Embed Size (px)
Citation preview

Introduction Industrial attachment is an essential part of four years course of B.Sc. in Textile
Engineering Bangladesh University of Textiles. I had the opportunity to perform the industrial
attachment at SQUARE TEXTILES Ltd. During 2 months long attachment, I studied the man,
machine, material aspects, quality control section, planning section, utility section, maintenance
section of the mill. There I learn about how a factory runs smoothly. How an administration
should be in factory also its environment how it affects workers work mentality. At SQUARE we
acquire our required knowledge about different yarn production process and Quality control,
From its raw material to dispatch. Various kind of yarn like normal card , normal comb, rotor
yarn, siro, inject, mélange , compact, organic, PC, CVC, white, double yarn, neppy, core spun,
slub yarn.Which gives us vast practical knowledge as a student of Yarn Manufacturing
Engineering .There I saw modern equipment of quality control like HVI, USTER, AFIS,
Tensojet, Autostretch 5C, Mesdanlab, NTDA. There I learn about different M/C and its
maintenance which is very much helpful to avoid Industrial Hazards. I also saw safety
measurement taken at the factory.
By achieving practical knowledge it is possible to apply the theoretical knowledge in the
Engineering field. For any Engineering study, practical experience is almost equally necessary in
organization with the theoretical knowledge. The industrial attachment is the most effectual
process of achieving the practical experience. It provides me sufficient practical knowledge
about production management, productivity, evaluation, work study, efficiency, industrial
management, production planning & control, production cost analysis, inventory control,
purchasing, utilities and Maintenance of machinery and their operation technique etc.
According to my studies there I have prepared the following report and would like to
present.
1 SQUARE TEXTILES LTD

PROJECT DESCRIPTION
2.1. Project:
Name of the Project: Square Textiles Ltd. & Square Yarns Ltd.
Type: 100% Cotton and blend Yarn Manufacturing.
Year of Establishment:
There are 4 Unit which are situated inside the factory .They were established in different time.
Unit-01: 1995
Unit-02: 1998
Unit-03: 2000
SYL : 2006.
Address:Corporate Office:
Square Centre
48, Mohalhali Commercial Area
Tel: 02-8817729-38 & 02-8827729-38
Email: [email protected]
Factory:Vill-Saradaganj, Post-Kasimpur, Thana: GazipurSadar
Dist: Gazipur
Tel: 02-7701232, Fax: 02-7701321
Head Office:Mascot Plaza (10thFioor), 107/A, Sonargoan Janapath Road, Sector-07,
Uttara , Dhaka-1230.
Tel:02-8916163-65,02-8951101-8, Fax: 02-8916520.
2 SQUARE TEXTILES LTD

Fig : 2.1 Location map of Square Textiles
3 SQUARE TEXTILES LTD

Sponsors:
• Samuel S. Chowdhury, Chairman.
• Mrs. Ratnapatra, Vice Chairman
• Tapan Chowdhury, Managing Director.
• Mrs. Anita Chowdhury,Director
• AnjanChowdhury, Managing Director.
Banks:
1. Standard Chartered Bank
SCB House, 67 Gulshan Avenue
Dhaka.
2. Bank Al Falah Limited
5, Rajuk Avenue, Dhaka
3. HSBC Ltd.
Anchor Tower
1/1 –B Sonargaon Road, Dhaka
Insurers
1. Pioneer Insurance Co, Ltd.
10, Dilkusha C/A
Dhaka.
2. Pragati Insurance Co. Ltd.
20-21, Kawran Bazar
Dhaka
Listing
1. Dhaka Stock Exchange (DSE)
2. Chittagong Stock Exchange (CSE
4 SQUARE TEXTILES LTD

Fig: 2.2. Master plan of STxL
5 SQUARE TEXTILES LTD

2.2. Product Mix:
Unit -01:
Card Hosiery & Comb Hosiery, organic, siro, slub, melange, inject, 100%
manmade(viscose ,modal , polyester).
Unit -02:
Card Hosiery & Comb Hosiery, compact, organic & rotor card woven.
Unit -03:
Rotor Card Woven, knit slub
SYL:
Blended (PC, CVC, melange, combed), double yarn, neppy, 100% polyester
Number of Spindle
Unit 1: 36288
Unit 2: 23184
Unit 3: 3192
SYL: 31248
2.3. DIFFERENT DEPARTMENT:
Department
Production Department.
Quality Assurance
Department.
Utility Department
Maintenance Department
HR &Administration
Department
Civil Department
Store Department
IT Department
Marketing Sales Department
Planning &Procurement
Department
Finance & Accounti
Remarks:
Square Yarns Limited is a well known export oriented spinning industry in our country.
They process many goods and their project is a big amount.
6 SQUARE TEXTILES LTD

Manpower Management
3.1. Manpower management is the means of manpower control to ensure the most
efficient and economical use of available manpower.
Manpower Planning which is also called as Human Resource Planning consists of putting
right number of people, right kind of people at the right place, right time, doing the right things
for which they are suited for the achievement of goals of the organization. Human Resource
Planning has got an important place in the arena of industrialization. Human Resource Planning
has to be a systems approach and is carried out in a set procedure. The procedure is as follows:
Analyzing the current manpower inventory
Making future manpower forecasts
Developing employment programmes
Design training programme 3.2. Management System
Definition:
A management system is the framework of processes and procedures used to ensure that an
organization can fulfill all tasks required to achieve its objectives.
For example, an environmental management system enables organizations to improve their
environmental performance through a process of continuous improvement. An oversimplification
is "Plan, Do, Check, Act". A more complete system would include accountability (an assignment
of personal responsibility) and a schedule for activities to be completed, as well as auditing tools
to implement corrective actions in addition to scheduled activities, creating an upward spiral of
continuous improvement.
Table: 3.1 Organogram of different section
Adminstra
tion
Production Quality Utility Maintenance
7 SQUARE TEXTILES LTD

M.D G.M. A.G.M D.G.M Manager
E.D D.G.M Sr.Manager Sr. Manager Asst.
Manager
D.G.M A.G.M Manager Asst.
Manager
Sr. Executive
Factory
Manager
Sr.
Manager
Asst.
Manager
Sr. Executive Executive
Sr. Manager Asst.
Manager
Sr.executive Executive Sr.
maintenance
officer
Asst. Manager Sr.executiv
e
Executive Sr.asst.
officer
Maintenance
officer
Executive Sr.
Prodution
officer
Qua;ity
Officer
Asst. Officer Assit. Officer
Officer Production
officer
Sr.
Asst.Officer
Utility officer
Junior officer Worker Asst. officer
Sr. officer asst Lab assistant
Officer asst.
3.2. Organogram of different section
8 SQUARE TEXTILES LTD

3.4. Management Apparatus in STxL
Board of Directors:Mr. Samuel S. Chowdhury Chairman
Mrs. RatnaPatra Vice Chairman
Mr. TapanChowdhury Managing Director
Mrs. Anita Chowdhury Director
Mr. AnjanChowdhury Director
Mr. M. Sekander Ali Independent Director
Mr. Syed AfzalHasanUddin Independent Director
Audit Committee:
Mr. M. Sekander Ali Chairman
Mrs. RatnaPatra Member
Mr. AnjanChowdhury Member
Management Committee
Mr. Tapan Chowdhury Chairman
Mr. Anjan Chowdhury Member
Mr. Mostaque Ahmed Siddiqui Member
Mr. Md. Kabir Reza Member
Mr. Md. AlamgirHossain Member
Company Secretary
Mr. KhandakerHabibuzzaman
9 SQUARE TEXTILES LTD

Management Team
Mr. Mostaque Ahmed Siddiqui Chief Operating Officer
Mr. Md. AlamgirHossain Chief Financial Officer
Mr. Md. AbdurRashi Head of Factory
Mr. Md. Idris Ali Head of Utility
Mr. MajiburRahmanBhuiyan Head of Internal Audit
Mr. Sayeed Ahmed Chowdhury Head of Procurement & Planning
Mr. Mohammad Shohel Anwar Head of Quality Assurance
Mr. Md. NaziburRahman Head of Marketing
Mr. Md. Adam Ali Khondoker Head of HR & Admin
Mr. Tazul Islam Head of Maintenance
Auditors
M/s. Das Chowdhury Dutta & Co.
Chartered Accountants
Well Tower, 1st Floor, Flat-A/1
12/APuranaPaltan Line, Dhaka
In SQUARE TEXTILES LTD. the management system is
Intercom telephone
Fax and E-mail
Written letters and
Oral
Shift Change:
There are three shifts in the industry. So the shifts are changed after 8 hours. There are
A shift: 6:00 am to 2:00pm
B shift: 2:00pm to 10:00pm
C shift: 10:00pm to 6:00am
General shift: 8:00am to 5:00pm
10 SQUARE TEXTILES LTD

3.5. Responsibilities of a Production Officer:
In the Back Process:
A production officer should enter the mill before 15 minutes of the shift starting for taking
over the shift. He needs to look at and assure the following things:
Stock of Mixing and Stock of Lack
Availability of Stock for the next shift
Humidity and Temperature
Doffer speed of Carding to face the shortage of feed material of the next process
Carding and Simplex should be in running condition always to ensure the feed material of
next process
3.6. Manpower arrangement in different section (unit-01)Section designation No of
machine
Shift Total
G A B C
Mixing Mixing man 4 59 59
FDP operator 4 - 5 5 5 15
Blow room operator 2 - 4 4 4 12
Carding operator 20 - 3 3 2 8
Drawing operator 15 - 5 5 6 16
Unilap operator 2 - 1 1 2 4
Comber operator 12 - 3 3 2 8
Simplex operator 8 - 7 7 6 20
Ring(male)
Ring(female)
Doffer
operator
72 - 39
50
39
51
38
51
116
152
Winding(male)
Winding(female)
B.shorter
operator
12 - 16
47
16
47
16
47
48
140
Packing(male) - 2 2 2 6
Packing(female) - 5 4 5 14
Table: 3.2
3.7. Training & Development
11 SQUARE TEXTILES LTD

Training is the process of enhancing the skill, capabilities and knowledge of employees
for doing a particular job. Training process moulds the thinking of employees and leads
to quality performance of employees.
Training is crucial for organizational development and success .The benefits of training
can be summed up as Improves morale of employees ,less supervision ,fewer
accidents ,chances of promotion, increase productivity. SQUARE TEXTILES LTD
company is following the above theme for training & development .
3.8. Remuneration
Remuneration provides basic attraction to an employee to perform job efficiently and
perfectly. Salaries constitute an important source of income and determine their standard of
living. In Square Textiles Limited , employees get a standard figure of salary. They got their
salaries at the beginning of the month.
Remarks:
Manpower Planning is a two-phased process because manpower planning not only
analyses the current human resources but also makes manpower forecasts and thereby draw
employment programs. Manpower Planning is advantageous to firm. By using a proven
management system one can able to continually renew his mission, strategies, operations and
service levels.
12 SQUARE TEXTILES LTD

Machine Description
4.1. Machine :
A machine is a device that applies force, changes the direction of a force, or changes the
strength of a force, in order to perform a task, generally involving work done on a load .
Machines are often designed to yield a highmechanical advantage to reduce the effort needed to
do that work.
A simple machine is a wheel, a lever, or an inclined plane. All other machines can be built
using combinations of these simple machines; for example, a drill uses a combination of gears
(wheels) to drive helical inclined planes (the drill-bit) to split a material and carve a hole in it
"Machines are worshipped because they are beautiful and valued because they confer power;
they are hated because they are hideous and loathed because they impose slavery" [Bertrand
Russell Sceptical Essays: Machines and the Emotions]
Machine description: square Textiles Ltd. use Rieter blow room line. The figure of the blow room line of the mill is given below-
Fig 4.1 : Rieter Blow Room Line
13 SQUARE TEXTILES LTD

4.2. Machine description:
Square Textiles Ltd. use Rieter blow room line. The figure of the blow room line of the mill is
given below-
4.2.1. Blowroom:
4.2.1.1. Unifloc:
The foundations for yarn quality and thus the quality of the textile end product are laid in the
blow room process. Square uses unifloc A10 for unit-1 & unit-2 and unifloc A11 for unit-3 &
syl. The Unifloc A10 &A 11 processes the fiber material gently and efficiently into micro tufts,
from which impurities can be removed very readily in the subsequent processes. This effectively
supports the quality and economic efficiency of yarn manufacture.
Table 4.1
MODEL A10 A11
BRAND RIETER RIETER
ORIGIN SWITZERLAND SWITZERLAND
PRODUCTIO
N
1100 Kg/hr 1200 kg/hr
m/c speed 5-20 m/min 5-20 m/min
Take up depth 4-10 mm 4-10 mm
14 SQUARE TEXTILES LTD
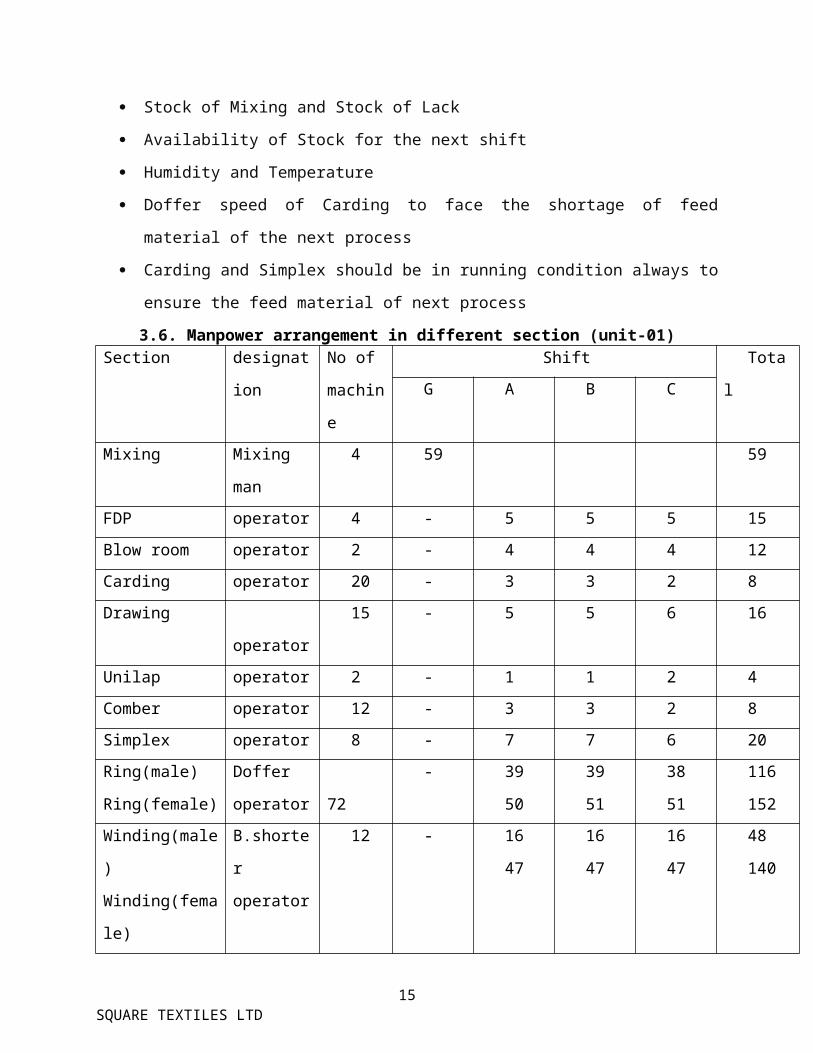
Fig 4.2: UNIFLOC A11
4.2.1.2. Uniclean:Square mainly uses B10 and B11 type machine. The UNICLEAN pre-cleaner cleans the micro
tufts in the first cleaning stage immediately after the Unifloc . This enables machine output of up
to 1100 kg/h to be achieved. Cleaning is performed without nipping and is therefore very gentle
to the fibers and at the same time efficient. This ensures a high level of raw material utilization.
M/C specification of B11 model is given below:
15 SQUARE TEXTILES LTD

Table 4.2
Fig 4.3 : UNICLEAN B114.2.1.3. Unimix:
16 SQUARE TEXTILES LTD
Model B11Brand RIETEROrigin SwitzerlandCleaning intensity
0-1
Relative waste amount
1-10
Production 1100 kg/hr

The mixing machine guarantees homogeneous, intimate mixing of the bale feed in a minimum of
space, even with unfavorable bale lay-down. The unique 3-point mixing process is equally
suitable for cotton and man-made fibers. 6 mixing chambers ensure not only effective mixing,
but also high production performance. The large storage volume of the Unimix provides the ideal
preconditions for a high degree of operating autonomy in the blow room.
Table 4.3Model B7/3 B70
Brand Reiter Reiter
Origin Switzerland Switzerland
Production 500 kg/hr 500 kg/hr
Mfg year 1996 2006
Effeciency 75% 80%
Fig 4.4 : UNIMIX B70
4.2.1.4. Uniflex :
17 SQUARE TEXTILES LTD

Thus a very homogeneous batting laydown is formed both lengthwise and crosswise. The
adjustable chute depth determines the lap weight required depending on production and type of
fiber. The material is carried further by a perforated drum and a plain drum. The machine is
equipped with automatic lap intake, thus no manual intervention is needed when starting up the
fine cleaner. The feed roll supplies the material to the opening cylinder. The opening cylinder,
which is available in different versions depending on the requirements of the material, takes over
the material. The spinner can set the rotation speed of the opening cylinder according to his
objectives and raw material.
Table 4.4
Fig 4.5: UNIFLEX B60
4.2.1.5. THE COTTON SHORTER
18 SQUARE TEXTILES LTD
Model B50 B60 LB5/6Brand RIETER RIETER LAKSHMIOrigin Switzerland Switzerland IndiaMfg year 1996 2006 1996Production 450 kg/hr 500 kg/hr 450 kg/hrEfficiency 75% 80% 75%

The cotton shorter in general detects differentiation in color, regardless of the material.
Therefore paper, tar, dark cotton tufts, colored synthetic material are recognized with high
accuracy.
Due to the color differentiation of cotton, The cotton shorter automatically recognizes and
optimizes after machine start the color grade of the cotton tufts. Hence, even contamination with
a similar color like the cotton tufts will be detected and ejected.
Table: 4.5
Model Sp-Fpu HRS-120 ED-351-
1200T
Brand Truttzschler loptex Jossi
Origin Germany Ittaly Switzerland
Mfg year 2012 2011 2006
production 400 kg/hr 400 kg/hr 400 kg/hr
Fig 4.6 : SP-FPU
4.2.1.6. Condenser :
19 SQUARE TEXTILES LTD

Furthermore, the condensing process enables yarn hairiness to be reduced quite dramatically,
especially of hairs longer than 2 mm (Fig. 75), i.e. those hairs which cause the main problems in
downstream processing.
The condensing process also enables the abrasion resistance of the yarns to be improved.
This not only results in much better yarn abrasion test values, but also considerably reduces
deterioration in yarn quality during winding. All these quality advantages can be exploited by
spinning mill operators. In most cases even yarn twist can be reduced, resulting in higher
delivery speeds on the spinning machine.
20 SQUARE TEXTILES LTD

Table :4.6
Model LA5/6 A20 A21
Brand LAKSHMI RIETER RIETER
Origin India Switzerland Switzerland
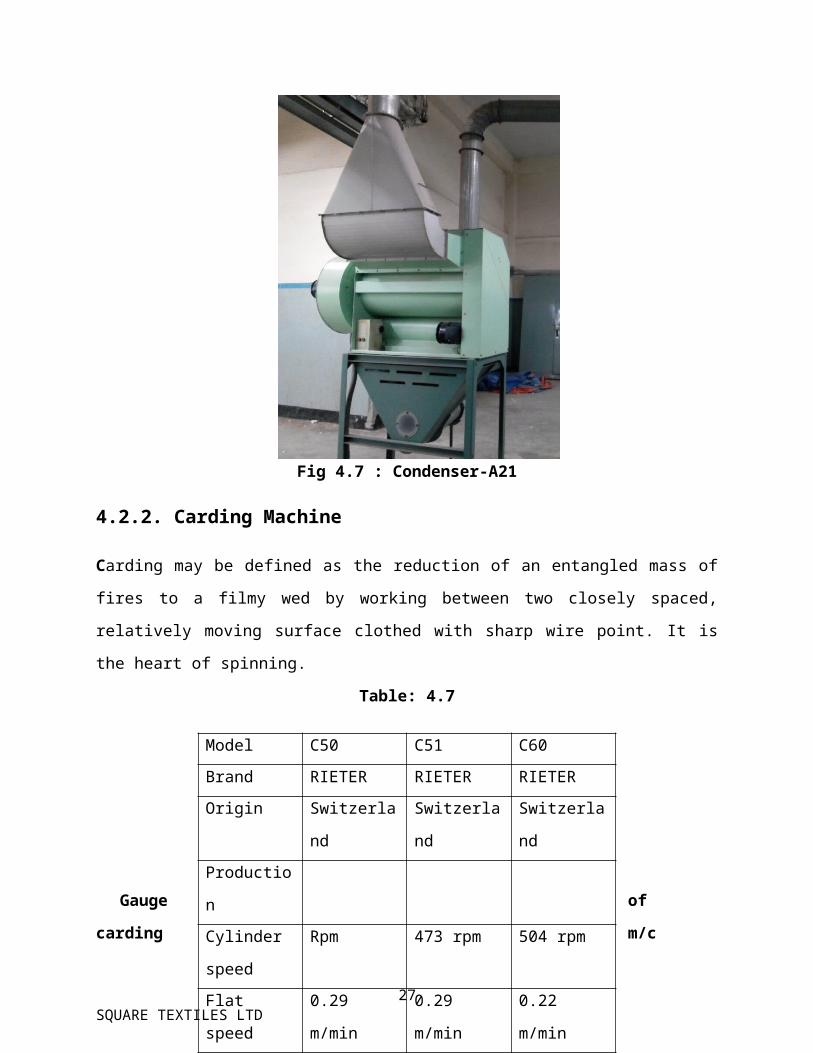
Fig 4.7 : Condenser-A21
4.2.2. Carding Machine
Carding may be defined as the reduction of an entangled mass of fires to a filmy wed by working
between two closely spaced, relatively moving surface clothed with sharp wire point. It is the
heart of spinning.
Table: 4.7
21 SQUARE TEXTILES LTD
Model C50 C51 C60
Brand RIETER RIETER RIETER
Origin Switzerland Switzerland Switzerland
Production
Cylinder
speed
Rpm 473 rpm 504 rpm
Flat speed 0.29
m/min
0.29 m/min 0.22 m/min

Gauge of carding m/c
Feed plate to feed r/r = .15mm
Feed R/r to licker in = .9mm
Licker in to first knife = .35mm
Licker in to 2nd knife = .45mm
Linker in to cylinder = .25mm
stationary back to cylinder = 0 .35mm
Flat to cylinder = .35/.35/.3/.3/.3mm
Front plate to cylinder= 1mm
Back(top) plate to cylinder = 1.2mm
Front stationary to cylinder = .3/.3
Front knife = .3mm
Doffer to cylinder = .175mm
Doffer to stripping R/r = .15mm
Stripping R/r to delivery R/r = .15mm
Delivery to delivery R/r= .15-.125mm
Cleaning brush of flat = .15mm
Licker in dia = 253mm
Cylinder dia = 1290mm
Doffer dia = 500mm
22 SQUARE TEXTILES LTD

Fig 4.8 : carding m/c C 60
23 SQUARE TEXTILES LTD

4.2.3. Breaker Draw Frame
Modern high-performance draw frames are currently equipped with highly efficient extraction
systems which reliable remove a substantial proportion of the dust still present in the fiber
material. Dust, fiber fragments and trash are effectively separated from the fibers by fiber/fiber
friction during the drafting process in the draw frame and can thus very easily be removed by the
extraction system
Table: 4.8Model SB-2 RSB-1 RSB-951 SB-D-10 SB-D-40
Brand RIETER RIETER RIETER RIETER RIETER
Origin Switzerland Switzerland Switzerland Switzerland Switzerland
Drafting 4 over 3 4 over 3 4 over 3 4 over 3 4 over 3
Doublingrati 5:1 8:1 8:1 6:1 6:1
Fig 4.9: Breaker Draw Frame
24 SQUARE TEXTILES LTD

4.2.4. Finisher Draw Frame :
Modern high-performance draw frames are currently equipped with highly efficient extraction
systems which reliable remove a substantial proportion of the dust still present in the fiber
material. Dust, fiber fragments and trash are effectively separated from the fibers by fiber/fiber.
Table: 4.9
Fig 4.10 : finisher Draw Frame
25 SQUARE TEXTILES LTD
Model RSB-1 SB-2 RSB-D40 RSB-D45
Brand RIETER RIETER RIETER RIETER
Origin Switzerland Switzerland Switzerland Switzerland
Doubling 8:1 5:1 8:1 8:1
Delivery 700 650 700 700
Bottom R/r
dia
F-40mm,
M-30mm,
B-30mm
F-40mm,
M-30mm,
B-30mm
F-40mm,
M-30mm,
B-30mm
F-40mm,
M-30mm,
B-30mm

4.2.5. Unilap: A machine which produce lap from sliver.
Table: 4.10
Fig 4.11: UNILAP E 5/3
26 SQUARE TEXTILES LTD
Model E5/3 E30 E32
Brand RIETER RIETER RIETER
Origin Switzerland Switzerland Switzerland
Delivery
speed
100m/min 100m/min 100m/min
Doubling 24 24 24
Drafting R/r 30mm 30mm 30mm
Calendar R/r 50mm 50mm 50mm
4.2.6. Comber:Combing may be defined as the removals of short fibers, neps, and remaining impurities of
card sliver by using comber machine.
Table: 4.11
Model E60H E62 E65
Brand RIETER RIETER RIETER
Origin Switzerland Switzerland Switzerland
Feed/nip 360
Nip/min 5mm
Doubling 08 08 08
Drafting sys 3over3 3over3 3over3
Noil % 8-15 8-15 8-15
Lap length 230mm
Lap wt 1000gr/yds
Delivery/ m/c 01 01 01
Efficiency 90% 90% 90%
OTHER SPECIFICAION
Comber brush dia: 85-110mm
Detaching R/r dia: 23-24.5mm
Delivery R/r dia: 45mm
Funnel: 3.5-7 mm(inner dia)
Calendar R/r dia: 45mm
Feed amount teeth: 17-22
Drafting R/r: 42-45mm
Fig 4.12 : comber m/c
27 SQUARE TEXTILES LTD

4.2.7. Simplex: Simplex is the machine involved next to the drawing operation, where the sliver
is subjected to one or more attenuating process and the attenuated sliver receives a small amount
of twist and is then wound on a bobbin.
Fig 4.13: Simplex Electrojet
28 SQUARE TEXTILES LTD

SPECIFICAION OF SIMPLEX
Table: 4.12
29 SQUARE TEXTILES LTD
Model FL-16 FL-100 ELECTROJET
Brand TOYOTA Marubeni
Corporation
Tokyo
Electrojet
Origin Japan Japan Spain
Flyer rpm 1100 1100 1100
No. of flyer 120 120 120
Drafting sys 4over4 4over4 4over4
Full bobbin dia 152mm 152mm 152mm
Top R/r dia 19mm 19mm 28.5mm
Bottom R/r d 28.5mm 28.5mm 28.5mm
Condenser 12-15mm 12-15mm 12-15mm
Apron (top) 38.8x40x1.4
mm
38.8 x 40 x1.4 mm 38.8 x 40 x1.4 mm
Apron(bottom) 37 x 40 x 1 mm 37 x 40 x 1 mm 37 x 40 x 1 mm
Wighting arm TexpartsPK-
1500-110938
Texparts PK-1500-
110938
Texparts PK-1500-
110938

4.2.8. Ring Frame:
It is the final step of produce yarn. Where feed material is roving and final product is yarn.
the main operation are involved in there are creeling, drafting, twisting, winding, building,
doffing, etc
Table : 4.13
Fig 4.14 : Ring m/c
30 SQUARE TEXTILES LTD
Model FA-507A RX-240 LR60/AX
Brand ERFANJI TOYOTA LAKSHMI
Origin China Japan India
Spindle speed 18000rpm 18000rpm 18000rpm
No. of
spindle
128 128 120
Drafting sys 3over3 3over3 3over3

OTHER SPECIFICATION:
Spindle to spindle distance: 70mm
Spindle wharve: 18.5mm dia
Spindle dia:
Cot R/r dia: 27-29mm
Arbar: 25mm
Creel: 27mm
Bottom R/r: 27mm(all)
Ballon control ring: 46mm
Ring cup: 38-40mm
Tin pulley: 200mm
Juki pulley: 70mm
Tap length: 2455mm
Tap thickness: 0.7mm
Bottom shaft: 40mm
Flange width: 1.5mm
Front to middle R/r dist.: 45mm
Middle to back R/r dist.: 57mm
Lappet hook dia: 3mm
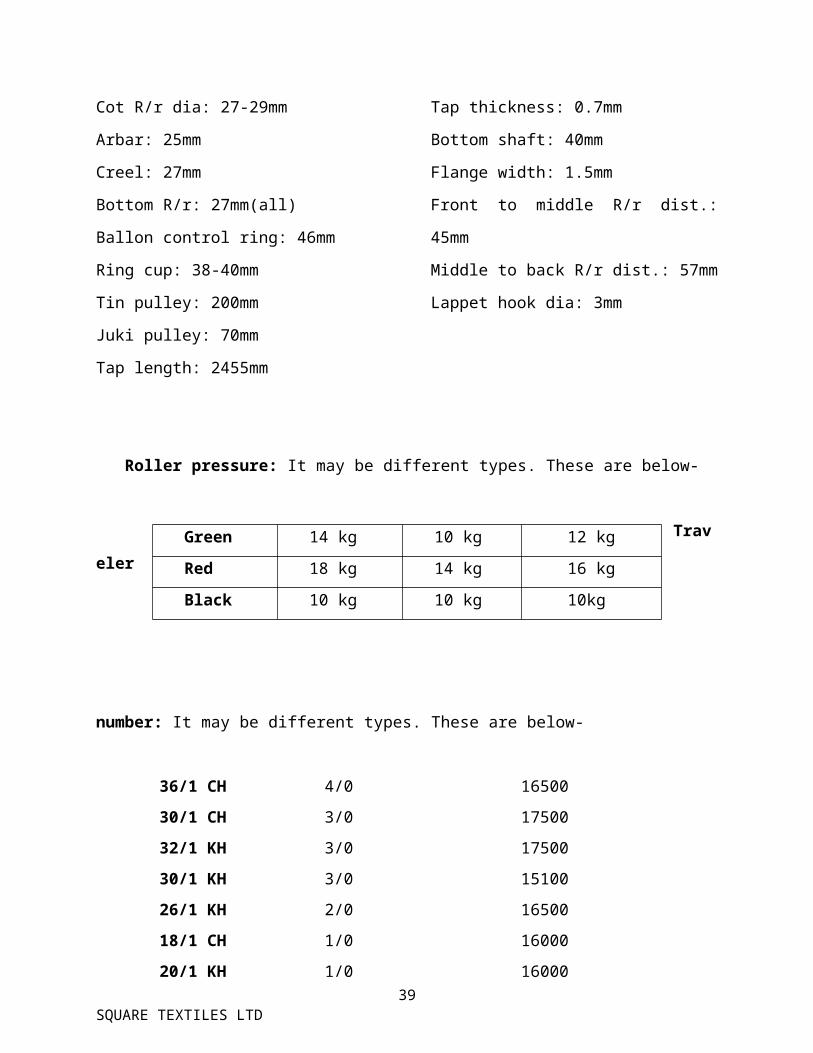
Roller pressure: It may be different types. These are below-
Traveler number: It may be different types. These are below-
31 SQUARE TEXTILES LTD
Front Middle Back
Green 14 kg 10 kg 12 kg
Red 18 kg 14 kg 16 kg
Black 10 kg 10 kg 10kg
arn count Tr. No. M/c speed
36/1 CH 4/0 16500
30/1 CH 3/0 17500
32/1 KH 3/0 17500
30/1 KH 3/0 15100
26/1 KH 2/0 16500
18/1 CH 1/0 16000
20/1 KH 1/0 16000

Spacer of ring frame:
32 SQUARE TEXTILES LTD

Spacer is important parts of ring frame . it is place between middle of top and bottom
apron. It creates gap between two apron.
Selection of spacer:
For same count different color spacer is used then check performance (ends break rate,
quality criteria ) .Select spacer for this count which show opimum performance.
Ring cops:
Ring bobbin is a importants parts of ring frame.Yarn are winding here, so for better winding
it is important.
Colour of ring cops:
For separation of count different color of ring cops are used.
o Red old
o Red new
o Yellow old
o Yellow new
o Teya
o Green
o Chocklate
o Orange
o Black
o Sky
o Light blue
o Deep blue
o Ash
o Firoza
33 SQUARE TEXTILES LTD
Spacer colour Spacer size (mm)
Red 1.8
Yellow 2.2
Lilac 2.5
White 2.8
Black 3.8
Beige 4.8
Green 5.5

34 SQUARE TEXTILES LTD

4.2.9. Winding m/c:It is used for re-wounding of yarn into required suitable package.
Table: 4.14
Model AC
338
Savio
polar
Murat
ec
Orion
M
Brand Schlaf
thorst
Savio
polar
Murat
ec
Origin Germ
any
Ittaly Japan Ittaly
No. of
drum
60 64 60
Drum
speed
Splici
ng sys
Auto
matic
Auto
matic
Auto
matic
Auto
matic
Effici
ency
60% 65% 65% 60%
35 SQUARE TEXTILES LTD

Fig 4.15: winding m/c
36 SQUARE TEXTILES LTD

4.2.10. Rotor frame:The rotor spinning machine is the first final spinning machine to be practically fully
automated. Rotor spinning frame is a double sided spinning machine and works
according to the open end processing. The machine works with a discontinuous process.
The rotor spinning machine is also an excellent recycling device.
Table: 4.15
Model BT-
903
Autoc
oro
288
Autoc
oro
360
Brand RIET
ER
Schlaf
thorst
Schlaf
thorst
Origin Switz
erland
Germ
any
Germ
any
37 SQUARE TEXTILES LTD

Fig 4.16 : Autocoro AC-288
38 SQUARE TEXTILES LTD
Main parts of Auto coro:
1) Drive unit
2) M/c section
3) End unit
4) Spinning position
5) Spin box
6) Automatic piecer carriage
7) Pacakage doffer top cone
8) Starter supply carriage
9) Starter winder
1)Drive unit:
Informater
Corolab control component
Yarn guide drive
Left hand rotor drive
Combing roller drive
Auxiliary shaft drive
Changing gear drive
M/c control component
Frequency convertor
Starter winder
3)End unit:
Suction generator
Right hand motor
Trash removal drive
Package conveyor drive
Auxiliary yarn guide drive
5)Spin box:
Sliver feeding
Combing roller
Rotor
Take up drive
39 SQUARE TEXTILES LTD

Other parts of Auto coro:
Naval
Coupling gear
Flexible coupling
Adapter
Washer
O.ring
Torque stop
Twin disc
Drum drive
Rotor type:
There are different type of rotor are used for different yarn count
Table: 4.16
Rotor type Count (Ne)T-533 12-14, SlubT-540 7-10TT-540 7-16, SlubT-546 6
Material passage:
Sliver can
pre condenser
condenser
feed roller
combing roller
fibre channel
adapter
naval
rotor
take up device
40 SQUARE TEXTILES LTD

4.3. Heat setting:
This machine is used for increasing yarn moisture content. In Square Yarns Limited, There have
only one machine for doing this.
Machine name Heat setting
Brand name Elgi Electric
Origin India
Main specification:
Heat set time 55 minute
Temperature 600c
Pressure 5 kg/cm2
Fig 4.16 : Heat Setting Machine
41 SQUARE TEXTILES LTD

4.4. Machineries: Machineries used in square Textiles Ltd. For processing fibres into yarn are:
Table 4.17: Machinery Of Unit-1
Sl. Machine Name Type/Model
Installation Date
Quantity Mfg. By
1 Unifloc A 10 1996 1 Rieter Machinery Ltd.
Switzerland.2 Uniclean B 10 1996 1
3 Cotton Sorter SP-FPU 2012 1 Truttzschler,Germany
4 Unimix B 7/3 1996 3 Rieter Machinery Ltd.
Switzerland.5 Uniflex B 50 1996 2
6 Condenser LA 5/6 2007 1 Lakshmi,india7 MBO LB
3/6R1996 1
8 Carding C50 1997 19
Rieter Machinery Ltd.
Switzerland
9 Carding C51 2000 110 Breaker Draw
FrameSB2 1996 1
11 Breaker Draw Frame
SB951 1996 3
12 Breaker Draw Frame
RSB1 1996 1
13 Breaker Draw Frame
SB D40 2006 1
14 Unilap E 5/3 1996 115 Unilap E 32 2000 116 Comber E 60H 1996 617 Comber E -62 1996 418 Comber E-65 2006 219 Finisher Draw
FrameRSB
D402006 6
20 Simplex FL 16 1995 821 Ring Frame FA507
A1995 72 ERFANAJI, China
22 Winding Machine
Autoconer 338
1996 5 Schlafhorst, Germany
23 Winding Machine
Savio Polar 2012 6 Savio Polar , Ittaly
24 Winding Muratac 2002 1 Muratac , Japan
42 SQUARE TEXTILES LTD

Machine
Table 4.18 : Machinery Of Unit-2
Sl. No.
Machine Name Type/Model
Installation Date Quantity
Mfg. By
1 Unifloc A 10 1998 1 Rieter Machinery Ltd.Switzerland.
2 Uniclean B 11 1998 1
3 Verio Clean LB 9/2 19/7/12 from unit 2 1 Lakshmi,india4 Cotton
Sorter(Loptex)HRS12
016/11/11 1 Ittaly
5 Cotton Sorter SP-FPU 23/5/12 1 Truttzschler,Germany
6 Cotton Sorter Vetal Scan 9/10/12 from U-3 1 Lakskmi,India7 Unimix B 7/3 1998 3
Rieter Machinery Ltd.Switzerland.
8 Uniflex B 60 1998 29 Finecleaner B 50 9/10/12 from U-3 110 Mixing Bale
OpenerB ¾ 1998 1
11 Condenser A 21 27/2/13 112 Carding C51 1998/A18,2000/
A19,200215
13 Carding C51H 1998 414 Aerofeed A70 1998/A18,2000/
A19,200219
15 Breaker Draw Frame
SB2 1998 2
16 Finisher Draw Frame
RSB-D30 1998/2001 6
17 Finisher Draw Frame
RSB-1 1996 1
18 Finisher Draw Frame
RSB-D45 A1-13/3/13 from U-4 2
19 Unilap E 30 1998 120 Unilap E 32 1/5/10 From U-4 121 Comber E65 2009 7
43 SQUARE TEXTILES LTD

A1&A2,4 /7/11 From U-4
22 Comber E62 2006 A8&A9-9/7/12From U-1
4
23 Comber E60H 1998 324 Simplex FL 100 19998 A5-2007,A6-
20086 Marubeni
Corporation Tokyo,Japan
25 Ring Frame LR60/AX
A1-11/9/12& A2-04/9/12
2 LMW,India
26 Ring Frame RX-240 1998 21 Toyota, Japan27 Rotor BT 903 1998 4 RIETER
ElitexCzeck Republic
28 Autoconer AC 338
1998 6 W.Schlafhorst AG.&CO.Germany
Table 4.19 : Machinery Of Unit-3
Sl.
No.
Machine
Name
Type/Model Installati
on Date
Quantit
y
Mfg. By
1 Unifloc A 11 2000 1 Rieter Machinery Ltd.
Switzerland.2 Uniclean B 11 2000 1
3 Cotton
Sorter
ED-351-
1200T
2006 2 JOSSI,Switzerland
4 Unimix B 7/3 2000 2
Rieter Machinery Ltd.
Switzerland.
5 Uniflex B 50 2000 3
6 Condenser A 20 2000 2
7 Condenser A 21 2006 1
8 MBO B 7/3 2000 1
9 Carding C51-H 2000 15
10 Breaker Draw
Frame
SB D10 2000 6
11 Finisher draw
Frame
RSB
D30
2000 7
12 Finisher draw
Frame
RSB
D45
2011 1
44 SQUARE TEXTILES LTD

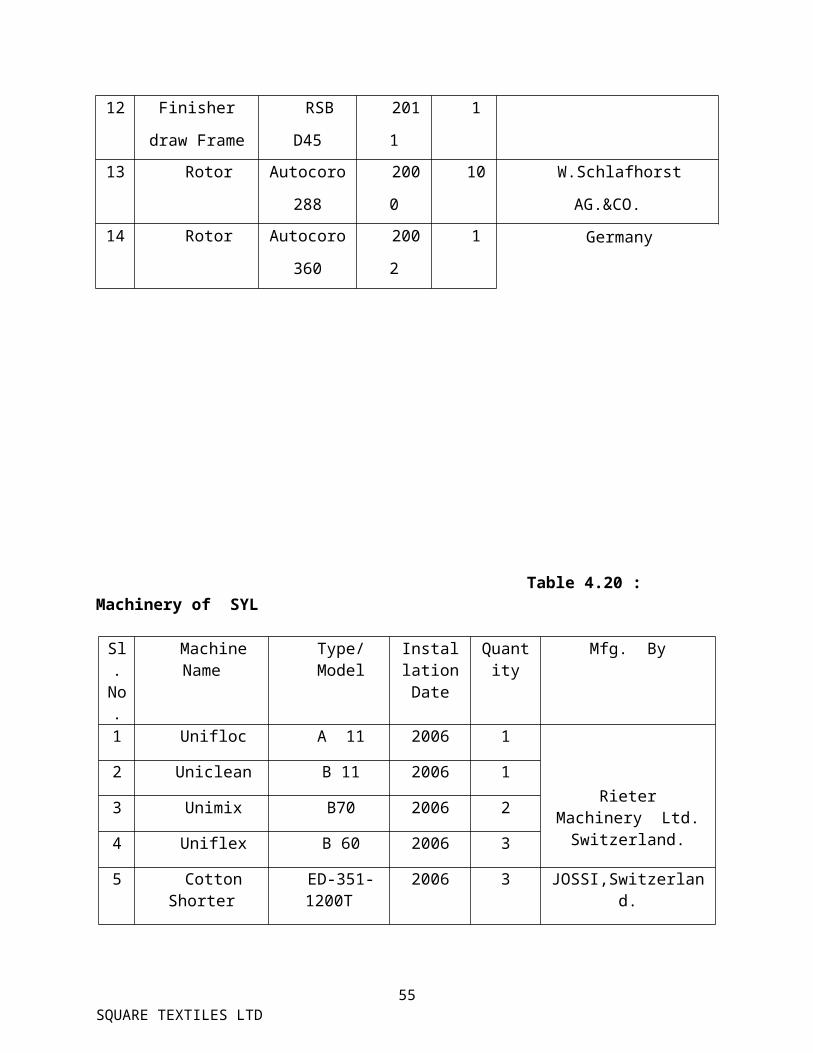
13 Rotor Autocoro
288
2000 10 W.Schlafhorst AG.&CO.
Germany
14 Rotor Autocoro36
0
2002 1
Table 4.20 : Machinery of SYL
Sl. No.
Machine Name
Type/Model
Installation
Date
Quantity
Mfg. By
1 Unifloc A 11 2006 1
Rieter Machinery Ltd.Switzerland.
2 Uniclean B 11 2006 1
3 Unimix B70 2006 2
4 Uniflex B 60 2006 3
5 Cotton Shorter ED-351-1200T
2006 3 JOSSI,Switzerland.
6 Condenser A 21 2006 1 Rieter Machinery Ltd. Switzerland.
7 MBO 1 Laxmi,India.
8 Card C50 2006 14 Rieter Machinery Ltd. Switzerland.
Rieter Machinery Ltd.Switzerland.
9 Breaker Draw Frame
10 Unilap E32 2006 2
11 Comber E60H 2006 8
45 SQUARE TEXTILES LTD

12 Finisher Draw Frame
RSB D40 2006 6
13 Simplex Rovemati CAF
2007 7 Electrojet ,Spain.
14 Ring Frame LR 6/A 2006 26 Laxmi,India.
15 Ring Frame EJM138JLA 2006 5 Erfangi,Shanhai,China.
16 Winding Machine
Orion M 2009 3 Savio,Ittaly.
17 Winding Machine
Autoconer,AC 338
2009 6 W.Schlafhorst AG.&CO.Germany.
Remarks: Square Textiles Ltd. Uses modern machines for thinking of quality. They also have a
developed testing laboratory equipped with latest developed m/cs
Raw materials
5.1. Raw material: A raw material is the basic material from which a good product is
manufactured or made, frequently used with an extended meaning Raw material is goods or
products which are used in manufacturing or unprocessed products which are used in the creation
of some final product. For example, the term is used to denote material that came from natureand
is in an unprocessed or minimally processed state, a raw material is the wood that is used to
make furniture, fibers to make yarn etc.
5.2. Raw material used in STxL
1.Naturalfibre
Cotton
Flax
Pima
CIMA
BCI
Organic
2.Regenerated cellulose
Viscose
Modal
Tencile
Excel
Promodal
Micromodal
3.Man madefibre
Polyester
46 SQUARE TEXTILES LTD

Lyra
PVA
Acrylic
5.3. Name of fibre importer country
1.Cottonfibre
U.S.A
Brazil
Argentina
Mexico
India
Pakistan
CIS
Africa
Arbia
Cotton Supplier
Delco international
Sunny texim
Dewou international
Olam international
Cargil cotton
Four star group
Man madefibre
China
Korea
Malaysia
Indonesia
Thiland
5.4. Weight of Different cotton bales
Table: 5.1
Name of origin Weight in kg
U.S.A 230 -250
C.I.S 230 -250
47 SQUARE TEXTILES LTD

Brazil 230 -250
Organic 230 -250
PIMA 230 -250
India 150 -160
5.5. Description of Cotton bale: Normally cotton bale contains cotton fibers, without
cotton fibers cotton bale also contains some contaminations. Following information is found in a
bale-
Binding material used for bales: Steel wire
No of binder: 10
Bale size: 95 cm x 80 cm x 59 cm
Bale weight: 220 kg
Tare weight: 2.6 kg
Bale loading & unloading system: It is done by FORKLIFT.
Capacity of raw cotton go down:20000-40000 bales
Bales used in per lay down: 28 bales
Bales consumption/day: 84 /unit
5.6. Contaminations of raw cotton : In raw cotton without cotton fibre all the material present
is called contamination.The contamination present in the raw cotton is given below:
• Black cotton • Wooden piece
48 SQUARE TEXTILES LTD
• Piece of cotton cloth
• Color thread
• Piece of polythene
• Piece of white cloth
• Piece of plastic
• Polypropylene
• Bale covering cloth
• Color cotton
• Jute
• Hair and Wool
• Others
5.7. BALE FORMATION AT MILL:
Cotton fiber originated from seed, which is called seed cotton. In cotton plant several cotton pot
or ball produced. Cotton growing origins are USA, CIS countries, Egypt, Africa, Australia,
China and also India and Pakistan. In our country cotton is mainly imported from huge cotton
grower USA, CIS, Australia, Africa, Egypt etc. because cotton of India and Pakistan fails to meet
our demand from view of quality and quantity. During harvesting seed cotton pots are collected
from the plant which is known as picking of cotton. Picking can be done manually and
mechanically. Manual picking can ensure cotton pot selection, segregation and collection
separately. So manual picked cotton is less trashy but collection/production is very low. Again in
mechanical picking, production rate is very high but have no choice. Big cotton growing
countries like USA use mechanical picking which in the other hand reduce cost of cotton. After
picking seed cottons, fibers are separated from seed by ginning machine for subsequent
processing. Seedless cotton fibres are then compressed to bales of around 500 lbs for easy
shipment to users. Seed cotton process flow and a typical bale size (95cm*59 cm*80 cm)is
shown as below. inSquar Textiles Ltd.J-34(Indian) cotton is used.
Spinning mill purchase those cotton bales under contract of some fibre property like fibre length,
fineness, strength, trash content etc. But modern spinning mills test all fiber properties for each
and every bale under Id. no. prior use taking representative samples of about 4 ounces from both
49 SQUARE TEXTILES LTD

side of each bale. For this, thousands of bales need to be tested within very short time where HVI
has no alternatives. HVI i.e. High Volume Instrument offers all possible fibre property tests at a
very high speed.
5.8. BALE MANAGEMENT:
Bale Management is a process of inventory control and selection of Bales of Fibers according to
their properties and also to mix the Fibers homogeneously to get consistent production and
quality of yarn, which is extremely important for production of knitted yarn. For Bale
Management, all of the Bale samples are tested and Bales with almost similar category are
arranged for homogeneous mixing.
5.9. Procedure of Bale Management:
Step-1: Bales provided by the vendor, are received in the plant, and Identification number is
given on each Bale, sample is taken from each of the Bale for testing, a number is added to each
similar to that provided on the bales. The bales are stacked in the storehouse.
Step-2:100% of the bale samples are tested on the fineness tester.
Step-3: A status report is prepared based on the MIC value of the tested sample.
Step-4:Range of MIC values are selected for specific count of Yarn. Generally MIC value 4.0 to
4.5 consider for hosiery .
Step-5:Production Department prepares a table for the Bales of similar category to be mixed.
Step-6:Bales are then transferred to Blow room Line, placed horizontally and mixing is done by
manually(stack mixing).
5.10. Quality of raw material:
Quality of cotton fiber is given below-
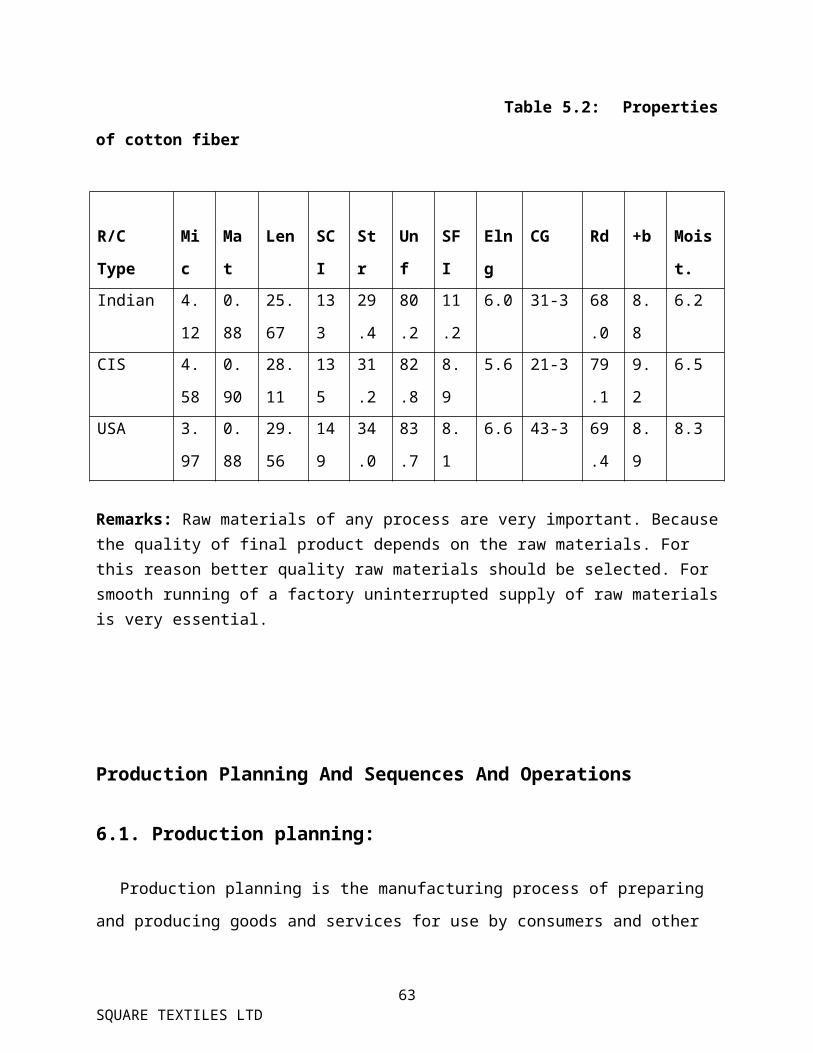
Table 5.2: Properties of cotton fiber
50 SQUARE TEXTILES LTD

R/C Type Mic Mat Len SC
I
Str Unf SFI Eln
g
CG Rd +b Moist.
Indian 4.12 0.88 25.67 133 29.4 80.
2
11.2 6.0 31-3 68.
0
8.8 6.2
CIS 4.58 0.90 28.11 135 31.2 82.
8
8.9 5.6 21-3 79.
1
9.2 6.5
USA 3.97 0.88 29.56 149 34.0 83.
7
8.1 6.6 43-3 69.
4
8.9 8.3
Remarks: Raw materials of any process are very important. Because the quality of final product depends on the raw materials. For this reason better quality raw materials should be selected. For smooth running of a factory uninterrupted supply of raw materials is very essential.
Production Planning And Sequences And Operations
6.1. Production planning:
Production planning is the manufacturing process of preparing and producing goods and
services for use by consumers and other businesses. Depending on the size of the company,
production planning can be a detailed and lengthy process. Production planning has evolved over
the past several decades as business technology has increased the amount of information
businesses can use for production planning. This information has led companies to create
detailed production planning, which includes the use of schedules and electronic information for
producing goods and services.
The administrative process that takes place within a manufacturing business and which
involves making sure that sufficient raw materials, staff and other necessary items are procured
51 SQUARE TEXTILES LTD

and ready to create finished products according to the schedule specified. Atypical large
manufacturing business engaging in production planning will aim to maximize profitability
while maintaining a satisfied consumer base.
The function of a manufacturing enterprise responsible for the efficient planning, scheduling,
and coordination of all production activities. The planning phase involves forecasting demand
and translating the demand forecast into a production plan that optimizes the company's
objective, which is usually to maximize profit while in some way optimizing customer
satisfaction. These twin objectives are not always synonymous. During the scheduling phase the
production plan is translated into a detailed, usually day-by-day, schedule of products to be
made. During the coordination phase actual product output is compared with scheduled product
output, and this information is used to adjust production plans and production schedules.
If the production or manufacturing process is viewed as an input-output process, then the
production planning function can be viewed as a control process with feedback .The control is in
The form of schedules and plans, while the feedback results from the comparison of the
production reports with the production schedules.
6.2. Flow Chart of Carded, Combed and Rotor Yarn Manufacturing process:
A flowchart is some such pictures from which it is understood that to solve the problem how
successively we have to move forward. The flowchart of carded, combed and rotor yarn
manufacturing process is given below:
Carded (Ring) Combed (Ring) Rotor
52 SQUARE TEXTILES LTD
Carding
Breaker Draw Frame Breaker Draw FrameBreaker Draw Frame
CardingCarding
Blow Room Rooomroom
Blow Room Rooomroo
Blow Room Rooomroo

Table 6.1Process flow chart of PC(KH), CVC (KH) and Melange yarn:
PC(KH) CVC (KH) MELANGEHand mixing Hand mixing Hand mixing
MBO MBO MBO
Uniclean Uniclean Uniclean
Unimix Unimix Unimix
Uniflex Uniflex Uniflex
Condenser Condenser Condenser
Carding Carding Carding
Breaker Drawing Breaker Drawing Breaker Drawing
Finisher Drawing Finisher Drawing Finisher Drawing
Simplex Simplex Simplex
53 SQUARE TEXTILES LTD
Marketing
Winding
Heat Set /Conditioning
Packing
Ring
Packing
Simplex
Marketing
Finisher Draw frame
Marketing
Finisher Draw frame
Packing
Unilap
Finisher Draw frame
Simplex
Ring
Rotor
Winding
Heat Set /Conditioning
comber
Heat Set /Conditioning

Ring Ring Ring
Winding Winding Winding
Heat Setting Heat Setting Heat Setting
Packing Packing Packing
Core Spun Yarn:
Core spun yarn are consist of two portion one is core portion and another is sheath portion.
Normally sheath are consist of natural or manmade fibre and core is consist of filament or
elastomeric fibre. Normally we use Lycra as an elastomeric fibre.
Process Sequence of core spun yarn :
This process is as like as ring yarn but here core portion like lycra introduces in ring
section at front zone.
Table 6.2 :core draftCount (Denier ) Core Draft
40 3.2-3.5
70 3.5-3.8
Compact Yarn:Compact Yarn is a yarn which has lower hairiness means there is less no of protruded fibre
and C.S.P is higher compare to normal yarn .
Process Sequence of Compact yarn:
This process is as like as ring yarn but here after front roller of ring frame extra Elite
unit is introduced. By this triangles are reduced and maximum fibre are participate during
twisting which reduced the hairiness.
Specification of Elite unit :
54 SQUARE TEXTILES LTD
Elite Cot dia : 37 mm
Front Cot to Elite cot : 1.88mm
Latice apron length: 39mm (Susan)
Compact Spinning angle: 00/900
Elite air suction: 36 P.S.I
SlUB Yarn:
Slub yarn is a yarn which has various thickness at its length.
Process of producing slub yarn:
It is same as Ring yarn production but here SERVO motor is introduced in ring frame which
control the feed roller speed. Its creates various speed to the feed roller which various draft. It is
the reason for its different thickness
Point should be considered during Slub attachment:
1) Slub length
2) Slub dia
3) Interval length
How can we measure slub dia:
If slub length is 5 cm . Then we cut 10 slub parts length 4 cm (for actual length) and 10
sample for interval length. Then we weight individual sample . If slub sample weight is two
times than interval sample then it is called Slub dia two times .
NOTE: Slub count determined including both slub and interval yarn
Table 6.3 : Slub Attachment
Count Slub
Length
(cm)
Interval
Length(cm)
Dia% T.M
Weaving Slub
10 2.5-5.5 40-60 1.60 5.12
20 3-5 10-25 1.75 5.02
Knit Slub
24 3.5-6.0 25-40 2.0 4.3
55 SQUARE TEXTILES LTD

30 3.5-6.0 20-60 2.0 4.55
Process mapping :
Process mapping means how a new process are running in the production floor.For
separation of different process different color can and bobbin brand, cops are used.
Flow chart of process mappingName of m/c Remark
Blow room Line -1
Carding 8-14, green elastic of can brand
Breaker draw frame 1-2, red elastic brand
Unilap 1, require blue mark
Comber 7-14, light blue elastic
Finisher draw frame 4-5, light blue elastic
Simplex With out cap
Ring frame 1-11, red cops
Winding 7 (1-26 head), with steaker
56 SQUARE TEXTILES LTD

6.3. Production Parameters:
Production parameter of different machine is given below-
Blow room Line:
No. of blow room line = 3 ( U-1,U-2,U-3,U-4)
In every unit there are two line starts with unifloc and the third line is start with Mixing Bale
Opener
Production Capacity of Blow room:
Line 1 :500 – 600 kg per hour
Line 2 : 500 – 600 kg per hour
Cleaning efficiency of Blow room : 75%
Wastage : 4%
6.4. Process parameter for different process running in different Unit:
In Unit-1 mainly 100% cotton, Blended (e.g. 50% modal+50% Cotton), 100% Moadal, 100%
polyester
In Unit-2 mainly 100% cotton, Rotor (OE,super,normal,knitting)
In Unit-3 mainly Rotor (OE,super,normal,knitting)
In Unit-4 mainly Blended (PC, CVC, PV),100% viscose , Cotton Millange, Grey Millange
produced
57 SQUARE TEXTILES LTD

Process parameter for different process running in different Unit is discussed Below
Process Parameter (cotton) Table 6.4:
M/C Parameters Setting Stxl unit-1 Stxl unit -2 SYL
Uniclean
Cleaning Intensity 0.7 0.5 0.5Relative Waste Amount 8 6 6
Uniflex Cleaning Intensity - 0.6 0.3Relative Waste Amount - 7 6
Carding Sliver Ktex 5.2 5.2 7.5Delivery Speed 54.6kg/hr 54.6kg/hr 75kg/hrCylinder Speed 480 480 850L-in Speed 1500 1500 1400Flat Speed 0.24 0.23 0.37Gauge 0.25/0.225/0.20 0.25/0.225/0.20 0.25/0.225/0.20
SB2/Breaker
Sliver Ktex 4.9 4.9 4.9Delivery Speed 750 750 700Zone Setting 39/44 39/42 39/44Condenser 4.2 4.6 4.6Web Funnel 8 11 8
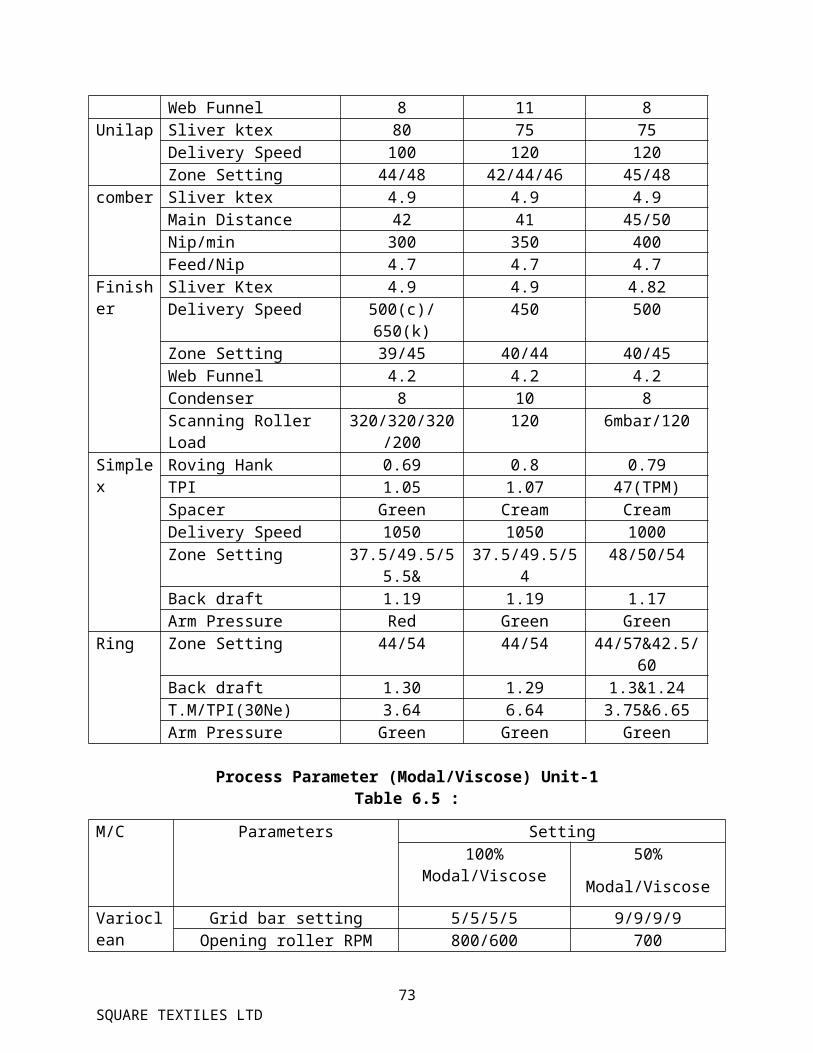
Unilap Sliver ktex 80 75 75Delivery Speed 100 120 120Zone Setting 44/48 42/44/46 45/48
comber Sliver ktex 4.9 4.9 4.9Main Distance 42 41 45/50Nip/min 300 350 400Feed/Nip 4.7 4.7 4.7
Finisher Sliver Ktex 4.9 4.9 4.82Delivery Speed 500(c)/650(k) 450 500Zone Setting 39/45 40/44 40/45Web Funnel 4.2 4.2 4.2Condenser 8 10 8Scanning Roller Load 320/320/320/200 120 6mbar/120
Simplex Roving Hank 0.69 0.8 0.79TPI 1.05 1.07 47(TPM)Spacer Green Cream CreamDelivery Speed 1050 1050 1000Zone Setting 37.5/49.5/55.5& 37.5/49.5/54 48/50/54Back draft 1.19 1.19 1.17Arm Pressure Red Green Green
Ring Zone Setting 44/54 44/54 44/57&42.5/60Back draft 1.30 1.29 1.3&1.24T.M/TPI(30Ne) 3.64 6.64 3.75&6.65Arm Pressure Green Green Green
58 SQUARE TEXTILES LTD

Process Parameter (Modal/Viscose) Unit-1Table 6.5 :
M/C Parameters Setting100% Modal/Viscose 50% Modal/Viscose
Varioclean Grid bar setting 5/5/5/5 9/9/9/9Opening roller RPM 800/600 700
Grid Bar Angle
MBO 1 3Unimix 2 3
Carding Sliver Ktex 6.5 4.9Delivery Speed 35kg/hr 45kg/hrCylinder Speed 390/300 480
L-in Speed 980/450 1500Flat Speed 0.24 0.24
Gauge 0.25/0.25/0.25/0.30/0.30 0.25/0.225/0.20SB2/Breaker
Sliver Ktex 4.9 4.9Delivery Speed 500 500Zone Setting 46/46 46/46
Condenser 4.6 4.6Web Funnel 11 11
Unilap Sliver ktex - -Delivery Speed - -
Zone Setting - -Comber Sliver ktex - -
Main Distance - -Nip/min - -Feed/Nip - -
Finisher Sliver Ktex 4.9 4.9Delivery Speed 500 500
Zone Setting 45/49 45/49Web Funnel 10 10Condenser 4.6 4.6
Scanning Roller Load 380/380/320/200 380/380/320/200Simplex Roving Hank 0.90 0.90
TPI 0.766 0.908Spacer Blue Green
Delivery Speed 1050 1050Zone Setting 40.5/49.5/60.5 40.5/49.5/60.5Back draft 1.26 1.19
Arm Pressure Red RedRing Zone Setting 44/54 44/54
Back draft 1.39 1.30T.M/TPI(30Ne) 3.40 3.70Arm Pressure Green Green
59 SQUARE TEXTILES LTD

Parameters For Winding Speed (m/min)
Table 6.6 :
Count(Ne) Normal/Blended:Process : 100% Cotton+Blended Modal,Viscose
Slub :Cotton+BlendedSlub
100% Modal/Viscose
Lycra Yarn
7 850 800 800 8009-10 1000 850 950 90012-14 1100 950 1050 950&1000(14Ne)
16 1300 1050 1250 100018 1400 1100 1350 1050
20-22 1450 1150 1400 110024-26 1550 1200 1500 1100
28&above 1600 1200 1550 1100
Yarn Tension Control in winding M/C
Table 6.7 :
Process Count(Ne) Pressure Min. Pressure Doffing Cycle Tension
PC/CVC/100% cotton
7 54 24 2010-16 52 22 2018-20 42 16 2022-38 35 12 2040-60 35 5 20
MH/CM 10-16 52 22 2018-20 42 16 2022-38 40 15 20
40&above 15 5 20PV/PVC 10-18 30 10 20
20-40 25 8 20100% PSF 10-18 30 10 20
20-40 20 7 20
60 SQUARE TEXTILES LTD

6.5. Attachment For Diversified Product:
( 1) Slub attachment:
( a) R/F-01 , ( 8-24 ) , ( 47-48 ) , ( 51-53 ) => Bea Electronics ( b) R/F-( 25-28) , ( 39-45 )=>Caipo,Itali( c ) R/F-(49-50)=>Pinter, Spain
Total Slub Attachment=> 23+12+2=37
( 2 ) Core Yarn Attachment:
( a ) R/F-( 25-26 ) , (29-32)=>Capio,Ittali( b ) R/F-( 25-28)=>Pinter, Spain
Total Lycra (Core ) Attachment=> 6=6=12
( 3 )Lycra (Core ) Slub Attachment:
( a ) R/F-( 25-26 ) =>Capio,Ittali
(4 ) Inject Yarn Attachment:
R/F- ( 01-07)=> Bea Electronics , India
(5 ) Inject Slub Attachment:
R/F-01 Bea Electronics,India
( 6 ) Siro : R/F : 57
6.6. Production planning:
61 SQUARE TEXTILES LTD

For production of 25 ton 30 Ne carded cotton yarn firstly it is required to take 29.0699 ton raw
cotton. Because 3o Ne carded yarn production 14 % wastage will occur. As each bale weight is
220 kg so 132.13 bales are required for this amount of yarn production. In Square Textiles Ltd.
each lay down contains 20 bales. So 6.6 ~7 lay down is required. Square Textiles Ltd. produce
20 ton/day, so 30 hours is required to produce 25 ton yarn.
6.7. Description of production process:
First the raw materials of the final product are taken. If mixing is necessary it is done. If
carded yarn is produced then the raw materials is passed through the blow room line m/c, carding
m/c, breaker draw frame, finisher draw frame m/c, simplex m/c, ring frame m/c and finally
winding m/c. Then the yarn is conditioned by Heat set m/c .If combed yarn is produced then two
extra m/c named Lap former m/c & Comber m/c is used between breaker and finisher draw
frame m/c in the carded process.
Monthly average production: 577748 Kg/Month
Monthly efficiency: 85%
Remarks: Production rate of any mill is important. Because the economic condition of the mill
depends on the production rate.
62 SQUARE TEXTILES LTD
Quality Assurance System
7.1. Quality assurance
The quality of yarn produced should conform to the quality norms specified by the customer. It
is equally important that:
Quality assurance (QA) refers to the systematic activities implemented in a quality system so that
quality requirements for a product or service will be fulfilled. It is the systematic measurement,
comparison with a standard, monitoring of processes and an associated feedback loop that
confers error prevention. This can be contrasted with quality control, which is focused on process
outputs.
7.2. Quality Assurance Procedure:
Two principles included in QA are: "Fit for purpose", the product should be suitable for the
intended purpose; and "Right first time", mistakes should be eliminated. QA includes
management of thequality of raw materials, assemblies, products and components, services
related to production, and management, production and inspection processes.
this should be achieved without making any compromise in productivity, which otherwise affects
the yarn costing. Quality Control is concerned with sampling, specifications and testing as well
as the organization, documentation and release procedures which ensure that the necessary and
relevant tests are carried out, and that materials are not released for use, nor products released for
sale or supply, until their quality has been judged satisfactory. The Quality Control Department
as a whole will also have other duties, such as to establish, validate and implement all quality
control procedures, keep the reference samples of materials and products, ensure the correct
labeling of containers of materials and products, ensure the monitoring of the stability of the
products, participate in the investigation of complaints related to the quality of the product, etc.
All these operations should be carried out in accordance with written procedures and, where
necessary, recorded
63 SQUARE TEXTILES LTD
7.3. Controlling quality:
i) Cotton & Raw Material Testing (Bale Management)
Cotton samples received will be tested against mill norms and a decision regarding purchase of
the lot or rejection will be taken. Lots which fulfill the quality norms will be purchased, and
100% testing of the bales from the lot will be carried out Bale Management should be strictly
followed.
ii) In-Process Testing & Process Optimization
In-process material at every process stage must be checked and wherever deviations are
observed, the process must be optimized by conducting trials.
iii) Finished Product Testing
Before the final product is being dispatched to the customer, the same should be checked against
the norms specified by customer. Non-conforming product must be packed separately and given
separate lot/batch number.
iv) Calibration of Testing Equipment
To arrive at reliable results, the testing instruments must be calibrated (Internally or by service
engineer as the case may be) as per the prescribed method and schedule.
There are four unit known as STxl 1; STxl 2; STxl 3; &SYL.The 1 st three unit STxl 1; STxl
2; STxl 3; which are certified by ISO 9001.
64 SQUARE TEXTILES LTD

7.4. Quality control equipment:List of quality control equipment is given below-
Table no. 7.1 :
List of quality control equipment
Serial
no.
Machines name Quantity Manufacturer WORK
01. Uster HVI Spectrum 1 Uster Technologies,
Switzerland
Raw cotton inspectionSCI; Mic;SFI;Str;Elg;Rd; +b; C Grade; Trcnt
02. Uster HVI 900
(Zellewegeruster)
1 Uster Technologies,
Switzerland
Upgrade version of (1); maturity & moisture extra
03. Uster tester 5 1 Uster Technologies,
Switzerland
Yarn & sliver inspection;
Unevenness ; thick thin; hairiness; neps
04. Covatest (techno textile
testing technology)
1 Germany Same as uster 5
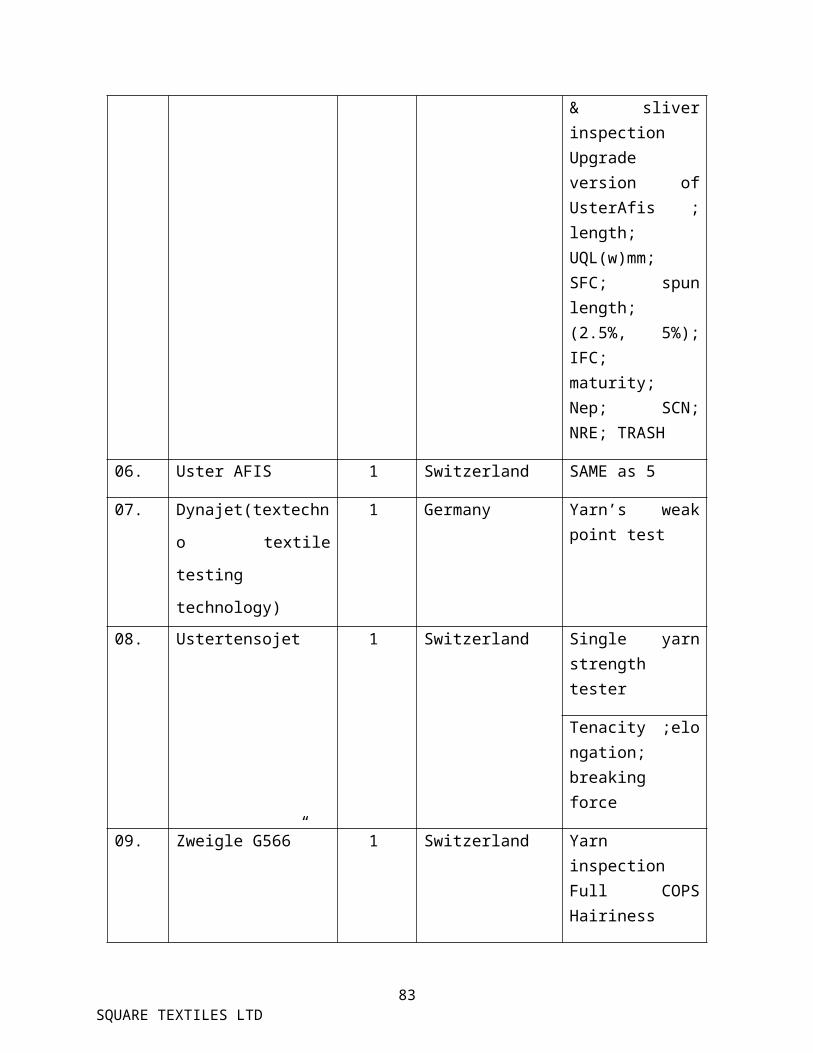
05. Uster AFIS Pro 1 Switzerland Raw material & sliver inspection Upgrade version of UsterAfis ; length; UQL(w)mm; SFC; spun length; (2.5%, 5%); IFC; maturity; Nep; SCN; NRE; TRASH
06. Uster AFIS 1 Switzerland SAME as 5
07. Dynajet(textechno 1 Germany Yarn’s weak point
65 SQUARE TEXTILES LTD

textile testing
technology)
test
08. Ustertensojet 1 Switzerland Single yarn strength tester
Tenacity ;elongation; breaking force
09. Zweigle G566” 1 Switzerland Yarn inspection Full COPS Hairiness
10 Eureka EY12 (Eureka
Precision Instrument
Company)
1 South India Warp reel ;yarn count
11. Mesdanlab 1 Italy Yarn twist tester
12. NTDA (MAG SITRA
Ele Trash)
1 Germany Raw material inspection
Neps; Trash; Dust analyse
13. Board Wrapping
(MAG)
1 India Same as 10
14. Auto stretch 5C 1 India Yarn lea strength
15. HVI Rapid
Conditioning Cabinet
(SDL)
1 Switzerland Raw material inspection
Cotton conditioning
Table 7.2 :Quality control system;
66 SQUARE TEXTILES LTD

PROCESSING STAGE
ONLINE QUALITY CONTROL
OFFLINE QUALITY CONTROL
EQUIPMENTS
RAW COTTON
VARIOUS FIBER PROPERTIES
HVI SPECTROGRUM: SHORT FIBRE%,NEPS,UM%,PERIODIC VARIATION AFIS.,AFIS PRO,
BLOW ROOM
FIBER CLEANING EFFICIENCY
CARDING SLIVER WT/YD,CV% SHORT FIBER%,NEPS,UM%,PERIODIC VARIATION
AFIS, AFIS PRO,USTER TESTER 5
DRAWING SLIVER WT/YD,CV%,SPECTROGRAM
NEPS,UM%,PERIODIC VARIATION,SPECTROGRAM
AFIS.,AFIS PRO,USTER TESTER 5
LAP FORMER
LAP WT/YD,NEPS AFIS.,AFIS PRO
COMBER SLIVER WT/YD,CV%,SPECTROGRAM,
NEPS,COMBER WASTE%
AFIS.,AFIS PRO,USTER TESTER 5
ROVING FRAME
CV%,SPECTROGRAM USTER TESTER 5
RING FRAME
HAIRINESS AAND BALLON SHAPE
SPECTROGRAM YARN COUNT,U%,CV%, NEPS,THICK,THIN
USTER TESTER 5,WRAP REEL & BALANCE
WINDING SHORT THICK,LONG THICK,NEPS,COUNT VARIATION,CLASSIMATE FAULT
U%,CV% USTER TESTER 5
PACKING CARTOON WEIGHTENING BALANCE
7.6. There is four minilab at each unit. Here is the list of the equipment
67 SQUARE TEXTILES LTD

Unit 11. Eureka ( warp reel)
2. Optical yarn reader (Sub meter, thick, thin)
3. Fabric inspection
4. Fibro block(roving, sliver length measurement)
5. Merlin-spa 1803 ( spindle 18,lycra attachment)
Unit 2
1. Eureka (warp reel)
2. Fibro block ( sliver, roving length measurement)
Unit 3
1. Eureka (sliver, roving length measurement)
2. Eureka (warp reel)
3. Zwigle ( Germany, Type G-585/1 sub test)
Unit 4
1. Eureka ( sliver, roving length measurement)
2. Ele warp 10 ( warp reel, yarn count test)
3. Fibro block (India) ( roving , sliver length measurement)
4. MAG (solvics)
5. Statex ( Auto twist tester)
7.7. USTER HVI SPECTRUM:
1)Name of the equipment: Uster high volume instrument(HVI)
2)Objectives: To measure
68 SQUARE TEXTILES LTD

MIC,length,maturity,strength,SFI,elongation,moisture,Rd,+b,colorgrade,trash area, trash
grade,uv.
3)Testing type
a)System testing
b)Module testing
Length and strength module
Micronaire module
color and trash module
4)Operating procedure:
a)Switch on the power of the machine.
b)Calibrate the color,mic, length, trash.
c)At first mic of the fibre sample is carried out followed by the color, length strengtest.
d) The print out of test result is obtained.
5) Pocedure method:
(1) Visual inspection of the printed individual and summery results.
(2) Bale management is carried out with Bias from these results.
Details about three modules:
a) Micronaire module:
I. Working principle- Air flow method
Fiber thickness, inter space, air pass, mic , fineness
II. Sample weight- 8.5 to 11.5 gm.
III. Application range of mic- 2 to 7
7.8. Color and trash module-
Working principle- Electro optical method
Colour grade is determined by combination of Rd and +b.
69 SQUARE TEXTILES LTD

Rd-: Expresses degree of brightness
More Rd more brightness
Application range of Rd- 35 to
90%
+b:-
Express degree of yellowness
More +b more white cotton
Application range of +b 4 to
18%
Leaf grade-
Trash is expressed by leaf grade.
Application range of leaf grade- 1 to 7.
Working principle- for length : photo electric cell
For strength- Pneumatic
Length measurement:
UR= 50% span length/2.5% span length *100%
UI = ML/UHML*100%
Fibre length and uniformity is related to short fibre content.
SFI= 122.56-(12.55*UHML)-(1.22*UI)
7.9. USTER AFIS PRO :
Name of the Equipment :Uster Advanced Fibre Information System (AFIS)
objectives: To measure following fibre properties-
Nep (Cnt/gm)
Nep (um)
SCN (Cnt/gm)
SCN (um)
L(W) (mm)
L(W) (%cv)
SFC (W) (mm)
SFC (W)
(%<12.7)
UQL (W)
(mm)
L (n) (mm)
70 SQUARE TEXTILES LTD

L (n) (%cv)
SFC (n) (%
<12.7)
IFC (%)
Maturity Ratio
Technical data :
Application range-
Number of fibres: maximum-1000 & default-3000
Sample weight-0.5 gm
Sample length : 30
Modules Testing:
Multidata testing module : UQL, SFC, Fineness, IFC, M.R Neps,
SCN, Dust, Trash, VFM.
Neps module- neps, SCN
Length &Dia module: UQL, SFC, IFC, M.R, Fineness
Trash module : Dust, Trash, VFM
Operating Procedure:
Switch on the power of the m/c
Select measurement from the main menu.
Select module
Select identifier
Select sample type
Input filename
Press start button.
Feed the prepared samples in the feed nozzie
71 SQUARE TEXTILES LTD

The print out of the tested results could be obtained after the test.
Report Type:
AFIS quality report
results of each tested sample
Summary of the results with statistics
Graphical representation of each and every parameters e.g histogram etc.
Inspection : Visual inspection of the printed individual and summary test
results. Raw cotton selection is done from the measured neps, SFC,
Maturity Ratio etc. Test results help to select proper process parameter.
AFIS TEST SUMMARY
Table :7.3
Process Lay
down
After
Unifloc
After
Uniclea
n
After
Uniflex
Card
mat
Card
sliver
Sliver
(B/F)
Sliver
(F/F)
Ro
ving
Neps/
gm
242 231 256 281 309 74 71 67 50
NRE% 4.55% 10.82% 9.96% 9.96% 76.05% 4.05% 5.63% 25.37%
UQL 28.52 31.3 29.6 30.9 30.2 30.5 30.8 31.2 31
7.10. USTER TESTER-5:
72 SQUARE TEXTILES LTD
Name of the Equipment : Uster tester-5 (UT-5)
Objectives : To test.
Thin -50% /km
Thick +50% /km
Neps +200% /km
U%
CVm
CVm 3m
CVm 10m
Hairiness
Number of Slots:
For Slivers: 1 Slot
For Roving:1 Slot
For Yarn : 2 Slot
Measuring Principle :
Electronic Capacitance Method.
Testing speed :
For Yarn: 400 m/min
For roving:50 m/min
For Sliver : 50 m/min
Quality parameters:
a) Unevenness- (Um%, CVm%) at different cut length
Cut length- For Sliver : 20 mm
For roving : 12mm
For yarn : 8mm
a) Imperfection index:
Thin place/km : at- 30%, 40%, 50% & 60% Sensitivity
Think place/km :at + 35%, +50%, +70% & +100% Sensitivity
Neps/km : at +140%, +200%, +280% & +400% Sensitivity
b) Hairiness (at different cut length and CV% of hairiness)
c) Periodic faults (mechanidal)
73 SQUARE TEXTILES LTD

Operating System :
Switch on the power of the machine.
Select “Test Program” and then press recall button.
Write the changeable parameter through keyboard and start the test with
start button.
Feed the test sample manually through the proper guide. No interruption is
valid during test period.
The printer automatically prints a report along with diagrams just after a
test is being completed.
Electronic Capacitance Method.
7.11. Uster Classimate :
In the production of spun yarn, faults such as slubs, spun-in fly, hard piecings, long thin
Places result. These faults are to be avoided for two reasons: firstly, they cause breaks during
post spinning operations like winding, warping, weaving & knitting and secondly, they detract
(take away from) the aesthetic (relating to principle of beauty, taste & art) appeal of the fabrics.
Table: 7.4
Cross Section Length 0.1~1cm 1~2 cm 2~4cm Over 4 cmA B C D
+100% and above
A1 B1 C1 D1
+ 150% and above
A2 B2 C2 D2
+ 250% and above
A3 B3 C3 D3
+ 400% and above
A4 B4 C4 D4
7.12. Classification of Classimat Faults
The faults : A1, A2, A3, B1, B2, C1, C2, D1 & D2 are dependent on raw cotton and hence called
Raw material faults.
74 SQUARE TEXTILES LTD

Determination of Classimat faults. It is recommended to test 300 km of yarn on the Classimat
system to determine the frequency of faults and express the results as number of faults per 100
km.
7.13. Quality Assurance Department
Table: 7.5
7.14. ELECTRONIC TWIST TESTER:
Name of the equipment : Twist Tester
75 SQUARE TEXTILES LTD
ShortAbbreviationOf UsterStatistics
Standard as per Uster Statistics, 2001Meaning
Ne 30 KH Ne 30 CH5%USL 25%USL 5%USL 25%USL
CVm Co-efficient of variation of mass per 1m length
13.4 14.55 11.38 12.06
Thin/km Thin place(-50%) in one km of yarn
4 8 0.9 1.25
Thick/km Thick place (+50%) in one km of yarn
85 150 12 20
Nep/km Neps (+200%) in one km
140 200 29 42
IPI Imperfection Index. It is sum of. Thin, thick &neps
229 358 41.9 63.25
Hairiness (H) Total length of protruding fibres per unit length of yarn. So, the hairiness ‘H’ is the ratio of two length & therefore in simensionless.
4.8 5.35 4.3 4.6
CV-T Co-efficient of variation of count in he same bobbin.
1.45
CV-B Co-efficient of variation of count in different bobbins.
1.1 1.45 0.90 1.27
CSP Product of Count (Ne) &lea Strength in Ibs
2250 2250 2250 2250

Machine specification :
Sample clamp
load adjusting cursor
Scale
MAINTENANCE Level adjusting screw
Plum bob
Change leaver of untwisting direction ‘S’ and ‘Z’ twist.
Sample elongates and revolve chack
Handle for move the revolve chack.
Operating procedure :
Set the reference length (e.g. 10 cm) in the twist tester.
Adjust deflecting needle deflection ‘O’ degree as weight free.
Select proper weight from weight table.
Adjust deflecting needle again to the centre of the graduated scale
(i.e deflection ‘O’ degree)while attaching the sample yarn with real
end by fixed and rotating jaw.
Rotate the wheel against the twist in the yarn allowing the
deflection needle to move not or more than three graduations.
Rotate the wheel until deflection angle becomes ‘O’ degree again.
Report type : Calculation of twist per inch or cm from display
counter
Inspection: Check the twist variation and variation and take
necessary action.
7.15. Quality Reports:Category of Waste Cotton
Table: 7.6
76 SQUARE TEXTILES LTD

Name of waste Cotton
Recovery On Consumption
Where To Found
Remarks
Hard Waste 1.00% Autoconer This waste Could not be recycled. It incurs production cost at per that of yarn production. So it tells upon productivity very adversely.
Pneumafil Waste
2.0% Ring Spinning machine
It incurs the same cast as Hard waste but it is recyclable. Usable for Open End Spinning.
Dropping # 1 3.0% Blow Room/Compactor # 2 & 4
Saleable. Good for Quilt making.
Dropping # 2 3.0% Taker-in dropping/Compact# 2 & 4
Saleable, Good for Quilt Making.
Flat Strip/Card Fly 2.0% Carding (Flat tops) Saleable. Good for Quilt making.
Sweeping Waste 0.80% All Sections. When Cotton is dropped on floor, becomes sweeping waste. In most of the case, they are good cotton but completely unusable owing to soiling. Salable
Filler Waste 0.50% A/C Fitters &Vouk drawing’s Filter box.
Salable
Roving 0.20% Simples Speed frame & Ring Frame
Usable For Open End spinning.
Comber Noil 16.0% Comber Filter Usable For Open End spinning.
Dust 0.50% In All Filter’s Completely Unusable.
Remarks: Customer buy justify product by the quality of the product. So quality of the product
should be maintained carefully. For this quality is checked in every step properly and advanced
quality assurance device should be attached in the processing machineries. . Quality assurance is
77 SQUARE TEXTILES LTD

the link between production and customers, by which the desired quality can be produced which
meets the specification. Research and development can help for value addition through product
development, which can face competition in global market and satisfy the customers.
78 SQUARE TEXTILES LTD

Maintenance
8.1. Maintenance :
Maintenance is a procedure by means of which we can maintain active functioning in operation
according to the behavior utility of a particular elements/substance. Machine, building and other
service facilities are subjected to deterioration due to their use and exposure to environmental
condition. Process if deterioration if unchecked culminates in rendering these facilities
unserviceable and bring them to a standstill. Industry therefore has no choice but to attend them
from time to times to repair and recondition them so as to elongate their life to the extent it is
economically and physically possible to do so. This is called maintenance that elongates machine
life and helps the machine to run smoothly. It is in this in the context that maintenance assumes
importance as an engineering function. It is made responsible for provision of a condition of
these machines, buildings and service that will permit uninterrupted implementation of plans
requiring their use.
8.2. Objectives of Maintenance:
There are many objectives of maintenance. These are -
To keep the factory plants, equipments, machine tool etc. in an optimum working
condition.
To ensure accuracy of products and time schedule to delivery to customers.
To keep the downtime of machines to the minimum thus to have control over the
production program.
To keep the production cycle to the stipulated range.
To modify the machine tools to meet the need for production.
To improve the productivity of existing machines and to avoid sinking of additional
capitals.
To reduce the maintenance costs as far as possible thereby leading to reduction in factory
overheads.
To prolong the useful life of the factory plant and machinery.
79 SQUARE TEXTILES LTD

8.3. Types of Maintenance:
Preventive maintenance: Preventive maintenance is a predetermined routine activity to ensure
on time inspections or checking of facilities to uncover conditions that may lead to production
break downs or harmful depreciation.
Break down maintenance :In this case, repairs are made after the equipment is out of order and
it can not perform its normal functions.
Maintenance Procedure:
At the beginning of the maintenance operation, all the cover of the machines are opened and
machine is cleaned with a cloth internally. This is called general cleaning.Inside the machine all
machine parts, conveyor belt, spike lattice, different roller and gear are checked. At first find out
the problem and rectify problem.All the gears and chain of the machine are cleaned with oils or
lubricants as instructed by the manufacturer. Chain box is checked and jam is cleaned if
necessary.
Lubricant: GRXP 460(Used in PBL gear box)
Omella 320(Used in PIV gear box)
Maintenance carried out in the blow room:
Periodic maintenance: After 10 to 15 days.
8.4. Maintenance of carding machine:
Carding machine maintenance consists of following tasks-
Schedule maintenance
Find out the problem
Way of rectify
Setting adjustment
Existing setting check
Carding maintenance sequence after 18 days.
80 SQUARE TEXTILES LTD

Schedule maintenance:
Schedule maintenance of carding machine consists of following tasks-
Cleaning the machine and machine parts by compressed air
Cleaning the cylinder by compressed air
Cleaning the flat by compressed air
Cleaning the doffer by compressed air
Cleaning the fixed carding segment
Find out the problem of different gear and belt
Grinding:
Grinding of carding machine is done according to the following-
1st grinding after 90 tons production
2nd grinding after 80 tons production
3rd grinding after 70 tons production
4th grinding after 60 tons production
Normally 4 times grinding possible
IGS grinding machine use doffer and cylinder
Emery fillet grinding machine use for flat
Grinding system: Table: 8.1
Flat Cylinder Doffer
Emery TSG TSG
stone Stone Stone
IGS IGS
Mounting:
81 SQUARE TEXTILES LTD

Life time of wire approximately 300-350 ton production
Remove the faulty wire
Remove the rust by emery cloth
Wash by acetone
Wire mounting by mounting machine
Lakshmi mounting machine use for flat mounting
Graft mounting machine use for cylinder , doffer and T-in.
Wire company: Normally following company wire is used in carding machine-
1. Graf
2. Trutzschler
3. Beakerf
4. Toshin
5. ICC(Indian)
6. ECC(England)
Wire specification:
P-2040S×0.4-B8R
Here,
20 = height of wire
40 = angle of wire
0.4 = thickness of wire
8.5. Lubricating schedule of carding machine:
82 SQUARE TEXTILES LTD
Lubricating points Lubricant Time interval
Flat tops driving gear box Omala 460/ Grxp-460/ Castrol Sp-460 3 years
Coiler driving gear box Omala 460/ Grxp-460/ Castrol Sp-460 3 years
Feed roller driving gear Omala 460/ Grxp-460/ Castrol Sp-460 3 years
Cylinder drive idler Ls-3 / KluberStaruragsNbu 12/300kp 3 years
Flat stripping motion gear Ls-3 / KluberStaruragsNbu 12/300kp 3 years
Coiler drive bevel gear box Ls-3 / KluberStaruragsNbu 12/300kp 3 years
Coiler head gear box Ls-3 / KluberStaruragsNbu 12/300kp 3 years
8.6. Maintenance of Lap former machine:
Lap former machine maintenance consists of following tasks-
Schedule maintenance
Find out the problem
Way of rectify
Setting adjustment
Existing setting check
Lap former maintenance sequence comes after 30 days.
Schedule maintenance :
In schedule maintenance following works are done-
83 SQUARE TEXTILES LTD

Cleaning the machine and machine parts by compressed air
Cleaning the different gear and belt
Cleaning the top roller, feed roller, calender roller, conveyer belt
Cleaning the all cot rollers and all coil spring
Clean winding drum, lap plate, weighting plate, cut plate and table
Clean all cotton gears for cotton lapping
Clean fluted air pipe for air blowing in the winding zone
Clean top and bottom side of the conveyer belt
Clean all air piping
Clean all flexible suction line
Check tightness of gear fixing belt
Clean all suction duct line
Check the different gear and belt
Check the drafting zone
Check the all nuts ant bolts of the machine
Find out the problem of different parts
Rectify the problem
The whole machine is set sincerely
8.7. Lubrication schedule for lap former:
Lubricating Point Lubricants Frequency
Bearing PartAlvania Grease EP-2 15 Days
Open Gear Cardium compound D 15days
Roller Chain Tallus Oil –C-150 15 Days
Bearing Part Alvania Grease Ep-2 9 Months
Differ. GearOmala-150 6 Months
84 SQUARE TEXTILES LTD

Differ.Gear Omala-150 6 Months
Reduction Gear Tellus-68 3 Months
8.8. Maintenance of Comber machine:
Comber machine maintenance consists of following tasks-
Schedule maintenance
Find out the problem
Way of rectify
Setting adjustment
Existing setting check
Comber maintenance sequence comes after 15 days
Schedule maintenance:
The schedule maintenance tasks are-
Cleaning the machine and machine parts by compressed air
Cleaning the different gear
Cleaning the top detaching roller
Cleaning the bottom roller
Cleaning the delivery plate
Cleaning the drafting zone
Cleaning the brush
Check the different gear and belt
Check the drafting zone
Check the all nuts ant bolts of the machine
Check the cylinder clothing
Inspection the top comb clothing
Inspection of different setting
Feed plate to detaching roller
Steel detaching to top comb
85 SQUARE TEXTILES LTD

Depth of top comb
Find out the problem of different parts
Rectify the problem
The whole machine is set sincerely
Change/Replacement:
Following parts are changed regularly-
Cylinder clothing(Normally one year)
Combing brush(After 6 month)
Top comb(Normally one year)
8.9. Lubricating schedule of Comber machine:
Lubricating points Lubricant Time interval
Can Bottom Chain
OMALA 150/ GRXP-150/
Castrol SP-150
1 Months
One way clutch Alvania grease ep2/
Castrol ap-2
5 months
Worm gear box for can Omala 150/ grxp-150/ castrol
sp-150
5 months
Gear end box Tellus-68/ castrol aws-68 5 months
Gear box for drawing Tellus-68/ castrol aws-68 5 months
8.10 Maintenance of draw frame machine:
Draw frame machine maintenance means-
Schedule maintenance
86 SQUARE TEXTILES LTD

Find out the problem
Way of rectify
Setting adjustment
Existing setting check
Draw Frame maintenance sequence comes after 15 days
Schedule maintenance :
Schedule maintenance means-
Cleaning the machine and machine parts by compressed air
Cleaning the different gear
Cleaning the top roller(Petrol cleaning)
Cleaning the drafting zone
Clean all suction duct line
Check the different gear and belt
Check the drafting zone
Check the all nuts ant bolts of the machine
Find out the problem of different parts
Rectify the problem
The whole machine is set sincerely
Special works:
Some special tasks are done in draw frame ,these are-
Top cot roller grinding(after 2 months)
Replacement of top cot roller(after 18 months)
8.11. Lubricating schedule of draw frame:
Lubricating points LubricantsFrequency
Gear end Box Tellus-68 180 days
87 SQUARE TEXTILES LTD

Reducer Gear BoxOmela-320
120 Days
Spiral Gear Box Omela-320 120 Days
Ball BeringAlvania Grease-EP2 15 Days
Neddle Bering/End Bush Alvania Grease-R2 7 Days
8.12. Maintenance of Simplex machine:
Simplex machine maintenance means-
Schedule maintenance
Find out the problem
Way of rectify
Setting adjustment
Existing setting check
Simplex maintenance sequence comes after 15 days
Schedule maintenance :
Schedule maintenance consists of following tasks-
Cleaning the machine and machine parts by compressed air
Cleaning the different gear
Cleaning the top roller
Cleaning the bottom roller
Cleaning the cradle
Cleaning the drafting zone
Cleaning the guide
Check the different gear and belt
Check the drafting zone
Check the all nuts ant bolts of the machine
Check the different adjustment
Pressure arm cleaning
Inspection of different setting
88 SQUARE TEXTILES LTD

Find out the problem of different parts
Apron resetting
Top roller resetting
Different gear oiling
The whole machine is set sincerely
Change/Resetting:
Following works are done after certain period of time-
Cot change (Normally one year)
Cot mounting by cot mounting machine (Short press)
Cot grinding by grinding machine
Berkolizing after grinding
8.13. Maintenance of Ring frame machine:
Ring frame maintenance means-
Schedule maintenance
Find out the problem
Way of rectify
Setting adjustment
Existing setting check
Ring Frame maintenance sequence comes after 30 days
Schedule maintenance:
Schedule maintenance means-
Cleaning the machine and machine parts by compressed air
Cleaning the different gear
Cleaning the top roller
Cleaning the bottom roller
89 SQUARE TEXTILES LTD

Cleaning the cradle
Cleaning the drafting zone
Cleaning the guide
Check the different gear and belt
Check the drafting zone
Check the all nuts ant bolts of the machine
Check the different adjustment
Check apron, cradle damage
Pressure arm cleaning
Inspection of different setting
Find out the problem of different parts
Apron resetting
Top roller resetting
Different gear oiling
Rectify the problem
The whole machine is set sincerely
Change/Resetting:
Some changes are done after certain period of time in the ring frame machine, those are-
Cot change(Normally one year)
Cot mounting by cot mounting machine(Short press),
Cot roller grinding by grinding machine,
Berkolizing after grinding,
Ring gauging(After 2 month),Bottom roller gauge –6 month.
Spindle gauging(6 month),
Lappet gauging(monthly),
Traveler clearer setting(2 month),
Spindle oil change(After 4 year).
8.14. Maintenance of Rotor spinning machine:
90 SQUARE TEXTILES LTD
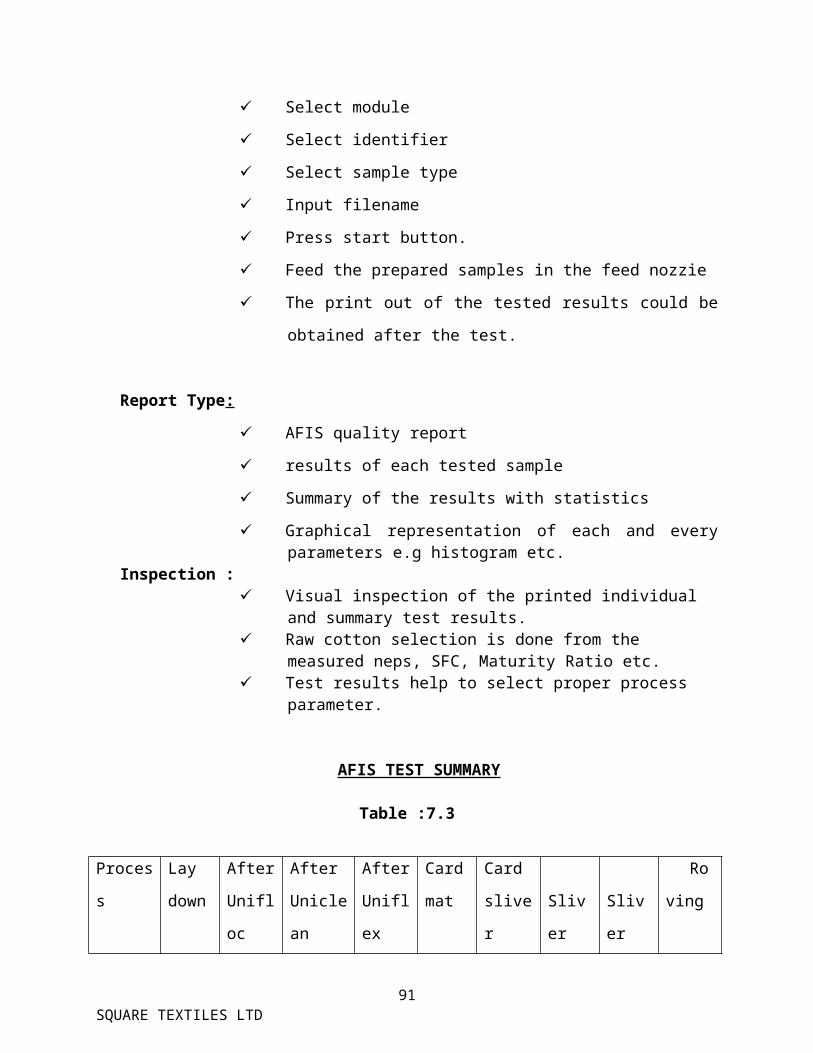
Rotor spinning machine maintenance consists of following tasks-
Schedule maintenance
Find out the problem
Way of rectify
Setting adjustment
Rotor machine maintenance sequence comes after 30 days
Schedule maintenance :
Schedule maintenance means-
Cleaning the machine and machine parts by compressed air
Inside plate ,separator, naval clean by corium.
Central suction line open and clean.
Cleaning the different gear
Cleaning the guide
Check the different gear and belt
Check the all nuts ant bolts of the machine
Check the different adjustment
Inspection of different setting
Find out the problem of different parts
Different gear oiling-The whole machine is set sincerely
Special works:
Some extra work is done without above. those are-
Oil change after 1 Year.
Comber gauge and Separator gauge used when Rotor unit resetting.
8.15. Maintenance of Winding machine:
Winding machine maintenance means following tasks-
Schedule maintenance
91 SQUARE TEXTILES LTD

Find out the problem
Way of rectify
Setting adjustment
Existing setting check
Winding machine maintenance sequence occur after 15 days.
General cleaning every shift.
Schedule maintenance :
Schedule maintenance consists of following tasks-
Cleaning the machine and machine parts by compressed air
Cleaning the different gear
Cleaning the bobbin chute
Cleaning the bobbin magazine
Clean all suction duct line
Check the all nuts ant bolts of the machine
Find out the problem of different parts
Rectify the problem
Setting adjustment: Following setting are adjusted-
Suction arm to cone holder (Normally 6-10mm,Empty cone).
Paper cone to drum: 2mm.
Bobbin to fixed belt cone: 8-10mm.
Bobbin peg central sensor to bobbin: 25-30mm.
Tension setting
Bobbin ejection setting
Bobbin angle setting (Normally 90o)
92 SQUARE TEXTILES LTD

Length correction setting
Air pressure
Splicing setting
Blast time : (Normally 10-15 mile sec.)
Lubrication of Ring, Rotor and winding machine: Staburags NBU12,Polylub GA
352P,Kluberplex BE31222,Silicon oil 1000 are used for lubrication of Ring, Rotor and Winding
machine.
8.16. Maintenance tools and their functions:
Serial
no.
Tools name Function
1 Spanner To provide grip to apply torque o turn objects
2 LMT
3 Screw driver To drive screws or bolts with special slots through
mating drive system
4 Hammer To deliver an impact to an object
5 Torque Wrench To preciously apply a specific torque to a fastener
6 Adjustable wrench To be used with different size of fastener head
7 Combination Spanner To preciously apply a specific torque to a fastener
8 Open end Spanner To be used with different size of fastener head
9 Ring end spanner To be used with different size of fastener head
10 Cir-clip plier Used to hold object firmly for physical compression
11 Nise plier Used to hold object firmly for physical compression
12 Allen key (Star) Used to drive bolt and screw
13 Allen key (Special) Used to drive bolt and screw
14 Allen key (T-type) Used to drive bolt and screw
93 SQUARE TEXTILES LTD

15 Allen key (Socket) Used to drive bolt and screw
16 Ratchet To move mechanical ports in one direction
17 Socket (Box) Used to fit different size of nuts & bolts
18 Puller Used to pull elements
19 Grease Gun To provide grease on required place
20 Flat file Used to cut something very slightly
21 Square file Used to cut something very slightly
22 Tumbler file Used to cut something very slightly
23 Round file Used to cut something very slightly
24 Flat level Used to level
25 Vernier calipers Used to measure little length
26 Filler gauge Used to adjust double seamer
27 Leaf gauge Used to adjust double seamer
28 Block gauge Used to adjust double seamer
29 Dial indicator To accurately measure small distance
30 Pressure gauge To measure pressure
31 Saddle gauge To maintenance saddle roller
32 Scanning roller gauge Used to scene roller shape and dia
33 Comber Special tools Used to comber maintenance
8.17. Cot grinding machinaries:
Cot grinding m/c is used for grinding of cot roller of different spinning m/c.For better
performance of cot roller after a certain period cot roller should be grinding.Machnaries used for
cot grinding is given below-
1)Berkol cot grinding m/c :By this m/c cot are grinding.
94 SQUARE TEXTILES LTD

Specification of Berkol cot grinding m/c:
Origin: Switzerland
Per grinding reduce : 0.02 mm
Stone dia at frist: 200 mm
Stone dia when out: 150 mm
Stone auto cleaning: after 100 grinding
Stone is dressing: after 1000 cot grinding
Grinding rate: 3 cot/ minute
Fig. 8.1 cot grinding m/c
Grinding cycle:
Type of process Duration (months0
Lycra 2
Normal 3
2)Heat setting m/c:
Name of m/c:Berkol azing
Origin: Switzerland
Conditioning time: 3 minutes
Temperature: At starting- 37◦c Up to- 63-65◦c
3)Eccentricity and Taper tester:
95 SQUARE TEXTILES LTD

Here two side of cot roller dia is measured and difference is measured.
Origin: India
Tolerable range: 0.5 mm
4) Sarbar cot grinding m/c:
Sarbar is cot grinding m/c by which draw frame, comber and unilap cot roller is grinding.
Here grinding is done by traversing of stone roller.
Table 8.2 Cot roller maximum and minimum dia
M/c name Maximum dia (mm) Minimum dia(mm)Ring (ERFANG RFA-
507 )29 27
Rotor (BT-903 ) 40 36Auto coro 28.5 24.5TFO ring (RY-2) 30 27.5Ring (lakshmi ) 30 27.5Compact (elit cot ) 29
4026.937.1
Simplex 28 26.5Drawing 38 36.5Comber drafting (E 60,
E60 H,E 62)45 42
Comber drafting (E 65 ) 39 36Comber detaching 24.5 23Unilap 39 36
96 SQUARE TEXTILES LTD

Remarks: The maintenance department of SQUARE Textiles Ltd. is well equipped. It has
sufficient maintenance manpower including mechanical and electrical engineers. They do the
maintenance of the m/c even during the Eid vacation. Otherwise, they do the breakdown
maintenance. To increase the lifetime of the machineries and ensure the proper running of the
machinery.
Machine longevity depends on the proper maintenance. So maintenance of the machine should
be done timely and care.
97 SQUARE TEXTILES LTD

Utility Services
9.1. Utilities:
Utility is an organization that maintains the infrastructure for a public services (often also providing a
service using that infrastructure). Utilities are subject to forms of public control and regulation ranging
from local community-based groups to state-wide government monopolies. (Common arguments in
favor of regulation include the desire to control market power, facilitate competition, promote
investment or system expansion, or stabilize markets. In general, regulation occurs when the
government believes that the operator, left to his own devices, would behave in a way that is contrary
to the community's best interests.)
The term utilities can also refer to the set of services provided by these organizations consumed
by the public: electricity, natural gas, water, and sewage .
9.2. Utility facilities :
Utility facilities are given below-
Table 9.1 Utility facilities
Utilities
Electricity (PDB and Generator)
15 M.W.
Steam (Boiler) 3000kg
98 SQUARE TEXTILES LTD

9.3 Utility Department UTILITY
Electrical section Power house A/C, Chiller, Boiler
Utility (Elec+A/C, Chiller, Boiler, Generator) Maintenance
D.G.M
Sr. Manager (Electrical) Sr. Manager
Dy. Manager(P/H)
D.G.M.
Sr. Manager Dy.Manager
U-1 U-2 U-3 SyL Executive Executive
(electrical)
P/H-1 P/H-2 P/H-3 P/H-4 H.F.O
(At all unit there are Exe/ Sr. M.O / M.O)
A/C + Chiller + Boiler
(Sr. Executive)
Head of Mechanics, Helper(Unit wise)
Unit-1 Unit-2 Unit-3 SyL
1. Exe 1.Sr.Exe 1.Ass.Manager 1.Exe
2.Exe 2.Exe 2.Exe 2.Exe
3.Sr.M.O 3. M.O.3.Sr.M.O
4. M.O.4.M.O
99 SQUARE TEXTILES LTD

Total manpower of utility:
1. Unit 1- 10 person
2. Unit-2 – 10 person
3.Unit 3 -13 person
4.Unit 4 (SyL)-10 person
9.4. Air compressor:
Compressed air:
Compressed air is required in the spinning section mainly for control purpose through valves
and cylinders. With the latest machinery and increased automation, use of compressed air has
increased substantially. In winding machine, the use of compressed air is for the purpose of
splicing of yarn.
Although, atmospheric air is free, its compression to the required higher pressure by air
compressors costs money as the compressors are operated by electric motors. With the rise in
power cost, it has become necessary to optimize compressed air consumption so that compressor
usage is curtailed thereby saving electrical power.
Type of Air Compressor Capacity Range
Table: 9.2
Reciprocating Compressor, Single Stage
Upto 50 cfm
Reciprocating, Two Stage 50-600 cfm
Screw Compressors 150-2500 cfmCentrifugal Compressors 2000-4000 cfm
100 SQUARE TEXTILES LTD

Ring frame section:
SCD (Stationary cop doffing)
Tray moving
Cop gripping
Doffing bar in and out
9.5. Dryer:
It is to dry compressed air. Actually if wet air goes to
pneumatic system pneumatic valve, solenoid valve will be
defective frequently. Besides yarn quality may decrease.
Table: 9.3 Air Dryer
M/C name
Model Brand Year Qty Capacity – m3/min
Air Dryer
TE 121
KAESER
1998/2010 5 12
Air Dryer
TF 171
KAESER
1999 1 17
Air Dryer
TE 91 KAESER
1997 1 9
Air Dryer
DB 115
BOGE 2006 4 11
Air Dryer
DS 120
BOGE 2010 1 12
Air Dryer
DS 95 BOGE 2012 1 9
Winding section:
Cradle lifting
Suction mouth lifting
Retie pipe lifting
Tension device
101 SQUARE TEXTILES LTD

9.6. Generator:
To provide the large amounts of steady power demanded by modern societies, large power plants
have been built. Most power plants make electricity with a machine called a generator.
Generators have two important parts: a) Engine/ Prime mover
b) alternator.
Generators use the principle of electro-magnetic induction, which exploits the relation between
magnetism and electricity. In large AC generators, an outer shell with powerful magnets rotates
around a stationary "armature" which is wound with heavy wire. As they move, the magnets
induce an electric current in the wire
9.7. Principle of generator:
Engine/Prime mover takes fuel (gas) then runs. Rotor of alternator is coupled with shaft of
engine. So when engine shaft rotates power is generated in alternator output terminal.
102 SQUARE TEXTILES LTD
Fuel, GasEngine(Mechanical Energy)

Table: 9.4
In Square there is four power house in four unit and 1 HFO plant
Name of content Power house 1 Power house 2 Power house3 Power house 4
No of generator 4 3 3 3Model G3516 G3516Company Waukesha Caterpillar Waukesha Caterpillar Power generate 920 1025 1100 1950KVA 1281 1370 1288KW 1025 1100 1030Frequency 50 50 50Phase 3 3 3 3
No of wire 6 6 6
Excitation 33volts7.2amp
19volts5 AMPS
Generation 400 VA1849
400 volts1859 AMPS
No of frame 806 697
Rev/min 1000 1500 1000 1500
Max temp rise 105 ͦ C 105 ͦ C
Ambient temp 40 ͦ C
Insulation type Class f
103 SQUARE TEXTILES LTD

Fig9.1: generator
9.8. HFO PLANT:
HFO means heavy fuel oil or Furness oil
Type : 4.1 MW Man Gegilski power plant
Company : MAGNUS Power PVT ltd
Capacity : 4.1 MW
Engine type : V type
No of cylinder: 16
There is 5 oil tank in HFO plant
1. Storage tank
2. Buffer tank
3. Day tank
4. Diesel tank
5. Sludge tank.
104 SQUARE TEXTILES LTD

Fig9.2 : MW Man Gegilski power plant
105 SQUARE TEXTILES LTD

Process how it run
106 SQUARE TEXTILES LTD
ENGINEHTLT

Flow chart of power house:
9.9. Cooling tower:Main parts:
1. Housing2. Fan3. Motor
Main function:
Main function is to cool water. From Generator/ Chiller water driven to the
cooling tower by pump. After cooling water comes to engines. Thus it helps Generator / Chiller
in cooling system
107 SQUARE TEXTILES LTD
CT1CT2

9.10. A/C plant:Air conditioning is the process of treating air also as to control simultaneously its temperature,
humidity, cleanliness and distribution to meet the requirements of "conditioned space". An air
conditioning system may use heating, cooling, humidifying, de-humidifying and filtering units of
combination of these depending upon the outside weather.
. Air conditioning plants are installed to maintain correct ambient condition for spinning process
to work smoothly. Norms of temperature and relative humidity for textile mills are established
through controlled experiments in laboratories and mills.
At SQUARE all A/C type is same
Brand: LUWA
Origin: Switzerland
At
108 SQUARE TEXTILES LTD
Quantity :
Unit 1 Unit2 Unit 3 Syl7 set 6 set 4 set 4 set
Type: All induced forced type
Capacity: 350 TR; 700 TR
Water in: 28 m3/min
Water out : 33m3/min
Motor capacity: 7K.W.
Mfg. Company: Singapour
Colling water punp specification:
Motor capacity: 45 K.W.

1. UNIT 1 8 A/C2. UNIT2 4 A/C3. UNIT3 4A/C4. SYL 4A/C
Necessary information about A/C plant:
A/C number Supply Section
01 Carding m/c & Blow room
02 Blow room
03 Ring Frame
04 Ring Frame
05 Ring Frame
06
07
08
Ring Frame
Ring Frame
Winding/ Finishing
109 SQUARE TEXTILES LTD

9.11. Chiller:A chiller is a device that removes heat from liquid using vapor-compression technology.
Chillers reduce the temperature of liquids (often water though other liquids can also be
cooled by chillers) for industrial applications. Chillers utilize four main components: a
compressor, an evaporator, a condenser and a metering device. Chillers operate with a
closed-loop system, which means that the coolant remains in the chiller and is recycled
across many uses. Closed-loop chillers contain a separate tank that filters and cleans the
coolant before returning it to the main storage area for re-use.
In Square textiles ltd Unit 1, 2 &3 the chiller use is given below
Unit1: There is 3 Chiller
Model: PHE0874444
Company: Macquee
Origin: U.S.A
Capacity: 400 ton of refrigerant(TR)
Type: centrifugal
Gas type: R134A
Bearing type: Sleepy type
Fan : induced force type
Consume: electric power
Nos: 3
No of cycle :1
Unit2: There is also three chiller
1. Vapor absorption Chiller
2. Steam fired Chiller
3. Hot water absorption chiller (Thermax)
Steam fired chiller:
Model: DW500
110 SQUARE TEXTILES LTD
Company: Thermax
Origin: India
Capacity: 500 TR
Consume: Steam
Nos: 2
No of cycle :3
Dilute solution in absorber: Distilled water and lithium provide
Hot water chiller:
Model: LT525
Company: thermax
Origin: India
Capacity 320TR
Unit 3: there is one HOT Water Chiller and two Steam fired Chiller
Capacity: 260 TR
Company: Thermax
Origin: India
nos: 2
SYL unit: Absorption chiller consumes exhausted gas directly
9.12. Boiler:
A boiler is water containing vessel which transfers heat from a fuel source (oil, gas, coal) into
steam which is piped to a point where it can be used to run production equipment, to sterilize,
provide heat, to steam-clean, etc.
InSquare the boiler use is
Exhaust gas boiler
Capacity: 2.5 ton
Consume: Natural gas
111 SQUARE TEXTILES LTD

Safety valve: 2
Wt of safety valve: 9.5 kg/ cm2
Cell & tube type : in cell there is water & in tube hot water
Exhaust temp: 450/500 ͦ C
Out temp: 200 ͦ C
9.13. Water softening system:
Water softening system makes hard water into soft water. It can be done by de mineralized process
Benefits of water softener:
Many industries require softened water for such uses as processing . Water softening systems are
installed in some municipal water systems for the dual purpose of protecting the plant equipment
and better serving industrial and residential users
112 SQUARE TEXTILES LTD
Cooling tower Cold water
Raw water
Resin + softening
Hot water from M/C
Soft water tank
Soft water pump to M/C

There is 3 vessel among them
1st vessel is sand vessel
2nd vessel is resin vessel (softener)
3rd vessel standby vessel
Water Softening plant :
Treatment Capacity : 30 m3/hr
Pressure Filter Tank Size:
Height : 2133mm
Diameter : 914 mm
Resin Tank Size :
Height : 2133 mm
Diameter : 914 mm
Brine Tank Size:
Height : 1219 mm
Diameter : 609 mm
Regeneration Period: 2 hr 10 min
Regeneration Time :
Overflow : 30 minBackwash : 30 min
Type Of Resin: 540 g ,740 g
Salt consumption per resin : 100 kg
113 SQUARE TEXTILES LTD
9.14. Other electrical equipment mostly use
Fig. 9.3 . Other electrical equipment
PLC( Programmable logic controller ):
It has some input output port. It sends an out signal to the SCU from specific input signal.
For example if door is open the respective limit switch or proximity switch give an input signal
to the PLC and PLC give an output signal to the SCU. Then SCU process the data and stop the
M/C showing the error. Safety circuit open or door open etc show on the display. In this case if
we by pass that limit switch or proximity, safety of that door only will not work.
Motor:
It converts electrical energy into mechanical. It is used to drive any rotating part like
cylinder ring shaft etc.
Frequency inverter:
It is used to vary the speed of the motor and also as motor saver , energy saver.
114 SQUARE TEXTILES LTD
CKT Breaker:
To supply and cut the power and also to protect the over current. Normally it is operated
manually.
Magnetic contact:It makes contact between power sources (Breaker) to load (Motor, Coil etc). It is operated with
control CKT ( Push button switch, selector switch etc).
Overload: To protect over current.
Thermostat: To protect machineries from overheat. Normally used motor, dryer, refrigerator etc.
UPS( Uninterrupted power supply): It is power supply to provide power without interruption.
Power Unit:It’s function is to supply to control power of M/C to SCU and different switches.
Operating panel:
To perform M/C operation or to set up data initial start up everything is done by it. On/Off switch , jogging switch different key are mounted on it .
Limit switch: It is used to control the operation of M/C. It has two types of contact NO/NC. In case of any
movement of it’s limit bar . It’s NO contact becomes NC and NC becomes NO.It’s movement is
done by M/C’s door or any of the mechanical part.
Proximity switch:
It is used to control the operation of M/C . It has two types of contact NO and NC. IT sense the
presence of metallic item and when it sense some ones presence it’s NO contact becomes NC.
And NC becomes NO. It can be replacement of a limit switch.
Auto Leveling system:
The carding auto leveling system collects medium term variation by means of a micro
computer . At the in feed a measuring device detects cross sectional variation in the feed .Then
115 SQUARE TEXTILES LTD

the microprocessor vary the speed of the feed roller, so that the variation of the feed is corrected.
A pair of stepped roller sense the cross section of the delivered sliver . Microprocessor compares
this measured value with selected nominal value and correct any deviation again by varying the
feed roll speed.
Spark detector:
IT is designed specially for detection of fast moving particles. The capacity of the detector
depends on distance, speed and size of the particles
minimum spark size: 3mm at .5 m
6mm at 1 m
Metal detector:
It is used to find any metal in pipeline and separate from cotton. The ejection of the product
takes place after the metal detector goes off
Pressure Switches: It is a switch which is controlled by pressure( suction or compresses air) . It’s
NO/NC contact becomes NC /NO after getting specific pressure.
Light barrier/Photocell:
It is used to control the operation of machine. It has two part receiver & transmitter and NO
/NC contact in it’s receiver part. Transmitter transmits ray beam to the receiver in normal
operation . When this ray beam is disturbed by something it’s NO contact becomes NC and NC
becomes NO.
LED:
(Light Emitting Diode): It is one kind of signal lamp to show the condition of machine.
Fuse:
When over current flows through the wire of M/C then the coil melts and it’s protect the M/C
from accident .
Remarks: SQUARE Textiles Ltd has good facilities for UTILITY department. It has well
established building, equipment, manpower to run the factory. Each and every section of utility
are well maintained and workers are well trained so the facilities can run smoothly.
116 SQUARE TEXTILES LTD

Store And Inventory Control
10.1. Store and inventory control system:
A store is a place where things are stored, e.g. a ship's paint store.
An inventory control system is a set of hardware and software based tools that automate
the process of tracking inventory. The kinds of inventory tracked with an inventory control
system can include almost any type of quantifiable good, including food, clothing, books,
equipment, and any other item that consumers, retailers, or wholesalers may purchase. Modern
inventory control systems are almost exclusively based on barcode technology. Though barcodes
were initially developed to automate the process of grocery store checkout, their ability to
encode a wide variety of alphabetic and numeric symbols makes them ideal for encoding
merchandise for inventory applications. Inventory control systems work in real-time using
wireless technology to transmit information to a central computer system as transactions occur.
10.2. Classification of store:
Store
10.3. Raw materials store:
All the raw materials are stored in godown, near the blow room section. The raw materials are:
Cotton
Flax
Fleece
Polyester
Modal
Viscose
Tencel
Organic
Lycra
117 SQUARE TEXTILES LTD
Raw material & wastage General (spare and packing material) Finished yarn
10.4. Spares:
In this mills required amount of spears of different machine are stored in mechanical store room.
All the shares are listed in a sheet which is controlled mechanical and maintenance personal.
Spares are arranged in store room according their size, quantity and requirements. There are
selves in store room to keep small spare parts. Different stationary used in the mill are given
below:
Sticker, formatting book, register, Raw cotton, wastage, yarn, chalan, quality certificate,
(MRR),gate pass, file, paper, pen, marker, calculator, paper connect.
10.5. Spare parts:
In Square Textiles differernt types of belt, bearing, bobbin holder, ring cup, knee break, apron,
top roller, gear, sensor, motor , diode, cable, bulb spark plug etc.
10.6. Finished goods:
Normally Spinning mill supplies its finished yarn to different fabric manufacturing industry. So
package yarns are stored for short time in the finishing section.
KH
CH
Inject
Siro
Neppy
Melange
Organic
Compact
White
100% polyester
Blended (viscose, modal )
Rotor
PC
Core spun
CVC
Viscose
Slub
118 SQUARE TEXTILES LTD

10.7. Others:
Packing materials: Poly bag, Poly rope, Sticker, Sacks.
Remarks: SQUARE Textiles Ltd has individual stores for raw materials, finished goods etc.
There is enough space to store the finished goods. It has well security system and now it is
increasing the store area. The store for inventory control is satisfactory.
119 SQUARE TEXTILES LTD

Cost Analysis:
11.1. Cost and cost analysis:
Costs are the values of all the resources (e.g., labor, buildings, equipment, and supplies),
tangible or intangible, used to produce a good or a service.
In everyday life we generally think of the financial or monetary cost of goods and services
we consume. The "price tag" is what we refer to at the store. It is a convenient measure of cost:
all the resources have readily available prices, and exchanges are based on monetary value.
Economists think of costs as consequences of choices. In the real world, resources are scarce.
Because resources are limited, all necessary interventions cannot be implemented. When
decision makers choose to implement a program, the resources expended will not be available
for other possible uses.
Cost analysis is an economic evaluation technique that involves the systematic collection,
categorization, and analysis of
program or intervention costs, and
cost of illness
11.2. Cost of the product:
Costing system mainly describes how the cost of the final product is fixed by the
company/beneficial. According to buyer/customers requirement at first the fibre is collected from
local and foreign suppliers. Then production cost of yarn is calculated. After that, the final cost is
fixed including some profit. Then the unit price is offered to the buyer for approves it.
Costing of the Products is done by the Consideration of the Following Factors:
120 SQUARE TEXTILES LTD

• Amount of raw materials consumed
• Direct Labor
• Indirect Labor
• Factory Cost
• Officer and administrative cost
• Sales and distribution cost
• Profit, etc.
Table no.11.1
The table of cotton yarn price is given below:
Yarn count( Ne ) Carded
(US dollar /kg)
Combed
(US dollar /kg)
Slub
(US dollar /kg)
40/1 4.25 4.65 4.90
30/1 3.75 4.15 4.40
26/1 3.70 4.10 4.35
24/1 3.70 4.10 4.30
20/1 3.65 4.05 4.30
The table of blended yarn price is given below:
Table: 11.2
Yarn count( Ne ) PC (65/35)
(US dollar /kg)
CVC(60/40)
(US dollar /kg)
Melange(CM 90/10)
(US dollar /kg)
40/1 4.00 4.25 4.55
30/1 3.50 3.60 4.05
26/1 3.45 3.55 4.00
24/1 3.45 3.55 4.00
20/1 3.40 3.50 3.95
11.3. Raw material of cost:
121 SQUARE TEXTILES LTD

Table: 11.3
Raw material Price in US dollar/kg
Cotton lint 0.379
polyester 1.341
BSF (viscose) 1.963
Viscose (long filament) 3.82
Table: 11.4
Corporate Operational Results of SQUARE Textiles LtdRESULTS
2011 2011 2010 2009 2008
Turnover (Net) 5,431,43 5,247,749 4,445,402 3,882,244 3,052,235
Gross Profit 980,853 1,070,758 886,759 533,374 463,216
Net Profit before tax 689,263 729,621 676,174 311,777 277,582
Net Profit after tax 581,038 620,178 564,769 260,634 236,530
Shareholders' Equity 4,486,731 4,061,542 3,571,239 3,119,404 2,964,646
Total Assets 6,153,122 7,225,737 6,605,934 5,508,282 5,807,897
Total Current Assets 4,389,591 4,804,457 4,301,132 3,224,730 3,437,050
Total Currecnt Liabilities 1,554,244 3,052,890 2,923,391 2,276,602 2,722,233Current ratio 2.82 1.57 1.4
1.42 1.26Ordinary Shares Outstanding 116,887,192 ,405,99 81,171,661
70,584,053 58,820,044 Face Value per Share 10 10 10 10
10Shareholders' Equity per Share 38.39 41.70 44.00 44.19 50.04Earning Per Share (EPS) 4.97 5.31 4.83 2.23 2.02EPS on Share Issued for Cash 23.06 24.62 22.64 10.45
9.39Quoted Price per Share (DSE) 102.80 111.20 209.80 111.5
117.3Quoted Price per Share (CSE) 101.70 111.5 207.80
111.37 118.00Price Earnings Ratio-DSE (Time) 20.68 17.46 30.14 30.22
24.90Price Earnings Ratio-CSE (Time) 20.46 17.50 29.86 30.265 25.05Cash Dividend Declared pe r Shar 1.80 1.60 1.60 1.60
1.8
122 SQUARE TEXTILES LTD

Stock Dividend Declared 100:15 5:1 5:1 100:15 5:1
Total Dividend Declared (%) 33 36 36 31 38
Number of Shareholders 26,369 24,968 26,152 29,789 30,179
Human ResourcesExecutives 171 217 170 182
178Non-Executives 116 101 160 170
167Workers 1620 1590 1452 1532
1,520
Remarks: The costing of the product is most secret matter of the industry. They were not
interested to share the cost related data with us. So we could not collect detailed the price of the
product.
Marketing Activities
12.1. Marketing and marketing activities:
Marketing is an activity. Marketing activities and strategies result in making products
available that satisfy customers while making profits for the companies that offer those products.
Marketing activities are nothing but how one is going to handled the marketing mix (price,
product, place, promotion, positioning, people, physical evidence) in order to market his/her
product successfully. the various activities involved in handling the above mentioned comprises
the marketing activities.
Marketing activities are those things by you handle the marketing mix which are as follows:
Product
Price
Place
Promotion
Physical Evidence
People
Processes
123 SQUARE TEXTILES LTD

12.2. Activities included in marketing:
Marketing activities are numerous and varied because they basically include everything needed
to get a product off the drawing board and into the hands of the customer. The broad field of
marketing includes activities such as:
Designing the product so it will be desirable to customers by using tools such as
marketing research and pricing.
Promoting the product so people will know about it by using tools such as public
relations, advertising, and marketing communications.
Setting a price and letting potential customers know about your product and making it
available to them.
12.3. Consumer of products:
SQUARE Textiles Ltd. is a 100% export oriented company. The main buyers of this factory are
given below:
SQUARE Knit Fashion Ltd
GMS Composited mills Ltd.
Evennce textiles Ltd.
Sinha textiles Ltd.
Hamid textiles mills Ltd.
Vyella textiles mills Ltd.
Envoy textiles mills Ltd.
Jamuna textiles mills Ltd.
12.4. Package level:
Package level contain following information
Yarn count.
124 SQUARE TEXTILES LTD

Types of yarn
Code no.
Lot no.
Factory name.
Date of making yarn.
Weight in kg
12.5. Package Size:
Package size is given below:
Length of Packing bag =37”
Height of Packing bag =48” .
Bag weight = 51.3kg
A bag contains 24 cones.
Each cone contains 2.04 kg yarn.
Figure: 12. 3 :Yarn Package
12.6. Manpower:
Marketing plays a vital role in the field of displaying / showing the goods criteria of the products
to the buyer and to communicate with the buyer. There are about a lot of people in the marketing
125 SQUARE TEXTILES LTD

section of the industry.Office marketing
12.7. Marketing strategy:
The marketing men at first analysis value of raw cotton present time and future time. If they see
that it will be better to buy cotton at present time, they will contract with foreign company by
L.C. immediately. Otherwise they will buy cotton in future time. The main task of marketing
strategy is -
Analysis the market.
Price strategy
How will act the market
100% export oriented
To take part on the economic condition of Bangladesh
To earn foreign currency
Marketing strategy is a very important factors to sale the products to the buyer. If the marketing
strategy is not so developed, it will be very hard to reach the goal. In Zarina Composite Textiles
Industries Ltd. mainly senior marketing officers, merchandiser and higher officials deal with the
buyer. There are some fixed buyers of the industry. The buyers give their orders continuously all
over the year. The marketing officers and the merchandisers communicate with the buying
houses to collect the orders.
12.8. Responsibilities and duties of sales man:
The main duty and responsibility of a sales man are-
Introductory call script
126 SQUARE TEXTILES LTD

Standard call script
Create new customer by giving them concession
To introduce into new product.
To increase use procedure
To protect competition
To express the quality product for the customer
To analysis the test of customer
To bring stability of sales by following different techniques.
12.9. Responsibilities and duties of marketing officer:
Marketing officer is a very important person of a company .Dealing with the buyer and convince
the buyer is the main duty of marketing officer . A marketing officer also has some other duties.
The main duties and responsibilities of a marketing officer are given bellow-
Buying, Selling and Transportation.
Financing
Publicity and advertising.
Collection of marketing information.
Development of strategy for attacking and penetrating customer master list.
They analysis total consumption of yarn all over the year.
They produce a cost sheet of yarn
To take different steps by discussing with the high officials and merchandisers
To maintain a regular and good relationship between commercial officer and
merchandisers
To maintain a communication with the buyers and buying houses
Communicate with better criteria of the products
Actually the responsibilities and duties of marketing officer begins from getting order of buyer
and ends after receiving foods by the buyer. So, he should be always smart, energetic and
127 SQUARE TEXTILES LTD

sincere.
Remarks: SQUARE Textiles Ltd. has a well learned marketing and merchandising team. They
always communicate with the buyers. So they can get order through the whole year.
CONCLUSION
The industrial training gives me the opportunity to work in mills. It is an experience of normal
academic learning,
This training gives me actual picture about man, machine, material, methods and market. I have
earned the direct knowledge about the raw materials, actual running condition of the m/c’s,
Works, technologist and administration.
This mill is a well-planned with enough expansion facilities . Working environment for the
labors is also good.
During my training I visited administration section, store, generator room, compressor section,
AC plant etc. Everywhere I got cordial behavior from all employees.
Above all this training for 60 days in the SQUARE Textiles Ltd.. has given me a new experience
for practical life.
Bangladesh University of Textiles has given me the field to perform the industrial attachment
with SQUARE Textiles Ltd. This attachment seems to me as a bridge to minimize the gap
between theoretical and practical knowledge. Undoubtedly, this attachment paved me the way to
128 SQUARE TEXTILES LTD

learn more about Textile Technology, industrial practices, and industrial management and
production process.
Besides, this attachment gave me the first opportunity to work in an Industry and acquainted me
with the internal sight and sound of Textile Industries. I believe with all these, the experience of
the industrial attachment will help me future life as a Textile Technologist.
129 SQUARE TEXTILES LTD




























