Embed Size (px)
Citation preview

ZESZYTY NAUKOWE AKADEMII MARYNARKI WOJENNEJROK XLVII NR 2 (165) 2006
23
L e s z e k F l i sA k a d e m i a M a r y n a r k i W o j e n n e j
W Y K O R Z Y S T A N I E M S C M A R C / M E N T A TD O S Y M U L O W A N I A
S P A W A N I A C I E N K I C H PŁY T
STRESZCZENIE
W artykule opisano nowe rozwiązania zaimplementowane w oprogramowaniu MSCMarc/Mentat1 usprawniające realizację symulacji numerycznej procesu spawania. Przedstawiononowe założenia teoretyczne wykorzystywane w algorytmach obliczeniowych MSC Marc. Wynikisymulowanego spawania cienkich płyt stalowych zilustrowano na przykładzie rozkładu temperatu-ry i naprężeń w spawanym elemencie.
Słowa kluczowe:spawanie, naprężenia pozostające, naprężenia własne, pole temperatury, zagadnieniesprzężone, termosprężystość, metoda elementów skończonych.
WSTĘP
W procesach przemysłowych małe komponenty są łączone z większymiprzy użyciu różnych technik. Spawanie jest obecnie jedną z najczęściej używanychtechnik łączenia elementów. Niepożądanymi efektami spawania są naprężenia pozo-stające i deformacje łączonych elementów. Zarówno deformacje wypadkowe struk-tury, jak i naprężenia pozostające mogą mieć niekorzystny wpływ na poszczególneczęści lub całą konstrukcję przy ich eksploatacji. Ze względu na obecność wysokichtemperatur i utrudniony dostęp wyznaczanie naprężeń własnych w konstrukcjachokazuje się zagadnieniem niełatwym, a niejednokrotnie niemożliwym do zrealizo-wania. W obliczeniach numerycznych poszukuje się coraz dokładniejszych rozwią-zań i udogodnień pozwalających obliczać zarówno rozkłady temperatur, jaki naprężeń pozostających w rozpatrywanych elementach.
1 http://www.mscsoftware.com.au/products/software/msc/marc/

Leszek Flis
24 Zeszyty Naukowe AMW
Analiza metodą elementów skończonych procesów spawania była jak dotądprzedmiotem wielu badań. W MSC Marc wymagało to zastosowania specjalizowa-nych procedur użytkownika. Procedury takie zorientowane na problem wymagaływygenerowania skomplikowanego kodu, aby poradzić sobie z modelowaniem mate-riału spoiny, złożonymi ścieżkami spawania itp. Aby ułatwić symulację spawania,w preprocesorze MSC Mentat zaimplementowano kilka udogodnień, które przed-stawiono w artykule na przykładzie symulacji spawania cienkich płyt.
NOWE MOŻLIWOŚCI I UDOGODNIENIA SYMULACJIPROCESU SPAWANIA W MSC MARC
W MSC Marc 2005 dokonano wielu udogodnień w celu prowadzenia efek-tywnej symulacji procesu spawania. Najważniejsze elementy wspomagające symu-lację to:
1. Standardowe źródło ciepła zamodelowane jako dysk (dla powierzchni) lubpodwójna elipsoida (dla objętości) bezpośrednio w opcji WELD FLUX. Użyt-kownik może zastosować podprogram UWELDFLUX do zamodelowania arbi-tralnego źródła ciepła.
2. Liczne opcje dostępne do opisania ruchu źródła ciepła. Opcja WELD PATHsłuży do orientacji łuku elektrody wzdłuż ścieżki spawania. Użytkownik możezastosować podprogram UWELDPATH do opisania arbitralnej ścieżki spawa-nia.
3. Zautomatyzowane wypełnianie miejsca spawania materiałem spoiny. Tworzenieadekwatnych warunków brzegowych na granicy spawania umożliwia opcjaWELD FILL. Specjalne opcje zostały zaimplementowane, aby ułatwić modelo-wanie spawania kilkoma przejściami.
Dodatkowo dostępne są następujące funkcje:
1. Obliczenia jedno- i wieloprocesorowe.2. Obydwie metody obliczeń ze stałym (TRANSIENT NON AUTO) i adaptacyj-
nym krokiem czasowym (AUTO STEP).3. Spawanie można modelować dla zadań płaskich 2-D, płyt, osiowej symetrii,
continuum 3-D. Mogą być prowadzone analizy cieplne i cieplno-mechaniczne.4. Dostępna jest lokalna adaptacja siatki elementów skończonych w obszarze spa-
wania. Zdolność zgrubnego wykańczania siatki MES po ustaniu źródła ciepłatakże jest dostępna.

Wykorzystanie MSC Marc/Mentat do symulowania spawania cienkich płyt
2 (165) 2006 25
ZAŁOŻENIA TEORETYCZNE
Spawanie jest procesem cieplnym, w którym uwzględnia się szczególne wa-runki graniczne. Warunki brzegowo-początkowe można zadawać, wykorzystującopcję WELD FLUX w połączeniu z procedurami WELD PATH i WELD FILL.Użycie powyższych opcji umożliwia zastosowanie dwóch różnych technik do sy-mulowania przebiegu spawania:
1. Modelowanie źródła ciepła spawania poprzez podanie jego mocy przy wykorzy-staniu opcji WELD FLUX. Temperatury topnienia lub inne temperaturyw punktach kontrolnych nie są wyszczególniane w opcji WELD FILL dla mate-riału spoiny ani dla żadnego innego materiału.
2. Modelowanie źródła ciepła poprzez podanie temperatury topnienia materiałuspoiny w opcji WELD FILL lub innych temperatur kontrolnych. Moc źródłaciepła nie występuje.
Możliwa jest również kombinacja powyższych przypadków. Dla obu metodścieżka źródła ciepła jest określana opcją WELD PATH.
Moc źródła ciepła
Rozkład źródła ciepła w postaci dysku w zadaniach i dla „modeli płaskich”oraz w formie podwójnej elipsoidy w zadaniach i dla „modeli przestrzennych” moż-na określić w opcji WELD FLUX. Dla bardziej złożonych rozkładów źródeł ciepłamożna użyć procedury użytkownika UWELDFLUX. Kształt dysku proponowanegoprzez V. Pavelica dla rozkładu źródła ciepła i adekwatnego do obszaru działaniatzw. „jeziorka” ciekłego metalu jest wyrażony zgodnie z (1) (rys. 1.) [3]:
−
−= 2
2
2
2
23exp3exp3),,(r
zr
xrQzyxq
π, (1)
gdzie: q – ciepło spawania dostarczane na jednostkę powierzchni [J/(sm2)];UIQ η= – wytwarzana moc łuku elektrycznego w [J/s] przy sprawności łu-
ku elektrycznego η , napięciu U [V] i natężeniu prądu I [A];r – promień dysku;z – współrzędna lokalna określona wzdłuż ścieżki spawania;x – współrzędna lokalna określona wzdłuż prostopadłej do ścieżki
spawania.

Leszek Flis
26 Zeszyty Naukowe AMW
Rozkład źródła ciepła modelowany jako dysk może być użyty w zadaniach2-D i 3-D, gdzie głębokość penetracji ciepła spawania jest pomijana.
Rys. 1. Rozkład źródła ciepła i kształt „jeziorka” ciekłego metalu wg V. Pavelica [5]
Podwójna elipsoida stosowana szczególnie przy określaniu rozkładu źródłaciepła w rozpatrywanej objętości jest wyrażona zgodnie z (2a i 2b) [3]:
;3exp3exp3exp36
),,( 2
2
2
2
2
2
−
−
−=
ff
ff c
zb
ya
xabc
Qfzyxq
ππ(2a)
,3exp3exp3exp36),,( 2
2
2
2
2
2
−
−
−=
rr
rr c
zb
ya
xabc
Qfzyxqππ
(2b)
gdzie: fq i fq – moc źródła ciepła na jednostkę objętości odpowiednio przed i za osią elektrody;
UIQ η= – wytwarzana moc łuku elektrycznego;a – szerokość spoiny określona na kierunku prostopadłym (kierunek
x ) do osi spoiny;b – wielkość penetracji źródła ciepła w głąb materiału (kierunek y );
fc i rc – przednia i tylna głębokość penetracji wzdłuż osi spoiny (kieru-
nek z ),ff i rf – bezwymiarowe współczynniki dane jako (3a i 3b) [3]:
( );/12
frf cc
f+
= (3a)
( )./12
rfr cc
f+
= (3b)

Wykorzystanie MSC Marc/Mentat do symulowania spawania cienkich płyt
2 (165) 2006 27
Ideę podwójnej elipsoidy stosowanej do modelowania „jeziorka” ciekłegometalu przedstawia rysunek 2.
Rys. 2. Podwójna elipsoida reprezentująca rozkład źródła ciepła spawaniawraz z lokalnymi współrzędnymi [3, 5]
Wielkości wymiarowe określone w równaniach (1) i (2) muszą być szaco-wane i dostarczone przez użytkownika. Szerokość i głębokość penetracji przed i zaelektrodą są potrzebne tylko przy określaniu oddziaływania źródła ciepła w objęto-ści spawanego materiału. Promień r z równania (1) potrzebny jest z kolei tylkowówczas, gdy rozpatrujemy oddziaływanie źródła ciepła na krawędzi lub powierzch-ni z pominięciem oddziaływania ciepła spawania po grubości spawanego materiału.Wymiary „jeziorka” ciekłego metalu są obowiązkowe, gdy używany jest standardo-wy model (dysk lub elipsoida) dla określenia rozkładu źródła ciepła, natomiast sąopcjonalne, gdy stosowana jest procedura użytkownika UWELDFLUX. Wymiaryopisujące „jeziorko” ciekłego metalu można podawać na trzy różne sposoby:
− przez zdefiniowanie mocy źródła ciepła i podanie konkretnych wymiarów;− przez zdefiniowanie obszaru, w którym mają być wykrywane elementy kontak-
towe materiału spoiny z materiałem rodzimym;− przez zdefiniowanie wymiarów określanych w kryteriach opisujących siatki
adaptacyjne.
Wymiary „jeziorka” ciekłego metalu mogą się zmieniać dzięki zdefiniowa-niu tabelarycznemu. Definicja tabelaryczna może stanowić funkcję w czasie lub powspółrzędnej wzdłuż osi spoiny opisującą zmianę „jeziorka” ciekłego metalu. Wy-miar względem osi spoiny jest identyfikowany zgodnie z przebiegiem zadanymprzez ścieżkę spawania od jej początku do pozycji punktu aktualnego położenia osielektrody.
a
x
yb
cfcr

Leszek Flis
28 Zeszyty Naukowe AMW
Jednostkowa moc źródła ciepła określona równaniami (1) i (2) może byćpóźniej skalowana przez współczynnik. Dany współczynnik może być automatycz-nie obliczany przez program lub opcjonalnie ustawiany przez użytkownika. Dlazadań 3-D współczynnik jest automatycznie ustawiany do wartości 1. Dla zadań 2-D(płaskich i osiowosymetrycznych) automatycznie wyliczany współczynnik s jestobliczany poprzez przyrównanie całki po powierzchni w płaszczyźnie x-y i po gru-bości materiału h do zastosowanej mocy źródła ciepła Q [3]:
∫∫ = Qdxdyhyxqs )0,,( . (4)
Dla równań (1) i (2) współczynnik skali może być przedstawiony jako [3]:
;3 h
rs π (5a)
.2
)(3 h
ccs fr +π (5b)
Można zauważyć, że współczynnik skali umacnia użytkownika jedyniew przekonaniu, że zastosowana moc źródła ciepła w zadaniu 2-D odpowiada mocyźródła ciepła stosowanej w przypadku 3-D. Generalnie temperatura obliczana i po-równywana między zadaniami 2-D i 3-D zależy także od prędkości źródła ciepła,własności cieplnych materiałów spawanych i pozostałych cieplnych i wytrzymało-ściowych warunków przed i po oddziaływaniu źródła ciepła, które przecina po-wierzchnię spawania.
Ścieżka spawania
Ścieżka spawania, którą przebywa źródło ciepła podczas spawania, jestokreślana w opcji WELD PATH. W tej samej opcji określa się położenie współ-rzędnych lokalnych dla poruszającego się źródła ciepła, jak to pokazuje rysunek 3.Ścieżka źródła ciepła we współrzędnych lokalnych określona jest osią współrzęd-nych z. Orientacja łuku określona jest osią y . Wektor styczny prostopadły do z i y
reprezentuje oś x . Możliwe jest podanie osi dla ścieżki spawania innej niż bezpo-średnio w programie MSC Marc – jako dane z pliku tekstowego lub przy zastoso-waniu podprogramu UWELDPATH.

Wykorzystanie MSC Marc/Mentat do symulowania spawania cienkich płyt
2 (165) 2006 29
Rys. 3. Współrzędne lokalne w systemie: b) dla poruszającego się źródła ciepłaotrzymane przez translację i rotację współrzędnych globalnych a) [3]
Materiał spoiny
Dynamiczne modelowanie materiału wypełniającego spoinę i generowanieodpowiednich warunków brzegowych definiowane jest w opcji WELD FILL. Moż-liwe do zastosowania są dwie metody modelowania materiału spoiny:
− metoda zmiany własności materiałowych dla elementów;− metoda „dezaktywacji” elementów.
W pierwszej metodzie materiał wypełniający miejsce spawania początkowoma „obniżone” własności materiałowe. Domyślnie własności materiału spoiny sąprzeliczane ze współczynnikiem 10-5. Kiedy materiał spoiny jest tworzony wrazz przesuwającym się źródłem ciepła naprężenia i odkształcenia, w elementach mate-riału spoiny są redukowane do zera tak jak dla materiału rodzimego niepoddanegoobciążeniu. Metoda ta pozwala elementom „przemieszczać” się z modelem. Jest toszczególnie użyteczne przy metodzie dużych przemieszczeń, jakkolwiek metoda tamoże źle wpływać na uwarunkowanie zadania, jeśli chodzi o sztywność elementówprzy dużych przemieszczeniach.
W drugiej metodzie elementy są początkowo „dezaktywowane” i nie-uwzględniane w analizie. Kiedy elementy materiału spoiny są fizycznie kreowanepodczas przesuwania się źródła ciepła, wówczas są one aktywowane i uwzględnianew analizie. Może to powodować skręcanie elementów, gdy rozpatrywana jest anali-za dużych przemieszczeń.
a) b)

Leszek Flis
30 Zeszyty Naukowe AMW
Temperatura początkowa materiału spoiny może być bezpośrednio zadawa-na w opcji WELD FILL. Odpowiednio ciepło dostarczane z łuku elektrycznegomoże być modelowane opcją WELD FLUX jako ciepło doprowadzane zarównodo materiału rodzimego, jak i do materiału spoiny. Kiedy użyta zostaje opcja ustala-nia temperatury, odpowiednie warunki brzegowe ustawiane są dla materiału spoiny.Temperatura topnienia jest automatycznie przypisywana do węzłów, które wchodząw skład elementów materiałów spoiny tak długo, jak długo pozostają one w zasięgudziałania jeziorka ciekłego metalu. Wraz z przemieszczaniem się źródła ciepławarunki brzegowe dla węzłów będących pod działaniem ciekłego metalu są usuwa-ne i pozwala się na chłodzenie elementów materiału spoiny. Domyślna wartośćtemperatury topnienia materiału spoiny jest dla odpowiednich elementów w odpo-wiedniej chwili zadawana natychmiastowo. Może to być powodem problemówzbieżności obliczeń, szczególnie przy użytej opcji AUTO STEP, która bazuje nadopuszczalnej temperaturze do określania kroku czasowego. Dlatego też opcjonalniemożna podawać czas, w jakim temperatura materiału osiąga temperaturę topnienia,aby złagodzić problem niestabilności obliczeń. Jeśli czas ten wynosi zero, tempera-tura topnienia dla materiału spoiny zadawana jest natychmiast ze wszelkimi skutka-mi.
Własności materiałowe
Nieliniowa zależność własności cieplnych i mechanicznych od temperaturyjest brana automatycznie pod uwagę podczas obliczeń. Ciepło ukryte przemianyfazowej może być uwzględniane przez specyfikację temperatur solidusu i likwidusulub wybraną specyfikację rozkładu ciepła, zazwyczaj nieliniowego, jako funkcjitemperatury. Przemiana fazowa faza stała – faza stała w obecnej wersji programunie jest dostępna. Pozostałe, mniej istotne udogodnienia symulacji procesu spawaniamożna znaleźć w [5].
ZAŁOŻENIA SYMULACJI NUMERYCZNEJ PROCESU SPAWANIAI WYNIKI OBLICZEŃ
Przeprowadzono symulację numeryczną spawania cienkich płyt stalowychze stali St4S o grubości 2 mm i wymiarach przedstawionych na rysunku 4.

Wykorzystanie MSC Marc/Mentat do symulowania spawania cienkich płyt
2 (165) 2006 31
Rys. 4. Wymiary spawanych płyt: a) widok ogólny płyt po spawaniu;b) zdyskretyzowana połowa spawanych płyt z siatką elementów skończonych
Dwie płyty zespawano spoiną czołową wzdłuż dłuższej krawędzi. Spoinęwykonano jednym przejściem, uzyskując przetop materiału na całej grubości płyty.Parametry spawania płyt przedstawiono w tabeli 1.
Tabela 1. Parametry spawania [4]
Parametry spawania Płyta o grubości 2 [mm]Natężenia prądu spawania I [A]Napięcie prądu spawania U [V]Prędkość spawania Vs [mm/s]Współczynnik sprawności ηPozycja spawaniaLiczba przejśćMetoda spawania
129,018,97,890,63
podolna1
MIG
Założono, że oś spoiny stanowi oś symetrii i w obliczeniach rozważano tylkopołowę płyty. Obliczenia wykonano, zakładając, że w spawanych płytach występujepłaski stan naprężenia, co stanowi kompromis pomiędzy koniecznością uchwycenianajistotniejszych zjawisk występujących w analizowanym zadaniu a stopniem kompli-kacji modelu, czyli wynikającymi stąd czasami obliczeń i wymaganiami sprzętowymi.
oś spoiny
600
mm
300 mm
a) b)
KIER
UNEK
SPA
WAN
IA
POCZĄTEK SPAWANIA
Siatka elementówskończonychzawiera 124elementy i 1180węzłów
4,167 mm

Leszek Flis
32 Zeszyty Naukowe AMW
Po wykonaniu siatki elementów skończonych dla połowy spawanych płytwprowadzono do preprocesora MSC Mentat parametry spawania przedstawionew tabeli 1. Następnie wskazano oś spoiny i zadano warunki brzegowo-początkowe.Dane materiałowe uzyskano z bazy materiałowej MSC Mentat. Szczegółowe, dośćobszerne założenia do obliczeń zamieszczono w pracy [4].
Celem przeprowadzonej symulacji było uzyskanie wyników jakościowoi ilościowo zgodnych z wynikami przedstawionymi w pracy [4], które wykonanebyły z wykorzystaniem algorytmów zaprogramowanych w języku Fortran. Zgod-ność wyników w obu przypadkach świadczyłaby, że nowe udogodnienia wprowa-dzone w MSC Mentat dają praktycznie nieograniczone możliwości symulowaniaogólnie procesów cieplnych przy nieporównywalnie mniejszych nakładach pracy,lecz przy założeniu dostępności narzędzia MSC Marc Mentat.
WYNIKI OBLICZEŃ ROZKŁADU TEMPERATURY
Przesuwający się wraz z elektrodą obraz rozkładu temperatury w postaciplanu warstwicowego przedstawiono na rysunku 5. Jeżeli przyjąć, że temperaturatopnienia materiału spawanego wynosi 1600 ˚C, to na podstawie tejże izotermymożna określić kształt i wielkość jeziorka spawalniczego (rys. 5b).
[s][°C]
a) b)
Rys. 5. Rozkład temperatury po czasie t = 158 [s]: a) plan warstwicowy,b) powiększony obraz plamki cieplnej

Wykorzystanie MSC Marc/Mentat do symulowania spawania cienkich płyt
2 (165) 2006 33
WYNIKI OBLICZEŃ NAPRĘŻEŃ POZOSTAJĄCYCH
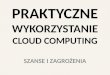
Obydwie płyty miały punktowe spoiny szczepne na początku i końcu osispawania. Uzyskane z obliczeń rozkłady naprężeń pozostających w płytach przed-stawiono na rysunku 6. Naprężenia przedstawiono za pomocą izolinii wartości skła-dowej normalnej xσ w kierunku x i składowej normalnej yσ w kierunku y,składowej stycznej xyτ w płaszczyźnie xy oraz naprężenia zredukowanego redσ we-dług hipotezy Hubera. Obliczenia naprężeń i temperatury prowadzone były przyparametrach materiałowych zmiennych z temperaturą.
Rys. 6. Naprężenia pozo-stające w płycie spawanejprzy parametrach mate-riałowych zmiennychz temperaturą:składowa normalna xσ ,składowa normalna yσ ,składowa styczna xyτ ,naprężenia zredukowane
redσ
σx σy
τx σred
x
y
[MPa]
[MPa][MPa]
[MPa]

Leszek Flis
34 Zeszyty Naukowe AMW
WNIOSKI
Wyniki przeprowadzonych obliczeń odpowiadają charakterowi zmian po-szukiwanych naprężeń w obszarze płyt, co potwierdza zasadność modelu oblicze-niowego i przydatność symulacji komputerowej do oceny naprężeń pozostających.Zgodność jakościowa uzyskanych wyników z wynikami uzyskanymi w pracy [4]powoduje, że narzędzie MSC Marc Mentat znajduje się w czołówce systemówCAE przeznaczonych między innymi do obliczeń związanych z symulowanym pro-cesem spawania. Ze względu na możliwość modyfikowania algorytmów solverapoprzez wprowadzanie procedur użytkownika MSC Marc Mentat stanowi narzędziepraktycznie o nieograniczonych możliwościach obliczeniowych. Wprowadzoneułatwienia systemowe pozwalają na wykonywanie obliczeń sprawdzających (przedspawaniem rzeczywistym) użytkownikom nieznającym zasad złożonego i czaso-chłonnego programowania w językach wysokiego poziomu.
Symulacja komputerowa złożonych zagadnień nieliniowych, np. wielokrot-na spoina pachwinowa, wymaga komputerów o dużej mocy, dostępnych w nielicz-nych ośrodkach obliczeniowych, przy jednoczesnej możliwości weryfikowaniawyników przynajmniej kilkoma metodami numerycznymi oraz eksperymentem.
Dalsze prace należałoby rozszerzyć o obliczenia naprężeń dla innych modeliobliczeniowych, od płyty począwszy, a na modelach przestrzennych skończywszy.Uzyskane obliczenia dotyczące naprężeń własnych należałoby porównywać z wyni-kami otrzymanymi na przykład w eksperymentach metodami magnetycznymi, rent-genowskimi i ultradźwiękowymi, zwłaszcza dla materiałów niemagnetycznych.
BIBLIOGRAFIA
[1] Burczy J., O możliwości obliczeniowego wyznaczania cykli cieplnych przy spawaniumetodą TIG stopuAlMg5, IV Krajowa Naukowo-Techniczna Konferencja Spawalni-cza, Międzyzdroje – Szczecin, 20 – 22 kwietnia 1999.
[2] Dobrociński S., Modelowanie zagadnień obliczania naprężeń cieplnych, AMW,Gdynia 2001.
[3] Dokumentacja MSC MARC 2005, Theory and user information, MSC SoftwareCorporation, Santa Anna 2005.
[4] Flis L., Określanie naprężeń pozostających w elementach maszyn poddanych proce-som cieplnym, rozprawa doktorska, AMW, Gdynia 2002.

Wykorzystanie MSC Marc/Mentat do symulowania spawania cienkich płyt
2 (165) 2006 35
[5] Goldak J., Chakravarti A., Bibby M., A New Finite Element Model for Welding HeatSources, „Metallurgical Transactions” B, June 1984, pp. 299 – 305.
[6] Lindgren L. E., Finite element modeling and simulation of welding, Part 3,Efficiency and Integration, „Journal of Thermal Stresses”, 2001, No 24,pp. 305 – 334.
ABSTRACT
The paper describes new solutions applied in the MSC Mentat software that improve thenumerical simulation of welding. It presents a new theoretical assumption used in the MSC Marccomputation algorithms. The simulation results of the welding of thin plates are given in the formof temperature and stress distribution.
Recenzent prof. dr hab. inż. Janusz Kolenda