Embed Size (px)
Citation preview

-I-
UPORABA 3D-SKENIRANJA V ORODJARSTVU
Diplomsko delo
Študent: Mihael Čretnik
Študijski program: Smer:
Visokošolski strokovni; Strojništvo Orodjarstvo
Mentor: izr. prof. dr. Miran Brezočnik
Somentor: red. prof. dr. Jože Balič
Maribor, 2009

-II-
Vložen original sklepa o potrjeni temi diplomskega dela
-III-
I Z J A V A
Podpisani Mihael ČRETNIK izjavljam, da:
• je bilo predloženo diplomsko delo opravljeno samostojno pod mentorstvom izr. prof.
dr. Mirana Brezočnika in somentorstvom red. prof. dr. Jožeta Baliča;
• predloženo diplomsko delo v celoti ali v delih ni bilo predloženo za pridobitev
kakršnekoli izobrazbe na drugi fakulteti ali univerzi;
• soglašam z javno dostopnostjo diplomskega dela v Knjižnici tehniških fakultet
Univerze v Mariboru.
Maribor, 22. 9. 2009 Podpis:

-IV-
ZAHVALA
Zahvaljujem se mentorju izr. prof. dr. Miranu
Brezočniku in somentorju red. prof. dr. Jožetu Baliču
za pomoč in vodenje pri opravljanju diplomskega dela.
Zahvaljujem se tudi podjetju Weba Maribor, ki mi je
omogočilo opravljanje praktičnega dela diplomske
naloge. Hkrati se zahvaljujem tudi sodelavcem
Laboratorija za inženirsko oblikovanje za strokovno
pomoč pri opravljanju diplomskega dela
Posebna zahvala velja staršem, ki so mi omogočili
študij in me skozi ves čas študija tudi podpirali.

-V-
UPORABA 3D-SKENIRANJA V ORODJARSTVU
Ključne besede:
Avtomobilska industrija, preoblikovanje pločevine, orodjarstvo, orodja za preoblikovanje,
skeniranje, CAD/CAM/CAE.
UDK: 004.92: 621.9 (043.2)
POVZETEK
V diplomski nalogi predstavljamo postopek 3D-skeniranja, s pomočjo katerega smo v podjetju
Weba Maribor ugotavljali kakovost izdelave oblikovnega kosa orodja za preoblikovanje
pločevine. Kos je bil namenjen za uglednega evropskega proizvajalca avtomobilov. Projekt je
bil izveden v štirih korakih: skeniranje orodja po mehanski obdelavi, analiziranje
pridobljenih podatkov z referenčnim CAD-modelom, skeniranje orodja po ročni obdelavi,
analiza pridobljenih podatkov z referenčnim CAD-modelom.
Diplomska naloga je zgrajena iz uvodnega teoretičnega dela, v katerem so predstavljena
orodja za preoblikovanje pločevine, sodobni pristopi pri načrtovanju le-teh ter postopek
skeniranja, ter praktičnega dela, ki zajema skeniranje orodja za preoblikovanje pločevine v
podjetju Weba Maribor.

-VI-
USING 3D-SCANNING IN TOOLMAKING
Key words:
Automotive industry, sheet metal forming, toolmaking, dies for metal forming, scanning,
CAD/CAM/CAE.
UDK: 004.92: 621.9 (043.2)
ABSTRACT
In this diploma I represent technique of 3D-scanning, which was used for measurement
control of forming die for sheet metal forming in company Weba Maribor. The part, internal
part of C-pillar, was for well-known European automobile manufacturer.
The project was realize in four steps; scanning the forming die after milling and analyze the
data – compare the scanning data with the reference CAD-model, and scanning the forming
die after handle work and analyze the data - compare the scanning data with the reference
CAD-model.
The diploma is separate into two sectors; the first-one represent the theory about forming
dies, how forming dies work and how are they designed and theory about 3D-scanning. The
second part of diploma is about the project, which was already mention above.

-VII-
KAZALO VSEBINE
1 UVOD .............................................................................................................. 1
2 DELITEV ORODIJ ZA PREOBLIKOVANJE PLOČEVINE ................. 4
2.1 VRSTE PREOBLIKOVALNIH ORODIJ ...................................................... 4
2.1.1 REZILNA ORODJA ............................................................................................... 5
2.1.2 POSAMIČNA ORODJA ......................................................................................... 6
2.1.3 PROGRESIVNA ORODJA .................................................................................... 8
2.1.4 STOPENJSKA – TRANSFERNA ORODJA ....................................................... 10
2.2 DELOVNE OPERACIJE V ORODJIH ........................................................ 12
3 KONSTRUIRANJE ORODIJ ZA PREOBLIKOVANJE PLOČEVINE
............................................................................................................................. 14
4 3D-SKENIRANJE ........................................................................................ 20
4.1 PRISTOPI PRI NAČRTOVANJU IZDELKA ............................................. 21
4.2 POSTOPEK VZVRATNEGA INŽENIRSTVA ........................................... 24
4.3 PREDSTAVITEV RAZLIČNIH TEHNOLOGIJ 3D-SKENIRANJA ....... 26
4.4 UPORABA DIGITALIZACIJE V PRAKSI ................................................. 32
4.4.1 HITRO FREZANJE .............................................................................................. 32
4.4.2 VZVRATNO INŽENIRSTVO .............................................................................. 33
4.4.3 MERSKA KONTROLA ....................................................................................... 34
4.4.4 MERJENJE DEFORMACIJ IN DOLOČEVANJE MATERIALNIH
LASTNOSTI .................................................................................................................... 35
4.4.5 DIGITALIZACIJA ORODIJ PO ROČNIH OBDELAVAH ................................ 36
5 PRIMER SKENIRANJA ORODJA ZA PREOBLIKOVANJE
PLOČEVINE ..................................................................................................... 38
5.1 OPIS SKENERJA ATOS II ............................................................................ 41

-VIII-
5.2 SKENIRANJE VLEČNIH DELOV PREOBLIKOVALNEGA ORODJA43
5.3 OBDELAVA ZAJETIH PODATKOV .......................................................... 45
5.4 ANALIZA PREOBLIKOVALNEGA ORODJA PO MEHANSKI
OBDELAVI .............................................................................................................. 48
5.5 ANALIZA PREOBLIKOVALNEGA ORODJA PO ROČNI OBDELAVI
.................................................................................................................................... 51
6 SKLEP ........................................................................................................... 54
7 LITERATURA ............................................................................................. 55
8 ŽIVLJENJEPIS ............................................................................................ 56

-IX-
KAZALO SLIK
Slika 1.1: Transferna stiskalnica s pripadajočimi seti orodij (Volkswagen AG) ....................... 1
Slika 1.2: Pločevinski izdelki za avtomobilsko industrijo (Tower Automotive) ....................... 2
Slika 1.3: Primer VHO obdelave preoblikovalnega orodja (Lapple) ......................................... 3
Slika 2.1: Rezilno orodje vodeno z vodilnimi stebri .................................................................. 5
Slika 2.2: Primer posamičnega orodja ........................................................................................ 6
Slika 2.3: Primer vgradnje plinske vzmeti.................................................................................. 8
Slika 2.4: progresivno orodje s pripadajočim trakom................................................................. 9
Slika 2.5: Shematski prikaz progresivnega orodja ................................................................... 10
Slika 2.6: Transferno orodje ..................................................................................................... 11
Slika 3.1: 3D-model vlečnega pestiča (Tebis) .......................................................................... 15
Slika 3.2: Trodimenzionalni metodni plan ............................................................................... 16
Slika 3.3: Numerična simulacija preoblikovanja stranice avtomobila s KMD in tanjšanjem
pločevine ........................................................................................................................... 19
Slika 3.4: Simulacija gibanja orodja med procesom v stiskalnici ............................................ 19
Slika 4.1: Skeniranje varjenega sklopa (Metris) ....................................................................... 20
Slika 4.2: Različni metodologiji razvoja in izdelave orodij ..................................................... 22
Slika 4.3: Zgornji del oblikovnega dela orodja kot telo ........................................................... 22
Slika 4.4: Primer CNC obdelave in trdnostne analize .............................................................. 23
Slika 4.5: Proces izdelave novega avtomobila ......................................................................... 24
Slika 4.6: Skeniranje pločevinskega dela (Kreon).................................................................... 25
Slika 4.7: Primer napake na skeniranem objektu zaradi neustrezne svetlobe .......................... 26
Slika 4.8: Različne tehnike 3D-skeniranja ............................................................................... 27
Slika 4.9: Tipalna glava podjetja DEA ..................................................................................... 27
Slika 4.10: Naprava za računalniško tomografijo (Metris) ...................................................... 29

-X-
Slika 4.11: Digitalizacija B-nosilca .......................................................................................... 30
Slika 4.12: Poligonimeriziran model orodja z enakomerno porazdeljenimi gradniki .............. 30
Slika 4.13: NC-programiranje STL-modela ............................................................................. 33
Slika 4.14: Primer skeniranja glave, za kasnejšo izdelavo čelade (Schubert AG) ................... 34
Slika 4.15: Primer merskega protokola .................................................................................... 34
Slika 4.16: Primer barvne skale odstopkov .............................................................................. 35
Slika 4.17: Princip določevanja materialnih lastnosti s skenerjem Aramis podjetja GOM ..... 36
Slika 4.18: Prikaz glavnih napetosti v B-nosilcu ...................................................................... 36
Slika 5.1: Referenčni CAD model preoblikovalnega orodja .................................................... 38
Slika 5.2: Proizvodna hala podjetja Weba Maribor .................................................................. 39
Slika 5.3: Primer avtomobilske karoserije in mesta pritrditve nosilcev na Volkswagnu
Touaregu (Tower Automotive) ......................................................................................... 40
Slika 5.4: Porazdelitev energije pri stranskem trku .................................................................. 41
Slika 5.5: Skener Atos II .......................................................................................................... 42
Slika 5.6: Umerjanje skenerja ................................................................................................... 44
Slika 5.7: Orodje z referenčnimi točkami ................................................................................. 44
Slika 5.8: Prikaz napak zaradi vdora svetlobe .......................................................................... 46
Slika 5.9: Označevanje in brisanje napake ............................................................................... 46
Slika 5.10: Iskanje optimalne površine .................................................................................... 46
Slika 5.11: Postavitev koordinatnega sistema .......................................................................... 47
Slika 5.12: Hitro orientiranje modelov ..................................................................................... 47
Slika 5.13: Prikaz hitre primerjave in primerjave po metodi best-fit ....................................... 48
Slika 5.14: Prikaz odstopkov po mehanski obdelavi (skala ±0,2mm)...................................... 49
Slika 5.15: Prikaz odstopkov na obeh krajiščih ........................................................................ 49
Slika 5.16: Prikaz odstopkov na pestiču po mehanski obdelavi (skala ±0,1mm) .................... 50
Slika 5.17: Prikaz največjih odstopkov na pestiču po mehanski obdelavi ............................... 50

-XI-
Slika 5.18: Odstopanja vlečne matrice po ročni obdelavi (skala ±0,1mm) .............................. 51
Slika 5.19: Prikaz največjih odstopanj na matrici po ročni obdelavi ....................................... 52
Slika 5.20: Prikaz odstopkov na pestiču po ročni obdelavi ...................................................... 52
Slika 5.21: Prikaz odstopkov na pestiču na krajiščih ............................................................... 53
KAZALO TABEL
Tabela 4.1: Primerjava posameznih tehnik skeniranja ............................................................. 31
Tabela 5.1: Merni volumni skenerja Atos II ............................................................................ 42
Tabela 5.2: Karakteristike skenerja Atos II .............................................................................. 43

-XII-
UPORABLJENE KRATICE
CAD Computer Aided Design
CNC Computer Numerical Control
CAM Computer Aided Manufacturing
CAE Computer Aided Engineering
MKE Metoda Končnih Elementov
CMM Coordinate Measuring Machine
CCD Charge Coupled Device
NC Numerical Control
CT Computer tomography
STL Standard Template Library
HDD Hyper Die Dynamics

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-1-
1 UVOD
Izdelke iz pločevine danes srečujemo na različnih področjih, kot sta npr. avtomobilska
industrija in industrija bele tehnike.
Orodja za preoblikovanje pločevine so lahko posamična, progresivna ali kombinirana.
Za njih je značilno da so visoko produktivna in opremljena z najsodobnejšo hidravlično,
pnevmatsko in elektro opremo (slika 1.1). Da orodja uspešno delujejo in da so kar se da
zanesljiva, morajo biti skrbno načrtovana, zasnovana in konstruirana. S tem predvsem
preprečimo zastoje in prihranimo stroške, ki bi se s tem pojavili.
Danes obstajajo številna priporočila, ki jih orodjarne uspešno uporabljajo. Bistvo teh
priporočil je, da so to neke vrste standardi, ki jih zapiše naročnik orodja, vsebujejo pa
posebnosti posameznega proizvajalca. To pomeni, da se ta priporočila glede na proizvajalce
popolnoma razlikujejo.
Izdelano novo orodje je podvrženo številnim preizkusom. Naročnik orodja si namreč
pripravi listo konstrukcijske ustreznosti, po kateri preverja dogovore, upoštevanje standardov
in delovanje orodja na stiskalnici.
Za orodjarstvo lahko na splošno rečemo, da je panoga, v kateri je združena velika
količina znanj s področja računalniškega konstruiranja, tehnološke priprave dela,
programiranja večosnih CNC-strojev, materialov itd.
Slika 1.1: Transferna stiskalnica s pripadajočimi seti orodij (Volkswagen AG)
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-2-
Orodjarstvo je danes visoko inovativna industrijska panoga, ki se ukvarja z izdelavo
orodij in merilnih priprav. Gre predvsem za posamično proizvodnjo zelo zahtevnih, unikatnih
izdelovalnih sistemov-orodij. Orodjarstvo predstavlja eno izmed najzgodnejših faz za izvedbo
serijske proizvodnje, bodisi v avtomobilski industriji bodisi industriji bele tehnike.
Za današnje izdelke, ki se pojavljajo na trgu je značilno, da imamo več različic določenega
izdelka. Zaradi takšnega načina proizvodnje je potreba po orodjih vse večja, kajti posamezno
orodje je namenjeno za izdelavo enega tipa izdelka; če se geometrija izdelka spremeni, je za
izdelavo takšnega izdelka potrebno popolnoma novo orodje.
Iz tehničnega vidika vse večja kompleksnost izdelkov narekuje več zaporednih faz
izdelave (tehnologije izdelave izdelka). To pomeni, da potrebujemo niz orodij, ki so lahko
posamična orodja, skupina združenih posamičnih orodij ali progresivna orodja. Pri
progresivnih orodjih imamo za vhodni material pločevinast trak, ki se prenaša od ene faze
orodja do druge, medtem ko moramo pri posamičnih orodjih, ki so vpeta na skupno vpenjalno
ploščo prenos izdelka zagotoviti s pomočjo posebnih prijemal – transferjev.
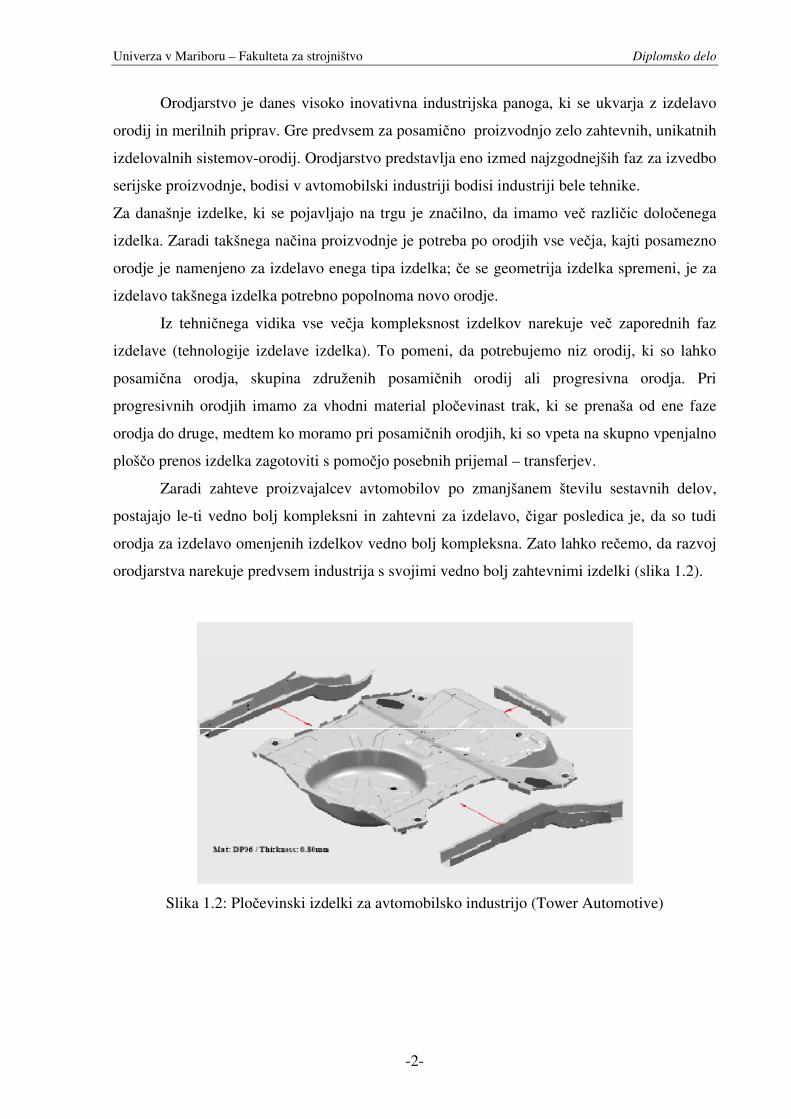
Zaradi zahteve proizvajalcev avtomobilov po zmanjšanem številu sestavnih delov,
postajajo le-ti vedno bolj kompleksni in zahtevni za izdelavo, čigar posledica je, da so tudi
orodja za izdelavo omenjenih izdelkov vedno bolj kompleksna. Zato lahko rečemo, da razvoj
orodjarstva narekuje predvsem industrija s svojimi vedno bolj zahtevnimi izdelki (slika 1.2).
Slika 1.2: Pločevinski izdelki za avtomobilsko industrijo (Tower Automotive)
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-3-
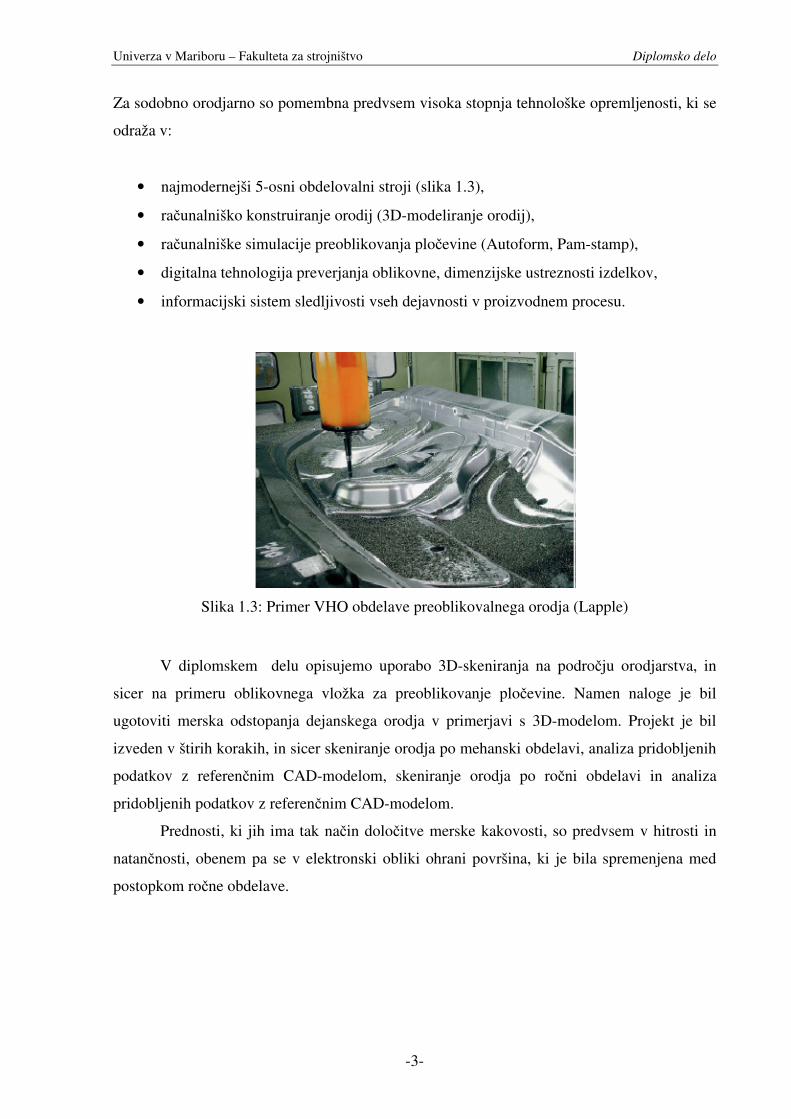
Za sodobno orodjarno so pomembna predvsem visoka stopnja tehnološke opremljenosti, ki se
odraža v:
• najmodernejši 5-osni obdelovalni stroji (slika 1.3),
• računalniško konstruiranje orodij (3D-modeliranje orodij),
• računalniške simulacije preoblikovanja pločevine (Autoform, Pam-stamp),
• digitalna tehnologija preverjanja oblikovne, dimenzijske ustreznosti izdelkov,
• informacijski sistem sledljivosti vseh dejavnosti v proizvodnem procesu.
Slika 1.3: Primer VHO obdelave preoblikovalnega orodja (Lapple)
V diplomskem delu opisujemo uporabo 3D-skeniranja na področju orodjarstva, in
sicer na primeru oblikovnega vložka za preoblikovanje pločevine. Namen naloge je bil
ugotoviti merska odstopanja dejanskega orodja v primerjavi s 3D-modelom. Projekt je bil
izveden v štirih korakih, in sicer skeniranje orodja po mehanski obdelavi, analiza pridobljenih
podatkov z referenčnim CAD-modelom, skeniranje orodja po ročni obdelavi in analiza
pridobljenih podatkov z referenčnim CAD-modelom.
Prednosti, ki jih ima tak način določitve merske kakovosti, so predvsem v hitrosti in
natančnosti, obenem pa se v elektronski obliki ohrani površina, ki je bila spremenjena med
postopkom ročne obdelave.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-4-
2 DELITEV ORODIJ ZA PREOBLIKOVANJE PLOČEVINE
Orodja za preoblikovanje pločevine lahko delimo na tri različne načine.
Po vrsti:
• stopenjaska-transfer orodja,
• progresivna orodja,
• kombinirana orodja,
• posamična orodja.
Po načinu hladnega preoblikovanja:
• klasični način; kovina na kovino,
• hydroforming; voda - zrak preko gume na kovino,
• preoblikovanje v gumi; kovina na gumo.
Po velikosti (d x š x v):
• mala orodja (500 x 500 x 500),
• srednja (1500 x 2500 x 1500),
• velika (5000 x 2500 x 2000).
Orodje za hladno preoblikovanje pločevine se v osnovi deli na zgornji in spodnji del, ki sta
prek vodil povezana med seboj. Med zgornji del (upogibni pestič) in spodnji del (upogibna
matrica) vstavimo pločevino, nakar se orodje preko vodil zapre (združi), in s tem pločevino
stisnemo, orodje pa izvede eno ali več preoblikovalnih operacij.
2.1 VRSTE PREOBLIKOVALNIH ORODIJ
Po operacijah, ki se izvajajo v preoblikovalnih orodjih, da pridemo do končnega izdelka,
delimo preoblikovalna orodja na rezilna, posamična, progresivna in stopenjska.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-5-
2.1.1 REZILNA ORODJA
Rezanje velja za enega izmed najbolj razširjenih postopkov na področju preoblikovanja
pločevine. Za skoraj vsak iz pločevine izdelan del, je s postopkom rezanja izdelana platina ali
pa je po enem od postopkov prostorskega preoblikovanja izdelek preluknjan ali obrezan.
Rezilna orodja, ki jih uporabljamo danes, posebej pri manjših serijah uspešno zamenjuje laser,
plazma ali vodni curek.
Rezilna orodja delimo na:
• namenska rezilna orodja,
• univerzalna rezilna orodja,
• rezilna orodja za posebne postopke rezanja.
GLAVNE IZVEDBE REZILNIH ORODIJ
Po vodenju delimo rezilna orodja na:
• prosta rezilna orodja,
• rezilna orodja vodena z rezilno ploščo,
• rezilna orodja vodena z vodilnimi stebri (slika 2.1).
Slika 2.1: Rezilno orodje vodeno z vodilnimi stebri

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-6-
2.1.2 POSAMIČNA ORODJA
Pri posamičnih orodjih (slika 2.2) se izvede ena sama preoblikovalna faza, material za
preoblikovanje pločevine v kosu (platina), je odrezan tako, da dobimo optimalni izkoristek
materiala in zahtevano obliko izdelka. Strega pločevine orodju je lahko ročna, z robotom ali
pa uporabljamo namenske podajalne naprave.
Slika 2.2: Primer posamičnega orodja
SESTAVNI ELEMENTI POSAMIČNIH ORODIJ
ZGORNJA IN SPODNJA OSNOVNA PLOŠČA
Osnovni plošči imata nosilno vlogo in vlogo vpenjalnega elementa na stiskalnico. Plošči iz
navadnega konstrukcijskega jekla nosita ves zgornji in spodnji del orodja. Z njima tudi
prilagajamo skupno višino orodja.
ZGORNJE OHIŠJE
Ohišje je najpogosteje odlito. Ima vlogo nosilca preoblikovalno-upogibnih segmentov in
pridrževalno-izmetalne plošče. Vodila so vstavljena in vijačena na odlitek za točno prileganje
zgornjega in spodnjega dela orodja.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-7-
SPODNJE OHIŠJE
Spodnje ohišje ima poleg nosilne in vodilne funkcije tudi funkcijo omejevanja poti gubnega
ravnalca – pločevinskega držala. Vodilne površine na zunanji steni odlitka parimo z vodili
zgornjega dela orodja, na notranji steni pa z vodili pločevinskega držala.
UPOGIBNI SEGMENTI
Preoblikovalni segmenti so jedro funkcije in konstrukcije orodja, saj se z njimi fizično izvaja
postopek preoblikovanja pločevine. Segmenti so izdelani iz kakovostnega orodnega jekla in
jih po mehanski obdelavi tudi kalimo. V določenih primerih upogibne segmente prevlečemo z
raznimi nitridi, s čimer se poveča obstojnost oz. življenska doba orodja.
PLOČEVINSKO DRŽALO
Glavna funkcija pločevinskega držala je, da omogoči enakomeren vlek pločevine, brez
nastanka gub in snemanje izdelka po končani fazi globokega vleka.
Pritisk držala mora biti tako odmerjen, da material prične teči, ne samo med vlečnim
obročem in pestičem, ampak tudi med vlečnim obročem in držalom. Če je pritisk prevelik in
pločevino preveč zadržujemo, lahko natezna napetost v materialu prekorači dopustne
napetosti in material se pretrga. V primeru premajhnega pritiska pa se na vlečencu pojavijo
gube. Za pravilen potek vlečenja je tako sila pridrževanja pločevine izredno pomembna. Za
pravilno delovanje, pločevinsko držalo ne sme biti togo, temveč se mora elastično prilagajati
površini pločevine.
Obstajajo tudi orodja brez držala, vendar je v takem primeru možno vleči le plitve,
votle oblike z majhnim vlečnim razmerjem.
IZMETALNA PLOŠČA
Ta plošča ima funkcijo snemanja izdelka iz vlečnih segmentov, saj se zaradi sile vleka pestič
in pločevina sprimeta. Oblika izmetača se prilega izdelku.
UPOGIBNI PAH
Pah je za debelino izdelka zmanjšana inverzna oblika upogibnih segmentov. Pah je lahko iz
enega samega kosa ali pa je sestavljen iz več segmentov.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-8-
OSNOVNA PLOŠČA VZMETI
Ta plošča povezuje med seboj paket plinskih vzmeti, ki dvigujejo pločevinsko držalo.
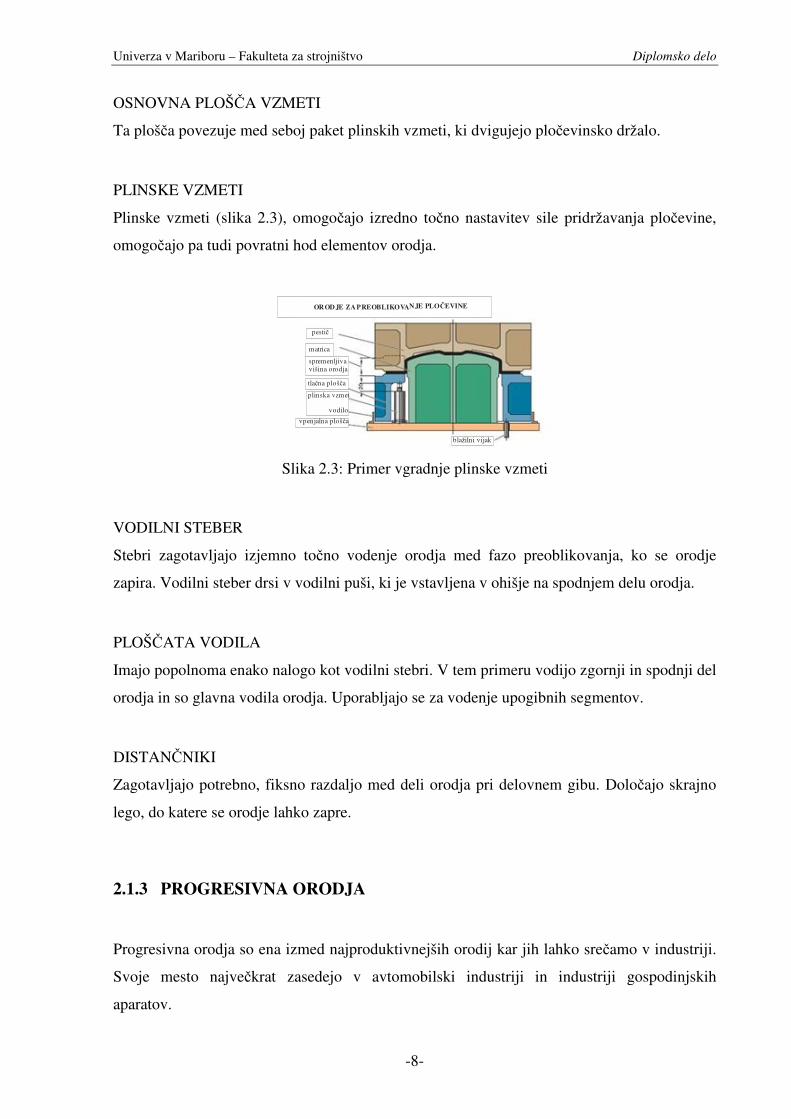
PLINSKE VZMETI
Plinske vzmeti (slika 2.3), omogočajo izredno točno nastavitev sile pridržavanja pločevine,
omogočajo pa tudi povratni hod elementov orodja.
OR OD JE ZA PREOBLIKOVAN JE PLOČEVINE
pestič
matrica
blažilni vijak
spremenljivavišina orodja
tlačna plošča
plinska vzmet
vodilo
vpenjalna plošča
Slika 2.3: Primer vgradnje plinske vzmeti
VODILNI STEBER
Stebri zagotavljajo izjemno točno vodenje orodja med fazo preoblikovanja, ko se orodje
zapira. Vodilni steber drsi v vodilni puši, ki je vstavljena v ohišje na spodnjem delu orodja.
PLOŠČATA VODILA
Imajo popolnoma enako nalogo kot vodilni stebri. V tem primeru vodijo zgornji in spodnji del
orodja in so glavna vodila orodja. Uporabljajo se za vodenje upogibnih segmentov.
DISTANČNIKI
Zagotavljajo potrebno, fiksno razdaljo med deli orodja pri delovnem gibu. Določajo skrajno
lego, do katere se orodje lahko zapre.
2.1.3 PROGRESIVNA ORODJA
Progresivna orodja so ena izmed najproduktivnejših orodij kar jih lahko srečamo v industriji.
Svoje mesto največkrat zasedejo v avtomobilski industriji in industriji gospodinjskih
aparatov.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-9-
Progresivna orodja opravljajo več delovnih operacij v skupnem ohišju, kar pomeni, da
so vse operacije za izdelavo izdelka združene v enem samem orodju (slika 2.4). Material za
preoblikovanje je pločevina v traku, ki je zvita v kolobarju, ki ga avtomatski podajalnik
podaja (odvija) v stiskalnico oziroma orodje.
Slika 2.4: progresivno orodje s pripadajočim trakom
GLAVNI ELEMENTI PROGRESIVNIH ORODIJ (slika 2.5)
• zgornja nosilna plošča,
• spodnja nosilna plošča,
• tlačno-snemalna plošča.
• stebrna vodila,
• plinske vzmeti,
• rezilna plošča – matrica,
• pločevinsko držalo,
• upogibni pestič.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-10-
Slika 2.5: Shematski prikaz progresivnega orodja
2.1.4 STOPENJSKA – TRANSFERNA ORODJA
Stopenjska orodja (slika 2.6) so posamezna orodja, ki so pritrjena na skupno ploščo in si
sledijo po takšnem vrstnem redu operacij, kakršen je bil zamišljen v tehnologiji oziroma planu
izdelave izdelka. Tehnologija torej v tem primeru pomeni zaporedje preoblikovalnih operacij.
Material je v posameznih kosih, transport med posameznimi orodji pa je zagotovljen s
posebnimi prijemali – transferji.
Najpogostejši vrstni red operacij v preoblikovalnih orodjih je:
• izrezovanje platine,
• vlečenje,
• obrezovanje vlečenca,
• kalibriranje,
• rezanje in luknjanje,
• upogibanje in kalibriranje in
• upogibanje in rezanje.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-11-
Slika 2.6: Transferno orodje
Za katero vrsto orodja se bo naročnik odločil je odvisno predvsem od naslednjih dejavnikov:
• predvidene letne količine izdelkov,
• število let izdelave.
To je pomembno predvsem zaradi tega, ker strošek orodja in ostalih pripomočkov vpliva na
končno ceno izdelka.
ZRAČNOST MED PESTIČEM IN MATRICO
Vlečni del orodja je sestavljen iz vlečnega pestiča in vlečne matrice. Špranjo med matrico in
pestičem imenujemo zračnost in je pri orodjih izjemnega pomena. V splošnem mora biti
zračnost večja od debeline pločevine, ki jo vlečemo, s tem pa pride zaradi pojavljanja zraka
med matrico in pestičem do zmanjšanja vlečne sile, na drugi strani pa se pojavijo gube na
stenah vlečnega dela, ker pestič nima več pravega vodenja. Določitev zraka med matrico in
pestičem je zato vedno zelo težavna naloga.
V splošnem pa velja, da mora biti zrak tolikšen, da lahko še gladko prepušča pločevino
z največjo dopustno toleranco, ne da bi na vlečencu nastale napake.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-12-
EMPIRIČNE ENAČBE ZA DOLOČITEV ZRAČNOSTI
Za jekleno pločevino: ( )2
1
1007,0 ssz ××+= (2.1)
Za aluminijasto pločevino: ( )2
1
1002,0 ssz ××+= (2.2)
Za druge neželezne kovine: ( )2
1
1004,0 ssz ××+= (2.3)
z – [mm] – zračnost
s – [mm] – debelina pločevine
Izredno pomembno vlogo pri postopku globokega vleka ima tudi vstopna odprtina, ki najbolj
vpliva na vlečno razmerje. Najbolj enostavna oblika vstopne odprtine je krožni lok.
Priporočene vrednosti zaokrožitev vlečnih robov matrice in pestiča so:
6,1m
m
dr = (2.4)
3,6p
p
dr = (2.5)
rm [mm] – zaokrožitev vlečnega roba matrice
rp [mm] – zaokrožitev vlečnega roba pestiča
dp [mm] – relativni premer pestiča
dm [mm] – relativni premer matrice
Večja vlečna razmerja je možno dobiti z vstopno odprtino oblike konusa, traktrise ali elipse. Z
vstopno oblike traktrise se dosežejo vlečna razmerja do 2,8, z vstopno odprtino elipse pa celo
do 3,6. Slabost takšnega orodja sta visoka matrica in dolga pot pestiča.
2.2 DELOVNE OPERACIJE V ORODJIH
Za orodja, ki se danes uporabljajo v serijski proizvodnji avtomobilske industrije ali industriji
bele tehnike je značilno, da so izredno visoko produktivna. Težnja v industriji je, da je poseg

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-13-
človeka pri izdelavi pločevinskih delov minimalen. Tako se v orodjih izvajajo številne
delovne operacije, ki so potrebne za izdelavo izdelkov iz pločevine.
IZSEKOVANJE
Pri izsekovanju iz osnovne pločevine, ki je največkrat navita v kolobar, izsekamo platino
oziroma rondelo ustrezne oblike. Težnja za prihodnost je, da se proces izsekovanja platine
izvede s tehnologijo laserskega rezanja.
VLEČENJE
Pri postopku vlečenja, iz osnovne oblike – rondele, izvlečemo osnovno obliko izdelka.
Vlečenje lahko poteka v več stopnjah, število stopenj je odvisno od vlečnega razmerja. V
praksi stremimo k temu, da je število vlekov čim manjše, saj se s tem zmanjša število vlečnih
orodij in s tem tudi cena orodja in izdelka. Pri postopku vlečenja se soočimo z največjimi
težavami, saj moramo poskrbeti, da se pločevina razvleče v vse smeri enakomerno, da ne
nastajajo pri vlečenju gube, da ne prihaja do pretrga pločevine, do prevelikega stanjšanja
materiala, da se material med vlekom ustrezno utrdi itd.
KALIBRIRANJE
Postopek kalibriranja uporabljamo zato, da dosežemo točne dimenzije, oblike, stene izdelka
(tolerance odpreska). To izvedemo z natančnimi kalibrirnimi pahi, matricami, trni itd.
REZANJE
Pri operaciji rezanja gre za postopno ločevanje materiala, kot ga predvidevajo delovne
operacije.
UPOGIBANJE
Operacija v orodju, kjer dobi izdelek delno ali pa tudi končno obliko s postopkom upogibanja.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-14-
3 KONSTRUIRANJE ORODIJ ZA PREOBLIKOVANJE
PLOČEVINE
Že v fazi ponudbe konstrukcija prevzema aktivno vlogo z zasnovo orodja, ki je sestavni del
ponudbe in pridobitve posla. Tu je orodjarna že seznanjena z robnimi pogoji in z zahtevami
naročnika, kot so:
• roki izdelave,
• število kosov iz orodja na leto,
• okolje kjer deluje orodje, stiskalnica, transferji,
• zadovoljevanje standardov, zahtev in priporočil s strani naročnika,
• posebni pogoji in želje.
Danes se večina izdelkov konstruira s pomočjo računalniške tehnike (CAD), kar inženirjem
močno olajša delo, hkrati pa tudi izjemno pohitri proces razvijanja novega izdelka. V procesu
konstruiranja inženir določa funkcijo izdelka, njegovo obliko, materialne lastnosti, način
izdelave itd. Računalniško konstruiranje znotraj celotnega procesa zajema naslednje
aktivnosti:
• snovanje in razvoj izdelka,
• konstruiranje sklopov, elementov in detajlov,
• analiziranje in ovrednotenje konstrukcije in
• modificiranje.
Konstruiranje orodij je proces pri katerem izkušnje ogromno pomenijo. Treba je vedeti, da
nobeno orodje ne bo odšlo k naročniku s takšno geometrijo, kakršna je bila skonstruirana v
CAD sistemu. Razlog za to je predvsem ta, da se v fazi preizkušanja orodja išče optimalni
odpresek, to pomeni izdelek, ki je brez porušenih površin oblike in z dovoljenim stanjšanjem
pločevine na določenih mestih. Razlog, da pride do teh napak je v:
• material pločevine, ki je lahko različen od predvidenega,
• neznank pri določitvah robnih pogojev računalniških simulacijah vleka,

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-15-
• kratkih dobavnih rokov ali ekonomsko opravičljivih razlogov, ki ne dovoljujejo
izdelave prototipnega orodja.
Zato se v fazi preizkušanja prilagajajo vlečni radiji, oziroma izravnavajo površine (stene) s
tuširanjem in brušenjem, da dobimo lep vlek.
Danes so konstrukterjem orodij v veliko pomoč razna napotila, ki jih izdajajo
naročniki in po katerih se konstrukterji tudi morajo ravnati. Poleg napotil, so v veliko pomoč
tudi standardni elementi orodij, kot so standardizirana ohišja, vzmeti, vijaki, ki jih lahko
enostavno iz elektronskega kataloga uvozimo v naše orodje. Danes se orodja konstruirajo
večinoma v 3D-tehniki (slika 3.1), saj ima ta način dela ogromno prednosti:
• možnost konstruiranja kompliciranih sestavljenih in progresivnih orodij,
• obširne 3D knjižice standardnih elementov,
• nazorna konstrukcija tudi kompliciranih oblik preoblikovalnih delov orodij,
• avtomatsko kreiranje detajlov in prerezov konstrukcije,
• možnost dinamične simulacije delovanja orodja,
• prilagodljivost za kasnejše spreminjanje,
• podpora CAM obdelave.
Slika 3.1: 3D-model vlečnega pestiča (Tebis)
3D-konstrukcija orodja se začne z uvozom modela v ustrezen CAD sistem. Sledi modeliranje
oz. geometrijsko prilagajanje oblike, ki jo zahteva naročnik orodja – priprava modela
(preoblikovalne stopnje). V tem koraku določimo tudi lego izdelka v orodju pri posamezni

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-16-
fazi preoblikovanja. Nato sledi dejanska konstrukcija orodja in na koncu primerjava
rezultatov med numerično simulacijo in rezultati iz prakse.
UPORABA NUMERIČNIH SIMULACIJ
Danes si konstruiranja preoblikovalnih orodij brez uporabe numeričnih simulacij sploh ne
moremo predstavljati. Določena podjetja s področja avtomobilske industrije od svojih
dobaviteljev tudi zahtevajo uporabo teh simulacijskih pripomočkov pri razvoju orodij za
preoblikovanje pločevine, s pomočjo katerih ovrednotijo konstrukcijsko zasnovo orodja.
Seveda je poleg znanja uporabe programskega paketa pomembno imeti tudi izkušnje, da si
lahko rezultate, ki jih dobimo s pomočjo simulacije pravilno interpretiramo.
Simulacijske pakete je danes smotrno uporabiti že v fazi razvoja samega izdelka, ko je
približno znana njegova geometrija; s tem preverimo ali je izdelek sploh možno izdelati, če
ne, je treba geometrijo popraviti. Najbolj smotrno je simulacijske pakete uporabiti v fazi
tehnološke priprave dela, saj so tu možni največji prihranki pri času (slika 3.2). Treba je
ugotoviti število preoblikovalnih operacij in vmesne stopnje orodij, določiti pa je treba tudi
tehnološke parametre.
Slika 3.2: Trodimenzionalni metodni plan

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-17-
VRSTNI RED POTEKA IZVEDBE SIMULACIJE:
1. Geometrijo orodja in platine vnesemo v programski paket za izvedbo simulacije.
Datoteko z geometrijo lahko prenesemo s katerega koli paketa za konstruiranje s
pomočjo prevajalnikov, kot so IGES, STEP, VDA, CATIA itd.
2. Mreženje orodja in platine pomeni popis površin z MKE mrežo. Za hitrejše delo so
nam danes v pomoč moduli za avtomatično mreženje, ki so integrirani v programske
pakete. Kakovostni rezultati simulacij so v veliki meri odvisni od natančnosti mreže,
se pravi od gostote in oblike mreže. Mreža mora biti na mestih, kjer pričakujemo
največje deformacije dovolj gosta, da dobimo uporabne rezultate, vendar pa ne sme
biti pregosta, saj s tem po nepotrebnem povečamo število linearnih enačb in dodatno
obremenimo sistem za analizo deformacijsko napetostnih stanj.
3. Sledi popis materialnih lastnosti izdelka. Parametri oz. zakoni potrebni za popis
materiala so že integrirani v paketu. Vanje vstavimo koeficiente, katere dobimo od
naročnika ali pa se opravijo standardni laboratorijski preizkusi. Najbolj potrebni
podatki za kakovostno izvedbo simulacije so:
• modul elastičnosti E,
• krivulja plastičnega utrjevanja,
• koeficient anizotropije r0, r45, r90,
• krivulja mejne deformabilnosti KMD in
• meja elastičnosti.
4. Definiramo kinematiko preoblikovalnega procesa in torne razmere na kontaktnih
površinah
5. Izračun preoblikovalnega postopka po metodi MKE. Postopek lahko razdelimo na:
pozicioniranje platine v orodju (v primeru velikih izdelkov in debele pločevine
program prične z izračunom povesa zaradi lastne teže), primik držala, večstopenjsko
preoblikovanje in elastično izravnavanje potem, ko izdelek vzamemo iz orodja in ga
obrežemo.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-18-
6. Poprocesiranje rezultatov. Uporabniško prijazni moduli omogočajo enostaven prikaz
rezultatov, ki so za preoblikovanje pločevine najbolj potrebni.
Simulacijski paketi nam v teh različnih fazah razvoja omogočajo:
• določevanje optimalne začetne oblike platine in optimalno razporeditev izdelkov za
optimalen izkoristek materiala,
• Simulacijo preoblikovalnega postopka (slika 3.3):
- napovedovanje kritičnih mest na obdelovancu, kjer se lahko pojavi nevarnost
porušitve ali nedopustnega tanjšanja materiala, površinskih napak ali gubanja,
- optimiranje oblike izdelka,
- optimiranje tehnologije,
- optimiranje procesnih parametrov,
- določitev preoblikovalnih sil.
• Simulacije elastičnega izravnavanja:
- napovedovanje elastičnega izravnavanja,
- optimiranje aktivnih delov orodja za kompenzacijo elastičnega izravnavanja.
• Simulacije inovativnih preoblikovalnih postopkov:
- preoblikovanje krojenih prerezov,
- preoblikovanje z medijem,
- preoblikovanje v elastičnih orodjih,
- inkrementalno preoblikovanje,
- preoblikovanje v vročem stanju,
- trdnostna analiza celotnega seta orodij (FEM analiza).

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-19-
Slika 3.3: Numerična simulacija preoblikovanja stranice avtomobila s KMD in tanjšanjem pločevine
Danes se na tržišču pojavlja veliko število programskih orodij, s katerimi lahko opravljamo
omenjene analize. Dejstvo je, da so prednosti in tudi nujo omenjenih simulacij spoznali tudi
razvijalci CAD paketov, tako da nam danes že ti omogočajo omenjene simulacije. Vendar pa
se točnost končnih rezultatov ne more primerjati s specializiranimi orodji, saj gre v tem
primeru za bolj ali manj okrnjene verzije specializiranih programov.
Najbolj zastopana programska orodja za omenjene simulacije so tako Autoform, Pam-
stamp, Dynaform in Altair HyperWorks katerega velika prednost je tudi v tem, da nam z
modulom HDD (Hyper Die Dynamics) omogoča simulacijo gibanja orodja znotraj stiskalnice
med preoblikovalnim procesom (slika 3.4).
Slika 3.4: Simulacija gibanja orodja med procesom v stiskalnici
Z uporabo simulacijskih paketov zmanjšamo stroške proizvodnje, omogočimo pravočasen
prihod izdelkov na trg, hitro odpravljanje napak na orodjih in predvsem zmanjšamo tveganje
pri razvoju novih izdelkov in preoblikovalnih tehnologijah.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-20-
4 3D-SKENIRANJE
Osnovni namen skeniranja (digitalizacije) je izdelava digitalne kopije izdelka. Najprej je treba
izdelek skenirati (slika 4.1), nato pa se na podlagi tako pridobljenih podatkov izdela CAD-
model izdelka, določi pot obdelave za CNC stroj ali CAE analiza.
Prvotno so s tem postopkom izdelovali proizvode drugih proizvajalcev in jih nato
izboljševali. Na ta način so prihranili ogromno časa in stroškov, kajti faza razvoja je pri takem
načinu dela odpadla. S tem postopkom so tudi na novo konstruirali proizvode, ki so jih
izdelovali po licenci ali izboljševali njihovo zunanjo podobo.
Ta postopek je doživel popolno preobrazbo pod vplivom hitrega inženirstva, ki je bil v
posameznih oddelkih podjetij vedno bolj razširjen. Skeniranje vzorca obdelovanca in izdelava
matematičnega (numeričnega) modela, na osnovi zajete množice točk, ki je nadomestila
neposredno modeliranje v CAD paketih, je podjetjem omogočila, da so skrajšali čas razvoja
za več tednov.
Slika 4.1: Skeniranje varjenega sklopa (Metris)

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-21-
Vzvratni inženiring je danes sestavni del procesa načrtovanja in izdelave proizvoda. Lahko ga
definiramo kot proces, katerega končni produkt je oblikovanje matematičnega modela iz
fizičnega. Razlogi, zakaj se odločamo za vzvratni inženiring so:
• obstajajo posamezni deli, za katere ne obstaja konstrukcijska oziroma izdelovalna
dokumentacija,
• v nekaterih primerih je treba potegniti iz modela samo podatke o 2D profilu; za
dokončno oblikovanje dela je bolj učinkovito modeliranje z uporabo tega profila in
ustreznih CAD/CAM sistemov,
• potencialna področja uporabe so industrija injekcijskega tlačnega litja (hitra izdelava
orodij, obnova poškodovanih orodij ali podvajanje orodij). Uporabnost tega postopka
pa segajo tudi izven strojniškega področja, saj je zelo smotrno postopek uporabiti tudi
na področjih kot so medicina, proizvodnja igrač, očal, itd.
V vseh primerih uporabe vzvratnega inženirstva je treba poznati zahteve za uporabo tega
postopka. V nekaterih primerih želimo pridobiti konstrukcijske informacije za mehansko
obnavljanje, lahko pa zahtevamo informacije, ki so potrebne za načrtovanje na osnovi
modifikacij. V primeru iskanja informacij za konstruiranje nas zanimajo predvsem absolutne
tolerance, nasprotno v primeru načrtovanja na osnovi modifikacij želimo pridobiti podatke o
obliki.
4.1 PRISTOPI PRI NAČRTOVANJU IZDELKA
Danes se lahko načrtovanja in izdelave novega proizvoda lotimo po dveh različnih
uveljavljenih poteh (slika 4.2) in sicer:
• konvencionalni način ali
• nekonvencionalni način.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-22-
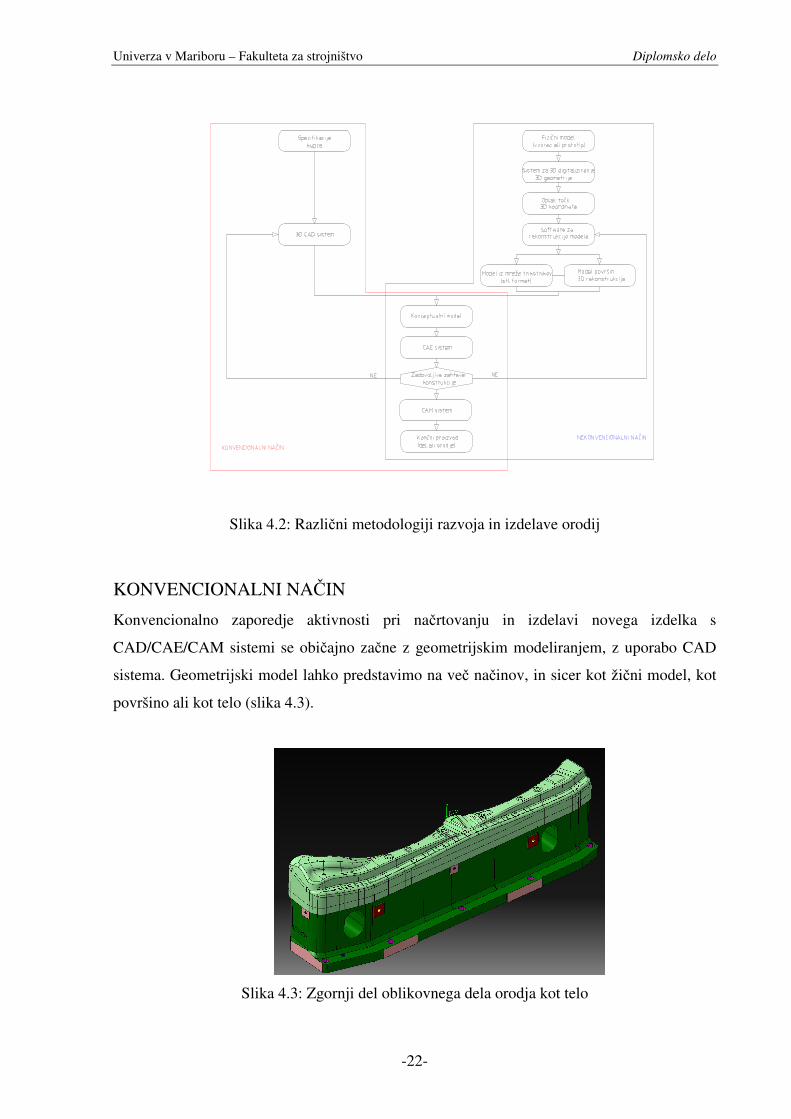
Slika 4.2: Različni metodologiji razvoja in izdelave orodij
KONVENCIONALNI NAČIN
Konvencionalno zaporedje aktivnosti pri načrtovanju in izdelavi novega izdelka s
CAD/CAE/CAM sistemi se običajno začne z geometrijskim modeliranjem, z uporabo CAD
sistema. Geometrijski model lahko predstavimo na več načinov, in sicer kot žični model, kot
površino ali kot telo (slika 4.3).
Slika 4.3: Zgornji del oblikovnega dela orodja kot telo

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-23-
Po končanem modeliranju, se pridobljene CAD informacije izvažajo v standardnem formatu
(IGES, STL, ASCII, VDA) in uvažajo v enakem formatu v CAE sisteme (predvideno za
simuliranje modela) ali v razne CAM sisteme (definiranje poti obdelave – NC-koda) kot
prikazuje slika 4.4.
Slika 4.4: Primer CNC obdelave in trdnostne analize
NEKONVENCIONALNI NAČIN
Konvencionalno zaporedje aktivnosti pri načrtovanju proizvoda ni uporabno, če je namen
uporabiti reinženiring in morebiti simulirati in optimirati že obstoječe dele/orodja brez
informacije v CAD formatu. V tem primeru je treba uporabiti tehnike, ki omogočajo
zajemanje podatkov o geometriji orodij ali delov in na podlagi teh informacij izdelati
matematični model. Tako uporabljen model kasneje uporabimo v CAE in CAM sistemih. Ta
proces običajno imenujemo vzvratni inženiring. Omenjen proces dela prikazuje slika 4.5 in
sicer na primeru razvoja novega avtomobila (vir Metris).

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-24-
Slika 4.5: Proces izdelave novega avtomobila
4.2 POSTOPEK VZVRATNEGA INŽENIRSTVA
Postopek vzvratnega inženirstva lahko razdelimo v tri stopnje:
• skeniranje,
• segmentiranje podatkov,
• prirejanje podatkov.
Prvi cilj metodologije vzvratnega inženirstva je oblikovati konceptualni model (npr. površino
sestavljeno iz mreže trikotnikov) izhajajoč iz fizičnega modela (orodja, prototipa). V ta namen
potrebujemo tehniko 3D-skeniranja, podprto z zmogljivo programsko opremo.
3D-skeniranje je postopek zajemanja podatkov z nedefinirane površine. Med
skeniranjem se analogno tipalo giblje po površini vzorca (z dotikom oziroma brez dotika)
naprej oziroma nazaj, sistem pa zapisuje informacije o površini v obliki numeričnih datotek
(slika 4.6). Produkt skeniranja je opis vzorca v obliki oblaka točk, ki ga lahko v nadeljevanju
uporabimo za generiranje G-kode za obdelovalne centre, za izdelavo kopije ali različnih
geometrijskih inačic osnovne oblike.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-25-
Slika 4.6: Skeniranje pločevinskega dela (Kreon)
Če skeniramo nek vzorec bodisi orodje ali kakšen del avtomobilske karoserije, moramo
upoštevati naslednje vplivne faktorje:
• iz kakšnega materiala je narejen model,
• kakšno je fizično stanje modela,
• potrebe po vpenjanju,
• zahteve pozicioniranja,
• napake naprave za digitaliziranje,
• dosegljive naprave za digitaliziranje,
• kakšna je zahtevana uporaba pridobljenega geometrijskega modela.
Zelo pomembna zadeva pri samem izvajanju skeniranja je, da v primeru nastanka napake, to
napako znamo pravilno ovrednotit. Zgodi se lahko, da napako, ki smo jo zakrivili sami, bodisi
zaradi neprimerne okolice, v kateri smo izvajal skeniranje, bodisi zaradi napake, ki jo je
povzročila merilna naprava, napako pripišemo izdelavi modela, kar je velika napaka pri
interpretaciji rezultatov. Takšno vrsto napake je treba opisati in jo v fazi obdelave podatkov v
ustreznem programskem paketu tudi odpraviti in na koncu tudi upoštevati pri končnem
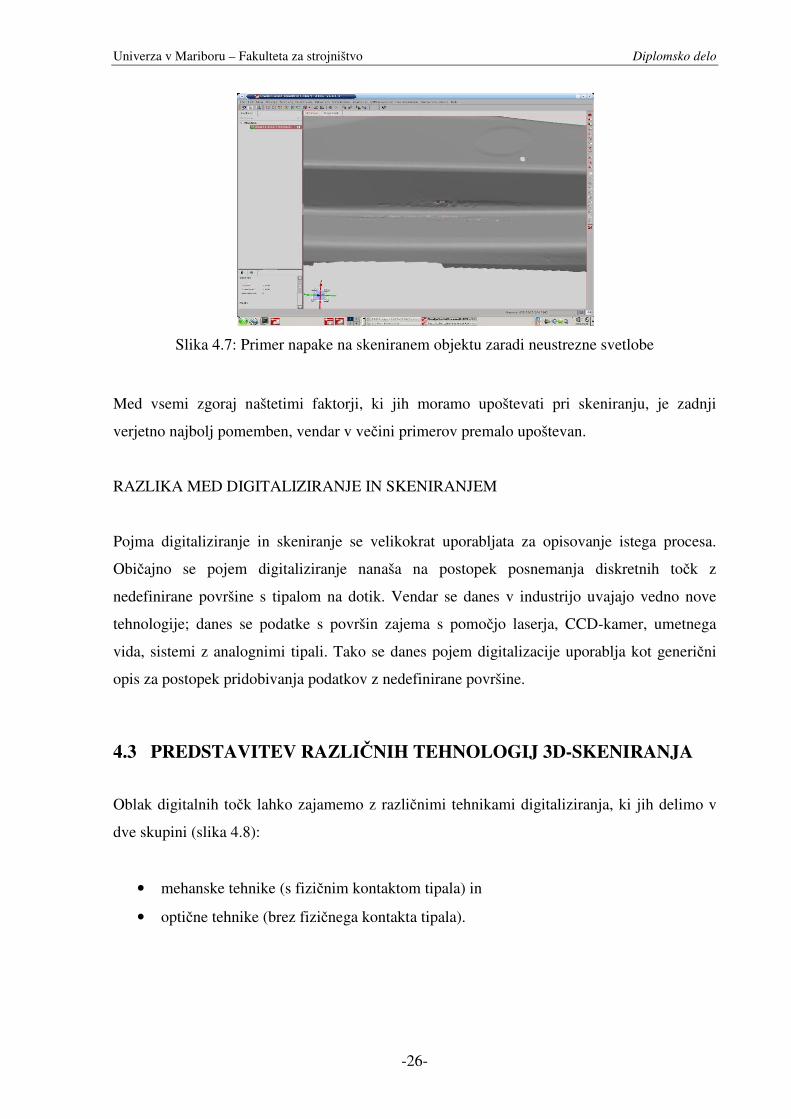
izdelku. Na sliki 4.7 tako lahko vidimo napako, ki je posledica vdora svetlobe na skeniran
objekt.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-26-
Slika 4.7: Primer napake na skeniranem objektu zaradi neustrezne svetlobe
Med vsemi zgoraj naštetimi faktorji, ki jih moramo upoštevati pri skeniranju, je zadnji
verjetno najbolj pomemben, vendar v večini primerov premalo upoštevan.
RAZLIKA MED DIGITALIZIRANJE IN SKENIRANJEM
Pojma digitaliziranje in skeniranje se velikokrat uporabljata za opisovanje istega procesa.
Običajno se pojem digitaliziranje nanaša na postopek posnemanja diskretnih točk z
nedefinirane površine s tipalom na dotik. Vendar se danes v industrijo uvajajo vedno nove
tehnologije; danes se podatke s površin zajema s pomočjo laserja, CCD-kamer, umetnega
vida, sistemi z analognimi tipali. Tako se danes pojem digitalizacije uporablja kot generični
opis za postopek pridobivanja podatkov z nedefinirane površine.
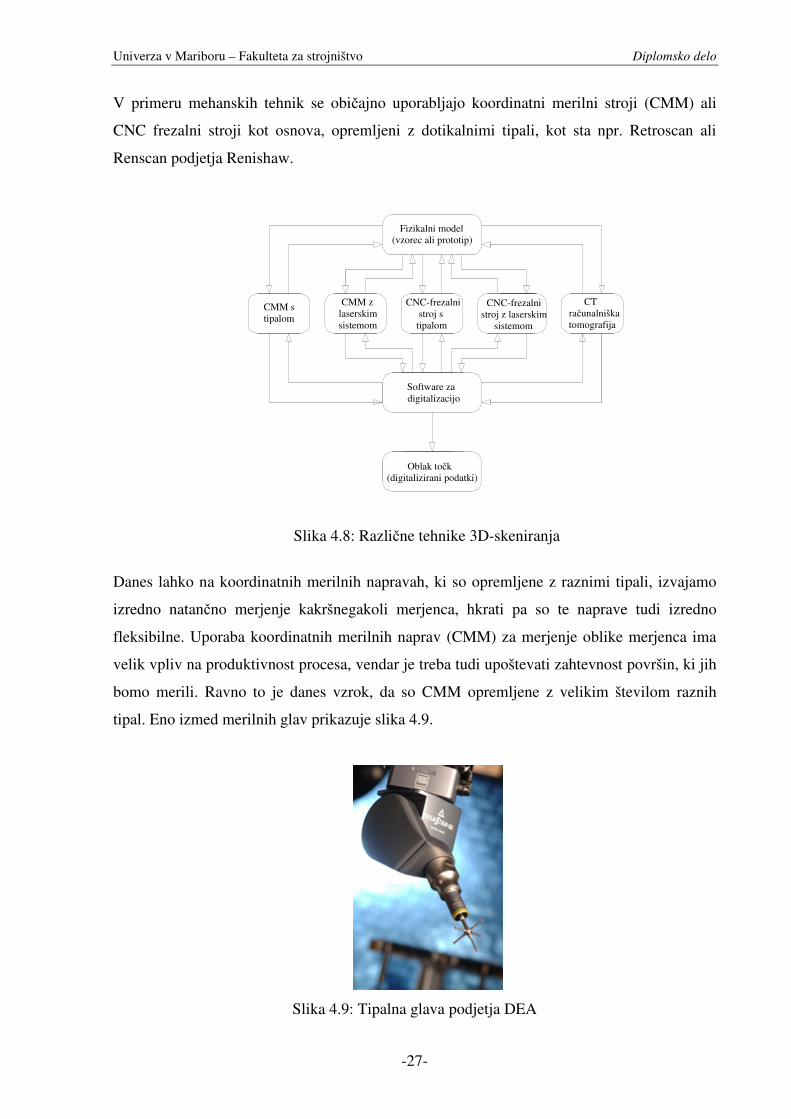
4.3 PREDSTAVITEV RAZLIČNIH TEHNOLOGIJ 3D-SKENIRANJA
Oblak digitalnih točk lahko zajamemo z različnimi tehnikami digitaliziranja, ki jih delimo v
dve skupini (slika 4.8):
• mehanske tehnike (s fizičnim kontaktom tipala) in
• optične tehnike (brez fizičnega kontakta tipala).
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-27-
V primeru mehanskih tehnik se običajno uporabljajo koordinatni merilni stroji (CMM) ali
CNC frezalni stroji kot osnova, opremljeni z dotikalnimi tipali, kot sta npr. Retroscan ali
Renscan podjetja Renishaw.
Oblak točk(digitalizirani podatki)
Software zadigitalizacijo
CMM s tipalom
CNC-frezalni stroj s tipalom
CTračunalniškatomografija
Fizikalni model(vzorec ali prototip)
CMM zlaserskimsistemom
CNC-frezalnistroj z laserskim sistemom
Slika 4.8: Različne tehnike 3D-skeniranja
Danes lahko na koordinatnih merilnih napravah, ki so opremljene z raznimi tipali, izvajamo
izredno natančno merjenje kakršnegakoli merjenca, hkrati pa so te naprave tudi izredno
fleksibilne. Uporaba koordinatnih merilnih naprav (CMM) za merjenje oblike merjenca ima
velik vpliv na produktivnost procesa, vendar je treba tudi upoštevati zahtevnost površin, ki jih
bomo merili. Ravno to je danes vzrok, da so CMM opremljene z velikim številom raznih
tipal. Eno izmed merilnih glav prikazuje slika 4.9.
Slika 4.9: Tipalna glava podjetja DEA

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-28-
Tipalne glave z enim tipalom so najbolj razširjene na področju merjenja prizmatičnih delov in
preprostih površin. Na površini ta tipala zajemajo točko za točko. Analogna tipala za
kontinuirno merjenje pa nasprotno lahko na hitro zajamejo na tisoče točk.
Za merjenje z dotikom je značilno, da s tem načinom dosežemo najboljše rezultate s
stališča točnosti in kakovosti obdelane površine. Problemi se pojavijo, kadar meritev
izvajamo na majhnih delih ali pa na delih, ki so izdelani iz zelo mehkega in krhkega materiala
(njihova površina se ne blešči, npr. glina, plastelin) – v takšnih primerih se priporoča uporaba
brezdotikalnih, laserskih ali optičnih sistemov.
V primeru merjenja površine brez dotika pa uporabljamo CMM- ali CNC-frezalne
stroje, ki so opremljeni z laserskimi tipali ali samostojne naprave, katerim so dodani optični
senzorji. (npr. CCD kamere) za brezdotikalno merjenje koordinat.
Gre za merjenje z optičnimi tipali, ki se delijo na tipala za posamezne točke, svetlobne
zapore in tipala, ki omogočajo analiziranje upodobitve delov merjenca; na merjenec se
projicira strukturna svetlobna mreža. Novi optični sistemi za merjenje omogočajo zajem
velikih elementov modela, karoserij ali konstrukcije letala, ki poteka zelo hitro, saj lahko
zajamejo okoli 20 000 točk v sekundi
CT-TEHNOLOGIJA
CT je angleška kratica za ''computer tomography'' in pomeni računalniška tomografija.
Tomografija izhaja iz grške besede tomos. CT je metoda, ki uporablja X žarke pri zajemanju
3D-podatkov. Največkrat se uporablja v medicinske namene pri digitalizaciji notranjih
človeških organov.
Prednost CT-tehnologije digitaliziranja v primerjavi z ostalimi metodami je v
zajemanju delov objekta, ki niso v vidnem polju, se pravi so v notranjosti objekta. Dobra
lastnost omenjene tehnike je tudi, da ni občutljiva na odbojne lastnosti površine. Slabosti pa
najdemo v tem, da velike spremembe v gostoti materiala lahko močno vplivajo na natančnost.
Tvegana je tudi uporaba v prisotnosti radioaktivnih elementov. Napravo za računalniško
tomografijo prikazuje slika 4.10.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-29-
Slika 4.10: Naprava za računalniško tomografijo (Metris)
OPTIČNA DIGITALIZACIJA
Pri optičnih refleksijskih metodah na objekt usmerimo svetlobo in na osnovi refleksije te
svetlobe določimo obliko objekta. Pristopov je več, vendar je najbolj uporaben postopek, pri
katerem se točke na površini objekta določajo s pomočjo optične triangulacije. Za ta namen
uporabljamo optične globinske senzorje, ki so varni in enostavni za uporabo. Slabost teh
senzorjev je, da niso zmožni vzorčenja notranjosti objektov, kot tudi ne vzorčenja objektov
izven vidnega polja kamere. Tako je za rekonstrukcijo 3D opisa celotnega objekta treba zajeti
več globinskih slik iz primerno izbranih gledišč.
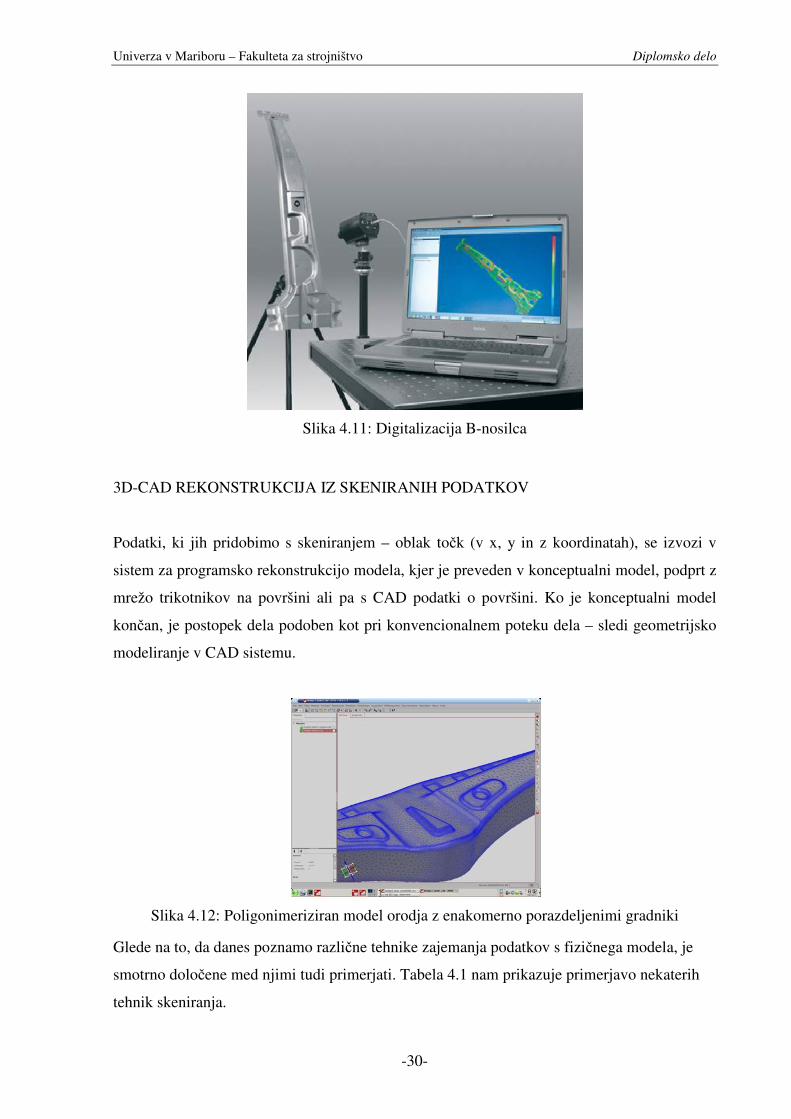
Na tržišču se pojavlja kar nekaj proizvajalcev opreme, ki nudijo optično digitalizacijo,
med najpomembnejšimi so Kreon – Francija, CogniTens – Izrael, GOM – Nemčija, Metris –
Belgija, Steinbichler – Nemčija in drugi. Na sliki 4.11 vidimo optično skeniranje B-nosilca s
skenerjem Atos II.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-30-
Slika 4.11: Digitalizacija B-nosilca
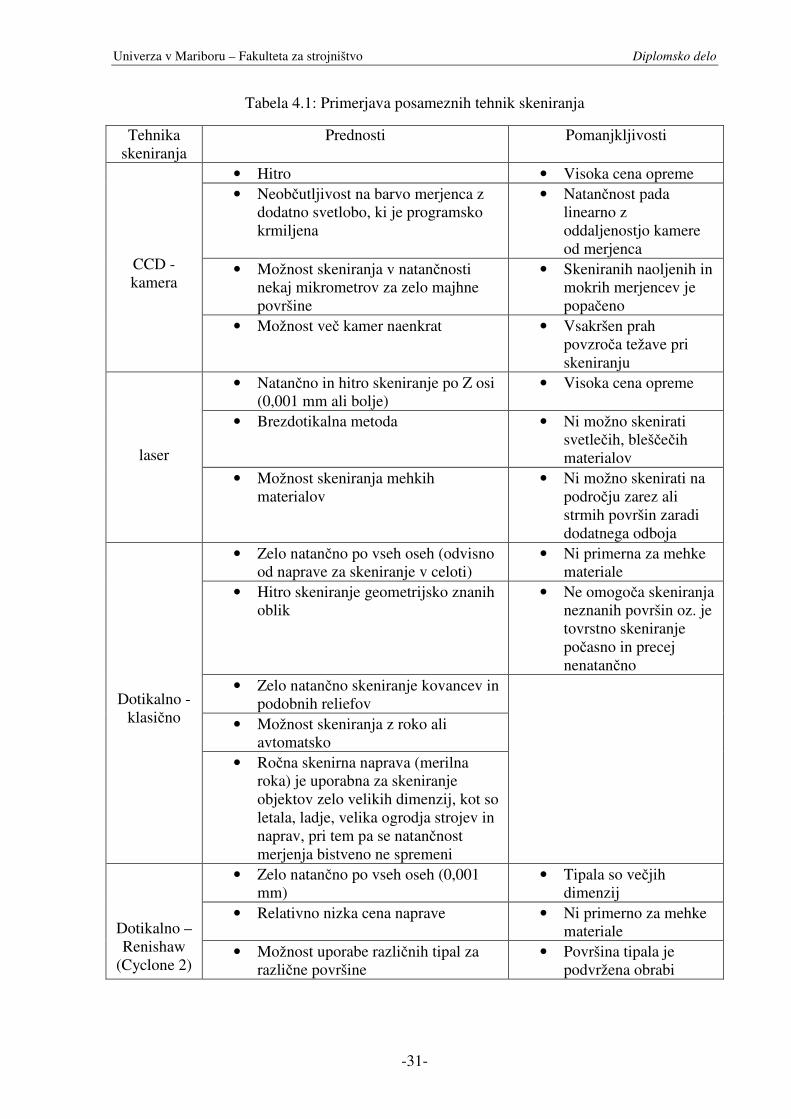
3D-CAD REKONSTRUKCIJA IZ SKENIRANIH PODATKOV
Podatki, ki jih pridobimo s skeniranjem – oblak točk (v x, y in z koordinatah), se izvozi v
sistem za programsko rekonstrukcijo modela, kjer je preveden v konceptualni model, podprt z
mrežo trikotnikov na površini ali pa s CAD podatki o površini. Ko je konceptualni model
končan, je postopek dela podoben kot pri konvencionalnem poteku dela – sledi geometrijsko
modeliranje v CAD sistemu.
Slika 4.12: Poligonimeriziran model orodja z enakomerno porazdeljenimi gradniki
Glede na to, da danes poznamo različne tehnike zajemanja podatkov s fizičnega modela, je
smotrno določene med njimi tudi primerjati. Tabela 4.1 nam prikazuje primerjavo nekaterih
tehnik skeniranja.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-31-
Tabela 4.1: Primerjava posameznih tehnik skeniranja
Tehnika skeniranja
Prednosti Pomanjkljivosti
CCD - kamera
• Hitro • Visoka cena opreme • Neobčutljivost na barvo merjenca z
dodatno svetlobo, ki je programsko krmiljena
• Natančnost pada linearno z oddaljenostjo kamere od merjenca
• Možnost skeniranja v natančnosti nekaj mikrometrov za zelo majhne površine
• Skeniranih naoljenih in mokrih merjencev je popačeno
• Možnost več kamer naenkrat • Vsakršen prah povzroča težave pri skeniranju
laser
• Natančno in hitro skeniranje po Z osi (0,001 mm ali bolje)
• Visoka cena opreme
• Brezdotikalna metoda • Ni možno skenirati svetlečih, bleščečih materialov
• Možnost skeniranja mehkih materialov
• Ni možno skenirati na področju zarez ali strmih površin zaradi dodatnega odboja
Dotikalno - klasično
• Zelo natančno po vseh oseh (odvisno od naprave za skeniranje v celoti)
• Ni primerna za mehke materiale
• Hitro skeniranje geometrijsko znanih oblik
• Ne omogoča skeniranja neznanih površin oz. je tovrstno skeniranje počasno in precej nenatančno
• Zelo natančno skeniranje kovancev in podobnih reliefov
• Možnost skeniranja z roko ali avtomatsko
• Ročna skenirna naprava (merilna roka) je uporabna za skeniranje objektov zelo velikih dimenzij, kot so letala, ladje, velika ogrodja strojev in naprav, pri tem pa se natančnost merjenja bistveno ne spremeni
Dotikalno – Renishaw
(Cyclone 2)
• Zelo natančno po vseh oseh (0,001 mm)
• Tipala so večjih dimenzij
• Relativno nizka cena naprave • Ni primerno za mehke materiale
• Možnost uporabe različnih tipal za različne površine
• Površina tipala je podvržena obrabi

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-32-
Idealna naprava za 3D skeniranje naj bi bila kombinacija laserja, CCD-kamere in dotikalnega
tipala, podprta z ustreznim krmilnikom.
4.4 UPORABA DIGITALIZACIJE V PRAKSI
Digitalizacija se danes v svetu uporablja na vedno več področjih in v vse večjem obsegu.
Predstavljena bodo samo nekatera področja, kjer je digitalizacija danes že uveljavljena.
Kakovostna digitalizacija je v bistvu osnova za kakovostno obratno inženirstvo.
4.4.1 HITRO FREZANJE
Hitro frezanje pomeni neposredno izdelavo izdelka (npr. dupliciranje) s pomočjo podatkov, ki
smo jih pridobili z digitalizacijo. V večini primerov to pomeni NC-programiranje STL-
modela, čeprav danes že obstajajo digitalizatorji, katerih direkten izhod je že koda za
obdelavo. Vendar je potrebno poudariti, da je programiranje STL-modela nekoliko boljša
možnost, saj lahko v tem primeru sami določimo strategijo obdelave in optimiramo parametre
frezanja (slika 4.13).
Zaradi tega mora biti kakovost STL-modela kolikor se le da velika; to pomeni, da
moramo odpraviti vse napake, ki se na model preslikajo kar pomeni nekoliko več dela.
Prednost hitrega frezanja je predvsem v tem, da se izognemo vzvratnemu inženirstvu, kar
posledično pomeni, da zmanjšamo možnost napak na modelu, pomemben pa je tudi prihranek
na času. Čas, ki je potreben za digitalizacijo in izdelavo kakovostnega modela, je za večino
primerov en do dva dni.
V praksi to pomeni, da če pri skeniranju orodja opazimo veliko odstopanje med CAD-
modelom in skeniranim modelom, lahko izdelamo ustrezno G-kodo, ki bo razlike med
modeloma izničila.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-33-
Slika 4.13: NC-programiranje STL-modela
4.4.2 VZVRATNO INŽENIRSTVO
Primer uporabe digitalizacije za namen vzvratnega inženiringa je v praksi zelo pogost. Kot
smo že poudarili, se v praksi velikokrat zgodi, da za določen izdelek ni na voljo
dokumentacije. V primeru, da se računalniški model potrebuje, poleg izdelave dvojnikov, še
za kakšne druge aplikacije, STL-model ponavadi ni dovolj, saj so spremembe v današnji
programski opremi še pretežavne. V takšnem primeru nastopi vzvratno inženirstvo oz.
kreiranje CAD-modela.
Vhodni podatki za vzvratno inženirstvo so največkrat pridobljeni s pomočjo skeniranja
in sicer v obliki oblaka točk. V primeru nezahtevnih oblik lahko podatke povzamemo s
pomočjo raznih merilnih strojev in naprav, npr. koordinatnih merilnih strojev. Velika
pomanjkljivost takšnega zajema podatkov je ta, da je za kvaliteten popis površine podatkov
premalo. Tak način zadošča kvečjemu za popis enostavnih oblik, kot so valji, stožci, krogle
itd.
Odločanje za način zajema podatkov je odvisno torej od zahtevnosti izdelka. Pravilo
pa je, da če želimo čim boljši približek CAD-modelu, je skeniranje nujnost.
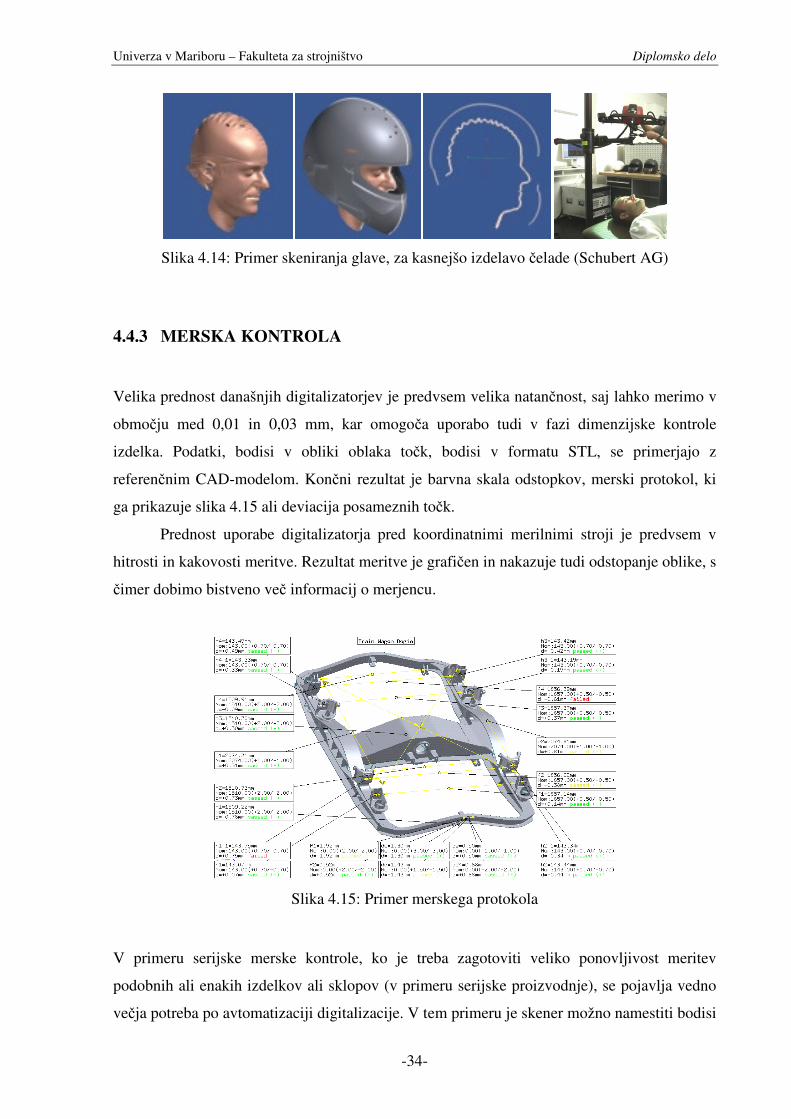
Praktičen primer skeniranja in vzvratnega inženirstva prikazuje slika 4.14. V tem
primeru je proces skeniranja uporabljen pri razvoju čelade za dirkača formule 1, kjer je zelo
pomembno, da se čelada zaradi varnosti popolnoma prilagaja dirkačevi glavi. Tako so bili
podatki pridobljeni s skeniranjem uporabljeni za neposredno izdelavo čelade.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-34-
Slika 4.14: Primer skeniranja glave, za kasnejšo izdelavo čelade (Schubert AG)
4.4.3 MERSKA KONTROLA
Velika prednost današnjih digitalizatorjev je predvsem velika natančnost, saj lahko merimo v
območju med 0,01 in 0,03 mm, kar omogoča uporabo tudi v fazi dimenzijske kontrole
izdelka. Podatki, bodisi v obliki oblaka točk, bodisi v formatu STL, se primerjajo z
referenčnim CAD-modelom. Končni rezultat je barvna skala odstopkov, merski protokol, ki
ga prikazuje slika 4.15 ali deviacija posameznih točk.
Prednost uporabe digitalizatorja pred koordinatnimi merilnimi stroji je predvsem v
hitrosti in kakovosti meritve. Rezultat meritve je grafičen in nakazuje tudi odstopanje oblike, s
čimer dobimo bistveno več informacij o merjencu.
Slika 4.15: Primer merskega protokola
V primeru serijske merske kontrole, ko je treba zagotoviti veliko ponovljivost meritev
podobnih ali enakih izdelkov ali sklopov (v primeru serijske proizvodnje), se pojavlja vedno
večja potreba po avtomatizaciji digitalizacije. V tem primeru je skener možno namestiti bodisi

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-35-
na industrijskega robota bodisi na rotacijsko mizo. Na sliki 4.16 lahko vidimo barvni prikaz
odstopkov na serijskem pločevinskem izdelku.
Slika 4.16: Primer barvne skale odstopkov
4.4.4 MERJENJE DEFORMACIJ IN DOLOČEVANJE MATERIALNIH
LASTNOSTI
Poleg vseh možnosti, ki nam jih ponujajo digitalizatorji, od merske kontrole do vzvratnega
inženirstva, nam nekateri, kot sta Argus in Aramis podjetja GOM, ponujajo tudi merjenje
deformacij pri preoblikovanju in optimizacijo preoblikovalnih procesov.
Vsak digitalizator spremlja zmogljiva programska oprema, ki nam v tem primeru
lahko poda porazdelitve glavnih in ostalih napetosti, prikaže nam lahko stanjšanje pločevine
kot tudi diagram mejnih deformacij in mejo tečenja za posamezen material.
Glavne aplikacije vključujejo verifikacijo numeričnih simulaciji in grobo vrednotenje
preoblikovalnih procesov.
Na ta način lahko tudi testiramo materiale, do kolikšne stopnje se jih da preoblikovati.
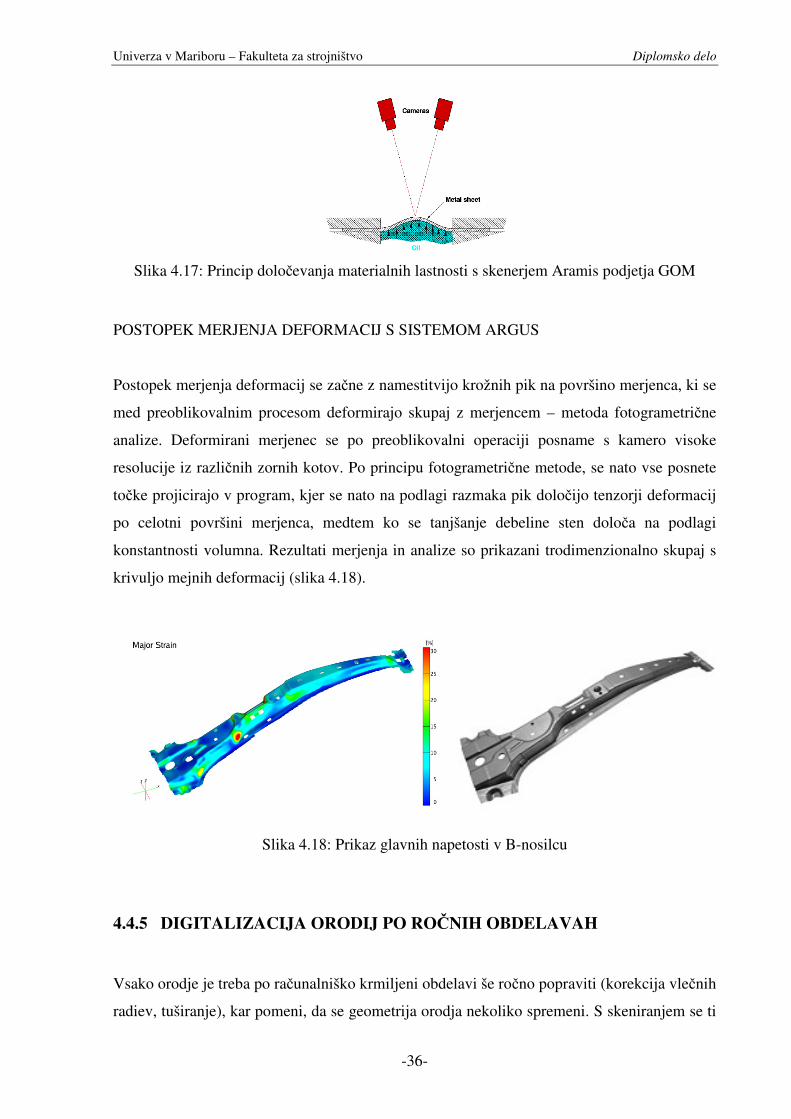
Princip omenjene tehnike nam prikazuje slika 4.17.
Z uporabo teh digitalizatorjev, lahko modificiramo oz. popravimo orodje, da bo le to
delovalo boljše in bo odpresek kar se da kvaliteten.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-36-
Slika 4.17: Princip določevanja materialnih lastnosti s skenerjem Aramis podjetja GOM
POSTOPEK MERJENJA DEFORMACIJ S SISTEMOM ARGUS
Postopek merjenja deformacij se začne z namestitvijo krožnih pik na površino merjenca, ki se
med preoblikovalnim procesom deformirajo skupaj z merjencem – metoda fotogrametrične
analize. Deformirani merjenec se po preoblikovalni operaciji posname s kamero visoke
resolucije iz različnih zornih kotov. Po principu fotogrametrične metode, se nato vse posnete
točke projicirajo v program, kjer se nato na podlagi razmaka pik določijo tenzorji deformacij
po celotni površini merjenca, medtem ko se tanjšanje debeline sten določa na podlagi
konstantnosti volumna. Rezultati merjenja in analize so prikazani trodimenzionalno skupaj s
krivuljo mejnih deformacij (slika 4.18).
Slika 4.18: Prikaz glavnih napetosti v B-nosilcu
4.4.5 DIGITALIZACIJA ORODIJ PO ROČNIH OBDELAVAH
Vsako orodje je treba po računalniško krmiljeni obdelavi še ročno popraviti (korekcija vlečnih
radiev, tuširanje), kar pomeni, da se geometrija orodja nekoliko spremeni. S skeniranjem se ti

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-37-
podatki ohranijo, kar pomeni, da v primeru naročila novega orodja, lahko pridobimo ogromno
časa v tej fazi, saj ni potrebe po tako obsežnem preizkušanju orodja, saj imamo te korekcije že
na voljo.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-38-
5 PRIMER SKENIRANJA ORODJA ZA PREOBLIKOVANJE
PLOČEVINE
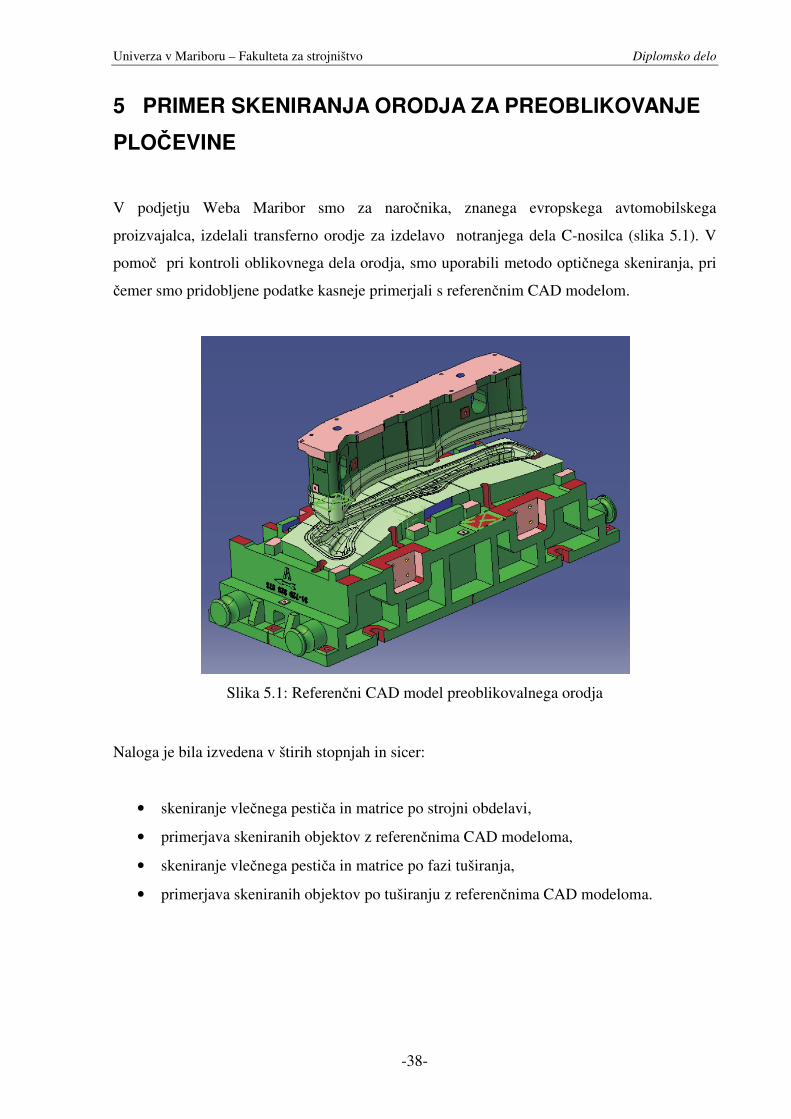
V podjetju Weba Maribor smo za naročnika, znanega evropskega avtomobilskega
proizvajalca, izdelali transferno orodje za izdelavo notranjega dela C-nosilca (slika 5.1). V
pomoč pri kontroli oblikovnega dela orodja, smo uporabili metodo optičnega skeniranja, pri
čemer smo pridobljene podatke kasneje primerjali s referenčnim CAD modelom.
Slika 5.1: Referenčni CAD model preoblikovalnega orodja
Naloga je bila izvedena v štirih stopnjah in sicer:
• skeniranje vlečnega pestiča in matrice po strojni obdelavi,
• primerjava skeniranih objektov z referenčnima CAD modeloma,
• skeniranje vlečnega pestiča in matrice po fazi tuširanja,
• primerjava skeniranih objektov po tuširanju z referenčnima CAD modeloma.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-39-
WEBA MARIBOR
Delniška družba Unior d.d. in Weba GmbH sta 23.11. 2007 podpisali pogodbo o ustanovitvi
mešanega podjetja, ki bi nadeljevalo tradicijo izdelave orodij za preoblikovanje pločevine,
zlasti za avtomobilsko industrijo. Podjetje WEBA GmbH iz sosednje Avstrije/Steyr, spada
med pomembnejše evropske dobavitelje preoblikovalnih orodij, katerih kupci so renomirana
svetovna podjetja kot so Adam Opel GmbH, Audi AG, BMW AG, Daimler AG, Dura GmbH,
ThyssenKrupp Umformtechnik GmbH, Tower Automotive GmbH in drugi. Z omenjeno
združitvijo je podjetje Unior M.P.P. tehnološka oprema zagotovo dobilo spoštovanja
vrednega strateškega partnerja, ki bo zagotavljal kontinuiteto del, prav tako pa poskušal
dvigniti že tako visoko kakovost dela ter poskušal prenesti določena dela, predvsem razvoj
orodij za preoblikovanje visokotrdnostnih pločevin.
Podjetje zaposluje okoli 250 ljudi na lokaciji v industrijski coni Tezno v Mariboru
(slika 5.2). Nudijo celovite rešitve na področju preoblikovanja pločevine, kar jim omogoča
ustrezno visoko usposobljen kader kot tudi visoko zmogljiva oprema, ki jo ima podjetje v
lasti.
Tako podjetje za svoje razvojne aktivnosti uporablja programski paket Mechanical
desktop za 3D-modeliranje, za programiranje računalniško podprtih strojev pa CAD/CAM
paket Catia V5. Prav tako ima podjetje v lasti simulacijski paket za simulacijo globokega
vleka Autoform, s katerim si pomagajo pri določitvi metodnega plana.
Prav tako, kot je sodobno opremljen razvojni oddelek, slednje velja tudi za proizvodne
prostore, kjer podjetje za potrebe rezkanja uporablja najsodobnejše rezkalne centre med katere
sodi tudi pet-osni Deckel-Maho. Za potrebe laserskega razreza uporabljajo prav tako pet-osni
laser, medtem ko za meritve uporabljajo 3D-merilni stroj DEA SCIROCCO.
Slika 5.2: Proizvodna hala podjetja Weba Maribor

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-40-
VLOGA C-NOSILCA
C-nosilec predstavlja skupaj z A- in B-nosilcem izjemno pomembne strukturne dele znotraj
celotne avtomobilske karoserije (slika 5.3). Omenjeni nosilci namreč predstavljajo povezavo
med streho in stranico avtomobila, pri čemer je A-nosilec sprednji, B-nosilec srednji in C-
nosilec zadnji. Pri karavanskih in SUV izvedenkah se pojavlja še en nosilec in sicer D-
nosilec. Omenjeni nosilci služijo kot varnostna kletka za voznika avtomobila in so običajno
izdelani iz visokotrdnostnih jekel, kot so npr. HSLA (high strength low alloy) ali TRIP
(transformation induces plasticity steels) pločevina.
D-nosilec
C-nosilec
B-nosilec
A-nosilec
Slika 5.3: Primer avtomobilske karoserije in mesta pritrditve nosilcev na Volkswagnu Touaregu (Tower Automotive)
Osnovna naloga C-nosilca je povezava strehe vozila z zadnjim stranskim blatnikom, oziroma
stransko steno avtomobila. Nosilec sestavljajo zunanji (vidni) del, lahko tudi integriran v
stransko steno, notranja ojačitev kot dodatna ojačitev v predelu strehe in v predelu vodnega
kanala ob stiku vezne stene (pokrov za zadnjimi sedeži) in zadkom avtomobila.
Omenjeni nosilec z ostalimi igra veliko vlogo pri togosti karoserije (širša kot je, bolje
je, vendar je pri tem mrtvi kot za voznika bistveno večji pri pogledu stransko nazaj). Kot
rečeno, omenjeni nosilci pri trku avtomobila nase prevzemajo energijo trka, katere
razporeditev v primeru stranskega udarca nam prikazuje slika 5.4.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-41-
Slika 5.4: Porazdelitev energije pri stranskem trku
5.1 OPIS SKENERJA ATOS II
Skeniranje je potekalo z optičnim skenerjem nemškega podjetja GOM ATOS II, katerega
lastnik je Fakulteta za strojništvo Univerze v Mariboru.
Skeniranje z omenjenim sistemom zagotovi geometrijo celotne oblike objekta. Tehnologija se
v veliki večini uporablja na področju avtomobilske industrije in sicer za:
• vzvratni inženiring,
• mersko kontrolo,
• optimizacijo poti rezalnega orodja pri proizvodnji oblikovnih orodij in
• monitoringa v serijski proizvodnji.
Skener ATOS II (slika 5.5) deluje po principu zajemanja globinskih slik s pomočjo črtnega
vzorčenja površine skeniranega objekta. Slike lahko zajema z gostoto 1,3 milijona točk, ki jih
nato preda poprocesorju v obliki oblaka točk.
Sistem je sestavljen iz močnega projektorja in dveh CCD-kamer. V podporo skenerju
je močan računalnik, ki premore 64-bitni dvojedrni procesor z 8 GB Ram-a in je sposoben
vsako izmed 1,3 milijona točk umestiti s pomočjo koordinatnega sistema v virtualni prostor.
Prednost omenjenega skenerja je v visoki natančnosti, enostavnosti, mobilnosti in možnosti
uporabe v težkih razmerah, kot so med drugim proizvodni prostori.
Skener omogoča skeniranje objektov različnih velikosti, in sicer od potniških letal pa do
miniaturnih injekcijsko brizganih izdelkov. V ta namen ima predložene štiri sete različnih
merilnih volumnov (tabela 5.1):

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-42-
Tabela 5.1: Merni volumni skenerja Atos II
Merilni volumen Razdalja merjenja Objektiv kamere Objektiv projektorja
100 x 80 x 80 750 35 23
200 x160 x 160 750 23 17
350 x 280 x 280 750 17 12
550 x 440 x 440 750 12 8
Slika 5.5: Skener Atos II
MERILNI POSTOPEK S SISTEMOM ATOS II
• Pozicioniranje senzorja in skeniranje
Prvi postopek pred skeniranjem je umerjanje sistema in njegovo pozicioniranje pred
objektom, ki ga želimo skenirati. Po vsaki sliki, se objekt ali skener, pomika tako, da
je mogoče s čim manjšim številom posnetkov zajeti ves objekt. Vsi posnetki se
avtomatično transformirajo v koordinatni sistem, s čimer se zagotovi celotni oblak
točk objekta.
• Obdelava podatkov
Po obdelavi podatkov se izdela polimeriziran model, podprt z mrežo osnovnih
elementov, kot so npr. trikotniki. Omenjeni model je nato primeren za izvoz v obliki
STL-formata, mersko kontrolo s CAD-modelom ali verifikacijo preko tehniške
dokumentacije.
• Poročilo in rezultati
Pridobljeni podatki kot so odstopanja od oblike, se nato izvozijo v CAD program kjer
se vrši nadaljna obdelava.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-43-
Karakteristike skenerja Atos II, s katerim je bilo opravljeno skeniranje nam prikazuje tabela
5.2
Tabela 5.2: Karakteristike skenerja Atos II
Konfiguracija sistema ATOS II
Število merilnih točk 1 300 000 v 1s
Čas merjenja 1s
Merilno območje (min) 175 x 140 mm2
Merilno območje (max) 2000 x 1600 mm2
Razmik med točkami 0,12 – 1,4 mm
Svetilnost 400 ANSI - Lumen
Kamera (število pikslov) 2 x 1 400 000
Dimezije projektorja 490 x 260 x 170 mm2
Teža projektorja 5,2 kg
Temperatura obratovanja 0 – 500C
5.2 SKENIRANJE VLEČNIH DELOV PREOBLIKOVALNEGA
ORODJA
Skeniranje preoblikovalnega orodja smo pričeli s pripravo merjenca – preoblikovalnega
orodja, ki smo ga najprej premazali s TiO2, s čimer smo preprečili sijaj, ki ga je oddajalo
orodje. Sledilo je umerjanje CCD-kamere, s pomočjo posebne plošče z markacijami, ki je
sestavni del opreme skenerja (slika 5.6).
.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-44-
Slika 5.6: Umerjanje skenerja
Po končanem umerjanju kamere, je bilo treba na orodje nalepiti posebne referenčne točke,
katerih namen je, da se z njihovo pomočjo posamezne slike v koordinatnem sistemu
avtomatično sestavljajo v celoto. Pravilo je, da morajo biti v vsakem posnetku kamere vsaj tri
referenčne točke, saj tako kamera nima prevelikih težav pri sestavljanju posameznih
posnetkov v celoto. Slika 5.7 prikazuje preoblikovalno orodje opremljeno z referenčnimi
točkami.
Slika 5.7: Orodje z referenčnimi točkami
Ko je celoten sistem in merjenec bil pripravljen, smo začeli z meritvijo. Pri meritvi se vzorci
merilnih črt (sledi) projicirajo na površino orodja, rezultate nato zajamejo merilne glave, v
katere sta vgrajeni dve CCD-kameri. Z digitalno obdelavo slike se izračuna neodvisno, po
triangulacijskem načelu, za vsako od 1,3 milijona zajetih točk njena prostorska lega. Ker je bil

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-45-
merjenec bistveno večji, kot pa je merilno območje skenerja, je bilo treba opraviti več
posnetkov, ki se jih s prilepljenimi referenčnimi točkami transformira v koordinatni sistem
objekta. Pri tem se merilna glava s kamero, ki je pritrjena na stativ in sicer tako, da se le-ta
lahko vrti, vodi preko orodja, da se pridobi čim več posnetkov merjenega objekta. Pri vsaki
poziciji pride do zajema izredno natančnih merilnih podatkov, povezanih z zajetim izsekom
objekta. S pomočjo prilepljenih referenčnih točk sistem lahko preračunava vsako pozicijo
zaznavala in transformira skenirane merilne podatke v predhodno določen koordinatni sistem
objekta.
5.3 OBDELAVA ZAJETIH PODATKOV
Po končanem skeniranju obeh polovic orodij, je sledila obdelava – analiza pridobljenih
podatkov (oblakov točk) z namenom, ugotoviti odstopanja dejanskega orodja napram
modeliranemu CAD modelu.
Obdelava podatkov je potekala s programskim paketom podjetja GOM, ki je tudi
proizvajalec omenjenega skenerja.
Po odprtju oblaka točk preoblikovalnega orodja, je najprej treba izvesti poligonizacijo,
kar pomeni, da orodje popišemo z osnovnimi elementi – trikotniki, in s tem tudi orodje
povežemo. Po poligonizaciji sledi priprava oblaka točk. Priprava je pomembna predvsem s
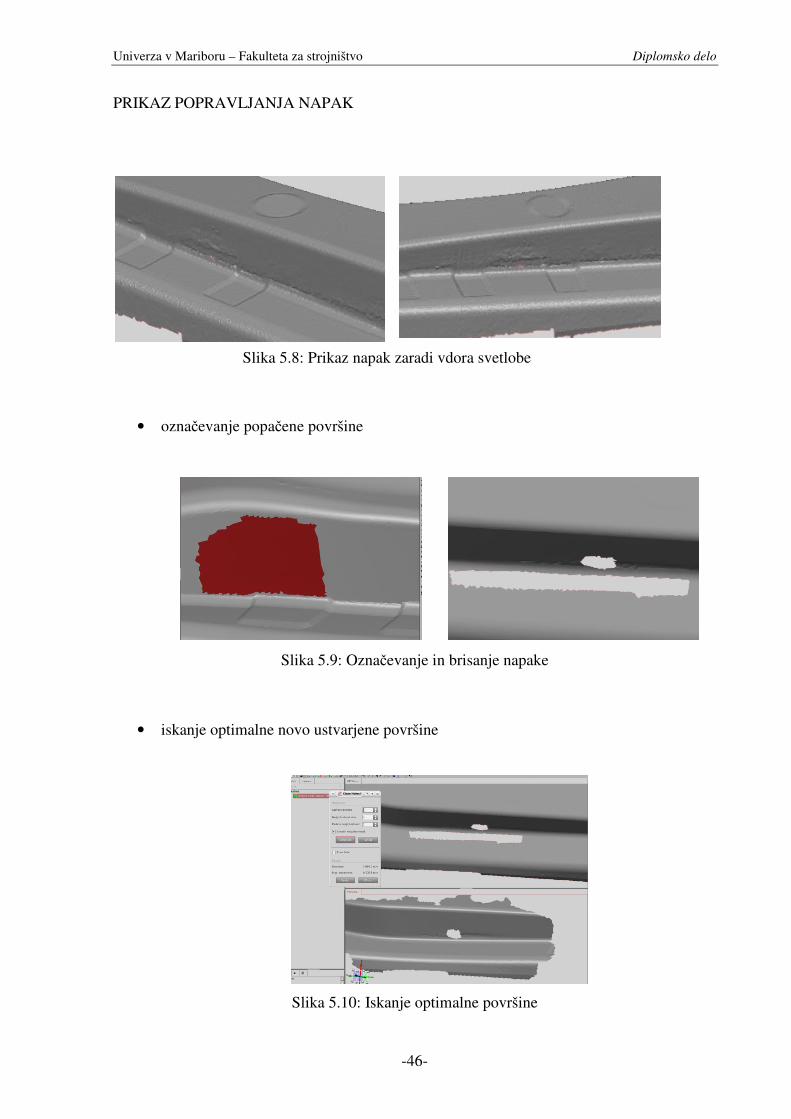
sledečega vidika. Pri skeniranju namreč lahko pride do določenih napak, v našem primeru do
vdora svetlobe, kar je pomenilo, da se je površina na tistem mestu popačila. Pogosta napaka je
tudi, da skener določene površine, ki je sicer majhna, ne zajame, in tako ostane na tem mestu
majhna luknja, ki jo je treba zapolniti. Površino je bilo treba iz omenjenega mesta izbrisati,
luknjo ki je pri tem nastala, pa zapolniti s pomočjo ustreznega ukaza. Pri tem je treba paziti
predvsem na to, da se novo ustvarjena površina čimbolj sklada z obstoječim orodjem.
Potrebno je omeniti, da je do teh napak prišlo na več mestih, zato je te popravke treba
upoštevati tudi pri sami analizi, saj je možno, da so napake bistveno manjše kot kaže sam
program. Na slikah 5.8, 5.9 in 5.10 vidimo omenjene napake in njihovo popravljanje.
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-46-
PRIKAZ POPRAVLJANJA NAPAK
• označevanje popačene površine
Slika 5.9: Označevanje in brisanje napake
• iskanje optimalne novo ustvarjene površine
Slika 5.10: Iskanje optimalne površine
Slika 5.8: Prikaz napak zaradi vdora svetlobe

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-47-
Po odpravi napak, ki se pojavijo pri skeniranju, orodje obrežemo in ga zgladimo s pomočjo
ustreznega ukaza. V našem primeru smo glajenje izvedli z 0,05 mm, kar pomeni, da smo
površine zgladili za omenjeno vrednost. Prevelika vrednost pri glajenju, bi namreč povzročila
napake in s tem bi bila vprašljiva relavantnost merjenih podatkov.
Nato sledi uvoz referenčnega CAD-modela, ki nam je služil kot referenca pri
primerjavi obeh orodij in postavitev koordinatnega sistema, kar prikazuje slika 5.11.
Slika 5.11: Postavitev koordinatnega sistema
Ko imamo v delovnem oknu pripravljen oblak točk kot tudi CAD-model, slednjega približno
poravnamo za ročno primerjavo, kar pomeni, da oba modela približno primerjamo, kot lahko
vidimo iz slike 5.12.
Slika 5.12: Hitro orientiranje modelov

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-48-
V naslednji fazi je treba določiti točke za spojitev, saj ročna primerjava ni natančna, zato je
treba izvesti primerjavo po metodi best-fit (slika 5.13). V ta namen je treba določiti vsaj 4
točke, če se le da na ravnih mestih po katerih bo program združil CAD-model in oblak točk.
Slika 5.13: Prikaz hitre primerjave in primerjave po metodi best-fit
Na tak način izvedemo analizo odstopanj, ki se pojavljajo pri izdelku. V programu lahko nato
spreminjamo skalo, tako da lahko analiziramo, v kakšnem tolerančnem območju se giblje
orodje.
5.4 ANALIZA PREOBLIKOVALNEGA ORODJA PO MEHANSKI
OBDELAVI
ANALIZA MATRICE
Na slikah 5.14 in 5.15 prikazujemo rezultate merske analize odstopanj dejanskega orodja,
napram referenčnega CAD-modela. Iz slik je lepo razvidno, da se modela v celoti ne ujemata
popolnoma, kar je tudi realno pričakovati, saj je v praksi nemogoče izdelati oblikovno orodje,
ki bi bilo identično CAD-modelu. Glede na to, da gre za mersko kontrolo orodja direktno po
mehanski obdelavi, ki je bila opravljena na računalniško vodenem CNC-frezalnem stroju, je
bilo pričakovati, da bosta oba modela v zelo ozkem tolerančnem območju. Odstopanja, ki so
nastala na orodju v tej fazi obdelave, so tako posledica napak, ki se pojavljajo v programu za
frezanje in pa tudi v morebitni obrabi rezilnih orodij. Dejstvo, ki pa je iz slike razvidno pa je,

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-49-
da je celotna matrica izdelana zelo natančno, največji odstopki se namreč pojavljajo na
skrajnem levem in desnem delu (rumena barva) in znašajo +0,08m
Slika 5.14: Prikaz odstopkov po mehanski obdelavi (skala ±0,2mm)
Slika 5.15: Prikaz odstopkov na obeh krajiščih

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-50-
ANALIZA PESTIČA
Podobno, kot smo zapisali za odstopanja v primeru matrice, lahko podobno zapišemo tudi za
pestič, saj se tudi v tem primeru največja odstopanja pojavljajo ravno na obeh krajiščih, se
pravi v skrajnem levem in desnem delu orodja (slike 5.16 in 5.17). Pomembno pa je zapisati
dejstvo, da sta tako matrica kot tudi pestič izdelana znotraj tolerančnega območja ±0,2mm.
Slika 5.16: Prikaz odstopkov na pestiču po mehanski obdelavi (skala ±0,1mm)
Slika 5.17: Prikaz največjih odstopkov na pestiču po mehanski obdelavi
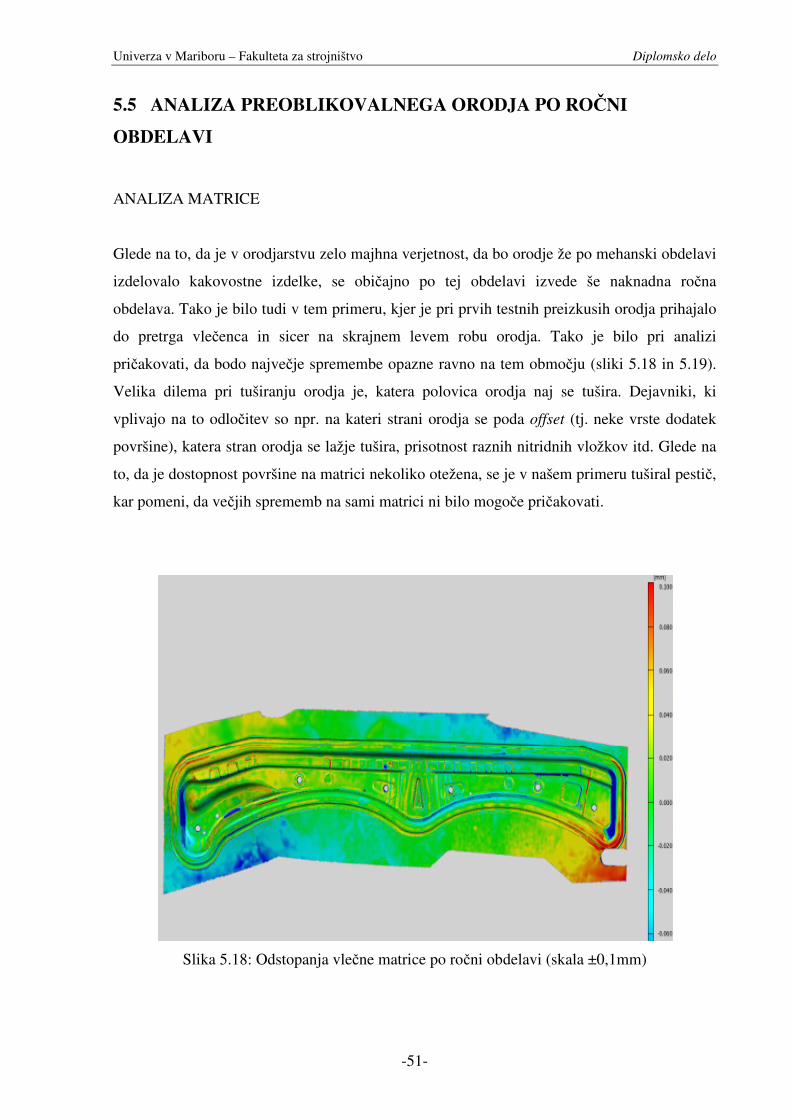
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-51-
5.5 ANALIZA PREOBLIKOVALNEGA ORODJA PO ROČNI
OBDELAVI
ANALIZA MATRICE
Glede na to, da je v orodjarstvu zelo majhna verjetnost, da bo orodje že po mehanski obdelavi
izdelovalo kakovostne izdelke, se običajno po tej obdelavi izvede še naknadna ročna
obdelava. Tako je bilo tudi v tem primeru, kjer je pri prvih testnih preizkusih orodja prihajalo
do pretrga vlečenca in sicer na skrajnem levem robu orodja. Tako je bilo pri analizi
pričakovati, da bodo največje spremembe opazne ravno na tem območju (sliki 5.18 in 5.19).
Velika dilema pri tuširanju orodja je, katera polovica orodja naj se tušira. Dejavniki, ki
vplivajo na to odločitev so npr. na kateri strani orodja se poda offset (tj. neke vrste dodatek
površine), katera stran orodja se lažje tušira, prisotnost raznih nitridnih vložkov itd. Glede na
to, da je dostopnost površine na matrici nekoliko otežena, se je v našem primeru tuširal pestič,
kar pomeni, da večjih sprememb na sami matrici ni bilo mogoče pričakovati.
Slika 5.18: Odstopanja vlečne matrice po ročni obdelavi (skala ±0,1mm)

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-52-
Slika 5.19: Prikaz največjih odstopanj na matrici po ročni obdelavi
ANALIZA PESTIČA
Kot je bilo omenjeno pri analizi matrice, se je zaradi že zgoraj omenjenih razlogov izvedlo
tuširanje pestiča. Pri tem mislimo predvsem na prilagajanje – večanje radiusov, da se zagotovi
čimbolj enakomeren vlek brez prekomernega tanjšanja pločevine in brez raznih pretrganin.
Tako lahko vidimo iz slik 5.20 in 5.21, da se na problematičnih mestih dejanska površina
orodja, zaradi omenjenih korekcij, nekoliko bolj razlikuje v primerjavi z analiziranimi
podatki, ki so bili pridobljeni po fazi mehanske obdelave.
Slika 5.20: Prikaz odstopkov na pestiču po ročni obdelavi

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-53-
Slika 5.21: Prikaz odstopkov na pestiču na krajiščih
Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-54-
6 SKLEP
Načrtovanje izdelka, bodisi posameznega dela ali orodja, preko integriranega vzvratnega
inženirstva, je sodobna metodologija, ki je še v raziskovalni in razvojni fazi. Če je ta
metodologija podprta z ostalimi tehnologijami, kot so hitro frezanje, hitra izdelava prototipov
ali 5-osno frezanje, omogoča znižanje časov izdelave in s tem povezanih stroškov, tako
razvoja, kot tudi menedžmenta. Za te proizvodne aktivnosti predstavlja 3D-skeniranje
začetno aktivnost zajemanja geometrijske oblike proizvodov. Ugotovimo lahko, da uporaba
tega postopka, integriranega z novejšimi postopki, ki so podprte z numerično simulacijo in
optimizacijo postopka in proizvoda, povečuje končno kakovost proizvoda in konkurenčnost
na zahtevnih trgih.
S projektom, ki je opisan v diplomski nalogi, smo ugotovili, da je bilo celotno orodje
izdelano zelo natančno. Odstopanja po mehanski obdelavi so bila v obsegu ±0,2 mm, kar
dejansko pomeni, da so bili programi za izdelavo orodja izdelani zelo skrbno, hkrati pa to
kaže na kakovostno programsko CAM-orodje. Glede na testne poizkuse, ki so bili izvedeni po
mehanski obdelavi, je prihajalo do pretrga pločevine na skrajnem levem delu orodja, zato smo
na tem mestu opravili korekcije površine, da bi zagotovili optimalni izdelek, kar smo na
koncu tudi dosegli. Zaradi omenjenih korekcij orodja, smo novo površino prav tako skenirali,
s čimer smo pridobili 3D-model optimiziranega orodja.

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-55-
7 LITERATURA
[1] Jože Balič. Računalniške integracije v orodjarstvu: univerzitetni učbenik. Fakulteta za
strojništvo, Univerza v Mariboru, Maribor, 2007.
[2] Luka Botolin. 3D-digitalizacija in obratno inženirstvo v praksi. IRT 3000 (2006), let. 4,
št. 5, str. 118–121.
[3] Giovani Bono. Z merjenjem do množice točk. IRT 3000 (2007), let. 1, št. 7, str. 84–85.
[4] Mirko Sokovič. 3D-skeniranje – pomembna faza pri vzvratnem inženiringu. Euroteh
(2004), let. 3, št. 3, str. 83–90.
[5] Samo Gazvoda. Uporaba 3D-digitalizacije v praksi. Euroteh (2004), let. 3, št. 3, str. 91–
93.
[6] Merjenje s sistemom Argus. Form + Wekzeug (2003), št. 4.
[7] Tomaž Pepelnjak. ESI-Group in proizvodi družine PAM. Euroteh (2004), let. 3, št. 4,
str. 76–77.
[8] Bojan Zupan, Aleš Remškar. Neposredni zajem skeniranih objektov v 3D-CAD
programu. V: Polajnar A., Poje J., Junkar M. (ur.). Orodjarstvo 2006. Rast obsega –
potrebni pogoj za uspeh: zbornik posvetovanja, Portorož, 11. in 12. Oktober 2006.
Ljubljana: GZS, Združenje kovinske industrije, Odbor za orodjarstvo, 2006, str. 53–58.
[9] Volk M.: Kontrola izdelkov ter povratno inženirstvo v orodjarstvu, Diplomsko delo,
Fakulteta za strojništvo, Univerza v Mariboru, Maribor, 2009.
[10] www.gom.com (26.7.2009)
[11] www.eta.com (26.7.2009)
[12] www.metris.com (30.7.2009)
[13] www.altairhyperworks.com (30.7.2009)

Univerza v Mariboru – Fakulteta za strojništvo Diplomsko delo
-56-
8 ŽIVLJENJEPIS
Moje ime je Mihael Čretnik. Rojen sem bil 25. 3. 1985 v Mariboru. Osnovno šolo sem
obiskoval na Osnovni šoli Pohorskega odreda v Slovenski Bistrici. Po uspešnem zaključku
osnovne šole, sem šolanje nadeljeval na takratni Srednji kovinarski, strojni in metalurški šoli
v Mariboru, kjer sem po štirih letih šolanja pridobil naziv strojni tehnik. Leta 2004 sem se
vpisal na visokošolski strokovni študijski program strojništvo na Fakulteti za strojništvo
Univerze v Mariboru. V 3. letniku študija na omenjeni fakulteti sem kot izbirno smer izbral
orodjarstvo.