding this value. LENGTH UNIFORMITY Length Uniformity is calculated by 50SL x 100 / 2.5 SL Significance of UR (Uniformity Radio) UR% Classification 50-55 Very Good 45-50Good 40-45 Satisfactory 35-40 Poor below 30 Unusable
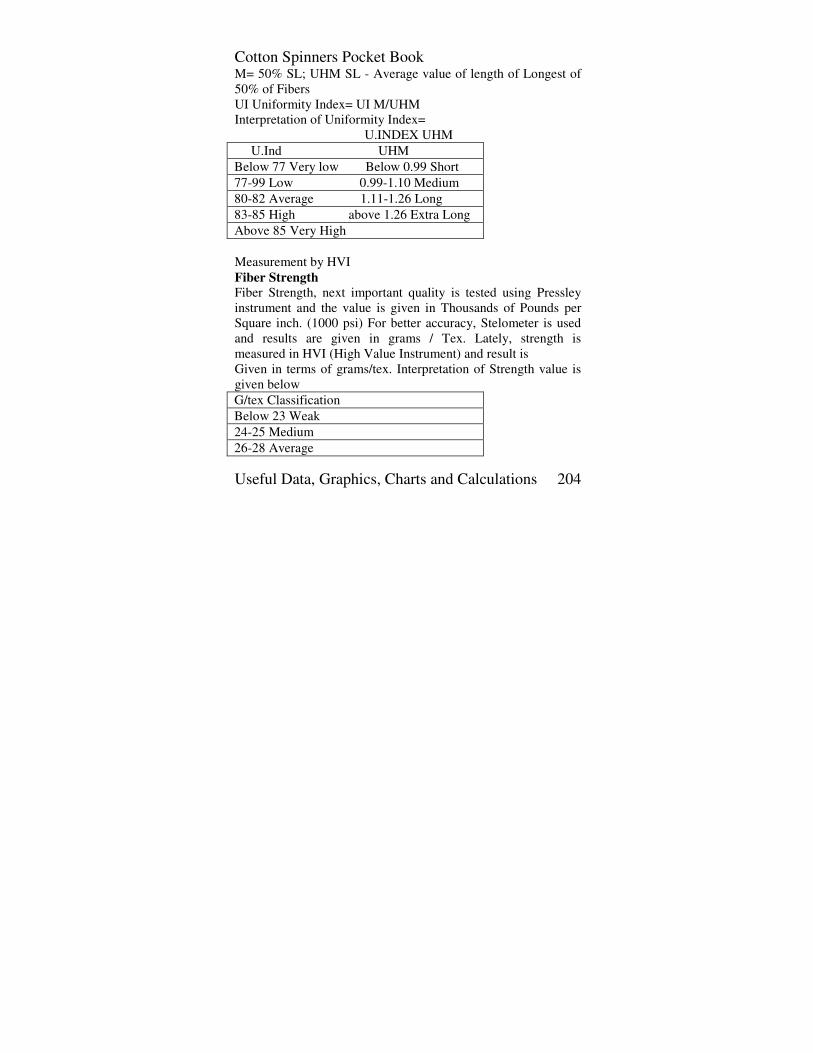
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 204
M= 50% SL; UHM SL - Average value of length of Longest of 50% of Fibers UI Uniformity Index= UI M/UHM Interpretation of Uniformity Index= U.INDEX UHM U.Ind UHM Below 77 Very low Below 0.99 Short 77-99 Low 0.99-1.10 Medium 80-82 Average 1.11-1.26 Long 83-85 High above 1.26 Extra Long Above 85 Very High Measurement by HVI Fiber Strength Fiber Strength, next important quality is tested using Pressley instrument and the value is given in Thousands of Pounds per Square inch. (1000 psi) For better accuracy, Stelometer is used and results are given in grams / Tex. Lately, strength is measured in HVI (High Value Instrument) and result is Given in terms of grams/tex. Interpretation of Strength value is given below G/tex Classification Below 23 Weak 24-25 Medium 26-28 Average
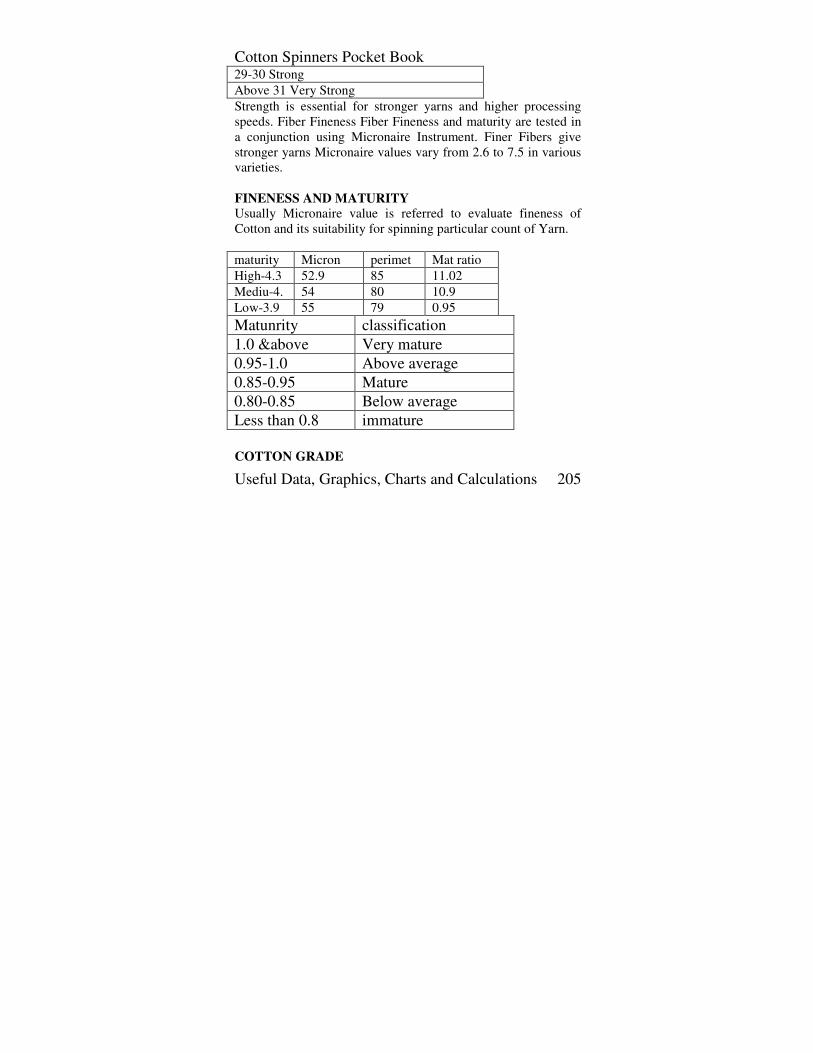
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 205
29-30 Strong Above 31 Very Strong Strength is essential for stronger yarns and higher processing speeds. Fiber Fineness Fiber Fineness and maturity are tested in a conjunction using Micronaire Instrument. Finer Fibers give stronger yarns Micronaire values vary from 2.6 to 7.5 in various varieties. FINENESS AND MATURITY Usually Micronaire value is referred to evaluate fineness of Cotton and its suitability for spinning particular count of Yarn. maturity Micron perimet Mat ratio High-4.3 52.9 85 11.02 Mediu-4. 54 80 10.9 Low-3.9 55 79 0.95 Matunrity classification 1.0 &above Very mature 0.95-1.0 Above average 0.85-0.95 Mature 0.80-0.85 Below average Less than 0.8 immature COTTON GRADE

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 206
Cotton grade is determined by evaluating color, leaf and ginning preparation. Higher grade cottons provide better yarn appearance and reduced process waste. Color is determined by using Nickerson-Hunter Calorimeter. This gives values Rd (Light or Dark) and +b (Yellowness). Similar grading is done for Light Spotted, Spotted, Tinged and Yellow Stained Cottons. PIMA cottons are graded I to 9 Instrument Measurements Fibrogaph Length: Pressley Apparatus Fiber Bundle Strength HV I Instrument Length, Strength, Uniformity, Elongation, Micronaire, Color and Trash Stelometer Instrument Strength, Elongation Micronaire Combined test of fineness & maturity Shirley Trash Analyser Trash Content Manual Test Class & staple length Moisture Meter Moisture Colorimeter Grey value & yellow ness. Brightness Polarized light Microscope or Casricaire test Maturity Photographic film - Neppiness UV Brightness meter – Color
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 207
UV Brightness meter –
Color metero
BALE MANAGEMENT: In a particular lot Micronaire range of the cotton bales used should be same for all the mixings of a lot. Micronaire average of the cotton bales used should be same for all the mixings of a lot. Range of color of cotton bales used should be same for all

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 208
the mixings of a lot. Average of color of cotton bales used should be same for all the mixings of a lot. Range of maturity coefficient of cotton bales used should be same for all mixings of a lot. Average of maturity coefficient of cotton bales used should be same for all mixings of a lot. It the cotton received is from different ginners, it is better to maintain the percentage of cotton from different ginner’s through the lot, even though the type of cotton is same. It is not advisable to mix the yarn made of out of two different shipments of same cotton. For example, the first shipment of West African cotton is in January and the second shipment is in March, it is not advisable to mix the yarn made out of these two different shipments. If there is no shade variation after dyeing, then it can be mixed. Stack mixing with Bale opener takes care of short term blending and two mixers in series takes care of long term blending. Tuft sizes can be as low as 10 grams and it is the best way of opening the material (NEP creation will be less, care has to be taken to reduce recycling in the inclined lattice) Contaminations can be removed before mixing is made The raw material gets acclimatized to the required temp and R.H.%, since

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 209
it is allowed to stay in the room for more than 24 hours and the fiber is opened , the fiber gets conditioned well. If automatic bale opening machine is used the bales should be arranged as follows: There are five different micronaire and five different colors in the mixing, 50 bales are used in the mixing. 5 to 10 groups should be made by grouping the bales in a mixing so that each group will have average micronaire and average color as that of the overall mixing. The position of a bale for micronaire and color should be fixed for the group and it should repeat in the same order for all the groups. It is always advisable to use a mixing with very low Micronaire range. Preferably 0 .6 to 1.0. Because it is easy to optimize the process parameters in blow room and cards drafting faults will be less, dyed cloth appearance will be better because of uniform dye pickup etc It is advisable to use single cotton in a mixing, provided the length, strength micronaire, maturity coefficient and trash content of the cotton will be suitable for producing the required counts. Automatic bale opener is a must if more than two cottons are used in the mixing, to avoid BARRE or SHADE VARIATION problem. It is better to avoid using the following cottons: Cottons with inseparable trash (very small size), even though the trash % is less sticky cotton (with honey dew or sugar) cotton with low

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 210
maturity coefficient. Stickiness of cotton consists of two major causes. Honeydew from Whiteflies and aphids and high level of natural plant sugars. The problems with the randomly distributed honey dew contamination often results in costly production interruptions and requires immediate action often as severe as discontinuing the use of contaminated cottons. An effective way to control cotton stickiness in processing is to blend sticky and non-sticky cotton. Sticky cotton percentage should be less than 25%. Blow room installations consist of a sequence of different machines to carry out the above said operations. Moreover Since the tuft size of cotton becomes smaller and smaller, the required intensities of processing necessitates different machine configuration.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 211
TECHNOLOGICAL POINTS IN BLOWROOM
Blendomat

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 212
Opening in blow room means opening into small flocks. Technological operation of opening means the volume of the Flock is increased while the number of fibers remains constant. I.e. the specific density of the material is reduced. The larger the dirt particle the better they can be removed since almost every blow room machine can shatter particles, as far as possible a lot of impurities should be eliminated at the start of the process. Opening should be followed immediately by cleaning, if possible in the same machine. The higher the degree of opening, the higher the degree of cleaning. A very high cleaning effect is almost always purchased at the cost of a high fiber loss. Higher roller speeds give a better cleaning effect but also more stress on the fiber. Cleaning is made more difficult if the impurities of dirty cotton are distributed through a larger quantity of material by mixing with clean cotton. The cleaning efficiency is strongly dependent on the TRASH %. It is also affected by the size of the particle and stickiness of cotton. Therefore cleaning efficiency can be different for different cottons with the same trash %. There is a new concept called CLEANING RESISTANCE. Different cottons have different cleaning resistance.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 213
In cleaning, it is necessary to release the adhesion of the impurities to the fibers and to give the particles an opportunity to separate from the stock. The former is achieved mostly by picking of flocks the latter is achieved by leading the flocks over a grid. Using inclined spiked lattice for opening Cotton in the initial stages is always a better way of opening the cotton with minimum damages. Of course the production is less with such type of machines. But one should bear in mind that if material is recycled more in the lattice, nep may increase. Traditional methods use more number of machines to open and clean natural fibers. Mechanical action on fibers causes some deterioration on yarn quality, particularly in terms of NEP. Moreover it is true that the staple length of cotton can be significantly shortened. Intensive opening in the initial machines like Bale breaker and blending machines means that shorter overall cleaning lines are adequate.
Reiter Blow Room

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 214
In a beating operation, the flocks are subjected to a sudden strong blow. The inertia of the impurities accelerated to a high speed, is substantially greater than that of the opened flocks due to the low air resistance of the impurities. The latter are hurled against the grid and because of their small size, pass Between the grid bars into the waste box, while the flocks continue around the periphery of the rotating beater. By using a much shorter machine sequence, fibers with better elastic properties and improved spin ability can be produced. Air streams are often used in the latest machine sequence, to separate fibers from trash particles by buoyancy differences rather than beating the material against a series of grid bars. There are three types of feeding apparatus in the blow room opening machines - Two feed rollers (clamped) feed roller and a feed table, a feed roller and pedals.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 215
Chute Feed Card

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 216
There are three types of feeding apparatus in the blow room opening machines - Two feed rollers (clamped) feed roller and a feed table, a feed roller and pedals. Two feed roller arrangements gives the best forwarding motion, but unfortunately results in greatest clamping distance between the cylinders and The beating element. Feed roller and pedal arrangement gives secure clamping throughout the width and a small clamping Distance, which is very critical for an opening machine in a feed roller and table arrangement, the clamping distance, can be made very small. This gives intensive opening, but clamping over the whole width Is poor, because the roller presses only on the highest points of the web. Thin places in the web can be dragged out of the web as a clump by the beaters Honeydew (sugar) or stickiness in cotton affects the process very badly. Because of that production and quality is affected. Particles stick to metal surfaces, and it gets aggravated with heat and pressure. These deposits change the surface characteristics which directly affects the quality and running behavior. There are chemicals which can be sprayed to split up the sugar drops to achieve

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 217
better distribution. But this system should use water solutions which are not recommended due to various reasons. It is better to control the climate inside the department when sticky cotton is used. Low temperature (around 22 degree Celsius) and low humidity (45% RH). This requires an expensive air conditioning set up. The easiest way to process sticky cotton is to mix with good cotton and to process through two blending machines with 6 and 8 doublings and to install machines which will segregate heavier particles by buoyancy differences. General factors which affect the degree of opening, cleaning and fiber loss are thickness of the feed web, density of the feed web, fiber coherence, fiber alignment ,size of the flocks in the feed (flock size may be same but density is different) the type of opening device , speed of the opening device degree of penetration ,type of feed (loose or clamped) ,distance between feed and opening device ,type of opening device ,type of clothing ,point density of clothing ,arrangement of pins, needles, teeth ,speeds of the opening devices, throughput speed of material ,type of grid bars, area of the grid surface ,grid settings ,airflow through the grid ,condition of pre opening ,quantity of material processed, position of the machine in the machine sequence feeding quantity variation to the beater ambient R.H.% Ambient temperature.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 218
Cotton contains very little dust before ginning. Dust is therefore caused by working of the material on the machine. New dust is being created through shattering of impurities and smashing and rubbing of fibers. However removal of dust is not simple. Dust particles are very light and therefore float with the cotton in the transport stream. Furthermore the particles adhere quite strongly to the fibers. If they are to be eliminated they are to be rubbed off. The main elimination points for adhering dust therefore, are those points in the process at which high fiber/metal friction or high fiber /fiber friction is produced. Removal of finest particles of contaminants and fiber fragments can be accomplished by releasing the dust into the air, like by turning the material over, and then removing the dust-contaminated air. Release of dust into the air occurs wherever the raw material is rolled, beaten or thrown about. Accordingly the air at such positions is sucked away. Perforated drums, stationary perforated drums, stationary combs etc. are some instruments used to remove dust.
CARDING

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 219
Chute Feeding Of Cards
Carding Machine
"Card is the heart of the spinning mill" and "Well carded is half spun" are two proverbs of the experts. These proverbs inform the immense significance of carding in the spinning process. High production in carding To economies the process leads to reduction in yarn quality. Higher the production, the more sensitive becomes the carding operation and the greater danger of a negative influence on quality. The technological change that has taken place in the process of carding is remarkable. Latest machines achieve the production rate of 60 - 100 kgs / hr, which used to be 5 - 10 kgs / hr, unto 1970.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 220
THE PURPOSE OF CARDING: to open the flocks into individual fibers , cleaning or elimination of impurities, reduction of nep , elimination of dust , elimination of short fibers , fiber blending ,fiber orientation or alignment ,sliver formation.
Laxmi Card

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 221
TECHNOLOGICAL POINTS IN CARDING There are two types of feeding to the cards, feeding material in the form of scutcher lap, flock feed system (flocks are transported pneumatically) lap feeding. Linear density of the lap is very good and it is easier to maintain(uniformity) the whole installation is very flexible deviations in card output will be nil, as laps can be rejected auto levellers are not required, hence investment cost and maintenance cost is less . Transportation of lap needs more manual efforts (more labor) lap run out is an additional source of fault, as it should be replaced by a new lap more good fiber loss during lap change more load on the taker-in, as laps are heavily compressed flock feeding high performance in carding due to high degree of openness of feed web labor requirement is less due to no lap transportation and lap change in cards flock feeding is the only solution for high production cards.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 222
Linear density of the web fed to the card is not as good as lap installation is not flexible auto levellers is a must, hence investment cost and maintenance cost is more Type of flock feed (chute feed) there are two basic concepts of flock feed one piece chute without an opening device two piece chute with an opening system one piece chute is simple, economical and requires little maintenance two piece chute is complex, expensive, but delivers a uniform batt. One piece chute is a closed system, i.e. excess flock returns to the distributor, if too much material is present, nep can be increased one piece chute is not flexible to run different mixings layout restrictions are more with one piece chute. A feeding device is a must to feed the web to the Taker-in region and it should perform the following tasks: To clamp the batt securely throughout its width to grip the fibers tightly Without slippage during the action of taker-in to present the fibers in such a manner that opening can be carried out gently the diverter nose (sharp or round) and the length of the nose (guide surface) has a significant influence on quality and quantity of waste removed. Short nose diverter avoids fiber slippage but the opening action is not gentle. If the length of the guide surface is too short, the fibers can escape the action Of the taker-in.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 223
They are scraped off by the mote knives and are lost in the waste receiver. Feed roller clothed with saw tooth is always better, because it gives good batt retention. Thus the opening effect of the taker-in is more as it is in combing Reiter has developed a "unidirectional feed system" where the two feed devices (feed roller and feed plate are oppositely arranged when compared with the conventional system. i.e. the cylinder is located below and The plate is pressed against the cylinder by spring force. Owing to the direction of feed roller, the fiber batt runs downwards without diversion directly into the teeth of the taker-in (licker-in) which results in gentle Fiber treatment. This helps to reduce faults in the yarn. The purpose of the taker-in is to pluck finely opened flocks out of the feed batt, to lead them over the dirt eliminating parts like mote knives, combing segment and waste plates, and then to deliver the fibers to the main cylinder. In high production cards the rotational speed ranges from 700-1400. The treatment for opening and cleaning imparted by Taker-in is very intensive, but unfortunately not very gentle. Remember that around 60% of the fibers fed to the main cylinder are in the form of individual fibers.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 224
Trutzschler Card
The circumferential speed of Taker-in is around 13 to 15 m/sec and the draft is more than 1000.It clearly shows that fiber gets deteriorated at this opening point. Only the degree of deterioration can be controlled by adjusting the following the thickness of the batt the degree of openness of the raw material the degree of orientation of the fibers the aggressiveness of the clothing the Distance between the devices the rotational velocity of the taker-in the material throughput. Latest TRUTZSCHLER cards work with three licker-ins compared to one liker-in. The first one is constructed as needle roll. This results in very gentle opening and an extremely long clothing life for this roll. The other two rollers are with finer clothing and higher speeds, which results in feeding more %of individual fibers and smallest tufts compared to single licker in, to the main cylinder. This allows the main cylinder to go high in

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 225
speeds and reduce the load on cylinder and flat tops. There by higher productivity is achieved with good quality. But the performance may vary for different materials and different waste levels. Between the taker-in and main cylinder, the clothing’s are in the doffing disposition. It exerts an influence on the sliver quality and also on the improvement in fibers longitudinal orientation that occurs here. The effect depends on the draft between main cylinder and taker-in. The draft between main cylinder and taker-in should be slightly more than 2.0. The opening effect is directly proportional to the number of wire points per Fiber. At the Taker-in perhaps 0.3 points/ fiber and at the main cylinder 10- 15 points /fiber .If a given quality of yarn is required; a corresponding degree of opening at the card is needed. To increase production in carding, The number of points per unit time must also be increased. This can be achieved by more points per unit area (finer clothing) higher roller and cylinder speeds more carding surface or carding position speeds and wire population has reached the maximum, further increase will result in design and technological problems. Hence the best way is to add carding surface (stationary flats). Carding plates can be applied at under the liker-in between the licker-in and flats between flats and doffer Taker-in does not Deliver 100% individual fibers to main cylinder.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 226
It delivers around 70% as small flocks to main cylinder. If carding segments are not used, the load on cylinder and flats will be very high and carding action also suffers. If carding segments are used, they ensure further opening, thinning out and primarily, spreading out and improved distribution of the flocks over the total surface area. Carding segments bring the following advantages improved dirt and dust elimination improved disentanglement of nep possibility of speed increase (production Increase) preservation of the clothing possibility of using finer clothing on the flats and cylinder better yarn quality less damage to the clothing cleaner clothing. In an in-depth analysis, all operating elements of the card were therefore checked in regard to their influence on carding intensity. It showed that the "CYLINDER-FLATS" area is by far the most effective region of the card for. Opening of flocks to individual fibers elimination of remaining impurities (trash particles) elimination of short fibers (NEP also removed with short fibers) untangling the nep dust removal high degree of longitudinal orientation of the fibers. The main work of the card, separation to individual fibers is done between the main cylinder and the flats only by means of this fiber separation; it is possible to eliminate the fine dirt particles and dust. When a flat enters the working zone, it gets

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 227
filled up very quickly. Once it gets filled, after few seconds, thereafter, hardly any further take-up of fibers occurs; only carding. Accordingly, if a fiber bundle does not find place at the first few flats, then it can be opened only with difficulty. It will be rolled between the working surfaces and usually leads to NEP formation.
.Carding In principle, the flats can be moved forwards or backwards, i.e. in the same direction as or in opposition to the cylinder .In reverse movement; the flats come into operative relationship with the cylinder clothing on the doffer side.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 228
At this stage, the flats are in a clean condition. They then move towards the taker-in and fill up during this movement Part of their receiving capacity is thus lost, but sufficient remains for elimination of dirt, since this step takes place where the material first enters the flats. At this position, above the taker-in, the cylinder carries the material to be cleaned into the flats. The latter take up the dirt but do not transport it through the whole machine as in the forward movement system. Instead, the dirt is immediately removed from the machine. Reiter studies show clearly that the greater part of the dirt is hurled into the first flats directly above the taker-in. Kaufmann indicates that 75% of all NEP can be disentangled, and of these about 60% are in fact disentangled. Of the remaining 40% disintegrable NEP 30-33% pas on with the sliver 5-6% are removed with the flat strips 2-4%is eliminated with the waste. The intensity of nep separation depends on the sharpness of the clothing the space setting between the main cylinder and the flats tooth density of the clothing speed of the main cylinder speed of the flat tops direction of flats with reference to cylinder the profile of the cylinder wire. The arrangement of the clothing between the cylinder and the doffer is not meant for ripping action, it is for CARDING CTION. This is the only way to obtain a condensing action and finally to form a web. It has both

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 229
Advantages and disadvantages. The advantage is that additional carding action is obtained here and it differs somewhat from processing at the flats. A disadvantage is that leading hooks and trailing hooks are formed in the fibers, because the fibers remain caught at one end of the main cylinder (leading hook) and some times on the doffer clothing (trailing hook). Lakshmi Card.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 230
Laxmi-Reiter Card

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 231
There are two rules of carding the fiber must enter the carding machine, be efficiently carded and taken from it in as little time as possible. The fiber must be under control from entry to exit Carding effect is taking place between cylinder and doffer because, either the main cylinder clothing rakes through the fibers caught in the doffer clothing, or the doffer clothing rakes thro the fibers on the main cylinder. NEP can still be disentangled here, or non-separated fiber bundles can be opened a bit in this area and can be separated during the next passage through the flats. A disadvantage of web-formation at the card is the formation of hooks. According to an investigation by Morton and Yen in Manchester, it can be assumed that 50% of the fibbers have trailing hooks 15% have leading hooks 15% have both ends hooked 20% without hooks leading hooks must be presented to the comber and trailing hooks to the ring spinning frame. There must be even number of passages between card and comber and odd number between the card and ring frame.
METALLIC CARD CLOTHING INTRODUCTION:
As carding machine design improved in 1950's and 60's, it became apparent that card clothing was a limiting factor. Much time and effort was spent in the development of metallic card clothing. There are two rules of carding the fiber must enter the

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 232
carding machine, be efficiently carded and taken from it in as little time as possible. The fiber must be under control from entry to exit. Control of fibers in a carding machine is the responsibility of the card clothing Following are the five types of clothing’s used in a Carding machine Cylinder wire Doffer wire Flat tops, Licker-in wire ,Stationary flats. CYLINDER WIRE: The main parameters of CYLINDER Card clothing - Tooth depth- Carding angle- Rib width- Wire height -Tooth pitch- Tooth point dimensions TOOTH DEPTH: Shallowness of tooth depth reduces fiber loading and holds the fiber on the cylinder in the ideal position under the carding action of the tops. The space a fiber needs within the cylinder wire depends upon its Micronaire/denier value and staple length should have to be reduced. The recent cylinder wires have a profile called "NO SPACE FOR LOADING PROFILE"(NSL). With this new profile, the tooth depth is shallower than the standard one and the overall wire height is reduced to 2mm, which eliminates the free blade in the wire. This free blade is responsible for fiber loading. Once the fiber lodges between the free blade of two adjacent teeth it is difficult

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 233
to remove it .In order to eliminate the free blade, the wire is made with a larger rib width. FRONT ANGLE: Front angle not only affects the carding action but controls the lift of the fiber under the action of centrifugal force. The higher the cylinder speed, the lower the angle for a given fiber. Different fibers have different co-efficient of friction values which also determine the front angle of the wire. If the front angle is more, then it is insufficient to overcome the centrifugal lift of the fiber created by cylinder speed. Therefore the fiber control is lost, this will result in increasing flat waste and more NEP in the sliver. If the front angle is less, then it will hold the fibers and create excessive recycling within the carding machine with resulting over carding and therefore increased fiber damage and NEP generation. Lack of parallelization, fiber damage, NEP generation, more flat waste etc. etc., are all consequences of the wrong choice of front angle. TOOTH PITCH: Each fiber has a linear density determined by its diameter to length ratio. Fine fibers and long fibers necessitate more control during the carding process. This control is obtained by selecting the tooth pitch which gives the correct contact ratio of the number of teeth to fiber length. Exceptionally short fibers too require more control, in this case, it is not because of the stiffness but because it is more difficult to

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 234
parallelize the fibers with an open tooth pitch giving a low contact ratio. RIB THICKNESS: The rib thickness of the cylinder wire controls the carding "front" and thus the carding power. Generally the finer the fiber- the finer the rib width. The number of points across the carding machine is determined by the carding machine's design, production rate and the fiber dimensions. General trend is towards finer rib thicknesses, especially for high and very low production machines. Rib thickness should be selected properly, if there are too many wire points across the machine for a given cylinder speed, production rate and fiber fineness, "BLOCKAGE" takes place with disastrous results from the point of view of carding quality. In such cases, either the cylinder speed has to be increased or most likely the production rate has to be reduced to improve the sliver quality. POINT POPULATION: The population of a wire is the product of the rib thickness and tooth pitch per unit area. The general rule higher populations for higher production rates, but it are not true always. It depends upon other factors like production rate, fineness, frictional properties etc. TOOTH POINT:

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 235
The tooth point is important from a fiber penetration point of view. It also affects the maintenance and consistency of performance. Most of the recent cylinder wires have the smallest land or cut-to-point. Sharp points penetrate the fiber more easily and thus reduce friction, which in turn reduces wear on the wire and extends wire life. BLADE THICKNESS: Blade thickness affects the fiber penetration. The blade thickness is limited by practical considerations, but the finer the blade the better the penetration of fibers. Wires with thin blade thickness penetrate the more easily and thus reduce friction, which in turn reduces wear on the wire and extends wire life. BACK ANGLE: A lower back angle reduces fiber loading, but a higher value of back angle assists fiber penetration. Between the two extremes is an angle which facilitates both the reduction in loading and assists fiber penetration and at the same time gives the tooth sufficient strength to do the job for which it was designed. HARDNESS OF WIRE: The cylinder wire needs to be hard at the tip of the tooth where the carding action takes place. The hardness is graded from the hard tip to the soft rib. High carbon alloy steel is used to manufacture a cylinder wire and it is flame hardened. Rib should not be hardened; otherwise, it will lead to mounting problems.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 236
The design or type of clothing, selected for the fiber to be carded is important, but it is fair to state that within reason, an incorrect design of clothing in perfect condition can give acceptable carding quality whereas a correct clothing design in poor condition will never give acceptable carding quality. There is no doubt that the condition of the clothing’s is the most important single factor affecting quality at high rates of production. Wire condition and selection of wire are considered to be the two most important factors which influence the performance of modern high production carding machines. The condition of the clothing may be defined as the collective ability of the individual teeth of the clothing to hold on to the fiber against the opposing carding force exerted by other teeth acting in the carding direction. For a given design of clothing the condition of the teeth determines the maximum acceptable production rate that can be achieved at the card. The speed of the main cylinder of card provides the dynamic force required working on separating the fibers fed to the card but it is the ability of the carding teeth on the cylinder to carry the fiber forward against the opposing force offered by the teeth of the tops which determines the performance of the card. Increasing cylinder speed increases the dynamic forces acting upon the carding teeth and thus the condition of teeth becomes more important with increased speed. If the condition and design

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 237
of the cylinder wire is poor, the teeth will not be able to hold onto the fiber through the carding zone, thus allowing some of the freed fibred to roll itself into nep. DOFFER WIRE: The doffer is a collector and it needs to have a sharp tooth to pickup the condensed mass of fibers circulating on the cylinder. It also requires sufficient space between the teeth to be efficient in fiber transfer from the cylinder, consistent in the transfer rate and capable of holding the fiber under control until the doffer's stripping motion takes control. A standard doffer wire has an overall height of approx. 4.0 mm to facilitate the deeper tooth which must have sufficient capacity to collect all the fiber being transferred from the cylinder to meet production requirements. Heavier webs require a deeper doffer tooth with additional collecting Capacity to handle the increased fiber mass. The doffer wire's front angle plays a very important part in releasing the fiber from the cylinder wires Influence. A smaller angle has a better chance of enabling the doffer wires Teeth to find their way under the fibers and to secure the fiber’s release from the cylinder with greater efficiency. A 60 degree front angle for Doffer has been found to give the optimum performance under normal carding conditions. Too

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 238
small an angle results in cloudy web and uneven sliver whilst too large an angle results in fiber recirculation and NEP generation. Having collected the fiber, it is important for the doffer to retain it until it is stripped in a controlled manner by the doffer stripping motion. The tooth depth, tooth pitch and rib width combine to create the space available for fiber retention within the doffer wire. Thus they directly influence the collecting capacity. If the space is insufficient, fiber will fill the space and any surplus fiber will be rejected. When the surplus fiber is left to recollect on the cylinder, cylinder loading can take place. Unacceptable nep levels and fiber damage will also result. In severe cases pilling of the fiber will take place. The point of the doffer wire normally has a small land which helps to strengthen the tooth. The extremely small land of around 0.05 mm ensures that the doffer wire height is consistent, has no adverse effect on fiber penetration and is considered essential for efficient fiber transfer from the cylinder. The land has microscopic striations which are created during manufacturing or grinding. The striations help to collect the fibers from the cylinder and keep them under control during the doffing process.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 239
It has been found that a cut-to-point doffer wire penetrates the fiber better than does the landed point wire but is less likely to keep the fiber under control during the doffing process. Sometimes a cut-to-point doffer wire is accompanied by striations along one side of the tooth for this reason. Until recently 0.9mm rib thickness is standardized for doffer wire, regardless of production and fiber characteristics. This rib thickness has been found to give optimum results. However doffer wires with a 0.8mm rib thickness have been introduced for applications involving finer fibers. In general 300 to 400 PPSI (points per square inch) has been found to perform extremely well under most conditions. Doffer wire point population is limited by the wire angle and tooth geometry. Higher population for doffer does not help in improving the fiber transfer. As the production rate rises, the doffer speed also increases. The doffer is also influenced by the centrifugal force, as is the cylinder. But cylinder wire front angle can become closer to counter the effect of centrifugal force; to close the front angle on a doffer wire would reduce its collecting capacity and result in a lowering of the production rate. The solution is to use the wire with striations, which will hold the fiber until the doffer is stripped. The Hardness of the doffer wire is a degree lower than that of the cylinder but sufficiently hard to withstand the forces generated in doffing and the resultant wear of the wire. The reason for this

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 240
slightly lower hardness requirement is the longer and slimmer tooth form of the differ wire. The fibers which are not able to enter the wire will lay on top, i.e. completely out of control. There fore instead of being carded by the tops the fibers will be rolled. Similarly a fiber buried too deep within the cylinder wire will load the cylinder with fiber, weaken the carding action and limit the quantity of new fibers the cylinder can accept. Therefore, the production rate would have to be reduced. LICKER-IN WIRE: Licker-in with its comparatively small surface area and small number of carding teeth, suffers the hardest wear of all in opening the tangled mass of material fed to it. Successful action of the Licker-in depends upon a penetrating sharp point rather than a sharp leading edge as with the cylinder wire. Therefore the licker-in wire cannot be successfully restored to optimum performance by grinding. The most satisfactory system to adopt to ensure consistent performance is to replace the licker-in wire at regular intervals before sufficient wear has taken place to affect carding quality. The angles most widely used are 5 degrees negative or 10 degrees. There is no evidence to suggest recommendation of a tooth pitch outside the range of 3 to 6 points per inch. It is better to use Licker-in roller without groove. Interlocking wires are used for

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 241
such type of licker-ins. This avoids producing the eight precise grooves and to maintain them throughout its life. Interlocking wire is almost unbreakable and thus no threat to the cylinder tops and doffer in the event of foreign bodies entering the machine. FLAT TOPS: The flat tops are an equal and opposite carding force to the cylinder wire and it should be sharp, well maintained and of the correct design. The selection of flexible tops is very much related to the choice of cylinder wire, which in turn is related to the cylinder speed, production rate and fiber characteristics, as previously stated. The modern top is of the semi-rigid type, having Flexible foundation and sect oral wire. The points are well backed-off and side-ground to give the necessary degree of fineness. The strength of the top from a carding point of view is in the foundation and is affected by the number of plies and the type of material used. The position of the bend in the wire is determined by stress factors, at around 2:1 ratio along the length of the wire protrusion. The modern top is made from hardened and tempered wire to increase wear resistance, thus improving the life of the flat top. Life of the cylinder wire depends upon Material being processed production rate cylinder speed settings Wear is the natural and unavoidable side effect of the work done by the vital leading

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 242
edge of the metallic wire tooth in coping with the opposing forces needed to obtain the carding action which separates fiber from fiber. When the leading edge becomes rounded due to wear, there is a loss of carding power because the point condition has deteriorated to an extent where the leading edge can no longer hold on to the fiber against the carding resistance of the flats. This ultimately leads to fibers becoming rolled into nep with consequent degradation of carding quality. Therefore it is important to recognize that, due to the inevitable wear which takes place during carding, metallic wire must be reground at regular intervals with the object of correctly re sharpening the leading edge of each tooth. GRINDING: GRINDING A CUT-TO-POINT CYLINDER
WIRE:
Wire points of cylinder have become finer and the tip is cut-to-point. Because of this new profile, it has become necessary to recommend a little or no grinding of the cylinder wire following mounting. TSG grinding machine of GRAF (wire manufacturer) can be used to sharpen these modern wires. TSG grinding is a safe method of grinding. Before grinding, the wire should be inspected with a portable microscope to ascertain the wear.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 243
Based on this and the wire point land width, no of traverse for TSG grinding should be decided. If the width of the wire point tip is bigger and the wear out is more, the number of traverse during grinding should be more. For a new wire, 3 or 4 traverses may be enough. But it may require 10 to 30 traverses for the last grinding before changing the wire, depending upon the maintenance of the wire. GRINDING A NORMAL CYLINDER AND DOFFER WIRE: The first grinding of the metallic wire on the cylinder and doffer is the final and most important step leading up to providing the card with a cylinder in the best possible condition for carding well at maximum production rate. Grinding the lands of the teeth provides the leading edge of each tooth with the final sharpness required for maximum carding power. The first grinding should be allowed to continue until at least eighty percent (for cylinder) and 100% (for doffer) of the lands of the teeth have been ground sufficient to sharpen the leading edge of the tooth. To ascertain this stage of grinding, it is necessary to stop the cylinder regularly and use a simple microscope to examine the teeth at random across and round the cylinder.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 244
If the wire on the cylinder is of good quality and has been correctly mounted, the initial grinding period should be completed with in 20 min. It is essential to avoid over-working the wire before taking corrective action. The Re-grinding cycle must be determined accurately for the conditions applying in the individual mill, by using the microscope. If regrinding is done properly, there are several advantages carding quality will remain consistent There is no risk of overworking the wire Time required for regrinding is very short The exact condition of the clothing is known The working life of the wire is likely to be longer because the points are never allowed to become worn beyond recovery.
Cylinder Wire
To obtain acceptable grinding conditions at the low grinding speed, the grindstone must always be SHARP, CLEAN and

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 245
CONCENTRIC. If the grinding stone is gradually allowed to become dull and glazed through constant use, the limited cutting action available will eventually disappear, Resulting in burning and hooking of the carding teeth. Due to the low peripheral speed of the grindstone which has to be used, it is most important that the speed of the wire to be ground is as high as is practicable to provide a high relative speed between the grindstone surface and the carding teeth. If wire speed is low, the individual carding tooth spends too long a time in passing under the grindstone, thereby increasing the risk of hooking and burning the tooth, which is usually irreparable. With cylinder grinding, speed is no problem because the normal operating speed of the cylinder is more than sufficient. The speed of the doffer for grinding is more commonly a problem and this should be driven at a minimum speed of 250 m/min, to avoid damage when grinding the wire, the design which is particularly susceptible to hooking due to the long fine, low angled teeth needed on the doffer. The directions of rotation for metallic wire grinding are normally arranged so that the back edge of the tooth is first to pass under the grindstone. This is termed grinding "back of point"

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 246
GRINDING FLAT TOPS:
Flat Wire
Flat tops provide the opposing carding force against the cylinder wire and hence can equally affect Carding quality. It is essential to ensure that the tops are kept in good condition to maintain maximum carding power with the cylinder. Again, the only reliable approach is to examine the tops with the microscope and decide whether grinding is required or not. For cards fitted with regrind able tops, it is good practice to regrind the flats at regular intervals thus ensuring that the conditions of the two principal carding surfaces are always complementary one to other.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 247
DRAWFRAME TASKS OF DRAWFRAME

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 248
Through doubling the slivers are made even. Doubling results in homogenization (blending) through draft fibers get parallelized hooks created in the card are straightened through the suction ,intensive dust removal is achieved auto levellers maintains absolute sliver fineness Quality of the draw frame sliver determines the yarn quality. Drawing is the final process of quality improvement in the spinning mill.
Auto-levelling- Laxmi
Drafting is the process of elongating a strand of fibers, with the intention of orienting the fibers in the direction of the strand and reducing its linear density. In a roller drafting system, the strand is passed through a series of sets of rollers, each successive set rotating at a surface velocity greater than that of the previous set. During drafting, the fibers must be moved relative to each other as uniformly as possible by overcoming the cohesive friction.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 249
Uniformity implies in this context that all fibers are controllably rearranged with a shift relative to each other equal to the degree of draft. In draw frame, the rollers are so rotated that their peripheral speed in the through flow direction increases from roller pair to roller pair, then the drawing part of the fibers, i.e. the draft, takes place. Draft is defined as the ratio of the delivered length to the feed length or the ratio of the corresponding peripheral speeds. Drawing apart of the fibers is affected by fibers being carried along with he roller surfaces. For this to occur, the fibers must move with the peripheral speed of the rollers. This transfer of the roller speed to the fibers represents one of the problems of drafting operation. The transfer can be effected only by friction, but the fiber strand is fairly thick and only its outer layers have contact with the rollers, and furthermore various, non-constant forces act on the fibers. Roller drafting adds irregularities in the strand .Lamb states that, though an irregularity causing mechanism does exist in drafting, drafting also actually reduced the strand irregularities by breaking down the fiber groups. Drafting is accompanied by doubling on the draw frame, this offsets the added irregularity. Variance (sliver out) = Variance (sliver in) + Variance (added by m/c)

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 250
In Statistics, Variance is the square of standard deviation. Two passages of drawing with eight ends creeled each time would produce a single sliver consisting of 64 ribbons of fiber in close contact with each other .In the ultimate product, each ribbon may be only a few fibers thick, and thus the materials of the input slivers are dispersed by the drawing process. The term doub ling is also used to describe this aspect of drawing. Drafting arrangement is the heart of the draw frame. The drafting arrangement should be simple stable design with smooth running of rollers able to run at higher speeds and produce high quality product flexible i.e. suitable to process different materials, fiber lengths and sliver hanks able to have good fiber control easy to adjust Roller drafting causes irregularities in the drafted strand since there is incomplete control of the motion of each individual fiber or fiber group. The uniformity of the drafted strand is determined by draft ratio roller settings material characteristics pressure exerted by the top roller hardness of top roller fluting of the bottom rollers Distribution of draft between the various drafting stages. Drafting is affected by the following raw material factors no of fibers in the cross section fiber fineness degree of parallelization of the fibers compactness of the fiber strand fiber cohesion which depends on surface structure crimp lubrication compression of the strand fiber length twist in the fiber distribution of fiber length. 3-over-3 roller drafting arrangements with pressure bar is widely used in the modern draw frames bigger front rollers are stable and operated at lower speeds of revolution, this necessitated pressure bar arrangement for better control of fibers. Some draw frames are with 4-over-3 drafting arrangement, but strictly speaking it behaves like a 3-over-3 drafting

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 251
system except for the fact that fourth roller helps to guide the sliver directly into the delivery trumpet. DRAFTING WAVE: Floating fibers are subject to two sets of forces acting in opposite directions. The more number of fibers which are moving slowly because of the contact with the back rollers restrain the floating fibers from accelerating. The long fibers in contact with the front rollers tend to accelerate the floating fibers to the higher speed. As the floating fibers move away from the back roller, the restraining force by back roller held fibers reduces, and the front roller influence increases. At some balance point, a fiber accelerates suddenly from low to high speed. This balance point is compounded by the laws of friction, static friction being higher than dynamic friction. When one floating fiber accelerates, the neighboring short fibers suddenly feel one more element tending to accelerate them and one fewer trying to restrain them. Thus there may be an avalanche effect which results in drafting wave.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 252
Comber

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 253

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 254
Laxmi-Reiter Comber
Combing is the process which is used to upgrade the raw material. It influences the following yarn quality yarn evenness strength cleanness smoothness visual appearance. In addition to the above, combed cotton needs less twist than a carded yarn. TASK OF THE COMBER: To produce an improvement in yarn quality, the comber must perform the following operation. Elimination of short fibers elimination of remaining impurities elimination of NEP The basic operation of the comber is to improve the mean length or staple length by removing the short fibers. Since fineness of short fibers (noil) is low, the overall micronaire of the sliver after combing is high. Because of combing, fiber parallelization increases. Please note that this is a side effect which is not an advantage always. The high degree of parallelization might reduce inter-fiber adhesion in the sliver to such an extent that the fibers slide apart while pulled out of the can. This may lead to sliver breaks or false draft. SEQUENCE OF OPERATION IN A COMBER Feeding, lap is fed by feed roller fed lap gripped by the nipper gripped lap is combed by circular comb detaching roller grips

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 255
the combed lap and moves forward while the detaching roller delivers the material, top comb comes into action to further clean the lap While going back, nipper opens and Receives a new bit of lap The raw material delivered by the carding machine can not be fed directly to the comber. Lap preparation is a must A good lap fed to the comber should have highest degree of evenness so that lap is gripped uniformly by the nipper a good parallel disposition of fibers so that long fibers will not be lost in the noil trailing hooks from carding should be fed as leading hooks to reduce long fiber loss in the noil. Degree of parallelization of lap fed to the combers should be optimum. If fibers are over parallelized lap licking will be a major problem. Because of fiber to fiber adhesion, mutual separation of layers within the sheet is very poor .Moreover the retaining power of the sheet can be strongly reduced that it is no longer able to holdback the nep as it usually does. Some of these nep also pass thro the top comb. Neppiness of the web is increased. Retaining power of the fibers results in self cleaning of the lap during combing operation. A thick sheet always exerts a greater retaining power than a thin one. To certain extent, the bite of the nipper is more effective with a higher sheet volume. On the

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 256
negative side, a thick sheet always applies a strong load to the comb and this can lead to uncontrolled combing. A compromise should be struck between quality and productivity. If the sheet is more even across the width, clamping effect at the bite of the nipper will be better. Evenness of the lap is therefore of considerable significance. The most effective method of obtaining a high degree of evenness of the sheet is through more number of doublings in the web form. (As it is done in RIBBON LAP) Fibers must be presented to the comber so that leading hooks predominate in the feedstock. This influences not only the opening out of the hooks themselves, but also the cleanliness of the web. If the sheet is fed to the comber in the wrong direction, the number of nep rises markedly. Both quantity and form of fiber hooks depend mainly upon the stiffness of the fibers. This rises to the second or third power with fine fibers. Fine and long fibers will always exhibit more and longer hooks than short and coarse fibers. Accordingly, the role of fiber hooks in the spinning process becomes more significant as fibers become finer. There are two types of feeds in COMBER Forward feed (concurrent feed):Feed of the sheet into the nippers occurs while the nippers move towards the detaching roller Backward feed (counter-feed) : Feed of the sheet occurs during return of the nippers Higher Noil % always improves the imperfections in the

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 257
final yarn. But the strength and other quality parameters improve up to certain noil %, further increase in noil results in quality deterioration. In backward feed, the cylinder comb combs through the fibers more often than in forward feed. Therefore, the elimination of impurities and nep is always good. However the difference is usually undetectable in modern high performance combers of the latest generation. The FEED LENGTH has a direct influence on production rate, noil %, and the quality of combing. High feed length increases the production rate but cause deterioration in quality. Higher the quality requirement, feed length should be lower. To some extent, the feed length may be decided by the length of the fiber also. Detaching length is the distance between the bite of the nippers and the nip of the detaching rollers. This distance directly affects the noil %. More the detaching distance, higher the elimination of noil. Needles of the top comb have a flattened cross section and are used with a point density in the range of 22 to 32 needles per centimeter- more the needles- more the noil%. The Depth of Penetration of top comb also affects the Noil %. If the comb depth is increased by 0.5mm, approximately 2% increase in noil will occur. When the depth is increased, the main improvement in quality is seen in Nep. Over deep

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 258
penetration of top comb disturbs fiber movement during piecing which will deteriorate the quality. Since the web from detaching roller is intermittent because of the intermittent functions like feeding, combing and detaching, to have a continuous web from the comber, fiber fringes are laid on the top of each other in the same way as roofing tiles. This process is called Piecing. This is a distinct source of fault in the operation of Rectilinear Combing. The sliver produced in this way exhibits a periodic variation. As large a lap as possible with adapted lap weight which is as high and as uniform as possible must be positioned in front of the comber. The better the comber lap is prepared, the heavier the lap weight can be set on the comber and the less the resultant noil waste with the same degree of cleanliness of the yarn. The higher degree of combing out is used in order to permit final spinning of ultra-fine yarns or to increase the strength of a yarn. Reducing the lint content improves the medium staple. However, not all cottons meet these requirements. Low degree of combing out, on the other hand, frequently serves to improve purity. When the card sliver is pulled through the needle bars, these separate off foreign bodies, large neps and torn fibers. Light combing out has also been introduced to a greater extent owing to the impairments in cotton purity influenced by mechanical harvesting. Even when combing with minimum noil

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 259
percentages, there is a noticeable improvement in fiber parallelism in the sliver. Even the smoothness and shine of the yarn are improved. It must thus be anticipated that this method will become more and more popular in the future. Production of the comber is dependent upon the following N- Nips per min S- Feed in mm/nip G- Lap weight in g/m K- Noil percentage A- Tension draft between lap and feed roller (from 1.05 to 1.1) E- Efficiency Production = (E * N * S * G * (100-K) * 60 * 8) / (1000 * 1000 * A *100)
ROVING FRAME Roving machine is complicated, liable to faults, causes defects, adds to production costs and delivers a product that is sensitive in both winding and unwinding. This machine is forced to use by the spinner for the following two reasons. Sliver is thick, untwisted strand that tends to be hairy and to Create fly. The draft needed to convert this is around 300 to 500. Drafting arrangements of ring frames are not capable of processing this strand in a single drafting operation to create a yarn that meets all the normal demands on such yarns.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 260
Laxmi- Reiter Roving Frame
Attenuation- drafting the sliver into roving twisting the drafted strand winding the twisted roving on a bobbin Fiber to fiber cohesion is less for combed slivers. Rollers in the creel can easily create false drafts. Care must be taken to ensure that the slivers are passed to the drafting arrangement without disturbance. Therefore, a perfect drive to the creel rollers is very important.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 261
The drafting arrangement drafts the material with a draft between 5 and 15.The delivered strand is too thin to hold itself together at the exit of the front bottom roller. Bobbin and flyer are driven separately, so that winding of the twisted strand is carried out by running the bobbin at a higher peripheral speed than the flyer.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 262
The bobbin rail is moving up and down continuously, so that the coils must be wound closely and parallel to one another to ensure that as much as material is wound on the bobbin. Since the diameter of the packages increases with each layer, the length of the roving per coil also will increase. Therefore the speed of movement of bobbin rail must be reduced by a small amount after each completed layer Length delivered by the front roller is always constant. Owing to the increase in the diameter of the package for every up and down movement, the peripheral speed of package should keep on changing , to maintain the same difference in peripheral speeds between package and flyer.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 263
There are two types of drafting systems. 3/3 drafting system 4/4 drafting system in general 3/3 drafting system is used, but for higher draft applications 4/4 drafting system is used. The draft often has limits not only at the upper limit (15 to 20), but also at lower limit. It is around 5 for cotton and 6 for synthetic fibers. If drafts below these lower limits are attempted, then the fiber masses to be moved are too large, the drafting resistance becomes too high and the drafting operation is difficult to control. It is advisable to keep the break draft (pre draft) as low as possible, because lower break-draft Always improves roving evenness. In general two condensers are used in the drafting arrangement. The purpose of these condensers is to bring the fiber strands together. It is difficult to control, Spread fibred masses in the drafting zone and they cause un evenness. In addition, a widely spread strands leaving the drafting arrangement leads to high fly levels and to high hairiness in the roving. The size of condensers should be selected according to the volume of the fiber sliver. Flyer inserts twist. Each flyer rotation creates one turn in the roving. Twist per unit length of roving depends upon the delivery rate. Turns per meter = (flyer rpm)/(delivery speed (m/min))Higher levels of roving twist, therefore, always represent production losses in Roving frame and possible draft problems in the ring spinning machine. But very low twist levels will cause false drafts and roving breaks in the roving frame

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 264
Centrifugal tension is created at the bobbin surface as the layers are being wound and is created by the rotation of the package. Each coil of roving can be considered as a high-speed rotating spool of roving on which centrifugal tension increases with increasing diameter of the package. Centrifugal tension in the roving is proportional to the square of the winding surface velocity. In this context, Centrifugal force acts in such a manner as to lift the top roving strand from the surface of the package so that the radial forces within the strand that hold the fibers together are reduced and the roving can be stressed to the point of rupture. Breaks of this type may occur at the winding-on Point of the presser or in strands that have just been wound on the top surface of the package. This phenomenon is known as "bobbin-bursting”. This phenomenon will be prominent if the twist per inch is less or the spindle speed is extremely high when the bobbin is big. Apart from inserting twist, the flyer has to lead the very sensitive strand from the flyer top to the package without introducing false drafts. Latest flyers have a very smooth guide tube set into one flyer leg and the other flyer leg serves to balance the flyer. The strand is completely protected against air flows and the roving is no longer pressed with considerable force against the

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 265
Metal of the leg, as it is in the previous designs. Frictional resistance is considerably reduced, so that the strand can be pulled through with much less force. False twisters are used on the flyers to add false twist when the roving g is being twisted between the front roller and the flyer. Because of this additional twist, the roving is strongly twisted and this reduces the breakage rate. Spinning triangle is also reduced which will reduce the fiber fly and lap formation on the front bottom roller. Because of the false twister, the roving becomes compact which helps to increase the length wound on the bobbin. This compactness helps to increase the flyer speed also. Roving strength is a major factor in determining winding limitations. It must be high enough for the fibers to hold together in a cohesive strand and low enough for satisfactory drafting at the spinning Machine. The factors affecting roving strength are as follows: the length, fineness, and parallelization of fibers the amount of twist and compactness of the roving The uniformity of twist and linear density. BUILDER MOTION: This device has to perform the following tasks: To shift the belt according to the bobbin diameter increase to reverse the bobbin rail direction at top and bottom to shorten the lift after each layer to form tapered ends shifting of the belt

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 266
is under the control of the ratchet wheel. The ratchet wheel is permitted to rotate by a half tooth. The bobbin diameter increases more or less rapidly depending upon roving hank. The belt must be shifted through corresponding steps. The amount of shifting, which depends upon the thickness of the roving, is modified by replacement of the ratchet wheel or by other gears .If a ratchet wheel with fewer teeth is inserted, and then the belt is shifted through larger steps, i.e. it moves more rapidly, and vice versa. To form a package, the layer must be laid next to its neighbors. For that the lay-on point must continually be moved. The shift of the winding point is affected by moving the bobbin rail. This raising and lowering is done by rails. Since the package diameter is steadily increasing, the lift speed must be reduced by a small amount after each completed layer. During winding of a package, the ratchet is rotated at every change-over. Reversal of the bobbin layer occurs little earlier for every reversal. This gives a continuous reduction in the lift of the rail. Thus bobbins are built with taper.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 267
RING FRAME
The ring spinning will continue to be the most widely used form of spinning machine in the near future, because it exhibits significant advantages in comparison with the new spinning processes Following are the advantages of ring spinning frame It is universally applicable; i.e. any material can be spun to any required count it delivers a material with optimum characteristics, especially with regard to structure and strength. it is simple and easy to master the know how is well established and accessible for everyone Functions of ring frame to draft the roving until the required fineness is achieved to impart strength to the fiber, by inserting twist to wind up the twisted strand

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 268
(yarn) in a form suitable for storage, transportation and further processing. DRAFTING Drafting arrangement is the most important part of the machine. It influences mainly evenness and strength The following points are therefore very important drafting type design of drafting system drafting settings selection of drafting elements like cots, apron, traveller etc choice of appropriate draft service and maintenance Drafting arrangement influence the economics of the machine - directly by affecting the end break rate and indirectly by the maximum draft possible. If higher drafts can be used with a drafting arrangement, then coarser roving can be used as a feeding material. This results in higher production rate at the roving frame and thus reducing the number roving machines required, space, personnel and so on. In fact increase in draft affects the yarn quality beyond certain limit. Within the limit some studies show that increase in draft improves yarn quality. The following draft limits have been established for practical operation: carded cotton- up to 35 carded blends - up to 40 combed cotton and blends (medium counts) - up to 40 combed cotton and blends (fine counts) - up to 45 synthetic fibers - up to 50.Magnetic The break draft must be adapted to the total draft in each case since the main draft should

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 269
not exceed 25 to 30. It should be noted that higher the break draft, more critical is the break draft setting.
Magnetic Drafting System- Short Staple
The front top roller is set slightly forward by a distance of 2 to 4mm relative to the front bottom roller, while the middle top roller is arranged a short distance of 2mm behind the middle bottom roller. Overhang of the front top roller gives smooth running of the top rollers and shortens the spinning triangle. This has a correspondingly favorable influence on the end break rate.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 270
New System-Sussen
Rubber cots with hardness less than 60 degrees shore are normally unsuitable because they can not recover from the deformation caused by the Normally harder rubber cots are used for back top rollers, because the roving which enters the back roller is compact, little twisted and it does not require any additional guidance for better fiber control. In the front top roller, only few fibers remain in the strand and this exhibit a tendency to slide apart. Additional fiber guidance is therefore necessary. Therefore rubber cots with hardness levels of the order 80 degrees to 85 degrees shore are mostly used at the back roller and 63 degrees and 65 Degrees at the front roller. If coarse yarns and synthetic yarns are being spun, harder rubber cots are used at the front roller because of increased wear and in the case of synthetic yarns to

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 271
reduce lap ups.Three kinds of top roller weighting (loading) are presently in use spring loading pneumatic loading magnetic weighting. With pneumatic loading system, the total pressure applied to all top rollers is obtained by simple adjustment of the pressure in the hose using pressure reducing valve. Moreover the rubber cots will not get deformed if the machine is stopped for a longer duration, because the pressure on top rollers can be released to the Minimum level. The fiber strand in the main drafting field consists of only a few remaining fibers. There is hardly any friction field and fiber guidance provided by the rollers alone is inadequate. Special fiber guiding devices are therefore needed to carry out a satisfactory drafting operation. Double apron drafting arrangements with longer bottom aprons is the most widely used guiding system in all the modern ring frames.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 272
New Sussen Drafting
In double apron drafting system two revolving aprons driven by the middle rollers form a fiber guiding assembly. In order to be able to guide the fibers, the upper apron must be pressed with controlled force against the lower apron. For this purpose, a controlled spacing (exit opening), precisely adapted to the fiber volume is needed between the two aprons at the delivery. This spacing is set by "spacer" or "distance clips”. Long bottom aprons have the advantage in comparison with short ones that they can be easily replaced in the event of damage and there is less danger of choking with fluff.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 273
Laxmi-Reiter Ring Frame Spindles and their drive have a great influence on power consumption and noise level in the machine The running characteristics of a spindle, especially imbalance and eccentricity relative to the ring flange, also affect yarn quality and of course the number of end breakage.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 274
Almost all yarn pressure on the top roller while running. Soft rubber cots for top rollers have a greater area of contact, enclose the fiber strand more completely and therefore provide better guidance for the fibers .However softer cots wear out significantly faster and tend to form more laps. Parameters are affected by poorly running spindles. Hence it should be ensured that the centering of the spindles relative to the rings is as accurate as possible. Since the ring and spindle form independent units and are able to shift relative to Each other in operation, these two parts must be re-centered from time to time. Previously, this was done by shifting the spindle relative to the ring, but now it is usually carried out by adjusting the ring. In comparison with Tangential belt drive, the 4-spindle drive has the advantages of lower noise level and energy consumption, and tapes are easier to replace. Lappet guide performs the same sequence of movements as the ringtail, but with a shorter stroke, this movement of the guide ensures that differences in the balloon height caused by changes in the ring rail positions do not become too large. This helps to control the yarn tension variation with in control, so that ends down rate and yarn characteristics are under control. Spindles used today are relatively long. The spacing between the ring and the thread guide is correspondingly long, thus giving a high balloon. This has two negative influences a high balloon

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 275
results in large bobbin diameter leading to space problems Larger the balloon diameter, higher the air drag on the yarn. This in turn causes increased deformation of the balloon curve out of the plane intersecting the spindle axis. This deformation can lead to balloon stability; there is increase danger of collapse. .Both these disadvantages result in higher yarn tension, thereby higher end breaks .In order to avoid this, balloon control rings are used. It divides the balloon into two smaller sub-balloons. In spite of its large overall height, the double-balloon created in this way is thoroughly stable even at relatively low yarn tension. Balloon control rings therefore help to run the machine with long spindles (longer lift) and at high spindle speed, but with lower yarn tension. Since the yarn rubs against the control ring, it may cause roughening of the yarn. Most ends down arise from breaks in the spinning triangle, because very high forces are exerted on strand consisting of fibers which have not yet been fully bound together in the spinning triangle. RING and TRAVELLER/COMBINATION: Smoothness of running running-in conditions fiber the following factors should be considered materials of the ring traveler surface characteristics the forms of both elements wear resistance

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 276
High Speed Ring
For the rings two dimensions are of primarily importance. 1. Internal diameter 2. Flange width. Anti wedge rings exhibit an enlarged flange inner side and is markedly flattened on it upper surface. This type of profile permitted to use travellers with a lower centre of gravity and precisely adapted bow (elliptical travellers), which in turn helped to run the machine with higher spindle speeds. Ant wedge rings and elliptical travellers belong together and can be used in combination. Low crown profile has the following advantage. Low crown ring has a flattened surface top and this gives space for the passage of the yarn so that The curvature of the traveller can also be reduced and the centre of gravity is lowered. In comparison with ant wedge ring, the low crown ring has the advantage that the space provided for passage of the yarn is somewhat larger and that all current traveller shapes can be applied, with the exception of the

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 277
elliptical traveller. The low crown ring is the most widely used ring form now. The ring should be tough and hard on its exterior. The running surface must have high and even hardness in the range 800-850 Vickers. The traveler hardness should be lower (650-700 Vickers), so that wear occurs mainly on the traveller, which is cheaper and easier to replace. Surface smoothness should be high, but not too high, because lubricating film can not build up if it too smooth. A good ring in operation should have the following features: best quality raw material good, but not too high, surface smoothness an even surface exact roundness good, even surface hardness, higher than that of the traveler Should have been run in as per ring manufacturers requirement long operating life correct relationship between ring and bobbin tube diameters Perfectly horizontal position it should be exactly centered relative to the spindle In reality, the traveller moves on a lubricating film which builds up itself and which consist primarily of cellulose and wax. This material arises from material abraded from the fibers. If fiber particles are caught between the ring and traveller, then at high traveller speeds and with correspondingly high centrifugal

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 278
forces, the particles are partially ground to a paste of small, colorless, transparent and extremely thin platelets. The platelets are continually being replaced during working. The traveller smoothes these out to form a continuous running surface. The position, form and structure of Lubricating film depends on yarn fineness yarn structure fiber raw material traveller mass traveller speed high of traveller bow. Modern ring and traveller combination with good fiber lubrication enable traveller speeds up to 40m/sec. Traveller imparts twist to the yarn. Traveller and spindle together help to Wind the yarn on the bobbin. Length wound up on the bobbin corresponds to the difference in peripheral speeds of the spindle and traveller. The difference in speed should correspond to length delivered at the front rollers. Since traveller does not have a drive on its own but is dragged along being by the spindle. High contact pressure (up to 35 N/square mm) is generated between the rings and the traveller during winding, mainly due to centrifugal force. This pressure leads to generation of heat. Low mass of the traveller does not permit dissipation of the generated heat in the short time available. As a result the operating speed of the traveller is limited.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 279
When the spindle speed is increased, the friction work between ring and traveller (hence the build up) increases as the 3rd power of the spindle rpm. Consequently if the spindle speed is too high, the traveller sustains thermal damage and fails. This speed restriction is felt particularly when spinning cotton yarns of relatively high strength. If the traveller speed is raised beyond normal levels, the thermal stress limit of the traveller is exceeded; a drastic change in the wear behavior of the ring and traveller ensues. Owing to the strongly increased adhesion forces between ring and traveller, welding takes place between the two. These seizures inflict massive damage not only to the traveller but to the ring as well .Due to this unstable behavior of the ring and traveller system the wear is at least an order of magnitude higher than during the stable phase. The traveller temperature reaches 400 to 500 degrees Celsius and the danger of the traveller annealing and failing is very great. The spinning tension is proportional to the friction coefficient between ring and traveller to the traveller mass to the square of the traveler speed and inversely proportional to the ring diameter and the angle between the connecting line from the traveller-spindle axis to the piece of yarn between the traveller and cop. The yarn strength is affected only little by the spinning tension. On the other hand the elongation diminishes with increasing tension, for every tensile load of the fibers lessens the residual

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 280
elongation in the fibers and hence in the yarn. Increasing tension leads also to poorer Uster regularity and IPI Values. If the spinning tension is more, the spinning triangle becomes smaller. As the spinning triangle gets smaller, there is less hairiness. SHAPE OF THE TRAVELLER: The traveller must be shaped to match exactly with the ring in the contact zone, so that a single contact surface, with the maximum surface area is created between ring and traveller. The bow of the traveller should be as flat as possible, in order to keep the centre of gravity low and thereby improve smoothness of running. However the flat bow must still leave adequate space for passage of the yarn. If the yarn clearance opening is too small, rubbing of the yarn on the ring leads to roughening of the yarn, a high level of fiber loss as fly, deterioration of yarn quality and formation of melt spots in spinning of synthetic fiber yarns. WIRE PROFILE OF THE TRAVELLER: High Speed Ring For the rings two dimensions are of primarily importance. 1. Internal diameter 2. Flange width. Ant wedge rings exhibit an enlarged flange inner side and is markedly flattened on it upper surface. This type of profile permitted to use travellers with a lower centre of gravity and precisely adapted bow (elliptical

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 281
travellers), which in turn helped to run the machine with higher spindle speeds. Anti wedge rings and elliptical travellers belong together and can be used in combination. Low crown profile has the following advantage. Low crown ring has a flattened surface top and this gives space for the passage of the yarn so that the curvature of the traveller can also be reduced and the centre of gravity is lowered. In comparison with antiwedge ring, the low crown ring has the advantage that the space provided for passage of the yarn is somewhat larger and that all current traveller shapes can be applied, with the exception of the elliptical traveller. The low crown ring is the most widely used ring form now. The ring should be tough and hard on its exterior. The running surface must have high and even hardness in the range 800-850 Vickers. The traveler hardness should be lower (650-700 Vickers), so that wear occurs mainly on the traveller, which is cheaper and easier to replace. Surface smoothness should be high, but not too high, because lubricating film can not build up if it too smooth. A good ring in operation should have the following features: best quality raw material good, but not too high, surface smoothness an even surface exact roundness good, even surface hardness, higher than that of the traveler Should have been run in as per ring manufacturers requirement long

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 282
operating life correct relationship between ring and bobbin tube diameters Perfectly horizontal position it should be exactly centered relative to the spindle in reality, the traveller moves on a lubricating film which builds up itself and which consist primarily of cellulose and wax. This material arises from material abraded from the fibers. If fiber particles are caught between the ring and traveller, then at high traveller speeds and with correspondingly high centrifugal forces, the particles are partially ground to a paste of small, colorless, transparent and extremely thin platelets. The platelets are continually being replaced during working. The traveller smoothes these out to form a continuous running surface. The position, form and structure of lubricating film depend on yarn fineness yarn structure fiber raw material traveller mass traveller speed high of traveller bow. Modern ring and traveller combination with good fiber lubrication enable traveller speeds up to 40m/sec. Traveller imparts twist to the yarn. Traveller and spindle together help to Wind the yarn on the bobbin. Length wound up on the bobbin corresponds to the difference in peripheral speeds of the spindle and traveller.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 283
The difference in speed should correspond to length delivered at the front rollers. Since traveller does not have a drive on its own but is dragged along being by the spindle. High contact pressure (up to 35 N/square mm) is generated between the ring and the traveller during winding, mainly due to centrifugal force. This pressure leads to generation of heat. Low mass of the traveller does not permit dissipation of the generated heat in the short time available. As a result the operating speed of the traveller is limited. When the spindle speed is increased, the friction work between ring and traveller (hence the build up) increases as the 3rd power of the spindle rpm. Consequently if the spindle speed is too high, the traveller sustains thermal damage and fails. This speed restriction is felt particularly when spinning cotton yarns of relatively high strength. If the traveller speed is raised beyond normal levels, the thermal stress limit of the traveller is exceeded; a drastic change in the wear behavior of the ring and traveller ensues. Owing to the strongly increased adhesion forces between ring and traveller, welding takes place between the two. These seizures inflict massive damage not only to the traveller but to the ring as well .Due to this unstable behavior of the ring and traveller system the wear is at least an order of magnitude higher than during the

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 284
stable phase. The traveller temperature reaches 400 to 500 degrees Celsius and the danger of the traveller annealing and failing is very great. The spinning tension is proportional to the friction coefficient between ring and traveller to the traveller mass to the square of the traveler speed and inversely proportional to the ring diameter and the angle between the connecting line from the traveller-spindle axis to the piece of yarn between the traveller and cop. The yarn strength is affected only little by the spinning tension. On the other hand the elongation diminishes with increasing tension, for every tensile load of the fibers lessens the residual elongation in the fibers and hence in the yarn. Increasing tension leads also to poorer Uster regularity and IPI values. If the spinning tension is more, the spinning triangle becomes smaller. As the spinning triangle gets smaller, there is less hairiness. SHAPE OF THE TRAVELLER: The traveller must be shaped to match exactly with the ring in the contact zone, so that a single contact surface, with the maximum surface area is created between ring and traveller. The bow of the traveller should be as flat as possible, in order to keep the centre of gravity low and thereby improve smoothness of running. However the flat bow must still leave adequate space for passage of the yarn. If the yarn clearance opening is too small, rubbing of the yarn on the ring leads to roughening of the

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 285
yarn, a high level of fiber loss as fly, deterioration of yarn quality and formation of melt spots in spinning of synthetic fiber yarns. WIRE PROFILE OF THE TRAVELLER: Wire profile influences both the behavior of the traveller and certain yarn characteristics; they are contact surface of the ring smooth running thermal transfer yarn clearance opening roughening effect hairiness MATERIAL OF THE TRAVELLER The traveller should generate as little heat as possible quickly distribute the generated heat from the area where it develops over the whole volume of the traveller transfer this heat rapidly to the ring and the air be elastic, so that the traveller will not break as it is pushed on to the ring exhibit high wear resistance be less hard than the ring, because the traveller must wear out in use in preference to the ring. In view of the above said requirements, traveller manufacturers have made efforts to improve the running properties by surface treatment. "Braecker" has developed a new process in which certain finishing components diffuse into the traveller surface and are fixed in place there. The resulting layer reduces temperature rise and increases wear resistance.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 286
Traveller mass determines the magnitude of frictional forces between the traveller and the ring, and these in turn determine the winding and balloon tension. Mass of the traveller depends upon yarn count yarn strength spindle speed material being spun if traveller weight is too low, the bobbin becomes too soft and the cop content will be low. If it is unduly high, yarn tension will go up and will result in end breaks. If a choice is available between two traveller weights, then the heavier is normally selected, since it will give greater cop weight, smoother running of the traveller and better transfer of Heat out of traveler .When the yarn runs through the traveller, some fibers are liberated. Most of these fibers float away as dust in to the atmosphere, but some remain caught on the traveller and they can accumulate and form a tuft. This will increase the mass of traveller and will result in end break because of higher yarn tension. To avoid this accumulation, traveller clearers are fixed close to the ring, so that the accumulation is prevented. They should be set as close as possible to the traveller, but without affecting its movement. Exact setting is very important. Specific shape of the cop is achieved by placing the layers of yarn in a conical arrangement. In the winding of a layer, the ring rail is moved but with increasing speed in the upward direction and quickly but with decreasing speed downwards. This gives a

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 287
ratio between the length of yarn in the main (up) and cross (down) windings about 2:1. The total length of a complete layer (main and cross windings together) should not be greater than 5m (preferably 4 m) to facilitate unwinding. The traverse stroke of the ring rail is ideal when it is about 15 to 18% greater than the ring diameter. End break suction system has a variety of functions. It removes fibers delivered by the drafting arrangement after an end break and thus prevents multiple end breaks on neighboring spindles. It enables better environmental control, since a large part of the return air-flow of the air condition system is led past the drafting system, especially the region of the spinning triangle. In modern installations, approx. 40 to 50 % of the return air-flow passes back into the duct system of the air conditioning plant via the suction tubes of pneumafil suction system. A relatively high vacuum must be generated to ensure suction of waste fibers for cotton - around 800 Pascal’s for synthetic - around 1200 PASCAL’s A significant pressure difference arises between the fan and the last spindle. This pressure difference will be greater, the longer the machine and greater the volume of air to be transported. The air flow rate is normally between 5 and 10 cubic meter and hour. Remember

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 288
that the power needed to generate an air-flow of 10 cubic meter/ hour , is about 4.5 times the power needed for an air-flow of 6 cubic meter/ hour, because of the significantly higher vacuum level developed at the fan. SPINNING GEOMETRY: From Roving bobbin to cop, the fiber strand passes through drafting arrangement, thread guide, balloon control rings and traveller. These parts are arranged at various angles and distances relative to each other. The distances and angles together are referred to as the spinning geometry, has a significant influence on the spinning operation and the resulting yarn. They are yarn tension number of end breaks yarn irregularity binding-in of the fibers yarn hairiness generation of fly etc. Spinning Triangle: Twist in a yarn is generated at the traveller and travel against the direction of yarn movement to the front roller. Twist must run back as close as possible to the nip of the rollers, but it never penetrates completely to the nip because, after leaving the rollers, the fibers first have to be diverted inwards and wrapped around each other. There is always a triangular bundle of fibers without twist at the exit of the rollers; this is called as

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 289
SPINNING TRIANGLE. Most of the end breaks originate at this point. The length of the Spinning triangle depends upon the spinning geometry and upon the twist level in the yarn.
The top roller is always shifted 3 to 6 mm forward compared to bottom roller. This is called top roller overhang. This gives smoother running and smaller spinning triangle. The overhang must not be made too large, as the distance from the opening of the aprons to the roller nip line becomes too long resulting in poorer fiber control and increased yarn irregularity. Continuous variation of the operating conditions arises during winding of a cop. The result is that the tensile force exerted on yarn must be much higher during winding on the bare tube than during winding on the full cop, because of the difference in the angle of attack of the yarn on the traveller. When the ring rail is at the upper end of its stroke, in spinning onto the tube, the yarn tension is substantially higher than when

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 290
the ring rail is at its lowermost position. This can be observed easily in the balloon on any ring Spinning machine. The tube and ring diameters must have a minimum ratio, between approx. 1:2 and 1:2.2, in order to ensure that the yarn tension oscillations do not become too great. Yarn tension in the balloon is the tension which finally penetrates almost to the spinning triangle and which is responsible for the greater part of the thread breaks. It is reduced to a very small degree by the deviation of the yarn at the thread guide. Equilibrium of forces must be obtained between the yarn tension and balloon tension.
Ring Frame-Auto Doffing

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 291
In most cases, the limit to productivity of the ring spinning machine is defined by the travellers in interdependence with the ring, and yarn. It is very important for the technologist to understand this and act on them to optimize the yarn production. The following factors should be considered materials of the ring traveler surface characteristics the forms of both elements (ring and traveller) wear resistance smoothness of running running-in conditions fiber lubrication
Spinning Tension

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 292
TRAVELLER: Traveller imparts twist to the yarn. Traveller and spindle together help to wind the yarn on the bobbin. Length wound up on the bobbin corresponds to the difference in peripheral speeds of the spindle and traveller. The difference in speed should correspond to length delivered at the front rollers. Since traveller does not have a drive on its own but is dragged along being by the spindle.
Spindle Bearing
High contact pressure (up to 35 N/square mm) is generated between the ring and the traveller during winding, mainly due to

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 293
centrifugal force. This pressure leads to generation of heat. Low mass of the traveller does not permit dissipation of the generated heat in the short time available. As a result the operating speed of the traveller is limited. Heat produced when by the ring traveller is around 300 degree Celsius. This has to be dissipated in milliseconds by traveller into the air. Parts of a traveller: Height of bow: It should be as low as possible for stable running of traveller. It should also have sufficient yarn passage. Yarn passage: According to count spun the traveller profile to be selected with required yarn passage. Toe gap: This will vary according to traveller number and flange width of the ring wire section: It plays an important role for yarn quality, life of traveller.Ring contact area: This area should be more, uniform, smooth and continuous for best performance. Inner width: This varies according to traveller profile and ring flange. SALIENT FEATURES OF A TRAVELLER: Generate less heat, dissipate heat fastly, have sufficient elasticity for easy insertion and to retain its original shape after insertion friction between ring and traveller should be minimal. It should have excellent wear resistance for longer life hardness of the traveller should be less than the ring. When the spindle speed is increased, the friction work between ring and traveller (hence the build up) increases as the 3rd power

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 294
of the spindle rpm. Consequently if the spindle speed is too high, the traveller sustains thermal damage and fails. This speed restriction is felt particularly when spinning cotton yarns of relatively high strength. If the traveller speed is raised beyond normal levels, the thermal stress limit of the traveller is exceeded; a drastic change in the wear behavior of the ring and traveller ensues. Owing to the strongly increased adhesion forces between ring and traveller, welding takes place between the two. These seizures inflict massive damage not only to the traveller but to the ring as well. Due to this unstable behavior of the ring and traveller system the wear is at least an order of magnitude higher than during the stable phase. The traveller temperature reaches 400 to 500 degrees Celsius and the danger of the traveller annealing and failing is very great. The spinning tension is proportional to the friction coefficient between ring and traveller to the traveller mass e square of the traveler speed and inversely proportional to the ring diameter and the angle between the connecting line from the traveller-spindle axis to the piece of yarn between the traveller and cop. In order to maintain the same friction or spinning tension with different coefficients of friction, different traveller weights must

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 295
be used. The coefficient of friction is determined by the fiber lubrication and is subject to fluctuation. Dry cotton means higher coefficient of friction. For manmade fibers depending upon the manufacturer, lower to medium coefficient of friction. The coefficient of friction with fiber lubrication can vary from 0.03 and 0.15. R = Co- efficient of friction x N where R - traveller friction in mN N = Normal force >= (Fc x ML x V x V) R Fc - centrifugal force ML - mass of the traveller in mg V - traveller speed in m/s R - Radius of the ring (inside) The yarn strength is affected only little by the spinning tension. On the other hand the elongation diminishes with increasing tension, for every tensile load of the fibers lessens the residual elongation in the fibers and hence in the yarn. Increasing tension leads also to poorer Uster regularity and IPI Values. If the spinning tension is more, the spinning triangle becomes smaller. As the spinning triangle gets smaller, there is less hairiness.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 296
SHAPE OF THE TRAVELLER: The traveller must be shaped to match exactly with the ring in the contact zone, so that a single contact surface, with the maximum surface area is created between ring and traveller. The bow of the traveller should be as flat as possible, in order to keep the centre of gravity low and thereby improve smoothness of running. However the flat bow must still leave adequate space for passage of the yarn. If the yarn clearance opening is too small, rubbing of the yarn on the ring leads to roughening of the yarn, a high level of fiber loss as fly, deterioration of yarn quality and formation of melt spots in spinning of synthetic fiber yarns. WIRE PROFILE OF THE TRAVELLER: Wire profile influences both the behavior of the traveller and certain yarn characteristics; they are contact surface of the ring smooth running thermal transfer yarn clearance opening roughening effect hairiness. MATERIAL OF THE TRAVELLER The traveller should generate as little heat as possible quickly distribute the generated heat from the area where it develops over the whole volume of the traveller transfer this heat rapidly to the ring and the air be elastic, so that the traveller will not break as it is pushed on to the ring exhibit high wear resistance

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 297
be less hard than the ring, because the traveller must wear out in use in preference to the ring In view of the above said requirements, traveler manufacturers have made efforts to improve the running properties by surface treatment. "Braecker" has developed a new process in which certain finishing components diffuse into the traveller surface and are fixed in place there. The resulting layer reduces temperature rise and increases wear resistance. Traveller mass determines the magnitude of frictional forces between the traveller and the ring, and these in turn determine the winding and balloon tension. Mass of the traveller depends upon yarn count, yarn strength, spindle speed, material being spun. If traveller weight is too low, the bobbin becomes too soft and the cop content will be low. If it is unduly high, yarn tension will go up and will result in end breaks. If a choice is available between two traveller weights, then the heavier is normally selected, since it will give greater cop weight, and better transfer of heat out of traveler .

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 298
Yarn Spinning Theory
When the yarn runs through the traveller, some fibers are liberated. Most of these fibers float away as dust in to the atmosphere, but some remain caught on the traveller and they can accumulate and form a tuft. This will increase the mass of traveller and will result in end break because of higher yarn tension. To avoid this accumulation, traveller clearers are fixed close to the ring, so that the accumulation is prevented. They should be set as close as possible to the traveller, but without affecting its movement. Exact setting is very important. For the rings two dimensions are of primary importance. 1. Internal diameter. 2. Flange width. Antiwedge rings exhibit an enlarged flange inner side and is markedly flattened on it upper surface. This type of profile permitted to use travelers with a

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 299
lower centre of gravity and precisely adapted bow (elliptical travellers), which in turn helped to run the machine with higher spindle speeds. Antiwedge rings and elliptical travellers belong together and can be used in combination. Low crown profile has the following advantage. Low crown ring has a flattened surface top and this gives space for the passage of the yarn so that the curvature of the traveller can also be reduced and the centre of gravity is lowered .In comparison with anti wedge ring, the low crown ring has the advantage that the space provided for passage of the yarn is somewhat and that all current traveller shapes can be applied, with the exception of the elliptical traveller. The low crown ring is the most widely used ring form now. The ring should be tough and hard on its exterior. The running surface must have high and even hardness in the range 800-850 Vickers. The traveler hardness should be lower (650-700 Vickers), so that wear occurs mainly on the traveller, which is cheaper and easier to replace. Surface smoothness should be high, but not too high, because lubricating film can not build up if It too smooth. A good ring in operation should have the following features: best quality raw material good, but not too high, surface smoothness an even surface exact roundness good, even surface hardness, higher than that of the traveler Should have been run in as per ring manufacturers requirement long operating life correct relationship between ring and bobbin tube diameters perfectly horizontal position it should be exactly

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 300
centered relative to the spindle In reality, the traveller moves on a lubricating film which builds up itself and which consists primarily of cellulose and wax. This material arises from material abraded from the fibers .If fiber particles are caught between the ring and traveller, then at high traveller speeds and with correspondingly high centrifugal forces, the particles are partially ground to a paste of small, colorless, transparent and extremely thin platelets. The platelets are continually being replaced during working. The traveler smoothes these out to form a continuous running surface. The position, form and structure of lubricating film depends on yarn fineness , yarn structure fiber raw material traveller mass traveller speed height of traveller bow Modern ring and traveller combination with good fiber lubrication enable traveller speeds up to 40m/sec. TECHNOLOGICAL GUIDELINES: When the ring diameter is less, balloon diameter will be small. This leads to more yarn tension. Hence use lighter travellers. When the ring diameter is bigger, balloon diameter will be more. This leads to less yarn tension and the balloon touches the separator. Hence use heavier travellers when the tube length is short, the yarn tension will be more. Hence use lighter travelers when the tube length is long, the yarn tension will be less, hence use heavier travellers When the yarn contact area and ring contact area in traveller is closer, fiber lubrication is better especially in cotton. For this use heavier travellers when spindle speed is increased use lighter

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 301
traveller with low bow height. At higher speeds, lighter travellers give lesser yarn tension. When low bow height travellers are used centre of gravity will be closest to the ring which aids in running of traveller. Use lighter travellers on new rings. This is done to reduce end breakages by reducing the yarn tension. Use heavier travellers on old rings. This is done to avoid bigger balloons Heavier travellers reduce hairiness When using lighter travellers, yarn stretch will be less. It helps for better yarn elongation during running-in the end breakage rate should be kept minimum, hence use lighter travellers. The shorter the balloon, the lighter the traveller to be used, the higher traveller speeds can be achieved. The ring traveller, together with the yarn as a pull element, is set into motion on the ring by the rotation of the spindle. If the direction of pull deviates too much from the running direction of the traveller (spinning angle less than 30 degrees) the tension load will be too high. Preconditions for good operating results The maximum ability of the ring/traveller system to withstand occurring stress situation during operation determines the performance limit of the ring spinning and twisting machine. Traveller wear does not only depend on traveller material; problems of heat dissipation are of crucial importance, too. The heat generated between ring and traveller must be reduced as quickly as possible to avoid local temperature in the traveller

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 302
wear zones. The ability of the traveller to resist to stress is determined by several factors. Investigations regarding improvements of rings and travellers aimed at a further increase of performance should above all make sure that all other conditions with a certain influence on the spinning process are optimal.
Reiter Ring Frame
Therefore make sure that: ¥ the rings are correctly centered with regard to the spindles¥ the yarn guide eyelet is well centered with regard to the spindle¥ the spindle bearing is in good condition, thus preventing spindle vibrations¥ the ratio between bobbin diameter and ring diameter is correct¥ the concentricity of the balloon control ring with regard to the spindle is correct ¥ the fiber tufts which accumulate on flange travellers are removed by means of suitable traveller cleaners ¥ the climatic conditions (temperature and relative air humidity) are favorable

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 303
for the spinning process ¥ the air in the mill is free from disturbing particles that influence efficient performance of the traveller It has to be stressed that a smooth and well run-in track is of most importance. Concentricity of spindle, ring, and yarn guide and balloon control ring especially at high spindle speeds concentric positioning of ring, spindle, yarn eyelet and balloon control ring is required for keeping the ends down rate at low level. Spindles and rings must be aligned and centered absolutely parallel. Ring rails or ring holders should, therefore, be installed absolutely horizontally compared to the vertically fitted spindles. Ring and traveler form the main elements in ring spinning and twisting. They determine to a large extent performance and operating conditions of the machine. The traveller accomplishes two main tasks while running on the ring at high speeds: a) it gives the roving supplied by the feed rollers the necessary twist. b) It assists in winding the yarn onto the bobbin in the form of a cop with a correct tension. During this operation the ring guides the traveller, which is essential for the perfect positioning of the yarn and the formation of the cop. The traveller is pressed against the ring track by centrifugal forces. The resulting frictional forces reduce traveller

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 304
speed, which is dragged along by the passing-through yarn, and provide the yarn with the tensile forces necessary for assembling the individual fibers into the spun yarn as well as for limiting the yarn Balloon. Steel travellers are hardened to a certain degree and polished to a mirror finish. They can be adapted in shape, weight and surface finish to the ring, yarn type and yarn count. Nylon travellers of standard quality (for HZ and J rings) are made of highly wear-resistant polyamide. Extremely aggressive yarns are processed with glass-fiber-reinforced a Super Nylon travelers Twisting and winding carried out by the traveller must be performed with appropriate yarn tension. The ratio between spindle speed and the speed at which the yarn is supplied determines yarn twist. Any change of this ratio is easily compensated by the traveller without having an influence on twisting, Winding and tensioning. On flange rings, the gliding speed of travellers having a suitable shape can be as rapid as 130 ft/s (88 MPH) or 40 m/s (140 km/h); on DIA-DUR coated rings the speed can to some extent reach 147 ft/s (100 MPH) or 45 m/s (160 km/h) . Having an average life span of 200-300 operating hours the traveler covers a distance of more than 18.000 miles (30.000 km) - a tremendous task for a small part of wire weighing only a few milligrams. These standards can even be surpassed by nylon

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 305
travellers used on HZ rings, if operating conditions are favorable. These high traveller speeds involve pressures of up to 35 N/mm 2. But even if high-quality materials with an optimum of hardness and resistance to wear are used, these standards can only be reached if ¥ in the case of flange rings, a film of lubricating fibers is produced continuously, ¥ in the case of HZ and J rings, a sufficient amount of lubricant is consistently provided. d 1 = spinning ring diameter d 2 = fitting diameter h 1 = ring height h 2 = ring height above ring rail b = flange width flange 1 = 3.2 mm Flange 2 = 4.1 mm Spindles operating without vibrations contribute a great deal to a smooth operation of the traveller. Non-concentric spindles and spindles not running smoothly cause constant changes in yarn tension , because the traveler cannot run around the ring without being shaken. Vibration-free movements of ring rail and ring holder the ring rail should move smoothly without jerking. Vibrations and hard jolts at the reversing points of the ring rail disturb the operation of the traveller. Repeated changes in yarn

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 306
tension cause the traveller to flutter. This results in increasing yarn breaks and in accelerated wear of ring and traveller. Correct ratio between bobbin diameters, bobbin length, ring diameter and spindle gauge: Ratio bobbin length (H): Inside ring diameter (D) Thread tension increases with growing bobbin length. In view of the limited thread tension, the total bobbin length should not exceed 5 times the ring diameter. Only when using balloon control rings or similar devices this value can be exceeded. H: D = 5: 1 Ratio bobbin diameter (d): Inside ring diameter (D) The bobbin diameter d is equivalent to the mean outer bobbin diameter d 1 + d 2 The following values are recommended: for spinning: d: D = 0.48 - 0.5 (a = 29°-30°), (minimum value a = 26°) for twisting d: D = 0.44 - 0.5 (a = 27°- 30°), (minimum value a = 22°) For light and heavy bobbins, the values for light bobbin types are decisive for calculating d: D. If the ratio d: D is reduced thread tension increases. Correct surface smoothness, i.e. optimum peak-to-valley height and evenness of the ring track the travellers’ contact surfaces must be smooth and even. Only then a smooth operation of the traveller will be possible. The contacted surfaces should be clean and preferably without traces of wear. In addition, they should be designed in such a way that

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 307
they offer sufficient adherence for potential lubricants (e.g. fibers, oil, and grease). Once the sliding surfaces have lost their original quality, even the best ring traveller will not be able to run smoothly. For maintaining the surface of the running track in a good condition, it is very important - besides a certain degree of maintenance - to run the ring well in. Balloon control rings and separators the influence of balloon control rings is quite considerable, especially at long cops. A reduction of the yarn balloon is advantageous or may even be the prerequisite for optimum performance. If balloon control rings are mounted at correct distance (the yarn balloon should be restricted as long as possible during one lift of the ring rail) then a marked performance increase is possible. The balloon control rings are removed when sensitive materials are processed and sufficiently long separators are installed to avoid many yarn breaks and to prevent fiber fly from accumulating on the adjacent spindles. Traveller cleaners Traveller cleaners are an excellent method for removing all fiber fly that accumulates on the outer part of C and El travellers. The traveller cleaner should have the right distance to the outside ring flange. A distance of about 0.5 mm between cleaner and

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 308
traveller (in operating position) is recommended. When adjusting the distance between outside ring flange and cleaner, the size of the traveller should be taken into consideration. Room climate Constant temperature and air humidity have positive effects on the operation of the traveller. Changes of the room climate, such as raised air humidity will increase wear by friction. Besides the regular exchange of air, the purity of the air is of great importance for the traveller. Any dust (also dust from unsuitable floors) or other impurities may impair traveller operation and lead to more ring/traveller wear. Flange width and ring height Optimal operating results are reached when the ideal flange width is chosen for flange rings and the ideal ring height is obtained for self-lubricating HZ and J rings, dependent on yarn count range, yarn quality and traveller type. Ring profile and traveller shape Determining the most favorable ring and traveller shapes is a precondition for obtaining the optimal individual performance. If ring profile and shape match well, the traveller will adopt a stable position in the ring. It should have sufficient tolerance of movement, so that any obstacles which may occur especially when the machine is started are avoided. A satisfactory large yarn clearance counteracts yarn breaks and yarn damage

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 309
Running-in of rings Normally the running-in procedure is decisive for the future positive/negative behavior of the ring and the length of its service life. Every ring requires a certain degree of running-in time if it is to maintain high traveller speeds with as little ring and traveller wear as possible. During running-in the use of steel travellers without surface treatment is recommended. After the termination of the running-in process, steel travellers with surface treatment or nylon as well as bronze travellers can be used. The running-in process, beginning with the starting phase, consists of improving the initial running properties of the metallic running surface up to the optimal values by smoothing and passivity(oxidation) as soon as possible. In this way, together with fiber lubrication, constant minimum mixed friction conditions and minimum thermal stressing can be attained for the ring traveller. A careful running-in process will improve the lifetime of the rings. In order to keep the stress on the traveller as low as possible during the starting phase, it is advisable to always change the traveller in the upper third part of the cops. Further advantages are brought with the use of a traveller running-in program (reduction of the speed by about 10% for 10 to 20 minutes, only

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 310
available on modern spinning machines). Spindle speed should be reduced atlas for the first 10 traveller changes. If final speed is higher than 32m/sec, reduce by at least 20%. If final speed is lower than 32m/sec, reduce by at least 10%. New rings should not be degreased, but only rubbed over with a dry cloth. In general, the running in should be done with the same traveller type which is used for normal operation with the 10 to 20% less than normal speed. It is not advisable to do running with the same speed but with 1to 2 numbers lighter travellers than usual. The first traveller change should be carried out after 15 min the second traveller change should take place after 30 min the third traveler change should be made after 1 to 1.5 hours. The fourth traveller change should be made after the first doff. Further traveller changes are to be made according to the manufacturer’s recommendations. HAIRINESS: Following are the reasons for higher yarn hairiness due to ring and travellers poorly centered spindles, anti balloon rings and yarn guides lead to inconsistent yarn tension. Rough surfaces roughen the yarn (due to damaged parts)-Open anti balloon ring the clearance between ring and cop should not be too small. Traveller will cut the fibers protruding from the cop. the fibers get electro statically charged poor twist propagation to the spinning triangle due to lighter travellers Heavy friction of the balloon on the anti-balloon ring

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 311
respectively impact on the balloon separator( due to lighter traveller)Poor ring centering crooked tubes yarn getting roughened in narrow yarn passage in the traveller scratched up yarn passages catch the yarn and roughen it (due to very high traveller running time)friction of the yarn due to very high traveller weigh trough gliding surface of the ring ( due to worn out rings) (Extracts from Mr. Vijay Kumar’s detailed work on Process Control)
OUTGOING YARN QUALITY
Out Going Yarn Testing In the succeeding pages I am giving some practical results achieved by some Indian Spinning Mills who have reached Uster Standards for best Mills. They are exporting the yarn to highly advanced countries.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 312
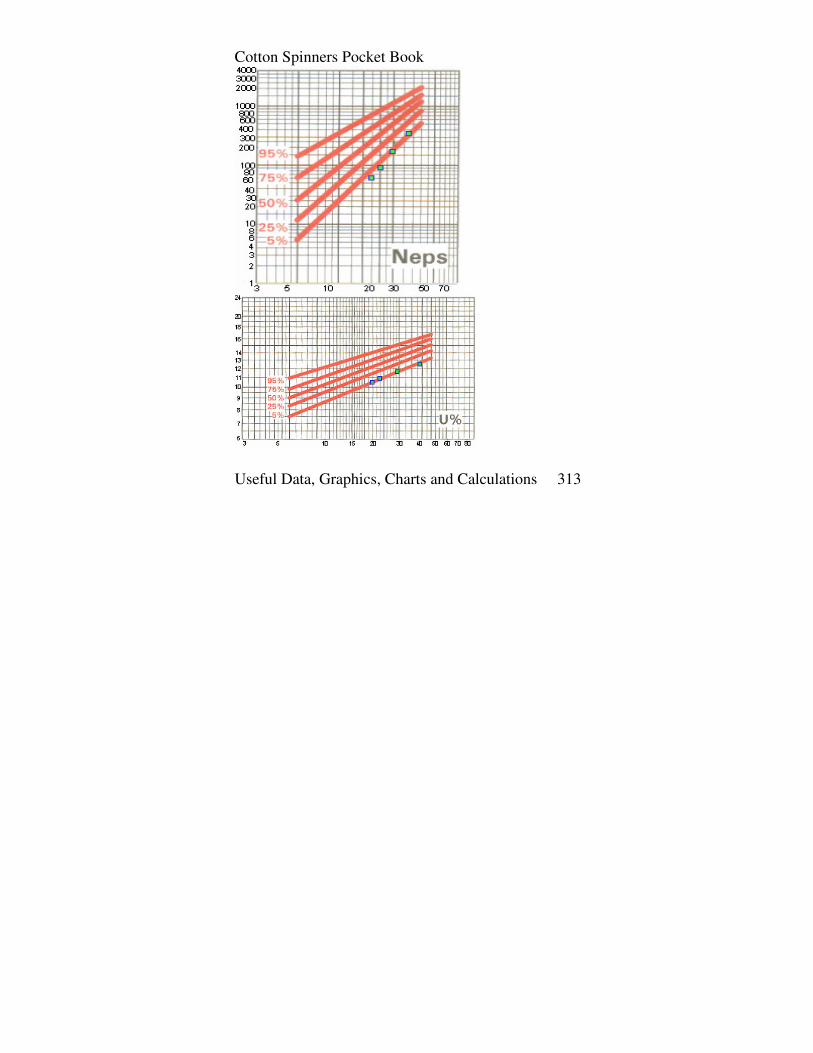
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 313
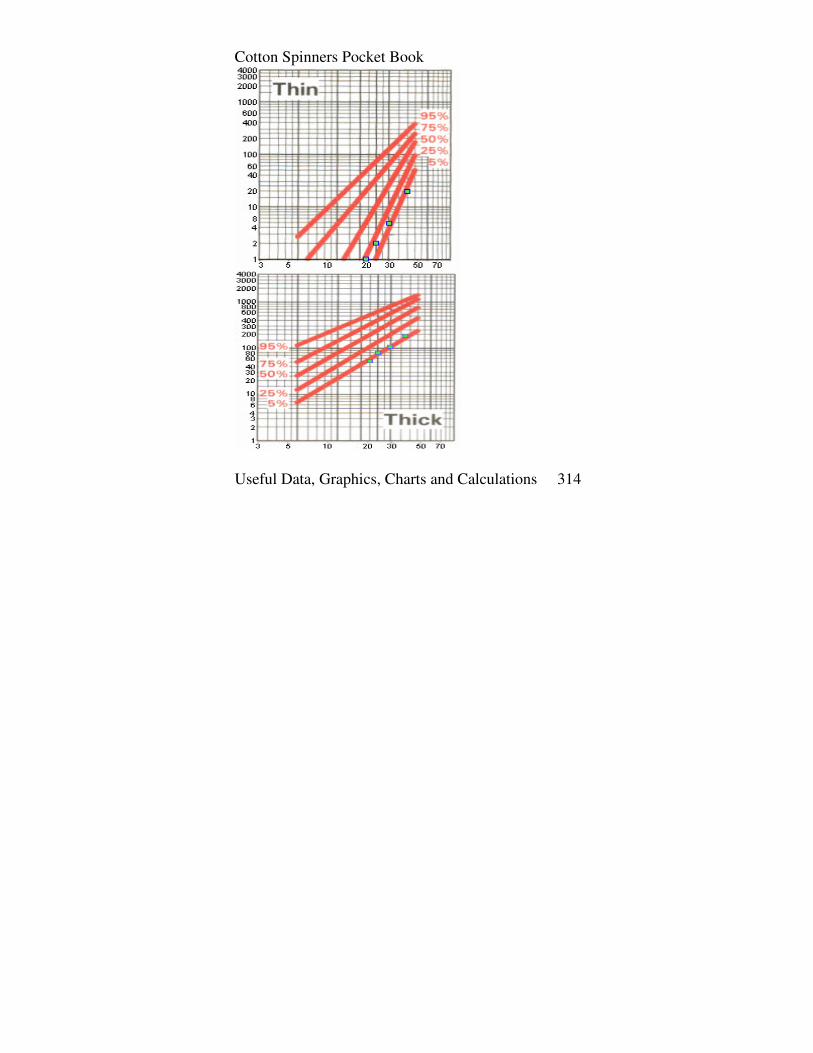
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 314
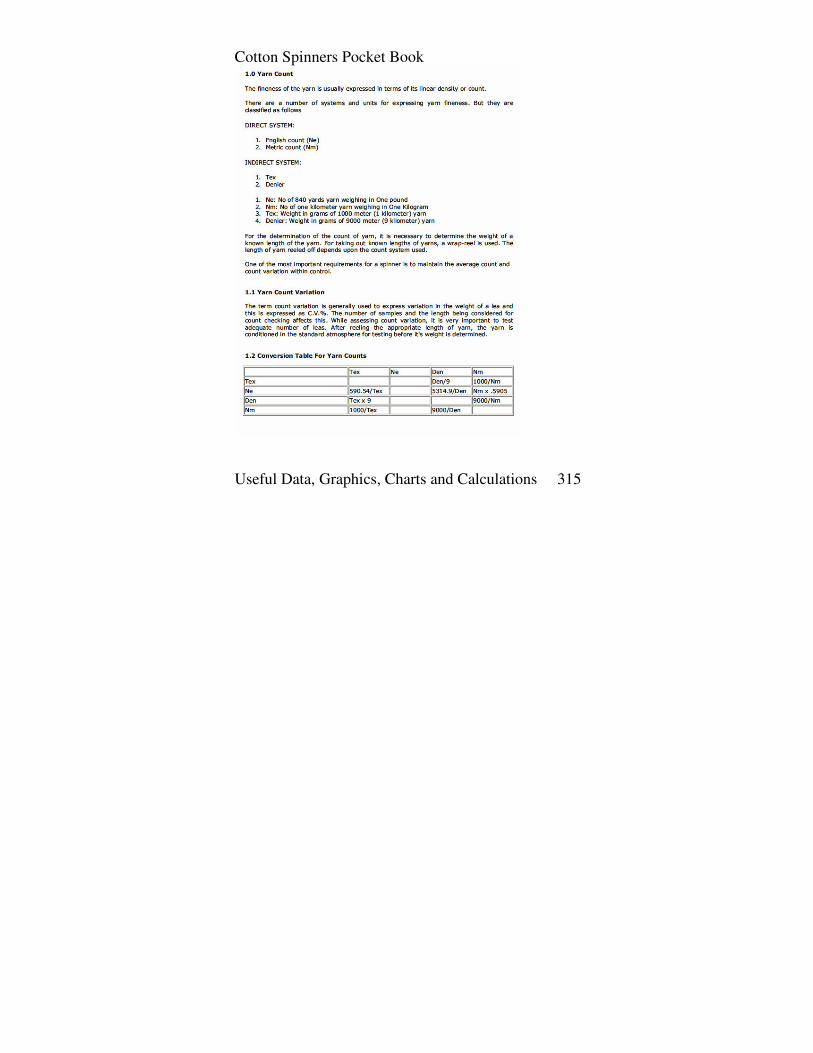
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 315
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 316
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 317
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 318
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 319
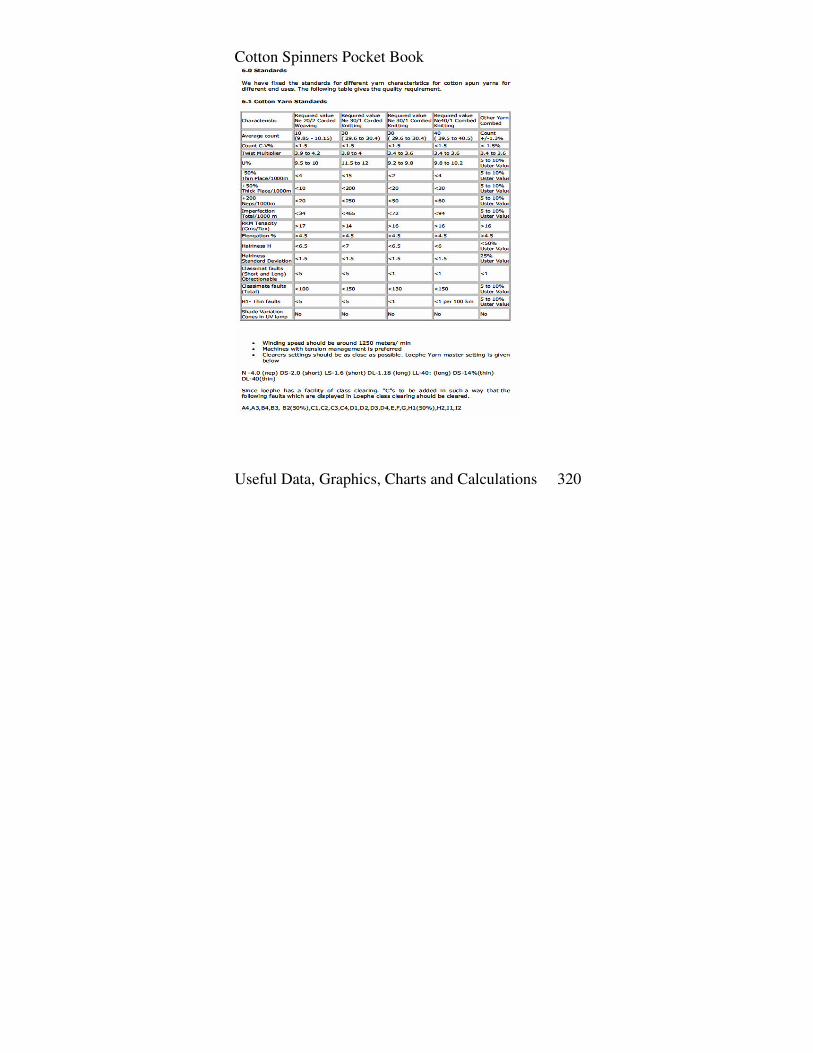
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 320
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 321

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 322
YARN CONDITIONING Why conditioning is required? Moisture in atmosphere has a great impact on the physical properties of textile fibers and yarns. Relative humidity and temperature will decide the amount of moisture in the atmosphere. High relative humidity in different departments of spinning is not desirable. It will result in major problems. But on the other hand, a high degree of moisture improves the physical properties of yarn. Moreover it helps the yarn to attain the standard moisture regain value of the fiber. Yarns sold with lower moisture content than the standard value will result in monetary loss. Therefore the aim of CONDITIONING is to provide an economical device for supplying the necessary moisture in a short time, in order to achieve a lasting improvement in quality. In these days there is a dramatic change in the production level of weaving and knitting machines, because of the sophisticated manufacturing techniques. Yarn quality required to run on these machines is extremely high. In order to satisfy these demands without altering the raw material, it was decided to make use of the physical properties inherent in the cotton fibers. Cotton fiber is hygroscopic material and has the ability to absorb water in the form of steam. It is quite evident that the hygroscopic property of cotton fibers depends on the relative

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 323
humidity. The higher the humidity, more the moisture absorption. The increase in the relative atmospheric humidity causes a rise in the moisture content of the cotton fiber, following a shaped curve. The relative humidity in turn affects the properties of the fiber via the moisture content of the cotton fiber. The fiber strength and elasticity increase proportionately with the increase in humidity. If the water content of the cotton fiber is increased the fiber is able to swell, resulting in increased fiber to fiber friction in the twisted yarn structure. This positive alteration in the properties of the fiber will again have a positive effect on the strength and elasticity of the yarn. CONTEXX CONDITIONING PROCESS BY XORELLA: The standard conventional steaming treatment for yarn is chiefly used for twist setting to avoid snarling in further processing. It does not result in lasting improvement in yarn quality. The steaming process may fail to ensure even distribution of the moisture, especially on cross-wound bobbins (cheeses) with medium to high compactness. The thermal conditioning process of the yarn according to the CONTEXXOR process developed by XORELLA is a new type of system for supplying the yarn package the absence of Vacuum in conventional conditioning chambers prevents

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 324
homogeneous penetration. The outer layers of the package are also too moist and the transition from moist to dry yarn gives rise to substantial variations in downstream processing of the package, both with regard to friction data and strength. Since the moisture is applied superficially in the wet steam zone or by misting with water jets, it has a tendency to become re-adjusted immediately to the ambient humidity level owing to the large surface area. Equipment of this king also prevents the optimum flow of goods and takes up too much space. PRINCIPLE OF WORKING: Thermal conditioning uses low-temperature saturated steam in vacuum. With the vacuum principle and indirect steam, the yarn is treated very gently in an absolutely saturated steam atmosphere. The vacuum first removes the air pockets from the yarn package to ensure accelerated steam penetration and also removes the atmospheric oxygen in order to prevent oxidation. The conditioning process makes use of the physical properties of saturated steam or wet steam (100% moisture in gas-state). The yarn is uniformly moistened by the gas. The great advantage of this process is that the moisture in the form of gas is very finely distributed throughout the yarn package and does not cling to the yarn in the form of drops. This is achieved in any cross wound bobbins, whether the yarn packages are packed on open pallets or in cardboard boxes.
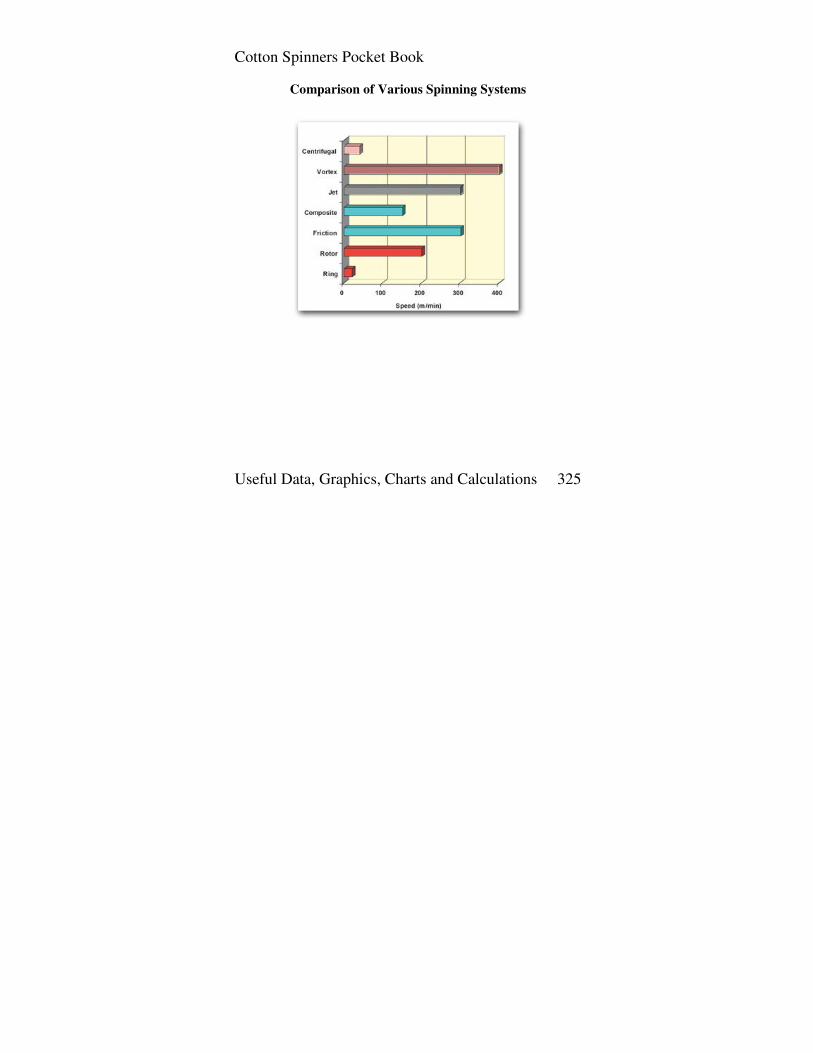
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 325
Comparison of Various Spinning Systems
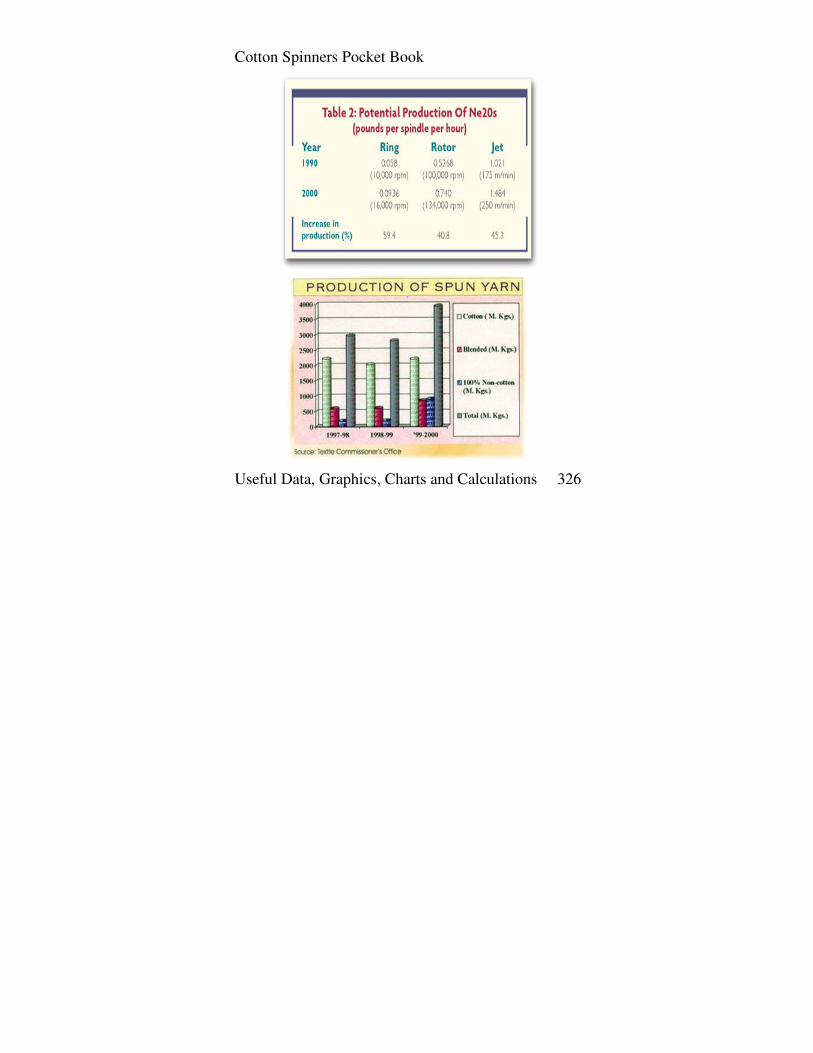
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 326

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 327
Twist Up Twister
Cone Winder

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 328
Auto Cleaning
COMBED YARN QUALITY Yarn Quality is different for different end uses and it is different for different customers. It is easy to make the highest quality yarn just for the sake of achieving the best yarn results. But it is difficult to produce a good quality yarn with minimum deviations. Very high fluctuation in yarn quality is an EVIL for any end use. Some times it is better to keep same level of yarn quality (around 25% USTER STANDARDS) by strict quality control than achieving 5% USTER STANDARD but without consistency. Consistent quality will be very much appreciated by the clients.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 329
"I often say that when you can measure what you are speaking about and express it in numbers, you know something about it. But when you cannot measure it, when you cannot express it in numbers, your knowledge is of a meagre and unsatisfactory kind; it may be the beginning of knowledge, but you have scarcely in your thoughts advanced to the stage of science, whatever the matter may be" (Attributed to Lord Kelvin, 1883). Hence it is advisable to fix the standards for different yarn characteristics for cotton spun yarns for different end uses. The following table gives the quality requirement for KNITTING YARNS. Yarn chare 30s combed Others Average ct 29.6-30.4 +or – 1.3 Count CV Less than 1.5 Less than 1.5 TM 3.5-3.6 3.5-3.6 TPI-CV% Less than 2.5 Less than 2.5 U% Les than 9% 5-10% -50% thin P Less than 4 5-10% US -30% thin Less than650 5-10% uster + thick/1000 Less than 30 5-10%
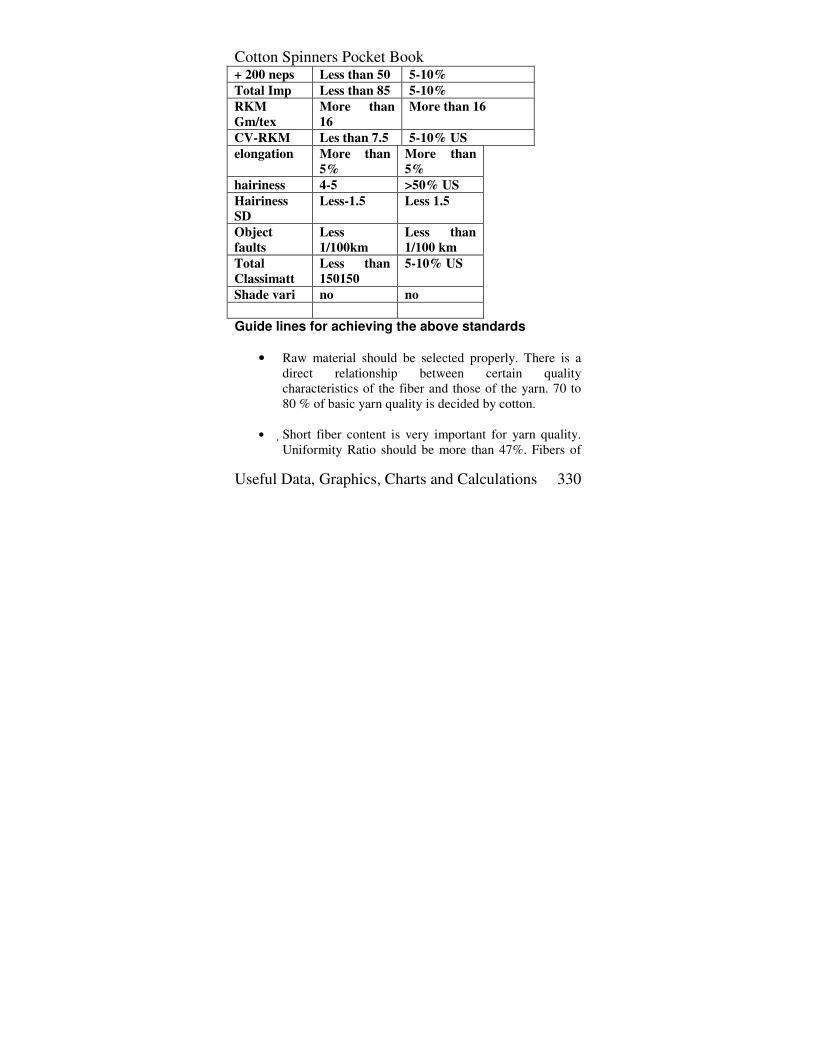
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 330
+ 200 neps Less than 50 5-10% Total Imp Less than 85 5-10% RKM Gm/tex
More than 16
More than 16
CV-RKM Les than 7.5 5-10% US elongation More than
5% More than 5%
hairiness 4-5 >50% US Hairiness SD
Less-1.5 Less 1.5
Object faults
Less 1/100km
Less than 1/100 km
Total Classimatt
Less than 150150
5-10% US
Shade vari no no Guide lines for achieving the above standards
• Raw material should be selected properly. There is a direct relationship between certain quality characteristics of the fiber and those of the yarn. 70 to 80 % of basic yarn quality is decided by cotton.
• �Short fiber content is very important for yarn quality.
Uniformity Ratio should be more than 47%. Fibers of

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 331
length 4 to 5 mm will be lost in processing (as waste and fly). Fibers up to 12 to 15mm do not contribute to strength but only to fullness of the yarn. Only the fibers above these lengths produce the other positive characteristics in the yarn.
• �2.5% span length should be more than 28 mm. Span length
affects yarn strength and yarn uniformity. End breakage rate also depends upon the fiber length. Longer the fiber, lower the end breakage rate, better the yarn quality.
• �Average Micronaire should be between 3.8 to 4.3 for counts 24s to 40s (Ne). It can be between 4.1 to 4.7 for counts coarser than 24s.
• �If the micronaire is coarse, the number of fibers in the yarn
cross section will be less. This always results in lower strength and lower elongation. But it is easy to process coarse micronaire fibers in blow room and cards.
• �Nepping tendency is less for coarse micronaire fibers. On the
contrary, spinnability (in both speed frame and ring frame) is not good with coarser micronaire fibers.
• �U% is affected by Micronaire. Coarser the micronaire, higher
the U%. Coarser the fiber, higher the end breakage rate in spinning.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 332
• �Uster Thin place (-30%) in the yarn vary depending upon the fibre micronaire. Lower the micronaire, lower the thin places vice versa
• �Strength of the fiber should be more than 23 grams/Tex
• �Elongation of the fiber should be more than 6%.
• �No of neps per gram should be less than 250 • �should not mix two cottons with wide Reflectance value (Rd
value) and yellow ness value (+b)
• �Sticky cotton should not be used. If cotton is sticky, it is better to reduce the percentage of sticky cotton in the mixing. Low humidity and high temperature should be maintained in the departments
• �cottons with less contamination should be used (cottons like
Andy, SJV, alto etc) Processing Requirements:
• · Average Micronaire of the mixing should be same for the entire lot. The difference in average micronaire of different mixings of the Same lot should not be more than 0.1
• · The micronaire C.V% of a mixing should be less than 10% • · The micronaire Range should be same • �Cottons with two different origins should not be mixed

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 333
• �Cottons with too wide micronaire range should not be mixed
• �Cottons with too wide reflectance value (Rd) and Yellowness value (+b) should not be mixed
• �immature fiber content should be minimum as it will affect dyeing and will result in white-specks
• �If automatic bale openers are used, bale lay downs should be done properly, so that different micronaire bales and colors are getting mixed up homogeneously even if small quantity is being checked
• �If manual mixing is carried out; bales should be arranged and mixed properly so that different micronaire bales and colors are getting mixed up homogeneously even if small quantity is being checked
• �for manual mixing, the tuft size should be as low as 10 grams
• �If cottons with contamination are used, the best way is to open the bales into small tufts and segregate the contaminants. There are mills that employ around 60 to 80 persons to pick up contamination from a mixing of 20tons.
• �Japanese insist on mixing at least 36 bales for one mixing to avoid Barre problem
Blow Room:

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 334
• · If the micronaire is low, blow room process parameters become very critical.
• · It is better to do a perfect preopening and reduce the
beater speeds in fine opening. If required one more fine opener can be used with as low as beater speed, instead of using very high Speed in only one fine opener
• · If the micronaire is lower than 3.8, it is not advisable
to use machines like CVT4 or CVT3
• · Nep increase in cotton after blow room process should be less than 80 %.( i.e. 180 % of raw cotton nep)
• · If the nep increase is more, then beater speeds should
be reduced instead of feed roller to beater setting
• · If the trash percentage in cotton is less and the neps are more in the sliver, no of beating points can be reduced. 3 beating points should be more than enough.
• · Variation in feed roller speed should be as low as
possible especially in the feeding machine

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 335
• · Beater types and specification should be selected properly based on the positions of the beater and the type of raw material (fiber micronaire and trash percentage)
• · The material pressure in the ducts should be as high as
possible to reduce feeding variation to the cards
• · Feed rollers in the chute should work continuously without more speed variation if pressure filling concept is used. (I.e. balancing of the chute should be done properly). For others, the feed roller should work at the maximum speed for a longer time.
• · Material density between different chutes should be
same. The difference should not be more than 7%
• · The difference in duct pressure should not be more than 40 Pascal in chute feed system.
• · Air loss should be avoided in the chute feed system, to
reduce the fan speed and material velocity • · Blow room feeding should be set in such a way that
the draft in cards is same for all the cards and the variation in feed density is as low as possible

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 336
• · Fiber rupture in blow room should be less than 2.5%
Carding:
• �70% of the quality will be achieved in carding, if the wires are selected properly
• �following table can be used as a guide line for cylinder wire selection
Card pro Wire ht angle points 30 kg/hr 2mm 30 840 30&ab 2mm 35-40 1000
• �Flat tops with 400 to 500 points per square inch should be used
• �If the micronaire is lower than 3.5, the cylinder speed should be around 350rpm. If the micronaire is between 3.5 to 4.0, it can be around 450 rpm. If the micronaire is more than 4.0, it can be around 500 rpm.
• �Lower the micronaire, lower the Lickerin speed. It should range from 800 to 1150 rpm depending upon the micronaire and production rate ��pointed wires should be used for cylinder

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 337
• TSG grinder should be used once in 2 months for consistent quality • Flat tops should be ground frequently (once in 3 months) for better yarn quality. Because, flat tops plays a major role in reducing neps and kitties in the yarn. Emery fillet rollers should be used for flat tops grinding, instead of using grinding roller grinding stone • Licker-in wire should be changed for every 150000 kgs production in carding • stationary flats should be changed for every 150000 kgs production in carding • Individual card studies up to yarn stage should be conducted regularly, and if the quality is deteriated by 25% from the average quality. Card should be attended (wire mounting, grinding, full-setting etc to be done) • Setting between cylinder and flat tops should be as close as possible, depending upon the variation between cylinder and flat tops. Care should be taken so that, wires do not touch each other. • Card autolevellers should be set properly. Nominal draft should be correct. Draft deviation should not be more than 5% during normal working. • card stoppages should be as low as possible • Slow speed working of cards should be avoided. slivers produced during slow speed should be removed

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 338
• 10 meters C.V% of card sliver should be less than 2.0 • Sliver weight difference between cards should not be more than 2.5% • Sliver U% should be less than 3.5 and spectrogram peaks should be attended • Cylinder loading should be nil. If cylinder is loaded, wire should be inspected. If required grinding should be done or wire should be changed • Sliver diameter difference should be less. Calendar roller pressure should be same in all the cards • trash in sliver should be less than 0.1% • uniformity ratio of sliver should be same or better than raw cotton • if kitties or seed coat fragments are more, higher flat speeds should be used and as much as flat waste should be removed to reduce seed coat fragments in the yarn • in general sliver hank varies from 0.12 to 0.14 • Individual card studies should be conducted up to yarn stage, if the quality from a particular card is bad, immediate action to be taken to rectify the problem. Lower the variations better the yarn quality.
COMBER

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 339
• In lap preparation, total draft, fiber parallelization, no of doublings, lap weight etc should be decided properly (based on trial) • Higher the lap weight (grams /meter) lower the quality. It depends upon the the type of comber and the fiber micronaire • if fine micronaire is used; lap weight can be reduced to improve the combing efficiency • if coarse micronaire is used, lap weight can be increased • If fiber parallelization is too much; lap sheets sticking to each other will be more (It will happen if the micronaire is very low also). If the lap sheets are sticking to each other, the total draft between carding and Comber should be reduced • If the draft is less, fiber parallelization will be less, hence loss of long fibers in the noil will be more • Top comb penetration should be maximum for better yarn quality. But care should be taken so that top comb will not get damaged. • damaged top comb will affect the yarn quality very badly • setting between unicomb and top nipper should be same and it should be around 0.4mm to 0.5 mm • feed weight is approximately 50 to 58 grams for combers like E7/4 and is 65 to 75 grams for combers like E62 or E7/6

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 340
• Lower the feed length, better the yarn quality. Trials to be conducted with different feed lengths and it should be decided based on quality and production requirement • required waste should be removed with the lowest detaching distance setting • for cottons with micronaire up to 3.5, top comb should have 30 needles/cm and for cottons with more than 3.8 micronaire, the top comb should have 26 needles/cm • Trials to be conducted to standardize the waste percentage • Piecing wave should be as low as possible. Piecing index should be decided based upon cotton length and feed length • Spectrograms should be attended. Comber sliver Uster should be less than 3.5 • head to head waste percentage should be as low as possible • Variation in waste percentage between combers should be as low as possible(less than 1.5%) • If cotton with low maturity coefficient is used, it is better to remove more noil to avoid dyeing variation problem.
DRAW FRAME • · Draw frame with a short term Autolevellers is a must • · no of doubling should not be less than 7 and the total
draft also should be more than 7

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 341
• · U% should be around 1.5 to 1.8 · 1 meter C.V% (from
Uster Evenness Testing machine) should be less than 0.6
• · Top roller lapping should be almost nil · If group
creeping is used, all the sliver piecing from the creel should not enter the tongue and groove roller at the same time
• · No sliver should be removed from the machine after the tongue and groove roller (which is meant for sensing the feed variation) for any reason. Because, draft correction will be done according to tongue and groove roller sensing and there is a time lag between sensing and correction.
• · Top rollers should be checked by the operators at least
once in a shift · top rollers should be checked by the operators, whenever there is a lapping
• · Top roller buffing should be done once in 20 days
(maximum 30 days)
• · If the top roller eccentricity is more than 0.05 mm, it should be buffed
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 342
• · Top roller eccentricity should be zero after buffing.
• · Diameter variation between top rollers should be less than 0.1mm
• · Sliver test should be conducted at least once in 15 days and the A% should be less than 0.8
• · The delivery speed should be around 400 to 500
meters per minute depending upon the make of the machine
• · Whenever there is a top roller lapping, min 10meters
of sliver should be removed from the can
• · Creel breaks should be as low as possible and it need to be pieced properly. Trials should be taken to see the yarn made out of piecing. Piecing should not be too thick and high twisted
SPEED FRAME
• · Total draft should be around 10 for 4 over 4 drafting
system

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 343
• · Better to use floating condenser in the front zone to reduce hairiness and the diameter of the roving
• · Cots buffing should be done once in two months. Top roller run out to be checked and it should be nil. There should not be any compromise on top roller quality. Top roller cost for speed frame is negligible if it is compared with ring frame
• · If possible it should be treated with surface treatment
like treatment with LIQIMIX or treated with acid to reduce top clearer waste which is caused by top roller surface
• · Twist Multiplier should be high enough to reduce
stretch in Ring frame. Higher the T.M lower the Classimat "H1" faults
• · If single speed for flyer is used, it is advisable to run
less than 1000 rpm
• · When the speed frame bobbin is full, flyer speed should be less than 1000 rpm. Otherwise surface cuts will increase and thin places also will increase
• · False twisters should be changed once in two years. Variation in false twister will result in high count C.V%

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 344
• · Roving tension should be as low as possible and as
uniform as possible. • Higher the roving tension, higher the count C.V% and
higher the thin places
• · Density of all roving bobbins should be same. Higher the variation, higher the count C.V%
• · Break draft should be around 1.18 to 1.24 depending
upon the type of drafting system and total draft
• · Roving hank should be decided in such a way that the ring frame draft is around 20 to 34 for different counts.
• · No sliver piecing or roving piecing from speed frame
should be worked in Ring frame. All sliver piecing and roving piecing will result in thin and thick yarn. Some times it may be cut by the clearer, but all yarn faults created by piecing are not cut by the clearers.
RING FRAME
• · Front zone setting should be as close as possible

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 345
• · Break draft of 1.14 and back zone setting of 60 mm is recommended
• · 65 degree shore hardness for front top roller
• · buffing should be carried out once in 45 days
• · If the top roller diameter is less by 1.5 mm from the
standard diameter, top roller should be changed
• ·The gap between front top roller and apron nip should be as low as possible (around 0.5 to 1 mm). If it is more imperfections will be high
• · Bottom and top aprons should be changed at least once in 1.5 years
• · It is better to use lighter travellers instead of using
heavier travellers. Enough trials should be taken, because traveller size depends upon, speed, micronaire, humidity condition, count, ring diameter etc
• · It is advisable to use Elliptical travellers for hosiery
counts

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 346
• · Ring travellers should be changed before 1.5% of travellers burn out
• · Whenever there is a multiple break, ring travellers
should be changed
• · At any point of time, fluff accumulation on travellers should be less. Ring traveller setting should be close enough to remove the waste accumulation but at the same time it should not disturb the traveller running
• · Hairiness variation between spindles should not be high. To achieve this, traveller should be changed in time, bad workings (multiple breaks) should be avoided, rings like TITAN rings (from Breaker) should be used, and damaged rings should be removed
• · Ring frame breaks should be as low as possible (less
than 10 breaks per 1000 spindle hours)
• · Start up breaks after doffing should be less than 3 %.
• · Overhead cleaners is a must for processing combed cotton
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 347
• · Exhaust trenches should be between machines and for every 200 spindles there should be a trench
• · Ring centering should be perfect. ABC rings and
lappet hook centering should also be done perfectly • · If ring diameter is more than 40 mm, ring centering
plays a major role. If ring centering is not done properly, hairiness variation within the chase will be very high
• · Good quality spindle tapes should be used and
changed for every 24 months. Spindle speed variation will affect yarn strength, tpi and hairiness
WINDING
• · Winding speed should be around 1250 meters/ min • · Machines with tension management is preferred
• �Clearers settings should be as close as possible. Loupe
Yarn master setting is given below N -4.0 (NEP): DS-2.0 (short): LS-1.6 (short): DL-1.18 (long): LL-40: (long) -DS-14 %( thin): -DL-40(thin)

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 348
Since loupe has a facility of class clearing. "C"s to be added in such a way that the following faults which are displayed in Loupe class clearing should be cleared. A4, A3, B4, B3, B2(50%),C1,C2,C3,C4,D1,D2,D3,D4,E,F,G,H1(50%),H2,I1,I2
• �Count channel setting should be less than 7%
• �setting for cluster faults should be set such that, if a yarn produced without bottom apron, or damaged rubber cots is fed, it should be cut by the clearer
• �long thick faults in the cone yarn should be zero
• �long thin faults should be zero ��If the waxing
attachment is below the clearers, the clearers should be cleaned once in a day
• �splice strength should be more than 75% of yarn
strength
• �splice appearance should be good and all the splicer should be checked at least once in a week

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 349
• �good quality wax should be used
• �wax pick up should be around 0.1%
• �uniform application of wax to ensure uniform coefficient of friction (0.125 to 0.15)
• �uniform moisture in the cones is important, because
coefficient of friction varies as a function of moisture
• �all wax rollers should rotate properly
• �repeaters should be as low as possible, because this will affect the package quality
• �It is advisable to produce cones with 1.8 to 2.4 kgs
• �yarn tension in winding should not be very high • �imperfection increase between ring frame and winding
should not be more than 30% for cotton combed yarns GENERAL
• �finished garments rejection should be less than 1% • �Yarn faults contribute to 25% of the rejections. Major
yarn faults are Contamination /thick and thinks Unevenness Periodicity Stiff yarn - Higher TPI (holes)

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 350
Higher friction High hairiness variation Mixed properties of yarn - "Barre" Neps White specs (immature fibers) Kitties (vegetable matters, dust content) Lower elongation and elasticity
• �It is better to use cottons with fewer contaminations
like Andy, SJV, Alto, etc • �contaminations of length more than 20 mm should be
nil in the yarn • �as per Japanese standard, the no of contamination per
Kg of fabric should be less than 5 • �If cotton has contamination, it is compulsory to use
manual picking on pre opener lattice, contamination detectors at blow room, visual clearer (siro) at winding.
• �It is advisable to go to the supplier (cotton ginner) for quality – a concept of Japanese
• �10 meter C.V% of yarn should be controlled and it should be as low as possible. This affects the fabric appearance
USEFUL TECHNICAL CALCULATION
1. Blow Room:
A) Cleaning Effciency = trash% in mixing- trash % in lap trash % in mixing

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 351
B) Permissible limit of Fiber Damage: Not more than 5% drop in 2.5% span length
2. Carding: a) CE% = trash % in lap-trash% in sliver x 100
Trash % in lap b) STD Nep Count =0.2 x neps per board x Hank
X card width in cms
c) Neps / 100 mg = Standard nep Ct x 3.1 3. Draw Frame:
a)Trumpet Size = T x � w x m 64
where T= dia of trumpet in inch w= weight of sliver in grains m= Constant- Card=1.41 Draw=1.18 & 1.15 b) Rule for making Pinion Changes: = Nominal hank + 1.96 x SD �n where n is the number of wrappings from n deliveries
k = 13 x ( CV)² 2 where k is the % of change brought by one tooth change
c) Tolerence limit for pinion changes:

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 352
C/ ( C-2A ) x 3s/ �n where C= sliver hank or count A= no of teeth on the pinion N= no of wrappings S = standard diviation.
4. Yarn Realisation: YR = ( 92 – t ) for carded counts. YR= ( 92- t ) x ( 1-C ) x 3 for combed counts
100 where t = trash %, C= noil % in comber and WM is called waste multiplier which is 100/ YR
5. Allowable end break for side allotment in Ring Frame.
B = 125/n x 30/ � c where = B is breaks per 100 spindles/hour n is number of sides c is count
Example: 8 sides in 80s. = 125/8 x 30/8.99 = 12.25 breaks.
6. Optimum Drum Allocation for Manual Winding
N = 4.8 x Y + 1 S Where Y is the length of yarn in cop in meters
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 353
S is the winding speed in meters. Ex: 3000 meters of length in cop 500 meters/mnt winding speed 4.8 x 3000
500 = 29 + 1 = 30 drums
7. Production Calculations:
a) Blow Room: 100% Production= Lap roller speed x 1.0936 x 60 x 8
840 x hank x 2.2046 Weight of lap ranges from 350 to 450 grams/meter Lap or calendar roller speed ranges from 7 to 7.5 meters per minute. Production per Scutcher ranges from 1000 kgs to 1400 kgs per 8 hours. b) Carding: 100 % Production/ hr= Doffer rpm x 3.14 x doffer dia x 60

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 354
840 x 36 x hank card x 2.2046. High Production card: Card Hank ranges from 0.14 to 0.24 and doffer rpm ranges from 20-30 c) Combing: 100 % Production: Wt of lap x sliver % x speed in nips/mnt x efficiency Feed ratchet x 100 Sliver % = weight of sliver Sliver weight + noil wt Example: 400 grains sliver weight, 50 grains noil wt = 400 400 + 50 = 89% Example: 800 grains lap weight, feed ratchet 15T, 140 nips per minute, sliver % 88, efficiency 94% = 800 x 0.88 x 140 x 0.94 15 x 100 x 2.2

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 355
= 28 kgs per hour d) Drawing Frame: : 100 Production per delivery: Front roller speed in meters/mnt x 1.0936 x60 840 x delivery hank x 2.2046 Front roller speed ranges from 200 to 250 meters/mnt, sliver hank from 0.13 to 0.22 and production per delivery from 250 to 400 kgs per 8 hrs e) Simplex Frame: 100 % Production = 7.2 x no of spindles x shift hrs 8 x T.P.I x hank/count x1000 Speed ranges from 800 to 1400 rpm, hank rove from 1.0 to 3.5, TM from 1 to 1.8 and production from 1 to 3 kgs per spindle f) Ring Spinning Frame Same formula as above applies
USEFUL TECHNICAL GUIDE
1. Recommended lift and ring dia:
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 356
20s and below = 8" x 1¾" yarn content 85 gms 30s to 40s = 7" x 1�" " " 60 to 65 40s to 60s = 7" x 1½" " " 50- 55 80s & above = 6" x 1½" " " 44 -48
2 Fly Frame. 10" x 5" dia, Roving Content = 0.75 kg 12" x 6" dia, " " = 1.50 14" x 7" dia, " " = 2.00
3) Can Content: 12" x 36" = 8 kgs 14 x 42 = 12 18 x 42 = 20 24 x 42 = 36 16 x 48 = 48 l 4) Card Clothing: Laxmi Graf Dirty Short Staple: Cylinder = Matta- 445 PPSI Doffer = Exotica- 395 PPSI Lickerin = E 5510 Flat = Rappotop- 300 PPSI
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 357
Medium Staple: Cylinder = Pima-616 PPSI Doffer = Exotica Lickerin = D 550 Flat = Rappotop, 400 PPSIfer Long Staple: Cylinder Akala- 800 PPSI Doffer Exotica Lickerin D 5505 Flats Rappotop- 400 PPSI Synthetics: Cylinder Super Bengal- 395-445 PPSI Doffer Exotica- 395 PPSI Lickerin C 55-5 Tops Picodiamond-240 PPSI 5) Suggested Settings: a) Blow Room: Evener Roller-Inclined Laatice – 85% working Pedal to Pedal Roller 0.1 mm Pedal to beater 5-10 mm Beater to Strpping roll 1.5 – 2 mm

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 358
b) Carding: Feed roller to Lickerin: Short Staple 10/ 1000" Medium 12/1000 Long 14/1000 Synthetics 15/1000 Lickerin to combing segment Mote knife 18- 22 Lickerin to Cylinder 9 Cylinder to backplate 14-22 Cylinder Undercasing 26-52-52-88-120 Cylinder – Doffer 4-5 Flats 8-8-10-10-10 Cylinder Front plate 18-22 6) Drawing : Roller Setting Front to back 5-7; 10; 15 mm ( effective length + ( allowance ) In case of 2.5% span length slightly Wider setting. Break Draft- First passage 1.6-1.8 Final " 1.3- 1.5 Tension Draft 1.0 – 1.1 7) Simplex Frame: Draft Zone setting: Back Zone
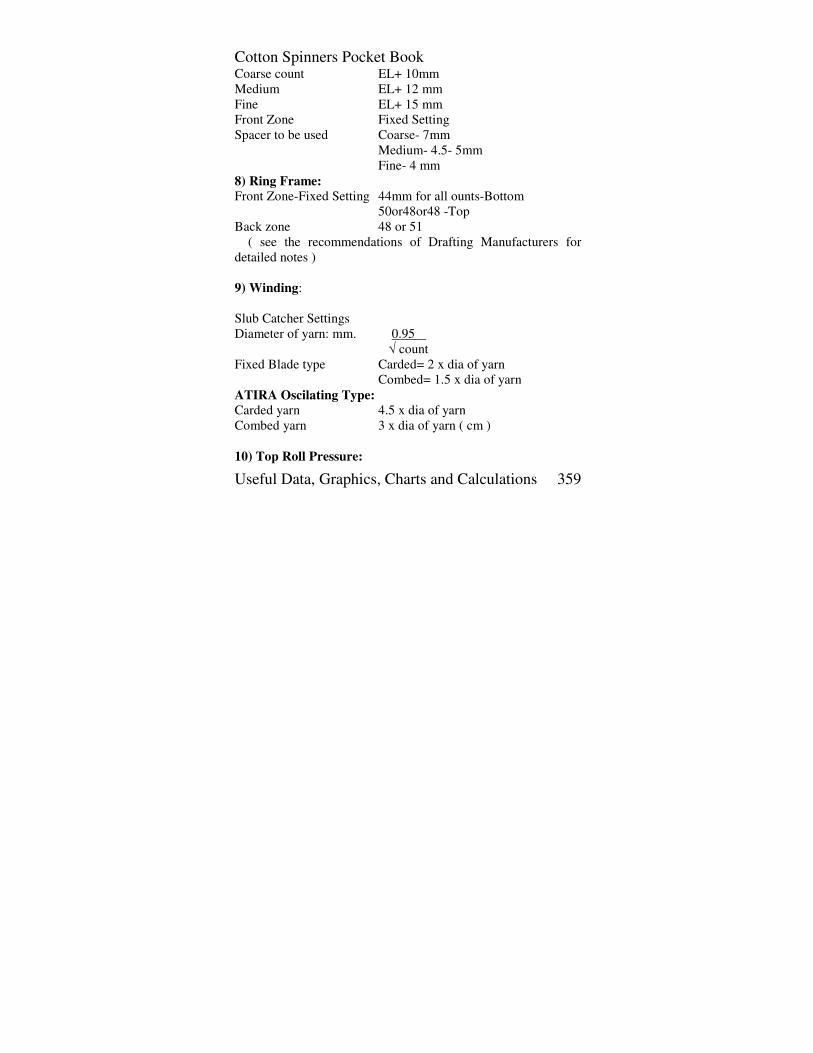
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 359
Coarse count EL+ 10mm Medium EL+ 12 mm Fine EL+ 15 mm Front Zone Fixed Setting Spacer to be used Coarse- 7mm Medium- 4.5- 5mm Fine- 4 mm 8) Ring Frame: Front Zone-Fixed Setting 44mm for all ounts-Bottom 50or48or48 -Top Back zone 48 or 51 ( see the recommendations of Drafting Manufacturers for detailed notes ) 9) Winding: Slub Catcher Settings Diameter of yarn: mm. 0.95 � count Fixed Blade type Carded= 2 x dia of yarn Combed= 1.5 x dia of yarn ATIRA Oscilating Type: Carded yarn 4.5 x dia of yarn Combed yarn 3 x dia of yarn ( cm ) 10) Top Roll Pressure:
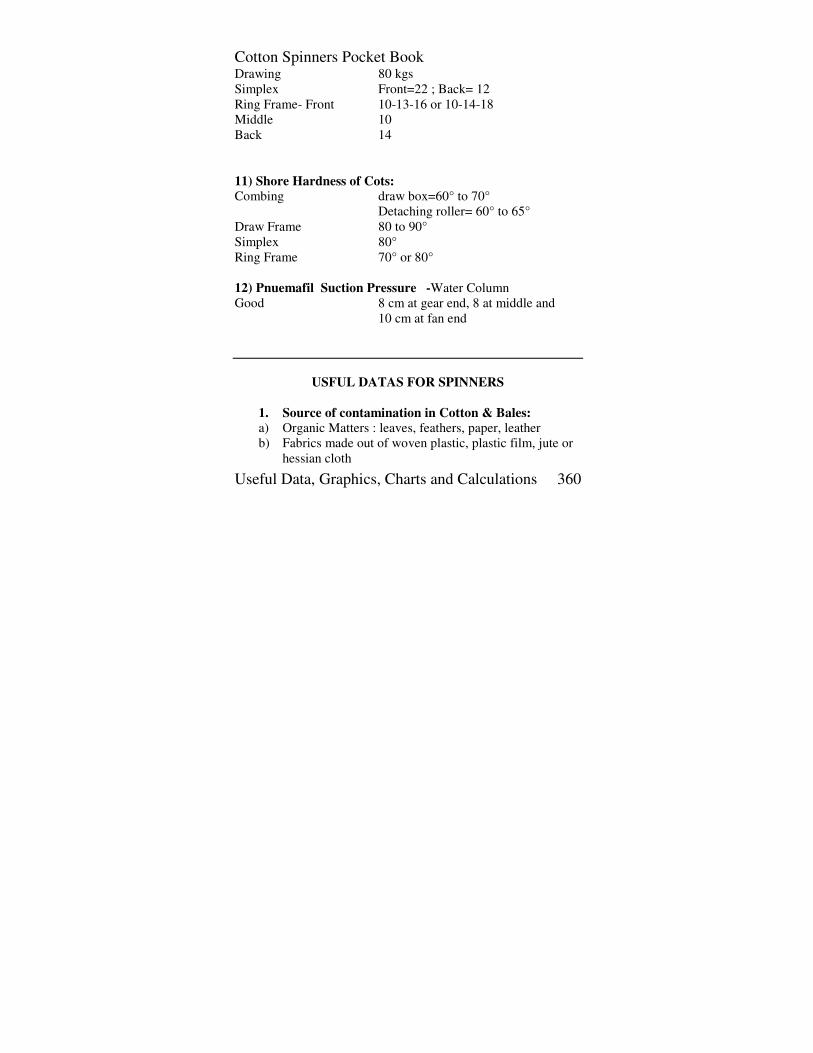
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 360
Drawing 80 kgs Simplex Front=22 ; Back= 12 Ring Frame- Front 10-13-16 or 10-14-18 Middle 10 Back 14 11) Shore Hardness of Cots: Combing draw box=60° to 70° Detaching roller= 60° to 65° Draw Frame 80 to 90° Simplex 80° Ring Frame 70° or 80° 12) Pnuemafil Suction Pressure -Water Column Good 8 cm at gear end, 8 at middle and 10 cm at fan end
USFUL DATAS FOR SPINNERS
1. Source of contamination in Cotton & Bales: a) Organic Matters : leaves, feathers, paper, leather b) Fabrics made out of woven plastic, plastic film, jute or
hessian cloth

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 361
c) Inorganic-sand, dust, rust, metal wire d) Stickiness-seed coat fragments, honey dew e) Oily- chemicals, grease, rubber, tar, stamps Most of these are present in Indian cotton and they should be removed at the early stage itself 2 )To get good Combed Sliver: a) 20- 25% change in lap weight will affect combing
efficiency b) Short feed gives better short fiber removal and long
feed better nep removal c) Heavy lap & short feed-imperfections reduced, end
breakage reduced; Light lap & long feed efficient nep removal
d) Forward feed for low and medium waste, backward feed for long staple-low production and high waste extraction.
3 ) Electronic weighing balance attached with feed lattice which automatically regulates the feeding gives excellent CV and perfect blend 4) Cleaning Propensity index and Cleaning Requirement in cotton are important factors to pre-determine the number of beaters and opening.
CPI = amount of trash removed in Ist passage of TA

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 362
Total Amount of Trash in mixing 5)Long length fault in yarn are due to: a) Roving twist factors b) spacing between top and bottom aprons c) Bottom front zone setting at speed frame 6) Mechanical Clearers with very thin blade and snick plate with wide blade remove higher yarn faults. 7) Comber Speed, top comb penetration, and the needling pattern of half comb / unicomb influence combing performance and combing efficiency. 8) Pnuematic loading at the draw frame, Spring loading at the speed frame, pneumatic loading at the ring frame give very good yarn. 9) Flat belt drive saves 6% in energy. 10) Cell type air washers reduce number of nozzles and the pump from 20-HP to 4 HP 11) PVS Eliminators are very efficient and maintenance free. 12) FRP Blades save energy by 20% 13) SITRA semi automatic reels give 30% more production. 14. number of readings required for 95% confidence limit for snap survey is arrived at n = 3.8416 x p ( 100-p ) a² x N

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 363
where n is number of readings, p-efficiency, a accuracy desired and N- number of machines. 15) Periodical health check of Mill is vital for staying in the market and field. 16) Choice of wire in carding play important part in quality of yarn 17) Seed coats and motes require higher lickerin speed. 18) To achieve 16-HOK you need Chute feed card, auto leveler at Draw frame, auto doffing at ring frame and superior mixing. 19) Auto winding is a must for export of yarn. 20) Cotton Cost 65% for coarse, 55% for medium and 50% for fine count on the selling price. 21) Power Cost-UKG adjusted to 40s is 4 for carded, and more for combed count. 22)Labour and salaries cost 10%-ranges from 10-15% 23) Stores and Spares cost ranges from Rs 10- 30 per 100 spindles. 24) pnuemafil waste ranges from 1.5% to 3% 25) Idle spindles ranges from 0.5 to 1.5% 26) Environment, Cleanliness, health, best management practice, leadership, introduction of Computer monitoring in all sections are vital for quality and competiveness. 27) High Production cards need controlled humidity-23° to 25° temperature. 28) Spindle to Spindle variation is due to: Roller eccentricity

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 364
Apron nip opening Apron nip % front Roller Top Roller pressure Roller Slip Nose bar setting Apron Tension 29.) Age of Top Arms affects quality of yarn and end breakages. 30 ) 3" drafting wave is due to roller eccentricity 31) Preventive action is very important for Spinning Mills. 32) Quality should be a byword. 33) Use endless belt for piano feed regulating motion in Blow Room. 34) Flat Chains are very important in carding- not rigid nor loose. 35) 3% deviation from average count is very significant. 36) Yarn elongation is vital for weaving 37) Short and immature fibres are the cause of major faults in medium and finer counts 38) Avoid reprocessing of laps and slivers.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 365
Maintenance Schedule For Spinning Mills
1. Blow Room: A . General Cleaning of all units- weekly once.
During cleaning checking and correction of piano feed regulating, rack pressure, belt slackness etc are essential
2. Carding: General Cleaning – monthly once Half Setting – 15-days once Full Settings – 2 months once Grinding – light grinding 6- months once Flat Grinding- 6- months once Undercasing – Polishing – 6 months once.
3. Combing:
General Cleaning – once a week Cots buffing – sliver & ribbon lap- 3-weeks Detaching Roller – 3- months once
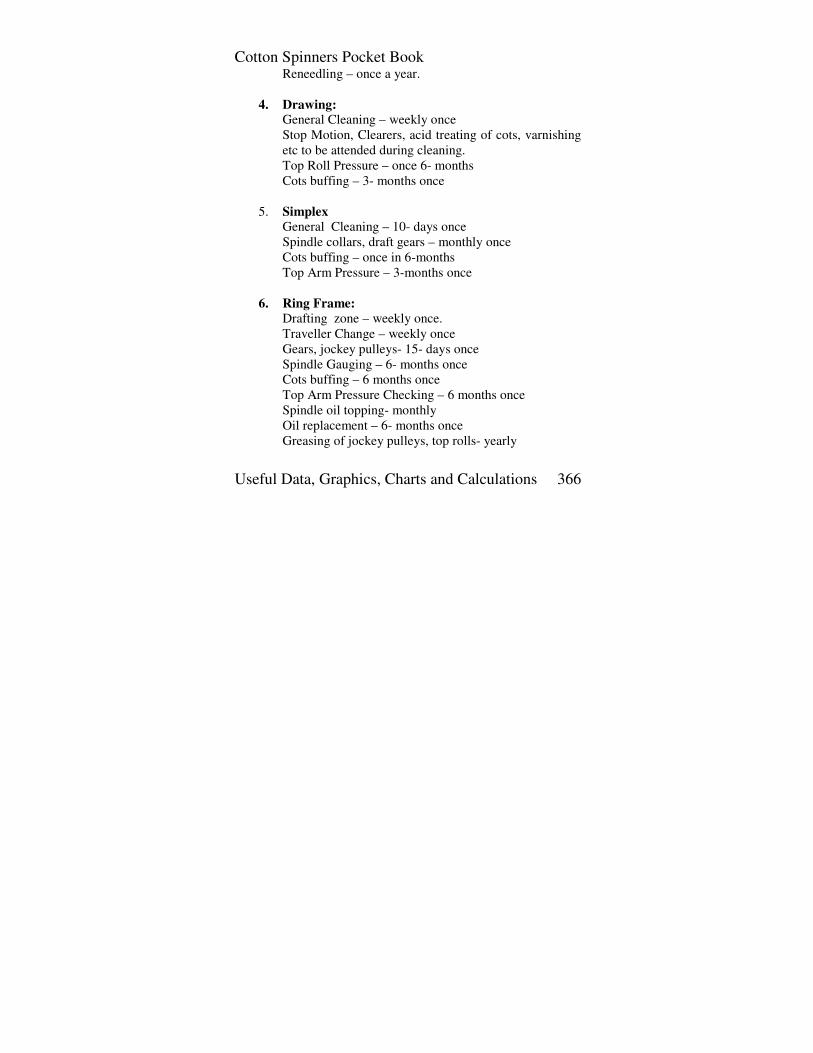
Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 366
Reneedling – once a year.
4. Drawing: General Cleaning – weekly once Stop Motion, Clearers, acid treating of cots, varnishing etc to be attended during cleaning. Top Roll Pressure – once 6- months Cots buffing – 3- months once
5. Simplex
General Cleaning – 10- days once Spindle collars, draft gears – monthly once Cots buffing – once in 6-months Top Arm Pressure – 3-months once
6. Ring Frame:
Drafting zone – weekly once. Traveller Change – weekly once Gears, jockey pulleys- 15- days once Spindle Gauging – 6- months once Cots buffing – 6 months once Top Arm Pressure Checking – 6 months once Spindle oil topping- monthly Oil replacement – 6- months once Greasing of jockey pulleys, top rolls- yearly

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 367
7. Winding: General Cleaning – weekly. Stop Motion, Clearer settings – weekly Oiling – whenever necessary
END --------------------------------------------
REFERENCES
1. ATIRA, SITRA, BTRA Research Papers. 2. Laxmi-Reiter Catalogues. 3. Reiter Catalogues. 4. ASTM Standards. 5. Cotton Spinners Hand Book by R.Jagannathan. 6. Textile Mills Technical Data Book. By R.Jagannathan. 7. Mr. Vijayakumar-detailed articles on Processing of
Cotton through various stages of Yarn Production. 8. Mr. Tirupathi, Vice President- Premier Instruments on
Engineering Yarn Manufacturing in the new millinum. 9. Various Textile Machinery Manufacturers. 10. India-Malaysia Textiles-Malaysia 11. Kwality Textiles-Malaysia 12. Govt Of India-Ministry of Textiles-survey and
publication.

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 368
13. U.S. Dept of Agriculture. 14. International Textile Manufacturer Federation
publications. 15. ATIRA Project on Ginning. 16. Sahlafhorst Machine. 17. Zinser Machine 18. Murata Jet Spinning 19. Marzoli-Italy. 20. ATMA-Exibition and review. 21. Laxmi-Reiter Machineries 22. Cotton Technology mission Reports. 23. Extracts from seminars at ATIRA And from scores of articles from research Associations all over the World and visits to various Textile Mills at Hong Hong, Thailand, U.S.A, Germany, England and Sri Lanka with more than 12-years experience at Malaysia and Sri Lanka in erecting and commissioning of Spinning and Composite Mills.
-----------------------------------

Cotton Spinners Pocket Book
Useful Data, Graphics, Charts and Calculations 369





























