Embed Size (px)
Citation preview

2020
Laboratorio de manufactura
Cárdenas Laguna Gema Jazheli
Carpio Barrientos Isidro Eduardo
Carrió Rodríguez Francisco
Flores Cruz Kevin Alejandro
Galván Vega Carlos Daniel
Equipo 2
Tecnológico Nacional de México
Instituto Tecnológico en Celaya
01/04/2020
Materia: Ciencia e Ingeniería de
Materiales
2do Semestre
“A”

Objetivo:
Entender primeramente el funcionamiento de las máquinas que aparecerán en la visita
industrial virtual al laboratorio de manufactura de nuestra institución. Y como un objetivo
secundario comprender porque o para qué es útil contar con este tipo de máquinas en
nuestra amada institución. Parecen objetivos sencillos pero se tiene que comprender
exactamente lo que nos dice el video de la visita industrial virtual para después razonar de
una manera empírica porque el ITC cuenta con ellas.
Introducción:
El manejo de plástica a manera industrial es una actividad o técnica que se a analizado
desde la revolución industrial y hasta la fecha a pasado por muchos procesos y faces este
tipo de métodos.
En general las máquinas de polímeros nos permiten una manipulación a manera de moldeo
sobre los plásticos para poder llegar a un producto o parte de un producto terminado que
nosotros deseamos realizar, claro que para hacerlo necesitamos algunos conocimientos
acerca de la manipulación de plásticos y acerca de que máquina sería la adecuada a
utilizar. En este reporte se hablará en específico de dos maquinas con base en una visita
virtual industrial. Se hablara primero un poco de estas dos máquinas aunque se examinaran
más a fondo posteriormente en la ficha técnica.
Empezaremos hablando acerca de una de las máquinas a examinar la cual es la maquina
extrusora de plásticos.
¿Para qué sirve este tipo de máquina?
Muchos artículos plásticos que se usan están hechos por medio del proceso de extrusión
que permite fabricar objetos con formas, colores y características de gran variedad. La
extrusión hace posible obtener productos acabados y semiacabados de manera continua y
rápida.
Ahora la maquina inyectora de plástico.
Su función es la de proveer de materia prima al molde que se encargará de darle forma y
enfriarla. Como su nombre indica, la materia prima que utiliza esta máquina es el plástico.
Estos párrafos son muy vagos, pero como dijimos anteriormente, después nos
adentraremos más hacía estás preciosas máquinas.
INYECTORA DE PLASTICOS
El diseño actual de la máquina de moldeo por inyección ha sido influido por la demanda de
productos con diferentes características geométricas, con diferentes polímeros involucrados
y colores. Además, su diseño se ha modificado de manera que las piezas moldeadas
tengan un menor costo de producción, lo cual exige rapidez de inyección, bajas
temperaturas, y un ciclo de moldeo corto y preciso.
John Hyatt registró en 1872 la primera patente de una máquina de inyección, la cual
consistía en un pistón que contenía en la cámara derivados celulósicos fundidos. Sin
embargo, se atribuye a la compañía alemana Cellon-Werkw el haber sido pionera de la
máquina de inyección moderna. Esta firma presentó, en 1928, una patente incluyendo la
descripción de nitrocelulosa (celuloide). Debido al carácter inflamable de la nitrocelulosa, se
utilizaron posteriormente otros derivados celulósicos como el etanoato de celulosa. Los
británicos John Beard y Peter Delafield, debido a ciertas diferencias en la traducción de la

patente alemana, desarrollaron paralelamente la misma técnica en Inglaterra, con los
derechos de patente inglesa para la compañía F.A. Hughes Ltd.
En 1932 apareció la primera máquina para inyección operada con sistemas eléctricos,
desarrollada por la compañía Eckert & Ziegler. Al mismo tiempo, otros países como Suiza e
Italia empezaban a conseguir importantes avances en maquinaria. Ya a finales de los años
treinta, el polietileno y el PVC, ambos, de alta producción y bajo costo, provocaron una
revolución en el desarrollo de la maquinaría, teniendo el PVC mayor éxito como material
para extrusión.
En 1951 se desarrolló en Estados Unidos la primera máquina de inyección con un tornillo
reciprocante (o, simplemente, husillo), aunque no fue patentada hasta 1956. Este cambio ha
sido la aportación más importante en la historia de las máquinas inyectoras. Al finalizar la
segunda guerra mundial, la industria de la inyección de plástico experimentó un crecimiento
comercial sostenido. Sin embargo, a partir de la década de los ochenta, las mejoras se han
enfocado a la eficiencia del diseño, del flujo del polímero, el uso de sistemas
de software CAD, inclusión de robots más rápidos para extracción de piezas, inyección
asistida por computadora, eficacia en el control de calentamiento y mejoras en el control de
la calidad del producto.
EXTRUSORA DE PLASTICOS La evolución del proceso de extrusión de termoplásticos ha estado marcada por dos
grandes tendencias tecnológicas: la primera es el mejoramiento continuo e innovación en
los husillos de extrusión, para hacerlos más productivos y con un mejor desempeño en
cuanto al control de la contrapresión, temperatura y homogeneidad de la masa fundida, y la
segunda es el mejoramiento energético que busca lograr un óptimo consumo específico de
energía (kWh/kg) de la unidad de plastificación.
La industria de transformación de termoplásticos (incluyendo la de extrusión) es
considerada como un sector industrial energéticamente intensivo, ya que la energía se
puede constituir hasta en un 10% de sus costos de producción para tecnologías de la última
década, y hasta en un 20% para tecnologías anteriores.
Por lo tanto, todos los esfuerzos que apoyen la investigación, desarrollo tecnológico e
innovación para un mejor desempeño productivo y energético de los procesos de
transformación de plásticos son de gran impacto.
Década 1960 a 1970

Las primeras innovaciones en el proceso de extrusión se evidencian en las patentes de
Bruce Maddock haciendo parte de Union Carbide Corporation, en los documentos
publicados por la oficina de patentes de los Estados Unidos (USPTO) en los años 1958,
1962 y 1973. Estas patentes enfatizaron la importancia del mezclado en el proceso de
extrusión y reivindicaron un mezclador que sometía corrientes individuales de masa fundida
a zonas de alta cizalladura repetidas veces, lo cual se denominó mezcla dispersiva.
La unidad de mezcla dispersiva tipo Maddock en donde se aprecian los canales axiales de
entrada y de salida de la masa fundida. El polímero es forzado a pasar varias veces por una
pequeña holgura entre la altura de la separación entre canales y el cilindro, lográndose así
el efecto de dispersión.
Década 1970 a 1980
Por la misma época Jacob Vermeulen como parte de Shell Oil Company en las patentes
publicadas por la USPTO en 1968, 1973 y 1976 evidenció la influencia de la velocidad de
plastificación en el proceso de extrusión.
Décadas 1980 a 2000
Posteriormente, Charles Maillefer con su propia empresa Maillefer S.A. de Suiza, en las
patentes publicadas por la USPTO y varias oficinas de patentes Europeas en los años 1967,
1978, 1979, 1984, 1985, 1986 y 1989, invocó una extrusora de alto flujo másico
manteniendo una muy buena calidad del extruido gracias a una zona de homogeneización
en donde el husillo poseía varios canales (el inicio de las secciones de barrera) y el cilindro
tenía ranuras longitudinales o en espiral para forzar el material hacia adelante y hacia las
siguientes zonas (principio de las extrusoras de zona de alimentación ranurada).
La unidad de mezcla dispersiva tipo Maillefer en donde se aprecian varios canales en
espiral de entrada y de salida de la masa fundida. El polímero es forzado a pasar varias
veces por una pequeña holgura entre la altura de la separación entre canales en espiral y el
cilindro, lográndose así el efecto dispersivo.
Finalmente, el ingeniero Eberhard Grünschloss, en sus patentes publicadas en la oficina
alemana de patentes y en la USPTO en los años 1977, 1978, 1981, 1999 y 2002, reivindica
la extrusora con zona de alimentación ranurada de alta productividad, con uso eficiente de
la energía, con enfriamiento mínimo en las ranuras y bajo nivel de desgaste metálico.
Décadas 2000 hasta la fecha
El husillo es diseñado con una sección de barrera y varias unidades de mezcla
consecutivas. La capacidad de producción de esta extrusora se ve optimizada por medio del
uso de ranuras en espiral en el cilindro que, además, se caracterizan por una mejor
autolimpieza y menor fricción. A estos beneficios se une la capacidad de formar presión,
hasta 800 bar, en la punta del husillo.

HISTORIA DEL PLASTICO
El primer plástico se origina como resultado de un concurso realizado en 1860 en los
Estados Unidos, cuando se ofrecieron 10.000 dólares a quien produjera un sustituto del
marfil (cuyas reservas se agotaban) para la fabricación de bolas de billar. Ganó el premio
John Hyatt, quien inventó un tipo de plástico al que llamó celuloide.
El celuloide se fabricaba disolviendo celulosa, un hidrato de carbono obtenido de las
plantas, en una solución de alcanfor y etanol. Con él se empezaron a fabricar distintos
objetos como mangos de cuchillo, armazones de lentes y película cinematográfica. Sin el
celuloide no hubiera podido iniciarse la industria cinematográfica a fines del siglo XIX. El
celuloide puede ser ablandado repetidamente y moldeado de nuevo mediante calor, por lo
que recibe el calificativo de termoplástico.
En 1907 Leo Baekeland inventó la baquelita, el primer plástico calificado como termofijo o
termoestable: plásticos que puede ser fundidos y moldeados mientras están calientes, pero
que no pueden ser ablandados por el calor y moldeados de nuevo una vez que han
fraguado. La baquelita es aislante y resistente al agua, a los ácidos y al calor moderado.
Debido a estas características se extendió rápidamente a numerosos objetos de uso
doméstico y componentes eléctricos de uso general.
Los resultados alcanzados por los primeros plásticos incentivaron a los químicos y a la
industria a buscar otras moléculas sencillas que pudieran enlazarse para crear polímeros.
En la década del 30, químicos ingleses descubrieron que el gas etileno polimerizaba bajo la
acción del calor y la presión, formando un termoplástico al que llamaron polietileno (PE).
Hacia los años 50 aparece el polipropileno (PP).
Al reemplazar en el etileno un átomo de hidrógeno por uno de cloruro se produjo el cloruro
de polivinilo (PVC), un plástico duro y resistente al fuego, especialmente adecuado para
cañerías de todo tipo. Al agregarles diversos aditivos se logra un material más blando,
sustitutivo del caucho, comúnmente usado para ropa impermeable, manteles, cortinas y
juguetes. Un plástico parecido al PVC es el politetrafluoroetileno (PTFE), conocido
popularmente como teflón y usado para rodillos y sartenes antiadherentes.
También en los años 30 se crea la primera fibra artificial, el
nylon. Su descubridor fue el químico Walace Carothers, que
trabajaba para la empresa Du Pont. Descubrió que dos
sustancias químicas como el hexametilendiamina y ácido
adípico podían formar un polímero que bombeado a través de
agujeros y estirados podían formar hilos que podían tejerse.
Su primer uso fue la fabricación de paracaídas para las
fuerzas armadas estadounidenses durante la Segunda
Guerra Mundial, extendiéndose rápidamente a la industria
textil en la fabricación de medias y otros tejidos combinados
con algodón o lana. Al nylon le siguieron otras fibras
sintéticas como por ejemplo el orlón y el acrilán.

TIPOS DE PLÁSTICOS
POLIETILENO
Se le llama con las siglas PE. Existen fundamentalmente tres tipos de polietileno:
1. PE de Alta Densidad: Es un polímero obtenido del etileno en cadenas con moléculas
bastantes juntas. Es un plástico incoloro, inodoro, no toxico, fuerte y resistente a golpes y
productos químicos. Su temperatura de ablandamiento es de 120º C. Se utiliza para fabricar
envases de distintos tipos de fontanería, tuberías flexibles, prendas textiles, contenedores
de basura, papeles, etc.… Todos ellos son productos de gran resistencia y no atacables por
los agentes químicos.
2. PE de Mediana Densidad: Se emplea en la
fabricación de tuberías subterráneas de gas natural
los cuales son fáciles de identificar por su color
amarillo.
3.PE de Baja Densidad: Es un polímero con
cadenas de moléculas menos ligadas y más
dispersas. Es un plástico incoloro, inodoro, no toxico,
mas blando y flexible que el de alta densidad. Se
ablanda a partir de los 85 ºC. Por tanto se necesita
menos energía para destruir sus cadenas, por otro lado es menos resistente. Aunque en
sus más valiosas propiedades se encuentran un buen aislante. Lo podemos encontrar bajo
las formas de transparentes y opaco. Se utiliza para bolsas y sacos de los empleados en
comercios y supermercados, tuberías flexibles, aislantes para conductores eléctricos
(enchufes, conmutadores), juguetes, etc… que requieren flexibilidad.
POLIPROPILENO
Se conoce con las siglas PP. Es un plástico muy duro y resistente. Es opaco y con gran
resistencia al calor pues se ablanda a una temperatura más elevada (150 ºC). Es muy
resistente a los golpes, aunque tiene poca densidad y se puede doblar muy fácilmente,
resistiendo múltiples doblados por lo que es
empleado como material de bisagras. También
resiste muy bien los productos corrosivos. Se
emplean en la fabricación de estuches, y tuberías
para fluidos calientes, jeringuillas, carcasa de
baterías de automóviles, electrodomésticos,
muebles (sillas, mesas), juguetes, y envases. Otra
de sus propiedades es la de formar hilos resistentes
aptos para la fabricación de cuerdas, zafras, redes
de pesca.
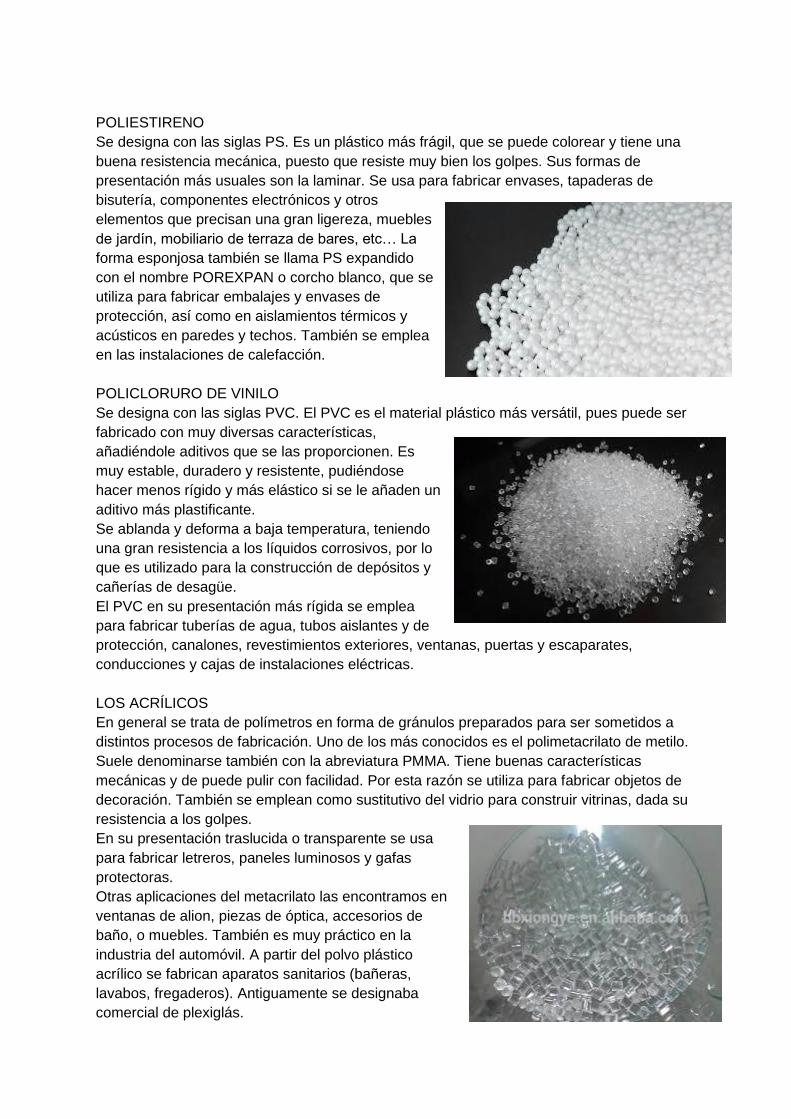
POLIESTIRENO
Se designa con las siglas PS. Es un plástico más frágil, que se puede colorear y tiene una
buena resistencia mecánica, puesto que resiste muy bien los golpes. Sus formas de
presentación más usuales son la laminar. Se usa para fabricar envases, tapaderas de
bisutería, componentes electrónicos y otros
elementos que precisan una gran ligereza, muebles
de jardín, mobiliario de terraza de bares, etc… La
forma esponjosa también se llama PS expandido
con el nombre POREXPAN o corcho blanco, que se
utiliza para fabricar embalajes y envases de
protección, así como en aislamientos térmicos y
acústicos en paredes y techos. También se emplea
en las instalaciones de calefacción.
POLICLORURO DE VINILO
Se designa con las siglas PVC. El PVC es el material plástico más versátil, pues puede ser
fabricado con muy diversas características,
añadiéndole aditivos que se las proporcionen. Es
muy estable, duradero y resistente, pudiéndose
hacer menos rígido y más elástico si se le añaden un
aditivo más plastificante.
Se ablanda y deforma a baja temperatura, teniendo
una gran resistencia a los líquidos corrosivos, por lo
que es utilizado para la construcción de depósitos y
cañerías de desagüe.
El PVC en su presentación más rígida se emplea
para fabricar tuberías de agua, tubos aislantes y de
protección, canalones, revestimientos exteriores, ventanas, puertas y escaparates,
conducciones y cajas de instalaciones eléctricas.
LOS ACRÍLICOS
En general se trata de polímetros en forma de gránulos preparados para ser sometidos a
distintos procesos de fabricación. Uno de los más conocidos es el polimetacrilato de metilo.
Suele denominarse también con la abreviatura PMMA. Tiene buenas características
mecánicas y de puede pulir con facilidad. Por esta razón se utiliza para fabricar objetos de
decoración. También se emplean como sustitutivo del vidrio para construir vitrinas, dada su
resistencia a los golpes.
En su presentación traslucida o transparente se usa
para fabricar letreros, paneles luminosos y gafas
protectoras.
Otras aplicaciones del metacrilato las encontramos en
ventanas de alion, piezas de óptica, accesorios de
baño, o muebles. También es muy práctico en la
industria del automóvil. A partir del polvo plástico
acrílico se fabrican aparatos sanitarios (bañeras,
lavabos, fregaderos). Antiguamente se designaba
comercial de plexiglás.

LAS POLIAMIDAS
Se designan con las siglas PA. La poliamida más conocida es el nylon. Puede presentarse
de diferentes formas, aunque los dos más conocidos son la rígida y la fibra. Es duro y
resiste tanto al rozamiento y al desgaste como a los agentes químicos.
En su presentación rígida se utiliza para fabricar piezas de transmisión de movimientos tales
como ruedas de todo tipo (convencionales, etc.…), tornillos, piezas de maquinaria, piezas
de electrodomésticos, herramientas y utensilios
caseros, etc.…
En su presentación como fibra, debido a su
capacidad para formar hilos, se utiliza este
plástico en la industria textil y en la cordelería
para fabricar medias, cuerdas, tejidos y otros
elementos flexibles.
Resumen
¿Qué es la manufactura?
Una manufactura es un producto elaborado de forma manual o con ayuda de una
máquina. Por lo general el término se refiere al resultado de un proceso industrial
que permite transformar una materia prima en un artículo ya elaborado o terminado.
Existen una gran variedad de máquinas las cuales se utilizan en la manufactura
para crear un producto, en este texto hablaremos sobre dos como lo son: la
extrusora de plásticos y la inyectora de plásticos.
Extrusora de Plásticos
La extrusión de polímeros es un proceso industrial mecánico, en donde se realiza
una acción de moldeado del plástico, que por flujo continuo con presión y empuje,
se lo hace pasar por un molde encargado de darle la forma deseada.
El polímero fundido (o en estado visco-elástico) es forzado a pasar a través de un
dado también llamado cabezal, por medio del empuje generado por la acción
giratoria de un husillo (tornillo de Arquímedes) que gira concéntricamente en una
cámara a temperaturas controladas llamada cañón, con una separación milimétrica
entre ambos elementos. El material polimérico es alimentado por medio de una tolva
en un extremo de la máquina y debido a la acción de empuje se funde, fluye y
mezcla en el cañón y se obtiene por el otro lado con un perfil geométrico
preestablecido.

En la maquina extrusora la materia prima que se encuentra en forma de gránulos,
previamente triturados, pasa a través de un embudo (tolva) que abastece
constantemente al cilindro o “cañón” que posee alta temperatura. En su interior se
encuentra un husillo que empuja el material a lo largo del cilindro generando presión
y elevando la temperatura para permitir el fundido y modelado de la materia prima.
Inyectora de Plásticos El moldeo por inyección es un proceso de fabricación para la producción de piezas
mediante la inyección de material en un molde.

La resina en forma de gránulos se alimenta por medio de una tolva a un cilindro
(cañón) calentado con un tornillo (husillo) interno que funde y plastifica el plástico
por medio de calor y fricción para luego inyectarlo a presión en las cavidades de un
molde, donde se enfría y se solidifica a la configuración de las cavidades de molde.
El moldeo por inyección consiste en la inyección de alta presión de la materia prima
en un molde que da forma el polímero en la forma deseada. Los moldes pueden ser
de una sola cavidad o múltiples cavidades. En moldes de cavidades múltiples, cada
cavidad de preferencia debe ser idéntica para que esté balanceado pero también
los hay con múltiples geometrías para formar un set durante un solo ciclo.
El funcionamiento de la máquina inyectora de plástico consta de tres principios:
1) Se eleva la temperatura para fundir el plástico a un grado tal que pueda fluir
cuando se le aplica presión. Este incremento de temperatura suele llevarse a
cabo en una parte de la máquina conocida como barril. En este barril se
depositan gránulos del plástico que, al calentarse, forman una masa viscosa
y de temperatura uniforme. Es importante mencionar en este punto que el
plástico no es un buen conductor de calor, por lo que el proceso de
incremento de temperatura debe combinarse con un proceso de corte a
velocidad para que sea más eficiente el fundido. 2) La masa viscosa que se
obtiene de la fundición de los gránulos de plástico se inyecta por medio de un
canal que irá disminuyendo su profundidad de forma gradual. De esta
manera, la presión ejercida dentro de ese canal “empujará” la masa viscosa
para que pase a través de la compuerta directamente al molde. 3) Dentro del
molde, la masa viscosa es sometida a la presión del mismo hasta que se
enfría y se solidifica. Ya en estado sólido, la pieza es retirada para su
posterior decoración o empaque, según la finalidad.

Propiedades de los polímeros. Las propiedades mecánicas de los polímeros se especifican con los mismos parámetros
utilizados para los metales: módulo elástico y resistencias a la tracción, al impacto y a la fatiga.
Además de esto La mayoría de las características mecánicas de los polímeros son muy
sensibles a la velocidad de deformación, a la temperatura y a la naturaleza química del medio.
Los materiales poliméricos presentan tres tipos distintos de comportamiento esfuerzo-
deformación:
Las características mecánicas de los polímeros son mucho más sensibles a las variaciones
de temperatura, en condiciones ambientales, que las de los metales.
La temperatura de fusión y/o la de transición vítrea de un polímero se determina como en el
caso de los materiales cerámicos a partir de la gráfica del volumen específico frente a la
temperatura.
Un polímero amorfo se comporta como un vidrio a baja temperatura, como un sólido gomo
elástico a temperaturas intermedias (por encima de la temperatura de transición vítrea) y
como un líquido viscoso a temperaturas elevadas. Frente a deformaciones relativamente
pequeñas, el comportamiento.
Una de las propiedades más fascinantes de los materiales elastoméricos es la elasticidad. Es
decir, tienen la posibilidad de experimentar grandes deformaciones y de recuperar
elásticamente su forma primitiva. Probablemente este comportamiento se observó por
primera vez en los cauchos naturales; sin embargo, en los últimos años se sintetizaron gran
número de elastómeros con gran variedad de propiedades.
La curva A corresponde al comportamiento
esfuerzo-deformación de un polímero frágil, ya que
se rompe cuando se deforma elásticamente. El
comportamiento de la curva B es parecido al de los
metales: después de la deformación elástica inicial
el material fluye y luego se deforma plásticamente.
Y el comportamiento en la curva C es totalmente
elástico.

En algunas aplicaciones de los materiales poliméricos es de gran interés conocer el grado de
resistencia al impacto de probetas entalladas. Estos valores se obtienen mediante ensayos
Izod o Charpy. Como los metales, los polímeros presentan rotura dúctil o frágil cuando se
someten al impacto de una carga, dependiendo de la temperatura, del tamaño de la probeta,
de la velocidad de deformación y del modo de aplicar la carga, como se discutió en la sección
anterior. Además de contar con fatiga y resistencia a la torsión y la dureza.
PROCESOS DE EXTRACCIÓN DE LOS POLIMEROS
Polimerización en Masa Esta es la técnica más simple, homogénea, donde solo el monómero y el iniciador están
presentes en el sistema. La iniciación inducida por efecto térmico o por radiactivo es la más
económica y la que produce polímeros del mayor grado de pureza. Esta reacción es difícil de
controlar térmicamente debido a que es altamente exotérmica (genera calor de formación).
Además, el polímero desde el inicio de la reacción se torna muy viscoso, dificultando la
agitación necesaria para uniformar el calor en el líquido, evitando el sobrecalentamiento en
determinadas zonas. Esta dificultad puede evitarse empleando inicialmente un pre-polímero
(mezcla de polímero y monómero), producido a una temperatura más baja, y que conduce a
una baja conversión de monómero a polímero en condiciones moderadas. La polimerización
se completa por calentamiento del pre-polímero en el momento previo a la polimerización.
La polimerización en masa es muy usada en la fabricación de lentes plásticas amorfas, debido
a las excelentes propiedades ópticas alcanzadas en las piezas moldeadas, sin presión, como
en el caso del poli (metacrilato de metilo), PMMA.
Polimerización en Disolución Esta polimerización requiere un disolvente para disolver al monómero y al iniciador y formar
un sistema homogéneo. El solvente ideal debe tener bajo costo, bajo punto de ebullición y de
fácil separación del polímero. Finalizada la polimerización, el polímero formado puede ser
soluble o no en el disolvente usado.
La insolubilidad del polímero produce un barro, que puede extraíble por filtración. Si el
polímero es soluble se introduce un
no-disolvente para provocar la
precipitación en forma de fibras o
polvo.
La polimerización en solución tiene
la ventaja de operar con una
temperatura homogénea debido a la
agitación sencilla del sistema, que
evita el sobrecalentamiento. Sin
embargo, el costo del disolvente y la lentitud de la reacción son inconvenientes. Esta técnica
se utiliza cuando se desea aplicar la propia solución polimérica, y se emplea mucho en poli
condensación.
Polimerización en Emulsión La polimerización en emulsión es una polimerización heterogénea en medio líquido, que
requiere una serie de aditivos con funciones específicas:
Emulsionante (generalmente un detergente), taponadores de PH coloides
Protectores
Reguladores de tensión superficial,
Reguladores de polimerización (modificadores)
Activadores (agentes de reducción).
El iniciador es soluble en agua, mientras que el monómero es apenas parcialmente soluble.
Esto motiva el empleo del emulsionante tiene como objetivo formar micelas, de tamaño entre
1 nm y 1 mm, formadas por el monómero. Algunas micelas son activas, pues la reacción de
polimerización ocurre dentro de ellas, mientras que otras son inactivas (gotas de monómeros),
siendo apenas una fuente de monómero. El progreso de la reacción provoca que las micelas
inactivas sean consumidas por las activas, que crecen formando gotas de polímero, y
finalmente el polímero sólido.
La velocidad de reacción y conversión es alta, y resulta sencillo el control de la agitación y la
temperatura. Los polímeros obtenidos tienen pesos moleculares grades pero son de
purificación compleja debido a la gran cantidad de aditivos.

Polimerización en Suspensión La polimerización en suspensión es también llamada polimerización en perlas. La
polimerización es heterogénea y el monómero y el iniciador son insolubles en agua, que actúa
como medio dispersante.
La polimerización ocurre dentro de las
partículas en suspensión, de 2-10 mm de
tamaño medio, y que contiene el
monómero y el iniciador. La velocidad de
agitación determina el tamaño de las
partículas. Además, el sistema cuenta con
agentes tensioactivos que mantienen
separadas y no adheridas entre sí las
partículas y evitan su precipitación como
pelas. También, este efecto se mejora con la adición de un polímero hidrosoluble de peso
molecular alto, por incremento de la viscosidad del medio. Sin embargo, estas ventajas se
contraponen a la dificultad para la purificación del polímero resultante.
Polimerización Interfacial Aquí, la polimerización ocurre en la interfase entre dos
solventes inmiscibles, en que cada uno de los
monómeros está en una de las fases. El polímero se
forma en esta interfase, luego se remueve a fin de
permitir la continuidad de la polimerización. Este
método es limitado a un pequeño número de
polimerizaciones en etapas, debido a las condiciones
de reacción necesarias.
Polimerización por adición Se da cuando la molécula de monómero pasa a formar parte del
polímero sin pérdida de átomos, es decir, la composición química
de la cadena resultante es igual a la suma de las composiciones
químicas de los monómeros que la conforman.
Polimerización por Crecimiento en cadena Los monómeros pasan a formar parte de la cadena de uno en
uno. La cadena se incrementa de monómero a monómero. La
mayoría de las polimerizaciones por crecimiento en cadena es
por poli adición.
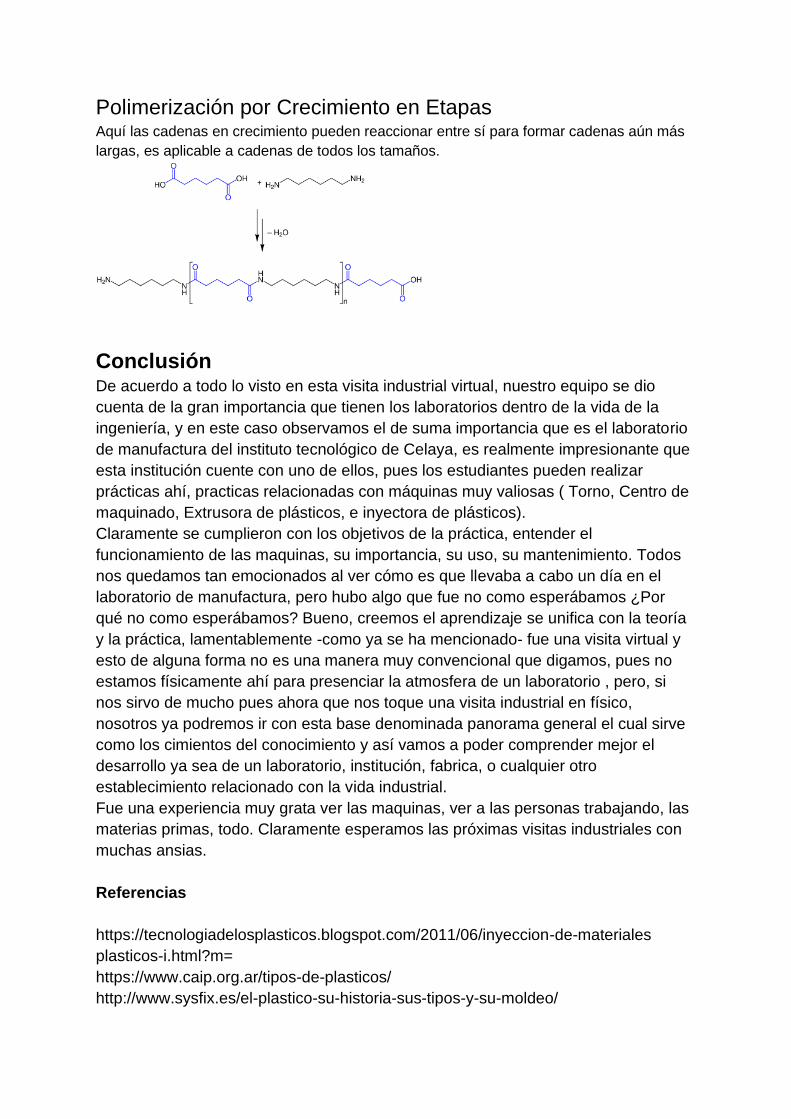
Polimerización por Crecimiento en Etapas Aquí las cadenas en crecimiento pueden reaccionar entre sí para formar cadenas aún más
largas, es aplicable a cadenas de todos los tamaños.
Conclusión De acuerdo a todo lo visto en esta visita industrial virtual, nuestro equipo se dio
cuenta de la gran importancia que tienen los laboratorios dentro de la vida de la
ingeniería, y en este caso observamos el de suma importancia que es el laboratorio
de manufactura del instituto tecnológico de Celaya, es realmente impresionante que
esta institución cuente con uno de ellos, pues los estudiantes pueden realizar
prácticas ahí, practicas relacionadas con máquinas muy valiosas ( Torno, Centro de
maquinado, Extrusora de plásticos, e inyectora de plásticos).
Claramente se cumplieron con los objetivos de la práctica, entender el
funcionamiento de las maquinas, su importancia, su uso, su mantenimiento. Todos
nos quedamos tan emocionados al ver cómo es que llevaba a cabo un día en el
laboratorio de manufactura, pero hubo algo que fue no como esperábamos ¿Por
qué no como esperábamos? Bueno, creemos el aprendizaje se unifica con la teoría
y la práctica, lamentablemente -como ya se ha mencionado- fue una visita virtual y
esto de alguna forma no es una manera muy convencional que digamos, pues no
estamos físicamente ahí para presenciar la atmosfera de un laboratorio , pero, si
nos sirvo de mucho pues ahora que nos toque una visita industrial en físico,
nosotros ya podremos ir con esta base denominada panorama general el cual sirve
como los cimientos del conocimiento y así vamos a poder comprender mejor el
desarrollo ya sea de un laboratorio, institución, fabrica, o cualquier otro
establecimiento relacionado con la vida industrial.
Fue una experiencia muy grata ver las maquinas, ver a las personas trabajando, las
materias primas, todo. Claramente esperamos las próximas visitas industriales con
muchas ansias.
Referencias
https://tecnologiadelosplasticos.blogspot.com/2011/06/inyeccion-de-materiales
plasticos-i.html?m=
https://www.caip.org.ar/tipos-de-plasticos/
http://www.sysfix.es/el-plastico-su-historia-sus-tipos-y-su-moldeo/

https://www.privarsa.com.mx/la-inyeccion-plastico-una-historia-exito/
(William D, Callister, Jr, introducción a la ciencia e ingeniería de los materiales, Reverté, 787
pág, 492-512)
https://www.textoscientificos.com/polimeros/fabricacion-polimeros-sinteticos
https://cienciadelosmateriales.weebly.com/obtencioacuten1.html




















