Embed Size (px)
Citation preview

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
345
SS316L KALİTE PASLANMAZ ÇELİK KAYNAKLI KAPLAMA
UYGULAMALARINDA NÜFUZİYET DERİNLİĞİ
OPTİMİZASYON ÇALIŞMASI
Ercan KAPLAN¹, Tanıl ATICI² ÇİMTAŞ Çelik İmalat Montaj ve Tesisat A.Ş. / Tel: +90224 5190250
¹Kaynak Teknolojileri Merkezi Grup Müdürü, [email protected]
²Kaynak Teknolojileri Merkezi Şefi, [email protected]
ÖZET
Özellikle ekşi-asidik içerik ile çalışan ve petrokimya tesisleri için üretilen basınçlı proses tanklarında,
ana gövde malzemesi olarak karbon çeliği ya da düşük alaşımlı bir çelik seçilirken, korozyon direnci
için yüzey kaplama işlemleri tercih edilmektedir. Bu kaplama işlemi ham madde tedarikçisi tarafından
patlatmalı kaynak yöntemiyle yapılabildiği gibi, basınçlı kap üreticileri tarafından elektrocuruf
kaynağı ya da diğer ark kaynak yöntemleriyle de yapılabilmektedir. Kaplama malzemesi ile baz
malzemenin karışım oranı kaynak nüfuziyetine bağlı olduğundan ve bu orandaki artış, ihtiyaç duyulan
kaplama kalınlığını elde etmek için kullanılması gereken kaplama sarf malzeme miktarını
artıracağından, nüfuziyet ve karışım oranını olası en iyi seviyede tutulması ekonomik anlamda önemli
bir değişkendir. Bu çalışmada, elektrocuruf kaynak yöntemiyle SS316L kalitesinde kaplanmış yüzey
elde edilme işleminde istenilen yüzey kimyasal bileşiminin, istenilen mekanik test sonuçlarını
verebilecek olası en düşük kaynak nüfuziyetiyle ve karışım oranıyla sağlanmasına çalışılmıştır. Aynı
zamanda çalışma, proses gereği ortaya çıkabilecek erozyon miktarları da göz önüne alınarak farklı
derinliklerdeki kimyasal kompozisyon sonuçlarını da içermektedir.
Anahtar kelimeler: Korozyon dirençli kaplama, kaynaklı kaplama, elektrocuruf kaplama kaynağı,
karışım oranı
ABTRACT
Corrosion resistant cladding over carbon steel or low-alloy steel is being preferred for the
pressurised equipments going to be operated especially in sour-service media for petrochemical
industrial purposes. Such cladding can be done by explosion-cladding method by the raw material
manufacturer or by the fabricator of the pressurised equipment by weld overlaying method. Because
the dilution rate of the cladding material in the base metal is governed by the penetration and the
increase of penetration causes an increase in the cladding material to be used to obtain the necessary
cladding thickness, it is economically critical to keep the penetration at an optimum level. In this
study, an SS316L quality cladded surface is tried to be obtained by electroslag welding method, by the
lowest possible penetration and dilution rate resulting with the desired surface chemistry and
mechanical test results. In addition, erosion rates possibly caused by the processes are considered
and chemical composition results at different cladding thicknesses have been included in the study.
Keywords: Corrosion resistant cladding, weldoverlay cladding, electroslag weldoverlay, dilution rate.
KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
346
1. GİRİŞ
Bir basınçlı kap gövdesinin anti-korozif bir malzeme ile kaplanması söz konusu olduğunda,
tercih edilebilecek yöntemlerden biri patlatmalı kaplama (explosion cladding), diğeri de
kaynaklı kaplamadır (weld overlay).
Bu çalışmada, kaynaklı kaplama yöntemi ele alınmış ve kaplama yöntemi olarak da, yaygın
kullanılan yöntemlerden geniş alanların kaplanmasındaki en verimli yöntem olan elektro
cüruf şerit kaplama kaynak yöntemi seçilmiştir. Elektro cüruf kaplama yönteminin tercih
edilme nedeni, kaplama malzemesinin ana malzeme ile en düşük karışım oranının bu
yöntemle elde edilebiliyor ve dolayısıyla diğer yöntemlere göre en düşük kaplama
kalınlıklarıyla istenilen yüzey kimyasal bileşim oranlarına ulaşılabilmesi ve kaplamanın
kaynak teli ile değil şeritler halinde yapılmasının en az paso adediyle en geniş yüzeylerin
kaplanmasına imkan vermesidir. Bu nedenlerden ötürü, belirli bir projede diğer kaynaklı
kaplama yöntemlerine göre çok daha geniş yüzeylerin kaplanmasında kullanılan elektro
cüruf kaplama yönteminde, birim kaplama sarfı ile kaplanacak yüzey alanının artırılması
sonucu elde edilecek iyileştirmelerin proje bütçesine olan katkısı, tüm diğer kaplama
yöntemlerininkinden daha fazla olacaktır.
Anti-korozif amaçla yapılan elektro cüruf kaplama kaynağında temel amaç, elde edilecek
olan kaplanmış yüzeyin istenen kimyasal bileşimde ve istenen kalınlıkta olması, ayrıca;
kaplanmış katmanın basınç altında çalışacak ekipmanın yüzeyinden ayrılmasını engelleyecek
şekilde basınç taşıyan ana gövde malzemesine nüfuz etmesidir. Bu durum, beraberinde bir
uygulama zorluğunu ve ekonomik tartışmayı getirmektedir. Kaplama şeritlerinin maliyeti,
üretilen ekipmanın toplam maliyeti içinde önemli bir yer tuttuğundan kaplamayı yapan
üretici, kaynak dolgusu olarak mümkün olduğunca yüksek bir kalınlık elde etmeye
çalışmakta, ana gövde malzemesinin içindeki görece yüksek demir ve karbon oranlarının
kaplama kimyasalını olumsuz yönde etkilememesi için olası en düşük karışım oranını
yakalamaya çalışmakta, ancak aynı zamanda kaplama malzemesinin ana malzemeye nüfuz
ederek mekanik yolla ayrılmasının önüne geçmek istemektedir. Bu nedenlerden ötürü
kaplama sürecinde değiştirilen her parametre, beraberinde bazı avantaj ve dezavantajlar
getireceğinden dikkatle seçilmeli ve üretimin her aşamasında ihtiyaca uygun olarak
kullanılmalıdır.
Kaplama işlemi sonrası elde edilecek yüzeyin kaynak görüntüsü de ilgili uygulama
standardına göre değerlendirilecek olup uygulayıcının kaplama parametrelerinin dar bir bant
aralığında tutulmasını gerektirmektedir. Bu çalışmada, 316L paslanmaz çelik kalitesinde bir
kaplama dolgusunun tek katmanda elde edilmesi amaçlanmış ve en yüksek kaplama kalınlığı
en düşük nüfuziyet derinliği (dolayısıyla karışım oranı) ve yeterli mekanik özelliklerle elde
edilmeye çalışılmıştır. Bunun yanında çalışma, parametre kombinasyonlarıyla elde edilen
sonuçların incelenmesini de içermektedir. Yalnızca 4,5 – 5,5mm kaplama kalınlık aralığında
TS EN ISO 5817 standardı B klasına göre kabul edilebilir kaynak görüntüsü sağlayan
parametre kombinasyonları tercih edilmiştir. Çalışmada akım, gerilim ve ilerleme hız verileri
değişken olarak kabul edilirken ana malzeme kalınlığı, ana malzeme kalitesi, ön tav sıcaklığı
ve pasolar arası sıcaklık verileri sabit tutulmuştur. Gerilim giderme tavı yapılmamıştır.

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
347
2. ELEKTROCURUF KAYNAK YÖNTEMİ İLE KAPLAMANIN PRENSİPLERİ
Elektrocuruf kaynak yöntemi ile kaplamayı diğer kaynak yöntemlerinden ayıran en önemli
özellik, ısı kaynağının bir ark değil, şerit elektrot üzerinden gelen akımın iletken bir cüruf
üzerinden ana malzemeye akışıdır. Tozaltı kaynağından farklı olarak kaynak banyosu kaynak
sırasında görünür ve ark olmadığından ultraviyole ışın çıkışı yoktur (2). Kaynak tozu,
ilerleme yönüne göre önden verilir ve katılaşan cüruf arka taraftan kendiliğinden kalkar
(Resim 1 ve 2).
Resim 1. Elektrocuruf Kaynak Yöntem Şeması (1)
Resim 2. Elektrocuruf Kaplama Uygulaması

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
348
Kaplama işlemi yapılırken pasolar birbirlerine belirli bir miktarda bindirilir. Böylelikle
kesintisiz bir kaplama elde edilmiş olur. Kaplanmış bir yüzey örnekleri resim 3’te
görülmektedir.
Resim 3. Kaplanmış Yüzey Örnekleri
İşlem sonucunda kaplama, ana malzemeye bir miktar nüfuz eder. Bu nüfuziyet sonucunda
ana malzeme bileşimi de kaplamaya katılır. Kaplama işleminde amaç, kaplama kimyasalının
korunması olduğundan bu, istenmeyen bir durumdur. Karışım oranının, kaplamanın ana
malzemeye tutunmasını mekanik olarak etkilememek şartıyla en düşük düzeyde tutulması,
kaplama işleminde aşılması gereken öncelikli sorunlardandır. Elektrocuruf kaplama yöntemi,
ark kaynaklı kaplama yöntemlerine göre düşük karışım oranlarıyla dikkat çekmektedir.
Örneğin tozaltı kaynak yöntemiyle %25 – 35 arası beklenen karışım oranı elektrocuruf
yönteminde %8 – 12 seviyesindedir (3). Karışım sorunu, iki katman kaplama yoluyla da
aşılabilmektedir. İki katman uygulamalarında genellikle kaynak hızları tek katmana göre
yüksek olup dolgu kalınlığı düşüktür. Böylelikle iki katman sonucunda da tek katman
uygulamasına yakın bir kalınlık elde edilir. İki katman uygulamasının en büyük avantajı
karışım probleminin aşılması olurken, tek katmana göre en büyük dezavantajı, aynı
yüzeylerin ikinci kez kaplanmak zorunda kalmasından doğan işçilik ve bir miktar sarf (şerit
elektrod ve toz) artışıdır. Kaplama uygulaması nedeniyle ana malzemedeki ısı girdisinden
doğabilecek şekil değişiklikleri de üretimde problem yaratabilmektedir.
Elektrocuruf kaynağında da tıpkı ark kaynak yöntemlerinde olduğu gibi (4), artan akım
şiddeti ve gerilim ile kaplama kalınlığı ve nüfuziyetin artması beklenmektedir. Kaynak
ilerleme hızındaki artışın da nüfuziyeti artırması beklenmektedir (3).
Deney: Kaynaklı Kaplama Uygulaması
Kaynaklı kaplama deneyi Tablo 1’deki parametreler kullanılarak yapılmıştır. Deneylerde
kullanılan plaka, ASME II-A SA516Gr485 kalitesinde karbon çeliği malzeme olup 40mm
kalınlığında seçilmiştir. Deneyler sırasında malzemeye ön ısıtma uygulanmamış, 250⁰C
pasolar arası sıcaklık korunmuştur. 30mm genişlikli 0,5mm kalınlıklı SS309Mo kaplama
şeridi ve uygun toz kullanılarak kaynatılmıştır.

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
349
Tablo 1. Deney Parametreleri
Test No Amper Volt Hız (mm/dk.) Isı Girdisi (kj/mm)
Test1 590 26 185 4.98
Test2 600 26 185 5.06
Test3 610 26 185 5.14
Test4 620 26 185 5.23
Test5 590 27 185 5.17
Test6 600 27 185 5.25
Test7 610 27 185 5.34
Test8 620 27 185 5.43
Test9 590 25 185 4.78
Test10 600 25 185 4.86
Test11 610 25 185 4.95
Test12 620 25 185 5.03
Test13 590 26 195 4.72
Test14 600 26 195 4.80
Test15 610 26 195 4.88
Test16 620 26 195 4.96
Test17 590 27 195 4.90
Test18 600 27 195 4.98
Test19 610 27 195 5.07
Test20 620 27 195 5.15
Test21 590 25 195 4.54
Test22 600 25 195 4.62
Test23 610 25 195 4.69
Test24 620 25 195 4.77
25 – 27V arası üç ayrı gerilimde 590 – 620A arası dört ayrı akım şiddeti ve 185mm/dk ile
195mm/dk olarak iki ayrı ilerleme hız parametresi kullanılmış ve bu parametrelerin
kombinasyonlarının eğme test sonuçları ile kaplama kalınlığı, nüfuziyet, yüzey kimyasal
analizi ve yüzeyin 3mm altındaki kimyasal analiz sonuçlarına olan etkileri incelenmiştir.
Eğme testi ikişer adet numuneye yapılmış, kaplama kalınlıkları ve nüfuziyet derinlikleri
altışar ölçüm yapılarak belirlenmiştir. Kaplama kalınlıkları, çıkartılan makro numunesinden
kumpas yardımıyla, nüfuziyet derinlikleri de dağlanmış numune kesitlerinden optik
mikroskop ölçümüyle alınmıştır.
Testlerin tümü için ikişer adet eğme test numunesi hazırlanmış ve ASME IX standardına
göre 40mm çaplı mandrel kullanılarak 180⁰ açıya bükülmüştür. Eğme testleri sonucunda
Test 1 ve Test 9’a ait birer numunede, 2mm uzunluğunda yırtılma gözlemlenmiştir.

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
350
Sabit tutulan akım şiddeti – ilerleme hız parametre çiftlerinde gerilim artışının kaplama
kalınlığına olan etkisi Grafik 1’de verilmiştir.
Grafik 1. Sabit Tutulan Akım Şiddeti – İlerleme Hızı Parametre Çiftlerinde
Gerilim Artışının Kaplama Kalınlığına Etkisi
25 – 27 Voltlar arası gerilim değişiminden kaplama kalınlığının önemli ölçüde değişmediği
gözlemlenmiştir. Tüm kombinasyonlarda birbirine yakın sonuçlar elde edilmiştir. Sabit
tutulan gerilim – ilerleme hız parametre çiftlerinde akım şiddeti artışının kaplama kalınlığına
olan etkisi Grafik 2’de verilmiştir.
Grafik 2. Sabit Tutulan Gerilim – İlerleme Hızı Parametre Çiftlerinde
Akım Şiddeti Artışının Kaplama Kalınlığına Etkisi
590 – 620A aralığındaki akım şiddeti değişikliklerinden kaplama kalınlığının akım şiddeti ile
artma eğiliminde olduğu ancak önemli ölçüde değişmediği gözlemlenmiştir.
Sabit tutulan akım şiddeti – gerilim parametre çiftlerinde ilerleme hız artışının kaplama
kalınlığına olan etkisi Grafik 3’de verilmiştir.
3,00
3,50
4,00
4,50
5,00
5,50
6,00
24,5 25 25,5 26 26,5 27 27,5
Kalınlık (mm)
Volt
Gerilim Artışının Kaplama Kalınlığına Etkisi
590A - 185mm/dkHız590A - 195mm/dkHız600A - 185mm/dkHız600A - 195mm/dkHız610A - 185mm/dkHız
4,00
4,20
4,40
4,60
4,80
5,00
5,20
5,40
5,60
580 590 600 610 620 630
kalınlık (mm)
Amper
Akım Şiddeti Artışının Kaplama Kalınlığına Etkisi 26V - 185mm/dk Hız
27V - 185mm/dk Hız
25V - 185mm/dk Hız
26V - 195mm/dk Hız
27V - 195mm/dk Hız
25V - 195mm/dk Hız
Doğrusal (26V -185mm/dk Hız)Doğrusal (27V -185mm/dk Hız)
KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
351
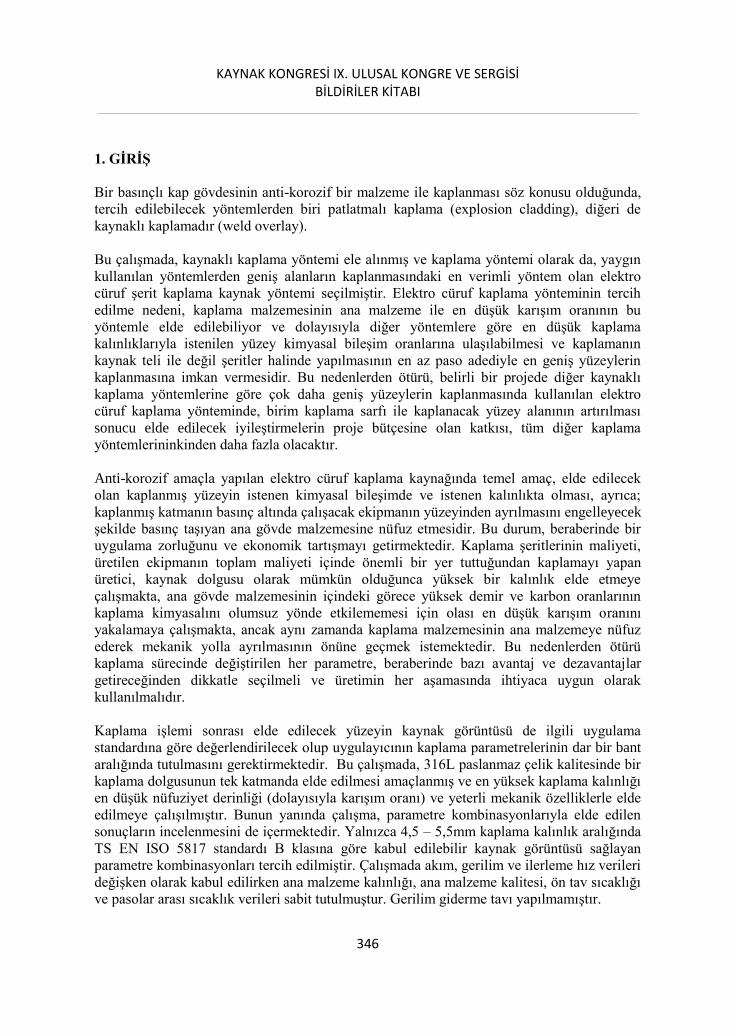
Grafik 3. Sabit Tutulan Akım Şiddeti – Gerilim Parametre Çiftlerinde
İlerleme Hız Artışının Kaplama Kalınlığına Etkisi
185 ve 195mm/dk ilerleme hızlarında kaplama kalınlığının artan ilerleme hızıyla azalma
eğiliminde olduğu gözlemlenmiştir. Tersi eğilim gösteren ve sabit kalan tekil test çiftleri de
bulunmaktadır.
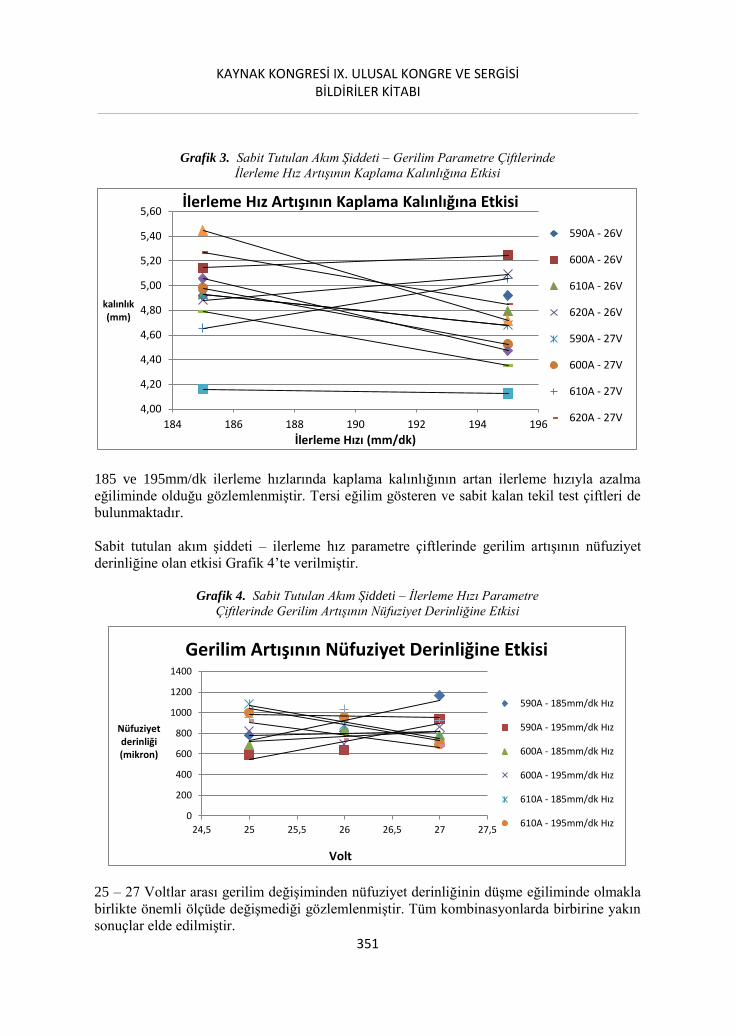
Sabit tutulan akım şiddeti – ilerleme hız parametre çiftlerinde gerilim artışının nüfuziyet
derinliğine olan etkisi Grafik 4’te verilmiştir.
Grafik 4. Sabit Tutulan Akım Şiddeti – İlerleme Hızı Parametre
Çiftlerinde Gerilim Artışının Nüfuziyet Derinliğine Etkisi
25 – 27 Voltlar arası gerilim değişiminden nüfuziyet derinliğinin düşme eğiliminde olmakla
birlikte önemli ölçüde değişmediği gözlemlenmiştir. Tüm kombinasyonlarda birbirine yakın
sonuçlar elde edilmiştir.
4,00
4,20
4,40
4,60
4,80
5,00
5,20
5,40
5,60
184 186 188 190 192 194 196
kalınlık (mm)
İlerleme Hızı (mm/dk)
İlerleme Hız Artışının Kaplama Kalınlığına Etkisi
590A - 26V
600A - 26V
610A - 26V
620A - 26V
590A - 27V
600A - 27V
610A - 27V
620A - 27V
0
200
400
600
800
1000
1200
1400
24,5 25 25,5 26 26,5 27 27,5
Nüfuziyet derinliği (mikron)
Volt
Gerilim Artışının Nüfuziyet Derinliğine Etkisi
590A - 185mm/dk Hız
590A - 195mm/dk Hız
600A - 185mm/dk Hız
600A - 195mm/dk Hız
610A - 185mm/dk Hız
610A - 195mm/dk Hız

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
352
Sabit tutulan gerilim – ilerleme hız parametre çiftlerinde akım şiddeti artışının nüfuziyet
derinliğine olan etkisi Grafik 5’te verilmiştir.
Grafik 5. Sabit Tutulan Gerilim – İlerleme Hızı Parametre Çiftlerinde
Akım Şiddeti Artışının Nüfuziyet Derinliğine Etkisi
590 – 620A aralığındaki akım şiddeti değişikliklerinden kaplama kalınlığının akım şiddeti ile
önemli ölçüde artma eğiliminde olduğu ve bu eğilimin düşük gerilim değerlerinde daha fazla
olduğu gözlemlenmiştir. Sabit tutulan akım şiddeti – gerilim parametre çiftlerinde ilerleme
hız artışının nüfuziyet derinliğine olan etkisi Grafik 6’da verilmiştir.
Grafik 6. Sabit Tutulan Akım Şiddeti – Gerilim Parametre Çiftlerinde
İlerleme Hız Artışının Nüfuziyet Derinliğine Etkisi
400
500
600
700
800
900
1000
1100
1200
580 590 600 610 620 630
Nüfuziyet Derinliği
(mm)
Amper
Akım Şiddeti Artışının Nüfuziyet Derinliğine Etkisi
26V - 185mm/dk Hız
27V - 185mm/dk Hız
25V - 185mm/dk Hız
26V - 195mm/dk Hız
27V - 195mm/dk Hız
25V - 195mm/dk Hız
Doğrusal (26V -185mm/dk Hız)Doğrusal (27V -185mm/dk Hız)Doğrusal (25V -185mm/dk Hız)Doğrusal (26V -195mm/dk Hız)
500
600
700
800
900
1000
1100
1200
184 186 188 190 192 194 196
Nüfuziyet Derinliği (mikron)
İlerleme Hızı (mm/dk)
İlerleme Hız Artışının Nüfuziyet Derinliğine Etkisi
590A - 26V
600A - 26V
610A - 26V
620A - 26V
590A - 27V
600A - 27V
610A - 27V
620A - 27V

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
353
185 ve 195mm/dk ilerleme hızlarında nüfuziyet derinliğinin artan ilerleme hızıyla azalma
eğiliminde olduğu gözlenmekle birlikte, 600A ve üzerindeki akım şiddetlerinde nüfuziyet
derinlik farkına göre yüksek standart sapma değerleri görülmektedir.
Numunelere yapılan kimyasal analizler, yüzey kimayasal analizi ve yüzeyin 3mm altı
kimyasal analizi şeklinde iki grupta yapılmıştır. SS316L paslanmaz çelik kaplamasının
kalitesinde belirleyici olan krom, nikel ve molibden elementleri XRF yöntemi ile
ölçülmüştür.
Yüzey kimyasalı ve yüzeyin 3mm altındaki kimyasal bileşim grafik 7’de görülmektedir.
Derinlik arttıkça krom ve nikelde azalma görülmekte, molibden oranında kayda değer bir
düşüş gözlenmemektedir.
Grafik 7. Yüzey kimayasal bileşimleri ile yüzeyin 3mm altındaki kimyasal bileşim farkı
Akım şiddetinin kimyasal kompozisyona olan etkisini görmek için krom ve nikel oranlarının
akım şiddeti ile değişimi grafik 8 ve 9’da gösterilmiştir.
Grafik 8. Yüzey Krom Oranının Akım Şiddeti ile Değişimi
0
5
10
15
20
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24
% Element Bileşimi
Test No
Kaplanmış Yüzey Kimyasal Analizi Yüzey ile Yüzey-3mm farkı
Yüzey Cr
Yüzey Ni
Yüzey Mo
Yüzey-3mm Cr
Yüzey-3mm Ni
Yüzey-3mm Mo
15,4
15,6
15,8
16
16,2
16,4
16,6
16,8
585 590 595 600 605 610 615 620 625
%Cr
Amper
Yüzey Kimyasal Bileşiminin Akım Şiddeti ile Değişimi-Krom
Cr - 26V, 185mm/dk Hız
Cr - 27V, 185mm/dk Hız
Cr - 25V, 185mm/dk Hız
Cr - 26V, 195mm/dk Hız
Cr - 27V, 195mm/dk Hız
Cr - 25V, 195mm/dk Hız
Doğrusal (Cr - 26V,185mm/dk Hız)

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
354
Grafik 9. Yüzey Nikel Oranının Akım Şiddeti ile Değişimi
3. SONUÇLAR VE TARTIŞMA
Kaynak parametrelerinin elektrocuruf kaplama kalınlıkları ile mekanik ve kimyasal
özelliklerine olan etkisi bilinmektedir. Çalışmamızda amacımız, başarılı kaplama özellikleri
elde ettiğimiz yakın parametrelerin birbirleri ile ilişkilerini çözümleyerek, uygulama
sırasındaki sınırlı parametre değişikliklerinin etkisini görmektir. Bu amaçla kontrol
edilebilen parametreler sınırlanmış ve karşılaştırma için 24 kombinasyon seçilmiştir.
Birbirlerine yakın olan bu parametrelerin hangilerinin etkilerinin sınırlı, hangilerinin
uygulama için kritik olduğunun çözümlenmesi, kaynaklı kaplama işleminde konulması
gereken parametre sınırlarının daha somut olarak konulmasına yardımcı olacaktır.
Değişiminin kaynak nüfuziyeti ve dolgu kalınlığına olan etkisinin sınırlı olduğu bilinen
kaynak geriliminin, kullanılan parametre bandında da etkisinin sınırlı olduğu görülmüştür.
Kaplama dolgu kalınlığına ve nüfuziyetine belirgin bir etkisi gözlemlenmemiştir. Gerilimin
12,9
13
13,1
13,2
13,3
13,4
13,5
13,6
13,7
13,8
580 590 600 610 620 630
%Ni
Amper
Yüzey Kimyasal Bileşiminin Akım Şiddeti ile Değişimi - Nikel
Ni - 26V, 185mm/dk Hız
Ni - 27V, 185mm/dk Hız
Ni - 25V, 185mm/dk Hız
Ni - 26V, 195mm/dk Hız
Ni - 27V, 195mm/dk Hız
Ni - 25V, 195mm/dk Hız
Doğrusal (Ni - 26V,185mm/dk Hız)
Doğrusal (Ni - 27V,185mm/dk Hız)
Doğrusal (Ni - 25V,185mm/dk Hız)
Doğrusal (Ni - 26V,195mm/dk Hız)

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
355
kaplama paso genişliğine etkisinin ekonomik karşılığı sınırlı olduğundan çalışma kapsamına
alınmamıştır.
Akım şiddeti arttıkça kaplama kalınlığında artış gözlemlenmiştir. Ancak bu artış, örneğin
sabit gerilim ve ilerleme hızına sahip Test 5 ve Test 8 için, deneyin en yüksek akım şiddet
farkı olan 30 Amper’de yaklaşık %6 kadardır. Ayrıca genel eğilimin tersi yönünde tek
değerlere de rastlanmaktadır. Bu nedenle akım şiddet değişikliklerinin kaplama kalınlığına
etkisinin sınırlı olduğu görülmüştür. Akım şiddetinin nüfuziyet derinliğine olan etkisi ise
daha kesin olup sabit gerilim ve hıza sahip testlerin en yüksek ve en düşük akım şiddetlerinin
nüfuziyet derinliklerindeki arasındaki fark ortalama 159 mikrondur ve %20 ila %25 arası bir
artışa karşılık gelmektedir.
İlerleme hızının kaplama kalınlığına etkisi, ilerleme hızı arttıkça kaplama kalınlığının
düşmesi şeklinde gözlemlenmiştir. Deneyimizde seçilen iki hız değeri olan 185mm/dk ve
195mm/dk ise, birbirlerine yakın değerler olması nedeniyle bu etkiyi sınırlı oranda
göstermiştir. Kalınlıktaki düşme eğilimleri sabit akım şiddeti – gerilim çiftlerinde
görünmekle birlikte, ölçümlerin bu değişim miktarına göre yüksek standart sapma değerleri,
kalınlıktaki düşüşün sınırlı olduğu sonucunu vermektedir. İlerleme hızının nüfuziyet
derinliğine olan etkisi ise nüfuziyetin, artan ilerleme hızıyla düşmesi yönündedir. Ancak
600A ve üzerindeki testlerin hıza bağlı nüfuziyet derinlik karşılaştırmaları, yüksek standart
sapma değerleri nedeniyle kesin yorum yapılmasını engellemektedir.
Kimyasal analizler, yüzeyden ve yüzeyin 3mm altındaki derinlikten XRF metodu ile
yapılmıştır ve yüzeyin altındaki kimyasal bileşimin yüzeye göre daha az krom ve nikel
kaybettiği gözlemlenmiştir. Her ne kadar ark kaynak yöntemlerine göre sınırlı olsa da bu
eğilimin, elektrocuruf kaynaklı kaplama yönteminde de olduğu görülmektedir.
Akım şiddetinin kaynak nüfuziyetine olan etkisinin, diğer parametrelerinkine oranla daha
fazla olduğunu görmüştük. Aynı eğilim, kaplama kimyasal bileşimine olan etkisinde de
gözlenmekte olup artan akım şiddeti ile kimyasal bileşimlerde düşüş eğilimi
gözlemlenmektedir.
Testler sonucunda Test1 ve Test9’a ait numunelerin, eğme testinde başarısız olduğu
görülmüştür. Diğer tüm numuneler eğme testinden geçmiştir. Numunelerin tümü, en düşük
nüfuziyet ve en yüksek dolgu miktarı sıralamasına sokulmuş ve 600A, 26V, 195mm/dk
ilerleme hızı ile yapılan Test 14, en düşük nüfuziyet ve en yüksek dolgu miktarı sağlamıştır.
Bu teste ait numuneler ayrıca gereken SS316L kimyasal bileşimini sağlamaktadır ve eğme
testleri başarıyla sonuçlanmıştır. Parametre setlerinden Test 14 uygulama için uygun
bulunmuştur.
Deney sonuçları tablo 2’de özetlenmiştir.

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
356
Ta
blo
2.
Den
ey S
on
uçl
arı

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
357
4. KAYNAKÇA
(1) Patel, M., Mandnani, R.H., Chauhan, B.J., Sundaresan, S, Application of Electroslag
Strip Cladding for Reactors in Hydrogen Based Refinery Service, Vadodara, India.
(2) Niraj S, Thakare, Yadav, Ram, Electro Slag Strip Cladding Process, Mumbai, 2014.
(3) Metrode, Strip Cladding Applications Rev. 2, 2011.
(4) Kumar, V., Lee, C., Verhaeghe, G., Raghunathan, S., CRA Weld Overlay - Influence of
welding process and parameters on dilution and corrosion resistance, 2010, Houston.

KAYNAK KONGRESİ IX. ULUSAL KONGRE VE SERGİSİ
BİLDİRİLER KİTABI
358





























