
UNIVERSIDADE DE SÃO PAULO
ESCOLA DE ENGENHARIA DE LORENA
ANA FLÁVIA DA MOTTA SALAS
FERNANDA DI GIAIMO MARTINEZ
ESTUDO DA EFICIÊNCIA DE REMOÇÃO DO ÓXIDO DE ETILENO
POR UM SCRUBBER EM UMA PLANTA DE ESTERILIZAÇÃO
LORENA - SP
2015

ANA FLÁVIA DA MOTTA SALAS
FERNANDA DI GIAIMO MARTINEZ
ESTUDO DA EFICIÊNCIA DE REMOÇÃO DO ÓXIDO DE ETILENO
POR UM SCRUBBER EM UMA PLANTA DE ESTERILIZAÇÃO
Monografia apresentada à Escola de Engenharia de Lorena – Universidade de São Paulo como requisito parcial para conclusão da Graduação do curso de Engenheira Química, sob orientação do Prof. Dr. Marco Antonio Carvalho Pereira.
LORENA – SP
2015

AUTORIZO A REPRODUÇÃO E DIVULGAÇÃO TOTAL OU PARCIAL DESTE TRABALHO, POR QUALQUER MEIOCONVENCIONAL OU ELETRÔNICO, PARA FINS DE ESTUDO E PESQUISA, DESDE QUE CITADA A FONTE
Ficha catalográfica elaborada pelo Sistema Automatizadoda Escola de Engenharia de Lorena,
com os dados fornecidos pelo(a) autor(a)
Salas, Ana Flávia da MottaMartinez, Fernanda DI Giaimo Estudo da eficiência de remoção do óxido de etilenopor um scrubber em uma planta de esterilização / AnaFlávia da Motta Salas; orientador Marco AntonioCarvalho Pereira. - Lorena, 2015. 67 p.
Monografia apresentada como requisito parcialpara a conclusão de Graduação do Curso de EngenhariaQuímica - Escola de Engenharia de Lorena daUniversidade de São Paulo. 2015Orientador: Marco Antonio Carvalho Pereira
1. Scrubber. 2. Esterilização. 3. Eficiência. 4.Óxido de etileno. I. Título. II. Pereira, MarcoAntonio Carvalho, orient.

DEDICATÓRIA
Aos nossos pais, pelo
apoio, pela compreensão,
dedicação e exemplos de
todos os nossos passos até
o dia de hoje.

AGRADECIMENTOS
Primeiramente, a Deus, por nos proporcionar todas as
oportunidades em nossas vidas, incluindo este trabalho.
Às nossas famílias, que nos deram apoio e principalmente
entenderam quando nossas ausências foram necessárias para nos dedicarmos a
este trabalho, e também por todos ensinamentos constantes durante a vida.
Aos nossos amigos, que durante os piores momentos estiveram
ao nosso lado dando todo suporte e nos encorajando a prosseguir.
Ao Prof. Dr. Marco Antônio, pela paciência, comprometimento e
por ser sido um orientador tão presente que nos ajudou muito a entender e não
mediu esforços em nos ajudar para a conclusão deste trabalho.
Aos colegas de trabalhos, principalmente ao Alfredo e Douglas,
que nos deram a oportunidade de desenvolver este projeto e acreditaram em
nosso talento, além do contínuo suporte quando necessário, e também à Bárbara
pela participação ativa, comprometimento e esclarecimento técnico.

EPÍGRAFE
“Quando penso que
cheguei ao meu limite,
descubro que tenho forças
para ir além.”
(Ayrton Senna)

RESUMO
SALAS, A. F. M.; MARTINEZ, F. D. G. Estudo da eficiência de remoção do óxido de etileno por um scrubber em uma planta de esterilização. 2015. 67 f. Trabalho de Conclusão de Curso (Engenharia Química) – Escola de Engenharia de Lorena, Universidade de São Paulo, Lorena, 2015.
O processo de esterilização por óxido de etileno (EtO) é uma
das tecnologias mais utilizadas atualmente quando trata-se de dispositivos
médico-hospitalares. Além de ser um agente esterilizante de alta eficácia na
inativação microbiana, o óxido de etileno utiliza baixas temperaturas em seu
processo. No entanto, o EtO é altamente tóxico, carcinogênico e teratogênico,
além de inflamável e explosivo quando em contato com o ar, portanto requer um
controle de remoção eficaz. Este trabalho de monografia tem como objetivo
avaliar a eficiência de remoção do gás óxido de etileno, presente em uma
corrente proveniente de um processo de esterilização de dispositivos médico-
hospitalares, pela utilização de um scrubber, que se trata de um lavador de gases.
Foi realizado um estudo de caso em uma multinacional americana, a qual
encontra-se com dificuldades para atingir a eficiência de remoção de óxido de
etileno especificada pelas normas da empresa. Através de fundamentação
teórica, estudo de documentos da companhia, observação in loco e reuniões com
colaboradores da planta e especialistas em scrubber, foi proposto um cálculo de
eficiência mais transparente e de fácil entendimento, além de uma nova
periodicidade para a troca da solução do sistema. Também foram propostas
algumas melhorias para que a eficiência de remoção seja atingida. Entre elas
estão o conserto e reinstalação de um lavador de gases obsoleto pela planta,
instalação de um chuveiro na parte superior do tanque de solução do scrubber,
utilização de um medidor de óxido de etileno na chaminé do sistema, permitindo
um monitoramento constante do sistema, acompanhamento e estudo de
estabilidade da solução do scrubber e determinação da concentração de
etilenoglicol na solução por cromatografia gasosa. Por fim, foi avaliada a
aquisição de um novo sistema completo de scrubber, desenvolvido
especificamente para a empresa estudada.
Palavras-chave: Scrubber, esterilização, eficiência, óxido de etileno.

ABSTRACT
SALAS, A. F. M.; MARTINEZ, F. D. G. Efficiency study of ethylene oxide removal by a scrubber in a sterilization plant. 2015. 67 p. Course Conclusion Paper (Chemical Engineering) - Engineering School of Lorena, University of Sao Paulo, Lorena, 2015.
The sterilization process using ethylene oxide (EtO) is one of the
most popular technologies currently in use when it comes to medical devices.
Apart from being a highly effective sterilizing agent for the microbial deactivation,
the ethylene oxide uses low temperatures in the process. Nevertheless, the EtO is
extremely toxic, carcinogenic and teratogenic, besides being flammable and
explosive when in contact with the atmosphere, thus requiring an efficient removal
control. This paper aims at a proficient evaluation of the EtO gas removal present
in a current from the sterilization process of medical devices by the utilization of a
scrubber, a gas washer device. A case study has been led at an American
multinational company, currently experimenting difficulties to meet the efficient EtO
removal in compliance with the company‘s standards. Through theoretical
grounds, company’s document studies, on-spot checks and regular meetings with
plant employees and scrubber specialists, a more transparent and easy to
understand efficiency calculation has been proposed including a new frequency of
the system solution replacement. Moreover, some proposals for the improvement
of efficient gas removal have been suggested, namely fixing and resettlement of
an obsolete gas washer in place, installation of a shower on top of the scrubber
solution tank, use of an EtO gauge at the system’s exhaust fan thus allowing the
constant monitoring of the system, follow-up and stability study of the scrubber
solution as well as determining the ethylene glycol concentration in the solution by
gas chromatography. Finally, the acquisition of a new and complete scrubber
system particularly developed for the studied company has been put forward.
Key words: Scrubber, sterilization, efficiency, ethylene oxide (EtO)

LISTA DE FIGURAS
Figura 1 - Representação esquemática da molécula de óxido de etileno ................. 18
Figura 2 – Reação global de formação do etilenoglicol ............................................. 20
Figura 3 - Primeira etapa da reação de formação de etilenoglicol ............................ 21
Figura 4 - Segunda etapa da reação de formação de etilenoglicol ........................... 21
Figura 5 - Terceira etapa da reação de formação de etilenoglicol ............................ 22
Figura 6 - Tipos de scrubber ..................................................................................... 25
Figura 7 - Diagrama de itens para um sistema de scrubber ..................................... 26
Figura 8 - Scrubber com placas ................................................................................ 28
Figura 9 - Scrubber de pulverização ......................................................................... 28
Figura 10 - Scrubber de Venturi ................................................................................ 29
Figura 11 - Scrubber com várias geometrias ............................................................ 30
Figura 12 - Scrubber de centrifugação ...................................................................... 31
Figura 13 - Scrubber de Arraste ................................................................................ 32
Figura 14 - Scrubber mecânico ................................................................................. 32
Figura 15 - Sistemas de scrubber utilizados no experimento .................................... 33
Figura 16 - Planta de esterilização ............................................................................ 38
Figura 17 - Representação do scrubber utilizado pela empresa ............................... 43
Figura 18- Sala dedicada ao scrubber ...................................................................... 44
Figura 19- Tanque do scrubber ................................................................................. 44
Figura 20 - Tanque de contenção de concreto.......................................................... 45
Figura 21 - Região inferior do scrubber ..................................................................... 45
Figura 22 – Bomba de recirculação .......................................................................... 46
Figura 23 - Sistema de exaustão .............................................................................. 46
Figura 24 - Sistema de scrubber para óxido de etileno ............................................. 50

LISTA DE GRÁFICOS
Gráfico 1 - Eficiência de absorção em função do tempo de contato ......................... 34
Gráfico 2 - Eficiência do scrubber em função da concentração de etilenoglicol na
solução ...................................................................................................................... 34
Gráfico 3 - Eficiência de remoção ao longo dos últimos anos ................................... 48

LISTA DE TABELAS
Tabela 1 - Resultados dos testes de 2014 para a câmara S#1................................. 52
Tabela 2 - Resultados dos testes de 2014 para a câmara S#2................................. 52

LISTA DE ABREVIATURAS E SIGLAS
DEG Dietilenoglicol
EtO Óxido de Etileno
MEG Monoetilenoglicol
SAL Sterility Assurance Level
TEG Trietilenoglicol
SUMÁRIO
1. INTRODUÇÃO ................................................................................................... 14
1.1 Contextualização ........................................................................................ 14
1.2 Objetivo geral .............................................................................................. 15
1.3 Objetivos específicos .................................................................................. 16
2. FUNDAMENTAÇÃO TEÓRICA ......................................................................... 17
2.1 Óxido de etileno .......................................................................................... 17
2.2 Etilenoglicol ................................................................................................. 18
2.3 Reação do óxido de etileno para formação de etilenoglicol ........................ 20
2.4 Esterilização ............................................................................................... 22
2.5 Mecanismo de esterilização por óxido de etileno ....................................... 23
2.6 Scrubber ..................................................................................................... 24
2.7 O sistema de scrubber ................................................................................ 25
2.8 Mecanismo de coleta de gases .................................................................. 26
2.9 Tipos de scrubbers ..................................................................................... 27
2.9.1 Scrubber com placas 27
2.9.2 Scrubber de pulverização 28
2.9.3 Scrubber de pulverização atomizada com gás 29
2.9.4 Scrubbers de centrifugação 30
2.9.5 Scrubbers de arraste 31
2.9.6 Scrubbers mecânicos 32
2.10 Fatores que influenciam a eficiência de remoção ....................................... 33
3. METODOLOGIA ................................................................................................ 36
3.1 Método de pesquisa.................................................................................... 36
3.2 Objeto de pesquisa ..................................................................................... 36
3.2.1 A empresa 36
3.2.2 A planta de esterilização 37
3.3 Universo (população e amostra) ................................................................. 40
3.4 Coleta de dados .......................................................................................... 41
3.5 Análise de dados ........................................................................................ 42
4. RESULTADOS E DISCUSSÃO ......................................................................... 43
4.1 Observação in loco e/ou in modus operandi ............................................... 43
4.2 Entrevistas com especialistas ..................................................................... 47

4.2.1 Reunião com o supervisor e coordenador de esterilização 47
4.2.2 Visita à empresa portadora de scrubber 48
4.2.3 Reunião com empresa fornecedora de scrubbers 49
4.2.4 Nova reunião com supervisor e coordenador de esterilização 50
4.3 Determinação da eficiência de remoção de óxido de etileno pelo
scrubber ................................................................................................................. 51
4.3.1 Cálculo de eficiência do scrubber conforme empresa 52
4.3.2 Cálculo proposto para a eficiência do scrubber 54
4.4 Determinação da periodicidade de troca da solução do scrubber .............. 57
4.5 Determinação da concentração de etilenoglicol na solução ....................... 60
5. PROPOSTAS DE MELHORIAS PARA O SISTEMA ......................................... 61
5.1 Instalação do equipamento lavador de gases ............................................. 61
5.2 Melhoria no tanque de solução ................................................................... 61
5.3 Utilização de medidor de gás na chaminé do scrubber .............................. 62
5.4 Acompanhamento da solução do scrubber ................................................. 62
5.5 Estudo de estabilidade da solução do scrubber ......................................... 62
5.6 Determinação da concentração de etilenoglicol na solução por
cromatografia gasosa ............................................................................................ 63
5.7 Aquisição de novo sistema de scrubber ..................................................... 64
6. CONCLUSÃO .................................................................................................... 65
REFERÊNCIAS ......................................................................................................... 66
14
1. INTRODUÇÃO
1.1 Contextualização
Nos últimos anos, vem ocorrendo uma aceleração da diversidade
e da quantidade de artigos médico-hospitalares, em função da sua crescente
utilização e da evolução da ciência médica. Um grande desafio é aliar este
crescimento com a manutenção das características de funcionamento do produto
final, visando sua resistência, segurança e esterilidade.
A produção de dispositivos médico-hospitalares envolve vasta
gama de materiais, os quais exigem métodos esterilizantes compatíveis com a
necessidade do cliente final. Atendendo a tais requisitos, o óxido de etileno (EtO)
é um dos métodos mais utilizados atualmente. No entanto, por se tratar de um
gás utilizado em esterilização e de sua grande eficiência na morte microbiana,
além dos resultados de pesquisas que demonstram ser o EtO um agente
potencialmente carcinogênico e explosivo, há uma preocupação quanto ao
descarte deste gás na atmosfera, não introduzindo quaisquer riscos quando
processado dentro das condições adequadas.
Sendo assim, ganha fundamental importância o controle da
eficiência de limpeza deste gás em processo. Após os processos de exposição e
de limpeza das linhas, o óxido de etileno deve ser neutralizado para então ser
descartado no meio ambiente, sem causar danos tanto a saúde dos trabalhadores
quanto às instalações da planta.
Neste contexto, uma multinacional americana, instalada em São
José dos Campos, cuja divisão de produtos médico-hospitalares conta com uma
planta destinada ao processo de esterilização por óxido de etileno, possui um
grande foco em segurança e preservação do meio ambiente e procura manter os
padrões mais rígidos de controle dos agentes ditos como perigosos. Para isto, foi
desenvolvido um sistema específico para lavagem de gases proveniente dos
processos de esterilização por óxido de etileno, antes do lançamento para a
atmosfera.
O sistema, denominado scrubber, é interligado ao sistema de
evacuação das câmaras de esterilização e dos cilindros de gases e permite o
borbulhamento do gás EtO em uma solução de ácido sulfúrico 5%, presente em

15
um tanque.
O Scrubber tem como objetivo possibilitar a conversão de óxido
de etileno em etilenoglicol, que, além de ser menos tóxico, é líquido e, ao
contrário do óxido de etileno, elimina o risco de inalação de gases letais. A
conversão ocorre devido a uma reação de hidroxilação pelo contato do óxido de
etileno com a água, catalisado por ácido sulfúrico.
A troca da solução do scrubber ocorre a cada 6 meses e a
solução retirada é descartada na estação de tratamento de efluentes da empresa.
Além disto, a companhia anualmente emite um relatório de eficiência do scrubber,
no qual é apresentada, após os devidos cálculos, a porcentagem de remoção do
óxido de etileno através de análises de cromatografia gasosa realizadas na
chaminé do sistema. A eficiência de remoção que deve ser alcançada de acordo
com as normas da empresa é de 99,9%, porém nos últimos 5 anos este valor não
foi atingido. Em 2014, a eficiência apurada foi de 99,78%.
Embora a empresa possua um sólido compromisso com relação à
segurança, o scrubber é um equipamento antigo na planta e, os cálculos
realizados para encontrar a eficiência do sistema não possuem um embasamento
teórico registrado, sendo reportados no relatório anual de forma confusa,
dificultando seu entendimento. Portanto, a empresa identificou como oportunidade
de melhoria a verificação destes cálculos com a criação de um procedimento mais
claro, que possa ser explicado principalmente em auditorias de segurança e meio
ambiente, além de um estudo para avaliar alterações que possam ser realizadas
no sistema para que a eficiência de remoção atinja o valor desejado.
1.2 Objetivo geral
Avaliar a eficiência de remoção de óxido de etileno presente na
corrente gasosa proveniente de um processo de esterilização, através da
utilização de um scrubber.

16
1.3 Objetivos específicos
• Avaliar o cálculo da eficiência de remoção de óxido de etileno
pelo scrubber, realizado anualmente pela empresa;
• Investigar se o tempo de troca da solução está de acordo com
as necessidades do processo;
• Propor melhorias no sistema de remoção de óxido de etileno e
alternativas para o seu monitoramento constante.
17
2. FUNDAMENTAÇÃO TEÓRICA
Este capítulo apresenta conceitos teóricos básicos e definições
que serão necessários para o entendimento da pesquisa.
2.1 Óxido de etileno
O óxido de etileno foi descoberto por Wurtz em 1859. A partir de
então, foi utilizado em experimentos nos quais diferentes pestes contaminantes
de produtos agrícolas foram destruídas após a exposição ao gás. Em 1928, as
propriedades inseticidas foram demonstradas e formalmente descritas por Cotton
e Roark. Após um ano, Schrader e Bossert patentearam o uso de óxido de etileno
em combinação com dióxido de carbono para destruir efetivamente insetos e
microrganismos e em 1933, Gross e Dixon demonstraram por meio de
experimentos controlados que o EtO era capaz de destruir completamente altas
populações de microrganismos, recebendo uma patente por esta descoberta
(BURGESS; REICH,1997).
Estas demonstrações de que o óxido de etileno possui
propriedades favoráveis à desinfecção promoveram seu uso para pulverizar
quartos de hospitais que acomodavam pacientes doentes. Griffith e Hall
patentearam um processo que utilizava EtO puro, sob vácuo, para diminuir a
contaminação microbiológica na agricultura. Como exemplo de demais
aplicações, misturas gasosas de EtO e CO2 também eram utilizadas em museus e
bibliotecas para controlar a degradação microbiológica de livros, documentos
arquivados e outros artefatos (BURGESS; REICH,1997).
No final da década de 1940 foram publicados relatórios sobre o
uso do gás EtO para esterilização de produtos médicos. Já na metade da década
de 1950 utilizava-se o óxido de etileno puro, em um processo controlado a vácuo,
para esterilizar produtos hospitalares feitos de plástico, incluindo dispositivos
intravenosos e seringas. As aplicações logo passaram a incluir kits cirúrgicos,
embalagens e diferentes conteúdos farmacêuticos. Diferentes processos e
aplicações foram subsequentemente validados, consolidando o EtO como o
agente químico esterilizante de dispositivos médicos mais utilizado (BURGESS;

18
REICH,1997).
O Óxido de Etileno (C2H4O), ilustrado na figura 1, é um gás
liquefeito incolor, de odor etéreo em altas concentrações, cujo peso molecular é
44,05 g/mol e o ponto de ebulição é 10,73°C a 1 atm. É extremamente tóxico,
inflamável, reativo e potencialmente explosivo ao ar. Este se dissolve
prontamente em água e em solventes orgânicos e em geral não é corrosivo. O
óxido de etileno, sob forma líquida, tende a se polimerizar (MARTINS; MOTA,
2014).
Segundo Ribeiro (2013) e Martins e Cardoso (2015) o óxido de
etileno é o mais importante éter cíclico, sendo utilizado como intermediário
químico na fabricação de uma grande variedade de produtos tais como
etilenoglicóis, etanolaminas e ésteres glicólicos. Estes produtos, por sua vez, são
utilizados como matérias-primas para uma série de aplicações, nos segmentos de
alimentos, limpeza, agroquímicos, farmacêuticos, aditivos para combustíveis,
tintas, resinas e etc., porém seu derivado mais importante é o etilenoglicol,
utilizado na fabricação de poliéster, em aditivos de arrefecimento automotivo,
como anticongelante, plastificante e resina para barcos e piscinas. O óxido de
etileno é altamente tóxico, carcinogênico e teratogênico e, portanto, requer muitos
controles de exposição tanto para os produtos quanto para os trabalhadores da
área (SUNDIN, 2014).
Figura 1 - Representação esquemática da molécula de óxido de etileno
Fonte: Ribeiro (2013)
2.2 Etilenoglicol
O etilenoglicol é o resultado da hidratação do óxido de etileno. O
Monoetilenoglicol (MEG), o mais simples da estrutura dos etilenoglicóis, é obtido

19
através da reação de adição de um mol de água em um mol de óxido de eteno
(etileno). Posteriormente, a reação de MEG adicionada a um mol de óxido de
eteno, resulta em Dietilenoglicol (DEG) e consequentemente, adicionando-se
outro mol de óxido de eteno, obtém-se Trietilenoglicol (TEG) (OXITENO, 2015).
O etilenoglicol foi sintetizado pela primeira vez em 1859 pelo
químico francês Charles Adolphe Wurtz, ao realizar a saponificação do diacetato
de etilenoglicol reagindo com hidróxido de potássio. Foi produzido pela primeira
vez em quantidades pequenas durante a Segunda Guerra Mundial, utilizado
inicialmente como refrigerante e um componente de explosivos. Em 1937
começou a produção industrial, por seu precursor óxido de etileno, a preços
baixos (OXITENO, 2015).
Essa produção causou uma revolução no mundo da aviação, pois
substituiu o sistema de refrigeração a água. Como seu ponto de ebulição é
elevado, permite diminuir o tamanho do radiador e, consequentemente, o seu
peso e o arrasto aerodinâmico. Antes da produção do etilenoglicol, os sistemas de
refrigeração, que eram utilizados no efeito de água de alta pressão, eram
volumosos e pouco confiáveis e se houvesse um combate aéreo os aviões
poderiam ser afetados facilmente pelas balas inimigas (OXITENO, 2015).
O etilenoglicol, comumente conhecido como glicol, é um líquido
incolor, inodoro, com sabor agridoce e pouco volátil em temperatura ambiente. É
produzido industrialmente a partir do etileno. Quando adicionado à água, eleva o
ponto de ebulição da mistura, ao mesmo tempo em que reduz o ponto de
congelamento, por isso é utilizado como anticongelante em diversas aplicações,
como aditivo para água em radiadores de veículos. Pode ser utilizado na
fabricação de plásticos, filmes para embalagens, resinas alquílicas, na
composição de formulações de óleos para usinagens, plastificantes para papel
celofane, na formulação de tintas, agrotóxicos e papel, como solvente para
nitrocelulose, acetato de celulose, cosméticos, entre outros usos. O etilenoglicol é
altamente hidrossolúvel e por isso tende a se concentrar no meio aquoso, seja em
água superficial ou subterrânea. Apresenta grande mobilidade no solo. Existe
pouca volatilização para a atmosfera a partir do solo ou da água. Aerossóis e
vapores podem transportar a substância para a atmosfera onde é degradada por
oxidação fotoquímica em cerca de 1,4 dias. O etilenoglicol é biodegradado em
questão de dias ou semanas na água e no solo, tanto em condições aeróbias

20
quanto anaeróbias. A substância tem tempo de residência curto em todos os
meios e não é passível de bioacumulação nos organismos vivos (CETESB, 2014).
A ingestão de grandes quantidades de etilenoglicol por curto
prazo causa depressão do sistema nervoso, incluindo vômito, sonolência,
insuficiência respiratória, convulsões, alterações metabólicas, distúrbio
gastrintestinal, efeitos cardiopulmonares, dano renal e coma. O sabor adocicado
aumenta o risco de ingestão por crianças e animais. Um estudo com indivíduos
que inalaram baixos níveis do composto por um mês mostrou irritação da
garganta e trato aéreo superior. Os sinais e sintomas relacionados com exposição
crônica são cefaleia, dor nas costas e irritação ocular. Exposições a
concentrações mais elevadas podem irritar o trato respiratório com sensação de
queimação na garganta e traqueia, especialmente ao tossir (CETESB, 2014).
2.3 Reação do óxido de etileno para formação de etilenoglicol
Segundo Martins e Cardoso (2015), os produtos obtidos da
reação do óxido de etileno são os éteres de etilenoglicol. A reação de hidroxilação
catalítica do óxido de etileno pode ser realizada na presença de uma grande
variedade de catalisadores básicos ou ácidos, na qual existem algumas
diferenças nas reações, tendo influência no desempenho do reator e no
mecanismo de reação. A figura 2 apresenta a reação global de formação do
etilenoglicol.
Figura 2 – Reação global de formação do etilenoglicol
Fonte: Martins e Cardoso (2015)
Os catalisadores ácidos podem ser utilizados em baixas
temperaturas quando comparados com os catalisadores básicos que precisam de
altas temperaturas para reagir. Por outro lado, os catalisadores ácidos têm grande
formação de subprodutos e tem a desvantagem de serem altamente corrosivos,
enquanto que os catalisadores básicos tem total controle dos subprodutos

21
obtidos, sendo então mais fácil separá-los no final do tempo de contato
(MARTINS; CARDOSO, 2015).
As etapas da reação de etoxilação na presença de ácidos são
aplicadas quando o catalisador possuir a classificação de ácidos de Bronsted,
onde o ácido é a espécie química doadora de prótons H+ (MARTINS; CARDOSO,
2015).
A figura 3 refere-se à primeira etapa e é uma reação rápida, onde
o H+ do catalisador utilizado reage com o óxido de etileno e obtém-se uma reação
reversível que apresenta-se em equilíbrio químico (MARTINS; CARDOSO, 2015).
Figura 3 - Primeira etapa da reação de formação de etilenoglicol
Fonte: Martins e Cardoso (2015)
Quando o catalisador ácido utilizado for um ácido forte como
H2SO4 o anel de óxido de etileno que foi protonado é aberto gerando então um
carbocátion, esta etapa de transformação é uma etapa lenta e não está
relacionada com a concentração do reagente que irá ligar-se ao óxido de etileno
protonado (figura 4) (MARTINS; CARDOSO, 2015).
Figura 4 - Segunda etapa da reação de formação de etilenoglicol
Fonte: Martins e Cardoso (2015)
A etapa final (figura 5) é classificada como sendo uma
substituição nucleofílica do tipo SN 1, se o carbocátion formado não reagir com
grande velocidade com o composto ROH, poderá ocorrer uma isomerização,
obtendo o produto acetaldeído e outros subprodutos (MARTINS; CARDOSO,
2015).

22
Figura 5 - Terceira etapa da reação de formação de etilenoglicol
Fonte: Martins e Cardoso (2015)
Se um ácido fraco for escolhido para processar a reação
obteremos então uma reação do tipo SN 2, sendo uma substituição nucleofílica bi-
molecular e a cinética da reação dependerá da concentração do EO protonado e
do composto ROH (MARTINS; CARDOSO, 2015).
2.4 Esterilização
Esterilização é, por definição, um processo que elimina todas as
formas de vida microbiana, utilizando-se agentes físicos, químicos ou físico-
químicos. É geralmente expressa em termos do Sterility Assurance Level (SAL),
que é a probabilidade de sobrevivência de microrganismos viáveis após o
processo de esterilização. Para que um processo seja considerado esterilizante,
deve-se obter um SAL de 10-6. Isto indica que há a probabilidade de sobrevivência
de um microrganismo em um milhão. Este SAL deve ser obtido nas condições
mais críticas do processo e para isto o processo de esterilização deve ser
validado (COSTA et al.,1990).
Segundo Burgess e Reich (1997), há vários métodos de
esterilização difundidos e utilizados no mercado nacional e internacional.
Atualmente, as tecnologias mais utilizadas para esterilização de dispositivos
médicos industriais são por vapor, óxido de etileno e radiação gama. O óxido de
etileno possui vantagens comparadas às outras tecnologias. É um agente
esterilizante que possui alta eficácia na inativação microbiana, agindo como
bactericida, fungicida, esporicida e virucida, amplamente utilizado para
esterilização de dispositivos médicos termo sensíveis, por utilizar baixas
temperaturas em seu processo. Além disto, o EtO possui alta taxa de difusão e
apresenta compatibilidade com uma grande variedade de embalagens e produtos,
os quais não poderiam ser esterilizados pelos demais métodos (SUNDIN, 2014).
Outra vantagem é que o processo possui flexibilidade nas variáveis de controle,

23
possibilitando ajustar parâmetros de maneira a preservar a integridade dos
dispositivos médicos. No entanto, existem algumas dificuldades com relação aos
riscos potenciais para pacientes, trabalhadores e para o meio ambiente, assim
como riscos associados ao seu manuseio (MENDES; BRANDÃO; SILVA, 2007).
2.5 Mecanismo de esterilização por óxido de etileno
O mecanismo de ação da esterilização por óxido de etileno é uma
reação de deslocamento in vivo, devido a uma reação nucleofílica de sitio ativo
dos ácidos nucléicos no interior da célula com a molécula de EtO, modificando e
inibindo a síntese de proteínas, o que leva a uma alteração ou destruição do ciclo
de vida da célula (AIR LIQUIDE, 2015).
Segundo Martins e Mota (2014), a alta reatividade do óxido de
etileno, devido ao anel formado pelos átomos de carbono e oxigênio ser
extremamente tensionado podendo ser aberto facilmente, em combinação com a
sua alta difusividade e penetração, são fatores importantes para a inativação de
microrganismos (MENDES; BRANDÃO; SILVA, 2007).
Esta inativação é resultado de uma reação de alquilação, que é a
substituição de átomo de hidrogênio por radicais alquil nos grupos sulfidril (SH-) e
hidroxil (HO-), presentes em constituintes celulares, tais como proteínas, ácidos
nucléicos, peptídeos, aminoácidos e enzimas, o que leva a uma consequente
descaracterização da molécula (ZANON, 1987). Evidências experimentais indicam
que a reação primária do EtO é com ácidos nucléicos, causando perda na
capacidade de reprodução do microrganismo (BURGESS; REICH, 1997).
A esterilização é realizada na presença de vapor de água. A água
é um solvente ionizante e inicia a reação de alquilação formando um complexo
ativado com grupos funcionais não protonado. As moléculas de EtO são então
solubilizadas pela camada de água que envolve os microrganismos facilitando o
contato com os sítios de reação (AIR LIQUIDE, 2015).

24
2.6 Scrubber
Scrubber é um equipamento com a função de lavar gases,
utilizado para controlar a poluição do ar. O objetivo principal é a remoção de
material particulado de um fluxo de gás proveniente de processos industriais ou
comerciais, através da colisão das partículas de gases com gotas por meio de
lavagem, geralmente com água. São produzidos com materiais selecionados e
que apresentam alta resistência à corrosão e reações químicas (JMS
EQUIPAMENTOS INDUSTRIAIS, 2013).
A colisão ocorre através do rompimento da tensão superficial da
gota de água, por exemplo, atravessando sua superfície e ficando retida. As
partículas que ficam umidificadas após este processo, aumentam sua massa e a
tendência de aglutinar, e podem ser removidas através de meios mecânicos
simples, como eliminador de gotas. Com o objetivo de promover interação entre
as partículas e gotas é necessário que uma quantidade de energia seja utilizada,
para nebulizar o meio de lavagem e dessa forma, melhorar a mistura de gotas e
partículas com sprays de alta pressão (JMS EQUIPAMENTOS INDUSTRIAIS,
2013).
O princípio de funcionamento de um scrubber com orifícios é
extremamente simples. A restrição ao fluxo de gás que passa por um orifício
causa uma aceleração deste a altas velocidades, o que nebuliza o meio de
lavagem e assim, com a turbulência gerada após o orifício, a mistura necessária
entre as partículas e as gotas é realizada. No primeiro momento, a bomba d’água
aumenta o nível do líquido de lavagem até o distribuidor, que está localizado no
topo do leito de recheio. Em seguida, o líquido desce por gravidade pelo recheio,
ficando assim, umedecido continuamente. Enquanto isso, os gases poluídos
fazem o caminho inverso, sendo forçados através do meio de recheio em
contracorrente. A principal característica do scrubber é apresentar maior afinidade
com os poluentes comparado com os gases, sendo que o meio líquido garante
que os poluentes saiam dos gases e passem para o líquido de lavagem.
Normalmente, o meio líquido é composto por água e algum reagente com a
função de neutralizar, e assim estabilizar os poluentes (VENTCENTER, 2013).
As principais características de um scrubber são: coletar
partículas e gases simultaneamente, capacidade de realizar o abaixamento da

25
temperatura dos gases (função secundária), permitir a coleta e neutralização de
gases, que são corrosivos, e névoas, além do investimento inicial e consumo de
energia serem baixos (APOIO PROJETOS ENGENHARIA, 2013).
A figura 6 apresenta esquematicamente diferentes tipos de
scrubbers.
Figura 6 - Tipos de scrubber
Fonte: Apoio Projetos Engenharia (2013)
2.7 O sistema de scrubber
Em geral o sistema de scrubber inclui um grande número de
componentes essenciais para a operação, que consiste em sistema de entrada e
canalização que transporta o gás até o purificador, sistema de coleta de gases,
estrutura de suporte ao scrubber, sistema de canalização para ventilação, sistema
de ventilação e chaminé. A figura 7 oferece um diagrama dos itens a serem
considerados em um sistema de scrubber (CALVERT, 1977).

26
Figura 7 - Diagrama de itens para um sistema de scrubber
Fonte: Calvert (1977)
2.8 Mecanismo de coleta de gases
Segundo Calvert (1977), os mecanismos básicos de coleta de
partículas de gases incluem:
Sedimentação gravitacional: este mecanismo tem pouca
relevância em relação a partículas pequenas suficientemente para exigir um
purificador.
Centrífuga: partículas podem ser “giradas para fora” de uma
corrente de gás pela força centrífuga induzida por alterações da direção do fluxo
de gás.
Superfície de impacto: quando uma corrente de gás flui em
torno de um objeto pequeno, a inércia das partículas faz com que eles continuem
a se mover em direção ao objeto, sendo alguns deles coletados.
Gradientes de temperaturas: se há transferência de calor do
gás para o líquido, haverá um gradiente de temperatura correspondente, e
partículas finas serão impulsionadas em direção à superfície fria por
27
bombardeamento molecular diferencial resultante do gradiente. Este efeito
raramente será de grande importância em um lavador.
Difusão: a transferência de massa no interior do lavador de
gases, como pode ser causada por condensação de vapor de água do gás sobre
uma superfície de líquido frio, exerce uma força sobre as partículas que lhes induz
a se depositar sobre a superfície.
2.9 Tipos de scrubbers
Os scrubbers podem ser classificados através dos seus
mecanismos de coletas de gases. Alguns scrubbers são designados para coleta
de gases e outros para transferência de massas. Deve haver contato entre as
fases gás-líquido nos dois tipos de operações e qualquer scrubber pode coletar
partículas e gases até certo ponto. O grau em que as partículas são coletadas e
as características de transferência de massa de um scrubber são determinados a
partir da aplicação com requisitos específicos de purificação (CALVERT, 1977).
2.9.1 Scrubber com placas
Consiste em uma torre vertical com um ou mais pratos (bandejas)
transversalmente montados no interior do scrubber. Gás é injetado pela parte
inferior da torre e deve passar através das perfurações, ranhuras, válvulas ou
outras aberturas em cada placa antes de sair pela parte superior da torre.
Usualmente, líquido é introduzido pelo topo dos pratos, e o fluxo sucessivamente
atravessa cada prato à medida que se move para baixo, para a saída na parte
inferior. O gás que passa através das aberturas em cada uma das placas mistura-
se com o líquido que flui através dele. O contato gás-líquido faz a transferência de
massa ou remoção de partículas. A figura 8 mostra vários tipos de blocos e uma
torre. Scrubbers de placas são geralmente nomeados pela quantidade de placas
que contêm; por exemplo, uma torre contendo sete pratos é chamada de torre
com sete placas (CALVERT, 1977).

28
Figura 8 - Scrubber com placas
Fonte: Calvert (1977)
2.9.2 Scrubber de pulverização
O scrubber de pulverização coleta partículas ou gases em
gotículas de líquido que foram atomizadas por bicos de pulverização. As
propriedades das gotículas são determinadas pela configuração do injetor, o
líquido a ser atomizado e a pressão no bocal. Sprays que saem do bico são
dirigidos para uma câmara moldada de modo a conduzir o gás por meio de
gotículas atomizadas. Os trajetos de escoamento dos gases horizontais e
verticais podem ser utilizados, assim como os de pulverização, em contracorrente
ou com fluxo cruzado para o gás (figura 9) (CALVERT, 1977).
Figura 9 - Scrubber de pulverização
Fonte: Calvert (1977)

29
2.9.3 Scrubber de pulverização atomizada com gás
Dispositivos de pulverização atomizada com gás usam uma
corrente de gás em movimento para primeiramente atomizar líquido em gotas, e,
em seguida, acelerar as gotas. Dispositivos típicos deste modelo são os lavadores
de Venturi (figura 10) e os vários purificadores do tipo diafragma. São utilizadas
elevadas velocidades de gás de 60-120 m/s para aumentar a velocidade relativa
entre o gás e as gotas de líquido e promover a coleta de partículas. Muitos
lavadores de pulverização atomizada com gás utilizam seções convergentes
enquanto que os lavadores do tipo Venturi são divergentes, porém esta
modificação não traz muitos benefícios para o equipamento. Várias geometrias
têm sido usadas com sucesso, tal como ilustrado na figura 11 (CALVERT, 1977).
Figura 10 - Scrubber de Venturi
Fonte: Calvert (1977)

30
Figura 11 - Scrubber com várias geometrias
Fonte: Calvert (1977)
2.9.4 Scrubbers de centrifugação
Purificadores centrífugos, geralmente de forma cilíndrica,
conferem um movimento giratório para o gás que passa através deles. A rotação
pode ser de introdução tangencial de gases para dentro do purificador de gás, ou
a partir da direção da corrente de gás de encontro a chapas de turbulência
estacionárias. Em um coletor de centrífuga seco (ciclone), as paredes podem ser
molhadas para impedir o arrastamento de partículas que deveriam ser coletadas.
Muitas vezes, os sprays são dirigidos através do fluxo de gás em rotação para
coletar as partículas por impacto em gotas de pulverização. Os sprays podem ser
dirigidos para fora a partir de um tubo de distribuição central, ou para dentro a
partir da parede do coletor, como mostrado na Figura 12. Sprays de ligações
dirigidas para dentro a partir da parede são mais facilmente utilizados para
manutenção, uma vez que eles podem ser acessíveis pelo lado de fora do
purificador de gases (CALVERT, 1977).

31
Figura 12 - Scrubber de centrifugação
Fonte: Calvert (1977)
2.9.5 Scrubbers de arraste
Purificadores do tipo de arraste (spray auto induzido) apresentam
uma concha que retém líquido, de modo que o gás é introduzido no purificador e
colide com as espumas de alumínio sobre a superfície do líquido (figura 13). Este
contato atomiza um pouco do líquido em gotículas que são aderidas pelo gás e
agem como partícula de coleta e de transferência de massa pela superfície. O gás
de saída na coleta é geralmente gerado de modo a alterar a direção da mistura de
gás-líquido que flui através dele, reduzindo o arrastamento das gotículas
(CALVERT, 1977).

32
Figura 13 - Scrubber de Arraste
Fonte: Calvert (1977)
2.9.6 Scrubbers mecânicos
Purificadores auxiliados mecanicamente incorporam um
dispositivo acionado por motor entre a entrada e a saída do corpo purificador.
Muitas vezes, os dispositivos a motor são as pás do ventilador, utilizados para
mover o ar através do purificador. As partículas são recolhidas pelo impacto sobre
as pás do ventilador à medida que o gás se move através do dispositivo.
Geralmente líquido é introduzido no centro das pás rotativas, por exemplo, alguns
líquidos atomizados após o impacto com o ventilador, lavando as partículas
recolhidas. A última porção atomiza uma vez que deixa as pás do ventilador. O
líquido é recapturado pela caixa do ventilador, que drena para uma fossa
(CALVERT, 1977).
A Figura 14 mostra uma configuração que tem sido utilizada para
auxiliar mecanicamente o fluxo de fluido.
Figura 14 - Scrubber mecânico
Fonte: Calvert (1977)

33
2.10 Fatores que influenciam a eficiência de remoção
Arsenijević et al. (2011) realizaram na Universidade de Belgrado,
na Sérvia, uma investigação experimental da absorção de óxido de etileno em
soluções diluídas de ácido sulfúrico com o objetivo de avaliar a aplicabilidade
deste procedimento, assim como obter parâmetros para a realização em escalas
industriais.
Dentre os parâmetros básicos que definem a eficiência de um
scrubber está o tempo de contato, que é o quociente entre a altura da coluna de
enchimento do scrubber e a velocidade de fluxo da mistura de gás. Para
investigar uma maior faixa de tempos de contato, o estudo experimental foi
conduzido em um sistema com dois ou três scrubbers em série, representados na
figura 15 (ARSENIJEVIĆ et al., 2011).
Figura 15 - Sistemas de scrubber utilizados no experimento
Fonte: Arsenijević et al. (2011)
O gráfico 1 apresenta a eficiência de absorção do EtO em função
do tempo de contato (Tk), para uma concentração em massa constante de
etilenoglicol de 15,4% e temperatura da solução de 45.6±2.5 °C (ARSENIJEVIĆ et
al., 2011).

34
Gráfico 1 - Eficiência de absorção em função do tempo de contato
Fonte: Adaptado de Arsenijević et al. (2011)
Os resultados experimentais obtidos mostram que o elevado grau
de remoção de EtO (> 98%) pode ser atingido quando o tempo de contato é
suficientemente longo (cerca de 25 segundos) (ARSENIJEVIĆ et al., 2011).
O gráfico 2 apresenta a eficiência do scrubber em função da
concentração de etilenoglicol na solução para diferentes tempos de contato (Tk)
(ARSENIJEVIĆ et al., 2011).
Gráfico 2 - Eficiência do scrubber em função da concentração de etilenoglicol na solução
Fonte: Adaptado de Arsenijević et al. (2011)
Concentração de Etilenoglicol (%)
Eficiê
ncia
(%
)
Eficiê
ncia
(%
)

35
O processo é eficaz até que a concentração de etilenoglicol
formado na solução atinja um valor de cerca de 20% (ARSENIJEVIĆ et al., 2011).
Arsenijević et al. (2011) também verificaram a influência de
diferentes concentrações de ácido sulfúrico. O sistema possuía inicialmente a
concentração de 5% e foram realizadas experiências com o aumento (7%) ou
diminuição (3%) da concentração de ácido. A eficiência do scrubber aumentou
ligeiramente com o aumento da concentração. Porém, o benefício a ser obtido
através da utilização de maior concentração de ácidos foi insignificante em
comparação ao seu consumo. Por outro lado, a redução da concentração para
3% acarreta o risco da hidrólise ser incompleta, sendo, portanto, a concentração
de 5% a mais recomendada.

36
3. METODOLOGIA
3.1 Método de pesquisa
Para a realização desse projeto foi utilizada a metodologia de
estudo de caso. Segundo Yin (2015), este é um tipo de pesquisa qualitativa que
tem como objeto uma unidade que será analisada. Possui foco em questões do
tipo “como” e/ou “por quê” para investigar um fenômeno contemporâneo, em seu
contexto no mundo real. Além disto, o pesquisador possuiu pouco ou nenhum
controle sobre o fenômeno.
Desta maneira, através do estudo de caso, este trabalho descreve
situações ou fatos como sucederam, comprova ou contrasta efeitos e relações
presentes no caso e proporciona conhecimento acerca do fenômeno estudado. A
complexidade da unidade é estudada de maneira aprofundada, utilizando-se de
diferentes meios para recolhimento de dados, como observação direta e indireta,
entrevistas, documentos e questionários (ARAÚJO, 2008).
O presente projeto apresenta uma análise do sistema de scrubber para
remoção de óxido de etileno de uma corrente gasosa proveniente do processo de
esterilização da indústria em questão. Após a coleta de dados, foi realizada uma
análise das relações entre as variáveis para uma posterior determinação dos
efeitos resultantes no sistema. Por fim, foram propostas melhorias ao sistema, a
fim de se aumentar a eficiência de remoção e permitir o seu acompanhamento
constante.
3.2 Objeto de pesquisa
3.2.1 A empresa
A empresa em questão é uma multinacional americana, fundada
em 1886, que hoje está estruturada nos setores de produtos farmacêuticos,
médico-hospitalares e de consumo.
No Brasil, a companhia iniciou suas atividades em 1933, em São
Paulo, com o objetivo suprir o mercado brasileiro com produtos de uso hospitalar

37
e doméstico. Hoje a empresa conta com 5 mil colaboradores, 4 escritórios
regionais de vendas, 3 centros de distribuição, 910 mil m² de parque industrial,
sendo 700 mil m² de área verde e 11 fábricas localizadas em São José dos
Campos - SP, o maior complexo industrial da empresa no mundo.
Em termos mundiais, sua família de companhias compreende a
sexta maior companhia de saúde e bem-estar, a maior companhia de dispositivos
médicos e diagnósticos e a sexta maior companhia farmacêutica. São mais de
275 companhias em mais de 60 países, empregando aproximadamente 128.700
pessoas. Seus produtos chegam a 175 países e fazem parte do dia-a-dia de mais
de 1 bilhão de pessoas ao redor do mundo.
A divisão de produtos médico-hospitalares, instalada em São José
dos Campos, possui uma planta destinada ao processo de esterilização por óxido
de etileno, que será o foco deste trabalho.
3.2.2 A planta de esterilização
A unidade atual de esterilização por óxido de etileno de produtos
médico-hospitalares foi inaugurada em 1991. Além da preocupação ecológica, a
unidade é fruto da demanda crescente e de uma centralização no Brasil do
abastecimento desses produtos para toda a América Latina.
Anteriormente, a empresa vinha empregando como meio
esterilizante uma mistura gasosa composta por 88% de gás fréon e 12% de óxido
de etileno. No entanto, o fréon é um dos principais causadores de danos
atmosféricos, principalmente pela destruição da camada de ozônio. Além disto, a
utilização de outros processos de esterilização, como vapor e radiação gama,
seria inadequada nesses casos, pois provoca alterações indesejáveis nas
características físico-químicas dos produtos. Portanto, a alternativa foi substituir o
gás fréon por nitrogênio, que passou a compor 65% da mistura contra 35% de gás
EtO.
O prédio da unidade de esterilização possui 1700m² e suas salas
estão dispostas de forma a permitir um fluxo de materiais sem risco de mistura e
fácil locomoção dos funcionários. A figura 16 apresenta a planta de esterilização
estudada.

38
Figura 16 - Planta de esterilização
Fonte: Empresa estudada
39
Da sala de controle, através de sistemas computadorizados é
possível monitorar, operar e controlar a distância o funcionamento de todos os
equipamentos do processo. Além disso, com o objetivo de garantir segurança
total aos funcionários, processos e instalações, estão implantados sistemas
duplos de monitoramento. Um deles colhe e analisa amostras do ar respirado,
visando controlar a presença do óxido de etileno abaixo de 1 ppm, um nível
extremamente baixo, e aciona o sistema de alarme sonoro e visual caso a
concentração atinja 3 ppm. O outro sistema de segurança monitora paralelamente
todos os ambientes e em caso de vazamento aciona automaticamente além dos
alarmes o sistema de ventilação e exaustão.
A atual unidade de esterilização é empregada principalmente no
processo de produção de suturas médicas. O produto acabado é transportado
inicialmente para a sala de esterilização primária, onde é colocado no interior das
câmaras de esterilização. Por processo a vácuo, todo o ar das câmaras é
eliminado, devido ao EtO ser explosivo na presença de oxigênio, e somente então
é injetada a mistura de óxido de etileno e nitrogênio. Através de uma abertura na
embalagem o gás elimina os possíveis microrganismos existentes no produto.
Após a esterilização primária, é necessário evitar qualquer risco
de recontaminação. Assim, o produto passa para a sala limpa, onde as
embalagens são seladas. Estas possuem filtros do tipo ULPA, isto é, filtros que
retém partículas ultrapequenas, garantindo a qualidade asséptica da sala. Tudo
isso constitui um sistema fechado de circulação e filtragem de ar. A sala limpa tem
70 m² e é uma das poucas classes ISO 5 da América Latina no setor médico
hospitalar. Isso significa que o ar é trocado mais de 540 vezes por hora, com
renovação de 10%, garantindo um índice de menos de 100 partículas em
suspensão por ft³, cujas dimensões não excedem 0,5µm, determinando absoluta
eliminação de microrganismos. Para o trabalho nesse local, os funcionários
passam por uma completa assepsia e se paramentam adequadamente em uma
antessala também preparada para o controle contra contaminação.
Até o momento da selagem da embalagem, o processo consome
cerca de 18 horas. Após sua completa vedação, o produto ainda recebe uma
segunda embalagem para identificação e acabamento.
Uma nova esterilização também é realizada, desta vez em um
esterilizador secundário, o que leva mais 10 horas. A mistura gasosa de óxido de

40
etileno e nitrogênio penetra os poros da segunda embalagem eliminando os
microrganismos. Após esta etapa do processo, são recolhidas amostras para
análises laboratoriais que são inoculadas e incubadas para se verificar a
eficiência da esterilização, sendo mantidas em observação diária pelo período de
5 dias.
Paralelamente, na unidade de esterilização os lotes de produtos
de onde foram extraídas as amostras percorrem túneis de aeração a quente para
retirada completa de resíduos do gás esterilizante. Essa passagem leva cerca de
um dia.
O produto recebe então uma proteção de celofane para garantir a
inviolabilidade até o uso final e aguarda o resultado dos exames laboratoriais.
Caso não se verifique crescimento de microrganismos, o produto está estéril e
pronto para comercialização. O processo total de esterilização por óxido de
etileno dura cerca de 10 dias.
Além dessas instalações, a planta conta também em área próxima
ao prédio principal com uma sala de armazenagem dos gases utilizados no
processo, com sistemas de geração de energia de emergência, de resfriamento
de água e de ar e com um sistema de lavagem de gases, denominado scrubber,
no qual o óxido de etileno residual do processo é captado e tratado evitando sua
liberação para a atmosfera.
3.3 Universo (população e amostra)
O universo de análise é a planta de esterilização de uma
multinacional americana do segmento médico-hospitalar, localizada no município
de São José dos Campos –SP, sendo o trabalho desenvolvido no sistema de
scrubber, responsável pela lavagem de gases provenientes das câmaras de
esterilização para posterior descarte em condições seguras ao meio ambiente e
aos trabalhadores da área. O projeto contou com a ajuda de colaboradores
específicos, como supervisor e coordenador da área de esterilização, engenheiros
de segurança e meio ambiente, engenheiros de processo, responsáveis pela
manutenção e também com informações colhidas juntos a diferentes empresas
que possuem sistema de lavagem de gás EtO ou que fornecem esta tecnologia.

41
3.4 Coleta de dados
Para a metodologia de estudo de caso, é fundamental que a
coleta de dados faça utilização de mais de uma técnica de pesquisa para garantir
a qualidade dos resultados obtidos. Neste trabalho, a coleta de dados foi
realizada por meio de aprofundamento da revisão bibliográfica, análise de
documentos, reuniões com colaboradores, (reuniões ou contatos ou entrevistas...)
com pessoas de empresas que possuem sistemas para remoção/neutralização de
gás EtO e de empresas que fornecem estas tecnologias. Também foram
realizadas observações e visitas ao chão da fábrica para verificar in loco e/ou in
modus operandis do fenômeno estudado.
O aprofundamento da revisão bibliográfica foi necessário para
melhor entendimento do processo. Sendo um dos objetivos específicos a revisão
do método para cálculo da eficiência de remoção de óxido de etileno e devido ao
fato de a empresa não possuir documentos com embasamento teórico, parte do
tempo deste projeto foi dedicado ao seu esclarecimento e à procura na literatura
por métodos existentes. Da mesma forma, foi realizada uma pesquisa
aprofundada relacionada à reação de neutralização que ocorre no sistema e à
solução utilizada, a fim de determinar os fatores que influenciam no seu tempo de
troca.
A análise de documentos foi realizada baseando-se em relatórios
anteriores de eficiência de remoção, estudos de estabilidade da solução de ácido
sulfúrico, métodos de teste para determinação da composição da solução e
memória de cálculo para a reação de neutralização existentes na empresa.
As reuniões com colaboradores, por sua vez, foram realizadas
com pessoas de diferentes hierarquias dentro da empresa. Foram feitas reuniões
com supervisor, coordenador e técnicos de esterilização da planta, a fim de
entendimento do sistema e do problema a ser resolvido, com engenheiros de
segurança e meio ambiente, engenheiros de processo e com responsáveis pela
manutenção. Também foram realizadas reuniões com pessoas de diferentes
empresas que possuem sistema de lavagem de gás EtO ou que fornecem esta
tecnologia, com o objetivo de buscar melhorias através de benchmarking.
Também foram feitas visitas ao chão da fábrica para se verificar a
atual situação da área do scrubber e registrar as observações inerentes ao

42
processo.
3.5 Análise de dados
Logo após a coleta dos dados, estes foram examinados e
organizados de acordo com o melhor meio de visualização e interpretação dos
mesmos. Foram realizadas atas das reuniões e estas foram arquivadas. Todos os
pontos apresentados pelos participantes foram analisados e discutidos. A análise
dos documentos foi apresentada em formatos de acordo com cada conteúdo
selecionado. As observações in loco, por sua vez, seguiram o mesmo critério da
análise dos documentos, mas focando em fotos e descrição do sistema. Após
organização dos dados, foi feito um estudo para encontrar a melhor maneira de
se atingir a eficiência de remoção de óxido de etileno desejada, interligando os
conceitos teóricos e de benchmarking adquiridos à prática na indústria, de modo a
se atingir o objetivo deste trabalho.

43
4. RESULTADOS E DISCUSSÃO
4.1 Observação in loco e/ou in modus operandi
Foi realizada uma visita à planta de esterilização de dispositivos
médico-hospitalares por óxido de etileno para entendimento do sistema específico
de lavagem dos gases proveniente das câmaras de esterilização, para evitar seu
lançamento à atmosfera.
A corrente de gases é composta de óxido de etileno e nitrogênio,
sendo o segundo inerte ao processo. Após as fases do ciclo de esterilização nas
quais há a exposição dos produtos ao gás EtO e também durante a limpeza das
linhas, os gases são enviados ao scrubber devido à formação de vácuo causada
pela utilização de bombas de anel líquido.
No tanque do scrubber, os gases são borbulhados na porção mais
inferior do equipamento, onde passam pelos tubos dispersores para a formação
de microbolhas. Estas, em contato com a coluna de solução ácida, reagem com a
água transformando o óxido de etileno em etilenoglicol, visto que na mistura de
EtO e nitrogênio, o nitrogênio é um gás inerte e não participa da reação química.
Uma ilustração do equipamento encontra-se na figura 17.
Figura 17 - Representação do scrubber utilizado pela empresa
Fonte: Empresa estudada

44
O sistema de lavagem de gases localiza-se em uma sala
dedicada e confinada fora do prédio principal, ilustrada na figura 18. Esta é
equipada com sistema de ventilação forçada contínua, mantendo assim uma
pressão negativa. Os equipamentos e dispositivos elétricos nela instalados são do
tipo a prova de explosão, incluindo-se a bomba e motores dos sistemas de
exaustão.
Figura 18- Sala dedicada ao scrubber
Fonte: Empresa estudada
O scrubber é constituído de um tanque de polietileno com tampa e
conexões em PVC, cuja capacidade é de 1000L, conforme figura 19.
Figura 19- Tanque do scrubber
Fonte: Empresa estudada

45
Este tanque está instalado dentro de uma área de contenção de
concreto (figura 20), a qual possui capacidade para acomodar a instalação com
mais um tanque de polietileno de mesma capacidade do tanque atual. A região de
contenção foi dimensionada de tal modo a possibilitar um eventual aumento de
capacidade e instalação na planta de esterilização.
Figura 20 - Tanque de contenção de concreto
Fonte: Empresa estudada
A região inferior do tanque é composta de tubos dispersores
instalados em uma base de PVC em forma de disco, a qual pode acondicionar até
248 unidades destes. Os tubos possuem em sua parte superior uma tampa de
porcelana sintetizada cuja função é promover a formação de microbolhas, como
se pode observar na figura 21.
Figura 21 - Região inferior do scrubber
Fonte: Empresa estudada
46
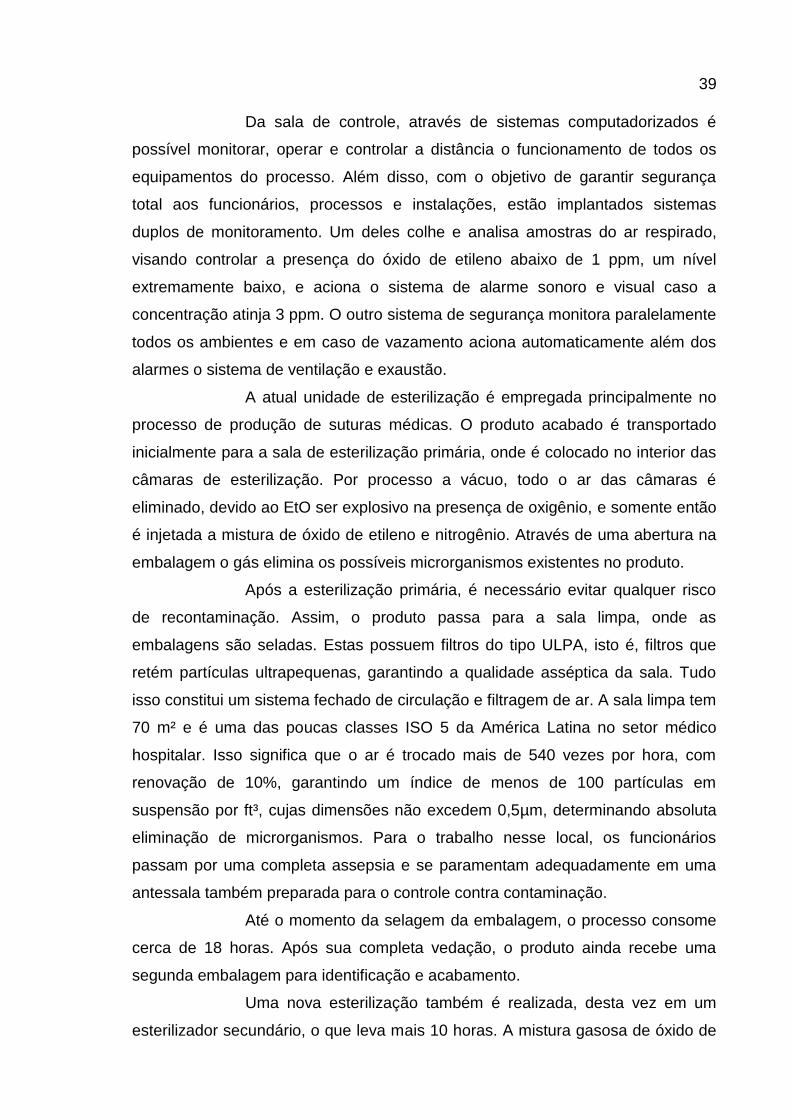
O sistema também possui uma bomba de recirculação (figura
22), construída em PVC e resistente ao ácido, equipada com motor elétrico a
prova de explosão e conexões e válvulas também em PVC. A bomba tem como
função efetuar a transferência da solução ácida quando da troca da mesma e
realizar a recirculação da solução do tanque.
Figura 22 – Bomba de recirculação
Fonte: Empresa estudada
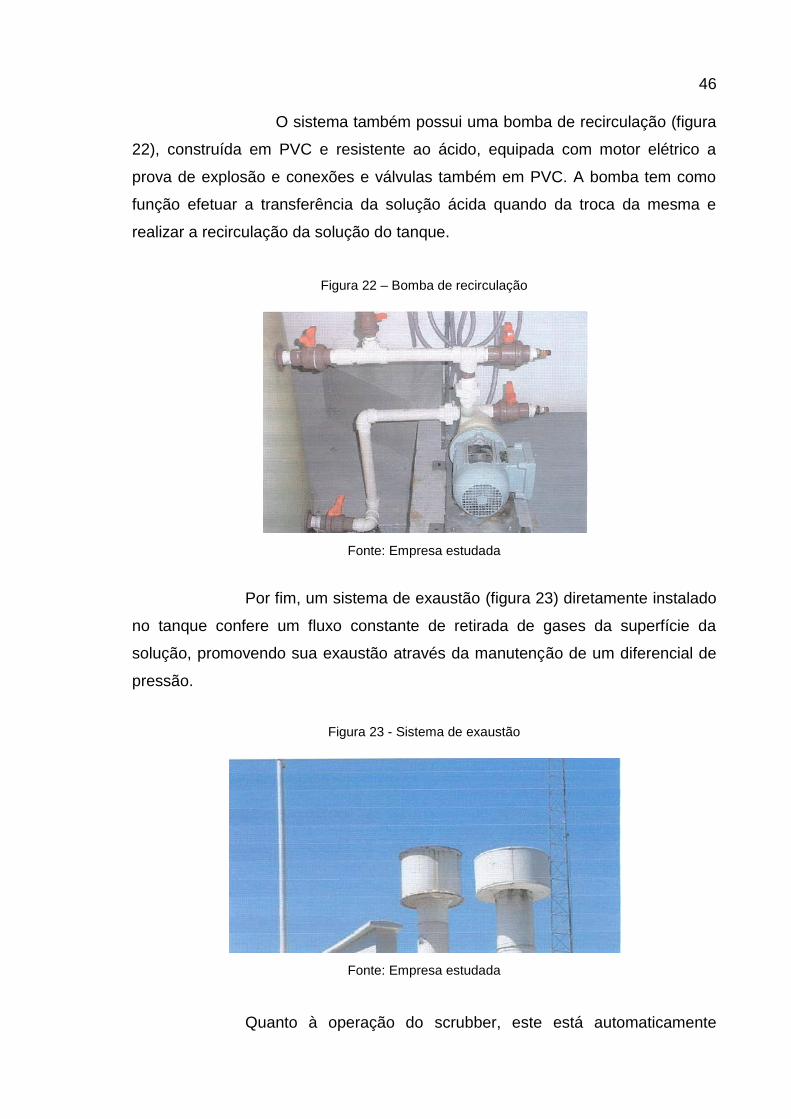
Por fim, um sistema de exaustão (figura 23) diretamente instalado
no tanque confere um fluxo constante de retirada de gases da superfície da
solução, promovendo sua exaustão através da manutenção de um diferencial de
pressão.
Figura 23 - Sistema de exaustão
Fonte: Empresa estudada
Quanto à operação do scrubber, este está automaticamente

47
condicionado ao sistema de esterilização por óxido de etileno, permanecendo
ligado continuamente. O funcionamento do sistema está interligado ao sistema de
vácuo que, através do Controlador Lógico Programável (CLP) dedicado a cada
esterilizador ou sistema de gases, direciona a abertura das válvulas para o fluxo
até o tanque do scrubber.
No painel da sala de controle existe uma lâmpada piloto que,
quando está acesa, indica que o sistema está com problemas. Essa indicação
está também conectada a um alarme sonoro. O acionamento desse alarme deve
ser imediatamente investigado através de uma inspeção e/ou manutenção
elétrica.
Cabe aos técnicos de esterilização e instrumentistas da área EtO
as inspeções periódicas do sistema bem como a verificação de vazamentos e
nível da solução.
A capacidade do scrubber está relacionada com a concentração e
as propriedades de cada gás, assim como, com a profundidade do recheio do
equipamento, tipo e tamanho de corpos de reagentes e enchimento ou aditivos do
líquido utilizado para a lavagem. Umas das principais vantagens deste
equipamento é que o corpo básico do lavador não tem alteração, ou seja, é
possível adaptar o aparelho para atender até exigências ambientais mais severas
alterando somente alguns detalhes do equipamento.
4.2 Entrevistas com especialistas
4.2.1 Reunião com o supervisor e coordenador de esterilização
Inicialmente, foi realizada uma reunião com o supervisor e o
coordenador da planta de esterilização para o entendimento do problema em
questão e quais os objetivos da empresa perante a eficiência de remoção de
óxido de etileno da corrente gasosa proveniente dos esterilizadores, pela
utilização do scrubber.
A empresa desenvolveu um método para análise da eficiência de
remoção e reporta anualmente estes dados na forma de um relatório. Segundo
eles, nos últimos anos a eficiência desejada pela companhia, que é de 99,9% não

48
está sendo atingida, o que gerou a abertura de não-conformidades. Portanto, isto
resultou em planos de investigação e ação nos quais devem ser analisados o
método do cálculo de eficiência de remoção, gerando um documento com
embasamento teórico para a empresa e o tempo de troca da solução,
anteriormente determinado em 6 meses. Também devem ser feitas propostas de
melhorias de maneira a atingir a eficiência e permitir um melhor monitoramento
deste indicador. O gráfico 3 apresenta a eficiência de remoção de gás EtO, nos
últimos 10 anos.
Gráfico 3 - Eficiência de remoção ao longo dos últimos anos
Fonte: Elaborado pelas autoras
4.2.2 Visita à empresa portadora de scrubber
Como forma de Benchmarking, foi realizado um contato com um
engenheiro de uma empresa fornecedora de cilindros de óxido de etileno, que
também possui um scrubber como solução para o descarte do gás ao meio
ambiente após a transformação de óxido de etileno em etilenoglicol.
A empresa possui um tanque de 6000 litros, com solução aquosa
2% de ácido sulfúrico e o sistema é semelhante ao apresentado neste projeto.
Ao ser questionado quanto ao controle de eficiência de remoção
de EtO, o engenheiro informou que existe um acompanhamento da densidade da
solução até que esta atinja 1,05 g/cm³, sendo realizada então a sua troca. No
entanto, esta informação não possui embasamento teórico registrado. Ele
99,20%
99,40%
99,60%
99,80%
100,00%
2005 2006 2007 2008 2009 2010 2011 2012 2013 2014
EFIC
IÊN
CIA
DE
REM
OÇ
ÃO
(%
)
DATA
Eficiência de remoção EtO pelo Scrubber

49
também afirmou que a empresa nunca foi questionada em auditorias a respeito
deste acompanhamento do sistema pela sua densidade.
4.2.3 Reunião com empresa fornecedora de scrubbers
Durante pesquisa realizada para o aprofundamento de revisão
bibliográfica, foi encontrada em site de empresa fornecedora de scrubbers uma
aplicação do equipamento em uma planta de esterilização em New Jersey, o qual
atinge eficiência de remoção acima de 99%. O sistema foi instalado em 1987,
sendo customizado especialmente para a aplicação e vem demonstrando
excelente desempenho de acordo com a empresa.
Foi realizado então um contato com representante de vendas da
empresa no Brasil e agendada uma reunião para o entendimento de sua
tecnologia.
Um questionário técnico com algumas informações sobre o
processo estudado foi elaborado pelas autoras e pelo coordenador da planta e
enviado ao fornecedor possibilitando que o equipamento fosse customizado da
melhor forma possível.
O representante realizou uma visita à planta de esterilização
estudada, onde foi realizada uma reunião na qual foram apresentados alguns
modelos de equipamentos existentes em indústrias que atingem eficiências de
remoção de 99 a 99,99%, de acordo com a necessidade do cliente. O
representante apresentou também uma visão geral do seu sistema de scrubber
específico para óxido de etileno.
Este sistema é composto por três componentes: coluna
empacotada de alta eficiência, um tanque de reator e um tanque de alimentação
da solução. Primeiramente, o EtO que entra no sistema é absorvido pela fase
líquida pelo uso de uma coluna de alta densidade que oferece uma área de
superfície de contato ideal.
Posteriormente, o gás EtO absorvido pela solução é convertido
em etilenoglicol no tanque do reator. A adição de um ácido catalisador no circuito
do scrubber minimiza o tamanho necessário do tanque, o qual é desenhado para
garantir o máximo de conversão do óxido de etileno em etilenoglicol.

50
O líquido sai do tanque de reator, livre de EtO, e pode ser
reciclado através de um trocador de calor retornando para a coluna empacotada.
Conforme o óxido de etileno é absorvido e convertido, o volume
circulado necessariamente aumenta. Por este motivo, o sistema utiliza um tanque
de alimentação da solução. Este tanque permite capacidade suficiente para que o
nível do tanque dure por mais tempo, permitindo que o sistema possa ser utilizado
continuamente, praticamente sem fluxos de resíduos. A figura 24 apresenta um
esquema do sistema proposto pela empresa fornecedora de scrubbers.
Figura 24 - Sistema de scrubber para óxido de etileno
Fonte: Empresa fornecedora de scrubbers
4.2.4 Nova reunião com supervisor e coordenador de esterilização
Foi realizada uma nova reunião com o supervisor e coordenador
da planta para discutir o sistema apresentado pelo fornecedor de scrubbers,
conforme item 4.2.3. Nesta reunião foi citado que a empresa estudada possuiu no
passado um equipamento semelhante ao lavador de gases de coluna
empacotada apresentado pelo fornecedor de scrubbers. No entanto, a bomba de

51
circulação da solução constantemente apresentava problemas, o que causou a
obsolescência do equipamento. Por fim, foi avaliada com o time de manutenção
da empresa a possibilidade de substituição da bomba e reinstalação do
equipamento.
4.3 Determinação da eficiência de remoção de óxido de etileno pelo
scrubber
A eficiência de remoção de EtO pelo sistema de lavagem de
gases é determinada utilizando-se as câmaras 1 e 2 de esterilização secundária,
que representam os piores casos com relação à exposição a altas concentrações
de óxido de etileno.
Para avaliação da eficiência de remoção são realizados ciclos de
esterilização simulados, seguindo todas as etapas do processo de esterilização
secundária. Para tal avaliação, são contempladas as etapas de Pulsos de Diluição
(Vapor e Nitrogênio), Injeção de EtO e Hold, Exaustão, Exposição, Pulsos Finais e
Aeração.
São instaladas mangueiras na tubulação de saída do scrubber e,
com o auxílio de seringas, são coletadas quatro amostras para cada esterilizador,
conforme os níveis de pressão na câmara, durante diferentes etapas do ciclo de
esterilização. As amostras são então analisadas por cromatografia gasosa com
detector de ionização de chama, imediatamente após suas retiradas, por uma
empresa terceirizada contratada. O cromatógrafo é instalado em uma unidade
móvel destinada a esse fim e para cada amostra determina os valores de
concentração de óxido de etileno em ppm.
O cálculo de eficiência de remoção é realizado da seguinte
maneira: após coletar e determinar a concentração (ppm) da saída de gás do
scrubber para cada amostra, o pior resultado obtido é inserido em uma planilha de
Excel que calcula automaticamente o valor de eficiência de remoção. No entanto,
este cálculo não é transparente para a área responsável, pois não há um
detalhamento de uma lógica passo a passo de como ele é efetivamente
calculado. Os resultados obtidos nos últimos 5 anos estão apresentados no
gráfico 3 (página 48).

52
As tabelas 1 e 2 apresentam os resultados dos testes de 2014
para as câmaras secundárias 1 e 2, respectivamente, relacionando a pressão da
câmara no momento em que a amostra foi retirada com a concentração de óxido
de etileno obtida por cromatografia gasosa.
Tabela 1 - Resultados dos testes de 2014 para a câmara S#1
Leitura Pressão (PSI) Concentração (ppm)
1 20,0 76,3
2 18,0 357,7
3 16,0 869,0
4 14,5 390,5
Fonte: Empresa estudada
Tabela 2 - Resultados dos testes de 2014 para a câmara S#2
Leitura Pressão (PSI) Concentração (ppm)
1 20,0 14,5
2 18,0 83,1
3 16,0 211,4
4 14,5 137,2
Fonte: Empresa estudada
A partir dos dados das tabelas 1 e 2, a empresa possui uma
lógica de cálculo que é apresentada a seguir, de difícil entendimento por parte dos
gestores da planta. A seção 4.3.1 detalha a lógica usada pela empresa que foi
devidamente “traduzida” por estas autoras, já que não existe na empresa nenhum
detalhamento deste cálculo.
4.3.1 Cálculo de eficiência do scrubber conforme empresa
Os seguintes dados são obtidos a partir do equipamento e das
principais variáveis significativas para o processo.

53
Volume câmara = 2,64 m3
Massa de EtO injetado = 2,5 kg
Pressão final = 21,0 PSI = 1,47 kg/cm2
Pressão diferencial = 7,0 PSI = 0,4921 kg/cm2
Pressão total do interior da câmara = 1,4921 kg/cm2
A partir destes dados é feita uma regra de proporcionalidade
direta entre a massa do gás de óxido de etileno e seu volume correspondente, o
que fornece como resultado o volume em m3 de EtO na câmara devido à injeção
de 2,5 kg do gás, conforme equação 1.
dEtO = 95,43 g ----------- 0,052 m3
2500 g ------------ Volume de EtO Volume de EtO = 1,36 m3
O volume de gás EtO obtido na equação (1) é então dividido pelo
resultado da multiplicação entre o volume total da câmara e a pressão total no
interior da câmara. Este resultado é então multiplicado por 1.000.000 para ser
transformado em ppm. O valor final obtido representa a concentração total de EtO
na câmara.
Concentração de EtO (ppm) =Volume de EtO
Volume total x Pressão totalx1000000
Concentração de EtO (ppm) =1,36
2,64 x 1,4921 x 1000000
Concentração de EtO (ppm) = 345265 ppm
Então, é separado o maior resultado de concentração de EtO
obtido por cromatografia gasosa nos testes realizados pela empresa terceirizada
contratada, conforme tabelas 1 e 2 (página 52).
Maior concentração de EtO por cromatografia = 869 ppm
(1)
(2)
(3)
(4)

54
Por fim, o cálculo da eficiência do scrubber é realizado a partir da
divisão da maior concentração de EtO obtida por cromatografia gasosa (equação
4), nomeado de Concentração de EtO (saída), dividido pela concentração total de
EtO na câmara (equação 3), nomeado de Concentração de EtO (entrada). O valor
obtido representa a quantidade de óxido de etileno que está sendo liberada ainda
para o meio ambiente, chamado de EtO remanescente. Este número é
multiplicado por 100 para que seja transformado em percentual, conforme
apresentado na equação 5.
EtO remanescente = Concentração de EtO (saída)
Concentração de EtO (entrada)x100
EtO remanescente = 869 ppm
345265 ppm x 100
EtO remanescente = 0,252%
A eficiência de remoção do scrubber (equação 7) é dada pela
remoção total (100%) subtraída pela quantidade de óxido de etileno que está
sendo liberada para o meio ambiente (EtO remanescente, vide equação 6).
Eficiência de remoção = Remoção total − EtO remanescente
Eficiência de remoção = 100% − 0,252%
Eficiência de remoção = 99,748%
4.3.2 Cálculo proposto para a eficiência do scrubber
Considerando que os cálculos de eficiência de remoção de óxido
de etileno realizados pela empresa são de difícil entendimento e não possuem um
embasamento teórico registrado, uma das atividades do trabalho desenvolvido
nesta monografia foi confrontar o resultado obtido pela companhia no ano de
(5)
(7)
(6)
(8)

55
2014 com o resultado obtido através de um cálculo baseado na literatura. Desta
forma, foi proposto o seguinte cálculo detalhado para eficiência de remoção:
Os seguintes dados são obtidos a partir do equipamento e das
principais variáveis significativas para o processo com as conversões
necessárias:
Massa de EtO = 2500g
Massa molar EtO = 44,05g/mol
Temperatura da câmara = 329 K
V = 2640L
P = 21 PSI = 1,429 atm
Constante universal de gases, R = 0,082 [(atm x L) / (mol x K)]
A concentração em ppm é o número de mols de gás EtO contido
em 1 milhão de mols de gases totais. Para se calcular o número de mols de EtO,
utiliza-se a equação 9:
Número de mols EtO = Massa EtO
Massa Molar EtO
Número de mols EtO = 2500 g
44,05 g/mol
Número de mols EtO = 56,75 mols
Para se calcular o número de mols total do ar utiliza-se a equação
de estado do gás ideal (equação 11), onde P= Pressão, V= Volume, n = número
de mols, R= constante universal dos gases e T= Temperatura.
P x V = n x R x T
1,429atm x 2640 L = Ntotal de ar x 0,082 [(atm x L) / (mol x K) ] x 329 K
Ntotal de ar = 139,84 mol
(10)
(15)
(9)
(11)
(12)

56
Para se determinar a concentração total de EtO em ppm na
câmara de esterilização secundária, propõe-se usar a seguinte regra de
proporcionalidade direta utilizando os valores calculados nas equações 10 e 12:
56,75 mols EtO ------------------ 139,84 mols totais
Concentração de EtO ------------------ 1.000.000 mols totais
Concentração de EtO = 405.820,94 ppm (14)
Utilizando-se da mesma lógica das equações 5 a 8, descritas no
item 4.3.1, o cálculo da eficiência do scrubber é realizado a partir da divisão da
maior concentração de EtO obtida por cromatografia gasosa (equação 4)
nomeado de Concentração de EtO (saída), dividido pela concentração total de
EtO na câmara (equação 14), nomeado de Concentração de EtO (entrada).
Conforme cálculos obtidos na equação 5 o valor obtido representa a quantidade
de óxido de etileno que está sendo liberada ainda para o meio ambiente,
chamado de EtO remanescente. Este número é multiplicado por 100 para que
seja transformado em percentual.
EtO remanescente = Concentração de EtO (saída)
Concentração de EtO (entrada)x100
EtO remanescente = 869 ppm
405820,94 x 100
EtO remanescente = 0,214%
Utilizando a mesma lógica de raciocínio calculado na equação 7,
a eficiência de remoção do scrubber é dada por:
Eficiência de remoção = Remoção total − EtO remanescente
Eficiência de remoção = 100% − 0,214%
(13)
(15)
(5)
(7)

57
Eficiência de remoção = 99,786%
Portanto, após detalhamento e entendimento do cálculo utilizando
os dados de 2014 e comparando o valor que é calculado automaticamente na
planilha do Excel (99,748%, da equação 8) com o valor obtido pelo cálculo
proposto (99,786%, da equação 16) foi observado que os resultados são muito
próximos, porém o segundo apresenta maior clareza e embasamento teórico.
Desta forma a empresa terá um documento mais transparente e detalhado para
que possa ser apresentado quando houver questionamentos. Além disto, ficou
provado que a eficiência de remoção realmente não está atingindo o valor
desejado de 99,9% e, portanto, devem ser apresentadas propostas de melhorias
para que o sistema atinja este valor esperado.
4.4 Determinação da periodicidade de troca da solução do scrubber
Como parte da coleta de dados realizada a partir da análise de
documentos, foi encontrada na companhia uma memória de cálculo para
determinação da periodicidade de troca da solução do scrubber.
Partindo-se da condição de que o óxido de etileno reage com a
água, havendo formação de etilenoglicol (equação 17) e sabendo-se que em meio
ácido essa reação é acelerada devido a presença do catalisador H2S04, o qual
não é consumido na reação, a possibilidade da geração de outras substâncias é
desprezada e aplica-se a relação estequiométrica para a reação esperada,
conforme equações 18 e 19.
EtO + H20 → EtG
Número de mols EtO = número de mols H2O
Massa de EtO
Massa Molar de EtO=
Massa de H20
Massa Molar de H20
Substituindo-se os valores de massa molar na equação 19,
(17)
(18)
(19)
(16)

58
obtém-se uma relação entre as massas de EtO e H2O (equação 20):
Massa de EtO
44,05 g/mol=
Massa de H20
18 g/mol
Considerando-se um consumo mensal de 225kg de óxido de
etileno, e substituindo o valor na equação 20, obtém-se a massa de água
necessária para a reação de neutralização, conforme equação 21.
225 kg/mês
44,05 g/mol=
Massa de H20
18 g/mol
Massa de H20 =225
kgmês
x 18g
mol
44,05g
mol
Massa de H20 = 91,94 kg/mês
Portanto, são necessários 91,94 kg de água para neutralização de
225kg de óxido de etileno, consumidos mensalmente. Considerando-se também
que o scrubber opera com um volume total de água de 800 L, ou seja, 800 Kg, a
periodicidade de troca da solução pode ser definida conforme mostra a equação
22.
Periodicidade de troca da solução =Massa total de H20 no Scrubber
Massa de H20 neutralizada por mês
Periodicidade de troca da solução = 800 kg
91,94 kg/mês
Periodicidade de troca da solução = 8,7 meses
Atribuindo-se um fator de segurança, foi definido, portanto que a
solução deveria ser substituída a cada 6 meses para garantir o bom
funcionamento do equipamento.
(20)
(22)
(21)
(23)

59
Foram então realizadas reuniões com o coordenador e supervisor
da planta de esterilização para análise do cálculo e do valor obtido. Em virtude
deste cálculo ter sido realizado há alguns anos na empresa e que desde então a
demanda de produtos médico-hospitalares vem aumentando, ocasionando assim
maior número de ciclos de esterilização, o consumo mensal de óxido de etileno
passou de 225kg para 520 kg aproximadamente. Portanto, deve ser estipulado
um novo período para troca da solução de acordo com o consumo atual. Foi
considerado a mesma lógica de raciocínio utilizada na equação 20.
Massa de EtO
44,05 g/mol=
Massa de H20
18 g/mol
520 kg/mês
44,05 g/mol=
Massa de H20
18 g/mol
Massa de H20 =520
kgmês
x 18g
mol
44,05g
mol
Massa de H20 = 212,49 kg/mês
Portanto, são necessários 212,49 kg de água para neutralização
de 520kg de óxido de etileno, consumidos mensalmente. Considerando-se que o
scrubber opera com o volume total de água de 800 L, ou seja, 800 Kg, a nova
periodicidade de troca da solução pode ser calculada pelo uso da equação 22,
apresentada anteriormente.
Periodicidade de troca da solução = Massa total de H20 no Scrubber
Massa de H20 neutralizada por mês
Periodicidade de troca da solução = 800 kg
212,49 kg/mês
Periodicidade de troca da solução = 3,76 meses (25)
(20)
(22)
(24)

60
Atribuindo-se novamente um fator de segurança, foi proposto que
a solução seja substituída a cada 3 meses, e não a cada 6 meses como vem
sendo feito há anos. Espera-se com isso que a eficiência de remoção seja
atingida considerando-se o maior consumo mensal de óxido de etileno.
4.5 Determinação da concentração de etilenoglicol na solução
Considerando que a concentração de etilenoglicol na solução de
scrubber, obtido através da reação do óxido de etileno e água tendo ácido
sulfúrico 5% como catalisador da reação, é um fator que exerce influência na
eficiência de remoção, foram realizados testes para determinar o seu valor.
Foram definidas duas possíveis técnicas para determinar
quantitativamente a concentração de etilenoglicol na solução, sendo a primeira
técnica por espectro de UV-Vis e a segunda técnica por espectro de
Infravermelho.
A técnica de espectro de UV-Vis consiste na interação da
radiação com a matéria, podendo ocorrer alguns processos como: reflexão,
espalhamento, absorção, fluorescência e reações químicas. E a energia das
moléculas é expressa como a soma de três tipos de energias diferentes:
rotacional, vibracional e eletrônica.
A técnica de espectro de Infravermelho é a medição do
comprimento de onda e intensidade da absorção de luz infravermelha de uma
amostra, utilizada para identificar amostras orgânicas e organometálicas, onde o
método implica a análise dos movimentos de rotação e vibração dos átomos de
uma molécula.
Porém, ao realizar os testes nas técnicas de infravermelho e UV-
Vis, observou-se que as amostras padrão apresentavam uma quantidade grande
de água o que interferiu diretamente na leitura dos resultados, não sendo possível
determinar com confiabilidade a concentração de etilenoglicol a partir das técnicas
citadas ao longo deste capitulo.

61
5. PROPOSTAS DE MELHORIAS PARA O SISTEMA
Neste capítulo estão apresentadas algumas propostas para o
aumento da eficiência de remoção scrubber e melhorias do sistema em geral.
5.1 Instalação do equipamento lavador de gases
Conforme citado no item 4.2.4, a empresa estudada possui um
equipamento semelhante ao lavador de gases de coluna empacotada
apresentado pelo fornecedor de scrubbers que encontra-se inativo devido a
problemas na bomba de circulação da solução. Foi avaliada a possibilidade de
substituição da bomba e reinstalação do equipamento. O lavador de gases será
alocado após o tanque de solução, de maneira a neutralizar o EtO remanescente
do tanque, que é direcionado para a chaminé. O equipamento possui uma
espécie de chuveiro que lava o EtO ao longo de uma coluna empacotada, em
contracorrente. Desta forma, espera-se que a eficiência do sistema aumente,
possibilitando atingir o valor estipulado de 99,9%. Por fim, foi definido que o
cálculo de eficiência de remoção para o relatório de 2015 será realizado apenas
após implementação deste lavador de gases.
5.2 Melhoria no tanque de solução
Considerando que possa haver a persistência do problema de
eficiência de remoção de óxido de etileno mesmo após instalação do lavador de
gases, conforme proposta do item 4.6.1, foi avaliada a instalação de um chuveiro
na parte superior do tanque de reação já existente. Desta forma, a solução é
recirculada, ao invés de permanecer parada ao fundo do tanque, e entra em
contato com o gás que foi borbulhado e não reagiu, escapando em direção a
chaminé. As gotas provenientes do chuveiro, ou spray, ao se chocarem com o
EtO enviam-no de volta a solução, aumentando o tempo de contato do gás com a
água e possibilitando maior conversão a etilenoglicol.

62
5.3 Utilização de medidor de gás na chaminé do scrubber
Para realização de um monitoramento constante da eficiência de
remoção de óxido de etileno, foi pesquisado um medidor de gás EtO para ser
instalado na chaminé do scrubber. Embora não forneça uma leitura tão precisa
quanto a cromatografia gasosa realizada anualmente, o equipamento permite a
leitura instantânea da quantidade de óxido de etileno liberado para atmosfera.
O medidor de óxido de etileno possui uma faixa de leitura de 1 a
1000 ppm de EtO, sendo possível programá-lo para disparar alarmes em duas
concentrações diferentes. Sabe-se que a concentração de óxido de etileno que é
direcionada para a entrada do scrubber, segundo item 4.3, é de aproximadamente
405.800 ppm e portanto, uma eficiência de remoção de 99,9% significa uma
concentração máxima na chaminé de 405,8 ppm. Baseando-se nesta lógica,
pode-se estipular valores de alerta e ação, permitindo a tomada de ações como
manutenções no scrubber e até mesmo indicando que a solução atingiu a sua
concentração de saturação, sendo necessário substituí-la.
Foram realizadas algumas cotações e chegou-se ao valor de
R$5.060,00 para aquisição do medidor.
5.4 Acompanhamento da solução do scrubber
Após realizar o cálculo de periodicidade de troca da solução e
propor que seja substituída a cada trimestre, uma das propostas deste projeto é
que a empresa realize um acompanhamento da solução do scrubber, através de
leituras de densidade e de teor de ácido sulfúrico, para avaliar o seu
comportamento durante os 3 meses de utilização.
5.5 Estudo de estabilidade da solução do scrubber
Além do acompanhamento da solução, é necessário realizar um
estudo de estabilidade para a solução de ácido sulfúrico 5% de forma a
comprovar que esta se apresenta estável durante o período de troca. Baseando-

63
se em documentos e estudos de estabilidades já realizados pela empresa, pode-
se realizar a análise de 3 lotes da solução, nos tempos 0, 45 e 90 dias, para os
testes de doseamento de ácido sulfúrico e aparência.
Todos os resultados devem apresentar valores dentro do
especificado. Para o doseamento de ácido sulfúrico o limite especificado é de 4,8
a 5,2% e para aparência a solução deve ser incolor, translúcida e isenta de
materiais em suspensão. Caso a solução com 90 dias esteja dentro dos valores
especificados significa que estará apta para a utilização no scrubber durante todo
o seu período para troca.
5.6 Determinação da concentração de etilenoglicol na solução por
cromatografia gasosa
A cada troca de solução propõe-se que seja determinada a
concentração de etilenoglicol na solução, de maneira a acompanhar estes
valores, possibilitando investigações caso a concentração apresente um valor
abaixo da média, o que indica uma baixa conversão de óxido de etileno em
etilenoglicol.
Devido aos testes realizados pelas técnicas de UV-Vis e
Infravermelho serem insuficientes para a determinação da concentração de
etilenoglicol na solução, propõe-se que seja utilizada a técnica de cromatografia
gasosa. Esta poderá ser realizada por empresa externa, com um custo
aproximado de R$ 380,00 por análise, ou pode-se desenvolver uma metodologia
para que esta seja realizada em laboratório químico da companhia que já possui o
cromatógrafo.
A técnica de cromatografia gasosa tem a finalidade de separar
uma mistura por interação dos seus componentes entre a fase estacionária, que
pode ser uma fase líquida ou uma fase sólida, e uma fase móvel (gás de arraste),
que pode ser uma fase líquida ou uma fase gasosa. A fase estacionária está
localizada na fase interna da coluna, e a fase móvel move-se sobre a fase
estacionária dentro da coluna.
As interações intermoleculares atraem as moléculas com maior
interação para a fase estacionária presente na coluna escolhida. O detector

64
utilizado para a determinação de etilenoglicol por cromatografia gasosa é o DIC
(Detector por ionização em chama). A coluna utilizada é a DB-624, 0,53mm X 30
m X 3,0 μm, podendo ser substituída por uma coluna com equivalentes
características.
Deve-se preparar as amostras e as soluções padrão e de
trabalho. Injeta-se primeiramente a solução padrão depois a solução trabalho e
então injeta-se a amostra devidamente preparada. O tempo de retenção do pico
de etilenoglicol está em torno de aproximadamente 7,8 minutos.
5.7 Aquisição de novo sistema de scrubber
Caso após implementar todas as melhorias propostas acima o
sistema continue apresentando eficiência de remoção abaixo de 99,9%, foi cotada
a aquisição de um novo sistema completo de scrubber. O fornecedor desenvolveu
um sistema específico apropriado para as condições da empresa estudada. Este
sistema é composto por uma coluna empacotada de alta eficiência, um tanque de
reator e um tanque de alimentação da solução, além de bombas de recirculação e
trocador de calor, conforme descrito no item 4.1.7. O novo sistema possui uma
solução com concentração de ácido sulfúrico de 9%, trabalhando a 30°C e 9 psi.
Por fim, o valor estipulado foi de US$ 154.726,00 para aquisição e instalação do
sistema, sendo que a empresa garante a remoção desejada e oferece suporte a
possíveis problemas encontrados.

65
6. CONCLUSÃO
A partir da metodologia do estudo de caso, foi possível observar e
identificar algumas oportunidades de melhorias no sistema de remoção de gases,
denominado scrubber, presente em uma planta de esterilização de produtos
médico-hospitalares.
O cálculo de eficiência realizado pela empresa foi estudado e
pode-se confirmar seu valor através de um cálculo proposto baseado na literatura.
Com isto, a empresa passou a possuir um documento mais transparente e livre de
possíveis questionamentos. Além disto, foi possível determinar uma nova
periodicidade para a troca de solução do scrubber, devido ao aumento no
consumo de óxido de etileno nos últimos anos.
Foram propostas algumas melhorias no sistema para que se
atinja o valor de eficiência desejado. Foi avaliado o conserto de um equipamento
lavador de gases considerado obsoleto pela planta, para reinstalação em série
com o tanque do scrubber de forma a neutralizar os gases remanescentes. Foi
proposta também a instalação de um chuveiro na parte superior do tanque, de
maneira a aumentar o tempo de contato do EtO com a solução. Como forma de
acompanhamento da eficiência do sistema, foi proposta a utilização de um
medidor de óxido de etileno na chaminé, permitindo seu monitoramento
constante, além do acompanhamento da densidade e teor de ácido na solução,
da realização de um estudo de estabilidade e da determinação da concentração
de etilenoglicol por cromatografia gasosa na solução.
Por fim, caso a empresa implemente as melhorias propostas e o
sistema continue apresentando eficiência de remoção de óxido de etileno abaixo
do valor estipulado, foi avaliada e orçada a aquisição de um novo sistema
completo de scrubber, desenvolvido exclusivamente para a empresa estudada e
com suporte a possíveis problemas encontrados garantido pelo fornecedor.

66
REFERÊNCIAS
AIR LIQUIDE. Esterilização por óxido de etileno. Disponível em: < http://www.br.airliquide.com/file/otherelementcontent/pj/artigo_sm20618.pdf>. Acesso em: 23 abr. 2015. APOIO PROJETOS ENGENHARIA. Lavador de gases. 2013. Disponível em: <http://www.apoioprojetos.com.br/lavador-de-gases>. Acesso em: 18 abr. 2015. ARAÚJO, C. et al. Estudo de Caso. Instituto de Educação e Psicologia, Universidade do Minho. 2008. Disponível em < http://grupo4te.com.sapo.pt/estudo_caso.pdf>. Acesso em: 10 out. 2015. ARSENIJEVIĆ, Z. L. et al. Removal of ethylene oxide from waste gases by absorption. Belgrade: University of Belgrade, 2011. BURGESS, D.J.; REICH, R. R. Ethylene oxide sterilization: scientific principles. In: Reichert, M.; Young, J. H. Sterilization technology for the health care facility. 2nd ed. Gaithersburg: Aspen Publishers, 1997. cap. 21, p. 178-186. CALVERT, S. How to choose a particulate scrubber. Chemical Engineering, New York, v. 84, p. 54-68, Aug. 1977.
CETESB. Etilenoglicol. 2014. Disponível em: <http://www.cetesb.sp.gov.br/userfiles/file/laboratorios/fit/etilenoglicol.pdf>. Acesso em: 18 abr. 2015. COSTA, A. O. et al. Esterilização e desinfecção: fundamentos básicos, processos e controles. São Paulo: Cortez, 1990. JMS EQUIPAMENTOS INDUSTRIAIS. Lavador de gases. 2013. Disponível em: <http://www.jmsequipamentos.com.br/lavador-de-gases>. Acesso em 18 abr. 2015. MARTINS, C. X.; MOTA, C. J. A. Estudos sobre conversão direta de etanol a óxido de etileno sobre catalisadores zeolíticos. Revista Virtual de Química, Rio de Janeiro, v. 6, n. 5, p. 1282-1294, 2014. Disponível em: <http://www.uff.br/RVQ/index.php/rvq/article/viewArticle/669>. Acesso em: 25 abr. 2015.
MARTINS, L.; CARDOSO, D. Produção de etilenoglicóis e derivados por reações catalíticas do óxido de eteno. Química Nova, São Carlos, v. 28, n. 2, p. 264-273, 2005. Disponível em: <http://www.quimicanova.sbq.org.br/imagebank/pdf/Vol28No2_264_17-RV04021.pdf >. Acesso em: 28 abr. 2015. MENDES, G. C. C.; BRANDÃO, T. R. S.; SILVA, C. L. M. Ethylene oxide sterilization of medical devices: a review. American Journal of Infection Control, Porto, v. 35, n. 9, p. 574-581, Nov. 2007. Disponível em:

67
<http://www.ajicjournal.org/article/S0196-6553(07)00052-1/fulltext>. Acesso em: 26 abr. 2015. OXITENO. Etilenoglicóis. 2011. Disponível em: <http://www.oxiteno.com.br/cms/media/26054/dietilenoglicol_co_port.pdf>. Acesso em: 18 abr. 2015. RIBEIRO, L. G. Estudo da estabilidade da reação industrial de formação de óxido de etileno a partir do gerenciamento das variáveis críticas de processo. 2013. 202 f. Tese (Doutorado em Engenharia Química) - Escola Politécnica, Universidade de São Paulo, São Paulo, 2013.
SUNDIN, M. S. Riscos na reutilização de produtos médicos esterilizados em óxido de etileno. 2014. 76 f. Dissertação (Mestrado em Engenharia Biomédica) - Universidade Tecnológica Federal do Paraná, Curitiba, 2014.
VENTCENTER. Lavador de gases. 2013. Disponível em: <http://www.ventcenter.com.br/lavador-de-gases.php>. Acesso em: 18 abr. 2015. YIN, R. K. Estudo de Caso: Planejamento e Métodos. 5a ed. Porto Alegre: Bookman, 2015. 320 p.
ZANON, U. Esterilização. In: ZANON, U.; NEVES, J. Infecções hospitalares: prevenção, diagnóstico e tratamento. Rio de Janeiro: Medsi, 1987. cap. 30, p.831-858.
Recommended
















![[Operação Chaminé] Tratamento do Tabagismo nos Planos de Saúde](https://img.dokumen.tips/doc/110x75/5883b72a1a28ab5c378b4bd3/operacao-chamine-tratamento-do-tabagismo-nos-planos-de-saude.jpg)
