Embed Size (px)
Citation preview

Tillverkningsteknologi 5 högskolepoäng
Manufacturing Technology 5 Credits
Provmoment: Tentamen (Exam)
Ladokkod: 41P15T
Tentamen ges för: Maskiningenjör – Produktutveckling (Mechanical Engineering)
ID: __________________________________________________________
(Ifylles av student)
Tentamensdatum: 01 June 2018
Tid: 14.00 – 18.00
Hjälpmedel:
Valfri miniräknare
Passare och linjal
Total antal poäng på tentamen : 50 poäng
För att få respektive betyg krävs:
För betyg 3 krävs 20 poäng
För betyg 4 krävs 30 poäng
För betyg 5 krävs 40 poäng
Note: If asked to ’motivate’ – the motivation gives points
Observera: Om du blir ombedd att ‘motivera’ – motiveringen ger poäng
Rättningstiden är i normalfall tre veckor
Viktigt! Glöm inte att skriva ID på alla blad du lämnar in
Lycka till!
Ansvarig lärare:
Telefonnummer:

QUESTIONS IN ENGLISH (50 POINTS)
CUTTING WORK (4 POINTS)
1. This part is made of a stainless steel with ksk=520 MPa. It has a thickness of 2 mm.
a. Calculate needed force to punch one of the above articles. Both the holes and the outer
contour. (2 points)
b. You have a press with capacity of 100 ton and want to press as many details as possible
in one operation. To reduce the force you switch to leaning edges. How many articles can
you have in the same die? (2 points)
MACHINING (15 POINTS)
2. Lathe turning (3 points)
a. What is the cutting speed when main axis spindle speed is 700min-1 and external
diameter is Ø50?
b. What is the cutting power required for machining mild steel at cutting speed 120m/min
with depth of cut 3mm and feed 0.2mm/rev (Machine coefficient 80%)? Specific cutting
force Kc=3100MPa
c. Facing of work piece of diameter 72mm is need to be done at spindle speed of 80 rev per
min at cross feed of 0.3mm/rev. The time required in minute for facing operation will be
_____________.
d. Which of the following represents the unit of metal removal rate? Motivatei. mm/revolution
ii. mm*mm/revolutioniii. mm*mm*mm/revolutioniv. none of the mentioned
e. Which of the following is the unit of the feed? Motivate
i. mm / minute
ii. mm / revolution
iii. mm * minute
iv. none of the mentioned
f. Increased feed_______ (Motivate)i. increases tool’s life
ii. decreases tool’s lifeiii. no effect on tool’s lifeiv. none of the mentioned

3. Milling (3 Points)
a. Find Scallop Height if cutter diameter is 3 cm and step-over distance is 1 cm
b. What is the feed per tooth when the main axis spindle speed is 500 min-1, number of
insert is 10, and table feed is 500mm/min?
c. Form cutting can be performed more effectively by ______ milling machine. (Motivate)
i. Horizontal
ii. Vertical
iii. can’t say anything
iv. none of the mentioned
d. Drilling can be performed more effectively by ______ milling machine. (Motivate)
i. Horizontal
ii. Vertical
iii. can’t say anything
iv. none of the mentioned
e. Downmilling is easily used on flexible, thin and flat jobs. (Motivate)
i. True
ii. false
f. As the cutter progress, the chip accumulates at the cutting zone, spoils the work
surfaces. This is the disadvantage of ______ process.
i. Upmilling
ii. Downmilling
iii. can’t say anything
iv. none of the mentioned
4. Drilling and boring (3 points)
a. Why cutting speed formula for milling is same as turning and drilling?
b. Chip disposal will be better If we _______ the helix angle. (Motivate)
i. Increase
ii. Decrease
iii. can’t say anything
iv. none of the mentioned
c. If l/d ratio is too large, then drill becomes_______. (Motivate)
i. Weak
ii. Strong
iii. very sharp
iv. none of the mentioned
d. If cutting speed is 200 m/min, find spindle speed

e. Find cutting depth for the same diagram above
f. Time taken to drill five holes using gang drilling machine through a 25 mm thick plate
with the drill rotating at 300 rpm and moving at a feed rate of 0.25 mm/rev is
________________________.
5. When lathing a material two combinations of cutting speed and wear out time were identified;
vc1=130 m/min and Tc1=12 min together with vc2=110 m/min and Tc2=26 min. The used tool is of
insert type with a cost of 300 kr/pcs. Every insert costs 30 kr in purchase. The time for changing
the tool is 2 min. The cost for the machine is 400 kr/h and the salary cost is 150 kr/h. The tool
lasts for 500 edges and have room for four edges.
a. Decide appropriate cutting speed both for minimal cost and maximum production speed.
(6 points)
CASTING (8 POINTS)
6. What are disadvantages of investment casting? And write two advantages of the sand castingprocess. (1 point)
7. Why steel is not usually die casted and why steel is generally made by continuous casting? (1point)
8. Centrifugal casting is used to make hollow pipes. What determines the thickness of the pipe? (1point)
9. Does the grain size and shape of sand grains affect sand moulding? Motivate (1 point)10. Does the pure liquid metal become solid completely at freezing temperature? Motivate your
answer via crystal formation. (2 points)11. Draw a schematic illustration of two cast structures of metals solidified in a square mould; (a)
pure metals and (b) alloys (2 points)
TOLERANCE, FITS AND MEASUREMENTS (8 POINTS)
12. How does surface roughness indicated using symbol? Also mention where are roughness values,
production method, machining allowance and surface pattern (lay) are indicated? (2 points)
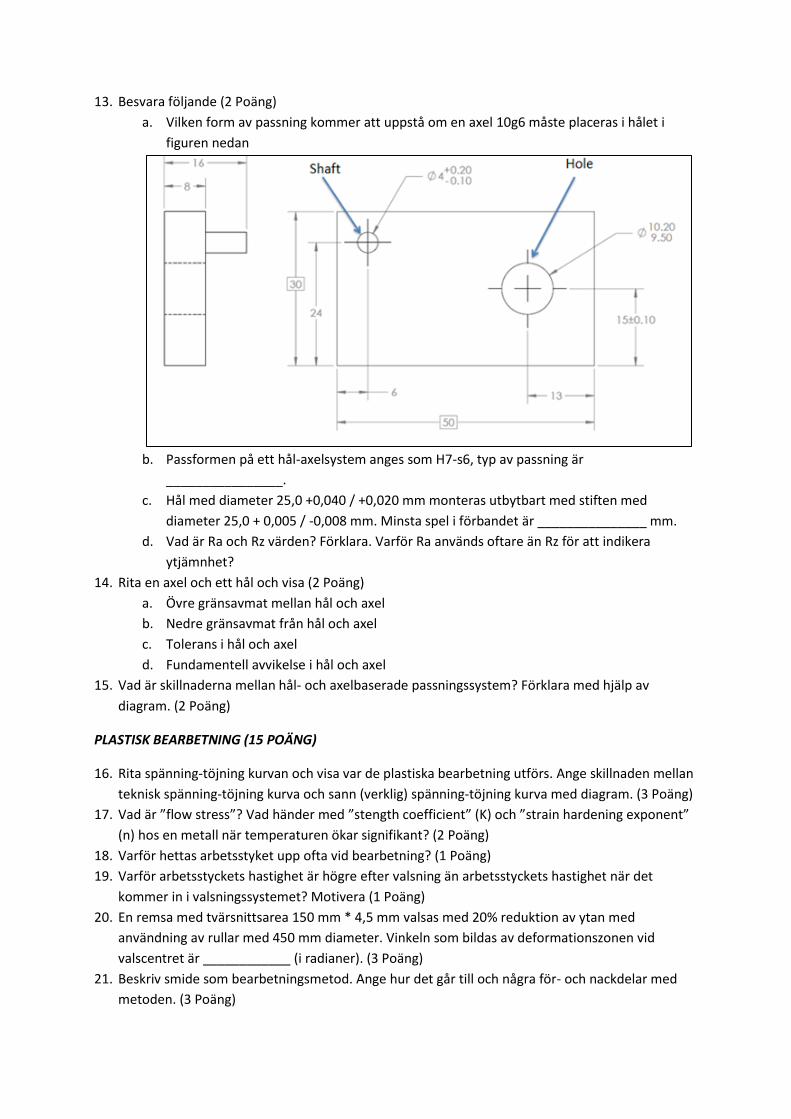
13. Answer the following (2 points)
a. What kind of fit will occur if a shaft 10g6 has to be positioned in the hole in the diagram
below
b. The fit on a hole -shaft system is specified as H7-s6, the type of fit is ________________.

c. Holes of diameter 25.0 +0.040 /+0.020 mm are assembled interchangeably with the pins
of diameter 25.0 +0.005/ −0.008 mm. The minimum clearance in the assembly will be
_______________ mm.
d. What are Ra and Rz values? Explain. And why Ra is more often used than Rz to indicate
surface roughness?
14. Draw a shaft and hole, and show (2 points)
a. Upper deviation of hole and shaft
b. Lower deviation of hole and shaft
c. Tolerance in hole and shaft
d. Fundamental deviation in hole and shaft
15. What are the differences between hole and shaft based fit systems? Explain using diagrams. (2
points)
METAL FORMING (15 POINTS)
16. Draw stress-strain curve and show where the metal forming operations are performed. And statethe difference between engineering stress-strain curve and true stress-true strain curve withdiagram. (3 points)
17. What is flow stress? What happens to strength coefficient (K) and strain hardening exponent (n)of a metal when the temperature is increased significantly? (2 points)
18. Why hot working is commonly used? (1 point)19. Why the velocity of the workpiece is higher after rolling than the velocity of the workpiece when
it enters the rolling system? Motivate (1 points)
20. A strip with cross sectional area 150 mm * 4.5 mm is being rolled with 20% reduction of area
using 450 mm diameter rollers. The angle subtended by the deformation zone at the roll centre
is ____________ (in radians). (3 points)
21. Describe forging as forming method. Describe how it is done and also write some advantages and
disadvantages with the method. (3 points)
22. When you shall bend a flange you want to have on a complete product a radius of 5 mm and the
angle shall be 80o. The material is cold rolled stainless steel and thickness of 1 mm. Give the
angle to press to and what radius you need to have on the anvil. (2 points)

FRÅGOR PÅ SVENSKA (50 POÄNG)
KLIPPANDE BEARBETNING (4 POÄNG)
1. Denna artikel är gjord av ett rostfritt stål med ksk=520 MPa. Den har en tjocklek av 2 mm.
a. Beräkna erforderlig kraft att stansa ut en styck av ovanstående artikel. Både hål och
ytterkontur. (2 poäng)
b. Du har en 100 ton press och vill pressa så artiklar som möjligt i ett slag. För att reducera
kraften övergår du till lutande skär. Hur många artiklar kan du ha i samma verktyg, (2
Poäng)
SKÄRANDE BEARBETNING (15 POÄNG)
2. Svarvning (3 Poäng)
a. Vad är skärhastigheten när axelns spindelhastighet är 700min-1 och ytterdiameter är Ø50?
b. Vad är den skärkraft som krävs för bearbetning av mjukt stål vid skärhastigheten 120 m/min
med skärsnittsdjup 3 mm och matning 0,2 mm/varv (Maskinkoefficient 80%)? Specifik
skärkraft Kc = 3100 MPa
c. Plansvarvning av arbetsstycket 72 mm diameter måste göras med spindelhastighet på 80
varv per min vid korsmatning av 0,3 mm / varv. Den tid som krävs i minuter för plansvarvning
operation är _____________.
d. Vilket av följande representerar enheten för avverkadspånvolum? Motivera
I. mm / varv
II. mm * mm / varv
III. mm * mm * mm / varv
IV. ingen av de nämnda
e. Vilket av följande är enheten för matningen? Motivera
I. mm / minut

II. mm / varv
III. mm * minut
IV. ingen av de nämnda
f. Ökat matning _______ (Motivera)
I. ökar verktygets liv
II. minskar verktygets liv
III. ingen effekt på verktygets liv
IV. ingen av de nämnda
3. Fräsning (3 Poäng)
a. Bestäm profilhöjd om skärdiametern är 3 cm och avstånd mellan skär är 1 cm
b. Vad är matningen per tand när huvudaxelns spindelhastighet är 500 min-1, antalet eggar är
10 och bordsmatningen är 500 mm / min?
c. Fräsning av form kan utföras mer effektivt av ______ fräsmaskin. (Motivera)
i. Horisontell
ii. Vertikal
iii. kan inte säga någonting
iv. ingen av de nämnda
d. Borrning kan utföras mer effektivt av ______ fräsmaskin. (Motivera)
i. Horisontell
ii. Vertikal
iii. kan inte säga någonting
iv. ingen av de nämnda
e. Medfräsning används enkelt på flexibla, tunna och plana jobb. (Motivera)
i. Sann
ii. Falsk
f. När skärarens går framåt ackumuleras spånor vid skärzonen, och förstör arbetsytorna. Detta
är nackdelen med ______ processen.
i. Motfräsning
ii. Medfräsning
iii. kan inte säga någonting
iv. ingen av de nämnda
4. Borrning (3 Poäng)
a. Varför är skärhastighetsformeln för fräsning samma som för vridning och borrning?
b. Spånavskiljning blir bättre om vi _______ spiralvinkeln. Motivera
i. Öka
ii. Minska
iii. kan inte säga någonting
iv. ingen av de nämnda
c. Om l / d-förhållandet är för stort blir borren_______. (Motivera)
i. Svag
ii. Stark
iii. väldigt vass
iv. ingen av de nämnda

d. Om skärhastigheten är 200 m / min, bestäm spindelvarvtalet
e. Bestäm skärddjup för samma figur ovan
f. Tiden att borra fem hål med gängborrmaskin genom en 25 mm tjock platta med borren
roterande vid 300 varv per minut och förflyttning vid en matningshastighet på 0,25 mm /
varv är ________________________.
5. Vid svarvning av ämne så erhölls två kombinationer av skärhastigheter och utslitningstider;
vc1=130 m/min och Tc1=12 min samt vc2=110 m/min och Tc2=26 min. Det använda verktyget är ett
vändskärsverktyg med en kostnad av 300 kr/st. Varje vändskär kostar 30 kr i inköp. Tiden att byta
verktyg är 2 min. Kostnaden för maskitiden är 400 kr/h och lönekostnaden är 150 kr/h. Hållaren
klarar 500 eggar och den har plats för fyra eggar.
a. Bestäm lämpliga skärhastigheter dels för minimal produktionskostnad men även för
maximal produktionshastighet. (6 Poäng)
GJUTNING (8 POÄNG)
6. Vilka är nackdelar med precisionsgjutning? Namn också två fördelar med
sandgjutningsprocessen. (1 Poäng)
7. Varför är stål vanligtvis inte pressgjutna och varför tillverkas stål vanligen genom stränggjutning?
(1 Poäng)
8. Centrifugalgjutning används för att göra ihåliga rör. Vad bestämmer rörets tjocklek? (1 Poäng)
9. Påverkar korn storleken och formen av sandkorn sandformning? Motivera (1 Poäng)
10. Blir den rena flytande metallen helt fast vid frysningstemperaturen? Motivera ditt svar via
kristallbildning. (2 Poäng)
11. Rita en schematisk illustration av två gjutna strukturer av metaller stelnade i en fyrkantig form;
(a) rena metaller och (b) legering (2 Poäng)
TOLERANS, PASSNINGAR OCH MÄTTNINGAR (8 POÄNG)
12. Hur ser symbolen för ytjämnhet ut? Nämnas också var råhetsvärden, produktionsmetod,
bearbetningsbidrag och ytmönster (lay) anges? (2 Poäng)
13. Besvara följande (2 Poäng)
a. Vilken form av passning kommer att uppstå om en axel 10g6 måste placeras i hålet i
figuren nedan
b. Passformen på ett hål-axelsystem anges som H7-s6, typ av passning är
________________.
c. Hål med diameter 25,0 +0,040 / +0,020 mm monteras utbytbart med stiften med
diameter 25,0 + 0,005 / -0,008 mm. Minsta spel i förbandet är _______________ mm.
d. Vad är Ra och Rz värden? Förklara. Varför Ra används oftare än Rz för att indikera
ytjämnhet?
14. Rita en axel och ett hål och visa (2 Poäng)
a. Övre gränsavmat mellan hål och axel
b. Nedre gränsavmat från hål och axel
c. Tolerans i hål och axel
d. Fundamentell avvikelse i hål och axel
15. Vad är skillnaderna mellan hål- och axelbaserade passningssystem? Förklara med hjälp av
diagram. (2 Poäng)
PLASTISK BEARBETNING (15 POÄNG)
16. Rita spänning-töjning kurvan och visa var de plastiska bearbetning utförs. Ange skillnaden mellan
teknisk spänning-töjning kurva och sann (verklig) spänning-töjning kurva med diagram. (3 Poäng)
17. Vad är ”flow stress”? Vad händer med ”stength coefficient” (K) och ”strain hardening exponent”
(n) hos en metall när temperaturen ökar signifikant? (2 Poäng)
18. Varför hettas arbetsstyket upp ofta vid bearbetning? (1 Poäng)
19. Varför arbetsstyckets hastighet är högre efter valsning än arbetsstyckets hastighet när det
kommer in i valsningssystemet? Motivera (1 Poäng)
20. En remsa med tvärsnittsarea 150 mm * 4,5 mm valsas med 20% reduktion av ytan med
användning av rullar med 450 mm diameter. Vinkeln som bildas av deformationszonen vid
valscentret är ____________ (i radianer). (3 Poäng)
21. Beskriv smide som bearbetningsmetod. Ange hur det går till och några för- och nackdelar med
metoden. (3 Poäng)

22. När du ska bocka en fläns så önskar du på färdig produkt en invändig radie om 5 mm och att
vinkeln ska vara 80o. Materialet är ett kallvalsat rostfritt stål och en plåttjocklek av 1 mm. Ange
hur stor vinkel du måste pressa till och vilken radie du behöver ha på mothållet. (2 Poäng)

TILLVERKNINGSTEKNOLOGI FORMLER (MANUFACTURING TECHNOLOGY FORMULAS)
1. Klippande bearbetning
2. Skärande bearbetning
2.1. Svarvning (Turning)

CUTTING POWER

2.2. Fräsning (Milling)
CUTTING SPEED
FEED PER TOOTH
TABLE FEED
CUTTING TIME
CUTTING POWER

SCALLOP HEIGHT

2.3. Drilling
CUTTING SPEED
FEED SPEED OF THE MAIN SPINDLE
DRILLING TIME

3. Plastisk Bearbetning
3.1. Valsning
FLOW STRESS (𝑌𝑓)
𝑌𝑓 = 𝐾𝜀𝑛
K = strength coefficient
ε = strain during deformation process
n = strain hardening exponent
AVERAGE FLOW STRESS
𝑌�̅� =𝐾𝜀𝑛
1 + 𝑛
STRAIN RATE
𝜀̇ =𝑣
ℎε = true strain rate
h = instantaneous heaight of workpiece being deformed
FORWARD SLIP
𝐹𝑜𝑟𝑤𝑎𝑟𝑑 𝑠𝑙𝑖𝑝 =𝑉𝑓 − 𝑉𝑟
𝑉𝑟
Velocties of workpiece and roller
HEIGHT AND VELOCITY RELATION
Velocities and thickness are given above

LENGTH OF ARC OF CONTACT
MAXIMUM REDUCTION
LOAD DURING NORMAL FRICTION SITUATION
𝑃 = 𝑌′ℎ̅
𝜇𝐿𝑝(𝑒
𝜇𝐿𝑝
ℎ − 1) 𝑏 √𝑹∆𝒉
3.2. Bockning
– 𝐹 = 𝐶 ∗ 𝜎𝐵 ∗ 𝑏 ∗ 𝑡2 ∗1
𝐿
– 𝐶 = 1 +4𝑡
𝐿
– 𝐾 =𝛼𝑓
𝛼0=
𝑟0+0,5∗𝑡
𝑟𝑓+0,5∗𝑡

SKÄRANDANDE BEARBETNING EKONOMI
Total bearbetningskostnad:
• 𝐶𝐵 = 𝐶𝑣 + 𝐶𝑚 [kr/detalj]
– 𝐶𝑣 = Verktygskostnaden per detalj
– 𝐶𝑚 = Maskintimkostnaden per detalj
Maskintimkostnaden :
– 𝐶𝑚 =𝐾𝑚
60∗ 𝑡𝑚 [kr/detalj]
– 𝑡𝑚 = Maskintiden i min
– 𝐾𝑚 = Maskintimkostnaden i kr/h
– Maskintiden:
• 𝑡𝑚 = 𝑡𝑢𝑛 + 𝑡𝑠 [min]
• 𝑡𝑢𝑛 = Tiden för upp- och nedtagning av en detalj i
minuter
• 𝑡𝑠 = Effektiv skärtid i minuter
Verktygskostnaden :
– 𝐶𝑣 =𝐾𝑣∗𝑡𝑠
𝑇𝑐[kr/detalj]
– 𝐾𝑣 = Verktygskostnaden i kr/skäregg
– 𝑡𝑠 = Effektiv skärtid i minuter
– 𝑇𝐶 = Skärets utslitningstid i minuter Verktygskostnaden per skäregg (svarv) :
– 𝐾𝑣 =𝐴
𝑁+
𝐴𝑖
0,75∗𝐸+ 𝑡𝑏 ∗
𝐾𝑚
60[kr/skäregg]
– A = Anskaffningskostnad för hållare, kr
– N = Livslängden på skärhållaren uttryckt som antal
skäreggar/hållare (400 -500 st)
– 𝐴𝑖 = Anskaffningskostnad för skär, kr/skär
– E = Antal skäreggar på ett skär
– 𝑡𝑏 = Bytestiden för skäregg i minuter
– 𝐾𝑚 = Maskintimkostnaden, kr/h

Verktygskostnaden per skäregg (fräs med vändskär) :
– 𝐾𝑣 =𝐴
𝑁+
𝑧∗𝐴𝑖
0,75∗𝐸+ 𝑡𝑏 ∗
𝐾𝑚
60[kr/skäregg]
– A = Anskaffningskostnad för hållare, kr
– N = Livslängden på skärhållaren uttryckt som antal
skäreggar/hållare (400 -500 st)
– 𝐴𝑖 = Anskaffningskostnad för skär, kr/skär
– E = Antal skäreggar på ett skär
– 𝑡𝑏 = Bytestiden för skäregg i minuter
– 𝐾𝑚 = Maskintimkostnaden, kr/h
– z = antal vändskär per fräs
Verktygskostnaden per skäregg (omslipbara verktyg) :
– 𝐾𝑣 =𝐴+𝐶𝑠𝑛𝑠
1+𝑛𝑠+ 𝑡𝑏 ∗
𝐾𝑚
60[kr/skäregg]
– A = Anskaffningskostnad för hållare, kr
– 𝑛𝑠 = Antalet ggr verktyg kan slipas om
– 𝐶𝑠 = kostnad för omslipning
– 𝑡𝑏 = Bytestiden för skäregg i minuter
– 𝐾𝑚 = Maskintimkostnaden, kr/h
Minimal bearbetningskostnad
– 𝐶𝐵𝑒 =𝐾𝑚
60∗ (𝑡𝑢𝑛 +
𝑌
𝑣𝑐𝑒) + 𝐾𝑣 ∗
𝑌
𝑣𝑐𝑒∗𝑇𝑐𝑒
– Ekonomisk utslitningstid:
– 𝑇𝑐𝑒 = (1
𝑎− 1) ∗
60 ∗ 𝐾𝑣
𝐾𝑚
Maximal produktionshastighet
– 𝐶𝐵𝑚 =𝐾𝑚
60∗ (𝑡𝑢𝑛 +
𝑌
𝑣𝑐𝑚) + 𝐾𝑣 ∗
𝑌
𝑣𝑐𝑚∗𝑇𝑐𝑚
– Utslitningstid
– 𝑇𝑐𝑚=(1
𝑎− 1) ∗ 𝑡𝑏

– Taylor ekv
– 𝑣𝑐 = 𝐶 ∗ 𝑇𝑐−𝑎
– 𝐿 ∗𝜋 ∗𝑑
𝑓 = Y
INTERNATIONAL TOLERANCE GRADE












