Embed Size (px)
Citation preview

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 1
VANGAŢU ARODSKOLA
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058
„Datorprogrammas izstrāde un īstenošana
arodizglītības programmas „Metālapstrāde”
metinātāju profesionālo priekšmetu teorētiskai apmācībai”
METODISKAIS MATERIĀLS
METINĀTĀJU DARBA TEHNOLOĢIJĀ
2006. gads

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 2
Rokas elektrolokmetināšana.
Saturs.
1. Metināšanas būtība un nozīme 3
2. Izplatītāko metināšanas veidu būtība 4
3. Metināmo savienojumu tipi 7
4. Metināto šuvju klasifikācija 9
5. Elektriskais loks un tā lietošana metināšanā 12
6. Rokas lokmetināšanas posteņa metināšanas iekārta 15
7. Metināšanas transformatora uzbūve 16
8. Metināšanas taisngrieža uzbūve 17
9. Metināšana aizsargāzu vidē 19
10. Metināšanas pārveidotāja uzbūve 20
11. Metināšanas strāvas avotu apkalpošana 21
12. Metinātāja piederumi un instrumenti 22
13. Metināšanas elektrodu veidi 24
14. Metāla sagatavošana metināšanai 29
15. Metinātu šuvju veidošanas tehnika 31
16. Rokas lokmetināšanas režīma izvēle 36
17. Valnīšu un šuvju metināšana apakšējā pozīcijā 37
18. Vertikālu, horizontālu un griestu šuvju metināšana 40
19. Ar rokas lokmetināšanu metinātie punktsavienojumi 42
20. Jēdziens par tēraudu metināšanu 43
21. Konstrukciju oglekļa tēraudu metināšana 45
22. Mazleģētu un vidējleģētu tēraudu metināšana 46
23. Leģētu siltumizturīgu tēraudu metināšana 48
24. Augstleģētu tēraudu un sakausējumu metināšana 49
25. Deformācijas un spriegumi metināšanā 51
26. Galvenie pasākumi deformāciju un spriegumu samazināšanai metināšanā 54
27. Čuguna metināšana 58
28. Čuguna karstā metināšana 60
29. Čuguna aukstā metināšana 62
30. Krāsaino metālu un to sakausējumu metināšana 64
31. Cietsakausējumu uzkausēšana 69
32. Iekārtas un tehnoloģija pusautomātiskai lokmetināšanai ar kūstošiem elektrodiem 73
33. Tehnoloģija pusautomātiskajai metināšanai ar pulverstiepli un pašaizsargājošu stiepli 79
34. Metināšana ar volframa elektrodu inertās gāzēs 83
35. Kušņu metināšanas process 86
36. Izstrādājumu dažādu konstrukciju rokas un pusautomātiskās lokmetināšanas īpatnības ______87
37. Metināto savienojumu defekti un to labošana 93
38. Metināto savienojumu un izstrādājumu kvalitātes kontroles veidi 97
39. Plazmas loka un citi termiskās griešanas veidi 102
40. Darba aizsardzības prasības izpildot metināšanas darbus. 105
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 3
Rokas elektrolokmetināšana.
Metināšanas būtība un nozīme.
Metināšana ir neizjaucamu savienojumu iegūšanas process, kurā metināmās detaļas
vietējas vai vispārējas
sakarsēšanas, plastiskās
deformācijas vai arī to
kopīgas iedarbības rezultātā
starp detaļām rodas
starpātomu saites. Senākais
metināšanas veids ir
kalējmetināšana.
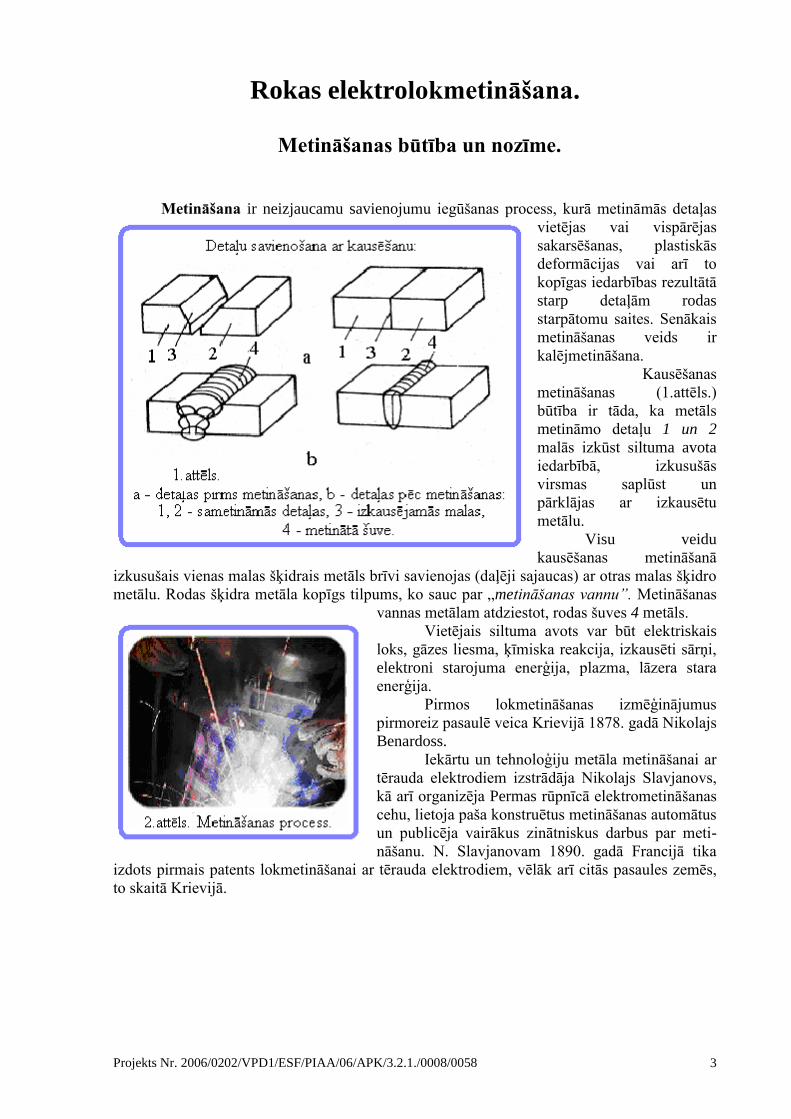
Kausēšanas
metināšanas (1.attēls.)
būtība ir tāda, ka metāls
metināmo detaļu 1 un 2
malās izkūst siltuma avota
iedarbībā, izkusušās
virsmas saplūst un
pārklājas ar izkausētu
metālu.
Visu veidu
kausēšanas metināšanā
izkusušais vienas malas šķidrais metāls brīvi savienojas (daļēji sajaucas) ar otras malas šķidro
metālu. Rodas šķidra metāla kopīgs tilpums, ko sauc par „metināšanas vannu”. Metināšanas
vannas metālam atdziestot, rodas šuves 4 metāls.
Vietējais siltuma avots var būt elektriskais
loks, gāzes liesma, ķīmiska reakcija, izkausēti sārņi,
elektroni starojuma enerģija, plazma, lāzera stara
enerģija.
Pirmos lokmetināšanas izmēģinājumus
pirmoreiz pasaulē veica Krievijā 1878. gadā Nikolajs
Benardoss.
Iekārtu un tehnoloģiju metāla metināšanai ar
tērauda elektrodiem izstrādāja Nikolajs Slavjanovs,
kā arī organizēja Permas rūpnīcā elektrometināšanas
cehu, lietoja paša konstruētus metināšanas automātus
un publicēja vairākus zinātniskus darbus par meti-
nāšanu. N. Slavjanovam 1890. gadā Francijā tika
izdots pirmais patents lokmetināšanai ar tērauda elektrodiem, vēlāk arī citās pasaules zemēs,
to skaitā Krievijā.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 4
Izplatītāko metināšanas veidu būtība.
Lokmetināšana. Siltuma avots metināšanā ir elektriskais loks, kuru atklāja bijušās
Sankt-Peterburgas Medicīniskās ķirurģijas akadēmijas profesors Vasilijs Petrovs. Viņš
pirmais pasaules literatūrā aprakstīja elektrisko loku, tā īpašības, proti, elektroda metāla
kausēšanu ar loku.
Par metināšanas loku sauc spēcīgu, ilgstošu izlādi, kura notiek starp diviem
elektrodiem elektriskā lauka jonizētā vidē.
Pirmos lokmetināšanas izmēģinājumus pirmo reizi pasaulē veica Krievijā 1878. gadā
Nikolajs Benardoss. Arhīvā saglabājušies N. Benardosa apraksti, rasējumi un zīmējumi rāda,
ka būtībā visi tagad lietojamie rokas un automātiskās lokmetināšanas veidi ir viņa ieteikti.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 5
Iekārtu un tehnoloģiju metāla metināšanai ar tērauda elektrodiem izstrādāja Nikolajs
Slavjanovs, kā arī organizēja Permas rūpnīcā elektrometināšanas cehu, lietoja paša
konstruētus metināšanas automātus un publicēja vairākus zinātniskus darbus par metināšanu.
Lai iegūtu loku (3.attēls.), ir vajadzīga elektriskā ķēde ar speciālu barošanas avotu.
Loka barošanai ar elektrisko strāvu maiņstrāvas gadījumā izmanto metināšanas
transformatoru, bet līdzstrāvas gadījumā metināšanas pārveidotāju, agregātu ar iekšdedzes
dzinēju vai metināšanas taisngriezi. No barošanas avota strāvu pa metināšanas vadiem caur
elektrodu turētāju pievada elektrodam un metināmajam izstrādājumam, starp kuriem deg loks.
Metinot ar kūstošiem elektrodiem, šuve veidojas no kūstošā elektroda un malu
pamatmetāla, bet, metinot ar nekustošiem elektrodiem, šuve aizpildās ar metināmo daļu
metālu.Degot lokam (3.attēls.), kūstošais elektrods kušanas laikā nepārtraukti jāpadod lokā
(metināšanas zonā) un jāuztur pēc iespējas pastāvīgs loka garums. Loka garums L ir atstatums
starp elektroda galu un krātera (padziļinājuma) virsmu metināšanas vannā. Degot lokam ar
nekustošu elektrodu, loka garums ar laiku palielinās un metināšanas process ir jākoriģē.. Loka
degšanas, metināmā un elektroda metāla kušanas laikā metināšanas vanna ir jāaizsargā pret
gaisā esošo gāzu (skābekļa, slāpekļa, ūdeņraža) iedarbību, lai tās neiekļūtu šķidrajā metālā un
nepasliktinātu šuves metāla kvalitāti. Tāpēc metināšanā loka zonu (elektrodu, pašu loku un
metināšanas vannu) aizsargā. Atkarībā no veida, kā aizsargā metālu pret gaisa iedarbību,
izšķir šādus lokmetināšanas veidus: metināšana ar pārklātiem elektrodiem un aizsarggāzē.
Pārklāts elektrods ir metāla stienis, kura virsma ir pārklāta ar pulverveida materiālu
līmes šķīdumu. Metināšana ar pārklātiem elektrodiem uzlabo šuves metāla kvalitāti. Metālu
pret gaisa iedarbību aizsargā sārņi un gāzes, kas veidojas, pārklājumam kūstot. Pārklātie
elektrodi paredzēti rokas metināšanai, t. i., kad procesa divas obligātās operācijas (elektroda
padošanu loka zonā un loka pārvietošanu pa izstrādājumu šuves veidošanai) izpilda metinātājs
ar roku. Rokas metināšanā ar pārklātiem elektrodiem šuvi var izveidot jebkurā telpiskā
stāvoklī un grūti pieejamās vietās.
Metinot aizsarggāzē, loka zonā caur elektroda turētāju pievada aizsarggāzes strūklu.
Metināt var gan ar kūstošu, gan nekustošu elektrodu, lietojot rokas, pusautomātisko un
automātisko metināšanu. Par aizsarggāzēm lieto dažādu gāzu maisījumu.
Kontaktmetināšana ir metināšanas veids, kurā lieto spiedienu un vietēju sakarsēšanu.
Izšķir kontakta punktmetināšanu, sadurmetināšanu, šuves, reljefa un šuves-saduras
kontaktmetināšanu.
Punktmetināšanas procesā izšķir trīs posmus 1. posms - iepriekšēja detaļu saspiešana
starp elektrodiem; 2. posms - saspiesto detaļu sakarsēšana līdz metināšanas temperatūrai; 3.
posms (caurkalšana) - metinātās vietas atdzesēšana, palielinot saspiešanas spēku. Katra posma
ilgumu nosaka metināšanas tehnoloģiskie apstākļi. Lai pazeminātu elektrisko pretestību
metināšanas zonā sagataves saspiež. Sagatavju saskarsmes vietā ir minimālā elektriskā
pretestība, caur kontaktvietu padod lielu strāvu kura kausē to. Tā, piemēram, ja pārāk ātri at-
brīvo detaļas, tad var pavājināties karstais metinātais punkts un metinātam savienojumam ir
zema kvalitāte.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 6
Sadurmetināšanas būtība ir tāda, ka jau iepriekš savstarpēji saspiestās detaļas līdz
metināšanas temperatūrai (1200... 1300°C mazoglekļa tēraudiem) sakarsē metālā plūstošā
strāva, pēc tam strāvu atslēdz, pie tam saspiešanas spēku metināmajā sadurā palielina.
Gāzes metināšanu (gāzmetināšanu) izgudroja 1896. gadā. Lieto pirmām kārtam čuguna
un misiņa metināšanai, retāk tērauda lokšņu (ar biezumu 1 ... 5 mm) savienošanai un remontdarbiem.
Gāzes metināšanā ir liela termiskā zona. No deggāzēm metināšanā galvenokārt lieto acetilēnu. Acetilēna-skābekļa metināšanu izpilda
ar kausēšanu (ar rokām) un ar spiedienu (ar mašīnām).
Jautājumi. Kurš ir senākais no minētajiem metināšanas veidiem ?
Kāpēc kontaktmetināšanā metāls kūst zonā kur savstarpēji saskaras metināmo metālu
sagataves nevis elektrods ar metināmo metālu ?
Kāpēc kontaktmetināšanā metāla sagataves pirms metināšanas saspieţ ?
Kuru no metināšanas veidiem uzskata par kausēšanas metināšanu ?

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 7
Metināmo savienojumu tipi.
Metināts savienojums ir neizjaucams vairāku detaļu savienojums, kas izvei-
dots ar metināšanu. Ar kausēšanas metināšanu izveido sadursavienojumus (6.attēls),
leņķsavienojumus, T veida savienojumus un pārlaidsavienojumus. Lieto arī
pārlaidsavienojumus ar punktu šuvi, kas metināta ar loku.
Sadursavienojumā visi elementi novietoti vienā plaknē vai uz vienas virsmas. Šis
savienojuma veids ir visizplatītākais metinātos
izstrādājumos, jo tam salīdzinājumā ar pārējiem veidiem
ir šādas priekšrocības:
Neierobežots metināmo elementu
biezums;
vienmērīgāks spēka līniju (spriegumu)
sadalījums, pārnesot spēkus no viena elementa uz citu;
minimāls metāla patēriņš metinātā savienojuma veidošanai;
droša un ērta kvalitātes kontrole
Sadursavienojumu trūkumi salīdzinājumā ar
pārējiem savienojumu veidiem ir šādi:
nepieciešamība precīzi salikt elementus
metināšanai;
profilēta materiāla (U profila siju, T siju,
dubult-T siju) malu sarežģīta sagatavošana
sadurmetināšanai.
Leņķsavienojums (7.attēls.) ir divu taisnā leņķī novietotu elementu galu saskares
vietā sametināts savienojums
T veida savienojums (8.attēls) ir metināts
savienojums, kurā viena elementa sānu virsmai piekļaujas
leņķī tai piemetināts otra elementa gals, parasti leņķis
starp elementiem ir taisns.
Leņķsavienojumus un T veida savienojumus plaši
lieto siju, kolonnu, statņu, karkasu, kopņu un citu izstrādā-
jumu metināšanai, nodrošinot izstrādājuma palielinātu
stingrumu un samazinātu deformāciju.
Pārlaidsavienojums (9.attēls) ir metināts
savienojums, kurā metināmie elementi novietoti paralēli
un viens otru pārklāj. Šo savienojumu trūkumi ir
palielināts pamatmetāla patēriņš, kas nepieciešams
savienojuma pārlaidumam.
Metāla ekonomijas nepieciešamība ierobežo
pārlaidsavienojuma lietošanu elementiem, kuru biezums
ir lielāks par 60 mm. Pārlaidums nedrīkst būt mazāks par
trīs plānākā metināmā elementa biezumiem; nelineārs
spēka plūsmas sadalījums, tāpēc tas sliktāk iztur
mainīgas vai dinamiskas slodzes nekā sadursavienojums.
Konstrukcijās, kas pakļautas zemām temperatūrām un
mainīgam vai dinamiskām slodzēm, jāizvairās no
pārlaidsavienojumiem; mitruma iekļūšana spraugās starp
pārlaistajām loksnēm (vienpusējā metināšanā), kas izraisa metinātā savienojuma koroziju;

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 8
metinājuma defektu grūta noteikšana.
Pārlaidsavienojuma priekšrocības ir šādas:
metināšanai nav nepieciešami malu noslīpinājumi,
vienkārši salikt savienojumu (iespējams piedzīt
izmērus uz pārlaiduma rēķina).
Savienojumus ar uzliktni (10.attēls.) pašlaik vairs
nelieto. Iespējami tikai savienojumi ar uzmavu. Uzliktņi
metinātos savienojumos rada lieku metāla patēriņu, un
metinātais savienojums sliktāk iztur slodzi, sevišķi mainīgu.
Savienojumus ar punktu šuvēm (11.attēls) lieto pārlaidsavienojumos un T veida
savienojumos. Ar punktu šuvēm iegūst stiprus, bet neblīvus savienojumus. Augšējo loksni
caursit vai izurbj, bet urbumu aizmetina tā, lai daļēji būtu izkausēta apakšējā loksne (vai
profils). Ja augšējās loksnes biezums ir līdz 12 mm, tad to var neurbt, bet izkausēt ar loku, kas
deg zem kušņiem vai aizsarggāzes, pie tam var lietot nekūstošus elektrodus.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 9
Metināto šuvju klasifikācija
Metinātas šuves pēc metinātā savienojuma tipa un šuves šķērsgriezuma ģeometriskā
apveida iedala saduršuvēs un kakta šuvēs. Saduršuves lieto sadursavienojumu izveidošanai.
Kakta šuves lieto pārlaidsavienojumos, T veida savienojumos un leņķsavienojumos.
Šuves pēc ārējas virsmas formas (12.attēls) var būt normālas, izliektas vai ieliektas.
Saduršuves parasti mēdz būt normālas un izliektas, malu savstarpējā nobīde
sadursavienojumos nedrīkst būt lielāka par 0,5 mm. Kakta šuves var būt arī ieliektas. Metināti
savienojumi ar izliektām šuvēm labāk iztur statisku slodzi nekā savienojumi ar normālām vai
ieliektām šuvēm. Tomēr šuves ar lielu izliekumu nav ekonomiskas, jo tām ļoti daudz
uzkausēta metāla. Sadursavienojumi ar normālām šuvēm un leņķsavienojumi, T veida
savienojumi un pārlaidsavienojumi ar ieliektām šuvēm labāk iztur dinamiskas vai maiņzīmju
slodzes nekā savienojumi ar izliektām šuvēm. Tas izskaidrojams ar to, ka normālām un
ieliektām šuvēm nav strauju pāreju no pamatmetāla uz uzkausēto metālu, kurās ir sprieguma
koncentrācija, no kā var sākties savienojuma sagrūšana. Metinot apakšējā šuves stāvoklī,
pieļaujams līdz 2 mm izliekums, metinot pārējos stāvokļos, līdz 3 mm izliekums. Ieliekums
jebkurā gadījumā nedrīkst būt lielāks par 3 mm. Saduršuvēs nav pieļaujams ieliekums
metinot.
Pēc darbojošos spēku virziena šuves iedala:
sānšuvēs (garenšuvēs), kuru asis ir paralēlas spēka virzienam;
gala šuvēs, kuru asis ir perpendikulāras spēka virzienam; kombinētās un slīpās
šuvēs.
Pēc garuma izšķir nepārtrauktas un pārtraukumainas šuves. Pārtraukuma šuves var būt
ķēdes un šahveida šuves. Ķēdes šuve ir T veida savienojuma divpusīga pārtraukumaina šuve,
kurā metinātie posmi un starpposmi atrodas sieniņai abās pusēs viens otram pretī. Šahveida
šuve ir T veida savienojuma divpusīga pārtraukumaina šuve, kurā starpposmi sieniņas viena
pusē atrodas pretī metinātiem posmiem sieniņas otrajā pusē. Atstatumu no metinātā posma
sākuma līdz nākošā posma sākumam sauc par šuves soli. Pārtraukumainas šuves lieto
savienojumos, kuriem nav jābūt hermētiskiem, kā arī tad, ja nepārtrauktās šuves nav pilnīgi
noslogotas. Metināti savienojumi ar nepārtrauktām šuvēm labāk nekā savienojumi ar
pārtraukumainām šuvēm iztur mainīgas slodzes un mazāk pakļauti korozijai. Ļoti atbildīgiem

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 10
metinātiem izstrādājumiem parasti lieto nepārtrauktas šuves.
Šuves atkarībā no to pozīcijām iedala šādi: (13.attēls.) PA: apakšējā, PB: horizontāli
vertikālā, PD: horizontālā griestu, PE: griestu, PF: vertikālā no apakšas uz augšu, PG:
vertikālā no augšas uz apakšu. Citiem šuves elementiem
bs metināšana no abām pusēm;
lw ―kreisā‖ metināšana
mb metināšana ar paliktni;
ml daudzslāņu;
nb metināšana bez paliktņa;
rw ―labā‖ metināšana;
sl vienslāņu metināšana;
ss metināšana no vienas puses.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 11
Apakšējo šuvju metināšana ir visērtākā, un to viegli mehanizēt. Visgrūtākā un
sarežģītākā ir griestu šuve, kuras izveidošanai ir vajadzīgi speciāli treniņi. Horizontālās un
vertikālās šuves vertikālā plaknē izveidot ir grūtāk nekā apakšējās, bet vieglāk nekā griestu
šuves. Vertikālās, horizontālās un griestu šuves visvairāk lieto celtniecībā un lielu būvju
montāžā, retāk rūpnīcās, kur, izmantojot palīgierīces, var gandrīz pilnībā sametināt
konstrukciju tikai apakšējā stāvoklī. Daudzi augstas klases metinātāji vertikālās šuves metina
labākā kvalitātē nekā apakšējās, jo šajā gadījumā no metināšanas vannas vieglāk aizvadīt
netīrumus un šuves metāls kļūst tīrāks, blīvāks un stiprāks.
Pēc darba apstākļiem šuves iedala darba šuvēs, kas uzņem ārējās slodzes, un
saistšuvēs, kas paredzētas tikai izstrādājuma daļu sastiprināšanai.
Jautājumi. Kāda ir kausēšanas metināšanas būtība?
Kā notiek spiedienmetināšana?
Nosauciet kausēšanas metināšanas un spiedienmetināšanas veidus.
Nosauciet metinātu savienojumu pamattipus, to priekšrocības un trūkumus!
Pastāstiet par metinātu šuvju klasifikāciju.
Attēlojiet daţus metinātu savienojumu šuvju nosacītos apzīmējumus!
Kādās šuvēs nav pieļaujams ieliekums metinot ?
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 12
Elektriskais loks un tā lietošana metināšana.
Elektriskais loks ir viens no elektriskas izlādes veidiem gāzēs. Elektriskā izlāde gāzēs
ir elektriskās strāvas plūšana gāzēs elektriskā lauka iedarbībā. Izlādes veidi atšķiras ar
potenciālu starpību, strāvas stiprumu, garumu, gāzes sastāvu, darbības laiku un citām
pazīmēm.
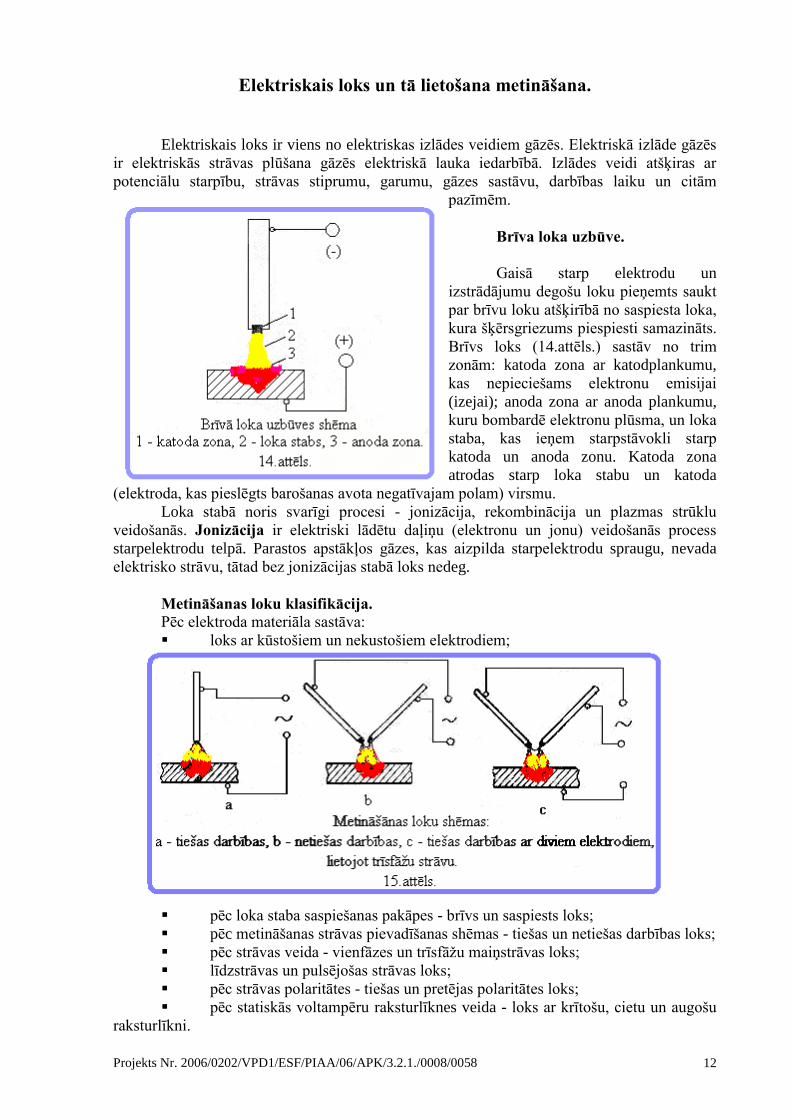
Brīva loka uzbūve.
Gaisā starp elektrodu un
izstrādājumu degošu loku pieņemts saukt
par brīvu loku atšķirībā no saspiesta loka,
kura šķērsgriezums piespiesti samazināts.
Brīvs loks (14.attēls.) sastāv no trim
zonām: katoda zona ar katodplankumu,
kas nepieciešams elektronu emisijai
(izejai); anoda zona ar anoda plankumu,
kuru bombardē elektronu plūsma, un loka
staba, kas ieņem starpstāvokli starp
katoda un anoda zonu. Katoda zona
atrodas starp loka stabu un katoda
(elektroda, kas pieslēgts barošanas avota negatīvajam polam) virsmu.
Loka stabā noris svarīgi procesi - jonizācija, rekombinācija un plazmas strūklu
veidošanās. Jonizācija ir elektriski lādētu daļiņu (elektronu un jonu) veidošanās process
starpelektrodu telpā. Parastos apstākļos gāzes, kas aizpilda starpelektrodu spraugu, nevada
elektrisko strāvu, tātad bez jonizācijas stabā loks nedeg.
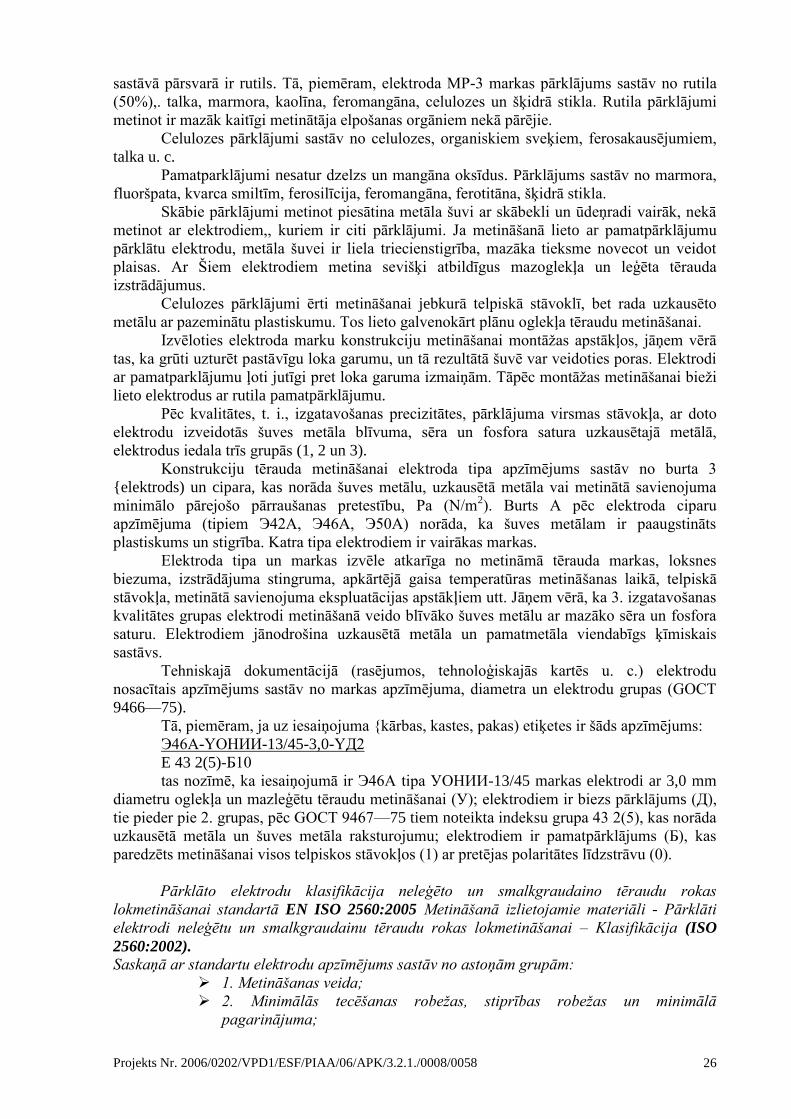
Metināšanas loku klasifikācija. Pēc elektroda materiāla sastāva:
loks ar kūstošiem un nekustošiem elektrodiem;
pēc loka staba saspiešanas pakāpes - brīvs un saspiests loks;
pēc metināšanas strāvas pievadīšanas shēmas - tiešas un netiešas darbības loks;
pēc strāvas veida - vienfāzes un trīsfāžu maiņstrāvas loks;
līdzstrāvas un pulsējošas strāvas loks;
pēc strāvas polaritātes - tiešas un pretējas polaritātes loks;
pēc statiskās voltampēru raksturlīknes veida - loks ar krītošu, cietu un augošu
raksturlīkni.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 13
Loka aizdedzes un degšanas nosacījumi.
Loka aizdedzes un degšanas nosacījumi ir atkarīgi no strāvas veida, polaritātes,
elektrodu ķīmiskā sastāva, gāzes spraugas un tās garuma.
Līdzstrāvas loka aizdedze un degšana ir labāka.
Elektrodiem pievadāmais tukšgaitas spriegums metināšanā ar maiņstrāvu, ievērojot
drošības tehniku, nepārsniedz 80 V., bet metināšanā ar līdzstrāvu - 90 V. Parasti loka
aizdedzes spriegums maiņstrāvai ir 1,5... 2.5 reizes lielāks par loka degšanas spriegumu, bet
līdzstrāvai - 1,2... 1,4 reizes lielāks.
Lokizlādes aizdedzei no barošanas avota vajadzīgs 30 . . . 60 V liels spriegums, bet
degšanai - 20... 40 V.
Loks aizdegas, sakarstot elektrodam (16.attēls) (katodam). Kad elektrods saskaras ar
izstrādājumu, izveidojas noslēgta metināšanas ķēde, elektroda (katoda) galu sakarsē siltums,
kas izdalās, strāvai plūstot caur kontaktu, kuram ir liela pretestība, un, atraujot elektrodu 1
mm atstatumā (vai nedaudz vairāk) no izstrādājuma, loks aizdegas. Momentā, kad elektrodu
atrauj no izstrādājuma, no īssavienojumā sakarsētā katoda sākas termoelektronu emisija. Par
metināšanas loku sauc ilgstošu elektrisko izlādi starp elektrodu un metināmo detaļu.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 14
Ja elektroda materiāla pilieni, kas veidojas kustošā elektroda galā un tiek pārnesti uz
izstrādājumu, rada īssavienojumus, tad atkārtota loka aizdedze notiek spontāni, ja katoda
temperatūra paliek pietiekami augsta. Šī temperatūra ir atkarīga no katoda materiāla, strāvas
blīvuma katodā u. c.
Tātad pirmais loka aizdedzes un degšanas nosacījums ir nepieciešamība pēc speciāla
elektriska loka barošanas avota, kas dod iespēju ātri sakarsēt katodu līdz vajadzīgajai
temperatūrai. Otrais loka aizdedzes un degšanas nosacījums ir loka staba jonizācija. Kūstoša
elektroda loks galvenokārt ir loks metāla tvaikos, bet ne gāzē.
Jautājumi. Uzskaitiet galvenos lokmetināšanas veidus, ko izšķir pēc paņēmiena, ar kādu
metināšanas vannas metālu aizsargā pret gaisu?
Ko sauc par metināšanas loku ?
Loks deg starp diviem elektrodiem (detaļai strāva netiek pievadīta). Kā sauc šādu loku?
Bez kāda procesa klātbūtnes loka stabā, nav iespējama stabila loka degšana ?
Loks deg starp diviem elektrodiem un detaļu. Kā sauc šādu loku ?

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 15
Rokas lokmetināšanas posteņa metināšanas iekārta
Metināšanas postenis
(17.attēls.) ir metinātāja
darbavieta, kas apgādāta ar visu
nepieciešamo metināšanas darbu
veikšanai. Metināšanas postenis ir
nokomplektēts ar barošanas avotu,
elektriskajiem vadiem, elektrodu
turētāju, salikšanas un metināšanas
ierīcēm un instrumentiem,
aizsargvairogu vai aizsargmasku.
Atkarībā no lietojamās
strāvas veida un loka barošanas
avota tipa metināšanas posteņus
iedala šādi:
līdzstrāvas posteņi ar
barošanu no vienposteņa vai
daudzposteņu metināšanas
pārveidotāja vai metināšanas
taisngrieža;
maiņstrāvas posteņi
ar barošanu no metināšanas transformatora.
Metināšanas posteņi var būt stacionāri vai pārvietojami.
Stacionāri posteņi ir no augšas vaļējas kabīnes, kas paredzētas neliela izmēra detaļu
metināšanai. Kabīnē parasti novieto vienposteņa metināšanas transformatoru vai metināšanas
taisngriezi. Ja
metināšanas postenī
baro no
daudzposteņu
taisngrieža, tad
strāvu uz kabīnēm
aizvada pa vadiem
vai kopnēm. Kabīnē
metināšanas strāvas
avota ieslēgšanai
uzstāda svirslēdzi
vai magnētisko
palaidēju. Uz
darbgalda novieto
speciālas salikšanas
un metināmo detaļu
iespīlēšanas ierīces,
kā arī kasti
elektrodiem un
instrumentiem.
Pārvietojamos posteņus lieto lielgabarīta izstrādājumu metināšanai tieši ceha
ražošanas vai celtniecības laukumos. Šajos gadījumos no loka stariem aizsargājas ar
vairogiem, bet loka barošanas avotu no lietus un sniega pasargā nojumes.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 16
Metināšanas transformatora uzbūve.
Metināšanas transformators (19.attēls.) pārveido viena sprieguma maiņstrāvu cita
sprieguma maiņstrāvā ar to pašu frekvenci, un to izmanto metināšanas loka barošanai.
Transformatoram ir tērauda serde (magnētvads) un divi izolēti tinumi. Tīklam pieslēgto
tinumu sauc par primāro, bet elektrodu turētājam un metināmajam izstrādājumam pieslēgto
tinumu - par sekundāro tinumu. Lai nodrošinātu loka iedegšanu, metināšanas transformatoru
sekundārajam spriegumam jābūt vismaz 60 . . . 65 V. Rokas metināšanā loka spriegums
parasti nepārsniedz 20 ... 30 V.
Serdes 1 apakšējā daļā atrodas
primārais tinums 3(2.attēls.). Tas
sastāv no divām spolēm, kas
novietotas uz diviem stieņiem.
Primārā tinuma spoles nostiprinātas
nekustīgi. Sekundārais tinums 2 arī
sastāv no divām spolēm, kas
novietotas ievērojamā atstatumā no
primārajām. Gan primārā, gan arī
sekundārā tinuma spoles savienotas
paralēli. Sekundārais tinums ir
kustīgs, un to var pārvietot pa serdi ar
skrūvi kas saistīta ar rokturi. Rokturis
atrodas uz transformatora apvalka
vāka.
Metināšanas strāvu regulē,
izmainot atstatumu starp primāro un
sekundāro tinumu. Metināšanas
strāvas regulēšanas robežas ir 65... 460 A. Savienojot primārā un sekundārā tinuma spoles
virknes slēgumā, var iegūt mazas metināšanas strāvas ar regulēšanas robežām 40...180 A.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 17
Metināšanas taisngrieţa uzbūve.
Dažu materiālu īpašību vadīt elektrisko strāvu vienā virzienā izmanto metināšanas
tehnikā, lai pārveidotu maiņstrāvu pulsējošā līdzstrāvā. Vairumā gadījumu metināšanas
taisngriežus izveido pēc trīsfāžu shēmas, kuras priekšrocība ir liels sprieguma pulsāciju skaits
(22.attēls.) un vienmērīga trīsfāžu tīkla noslodze.
Metināšanas taisngriezis sastāv
no trīsfāžu pazeminošā transformatora
ar kustīgu tinumu, ventiļu bloka
(21.attēls.) un metināšanas strāvas
regulēšanas iekārtas. Taisngrieža
transformatoram ir divi metināšanas
strāvas regulēšanas diapazoni: mazu
strāvu diapazons (transformatora
tinumi ir saslēgti zvaigznes, slēgumā)
un lielu strāvu diapazons (tinumi
saslēgti trīsstūra slēgumā).
Metināšana ar pulsējošu strāvu
var būt ar tiešo un pretējo polaritāti.
Metinot ar tiešo polaritāti, izstrādājumu
pievieno taisngrieža (+) spailei, bet
elektrodu – (-) spailei; metinot ar
pretējo polaritāti - pretēji.
Invertori
Invertoru iekārtas paredzētas līdzsprieguma pārveidošanai maiņspriegumā.
Metināšanas invertori, kuros palielināma 50 Hz maiņstrāva līdz 1000 – 2000 Hz atšķiras ar
krietni mazāku svaru un lielumu. Invertora pārveidotā strāva ir līdzstrāva un nav atkarīga no
loka garuma svārstībām un sprieguma, tāpēc strāvas stiprumu var vienmērīgi regulēt.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 18
Tas ļauj sametināt, ieskaitot gan „kaprīzus‖ alumīnija vai vara sakausējumus, kā arī
nerūsējošo tēraudu. Aparāta darba efektivitāti raksturo augsts lietderības koeficients.
Metināšanas strāvas stiprumu regulē, lietojot ierīces vadības orgānus metināšanas aparāta
panelī. Vienkāršākos metināšanas aparātos strāvas stiprumu var pārslēgt pakāpeniski, bet
sarežģītākos – vienmērīgi. Pārnēsājamo līdzstrāvas invertoru jauda ir līdz 300 A. Tie
paredzēti MMA, TIG un MIG metināšanai.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 19
Metināšana aizsargāzu vidē.
Metāla inertās gāzes (MIG) un metāla aktīvās gāzes (MAG) metināšana ir pasaulē visplašāk
lietotā metode. Šo metināšanas metodi tik
populāru ir padarījis tās augstais darba
ražīgums un fakts, ka šo metināšanas veidu ir
viegli automatizēt. MIG/MAG metināšanas
principa pamatā (23.attēls.) ir metāla stieple,
kas caur stieples padeves mehānismu un
metināšanas pistolei tiek padota uz metināmo
virsmu un elektriskā loka ietekmē tiek
nodrošināta gan stieples, gan metināmās
virsmas sakausēšana. Stieple darbojas gan kā
strāvu vadošs elektrods, gan kā metināmā
metāla pildījums. Elektroenerģijas padevi
nodrošina speciāls metināšanai paredzēts
barošanas avots. Aizsarggāze, kas plūst caur
gāzes sprauslu, aizsargā loku un izkusušo
materiālu. Aizsarggāze ir inerta (MIG metināšanai) vai aktīva (MAG metināšanai). Kā inertā
gāze tiek izmantots argons, hēlijs vai šo gāzu maisījumi, kas ķīmiski nepiedalās metināšanas
procesā. Savukārt aktīvās gāzes piedalās loka un izkusušā materiāla mijiedarbības procesā.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 20
Metināšanas pārveidotāja uzbūve
Metināšanas pārveidotājs (25.attēls.) sastāv no līdzstrāvas metināšanas ģeneratora un
piedziņas elektrodzinēja, kas novietoti uz kopīgas vārpstas vienā korpusā. Piedziņas
elektrodzinējs pārveido maiņstrāvas elektrisko enerģiju mehāniskajā enerģijā, bet metināšanas
ģenerators mehānisko enerģiju pārveido līdzstrāvas elektriskajā enerģijā, kas baro
metināšanas loku. Ģeneratora griešanai metināšanas ģeneratoros izmanto trīsfāzu asinhronos
elektrodzinējus vai iekšdedzes
dzinējus (26.attēls).
Līdzstrāvas metināšanas
ģenerators sastāv no statora ar
magnētiskiem poliem un
enkura ar tinumiem un
kolektoru. Ģeneratoram
darbojoties, enkurs rotē starp
poliem radītajā magnētiskajā
laukā. Enkura tinumi šķērso
ģeneratora polu magnētiskās
līnijas, un tinuma vijumos
rodas maiņstrāva, ko kolektors
pārveido līdzstrāvā.
Kolektoram piespiestas ogles
sukas, caur kurām līdzstrāva
nonāk uz spailēm. Pie šim
spailēm pievieno metināšanas
vadus, kas iet uz elektrodu turētāju un izstrādājumu.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 21
Metināšanas strāvas avotu apkalpošana
Metināšanas iekārtu, to skaitā arī loka barošanas avotu apkalpošana ietilpst ceha
enerģētiķa vai cita ar uzņēmuma pavēli noteikta darbinieka pienākumos. Viņš parasti atbild
par iekārtu montāžu, apkalpojošā personāla (elektromontieru, iestatītāju u. c.) apmācīšanu,
uzrauga iekārtas pareizu ekspluatāciju un remontu. Barošanas avotu pieslēgšanu tīklam un
atslēgšanu no tā, iezemēšanu un tehnisko apkopi ar remontu veic apmācīti elektromontieri,
kam ir tiesības darīt šos darbus.
Iestatītājs uzrauga, kādos apstākļos metinātājs ekspluatē iekārtu, sastāda defektu
sarakstus iekārtu remontam un pats veic sīkus remontdarbus.
Uzņēmumos, kuros par metināšanas posteņiem neatbild speciāli iestatītāji un
elektromontieri, pieslēgt un atslēgt metināšanas vadus, caurpūst ar saspiestu gaisu
metināšanas pārveidotājus un transformatorus, tīrīt kolektorus, nostiprināt metināšanas ķēdes
kontaktus atļauts metinātājam.
Metinātāja galvenie pienākumi, apkalpojot barošanas avotu, ir šādi:
- pirms barošanas avota ieslēgšanas no tā jānotīra putekļi un netīrumi, jāpārbauda
metināšanas vadu izolācijas un pievienošanas drošums, kā arī jānožogo metināšanas vieta ar
vairogiem, aizsegiem vai brezenta aizkariem. Atklājot defektus barošanas avotā un
metināšanas vados, jāziņo par to ražošanas vadītājam, iestatītājam vai elektromontierim, lai
tos novērstu.
- jāpārliecinās par zemējuma esamību un tā drošumu. Jānodrošina iekārtas aizsardzība
pret atmosfēras nokrišņiem. Barošanas avots jāieslēdz ar magnētisko palaidēju vai svirslēdzi,
Metināšanas darbi jāveic brezenta cimdos un brezenta tērpā. Mitrā laikā vai mitrās telpās
jālieto gumijas paklājiņi.
Kāds strāvas veids un spriegums tiek padots barošanas tīklā ?
Kāds barošanas avots raţo metināšanas strāvu bez pieslēguma pie strāvas tīkla ?
Kādas ir metināšanas taisngrieţa galvenās sastāvdaļas ?
Kurās metināšanas iekārtās izmanto elektromotorus ?
Kādam nolūkam metināšanas taisngriezī kalpo transformators ?
Kuram no barošanas avotiem var mainīt raksturlīknes veidu, piemērojot to vairākiem
metināšanas veidiem ?

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 22
Metinātāja piederumi un instrumenti.
Elektroda iespīlēšanai un elektriskās
strāvas pievadīšanai tam lieto elektrodu
turētāju (27.attēls.). Vispilnveidotākie ir
atsperu elektrodu turētāji. Lieto arī skrūves,
plākšņu, dakšveida un citu tipu elektrodu
turētājus.
Ražo šādu trīs tipu elektrodu
turētājus atkarībā no metināšanas strāvas
stipruma: I tips - 125 A strāvai; II tips
- 125 ....315 A strāvai; III tips – 315....
500 A strāvai.
Aizsargvairogus un
aizsargmaskas (28.attēls.) izgatavo
pēc standarta. To materiāls ir melna
fibra vai plastmasa.
Aizsargstikli (gaismas filtri)
paredzēti acu un sejas aizsargāšanai
pret loka stariem, metāla un sārņu
šļakatām.
Gaismas filtru ievieto
aizsargvairoga vai aizsargmaskas rāmītī. Gaismas filtru pret
šļakatām no ārpuses aizsargā ar parasto logu stiklu.
Caurspīdīgo stiklu maina atkarībā no tā netīrības.
Pa metināšanas vadu metināšanas strāvu no barošanas
avota pievada elektrodu turētājam un izstrādājumam.
Elektrodu turētājus pievieno pie lokana vada ar vara
dzīslām. Vara vads var izturēt triecienslodzes, kā arī berzi pret
metāla konstrukcijām, abrazīviem
materiāliem. Pie elektrodu turētāja
pievienotā lokanā vada garums parasti ir
2... 3 m. Dažādu marku vadus savieno ar
uzmavām, ar lodēšanu vai ar kabeļu vara
uzgaļiem (29.attēls.) un skrūvēm.
Vads, kas savieno metināmo
izstrādājumu ar barošanas avotu, var
būt mazāk lokans un lētāks. Lai vadu
pievienotu pie metināmā
izstrādājuma, bieži lieto no
elektrovadoša materiāla (vara,
bronzas) izgatavotas ātrdarbīgas
spailes. Spaile (31.attēls.) var būt
atsperes vai skrūves tipa.
Vadu šķērsgriezumu izvēlas
pēc noteiktiem normatīviem
elektrotehniskām iekārtām 5... 2
A/mm2, ja strāva ir 100... 300 A.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 23
Metinātāja apģērbs
(32.attēls.)ir jaka un bikses, kas
šūti no brezenta vai no
nedegoša auduma. Bikses velk
apaviem pa virsu, lai pasargātu
kājas no karstu izdedžu (kas
veidojas, mainot elektrodus) un
metāla šļakatu apdegumiem.
Visiem metinātājiem jālieto
speciāli cimdi. Veicot
metināšanas darbus noslēgtu
trauku (katlu, tvertņu,
rezervuāru u. c.) iekšpusē,
metinātāju apgāda ar gumijas
paklājiņiem, galošām,
speciāliem ceļgalu un elkoņu
aizsargiem un koka paliktņiem.
Aizsarglīdzekļu
sarakstu un to lietošanas
noteikumus nosaka to
izdošanas normas,
pamatojoties uz darba
likumdošanu.
Elektrometinātāja instrumenti.
Lokmetināšanai nepieciešami
šādi instrumenti: metāla suka šķautņu
notīrīšanai pirms metināšanas un
sārņu palieku notīrīšanai no šuves
virsmas; āmurs sārņu atdalītājs
(33.attēls.), sārņu garozas
noņemšanai, sevišķi kakta šuvēm vai
šuvēm, kas atrodas šaurā un dziļā
apdarē starp šķautnēm; cirtnis; šuves
izmēru pārbaudes šablonu komplekts
(34.attēls.); metinātāja metinātās
šuves zīmogošanas metāla zīmogs; metramērs; svērtenis; metāla lineāls; stūrenis;
aizzīmēšanas adata un kastīte instrumentu glabāšanai un pārnešanai.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 24
Metināšanas elektrodu veidi
Par lokmetināšanas elektrodu sauc
metāla vai nemetāla stieni, kas paredzēts
strāvas pievadīšanai metināšanas lokam.
Rokas lokmetināšanas elektrodi
(36.attēls.) ir apaļa šķērsgriezuma dažāda
garuma un diametra stieņi. Pusautomātiskajā
un automātiskajā lokmetināšanā par
elektrodiem lieto metināšanas stiepli,
pulverstiepli un pašaizsargājošu stiepli.
Izšķir kūstošos (no tērauda, čuguna,
alumīnija, vara un to sakausējumiem u. c.) un
nekustošos elektrodus. Nekustošos
elektrodus izgatavo no tehniskā volframa un
tā sakausējumiem, ogles un grafīta.
Kūstošos elektrodus izmanto arī kā piedevu metālu.
Tēraudu metināšanai izmanto speciālu tēraudu
stiepli (37.attēls.), ko piegādā spolēs vai rituļos, kuru masa
nepārsniedz 80 kg.
Dažas no metināšanas stieplēm:
Metināšanas stieples, bezkušņu, uz vara bāzes
Lokmetināšanas elektrodu stieples, ar gāzes
vairogu, nerūsējošā tērauda
Lokmetināšanas elektrodu stieples, ar gāzes
vairogu, vara un sakausējuma
Lokmetināšanas elektrodu stieples, ar gāzes
vairogu, alumīnija
Lokmetināšanas elektrodu stieples, automātiskās, vienkāršās
Standartā paredzētas 77 metināšanas stiepļu markas ar dažādu ķīmisko sastāvu; ražo 6
marku mazoglekla tērauda stieples (CB-08, CB-08A, CB-08AA, CB-12ГA, CB-l0ГAun CB-
12Г2), 30 marku leģēta tērauda stieples (CB-08ГC,
CB-12ГС, CВ-08Г2C, СВ-10ГH, CB-08ГСMT, CB-15ГCTKЮЦA, CB-20ГCTЮA u.
c.), 41 markas augstleģēta tērauda stieples (CB-12X11HMФ, CB-12X13, CB-10X17T U. C).
Leģētais tērauds satur 2,5... 10%, augstleģētais tērauds - vairāk par 10% leģējošo elementu.
Stiepļu marku apzīmējumā burti CB norāda, ka tā ir metināšanas stieple, pirmie divi
cipari norāda vidējo oglekļa saturu procenta simtdaļās (08 - 0,08%), burti aiz pirmajiem
diviem cipariem norāda leģējošo elementu (piemēram, Г - mangāns, cipars aiz leģējošā
elementa burta apzīmējuma norāda tā maksimālo saturu procentos (piemēram, F2 - līdz 2%
mangāna), burts A norāda uz pazeminātu, burti AA uz sevišķi pazeminātu sēra un fosfora
saturu.
Leģējošiem elementiem ir šādi nosacītie apzīmējumi: C - silīcijs, H - niķelis, M -
molibdēns, T - titāns, Ю- alumīnijs, Ц - cirkonijs, Г - mangāns, X - hroms, Ф - vanādijs, P -
bors, Б -niobijs, B - volframs, Д - varš.
Mazoglekļa tērauda stieplē oglekļa saturs pieļaujams ne vairāk par 12%. Stieples ar
marku CB-08, CB-08A, CB-08AA izgatavo no verdoša tērauda. Stieples ar marku CE-08rA,
CB-10TA un CB-10r2 izgatavo no pusmierīga tērauda. Paaugstināts oglekļa saturs stieplē
samazina šuves metāla plastiskumu, bet paaugstināts silīcija saturs rokas metināšanā ar
elektrodiem šuvē rada poras. Poras šuvē veido gāzes CO un CO2, kuras rodas reakcijā.
Ražo šāda diametra stieples, mm: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1.6; 2,0; 2,5; 3,0; 4,0; 5,0;
6,0; 8,0; 10,0; 12,0.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 25
Stieples ar diametru līdz 3 mm lieto metināšanā ar šļūtenes pusautomātiem; ar 1,6...
6,0 mm diametru - rokas metināšanā ar elektrodiem; ar 2... ... 5 mm diametru - automātiskajā
metināšanā zem kušņiem; liela diametra stieples lieto uzkausēšanai.
Pārklāts tērauda elektrods (38.attēls.) ir noteikta
izmēra stienis, kuram ar
appresēšanu vai iegremdēšanu uzklāts speciāls pārklājums.
Elektrodu pārklājumi metinot neļauj gaisa
skābeklim un slāpeklim piekļūt izkausētajam metālam
pārneses procesā un metināšanas vannai, ka arī stabilizē
loka degšanu, attīra metināšanas vannas metālu no
kaitīgiem piemaisījumiem un leģē šuves metālu, uzlabojot
tā īpašības.
Izkausēto metālu pret gaisa skābekļa un slāpekļa
piekļūšanu aizsargā gāzes un sārņi, kas rodas loka zonā no
pārklājuma. Lai loka zonā rastos gāzes aizsardzība,
pārklājuma sastāvā ietilpst ciete, celuloze, koka milti un
citas organiskas vielas. un sārņi, kas rodas loka zonā no
pārklājuma.
Lai loks stabili degtu, pārklājuma sastāvā ievada
vielas ar mazu jonizācijas potenciālu, galvenokārt
sārmzemju metālu sāļus: titāna dioksīdu, laukšpatu, kas
satur zināmu daudzumu sārmzemju metālu sāļu, kālija vai
nātrija šķidro stiklu u. c.
Lai paaugstinātu metināšanas procesa ražīgumu elektrodu pārklājumā pievieno dzelzs
pulveri.
Elektrodu pārklājumu sastāvā
leģējošie komponenti ir feromangāns,
ferosilīcijs, ferotitāns un citi ferosakausējumi.
Pārklātu tērauda elektrodu
klasifikācija (GOCT 9466—75).
Pārklātus tērauda elektrodus rokas
lokmetināšanai un uzkausēšanai iedala pēc to
uzdevuma:
oglekļa un mazleģētu
konstrukciju tēraudu ar pārejošo raušanas
pretestību līdz 600 MPa metināšanai, apzīmē
ar Y;
leģētu konstrukciju tēraudu ar
pārejošo raušanas pretestību virs 600 MPa
metināšanai, - Л;
leģētu siltumizturīgu tēraudu
metināšanai, - T;
augstleģētu tēraudu ar
sevišķām īpašībām metināšanai, - B;
virskārtu ar sevišķām īpašībām uzkausēšanai, - H.
Pēc pārklājuma veida izšķir elektrodus ar skābu (A), rutila (R), celulozes (C)
pārklājumu, bāziskais (pamatparklājumu) (B).
Skābie pārklājumi (AHO-2, CM-5 u. c.) sastāv galvenokārt no dzelzs un mangāna
oksīdiem (parasti rūdas veidā), silīcija dioksīda, feromangāna.
Rutila pārklājumu (AHO-3, AI 10-4, O3C-3, O3C-4, O3C-6, MP-3, MP-4 u. c.)
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 26
sastāvā pārsvarā ir rutils. Tā, piemēram, elektroda MP-3 markas pārklājums sastāv no rutila
(50%),. talka, marmora, kaolīna, feromangāna, celulozes un šķidrā stikla. Rutila pārklājumi
metinot ir mazāk kaitīgi metinātāja elpošanas orgāniem nekā pārējie.
Celulozes pārklājumi sastāv no celulozes, organiskiem sveķiem, ferosakausējumiem,
talka u. c.
Pamatparklājumi nesatur dzelzs un mangāna oksīdus. Pārklājums sastāv no marmora,
fluoršpata, kvarca smiltīm, ferosilīcija, feromangāna, ferotitāna, šķidrā stikla.
Skābie pārklājumi metinot piesātina metāla šuvi ar skābekli un ūdeņradi vairāk, nekā
metinot ar elektrodiem,, kuriem ir citi pārklājumi. Ja metināšanā lieto ar pamatpārklājumu
pārklātu elektrodu, metāla šuvei ir liela triecienstigrība, mazāka tieksme novecot un veidot
plaisas. Ar Šiem elektrodiem metina sevišķi atbildīgus mazoglekļa un leģēta tērauda
izstrādājumus.
Celulozes pārklājumi ērti metināšanai jebkurā telpiskā stāvoklī, bet rada uzkausēto
metālu ar pazeminātu plastiskumu. Tos lieto galvenokārt plānu oglekļa tēraudu metināšanai.
Izvēloties elektroda marku konstrukciju metināšanai montāžas apstākļos, jāņem vērā
tas, ka grūti uzturēt pastāvīgu loka garumu, un tā rezultātā šuvē var veidoties poras. Elektrodi
ar pamatparklājumu ļoti jutīgi pret loka garuma izmaiņām. Tāpēc montāžas metināšanai bieži
lieto elektrodus ar rutila pamatpārklājumu.
Pēc kvalitātes, t. i., izgatavošanas precizitātes, pārklājuma virsmas stāvokļa, ar doto
elektrodu izveidotās šuves metāla blīvuma, sēra un fosfora satura uzkausētajā metālā,
elektrodus iedala trīs grupās (1, 2 un 3).
Konstrukciju tērauda metināšanai elektroda tipa apzīmējums sastāv no burta 3
{elektrods) un cipara, kas norāda šuves metālu, uzkausētā metāla vai metinātā savienojuma
minimālo pārejošo pārraušanas pretestību, Pa (N/m2). Burts A pēc elektroda ciparu
apzīmējuma (tipiem Э42A, Э46A, Э50A) norāda, ka šuves metālam ir paaugstināts
plastiskums un stigrība. Katra tipa elektrodiem ir vairākas markas.
Elektroda tipa un markas izvēle atkarīga no metināmā tērauda markas, loksnes
biezuma, izstrādājuma stingruma, apkārtējā gaisa temperatūras metināšanas laikā, telpiskā
stāvokļa, metinātā savienojuma ekspluatācijas apstākļiem utt. Jāņem vērā, ka 3. izgatavošanas
kvalitātes grupas elektrodi metināšanā veido blīvāko šuves metālu ar mazāko sēra un fosfora
saturu. Elektrodiem jānodrošina uzkausētā metāla un pamatmetāla viendabīgs ķīmiskais
sastāvs.
Tehniskajā dokumentācijā (rasējumos, tehnoloģiskajās kartēs u. c.) elektrodu
nosacītais apzīmējums sastāv no markas apzīmējuma, diametra un elektrodu grupas (GOCT
9466—75).
Tā, piemēram, ja uz iesaiņojuma {kārbas, kastes, pakas) etiķetes ir šāds apzīmējums:
Э46A-YOHИИ-13/45-3,0-YД2
E 43 2(5)-Б10
tas nozīmē, ka iesaiņojumā ir Э46A tipa УOHИИ-13/45 markas elektrodi ar 3,0 mm
diametru oglekļa un mazleģētu tēraudu metināšanai (У); elektrodiem ir biezs pārklājums (Д),
tie pieder pie 2. grupas, pēc GOCT 9467—75 tiem noteikta indeksu grupa 43 2(5), kas norāda
uzkausētā metāla un šuves metāla raksturojumu; elektrodiem ir pamatpārklājums (Б), kas
paredzēts metināšanai visos telpiskos stāvokļos (1) ar pretējas polaritātes līdzstrāvu (0).
Pārklāto elektrodu klasifikācija neleģēto un smalkgraudaino tēraudu rokas
lokmetināšanai standartā EN ISO 2560:2005 Metināšanā izlietojamie materiāli - Pārklāti
elektrodi neleģētu un smalkgraudainu tēraudu rokas lokmetināšanai – Klasifikācija (ISO
2560:2002).
Saskaņā ar standartu elektrodu apzīmējums sastāv no astoņām grupām:
1. Metināšanas veida;
2. Minimālās tecēšanas robežas, stiprības robežas un minimālā
pagarinājuma;

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 27
3. Metinātā savienojuma stigrības īpašības.
4. Metinātās šuves ķīmiskā sastāva;
5. Elektroda pārklāja tipa;
6. Elektroda metāla uzkausēšanas koeficienta un strāvas tipa;
7. Metināšanas pozīcijas;
8. Ūdeņraža satura uzkausētā metālā.
Piemēram:
ISO 2560-A – E 46 3 1Ni B 54 H5, kur
ISO 2560 – standarta numurs; Burts A apzīmējumā norāda, ka minimālā stigrība 47 J ir
nodrošināta pie – 30 °C. Burts B nozīmē, ka uzkausētais metāls nodrošina norādīto stiprības
robežu un minimālo stigrību 27 J;
E – pārklāts elektrods rokas lokmetināšanai;
46 – minimālā plūstamības robeža, stiprības robeža un minimālais pagarinājums
(ReH = 460 N/mm2, Rm = 530 – 680 N/mm
2, A = 20 %);
3 – stigrības īpašības (metinātie savienojumi var strādāt pie temperatūras līdz – 30 °C);
1Ni – uzkausētā metāla ķīmiskais sastāvs (Mn = 1,4 %; Ni = 0,6 – 1,2 %);
B – elektroda pārklāja tips (bāziskais);
5 – elektroda metāla uzkausēšanas koeficients un strāvas tips (uzkausēšanas koeficients
> 125 ≤ 160 % un maiņstrāva vai līdzstrāva);
4 – metināšanas pozīcija (PA – apakšējā);
H5 – ūdeņraža saturs uzkausētā metālā (maksimāli 5 ml/100 g uzkausētā metāla).
Pārklāto elektrodu klasifikācija augstas stiprības tēraudu rokas lokmetināšanai dota
standartā EN 757:1997 Metināšanā izlietojamie materiāli - Pārklātie elektrodi augstas
stiprības tēraudu manuālai lokmetināšanai - Klasifikācija
Welding consumables - Covered electrodes for manual metal arc welding of high strength
steels - Classification
Saskaņā ar standartu elektrodu apzīmējums sastāv no deviņām grupām:
1. Metināšanas veids;
2. Minimālā tecēšanas robeža, stiprības robežas un minimālais
pagarinājums;
3. Metinātā savienojuma stigrības īpašības;
4. Metinātā savienojuma ķīmiskais sastāvs;
5. Elektroda pārklāja tips;
6. Spriegumu noņemšanas apstrāde;
7. Strāvas tips un elektroda metāla uzkausēšanas koeficients;
8. Metināšanas pozīcija;
9. Ūdeņraža saturs uzkausētā metālā.
Piemēram:
EN 757 – E 62 7 Mn1Ni B T 3 4 H5, kur
EN 757 – standarta numurs;
E – pārklāts elektrods rokas lokmetināšanai;
62 – minimālā tecēšanas robeža, stiprības robeža un minimālais pagarinājums (ReH = 620
N/mm2, Rm = 690 – 890 N/mm
2, A = 18 %);
7 – stigrības īpašības (metinātie savienojumi var strādāt pie temperatūras līdz – 70 °C);
Mn1Ni – uzkausētā metāla ķīmiskais sastāvs (Mn = 1,4 % – 2,0; Ni = 0,6 – 1,2 %);
B – elektroda pārklāja tips (bāziskais);

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 28
T –spriegumu noņemšanas apstrāde (termiskā apstrāde pie 560 – 600 °C 1 stunda);
3 – strāvas tips un elektroda metāla uzkausēšanas koeficients (maiņstrāva vai līdzstrāva,
uzkausēšanas koeficients > 155 ≤ 125 %);
4 – metināšanas pozīcija (saduršuves un kakta šuves apakšējā pozīcijā);
H5 – ūdeņraža saturs uzkausētā metālā (maksimāli 5 ml/100 g uzkausētā metāla).
Bez augstākminētiem elektrodu klasifikācijas standartiem ir vel arī šādi standarti:
EN 1599:1997 Metināšanā izlietojamie materiāli - Pārklāti elektrodi šļūdizturīgo tēraudu
rokas lokmetināšanai – Klasifikācija.
Welding consumables - Covered electrodes for manual metal arc welding of creep-resisting
steels - Classification
EN 1600:1997 Metināšanā izlietojamie materiāli - Pārklāti elektrodi nerūsējošo un
karstumizturīgo tēraudu rokas lokmetināšanai - Klasifikācija
Welding consumbles - Covered electrodes for manual welding of stainless and heat resistant
steels - Classification
EN ISO 1071:2003 Metināšanā izlietojamie materiāli - Pārklātie elektrodi, stieples, stieņi un
pulverstieples elektrodi čuguna kausēšanas metināšanai - Klasifikācija
Welding consumables - Covered electrodes, wires, rods and tubular cored electrodes for
fusion welding of cast iron - Classification
Nekūstošo elektrodu stieņus izgatavo no tīra volframa, no volframa ar torija, lantāna
vai itrija oksīdu, elektrotehniskās ogles un presēta grafīta piedevām.
Volframs ir grūti kūstošs metāls (kušanas temperatūra 3410 °C) ar pietiekami augstu
elektrovadītspēju un siltumvadītspēju. Metināšanā ar volframa elektrodu lieto tiešās
polaritātes līdzstrāvu.
Elektrodiem lieto šādu marku stieņus: ЭBM — tīrais elektrodu volframs; ЭBJI-10 un
ЭBЛ-20 — elektrodu volframs ar 1 ... 2% lantāna oksīda piedevu; ЭB-30 — elektrodu
volframs ar 1,5... 2% itrija oksīda piedevu; ЭBT-15 - elektrodu volframs.ar torija oksīda
piedevu. Piedeva volframam veicina stabilu loka degšanu, kā arī dod iespēju palielināt strāvas
blīvumu elektrodā. Lai samazinātu volframa elektroda oksidēšanos un aizsargātu metināšanas
vannu, metināšanu veic inertās gāzēs. Volframa elektrodu diametrs ir 2... 10 mm atkarībā no
metināšanas strāvas stipruma.
Jautājumi.
Kāda tipa elektroda pārklājumu apzīmē ar burtu “A” ?
Kāda tipa elektroda pārklājumu apzīmē ar burtu “B” ?
Kāda tipa elektroda pārklājumu apzīmē ar burtu “R” ?
Kāda tipa elektroda pārklājumu apzīmē ar burtu “C” ?
Kāds simbols elektroda apzīmējumā liecina par to, ka šo elektrodu var lietot metinot
visos telpiskajos stāvokļos ?
Ar kādiem simboliem apzīmē elektrodu kvalitāti ?
Kādi komponenti no pārklāja sastāva aizsargā metālu no apkārtējā gaisa iedarbības?
Kāds ir elektrodu segumu uzdevums ?
Kādi komponenti ir lielā daudzumā celulozes tipa pārklājumā ?
Kāda tipa pārklājuma elektrodus rekomendē izmantot atbildīgu konstrukciju
metināšanai?

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 29
Metāla sagatavošana metināšanai
Ar taisnošanu novērš velmētā tērauda deformācijas. Loksnes un šķirnes metālu taisno
aukstā stāvoklī ar skārda un lenķtērauda taisnošanas mašīnām un presēm. Stipri deformētu
metālu taisno karsta stāvoklī.
Detaļas izmēru pārnešanu dabiskā lielumā no rasējuma uz metāla sauc par
aizzīmēšanu. Šim nolūkam lieto universālus instrumentus: mērlenti, lineālu, stūreni un
aizzīmēšanas adatu. Vienkāršāk un ātrāk aizzīmēt ar šablonu, kas izgatavots no plānas metāla
loksnes. Aizzīmējot sagatavi, jāņem vērā, ka konstrukcijas metināšanas procesā saīsinās.
Tāpēc paredz uzlaidi 1 mm uz katru šķērssaduru un 0,1... ...0,2 mm uz garenšuves 1 m.
Sagatavojot detaļas metināšanai, pārsvarā lieto termisko griešanu. Mehānisko griešanu
lietderīgi lietot, sagatavojot viena tipa detaļas galvenokārt ar taisnstūra šķērsgriezumu.
Bieži skābekļgriešanu, īpaši ar skābekļgriešanas mašīnu, apvieno ar fāzītes noņemšanu
saduršuvem. Pēc griešanas detaļu bieži vien mehāniski apstrādā, lai no termiskās ietekmes
zonas noņemtu apogļoto metālu.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 30
Detaļu salikšana metināšanai ir darbietilpīga, tā sastāda apmēram 30% no izstrādājuma
izgatavošanas kopējās darbietilpības. Tā atkarīga no vairākiem nosacījumiem (ražošanas
sērijās, izstrādājuma tipa u. c). Lai samazinātu salikšanas laiku, kā arī lai palielinātu tās
precizitāti, izmanto dažādas palīgierīces.
Salikšanu metināšanai var veikt ar šādiem paņēmieniem:
izstrādājuma pilnīga salikšana no visām tajā ietilpstošām detaļām un sekojoša
visu šuvju metināšana;
detaļu pakāpeniska pievienošana pie iepriekš sametinātas izstrādājuma daļas
(ja nevar lietot pirmo paņēmienu);
izstrādājuma mezglu iepriekšēja salikšana un sekojoša izstrādājuma salikšana
un sametināšana no mezgliem; Šis paņēmiens ir visracionālākais, un to lieto lielu un sarežģītu
konstrukciju (kuģu, vagonu tiltu u. c.) izgatavošanā.
Kolonnu, siju, sarežģīta šķērsgriezuma statņu, kā arī konstrukciju no vairāk kā 8 mm
biezām tērauda loksnēm salikšanai un metināšanai lieto ierīces, kurās konstrukcijas elementi
šuves metāla rūkšanas rezultātā var nedaudz pārvietoties. Ierīces var būt paredzētas tikai
detaļu salikšanai pirms metināšanas vai arī tikai iepriekš saliktu detaļu metināšanai. Lieto arī
kombinētas salikšanas un metināšanas ierīces. Salikšanas precizitāti pārbauda ar šabloniem un
taustiem (41.attēls.).
Saliktos mezglus un detaļas savieno ar pieķeršuvēm. Metināšanas pieķeršuves ir īsas
šuves, kuru šķērsgriezums ir 1/3 no pilnas šuves šķērsgriezuma. Pieķeršuvju garums ir no 20
mm līdz 100 mm atkarībā no metināmo lokšņu biezuma un šuves garuma. Atstatums starp
pieķeršuvem ir 500... ... 1000 mm atkarībā no šuves garuma. Peķeršuves metina ar tādiem
pašiem elektrodiem kā izstrādājumu. Salikšanu ar metināšanas pieķeršuvēm lieto neliela
biezuma (līdz 6... 8 mm) lokšņu konstrukcijās.
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 31
Metinātu šuvju veidošanas tehnika
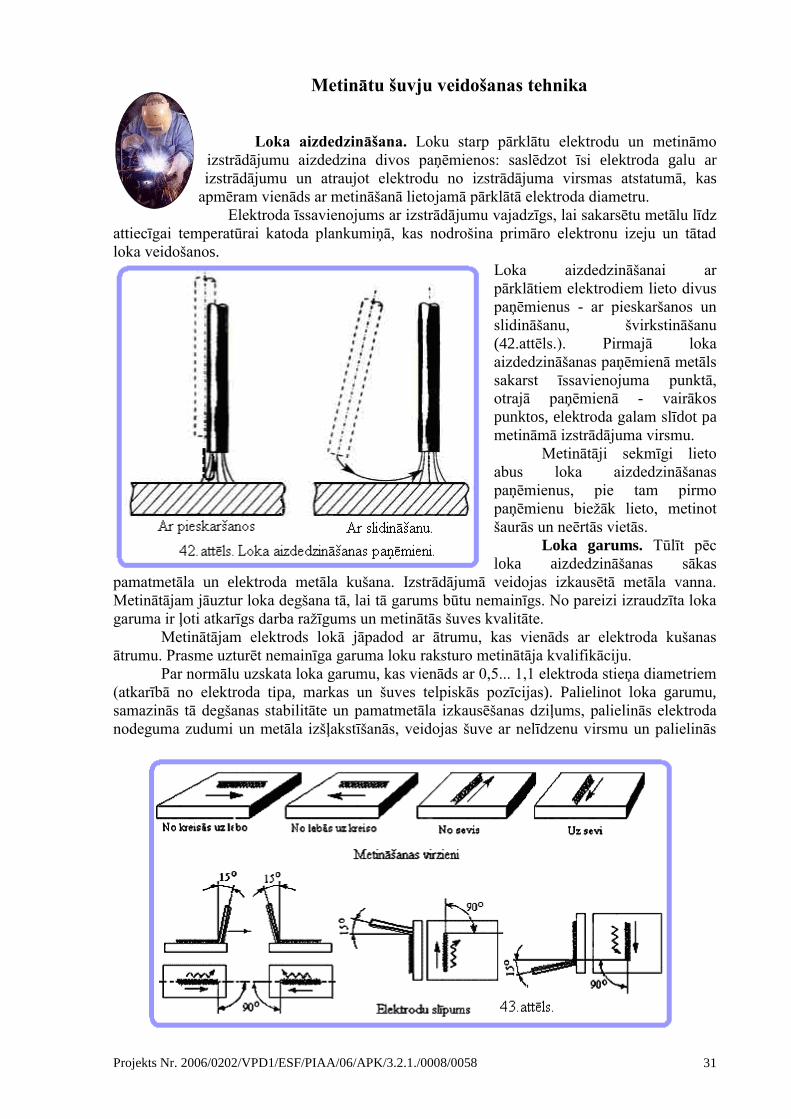
Loka aizdedzināšana. Loku starp pārklātu elektrodu un metināmo
izstrādājumu aizdedzina divos paņēmienos: saslēdzot īsi elektroda galu ar
izstrādājumu un atraujot elektrodu no izstrādājuma virsmas atstatumā, kas
apmēram vienāds ar metināšanā lietojamā pārklātā elektroda diametru.
Elektroda īssavienojums ar izstrādājumu vajadzīgs, lai sakarsētu metālu līdz
attiecīgai temperatūrai katoda plankumiņā, kas nodrošina primāro elektronu izeju un tātad
loka veidošanos.
Loka aizdedzināšanai ar
pārklātiem elektrodiem lieto divus
paņēmienus - ar pieskaršanos un
slidināšanu, švirkstināšanu
(42.attēls.). Pirmajā loka
aizdedzināšanas paņēmienā metāls
sakarst īssavienojuma punktā,
otrajā paņēmienā - vairākos
punktos, elektroda galam slīdot pa
metināmā izstrādājuma virsmu.
Metinātāji sekmīgi lieto
abus loka aizdedzināšanas
paņēmienus, pie tam pirmo
paņēmienu biežāk lieto, metinot
šaurās un neērtās vietās.
Loka garums. Tūlīt pēc
loka aizdedzināšanas sākas
pamatmetāla un elektroda metāla kušana. Izstrādājumā veidojas izkausētā metāla vanna.
Metinātājam jāuztur loka degšana tā, lai tā garums būtu nemainīgs. No pareizi izraudzīta loka
garuma ir ļoti atkarīgs darba ražīgums un metinātās šuves kvalitāte.
Metinātājam elektrods lokā jāpadod ar ātrumu, kas vienāds ar elektroda kušanas
ātrumu. Prasme uzturēt nemainīga garuma loku raksturo metinātāja kvalifikāciju.
Par normālu uzskata loka garumu, kas vienāds ar 0,5... 1,1 elektroda stieņa diametriem
(atkarībā no elektroda tipa, markas un šuves telpiskās pozīcijas). Palielinot loka garumu,
samazinās tā degšanas stabilitāte un pamatmetāla izkausēšanas dziļums, palielinās elektroda
nodeguma zudumi un metāla izšļakstīšanās, veidojas šuve ar nelīdzenu virsmu un palielinās

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 32
apkārtējās atmosfēras kaitīgā iedarbība uz izkausēto metālu.
Elektroda slīpums metinot atkarīgs no šuves telpiskās pozīcijas, metināma metāla bie-
zuma un sastāva, elektroda diametra, pārklājuma tipa un biezuma.
Metināšanas virziens var būt no kreisās puses uz labo pusi, no labās puses uz kreiso,
no sevis un uz sevi (43.att. a).
Neatkarīgi no metināšanas virziena elektrodam jāatrodas noteiktā pozīcijā, tam jābūt
noliektam pret šuves asi tā, lai metināmā izstrādājuma metāls izkustu maksimāli dziļi. Lai
iegūtu blīvu un vienādu šuvi, metinot apakšējā pozīcijā horizontālā plaknē, elektroda slīpuma
leņķim jābūt 15° pret vertikāli šuves metināšanas virzienā (43.att. b).
Parasti loks saglabā elektroda ass virzienu; ar norādīto elektroda slīpumu metinātājs panāk
maksimālu izstrādājuma metāla izkausēšanu. Pie tam labāk veidojas šuve, kā arī lēnāk
atdziest metināšanas vannas metāls, kas novērš šuvē karsto plaisu rašanos.
Metinot ar šļūtenes pusautomātu, elektroda stieples pozīcija nav analogs elektroda
pozīcijai rokas metināšanā ar pārklātiem elektrodiem.
Elektroda slīpuma leņķis rokas metināšanā šuves apakšējā, vertikālā, griestu un
horizontālā pozīcijās parādīts att.
Elektroda svārstību kustības. Lai iegūtu vajadzīgā platuma valnīti, tad ar elektrodu

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 33
šķērsvirzienā veic svārstību kustības. Ja elektrodu pārvieto tikai šuves ass garenvirzienā bez
svārstību kustībām šķērsvirzienā, tad valnīša platums ir atkarīgs no metināšanas strāvas
stipruma un tas ir 0,8... 1,5 elektroda diametri. Šādus šaurus valnīšus lieto tikai plānu lokšņu
metināšanai, pirmās kārtas (saknes) metināšanai daudzkārtu šuvēm, metinot ar atbalstīšanas
paņēmienu un citos gadījumos.
Visbiežāk lieto šuves ar platumu no 1,5 līdz 4 elektroda diametriem, kuras veido ar
elektroda šķērsvirziena svārstību kustībām.
Rokas metināšanā izplatītākie elektroda šķērsvirziena svārstību veidi ir šādi:
kustība pa taisnu lauztu līniju (44.att. a);
kustība pa pusmēnesi, kura gali vērsti uzkausētās šuves virzienā (44.att. b);
kustība pa pusmēnesi, kura gali versti metināšanas virzienā (44.att. c);
trīsstūrveida kustība (44.att. d);
cilpveida kustība ar aizturēšanu noteiktās vietās (44. att. e).
Kustības šķērsvirzienā pa lauztu līniju bieži lieto, lai iegūtu uzkausējuma valnīšus
lokšņu sadurmetināšanā apakšējā pozīcijā bez malu noslīpinājuma un tajos gadījumos, kad
nevar rasties caurdegumi metināmajās detaļās.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 34
Kustību pa pusmēnesi, kura gali vērsti uzkausētās šuves virziena, lieto saduršuvēm ar
noslīpinātām malām un kakta šuvēm, kuru katete mazāka par 6 mm, ja šuves metina jebkurā
pozīcijā un izmanto elektrodu ar diametru līdz 4 mm.
Trīsstūrveida kustība jālieto, metinot kakta Šuves, kuru katete lielāka par 6 mm, un
saduršuves ar noslīpinātam malām jebkurā telpiskā pozīcijā. Šajā gadījumā panāk labu saknes
sakusumu un apmierinošu šuves veidošanos.
Cilpveida kustības lieto tad, ja nepieciešams stipri sakarsēt metāla šuves malās,
galvenokārt metinot augstleģeta tērauda loksnes. Šiem tēraudiem ir augsta plūstamība un, lai
apmierinoši izveidotu šuvi, elektrods jāaiztur malās, tādējādi novēršot metāla caurdegšanu
šuves centrā un metāla iztecēšanu no vertikālas šuves metināšanas vannas. Cilpveida kustības
veiksmīgi var aizstāt ar pusmēness kustībām, aizturot loku šuves malās.
Paņēmieni šuves aizpildīšanai pa garumu un šķērsgriezumu. Šuves pa garumu
metina nepārtraukti vai ar atpakaļpakāpienu paņēmienu. Nepārtrauktā metināšanas paņēmiena
būtība ir tāda, ka šuvi no sākuma līdz beigām metina vienā virzienā.
Atpakaļpakāpienu paņēmienā garās šuves sadala īsākos posmos.
Pēc šuves šķērsgriezuma aizpildīšanas paņēmiena izšķir vienkārtas šuves (45.att.a),
daudzkārtu šuves (45.att.b) un daudzgājienu daudzkārtu šuves (45.att.c).
Ja kārtu skaits vienāds ar gājienu skaitu, tad šādu šuvi sauc par daudzkāartu šuvi. Ja
dažas kārtas veido vairākos gājienos, tad šādu šuvi sauc par daudzgājienu šuvi.
Daudzkārtu šuves bieži lieto sadursavienojumos, daudzgājienu šuves - leņķa
savienojumos un T veida savienojumos.
Lai vienmērīgāk sakarsētu šuves metālu visā tās garumā, šuves metina ar divkārtu,
sekciju, kaskādes, kalniņa paņēmieniem, pie tam visu šo paņēmienu pamatā ir
atpakaļpakāpienu metināšanas princips (46. att.).
Divkārtu paņēmiena būtība ir tāda, ka otro kārtu metina uz neatdzisušās pirmās
kārtas pēc metināšanas sārņu noņemšanas. Metināšanu 200 ... 400 mm garumā veic pretējos
virzienos, tādējādi novērš karsto plaisu rašanos
šuvē, metinot 15 ... 20 mm biezu stingru metālu.
Lai novērstu plaisu rašanos, metinot 20 ...
25 mm un biezākas tērauda loksnes, lieto
kaskādes vai kalniņa metināšanas paņēmienu.
Metinot sekcijām vai kaskādēm, daudzkārtu šuves
aizpilda visā metināšanas biezumā noteiktā
pakāpes garumā, kā parādīts 46. attēlā. Pakāpes
garumu izvēlas tā, lai, metinot šuvi visā biezumā,
šuves saknes metāla temperatūra nebūtu mazāka
par 200 °C. Šajā gadījumā metāls ir ļoti plastisks
un plaisas nerodas.
Metinot ar kaskādes paņēmienu, pakāpes
garums ir 200 .. . 400 mm, bet, metinot sekcijām -
lielāks. Metināšanā ar kalniņu gājienus veic visā
metāla biezumā. Metināšanas paņēmienu izvēlas
atkarībā no metāla ķīmiskā sastāva, biezuma, uzmetināmo kārtu skaita un metināmā
izstrādājuma stingruma.
Metināšana pa blokiem ir metināšana, kurā daudzkārtu šuvi metina pa atsevišķiem
blokiem, bet starpas starp tiem aizpilda pirms visas šuves aizmetināšanas. Parasti visu šuvi
sadala apmēram 1 m garos posmos. Katru posmu (bloku) metina atsevišķs metinātājs.
Metināšanu sāk no vidējā bloka tūliņ pēc pirmā gājiena veikšanas citos posmos. Gājiena

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 35
virzienu katrā posmā ieteicams mainīt. Tāda vienlaicīga daudzgājienu šuves metināšana pa
garumu un šķērsgriezumu nodrošina vienmērīgāku temperatūras sadalījumu, kas ievērojami
samazina metināmā izstrādājuma kopējās paliekošas deformācijas. Metināšanu pa blokiem
var veiksmīgi lietot pat biezu lokšņu pašrūdes tēraudu metināšanā.
Daudzkārtu metināšanai salīdzinājumā ar vienkārtas metināšanu ir šādas
priekšrocības.
Samazinās metināšanas vannas tilpums, tā rezultātā palielinās metāla atdzišanas ātrums
un samazinās graudu izmēri.
Šuves metāla ķīmiskais sastāvs tuvs uzkausētā metāla ķīmiskajam sastāvam, jo nelielais
metināšanas strāvas stiprums daudzkārtu metināšana tikai nedaudz izkausē
pamatmetālu.
Katra nākamā šuves kārta termiski apstrādā iepriekšējās kārtas metālu, un metālam ap
šuvi ir sīkgraudaina struktūra ar paaugstinātu plastiskumu un stigrību.
Katrai šuves kārtai atkarībā no metināšanas strāvas stipruma jābūt 3... ... 5 mm biezai
(metinot mazoglekļa tēraudu).
Metinot ar 100 A stipru strāvu, loks izkausē virsējās kārtas metālu apmēram 1,0 mm
dziļumā, bet apakšējās kārtas metāls (dziļāk par 1,0 mm) sakarst no 1100°C līdz 1500°C un,
strauji atdziestot, veido sīkgraudainu struktūru.
Metinot ar 200 A stipru strāvu, kārtas biezumu var palielināt līdz 5 mm, bet apakšējās
kārtas termiskā apstrāde norisēs apmēram 2,5 mm dziļumā.
Šuves saknes metāla termisko apstrādi, lai iegūtu sīkgraudainu struktūru, realizē,
uzmetinot valnīti ar 3 mm diametra elektrodu un metināšanas strāvu 100 A. Pirms valnīša
uzmetināšanas šuves sakni notīra ar termisko griešanu vai mehāniski. Valnīti uzmetina
nepārtraukti visā šuves garumā.
Metāla virskārtas termisko apstrādi veic, uzklājot atkvēlinošu (dekoratīvu) kārtu.
Atkvēlinošās kārtas biezumam jābūt minimālam (1...2 mm), lai nodrošinātu lielu atdzišanas
ātrumu un sīkgraudainu virskārtas struktūru. Atkvēlinošo kārtu atkarībā no loksnes biezuma
uzklāj ar 5... 6 mm diametra elektrodiem un 200 ... 300 A stipru strāvu.
Šuves nobeigšana. Šuves beigās nedrīkst strauji pārtraukt loku un uz metāla virsmas
atstāt krāteri. Krāteris šuvē var radīt plaisas, jo satur piemaisījumus, galvenokārt sēru un
fosforu. Metinot mazoglekļa tēraudus, krāteri aizpilda ar elektroda metālu vai novada sānis uz
pamatmetāla. Ja metina tēraudu, kuram ir nosliece veidot rūdītu mikrostruktūru, krāteri
novirzīt nedrīkst, jo var rasties plaisas. Nav ieteicams aizmetināt krāteri, vairākkārt pārtraucot
un aizdedzinot loku, jo veidojas metālu piesārņojoši oksīdi. Vislabākais šuves nobeigšanas
paņēmiens ir krātera aizpildīšana ar metālu, pārtraucot elektroda padevi un lēnām pagarinot
loku, kamēr tas pilnīgi pārtrūkst.
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 36
Rokas lokmetināšanas reţīma izvēle
Izvēloties rokas lokmetināšanas režīmu, bieži vien nosaka tikai elektroda diametru un
metināšanas strāvas stiprumu. Metināšanas ātrumu un loka strāvu nosaka metinātājs pats
atkarībā no metināmā savienojuma veida, tērauda markas, elektroda markas, šuves telpiskās
pozīcijas utt.
Elektroda diametru izvēlas atkarībā no metināmā metāla biezuma, metināmā
savienojuma tipa, šuves tipa utt. Metinot sadursavienojumā līdz 4 mm biezas loksnes apakšējā
pozīcijā, elektroda diametru ņem vienādu ar metināmā tērauda biezumu. Ja metina biezāku
tēraudu, lieto 4 ... 6 mm diametra elektrodus ar noteikumu, lai pilnīgi būtu izkausēts
savienojamo detaļu metāls un pareizi veidotos šuve. Par 6 mm lielāka diametra elektrodu
lietošana ir ierobežota sakarā ar elektroda un elektrodu turētajā lielo masu. Bez tam ar liela
diametra elektrodiem metinātu savienojumu stiprība samazinās, jo var būt nepilnīgs šuves
saknes sakusums un šuves metālam liela stabiņveida mikrostruktūra.
Daudzkārtu saduršuvēs un kakta šuvēs pirmo kārtu vai gājienu metina ar 2... 4 mm
diametra elektrodu; nākamās kārtas un gājienus metina ar liela diametra elektrodu, tā diametru
izraugās atkarībā no metāla biezuma un malu noslīpinājuma formas.
Daudzkārtu šuvēs pirmo kārtu iesaka metināt ar maza diametra elektrodu, lai labāk
sakustu savienojuma šuves sakne. Tas attiecas gan uz saduršuvēm, gan kakta šuvēm.
Vertikālā pozīcijā parasti metina ar elektrodiem, kuru diametrs nepārsniedz 4 mm,
retāk 5 mm; 6 mm elektrodus var lietot tikai augstas kvalifikācijas metinātāji.
Griestu šuves parasti metina ar elektrodiem, kas nav resnāki par 4 mm.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 37
Valnīšu un šuvju metināšana apakšējā pozīcijā
Valnīšus uzkausē, atjaunojot mašīnu un mehānismu nodilušās detaļas. Līdzenu
uzkausēto virsmu panāk, vienu valnīti pārsedzot ar otru valnīti par 0,3 ... 0,5 no tā platuma.
Paplašinātu valnīšu uzkausēšanai lieto elektroda šķērsvirziena svārstību kustības.
Par normālu uzskata valnīti, kura platums ir vienāds ar 3... 4 elektroda diametriem.
Valnīšus ieteicams uzmetināt no kreisās puses uz labo pusi vai uz sevi. Šajos gadījumos
metinātājs labi pārredz loka atrašanās vietu, tā garumu, elektroda pilienu pārnešanu un valnīšu
veidošanos. Valnīšus uzkausē ar liela diametra (6 ... 12 mm) elektrodiem un lielu strāvu (250 .
. . 500 A un vairāk).
Saduršuvju metināšana (47.attēls a.). Vienpusīgas saduršuves bez malu
noslīpinājuma metina ar pārklātiem elektrodiem, kuru diametrs vienāds ar metināmo lokšņu
biezumu, ja tās nav biezākas par 4 mm. Strāvas stiprumu izvēlas atkarībā no elektroda
diametra, pārklājuma veida un biezuma. No 2 mm līdz 8 mm biezas loksnes bez malu
noslīpinājuma metina ar divpusīgu šuvi. Elektroda pozīcija un šķērskustības metinot parādīti
attēlā.
Sadursavienojumus ar divu malu noslīpinājumu atkarībā no metāla biezuma metina ar
vienkārtas, daudzkārtu un daudzgājienu šuvēm.
Šuves optimālo atvēruma leņķi nosaka pēc šādiem apsvērumiem. Liels apdares leņķis
(80 . . . 90°) rada metinātājam ērtus darba apstākļus, mazāka iespēja saknei nesakust, bet
palielinās uzkausējamā metāla tilpums, tātad samazinās darba ražīgums un palielinās
izstrādājuma deformācijas. Normālam rokas metināšanas procesam pieņemts apdares leņķis
(50±4)°.
Sprauga starp saduras elementiem un malas nenoslīpinātās daļas biezums ir no 1,5 mm
līdz 4,0 mm atkarībā no lokšņu biezuma, metināšanas režīma un metināmās konstrukcijas
rakstura.
Metināšanā visgrūtāk ir iegūt pilnu (drošu) šuves saknes sakusumu. Šeit visbiežāk
mēdz būt dažādi defekti, piemēram, nesakusums, gāzu un sārņu ieslēgumi. Tāpēc, ja tas
iespējams, šuves sakne jāsametina arī no otras puses.
No 1 mm līdz 6 mm biezu metālu bez malu noslīpinājuma metina ar vienkārtas
(viengājiena) šuvi. Vienkārtas šuves loksnēm ar divām noslīpinātām malām metina, svārstot
elektrodu šķērsvirzienā pa trijstūri (47.att. b.) bez aiztures šuves saknē (1 . . .4 mm biezām
loksnēm) un ar aizturi šuves saknē (4 ... 6 mm biezām loksnēm).
12 mm un biezākas loksnes ar diviem nesimetriskiem divu malu noslīpinājumu sadurā
savieno ar daudzkārtu vai daudzgājienu šuvēm. Daudzkārtu šuvju metināšanas ātrums ir
lielāks par daudzgājienu šuvju metināšanas ātrumu. Daudzkārtu vai daudzgājienu šuves izvēle
atkarīga no metināmā tērauda ķīmiskā sastāva un biezuma.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 38
Daudzgājienu šuvi metina tievu un šauru valnīšu veidā bez elektroda svārstībām
šķērsvirzienā. Ieteicams metināt ar elektrodiem, kuru diametrs ir no1,6 mm līdz 3 mm (retāk 4
mm) un kuri paredzēti atbalstīšanai. Visu daudzgājienu šuvi var metināt ar viena diametra
elektrodu.
Daudzkārtu šuves katrai kārtai ir vairākas reizes lielāks šķērsgriezums nekā
daudzgājienu šuves katram valnītim.
Dažreiz, lai nodrošinātu sakusumu visā metāla biezumā, metina uz 4 .. . ...6 mm bieza
vara paliktņa. Šajā gadījumā strāvas stiprumu var palielināt par 20... 30%. Ja metinātā
izstrādājuma konstrukcija un uzdevums atļauj caurkausējumu, tad var metināt uz paliekoša
tērauda paliktņa.
Sevišķi atbildīgām konstrukcijām pirms šuves metināšanas no otras puses to vispirms
notīra ar griezējdegli vai mehāniski, lai novērstu iespējamos defektus (nesakusumu, plaisas,
gāzes un sārņu ieslēgumus).
No 12 mm līdz 60 mm biezas tērauda loksnes var sametināt sadurā ar pārklātiem
elektrodiem, ja to malām ir divpusīgs simetrisks noslīpinājums. Pie tam malu sagatavošana,
noslīpinājuma leņķis, spraugas un malas nenoslīpinātās daļas lielumi, metināšanas tehnika ir
tādi paši, kā metinot loksnes ar divām noslīpinātām malām. Lai katras kārtas metāls
pietiekami sakārstu un atkvēlinātos, kārta nedrīkst būt biezāka par 4 ... 5 mm un plānāka. par
2 mm. Tā, piemēram, 12 mm biezu lokšņu sametināšanai jāliek 4... 6 kārtas, bet 40 mm biezu
lokšņu sametināšanai - 10... 16 kārtas (bez atkvēlinošās un dekoratīvās kārtas).
Biezu (vairāk par 20 mm) lokšņu sadurmetināšanai ieteicamas šuves ar divu malu
līklīnijas noslīpinājumu. Šādā veidā sagatavotu šuvju metināšanai var lietot lielāka diametra
elektrodus, kas nodrošina drošu sakusumu un vienmērīgu šuves metāla rukumu.
Šuvēm ar divu malu divpusīgu simetrisku noslīpinājumu salīdzinājumā ar divu malu
vienpusīgu noslīpinājumu ir šādas priekšrocības:
uzkausētā metāla tilpums samazinās 1,6... 1,7 reizes, tātad palielinās
metināšanas darba ražīgums.
samazinās metināšanā radušās deformācijas.
šuves saknes nesakusums iespējams neitrālā šķēlumā, un tāpēc tas ir mazāk
bīstams.
Lai samazinātu metinātā savienojuma deformācijas, ieteicams šuves metināt
pārmaiņus no vienas un otras loksnes puses. Šim nolūkam, metinot apakšējā pozīcijā, detaļas
bieži jāgroza. Tāpēc lietderīgāk izstrādājumu novietot vertikāli un metināt vienlaikus no abām
pusēm. Metināšanu šajā gadījumā veic divi metinātāji.
Kakta šuvju metināšana. Metinot kakta šuves ar slīpi novietotu elektrodu metāls
smaguma spēka ietekmē cenšas notecēt uz apakšējās plaknes. Tāpēc šīs šuves labāk metināt
«laiviņā» ar elektrodiem, kurus metinot var atbalstīt ar pārklājumu pret izstrādājuma
metināmajām malām. Līdz 14 mm biezu lokšņu kakta šuves «laiviņā» var metināt bez malu
noslīpinājuma (ar divpusīgu metināšanu} vai daļēju malu apdari un malu palielinātu
nenoslīpinātās daļas biezumu. Sprauga starp metināmajiem elementiem nedrīkst pārsniegt
10% no loksnes biezuma. Tomēr ne vienmēr metināmo izstrādājumu var nostādīt tā, lai varētu
metināt «laiviņā», - tad, metinot kakta šuves, elektrodu novieto slīpi. Šajā gadījumā var
nesakust šuves sakne un apakšējās loksnes mala. Lai rūpīgi sakarsētu metināmo detaļu malas,
elektrods jātur pret loksnes virsmu 45° leņķī un šķērsvirzienā jāizdara trīsstūrveida kustības ar
aizturi vai bez .aiztures šuves saknē. Metināšanas procesā elektrods jānoliec gan pret vienu,
gan otru loksnes virsmu. Kakta šuves apakšējā pozīcijā ar kateti līdz 10 mm metina vienā
kārtā ar elektrodiem, kuru diametrs nepārsniedz 5 mm, dažreiz bez šķērskustībām.
Kakta šuves bez malu noslīpinājuma un ar kateti, lielāku par 10 mm, var metināt vienā
kārtā, bet ar elektrodu šķērsvirzienā jāizdara trīsstūrveida kustības. Pie tam šuves sakne labāk
sakūst, ja elektrodu aiztur šuves saknē. Kakta šuves ar vienpusīgu vai divpusīgu malu
noslīpinājumu lieto sevišķi atbildīgu izstrādājumu izgatavošanā.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 39
Malu noslīpinājumu T veida sieniņai izveido (50±5)o leņķī. Ja sieniņas biezums
nepārsniedz 4 mm un tai ir noslīpināta mala, tad metina vienkārtas šuvi; ja sieniņa ir biezāka,
tad metina vairākas kārtas vairākos gājienos. Metinot daudzgājienu T veida šuves ar elektrodu
slīpā pozīcijā, uz plauktiņa un sieniņas parasti iegūst nevienādas katetes. Tāpēc, projektējot
metinātus izstrādājumus, ir atļautas kakta šuves ar nevienādām katetēm.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 40
Vertikālu, horizontālu un griestu šuvju metināšana
Vertikālas šuves (saduršuves un kakta šuves) metina no apakšas uz augšu. Iepriekšēji
ar metināšanu sagatavo horizontālu metāla laukumiņu, kura šķērsgriezums vienāds ar šuves
uzkausētā metāla šķērsgriezumu. Laukumiņu izveido, elektrodu pārvietojot šķērsvirzienā pa
trīsstūri (48.att). Šuves sakni sakausē, ja, elektrodu pārvietojot pa trīsstūri, loka degšanu aiztur
šajā vietā. Vislielāko šuves saknes sakusumu iegūst tad, kad elektrods ir perpendikulārs
vertikālajai asij. Izkausētā metāla notecēšanu novērš, noliecot elektrodu uz leju, kā parādīts ar
svītrlīniju attēlā a, b.
Vertikālu šuvju metināšana ar liela diametra elektrodiem un lielu strāvu ir apgrūtināta,
jo metāls notek un slikti veidojas šuve. Tāpēc lieto līdz 4 mm, retāk 5 mm diametra
elektrodus.
Vertikālā metināšana virzienā no augšas uz leju (48.att. c) iespējama ar elektrodiem,
kas veido plānu sārņu kārtu. Metāls metināšanas vannā sacietē ātrāk un tā notecēšana
praktiski nenotiek. Darba ražīgums, metinot no augšas uz leju, ir augstāks, nekā metinot no
lejas uz augšu. Vertikālās šuves arī ērtāk metināt, atbalstot elektrodu ar pārklājumu pret
metināmajām malām.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 41
Horizontālās un griestu šuves metināt ir sarežģītāk nekā vertikālās šuves (48.att.).
Metinot horizontālās šuves, uz augšējās loksnes bieži veidojas rievas, bet, metinot griestu
šuves, grūti sakausēt šuves sakni. Abos gadījumos jāmetina ar īsu loku un pietiekami ātrām
svārstību kustībām. Par 8 mm biezāku metālu metina ar daudzgājienu šuvēm. Pirmo valnīti
horizontālās šuves saknē metina ar 4 mm diametra elektrodu, bet nākamos - ar 5 mm diametra
elektrodu. Pirmo valnīti griestu šuves saknē metina ar 3 mm elektrodu, bet nākamos - ar
elektrodu, kura diametrs nepārsniedz 4 mm. Horizontālu un griestu (49.attēls.) šuvju valnīšus
ērti metināt, atbalstot elektroda pārklājumu. Metinot griestu šuves, gāzes, kas izdalās no
pārklātiem elektrodiem, ceļas uz augšu un var palikt šuvē. Tāpēc, metinot griestu šuves,
jālieto labi izžāvēti elektrodi, kas veido nelielu sārņu kārtu.
Jautājumi.
Kad metina bez maliņu noslīpinājuma?
Kāpēc ir vajadzīgs maliņu noslīpinājums metinot biezus (virs 4 mm) metālus?
Kāda Ø elektrodus lieto vertikālo un horizontālo šuvju metināšanai?

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 42
Ar rokas lokmetināšanu metinātie punktsavienojumi
Punktu šuves parasti lieto pārlaidsavienojumos, un tās metina ar kūstošiem vai
nekustošiem elektrodiem (50.att.). Metināšanu ērti lietot konstrukciju montāžā, plānsienu
apšuvumu savienošanai ar liela izmēra profilvelmējumu konstrukcijas rāmjiem, kur nevar
lietot kontakta punktmetināšanu, kā arī elementu pakešu savienošanai un tapskrūvju
piemetināšanai.
Izveidojot ar loku metinātu punktsavienojumu, grūti nodrošināt blīvu metināmo detaļu
virsmu pieraušanos. Lai izkausētais metāls neiztecētu, sprauga nedrīkst būt lielāka par 1 mm.
Punktmetināšanā metālu izkausē ar metināšanas loku vai metina caur iepriekš izurbtu
vai izsistu caurumu. Ekonomiskāk lietot punktmetināšanu bez cauruma virsējā detaļā.
Ja lieto pārklātu kūstošu elektrodu un piespiedu caurkausēšanu un formēšanu, tad,
metinot mazoglekļa un mazleģētu tēraudu, virsējās detaļas biezums var sasniegt 12 mm.
Ja metina mazogiekļa un mazleģētu tēraudu ar kūstošu elektrodu ogļskābā gāzē un
caurumu virsējā detaļā, tad virsējās detaļas biezums var sasniegt 30 mm.
Lieto loka punktmetināšanu zem kušņiem, dažādās gāzēs, ar nekūstošiem elektrodiem
utt.
Metināšana var būt ar elektroda padevi metināšanas procesā vai bez padeves ar
speciālas konstrukcijas elektrodu turētāju, kurā loks pārtraucas pats no sevis.
Metinot ar nekustošiem elektrodiem, var iegūt šuves bez pastiprinājuma un ar lielāku
metāla caurkausēšanas dziļumu, nekā metinot ar kūstošiem elektrodiem. Ar nekustošu grafīta
elektrodu var sametināt 6 mm un biezākas loksnes ar 400 ... 700 A līdzstrāvu. Šuves metāla
aizsargāšanai metināšanā var lietot kušņus vai dažādas aizsarggāzes.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 43
Jēdziens par tēraudu metināšanu.
Mūsdienu mašīnbūve un celtniecība nav iespējama bez leģētu tēraudu lietošanas; tie
palielina konstrukciju drošumu, ilgizturību, ekonomiskumu, samazinoties to masai un
uzlabojoties ekspluatācijas īpašībām. Tas sevišķi svarīgi kombinētām konstrukcijām, kas
sastāv no dažādiem metāliem. Tomēr dažus metālus vai nu vispār nevar sametināt, vai arī to
metināšanas tehnoloģija ir ļoti sarežģīta. Tāpēc metināšanas tehnoloģijā liela nozīme ir
jēdzienam par metālu metināmību.
Metināmība ir metālu vai metālu kombināciju īpašība, lietojot noteiktu metināšanas
tehnoloģiju, veidot savienojumu, kas atbilst izstrādājuma konstrukcijai un ekspluatācijai
izvirzītām prasībām.
Tā, piemēram, oglekļa tēraudu labas metināmības rādītājs izstrādājumos, kas strādā
statiskā slodzē un ceha temperatūrā, ir iespēja iegūt metinātus savienojumus, kas
vienādizturīgi ar pamatmetālu, nelietojot speciālus tehnoloģiskus paņēmienus (iepriekšēju
sakarsēšanu, termisko apstrādi utt).
Leģētu tēraudu, kas paredzēti, piemēram, ķīmiskās aparatūras izgatavošanai,
metināmības rādītājs ir iespēja iegūt metinātu savienojumu ar speciālām īpašībām -
korozijizturību, stiprību augstās un zemās temperatūrās. Dažādu metālu metināmības rādītājs
ir spēja veidot savienojumā starpatomu saites. Vienādi metāli sametinās bez grūtībām, turpretī
daži dažādu metālu pāri savienojumā neveido starpatomu saites. Tā, piemēram, nemetinās
varš ar svinu, grūti sametināt dzelzi ar svinu, titānu ar oglekļa tēraudu, varu utt.
Svarīgi metināšanas radītāji ir metinātā savienojuma rūdīšanās, plaisas un defekti
tajos, kas slikti ietekmē metinātā savienojuma darbību.
Vērtējot termiski stiprināta tērauda metināmību, svarīgs raksturojums ir tā tieksme
metināšanā zaudēt stiprību. Parasti stiprība zūd termiskās ietekmes zonas apgabalā, kur
sakaršanas temperatūra ir 400 ... 720 °C atkarībā no atlaidināšanas temperatūras tērauda
izgatavošanas procesā rūpnīcā (rūdīšana + atlaidināšana).
Analizējot minētos metināmības rādītājus, redzam, ka metāla metināmība atkarīga no
metāla sastāva, tā fizikālajām īpašībām, metināšanas tehnoloģijas (piedevu materiāla,
metināšanas režīma u. c. izvēles), metināmā izstrādājuma konstruktīvās formas un
ekspluatācijas apstākļiem. Metālu metināmībai vienota rādītāja nav. Metālu metināmība ir
komplekss raksturs, kas atkarīgs no vairākiem rādītājiem, bet tomēr galvenokārt to raksturo
metināmā metāla īpašības.
Oglekļa tēraudu klasifikācija pēc metināmības. Visus tēraudus ar ferīta-perlīta un
beinīta struktūru pēc izturības pret plaisu veidošanos, lietojot attiecīgu metināšanas

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 44
tehnoloģiju, iedala šādās četrās grupās:
1. tēraudi, kas loka un gāzes metināšanā nerūdās un tāpēc sametinās bez sevišķiem
ierobežojumiem; labi metināmi ar oglekļa saturu līdz 0,25%.
2. tēraudi ar tieksmi veidot rūdītas mikrostruktūras, bet sametinās bez rūdīšanās, ja
pareizi izraudzīta tehnoloģija (ja metina bez uzkarsēšanas); apmierinoši metināmi ar oglekļa
saturu ar 0,25% - 0,35%.
3. tēraudi ar tieksmi metināšanā veidot rūdītas mikrostruktūras; tie iepriekš jāuzkarsē,
lai šīs struktūras nerastos; ierobežoti metināmi ar oglekļa saturu 0,35% - 0,45%.
4. tēraudi, kas metināšanā rudās un sametinās, ja tos iepriekšēji līdztekus uzkarsē un
pēc metināšanas tūlīt termiski apstrādā; slikti metināmi ar oglekļa saturu 0,45% - 0,8%.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 45
Konstrukciju oglekļa tēraudu metināšana
Mazoglekļa tēraudus ar oglekļa saturu līdz 0,2% metina, izmantojot tipveida
metināšanas materiālus.
Elektrodus E338 lieto neatbildīgu izstrādājumu izgatavošanā, elektrodus E342 -
atbildīgiem izstrādājumiem un E342A - sevišķi atbildīgiem izstrādājumiem
Mazoglekļa tēraudu savienojumu šuves, kas izveidotas ar visiem gāzes un
lokmetināšanas veidiem, ir pietiekami izturīgas pret plaisu veidošanos.
Vidējoglekļa tēraudus ar oglekļa saturu 0,25... 0,45% var sametināt, lietojot papildu
tehnoloģiskus paņēmienus, lai metināšanā nerastos plaisas. Dažādu dezoksidācijas pakāpju un
kategoriju BCT4 markas tēraudi, kā arī
markas 25 tēraudi var veidot plaisas, ja
nepareizi izraudzīts metināšanas
siltumrežīms, galvenokārt kakta šuvēs
vai daudzkārtu saduršuves pirmajā
kārta, kas sametinata ar obligāto
spraugu, stingru izstrādājumu pēdējās
šuvēs, kā arī metinot zemā apkārtējā
gaisa temperatūrā.
Metinot tēraudu CT4, šuves
metāla atdzesēšanas ātrumam jābūt
relatīvi mazam. Plaisas var rasties
uzkausētajā metālā, bet termiskās ietekmes zonā parasti to nav.
Tērauds CT5 satur oglekli no 0,29% līdz 0,37%, tāpēc tā metināmība ir sliktāka nekā
tēraudam CT4. Tērauda CT5 izstrādājumi jāmetina, tos papildus karsējot. Vislabāk
izstrādājumu papildus uzkarsēt līdz 100... 200°C temperatūrai vienlaikus no šuves uz abām
pusēm 50 . . . 70 mm atstatumā no šuves ass; līdz 15 mm biezu lokšņu uzkarsēšanas
temperatūrai jābūt 100°C, biezāku lokšņu uzkarsēšanas temperatūrai - 200°C šuves metāla
augstu izturību pret plaisu veidošanos un metināta savienojuma nepieciešamās mehāniskās
īpašības nodrošina elektrodi УOHИИ-13/45 un УOHИИ-13/15, AHO-7, AHO-8, AHO-11,
AHO-39 u. c.
Vēl sliktāka metināmība ir tēraudiem CT6 un 40. Izstrādājumus no šiem tēraudiem
metināšanā papildus sakarsē un pēc metināšanas krāsni termiski apstrādā.
No augstoglekļa tēraudiem metinātas konstrukcijas parasti neizgatavo. Šos tēraudus
lieto lietu detaļu izgatavošanai.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 46
Mazleģētu un vidējleģētu tēraudu metināšana
Leģētos tēraudus iedala mazleģētos (leģējošo elementu mazāk par 2,5%), vidējleģētos
(2,5... 10%), augstleģētos (virs 10%). Mazleģētos tēraudus iedala mazleģētos mazoglekļa
tēraudos, mazleģētos siltumizturīgos tēraudos un mazleģētos vidējoglekla tēraudos.
Mazleģētos mazoglekļa tēraudus lieto transporta mašīnbūvē, kuģu būvē,
hidrotehniskajā celtniecībā, cauruļu ražošanā u. c.
Mazleģētos vidējoglekla (ogleklis vairāk par 0,22%) konstrukciju tēraudus mašīnbūvē
parasti lieto termiski apstrādātus. Mazleģēto vidējoglekļa tēraudu metināšanas tehnoloģija ir
līdzīga vidējoglekļa tēraudu metināšanas tehnoloģijai.
Mazleģētu tēraudu metināšanas īpatnības. Mazleģētos tēraudus grūtāk metināt nekā
mazoglekļa konstrukciju tēraudus. Mazlegētie tēraudi ir jutīgāki pret siltumiedarbību
metināšanā. Atkarībā no mazleģētā tērauda markas metināšanā var veidoties rūdītas struktūras
vai pārkāršana metinātā savienojuma termiskās ietekmes zonā.
Metāla struktūra termiskās ietekmes zonā ir atkarīga no tā ķīmiskā sastāva,
atdzesēšanas ātruma un metāla atrašanās ilguma temperatūrā, kurā notiek mikrostruktūras un
graudu izmēru izmaiņas.
Ja atdzesēšanas ātrums ir mazs, tad iegūst perlīta struktūru (ferīta un cementīta
mehānisks maisījums). Ja atdzesēšanas ātrums ir liels, tad austenīts sairst relatīvi zemā
temperatūrā, veidojot struktūras sorbītu, trostītu, beinītu, bet, ja atdzesēšanas ātrums ir ļoti
liels, - martensītu. Vistrauslākā ir martensīta struktūra, tāpēc, metinot mazleģētus tēraudus,
dzesēšanā nedrīkst pieļaut austenīta pārvēršanos martensītā.
Metāla atdzišanas ātrums, īpaši metinot biezu metālu, vienmēr ievērojami pārsniedz
lējumu metāla atdzišanas ātrumu gaisā, tā rezultātā leģētu tēraudu metināšanā var veidoties
martensīts.
Lai metināšanā novērstu rūdīta martensīta struktūras veidošanos jālieto paņēmieni, kas
palēnina termiskās ietekmes zonas atdzišanu. Tie ir izstrādājuma uzkarsēšana un daudzkārtu
šuves metināšana.
Dažos gadījumos atkarībā no izstrādājuma ekspluatācijas apstākļiem pieļauj
pārkarsēšanu, t. i., palielinātus graudus mazleģēta tērauda metināta savienojuma termiskās
ietekmes zonas metālā.
Ja izstrādājuma ekspluatācijas temperatūra ir augsta, tad, lai paaugstinātu plūstamības
pretestību (izstrādājuma deformēšanos laika gaitā
augstā temperatūrā), rupjgraudaina struktūra
vajadzīga arī metinātajā savienojumā. Bet
metālam ar rupjgraudainu struktūru ir pazemināts
plastiskums, tāpēc graudu izmērus ierobežo.
Ja izstrādājumu ekspluatē zemā
temperatūrā, tad plūstamības nav un vajadzīga
sīkgraudaina metāla struktūra, kas nodrošina
palielinātu stiprību un plastiskumu.
Mazleģētu tēraudu metināšanai pārklātos
elektrodus un citus metināšanas materiālus
izvēlas tādus, lai oglekļa, sēra, fosfora un kaitīgo
elementu saturs tajos būtu mazāks salīdzinājumā ar materiāliem, kas paredzēti mazoglekļa
konstrukciju tēraudu metināšanai. Ar to panāk palielinātu šuves metāla izturību pret
kristalizācijas plaisām, jo mazleģētiem tēraudiem ir izteikta tieksme tās radīt.
Mazleģētu tēraudu metināšanas tehnoloģija. Mazleģētie mazoglekļa tēraudi 09Г2,
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 47
09Г2C, I0XCHД, 10Г2С1 un 10Г2Б, metinot tos ar pārklātiem elektrodiem, nerūdās un ļoti
nepārkarst. Šos tēraudus metina analogi mazoglekļa tēraudiem. Lai nodrošinātu
vienādizturīgu savienojumu, rokas metināšanu veic ar 350A tipa elektrodiem. Cietība un
stiprība šuves zonā praktiski neatšķiras no pamatmetāla.
Metinot mazleģētus mazoglekļa tēraudus 12ГС, 14Г, 14Г2, 14НГС, 15ХСНД,
15Г2Ф, 15Г2СФ, 15Г2АФ var veidoties rūdītas mikrostrukturas un šuves metāls un
termiskās ietekmes zona var pārkarst. Rūdīto struktūru skaits strauji samazinās, ja metina ar
relatīvi lielu pašreizējo enerģiju, kas nepieciešama metinātā savienojuma atdzišanas ātruma
samazināšanai. Tomēr metāla atdzišanas ātruma samazināšana metināšanā rada šuves metālā
un šuves zonas metālā palielinātus graudus (pārkāršanu), ko izraisa palielinātais oglekļa saturs
šajos tēraudos.
Metināšanas režīms jāizvēlas tāds, lai nerastos daudz rūdītu mikrostruktūru un metāls
stipri nepārkarstu. Tad var metināt jebkura biezuma tēraudu bez ierobežojumiem, ja apkārtēja
gaisa temperatūra nav zemāka par -10oС. Ja temperatūra ir zemāka, tad nepieciešama
iepriekšēja uzkarsēšana līdz 120... 150°C. Ja temperatūra ir zemāka par - 25 °C, izstrādājumus
no pašrūdes tēraudiem metināt aizliegts.
Vidējleģētu tēraudu metināšana. Šos tēraudus raksturo augsta izturība pret pāreju
trauslā stāvoklī, tāpēc tos lieto konstrukcijām, kas strādā zemās vai augstās temperatūrās,
triecienslodzēs vai maiņzīmju slodzēs, agresīvās vidēs un citos smagos apstākļos.
Vidējlegētie tēraudi ir ļoti jutīgi pret. karsēšanu; metinot tie var rūdīties, pārkarst,
veidot aukstās plaisas, kas apgrūtina to metināšanu. Jo lielāks oglekļa un leģējošo
piemaisījumu saturs un jo biezāks metāls, jo sliktāka ir šo tēraudu metināmība.
Vidējleģētu tēraudu metināšanā, lietojot ar pamatpārklājumu pārklātus elektrodus,
jāizmanto pretējas polaritātes līdzstrāva, daudzkārtu šuves jāmetina ar kaskādes un bloka
paņēmieniem. Metināšanas tehnoloģijai jāparedz mazs šuves metāla atdzesēšanas ātrums.
Plaisas metālā ievērojami samazinās, ja tā temperatūru paaugstina, virs 150 °C. Kaskādes
metināšanā pakāpes garums jāizvēlas atkarībā no tā, kāds ir šuves iepriekšējās kārtas metāla
sakusums pirms nākamās kārtas uzmetināšanas. Parasti pakāpes garums ir 150 ... 200 mm.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 48
Leģētu siltumizturīgu tēraudu metināšana.
Izstrādājumus, kurus ekspluatē temperatūrā virs 600°C, izgatavo no augstleģētiem
karstumizturīgiem tēraudiem.
Visus siltumizturīgos tēraudus patērētājam piegādā pēc termiskās apstrādes (rūdīšana
plus augsttemperaturas atlaidināšana, atkvēlināšana).
Jebkuras markas siltumizturīgā tērauda metināšanas tehnoloģija paredz iepriekšēju vai
līdztekus vietēju vai vispārēju metināmā izstrādājuma uzkarsēšanu, pēc iespējas šuves metāla
un pamatmetāla viendabīgas struktūras nodrošināšanu, metinātā izstrādājuma termisko
apstrādi. Metināmā izstrādājuma uzkarsēšana ir nepieciešama, lai novērstu metāla plaisas, kas
rodas metināšanā.
Šuves metāla un pamatmetala ķīmiskā viendabība vajadzīga, lai novērstu difūzijas
parādības, kas noris, metināto izstrādājumu ekspluatējot augstās temperatūrās, jo ķīmisko
elementu pārvietošanās difūzijas procesā samazina izstrādājumu ekspluatācijas ilgumu.
Visa metinātā izstrādājuma metāla mikrostruktūru var uzlabot, lietojot termisko
apstrādi. Tādam metālam ir uzlabotas mehāniskās īpašības un spēja ilgstoši strādāt augstā
temperatūrā. Tomēr, lai palielinātu izstrādājuma kalpošanas ilgumu, pareizi jāizvēlas
termiskās apstrādes režīmi. Siltumizturīgā tērauda metinātu savienojumu labākā termiskā
apstrāde ir rūdīšana un augsttemperatūras atlaidināšana. Praksē bieži lieto tikai
augsttemperatūras atlaidināšanu vai atkvēlināšanu, sakarsējot izstrādājumu līdz 780 °C
temperatūrai.
Siltumizturīgo tēraudu metināšanā ar pārklātiem elektrodiem lieto tādus pašus režīmus
kā mazleģēto konstrukciju tēraudu metināšanā. Metināšanā pilnīgi jāsakausē šuves sakne,
tāpēc pirmo kārtu metina ar 2 ... 3 mm diametra elektrodu. Elektrodu lielāko daļu lieto
metināšanā ar pretējas polaritātes līdzstrāvu.
Siltumizturīgo tēraudu metināšanas tehnika ir analoga mazoglekļa tēraudu
metināšanas tehnikai. Daudzkārtu metināšanu veic ar kaskādes paņēmienu (bez katras
uzmetinātās kārtas atdzesēšanas).
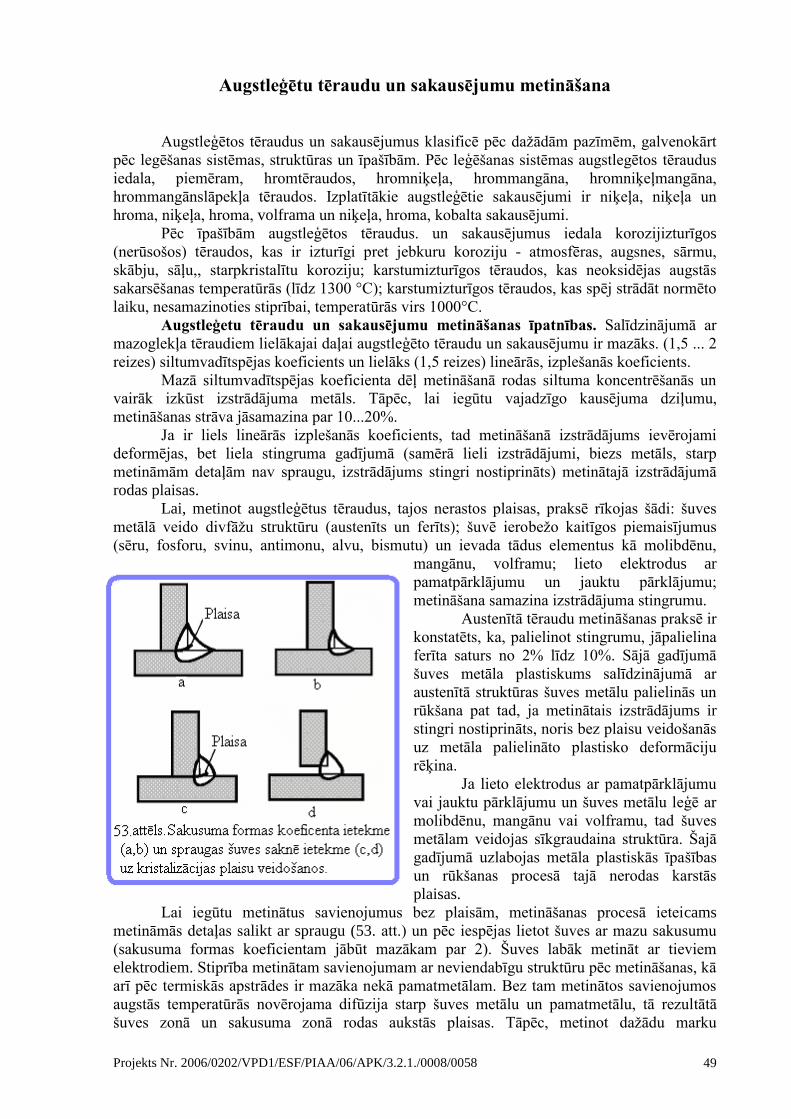
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 49
Augstleģētu tēraudu un sakausējumu metināšana
Augstleģētos tēraudus un sakausējumus klasificē pēc dažādām pazīmēm, galvenokārt
pēc legēšanas sistēmas, struktūras un īpašībām. Pēc leģēšanas sistēmas augstlegētos tēraudus
iedala, piemēram, hromtēraudos, hromniķeļa, hrommangāna, hromniķeļmangāna,
hrommangānslāpekļa tēraudos. Izplatītākie augstleģētie sakausējumi ir niķeļa, niķeļa un
hroma, niķeļa, hroma, volframa un niķeļa, hroma, kobalta sakausējumi.
Pēc īpašībām augstleģētos tēraudus. un sakausējumus iedala korozijizturīgos
(nerūsošos) tēraudos, kas ir izturīgi pret jebkuru koroziju - atmosfēras, augsnes, sārmu,
skābju, sāļu,, starpkristalītu koroziju; karstumizturīgos tēraudos, kas neoksidējas augstās
sakarsēšanas temperatūrās (līdz 1300 °C); karstumizturīgos tēraudos, kas spēj strādāt normēto
laiku, nesamazinoties stiprībai, temperatūrās virs 1000°C.
Augstleģetu tēraudu un sakausējumu metināšanas īpatnības. Salīdzinājumā ar
mazoglekļa tēraudiem lielākajai daļai augstleģēto tēraudu un sakausējumu ir mazāks. (1,5 ... 2
reizes) siltumvadītspējas koeficients un lielāks (1,5 reizes) lineārās, izplešanās koeficients.
Mazā siltumvadītspējas koeficienta dēļ metināšanā rodas siltuma koncentrēšanās un
vairāk izkūst izstrādājuma metāls. Tāpēc, lai iegūtu vajadzīgo kausējuma dziļumu,
metināšanas strāva jāsamazina par 10...20%.
Ja ir liels lineārās izplešanās koeficients, tad metināšanā izstrādājums ievērojami
deformējas, bet liela stingruma gadījumā (samērā lieli izstrādājumi, biezs metāls, starp
metināmām detaļām nav spraugu, izstrādājums stingri nostiprināts) metinātajā izstrādājumā
rodas plaisas.
Lai, metinot augstleģētus tēraudus, tajos nerastos plaisas, praksē rīkojas šādi: šuves
metālā veido divfāžu struktūru (austenīts un ferīts); šuvē ierobežo kaitīgos piemaisījumus
(sēru, fosforu, svinu, antimonu, alvu, bismutu) un ievada tādus elementus kā molibdēnu,
mangānu, volframu; lieto elektrodus ar
pamatpārklājumu un jauktu pārklājumu;
metināšana samazina izstrādājuma stingrumu.
Austenītā tēraudu metināšanas praksē ir
konstatēts, ka, palielinot stingrumu, jāpalielina
ferīta saturs no 2% līdz 10%. Sājā gadījumā
šuves metāla plastiskums salīdzinājumā ar
austenītā struktūras šuves metālu palielinās un
rūkšana pat tad, ja metinātais izstrādājums ir
stingri nostiprināts, noris bez plaisu veidošanās
uz metāla palielināto plastisko deformāciju
rēķina.
Ja lieto elektrodus ar pamatpārklājumu
vai jauktu pārklājumu un šuves metālu leģē ar
molibdēnu, mangānu vai volframu, tad šuves
metālam veidojas sīkgraudaina struktūra. Šajā
gadījumā uzlabojas metāla plastiskās īpašības
un rūkšanas procesā tajā nerodas karstās
plaisas.
Lai iegūtu metinātus savienojumus bez plaisām, metināšanas procesā ieteicams
metināmās detaļas salikt ar spraugu (53. att.) un pēc iespējas lietot šuves ar mazu sakusumu
(sakusuma formas koeficientam jābūt mazākam par 2). Šuves labāk metināt ar tieviem
elektrodiem. Stiprība metinātam savienojumam ar neviendabīgu struktūru pēc metināšanas, kā
arī pēc termiskās apstrādes ir mazāka nekā pamatmetālam. Bez tam metinātos savienojumos
augstās temperatūrās novērojama difūzija starp šuves metālu un pamatmetālu, tā rezultātā
šuves zonā un sakusuma zonā rodas aukstās plaisas. Tāpēc, metinot dažādu marku

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 50
augstleģētos tēraudus un sakausējumus, elektroda tipa izvēlei jābūt stingri pamatotai.
Uzkarsēšana (vispārēja vai vietēja) līdz 100...300°C ieteicama augstleģēto tēraudu un
sakausējumu metināšanā atkarībā no pamatmetālā mikro-struktūras, oglekļa satura,
izstrādājuma biezuma un stingruma. Izstrādājumi no martensīta tēraudiem un sakausējumiem
obligāti jāuzkarsē; austenīta tēraudus uzkarsē reti. Uzkarsēšana veicina temperatūras
vienmērīgāku sadalījumu pa izstrādājumu metināšanas procesā un mazāku atdzišanas ātrumu,
tā rezultātā metinātā savienojumā neveidojas rukuma deformāciju koncentrācija un nerodas
plaisas.
Augstleģēto tēraudu un sakausējumu metināšanā šuves metāla un šuves zonas
pārkāršana (graudu palielināšanās) atkarīga no metāla ķīmiskā sastāva un mikrostruktūras,
sakarsēšanas temperatūras un atrašanās ilguma augstā temperatūrā. Metināšanā parasti vairāk
pārkarst vienfāzes ferīta tēraudi.
Jautājumi. Kādai metināšanas grupai pieskaita mazoglekļa tēraudus ?
Cik metināšanas grupās iedala tēraudus ?
Kā novērst kristalizācijas plaisu rašanos, metinot vidēja oglekļa satura tēraudus ?
Kādam nolūkam pirms metināšanas veic metāla iepriekšējo sakarsēšanu ?
Kā noņemt šuves spriegumu ?
Kādi rādītāji ietekmē tērauda norūdīšanos termiskās ietekmes zonā ?
Kādēļ leģēto tēraudu un čuguna griešanas procesā pārsvarā izmanto elektrisko
loku ?

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 51
Deformācijas un spriegumi metināšanā
Spēki, deformācijas, spriegumi un sakarības starp tiem. Par metāla stiprību sauc tā
spēju pretoties sagrūšanai spēku iedarbībā.
Spēkus iedala ārējos un iekšējos spēkos. Ārējos spēkus rada gan ārējas slodzes
(izstrādājuma svars, gāzes spiediens traukā, elementa iepriekšējs spriegojums, piemēram,
armatūras stieņi dzelzsbetonā), gan arī īslaicīgas slodzes (sniegs uz ēkas jumta, uz celtnes
sienu darbojošais vēja spēks, seismiskā
iedarbība u. c).
Iekšējie spēki rodas, izstrādājuma
ekspluatācijā mainoties temperatūrai,
mainoties metāla struktūrai ārējās slodzes
iedarbībā vai metināšanā, vai arī abu minēto
faktoru iedarbībā.
Arējās slodzes mēdz būt statiskas
(nemainīgas izstrādājuma ekspluatācijas
laikā), dinamiskas (mainīgas pēc lieluma un
virziena) un triecienslodzes. Dinamiskas
maiņzīmju slodzes sauc arī par vibrējošām
slodzēm.
Deformācija ir ķermeņa formas un
izmēru izmaiņa ārēja un iekšējā spēka
iedarbībā.
Spriegums ir spēks, kas attiecināts uz ķermeņa šķērsgriezuma laukuma vienību.
Spēku mēra ņūtonos (N), laukumu - kvadrātmetros (m2), bet spriegumu - paskalos (1 Pa=l
N/m2).
Izšķir stiepes, spiedes, lieces, vērpes un cirpes spriegumus.
Deformācijas var būt elastīgas un plastiskas. Ja ķermeņa forma un izmēri pēc spēka
iedarbības pārtraukšanas atjaunojas, tad tāda deformācija ir elastīga.
Elastīgā deformācija pēc lieluma ir niecīga. Mazoglekļa tēraudiem tā nepārsniedz
0,2%. Tātad jebkurš
spēks, kas izraisa par
0,2% mazāku relatīvo
pagarinājumu, rada tikai
elastīgo deformāciju,
kura pēc pieliktā spēka
darbības pārtraukšanas
uzreiz izzūd.
Plastiskā deformācija ir tāda, kad
pēc spēka iedarbības
pārtraukšanas ķermeņa
forma un izmēri
neatjaunojas.
Spriegumu un
deformāciju rašanās
metināšanā. Jebkurš metāls silstot izplešas, bet atdziestot saraujas. Mainot temperatūru,
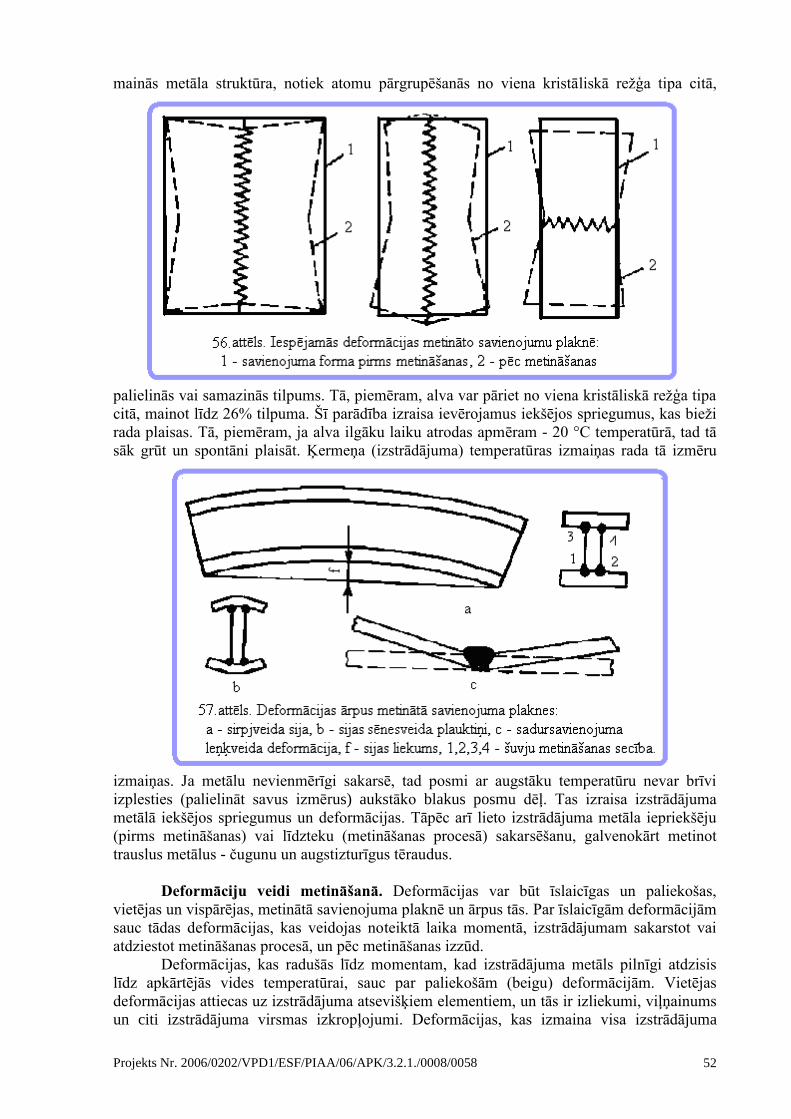
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 52
mainās metāla struktūra, notiek atomu pārgrupēšanās no viena kristāliskā režģa tipa citā,
palielinās vai samazinās tilpums. Tā, piemēram, alva var pāriet no viena kristāliskā režģa tipa
citā, mainot līdz 26% tilpuma. Šī parādība izraisa ievērojamus iekšējos spriegumus, kas bieži
rada plaisas. Tā, piemēram, ja alva ilgāku laiku atrodas apmēram - 20 °C temperatūrā, tad tā
sāk grūt un spontāni plaisāt. Ķermeņa (izstrādājuma) temperatūras izmaiņas rada tā izmēru
izmaiņas. Ja metālu nevienmērīgi sakarsē, tad posmi ar augstāku temperatūru nevar brīvi
izplesties (palielināt savus izmērus) aukstāko blakus posmu dēļ. Tas izraisa izstrādājuma
metālā iekšējos spriegumus un deformācijas. Tāpēc arī lieto izstrādājuma metāla iepriekšēju
(pirms metināšanas) vai līdzteku (metināšanas procesā) sakarsēšanu, galvenokārt metinot
trauslus metālus - čugunu un augstizturīgus tēraudus.
Deformāciju veidi metināšanā. Deformācijas var būt īslaicīgas un paliekošas,
vietējas un vispārējas, metinātā savienojuma plaknē un ārpus tās. Par īslaicīgām deformācijām
sauc tādas deformācijas, kas veidojas noteiktā laika momentā, izstrādājumam sakarstot vai
atdziestot metināšanas procesā, un pēc metināšanas izzūd.
Deformācijas, kas radušās līdz momentam, kad izstrādājuma metāls pilnīgi atdzisis
līdz apkārtējās vides temperatūrai, sauc par paliekošām (beigu) deformācijām. Vietējas
deformācijas attiecas uz izstrādājuma atsevišķiem elementiem, un tās ir izliekumi, viļņainums
un citi izstrādājuma virsmas izkropļojumi. Deformācijas, kas izmaina visa izstrādājuma

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 53
izmērus, sašķoba ģeometriskās asis, sauc par vispārējām deformācijām.
Deformācijas var būt metinātā savienojuma plaknē, piemēram, garendeformācijas un
šķērsdeformācijas (56. att.), un ārpus plaknes, piemēram, sirpjveida, sēnesveida un leņķveida
deformācijas (57. att.).

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 54
Galvenie pasākumi deformāciju un spriegumu samazināšanai metināšanā
Metinot izstrādājumus, nav iespējams pilnīgi novērst paliekošās deformācijas. Ja
pilnīgi iespīlē metināmo izstrādājumu, tad atdzesēšanas beigās var panākt tikai minimālas
izstrādājuma deformācijas. Pilnīgi iespīlēt izstrādājumu praktiski ir ļoti grūti, tāpēc
metināšanā šādu paņēmienu gandrīz nelieto. Izmanto tikai tādus paņēmienus, ar kuriem var
iegūt metinātu izstrādājumu ar minimālām paliekošām deformācijām. Daži deformāciju
novēršanas paņēmieni izstrādājumā palielina iekšējos spriegumus, piemēram, metināmo
detaļu nostiprināšana pirms metināšanas.
Lai novērstu metināšanas deformācijas, lieto
konstruktīvos un tehnoloģiskos paņēmienus.
Konstruktīvie paņēmieni ir šādi. 1. Šuvju skaita un to šķērsgriezuma
samazināšana, kas samazina metināšanai nepieciešamā
siltuma daudzumu. Starp siltuma daudzumu un
deformācijas lielumu pastāv tieša sakarība. Tāpēc
konstrukcijas minimāla deformācija būs tad, ja šuvju
garumi un šķērsgriezumi būs mazāki, piemēram, pašlaik
rezervuārus izgatavo no lielām loksnēm vai no rūpnīcā
iepriekš saliktām loksnēm un plāksnēm.
2. Šuvju simetrisks novietojums de-
formāciju līdzsvarošanai (58.att). Tā, piemēram,
izgatavojot dubult T siju ar vienlaidu sienu, apakšējās
joslas šuves metināšana izraisīs sijas izlieci - sirpjveida
deformāciju, bet augšējās joslas šuves metināšana
izraisīs izlieci pretējā virzienā.
3. Stingruma ribu simetrisks novietojums.
4. Minimāla uzliktņu un rību lietošana.
5. Sadursavienojumu lietošana.
Tehnoloģiskie paņēmieni ir šādi.
1. Racionāla salikšanas un metināšanas tehnoloģija, kas paredz pareizu
metināšanas veida un režīmu izvēli, kā arī pareizu šuvju metināšanas secību. Tā, piemēram,
rokas metināšanā deformācija ir divreiz lielāka nekā automātiskajā metināšanā. Savienojumi
bez malu noslīpinājuma mazāk deformējas nekā savienojumi ar malu apdari. Arī savienojumi
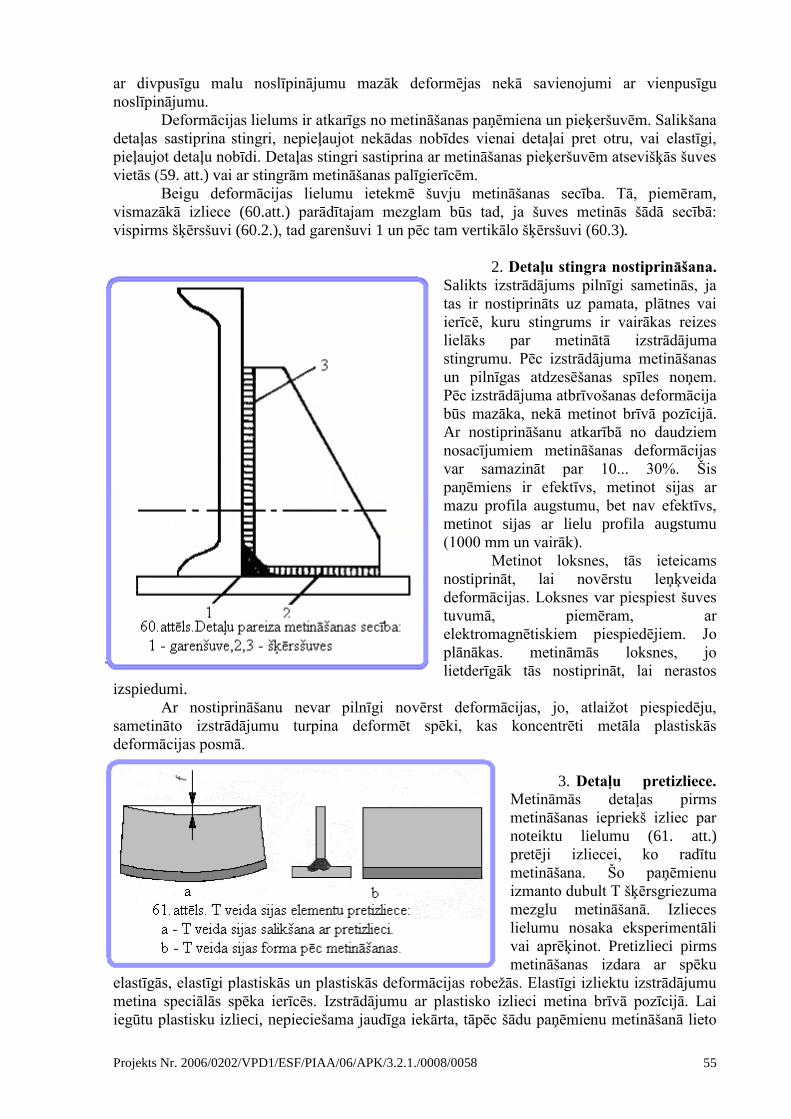
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 55
ar divpusīgu malu noslīpinājumu mazāk deformējas nekā savienojumi ar vienpusīgu
noslīpinājumu.
Deformācijas lielums ir atkarīgs no metināšanas paņēmiena un pieķeršuvēm. Salikšana
detaļas sastiprina stingri, nepieļaujot nekādas nobīdes vienai detaļai pret otru, vai elastīgi,
pieļaujot detaļu nobīdi. Detaļas stingri sastiprina ar metināšanas pieķeršuvēm atsevišķās šuves
vietās (59. att.) vai ar stingrām metināšanas palīgierīcēm.
Beigu deformācijas lielumu ietekmē šuvju metināšanas secība. Tā, piemēram,
vismazākā izliece (60.att.) parādītajam mezglam būs tad, ja šuves metinās šādā secībā:
vispirms šķērsšuvi (60.2.), tad garenšuvi 1 un pēc tam vertikālo šķērsšuvi (60.3).
2. Detaļu stingra nostiprināšana.
Salikts izstrādājums pilnīgi sametinās, ja
tas ir nostiprināts uz pamata, plātnes vai
ierīcē, kuru stingrums ir vairākas reizes
lielāks par metinātā izstrādājuma
stingrumu. Pēc izstrādājuma metināšanas
un pilnīgas atdzesēšanas spīles noņem.
Pēc izstrādājuma atbrīvošanas deformācija
būs mazāka, nekā metinot brīvā pozīcijā.
Ar nostiprināšanu atkarībā no daudziem
nosacījumiem metināšanas deformācijas
var samazināt par 10... 30%. Šis
paņēmiens ir efektīvs, metinot sijas ar
mazu profila augstumu, bet nav efektīvs,
metinot sijas ar lielu profila augstumu
(1000 mm un vairāk).
Metinot loksnes, tās ieteicams
nostiprināt, lai novērstu leņķveida
deformācijas. Loksnes var piespiest šuves
tuvumā, piemēram, ar
elektromagnētiskiem piespiedējiem. Jo
plānākas. metināmās loksnes, jo
lietderīgāk tās nostiprināt, lai nerastos
izspiedumi.
Ar nostiprināšanu nevar pilnīgi novērst deformācijas, jo, atlaižot piespiedēju,
sametināto izstrādājumu turpina deformēt spēki, kas koncentrēti metāla plastiskās
deformācijas posmā.
3. Detaļu pretizliece. Metināmās detaļas pirms
metināšanas iepriekš izliec par
noteiktu lielumu (61. att.)
pretēji izliecei, ko radītu
metināšana. Šo paņēmienu
izmanto dubult T šķērsgriezuma
mezglu metināšanā. Izlieces
lielumu nosaka eksperimentāli
vai aprēķinot. Pretizlieci pirms
metināšanas izdara ar spēku
elastīgās, elastīgi plastiskās un plastiskās deformācijas robežās. Elastīgi izliektu izstrādājumu
metina speciālās spēka ierīcēs. Izstrādājumu ar plastisko izlieci metina brīvā pozīcijā. Lai
iegūtu plastisku izlieci, nepieciešama jaudīga iekārta, tāpēc šādu paņēmienu metināšanā lieto
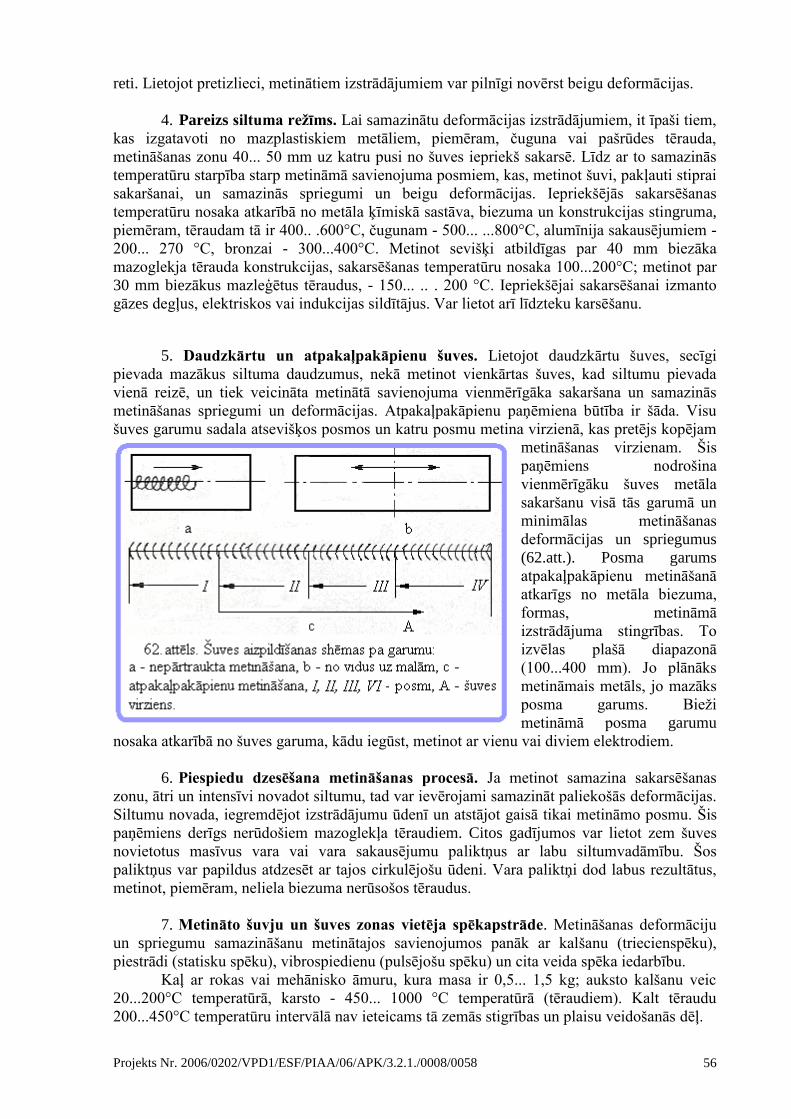
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 56
reti. Lietojot pretizlieci, metinātiem izstrādājumiem var pilnīgi novērst beigu deformācijas.
4. Pareizs siltuma reţīms. Lai samazinātu deformācijas izstrādājumiem, it īpaši tiem,
kas izgatavoti no mazplastiskiem metāliem, piemēram, čuguna vai pašrūdes tērauda,
metināšanas zonu 40... 50 mm uz katru pusi no šuves iepriekš sakarsē. Līdz ar to samazinās
temperatūru starpība starp metināmā savienojuma posmiem, kas, metinot šuvi, pakļauti stiprai
sakaršanai, un samazinās spriegumi un beigu deformācijas. Iepriekšējās sakarsēšanas
temperatūru nosaka atkarībā no metāla ķīmiskā sastāva, biezuma un konstrukcijas stingruma,
piemēram, tēraudam tā ir 400.. .600°C, čugunam - 500... ...800°C, alumīnija sakausējumiem -
200... 270 °C, bronzai - 300...400°C. Metinot sevišķi atbildīgas par 40 mm biezāka
mazoglekja tērauda konstrukcijas, sakarsēšanas temperatūru nosaka 100...200°C; metinot par
30 mm biezākus mazleģētus tēraudus, - 150... .. . 200 °C. Iepriekšējai sakarsēšanai izmanto
gāzes degļus, elektriskos vai indukcijas sildītājus. Var lietot arī līdzteku karsēšanu.
5. Daudzkārtu un atpakaļpakāpienu šuves. Lietojot daudzkārtu šuves, secīgi
pievada mazākus siltuma daudzumus, nekā metinot vienkārtas šuves, kad siltumu pievada
vienā reizē, un tiek veicināta metinātā savienojuma vienmērīgāka sakaršana un samazinās
metināšanas spriegumi un deformācijas. Atpakaļpakāpienu paņēmiena būtība ir šāda. Visu
šuves garumu sadala atsevišķos posmos un katru posmu metina virzienā, kas pretējs kopējam
metināšanas virzienam. Šis
paņēmiens nodrošina
vienmērīgāku šuves metāla
sakaršanu visā tās garumā un
minimālas metināšanas
deformācijas un spriegumus
(62.att.). Posma garums
atpakaļpakāpienu metināšanā
atkarīgs no metāla biezuma,
formas, metināmā
izstrādājuma stingrības. To
izvēlas plašā diapazonā
(100...400 mm). Jo plānāks
metināmais metāls, jo mazāks
posma garums. Bieži
metināmā posma garumu
nosaka atkarībā no šuves garuma, kādu iegūst, metinot ar vienu vai diviem elektrodiem.
6. Piespiedu dzesēšana metināšanas procesā. Ja metinot samazina sakarsēšanas
zonu, ātri un intensīvi novadot siltumu, tad var ievērojami samazināt paliekošās deformācijas.
Siltumu novada, iegremdējot izstrādājumu ūdenī un atstājot gaisā tikai metināmo posmu. Šis
paņēmiens derīgs nerūdošiem mazoglekļa tēraudiem. Citos gadījumos var lietot zem šuves
novietotus masīvus vara vai vara sakausējumu paliktņus ar labu siltumvadāmību. Šos
paliktņus var papildus atdzesēt ar tajos cirkulējošu ūdeni. Vara paliktņi dod labus rezultātus,
metinot, piemēram, neliela biezuma nerūsošos tēraudus.
7. Metināto šuvju un šuves zonas vietēja spēkapstrāde. Metināšanas deformāciju
un spriegumu samazināšanu metinātajos savienojumos panāk ar kalšanu (triecienspēku),
piestrādi (statisku spēku), vibrospiedienu (pulsējošu spēku) un cita veida spēka iedarbību.
Kaļ ar rokas vai mehānisko āmuru, kura masa ir 0,5... 1,5 kg; auksto kalšanu veic
20...200°C temperatūrā, karsto - 450... 1000 °C temperatūrā (tēraudiem). Kalt tēraudu
200...450°C temperatūru intervālā nav ieteicams tā zemās stigrības un plaisu veidošanās dēļ.
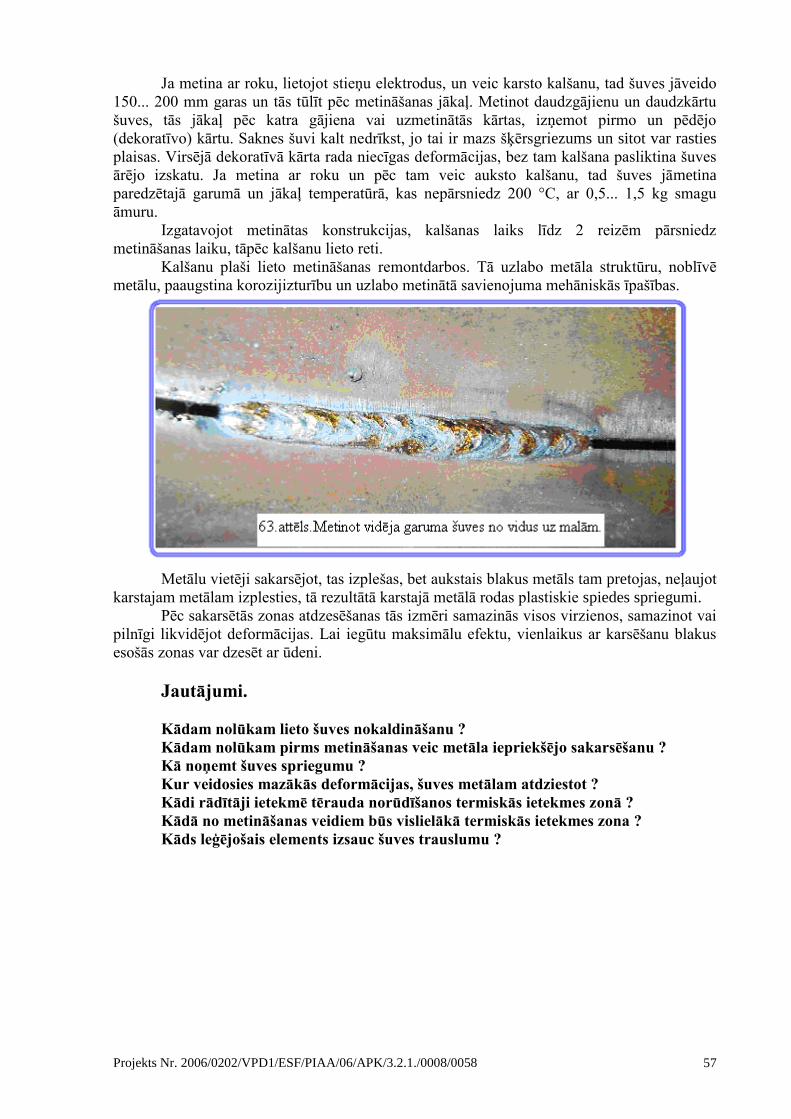
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 57
Ja metina ar roku, lietojot stieņu elektrodus, un veic karsto kalšanu, tad šuves jāveido
150... 200 mm garas un tās tūlīt pēc metināšanas jākaļ. Metinot daudzgājienu un daudzkārtu
šuves, tās jākaļ pēc katra gājiena vai uzmetinātās kārtas, izņemot pirmo un pēdējo
(dekoratīvo) kārtu. Saknes šuvi kalt nedrīkst, jo tai ir mazs šķērsgriezums un sitot var rasties
plaisas. Virsējā dekoratīvā kārta rada niecīgas deformācijas, bez tam kalšana pasliktina šuves
ārējo izskatu. Ja metina ar roku un pēc tam veic auksto kalšanu, tad šuves jāmetina
paredzētajā garumā un jākaļ temperatūrā, kas nepārsniedz 200 °C, ar 0,5... 1,5 kg smagu
āmuru.
Izgatavojot metinātas konstrukcijas, kalšanas laiks līdz 2 reizēm pārsniedz
metināšanas laiku, tāpēc kalšanu lieto reti.
Kalšanu plaši lieto metināšanas remontdarbos. Tā uzlabo metāla struktūru, noblīvē
metālu, paaugstina korozijizturību un uzlabo metinātā savienojuma mehāniskās īpašības.
Metālu vietēji sakarsējot, tas izplešas, bet aukstais blakus metāls tam pretojas, neļaujot
karstajam metālam izplesties, tā rezultātā karstajā metālā rodas plastiskie spiedes spriegumi.
Pēc sakarsētās zonas atdzesēšanas tās izmēri samazinās visos virzienos, samazinot vai
pilnīgi likvidējot deformācijas. Lai iegūtu maksimālu efektu, vienlaikus ar karsēšanu blakus
esošās zonas var dzesēt ar ūdeni.
Jautājumi.
Kādam nolūkam lieto šuves nokaldināšanu ?
Kādam nolūkam pirms metināšanas veic metāla iepriekšējo sakarsēšanu ?
Kā noņemt šuves spriegumu ?
Kur veidosies mazākās deformācijas, šuves metālam atdziestot ?
Kādi rādītāji ietekmē tērauda norūdīšanos termiskās ietekmes zonā ?
Kādā no metināšanas veidiem būs vislielākā termiskās ietekmes zona ?
Kāds leģējošais elements izsauc šuves trauslumu ?

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 58
Čuguna metināšana
Čuguna īpašības. Čuguns ir dzelzs un oglekļa sakausējums ar. oglekļa saturu no
2,14% līdz 6,7%.
Visbiežāk lieto čugunu ar oglekļa saturu no 2,6% līdz 3,6%, silīciju līdz 5%, mangānu
līdz 2% un ar sēra un fosfora piemaisījumiem. Speciālajos čugunos ievada leģējošas piedevas:
niķeli, hromu, molibdēnu, vanādiju, titānu. Atkarībā no oglekļa un leģējošo piedevu
daudzuma sakausējumā izšķir balto, pelēko, kaļamo un augstas stiprības čugunu.
Baltajam čugunam lūzuma vietai ir balta vai gaiši pelēka krāsa; ogleklis tajā atrodas
ķīmiski saistītā stadijā dzelzs karbīda - cementīta Fe3C veidā. Cementīts ir trausls, ar augstu
cietību (800 HB), tāpēc baltajam čugunam ir augsta cietība un trauslums, to grūti mehāniski
apstrādāt un kā konstrukciju materiālu lieto ierobežoti.
Pelēkajam čugunam lūzuma vieta ir sudrabainā krāsā, jo daļa oglekļa ir grafīta
plāksnīšu veidā un daļa - ķīmiski saistītā stadijā - perlīta veidā.
Izkausētā čugunā ogleklis ir cementīta veidā, kas augstās temperatūrās spēj izšķīst
dzelzī.
Kausējumu lēni atdzesējot, cementīts izdalās no šķīduma, sadaloties komponentēs -
brīvā ogleklī grafīta veidā un dzelzī. Šajā gadījumā veidojas čuguns. Strauji atdzesējot,
veidojas baltais čuguns - daļēji no šķīduma izdalījies cementīts nepaspēj sadalīties
komponentēs un paliek trauslas mikrostruktūras veidā.
Kaļamo čugunu iegūst no baltā čuguna, to speciāli termiski apstrādājot, lai uzlabotu
plastiskās īpašības salīdzinājumā ar pelēko čugunu. Augstas stiprības čuguns satur grafītu
lodīšu veidā. Čugunu iegūst, pievienojot sakausējumam dažus elementus un izpūšot caur
šķidro čugunu slāpekli. Čugunu markas apzīmē šādi: СЧ12-28 (pelēkais čuguns), KЧ30-6
(kaļamais čuguns), BЧ-38-17 (augstas stiprības čuguns). Čuguni ir mazāk izturīgi un trauslāki
par tēraudiem, bet lētāki un labāk lejami formās nekā tērauds. Tāpēc čugunus plaši izmanto
lietu izstrādājumu izgatavošanā.
Čuguna metināmība. Čugunu metināt apgrūtina šādas čuguna īpašības:
Čugunam nav tecēšanas laukuma un ir zems plastiskums, tādēļ rodas plaisas, ja
spriegumi sasniedz pārejošo pretestību. Šie spriegumi var rasties, nevienmērīgi sakarsējot un
atdzesējot detaļas liešanas vai metināšanas procesā un izstrādājumu ekspluatācijā.. Plaisas var
veidoties gan pamatmetālā, gan arī šuves metālā metināšanas un izstrādājumu atdzesēšanas
procesā.
Ja čugunu strauji atdzesē, tam ir tieksme rūdīties. Rūdītajās zonās čuguns kļūst
ciets un nepakļaujas mehāniskai apstrādei. Rūdītās struktūras ir kaitīgas vēl arī tāpēc, ka, tām
veidojoties rodas spriegumi un plaisas.
Čuguna spēja balināties, strauji atdzesējot metināšanas vietu. Parasti veidojas
plāns balināts starpslānis uz robežas starp metināto šuvi un izstrādājuma metālu. Šim
balinātajam starpslānim ir zems plastiskums salīdzinājumā ar citām metinātā savienojuma
zonām, un metināto savienojumu dzesējot radušos stiepes spēku iedarbībā tas kopā ar
uzkausēto metālu atšķeļas no pamatmetāla vai rada plaisu pa balinātā starpslāņa un
pamatmetāla robežu.
Čugunam nav mīklveida stadijas, pārejot no šķidrs stadijas cietā. Šī čuguna
īpašība apgrūtina metināšanu slīpā un vertikālā pozīcijā, to nevar arī metināt griestu pozīcijā.
Tieksme veidot poras, kas izskaidrojams ar zemo kušanas temperatūru Gāzes
(galvenokārt CO un C02, kas rodas oksidējošā atmosfērā) nepaspēj izdalīties no metāla.
Čuguna izstrādājumu ķīmiskā sastāva, termiskās apstrādes un struktūras
neviendabības dēļ nepieciešama dažāda metināšanas tehnoloģija un paņēmieni.
Smalkgraudainos pelēkos čugunus var metināt labāk nekā rupjgraudainos. Slikti
metinās tā saucamie melnie čuguni, kuriem lūzumā redzama rupjgraudaina uzbūve tumšā

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 59
krāsā. Šādus čugunus sauc par grafīta čuguniem, jo tajos viss ogleklis atrodas brīva grafīta
veidā. Metinot čugunu ar šādu struktūru, nevar iegūt nepieciešamās kvalitātes metinātu
savienojumu.
Augstas izturības un kaļamie sīkgraudainie čuguni metinās labāk nekā pelēkie čuguni.
Čugunu apstrādē lieto metināšanu, metināšanas lodēšanu un lodēšanu. Ar šiem
apstrādes veidiem var novērst ārējos defektus lējumos, remontēt čuguna izstrādājumus, kas
bojāti ekspluatācijā, un savienot čuguna daļas, izgatavojot metinātas lietas konstrukcijas, pie
tam izmanto tādus pašus metināšanas veidus kā tēraudiem.
Čuguna izstrādājumus metina, tos iepriekš uzkarsējot (karstā metināšana), vai bez
uzkarsēšanas (aukstā metināšana).

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 60
Čuguna karstā metināšana.
Karsto metināšanu var lietot izstrādājumiem ar ierobežotiem izmēriem un masu,
praktiski līdz 2,5 t, jo ir grūti metināt liela apjoma sakarsētu metālu.
Sagatavošana metināšanai. Dobumus un sārņu ieslēgumus pilnīgi likvidē parasti ar
mehānisku paņēmienu - izciršanu vai izurbšanu. Sametināmās plaisas izcērt, sagatavojot to
malas; nenocirstas atstāj 3 ... 6 mm platas joslas. Ja uzkausējamā metāla tilpums ir liels un
pārsniedz 60 cm3, tad metināšanai paredzētā vieta jāveido tā, lai varētu šo vannas daļu
aizpildīt ar šķidro čugunu.
Veidošanai izmanto grafīta
plāksnītes vai ar šķidro stiklu
sajauktas veidsmiltis. Veidojumam
jābūt tādam, lai šķidrais metāls
nevarētu iztecēt no vannas (64.att).
Izkausētās vannas tilpumam
jānodrošina vannas metāla šķidru
stadiju.
Pēc vienas sekcijas
sametināšanas un sametinātā
posma sacietēšanas veidieliktni
izņem.
Izstrādājumu uzkarsē
krāsnīs vai speciālās sakarsēšanas
bedrēs. Parasti sakarsēšanas
temperatūru gāzmetināšanā uztur 450... 600 °C robežās un lokmetināšanā - 700... 850 °C.
Čuguna izstrādājumi pirms metināšanas jāuzkarsē līdz tik augstai temperatūrai tāpēc,
lai samazinātu šuves metāla atdzišanas ātrumu un panāktu relatīvi labākas plastiskās īpašības
un iespēju apstrādāt ar griezējinstrumentiem; uzkarsēšana nepieciešama arī pēc metināšanas,
lai viss izstrādājums vienmērīgi atdzistu un nerastos plaisas. Čuguna izstrādājumu
lokmetināšanas augstā temperatūra izskaidrojama ar to, ka tekošā siltuma enerģija šajā
gadījumā ir mazāka nekā gāzmetināšanā.
Karstajā metināšanā par piedevu materiālu lieto čuguna stieņus, kuros oglekļa

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 61
grafitizāciju nodrošina paaugstināts silīcija saturs. Tā rezultātā uzkausētajam metālam
pārsvarā ir ferīta struktūra, tā stiprība ir zemāka par paša čuguna izstrādājuma stiprību.
Gāzmetināšanā izmanto normālu
liesmu. Metinot čugunus ar gāzi, obligāti
jālieto kušņi. Kušņi paredzēti oksīdu
aizvadīšanai no metināšanas vannas, tos
izšķīdinot un pārvēršot viegli kūstošos sārņos.
Bieži par kušņiem izmanto izkarsētu boraku
vai 50% nātrija karbonāta un 50% nātrija
hidrogenkarbonāta maisījumu.
Čuguna lokmetināšanu veic ar ogles
elektrodiem, lietojot čuguna piedevstieni, kā
arī ar pārklātiem čuguna elektrodiem.
Metināšanā ar ogles loku silīcija oksīdu
aizvadīšanai lieto tādus pašus kušņus kā
čuguna gāzmetināšanā.
Lokmetināšanā metināšanas vannas
metālu arī uztur šķidrā stāvoklī tik ilgi, kamēr
pilnīgi aizpildās defekts vai ieveidotais bloks.
Līdz ar to pilnīgāk
aizplūst gāzes un
nemetāla ieslēgumi no
šuves metāla, kā arī
šuves un šuves zonas
metālā veidojas
vienmērīga struktūra.
Pareizu
metināšanas procesu
raksturo ieliekta
metināšanas vannas
virsma; šķidrais
čuguns labi slapina detaļas sieniņas.
Čuguna daudzkārtu
metināšanu lieto reti, tikai tajos
gadījumos, kad nevar uzturēt visu
vannu šķidrā stāvoklī.
Ja čuguna elektroda diametrs
ir 6... ... 8 mm, tad metināšanas
strāvai jābūt 200 ... 400 A.
Metināšanai lieto gan maiņstrāvu,
gan tiešas polaritātes līdzstrāvu.
Izstrādājumu atdzesē lēni,
dažreiz 3 ... 5 diennaktis. Pēc
metināšanas šuves metāla virsmu
apber ar smalku kokogles pulvera
kārtu, bet visu izstrādājumu no visām
pusēm nosedz ar azbesta loksnēm un
sausām smiltīm.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 62
Čuguna aukstā metināšana
Lietojot dažādu sakausējumu elektrodus ar dažāda sastāva pārklājumiem, šuves metālu
var iegūt ar vajadzīgo stiprību un stigrību, bet nav iespējams izsargāties no rūdīšanās
sakusuma zonā, ja
metina bez uzkarsēšanas.
Var tikai nedaudz
samazināt rūdītā slāņa
biezumu, lietojot
daudzgājienu metināšanu
ar mazu strāvu.
Čuguna auksto
metināšanu veic ar
tērauda elektrodiem,
kombinētajiem
elektrodiem un čuguna
stieņa elektrodiem.
Metināšana ar
tērauda elektrodiem,
lietojot tapskrūves
(70.attēls.). Šo metināšanas paņēmienu plaši lieto lielgabarīta čuguna izstrādājumu remontā.
Šeit metināšanu kombinē ar mehānisku pastiprinājumu sakusuma zonā, ieskrūvējot
izstrādājumā tērauda tapskrūves, kas sasaista šuves metālu ar pamatmetālu, atslogojot trauslo
rūdīto starpslāni.
Ja lūzumi ir izstrādājumā ar sieniņu biezumu līdz 12 mm, tad tapskrūves var ieskrūvēt
bez lūzuma malu apdares. Ja sieniņas ir biezākas par 12 mm, tad lūzuma vieta jāapstrādā.
Tapskrūvju diametrs atkarīgs no metināmā izstrādājuma biezuma: ja izstrādājuma biezums
nepārsniedz 12 mm, tad tapskrūvju diametrs nedrīkst būt lielāks par 6 mm; tapskrūves, kuru
diametrs lielāks par 16 mm un mazāks par 3 mm, lietot nav ieteicams. Tapskrūvju aizņemtais
laukums nedrīkst pārsniegt 0,25 no detaļas lūzuma laukuma.
Tapskrūves augstums virs detaļas virsmas var būt 0,5... 1 tapskrūves diametrs, bet ne
vairāk par 5... ... 6 mm; ieskrūvēšanas dziļums - 1,5 tapskrūves diametri. Urbjot urbumus un
iegriežot vītni, nedrīkst lietot eļļu. Tapskrūves jāieskrūvē līdz galam.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 63
Metināšanas process. Vispirms ar gredzenveida šuvēm apmetina ieskrūvētās
tapskrūves. Lai detaļa sakārstu vienmērīgi, tapskrūves jāapmetina atsevišķi. Pēc tam aizkausē
posmus starp apmetinātajām tapskrūvēm, pie tam posmus arī metina atsevišķi. Katra valnīša
garums nedrīkst pārsniegt 100 mm. Valnīšu otru kārtu uzmetina perpendikulāri pirmās kārtas
virzienam. Pēc abu malu virsmu apkausēšanas sāk aizmetināt apdari un plaisu.
Var izvēlēties 4 mm elektrodu un 120 ... 140 A metināšanas strāvu.
Lai par 10 mm biezākā izstrādājumā ātrāk aizmetinātu plaisas, lieto tērauda papildsaites (70.
att.). Saites un starpas starp tām sakūst nepilnīgi. Metinātā savienojuma visu virspusi pārklāj
ar uzkausētu tēraudu.
Metināt ar tērauda elektrodiem, lietojot tapskrūves, var jebkurā telpiskā pozīcijā bez čuguna
izstrādājuma demontāžas.
Pusautomātiskā metināšana. Defektu metināšanai čuguna lējumos aukstā veidā
iesaka pulverstiepli. Metinot ar 3 mm diametra stiepli, ieregulē 250 .. . 280 A strāvu, 28 ... 32
V loka spriegumu.
Čuguna lodēšana. Lodēšana ir detaļu savienošanas process, kurā lodmetālu sakarsē
līdz tā kušanas temperatūrai un aizpilda ar to spraugu starp savienojamām detaļām. Lodējot
pamatmetāls nekūst. Par lodmetālu lieto speciālus čuguna materiālus, misiņa lodes alvas-svina
ātrlodes, kā arī cinka lodes.
Čugunu lodē tajos gadījumos, kad metinātam savienojumam ir nodrošināta stiprība
bez pamatmetāla kausēšanas. Lodēšanai sagatavoto virsmu sakarsē ar gāzes degļa liesmu līdz
čuguna vai misiņa lodes kušanas temperatūrai (800... 950 °C). Sākumā jāveido atsevišķi
izkausētās lodes pilieni, kas ar kušņiem plānā kārtā izplūst pa čuguna izstrādājuma malu. Lai
lodes materiāls iekļūtu čuguna porās un labāk tās saslapinātu, kušņiem pievieno aktīvas
vielas, kas veicina čuguna saslapināšanos un veido stipras saites starp lodi un pamatmetālu.
Ar čuguna lodēm lietderīgi lodēt sīkus defektus čuguna detaļu apstrādātajās virsmās,
ja uzkausētajam metālam nepieciešams iegūt čuguna struktūru.
Ar misiņa lodi lodē zemākā temperatūrā (650.. .750°C) nekā ar čuguna lodi.
Lai čuguns ar misiņu labāk saķertos, tad no malu virsmas izdedzina grafītu ar skābekļa
liesmu, kurā ir skābekļa pārākums. Pēc tam apdarē ievada kušņus, pēc kušņu izkušanas
izkausē misiņa lodi, kas veido šķidru vannu un aizpilda apdari. Uzkausēto metālu tūlīt pēc
metināšanas 600 ... 700 °C temperatūrā caurkaļ ar rokas vara āmuru. Lodēšanu ar alvas-svina
un cinka ātrlodēm defektu novēršanai čuguna detaļās lieto ierobežoti. Šo veidu lieto tikai tad,
ja nevar izmantot citus pilnveidotākus paņēmienus. Čuguna lodēšana ar ātrlodēm ir
apgrūtināta tāpēc, ka slikti saslapinās tā virsmas un savienojumam ir zema stiprība.
Jautājumi.
Kādam nolūkam pirms metināšanas veic metāla iepriekšējo sakarsēšanu ?
Kāpēc čuguni metinās sliktāk nekā tēraudi?
Kad lieto čuguna auksto metināšanu?
Kad lieto čuguna karsto metināšanu?
Kāpēc lieto kušņus čuguna metināšanā?

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 64
Krāsaino metālu un to sakausējumu metināšana
Vara un tā sakausējumu metināšana. Varš metinās slikti, jo tam ir augsta
siltumvadītspēja, šķidrplūstamība, paaugstināta tieksme metināšanā veidot plaisas.
Vara siltumvadītspēja istabas temperatūrā ir 6 reizes lielāka par tehniskās dzelzs
siltumvadītspēju, tāpēc varš un tā sakausējumi jāmetina ar palielinātu tekošo siltuma enerģiju,
bet daudzos gadījumos, lietojot pamatmetāla iepriekšēju vai līdzteku uzkarsēšanu.
Varam pārejot no cietas stadijas šķidrā, izdalās daudz siltuma, tāpēc metināšanas
vanna atrodas šķidrā stadijā ilgāk nekā tērauda metināšanā. Augstās šķidrplūstamības dēļ varu
grūti metināt vertikālā, horizontālā pozīcijā un sevišķi grūti griestu pozīcijā.
Ja varu metina ar pārklātiem vara elektrodiem bez metināmā izstrādājuma
uzkarsēšanas (ar strauju atdzesēšanu), tad rodas karstās plaisas. Ūdeņradis skābekļa klātbūtnē
pasliktina vara īpašības. Paaugstinātā metināšanas temperatūrā varā iekļuvušais ūdeņradis
reaģē ar vara oksīda skābekli (Cu20+2H→H20+Cu), veidojot ūdens tvaikus, kas izplešoties
rada sīkas plaisas. Šo parādību vara metināšanā sauc par «ūdeņraža slimību».
Bet metināšanā ar sakarsēšanu šuve atdziest lēni un visbiežāk ūdens tvaiki līdz metāla
sacietēšanai izplūst ārpusē; nedaudz ūdens tvaiku paliek starp metināšanas sārņu kārtu un
šuves metāla virsmu. Tā rezultātā pēc sārņu aizvadīšanas šuves metāla virsma paliek
nelīdzena ar sīkiem padziļinājumiem, ko var novērst, šuvi lēni atdzesējot.
Vara lineārās izplešanās koeficients ir lielāks par dzelzs lineārās izplešanās
koeficientu, tāpēc vara un tā sakausējumu konstrukciju metināšanā deformācijas ir lielākas
nekā tēraudu metināšanā.
Vara metināšanas veidi. Izgatavojot metinātas vara konstrukcijas, visplašāk lieto
šādus kausēšanas metināšanas veidus: lokmetināšanu ar ogles elektrodu, kūstošu elektrodu,
lokmetināšanu zem kušņiem un aizsarggāzēs, gāzmetināšanu.
Vara lokmetināšanā
izmanto palielinātu strāvu, jo
varam ir ievērojama
siltumvadītspēja. Metināmo detaļu
malas savieno ar minimālu
spraugu, jo varam ir augsta
šķidrplūstamība. Dažreiz
metināšanā lieto tērauda paliktni.
Par 6 mm biezākas vara
loksnes jāmetina ar iepriekšēju
uzkarsēšanu līdz 150 ... 250 °C
temperatūrai. Plānas loksnes
(mazāk par 5 mm) pēc metinā-
šanas caurkaļ aukstā stāvoklī, bet
biezas (5 ... 20 mm) - 200 ... 400
°C1
temperatūrā. Nav ieteicams
sakarsēt varu caurkalšanai augstāk
par 400 °C, jo augstā temperatūrā
tas kļūst trausls. Kaļ ar āmuru,
kuram ir sfērisks belzenis.
Metināts savienojums jākaļ no
divām pusēm, sitot perpendikulāri šuvei, sākumā pa sakusuma zonām, bet pēc tam pa šuves
vidējo daļu un beigās - pa termiskās ietekmes zonu. Nedrīkst atkārtot sitienus pa vienu vietu,
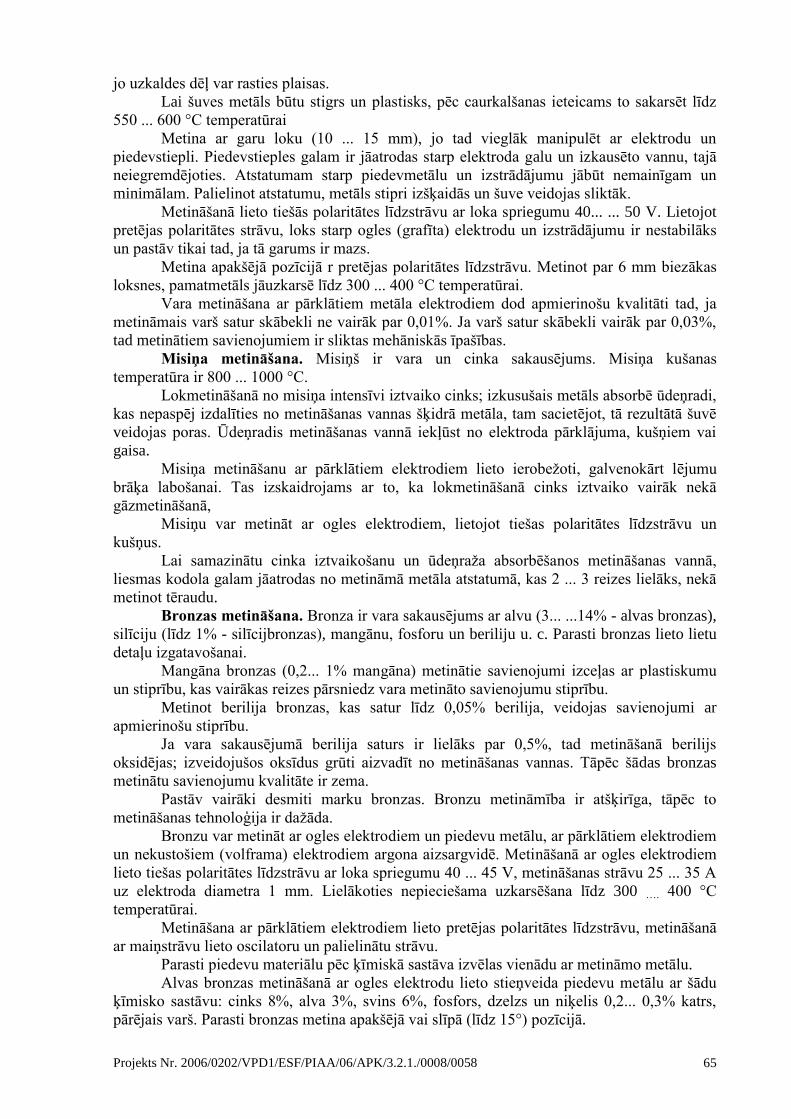
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 65
jo uzkaldes dēļ var rasties plaisas.
Lai šuves metāls būtu stigrs un plastisks, pēc caurkalšanas ieteicams to sakarsēt līdz
550 ... 600 °C temperatūrai
Metina ar garu loku (10 ... 15 mm), jo tad vieglāk manipulēt ar elektrodu un
piedevstiepli. Piedevstieples galam ir jāatrodas starp elektroda galu un izkausēto vannu, tajā
neiegremdējoties. Atstatumam starp piedevmetālu un izstrādājumu jābūt nemainīgam un
minimālam. Palielinot atstatumu, metāls stipri izšķaidās un šuve veidojas sliktāk.
Metināšanā lieto tiešās polaritātes līdzstrāvu ar loka spriegumu 40... ... 50 V. Lietojot
pretējas polaritātes strāvu, loks starp ogles (grafīta) elektrodu un izstrādājumu ir nestabilāks
un pastāv tikai tad, ja tā garums ir mazs.
Metina apakšējā pozīcijā r pretējas polaritātes līdzstrāvu. Metinot par 6 mm biezākas
loksnes, pamatmetāls jāuzkarsē līdz 300 ... 400 °C temperatūrai.
Vara metināšana ar pārklātiem metāla elektrodiem dod apmierinošu kvalitāti tad, ja
metināmais varš satur skābekli ne vairāk par 0,01%. Ja varš satur skābekli vairāk par 0,03%,
tad metinātiem savienojumiem ir sliktas mehāniskās īpašības.
Misiņa metināšana. Misiņš ir vara un cinka sakausējums. Misiņa kušanas
temperatūra ir 800 ... 1000 °C.
Lokmetināšanā no misiņa intensīvi iztvaiko cinks; izkusušais metāls absorbē ūdeņradi,
kas nepaspēj izdalīties no metināšanas vannas šķidrā metāla, tam sacietējot, tā rezultātā šuvē
veidojas poras. Ūdeņradis metināšanas vannā iekļūst no elektroda pārklājuma, kušņiem vai
gaisa.
Misiņa metināšanu ar pārklātiem elektrodiem lieto ierobežoti, galvenokārt lējumu
brāķa labošanai. Tas izskaidrojams ar to, ka lokmetināšanā cinks iztvaiko vairāk nekā
gāzmetināšanā,
Misiņu var metināt ar ogles elektrodiem, lietojot tiešas polaritātes līdzstrāvu un
kušņus.
Lai samazinātu cinka iztvaikošanu un ūdeņraža absorbēšanos metināšanas vannā,
liesmas kodola galam jāatrodas no metināmā metāla atstatumā, kas 2 ... 3 reizes lielāks, nekā
metinot tēraudu.
Bronzas metināšana. Bronza ir vara sakausējums ar alvu (3... ...14% - alvas bronzas),
silīciju (līdz 1% - silīcijbronzas), mangānu, fosforu un beriliju u. c. Parasti bronzas lieto lietu
detaļu izgatavošanai.
Mangāna bronzas (0,2... 1% mangāna) metinātie savienojumi izceļas ar plastiskumu
un stiprību, kas vairākas reizes pārsniedz vara metināto savienojumu stiprību.
Metinot berilija bronzas, kas satur līdz 0,05% berilija, veidojas savienojumi ar
apmierinošu stiprību.
Ja vara sakausējumā berilija saturs ir lielāks par 0,5%, tad metināšanā berilijs
oksidējas; izveidojušos oksīdus grūti aizvadīt no metināšanas vannas. Tāpēc šādas bronzas
metinātu savienojumu kvalitāte ir zema.
Pastāv vairāki desmiti marku bronzas. Bronzu metināmība ir atšķirīga, tāpēc to
metināšanas tehnoloģija ir dažāda.
Bronzu var metināt ar ogles elektrodiem un piedevu metālu, ar pārklātiem elektrodiem
un nekustošiem (volframa) elektrodiem argona aizsargvidē. Metināšanā ar ogles elektrodiem
lieto tiešas polaritātes līdzstrāvu ar loka spriegumu 40 ... 45 V, metināšanas strāvu 25 ... 35 A
uz elektroda diametra 1 mm. Lielākoties nepieciešama uzkarsēšana līdz 300 …. 400 °C
temperatūrai.
Metināšana ar pārklātiem elektrodiem lieto pretējas polaritātes līdzstrāvu, metināšanā
ar maiņstrāvu lieto oscilatoru un palielinātu strāvu.
Parasti piedevu materiālu pēc ķīmiskā sastāva izvēlas vienādu ar metināmo metālu.
Alvas bronzas metināšanā ar ogles elektrodu lieto stieņveida piedevu metālu ar šādu
ķīmisko sastāvu: cinks 8%, alva 3%, svins 6%, fosfors, dzelzs un niķelis 0,2... 0,3% katrs,
pārējais varš. Parasti bronzas metina apakšējā vai slīpā (līdz 15°) pozīcijā.
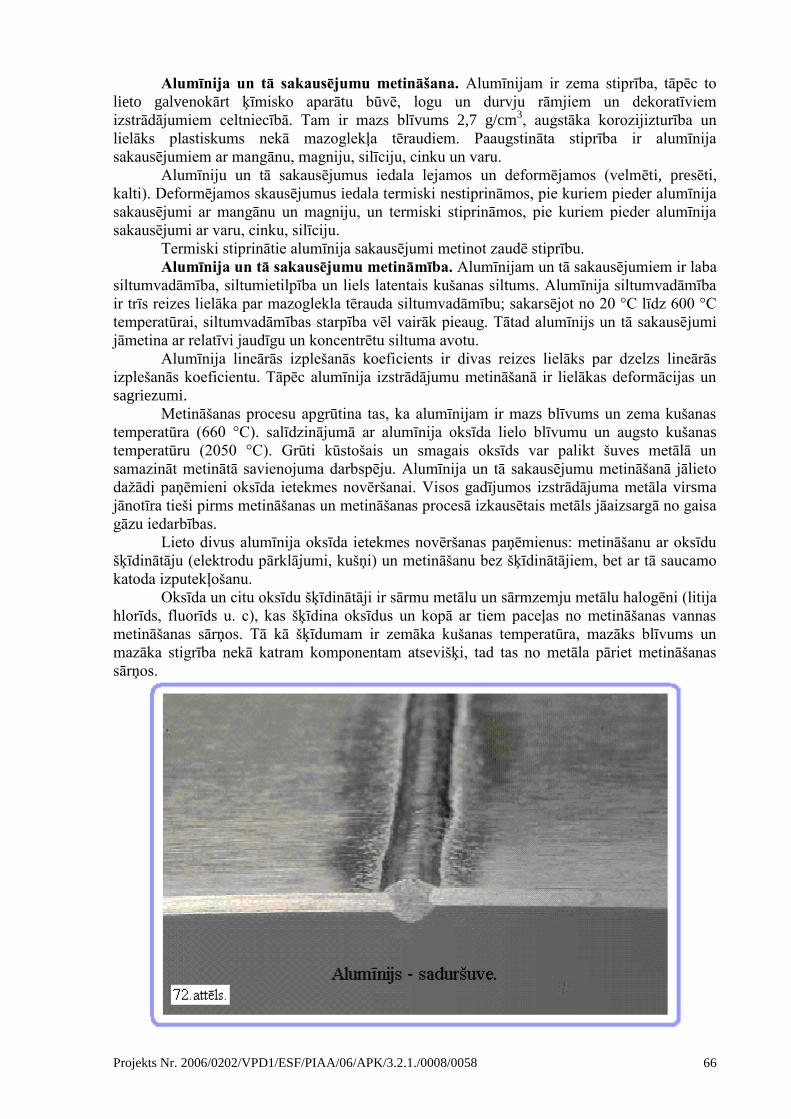
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 66
Alumīnija un tā sakausējumu metināšana. Alumīnijam ir zema stiprība, tāpēc to
lieto galvenokārt ķīmisko aparātu būvē, logu un durvju rāmjiem un dekoratīviem
izstrādājumiem celtniecībā. Tam ir mazs blīvums 2,7 g/cm3, augstāka korozijizturība un
lielāks plastiskums nekā mazoglekļa tēraudiem. Paaugstināta stiprība ir alumīnija
sakausējumiem ar mangānu, magniju, silīciju, cinku un varu.
Alumīniju un tā sakausējumus iedala lejamos un deformējamos (velmēti, presēti,
kalti). Deformējamos skausējumus iedala termiski nestiprināmos, pie kuriem pieder alumīnija
sakausējumi ar mangānu un magniju, un termiski stiprināmos, pie kuriem pieder alumīnija
sakausējumi ar varu, cinku, silīciju.
Termiski stiprinātie alumīnija sakausējumi metinot zaudē stiprību.
Alumīnija un tā sakausējumu metināmība. Alumīnijam un tā sakausējumiem ir laba
siltumvadāmība, siltumietilpība un liels latentais kušanas siltums. Alumīnija siltumvadāmība
ir trīs reizes lielāka par mazoglekla tērauda siltumvadāmību; sakarsējot no 20 °C līdz 600 °C
temperatūrai, siltumvadāmības starpība vēl vairāk pieaug. Tātad alumīnijs un tā sakausējumi
jāmetina ar relatīvi jaudīgu un koncentrētu siltuma avotu.
Alumīnija lineārās izplešanās koeficients ir divas reizes lielāks par dzelzs lineārās
izplešanās koeficientu. Tāpēc alumīnija izstrādājumu metināšanā ir lielākas deformācijas un
sagriezumi.
Metināšanas procesu apgrūtina tas, ka alumīnijam ir mazs blīvums un zema kušanas
temperatūra (660 °C). salīdzinājumā ar alumīnija oksīda lielo blīvumu un augsto kušanas
temperatūru (2050 °C). Grūti kūstošais un smagais oksīds var palikt šuves metālā un
samazināt metinātā savienojuma darbspēju. Alumīnija un tā sakausējumu metināšanā jālieto
dažādi paņēmieni oksīda ietekmes novēršanai. Visos gadījumos izstrādājuma metāla virsma
jānotīra tieši pirms metināšanas un metināšanas procesā izkausētais metāls jāaizsargā no gaisa
gāzu iedarbības.
Lieto divus alumīnija oksīda ietekmes novēršanas paņēmienus: metināšanu ar oksīdu
šķīdinātāju (elektrodu pārklājumi, kušņi) un metināšanu bez šķīdinātājiem, bet ar tā saucamo
katoda izputekļošanu.
Oksīda un citu oksīdu šķīdinātāji ir sārmu metālu un sārmzemju metālu halogēni (litija
hlorīds, fluorīds u. c), kas šķīdina oksīdus un kopā ar tiem paceļas no metināšanas vannas
metināšanas sārņos. Tā kā šķīdumam ir zemāka kušanas temperatūra, mazāks blīvums un
mazāka stigrība nekā katram komponentam atsevišķi, tad tas no metāla pāriet metināšanas
sārņos.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 67
Katoda izputekļošanas būtība ir tāda, ka, metinot argonā ar pretējas polaritātes
līdzstrāvu, oksīda kārta sasmalcinās un oksīda daļiņas izputekļojas. Plānā oksīdu kārtiņa, kas
pārklāj metināšanas vannu, sabrūk no lokam degot radušos argona (aizsarggāzes) smago
pozitīvo jonu triecieniem.
Alumīnija sakausējumiem ir paaugstināta tieksme veidot poras. Lai pat neliela
biezuma alumīnija un tā sakausējumu metināšanā iegūtu šuves bez porām, tad dažreiz
nepieciešama uzkarsēšana, kas samazina metināšanas vannas atdzišanas ātrumu un veicina
pilnīgāku ūdeņraža izvadīšanu no metāla, lēni atdzesējot. Tā, piemēram, uzkausējot uz 8 mm
biezas alumīnija loksnes, bezporu šuvi var iegūt, ja metālu uzkarsē līdz 150 °C temperaturai.
Ja metāla biezums sasniedz 16 mm, tad pat uzkarsēšana līdz 300 °C temperatūrai nenodrošina
bezporu šuvi.
Alumīnija un tā sakausējumu argonlokmetināšanā poras novērš ar oksidējošās
atmosfēras palīdzību. Labākus rezultātus iegūst, ja argonam pievieno 1,5% skābekļa.
Oksidējošā atmosfēra metināšanas vannas virsmas rajonā neļauj ūdeņradim izšķīst metālā,
tāpēc šuves atdzišanas beigās poras neveidojas.
Alumīnija un tā sakausējumu metināšanas veidi. Detaļas no alumīnija un tā
sakausējumiem var savienot gan ar kausēšanas metināšanu, gan arī ar spiedienmetināšanu.
Plaši izplatīti ir šādi metināšanas veidi: rokas un mehanizētā lokmetināšana ar nekustošiem
elektrodiem inertā aizsarggāzē; mehanizētā lokmetināšana ar kūstošiem metāla elektrodiem
aizsarggāzē; automātiskā lokmetināšana ar kūstošu metināšanas stiepli pa dozētu kušņu slāni;
saduras vai punkta kontaktmetināšana. Bez šiem alumīnija un tā sakausējumu metināšanas
veidiem var lietot metināšanu ar skābekļa liesmu; lokmetināšanu ar nekustošu ogles vai
grafīta elektrodu, ar pārklātu
alumīnija elektrodu;
elektrosārņu metināšanu un
elektronstara metināšanu.
Lai aizmetinātu
izstrādājumos lējuma defektus,
lieto 03A-2 markas pārklātos
alumīnija elektrodus.
Alumīnija
sakausējumiem malas sagatavo
metināšanai līdzīgi kā tēraudu
metināšanā. Šuves pēc iespējas
metina vienā gājienā ar lielu
ātrumu.
Metināšanā ar ogles
elektrodiem lieto tiešas
polaritātes līdzstrāvu. Līdz 3
mm biezas loksnes vēlams
metināt ar malu atlokošanu bez
piedevu materiāla. Biezāku lokšņu metināšanai malas jāapdara 60 ... 75 ° leņķī un jālieto
piedevu materiāls.
Titāna sakausējumu metināšana. Titānam ir arī augsta korozijizturība. Metinātiem
izstrādājumiem lieto tehnisko titānu un tā sakausējumus ar alumīniju, hromu, molibdēnu,
alvu, vanādiju, mangānu, cēriju.
Titāns aktīvāk nekā alumīnijs sakaršanas procesā absorbē skābekli, slāpekli un
ūdeņradi. Tāpēc tehniskā titāna metināšanā vajadzīga sevišķi droša aizsardzība pret šīm
gāzēm. Tādu aizsardzību nodrošina lokmetināšanā inertās gāzēs (argonā, hēlijā), kā arī lietojot
kušņus-pastas, kuras uzklāj uz metināmām malām. Titānam un tā sakausējumiem nelieto
lokmetināšanu ar pārklātiem elektrodiem, ogles loku, kā arī gāzes liesmu. Ar šiem
metināšanas veidiem nevar nodrošināt metinātu savienojumu augstu kvalitāti, jo titānam ir

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 68
lielāka tieksme pēc skābekļa, slāpekļa un ūdeņraža.
Tehniskā titāna savienošanai lieto argonlokmetināšanu, metināšanu zem kušņiem un
dažus spiedienmetināšanas veidus (piemēram, difūzijas metināšanu).
Magnija sakausējumu metināšana. Magnijam ir lielāka tieksme pēc skābekļa nekā
titānam. Magnijs, savienojoties ar skābekli, veido grūti kūstošu un smagu magnija oksīdu.
Magnija un magnija oksīda kušanas temperatūra attiecīgi ir 651 °C un 2150 °C.
Magnija sakausējumus metina ar volframa elektrodiem argona aizsargvidē. Gāzes
metināšanu, lokmetināšanu ar pārklātiem elektrodiem un ogles elektrodiem lieto reti.
Argonlokmetināšanu ieteicams lietot visiem magnija sakausējumiem.
Jautājumi.
Kādu materiālu metinot izmanto maiņstrāvu?
Kādu metālu metinot kā aizsarggāzi izmanto slāpekli?
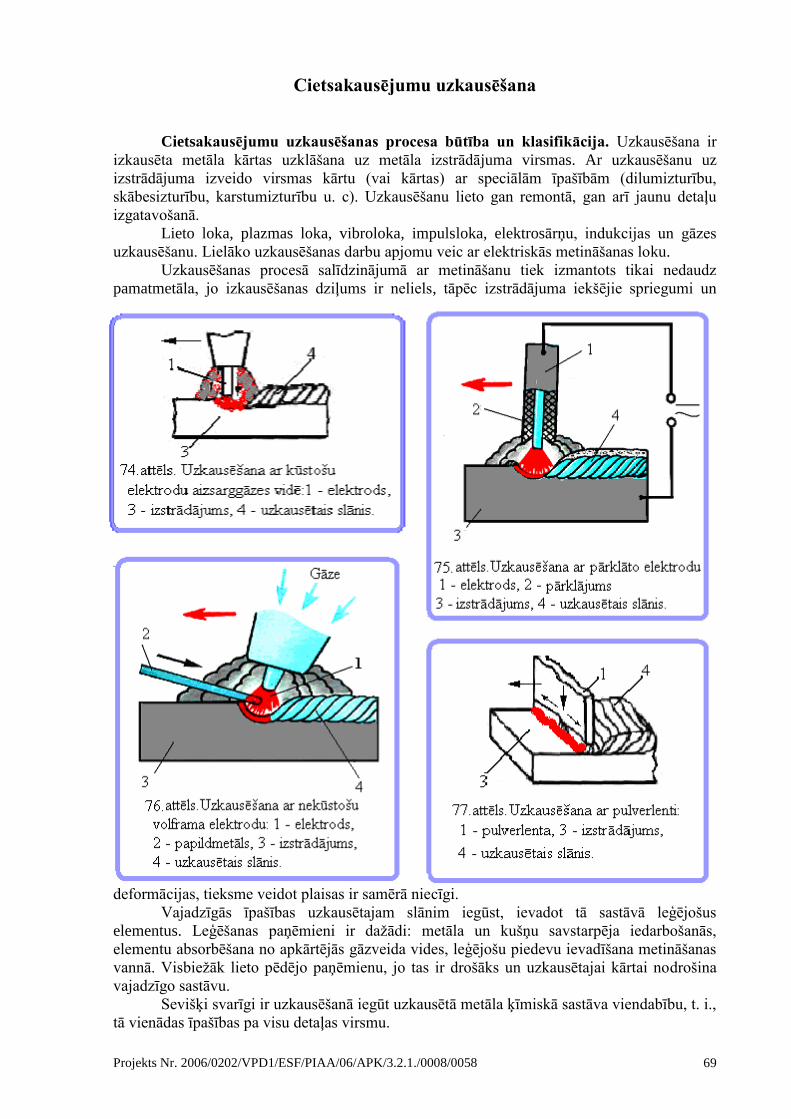
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 69
Cietsakausējumu uzkausēšana
Cietsakausējumu uzkausēšanas procesa būtība un klasifikācija. Uzkausēšana ir
izkausēta metāla kārtas uzklāšana uz metāla izstrādājuma virsmas. Ar uzkausēšanu uz
izstrādājuma izveido virsmas kārtu (vai kārtas) ar speciālām īpašībām (dilumizturību,
skābesizturību, karstumizturību u. c). Uzkausēšanu lieto gan remontā, gan arī jaunu detaļu
izgatavošanā.
Lieto loka, plazmas loka, vibroloka, impulsloka, elektrosārņu, indukcijas un gāzes
uzkausēšanu. Lielāko uzkausēšanas darbu apjomu veic ar elektriskās metināšanas loku.
Uzkausēšanas procesā salīdzinājumā ar metināšanu tiek izmantots tikai nedaudz
pamatmetāla, jo izkausēšanas dziļums ir neliels, tāpēc izstrādājuma iekšējie spriegumi un
deformācijas, tieksme veidot plaisas ir samērā niecīgi.
Vajadzīgās īpašības uzkausētajam slānim iegūst, ievadot tā sastāvā leģējošus
elementus. Leģēšanas paņēmieni ir dažādi: metāla un kušņu savstarpēja iedarbošanās,
elementu absorbēšana no apkārtējās gāzveida vides, leģējošu piedevu ievadīšana metināšanas
vannā. Visbiežāk lieto pēdējo paņēmienu, jo tas ir drošāks un uzkausētajai kārtai nodrošina
vajadzīgo sastāvu.
Sevišķi svarīgi ir uzkausēšanā iegūt uzkausētā metāla ķīmiskā sastāva viendabību, t. i.,
tā vienādas īpašības pa visu detaļas virsmu.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 70
Uzkausēšanas stieple. Izgatavo tērauda uzkausēšanas stiepli ar diametru no 0,3 mm
līdz 8 mm. Stiepli uzkausēšanai izvēlas atkarībā no uzdevuma un prasītās uzkausētā metāla
cietības. Parasti uzkausē zem kušņiem ar automātiem, šūtenes pusautomātiem (74.att.) un
pārklātiem elektrodiem ar roku.
Uzkausēšanas tehnika paredz uzkausēšanu ar taisniem valnīšiem, pārsedzot iepriekšējo
valnīti par 1/3 tā platuma, vai ar valnīšiem, izdarot ar elektrodu šķērssvārstības.
Pārklātie elektrodi (75.att.). Tie nodrošina uzkausētajam slānim nepieciešamo
cietību.
Kušņi. Automātiskajai un pusautomātiskajai uzkausēšanai lieto tādus pašus kušņus kā
metināšanā. Uzkausēšanai uz austenīta hromniķeļa tērauda lieto kušņus AH-26. Uzkausēšanai
uz augsthroma čuguna ieteicami kušņi AH-28. Uzkausēšanā ar elektrosārņu paņēmienu
ieteicams izmantot kušņus AH-8, AH-25.
Uzkausēšanā lieto arī keramiskos kušņus. Tā, piemēram, lai ar stiepli CB-08 un CB-
08A uzkausētu uz tilta celtņu riteņiem, atbalstveltņiem, rullīšiem, kāpurķēžu traktoru
spriegotājratiem, lieto kušņus AHK-18. Kušņus AHK-19 lieto buldozeru, skrēperu un
greideru darba virsmu uzkausēšanai. Lietojot keramiskos kušņus un mazoglekļa stiepli, var
iegūt uzkausēto metālu ar paaugstinātu dilumizturību.
Pulverstieple un pulverlente. Pulverstieplei ir no mīkstas lentes izveidots apvalks.
Tajā iepildīti leģējošie komponenti, kas aizstāj dārgu leģētu stiepli. Uzkausēšanai lieto arī
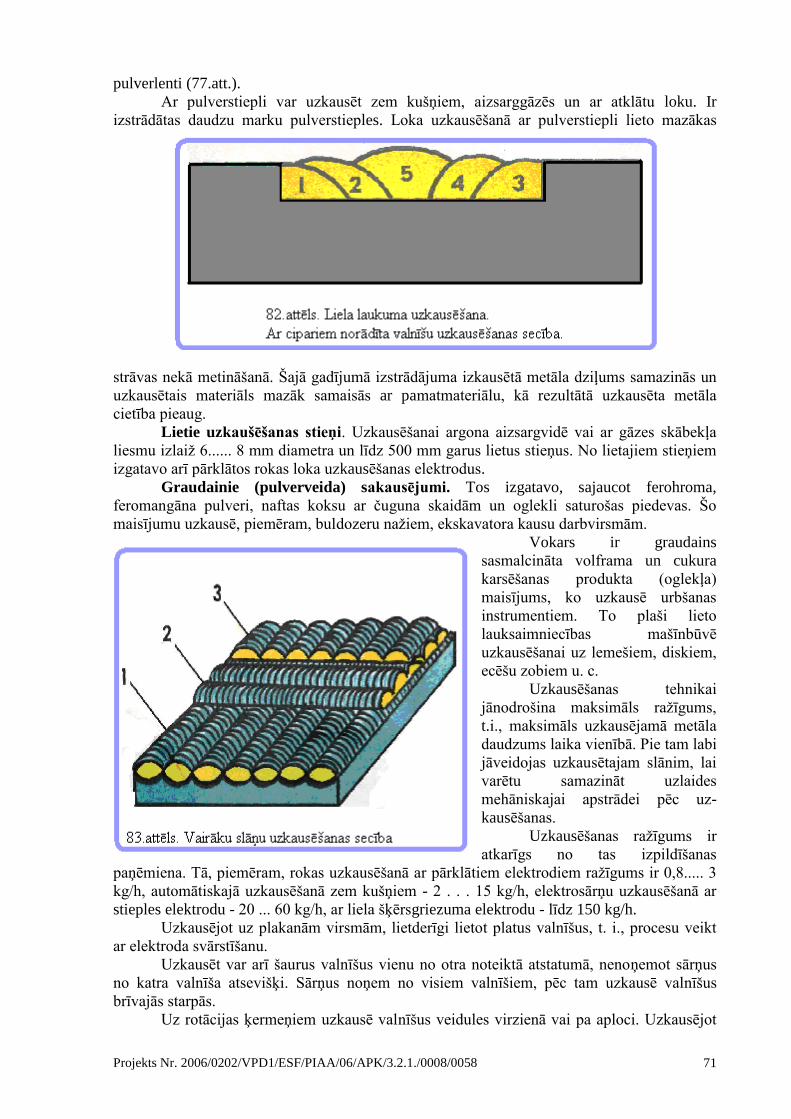
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 71
pulverlenti (77.att.).
Ar pulverstiepli var uzkausēt zem kušņiem, aizsarggāzēs un ar atklātu loku. Ir
izstrādātas daudzu marku pulverstieples. Loka uzkausēšanā ar pulverstiepli lieto mazākas
strāvas nekā metināšanā. Šajā gadījumā izstrādājuma izkausētā metāla dziļums samazinās un
uzkausētais materiāls mazāk samaisās ar pamatmateriālu, kā rezultātā uzkausēta metāla
cietība pieaug.
Lietie uzkaušēšanas stieņi. Uzkausēšanai argona aizsargvidē vai ar gāzes skābekļa
liesmu izlaiž 6...... 8 mm diametra un līdz 500 mm garus lietus stieņus. No lietajiem stieņiem
izgatavo arī pārklātos rokas loka uzkausēšanas elektrodus.
Graudainie (pulverveida) sakausējumi. Tos izgatavo, sajaucot ferohroma,
feromangāna pulveri, naftas koksu ar čuguna skaidām un oglekli saturošas piedevas. Šo
maisījumu uzkausē, piemēram, buldozeru nažiem, ekskavatora kausu darbvirsmām.
Vokars ir graudains
sasmalcināta volframa un cukura
karsēšanas produkta (oglekļa)
maisījums, ko uzkausē urbšanas
instrumentiem. To plaši lieto
lauksaimniecības mašīnbūvē
uzkausēšanai uz lemešiem, diskiem,
ecēšu zobiem u. c.
Uzkausēšanas tehnikai
jānodrošina maksimāls ražīgums,
t.i., maksimāls uzkausējamā metāla
daudzums laika vienībā. Pie tam labi
jāveidojas uzkausētajam slānim, lai
varētu samazināt uzlaides
mehāniskajai apstrādei pēc uz-
kausēšanas.
Uzkausēšanas ražīgums ir
atkarīgs no tas izpildīšanas
paņēmiena. Tā, piemēram, rokas uzkausēšanā ar pārklātiem elektrodiem ražīgums ir 0,8..... 3
kg/h, automātiskajā uzkausēšanā zem kušņiem - 2 . . . 15 kg/h, elektrosārņu uzkausēšanā ar
stieples elektrodu - 20 ... 60 kg/h, ar liela šķērsgriezuma elektrodu - līdz 150 kg/h.
Uzkausējot uz plakanām virsmām, lietderīgi lietot platus valnīšus, t. i., procesu veikt
ar elektroda svārstīšanu.
Uzkausēt var arī šaurus valnīšus vienu no otra noteiktā atstatumā, nenoņemot sārņus
no katra valnīša atsevišķi. Sārņus noņem no visiem valnīšiem, pēc tam uzkausē valnīšus
brīvajās starpās.
Uz rotācijas ķermeņiem uzkausē valnīšus veidules virzienā vai pa aploci. Uzkausējot

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 72
ar pārklātiem elektrodiem (75.att.), detaļas asi novieto horizontāli, bet, uzkausējot ar šļūtenes
pusautomāta atklātu loku - vertikāli. Uzkausēšanu pa vītnes līniju lietderīgi izpildīt detaļām,
kuru diametrs nepārsniedz 100 mm.
Uzkausējot graudainos pulverus (78.att.) lieto ogles elektrodu. No darbvirsmas
iepriekš notīra rūsu, eļļas un netīrumus. Pēc tam uz detaļas virsmas uzkaisa plānu (0,2 ... 0,3
mm) izkarsēta bora (kušņu) kārtu un 2 ... 7 mm biezu un 30 ... 40 mm platu pulverveida
sakausējuma (šihtas) kārtu. Šo kārtu izlīdzina un viegli sablīvē ar gludīklu.
Sakausējuma graudiņus un detaļas virsmu sakausē ar tiešas polaritātes līdzstrāvas
(78.att.) ogles loku. Veicot ar ogles elektrodu plūdenas šķērskustības un garenkustības, var
panākt relatīvi līdzenu uzkausētās kārtas virsmu. Var uzkausēt arī vairākas kārtas, taču, lai
ekspluatācijā nerastos plaisas un sakausējuma gabalu izdrupumi, kopējais uzkausētās kārtas
biezums nedrīkst pārsniegt 5 ... 6 mm Rokas uzkausēšanā lieto arī pulvestieples cauruļveida
elektrodus.
Jautājumi. Kādam nolūkam veic uzkausēšanu?
Kādus materiālus izmanto uzkausēšanai?

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 73
Iekārtas un tehnoloģija pusautomātiskai lokmetināšanai ar kūstošiem
elektrodiem
Pusautomāta uzbūve. Metināšanas automātā mehanizētas divas galvenās metināšanas
procesa operācijas - metināšanas stieples padeve loka zonā un loka pārvietošanās pa šuves
līniju; pusautomātā
mehanizēta tikai viena
operācija - elektroda
stieples padeve lokā, bet
loku šuves veidošanai
pārvieto metinātājs ar
rokām. Stiepli (84.att.)
automātiski no spoles 1
padod padeves
mehānisms 2, kas sastāv
no maiņstrāvas vai
līdzstrāvas elektrodzinēja
M, dzenošā rullīša 6 un
piespiedēj rullīša 7
pārnesumkārbas. Stiepli
5 pa lokanas šļūtenes 3
iekšējo kanālu, turētāju 4
un uzgali 8 ar pastāvīgu
ātrumu padod rullīši.
Metinātājs tur degli un
pārvieto to pa šuvi.
Viena no
galvenajām pusautomātā
daļām ir šļūtene 3, kas
sastāv no stieples spirāles
ar appinumu un gumijas
apvalku, pa šļūtenes
iekšējo kanālu virzās
elektroda stieple.
Metināšanas strāvu,
aizsarggāzi un dzesēšanas
ūdeni pievada atsevišķi.
Kombinētajās šļūtenēs
bez elektroda stieples
vienā apvalkā ievietoti
strāvas vads, vadības
ķēdes vadi, tajās plūst
aizsarggāze un
dzesēšanas ūdens.. Gāzi
pievada pa atsevišķu
cauruli, kas pievienota
uzgalim.
Elektroda stieples pārgals (atstatums starp punktu, kurš metināšanas stieplei pievada
strāvu, un izstrādājumu) parasti ir šāds.Ja metināšanas stieples pārgals ir lielāks par norādīto,
tad palielinās elektroda metāla izšķaidīšanās un metināšanas process pārtraucas; ja pārgals ir

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 74
mazāks, tad apdeg uzgalis. Nemainīgu
pārgalu un drošu uzgaļa darbu
nodrošina kontakta «zābaciņš».
Izliektiem degļiem lieto vienu
kontakta «zābaciņu», taisniem
degļiem - divus.
Metināšanai dažādos šuves
telpiskās pozīcijās lieto dažādus
režīmus. Pārejot no apakšējām uz
vertikālām šuvēm, spriegums un
stieples padeves ātrums jāsamazina.
Bieža metināšanas režīma maiņa ar
rokām metinātājam aizņem daudz
laika, tāpēc pusautomātus komplektē
ar metināšanas režīmu distances
vadības iekārtu. Iekārta režīma
pārslēgšanai no distances padara
pusautomātu ērtu, arī veicot operācijas metināšanas beigās.
Tehnoloģija pusautomātiskajai metināšanai gāzu vidē. Metāla inertās gāzes (MIG) un
metāla aktīvās gāzes (MAG) metināšana ir pasaulē visplašāk lietotā metode. Šo metināšanas
metodi tik populāru ir padarījis tās augstais darba ražīgums un fakts, ka šo metināšanas veidu
ir viegli automatizēt.
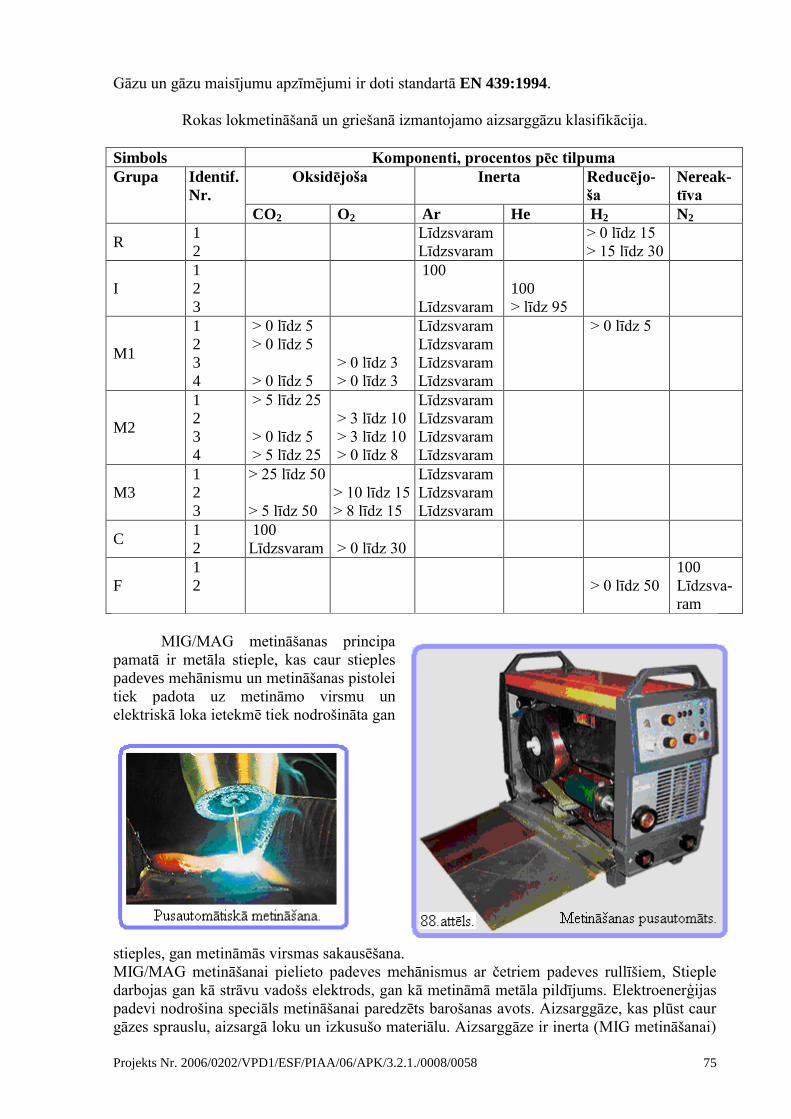
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 75
Gāzu un gāzu maisījumu apzīmējumi ir doti standartā EN 439:1994.
Rokas lokmetināšanā un griešanā izmantojamo aizsarggāzu klasifikācija.
Simbols Komponenti, procentos pēc tilpuma
Grupa Identif.
Nr.
Oksidējoša Inerta Reducējo-
ša
Nereak-
tīva
CO2 O2 Ar He H2 N2
R 1
2
Līdzsvaram
Līdzsvaram
> 0 līdz 15
> 15 līdz 30
I
1
2
3
100
Līdzsvaram
100
> līdz 95
M1
1
2
3
4
> 0 līdz 5
> 0 līdz 5
> 0 līdz 5
> 0 līdz 3
> 0 līdz 3
Līdzsvaram
Līdzsvaram
Līdzsvaram
Līdzsvaram
> 0 līdz 5
M2
1
2
3
4
> 5 līdz 25
> 0 līdz 5
> 5 līdz 25
> 3 līdz 10
> 3 līdz 10
> 0 līdz 8
Līdzsvaram
Līdzsvaram
Līdzsvaram
Līdzsvaram
M3
1
2
3
> 25 līdz 50
> 5 līdz 50
> 10 līdz 15
> 8 līdz 15
Līdzsvaram
Līdzsvaram
Līdzsvaram
C 1
2
100
Līdzsvaram
> 0 līdz 30
F
1
2
> 0 līdz 50
100
Līdzsva-
ram
MIG/MAG metināšanas principa
pamatā ir metāla stieple, kas caur stieples
padeves mehānismu un metināšanas pistolei
tiek padota uz metināmo virsmu un
elektriskā loka ietekmē tiek nodrošināta gan
stieples, gan metināmās virsmas sakausēšana.
MIG/MAG metināšanai pielieto padeves mehānismus ar četriem padeves rullīšiem, Stieple
darbojas gan kā strāvu vadošs elektrods, gan kā metināmā metāla pildījums. Elektroenerģijas
padevi nodrošina speciāls metināšanai paredzēts barošanas avots. Aizsarggāze, kas plūst caur
gāzes sprauslu, aizsargā loku un izkusušo materiālu. Aizsarggāze ir inerta (MIG metināšanai)

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 76
vai aktīva (MAG metināšanai). Kā inertā gāze tiek izmantots argons, hēlijs vai šo gāzu
maisījumi, kas ķīmiski nepiedalās metināšanas procesā. Savukārt aktīvās gāzes piedalās loka
un izkusušā materiāla mijiedarbības procesā.
Sākotnēji kā aktīvā aizsarggāze
tika lietots oglekļa dioksīds (CO2), bet
gadiem ejot to gandrīz pilnībā nomainījuši
argona/hēlija un tādu aktīvo gāzu kā
oglekļa dioksīda un skābekļa maisījumi.
CO2 zem spiediena pie + temperatūrām
atrodas balonā šķidrā veidā. Šobrīd gāzu
maisījumi kļuvuši arvien sarežģītāki,
precīzāki un kvalitatīvāki. Vienam un tam
pašam materiālam iespējams lietot
dažādus gāzu maisījumus, iegūstot
papildus priekšrocības no šuves vizuālās
kvalitātes, metināšanas ātruma,
metināšanas šļakatu un šuves mehānisko
īpašību viedokļa. Metinot varu un sudrabu
kā aizsarggāzi pielieto slāpekli.
Metināšanas aizsarggāzē
priekšrocība ir arī tā, ka ar šo procesu bez
sevišķas sagatavošanas uz metinātiem
izstrādājumiem var uzklāt izturīgus
pretkorozijas (cinka u. c.) pārklājumus.
Metināšanu aizsarggāzē lieto plānu (0,1... ... 1,5 mm) metālu savienošanai.
No visiem lokmetināšanas veidiem pusautomātiskajai metināšanai aizsarggāzēs ir
vismazākā darbietilpība.
Metinot gāzu vidē lai iegūtu kvalitatīvu šuvi, degļa leņķim attiecība pret metināmo
virsmu jāatrodas 22o leņķī. Metinot argona vidē pie sprieguma lielākam par 25 V veidojas
strūklveida loks, kā rezultātā veidojas augstas kvalitātes šuve.
Metalurģiskās
īpatnības, metinot
ogļskābā gāzē. Loka
augstās temperatūras
iedarbībā jebkuras
aizsarggāzes molekulas
sadalās atomos un jonos.
Atomarais skābeklis,
slāpeklis un ūdeņradis
ķīmiski savienojas ar
izkausētajiem metināšanas
stieples un metināmā metāla
elementiem un CO gāzi.
Gāzes CO veidošanās šuvē
rada poras. Bez tam, metinot
ogļskābā gāzē, poras var
radīt mitrums, rūsa un gaisa
slāpeklis.
Metināšanai pielieto
līdzstrāvas (+) barošanas
avotus (izņemot Al

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 77
metināšanu) ar lēzeni krītošu raksturlīkni.
Lai novērstu CO veidošanos, palielinātu mangāna un silīcija daudzumu, kas
metināšanā intensīvi izdeg no metināšanas stieples, lieto elektrodu stiepli ar paaugstinātu
mangāna un silīcija saturu. Ja mazoglekļa tērauda metināšanā šuves metālā silīcija ir vairāk
par 0,2% un mangāna vairāk par 0,4%, tad poras neveidojas. Metāla oksidēšanās pakāpi un
poru veidošanos ietekmē metināšanas tehnoloģiskie nosacījumi (loka garums, lokā padotās
gāzes daudzums, strāvas veids un polaritāte, stieples diametrs un strāvas blīvums elektrodā).
Metinot ar pretējas polaritātes līdzstrāvu, šuve mazāk oksidējas un tai ir augstāka kvalitāte,
nekā metinot ar tiešās polaritātes līdzstrāvu. Ja metina ar 0,3 .. . 1,2 mm diametra stiepli un tās
padeves ātrums lokā ir liels, elementi mazāk oksidējas nekā tad, ja metina ar 1,6... 2 mm
diametra stiepli un mazu stieples padeves ātrumu.
Strāvas blīvumam elektrodā, metinot ogļskābā gāzē, jābūt vismaz 80 A/mm2. Šādā
režīmā elektroda metāla izšķaidīšanās zudumi nepārsniedz 10... 15%.
Ja metināšanas strāva ir 400. . . ... 420 A un lielāka (stieples diametrs 2 mm, pretējas
polaritātes līdzstrāva), elektroda metāls tiek pārnests ar strūklu.
Atstatumu starp uzgali un izstrādājumu (stieples pārgals), ja strāva ir 60... 150 A un
loka spriegums 22 V, parasti pieņem 7... 14 mm; ja strāva ir 200 ... 500 A un spriegums 30 ...
...32 V, - 15.. .25 mm.
Ja metāls ir 1,5 ... 3 mm biezs, lieto parasto sadurmetināšanu bez paliktņiem, plānāku
metālu (0,8... 1,2 mm) metina uz vara vai tērauda paliekoša paliktņa.
Metinot gāzu maisījumā, uzlabojas šuves veidošanās un izkausētā elektroda metāla
šļakatas vieglāk atdalās no metināmā izstrādājuma virsmas. Tomēr, metinot šo gāzu
maisījumā intensīvāk, nekā metinot ogļskābā gāzē, no šuves metāla izdeg leģējošie elementi
un uz šuves virsmas veidojas sārņu garoza.
Ja metināšanā lieto tikai ogļskābo gāzi, tad var pareizi izvēlēties metināšanas stiepli,
lai metināto savienojumu īpašības atbilstu dotajām prasībām.
Metināšanas stieples iedala divās grupās;
monolītās stieples;
pulverstieples.
Monolīto stiepļu klasifikācija neleģēto un smalkgraudaino tēraudu metināšanai aizsarggāzu
vidū dota standartā EN 440:1994 Stieples elektrodi un uzkausējumi neleģēto un
smalkgraudaino tēraudu lokmetināšanai aizsarggāzu vidē - Klasifikācija
Wire electrodes and deposits for gas-shielded arc welding of non-alloy and fine-grain steels -
Classification
Saskaņā ar standartu monolīto stiepļu apzīmējums sastāv no piecām grupām:
1. Metināšanas veids;
2. Minimālā tecēšanas robeža, stiprības robežas un minimālais
pagarinājums;
3. Metinātā savienojuma stigrības īpašības;
4. Pielietojamā aizsarggāze;
5. Stieples ķīmiskais sastāvs.
Piemēram:
EN 440 – G 46 3 M G3Si1, kur
EN 440 – standarta numurs;
G – metināšanas stieple metināšanai aizsarggāzu vidē;
46 – minimālā plūstamības robeža, stiprības robeža un minimālais pagarinājums (ReH = 460
N/mm2, Rm = 530 – 680 N/mm
2, A = 20 %);
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 78
3 – stigrības īpašības (metinātie savienojumi var strādāt pie temperatūras līdz – 30 °C);
M – aizsarggāze (saskaņā ar standartu EN 439:1994 Metināšanā izlietojamie materiāli -
Aizsarggāzes loka metināšanai un griešanai. Welding consumables - Shielding gases for arc
welding and cutting, burts M nozīmē metināšanu gāzu maisījumā).
G3Si1 – stieples ķīmiskais sastāvs (C = 0,06 – 0,14; Si = 0,70 – 1,00; Mn =1,30 – 1,60; P =
0,025; S = 0,025; Ni = 0,15; Mo = 0,15; Al =0,02; Ti + Zr =0,15).
EN 756:2004 Metināšanā izlietojamie materiāli – Monolīta stieple, monolītās stieples–kušņu
un pulverstieples-kušņu kombinācijas neleģēto un smalkgraudaino tēraudu lokmetināšanai
zem kušņiem – Klasifikācija.
Welding consumables - Solid wire, solid wire-flux and tubular cored electrode-flux
combinations for submerged arc welding of non alloy and fine grain steels – Classification.
Saskaņā ar standartu monolītas stieples, monolītās stieples–kušņu un pulverstieples-kušņu
kombinācijas apzīmējums sastāv no piecām grupām:
1. Metināšanas veids;
2. Minimālā tecēšanas robeža, stiprības robežas un minimālais
pagarinājums;
3. Metinātā savienojuma stigrības īpašības;
4. Kušņu tips;
5. Stieples ķīmiskais sastāvs.
Piemēram:
Stieples-kušņu kombinācija EN 756 – S 46 3 AB S2, kur:
EN 756 = standarta numurs;
S = metināšana zem kušņiem;
46 = minimālā tecēšanas robeža, stiprības robežas un minimālais pagarinājums;
3 = metinātā savienojuma stigrības īpašības;
AB = kušņu tips;
S2 = Stieples ķīmiskais sastāvs.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 79
Tehnoloģija pusautomātiskajai metināšanai ar pulverstiepli un
pašaizsargājošu stiepli
Metināšana ar pildstiepli bez aizsarggāzes ir metināšanas process, kura laikā loks tiek
veidots starp pildstiepli un darba virsmu. Pildstieples kušņi rada gāzes vidi metināšanas lokā
un sārņus, kas pārklāj metināšanas savienojuma vietas.
Pulverstieple. Pulverstieplei ir tērauda čaula, kas piepildīta ar sapresētu pulveri. To
lieto gan metināšanai, gan arī uzkausēšanai.
Pulverstiepļu klasifikācija neleģēto un smalkgraudaino tēraudu metināšanai
aizsarggāzu vidū dota standartā EN 758:1996 Metināšanā izlietojamie materiāli.
Pulverstieples elektrodi neleģēto un sīkgraudaino tēraudu metināšanai ar vai bez aizsarggāzes.
Saskaņā ar standartu pulverstiepļu apzīmējums sastāv no astoņām grupām:
1. Metināšanas veids;
2. Minimālā tecēšanas robeža, stiprības robežas un minimālais
pagarinājums;
3. Metinātā savienojuma stigrības īpašības;
4. Metinātā savienojuma ķīmiskais sastāvs;
5. Stieples pildījuma tips;
6. Pielietojamā aizsarggāze;
7. Metināšanas pozīcija;
8. Ūdeņraža saturs uzkausētā metālā.
Piemēram:
EN 758 – T 46 3 1Ni B M 4 H5, kur
EN 758 – standarta numurs;
T – pulverstieple;
46 – minimālā plūstamības robeža, stiprības robeža un minimālais pagarinājums daudzkārtu
metināšanai (ReH = 460 N/mm2, Rm = 530 – 680 N/mm
2, A = 20 %);
3 – stigrības īpašības (metinātie savienojumi var strādāt pie temperatūras līdz – 30 °C);
1Ni – uzkausētā metāla ķīmiskais sastāvs (Mn = 1,4 %; Ni = 0,6 – 1,2 %);
B – stieples pildījuma tips (bāziskais);
M – aizsarggāzu maisījums;
4 – metināšanas pozīcija (saduršuves un kakta šuves apakšējā pozīcijā);
H5 – ūdeņraža saturs uzkausētā metālā (maksimāli 5 ml/100 g uzkausētā metāla
Samērā augstu šuves metāla kvalitāti iegūst, ja metina ar pulverstiepli, šuvi papildus
aizsargājot ar ogļskābo gāzi. Ar šīm stieplēm ieteicams metināt sevišķi atbildīgas
konstrukcijas, kuras ekspluatē grūtos klimatiskos apstākļos un ievērojamās dinamiskās un
maiņzīmju slodzēs.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 80
Metināšanas tehnika. Sakaršanas, pilienu veidošanās un to pārneses uz metināšanas
vannu procesi metināšanā ar pārklātiem elektrodiem un pulverstiepli ir radniecīgi, bet
kvantitatīvi atšķirīgi. Tas
izskaidrojams ar dažādu
elektroda metāla,
pārklājuma un pulvera
novietojumu elektroda
šķēlumā. Tāpēc pilienu
veidošanās, to biežums un
forma ir dažādi.
Metināšanā ar
elektrodu tiek pārnesti
pilieni, kas pārklāti ar
sārņiem. Metināšanā ar
pulverstiepli, it īpaši ar
vienkārša šķērsgriezuma
pulverstiepli, sārņi bieži
atrodas piliena iekšpusē
un ārpusē.
Metinot ar
vienkārša šķērsgriezuma
pulverstiepli (stieples
diametrs 3,2 mm, strāva
300 A, metināšanas ātrums 80 mm/min), ir novērots, ka pulverstieples gals apkūst
nevienmērīgi. Apkusušā gala forma ir tuva elipsei, pie tam elipses garā ass novietota šuves
virzienā.
Vienāda diametra pārklātam elektrodam un parasta šķērsgriezuma pulverstieplei
izkausēšanas dziļums atšķiras 2 reizes un vairāk (metinot ar vienādu strāvu). Jo mazāks
metināšanas ātrums, jo lielāka izkausētā dziļuma starpība.
Metināšanā ar parasta šķērsgriezuma pulverstiepli elektroda metāla pārnese notiek
galvenokārt elektroda ass virzienā, bet novērojama loka ievērojama svaidīšanās. Šī īpatnība
metināšanā ar pulverstiepli rada rievas T veida savienojuma vertikālajā elementā.
Lai, metinot vienāda biezuma detaļas T veidā, vertikālajā elementā samazinātu rievu,
vienkārša šķērsgriezuma pulverstieple jāuzstāda 55 . .. 60° leņķī pret horizontu (metināšanā ar
pārklātiem elektrodiem parasti 45° leņķī).
Metināšanas tehnika, lietojot sarežģīta šķērsgriezuma pulverstiepli (92. att.), ir tuva
metināšanas tehnikai, lietojot pārklātus elektrodus
Loks jāaizdedz, ja stieples pārgals nav lielāks par 25 mm. Metināšanas procesā
stieples pārgals jāuztur nemainīgs; tāpēc loka garumam jābūt iespējami nemainīgam, ko var
panākt, ja pareizi izvēlas metināšanas režīmus un uzmanīgi seko loka degšanai, metināšanas
vannas izmēriem un šuves veidošanās procesam. Nedrīkst pārmērīgi saliekt lokano šļūteni
(liekuma rādiuss, nedrīkst būt mazāks par 200 mm). Saduršuvju metināšanā stiepli padod
perpendikulāri šuves virzienam. Stieples gala kustībai jābūt ritmiskai gan šuves garenvirzienā,
gan arī šķērsvirzienā. Stieples kustības shēmas šļūtenes metināšanā ir analogas kustības
shēmām metināšanā ar pārklātiem elektrodiem.
Bez priekšrocībām atklāta lokmetināšanai ar pulverstiepli ir arī trūkums - blīvu
bezporu uzkausēto metālu var iegūt samērā ierobežotā metināšanas režīmu diapazonā.
Poru rašanās galvenais iemesls tēraudu metināšanā ar pulverstiepli ir paaugstināts
slāpekļa un gaisa ūdeņraža saturs uzkausētajā metālā. Metināšanā ar pulverstiepli uzkausētais
metāls šīs gāzes var vairāk absorbēt nekā metināšanā ar pārklātiem elektrodiem.
Lai šuves metālā samazinātu slāpekļa daudzumu, jāsamazina loka garums un tajā pašā
laikā jāmetina ar palielinātu strāvu, tā samazinot gaisa saskares virsmu ar izkausētā metāla

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 81
masas vienību noteiktā laika sprīdī.
Lai samazinātu ūdeņraža saturu šuves metālā, pulverstieple jākvēlina attiecīgā
temperatūrā un jāiztur tajā noteiktu laiku. Tā, piemēram, stiepli ar rutila karbonāta pildījumu
ieteicams kvēlināt 250°C temperatūrā 1,0... 1,5 h.
Atklāta lokmetināšana ar pulverstiepli elektroda pārgalu var palielināt. Šajā gadījumā
stieple papildus sakarst un izžūst mitrums, kas palicis pēc sākotnējās kvēlināšanas (stieples
izgatavošanas procesā), kā arī mitrums no tehnoloģiskās ziedes un daļēji no šihtas.
Metināšanas stieples uzkarsēšana palielina arī metināšanas ražīgumu.
Tomēr jāņem vērā, ka, palielinot elektroda pārgalu, palielinās stieples oksidēšanās
intensitāte. Mainot elektroda pārgalu, noteiktās robežās var regulēt slāpekļa, ūdeņraža un
dažādu oksīdu saturu.
Loka barošanai metināšanā ar pulverstiepli un pašaizsargājošu stiepli izmanto
metināšanas pārveidotājus un metināšanas taisngriežus ar cietu ārējo raksturlīkni.
Armatūru tēraudu rokas un pusautomātiskā metināšana celtniecībā. Armatūra ir
atbildīga dzelzsbetona sastāvdaļa. Armatūras stieņus parasti savieno ar kontaktmetināšanu un
lokmetināšanu.
Celtniecībā montāžas apstākļos ir izplatīta metināšana ar šļūtenes pusautomātiem un
rokas metināšana ar pārklātiem elektrodiem.
Līdz 20 mm diametra armatūras stieņus savieno ar uzliktņiem. Stieņus, kuru diametrs
ir lielāks par 20 mm, savieno sadurā visbiežāk ar vannas metināšanu. Vannas metināšanā
veidojas šķidra metāla vanna? kuru saduras spraugā notur teknes veida formējošs paliktnis.
Vannas metināšanas būtiska īpatnība ir tāda, ka stieņu malas izkūst šķidrās vannas siltuma
ietekmē, bet ne tiešā loka iedarbībā. Vannas metināšanā vannas apakšējie slāņi pakāpeniski
sacietē, bet augšējie (līdz 15 mm dziļumā) visā procesā paliek šķidrā stāvoklī. Metināšanas
procesā lieto paaugstinātu strāvu. Elektrodiem ar 6 mm diametru metināšanas strāva ir 450 A,
turpretī, ar šiem elektrodiem metinot loksnes, - 320 A. Metinot armatūras salā, strāvu palielina
par 10%.
Spraugu starp armatūras stieņiem izvēlas tādu, lai elektrods vai stieple varētu brīvi
sasniegt saduras apakšējo robežu. Parasti sprauga nepārsniedz 1,5... 2 elektroda vai
metināšanas stieples diametrus.
Visizplatītākais vannas metināšanas defekts ir nesakusums sakusuma zonā un
piesārņojums šuves saknes apakšējā daļā.
Vannas metināšanu klasificē šādi: pēc loka barošanas shēmas - vienfāzes un daudzfāžu
metināšana; pēc mehanizācijas pakāpes - rokas un pusautomātiskā metināšana; pēc šuves
metāla aizsardzības paņēmiena - pusautomātiskā metināšana ar pašaizsargājošu stiepli,
metināšana ogļskābā gāzē, metināšana ar pulverstiepli ogļskābā gāze, rokas metināšana ar
pārklātiem
elektrodiem; pēc
formējošā paliktņa tipa
- metināšana ar
paliekošu tērauda pa-
liktni, ar noņemamu
vara, keramisku,
čuguna, grafīta paliktni.
Augstu saduras
kvalitāti (stiprību)
iegūst, metinot vannu
ar noņemamu vara
paliktni. Lietojamās
vara formas var
izmantot daudzkārt:
vertikālu saduru metināšanā vienu formu (štancētu vai mehāniski apstrādātu) var lietot līdz

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 82
100 sadurām, horizontālu saduru metināšanā — līdz 50 . .. 60 sadurām. Lai armatūras stieņus
sametinātu vertikāli, lieto metināšanu ar uzliktņiem, vannas un daudzkārtu metināšanu.
Daudzkārtu vertikālu armatūras saduru metina ar pazeminātu (salīdzinājumā ar vannas
metināšanu) strāvu. Tad izkausētais metāls nenotek lejā, tāpēc saduršuvi var metināt kārtām
bez loka pārtraukšanas. Metinot ar 5 ... 6 mm diametra elektrodiem, metināšanas strāva
daudzkārtu metināšanā ir 175... 210 A (pretējas polaritātes līdzstrāva) un 200 .. . 300 A (maiņ-
strāva). Tādā režīmā šuve nav jāveido (nav vajadzīgas formas). Tomēr, lai uzlabotu sakusumu
šuves saknē, lietderīgi lietot pagaidu vai paliekošu paliktni.
Vannas metināšanas tehnika, metinot ar pārklātiem elektrodiem stieņus horizontālā
pozīcijā, ir analoga vannas metināšanai ar pulverstiepli, lietojot šļūtenes pusautomātu.
Armatūras stieņu pusautomātiskā vannas metināšana ar pulverstiepli ir 3 ... 4 reizes
ražīgāka par rokas metināšanu ar elektrodiem; tā dod ievērojamu elektrodu metāla ekonomiju
uz šuves šķērsgriezuma samazināšanās rēķina.
Jautājumi. Kuru no minētajiem metināšanas paņēmieniem sauc par pusautomātisko ?
Kāda barošanas avota voltampēru raksturlīkne ir piemērota MIG/MAG
metināšanai?
Kāds konstruktīvais mezgls ir raksturīgs tikai MIG/MAG metināšanas iekārtām,
salīdzinot ar citiem rokas lokmetināšanas veidiem ?
Kāpēc metinot CO2 vidē lieto stieples ar paaugstinātu mangāna un silīcija saturu ?
Kādos apstākļos veidojas strūklveida loks ?
Kāda aizsarggāze atrodas šķidrā stāvoklī pie 20oC temperatūras un zem liela
spiediena ?

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 83
Metināšana ar volframa elektrodu inertās gāzēs Volframa inertās gāzes metināšana tika izstrādāta 1940. gadā alumīnija sakausējumu
metināšanai. Papildus alumīnija metināšanai TIG metināšana tiek izmantota arī nerūsējošā
tērauda, ka arī oglekļa un maz leģētu tērauda metināšanai. Galvenokārt TIG metode tiek
lietota relatīvi plānu metālu (< 6 mm) metināšanai. Metināšanas strāvai virs 160 A lieto
degļus ar ūdens dzesēšanu.
Šajā metināšanas procesā elektriskais loks veidojas starp nekūstošu volframa elektrodu
un metināmo detaļu. Aizsarggāzes (parasti argona) atmosfēra aizsargā metināšanas vannu.
Aizsarggāzes galvenais uzdevums TIG metināšanā ir aizsargāt karstās un izkusušās metināmā
metāla daļas, kā arī pildmateriālu un elektrodu pret nevēlamo atmosfēras gaisa ietekmi.
Turklāt aizsarggāze ietekmē loka īpašības un šuves izskatu un mehāniskās īpašības.
Aizsarggāzes TIG metināšanā
parasti sastāv no argona, hēlija un to
maisījumiem. Noteiktos apstākļos
aizsarggāzei var būt ieteicams
pievienot ūdeņradi un slāpekli.
Metināšanu iespējams veikt, vienkārši
izkausējot detaļu malas vai arī
pievienojot metināmo papildmateriālu
(izmantojot vienlaikus ar
pamatmateriālu tāda paša materiāla
papildpamatni, kas izkūst elektriskajā
lokā). Metināšanas loks tiek iegūts,
aizskarot metināmo detaļu ar elektrodu
un paceļot to par dažiem milimetriem
(kontaktaizdedzināšana un
aizdedzināšana paceļot vai arī attālināti
ar HF (augstas frekvences aizdedzināšana) augstsprieguma palīdzību.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 84
TIG metināšana parasti tiek izmantota cauruļu, spiediena tilpņu un siltummaiņu
metināšanai. Tā kā TIG metināšanu var pielietot plānu metālu un nelielu priekšmetu
metināšanai, šī metode tiek izmantota arī elektronikas nozarē.
TIG metināšanas priekšrocības: ļoti augsta metinājuma kvalitāte, nav sārņu un praktiski nav
šļakatu. Šī metode ir ļoti daudzpusīga, jo TIG metināšanu var izmantot daudzu materiālu
metināšanai un ir iespējamas dažādas metināšanas
pozīcijas un šuvju konfigurācijas.
Elektrodi. Par nekustošiem elektrodiem
lieto volframa, retāk - ogles vai grafīta elektrodus.
Volframa stieņus 3B markas elektrodiem ražo ar
0,5 mm līdz 10 mm diametru. Izturīgāki ir
volframa stieņi ar torija oksīda, lantana oksīda vai
itrija oksīda piedevu. Cipari volframa elektroda
apzīmējumā norāda galvenās piedevas daudzumu
procenta desmitdaļās. Elektrodi, kas satur lantānu,
pieļauj nedaudz pazeminātus metināšanas režīmus
un ir mazāk toksiski nekā elektrodi ar torija
saturu.
Volframa elektrodu patēriņš darbā ar tiešas polaritātes 300 A strāvu ir apmēram 0,5 g
uz 1 m šuves.
Plānu nerūsošā un karstumizturīgā austenīta tērauda lokšņu metināšana. Pirms
metināšanas metināmo malu virsmas ar tērauda suku notīra līdz spīdumam, bet pēc tam
nomazgā ar šķīdinātāju (dihloretānu, acetonu, avio benzīnu), lai aizvāktu taukus (tauki rada
poras šuvē un samazina loka stabilitāti). Pirms metināšanas detaļas sastiprina ar pieķersuvēm
ik pēc 50... 75 mm.
Plānu nerūsošā tērauda lokšņu metināšanas tehnika, lietojot nekustošus vai kūstošus
elektrodus, ir analoga plānu mazoglekja tērauda lokšņu metināšanas tehnikai. Metina no labās
uz kreiso pusi. Sķērskustības ar stieni un elektrodu nav pieļaujamas, lai izvairītos no metāla
šuves oksidēšanās.
Alumīnija sakausējumu metināšana. Detaļu malu sagatavošana metināšanai analoga
nerūsošā tērauda lokšņu sagatavošanai. Alumīnija detaļām malas var notīrīt, kodinot
hromskābes šķīdumā. Pirms kodināšanas malas attauko ar šķīdinātāju vai siltu nātrija
hidroksīda šķīdumu. Pēc tam apmazgā ar karstu ūdeni un rūpīgi noslauka. Metināšana jāveic
ne vēlāk kā 2... 3 h pēc kodināšanas, citādi atkal veidojas oksīdu plēve.
Rokas metināšanā līdz 5 mm biezu detaļu malas neslīpina. Alumīnijs absorbē
ūdeņradi, tāpēc mitruma saturs argonā nedrīkst būt lielāks par pieļaujamo.
Par piedevu materiālu parasti lieto stiepli ar tādu pasu sastāvu kā pamatmateriālam.
Lai izveidotu šuvei no otras puses valnīti, nerūsošā tērauda paliktnī izveido rievu. Metina bez
elektroda un stieņa šķērssvārstībām. Lai alumīnija loksnes malas nepārkarstu, metina ar lielu
ātrumu vienā gājienā.
Titāna metināšana. Par aizsarggāzi lieto argonu vai hēliju. Gāzi obligāti padod arī
šuves pretējā pusē un uz visiem metāla posmiem, kas sakarsēti augstāk par 400 °C
temperatūru.
Titāna un tā sakausējumu argonlokmetināšanā ar volframa elektrodu izmanto
līdzstrāvu un tēraudu metināšanas iekārtu.
Titānam un tā sakausējumiem argonlokmetināšanā ar volframa elektrodu nerodas
karstās plaisas. Dažos gadījumos metinātos savienojumos novērojamas aukstās plaisas; tās
rodas dažas stundas vai vairākus mēnešus pēc metināšanas.
Metinot T veida savienojumus un pārlaidsavienojumus, tos no visām pusēm aizsargā
ar argonu.
Drošāku metinātā savienojuma aizsardzību panāk, metinot detaļas ar argonu pildītās

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 85
hermētiskās kamerās.
Plānu lokšņu (līdz 2,5 mm) metināšanā par piedevu materiālu lieto BT-1 markas
tehnisko titānu. Metinot biezas loksnes un titāna sakausējumus, kuru pārejošā pretestība
lielāka par 900 MPa, lieto piedevu materiālu, kas pēc sastāva tuvs pamatmateriālam vai leģēts
ar alumīniju (marka BT5) un citiem elementiem.
Metināšanas kvalitāti var uzskatīt par apmierinošu, ja uz šuves virsmas nav
atlaidināšanas krāsu. Tumšas atlaidināšanas krāsas, pat līdz zilai, liecina par nepietiekamu
metāla aizsardzību metināšanā.
Ar rokas argonlokmetināšanu iegūtie savienojumi termiski jāapstrādā.
Argonlokmetināšanu ar volframa elektrodu lieto 0,5... 10 mm bieza metāla
savienošanai; līdz 3 mm biezu metālu metina sadurā bez piedevu materiāla.
Vara metināšanā ar volframa elektrodu izmanto slāpekli, kas attiecībā pret varu ir
inerta gāze,
Bronzas metināšanai slāpekli nelieto; aizsarggāze šajā gadījumā var būt tikai argons.
Jautājumi.
Kur metināšanā lieto argonu?
Kāda materiāla metināšanai ar TIG paņēmienu lieto maiņstrāvu?
Kāds mezgls TIG metināšanas iekārtā atvieglo loka ierosināšanu?
Kā var ierosināt loku, nepieskaroties ar elektrodu metināmajam materiālam?
Kurš no defektiem nav raksturīgs TIG metināšanā ?
Sākot no kāda strāvas stipruma TIG metināšanā lieto degļus ar ūdens
dzesēšanu?
Kādu aizsarggāzi TIG metināšanā lieto metinot alumīniju ?
Kādēļ TIG metināšanā pielieto volframa elektrodus ?

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 86
Kušņu metināšanas process.
Kušņu metināšanas process (SAW): Gan metināšanas loks, gan metināmais metāls tiek
pārklāti ar kušņiem. Šis slānis aizsargā metināmo metālu no gaisa un koncentrē karstumu
metināšanas savienojumā.
Izkausētie kušņi paceļas
caur metināšanas vannu,
dezoksidējot un iztīrot
izkausēto metālu. Līdz
metināšanas vannai
pacēlušies kušņi veido
aizsargājošu sārņu slāni,
kas nosedz vēl karsto šuvi
līdz tās atdzišanai.
Kušņu metināšanu
var izmantot dažādu
detaļu metināšanai, kas
biezākas par 2 mm.
Maksimālā biezuma
ierobežojuma nav. Kušņu
metināšana ir viens no
daudzveidīgākajiem
metināšanas procesiem.
Ar to var metināt dažādus
tērauda veidus, sākot no
neleģētajiem līdz augsti leģētajiem, ieskaitot sakausējumus uz niķeļa bāzes. Var izmantot
sekojošu sistēmu: viena stieple – viens barošanas avots vai līdz pat kombinācijai no četriem
barošanas avotiem, no kuriem ikviens padod divas stieples.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 87
Izstrādājumu daţādu konstrukciju rokas un pusautomātiskās
lokmetināšanas īpatnības
Rokas un pusautomātisko lokmetināšanu lietderīgi lietot īsām, līklīnijas un grūti
pieejamām šuvēm gan sērijveida, gan arī izstrādājumu individuālā ražošanā.
Šādas šuves ir raksturīgas pirmām kārtām režģveida konstrukcijām (kopnes, 98. att.),
siju savienošanai savā starpā, siju savienošanai ar statņiem, kolonnu pamatu konstrukcijām,
armatūru režģu, metinātu rāmju, reduktoru korpusu, plātņu, hidroturbīnu mezglu, metinātu
zobratu, skriemeļu un līdzīgām konstrukcijām.
Šos mezglus un izstrādājumus galvenokārt izgatavo no fasonvelmējumiem -
leņķtērauda, U profila sijas, dubult-T veida sijas, kā arī no štancētiem elementiem, kurus
savieno ar īsām šuvēm. Īpaši tas attiecas uz telpiskām konstrukcijām (rāmjiem, mastiem,
ekskavatoru izlicēm, radiotorņiem, elektropārvades līniju balstiem u. c).
Reţģveida konstrukciju metināšana. Kopņu un
citu režģveida konstrukciju izgatavošanai lieto līdz 10 mm
biezu metālu; summārais biezums reti pārsniedz 40 ... 60
mm. Šuvju garums parasti ir relatīvi mazs, ne vairāk par 200
... 400 mm; šuves ir dažādi orientētas telpā. Tāpēc šādas
konstrukcijas parasti metina ar šļūtenes pusautomātu
aizsarggāzē, ar pulverstiepli vai pašaizsargājošu stiepli vai
ar roku, lietojot elektrodus.
Lietot automātisko metināšanu režģveida
konstrukciju izgatavošanā nav ekonomiski izdevīgi
neatkarīgi no ražošanas veida (masveida, sērijveida,
individuālā). Režģveida konstrukciju sērijveida ražošanā
lietderīgi lietot spiedienmetināšanu (punktmetināšanu), kas
ir ekonomiskāka par kausēšanas metināšanu. Stieņus,
piemēram, leņķtēraudu režģiem, ar citiem elementiem
savieno, apmetinot pa kontūru, dažreiz ar sānšuvēm vai gala
šuvēm. Nav ieteicams lietot pārtraukumainas šuves, kā arī
šuves ar kateti, kas mazāka par 3 mm, un par 60 mm īsākas
šuves. Sānšuvju galus izvada 20 mm garumā uz pieme-
tināmā elementa galavirsmas (99. att.), kas garantē metinātā
savienojuma stiprību. Vispirms jāmetina saduršuves, bet pēc
tam - kakta šuves (100. att.). Tā, ka lielākais metāla rukums
ir sadursavienojumā un mazākais - leņķsavienojumā, tad,
ievērojot šādu šuves metināšanas kārtību, metinātā mezglā
metāls ir mazāk saspriegts. Šuves, kas atrodas tuvu cita
citai, nedrīkst metināt uzreiz; jāatdzesē tas pamatmetāla apgabals, kurā metinās otru tuvu
novietoto šuvi (sk. 100. att.). Tas jāparedz tāpēc, lai metināšanā samazinātu metāla pārkāršanu
un plastiskās deformācijas zonas lielumu; tā rezultātā metinātā mezgla darbspēja pieaug.
Kopnes saliek un metina pēc aizzīmējuma, kopiera, kā arī konduktoros, stendos un
sastatņos, kas nodrošina ģeometrisko izmēru precizitāti un savienojamo elementu asu
krustošanos vienā punktā - dotā mezgla šķēluma smagumcentrā (sk. 98. att.).
Kopnes mezglus metina secīgi no centra uz balstiem, kas vairāk padodas nekā kopnes
vidus. Šajā gadījumā metāla spriegumi kopnes mezglos ir minimāli. Ja metina dažāda
šķērsgriezuma šuves, tad sākumā metina lielākā šķērsgriezuma šuves, bet pēc tam - mazākā
šķērsgriezuma šuves.
Režģu konstrukcijās katru elementu šuvju atrašanās vietās pieķer no abām pusēm ar
vismaz 30... 40 mm garām šuvēm, kuru katetes nav īsākas par 5 mm (ne vairāk kā 2/3 no īstās
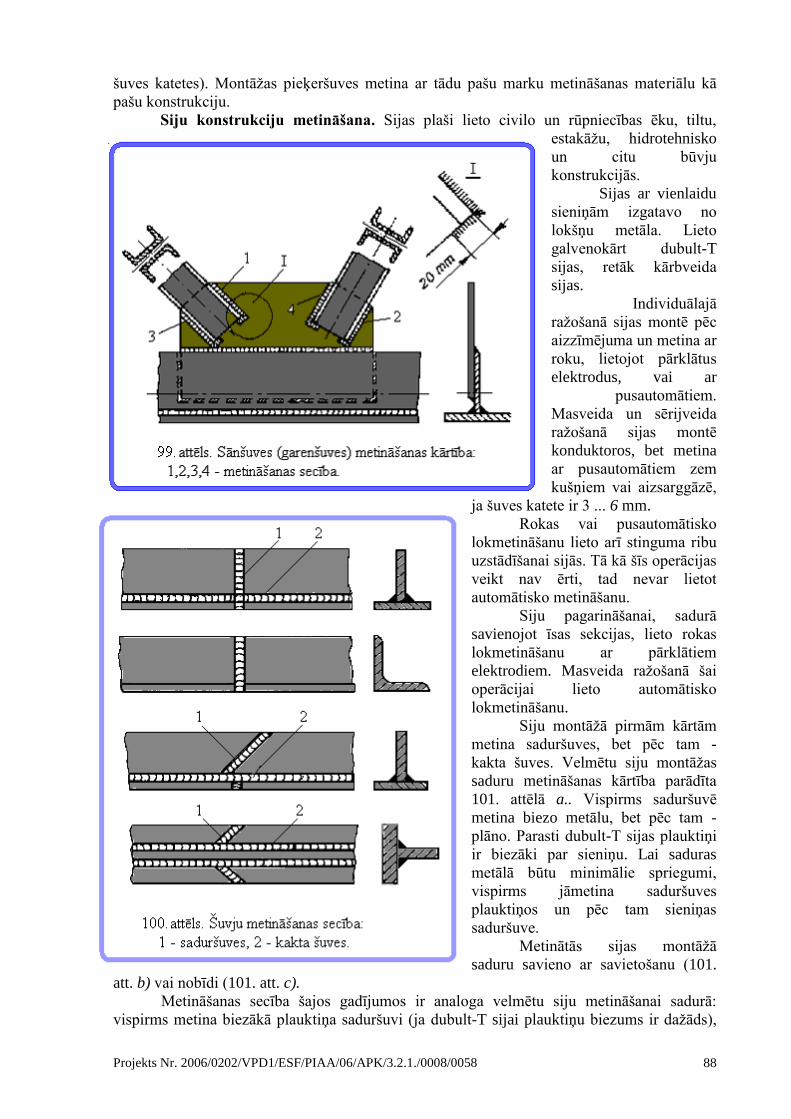
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 88
šuves katetes). Montāžas pieķeršuves metina ar tādu pašu marku metināšanas materiālu kā
pašu konstrukciju.
Siju konstrukciju metināšana. Sijas plaši lieto civilo un rūpniecības ēku, tiltu,
estakāžu, hidrotehnisko
un citu būvju
konstrukcijās.
Sijas ar vienlaidu
sieniņām izgatavo no
lokšņu metāla. Lieto
galvenokārt dubult-T
sijas, retāk kārbveida
sijas.
Individuālajā
ražošanā sijas montē pēc
aizzīmējuma un metina ar
roku, lietojot pārklātus
elektrodus, vai ar
pusautomātiem.
Masveida un sērijveida
ražošanā sijas montē
konduktoros, bet metina
ar pusautomātiem zem
kušņiem vai aizsarggāzē,
ja šuves katete ir 3 ... 6 mm.
Rokas vai pusautomātisko
lokmetināšanu lieto arī stinguma ribu
uzstādīšanai sijās. Tā kā šīs operācijas
veikt nav ērti, tad nevar lietot
automātisko metināšanu.
Siju pagarināšanai, sadurā
savienojot īsas sekcijas, lieto rokas
lokmetināšanu ar pārklātiem
elektrodiem. Masveida ražošanā šai
operācijai lieto automātisko
lokmetināšanu.
Siju montāžā pirmām kārtām
metina saduršuves, bet pēc tam -
kakta šuves. Velmētu siju montāžas
saduru metināšanas kārtība parādīta
101. attēlā a.. Vispirms saduršuvē
metina biezo metālu, bet pēc tam -
plāno. Parasti dubult-T sijas plauktiņi
ir biezāki par sieniņu. Lai saduras
metālā būtu minimālie spriegumi,
vispirms jāmetina saduršuves
plauktiņos un pēc tam sieniņas
saduršuve.
Metinātās sijas montāžā
saduru savieno ar savietošanu (101.
att. b) vai nobīdi (101. att. c).
Metināšanas secība šajos gadījumos ir analoga velmētu siju metināšanai sadurā:
vispirms metina biezākā plauktiņa saduršuvi (ja dubult-T sijai plauktiņu biezums ir dažāds),
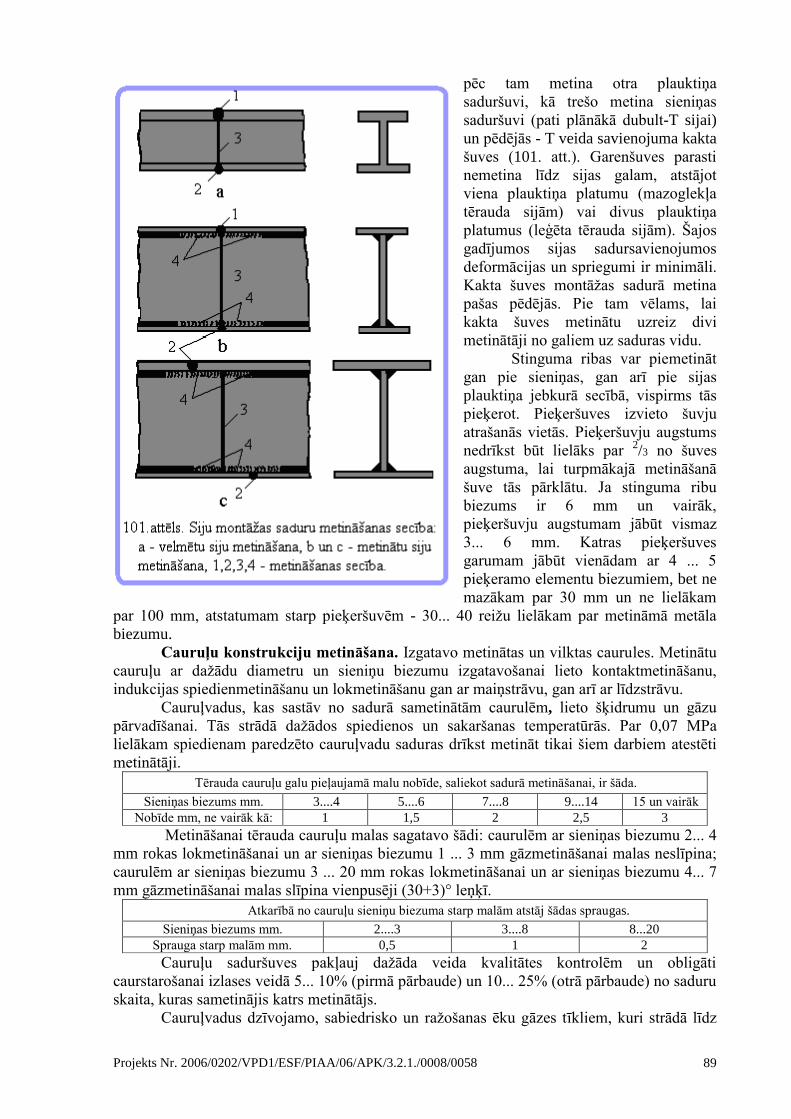
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 89
pēc tam metina otra plauktiņa
saduršuvi, kā trešo metina sieniņas
saduršuvi (pati plānākā dubult-T sijai)
un pēdējās - T veida savienojuma kakta
šuves (101. att.). Garenšuves parasti
nemetina līdz sijas galam, atstājot
viena plauktiņa platumu (mazoglekļa
tērauda sijām) vai divus plauktiņa
platumus (leģēta tērauda sijām). Šajos
gadījumos sijas sadursavienojumos
deformācijas un spriegumi ir minimāli.
Kakta šuves montāžas sadurā metina
pašas pēdējās. Pie tam vēlams, lai
kakta šuves metinātu uzreiz divi
metinātāji no galiem uz saduras vidu.
Stinguma ribas var piemetināt
gan pie sieniņas, gan arī pie sijas
plauktiņa jebkurā secībā, vispirms tās
pieķerot. Pieķeršuves izvieto šuvju
atrašanās vietās. Pieķeršuvju augstums
nedrīkst būt lielāks par 2/3 no šuves
augstuma, lai turpmākajā metināšanā
šuve tās pārklātu. Ja stinguma ribu
biezums ir 6 mm un vairāk,
pieķeršuvju augstumam jābūt vismaz
3... 6 mm. Katras pieķeršuves
garumam jābūt vienādam ar 4 ... 5
pieķeramo elementu biezumiem, bet ne
mazākam par 30 mm un ne lielākam
par 100 mm, atstatumam starp pieķeršuvēm - 30... 40 reižu lielākam par metināmā metāla
biezumu.
Cauruļu konstrukciju metināšana. Izgatavo metinātas un vilktas caurules. Metinātu
cauruļu ar dažādu diametru un sieniņu biezumu izgatavošanai lieto kontaktmetināšanu,
indukcijas spiedienmetināšanu un lokmetināšanu gan ar maiņstrāvu, gan arī ar līdzstrāvu.
Cauruļvadus, kas sastāv no sadurā sametinātām caurulēm, lieto šķidrumu un gāzu
pārvadīšanai. Tās strādā dažādos spiedienos un sakaršanas temperatūrās. Par 0,07 MPa
lielākam spiedienam paredzēto cauruļvadu saduras drīkst metināt tikai šiem darbiem atestēti
metinātāji.
Tērauda cauruļu galu pieļaujamā malu nobīde, saliekot sadurā metināšanai, ir šāda.
Sieniņas biezums mm. 3....4 5....6 7....8 9....14 15 un vairāk
Nobīde mm, ne vairāk kā: 1 1,5 2 2,5 3
Metināšanai tērauda cauruļu malas sagatavo šādi: caurulēm ar sieniņas biezumu 2... 4
mm rokas lokmetināšanai un ar sieniņas biezumu 1 ... 3 mm gāzmetināšanai malas neslīpina;
caurulēm ar sieniņas biezumu 3 ... 20 mm rokas lokmetināšanai un ar sieniņas biezumu 4... 7
mm gāzmetināšanai malas slīpina vienpusēji (30+3)° leņķī.
Atkarībā no cauruļu sieniņu biezuma starp malām atstāj šādas spraugas.
Sieniņas biezums mm. 2....3 3....8 8...20
Sprauga starp malām mm. 0,5 1 2
Cauruļu saduršuves pakļauj dažāda veida kvalitātes kontrolēm un obligāti
caurstarošanai izlases veidā 5... 10% (pirmā pārbaude) un 10... 25% (otrā pārbaude) no saduru
skaita, kuras sametinājis katrs metinātājs.
Cauruļvadus dzīvojamo, sabiedrisko un ražošanas ēku gāzes tīkliem, kuri strādā līdz
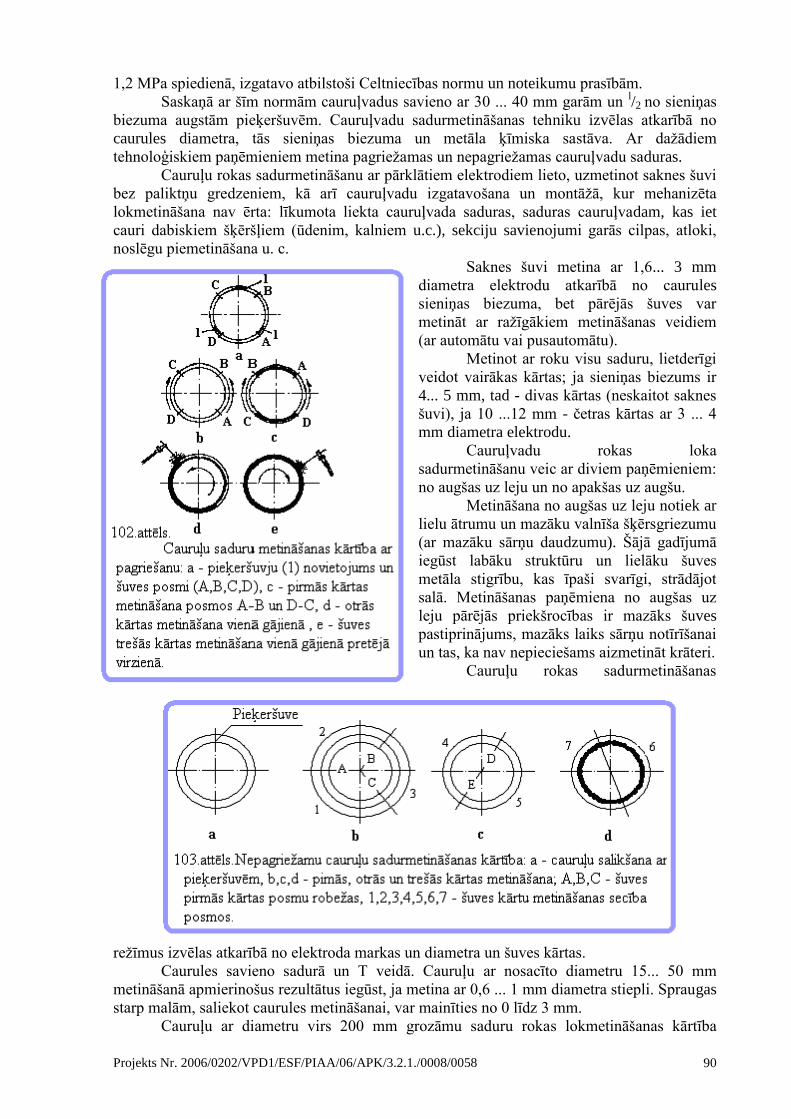
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 90
1,2 MPa spiedienā, izgatavo atbilstoši Celtniecības normu un noteikumu prasībām.
Saskaņā ar šīm normām cauruļvadus savieno ar 30 ... 40 mm garām un l/2 no sieniņas
biezuma augstām pieķeršuvēm. Cauruļvadu sadurmetināšanas tehniku izvēlas atkarībā no
caurules diametra, tās sieniņas biezuma un metāla ķīmiska sastāva. Ar dažādiem
tehnoloģiskiem paņēmieniem metina pagriežamas un nepagriežamas cauruļvadu saduras.
Cauruļu rokas sadurmetināšanu ar pārklātiem elektrodiem lieto, uzmetinot saknes šuvi
bez paliktņu gredzeniem, kā arī cauruļvadu izgatavošana un montāžā, kur mehanizēta
lokmetināšana nav ērta: līkumota liekta cauruļvada saduras, saduras cauruļvadam, kas iet
cauri dabiskiem šķēršļiem (ūdenim, kalniem u.c.), sekciju savienojumi garās cilpas, atloki,
noslēgu piemetināšana u. c.
Saknes šuvi metina ar 1,6... 3 mm
diametra elektrodu atkarībā no caurules
sieniņas biezuma, bet pārējās šuves var
metināt ar ražīgākiem metināšanas veidiem
(ar automātu vai pusautomātu).
Metinot ar roku visu saduru, lietderīgi
veidot vairākas kārtas; ja sieniņas biezums ir
4... 5 mm, tad - divas kārtas (neskaitot saknes
šuvi), ja 10 ...12 mm - četras kārtas ar 3 ... 4
mm diametra elektrodu.
Cauruļvadu rokas loka
sadurmetināšanu veic ar diviem paņēmieniem:
no augšas uz leju un no apakšas uz augšu.
Metināšana no augšas uz leju notiek ar
lielu ātrumu un mazāku valnīša šķērsgriezumu
(ar mazāku sārņu daudzumu). Šājā gadījumā
iegūst labāku struktūru un lielāku šuves
metāla stigrību, kas īpaši svarīgi, strādājot
salā. Metināšanas paņēmiena no augšas uz
leju pārējās priekšrocības ir mazāks šuves
pastiprinājums, mazāks laiks sārņu notīrīšanai
un tas, ka nav nepieciešams aizmetināt krāteri.
Cauruļu rokas sadurmetināšanas
režīmus izvēlas atkarībā no elektroda markas un diametra un šuves kārtas.
Caurules savieno sadurā un T veidā. Cauruļu ar nosacīto diametru 15... 50 mm
metināšanā apmierinošus rezultātus iegūst, ja metina ar 0,6 ... 1 mm diametra stiepli. Spraugas
starp malām, saliekot caurules metināšanai, var mainīties no 0 līdz 3 mm.
Cauruļu ar diametru virs 200 mm grozāmu saduru rokas lokmetināšanas kārtība

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 91
parādīta 102. attēlā. Cauruļu saduru savieno ar trīs simetriski novietotām pieķeršuvēm (102.
att. a).
Saduras aploci sadala metināšanai četros posmos. Ar svītriņām atzīmēti šuves sākuma
un beigu punkti, bet ar bultiņām - metināšanas virzieni. Pirmo kārtu metina ar 4 mm diametra
elektrodu un 120... 150 A strāvu, veidojot šauru valnīti virzienā no apakšas uz augšu (102. att.
b), bet pēc tam, pagriežot caurules par 90°, aizmetina pēdējo pretēji novietoto posmu pirmās
kārtas (102. att. c). Pēc tam ar 5 mm diametra elektrodu un 200 . ... .. 250 A strāvu vienā
virzienā uzmetina otru kārtu (102. att. d) un otrai kārtai pretējā virzienā uzmetina trešo kārtu
(102. att. e). Grozāmu cauruļvadu metināšanas mehanizācijā perspektīvas ir speciālas iekārtas.
Negrozāmu cauruļu ar diametru 250 . . . 500 mm rokas lokmetināšanas secība ir
parādīta 103. attēlā. Pirmo kārtu uzmetina trīs posmos, otro un trešo kārtu - divos posmos, tos
nobīdot par 50 . . . 100 mm. Šādā secībā var metināt saduru no augšas uz leju, lietojot
elektrodus ar celulozes pārklājumu jo tie veido maz sārņu.
Caurulēm ar diametru virs 500 mm saduras sadala pa aploci 6... 8 posmos un
metināšanas tehnoloģiju sastāda tā, lai pēc iespējas vienmērīgāk nodrošinātu saduras metāla
atdzišanu, panākot spriegumu samazināšanos sadursavienojuma metālā. Ja nevar metināt
sadurā ar pagriešanu, ne arī griestu pozīcijā, tad lieto metināšanu ar jumtiņu, kā parādīts 104.
attēlā. Vispirms metina tikai saduršuves apakšējo daļu no iekšpuses, bet pēc tam - augšējo
daļu un tad jumtiņu tikai no ārpuses.
Caurules, ko lieto kopņu, statņu, kolonnu, balstu un citu konstrukciju izgatavošanai,
metina dažādos leņķos (105. att.). Šajos gadījumos sarežģīta un atbildīga ir malu sagatavošana

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 92
salikšanai un metināšanai. Pieķeršuves
izvieto savienojuma ērtākās vietās. Šuves
pa cauruļu elementu savienojuma kontūru
ērtāk metināt pēc atpakaļpakāpienu
metināšanas principa.
Augstleģētu tēraudu un
sakausējumu cauruļu mezglu
izgatavošanai lieto lokmetināšanu ar
nekustošiem elektrodiem aizsarggāzē. Bez
rokas lokmetināšanas var lietot pusautomātisko metināšanu. Caurules, kuru sieniņu biezums ir
mazāks par 1 mm, lietderīgi savienot ar impulslokmetināšanu.
Šuves pamatu aizsargā, pūšot gāzi no caurules iekšpuses. Šajā gadījumā (106.att.) gāze
veicina pretējās puses valnīša veidošanos. Pūšanai izmanto argonu. Šādu paņēmienu pielieto
metinot caurules izgatavotas no titāna un tā sakausējumiem, jo titāns sakarstot virs 400oC sāk
strauji reaģēt ar gaisā esošajām gāzēm un izveido porainu trauslu struktūru.
Jautājumi.
Cik garas šuves visbieţāk pielieto reţģveida konstrukcijās?
Ar kādiem metināšanas paņēmieniem izgatavo reţģveida konstrukcijas?
Kas jāievēro metinot siju konstrukcijas?
Kāda Ø elektrodus pielieto sakņu šuvei metinot caurules?
Kā var sametināt cauruļvadu, ja nav brīva pieeja no visām pusēm?

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 93
Metināto savienojumu defekti un to labošana.
Galvenie defektu veidi. Savienojumiem, kurus metina ar kausēšanu izšķir šādus
iekšējo defektu veidus: plaisas, kas neparādās uz metinātā savienojuma virsmas; iekšējas
poras, nesametinājumi un nesakusumi, sārņu un oksīdu ieslēgumi šuves metālā (piemēram,
pārkausētu kušņu daļiņas vai metināšanā norisošo ķīmisko reakciju produkti, kā arī
metināšanā ar volframa elektrodu šuves metālā paliekošās volframa daļiņas).
Defektu rašanās cēloņi. Plaisas (107.attēls.) iedala pēc metāla temperatūras - karstās
(veidojas, kad šuves metāla temperatūra ir 800 °C un augstāka) un aukstās plaisas; pēc
virziena - gareniskās, šķērsvirziena un sazarotās plaisas; pēc izmēra - mikroplaisas (dažu
mikrometru garas) un
makroplaisas.
Visas plaisas rodas,
ja neievēro izstrādāto
metinātā izstrādājuma
izgatavošanas tehnoloģiju.
Plaisas izstrādājumos nav
pieļaujamas, tāpēc, ka
izstrādājuma ekspluatācijā
tās var attīstīties un
izstrādājums sagrūt.
Rukuma dobumi
(vai savilkumi) metinātā
šuvē vērojami reti: tikai
biezu lokšņu
lokmetināšanā un ja
metināšanas vannā ir liela
metāla masa. Tad šuvē, no
virsmas izplatoties noteiktā
dziļumā, veidojas liela
pora, kuru dažreiz sauc par
metinātās šuves rukuma
dobumu. Dobumi rodas arī
metinātās šuves iekšpusē.
Tie visi rodas gadījumos,
ja metināšanas vannā
metāls piesārņojas ar viegli kūstošām vielām, kuru pamatā ir sērs, fosfors un citi elementi, pie
tam izdalās gāzes CO, CO2, H2. Metinātā izstrādājumā dobumi nav pieļaujami.
Šuves saknes ieliekums var veidoties gadījumos, ja savienojumu metina ar gāzes
pūšanu vai ar kušņu paliktni un ja ir palielināta sprauga starp detaļas metināmajām malām.
Šuves saknes ieliekums nav pieļaujams izstrādājumos, kas pakļauti dinamiskai slodzei vai tiek
ekspluatēti zemās temperatūrās.
Dobums metinātajā šuvē
ir liela konusveida pora, kas
parādās uz šuves virsmas.
Līdzīgi rukuma dobumam vai
savilkumam tas nav pieļaujams
metinātā savienojumā. Tas
veidojas, ja metāla sacietēšanas
momentā no metināšanas
vannas metāla izdalās daudz

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 94
gāzu, un visbiežāk ir novērojams gadījumos, kad metināmās malas atsevišķās vietās pārklātas
ar rūsu vai eļļu.
Virsmas poras metināta šuvē novērojamas, metinot ar mitriem (neizžāvētiem)
pārklātiem elektrodiem vai ar elektrodiem, kuru derīguma laiks izbeidzies. Šādi defekti
jāizlabo.
Elektrodu metāla šļakatas (108.attēls.) metināšanas procesā pielīp pie šuves zonas
metāla virsmas, bet, metinot ar kailu stiepli, pielīp arī pie šuves virsmas un pasliktina metāla
kvalitāti, bez tam uz izstrādājuma neturas krāsa. Tāpēc metāla šļakatas ir nepieļaujams
defekts.
Efektīvs līdzeklis, lai metāla šļakatas nepieliptu pie šuves zonas metāla virsmas, ir
dažāda veida pārklājumi.
Metinātā savienojuma virsmas oksidēšanās novērojama tad, ja metina viegli
oksidējamus metālus (alumīniju, titānu, magniju un to sakausējumus). Virsmas metāls
oksidējas, metālam metināšanas procesā sakarstot, ja detaļu virsmas ap šuvi nav aizsargātas
pret gaisa piekļūšanu.
Palielināts metinātās šuves pastiprinājums pasliktina izstrādājuma darbu dinamiskās
slodzēs, tāpēc šāds defekts nav pieļaujams. Automātiskajā metināšanā defekta cēlonis var būt
nepareiza iekārtas iestatīšana dotajā metināšanas režīmā, rokas metināšanā - zema metinātāja
kvalifikācija.
Rievas sakusuma zonā metināšanā ar pārklātiem elektrodiem un pusautomātiskajā
metināšanā veidojas, ja nepareizi izdara elektroda gala šķērskustības (zema metinātāja
kvalifikācija); rievas padziļinās, palielinot strāvu. Tas ir bīstams defekts tāpēc, ka rada
spriegumu koncentrāciju kas, izstrādājumam strādājot dinamiskās slodzēs sagrauj metālu.
Metinātās šuves nelaidens salaidums, palielināts pastiprinājums, metāla uzplūdumi

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 95
visbiežāk veidojas, ja nepareizi izvēlas metināšanas režīmus. Metināto malu nobīde
(109.attēls.) rodas, ja nepareizi saliek metināmās detaļas.
Poras metinātajā (108.attēls.) šuvē rodas, ja metināšanā izdalās daudz gāzu, kas
nepaspēj izplūst no metāla šuves sacietēšanas momentā. Sevišķi tas novērojams, metinot
dziļas šuves.
Nesakusumi novērojami starp šuves kārtām, ja nākošos valnīšus vai kārtas metina pa
iepriekšējo, metāla kārtu bez metināšanas sārņu notīrīšanas.
Sārņu vai nemetālu (108.attēls.) ieslēgumi metinātā šuvē ir oksīdu, sulfīdu, fosforu
saturoši un nitrīdu ieslēgumi. Tie atkarīgi no metināšanas metalurģijas un galvenokārt ir
oksīdu un sulfīdu summa, kas šuves metāla sacietēšanas momentā nav paspējuši pacelties
metināšanas sārņos. Parasti tie novērojami metināšanā ar palielinātu ātrumu. Metālu ieslēgumi
metinātā šuvē visbiežāk ir volframa daļiņas, kas iekļuvušas šuvē, metinot ar volframa
elektrodu un pretējas polaritātes strāvu, kā arī ar lielu strāvu.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 96
Defekta ietekmi uz metinātā savienojuma darbspēju nosaka pēc defekta formas,
garuma un stāvokļa attiecībā pret iedarbības spēka virzienu. Bīstamāki ir izstieptas formas
defekti (plaisas, nesakusumi), mazāk bīstami - noapaļotas formas defekti (gāzes savrupas
poras, sārņu ieslēgumi). Spēka līnijām paralēli vērsti defekti ir mazāk bīstami statiskā slodzē
strādājošai konstrukcijai. Nesakusums, kas sastāda 25% no metāla biezuma, pazeminoties
temperatūrai līdz - 45 °C, izraisa metinātā savienojuma stiepes pārejošās pretestības
samazināšanos 2 reizes, plastiskuma samazināšanos vairāk nekā 2 ... 4 reizes. Saduršuves
nesakusums mazoglekļa tēraudiem pieļaujams tikai līdz 5% no metāla biezuma, bet leģētiem
tēraudiem vēl mazāks. Savrupas poras (ne vairāk kā 5... 6 uz 1 cm2 šuves šķēluma)
pieļaujamas mazoglekļa tēraudu metinātos savienojumos.
Metināto savienojumu defektu labošana. Metinātu savienojumu defektus (rievas,
virsmas poras līdz 3 mm dziļumā, šuves ieliekumus, samazinātus šuves šķērsgriezuma
izmērus) labo aizmetinot, iepriekš mehāniski vai termiski vietēji atsedzot defektu un pēc tam
aizmetinot defekta vietas (plaisas, šuves rukuma dobumus, savilkumus un dobumus
metinātajā šuvē, sārņu ieslēgumus, nesakusumus šuves saknē un iekšējus nesakusumus, poras)
un defektu pakāpeniski apstrādājot visā metinātā savienojuma garumā (metināto malu nobīdi,
uzplūdumus metinātā savienojumā, palielinātu šuves pastiprinājumu, metinātās šuves
nelaidenu salaidumu).
Lai noteiktu plaisas garumu, metāla virsmu notīra, slīpē un kodina ar 20%
slāpekļskābes šķīdumu. Defektus labo, vispirms ieurbjot urbumus plaisas malās, izkausējot
vai izcērtot metālu gareniski un dziļumā un aizmetinot šo vietu. Pēc tam šuvi atkārtoti
pārbauda.
Mikroplaisas atklāj ar lupu (līdz piecdesmitkārtīgs palielinājums). Plaisas var
parādīties arī dažas dienas un nedēļas pēc metināšanas. Parasti tas attiecas uz tēraudiem, kas
metinot rūdās.
Rievas pieļaujamas bez labošanas, ja to dziļums nepārsniedz 0,5 mm līdz 10 mm
biezam mazoglekļa tēraudam un 1 mm tēraudam, kas biezāks par 10 mm. Rievas labo,
uzmetinot tievu šuvi visā rievas garumā.
Virsmas poras, kuru diametrs ir lielāks par 2 mm, izkausē vai izcērt un aizmetina. Uz
1 m garu šuvi pieļaujamas ne vairāk kā 4 poras, ja atstatums starp tām nav mazāks par 10 mm
un poru diametrs nepārsniedz 1 mm, un ne mazāks par 25 mm, ja poru diametrs ir 2 mm.
Šuvju krāterus aizmetina; metinot tēraudus, kas nerūdās, krāterus var novirzīt uz
sāniem no šuves ass 20 mm, atstatumā.
Izdedzinājumi šuvēs novērojami reti, tie jānotīra un jāaizmetina. Metāla šļakatas notīra
mehāniski. Uzplūdumu virsmu apskatot grūti noteikt, to atklāj pētot metalogrāfiski. Dobumu
notīra un defekta vietu aizmetina.
Virsmas oksīdi dažu metālu (titāna sakausējumu u. c.) metināšanā metinātos
savienojumos nav pieļaujami. Tos likvidē, visbiežāk mehāniski slīpējot.
Metinātu mezglu un izstrādājumu deformācijas (saīsināšanās, izliekumu u. c.) mēra ar
dažādiem instrumentiem ( ruleti, lineālu un transportieri u. c.). Metināto savienojumu
deformācijas vislabāk labot, mehāniski iztaisnojot.
Metinātu savienojumu un izstrādājumu kvalitāte ir atkarīga no šuvju formas un
izmēriem, kādi paredzēti rasējumā un izstrādājuma izgatavošanas tehniskajos noteikumos.
Šuves formas un izmēru pārbaudei lieto šablonus.
Jautājumi.
Kā var izlabot metinātu savienojumu ar defektu?
Kādi ir metināšanas defektu rašanās cēloņus!
Kāds no defektiem metinātajos savienojumos vispār nav pieļaujams?
Iegriezumu rašanās galvenais cēlonis ir:

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 97
Metināto savienojumu un izstrādājumu kvalitātes kontroles veidi
Ultraskaņas defektoskopija. Metinātu šuvju kontroles ar ultraskaņu rašanās,
priekšrocības un trūkumi. Sākumā materiālus pārbaudīja, nepārtraukti izstarojot ultraskaņas
viļņus. Tomēr prakse rādīja, ka ar nepārtrauktu izstarojumu metinātās šuvēs nevar atklāt pēc
izmēra nelielus iekšējus defektus. Vajadzēja jaunu aparatūru ar impulsu starojumu.
Metinātu šuvju kontrolei ar ultraskaņu ir šādas priekšrocības:
ultraskaņas viļņu augstā jutība ļauj relatīvi ātri atklāt defektus, to izmērus un
atrašanās vietu metinātā savienojumā;
ultraskaņas viļņiem ir liela iespiešanās spēja;
kontroles ekonomiskums (relatīvi lēta iekārta, ātra kontrole).
Ultraskaņas kontroles trūkumi: sarežģīta defektu atšifrēšana, ierobežota lietošana
izstrādājumiem no austenīta tērauda, čuguna un metāliem ar rupjgraudainu struktūru; nevar
pārbaudīt 4 mm biezus un plānākus metinātus savienojumus.
Ultraskaņas svārstību starošanai un reģistrēšanai lieto ultraakustiskos pārveidotājus.
Ultraskaņu svārstību iekļūšana kontrolējamā izstrādājumā notiek tad, kad aizvadīts gaiss, kas
atrodas starp izstarotajā un izstrādājuma kontaktvirsmām. Šim nolūkam starp izstarotāju un
izstrādājumu panāk akustisku kontaktu, pārklājot kontrolējamā izstrādājuma virsmu ar
minerāleļļas, tehniskā glicerīna, ūdens vai cita materiāla slāni.
Kontrole ar atbalss impulsu un ēnu metodēm. Lai izskaņotu metinātus
izstrādājumus, lieto galvenokārt atbalss impulsu kontroles, retāk - ēnu metodi u. c.
Ar atbalss impulsu kontroles metodi defektu izstrādājumā nosaka pēc stara, kas
atstarojas no defekta un ko fiksē uz defektoskopa ekrāna. Ēnu kontrolē defekta pazīme ir
ultraskaņas svārstību signāla amplitūdas samazināšanās.
Atbalss impulsu metode ir izstrādājuma izskaņošana ar īsiem ultraskaņas impulsiem
un no defekta atstaroto atbalss signālu reģistrācija uztvērējā. Defekta pazīme ir impulsa
parādīšanās uz ekrāna .
Ēnu metodē defekta pazīme ir signāls, kas nonāk no izstarotajā uz uztvērēju,
amplitūdas samazināšanās. Ēnu metodē var izmantot ne tikai impulsu, bet arī nepārtrauktu
starojumu. Defekta pazīme ir signāla amplitūdas samazināšanās.
Labākajos mūsdienu defektoskopos ir iemontēta iekārta ar defekta automātisku
signalizāciju. Ir arī defektoskopi ar skaņas vai gaismas indikatoriem un defektoskopi ar ciparu
iespiedierīci.
Metinātiem izstrādājumiem atbalss impulsu kontroles metodi lieto biežāk nekā ēnu
metodi, tāpēc, ka to realizē kontrolējamam izstrādājumam no vienas puses.
Kontroles veida trūkums ir sarežģīta to defektu atšifrēšana, kurus atklāj ar atstaroto
staru atkarībā no metinātā savienojuma darba virsmas stāvokļa.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 98
Kontrole pa kārtām nozīmē, ka atbalss signālu fiksē tikai no noteiktas izskaņošanas
vietas (punkta). Kontroles veids ir stabilāks pret traucējumiem, to lieto par 50 mm biezākām
loksnēm.
Atbalss spoguļa («tandēma») kontroles veidā šuvi vienlaikus izskaņo ar diviem
meklētājiem, kas novietoti šuves vienā pusē un sinhroni pārvietojas uz abām pusēm no
simetrijas ass. Sājā kontroles veidā ērti ir lietot sapārotus meklētājus, kas nostiprināti ierīcē.
Spoguļa ēnu un ēnu kontroles veidus lieto rupju defektu atklāšanai.
Metinātu savienojumu atbalss kontroles tehnika, lietojot apvienotus slīpos meklētājus.
Ja meklētāju novieto uz metinātā savienojuma virsmas tuvu šuvei, tad izstarojums iziet cauri
metinātās šuves apakšējai daļai (111. att. a). Ja starotajā galviņu novieto uz šuves virsmas, tad
ultraskaņas stars atstarojas no izstrādājuma apakšējās virsmas samērā lielā atstatumā no
metinātā savienojuma un iziet cauri šuves augšējai daļai (111. att. b). No šejienes var secināt,
ka labākus rezultātus var sasniegt, pārvietojot meklētāju turp un atpakaļ perpendikulāri
metinātās šuves ass līnijai. Šajā gadījumā ultraskaņa pārvietojas pa šuves augstumu (111. att.
b).
Meklētajā pārvietošanu pa kontrolējamā izstrādājuma virsmu pieņemts saukt par
notaustīšanu.
Aparatūra metinātu šuvju kontrolei ar ultraskaņu. Kontrolei ar ultraskaņu lieto
ultraskaņas impulsu defektoskopu, standarta paraugus (etalonus) un palīgierīces.
Ultraskaņas defektoskops komplektēts ar slīpu meklētāju komplektu. Bez slīpiem
meklētājiem ir arī taisnie un atsevišķi apvienotie meklētāji. Taisnajiem un slīpajiem
meklētājiem galvenokārt lieto apvienoto shēmu. Defektoskopam ir defektu automātisks
skaņas signalizators (DAS).
Jebkuras konstrukcijas meklētāju pārvieto uz izstrādājuma virsmas pa
kontaktšķidruma slāni.
Kontaktšķidruma slānis var būt dažāds: kontaktslānis, kura biezums ir mazāks par
viļņa garumu; spraugas slānis 1 ... 3 mm biezs; imersijas slānis, kuram kontaktslānis ir biezs
(kontrole ūdenī).
Kontaktšķidruma slāņa izvēle ir atkarīga no kontrolējamā izstrādājuma virsmas
raupjuma un protektora materiāla (pjezoelektriskās plāksnītes aizsargkārtas) plastiskajām
īpašībām.
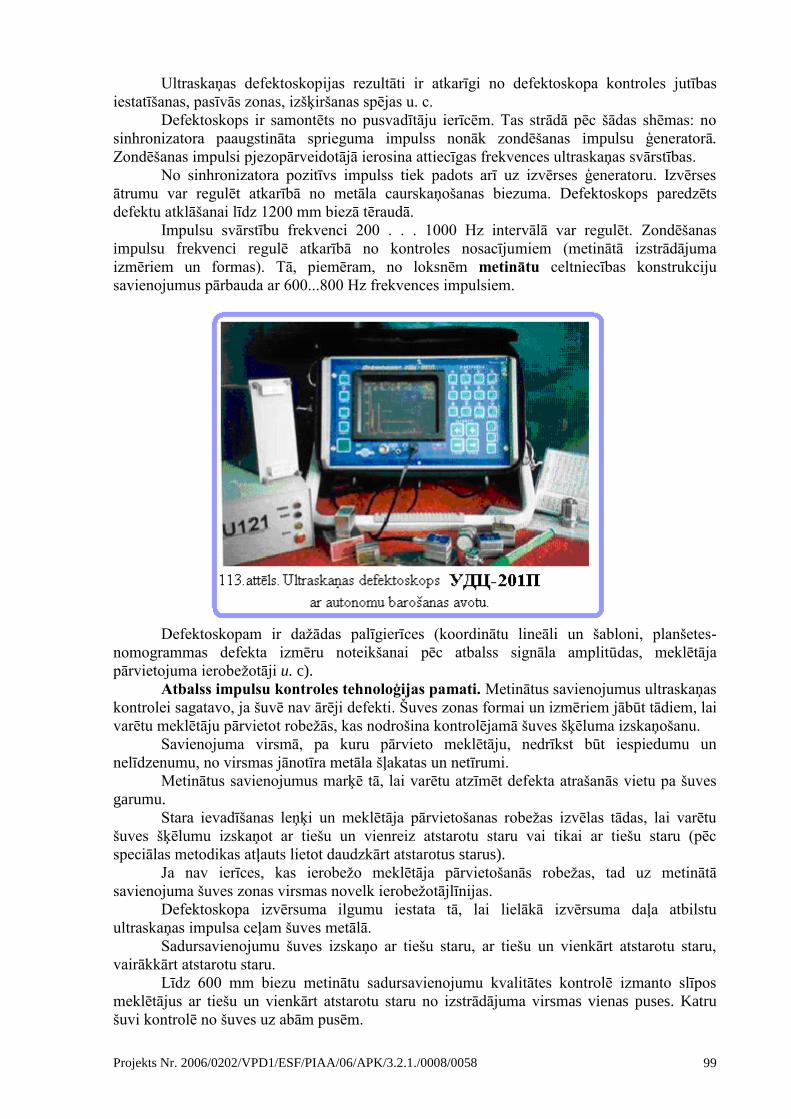
Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 99
Ultraskaņas defektoskopijas rezultāti ir atkarīgi no defektoskopa kontroles jutības
iestatīšanas, pasīvās zonas, izšķiršanas spējas u. c.
Defektoskops ir samontēts no pusvadītāju ierīcēm. Tas strādā pēc šādas shēmas: no
sinhronizatora paaugstināta sprieguma impulss nonāk zondēšanas impulsu ģeneratorā.
Zondēšanas impulsi pjezopārveidotājā ierosina attiecīgas frekvences ultraskaņas svārstības.
No sinhronizatora pozitīvs impulss tiek padots arī uz izvērses ģeneratoru. Izvērses
ātrumu var regulēt atkarībā no metāla caurskaņošanas biezuma. Defektoskops paredzēts
defektu atklāšanai līdz 1200 mm biezā tēraudā.
Impulsu svārstību frekvenci 200 . . . 1000 Hz intervālā var regulēt. Zondēšanas
impulsu frekvenci regulē atkarībā no kontroles nosacījumiem (metinātā izstrādājuma
izmēriem un formas). Tā, piemēram, no loksnēm metinātu celtniecības konstrukciju
savienojumus pārbauda ar 600...800 Hz frekvences impulsiem.
Defektoskopam ir dažādas palīgierīces (koordinātu lineāli un šabloni, planšetes-
nomogrammas defekta izmēru noteikšanai pēc atbalss signāla amplitūdas, meklētāja
pārvietojuma ierobežotāji u. c).
Atbalss impulsu kontroles tehnoloģijas pamati. Metinātus savienojumus ultraskaņas
kontrolei sagatavo, ja šuvē nav ārēji defekti. Šuves zonas formai un izmēriem jābūt tādiem, lai
varētu meklētāju pārvietot robežās, kas nodrošina kontrolējamā šuves šķēluma izskaņošanu.
Savienojuma virsmā, pa kuru pārvieto meklētāju, nedrīkst būt iespiedumu un
nelīdzenumu, no virsmas jānotīra metāla šļakatas un netīrumi.
Metinātus savienojumus marķē tā, lai varētu atzīmēt defekta atrašanās vietu pa šuves
garumu.
Stara ievadīšanas leņķi un meklētāja pārvietošanas robežas izvēlas tādas, lai varētu
šuves šķēlumu izskaņot ar tiešu un vienreiz atstarotu staru vai tikai ar tiešu staru (pēc
speciālas metodikas atļauts lietot daudzkārt atstarotus starus).
Ja nav ierīces, kas ierobežo meklētāja pārvietošanās robežas, tad uz metinātā
savienojuma šuves zonas virsmas novelk ierobežotājlīnijas.
Defektoskopa izvērsuma ilgumu iestata tā, lai lielākā izvērsuma daļa atbilstu
ultraskaņas impulsa ceļam šuves metālā.
Sadursavienojumu šuves izskaņo ar tiešu staru, ar tiešu un vienkārt atstarotu staru,
vairākkārt atstarotu staru.
Līdz 600 mm biezu metinātu sadursavienojumu kvalitātes kontrolē izmanto slīpos
meklētājus ar tiešu un vienkārt atstarotu staru no izstrādājuma virsmas vienas puses. Katru
šuvi kontrolē no šuves uz abām pusēm.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 100
Izskaņošanas shēma ar vienu meklētāju ir pati vienkāršākā, bet ar vismazāko drošumu.
Lai noteiktu defektu biezā (200 mm un vairāk) izstrādājumā un kakta šuvēs, ieteicams lietot
sapārotus meklētājus.
Pie radiācijas kontroles veidiem pieder metinātu savienojumu caurstarošana ar
rentgenstariem vai gamma stariem.
Iekšēju defektu atklāšana metinātos savienojumos pamatojas uz rentgenstaru un
gamma staru īpašību iet caur dažādiem cietiem materiāliem, to skaitā arī caur metāliem. Ejot
cauri materiālam, jebkuram starojumam samazinās intensitāte.
Atkarībā no kontrolējamā materiāla ķīmiskā sastāva, biezuma un starojuma enerģijas
starojuma intensitāte samazinās pēc noteikta likuma. Caurstarojamam objektam cauri izgājušā
starojuma nevienādo intensitāti fiksē pētāmā posma pretējā pusē ar detektoru - radiogrāfisku
filmu, elektronu optisko sistēmu - televizoru, elektronu skaitītāju.
Starojuma intensitāte, ejot cauri metinātam savienojumam ar defektiem (gāzes pora,
sārņu ieslēgums, plaisas u. c), samazinās mazāk nekā viendabīgā metālā. Reģistrējot defektu
ar radiogrāfisku filmu, starojums ķīmiski iedarbojas uz filmas vielu, kas izpaužas tā, ka
defektu vietās filma nomelnē. Šajās vietās starojuma intensitāte ir maksimāla. Defekti atklājas
kā melni plankumi un melnas līnijas uz šuves gaišā fona.
Bez tam ar šiem staru avotiem ir lietderīgi caurstarot, piemēram, tēraudu, kura
biezums ir no 70 mm līdz vairākiem simtiem milimetru (ar betatroniem - līdz 500 mm).
Metāla magnētiskā kontrole pamatojas uz to, ka, magnētiskajām spēka līnijām ejot
pa pārbaudāmo materiālu, defektu vietās rodas
izkliedes lauki (116. att.). Ja uz metāla virsmas uzklāj feromagnētisku pulveri, tad virs defekta
atrašanās vietām pulveris sakrājas pareizi orientēta magnētiskā spektra veidā.
Magnetizēšanās notiek, laižot pa detaļu strāvu vai radot ap detaļu magnētisko lauku ar
dabisko magnetu vai elektromagnētu. Magnētiskā lauka nevienmērīgumu nosaka ar
meklētāju, t. i., ar magnētisko pulveri, kas norāda defekta atrašanās vietu un garumu detaļā.
Ērts magnētiskas plūsmas radīšanas paņēmiens ir strāvas ar blīvumu 15... 20 A/mm2
laišana pa trīs līdz sešiem metināšanas vada vijumiem, kas uztīti uz detaļas (114. att.).
Magnetizēšanai labāk lietot līdzstrāvu.
Ar magnētisko pulveri var atklāt
jebkuru iekšēju defektu. Šo kontroles
veidu lieto, lai atklātu šādus defektus:
virsmas plaisas, kas nav
redzamas ar neapbruņotu aci;
plaisas metāla iekšienē
(jo platākas plaisas, jo vieglāk tās
atklāt);
metāla slāņošanos.
Var atklāt arī lielus gāzes dobumus, poras un sārņu ieslēgumus, kas atrodas ne dziļāk
par 3... 5 mm.
Kontrolē ar magnētisko pulveri izšķir sauso un slapjo paņēmienu. Pirmajā gadījumā
magnētiskais pulveris ( okers, mīnijs un dzelzs zāģskaidas utt.) atrodas sausā veida; otrajā

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 101
gadījumā magnētiskais pulveris atrodas suspendētā stāvoklī; šķidrumā {petrolejā, ziepju
šķīdumā, ūdenī). Ar sauso paņēmienu var atklāt gan virsmas, gan arī iekšējos defektus; ar
slapjo paņēmienu labāk var atklāt virsmas defektus.
Šuves necaurlaidības kontrole. Kontroli, kuras pamatā ir gāzes (gaisa, gaisa
maisījuma ar amonjaku un citiem indikatoriem) un šķidruma (ūdens, petrolejas) caurlaidība,
plaši lieto trauku un cauruļvadu hermētiskuma pārbaudei.
Hidrauliskajai pārbaudei pakļauj dažādus traukus, katlus un cauruļvadus, kas strādā
zem spiediena. Ar hidraulisko pārbaudi kontrolē ne tikai metinātu savienojumu blīvumu, bet
arī visas metinātās konstrukcijas stiprību. Hidrauliskajā pārbaudē trauku piepilda ar ūdeni; lai
izplūstu gaiss, virsējā daļā vienu caurumu atstāj atvērtu. Šo caurumu noslēdz tikai pēc visa
trauka piepildīšanas ar ūdeni. Pēc tam ar hidraulisko presi rada spiedienu, kas vienāds ar
darba spiedienu. Ja defektu nav, spiedienu palielina par 25% traukiem un 50% cauruļvadiem.
Šajā spiedienā trauku vai cauruļvadu iztur 5 min, pēc tam spiedienu samazina līdz darba
spiedienam un savienojumus apklaudzina ar sfēriskas galviņas āmuriņu 15 . . . 20 mm
atstatumā no šuves malas. Pēc tam šuves apskata. Ja pārbaudi veic salā, tad ūdens vietā lieto
antifrīzu.
Pneimatiskās pārbaudes lieto metinātu savienojumu blīvuma kontrolei, šim nolūkam
noslēgtā traukā iesūknē gaisu līdz darba spiedienam. No ārpuses visas šuves apslapina ar
ziepju šķīdumu. Saspiestais gaiss neblīvās vietās veido ziepju burbuļus. Atkarībā no ziepju
burbuļu veidošanās daudzuma un intensitātes var spriest par defekta raksturu un lielumu.
Metinātu savienojumu pneimatisko kontroli plaši lieto maza tilpuma trauku pārbaudei, jo tā ir
ērta un pieejama rūpnīcās ar masveida ražošanu. Sājā gadījumā pārbaudāmo trauku iegremdē
vanna ar ūdenī un neblīvās vietas nosaka pēc gaisa burbuļiem. Liela tilpuma trauki ar
saspiestu gaisu jāpārbauda ļoti uzmanīgi, jo šuvju defektu gadījumā var sprāgt viss trauks.
Visvienkāršākais hermētiskuma pārbaudes veids ir manometriskā kontrole. Ja trauks
nav hermētisks, tad tajā iepildītās gāzes (gaisa) spiediens krītas un to fiksē ar manometru.
Hermētiskuma pārbaudē ar gaisu, kā arī manometriskajā kontrolē atklāj metināto izstrādājumu
relatīvi lielus defektus.
Pārbaudot ar petroleju, izmanto petrolejas īpašību caurplūst sīkiem neblīvumiem:
plaisām, porām un metālu caurejošiem nesakusumiem. Šuves no pārbaudāmās puses nokrāso
ar ūdenī izšķīdinātu krītu, pievienojot līmi, bet no šuves saknes puses savienojumu saslapina
ar petroleju. Petroleja izplūst caur neblīvumiem un uz izžuvušās krīta krāsas rada tumšus
plankumus, pēc kuriem var spriest par neblīvuma raksturu un atrašanās vietu. Ja 30. . . 60 min
laikā šādi plankumi neparādās, tad šuve ir apmierinoša. Petrolejas izplūdes ātrumu caur
metālu nosaka metinātā savienojuma biezums un defekta novietojuma raksturs. Atbildīgām
detaļām izturēšanas laiku petrolejā nosaka līdz 12 stundām apkārtējā gaisa temperatūrā, kas
augstāka par 0°C, un līdz 24 stundām temperatūrā, kas zemāka par 0°C.
Pārbaude ar petroleju ir ekvivalenta 0,3 . . . 0,4 MPa hidrauliskajam spiedienam, ko
lieto slēgta tipa metinātu trauku pārbaudei.
Jautājumi.
Kāda ir metinātu šuvju kontroles būtība pārbaudot ar ultraskaņu?
Kāda ir metinātu šuvju kontroles būtība ar rentgenstariem un gammas stariem?
Nosauciet šuves necaurlaidības kontroles veidus?

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 102
Plazmas loka un citi termiskās griešanas veidi
Plazmas loka griešana. Ja elektriskajā lokā ievirza kādas gāzes plūsmu, laižot to
cauri nelielam plazmu veidojošas sprauslas urbumam (sk, 117. att.), tad loka stabs ir saspiests,
pie tam radusies plazma ir koncentrēts augstas temperatūras (līdz 5000. . . 20 000°C) siltuma
avots. Gāzi, kas saspiež loka stabu, sauc par plazmas veidotāju. Par plazmas veidotājām
gāzēm lieto vai nu vienatoma gāzes (piemēram, argonu), vai divatomu gāzes (ūdeņradi,
slāpekli). Lieto arī divu vai vairāku gāzu maisījumu un gaisu (117.attēls.).
Plazmu veidojošās divatomu gāzes rada plazmas loku, izdalot vairāk siltuma uz anoda
nekā vienatoma gāzes. Tas izskaidrojams ar to, ka divatomu gāzes izstrādājumam atdod
vairāk siltuma no loka staba, jo, veidojoties gāzes molekulām, izdalās papildus siltums.
Temperatūru sadalījums vienatoma gāzes (argona) plazmas strūklā, ja strāva ir 400 A
un gāzes patēriņš 0,6 m3/h, parādīts 118. attēlā.
Saspiests loks var būt analogs tiešās un netiešās darbības metināšanas lokam. Pirmajā

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 103
gadījumā viens no elektrodiem ir apstrādājamais metāls, otrajā - loks ierosinās starp
neatkarīgiem elektrodiem. Ja saspiestais loks. iegūts pēc pirmās shēmas, tad to nosauc par
plazmas loku, ja pēc otrās shēmas - par plazmas strūklu.
Metālu sadalošajai griešanai lietderīgāk lietot plazmas loku, jo ir konstatēts, ka tam ir
lielāks lietderības koeficients un plazmas deglis mazāk nodilst.
Plazmas loka griešanu plaši lieto tādu metālu un sakausējumu apstrādē, kurus nevar
griezt ar skābekli - augstlegētu tēraudu, alumīnija, titāna un tā sakausējumu, vara griešanai.
Plazmas loka griešana ir metāla izkausēšana šaurā posmā pa griezuma līniju un
izkausētā metāla aizvadīšana ar lokā radušos plazmas strūklu.
Plazmas loka griešanas iekārta. Iekārtas komplektā ir griezējdeglis (plazmotrons),
procesa vadības pults, loka barošanas elektriskās strāvas avots, baloni ar plazmas veidojošām
gāzēm un mehānisms plazmotrona pārvietošanai gar griezuma līniju. Griezējdeglis sastāv no
elektroda mezgla un sprauslas mezgla. Izšķir plazmotronus ar plazmu veidojošās gāzes
aksiālo padevi un virpuļpadevi loka saspiešanai. Plazmu veidojošās gāzes aksiālo padevi lieto
platām sprauslām.
Ar virpuļpadevi plazmas veidojošo gāzi ievada katoda un loka staba zonā pa kanāliem,
kas novietoti pa plazmotrona loka kameras sienu pieskarēm. Kamerā rodas gāzes
virpuļplūsma ar spirālveida kustību. Plazmas veidojošās gāzes virpulpadeve nodrošina gāzes
sajaukšanos loka stabā un vienmērīgu gāzes apvalku ap stabu.
Aksiālajā padevē elektroda galam (līdz 100... 1500 mm garš volframa stienis ar 2 ... 6
mm diametru) ir 20 ... ...30° leņķī nosmailināta stieņa forma, bet virpuļpadevē elektroda galā
ir maināmi čaulu katodi. Plazmotronu dzesēšanai lieto ūdeni, bet nelielas jaudas plazmotronu dzesēšanai -
saspiestu gaisu.
Volframa (vai ar lantāna, itrīja, torija oksīdu piemaisījumu) elektrodus lieto darbam
inertās gāzēs; griežot oksidējošās gāzēs, elektrods katoda zonā jāaizsargā ar neaktīvu gāzi.
Katoda ieliktņu un elektrodu dilšanas intensitāte ir atkarīga no darba strāvas stipruma.
Jo stiprāka strāva, jo ātrāk nodilst ieliktnis. Plazmotroniem ar cirkonija ieliktņiem un
caurplūstoša ūdens dzesēšanas sistēmu maksimālā darba strāva ir 250 . . . 300 A. Šādu
plazmotronu katodu darba ilgums parasti nepārsniedz 4 ... 6 h.
Liela nozīme plazmotronos ir sprauslas konstrukcijai. Jo mazāks sprauslas diametrs un
lielāks tās garums, jo lielāka enerģijas koncentrācija, loka spriegums un lielāks plazmas
plūsmas ātrums un palielinās tā griešanas spēja. Tomēr sprauslas diametrs un garums ir
atkarīgs no darba strāvas stipruma un gāzes patēriņa. Ja sprauslas diametrs ir ļoti mazs un tās
garums ļoti liels, tad var rasties tā saucamais dubultloks. Viens loks starp katodu un sprauslas

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 104
iekšējo daļu, bet otrs starp sprauslas ārējo virsmu un griežamo izstrādājumu. Dubultloks var
sabojāt veiduzgaļa sprauslu. Visbiežāk dubultloks rodas griešanas loka ierosināšanas
momentā. Griešanas loku ierosina ar oscilatoru vai kondensatoru ierīci. Lai griešanas loka
aizdedzināšanā novērstu dubultloku, darba strāva, jāpalielina laideni. To panāk ar
magnētiskām, tiristoru vai citām ierīcēm. Plazmas loka griešana loka barošanai lieto
līdzstrāvas avotus ar strauji krītošu ārējo statisko raksturlīkni.
Plazmas loka griešanu lietderīgi lietot galvenokārt griešanai ar mašīnām, jo lielais
griešanas ātrums ļoti apgrūtina procesa vadīšanu. Tā, piemēram, ar 50 kW jaudas aparātu 1,5
mm biezu tēraudu griež ar ātrumu 20 m/min, bet 10 mm biezu tēraudu - ar ātrumu 3... 4
m/min. Palielinot plazmas elektrisko jaudu, griešanas ātrums vel vairāk palielinās.
Loka griešanu var veikt ar loku zem kušņiem, ar pārklātiem tērauda elektrodiem un
kādā gāzē. Labu kvalitāti un augstāku ražīgumu nekā citi veidi nodrošina automātiskā loka
griešana ar stiepli zem kušņiem. Ja lieto 4 mm diametra stiepli, loka spriegums ir 42... 44 V
un darba strāva 1200 A, tad var griezt 20 mm biezu tēraudu ar ātrumu 30 m/h.
Ar pārklātiem tērauda elektrodiem var griezt līdz 15 mm biezu tēraudu. Gāzes - loka
griešanā loks izkausē metālu, bet gāzes strūkla aizvada to no griezuma zonas. Kā gāzi lieto
saspiestu gaisu, slāpekli, skābekli, argonu un to maisījumus. Šim paņēmienam pielieto
speciālus grafīta elektrodus ar vai bez centrālā urbuma.
Argonloka griešanu ar nekustošu elektrodu izdevīgi lietot līdz 5 mm bieza alumīnija,
vara un to sakausējumu, nerūsošo tēraudu un citu metālu lokšņu apstrādei.
Zemūdens griešana. Lai pārdalītu metāla daļas zem ūdens, visplašāk lieto rokas
skābekļa - loka griešanu un benzīna - skābekļa griešanu. Bez šiem veidiem zem ūdens lieto
griešanu ar pārklātiem kūstošiem elektrodiem, gāzes - loka pusautomātisko griešanu ar
tieviem kūstošiem elektrodiem, plazmas loka griešanu.
Skābekļa - loka griešanu veic ar speciālu elektrodu, kas izgatavots no tērauda caurules
ar izmēriem 7x2,5 mm un pārklāts ar biezu ūdensnecaurlaidīgu kārtu. Ar speciālu turētāju no
balona pa šļūteni caurulē padod skābekli ar spiedienu 0,15 . . . 0,35 MPa. Loks sakarsē
metālu, bet skābeklis to oksidē, tāpat kā parastajā skābekļgriešanā, Vienkāršības dēļ šo
griešanas veidu lieto ļoti plaši.
Zemūdens griešanas process notiek šādi: pēc darba strāvas ieslēgšanas virs ūdens un
komandas saņemšanas griezējs uzspiež uz skābekļa vārsta sviras.un ierosina loku, pēc tam sāk
virzīt elektrodu pa griezuma līniju. Ja griež biezu metālu, griezējs iedziļina elektrodu metālā,
lai griezuma zonā ievadītu vairāk siltuma. Griešanas ātrums vertikālā pozīcijā (no augšas uz
leju) ir lielāks nekā apakšējā pozīcijā, jo pirmajā gadījumā pilnīgāk tiek izmantots griešanas
skābeklis.
Ar šo paņēmienu var griezt līdz 420 mm biezu metālu.
Pusautomātiskajai skābekļa - loka griešanā ar tievu stiepli loks deg aizsarggāzē, ko
padod pa speciālu šļūteni (kopā ar stiepli). Šajā šļūtenē ievietots arī strāvas kabelis. Skābekli
padod pa atsevišķu šļūteni.
Pusautomātiskās skābekļa - loka griešanas ražīgums ir ievērojami lielāks par rokas
griešanas ražīgumu; tas sevišķi svarīgi dziļūdens darbos, kad griezēja atrašanās laiks zem
ūdens ir ierobežots.
Benzīna - skābekļa griešanai lieto speciālu griezējdegli, kura darbības princips
pamatojas uz benzīna izsmidzināšanu. Griezējdeglim pievadītas trīs šļūtenes: uzkarsēšanas
skābeklim, griešanas skābeklim un izsmidzinātam (ar slāpekli) benzīnam. Uzkarsēšanas
liesmu zem ūdens aizdedzina ar speciālu elektrošķiltavu. Skābekļa un izsmidzinātā benzīna
pievadšļūtenes ietver metāla pinums, kas dod iespēju strādāt līdz 30 m dziļumā.
Jautājumi. Kāpēc plazmas loka griešana tiek pielietota visās metālu un nemetālu apstrādes
nozarēs?
Kādus elektrodus lieto griešanā ar plazmu?

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 105
Darba aizsardzība prasības izpildot metināšanas darbus.
1.Vispārīgās prasības izpildot metināšanas darbus
1.1. Strādāt ar elektrometināmām iekārtām drīkst personas, kas sasniegušas 18 gadu
vecumu, apmācītas elektrometināšanā, izgājušas pārbaudi un ieguvušas 2. kvalifikācijas grupu
elektrodrošībā.
1.2. Elektrometinātājam darbā jālieto speciāls nedegošs apģērbs - jaka, bikses, zābaki,
cimdi, priekšauts, cepure un citi individuālie aizsardzības līdzekļi - vairogs vai maska sejas un
acu aizsargāšanai - stikli jāizvēlas atkarībā no metināšanas režīma.
1.3. Elektrometināšanas iekārtām jābūt ar tehnisko dokumentāciju, kur paskaidrota
agregātu, aparatūras un ierīču nozīme un uzdevums, ar pievienotu elektrisko shēmu.
1.4. Elektrometināšanas iekārtas un palaišanas aparatūras apskate un tīrīšanas darbi
jāizdara ne retāk kā reizi mēnesī.
1.5. Primārās ķēdes /kabeļa/ garums no barošanas avota līdz pārvietojamai
metināšanas iekārtai nedrīkst pārsniegt 10 m, vadu izolācijai jābūt aizsargātai pret
mehāniskiem bojājumiem. pagaidu metināšanas vietās, lai veiktu metināšanas darbus, kas
saistīta ar biežu metināšanas iekārtu pārvietošanu, jālieto mehāniski izturīgi kabeļi.
Aizliegts lietot metināšanas strāvas avota pieslēgšanai pie elektrosadales tīkla jebkuras
markas vadus.
1.6. Lai novērstu elektrisko vadu un metināšanas iekārtas aizdegšanos pareizi jāizvēlas
vadu šķērsgriezums pēc stāvas stipruma, vadu izolācija pēc darba sprieguma un elektriskie
drošinātāji pēc pieļaujamās nominālās strāvas.
1.7. Metināšanas vadu dzīslas jāsavieno ar sapresēšanu, metināšanu, lodēšanu vai
speciālām spailēm-žņaugiem.
1.8. Elektrometināšanas vadiem, kas pieslēgti metināšanas aparātiem, elektrosadalēm,
darba vietām, jābūt labi izolētiem un aizsargātiem pret mehāniskiem bojājumiem, augstas
temperatūras un ķīmisku iedarbību.
1.9. Elektrometināšanas kabeļi jānovieto no skābekļa cauruļvadiem ne mazāk kā 0,5
m, bet no acetilēna un citu deggāžu cauruļvadiem l m attālumā. Ja gāzes cauruļvadi ievietoti
metāla aizsargcaurulē attālumā var samazināt uz pusi.
1.10. Kā atpakaļejošu vadu, kas metināmo priekšmetu savieno ar strāvas avotu, var
izmantot jebkura profila tērauda kopnes, metināšanas plates, statņu un pašu metināmo
konstrukciju, ja tās šķērsgriezums nodrošina konstrukciju pret silšanu. Atsevišķie elementi,
kurus izmanto kā atpakaļvadu, savā starpā savienojami ar skrūvju vai žņaugu palīdzību .
1.11. aizliegts kā atpakaļvadus iemantot sliežu ceļus, iezemēšanas tīklus, kā arī lūku,
komunikāciju un to analoģisko iekārtu metāla konstrukcijas. Metināšana jāizdara lietojot
divus vadus.
1.12. Elektrodu turētājam ar rokas metināšanu jābūt vieglam un tādu konstrukciju, kas
nodrošina elektrodu ātru nomaiņu, izslēgtu īssavienojumu. Elektrodu turētāju rokturim jābūt
izgatavotam no nedegoša dielektriska un siltumizolācijas materiāla.
1.13. Elektrodiem, kurus izmanto metināšanai, jāatbilst ES standartiem un
piemērotiem metināmās strāvas nominālajam stiprumam.
2. Pienākumi pirms darba sākuma.
2.1. Saņemot darba uzdevumu jāiepazīstas ar darba vietu un tās atbilstību
ugunsdrošības noteikumiem.
2.2. Jāpārbauda metināšanas aparāta tehniskais stāvoklis un metināšanas kabeļu un
elektrodu turētāja atbilstība noteikumu prasībām.
2.3. Ja metināšana jāveic telpā kur strādā citas profesijas strādnieki jāuzstāda
aizsargvairogi, lai pasargātu tos no metināšanas elektriskā loka gaismas iedarbības.

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 106
2.4. Metinot metāla konstrukcijas katlos vai rezervuāros, kā arī metāla konstrukcijas
ārpus telpas pēc nokrišņiem /sniega, lietus/ metinātājam bez speciāla apģērba jālieto
dielektriskie cimdi, gumijas apavi un paklājs.
2.5. Veicot metināšanas darbus tvertnēs, katlos un citos slēgtos objektos darbā
jāpiedalās metinātājam un palīgam, kuram jābūt vismaz II elektrodrošības kvalifikācijas
grupai. Palīgam jāatrodas ārpus metināšanas objekta un jāuzmana metinātāja drošība tvertnē.
Šajos gadījumos metinātājam jāapliek drošības josta ar glābšanas virvi.
3. Pienākumi darba laikā.
3.1. Veicot elektrometināšanu, ugunsnedrošā telpās un mitrās vietās, atpakaļvadam no
metināmā priekšmeta līdz strāvas avotam izmantojams tikai izolēts vads, kura izolācijas
kvalitāte nedrīkst būt sliktāka kā tiešajam, pie elektroda turētāja pievienotajam vadam.
Darba laikā metināšanas iekārtai jābūt sazemētai. Obligāti jāsazemē metināšanas
ģeneratora rāmis, metināšanas agregāta korpuss, transformators, palaišanas pogas,
metināšanas galds, metināmā detaļa un sekundārais tinums transformatora.
3.3. Metināšanas ģeneratoriem un transformatoriem, kā arī visām palīgierīcēm, kuras
uzstādītas atklātā laukā, jābūt pasargātām no mitrumu, vai novietotām zem nojumēm.
Aizliegts strādāt atklātā laukā nokrišņu laikā.
3.4. Atsevišķu metināšanas agregātu daļas /transformatoru, gultņu, suku, sekundārās
ķēdes kontaktu u.c./ sakāršanas temperatūra nedrīkst pārsniegt 75°C.
3,5. Metināšanas ķēdes strāvu vadošo daļu izolācijas pretestība nedrīkst būt zemāka
par 0,5 megomiem. Izolācija jāpārbauda ne retāk kā l reizi 3 mēnešos.
3.6. Lai ievērotu ražošanas kultūru pie elektrodu nomaiņas, to atlikumus iemest
speciālā metāla tvertnē.
4.Aizliegts veikt metināšanas darbus:
4.1. Slēgtās tilpnēs, ja tās atrodas zem sprieguma, vai tajās bijušos viegli
uzliesmojušas vai sprāgstošas vielas;
4.2. Griezt un metināt tukšās tvertnes un mucas drīkst pēc to iztvaicēšanas un atļaujas
saņemšanas no atbildīgus personas par darba aizsardzību.
4.3. Aizliegts remontēt metināmās iekārtas, ja tās ir zem sprieguma.
5.Aizsardzība pret elektriskas strāvas iedarbību
5.1.Visu metināšanas un citu iekārtu un aparatūru korpusiem, kuriem pievada
elektrisko strāvu, jābūt kārtīgi iezemētiem.
5.2.Visiem elektriskajiem vadiem, kuri nāk no sadales skapjiem uz darba vietām, jābūt
rūpīgi izolētiem un aizsargātiem no iespējamiem mehāniskiem bojājumiem.
5.3.Elektroiekārtu montāža, remonts un to tehniskā apkalpe jāveic tikai
elektroatslēdzniekiem. Metinātājiem kategoriski aizliegts izlabot bojātās elektriskās ķēdes.
5.4.Atrodot elektrisko ķēžu bojājumus, darbs jāpārtrauc, jāizslēdz slēdzis un
nekavējoties jāziņo par to meistaram vai iecirkņa vadītājam.
6.Ugunsdrošības pasākumi
6.1.Tuvu vietām, kur veic apstrādi ar gāzes liesmu, nedrīkst uzglabāt viegli
uzliesmojošus vai degošus materiālus (petroleju, benzīnu, pakulas u. tml.), kā arī nedrīkst
strādāt telpās, kurās atrodas eļļainas lupatas, papīri, koka skaidas u. c.
6.2.Izpildot īslaicīgus darbus, koka grīdām un dažādām sastatnēm jābūt aizsargātām ar
nedegoša materiāla loksnēm, lai tās nevarētu aizdegties. Ir atļauts grīdu aizsargāt arī ar biezu

Projekts Nr. 2006/0202/VPD1/ESF/PIAA/06/APK/3.2.1./0008/0058 107
smilts kārtu, ko nober, iepriekš labi saslapinot grīdu ar ūdeni.
6.3.Lai izpildītu īslaicīgus darbus, jābūt izdotai speciālas formas atļaujai, ko paraksta
atbildīgs vadītājs un kura jāsaskaņo ar vietējo ugunsdzēsības nodaļu.
6.4.Pastāvīgi jāseko, lai ugunsdzēsības līdzekļi (ugunsdzēšamie aparāti, smilšu kastes,
lāpstas, ūdens mucas, spaiņi, ugunsdzēsības šļūtenes utt.) būtu kārtībā.
6.5.Darbus nobeidzot, jāatslēdz visas gāzu padeves ierīces, elektroiekārtas, kā arī
jāpārliecinās, vai nav palikuši degoši un kvēlojoši priekšmeti.
6.6.Jāatceras, ka, dzēšot petroleju, benzīnu, naftu, elektriskos vadus un telpas, kur
atrodas kalcija karbīds, aizliegts lietot ūdeni un putu ugunsdzēšamos aparātus. Šajos
gadījumos jālieto smiltis, ogļskābās gāzes vai sausie ugunsdzēšamie aparāti.
7. Pienākumi avārijas situācijās.
7.1. Ja radusies strāvas noplūde, aizdegšanās gadījums jārīkojas sekojoši:
iekārta jāatslēdz no sprieguma;
pie aizdegšanās radušās liesmas jāapslāpē ar smiltīm, ķīmiskiem putu
dzēšamiem aparātiem.
7.2. Ja cietis cilvēks, viņam jāsniedz pirmā medicīniskā palīdzība un jānogādā līdz
medicīniskā personāla aprūpei.
7.3. Par visiem negadījumiem jāziņo darba vadītājam, kurš devis darba uzdevumu.
8. Pienākumi darbu beidzot.
8.1. Darbu beidzot elektrometināšanas iekārta jāatslēdz no sprieguma un jānovieto
parastajā stāvvietā.
8.2. Darba vieta jāsakārto, jāsatīra un jāsavāc darba rīki.
8.3. Atkārtoti metināmā vieta jāpārbauda no ugunsdrošības viedokļa, ja nepieciešams,
jāaplaista bīstamās vietas ar ūdeni.
Jautājumi.
Vai metinātājam ir tiesības patstāvīgi pieslēgt rūpnieciskās metināšanas iekārtu
pie strāvas tīkla ?
Kāds lielums ir pamatā izvēloties metināšanas kabeļa šķērsgriezuma laukumu?
Vai drīkst metināt tilpnes, kur ir bijis glabāts benzīns ?
Vai drīkst izmantot metināšanas kabeļus, kuriem ir bojāta izolācija ?






















![13 Bekere Elpo viegli Elpcelu alerg slim[1]€¦ · Alerģisks rinīts un bronhiālā astma Epidemioloģiskie pētījumi rāda ka bronhiālā astma un rinīts ir savstarpēji saistītas](https://img.dokumen.tips/doc/110x75/5f3a2143ad60ac495d0c16b7/13-bekere-elpo-viegli-elpcelu-alerg-slim1-alerisks-rints-un-bronhil-astma.jpg)






