31. SAVETOVANJE PROIZVODNOG
MAŠINSTVA sa međunarodnim učešćem Kragujevac, 19-21. 09.2006.
31. CONFERENCE ON PRODUCTION ENGINEERING
with foreign participants Kragujevac, 19-21.09.2006.
PREVLAKA NA BAZI GVOŽĐA NANETA NA
OSNOVU OD Al LEGURE PLAZMA SPREJ POSTUPKOM U ATMOSFERSKIM USLOVIMA
A. Vencl 1), S. Avramović 2), A. Marinković 3)
Rezime: Jedno od mogućih rešenja za prevazilaženje loših triboloških karakteristika aluminijumskih legura je nanošenje prevlaka različitim postupcima, među kojima se često koristi plazma sprej postupak u atmosferskim uslovima. Postoji niz parametara koji utiču na kvalitet nanete prevlake i njene karakteristike i koji moraju da se jasno definišu za svaku vrstu prevlake ponaosob. U ovom radu dat je prikaz razvijene tehnologije nanošenja praha na bazi gvožđa (Fe-1,3Cr-1,5Mn-1,2C-0,3Ni (mas. %)) na ravne i cilindrične površine. Takođe su analizirane osnovne karakteristike dobijene prevlake (metalografija, mikrotvrdoća i zatezna čvrstoća veze) kao i parametri mašinske obrade.
Ključne reči: Plazma sprej postupak u atmosferskim uslovima, prevlaka na bazi gvožđa, mikrostruktura, mašinska obrada
FERROUS-BASED COATING DEPOSITED ON Al-ALLOY
SUBSTRATE BY ATMOSPHERIC PLASMA SPRAYING (APS)
Abstract: One of the possible solutions for overcoming of poor aluminium alloys tribological properties is deposition of coating with various technologies, among which atmospheric plasma spray technology is often used. There are great number of parameters that influence on quality and characteristic of deposited coating and their values must be defined precisely for each type of coating individually. A review of the technology developed for deposition of ferrous-based powder spray (Fe-1.3Cr-1.5Mn-1.2C-0.3Ni (wt. %)) on flat and cylindrical surfaces is presented in this paper. Also a basic characteristic of coating (matallography, microhardness and tensile bond strength) are analysed, as well as parameters of coating machining.
Key words: Atmospheric plasma spraying (APS), ferrous-based coating, microstructure, machining
1. UVOD
Plazma sprej postupak predstavlja jednu od vodećih tehnologija za nanošenje prevlaka i u industriji se primenjuje skoro punih 50 godina, a prvo nanošenje prevlake ovim postupkom vezuje se za 1939. godinu [1]. Dugo je glavni korisnik ove tehnologije bila avio industrija, gde su zahtevi po pitanju kvaliteta i sigurnosti najoštriji. Kasnije je
1) Mr Aleksandar Vencl, Mašinski fakultet, Beograd, [email protected] 2) Slavomir Avramović , Koncern "Petar Drapšin", Mladenovac, [email protected] 3) Dr Aleksandar Marinković, Mašinski fakultet, Beograd, [email protected]
31. SAVETOVANJE PROIZVODNOG MAŠINSTVA SCG
540
ova tehnologija našla primenu i u drugim industrijama, a u poslednjih 10-ak godina se radi na njenoj široj primeni u automobilskoj industriji, gde se između ostalog koristi i kao zaštita unutrašnjih strana cilindara bloka motora izrađenog od aluminijuma. Danas se oko 60 % motora za putničke automobile proizvodi od aluminijuma [2] a prvi serijski proizveden automobil sa aluminijumskim blokom i zaštitnom plazma sprej prevlakom je bio Lupo VW, 2000. godine [3].
U slučaju primene prevlaka kod proizvodnje blokova motora od aluminijuma, koji ima zadovoljavajuće fizičko-mehaničke karakteristike, uloga nanete prevlake je da popravi tribološke karakteristike aluminijuma i time ga izjednači ili čak poboljša u odnosu na standardne materijale za izradu blokova. Upotrebom aluminijuma se dobija na smanjenju težine, uštedi goriva i smanjenju zagađenja okoline a bitno je napomenuti i veliku mogućnost recikliranja aluminijuma (oko 95 %) [4].
Kao i kod ostalih tehnologija i ovde se javlja niz problema koje treba rešiti da bi se dobile zadovoljavajuće karakteristike. Bez obzira na oblast primene neke od karakteristika su iste za sve prevlake: sastav i struktura, udeo pora, neistopljenih čestica i oksida, debljina, tvrdoća i čvrstoća veze. Ove karakteristike su usko povezane sa uslovima pripreme osnove i uslova nanošenja prevlake i njihovo znatno poboljšanje može da se očekuje optimizacijom ovih parametara. Prema stavu nekih istraživača [5] postoji više od 50 makroskopskih parametara koji utiču na kvalitet nanete prevlake, a tehnologija nanošenja je i dalje bazirana na metodi trial and error.
Cilj ovog rada je da ukaže na moguće probleme i rešenja kod postupka nanošenja prevlaka na bazi gvožđa na ravne i cilindrične površine od aluminijuma, da prikaže osnovne karakteristike dobijenih prevlaka, kao i parametre mašinske obrade. Karakteristike dobijene prevlake (metalografija, mikrotvrdoća i zatezna čvrstoća veze) su prihvaćene kao standardne od strane podkomiteta za standardizaciju procedura kontrole kvaliteta prevlaka nanetih plazma sprej postupkom, koji je u aprilu 1997. godine osnovan od strane evropskog avio komiteta za tehnologiju materijala (EACMT) [6]. 2. TEORIJSKA RAZMATRANJA
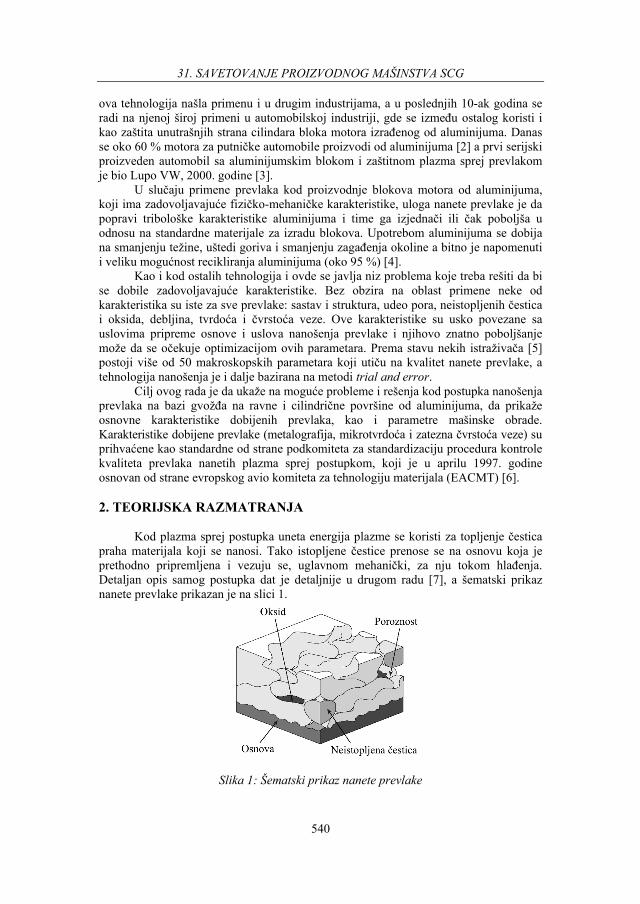
Kod plazma sprej postupka uneta energija plazme se koristi za topljenje čestica praha materijala koji se nanosi. Tako istopljene čestice prenose se na osnovu koja je prethodno pripremljena i vezuju se, uglavnom mehanički, za nju tokom hlađenja. Detaljan opis samog postupka dat je detaljnije u drugom radu [7], a šematski prikaz nanete prevlake prikazan je na slici 1.
Slika 1: Šematski prikaz nanete prevlake
31. SAVETOVANJE PROIZVODNOG MAŠINSTVA SCG
541
Na čvrstoću veze prevlake i osnove, pored optimalnih uslova nanošenja, utiče još niz faktora: hrapavost površine osnove, njena temperatura i čistoća, kondenzovana vlaga iz vazduha, sloj apsorbovanog gasa i eventualno zadržane čestice sredstva za hrapavljenje. Osnova se pre nanošenja hrapavi kako bi se povećala aktivna površina veze. Kod izbora sredstva za hrapavljenje i uslova uticajni parametri su: vrsta, veličina, oblik, čistoća i tvrdoća materijala za hrapavljenje, odnosno pritisak i ugao pod kojim se hrapavi osnova. Kao način za povećanje čvrstoće veze sa osnovom koriste se i međuslojevi, što kod ove kombinacije prevlaka/osnova nije neophodno i predstavlja pozitivnu stranu procesa. Čvrstoća veze se ispituje nedestruktivnim metodama, vizuelno preko metalografskih snimaka i destruktivnim metodama, pomoću uređaja za zatezna ispitivanja.
Pored vezivanja za osnovu od interesa je i vezivanje samih čestica međusobno tj. vezivanje u sloju. Slabije vezivanje u sloju je izraženije kod prevlaka veće debljine i onih koje su nanošene sa pauzama. To se objašnjava činjenicom da istopljena čestica dolazi na prethodno već ohlađeni sloj i deo toplotne energije prenosi na podsloj, međutim posmatrana čestica ne očvrsne potpuno, pada sledeća čestica koja se razliva i delimično stapa sa ovom, pa je i veza čvršća nego sa hladnim podslojem. Moguća je i oksidacija površine u dužem kontaktu sa vazduhom pa se preporučuje da se nanošenje vrši kontinualno, a ne u etapama.
Neki od parametara koji su od uticaja u okviru procesa nanošenja su: vrsta, protok i pritisak osnovnog i pomoćnog gasa, jačina struje, količina i protok unetog praha i rastojanje plazma sprej pištolja od osnove prilikom nanošenja. Takođe treba voditi računa i o načinu i brzini kretanja uzoraka, temperaturama, kao i broju prolaza odnosno debljini prevlake. Variranje parametara pripreme i procesa nanošenja rađeno je po šemi i menjano je: sredstvo za hrapavljenje (čelične kuglice, SiC i Al2O3), rastojanje (50, 75, 100 i 150 mm), količina unetog praha (2, 2,5, 4 i 4,5 kg/h) i broj prolaza odnosno debljina prevlake (150 i 250 µm) kao i dodatno hlađenje. Posle niza probnih uzoraka i njihove analize, a pre svega analize metalografskih snimaka, došlo se do izbora optimalnih parametara pripreme i nanošenja, koji su i korišćeni u eksperimentu.
Ovi parametri direktno utiču na čvrstoću veze, količinu neistopljenih čestica, poroznost i sadržaj i vrstu oksida. Prisustvo neistopljenih čestica negativno utiče na karakteristike prevlake kao i poroznost, mada je prisustvo pora, do izvesne granice, u slučaju primene ovih prevlaka kod motora, povoljna jer pore imaju ulogu rezervoara za mazivo što utiče na kvalitet podmazivanja odnosno smanjenje trenja i habanja [8]. Prisustvo oksida, FeO (vustit) i Fe3O4 (magnetit), kao čvrstih maziva popravlja tribološke karakteristike prevlake, a formiranje oksida Fe2O3 (hematit) treba izbegavati zato što se isti ponaša kao abraziv. 3. EKSPERIMENTALNI POSTUPAK 3.1 Materijali i priprema površine osnove
Materijal osnove bila je Al-Si legura (EN AlSi10Mg) sledećeg hemijskog sastava: Al-9,8Si-0,48Fe-0,1Cu-0,2Mn-0,3Mg-0,08Zn-0,05Ti (mas. %), proizvedena livenjem u pesku uz primenjenu termičku obradu zagrevanja na 540 °C brzinom od 35 °C/h, hlađenja u vodi, zagrevanja i držanja na temperaturi od 160±5 °C tokom 6 sati i hlađenja na vazduhu.
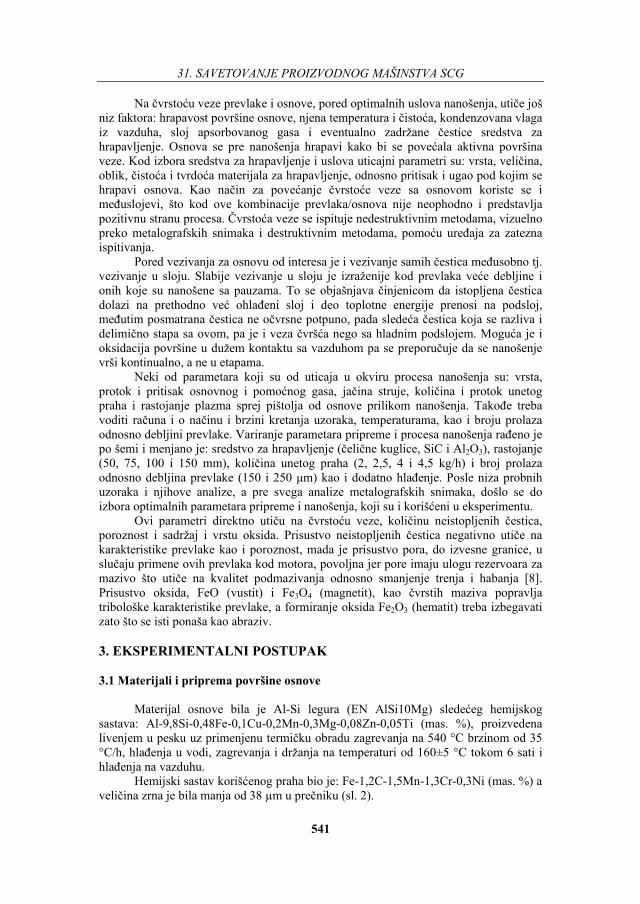
Hemijski sastav korišćenog praha bio je: Fe-1,2C-1,5Mn-1,3Cr-0,3Ni (mas. %) a veličina zrna je bila manja od 38 µm u prečniku (sl. 2).
31. SAVETOVANJE PROIZVODNOG MAŠINSTVA SCG
542
Slika 2: Metalografski snimak korišćenog praha
Pre samog procesa nanošenja aluminijumska osnova je ohrapavljena korundom (Al2O3) prečnika 106-125 µm. 3.2 Parametri nanošenja
Za nanošenje prevlake plazma sprej postupkom u atmosferskim uslovima korišćena su dva plazma pištolja oznaka 7MB i 7MT. Prvim je prevlaka nanošena na ravne površine uzoraka, a drugim na unutrašnje strane cilindara kompresora za vazduh. Uzorci sa ravnim površinama korišćeni su za mehanička (metalografija, mikrotvrdoća i zatezna čvrstoća veze) i modelska tribološka ispitivanja, a cilindri su namenjeni za ispitivanje u realnim uslovima na probnom stolu. Ispitivanja na probnom stolu bi trebalo da se obave na Mašinskom fakultetu u Kragujevcu u laboratoriji za motorna vozila. Unutrašnji prečnik cilindara bio je 74,05 mm, visina 88,6 mm, a parametri nanošenja za oba pištolja su prikazani u tabeli 1. Tabela 1. Parametri nanošenja plazma sprej postupkom za korišćeni prah
Plazma sprej pištolj Parametri nanošenja 7MB 7MT
Protok osnovnog gasa (Argon), l/min 100 80 Protok pomoćnog gasa (Vodonik), l/min 5 15 Jačina struje, A 500 500 Protok nosećeg gasa (Argon), l/min 37 60 Količina unetog praha, kg/h 2 2 Rastojanje pištolja od osnove, mm 150 21 Brzina rotacije uzoraka, mm/s 500 500 Transverzalna brzina pištolja, mm/s 4 10
3.3 Metalografska ispitivanja i ispitivanja tvrdoće i zatezne čvrstoće veze
Ispitivanja i karakterizacija prevlake rađena su prema Pratt & Whitney standardu [9], a prevlake na svim uzorcima su jednovremeno nanošene da bi se smanjila moguća međusobna odstupanja.
Mikrostruktura je analizirana pomoću optičkog mikroskopa (OM) i pomoću skenirajućeg elektronskog mikroskopa (SEM), a uzorci su sečeni normalno na površinu prevlake. Fazni sastav prevlake analiziran je pomoću rendgenskog difraktometra (XRD). Nakon identifikacije vrste oksida, njihov procentualni udeo kao i procentualni
31. SAVETOVANJE PROIZVODNOG MAŠINSTVA SCG
543
udeo pora, prisustvo pukotina i neistopljenih čestica su određeni kompjuterskom analizom slike sa optičkog mikroskopa.
Mikrotvrdoća je merena Vikersovom metodom sa opterećenjem od 100 g. Za merenja zatezne čvrstoće veze korišćena su po dva uzorka u paru od kojih je
prevlaka nanošena samo na jedan od njih. Uzorci su spajani pomoću lepka i ostavljani da se vežu učvršćeni u za to namenjen adapter. Ispitivanja su izvršena na univerzalnoj hidrauličnoj kidalici pri konstantnoj brzini od 0,5 mm/min. Prikazani rezultati mikrotvrdoće i zatezne čvrstoće veze su osrednjene vrednosti većeg broja merenja. 4. REZULTATI I DISKUSIJA 4.1 Karakteristike prevlake
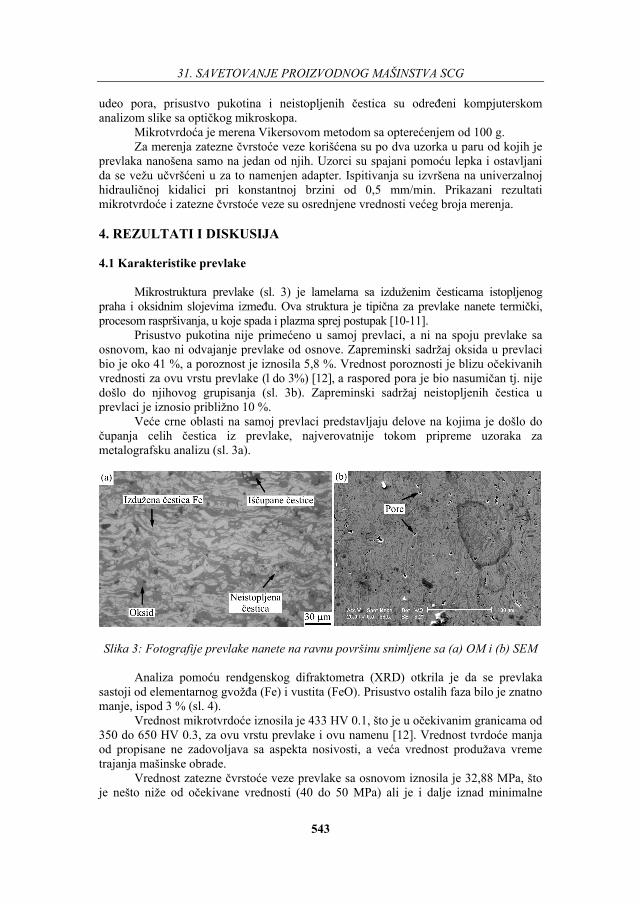
Mikrostruktura prevlake (sl. 3) je lamelarna sa izduženim česticama istopljenog praha i oksidnim slojevima između. Ova struktura je tipična za prevlake nanete termički, procesom raspršivanja, u koje spada i plazma sprej postupak [10-11].
Prisustvo pukotina nije primećeno u samoj prevlaci, a ni na spoju prevlake sa osnovom, kao ni odvajanje prevlake od osnove. Zapreminski sadržaj oksida u prevlaci bio je oko 41 %, a poroznost je iznosila 5,8 %. Vrednost poroznosti je blizu očekivanih vrednosti za ovu vrstu prevlake (l do 3%) [12], a raspored pora je bio nasumičan tj. nije došlo do njihovog grupisanja (sl. 3b). Zapreminski sadržaj neistopljenih čestica u prevlaci je iznosio približno 10 %.
Veće crne oblasti na samoj prevlaci predstavljaju delove na kojima je došlo do čupanja celih čestica iz prevlake, najverovatnije tokom pripreme uzoraka za metalografsku analizu (sl. 3a).
Slika 3: Fotografije prevlake nanete na ravnu površinu snimljene sa (a) OM i (b) SEM
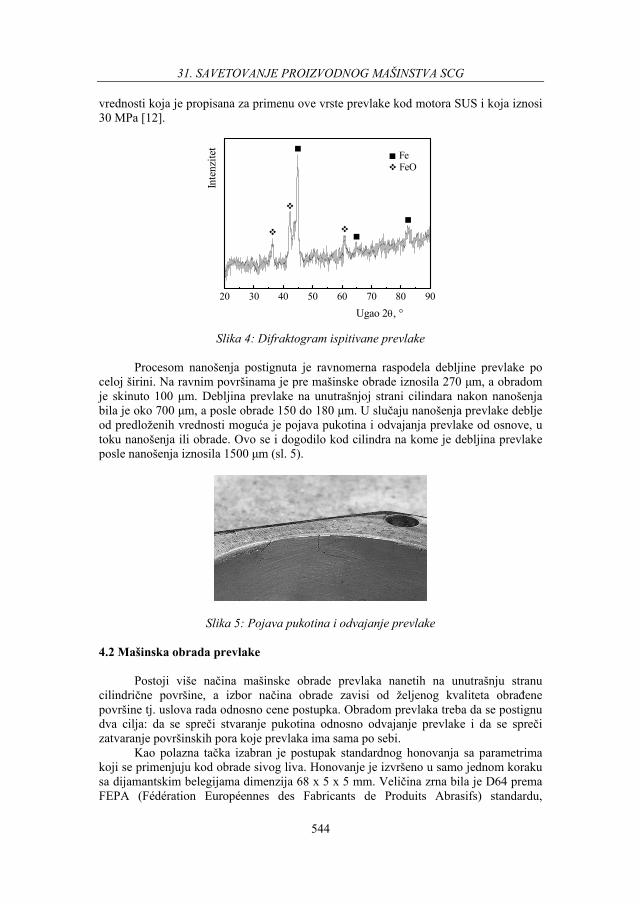
Analiza pomoću rendgenskog difraktometra (XRD) otkrila je da se prevlaka sastoji od elementarnog gvožđa (Fe) i vustita (FeO). Prisustvo ostalih faza bilo je znatno manje, ispod 3 % (sl. 4).
Vrednost mikrotvrdoće iznosila je 433 HV 0.1, što je u očekivanim granicama od 350 do 650 HV 0.3, za ovu vrstu prevlake i ovu namenu [12]. Vrednost tvrdoće manja od propisane ne zadovoljava sa aspekta nosivosti, a veća vrednost produžava vreme trajanja mašinske obrade.
Vrednost zatezne čvrstoće veze prevlake sa osnovom iznosila je 32,88 MPa, što je nešto niže od očekivane vrednosti (40 do 50 MPa) ali je i dalje iznad minimalne
31. SAVETOVANJE PROIZVODNOG MAŠINSTVA SCG
544
vrednosti koja je propisana za primenu ove vrste prevlake kod motora SUS i koja iznosi 30 MPa [12].
20 30 40 50 60 70 80 901000
1200
1400
1600
g
g
g
g
FeOFe
Inte
nzite
t
Ugao 2θ, °
Slika 4: Difraktogram ispitivane prevlake
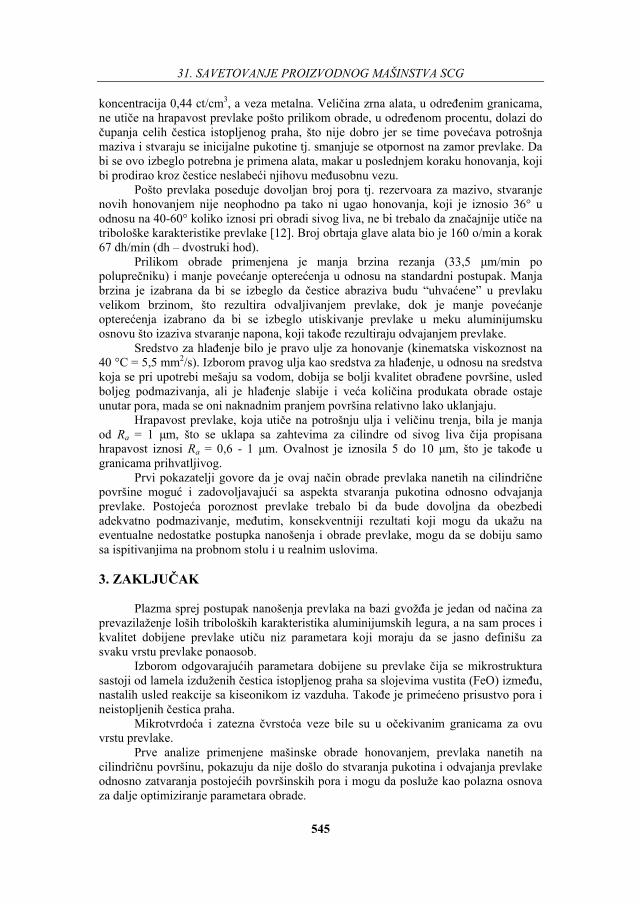
Procesom nanošenja postignuta je ravnomerna raspodela debljine prevlake po celoj širini. Na ravnim površinama je pre mašinske obrade iznosila 270 µm, a obradom je skinuto 100 µm. Debljina prevlake na unutrašnjoj strani cilindara nakon nanošenja bila je oko 700 µm, a posle obrade 150 do 180 µm. U slučaju nanošenja prevlake deblje od predloženih vrednosti moguća je pojava pukotina i odvajanja prevlake od osnove, u toku nanošenja ili obrade. Ovo se i dogodilo kod cilindra na kome je debljina prevlake posle nanošenja iznosila 1500 µm (sl. 5).
Slika 5: Pojava pukotina i odvajanje prevlake 4.2 Mašinska obrada prevlake
Postoji više načina mašinske obrade prevlaka nanetih na unutrašnju stranu cilindrične površine, a izbor načina obrade zavisi od željenog kvaliteta obrađene površine tj. uslova rada odnosno cene postupka. Obradom prevlaka treba da se postignu dva cilja: da se spreči stvaranje pukotina odnosno odvajanje prevlake i da se spreči zatvaranje površinskih pora koje prevlaka ima sama po sebi.
Kao polazna tačka izabran je postupak standardnog honovanja sa parametrima koji se primenjuju kod obrade sivog liva. Honovanje je izvršeno u samo jednom koraku sa dijamantskim belegijama dimenzija 68 x 5 x 5 mm. Veličina zrna bila je D64 prema FEPA (Fédération Européennes des Fabricants de Produits Abrasifs) standardu,
31. SAVETOVANJE PROIZVODNOG MAŠINSTVA SCG
545
koncentracija 0,44 ct/cm3, a veza metalna. Veličina zrna alata, u određenim granicama, ne utiče na hrapavost prevlake pošto prilikom obrade, u određenom procentu, dolazi do čupanja celih čestica istopljenog praha, što nije dobro jer se time povećava potrošnja maziva i stvaraju se inicijalne pukotine tj. smanjuje se otpornost na zamor prevlake. Da bi se ovo izbeglo potrebna je primena alata, makar u poslednjem koraku honovanja, koji bi prodirao kroz čestice neslabeći njihovu međusobnu vezu.
Pošto prevlaka poseduje dovoljan broj pora tj. rezervoara za mazivo, stvaranje novih honovanjem nije neophodno pa tako ni ugao honovanja, koji je iznosio 36° u odnosu na 40-60° koliko iznosi pri obradi sivog liva, ne bi trebalo da značajnije utiče na tribološke karakteristike prevlake [12]. Broj obrtaja glave alata bio je 160 o/min a korak 67 dh/min (dh – dvostruki hod).
Prilikom obrade primenjena je manja brzina rezanja (33,5 µm/min po poluprečniku) i manje povećanje opterećenja u odnosu na standardni postupak. Manja brzina je izabrana da bi se izbeglo da čestice abraziva budu “uhvaćene” u prevlaku velikom brzinom, što rezultira odvaljivanjem prevlake, dok je manje povećanje opterećenja izabrano da bi se izbeglo utiskivanje prevlake u meku aluminijumsku osnovu što izaziva stvaranje napona, koji takođe rezultiraju odvajanjem prevlake.
Sredstvo za hlađenje bilo je pravo ulje za honovanje (kinematska viskoznost na 40 °C = 5,5 mm2/s). Izborom pravog ulja kao sredstva za hlađenje, u odnosu na sredstva koja se pri upotrebi mešaju sa vodom, dobija se bolji kvalitet obrađene površine, usled boljeg podmazivanja, ali je hlađenje slabije i veća količina produkata obrade ostaje unutar pora, mada se oni naknadnim pranjem površina relativno lako uklanjaju.
Hrapavost prevlake, koja utiče na potrošnju ulja i veličinu trenja, bila je manja od Ra = 1 µm, što se uklapa sa zahtevima za cilindre od sivog liva čija propisana hrapavost iznosi Ra = 0,6 - 1 µm. Ovalnost je iznosila 5 do 10 µm, što je takođe u granicama prihvatljivog.
Prvi pokazatelji govore da je ovaj način obrade prevlaka nanetih na cilindrične površine moguć i zadovoljavajući sa aspekta stvaranja pukotina odnosno odvajanja prevlake. Postojeća poroznost prevlake trebalo bi da bude dovoljna da obezbedi adekvatno podmazivanje, međutim, konsekventniji rezultati koji mogu da ukažu na eventualne nedostatke postupka nanošenja i obrade prevlake, mogu da se dobiju samo sa ispitivanjima na probnom stolu i u realnim uslovima. 3. ZAKLJUČAK
Plazma sprej postupak nanošenja prevlaka na bazi gvožđa je jedan od načina za prevazilaženje loših triboloških karakteristika aluminijumskih legura, a na sam proces i kvalitet dobijene prevlake utiču niz parametara koji moraju da se jasno definišu za svaku vrstu prevlake ponaosob.
Izborom odgovarajućih parametara dobijene su prevlake čija se mikrostruktura sastoji od lamela izduženih čestica istopljenog praha sa slojevima vustita (FeO) između, nastalih usled reakcije sa kiseonikom iz vazduha. Takođe je primećeno prisustvo pora i neistopljenih čestica praha.
Mikrotvrdoća i zatezna čvrstoća veze bile su u očekivanim granicama za ovu vrstu prevlake.
Prve analize primenjene mašinske obrade honovanjem, prevlaka nanetih na cilindričnu površinu, pokazuju da nije došlo do stvaranja pukotina i odvajanja prevlake odnosno zatvaranja postojećih površinskih pora i mogu da posluže kao polazna osnova za dalje optimiziranje parametara obrade.
31. SAVETOVANJE PROIZVODNOG MAŠINSTVA SCG
546
ZAHVALNICA
Ovo ispitivanje je izvedeno u okviru EUREKA projekta broj E! 3240 koji je finansijski pomoglo Ministarstvo nauke i zaštite životne sredine Republike Srbije, na čemu im se ovom prilikom zahvaljujemo. LITERATURA
[1] --, Introduction to Thermal Spray Processing, u: Davis, J.R. (ed.), Handbook of
Thermal Spray Technology, Thermal Spray Society i ASM International, (ISBN 0-87170-795-0), Matirijals Park (SAD), 2004, s. 3-13.
[2] Barbezat, G., Advanced thermal spray technology and coating for lightweight engine blocks for the automotive industry, The International Conference on Metallurgical Coatings and Thin Films - ICMCTF, privatna prepiska, 2 - 6 Maj 2005, San Diego (SAD).
[3] Barbezat, G., Herber, R., Breakthrough in Improving Car Engine Performance through Coatings, Sulzer Technical Review (ISSN 1660-9042), Vintertur (Švajcarska), (2001) br. 2, s. 8 – 11.
[4] --, Aluminium in Automotive Industry, European Aluminium Association, brošura, internet adresa: http://www.eaa.net/downloads/auto.pdf
[5] Lugscheider, E., Barimani, C., Eckert, P., Eritt, U., Modeling of the APS plasma spray process, Computational Materials Science (ISSN 0927-0256), Amsterdam (Holandija), Vol. 7 (1996) br. 1-2, s. 109-114.
[6] Sauer, J., van Wonderen, M., Standardization in Coating Evaluation: A Universal System for Repair Coatings, članak, internet adresa: http://www.sauerengineering.com/pdfs/eacmt2002_evaluation.pdf
[7] Vencl, A., Mrdak, M., Cvijović, I., Microstructures and tribological properties of ferrous coatings deposited by APS (Atmospheric Plasma Spraying) on Al-alloy substrate, FME Transactions (ISSN 1451-2092), Beograd, (2006), prihvaćeno za štampu.
[8] Dohmen, J., Hermsen, F.G., Barbezat, G., Untersuchungen an plasmabeschichteten Zylinderlaufflächen, MTZ (ISSN 0024-8525), Vizbaden (Nemačka), Vol. 65 (2004) br. 3, s. 204-208.
[9] --, Turbojet engine - standard practices manual, Part No 582005, Pratt & Whitney [10] Schorr, B.S., Stein, K.J., Marder, A.R., Characterization of Thermal Spray
Coatings, Materials Characterization (ISSN 1044-5803), Amsterdam (Holandija), Vol. 42 (1999) br. 2-3, s. 93-100.
[11] Hwang, B., Ahn, J., Lee, S., Correlation of Microstructure and Wear Resistance of Ferrous Coatings Fabricated by Atmospheric Plasma Spraying, Metallurgical and Materials Transactions A (ISSN 1073-5623), Matirijals Park (SAD), Vol. 33A (2002) br. 9, s. 2933-2945.
[12] Barbezat, G., Schmid, J., Plasmabeschichtungen von Zylinderkurbelgehäusen und ihre Bearbeitung durch Honen, MTZ (ISSN 0024-8525), Vizbaden (Nemačka), Vol. 62 (2001) br. 4, s. 314-320.
Recommended

















