Embed Size (px)
Citation preview

Rozdział 7
Produkcja żelaza i stali 226
7 Wielkie Piece
7.1 Stosowane procesy Pierwszy prawdziwy wielki piec pracujący na bazie koksu został uruchomiony w 1735 roku [Ullmann's, 1994]. Jak dotychczas wielkie piece stanowią najważniejszy element w procesie wytwarzania surówki. Technologia ta prawdopodobnie będzie dalej dominowała w produkcji surówki, przynajmniej przez następne 20 lat [Lüngen, 1995]. Rysunek 7.1 przedstawia ogólny widok dwóch wielkich pieców.
Rysunek 7.1: Ogólny widok dwóch wielkich pieców, każdy z trzema nagrzewnicami dmuchu wielkopiecowego i kominem na spaliny z nagrzewnic. Wielki piec jest układem zamkniętym, do którego w sposób ciągły przez gardziel pieca ładowane są materiały żelazonośne (kawałkowa ruda żelaza, spiek i/lub grudki), dodatki (materiały żużlotwórcze takie jak kamień wapienny) oraz środki redukujące (koks) za pomocą układu zasypowego, który równocześnie zapobiega ucieczce gazu wielkopiecowego. Na rysunku 7.2 przedstawiono uproszczony schemat wielkiego pieca składającego się z pieca, hali lejniczej, nagrzewnic dmuchu wielkopiecowego i układu dwuetapowego oczyszczania gazu wielkopiecowego.

Rozdział 7
Produkcja żelaza i stali 227
Rysunek 7.2: Uproszczony schemat wielkiego pieca - [UBA Rentz,1996] Dmuch gorącego powietrza, wzbogacony w tlen i pomocnicze środki redukujące (pył węglowy, ropa, gaz ziemny i, w niektórych przypadkach, tworzywa sztuczne), jest wdmuchiwany na poziomie dysz, powodując w ten sposób powstawanie przeciwprądu gazów redukujących. Wdmuchiwane powietrze reaguje ze środkami redukującymi wytwarzając głównie tlenek węgla, który z kolei redukuje tlenki żelaza do żelaza metalicznego. Ciekłe żelazo jest zbierane w garze wielkiego pieca razem z żużlem i oba są odlewane. Ciekła surówka jest transportowana w kadzi mieszalnikowej (kadź torpedo) do stalowni, a żużel jest przetwarzany na kruszywo, granulat lub grudki do budowy dróg i produkcji cementu. Gaz wielkopiecowy (gaz BF) jest zbierany w gardzieli wielkiego pieca. Jest on oczyszczany i rozprowadzany po zakładzie do wykorzystania jako paliwo do ogrzewania lub do produkcji energii elektrycznej. Istnieją różne środki redukujące. Węgiel/węglowodory w postaci koksu, węgla, ropy, gazu ziemnego lub, obecnie w niektórych przypadkach, również tworzyw sztucznych są ogólnie dostępne w wystarczających ilościach po przystępnej cenie. Jednakże wybór między różnymi środkami redukującymi nie zależy wyłącznie od kosztów. Na przykład koks, oprócz tego, że spełnia funkcję środka redukującego, służy również jako słup nośny dla wsadu w wielkim piecu. Bez takiej nośności, praca wielkiego pieca nie byłaby możliwa. Przetwarzana obecnie ruda żelaza zawiera duże ilości hematytu (Fe2O3) i czasami małe domieszki magnetytu (Fe3O4). W wielkim piecu składniki te są progresywnie redukowane do tlenku żelaza, który jest następnie częściowo redukowany i nawęglany tworząc żelazo w fazie
Rozdział 7
Produkcja żelaza i stali 228
stałej (żelazo gąbczaste). W końcu ładunek żelaza topi się, reakcje dobiegają końca, a ciekła surówka i żużel zbierają się na dnie. Redukujące węgle (C) reagują tworząc CO i CO2. Topniki i dodatki dodaje się, aby obniżyć temperaturę topnienia skały płonnej, polepszyć wchłanianie siarki przez żużel, zapewnić wymaganą jakość ciekłej surówki i umożliwić dalsze przetwarzanie żużlu. W miarę jak wsad wielkopiecowy schodzi w dół, jego temperatura wzrasta ułatwiając reakcje redukcji tlenków i tworzenie się żużlu. Wsad (nabój) przechodzi szereg zmian składu, obejmujących następujące etapy:
- Tlenek żelaza w naboju jest silnie redukowany (tworząc żelazo gąbczaste i ostatecznie ciekłą surówkę).
- Tlen z rudy żelaza reaguje z koksem lub tlenkiem węgla, tworząc w ten sposób tlenek węgla lub dwutlenek węgla, który jest zbierany w gardzieli wielkiego pieca.
- Składniki skały płonnej łączą się z topnikami tworząc żużel. Żużel ten jest wieloskładnikową mieszanką krzemianów o niższej gęstości niż ciekła surówka.
- Koks służy głównie jako środek redukujący, lecz również jako paliwo. Opuszcza on piec w postaci dwutlenku węgla, tlenku węgla lub w postaci węgla w surówce.
- Występujący wodór oddziałuje również jako środek redukujący poprzez reakcje z tlenem, tworząc wodę.
Główne operacje to: � Ładowanie surowców (wsadu) � Wytwarzanie gorącego dmuchu � Proces wielkopiecowy � Bezpośrednie wdmuchiwanie/wtryskiwanie środków redukujących � Spust � Przetwarzanie żużlu
7.1.1 Ładowanie Mieszanina materiałów żelazonośnych (kawałkowa ruda żelaza, spieki i/lub grudki) i dodatków (topniki) nazywana jest �nabojem�. Nabój oraz koks są zasypywane do gardzieli pieca przez kubełki skipowe lub przez mechaniczny przenośnik taśmowy. Wchodzi on do pieca przez uszczelniony system zasypowy, który izoluje gazy pieca od atmosfery. System ten jest niezbędny, ponieważ ciśnienie w wielkim piecu przekracza ciśnienie atmosferyczne (0,25-2,5 bara). Chociaż w wielu nowych wielkich piecach ciśnienie w gardzieli jest wysokie (do 2,5 bara), istnieją także nowoczesne piece pracujące przy znacznie niższych ciśnieniach. Ciśnienia te mogą być nawet na poziomie 0,25 bara, w zależności od wieku pieca i innych ograniczeń, takich jak dostępne ciśnienie dmuchu i ograniczenia wynikającego z rodzaju instalacji oczyszczania gazu. Istnieją stożkowe i bezstożkowe systemy zasypywania. Podczas zasypywania mogą powstawać emisje pyłu i gazu wielkopiecowego. Na tym etapie procesu do kontroli (wielkości) emisji może być wykorzystywane usuwanie gazu z gardzieli pieca i połączenie z układem oczyszczania gazu wielkopiecowego.

Rozdział 7
Produkcja żelaza i stali 229
7.1.2 Nagrzewnice dmuchu wielkopiecowego Gorący dmuch do pracy wielkiego pieca jest wytwarzany przez nagrzewnice dmuchu wielkopiecowego (czasami nazywane �nagrzewnicami wielkopiecowymi Cowpera�). Nagrzewnice są instalacjami pomocniczymi stosowanymi do nagrzewania dmuchu. Wysoka temperatura dmuchu pozwala na ograniczenie zapotrzebowania na węgiel. Gorący dmuch służy do przekazywania ciepła składnikom stałym naboju, w celu podwyższenia temperatury reakcji. Dmuch dostarcza również tlenu niezbędnego do zgazyfikowania koksu i transportu gazu, który stykając się z nabojem redukuje tlenki żelaza. Nagrzewnice pracują cyklicznie. Są one nagrzewane przez spalane gazy (zwykle jest to wzbogacony gaz wielkopiecowy) do momentu, aż kopuła osiągnie prawidłową temperaturę (około 1100-1500°C); następnie dopływ spalanego gaz jest odcinany i zimne powietrze z otoczenia jest przedmuchiwane przez nagrzewnicę w odwrotnym kierunku. Zimne powietrze jest nagrzewane przez gorące cegły i w ten sposób powstaje gorący dmuch (900-1350°C), który jest kierowany do wielkiego pieca. Proces przebiega do momentu, w którym nagrzewnica nie może dłużej generować odpowiedniej temperatury dmuchu; wtedy ponownie rozpoczyna się początkowy cykl nagrzewania. Czas trwania każdego cyklu zależy od indywidualnych warunków lokalnych takich, jak źródło energii, charakterystyka układu i działania konserwacyjne. Nagrzewnice dmuchu wielkopiecowego można ogólnie podzielić na nagrzewnice z wewnętrzną lub zewnętrzną komorą spalania (rysunek 7.3). Rozróżnienie to jest ważne ze względu na emisje CO (punkt 7.2.2.1.1).

Rozdział 7
Produkcja żelaza i stali 230
Rysunek 7.3: Przekrój poprzeczny nagrzewnic dmuchu wielkopiecowego (� nagrzewnic Cowpera�) z wewnętrzną i zewnętrzną komorą spalania - [ EC (Komisja Europejska) Sinter/BF, 1995] Dla każdego dużego pieca potrzebne są trzy lub cztery nagrzewnice dmuchu wielkopiecowego. Emisje do powietrza występują w fazie nagrzewania nagrzewnicy.
7.1.3 Wielki piec
7.1.3.1 Ogólny opis W wielkich piecach surowce są wprowadzane do gardzieli, a produkty (ciekła surówka i żużel) są spuszczane z dna (gar wielkiego pieca). Nabój schodzi w dół, napotykając wznoszący się strumień gorącego gazu redukującego. Gaz wielkopiecowy o resztkowej wartości opałowej jest zbierany z gardzieli pieca w celu jego oczyszczenia. Wielki piec może być podzielony na sześć stref temperaturowych: - Gardziel: W gardzieli następuje ładowanie naboju i ewakuacja gazów
wielkopiecowych.

Rozdział 7
Produkcja żelaza i stali 231
- Szyb: W szybie gorący gaz wielkopiecowy oddaje swoje ciepło składnikom naboju. Temperatura naboju rośnie od temperatury otoczenia do około 950°C, a tlenek żelaza zostaje częściowo zredukowany.
- Przestron: Przestron łączy szyb ze spadkami. W tej części temperatura rośnie dalej z 950°C do około 1250°C. Następuje dalsza redukcja tlenku żelaza i rozpoczyna się reakcja koksu.
- Spadki: W strefie spadków zachodzą dalej reakcje koksu. Żelazo topi się i powstaje żużel.
- Dysze: W tej strefie gorący dmuch jest wprowadzany do pieca za pomocą szeregu dysz (do 42). Dysze są rozmieszczone wokół górnego obmurza gara i są zasilane przez rurociąg o dużej średnicy (przewód okrężny dmuchu/okrężnica), obiegający piec na wysokości spadków. Temperatury mogą tutaj przekroczyć 2000°C i tlenki zostają całkowicie zredukowane.
- Gar: Gar zbiera ciekłą surówkę i żużel. Wokół gara rozmieszczone jest od jednego do czterech otworów spustowych, przy czym z jednego lub dwóch z tych otworów surówka jest spuszczana równocześnie.
Szyb, przestron, spadki i dysze są zwykle chłodzone wodą, natomiast gar jest chłodzony wodą, olejem lub powietrzem. Piec jest wyłożony materiałem ogniotrwałym (wyłożenie ogniotrwałe na poziomie gara wynosi co najmniej 1,5m). Produkcja surówki wynosi od około 0,5 Mt/rok dla mniejszych wielkich pieców, do prawie 4 Mt/rok dla dużych wielkich pieców.
7.1.3.2 Gaz wielkopiecowy (gaz WP) Gaz wielkopiecowy zawiera około 20-28% CO, 1-5% H2, składniki obojętne (50-55% N2, 17-25% CO2), niewielkie ilości związków siarki i cyjanku oraz duże ilości pyłu pochodzącego z naboju. Ilość cyjanku może być szczególnie wysoka podczas operacji wydmuchu wielkiego pieca, jednakże ma ona miejsce jedynie sporadycznie, a dodanie dodatków do układu minimalizuje tworzenie się cyjanku. Wartość opałowa gazu wielkopiecowego wynosi około 2,7 do 4,0 MJ/Nm³. Produkcja gazu wielkopiecowego wynosi około 1200 do 2000 Nm³/t surówki. Gaz wielkopiecowy, po oczyszczeniu i wzbogaceniu gazem koksowniczym lub ziemnym, które posiadają wyższą wartość opałową, jest często stosowany jako paliwo. Gaz ten może być również stosowany bez wzbogacania, np. w nagrzewnicach dmuchu wielkopiecowego, jeżeli stosowane są nowoczesne palniki i/lub podgrzewanie powietrza spalania [UBA Comments - Komentarze UBA, 1997]. Możliwe jest również użycie gazu wielkopiecowego bez wzbogacania lub bez nowoczesnych palników/podgrzewania, jeżeli podjęte zostaną odpowiednie środki ostrożności.
7.1.3.3 Cynk i ołów W procesie wielkopiecowym wykorzystywane są wysokoprocentowe rudy. Wszelkie pierwiastki występujące razem z żelazem są rozdzielane między fazę ciekłej surówki i żużel. Te, które przechodzą do ciekłej surówki to fosfor, siarka, mangan i krzem. Tytan, aluminium, wapń, magnez oraz większa część krzemu i siarki przechodzą do żużlu jako tlenki i niemetale. Niektóre pierwiastki mogą też przechodzić w stan lotny i odkładać się na różnych częściach

Rozdział 7
Produkcja żelaza i stali 232
wielkiego pieca. Dotyczy to szczególnie cynku (Zn) i ołowiu (Pb), które są wprowadzane do wielkiego pieca poprzez rudy żelaza i produkty uboczne zawracane do obiegu przez spiekalnię. Całkowita zawartość cynku we wsadzie generalnie wynosi od 100 do 250 g/t wyprodukowanej surówki. W praktyce w większości nowoczesnych zakładów przyjmuje się ograniczenie zawartości cynku do 100-150 g/t surówki. Materiały o wysokiej zawartości cynku lub ołowiu zawracane nie są zwykle zawracane do obiegu, lub są stosowane tylko w ograniczonych ilościach. Usuwanie Zn i Pb z pieca jest realizowane taką eksploatację wielkiego pieca, aby temperatura wewnątrz pieca była utrzymywana powyżej 400°C. Cynk może być wtedy łatwiej usuwany z gazu wielkopiecowego w postaci drobnych cząstek ZnO, które są prawie całkowicie wytrącane przy oczyszczaniu gazu BF [Pazdej, 1995].
7.1.4 Bezpośrednie wdmuchiwanie/wtryskiwanie środków redukujących Większość instalacji wielkiego pieca stosuje wdmuchiwanie środków redukujących do pieca na poziomie dysz. Zastępuje to częściowo koks ładowany do gardzieli pieca. Taki sposób postępowania pozwala operatorowi na optymalizację stosowania środków redukujących. Inne zalety to zwiększona wydajność i zmniejszenie wymagań dotyczących wytwarzania koksu, pozwalające na zmniejszenie wielkości emisji z pieca koksowniczego na tonę wyprodukowanej stali. Wiele zakładów stosuje metodę wdmuchiwania pyłu węglowego, oleju lub gazu ziemnego. Dwa zakłady rozpoczęły wtryskiwanie odpadów tworzyw sztucznych, wykorzystując charakterystyczną dla nich wysoką zawartość węglowodorów w procesach redukcji [UBA Comments - Komentarze UBA, 1997].
7.1.5 Spust Wielki piec jest co jakiś czas opróżniany w celu usunięcia ciekłej surówki i żużlu z gara wielkiego pieca. W tym celu otwierany jest jeden z otworów spustowych na bocznej ścianie gara za pomocą wiertarki otworu spustowego lub pręta przebijającego. W niektórych przypadkach do otwierania otworu spustowego stosuje się lancę tlenową. Zwykle wielki piec posiada od jednego do czterech otworów spustowych. Liczba otworów spustowych zależy od pojemności (wielkości) pieca. W nowoczesnych wielkich piecach surówka i żużel są spuszczane razem (zwykle żużel zaczyna wypływać po ciekłej surówce). Następnie są one oddzielane w przewale żużlu w hali lejniczej, po czym każde z nich spływa dalej oddzielnymi korytami. Ciekła surówka spuszczona z wielkiego pieca płynie w korytach pokrytych materiałami ogniotrwałymi lub cementem i wyłożonych żaroodpornymi mieszaninami glinowo-węglowymi lub krzemionkowo-węglikowymi i jest odlewana do kadzi (bezpośrednio lub przez przechylne rynny). Mogą to być kadzie z otwartą lub zamkniętą górą, lub też może to być wóz kadzi torpedo. W tym ciekłym stanie temperatura surówki wynosi około 1440-1500°C. Żużel spuszczony z pieca płynie w korytach do instalacji granulacji, do kadzi żużlowych lub do otwartego dołu.

Rozdział 7
Produkcja żelaza i stali 233
Na koniec cyklu odlewania otwór spustowy jest zamykany mechanicznie przez wstrzyknięcie masy ogniotrwałej na otwór spustowy przy zastosowaniu tak zwanej �zatykarki�.
7.1.6 Przerób żużlu Ilość produkowanego żużlu zależy od stosowanej rudy żelaza i ilości topnika potrzebnego do uzyskania wymaganej jakości surówki. Żużel może znaleźć różnorodne zastosowanie jako: materiał do budowy dróg, kruszywo do betonu, izolacja termiczną (wełna mineralna) lub jako zamiennik cementu. W wielu przypadkach udało się już osiągnąć całkowite wykorzystanie żużlu wielkopiecowego. Aktualnie wykorzystywane są trzy procesy przetwarzające żużel wielkopiecowy:
proces granulacji żużlu; proces spustu żużlu do dołów; proces grudkowania żużlu.
Wszystkie procesy chłodzenia żużlu mogą generować siarkowodór o nieprzyjemnym zapachu.
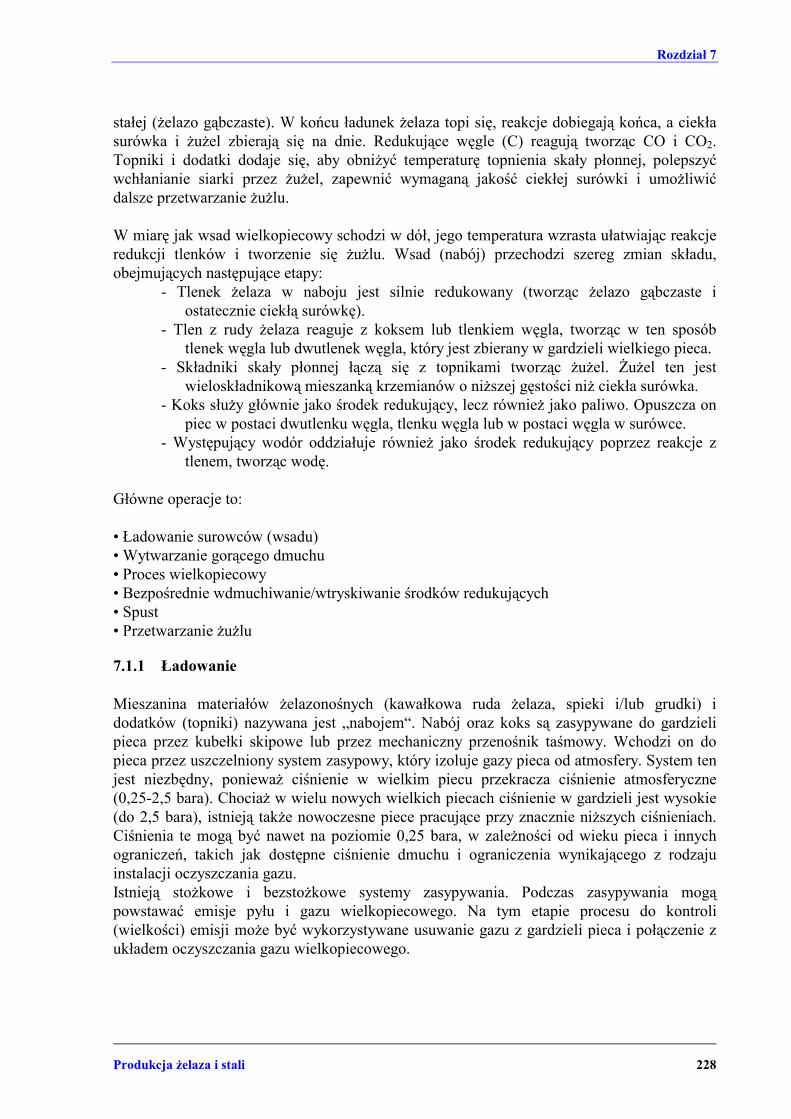
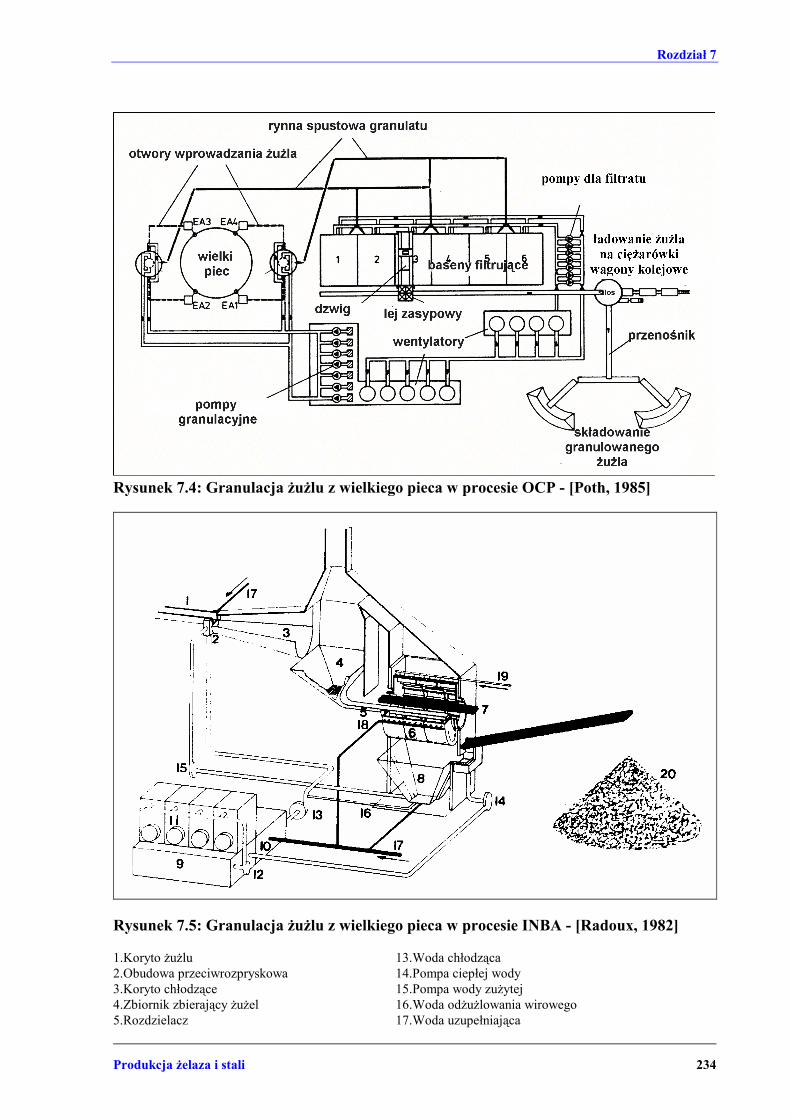
7.1.6.1 Proces granulacji żużlu Granulacja jest obecnie najpowszechniej stosowanym procesem obróbki żużlu wielkopiecowego w Unii Europejskiej. Proces polega na wlewaniu płynnego żużlu przez wysokociśnieniowy natrysk wodny do głowicy granulacyjnej, umieszczonej blisko wielkiego pieca. Po procesie granulacji żużel/szlam wodny jest przeważnie transportowany do układu odwadniającego, składającego się z poziomego basenu filtrującego (szczególnie w procesie OCP), pionowego leja filtrującego lub obrotowego bębna odwadniającego (szczególnie w procesie INBA). W kilku przypadkach żużel/szlam wodny jest transportowany do zbiornika oddzielającego przed odprowadzeniem wody. Tutaj para wodna jest zbierana i skraplana lub emitowana przez komin. Po odwodnieniu resztkowa wilgoć w rozdrobnionym żużlu wynosi przeważnie około 10%. Warstwa filtracyjna jest okresowo przepłukiwana wodą wstecznie i przedmuchiwana powietrzem w celu usunięcia drobnych cząstek. Rysunek 7.4 i rysunek 7.5 przedstawiają dwie najpowszechniej stosowane technologie granulacji: proces OCP i proces INBA.
Rozdział 7
Produkcja żelaza i stali 234
Rysunek 7.4: Granulacja żużlu z wielkiego pieca w procesie OCP - [Poth, 1985]
Rysunek 7.5: Granulacja żużlu z wielkiego pieca w procesie INBA - [Radoux, 1982] 1.Koryto żużlu 13.Woda chłodząca 2.Obudowa przeciwrozpryskowa 14.Pompa ciepłej wody 3.Koryto chłodzące 15.Pompa wody zużytej 4.Zbiornik zbierający żużel 16.Woda odżużlowania wirowego 5.Rozdzielacz 17.Woda uzupełniająca

Rozdział 7
Produkcja żelaza i stali 235
6.Bęben filtrujący 18.Woda czyszcząca 7.Przenośnik 19.Sprężone powietrze 8.Basen na wodę 20.Składowanie granulatu żużlowego 9.Stacja chłodzenia
7.1.6.2 Proces spustu żużlu do dołów Proces spustu żużlu do dołów obejmuje odlewanie cienkich warstw płynnego żużlu bezpośrednio do dołów żużlowych znajdujących się w pobliżu pieców. Inną metodą jest zbieranie żużlu w kadziach, a następnie chłodzenie płynnego żużlu i jego krystalizacja na świeżym powietrzu. Doły są na przemian napełniane i opróżniane, a żużel kawałkowy jest łamany i kruszony do zastosowania jako grube kruszywo. W praktyce czas chłodzenia może być zredukowany przez spryskiwanie gorącego żużlu kontrolowaną ilością wody, chociaż zwiększa to potencjalnie wytwarzanie nieprzyjemnych zapachów. Przy odpowiednim dozowaniu woda chłodząca jest całkowicie zużywana przez odparowanie. Podczas procesu spustu żużlu do dołów powstaje żużel kawałkowy, który jest poszukiwanym materiałem do budowy dróg. Czas chłodzenia ma silny wpływ na jakość wytwarzanego żużlu kawałkowego. Chłodzenie wodą również poprawia mikrostrukturę, dając lepsze właściwości mechaniczne.
7.1.6.3 Proces grudkowania żużlu Proces grudkowania jest stosowany tylko w kilku zakładach w 15 państwach Unii Europejskiej i w niektórych zakładach w Kanadzie. Warstwa płynnego żużlu jest rozlewana na blachę, która działa jak deflektor. Arkusz żużlu jest następnie ścinany regulowanymi strumieniami wody, które zapoczątkowują pęcznienie i chłodzenie żużlu. Następnie żużel jest rzucany odśrodkowo w powietrze na bęben obrotowy, aby zakończyć jego pęcznienie i chłodzenie. Cząstki żużlu przyjmują różne trajektorie w zależności od ich rozmiaru. Ich wielkość może wahać się od wielkości granulowanego piasku do napęczniałych grudek. Przy prawidłowym dozowaniu woda, jest całkowicie zużywana w tym procesie poprzez odparowanie i jako wilgoć zawarta w produkcie. Zużycie jednostkowe wody jest mniejsze od zużycia wody przy granulacji na mokro.
7.2 Aktualne poziomy emisji i zużycia
7.2.1 Przegląd strumieni masy i danych wejściowych/wyjściowych Rysunek 7.6 przedstawia przegląd wejściowych i wyjściowych strumieni masy w wielkim piecu. Schemat ten można wykorzystać do zbierania danych z pojedynczych wielkich pieców.

Rozdział 7
Produkcja żelaza i stali 236
Rysunek 7.6: Przegląd strumieni masy w wielkim piecu
Rysunek 7.7 przedstawia ogólny schemat procesu wielkiego pieca wraz wejściowymi i wyjściowymi strumieniami masy.

Rozdział 7
Produkcja żelaza i stali 237
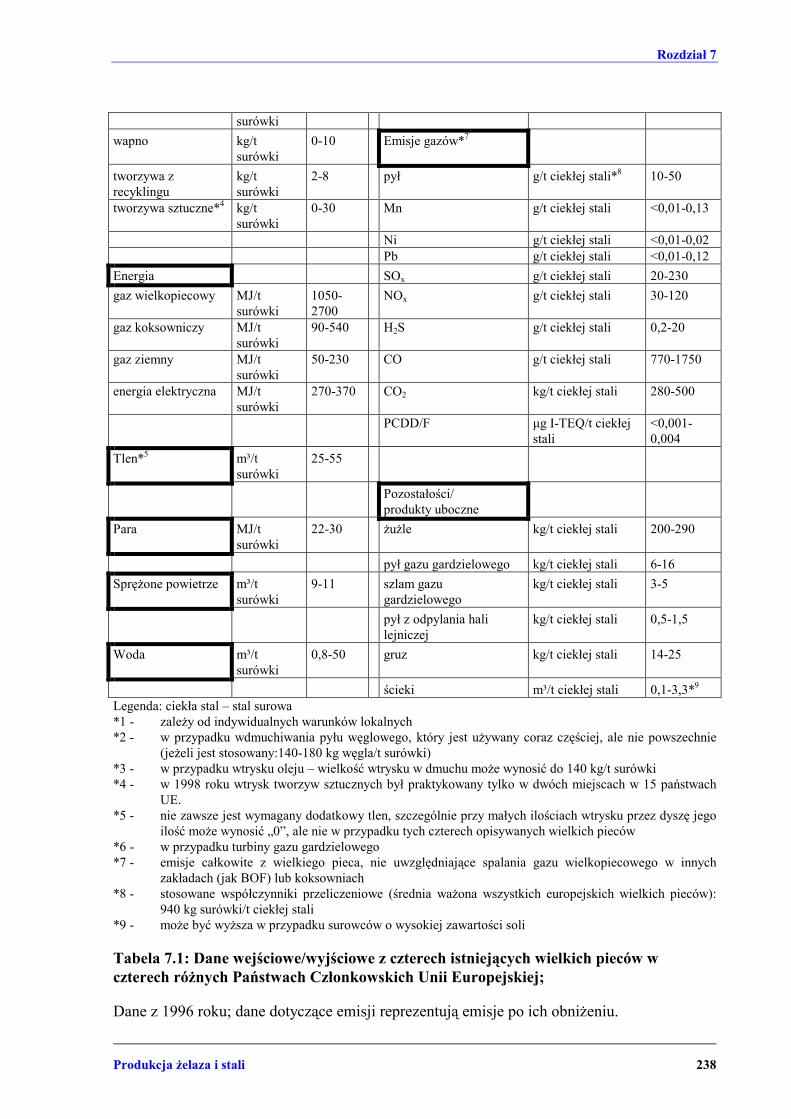
Rysunek 7.7: Ogólny schemat procesu wielkiego pieca ze wskazaniem pojedynczych operacji oraz wejściowych i wyjściowych strumieni masy W dalszej kolejności można obliczyć zarówno jednostkowe współczynniki wejścia, jak i jednostkowe współczynniki emisji. Tabela 7.1 przedstawia dane liczbowe dla tych współczynników zebrane z czterech wielkich pieców z czterech różnych Państwach Członkowskich Unii Europejskiej, dając w ten sposób reprezentatywny obraz nowoczesnych zakładów. Współczynniki emisji podano w przeliczeniu na tonę ciekłej stali, aby umożliwić dodanie emisji z różnych jednostek produkcyjnych. Wejście Wyjście
Surowce Produkty spiek*¹ kg/t
surówki 720-1480 surówka kg/t 1000,0
ruda żelaza*¹ kg/t surówki
25-350
grudki*¹ kg/t surówki
100-770 Energia
koks*¹ kg/t surówki
280-410 gaz wielkopiecowy MJ/t surówki 4400-5000
węgiel*² kg/t surówki
0-180 energia elektryczna*6 MJ/t surówki ok.750
olej ciężki*³ kg/t 0-60
Rozdział 7
Produkcja żelaza i stali 238
surówki wapno kg/t
surówki 0-10 Emisje gazów*7
tworzywa z recyklingu
kg/t surówki
2-8 pył g/t ciekłej stali*8 10-50
tworzywa sztuczne*4 kg/t surówki
0-30 Mn g/t ciekłej stali <0,01-0,13
Ni g/t ciekłej stali <0,01-0,02 Pb g/t ciekłej stali <0,01-0,12 Energia SOx g/t ciekłej stali 20-230 gaz wielkopiecowy MJ/t
surówki 1050-2700
NOx g/t ciekłej stali 30-120
gaz koksowniczy MJ/t surówki
90-540 H2S g/t ciekłej stali 0,2-20
gaz ziemny MJ/t surówki
50-230 CO g/t ciekłej stali 770-1750
energia elektryczna MJ/t surówki
270-370 CO2 kg/t ciekłej stali 280-500
PCDD/F µg I-TEQ/t ciekłej stali
<0,001-0,004
Tlen*5 m³/t surówki
25-55
Pozostałości/ produkty uboczne
Para MJ/t surówki
22-30 żużle kg/t ciekłej stali 200-290
pył gazu gardzielowego kg/t ciekłej stali 6-16 Sprężone powietrze m³/t
surówki 9-11 szlam gazu
gardzielowego kg/t ciekłej stali 3-5
pył z odpylania hali lejniczej
kg/t ciekłej stali 0,5-1,5
Woda m³/t surówki
0,8-50 gruz kg/t ciekłej stali 14-25
ścieki m³/t ciekłej stali 0,1-3,3*9 Legenda: ciekła stal � stal surowa *1 - zależy od indywidualnych warunków lokalnych *2 - w przypadku wdmuchiwania pyłu węglowego, który jest używany coraz częściej, ale nie powszechnie
(jeżeli jest stosowany:140-180 kg węgla/t surówki) *3 - w przypadku wtrysku oleju � wielkość wtrysku w dmuchu może wynosić do 140 kg/t surówki *4 - w 1998 roku wtrysk tworzyw sztucznych był praktykowany tylko w dwóch miejscach w 15 państwach
UE. *5 - nie zawsze jest wymagany dodatkowy tlen, szczególnie przy małych ilościach wtrysku przez dyszę jego
ilość może wynosić �0�, ale nie w przypadku tych czterech opisywanych wielkich pieców *6 - w przypadku turbiny gazu gardzielowego *7 - emisje całkowite z wielkiego pieca, nie uwzględniające spalania gazu wielkopiecowego w innych
zakładach (jak BOF) lub koksowniach *8 - stosowane współczynniki przeliczeniowe (średnia ważona wszystkich europejskich wielkich pieców):
940 kg surówki/t ciekłej stali *9 - może być wyższa w przypadku surowców o wysokiej zawartości soli Tabela 7.1: Dane wejściowe/wyjściowe z czterech istniejących wielkich pieców w czterech różnych Państwach Członkowskich Unii Europejskiej; Dane z 1996 roku; dane dotyczące emisji reprezentują emisje po ich obniżeniu.

Rozdział 7
Produkcja żelaza i stali 239
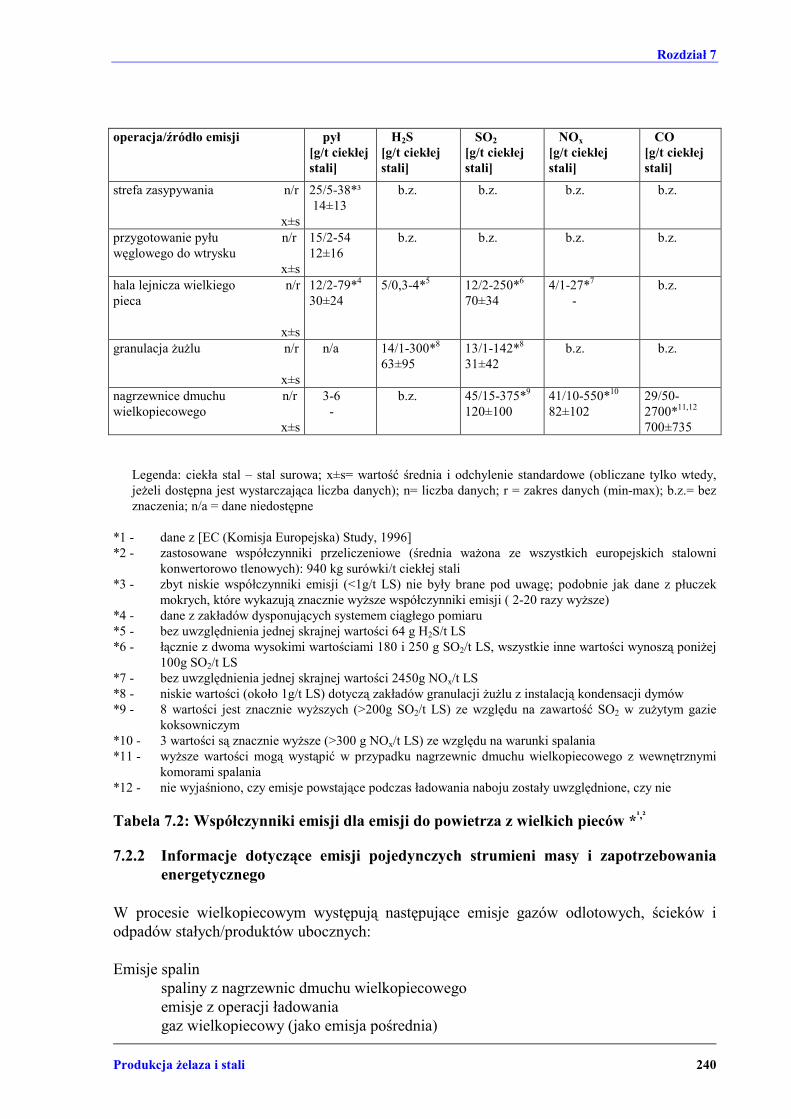
Nie są dostępne informacje na temat sposobów uzyskiwania danych takich, jak metody pobierania próbek, metody analiz i obliczania przedziałów czasowych oraz warunków referencyjnych. Tabela 7.2 uzupełnia informacje podane w tabeli 7.1 o więcej szczegółów dotyczących współczynników emisji do powietrza (po obniżeniu) dla głównych operacji w procesie wielkiego pieca.
Rozdział 7
Produkcja żelaza i stali 240
operacja/źródło emisji pył
[g/t ciekłej stali]
H2S [g/t ciekłej stali]
SO2 [g/t ciekłej stali]
NOx [g/t ciekłej stali]
CO [g/t ciekłej stali]
strefa zasypywania n/r
x±s
25/5-38*³ 14±13
b.z. b.z. b.z. b.z.
przygotowanie pyłu n/r węglowego do wtrysku
x±s
15/2-54 12±16
b.z. b.z. b.z. b.z.
hala lejnicza wielkiego n/r pieca
x±s
12/2-79*4 30±24
5/0,3-4*5 12/2-250*6 70±34
4/1-27*7 -
b.z.
granulacja żużlu n/r
x±s
n/a 14/1-300*8 63±95
13/1-142*8 31±42
b.z. b.z.
nagrzewnice dmuchu n/r wielkopiecowego
x±s
3-6 -
b.z. 45/15-375*9 120±100
41/10-550*10 82±102
29/50-2700*11,12 700±735
Legenda: ciekła stal � stal surowa; x±s= wartość średnia i odchylenie standardowe (obliczane tylko wtedy, jeżeli dostępna jest wystarczająca liczba danych); n= liczba danych; r = zakres danych (min-max); b.z.= bez znaczenia; n/a = dane niedostępne
*1 - dane z [EC (Komisja Europejska) Study, 1996] *2 - zastosowane współczynniki przeliczeniowe (średnia ważona ze wszystkich europejskich stalowni
konwertorowo tlenowych): 940 kg surówki/t ciekłej stali *3 - zbyt niskie współczynniki emisji (<1g/t LS) nie były brane pod uwagę; podobnie jak dane z płuczek
mokrych, które wykazują znacznie wyższe współczynniki emisji ( 2-20 razy wyższe) *4 - dane z zakładów dysponujących systemem ciągłego pomiaru *5 - bez uwzględnienia jednej skrajnej wartości 64 g H2S/t LS *6 - łącznie z dwoma wysokimi wartościami 180 i 250 g SO2/t LS, wszystkie inne wartości wynoszą poniżej
100g SO2/t LS *7 - bez uwzględnienia jednej skrajnej wartości 2450g NOx/t LS *8 - niskie wartości (około 1g/t LS) dotyczą zakładów granulacji żużlu z instalacją kondensacji dymów *9 - 8 wartości jest znacznie wyższych (>200g SO2/t LS) ze względu na zawartość SO2 w zużytym gazie
koksowniczym *10 - 3 wartości są znacznie wyższe (>300 g NOx/t LS) ze względu na warunki spalania *11 - wyższe wartości mogą wystąpić w przypadku nagrzewnic dmuchu wielkopiecowego z wewnętrznymi
komorami spalania *12 - nie wyjaśniono, czy emisje powstające podczas ładowania naboju zostały uwzględnione, czy nie Tabela 7.2: Współczynniki emisji dla emisji do powietrza z wielkich pieców *¹,²
7.2.2 Informacje dotyczące emisji pojedynczych strumieni masy i zapotrzebowania energetycznego
W procesie wielkopiecowym występują następujące emisje gazów odlotowych, ścieków i odpadów stałych/produktów ubocznych: Emisje spalin
spaliny z nagrzewnic dmuchu wielkopiecowego emisje z operacji ładowania gaz wielkopiecowy (jako emisja pośrednia)

Rozdział 7
Produkcja żelaza i stali 241
emisje z hali lejniczej emisje z procesu przetwarzania żużlu
7.2.2.1 Emisje odpadów stałych/ produktów ubocznych
pył z procesu spustu pył i szlam z oczyszczania gazu wielkopiecowego żużel z wielkiego pieca
7.2.2.2 Emisje ścieków
woda nadmiarowa z odpylania gazu wielkopiecowego ścieki z procesu granulacji żużlu zrzuty z obiegów wody chłodzącej
7.2.2.1 Emisje spalin
7.2.2.1.1 Emisje spalin z nagrzewnic dmuchu wielkopiecowego Nagrzewnice dmuchu wielkopiecowego są zwykle opalane gazem wielkopiecowym, często w połączeniu z gazem koksowniczym i/lub gazem ziemnym. Gaz koksowniczy zawiera związki siarki, które są emitowane jako SO2 z nagrzewnic dmuchu wielkopiecowego, gdy gaz ten jest stosowany do ich opalania. Jak podaje [UBA Comments, 1997 - Komentarze UBA, 1997] kilka nagrzewnic dmuchu wielkopiecowego z nowoczesnymi palnikami i wstępnym podgrzewaniem powietrza spalania pracuje z zastosowaniem gazu wielkopiecowego bez jego wzbogacenia. Strumień gazów spalinowych z nagrzewnic dmuchu wielkopiecowego wynosi około 100000-240000 Nm³/godz. na jeden wielki piec. Emisje SO2 mieszczą się w zakresie od 20 do 250 g/t wyprodukowanej surówki (tabela 7.1) i 160 do 400 mg/Nm³, gdy nagrzewnice są opalane wzbogaconym gazem wielkopiecowym. W przypadku mieszaniny gazu wielkopiecowego i nieodsiarczonego gazu koksowniczego współczynnik emisji może wynosić do 400 g SO2/t surówki (tabela 7.2). Nagrzewnice dmuchu wielkopiecowego są głównym źródłem emisji NOx w procesie wielkopiecowym. Tlenki azotu powstają w wyniku oddziaływania wysokich temperatur w nagrzewnicy. Emisje mieszczą się w zakresie od 10 do 580 g/t wyprodukowanej surówki (tabela 7.2). Stężenia emisji mogą zmieniać się od 70 do 400 mg/Nm³. Emisje pyłu z nagrzewnic dmuchu wielkopiecowego ogółem są poniżej 10 mg/Nm³. Odpowiada to mniej więcej 3-6 g/t wyprodukowanej surówki (tabela 7.2). Emisje CO są znaczne w przypadku zastosowania wewnętrznych komór spalania (patrz rysunek 7.3). Trudne do uniknięcia pęknięcia w obmurowaniu z cegły ogniotrwałej oznaczają, że gaz wielkopiecowy może przedostać się bez spalania do spalin i może być emitowany w stężeniach do 2500 mg CO/Nm³, co jest równoważne 2700 g CO/t surówki (tabela 7.2). W przypadku zewnętrznych komór spalania ze sterowanym procesem spalania, stężenie wynosi około 50 mg CO/Nm³.
Rozdział 7
Produkcja żelaza i stali 242
7.2.2.1.2 Emisje pochodzące z procesu ładowania i transportu Ze względu na to, że ciśnienie w piecu jest wyższe niż ciśnienie atmosferyczne, zastosowano uszczelniony system ładowania oparty na ładowaniu �stożkowym� lub �bezstożkowym�. Na tym etapie mogą być emitowane wszystkie składniki występujące w gazie wielkopiecowym, jednakże głównymi składnikami są tlenek węgla i pył. Jeżeli stosowane są nowoczesne systemy, możliwe jest uzyskanie znacznie niższych emisji z procesów zasypywania i transportu [UBA Comments, 1997 �Komentarze UBA, 1997].
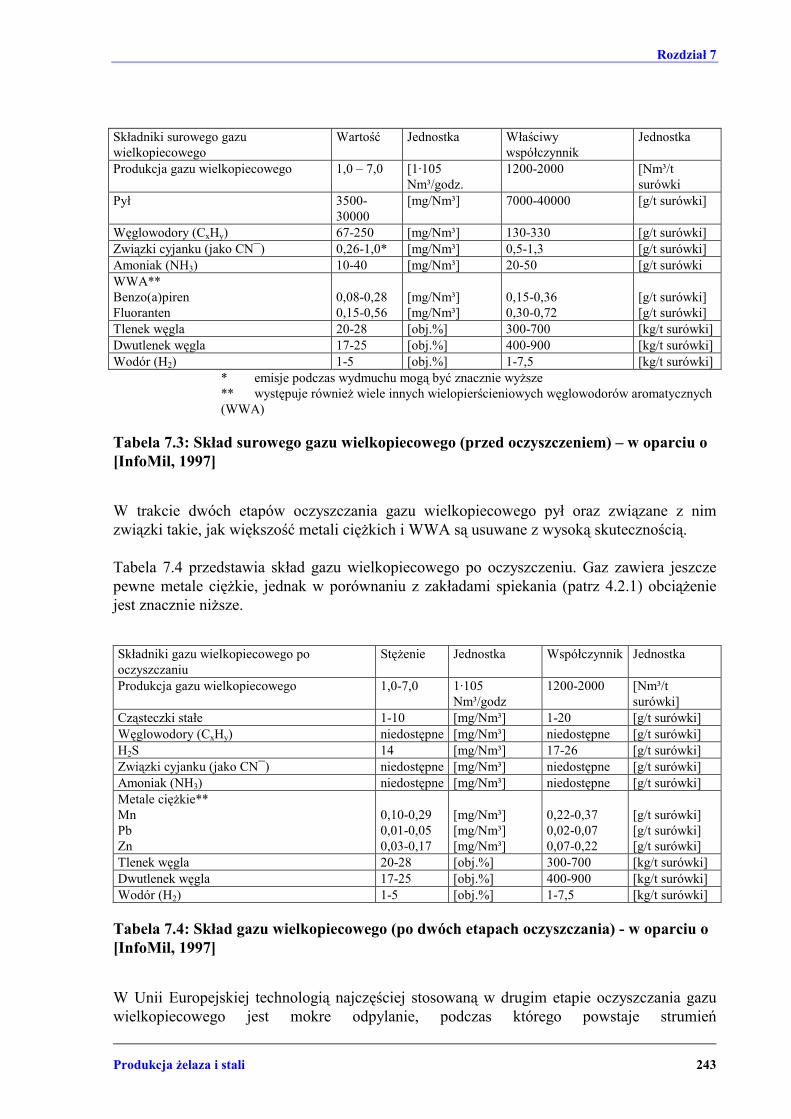
7.2.2.1.3 Gaz wielkopiecowy (jako emisje pośrednie) Surowy gaz wielkopiecowy zawiera pył (zawierający metale ciężkie i węgiel), tlenek węgla, dwutlenek węgla, związki siarki, amoniak, związki cyjanku, węglowodory i WWA (wielopierścieniowe węglowodory aromatyczne). Gaz wielkopiecowy jest zbierany i wykorzystywany jako źródło energii. Gaz jest oczyszczany, aby spełnić specyfikacje jakościowe i ponownie wykorzystywany do różnych procesów opalania, takich jak wytwarzanie dmuchu w nagrzewnicach dmuchu wielkopiecowego (patrz punkt 7.1.2) lub opalanie pieców koksowniczych (patrz punkt 6.1.2.2). W ten sposób (pośrednio) powstają emisje spalonego gazu wielkopiecowego. Proces oczyszczania gazu wielkopiecowego składa się zwykle z wstępnego usuwania większych cząstek, a następnie z mokrego odpylania mającego na celu usunięcie drobnych cząstek (i metali ciężkich), SO2 oraz związków cyjanku. W niektórych zakładach stosuje się filtrowanie elektrostatyczne. Zawartość pyłu w surowym gazie wielkopiecowym jest różna w zależności od zakładu i w dużym stopniu zależy również od warunków procesu wahając się od 7 do 40 kg/t produkowanej surówki. Po oczyszczeniu gaz wielkopiecowy zawiera zwykle mniej niż 10 mg/Nm³ pyłu. Jest on emitowany w miejscu spalania. W tabeli 7.3 przedstawiono współczynniki niektórych związków zawartych w surowym, nieoczyszczanym gazie wielkopiecowym.
Rozdział 7
Produkcja żelaza i stali 243
Składniki surowego gazu wielkopiecowego
Wartość Jednostka Właściwy współczynnik
Jednostka
Produkcja gazu wielkopiecowego 1,0 � 7,0 [1·105 Nm³/godz.
1200-2000 [Nm³/t surówki
Pył 3500-30000
[mg/Nm³] 7000-40000 [g/t surówki]
Węglowodory (CxHy) 67-250 [mg/Nm³] 130-330 [g/t surówki] Związki cyjanku (jako CN¯) 0,26-1,0* [mg/Nm³] 0,5-1,3 [g/t surówki] Amoniak (NH3) 10-40 [mg/Nm³] 20-50 [g/t surówki WWA** Benzo(a)piren Fluoranten
0,08-0,28 0,15-0,56
[mg/Nm³] [mg/Nm³]
0,15-0,36 0,30-0,72
[g/t surówki] [g/t surówki]
Tlenek węgla 20-28 [obj.%] 300-700 [kg/t surówki] Dwutlenek węgla 17-25 [obj.%] 400-900 [kg/t surówki] Wodór (H2) 1-5 [obj.%] 1-7,5 [kg/t surówki]
* emisje podczas wydmuchu mogą być znacznie wyższe ** występuje również wiele innych wielopierścieniowych węglowodorów aromatycznych (WWA)
Tabela 7.3: Skład surowego gazu wielkopiecowego (przed oczyszczeniem) � w oparciu o [InfoMil, 1997] W trakcie dwóch etapów oczyszczania gazu wielkopiecowego pył oraz związane z nim związki takie, jak większość metali ciężkich i WWA są usuwane z wysoką skutecznością. Tabela 7.4 przedstawia skład gazu wielkopiecowego po oczyszczeniu. Gaz zawiera jeszcze pewne metale ciężkie, jednak w porównaniu z zakładami spiekania (patrz 4.2.1) obciążenie jest znacznie niższe. Składniki gazu wielkopiecowego po oczyszczaniu
Stężenie Jednostka Współczynnik Jednostka
Produkcja gazu wielkopiecowego 1,0-7,0 1·105 Nm³/godz
1200-2000 [Nm³/t surówki]
Cząsteczki stałe 1-10 [mg/Nm³] 1-20 [g/t surówki] Węglowodory (CxHy) niedostępne [mg/Nm³] niedostępne [g/t surówki] H2S 14 [mg/Nm³] 17-26 [g/t surówki] Związki cyjanku (jako CN¯) niedostępne [mg/Nm³] niedostępne [g/t surówki] Amoniak (NH3) niedostępne [mg/Nm³] niedostępne [g/t surówki] Metale ciężkie** Mn Pb Zn
0,10-0,29 0,01-0,05 0,03-0,17
[mg/Nm³] [mg/Nm³] [mg/Nm³]
0,22-0,37 0,02-0,07 0,07-0,22
[g/t surówki] [g/t surówki] [g/t surówki]
Tlenek węgla 20-28 [obj.%] 300-700 [kg/t surówki] Dwutlenek węgla 17-25 [obj.%] 400-900 [kg/t surówki] Wodór (H2) 1-5 [obj.%] 1-7,5 [kg/t surówki]
Tabela 7.4: Skład gazu wielkopiecowego (po dwóch etapach oczyszczania) - w oparciu o [InfoMil, 1997] W Unii Europejskiej technologią najczęściej stosowaną w drugim etapie oczyszczania gazu wielkopiecowego jest mokre odpylanie, podczas którego powstaje strumień
Rozdział 7
Produkcja żelaza i stali 244
zanieczyszczonych ścieków zawierający zawiesinę (np. węgla i metali ciężkich), związki cyjanku, związki azotu itp. Oddzielony pył jest przyczyną problemów z odpadami ze względu na metale ciężkie, a w szczególności cynk. Podczas gdy pył gruboziarnisty jest zawracany do spiekalni, szlam z mokrego odpylania jest zwykle odwadniany i albo zawracany do spiekalni (zwykle poprzez hydrocyklon), albo składowany na zabezpieczonych hałdach.
7.2.2.1.4 Emisje z hali odlewniczej Spust surówki powoduje powstawanie emisji pyłu. Średnie, nieobniżone emisje mieszczą się w zakresie 400 do 1500 g/t wyprodukowanej surówki. Emisje te powstają głównie w wyniku zetknięcia się gorącego metalu i żużlu z tlenem z powietrza. W celu wychwycenia pyłu powstającego podczas odlewania, w wielu halach lejniczych wielkich pieców w krajach Unii Europejskiej stosuje się systemy odpylania (odciąg pyłów w otworze spustowym, przewał żużlu i ładowanie surówki do kadzi mieszalnikowej) z przepływami od 200000 do 700000 m³/godz. Emisje pyłu zależą od zastosowanych technik ograniczania emisji (w niektórych przypadkach takie technologie jeszcze nie istnieją) i skuteczności odpylania. W wielu przypadkach stosowane są filtry workowe, które pozwalają na obniżenie emisji do poziomu poniżej 10 mg pyłu/Nm³. Zgodnie z danymi przedstawionymi w tabeli 7.2 współczynniki emisji pyłów mogą wynosić od 2 do 85 g/t surówki, przy średniej 32g pyłu/t surówki. Ponadto podczas odlewania emitowana jest pewna ilość SO2 z płynnego żużlu i surówki (2-270 g/t surówki � patrz tabela 7.2).
7.2.2.1.5 Emisje z procesu przetwarzania żużlu Reakcja wody z płynnym żużlem, a w szczególności ze związkami siarki (głównie z CaS i MnS), jest źródłem emisji pary i rozproszonego H2S i SO2. Emisje te wywołują potencjalne problemy związane z przykrym zapachem i z korozją. Ich znaczenie zależy od zastosowanej technologii przetwarzania żużlu. Znaczne różnice w poziomach emisji mogą występować między poszczególnymi zakładami lub cyklami przerobu żużlu, a nawet w obrębie jednego cyklu. Dlatego też zakres odnotowanych współczynników emisji jest szeroki. W tabeli 7.2 przedstawiono wielkości od 1 do 320 g H2S/t surówki i od 1 do 150 g SO2/t surówki dla granulacji żużlu. Jeżeli żużel nie jest chłodzony wodą, lecz powietrzem występują niewielkie długotrwałe emisje, głównie SO2. Biorąc pod uwagę trudności związane z ograniczaniem emisji, można uznać, że te niskie poziomy emisji są dużą zaletą. Woda stosowana w procesie granulacji i grudkowania może być w dużym stopniu zbierana i ponownie wykorzystywana. Systemy te mogą być eksploatowane w taki sposób, aby wytwarzały bardzo małe ilości ścieków. Para wytwarzana w tych procesach zawiera pył, SO2 i H2S, które są zwykle emitowane do atmosfery. Przeprowadzono badania nad powtórnym wykorzystaniem ciepła jawnego żużlu, jednakże żaden system, który by je umożliwiał nie jest obecnie dostępny na skalę przemysłową. Potencjalnie odzysk energii wynosi około 0,35 GJ/t surówki. Produkcja żużlu kawałkowego z dołów żużlowych prowadzi zwykle do dużych emisji SO2 i H2S, które mogą być trudniejsze do kontrolowania. Kondycjonowanie wodą może mieć wpływ na emisje H2S.
Rozdział 7
Produkcja żelaza i stali 245
7.2.2.2 Emisje odpadów stałych/produktów ubocznych
7.2.2.2.1 Pył z odlewania Z hali lejniczej można odciągnąć od 0,5 do 1,5 kg pyłu (patrz punkt 7.2.2.1.4) na tonę surówki (tabela 7.1). Pył ten może być oddzielany na przykład w filtrze workowym, a następnie bez trudu zawracany na taśmę spiekalniczą. Taki sposób recyklingu pyłu jest powszechnie stosowany.
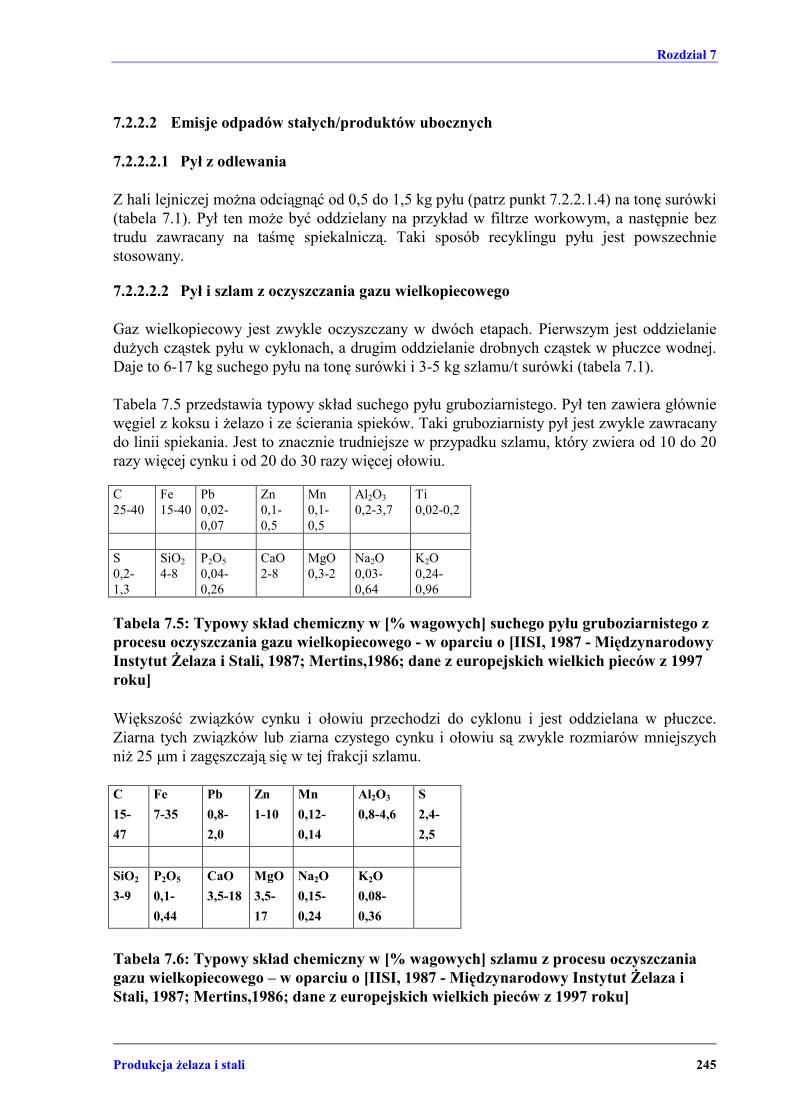
7.2.2.2.2 Pył i szlam z oczyszczania gazu wielkopiecowego Gaz wielkopiecowy jest zwykle oczyszczany w dwóch etapach. Pierwszym jest oddzielanie dużych cząstek pyłu w cyklonach, a drugim oddzielanie drobnych cząstek w płuczce wodnej. Daje to 6-17 kg suchego pyłu na tonę surówki i 3-5 kg szlamu/t surówki (tabela 7.1). Tabela 7.5 przedstawia typowy skład suchego pyłu gruboziarnistego. Pył ten zawiera głównie węgiel z koksu i żelazo i ze ścierania spieków. Taki gruboziarnisty pył jest zwykle zawracany do linii spiekania. Jest to znacznie trudniejsze w przypadku szlamu, który zwiera od 10 do 20 razy więcej cynku i od 20 do 30 razy więcej ołowiu. C 25-40
Fe 15-40
Pb 0,02-0,07
Zn 0,1-0,5
Mn 0,1-0,5
Al2O3 0,2-3,7
Ti 0,02-0,2
S 0,2-1,3
SiO2 4-8
P2O5 0,04-0,26
CaO 2-8
MgO 0,3-2
Na2O 0,03-0,64
K2O 0,24-0,96
Tabela 7.5: Typowy skład chemiczny w [% wagowych] suchego pyłu gruboziarnistego z procesu oczyszczania gazu wielkopiecowego - w oparciu o [IISI, 1987 - Międzynarodowy Instytut Żelaza i Stali, 1987; Mertins,1986; dane z europejskich wielkich pieców z 1997 roku]
Większość związków cynku i ołowiu przechodzi do cyklonu i jest oddzielana w płuczce. Ziarna tych związków lub ziarna czystego cynku i ołowiu są zwykle rozmiarów mniejszych niż 25 µm i zagęszczają się w tej frakcji szlamu. C 15-47
Fe 7-35
Pb 0,8-2,0
Zn 1-10
Mn 0,12-0,14
Al2O3 0,8-4,6
S 2,4-2,5
SiO2 3-9
P2O5 0,1-0,44
CaO 3,5-18
MgO 3,5-17
Na2O 0,15-0,24
K2O 0,08-0,36
Tabela 7.6: Typowy skład chemiczny w [% wagowych] szlamu z procesu oczyszczania gazu wielkopiecowego � w oparciu o [IISI, 1987 - Międzynarodowy Instytut Żelaza i Stali, 1987; Mertins,1986; dane z europejskich wielkich pieców z 1997 roku]

Rozdział 7
Produkcja żelaza i stali 246
Szlam ten jest najczęściej składowany na hałdach. Rysunek 7.8 przedstawia różne możliwości zagospodarowania pyłu i szlamu z oczyszczania gazu wielkopiecowego bez ich rozróżniania. W wyniku zwałowania 33% szlamu jest składowane na hałdach.
Rysunek 7.8: Wykorzystanie pyłu i szlamu z procesu oczyszczania gazu wielkopiecowego w Unii Europejskiej- [EC (Komisja Europejska) Study, 1996]
7.2.2.2.3 Żużel z wielkich pieców Ilość wytwarzanego żużlu zależy głównie od użytych surowców, ale zwykle mieści się w zakresie od 210 do 310 kg/t surówki (tabela 7.1). Skład żużlu przy zasadowości poniżej i powyżej 1,0 przedstawiono w tabeli 7.7. Klasyfikacja zawartości (CaO+MgO)/SiO2
Żużel wielkopiecowy >1,0 <1,0 średnia wysoka
Fe całkowite Mn całkowite TiO2 Al2O3 Scałkowita głównie CaS SiO2 CaO MgO Na2O K2O CaO/SiO2 (CaO+MgO)/SiO2
0,2-0,6 0,4 0,2-0,7 0,3 0,5-2,7 0,7 9,0-14,0 9,2 1,1-2,0 1,6 33,2-37,0 38,4 38,1-41,7 35,6 7,0-11,0 18,0 0,3-0,6 0,5 0,6-0,8 0,8 1,1-1,2 0,9 1,3-1,5 1,2
Tabela 7.7: Skład chemiczny w [% wagowych] żużlu wielkopiecowego przy zasadowości poniżej i powyżej 1,0- [Geiseler, 1992]
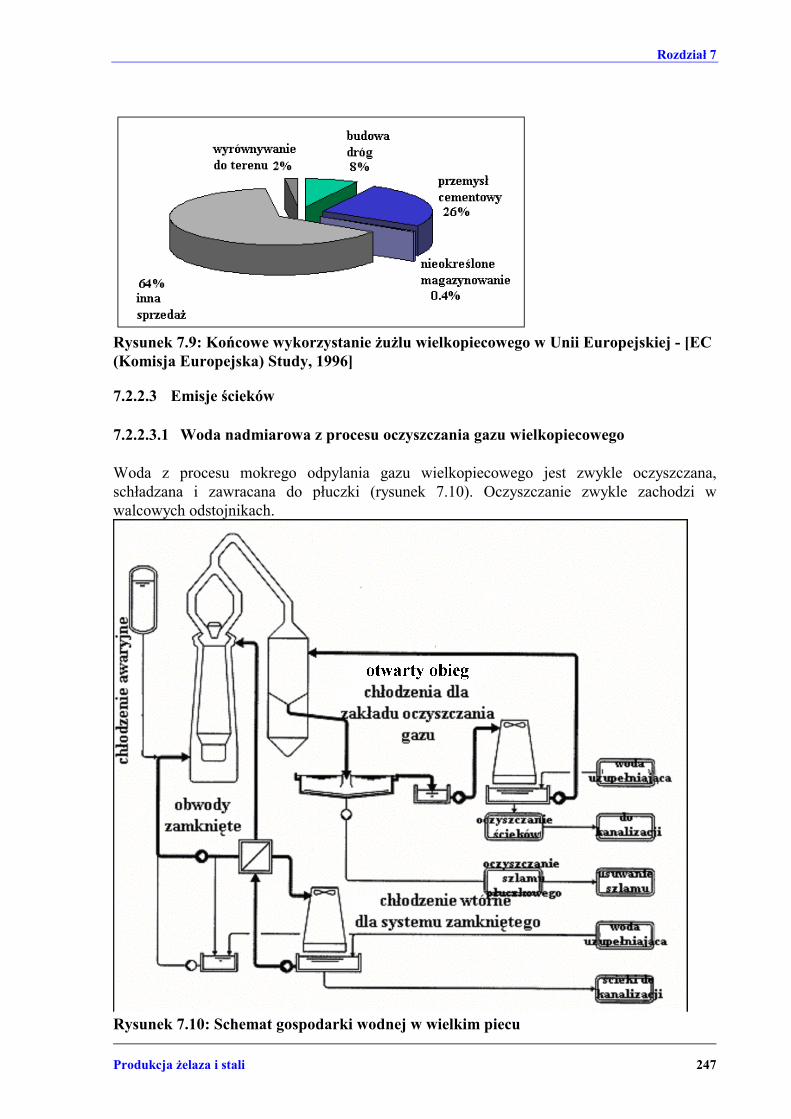
Żużel jest zwykle powtórnie zużywany w różnych celach (rysunek 7.9).
Rozdział 7
Produkcja żelaza i stali 247
Rysunek 7.9: Końcowe wykorzystanie żużlu wielkopiecowego w Unii Europejskiej - [EC (Komisja Europejska) Study, 1996]
7.2.2.3 Emisje ścieków
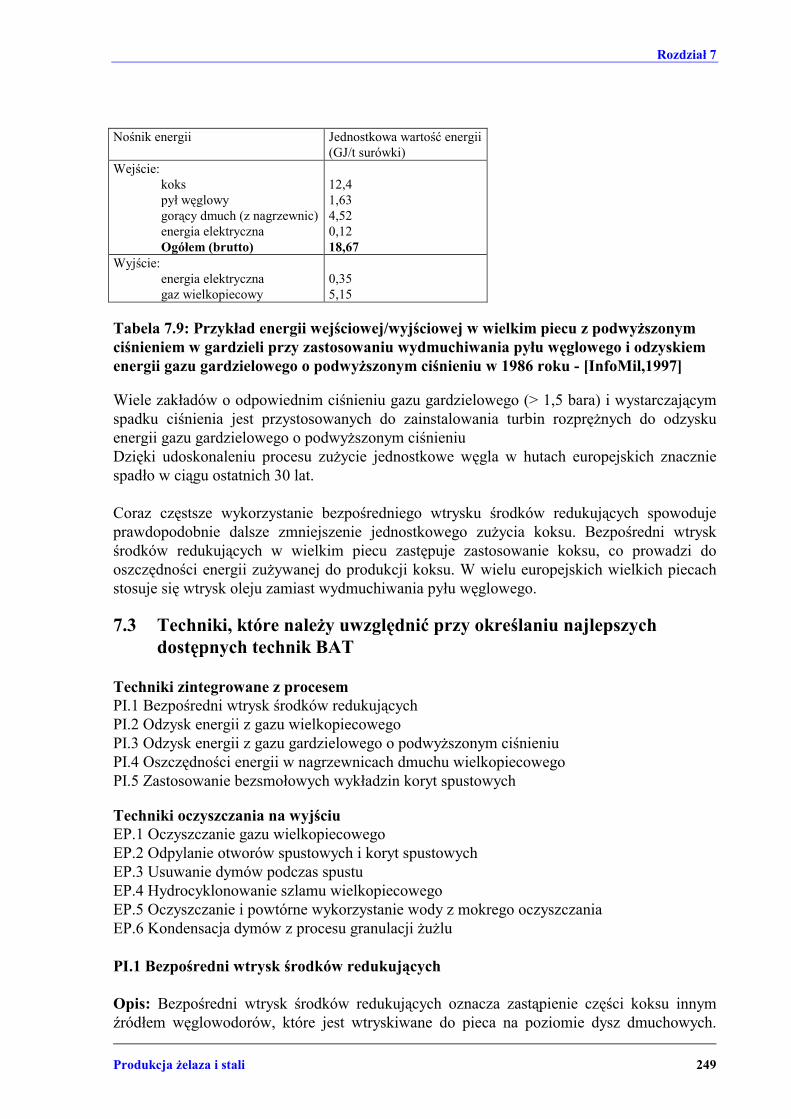
7.2.2.3.1 Woda nadmiarowa z procesu oczyszczania gazu wielkopiecowego Woda z procesu mokrego odpylania gazu wielkopiecowego jest zwykle oczyszczana, schładzana i zawracana do płuczki (rysunek 7.10). Oczyszczanie zwykle zachodzi w walcowych odstojnikach.
Rysunek 7.10: Schemat gospodarki wodnej w wielkim piecu

Rozdział 7
Produkcja żelaza i stali 248
Przepustowość układu wynosi zwykle 0,1-3,5 m³/t surówki w zależności od jakości/specyfikacji surowców i dostępności wody, które wpływają na wybór sposobów optymalizacji recyklingu wody. W szczególności surowce z wysoką zawartością soli mogą wymagać znacznie wyższych ilości wody do mokrego oczyszczania.
7.2.2.3.2 Ścieki z procesu granulacji żużlu Przepływ wody w procesie granulacji żużlu zależy głównie od dostępności wody i wynosi od 0,125 do 10 m³/t wyprodukowanej surówki. Informacje dotyczące składu chemicznego tej wody pochodzą z jednego niemieckiego zakładu (tabela 7.8). Parametr Jednostka Liczba Średnie Stężenie pomiarów stężenie medianowe
Współczynnik Jednostka emisji*
Przepływ [m³/dzień] 16000 Pb [µg/l] 19 3,45 2,0 Cr [µg/l] 19 3,32 2,0 Cu [µg/l] 19 5,99 4,20 Zn [µg/l] 19 37,63 20,00 Ni [µg/l] 19 4,91 3,00 TOC [mg/l] 19 4,40 4,10 ChZT [mg/l] 19 20,62 20,30
1,96 [m³/t] 3,92 [mg/t surówki] 3,92 [mg/t surówki] 8,232 [mg/t surówki] 39,2 [mg/t surówki] 5,88 [mg/t surówki] 8,036 [g/t surówki] 39,788 [g/t surówki]
* oparte na medianie [TOC � (ang.) total organic carbon � całkowity węgiel organiczny, ChZT � chemiczne zapotrzebowanie tlenu � przyp. tłum.] Tabela 7.8: Skład ścieków z procesu granulacji żużlu na przykładzie Stahlwerke Bremen Gmbh, Niemcy-Brema na przełomie 1996/1997 roku - [Weigel,1998]
7.2.2.3.3 Zrzuty (upusty) z obiegu wody chłodzącej W procesie występują zrzuty z obiegu wody chłodzącej (patrz rysunek 7.10). Nie są dostępne informacje dotyczące reprezentatywnych ilości i składu chemicznego tej wody.
7.2.2.4 Zapotrzebowanie na energię i środki redukujące Proces wielkopiecowy jest najbardziej energochłonnym procesem spośród wszystkich procesów w produkcji żelaza i stali (patrz rysunek 3.4). W tabeli 7.9 podano dane dotyczące energii wejściowej/wyjściowej dla wielkiego pieca przy zastosowaniu wdmuchiwania pyłu węglowego i odzysku energii gazu gardzielowego o podwyższonym ciśnieniu do produkcji energii elektrycznej.
Rozdział 7
Produkcja żelaza i stali 249
Nośnik energii Jednostkowa wartość energii
(GJ/t surówki) Wejście:
koks pył węglowy gorący dmuch (z nagrzewnic) energia elektryczna Ogółem (brutto)
12,4 1,63 4,52 0,12 18,67
Wyjście: energia elektryczna gaz wielkopiecowy
0,35 5,15
Tabela 7.9: Przykład energii wejściowej/wyjściowej w wielkim piecu z podwyższonym ciśnieniem w gardzieli przy zastosowaniu wydmuchiwania pyłu węglowego i odzyskiem energii gazu gardzielowego o podwyższonym ciśnieniu w 1986 roku - [InfoMil,1997] Wiele zakładów o odpowiednim ciśnieniu gazu gardzielowego (> 1,5 bara) i wystarczającym spadku ciśnienia jest przystosowanych do zainstalowania turbin rozprężnych do odzysku energii gazu gardzielowego o podwyższonym ciśnieniu Dzięki udoskonaleniu procesu zużycie jednostkowe węgla w hutach europejskich znacznie spadło w ciągu ostatnich 30 lat. Coraz częstsze wykorzystanie bezpośredniego wtrysku środków redukujących spowoduje prawdopodobnie dalsze zmniejszenie jednostkowego zużycia koksu. Bezpośredni wtrysk środków redukujących w wielkim piecu zastępuje zastosowanie koksu, co prowadzi do oszczędności energii zużywanej do produkcji koksu. W wielu europejskich wielkich piecach stosuje się wtrysk oleju zamiast wydmuchiwania pyłu węglowego.
7.3 Techniki, które należy uwzględnić przy określaniu najlepszych dostępnych technik BAT
Techniki zintegrowane z procesem PI.1 Bezpośredni wtrysk środków redukujących PI.2 Odzysk energii z gazu wielkopiecowego PI.3 Odzysk energii z gazu gardzielowego o podwyższonym ciśnieniu PI.4 Oszczędności energii w nagrzewnicach dmuchu wielkopiecowego PI.5 Zastosowanie bezsmołowych wykładzin koryt spustowych Techniki oczyszczania na wyjściu EP.1 Oczyszczanie gazu wielkopiecowego EP.2 Odpylanie otworów spustowych i koryt spustowych EP.3 Usuwanie dymów podczas spustu EP.4 Hydrocyklonowanie szlamu wielkopiecowego EP.5 Oczyszczanie i powtórne wykorzystanie wody z mokrego oczyszczania EP.6 Kondensacja dymów z procesu granulacji żużlu PI.1 Bezpośredni wtrysk środków redukujących Opis: Bezpośredni wtrysk środków redukujących oznacza zastąpienie części koksu innym źródłem węglowodorów, które jest wtryskiwane do pieca na poziomie dysz dmuchowych.

Rozdział 7
Produkcja żelaza i stali 250
Węglowodory mogą być dodawane w postaci ciężkiego oleju opałowego, szlamu olejowego, węgla ziarnistego lub pyłu węglowego, gazu ziemnego lub odpadów z tworzyw sztucznych. Aktualnie stosuje się węgiel ziarnisty lub pył węglowy i olej. Poprzez zmniejszenie zapotrzebowania na koks, zmniejsza się całkowite zanieczyszczenie i zapotrzebowanie na energię. Należy jednak podkreślić, że pewna ilość koksu jest wciąż niezbędna do prawidłowej pracy wielkiego pieca. Koks zapewnia odpowiednią nośność, wymaganą do podtrzymania wsadu wielkopiecowego i zapewnienia wystarczającą przenikalność gazu. Teoretycznie maksymalna ilość wydmuchiwanego pyłu węglowego na poziomie dysz wynosi 270 kg/t surówki. Jest to wartość graniczna wyznaczana przez nośność koksu i warunki termomechaniczne w piecu. Wtrysk węglowodorów przez dysze wymaga dodatkowego wtrysku tlenu (w ilościach proporcjonalnych do wielkości wtrysku przez dysze) w celu uzyskania wymaganych temperatur w samym piecu. Obecnie operatorzy wielkich pieców posiadają małe doświadczenie z wtryskiem dużych ilości węglowodorów przez dysze (co wiąże się z wyższym poziomem tlenu), jedną z istotnych kwestii staje się więc bezpieczeństwo. Rodzaj węgla i wpływ wdmuchiwania pyłu węglowego na jakość surówki również wpływają na maksymalną wielkość wejściową [Campbell, 1992; InfoMil, 1997]. Rodzaj Wielkość wtrysku Wielkość koksu resztkowego Całkowite zużycie węgla* (wtrysku) (kg/t surówki) (kg/t surówki) (kg/t surówki) Brak 0 500 625 Typowy 180 310 568 Najlepsze praktyki 210 270-300 547-585 * zakłada się, do produkcji 1 kg koksu potrzebne jest 1,25 kg węgla. Tabela 7.10: Porównanie minimalnego zużycia koksu i całkowitego zużycia węgla przy różnych poziomach bezpośredniego wdmuchiwania pyłu węglowego Główna uzyskana oszczędność energii: Oszczędność energii netto przy wdmuchiwaniu pyłu węglowego obliczono na 3,76 GJ/t wdmuchiwanego pyłu węglowego. Przy wielkości wdmuchiwania 180 kg/t surówki oszczędności energii wynoszą 0,68 GJ/t surówki lub 3,6% zużycia energii brutto wielkiego pieca (patrz tabela 7.9). Oszczędność ta wynika pośrednio ze zmniejszonego zużycia koksu. Wyższe wielkości wejściowe umożliwią wyższe oszczędności energii. Oddziaływanie na środowisko: Bezpośredni wtrysk środków redukujących zmniejsza zapotrzebowanie na produkowany koks. Dlatego też unika się emisji z zakładów koksowniczych. Na każdym kilogramie wtryśniętego pyłu węglowego oszczędza się około 0,85-0,95 kg produkowanego koksu. Możliwość zastosowania: Bezpośredni wtrysk środków redukujących jest stosowany zarówno w nowych, jak i istniejących wielkich piecach. Należy zauważyć, że jako technika w dużym stopniu zintegrowana z procesem, bezpośredni wtrysk środków redukujących

Rozdział 7
Produkcja żelaza i stali 251
związany jest z funkcjonowaniem samego wielkiego pieca i wpływa na jego stabilną pracę oraz na jakość surówki i żużlu. Przykładowe zakłady: Wdmuchiwanie pyłu węglowego lub wtrysk oleju do wielkiego pieca stanowią obecnie szeroko stosowane techniki w Europie i na całym świecie (np. wdmuchiwanie pyłu węglowego do wielkich pieców w Hoogovens IJmuiden, Holandia � IJmuiden; Sidmar, Belgia � Gent; Thyssen AG, Niemcy � Duisburg, lub wtrysk oleju w British Steel, Zjednoczone Królestwo WB i IP� Teeside; Voest Alpine, Austria � Linz). Dane eksploatacyjne: W Hoogovens IJmuiden pył węglowy jest wdmuchiwany na skalę przemysłową. Standardowa wielkość wdmuchiwania wynosiła 170 kg węgla/t ciekłej surówki w wielkim piecu nr 6 w 1996 roku. Próby przeprowadzane w tym wielkim piecu przyniosły pozytywne efekty także dla wdmuchiwania na poziomie 210 kg pyłu węglowego/t surówki przy zużyciu koksu wynoszącym 270 kg/t surówki. Obecnie wielkości te nie wydają się jednak możliwe do zastosowania na dłuższą metę. Pomiary wykazały, że poniżej 1% wdmuchiwanego pyłu węglowego ulatuje przez gardziel wielkiego pieca [Steeghs, 1994]. Przy dużych ilościach wdmuchiwanego pyłu węglowego dąży się do niższego obciążenia ścian i zwiększenia wytrzymałości wielkiego pieca. Wskazuje to na konieczność dokładnej kontroli rozkładu skały płonnej, połączonej z niewielkimi dodatkami koksu i utrzymywaniem delikatnej równowagi między strumieniem gazu przy ścianach i w środku pieca [Steeghs, 1994]. Aspekty ekonomiczne: Z ekonomicznego punktu widzenia istnieje wiele powodów dla wdmuchiwania pyłu węglowego w dużych ilościach w celu osiągnięcia większych oszczędności kosztów, szczególnie w przypadku zakładów, które w przeciwnym wypadku musiałyby liczyć się z wydatkami inwestycyjnymi na przebudowę pieców koksowniczych lub z kupnem koksu. Ponadto wdmuchiwanie pyłu węglowego może umożliwić stosowanie węgli o niższej jakości w porównaniu do węgli koksujących. Może to również zmniejszyć koszty. Jak przedstawiono, w 1988 koszty wyniosły 10 ecu1996/GJ [InfoMil, 1997]. Jednakże [Campbell, 1992] wskazuje, że koszty te zmniejszono ze względu na niższe zużycie koksu. Koszt inwestycyjny założenia instalacji wtrysku pyłu węglowego w British Steel, Zjednoczone Królestwo WB i IP � Port Talbot, wielki piec nr 4, w 1997 roku wynosił około 24 mln ecu (łącznie z niektórymi częściami rezerwowymi z innego miejsca). Bibliografia: [Campbell, 1992; Steeghs, 1994; InfoMil, 1997] PI.2 Odzysk energii z gazu wielkopiecowego Opis: Typowy wielki piec produkuje około 1200 do 2000 Nm³ gazu wielkopiecowego na tonę surówki. Gaz ten składa się w 20-28% z tlenku węgla i w 1-5% z wodoru (patrz tabela 7.3 i tabela 7.4). Tlenek węgla powstaje podczas utleniania węgla w wielkim piecu. Większość CO jest tam następnie utleniana na CO2. Tlenek węgla i wodór stanowią potencjalne źródło energii i we wszystkich wielkich piecach na świecie podjęto działania mające na celu odzyskanie tej energii. Z tego powodu gaz gardzielowy wielkiego pieca jest oczyszczany i magazynowany w zbiornikach gazu, aby mógł być później wykorzystany jako paliwo. Ze względu na niską
Rozdział 7
Produkcja żelaza i stali 252
zawartość opałową gazu wielkopiecowego na Nm³, jest on często wzbogacany gazem koksowniczym lub gazem ziemnym przed zastosowaniem go jako paliwa. Główne osiągnięte oszczędności energii: Zawartość energii w gazie wielkopiecowym wynosi zwykle od 2,7 do 4,0 MJ/Nm³, w zależności od stężenia tlenku węgla. Stanowi to tylko 10% zawartości energetycznej gazu ziemnego. Niemniej jednak duże ilości wytwarzanego gazu wielkopiecowego sprawiają, że potencjał odzysku energii jest bardzo wysoki. Całkowita ilość energii wytwarzanej przez wielki piec to 5 GJ/t surówki, co równa się 30% zużycia energii brutto wielkiego pieca. Możliwość zastosowania: Stosuje się we wszystkich nowych i istniejących zakładach. Oddziaływanie na środowisko: Oczyszczanie gazu wielkopiecowego jest nieuniknione i powoduje powstawanie ścieków i odpadów stałych. Przykładowe zakłady: Stosuje się w wielu nowych i istniejących wielkich piecach na świecie. Dane eksploatacyjne: Nie są wymagane określone dane eksploatacyjne. Aspekty ekonomiczne: Uzyskano znaczne oszczędności dzięki oszczędnościom energii. Bibliografia: Niedostępna
Rozdział 7
Produkcja żelaza i stali 253
PI.3 Odzysk energii z gazu gardzielowego o podwyższonym ciśnieniu Opis: Wielkie piece z wysokociśnieniowym gazem gardzielowym stwarzają doskonałą możliwość odzysku energii z dużych objętości gazu gardzielowego o podwyższonym ciśnieniu, który jest w nich wytwarzany. Energia jest odzyskiwana za pomocą rozprężnej turbiny zainstalowanej za urządzeniem oczyszczającym gaz gardzielowy. Główne osiągnięte oszczędności energii: Ilość energii, jaka może być odzyskana z gazu gardzielowego o podwyższonym ciśnieniu zależy od objętości gazu gardzielowego, gradientu ciśnienia i temperatury wlotu. Odzysk energii w ten sposób jest możliwy, jeżeli urządzenie oczyszczające gaz wielkopiecowy i sieć dystrybucyjna wykazują niski spadek ciśnienia. Ciśnienie gazu gardzielowego w nowoczesnych wielkich piecach wynosi około 0,25-2,5 bara. Ciśnienie gazu wielkopiecowego w głównym rurociągu zbierającym wynosi około 0,05-0,1 bara. Część ciśnienia gazu gardzielowego jest �zużywana� przez urządzenie oczyszczające gaz. Ilość wytwarzanej energii elektrycznej może wynosi nawet 15 MW w nowoczesnym wielkim piecu przy ciśnieniu gazu gardzielowego 2-2,5 bara. Szacuje się, że oszczędności energii wynoszą do 0,4 GJ/t surówki dla turbiny 15 MW. Oszczędności ocenia się na 2% zapotrzebowania energetycznego brutto wielkiego pieca. Odzysk energii z gazu gardzielowego o podwyższonym ciśnieniu jest powszechnie stosowany w wielkich piecach z wysokociśnieniowym gazem gardzielowym. Możliwość zastosowania: Energia gazu gardzielowego o podwyższonym ciśnieniu może być odzyskiwana w nowych zakładach i w pewnych warunkach w zakładach istniejących, chociaż w tym przypadku wiąże się to z większymi trudnościami i dodatkowymi kosztami. W nowych zakładach turbina gazu gardzielowego i urządzenie oczyszczające gaz wielkopiecowy mogą zostać dostosowane do siebie, w celu osiągnięcia wysokiej skuteczności mokrego odpylania i odzysku energii. Oddziaływanie na środowisko: Należy zauważyć, że zastosowanie turbin wymaga dokładnego oczyszczenia gazu wielkopiecowego. Problemy techniczne (korozja) wywołuje przede wszystkim wysoka zawartość alkaliów. Przykładowe zakłady: Odzysk energii z gazu gardzielowego o podwyższonym ciśnieniu jest stosowany na całym świecie w nowoczesnych wielkich piecach z wysokociśnieniowym gazem gardzielowym używanym w dużych objętościach. Dane eksploatacyjne: Zwykle proces przebiega automatycznie i bez problemów. Można zastosować turbiny osiowe. Są one bardziej efektywne niż turbiny promieniowe. Punkt krytyczny następuje, gdy turbina ma zostać wyłączona i gradient ciśnienia jest przekazywany do urządzenia oczyszczania gazu. Specjalne działania �zabezpieczające� są zawsze podejmowane, aby uniknąć uszkodzenia urządzenia oczyszczania gazu i/lub rurociągu zbiorczego. Aspekty ekonomiczne: Głównym powodem zainstalowania turbiny wykorzystującej gaz gardzielowy o podwyższonym ciśnieniu ciśnieniowy są korzyści ekonomiczne. Turbina
Rozdział 7
Produkcja żelaza i stali 254
przynosi tym większe zyski, im większa ilość gazu gardzielowego przez nią przepływa, im większy jest gradient ciśnienia tego gazu oraz im wyższe są koszty energii. W nowoczesnym wielkim piecu możliwy jest zwrot kosztów w czasie krótszym niż trzy lata, jednak w zależności od miejscowych warunków i stosowanego ciśnienia gazu gardzielowego może on wynosić nawet ponad 10 lat. Bibliografia: [Arimitsu, 1995; Fischer, 1988; Joksch, 1995; InfoMil,1997] PI.4 Oszczędności energii w nagrzewnicach dmuchu wielkopiecowego Opis: Nagrzewnice dmuchu wielkopiecowego są opalane gazem wielkopiecowym (często wzbogaconym). Dostępnych jest kilka technologii optymalizujących efektywność wykorzystania energii w nagrzewnicy dmuchu wielkopiecowego: 1. Praca nagrzewnicy dmuchu wielkopiecowego wspomagana komputerowo;
pozwala to na uniknięcie niepotrzebnych rezerw przez przystosowanie ilości dostarczanej energii do aktualnego zapotrzebowania i zmniejszenie ilości dodawanego gazu wzbogaconego (w przypadku, gdy wzbogacanie jest stosowane).
2. Podgrzewanie paliwa w połączeniu z izolowaniem przewodów zimnego dmuchu i kanałów spalin. Ciepło jawne ze spalin może być wykorzystywane do podgrzewania nośnika paliwa. Możliwość zastosowania tej metody zależy od wydajności nagrzewnic, która wpływa na wysokość temperatury spalin; np. przy temperaturach spalin poniżej 250 °C odzysk ciepła może nie być atrakcyjny z technicznego lub ekonomicznego punktu widzenia. Wymiennik ciepła z przyczyn ekonomicznych powinien być wyposażony w obwód nagrzewania oleju. W niektórych przypadkach można stosować ciepło z zewnątrz np. ciepło z chłodzenia spiekalni, jeżeli odległości, z którymi mamy do czynienia nie są zbyt duże. Podgrzanie nośnika paliwa zmniejsza zużycie energii. W zakładach, które wykorzystują wzbogacony gaz wielkopiecowy, podgrzewanie paliwa mogłoby oznaczać, że wzbogacenie nie będzie dłużej potrzebne.
3. Udoskonalenie procesu spalania przez zastosowanie odpowiednich palników. 4. Szybki pomiar O2, a następnie dostosowanie warunków spalania.
Główne osiągnięte oszczędności energii: [Joksch, 1995] zarejestrował następujące oszczędności w zużyciu energii: 1. Wspomagana komputerowo praca nagrzewnic dmuchu wielkopiecowego prowadzi
do poprawienia efektywności pracy nagrzewnicy wielkopiecowej o ponad 5 %. Odpowiada to oszczędności energii około 0,1 GJ/t surówki.
2. Podgrzewanie nośnika paliwa może prowadzić również do oszczędności energii na poziomie mniej więcej 0,3 GJ/t surówki.
3/4. Kolejne 0,04 GJ/t surówki można zaoszczędzić przez usprawnienie procesu spalania i odpowiednie dostosowanie istniejących warunków spalania.
Całkowite oszczędności energii możliwe przy połączeniu wymienionych technologii są rzędu 0,5 GJ/t wyprodukowanej surówki. Zastosowanie: Stosuje się zarówno w nowych, jak i istniejących zakładach. Oddziaływanie na środowisko: Nie przedstawiono żadnych informacji na temat oddziaływania na środowisko [Joksch,1995]. Można się spodziewać, że podgrzanie nośnika

Rozdział 7
Produkcja żelaza i stali 255
paliwa i zarejestrowany wzrost temperatury spalin prowadzi do wyższych emisji NOx z nagrzewnic dmuchu wielkopiecowego. Zastosowanie nowoczesnych palników może zredukować emisje NOx. Przykładowe zakłady: Thyssen Stahl AG, Niemcy � Duisburg; Wielki Piec nr 7; Hoogovens IJmuiden, Holandia � Ijmuiden; Sidmar, Belgia � Gent; Aceralia, Hiszpania � Gijon. Dane eksploatacyjne: Niedostępne Aspekty ekonomiczne: Przedstawione techniki mogą być atrakcyjne z ekonomicznego punktu widzenia, ponieważ ich zastosowanie pozwala na zmniejszenie zużycia energii i oszczędności środków finansowych. Zyskowność zależy od ilości zaoszczędzonej energii oraz od kosztów inwestycyjnych i eksploatacyjnych omawianych rozwiązań. Typowe koszty instalacji odzysku ciepła wynoszą 6 mln ecu1997 na zestaw nagrzewnic, tj. na wielki piec. Wprowadzenie sterowania wspomaganego komputerowo może wymagać budowy czwartej nagrzewnicy w przypadku wielkich pieców z trzema nagrzewnicami (jeżeli jest to możliwe) w celu zmaksymalizowania zysków. Bibliografia: [Joksch, 1995] PI.5 Zastosowanie bezsmołowych wykładzin koryt spustowych Opis: System koryt spustowych w hali lejniczej wielkiego pieca jest wykonany z ogniotrwałej warstwy zewnętrznej (np. betonu). Koryta są wyłożone materiałem żaroodpornym na bazie tlenku glinu osadzonym w osnowie węglowej. Jako spoiwo może być zastosowany pak węglowy. Wykładziny takie chronią warstwę zewnętrzną przed żarem ciekłego żelaza i (szczególnie) płynnego żużlu. Wykładziny zużywają się i są regenerowane co kilka tygodni. Jakość osnowy węglowej jest ważnym czynnikiem wpływającym na trwałość wykładzin koryt spustowych. Słaba osnowa nie utrzymuje tlenku glinu i powoduje, że wykładzina szybciej się zużywa. Wymagana wytrzymałość tej mieszanki uzyskiwana jest tylko po trwającym kilka godzin nagrzewaniu palnikami. Rozkład smoły podczas nagrzewania powoduje wzrost emisji węglowodorów (i WWA). Mniejsze emisje występują także podczas odlewania żużlu i surówki. Opracowany został nowy rodzaj bezsmołowej wykładziny koryt spustowych i jest on stosowany z powodzeniem. Przy nowych wykładzinach koryt spustowych emisje lotnych związków organicznych i wielopierścieniowych węglowodorów aromatycznych (WWA) są znacznie niższe. Nowe tworzywo posiada taką samą odporność na oddziaływanie żużlu, a jego trwałość może być nawet lepsza niż w przypadku tradycyjnych wykładzin koryt spustowych.

Rozdział 7
Produkcja żelaza i stali 256
Główne osiągnięte poziomy emisji: Tabela 7.11 przedstawia dane dotyczące redukcji emisji na skutek zastosowania bezsmołowych wykładzin koryt spustowych. Przedstawione dane są szacunkowe i zostały otrzymane w oparciu o model teoretyczny. Składnik Tradycyjna wykładzina Bezsmołowa wykładzina Redukcja emisji koryta spustowego koryta spustowego (%) (g/t surówki) (g/t surówki) Lotne 100 1 99 związki organiczne (VOC) Wielopierścieniowe 3,5 0,03 99 węglowodory aromatyczne (WWA) Tabela 7.11: Emisje z wykładzin koryt spustowych - [InfoMil,1997] Zastosowanie: Bezsmołowe wykładziny koryt spustowych mogą być stosowane zarówno w nowych, jak i istniejących wielkich piecach. Oddziaływanie na środowisko: Zastosowanie tych rozwiązań ma pozytywny wpływ na stan zdrowia pracowników, ponieważ są oni w mniejszym stopniu narażeni na działanie szkodliwych składników. Nie jest znane inne oddziaływanie na środowisko. Przykładowe zakłady: Hoogovens IJmuiden, Holandia � IJmuiden Dane eksploatacyjne: W Hoogovens IJmuiden bezsmołowe wykładziny koryt spustowych są aktualnie stosowane bez żadnych problemów. Dodatkową korzyścią jest zwiększenie trwałości wykładziny koryt spustowych. Aspekty ekonomiczne: Niedostępne Bibliografia: [Info Mil, 1997] EP.1 Oczyszczanie gazu wielkopiecowego Opis: Gaz wielkopiecowy musi być oczyszczany, aby spełniać wymagania dotyczące gazu występującego w sieci [przesyłowej � przyp. tłum.]. Gaz wielkopiecowy (lub �gaz gardzielowy�) opuszczający wielki piec zawiera pył, cyjanki (HCN), amoniak (NH3) i związki siarki (tabela 7.3 i 7.4). Gaz wielkopiecowy jest zwykle oczyszczany w dwóch etapach. W pierwszym etapie pył gruboziarnisty jest usuwany za pomocą suchego odpylacza cyklonowego, deflektora itp. Zbierany w ten sposób pył gruboziarnisty ma wyższą zawartość żelaza i może być zawracany do spiekalni (tabela 7.5).
Rozdział 7
Produkcja żelaza i stali 257
W drugim etapie pył drobnoziarnisty (zawierający tlenek cynku i węgiel), cyjanki i amoniak są usuwane za pomocą mokrego odpylania. W tym celu używane są specjalnie zaprojektowane płuczki gazu typu rusztowego, zwężkowego lub pierścieniowego. W niektórych przypadkach stosuje się filtrowanie elektrostatyczne na mokro. W nowoczesnych zakładach szczególną uwagę zwraca się na spadek ciśnienia w układzie oczyszczania gazu, ponieważ wysoki spadek ciśnienia ma negatywny wpływ na sprawność energetyczną turbiny ciśnieniowej odzysku gazu gardzielowego (patrz PI.3). Dlatego też dązy się do zbudowania systemu oczyszczania gazu charakteryzującego się niskim spadkiem ciśnienia i wysoką wydajnością oczyszczania gazu. Główne osiągnięte poziomy emisji: Systemy oczyszczania gazu wielkopiecowego są zwykle bardzo skuteczne, pozwalając na osiągnięcie stężenia pyłu w oczyszczonym gazie na poziomie < 10 mg/Nm³. Uzyskano również tak niskie wartości jak 1mg/Nm³. Pył, który nie zostanie wychwycony przez system oczyszczania gazu jest emitowany lub spalany w miejscu spalania gazu wielkopiecowego. Spadek ciśnienia systemu oczyszczania gazu zależy od rodzaju zastosowanych urządzeń. Zarejestrowane spadki ciśnienia w dwóch nowoczesnych systemach wynosiły od 0,07 do 0,14 bara. Spadki ciśnienia w starszych systemach mieściły się w zakresie od 0,15 �0,5 bara. Możliwość zastosowania: Systemy oczyszczania gazu wielkopiecowego są stosowane w wielkich piecach na całym świecie. W nowych zakładach można zastosować nowoczesny system z niskim spadkiem ciśnienia i niskim zużyciem wody i energii. Wiele starych wielkich pieców jest wyposażonych w �przestarzałe� płuczki gazu. Płuczki te są w stanie spełnić wymagania sieci gazowej, jednakże zużywają znaczne ilości wody i energii oraz wykazują względnie duży spadek ciśnienia. Czasami możliwe jest zastąpienie starej płuczki gazu nowocześniejszym typem, jednakże należy wtedy wziąć pod uwagę zastosowanie turbiny ciśnieniowej gazu gardzielowego (patrz rozdział PI.3), które zależy między innymi od ciśnienia roboczego w piecu. Oddziaływanie na środowisko: Należy zauważyć, że płuczki wytwarzają strumień ścieków. Całkowite zużycie wody systemów wielkiego pieca wynosi od 0,1 do 3,5 m³/t surówki (patrz punkt 7.2.2.3.1 i tabela 7.1). Zastosowanie surowców o wysokiej zawartości soli może sprawić, że do oczyszczenia gazu wielkopiecowego konieczne będą większe strumienie wody. Wytwarzany strumień zawiera zawiesiny (np. węgla i metali ciężkich (Zn,Pb)), związki cyjanku i amoniak. Zwykle ścieki są oczyszczane za pomocą wytrącania metali ciężkich, co powoduje powstawanie odpadów stałych (szlam). Szlam z wielkiego pieca zawiera względnie wysokie stężenia cynku i ołowiu, co uniemożliwia zawracanie go do procesu produkcyjnego. Szczególnie cynk jest �trucizną� dla wielkiego pieca. Dlatego też niektóre zakłady stosują hydrocyklonowanie w celu rozdzielenia strumienia szlamu na dwa strumienie; jeden z niską zawartością cynku, który może być zawracany do spiekalni i drugi z wysoką zawartością cynku, który może być magazynowany lub likwidowany (patrz EP.4). Przykładowe zakłady: Oczyszczanie gazu wielkopiecowego jest szeroko stosowane w wielkich piecach na całym świecie. Dane eksploatacyjne: Niedostępne

Rozdział 7
Produkcja żelaza i stali 258
Aspekty ekonomiczne: Niedostępne Bibliografia: [Pazdej, 1995; Info Mil,1997] EP.2 Odpylanie otworów i koryt spustowych Opis: Surówka i żużel są odlewane z wielkiego pieca i płyną przez koryta spustowe odpowiednio do kadzi i do zespołu oczyszczania. Podczas spustu/odlewania ciekły metal wchodzi w kontakt z tlenem atmosferycznym (O2) podczas przepływu w korytach spustowych. W wyniku wysokiej temperatury (1300-1500°C) żelazo reaguje z tlenem tworząc tlenki żelaza (np.Fe2O3), czyli tak zwany brunatny dym. Żużel nie reaguje z tlenem atmosferycznym, ponieważ większość jego składników jest już utleniona. Jednakże tlenki alkaliczne (np. Na2O i K2O) mogą ulatniać się z żużlu tworząc emisje pyłu. Ogólnie, w celu zredukowania emisji pyłów powstających przy odlewaniu można zastosować dwa rodzaje metod: 1. Przykrywanie koryt spustowych ruchomymi pokrywami; 2. Rozpraszanie (dyssypacja) tlenu ze spustu ciekłej surówki za pomocą pokrycia ciekłej
surówki azotem (N2). W ten sposób unika się powstawaniu tlenków żelaza (patrz EP.3)
Główne osiągane poziomy emisji: Jeżeli nie są stosowane żadne metody ograniczania emisji, podczas spustu wytwarzane jest około 400-1500 g pyłu na tonę surówki. Usuwanie powietrza znad koryt spustowych na ogół prowadzi do większego wytwarzania pyłu ze względu na zwiększoną dostępność tlenu. W przypadkach, gdy koryta są przykryte pokrywami, a pył jest usuwany i oczyszczany, najważniejszym parametrem jest skuteczność jego usuwania. Szczególną uwagę należy zwrócić na przykrycie koryt spustowych. Przykrycia koryt spustowych powinny ze sobą połączone tak, aby powstał szczelny układ. Skuteczne usuwanie powstającego pyłu jest szczególnie trudne na otworze spustowym ze względu na wielkość przestrzeni wymaganej do obsługi wiertarki otworu spustowego i zatykarki oraz ze względu na obecność przewodu okrężnego dmuchu (okrężnicy), który obsługuje dysze dmuchowe pieca i okrąża wielki piec na wysokości spadków. Zwykle do skutecznego usuwania pyłu powstającego w pobliżu otworu spustowego potrzebny jest bardzo duży przepływ. Głównymi miejscami usuwania pyłu w hali lejniczej są:
- otwór spustowy - odgarniak żużlu oraz - przechylne koryta (napełniające kadź mieszalnikową(kadź torpedo))
Jednostkowy strumień usuniętego gazu (spalin) wynosi 1200-3300 Nm³/t surówki. Przy skutecznym systemie odpylania i ograniczania emisji (np. filtry workowe) można uzyskać jednostkowe współczynniki emisji poniżej 10 g/t surówki [InfoMil, 1997]. Skuteczność odpylania może przekroczyć 99%, podobnie jak skuteczność usuwania pyłu na filtrach tkaninowych [InfoMil,1997]. Zastosowanie: Przykrywanie koryt spustowych, a następnie usuwanie i oczyszczanie może być stosowane zarówno w nowych, jak i istniejących zakładach.
Rozdział 7
Produkcja żelaza i stali 259
Oddziaływanie na środowisko: Zastosowanie metod usuwania i oczyszczania gazów powoduje dodatkowe zużycie energii, ponieważ wymagane jest zastosowanie silnych wentylatorów. Na podstawie [InfoMil, 1997] można wyliczyć zużycie energii na poziomie około 0,007 GJ/t surówki, przy założeniu rocznej produkcji surówki w wysokości 3 Mt przez wielki piec nr 7, przy 8640 godzinach eksploatacji. Zebrany pył ma wysoką zawartość żelaza i może być zawracany do spiekalni. Przykładowe zakłady: Usuwanie i oczyszczanie gazów: Wielki piec 7, Hoogovens IJmuiden, Holandia-IJmuiden; wielki piec A, Voest Alpine, Austria �Linz; wielki piec Schwelgern, Thyssen AG, Niemcy �Duisburg Dane eksploatacyjne: Opisana technologia funkcjonuje w praktyce bez znacznych problemów. Aspekty ekonomiczne: W zakładach Hoogovens inwestycje w system filtrów tkaninowych oczyszczających 690000 Nm³/godz. szacuje się na 1 do 2,3 miliona ecu1996. Kwota ta dotyczy tylko urządzeń filtrów tkaninowych i nie obejmuje kosztu przykrycia koryt spustowych i układu usuwania [pyłów � przyp. tłum.]. Koszty eksploatacji szacuje się na 0,5 do 2,8 ecu1996/t surówki w oparciu o roczną produkcję 3 Mt surówki przez wielki piec 7 przy 8640 godzinach eksploatacji [InfoMil, 1997]. W przypadku British Steel, Zjednoczone Królestwo WB i IP � Scunthorpe, koszt instalacji (1 milion ton surówki z wielkiego pieca/rok) systemu odpylania dla jednej hali lejniczej wynosił około 4,0 mln ecu 1997. Koszt instalacji systemu odpylania hali lejniczej przy wielkim piecu A Voest Alpine, Austria � Linz (około 3 milionów ton surówki z wielkiego pieca rocznie) wynosił około 14,5 miliona ecu1996. Koszty eksploatacyjne (bez kosztów energii) wynoszą około 0,42 miliona ecu rocznie1996. Bibliografia: [InfoMil, 1997]
Rozdział 7
Produkcja żelaza i stali 260
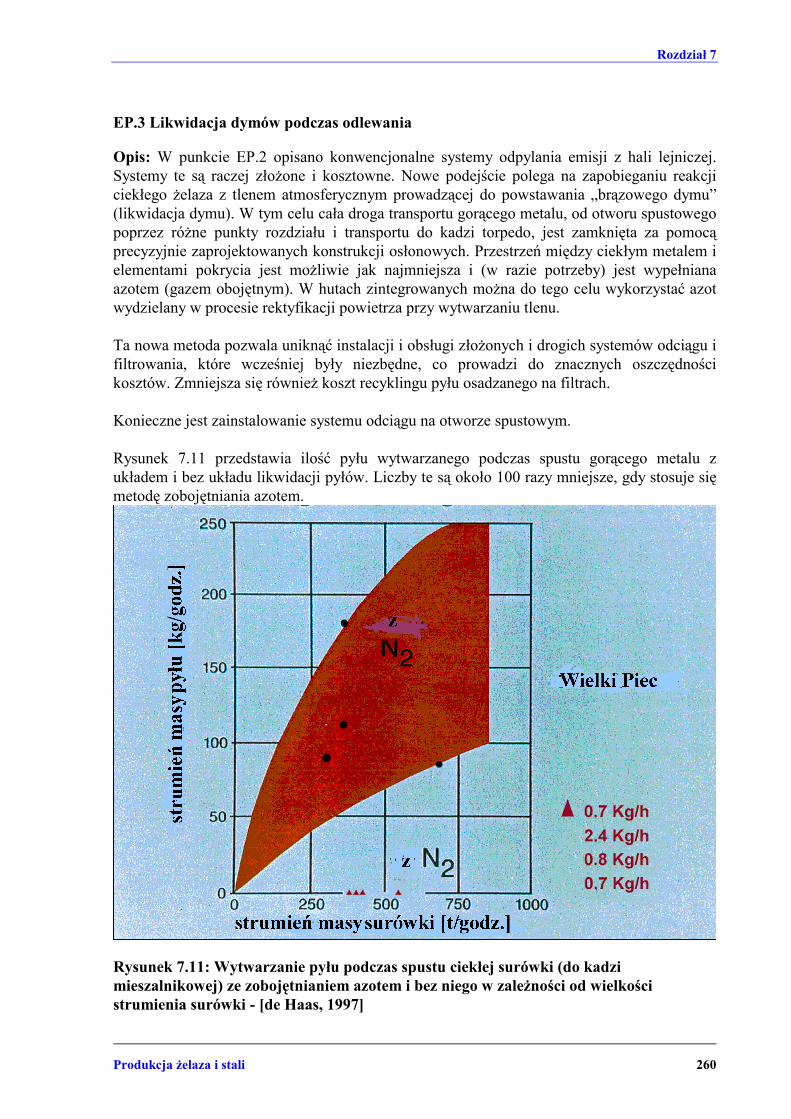
EP.3 Likwidacja dymów podczas odlewania Opis: W punkcie EP.2 opisano konwencjonalne systemy odpylania emisji z hali lejniczej. Systemy te są raczej złożone i kosztowne. Nowe podejście polega na zapobieganiu reakcji ciekłego żelaza z tlenem atmosferycznym prowadzącej do powstawania �brązowego dymu� (likwidacja dymu). W tym celu cała droga transportu gorącego metalu, od otworu spustowego poprzez różne punkty rozdziału i transportu do kadzi torpedo, jest zamknięta za pomocą precyzyjnie zaprojektowanych konstrukcji osłonowych. Przestrzeń między ciekłym metalem i elementami pokrycia jest możliwie jak najmniejsza i (w razie potrzeby) jest wypełniana azotem (gazem obojętnym). W hutach zintegrowanych można do tego celu wykorzystać azot wydzielany w procesie rektyfikacji powietrza przy wytwarzaniu tlenu. Ta nowa metoda pozwala uniknąć instalacji i obsługi złożonych i drogich systemów odciągu i filtrowania, które wcześniej były niezbędne, co prowadzi do znacznych oszczędności kosztów. Zmniejsza się również koszt recyklingu pyłu osadzanego na filtrach. Konieczne jest zainstalowanie systemu odciągu na otworze spustowym. Rysunek 7.11 przedstawia ilość pyłu wytwarzanego podczas spustu gorącego metalu z układem i bez układu likwidacji pyłów. Liczby te są około 100 razy mniejsze, gdy stosuje się metodę zobojętniania azotem.
Rysunek 7.11: Wytwarzanie pyłu podczas spustu ciekłej surówki (do kadzi mieszalnikowej) ze zobojętnianiem azotem i bez niego w zależności od wielkości strumienia surówki - [de Haas, 1997]

Rozdział 7
Produkcja żelaza i stali 261
Główne osiągane poziomy emisji: Podczas konwencjonalnego odlewania wytwarzane jest 0,4 � 1,5 kg pyłu/t surówki (tabela 7.1). Ilość ta zostaje zmniejszona przez likwidację pyłu do poziomu około 0,012 kg pyłu/t surówki [de Haas, 1997]. Rysunek 7.12 przedstawia operację likwidacji pyłów podczas spustu gorącego metalu do kadzi mieszalnikowej.
Rysunek 7.12: Spust gorącego metalu do kadzi mieszalnikowej z systemem likwidacji pyłów za pomocą gazu obojętnego - [Haas, 1997] Zastosowanie: Stosuje się zarówno w nowych, jak w istniejących zakładach. Oddziaływanie na środowisko: W porównaniu z konwencjonalnymi systemami odpylania, opisanymi w punkcie EP.2 nie występuje żadne znaczące oddziaływanie na środowisko. Przykładowe zakłady: W zakładach Stahlwerke Bremen, Niemcy � Brema taka technologia likwidacji dymów jest stosowana od 1991 roku. Dane eksploatacyjne: Doświadczenie z systemem likwidacji dymów w zakładach Stahlwerke Brema pokazuje, że bez żadnych problemów zachowuje się warunki ciągłej pracy urządzeń. Aspekty ekonomiczne: Porównanie kosztów przedstawiono na rysunku 7.13. Nowa technologia likwidacji dymów jest znacznie tańsza. Instalacja w Stahlwerke Brema przy produkcji 3 Mt surówki/rok wymagała inwestycji w wysokości 6,8 miliona ecu1996 obejmującej system likwidacji dymów i odpylanie otworu spustowego z zastosowaniem filtra workowego.

Rozdział 7
Produkcja żelaza i stali 262
Rysunek 7.13: Koszty systemu likwidacji pyłów i odpylania otworu spustowego z zastosowaniem filtra workowego w instalacji w Stahlwerke Bremen produkującej 3 Mt surówki/rok oszacowano na 6,8 miliona ecu1996. Koszty energii wynoszą około 190000 euro/rok, a koszty konserwacji około 170000 euro/rok. Jest to znacznie mniej niż w przypadku systemów konwencjonalnych. Jednakże koszt azotu może zależeć od lokalnych warunków. Bibliografia: [Grützmacher, 1991; de Haas, 1997] EP.4 Hydrocyklonowanie szlamu z wielkiego pieca Opis: Gaz gardzielowy wielkiego pieca zawiera duże ilości pyłu (7-40 kg/t surówki-patrz tabela 7.3). Duża część tego pyłu jest usuwana w pierwszym, suchym etapie systemu oczyszczania gazu wielkopiecowego. Ta część pyłu składa się głównie z materiału o względnie dużych cząstkach z wysoką zawartością żelaza i węgla i jest zawracana do spiekalni. Pozostała część (1-10 kg/t surówki) jest usuwana z gazu wielkopiecowego przy zastosowaniu odpylania mokrego. Po wytrąceniu wytwarzane jest 3-5 kg szlamu na tonę surówki. Szlam ten posiada względnie wysoką zawartość cynku (Zn). Stanowi to przeszkodę w powtórnym wykorzystaniu szlamu w spiekalni. Za pomocą hydrocyklonowania można podzielić całkowitą masę szlamu na szlam bogaty w cynk i szlam ubogi w cynk. Cynk występuje głównie w postaci tlenku cynku, który przyjmuje kształt bardzo małych cząsteczek (patrz punkt 7.2.2.2.2). Hydrocyklonowanie zagęszcza te małe cząsteczki w strumieniu przelewowym, podczas gdy frakcje ubogie w cynk opuszczają cyklony wraz z dolnym strumieniem. Należy zauważyć, że skuteczność hydrocyklonowania zależy od właściwości szlamu.

Rozdział 7
Produkcja żelaza i stali 263
Szlam z dolnego strumienia jest powtórnie wykorzystywany w spiekalni. Należy zauważyć, że to powtórne wykorzystanie należy oceniać w relacji do całkowitej ilości cynku wprowadzanego do procesu w wielkim piecu. Szlam bogaty w cynk ze strumienia przelewowego jest magazynowany w oczekiwaniu na przyszłe możliwości jego wykorzystania, albo jest składowany na hałdach. Mogą powstać dodatkowe problemy w przypadku występowania składników radioaktywnych, które zwykle pozostają w drobnej frakcji. Główne osiągnięte poziomy emisji: W tabeli 7.1 przedstawiono zawartości cynku i ołowiu w szlamach. Jednostkowe Zawartość Ciężar na bazie Oczyszczanie wytwarzanie Zn suchej masy szlamu (%) (%) (kg/t surówki) Szlam nieoczyszczony 1,0 - 9,7 0,1 - 2,5 100 Hydrocyklonowanie Strumień przelewowy hydrocyklonowania 0,2 - 2,7 1 - 10 20 - 40 Magazynowanie w stosach/hałdy Strumień dolny hydrocyklonowania 0,8 - 7,8 0,2 - 0,6 60 - 80 Recyrkulowane do spiekalni Tabela 7.12: Przykład zawartości cynku w hydrocyklonowanym szlamie z wielkiego pieca � w oparciu o [Pazdej, 1995; Info Mil, 1997] Możliwości zastosowania: Hydrocyklonowanie jako nowoczesna technologia może być stosowane zarówno w nowych, jak i istniejących zakładach, ilekroć stosuje się odpylanie na mokro oraz gdy rozkład wielkości ziaren pozwala na ich racjonalne oddzielenie. Oddziaływanie na środowisko: Podczas pracy cyklonów zużywane są niewielkie ilości energii. Przykładowe zakłady: Hoogovens IJmuiden, Holandia; Thyssen AG, Niemcy � Duisburg Dane eksploatacyjne: System pracuje bez zakłóceń Aspekty ekonomiczne: [UBA Rentz, 1996] podaje, że koszty inwestycyjne dla trzystopniowego zakładu produkującego 20000 t/ rocznie wynoszą 2 miliony ecu1994, a koszt eksploatacji wynosi 25 ecu/t. Bibliografia: [Pazdej, 1995; UBA Rentz, 1996] EP.5 Oczyszczanie i powtórne wykorzystanie roztworu płuczkowego Opis: Gaz wielkopiecowy jest zwykle oczyszczany w specjalnie zaprojektowanych płuczkach typu rusztowego, zwężkowego lub pierścieniowo-szczelinowego (patrz również punkt EP.1). Wytwarzają one zanieczyszczony strumień wody zawierający zawiesinę (1-10 kg/t surówki,
Rozdział 7
Produkcja żelaza i stali 264
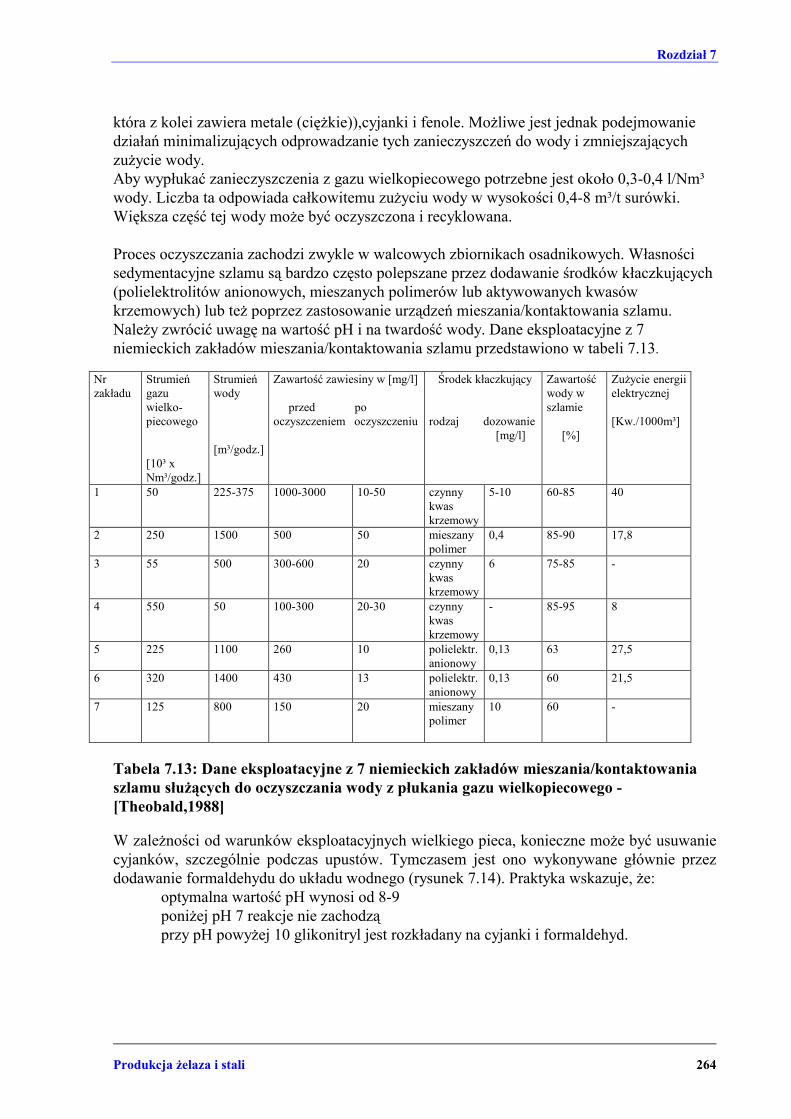
która z kolei zawiera metale (ciężkie)),cyjanki i fenole. Możliwe jest jednak podejmowanie działań minimalizujących odprowadzanie tych zanieczyszczeń do wody i zmniejszających zużycie wody. Aby wypłukać zanieczyszczenia z gazu wielkopiecowego potrzebne jest około 0,3-0,4 l/Nm³ wody. Liczba ta odpowiada całkowitemu zużyciu wody w wysokości 0,4-8 m³/t surówki. Większa część tej wody może być oczyszczona i recyklowana. Proces oczyszczania zachodzi zwykle w walcowych zbiornikach osadnikowych. Własności sedymentacyjne szlamu są bardzo często polepszane przez dodawanie środków kłaczkujących (polielektrolitów anionowych, mieszanych polimerów lub aktywowanych kwasów krzemowych) lub też poprzez zastosowanie urządzeń mieszania/kontaktowania szlamu. Należy zwrócić uwagę na wartość pH i na twardość wody. Dane eksploatacyjne z 7 niemieckich zakładów mieszania/kontaktowania szlamu przedstawiono w tabeli 7.13.
Nr zakładu
Strumień gazu wielko-piecowego [10³ x Nm³/godz.]
Strumień wody [m³/godz.]
Zawartość zawiesiny w [mg/l] przed po oczyszczeniem oczyszczeniu
Środek kłaczkujący rodzaj dozowanie [mg/l]
Zawartość wody w szlamie [%]
Zużycie energii elektrycznej [Kw./1000m³]
1
50
225-375
1000-3000
10-50
czynny kwas krzemowy
5-10
60-85
40
2
250
1500
500
50
mieszany polimer
0,4
85-90
17,8
3
55
500
300-600
20
czynny kwas krzemowy
6
75-85
-
4
550
50
100-300
20-30
czynny kwas krzemowy
-
85-95
8
5
225
1100
260
10
polielektr. anionowy
0,13
63
27,5
6
320
1400
430
13
polielektr. anionowy
0,13
60
21,5
7
125 800 150 20 mieszany polimer
10 60 -
Tabela 7.13: Dane eksploatacyjne z 7 niemieckich zakładów mieszania/kontaktowania szlamu służących do oczyszczania wody z płukania gazu wielkopiecowego - [Theobald,1988] W zależności od warunków eksploatacyjnych wielkiego pieca, konieczne może być usuwanie cyjanków, szczególnie podczas upustów. Tymczasem jest ono wykonywane głównie przez dodawanie formaldehydu do układu wodnego (rysunek 7.14). Praktyka wskazuje, że:
optymalna wartość pH wynosi od 8-9 poniżej pH 7 reakcje nie zachodzą przy pH powyżej 10 glikonitryl jest rozkładany na cyjanki i formaldehyd.

Rozdział 7
Produkcja żelaza i stali 265
Wielki piec
Gaz gardzielowy
Separator większych cząstek pyłu
Płuczka
Obieg roztworu płuczącego Roztwór formaldehydu
Ø Kontrola
Ø Świeża woda Roztwór nadtlenku Alkalia wodoru Rysunek 7.14: Przykład procesu usuwania cyjanków z roztworu płuczącego w wielkich piecach - [Theobald,1997] Szlam pochodzący z wytrącania pyłu drobnoziarnistego posiada względnie wysoką zawartość cynku (patrz tabela 7.6) i może być oczyszczony za pomocą hydrocyklonowania (patrz również punkt EP.4). Nowa koncepcja oczyszczania ścieków zostanie wprowadzona w zakładach Hoogovens IJmuiden, Holandia � IJmuiden i wejdzie do eksploatacji w 1999 roku. Składa się na nią połączone oczyszczanie ścieków z koksowni, wielkich pieców i z płuczki oczyszczającej w grudkowni w układzie aktywowanego szlamu ze wstępną denitryfikacją oraz nitryfikacją prowadzącą do zminimalizowania ChZT (chemicznego zapotrzebowania tlenu) i emisji związków azotu.
Roztwór płuczący gaz gardzielowy
Ścieki
Zbiornik sedymentacyjny
Zakład oczyszczania ścieków
Surowa woda

Rozdział 7
Produkcja żelaza i stali 266
Główne osiągane poziomy emisji: Wysoka efektywność recyklingu roztworu płuczącego może być osiągnięta jedynie przy strumieniu 0,1 m³/t surówki. Woda ta jest usuwana z systemu ze szlamem wielkopiecowym i może przejść dalsze procesy oczyszczania. Parametr Jednostka Średnia wartość Jednostka Współczynnik emisji Przepływ (m³/dzień) 3387 (m³/t surówki) 0,23 ChZT (mg/l) 51 (g/t surówki) 11,7 CN¯*¹ (mg/l) 0,7 (g/t surówki) 0,6 Kjeldahl-N (mg/l) 133 (g/t surówki) 30 Siarczek (H2S) (mg/l) 2,2 (g/t surówki) 0,5 Zawiesina (mg/l) 16,1 (g/t surówki) 3,7 Cynk (Zn) (µg/l) 1051 (mg/t surówki) 242 Miedź (Cu) (µg/l) 12,7 (mg/t surówki) 3,0 Chrom (Cr) (µg/l) 33,4 (mg/t surówki) 7,6 Kadm (Cd) (µg/l) 0 (mg/t surówki) 0 Nikiel (Ni) (µg/l) 39 (mg/t surówki) 8,9 Ołów (Pb) (µg/l) 89 (mg/t surówki) 18,3 Rtęć (Hg) (µg/l) < 0,1 (mg/t surówki) 0,02 Arsen (As) (µg/l) 5,7 (mg/t surówki) 1,3 WWA-EPA (µg/l) 3,1 (mg/t surówki) 0,71 *¹ wolny cyjanek; wartości z [Weigel,1998] Tabela 7.14: Przykład ścieków odprowadzanych z obwodu roztworu płuczącego gazu wielkopiecowego po oczyszczaniu - [InfoMil,1997]
Zastosowanie: Recykling roztworu płuczkowego może być stosowany zarówno w nowych, jak i istniejących zakładach. Nowoczesne zakłady posiadają tę zaletę, że zakład może zostać zaprojektowany ze skutecznym obwodem wodnym. Zawartość soli w wodzie płuczkowej wpływa na wielkość recyklingu. Jednakże, możliwe jest również zainstalowanie efektywnych obwodów wodnych w starszych zakładach. Oddziaływanie na środowisko: Gdy recyrkulowane są duże ilości wody należy zastosować wydajny system oczyszczania. W przeciwnym wypadku mogą wystąpić problemy eksploatacyjne dotyczące płuczek (zatykanie itp.), a wydajność wypłukiwania zmaleje. Oczyszczanie wody i jej recykling powodują wytwarzanie szlamu bogatego w cynk. Mały upust wody z układu jest konieczny, aby uniknąć gromadzenia się minerałów/soli. Recykling wody płuczkowej wymaga znacznych ilości energii (patrz tabela 7.13). Oprócz tego należy rozważyć dodanie porcji środków kłaczkujących. Przykładowe zakłady: Krupp Hoesch Stahl, Niemcy � Dortmund; Hoogovens IJmuiden, Holandia �IJmuiden. Dane ekonomiczne: Całkowite wydatki inwestycyjne na instalację oczyszczania ścieków wielkiego pieca w zakładach Hoogovens IJmuiden wyniosły około 18 milionów ecu1996. Oczyszczanie ścieków obejmuje oddzielenie zawiesiny (dwa etapy) i korektę pH. Nie zostały określone koszty eksploatacyjne.
Bibliografia: [InfoMil,1997;Theobald,1997;Theobald,1988]
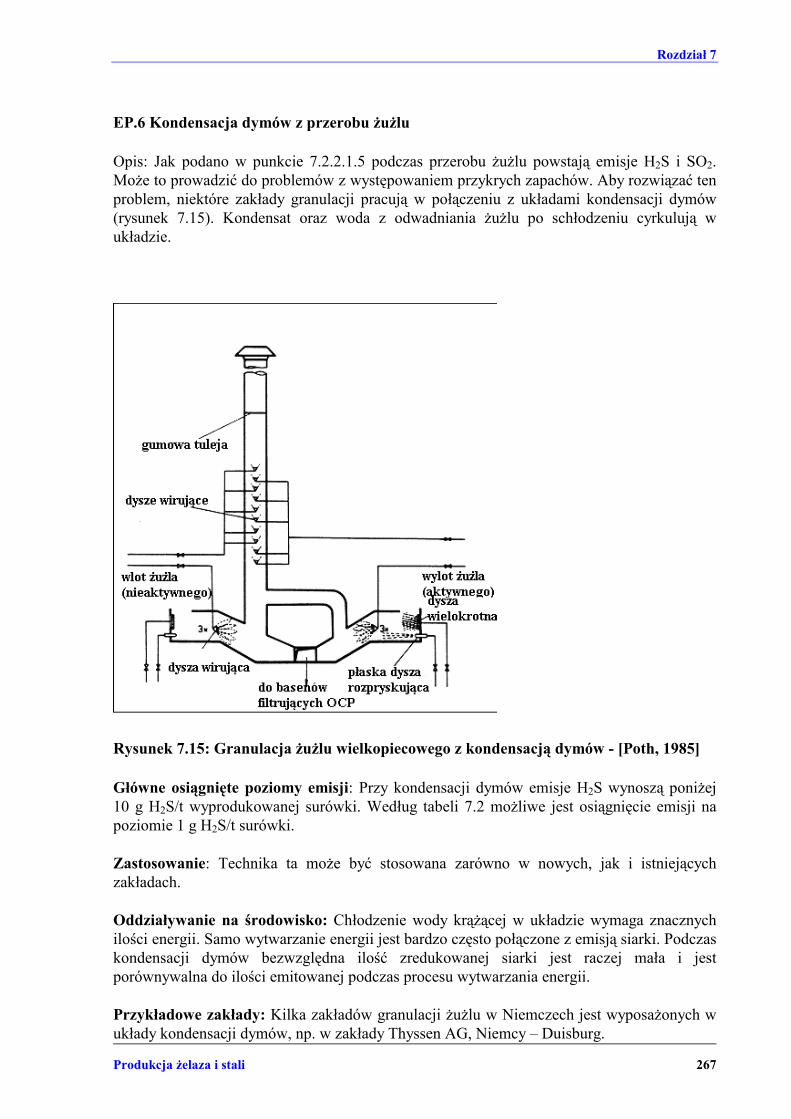
Rozdział 7
Produkcja żelaza i stali 267
EP.6 Kondensacja dymów z przerobu żużlu
Opis: Jak podano w punkcie 7.2.2.1.5 podczas przerobu żużlu powstają emisje H2S i SO2. Może to prowadzić do problemów z występowaniem przykrych zapachów. Aby rozwiązać ten problem, niektóre zakłady granulacji pracują w połączeniu z układami kondensacji dymów (rysunek 7.15). Kondensat oraz woda z odwadniania żużlu po schłodzeniu cyrkulują w układzie.
Rysunek 7.15: Granulacja żużlu wielkopiecowego z kondensacją dymów - [Poth, 1985]
Główne osiągnięte poziomy emisji: Przy kondensacji dymów emisje H2S wynoszą poniżej 10 g H2S/t wyprodukowanej surówki. Według tabeli 7.2 możliwe jest osiągnięcie emisji na poziomie 1 g H2S/t surówki. Zastosowanie: Technika ta może być stosowana zarówno w nowych, jak i istniejących zakładach. Oddziaływanie na środowisko: Chłodzenie wody krążącej w układzie wymaga znacznych ilości energii. Samo wytwarzanie energii jest bardzo często połączone z emisją siarki. Podczas kondensacji dymów bezwzględna ilość zredukowanej siarki jest raczej mała i jest porównywalna do ilości emitowanej podczas procesu wytwarzania energii. Przykładowe zakłady: Kilka zakładów granulacji żużlu w Niemczech jest wyposażonych w układy kondensacji dymów, np. w zakłady Thyssen AG, Niemcy � Duisburg.
Rozdział 7
Produkcja żelaza i stali 268
Dane ekonomiczne: niedostępne Bibliografia: niedostępna
7.4 Wnioski W celu lepszego zrozumienia treści tego rozdziału czytelnik powinien zapoznać się ze wstępem do niniejszego dokumentu, a w szczególności z jego piątą częścią: �Jak rozumieć i stosować niniejszy dokument�. Techniki oraz związane z nimi poziomy emisji i/lub zużycia, jak również zakresy poziomów, jakie przedstawiono w niniejszym rozdziale, zostały ocenione w toku procesu iteracyjnego obejmującego następujące etapy:
• określenie kluczowych zagadnień dotyczących ochrony środowiska w obrębie danego sektora; w przypadku wielkich pieców są to zamknięcie obiegu gazu wielkopiecowego, oczyszczanie i utylizacja, dymy z odlewania i postępowanie z żużlem;
• zbadanie technik najistotniejszych z punktu widzenia tych kluczowych zagadnień; • określenie poziomów emisji optymalnych dla środowiska na podstawie danych
dostępnych w państwach Unii Europejskiej i na świecie; • zbadanie warunków, w których te poziomy emisji zostały uzyskane takich, jak koszty,
oddziaływanie na środowisko, główne cele i motywacja dla wprowadzania tych technik;
• wybór najlepszych dostępnych technik BAT oraz związanych z nimi poziomów emisji i/lub zużycia dla tego sektora w ogóle, zgodnie z art. 2 ust. 11 oraz załącznikiem 4 do dyrektywy.
Europejskie Biuro IPPC i odpowiednia Techniczna Grupa Robocza (TWG) pełniły główną rolę przy fachowej ocenie każdego z tych działań, jak również miały wpływ na sposób przedstawienia ich wyników w niniejszym opracowaniu. Na podstawie tej oceny w niniejszym rozdziale przedstawiono konkretne techniki oraz � w miarę możliwości � poziomy emisji i zużycia związane z zastosowaniem najlepszych dostępnych technik BAT, które są uważane za odpowiednie dla sektora jako całości i w wielu przypadkach odzwierciedlają aktualną charakterystykę eksploatacyjną niektórych instalacji w obrębie sektora. Tam, gdzie prezentowane są poziomy emisji lub zużycia �związane z najlepszymi dostępnymi technikami BAT� oznacza to, że poziomy te odzwierciedlają skutki oddziaływania na środowisko, jakie można przewidzieć w wyniku zastosowania w tym sektorze opisanych technik, mając na uwadze bilans kosztów i korzyści stanowiących nieodłączny element definicji BAT. Jednakże nie są to graniczne wielkości emisji czy zużycia i nie powinny być tak rozumiane. W niektórych przypadkach uzyskanie lepszych poziomów emisji lub zużycia może być technicznie możliwe, jednak ze względu na związane z tym koszty lub skutki oddziaływania na środowisko nie są one uważane za właściwe jako BAT dla całego sektora. Poziomy takie mogą jednak być uznane za uzasadnione w bliżej określonych przypadkach, w których występują szczególne okoliczności przemawiające za wdrożeniem danych technik.
Rozdział 7
Produkcja żelaza i stali 269
Poziomy emisji i zużycia związane z zastosowaniem BAT muszą być rozpatrywane z uwzględnieniem szczególnych warunków odniesienia (np.: okresów uśredniania). Należy odróżnić opisane powyżej pojęcie �poziomów związanych z zastosowaniem BAT� od określenia �osiągalny poziom� stosowanego gdzie indziej w tym dokumencie. W przypadku, gdy poziom jest opisany jako �osiągalny� przy zastosowaniu danej techniki lub kombinacji technik, oznacza to, że można go uzyskać stosując te techniki po pewnym czasie w dobrze utrzymywanej i obsługiwanej instalacji lub procesie. Dostępne dane dotyczące kosztów wraz z opisem technik omówionych w poprzednim rozdziale zostały przedstawione łącznie. Wskazują one przybliżoną wielkość przewidywanych kosztów. Jednak rzeczywisty koszt zastosowania danej techniki będzie w dużym stopniu zależał od konkretnej sytuacji z uwzględnieniem, na przykład, wysokości podatków, opłat oraz specyfikacji technicznej dla danej instalacji. Dokładna ocena tych specyficznych dla danego miejsca czynników nie jest w tym dokumencie możliwa. W przypadku braku danych dotyczących kosztów, wnioski odnoszące się do ekonomicznej użyteczności technik zostały sformułowane na podstawie obserwacji istniejących instalacji. Najlepsze dostępne techniki BAT przedstawione ogólnie w niniejszym rozdziale mają stanowić punkt odniesienia ułatwiający ocenę aktualnych wyników osiągniętych w ramach istniejącej instalacji lub propozycję dla nowej instalacji. Może to się okazać pomocne przy określaniu właściwych warunków �w oparciu o najlepsze dostępne techniki BAT� dla danej instalacji. Przewiduje się, że nowe instalacje mogą być projektowane tak, aby osiągać lub nawet przekraczać ogólne przedstawione tu poziomy właściwe dla BAT. Uważa się również, że istniejące instalacje mogłyby zbliżyć się do ogólnych poziomów właściwych dla BAT bądź osiągać lepsze wyniki. Dokumenty referencyjne BREF wprawdzie nie ustalają prawnie wiążących norm, lecz mają za zadanie dostarczać informacji stanowiących wskazówki dla przemysłu, Państw Członkowskich i społeczeństwa na temat osiągalnych poziomów emisji i zużycia przy stosowaniu konkretnych technik. Odpowiednie wartości dopuszczalne dla każdego konkretnego przypadku będą musiały zostać określone z uwzględnieniem celów dyrektywy dotyczącej zintegrowanego zapobiegania i ograniczania zanieczyszczeń (IPPC) oraz lokalnych uwarunkowań.
W przypadku wielkich pieców za najlepsze dostępne techniki BAT uważa się następujące, wymienione poniżej technologie lub kombinacje technologii. Znaczenie i wybór poszczególnych technologii będą różne w zależności od lokalnych uwarunkowań. Mogą być również rozpatrywane inne dowolne techniki lub połączenia technik, przy pomocy których możliwe jest osiąganie takich samych lub lepszych poziomów wydajności lub skuteczności; techniki takie mogą być na etapie opracowywania lub być nowopowstającymi technologiami lub też mogą być już dostępne, lecz jeszcze nie wymienione/opisane w niniejszym dokumencie.
1. Odzysk gazu wielkopiecowego; 2. Bezpośredni wtrysk środków redukujących;
np. sprawdzony został wtrysk pyłu węglowego w wysokości 180 kg/t surówki, jednakże możliwe są wyższe wielkości wtrysku.

Rozdział 7
Produkcja żelaza i stali 270
3. Odzysk energii gazu wielkopiecowego pod ciśnieniem w przypadku, gdy występują sprzyjające warunki;
4. Nagrzewnice dmuchu wielkopiecowego
można osiągnąć stężenie emisji pyłu na poziomie <10mg/Nm³ i NOx <350 mg/Nm³ (przy zawartości tlenu 3%).
można osiągnąć oszczędności energii tam, gdzie pozwala na to projekt instalacji. 5. Zastosowanie bezsmołowych wykładzin koryt spustowych; 6. Oczyszczanie gazu wielkopiecowego za pomocą skutecznego odpylania;
Pył gruboziarnisty jest usuwany za pomocą technologii suchego oddzielania (np. deflektora) i powinien być on ponownie wykorzystany. W dalszej kolejności drobne cząsteczki są usuwane za pomocą: płuczki lub filtrowania elektrostatycznego na mokro lub jakiejkolwiek innej technologii osiągającej taką samą skuteczność usuwania pyłów;
Możliwe jest uzyskanie stężenia pyłów na poziomie <10 mg/Nm³. 7. Odpylanie hali lejniczej (otwory spustowe, koryta spustowe, przewały żużlu, punkty
odlewania kadzi mieszalnikowej); Emisje powinny zostać zminimalizowane poprzez przykrycie koryt spustowych oraz ewakuację wymienionych źródeł emisji i oczyszczanie za pomocą filtrowania tkaninowego lub filtrowania elektrostatycznego. Możliwe jest osiągnięcie stężenia emisji pyłów na poziomie 1-15 mg/Nm³. Jeżeli chodzi o emisje wylotowe, można uzyskać wielkość emisji 5 � 15 g pyłu/t surówki; dlatego też skuteczność wychwytywania dymów jest tak ważna. Wytłumianie dymów przy zastosowaniu azotu (w określonych warunkach np. gdy konstrukcja hali lejniczej na to pozwala i gdy jest dostępny azot).
8. Oczyszczanie ścieków z płukania gazu wielkopiecowego: a. W miarę możliwości powtórne wykorzystanie roztworu płuczkowego; b. Koagulacja/sedymentacja zawiesiny (możliwe jest osiągnięcie średniej rocznej
zawartości pozostałości zawiesiny w wysokości <20mg/l; mogą wystąpić pojedyncze dzienne wartości do 50mg/l);
c. Hydrocyklonowanie szlamu z powtórnym wykorzystaniem frakcji gruboziarnistych w przypadku, gdy rozkład wielkości ziaren pozwala na przeprowadzenie odpowiedniego oddzielania.
9. Minimalizowanie emisji pochodzących z oczyszczania żużlu i z żużlu przeznaczonego do składowania na hałdach;
O ile pozwalają na to warunki rynkowe zalecane jest oczyszczanie żużlu za pomocą granulacji. Jeżeli wymagana jest redukcja zapachów, potrzebna jest kondensacja dymów. W przypadku, gdy wytwarzany jest żużel, który jest następnie odlewany do dołów ziemnych należy, w miarę możliwości oraz o ile pozwolą na to ograniczenia przestrzenne, minimalizować wymuszone chłodzenie wodą lub całkiem go zaniechać.
10. Minimalizowanie ilości odpadów stałych/produktów ubocznych. W przypadku odpadów stałych za najlepsze dostępne techniki BAT uważa się następujące technologie, które zostały wymienione w kolejności od najważniejszej do najmniej ważnej:
a. Minimalizowanie wytwarzania odpadów stałych.

Rozdział 7
Produkcja żelaza i stali 271
b. Skuteczna utylizacja (recykling lub powtórne wykorzystanie) odpadów stałych/produktów ubocznych; w szczególności recykling większych cząstek pyłu z procesu oczyszczania gazu wielkopiecowego i pyłu z odpylania hali lejniczej, pełne powtórne wykorzystanie żużlu (np. w przemyśle cementowym lub do budowy dróg)
c. Kontrolowana likwidacja nieuniknionych odpadów/produktów ubocznych (drobna frakcja szlamu z procesu oczyszczania gazu wielkopiecowego, część gruzu)
Zasadniczo technologie wymienione w punktach 1-10 znajdują zastosowanie zarówno w nowych, jak i w istniejących instalacjach, jeżeli spełnione są wymienione warunki wstępne i przy uwzględnieniu informacji podanych we wstępie.
7.5 Nowo powstające technologie i przyszłe kierunki rozwoju Chociaż proces wielkopiecowy jest głównym procesem produkcji żelaza, aktualnie zostało opracowanych kilka innych procesów produkcji surówki, a jedna technologia jest już stosowana na skalę przemysłową (Corex). W przypadku tych tak zwanych technologii �wytapiania redukcyjnego� jako główne paliwo niezmiennie stosowany węgiel zamiast koksu. W niektórych nowych technologiach grudki i spieki zastępowane są przez sproszkowaną rudę żelaza. Jeżeli technologie te okażą się niezawodnymi, niedrogimi i wysokiej jakości jednostkami podstawowej produkcji stali, spojrzenie na produkcję podstawową żelaza/stali ulegnie znacznej zmianie. Takie alternatywne technologie są opisane bardziej szczegółowo w dalszej części tego rozdziału. Niemniej jednak wielki piec jest w dalszym ciągu dominującą jednostką produkcyjną surówki. Obecnie na całym świecie pracuje kilkaset wielkich pieców. Wielki piec ma długą historię, a nowoczesne wielkie piece są wysoce sprawnymi i efektywnymi z punktu widzenia zużycia energii reaktorami. Wtrysk pyłu węglowego na poziomie dyszy dmuchowej pieca stał się impulsem do rozwoju praktyki eksploatacji wielkiego pieca. Przykład przyszłych możliwości pracy wielkiego pieca może stanowić rozwój technologii tlenowo-węglowych. Technologie wysoko tlenowe � węglowe
Opis: Wtrysk pyłu węglowego powoduje zmniejszenie temperatur w strefie wirowania wielkiego pieca i jeżeli nie są podjęte działania mające na celu przeciwdziałanie temu zjawisku, efektywność spalania i utylizacji zmniejsza się przy wyższych wielkościach wtrysku pyłu węglowego. Aby umożliwić zachowanie odpowiednich warunków w strefie wirowania wielkiego pieca pozwalających na bardziej efektywne wykorzystanie pyłu węglowego i zastąpienie koksu, w miarę zwiększania wielkości wtrysku pyłu węglowego niezbędne jest zastosowanie stopniowo wyższych temperatur dmuchu lub wyższych poziomów wzbogacenia dmuchu w tlen. Konwencjonalne nagrzewanie dmuchu w nagrzewnicach regeneracyjnych jest ograniczone przez uwarunkowania konstrukcyjne do temperatur około 1200°C, które pozwalają na wtrysk pyłu węglowego do 150 kg/t surówki. Mogą być stosowane dwie metody umożliwiające zwiększenie wielkości wtrysku pyłu węglowego:
Rozdział 7
Produkcja żelaza i stali 272
1. Wyższe temperatury dmuchu uzyskiwane za pomocą zasilanego elektrycznie urządzenia do plazmowego przegrzewania dmuchu. Jest to ekonomicznie uzasadnione tylko w tych miejscach, gdzie dostępna jest tania energia. We Francji przeprowadzono badania w miejscu, gdzie dostępna jest tania energia pochodząca z elektrowni jądrowej. 2. Dodawanie tlenu do dmuchu. Do wzbogacania dmuchu przed nagrzewnicami dmuchu wielkopiecowego może być stosowany tlen pochodzący z zakładu rektyfikacji powietrza. Tlen może być także wtryskiwany na poziomie dysz dmuchowych razem z pyłem węglowym (wtrysk tlenowo-węglowy). Wzbogacanie tlenem przed nagrzewnicą dmuchu wielkopiecowego może prowadzić do problemów technicznych i problemów związanych z bezpieczeństwem pracy, dlatego też korzystniejsze jest wtryskiwanie tlenu na poziomie dysz dmuchowych.
Główne osiągnięcia: Teoretycznie wtrysk pyłu węglowego może wynosić do 400 kg/t surówki w przypadku, gdy stosuje się dmuch wysoko wzbogacony. W takim przypadku dmuch powinien być wzbogacony co najmniej w 30% tlenem (51% w dmuchu). Zużycie koksu może być znacznie zredukowane w porównaniu do aktualnego poziomu zużycia.
Status: Przeprowadzono eksploatację zakładów pilotujących i badania na przemysłowych wielkich piecach. Zasada działania procesu została już sprawdzona. Eksperymenty są ukierunkowane na najwyższe możliwe parametry wejściowe przy założeniu stabilnej pracy wielkiego pieca i wystarczającej gazyfikacji węgla. Bibliografia: [ Campbell,1992;Ponghis,1993]. Redukcja emisji tlenku węgla CO z nagrzewnic dmuchu wielkopiecowego posiadających wewnętrzną komorę spalania Opis: W punkcie 7.1.2 opisano dwie podstawowe konstrukcje nagrzewnic dmuchu wielkopiecowego (z wewnętrzną lub zewnętrzną komorą spalania). W przypadku wewnętrznej komory spalania występują wysokie emisje CO (patrz punkt 7.2.2.1.1) w wyniku przecieków z pęknięć w wykładzinie ogniotrwałej. Przeciek taki wydaje się być nieunikniony i prowadzi do emisji niespalonego gazu. Możliwe jest jednak zmniejszenie wycieków przez wstawienie blach stalowych w odpowiednim gatunku do wykładziny ogniotrwałej podczas jej kładzenia.
Główne osiągnięte poziomy emisji: Wpływ pęknięć (wysokie emisje CO) może zostać znacząco zredukowany. Nie są jeszcze dostępne wyniki pomiarów przed i po wstawieniu blach stalowych. Status: Przedstawione przedsięwzięcie zostało już wdrożone w jednej zintegrowanej hucie w 15 Państwach Członkowskich Unii Europejskiej.
Odzysk ciepła z żużlu Opis: Płynny żużel z wielkiego pieca zawiera dużą ilość ciepła jawnego. Jego temperatura wynosi około 1450°C, a w nowoczesnych wielkich piecach wytwarza się go około 250 �300 kg/t surówki. Żaden z przemysłowo stosowanych systemów na świecie nie wykorzystuje tego

Rozdział 7
Produkcja żelaza i stali 273
potencjalnego źródła energii. Może to być głównie spowodowane trudnościami technicznymi w opracowaniu bezpiecznego, niezawodnego i sprawnego energetycznie systemu, który dodatkowo nie wpływa na jakość żużlu. Oszczędności energii: Szacowane oszczędności wynoszą około 0,35 GJ/t surówki. Status: Zostały przeprowadzone testy, jednakże odzysk ciepła z żużlu prawdopodobnie nie zostanie w najbliższej przyszłości wprowadzony na skalę przemysłową. Bibliografia: [InfoMil,1997]