Embed Size (px)
Citation preview

Powder Metallurgy Progress, Vol.11 (2011), No 1-2 62
RELATIONSHIP BETWEEN TENSILE TOUGHNESS AND IMPACT ENERGY OF MO PREALLOYED AND Ni-Cu-Mo DIFFUSION BONDED SINTERED STEELS
M. Momeni, H. Danninger, C. Gierl, E. Dudrová, A. Arvand
Abstract The Charpy impact test yields the energy consumed for fracture and is a useful indication of how the material might behave in service, while in tensile test the area below the stress-strain curve, i.e. tensile toughness, can be calculated in different intervals and is useful for designers. In the present study the aim is to correlate impact and tensile toughness in Mo prealloyed and Ni-Cu-Mo diffusion bonded sintered steels. Both materials were compacted at 600 MPa and sintered from 700 to 1300°C temperature in N2 atmosphere. For Mo prealloyed steel both tensile and impact toughness increase with increasing sintering temperature. Distaloy AE in contrast shows decreasing impact toughness above 1100°C, which is due to the reduction of the retained austenite content in favour of martensite, tensile toughness only showed partial decrease between 1200 and 1300°C sintering temperature. It seems that the effect of increasing ultimate tensile strength is more pronounced than decreasing toughness when Distaloy AE was sintered above 1100°C. Keywords: tensile toughness, impact energy, powder metallurgy, sintered steels
INTRODUCTION Tensile and Charpy impact test form a fairly complete evaluation of the
mechanical properties of sintered steels [1]. The Charpy test does not yield data that are immediately useful for the designer, but the results are useful indications of how the material might behave in service [1,2]. The presence of residual porosity strongly influences the tensile and impact behaviour of PM parts. In particular the pores reduce both strength and ductility. Whereas strength is essentially determined by the amount of residual porosity, ductility is influenced both by the amount and morphology of pores. It is shown [3,4] that the material prepared from diffusion alloyed powder is more efficient at hampering crack propagation. The reason is retention of austenite in neck regions and particle surfaces which are locally rich in Ni and other metallic alloying elements [5]. Instrumented impact testing showed that for Astaloy Mo-0.3%C the propagation energy is a small contribution to the total one [6] but Distaloy AE type steels [2] do not show a distinct yield point and are rather characterized by a continuous yielding behaviour. In situ tensile test revealed that in Distaloy AE, bainitic or fine pearlitic phases do not seem to play an active role in the damage mechanisms of the material because they contain few pores [7], and it showed that the first crack initiations were mostly connected with pores or prior
Mohammad Momeni, Herbert Danninger, Christian Gierl, Institute of Chemical Technologies and Analytics, Vienna University of Technology, Vienna, Austria Eva Dudrová, Institute of Materials Research, Slovak Academy of Sciences, Košice, Slovak Republic Abolghasem Arvand, Mashad Powder Metallurgy Co., Mashad, Iran

Powder Metallurgy Progress, Vol.11 (2011), No 1-2 63 particle boundaries situated in martensite areas [8]. Whereas there are many publications about mechanical properties of Mo and Ni-Cu-Mo sintered steels, for instance by using instrumented impact test apparatus the impact properties were characterized in more detail [2,6,9,10], but the tensile toughness and its relationship with the impact energy is less investigated. In this work, impact energy, tensile properties and the area below the stress-strain curve, i.e. tensile toughness of Mo prealloyed and Ni-Cu-Mo diffusion bonded steel, are presented for sintering conducted from 700 to 1300°C in N2 atmosphere.
EXPERIMENTAL PROCEDURES Prealloyed powder Fe-1.5%Mo (Höganäs Astaloy Mo) and diffusion bonded powder
Fe-4%Ni-1.5%Cu-0.5%Mo (Höganäs Distaloy AE) were used for this study. Natural graphite UF4 was used as carbon source and 0.5% HWC as a lubricant, and two chemical compositions were produced, i.e. Astaloy Mo-0.6% C and Distaloy AE-0.5% C. Powders were mixed in a tumbling mixer for 60 min. Tensile (ISO 2740) and Charpy (ISO 5754) test bars were prepared by compacting at 600 MPa. The specimens were first dewaxed at 600ºC for 30 min in flowing high purity N2 in a small tube furnace. After that they were sintered in N2 at widely varying temperatures, between 700 and 1300°C with 100°C intervals, in a large pusher furnace with gas tight superalloy retort. The isothermal sintering time was 60 minutes and the cooling rate was approx. 0.5ºC/s average. Sintered densities were measured using the Archimedes method (DIN ISO 3369). The Charpy impact energy was measured on unnotched specimens using a Charpy impact tester with Wmax=50 J at ambient temperature, and loading was applied perpendicular to the pressing direction. Tensile tests were conducted using a Zwick 1474 universal testing machine with crosshead speed of 5 mm/min. From the test results, ultimate tensile strength (Rm) and elongation (A) were calculated. For calculating tensile toughness at first a sixth order algebraic equation was fitted to the stress-strain curve with a reliable confidence limit, and then the area under the curve was obtained by doing a definite integral from zero strain up to point of fracture. Metallographic sections were prepared by grinding and polishing, and the samples were etched with 1% Nital reagent [11]. Impact fracture surfaces were studied by SEM.
RESULTS AND DISCUSSION Sintered density as a function of sintering temperature is shown for these two
alloys in Fig.1a. Slight changes of density are visible up to 900 and 1000°C for diffusion bonded and prealloyed steel respectively [12]. Higher level of density improvement for the former material at initial stages of sintering is due to the higher alloying element content especially on the surfaces of powder particles that results in more sintering contacts even with lower graphite dissolution, while in Mo prealloyed steel higher level of carbon dissolution, which is only attainable in the austenite phase range, is a necessity to form similar level of densification [13]. Fig.1b. shows the Charpy impact energy as a function of the sintering temperature. For Astaloy Mo the impact energy doubled at each temperature interval compared with the previous one up to 1100°C; i.e. it increased from 0.7 to 16.7 J.cm-2 when the sintering temperature increased from 700 to 1100°C, but by 70% between 1100 and 1300°C; up to 28.5 J.cm-2. The increasing rate of impact energy is higher in Distaloy AE, as it increased from 0.9 to 12.3 J.cm-2 up to 900°C, and it improved by about 200% between 900 and 1100°C. With increasing sintering temperature to 1300°C the impact energy of this material decreased from 36.4 to 30.5 J.cm-2, and both steels show a similar level of impact energy at 1300°C. The very low level of impact energy for prealloyed steel at the initial stages of sintering is due to the retained previous particle boundaries up to 900°C and fairly slow carbon dissolution which can be recognized from

Powder Metallurgy Progress, Vol.11 (2011), No 1-2 64 ferritic matrix at 800°C and not completely dissolved graphite up to 900°C [14,15]. In Distaloy AE with its higher alloying elements and only small carbon dissolution, pearlite and retained austenite are formed even at 800 and 900°C respectively, and presence of austenite at the sintering contacts is the reason of high impact energy below 900°C.
7,00
7,05
7,10
7,15
7,20
7,25
600 700 800 900 1000 1100 1200 1300 1400
Temperature (°C)
Sin
tere
d de
nsity
(g.c
m-3
)
MoAE
A
0
10
20
30
40
600 700 800 900 1000 1100 1200 1300 1400
Temperature (°C)
Impa
ct e
nerg
y (J
/cm
2 )
MoAE
B
Fig.1. a) Sintered density, b) Charpy impact energy (broken at room temperature) versus
sintering temperature for both steels compacted at 600 MPa.
Microstructures of both steels are shown in Figure 2 at two different sintering temperatures. While with increasing sintering temperature Astaloy Mo does not show any significant changes except formation of longer acicular bainite and more circular pores, reduction of retained austenite in favour of martensite is clear for Distaloy AE. This microstructural change is the reason of decreasing impact energy above 1100°C for diffusion bonded material. Figure 3 shows tensile strength and elongation as function of the sintering temperature. The difference between tensile strength of both steels is increased at higher temperatures; from only about 27 MPa at 700°C to 275 MPa at 1300°C. The reason is formation of pearlite and retained austenite in Distaloy AE above 900°C and also formation of the homogeneous microstructure above 1100°C which both increase the tensile strength, while formation of more martensite is detrimental for strain properties. Figure 3B shows decreasing elongation above 1100°C for Distaloy AE. Figure 4 shows the stress-strain curves for both materials sintered at various temperatures. It is well known that the toughness is the area below stress-strain curve but it seems that with distinct yielding behaviour of Astaloy Mo, the effect of strain is more pronounced especially at higher sintering temperatures; strain is doubled above 1100°C for each 100°C interval, thus the toughness should be also doubled. For Distaloy AE with its continuous yielding behaviour the detrimental effect of lower strain on reducing toughness at higher sintering temperatures can be compensated by higher strength.

Powder Metallurgy Progress, Vol.11 (2011), No 1-2 65
Astaloy Mo-0.6%C Distaloy AE-0.5%C
Fig.2. Microstructure of both steels sintered at different temperatures.
1100°C 1100°C
1300°C
0
250
500
750
1000
600 800 1000 1200 1400Temperature (°C)
R m (M
Pa)
MoAE
A
0,0
0,5
1,0
1,5
2,0
600 800 1000 1200 1400Temperature (°C)
Elo
ngat
ion
(%)
MoAE
B
Fig.3. a) Ultimate tensile strength and b) elongation versus sintering temperatures.
Powder Metallurgy Progress, Vol.11 (2011), No 1-2 66
0
100
200
300
400
500
600
700
0 0,5 1 1,5 2 2,
Strain (%)
Stre
ss (
MPa
)
50
250
500
750
1000
0 0,5 1 1,5 2 2,5
Strain (%)
Stre
ss (
MPa
)
700°C800°C900°C1000°C1100°C1200°C1300°C
A
700°C800°C900°C1000°C1100°C1200°C1300°C
B
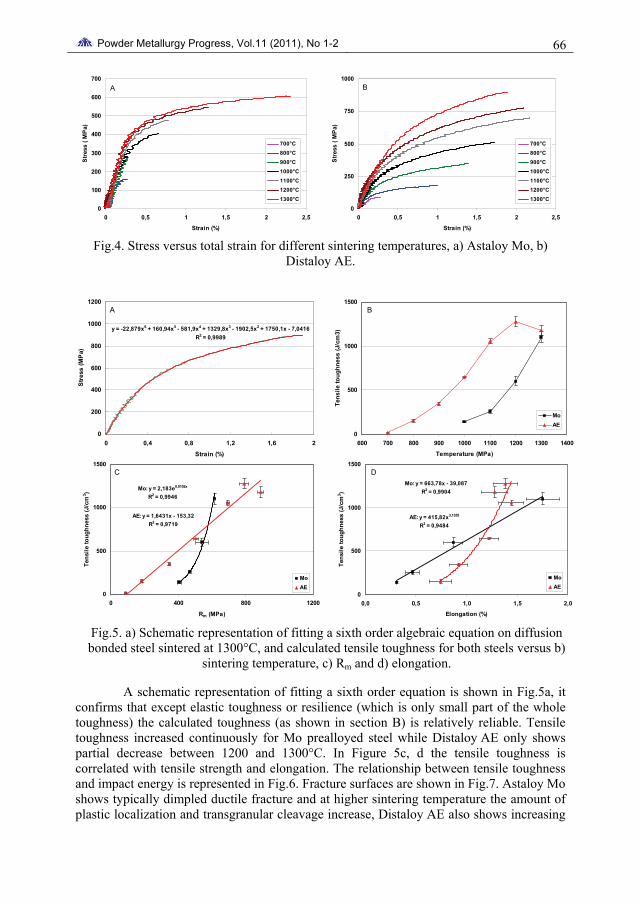
Fig.4. Stress versus total strain for different sintering temperatures, a) Astaloy Mo, b)
Distaloy AE.
y = -22,879x6 + 160,94x5 - 581,9x4 + 1329,8x3 - 1902,5x2 + 1750,1x - 7,0416R2 = 0,9989
0
200
400
600
800
1000
1200
0 0,4 0,8 1,2 1,6 2
Strain (%)
Stre
ss (M
Pa)
A
0
500
1000
1500
600 700 800 900 1000 1100 1200 1300 1400
Temperature (MPa)
Tens
ile to
ughn
ess
(J/c
m3)
MoAE
B
Mo: y = 2,183e0,0102x
R2 = 0,9946
AE: y = 1,6431x - 153,32R2 = 0,9719
0
500
1000
1500
0 400 800 1200
Rm (MPa)
Tens
ile to
ughn
ess
(J/c
m3 )
MoAE
CMo: y = 663,78x - 39,087
R2 = 0,9904
AE: y = 415,82x3,1355
R2 = 0,9484
0
500
1000
1500
0,0 0,5 1,0 1,5 2,0
Elongation (%)
Tens
ile to
ughn
ess
(J/c
m3 )
MoAE
D
Fig.5. a) Schematic representation of fitting a sixth order algebraic equation on diffusion bonded steel sintered at 1300°C, and calculated tensile toughness for both steels versus b)
sintering temperature, c) Rm and d) elongation.
A schematic representation of fitting a sixth order equation is shown in Fig.5a, it confirms that except elastic toughness or resilience (which is only small part of the whole toughness) the calculated toughness (as shown in section B) is relatively reliable. Tensile toughness increased continuously for Mo prealloyed steel while Distaloy AE only shows partial decrease between 1200 and 1300°C. In Figure 5c, d the tensile toughness is correlated with tensile strength and elongation. The relationship between tensile toughness and impact energy is represented in Fig.6. Fracture surfaces are shown in Fig.7. Astaloy Mo shows typically dimpled ductile fracture and at higher sintering temperature the amount of plastic localization and transgranular cleavage increase, Distaloy AE also shows increasing

Powder Metallurgy Progress, Vol.11 (2011), No 1-2 67 plastic deformation at higher temperature which is due to the higher alloying element content, especially of copper, in the sintering contacts.
0
300
600
900
1200
1500
0 10 20 30 4
Impact energy (J/cm2)
Tens
ile to
ughn
ess
(J/c
m3 )
0
MoAE
Fig.6. Relationship between tensile toughness with impact energy for both steels.
Astaloy Mo-0.6%C Distaloy AE-0.5%C
Fig.7. Fractographs of both steels sintered at different temperatures, 800x.
1100°C 1100°C
1300°C 1300°C

Powder Metallurgy Progress, Vol.11 (2011), No 1-2 68
CONCLUSIONS The impact energy increased for both Mo and Ni-Cu-Mo steels with higher
temperature up to 1100°C, the larger increasing rate for the latter is due to the formation of pearlite and retained austenite at 800-900°C. Whereas for Mo steel the impact energy steadily increased up to 1300°C, for diffusion bonded steel it decreased above 1100°C due to the reduction of the retained austenite in favour of martensite. The higher sintering temperature the higher strength and elongation for Mo steel, but for diffusion bonded steel replacing more austenite by martensite strengthened the Ni-Cu-Mo steel above 1100°C but partially reduced the elongation. The stress-strain curves show that for Astaloy Mo the effect of strain on tensile toughness is more pronounced especially at higher temperatures, and for Distaloy AE with its continuous yielding behaviour the effect of lower strain on reducing toughness at higher temperatures can be compensated by higher strength, and thus tensile toughness only showed a partial decrease between 1200°C and 1300°C and not like impact energy above 1100°C.
REFERENCES [1] Meier, M.: The Ductile to Brittle Transition. University of California, Davis,
September 13, 2004, p. 1 [2] Straffelini, G. et al.: Materials Science and Engineering A, vol. 248, 1998, p. 153 [3] Cimino, TM. et al. In: PMTEC 96 Congress, 1996, Washington, USA, p. 1 [4] Engdahl, P. et al. In: Proceeding PM 1990. Vol.2. London, 1990, p. 144 [5] Phillips, RA. et al.: Powder Metallurgy, vol. 43, 2000, no. 1, p. 43 [6] Straffelini, G. et al.: Materials Science and Engineering A, vol. 272, 1999, p. 300 [7] Carabajar, S. et al.: Materials Science and Engineering A, vol. 232, 1997, p. 80 [8] Dudrova, E. et al.: EuroPM 2004, Vol.3, Vienna, 2004, p.193. [9] Straffelini, G.: Metallurgical and Materials Transactions A, vol. 31, 2000, p. 1443
[10] Danninger, H. et al. In: Euro PM2003. Vol.1, Low Alloy Steel. Valencia, Spain, 2003, p. 289
[11] Höganäs Handbook for sintered components. Vol. 6, metallography, 2004 [12] Momeni, M. et al.: Powder Metallurgy Progress, vol. 8, 2008, no. 3, p. 183 [13] Momeni, M. et al.: To be presented in 6th International PM Conference, 5-9th October
2011, Ankara, Turkey [14] Danninger, H. et al.: Materials Chemistry and Physics, vol. 67, 2001, p. 49 [15] Danninger, H. et al.: Powder Metallurgy Progress, vol. 2, 2002, no. 3, p. 125


















![Relationship between Fracture Toughness and Fracture ... · Mu and Lung [41] have studied the change in fractal dimension directly against fracture toughness in two me- dium carbon](https://img.dokumen.tips/doc/110x75/5e9d4fc655589e3ea0206d58/relationship-between-fracture-toughness-and-fracture-mu-and-lung-41-have-studied.jpg)










