Embed Size (px)
Citation preview

REDESIGNING LAYOUT OF KNITTING
PRODUCTION IN PT XYZ BY USING
COMPUTERIZED RELATIVE ALLOCATION OF
FACILITY TECHNIQUE (CRAFT)
By
Mohamad Jody Pratama
ID No. 004201200038
A Thesis Submitted to the Faculty of Engineering
President University in partial fulfillment of the requirements of
Bachelor Degree in Engineering Major in Industrial Engineering
2016

2
THESIS ADVISOR
RECOMMENDATION LETTER
This thesis entitled “REDESIGNING LAYOUT OF KNITTING PRODUCTION
PT.XYZ BY USING COMPUTERIZED RELATIVE ALLOCATION OF
FACILITY TECHNIQUE (CRAFT) ” is prepared and submitted by Mohamad
Jody Pratama in partial fulfillment of the requirements for the degree of Bachelor
Degree in the Faculty of Engineering has been reviewed and found to have satisfied
the requirements for a thesis fit to be examined. I therefore recommend this thesis for
Oral Defense.
Cikarang, Indonesia, March 13th
2016
Ir Andira, M.T.

3
DECLARATION OF ORIGINALITY
I declare that this thesis entitled “REDESIGNING LAYOUT OF KNITTING
PRODUCTION PT.XYZ BY USING COMPUTERIZED RELATIVE
ALLOCATION OF FACILITY TECHNIQUE (CRAFT)” is, to the best of my
knowledge and belief, an original piece of work that has not been
submitted, either in whole or in part, to another university to obtain a
degree.
Cikarang, Indonesia, March 13th
2016
Mohamad Jody Pratama

4
“REDESIGNING LAYOUT OF KNITTING PRODUCTION PT.XYZ BY
USING COMPUTERIZED RELATIVE ALLOCATION OF FACILITY
TECHNIQUE (CRAFT)”
By
Moahamad Jody Pratama
ID No. 004201200038
Approved by,
Ir Andira, M.T. Burhan Primanintyo, ST M.Eng
Thesis Advisor I Thesis Advisor II
Ir.Andira, M.T.
Program Head of Industrial Engineering

ABSTRACT
PT. XYZ is a manufacturing company that focused in textile raw materials of cotton
yarn and blended yarn into the raw material of T-shirts and polo shirts. In the last
several years, the production of company recorded a decline trend around 10-25
percent. This condition exists because there are arrangements of production that have
not been efficient, the activity relation between each department is far enough and
also backtracking. As the result the company's production costs are increase. This
study uses CRAFT as a layout improvements method and comparing the results of
each iteration. The results after using improvement the proposed layout is more
optimal and the reduction in material handling costs are 4.62% in the first iteration
and 7.97% in the second iteration. The total material handling cost of the company is
after implementing the second iteration as the lowest cost is Rp 152.963.424.
Keyword: Activity Relation, Backtracking, CRAFT, Facility Layout, Material
Handling Cost.

CHAPTER I
INTRODUCTION
1.1. Problem Background
The design of the facility has an enormous influence to the production of the
company because it is the basis of the entire production process. In the system of
production 20% -50% of the total manufacturing costs come from the material
handling costs and costs associated with the layout (Tompkins, 2010). By this reason,
Company requires a focused concentration to reduce the costs of production related to
the material handling and the costs that associated with the layout of the facilities.
PT. XYZ is a textile company that processes raw materials from cotton yarn and
blended yarn material into a shirt and polo shirt with the marketing area in some
Asian countries, such as Japan, Singapore and Hong Kong. The company starts the
production based on the order which means job order.
In PT. XYZ there are five departments, namely the raw material department, Dyeing
Yarn department, Knitting department, Piece Dyeing department and finishing
department. There are several types of fabrics that produced by PT. XYZ, which are:
knit fabric, print fabric, and a plain-colored fabric. One type of fabric that becomes
highest demand of this company is the knitted fabrics. Within a period of one year of
production knit fabric contributes 60% of the total production. Moreover, the knitted
fabrics that produced by PT. XYZ has a complex process passes through several
machines, i.e. from raw material department, the material then passes through the
process soft winding, dyeing, rewinding, knitting, bleaching, dyeing by using a
substance carrier, washing and drying, smoothing, finishing and packaging.
Complex process of knitted fabrics causes the flow of materials in production floor
should pass many points. Besides that, the facility layout of the company is not
arranged in the optimal can be seen in initial layout there are several backtracking in

flow process from Murata machine to Fukuhara and from Fukuhara to Coustic. It
makes the material movements are often create the problems such as the delay of the
material to transfer to the next department which resulted in piling up of material in
several departments. Another problem is the distance among of each department in
the PT. XYZ is far enough so it takes quite a long time in each process and material
handling cost will be increased.
1.2 Problem Statement
Based on the background that described above, then it is a problem in this study as
follows:
How to redesign the facility layout of knitted fabric production in PT XYZ?
1.3 Objective
The objective of this research is to reduce material handling costs by designing the
new facility layout in PT XYZ.
1.4 Scopes
Due to limited time and resources, there are several scope and limitation have to be
apply in order to achieve the target objectively:
1. The design layout is only done on the production facilities.
2. There is no new facility in layout design.
3. The cost for the change of layout is not considered.
4. The calculation of the distance between facilities using rectilinear.
1.5 Assumptions
Some Assumptions have to be applying in order to run this research properly:
1. The skill levels of the operator are same.
2. The production system as well as the flow of material does not change.
3. Material handling costs for forklift was Rp.588 per meter, and for box trolley
is Rp.648 per meter.

1.6 Research Outline
Chapter 1 Introduction
Background, problem statement, objective, scope, and assumption of
the thesis are contained in this chapter.
Chapter II Study Literature
The study literature contains a clear background and theoretical
grounding of the problem. This chapter provides all theory used to
solve the problem in this research and also giving supporting statement
to support the conclusion of the research.
Chapter III Research Methodology
This chapter consist of the steps that will be perform by the researcher
in order to know the problem in details, to get the data and how the
problem solving will be implement.
Chapter IV Data Collection and Analysis
This chapter is about the data gathered from the direct observation,
interview and it is used for analysis
Chapter V Conclusion and Recommendation
This chapter contains all summary results that have been performed by
the researcher. Most of it concludes the analyses made previously in
chapter five. The inputs for future research are also given.

CHAPTER II
STUDY LITERATURE
2.1 Facility Layout Planning
The layout is a major cornerstone in the industrial world. The layout of the plant or
facility layout can be defined as a procedure for setting factory facilities to support
the smooth production process. Facilities planning are a tool in the repair facility
layout, used in material handling (material handling). There are two important parts
in the planning of facilities i.e. location of the facility related to the plant site
planning and design of facilities that includes designing the structure of the plant.
With the layout of the facility so we can determine the general flow of the movement
of people and materials at the facility in question and have an important impact on the
efficiency of the operation. If based on the understanding that it means there is some
purpose of designing the layout of the facility that is.
a) Simplify the manufacturing process
b) Minimize the transfer of goods
c) Keeping the plant the flexibility to change production capability
d) Shorten the production process to maintain semi-finished goods peputaran
high
e) Lowering capital investment in equipment
f) Save the use of building space
g) Improving efficiency in the use of labor
h) Maintaining health and safety for workers
2.2 Types of Layout
One of the important decisions that need to be made in the design layout of the
facility is a decision determining the appropriate type of layout and efficiency of

manufacturing processes for a long enough period of time. The types of layout in
general is the Layout Product, Process Layout, Group Technology Layout, and
Layout by Fixed Position. On the production floor PT. XYZ uses the type of layout
based on the layout process. This layout is a method of placement machines and
production equipment of the same type into a single department. The advantage of
this type of layout is able to do a variety of types and models of products as well as
the specialization of work.
2.3 Algorithm Settlement Facility Layout
Algorithm to solve the problem of facility layout can be grouped into two, namely:
1. Heuristic Algorithm
This algorithm does not produce an optimal solution but nearly optimal, the
computing time is faster than the optimal algorithm. This algorithm is suitable
for designing the layout of the facilities for a large department or facility.
Based on the class, this algorithm is divided into:
a. Construction algorithm
This algorithm generates a facility layout starting from a blank layout.
The main difference from a variety of algorithms associated with the
construction of the criteria used to determine:
- The first to enter the facility layout
- The following facilities or facilities to be added to the layout, and
- The facilities of the first and subsequent in the layout.
Here are a few examples of the construction algorithm commonly
used:
1. MST (Modified Spanning Tree)
2. CORELAP (Computerized Relationship Layout Planning)
Is the first construction developed algorithms and computerized. This
is a qualitative input data into quantitative data and uses this
information to determine the first to enter the facility layout.

CORELAP calculate the total rating proximity (TCR) for each facility,
which balances the number of numeric indicator associated with this
facility.
3. PLANET (Plant Layout Analysis and Evaluation Technique)
b. Improvement Algorithm
Algorithm improvements require initial layout and data linkages
between departments. This algorithm produces a pretty good solution
for these algorithms consider the possibility if a department is placed
in a different location by changing the location of existing
departments. Disadvantages of this algorithm is the lack iteration so
often the resulting solution is still far from optimal. Some examples of
improvement algorithm is as follows:
a) 2-Opt
b) CRAFT (Computerized Relative Allocation of Facilities
Technique)
c) SA-CRAFT (Simullated Annealing - Computerized Relative
Allocation of Facilities Technique)
c. Mixed Algorithm (hybrid)
This algorithm combines the algorithm formation with algorithm
improvements. The initial layout using the algorithm formation then
the initial layout is corrected using the algorithm improvements.
The algorithm included in the algorithm of the mixture is
BLOCPLAN. BLOCPLAN algorithm can be used both as construction
and repair algorithms.
2. Optimal Algorithm
According to Heragu Sundereesh, there are three classes of optimal
algorithms to solve the QAP, namely: Algoritma Branch and Bound

a. Algoritma Decomposition
b. Algoritma Cutting Plane
QAP (Quadratic Assignment Problem) is the most common form of
formulations in the mathematical model layout problems. As the name
implies, the QAP is a problem with the placement of the objective function is
a function of two levels (quadratic) of several variables. While the function of
the constraints is a linear function of several variables. QAP formulation
requires a number of facilities and the number of the same location. If the
number of locations over the number of facilities then the solution obtained is
not feasible.
2.3.1 Comparison Program Layout
Many methods can be used to plan the layout of the facility. Some of them are
computerized methods, such as CRAFT, CORELAP, ALDEP, and PLANET.
According to Apple (1990) some of the advantages and disadvantages of each
computerized algorithm is as follows:
1. CRAFT
CRAFT technique first introduced by Armour and Buffa in 1983 that aims to
minimize the cost of material movements, where the costs of moving material
is defined as the flow of products, the distance and cost of transport unit.
Table 2.1 CRAFT
ADVANTAGES DISADVANTAGES
1. Allow the establishment of
a special location
2. The input format can vary
3. Time short computer
4. Having a mathematical
sense
5. Can be used for office
layouts
6. Can check previous work
7. Costs and savings printed
1. Results can not be directly used
2. Programs tend to have short-
distance vision, can not find the
best answer by simply changing
two or three departments
3. Changing departments should: (1)
the same size, (2) adjacent to each
other (3) bordering the same
department
4. Require clarity of the structure of
input data
5. The draft letter is difficult
6. It does not produce the initial

layout
7. Better reassembled
8. Unexpected connection is not
taken into account
9. Limited to 40 departments
2. CORELAP
CORELAP is an acronym for computerized relationship layout planning. It
generates a layout on the basis of total closeness rating (TCR) for each
department.
Table 2.2 CORELAP
ADVANTAGES DISADVANTAGES
1. Easy to run in the computer
2. Forming a new layout
3. Limitation of inputs and the
same finish
4. Based on the linkage map
5. Each step can be seen during
the development of the layout
6. Most linkages are shown in
both
1. Unable to determine location
of activity remains
2. Not counting the cost
3. Limited to 45 departments
4. Shape layout is not 'orderly'
3. ALDEP
ALDEP first developed by Seehof and Evans in 1967. The next development
undertaken by the company at IBM. The working principle is based prefensif
ALDEP such activity relationship CORELAP algorithm.
Table 2.3 ALDEP
ADVANTAGES DISADVANTAGES
1. Can determine specific
locations within the limits of
available space
2. Solving the identified areas
3. Develop many choices
4. Very into account the linkages
1. Switching costs are not
calculated
2. Relationships that are not
expected to go unnoticed
3. Assessment methods are
questionable
4. The difficulty in assessing the
production process
5. Order room demands are not
taken into account

6. Limited to 53 departments
4. PLANET
PLANET is a heuristic algorithm in the planning of the facility to produce
AAD (Area Allocation Diagram). The principle works is putting all of the
facilities or departments in one location are still vacant in accordance with the
scale of the area of each.
Table 2.4 PLANNET
ADVANTAGES DISADVANTAGES
1. Based on the map from - to
2. Using material removal costs
for certain displacement
means for each displacement
in the order of operations
3. Require interaction between
the computer and the engineer
to train the judgment
4. Can be applied to any
problem that includes a
combination of activities that
could be the apparently with
numbers
5. Can set the location of certain
activities and characteristics
of the building
6. There is no required input
layout
7. Print a handling fee for each
'relations activities' plus the
total removal costs
8. Using the term ordinary
factory and ordinary factory
data as input
9. Allows selecting the selection
and placement department
1. Useful for the layout of the
production is not for the
service department
2. Requires application and real
experiments
3. Data input which requires
arrangement (but not more
than is typically collected by
the usual layout)

2.3.2 Computerized Relative Allocation of Facilities Technique (CRAFT)
CRAFT technique first introduced by Armour and Buffa in 1983 that aims to
minimize the cost of material movements, where the costs of moving material is
defined as the flow of products, the distance and cost of transport unit.
Changes between departments is expected to reduce the cost of material movements.
CRAFT make the exchange consideration for the layout of the new department, and
this is done repeatedly - again to produce the best layout and taking into account the
cost of material movements.
Data required CRAFT among others (Purnomo 2004):
1. Initial Layout
Information needed from the initial layout is data on the number of facilities and the
area of each facility
2. Data flow
Data flow of material in a production floor can be obtained from FTC (from to chart).
FTC is one of the latest techniques used in layout work and the removal of material.
Usually very useful if the goods flowing in a region in large numbers, such as
workshops, offices, or other facilities. The FTC is also useful if the relationship
occurs between the number of activities and if desired their optimum activity
planning.
Some advantages of using the FTC is:
a) Analyzing the material displacement
b) Planning flow patterns
c) Determining the location of activities
d) Benchmarking the flow pattern or layout replacement
e) Measurement efficiency of the flow pattern
f) Shows the dependence of the activity with other activities
g) Indicates the volume of displacement between activities

h) Shows a cross linkage of production
i) Indicate the possibility of production control problems
j) Shows the quantitative relationship between the activity and the displacement
k) Shortening travel distances during the process
There are some considerations and reasons to use CRAFT in designing the layout of
manufacturing facilities, as follows:
1. In this study, the material flow is very dominant factor to be considered in
designing the layout of the factory facilities more efficient at PT. XYZ.
Yardstick used in achieving a more efficient state is minimizing material
handling costs. Therefore, CRAFT suitable to be applied, because one of the
criteria used in CRAFT is minimizing the cost of material handling.
2. At PT. XYZ there are enough facilities or work stations. Therefore, the
CRAFT can be applied in this study, because it can make up to 40 facilities.
3. The advantages of CRAFT is able to resolve the problem by swapping
departments of different sizes. And can redeem two or three departments at
once and produce a more efficient layout. Therefore, CRAFT can be applied
to the PT. XYZ which has a vary size of work stations in designing the layout
of the factory facilities more efficient.
2.4 Material handling
2.4.1 Definition Material Handling
One of the important problems in the production process is the movement of material
from one level to the next production process is referred to as material handling.
Material handling has meaning not only transferring material. Material Handling has
meaning material handling just the right amount of material to comply in good time at
a suitable place, at the right time in the right position, in the appropriate sequence and
a low cost by using the correct method.
Factory layout planning can not ignore the significance the activity of the material
removal or material handling, otherwise it is impossible to apply effectively the

material transfer system without regard to the common problems encountered in the
planning layout. In most manufacturing processes, material handling is an very
important activity.
2.4.2 Distance Material Handling
There are some systems that are used to calculate the distance between two points
amid one location to another location coordinates indicated as (x, y) and (a, b),
among others, the euclidean, rectilinear, and the square euclidean. In this research
will be discussed further on the size of the rectilinear distance, which is the distance
measured perpendicular to follow the path of the center point to center point facilities
other amenities. How to determine the rectilinear distance of the facility to other
facilities using the following formula (Purnomo, 2004: 80-83)
dij = |xi – xj| + |yi – yj| (2-1)
xi : the x-coordinate at the center of the facility i
xj : the x-coordinate at the center of the facility j
yi : the x-coordinate at the center of the facility i
yj : the x-coordinate at the center of the facility jfu
dij : the distance between the center of the facility i and j
2.4.3 Engineering Planning and Material Flow Measurement
Settings departments within a factory is based on material flow between production
facilities or those departments. To evaluate alternative design of the layout of the
department, the necessary act of measuring the flow of materials in a technical
analysis. There are many analytical techniques that can be used to analyze and
evaluate the flow of materials. The analysis techniques are divided into two
categories: (Purnomo, 2004):
1. Conventional Methods
This method has been used for many years, it is relatively easy to use and
commonly used way is a graphical form. Overall better than the conventional
techniques of quantitative analysis techniques to be used to analyze the flow

of input materials for use quantitative and qualitative input. Some of the tools
used in conventional analysis techniques are Assembly Chart, Operation
Process Chart, Chart Process, Process Flow Chart, Multi Product Process
Chart, From To Chart, and Flow Diagram
2. Quantitative Methods
This method is a modern analytical techniques using statistical methods and
mathematical complex and more sophisticated, and are generally classified as
operational research. This method often had to use the help of specific
computer programs in performing complex calculations. Examples of
quantitative analysis technique is simulated annealing, quadratic assignment
problem, and genetic algorithms.
In this study, two kinds of tools will be used conventional techniques to analyze the
flow of materials, namely Process Flow Chart and From To Chart.
2.4.3.1 Flow Process Chart
Process Flow Chart is a schematic or diagram that shows all the steps in a process of
operation, inspection, transportation, and storage waiting that occurs during an
ongoing process and shows how the move was mutually hold interaction with one
another. Additionally Process Flow Chart also contains information that is required in
the analysis, such as the required time and distance moved. Several usability of
Process Flow Chart is as follows (Purnomo, 2004):
1. Showing all the steps and tests in a process in detail
2. Used to analyze a process
3. As a tool for process improvement or working methods
4. As a basis for calculating the cost to search for the hidden costs in case of
inefficiency in work
5. Used as a comparison, if there is a substitute method
2.4.3.2 From To Chart
From To Chart is a conventional technique used in the planning layout and material
moving. Generally From To Chart used in designing the plant layout is based on the

flow process. The principle applied in the analysis of material with From To Chart is
trying to find the minimum total material handling cost:
1. Material with a weight / volume move large distances as short-nutshell. The
sequence of processes (related to the production facility layout) is set in
accordance with the provisions of this
2. As far as possible be avoided from the backflow (backtracking) because it
causes material handling activities must be carried out twice a step activities.
2.5 Systematic Layout Planning (SLP)
Richard Muther develops layout planning method called Systematic Layout Planning
(SLP). Factory layout planning procedure according Muther's Systematic Layout
planning systematically Procedure can be seen in Fig 2.1.
Data Masukan dan
Aktivitas
Aliran Material Hubungan Aktivitas
String Diagram
Kebutuhan LuasKetersediaan Luas
Area
Space Relationship
Diagram
Modifikasi Layout Batasan Modifikasi
Perancangan
Alternatif Layout
Evaluasi
Fa
se
An
alis
isF
ase
Sin
the
sis
(De
sig
n P
roce
ss)
Fa
se
Pe
mili
ha
n
Alte
rna
tif
Figure 2.1 Implementation Procedures Systematic Layout Planning
From the procedure in Figure can be seen that the first step begins with the collection
of data used in the planning layout. Once the required data is collected, the material
flow analysis will be done in combination with analysis of activity (activity

relationship) that will be used to make the connection diagrams activity (activity
relationship diagram). Moreover, at this stage of this analysis will also consider the
needs of the area required by the wide availability of areas for planning the
manufacture of the Space Relationship Diagram.Based on the Space Relationship
Diagram is augmented by doing some modifications as necessary and determine the
practical limitations of alternative layouts can be designed and evaluated. Five initial
step in this procedure is the stage of analysis of the problems that have been
formulated. Then, the sixth step to planning an alternative layout phases of research
required for the planning process. While the last stage is the selection process is to
evaluate the alternatives that have been designed layout.
2.5.1 Routing Sheet
In designing a facility it is necessary to establish production capacity of an enterprise.
This is done to anticipate a short period of operation in which the size of the factory
cannot be changed. A basic step in setting a good production system is to determine
the number of machines or production equipment needed appropriately. Data
necessary to determine precisely the number of machines is as follows (Sritomo,
2000):
1. The volume of production is achieved
2. Estimated scrap (defective products) at each process
3. The value of the efficiency of each machine
The efficiency value can be calculated by:
E = 1- (Dt + St) / D; where E = the efficiency, Dt = down time, D = working time per
period, St = set up time for work per period.
4. The standard time for the process of ongoing operations
In the calculation of the standard time is also calculated allowance is usually
expressed in%. Calculation% allowance is obtained based on the data of field
observation immediately considered the same for all production.
After that the value obtained by calculating the number of engines:

(2-2)
Where,
P = the number of products to be made by each machine per working time
T = total processing time required for production operation process obtained from the
time study or theoretical calculations
D = hours of engine operation provided
E = efficiency factor machines work caused by the setup, break down, repair, or other
things that cause idle
N = the number of engines or carriers needed for production operations
2.5.2 Relationship Diagram room
In the process of making the connection diagrams of the room, you need to do is
evaluate the area needed for all activities of the company and the area available. The
design layout work facility, ideally made in advance, while the factory building was
established in accordance with the design layout of the facility that has been made.
Connection diagrams room can be made after comprehensive analysis of the needs
and combined with Activity Relationship Diagram.

1
CHAPTER III
RESEARCH METHODOLOGY
3.1 Theoretical Framework
Figure 3.1 Theoretical Frameworks
• Identify problem from production floor
• know the problem statment
• understand the objective of solvingthe problem,scope, limitation and assumption
PROBLEM IDENTIFICATION
• Facility Layout planning
• Types of layout
• Algorithm settlement facility layout
• CRAFT
• Material handling
LITERATURE STUDY
• Flow of material
• Existing facility layout
• Frequency of material transfer
DATA COLLECTION
• From to Chart
• Flow diagram Chart
• Routing Shett
• ARC
• Material handling cost
• Election alternative layout
• Anlysis of proposed layout
DATA CALCULATION AND ANALYSIS
• Conclude the result of data analysis
• Compare the objectives and conclusion
• Recommend the advice for future research
CONCLUSION AND RECOMMENDATION

2
Figure 3.1 shows the theoretical framework of this research. The theoretical
frameworks consist of Observation, Problem Identification, Literature Study, Data
Collection, Data Calculation and Analysis and last Conclusion and Recommendation.
The explanation of theoretical frameworks is explained in the following sub chapter
which is detail research frameworks.
3.2 Initial Observation
Initial observation this research started from material movements in XYZ. There are
some problems which resulted in higher material handling costs in XYZ as a
backtracking, buildup material (bottleneck) that is not optimal and the distance
between departments. The observation is done by means of direct observation of the
production floor, interviews with management. After collecting the data, the main
cause will be the main focus for reducing material handling costs. As stated
previously, high cost of material handling caused a buildup of material, the distance
between the department and material handling equipment that is not optimal.
Therefore the main aim of this research will be achieved is to make a displacement
material system better than that already exist today.
3.3 Problem Identification
After the initial observation conducted, problem identification is the following step.
The problems identification will help to identify and analyze the initial observation
result. Problem identification will also help in narrowing the concept of this research
to be properly conducted and the following results in identifying and analyzing the
methods will be best presented as the objectives of this research. The background of
this issue was supported by a strong theory, trying to identify and analyze the right
variables that directly and indirectly affect the expensive material handling costs.
This research was deliberately done to identify problems that exist through several
methods; this research will determine the movement of material, company layout that
is used to reduce material handling costs.

3
3.4 Literature Study
Literature study is the basic knowledge and science of this research is conducted and
executed. The literature study helps the researcher to define, determine and reveal the
data collection to be well represented and understand by expert and non-expert.
Literature study has an important role as guidance to reach and accomplish the goal.
The literature study will also provide several theories that will strengthen the analysis
of the observation and the results of this observation will be valid and officially
examined through conducted observation by determining several theories and
terminologies. Literature study in chapter II discusses about the method that used to
interpret and examine the data to be reliable and valid to be proved also can be easily
read. The literature study consists of facility layout and material handling as basic
theory of this research conducted. In collecting literature studies, there are several
activities that needed to be done. First of all, the researchers have to read several
book related to the topic.
3.5 Data Collection, Calculation and Analysis
3.5.1 Data Collection
At this stage of data collection is done collecting relevant data and takes as input the
preparation of material transfer system later. Input data required include:
1. Data transfer will show the initial flow layout and direction of transport flows
that occur in existing material transfer system in PT. XYZ.
2. Data production process as a reference for the preparation of proposals related
to the production output and production processes directly illustrates the flow
of material movements. This production data including the operation process
chart
3. Data production facility is an equipment data contained in the company's
production machinery and transport equipment. This data is the data that will
be used for the calculation of activity cost determination for each piece of
equipment has the burden of costs that vary.

4
4. Data production output and capacity of MHE, the data show the number of
outputs in one cycle of production and material transportation capacity so as
to know the number of frequencies required in a day.
5. Data transfer material is data that describes the specification of the
displacement was conducted on the equipment used, the amount of frequency,
how much transportation and frequencies required in a month. The number of
frequencies generated will affect the amount of time needed.
3.5.2 Data Calculation
At this stage the data input to the CRAFT so prepared and processed into a form that
can be processed. Data processing itself through the process as follows:
1. Flow Diagram chart
2. Activity Relation Chart
3. Routing sheet
4. From to Chart
5. Material Handling Cost
3.5.3 Data Analysis
1. Election Alternative Layout
At this stage it will be evaluated the initial layout with the layout of the alternative
selected. This evaluation was conducted to determine the ratio between the initial
layouts with alternative layout has been made. Layout proposal will produce a more
efficient layout by having the distance moved closer and it will reduce material
handling costs.
2. Analysis of Proposed Layout
Analysis at this stage is a process of proving that the alternative layouts are selected
according to the desired result.

5
3.6 Conclusion and Recommendation
The conclusion started from giving the result of data calculation and analysis. The
result of data calculation and analysis will answer research questions as the problem
statement in Chapter I.

6
Initial Problem
Observation to production
floor
Flow of material
Exiting facility layout
Frequency of material transfer
Problem identified
Frequency of material
Transfer Cost MHCRouting sheetFlow Diagram
ChartCRAFT
Data analysis
Alternative layout
Conclusion of MHC
Data Calculation
Data Collection
Distance
Figure 3.2 Detail Research Frameworks

CHAPTER IV
DATA COLLECTION AND ANALYSIS
4.1 Data Collection
4.1.1 Current Condition of Material Movement
In material transfer system planning, the main data that is needed as the object of
research is data transfer method, the specification unit load of material
movements, and supporting equipment transfer facilities. The initial data of
material movement is used as a reference to be compared with the proposed
material movement to solve material handling problems in PT. XYZ. This data is
also supported by the direction of the material that moves from the initial position
to the next station.
2
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
4
5
78
8
9
10
Musholla
Control Room
OFFICE &
ADMINISTRATIONDept. Bahan
BakuGudang
Bahan Sisa
Dept. Produk
JadiDept.
Printing
Dept.
Printing
Dept. Finishing
Maintanance
Service
Tower Air
Dept.
Knitting
Gerbang
Utama4
1
1
Forklift
Box Manual
Softwi ndi ng
1
Softwi ndi ng
2
1
2
3
3
Box Manual
3
4
Dyei ng
Machine6
5
6
7 88
7
9
5
6
Dept.
Knitting
Pantry
Service
Service
10
8
Dept. Piece Dyeing7138
9
9
14
15
9
10
10
16
17
Dept. Finishing
Parkir Mobil
Parkir Motor
Keterangan :
1 = Yung Chi Machine
2 = Hisaka Machine
3 = Murata Machine
4 = Fukuhara Machine
5 = Coustic Machine
6 = Winch Machine
7 = STR Machine
8 = Stenter Machine
9 = Cutting
10 = Packing & QC
= In
& Out
= Process
Inspection
= Storage
Transfer
= Crash
= Backtracking
Transfer Flow
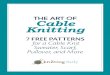
Figure 4.1 Current Layouts and Flow of the Company

Figure 4.2 Current Layout of the Company
In the figure 4.2 above the scale is 1:10 and the picture shows the backtracking
and cross tracking that is marked with a red circle and a red dotted line. One of the
criteria of a good flow in material movement is the number of backtrack and cross
tracking is minimum.

4.1.2 Current Production Facility
Table 4.1 shows the number of department in PT.XYZ and describe machine in
each department. In table 4.1 also show the number of machine and function of
each machine.
Table 4.1 Machine in Production Floor
Department Machine Number of
Machines Function
Department Yarn
Dyeing
Yung
Chi 7 A roll of yarn cones to cheese
Hisaka 9 Yarn dyeing process by inserting a tube into
the dyeing
Murata 2 Curl yarn of cheese cake cones
Department
Knitting Fukuhara 42
Knitting (produce some kind of fabric using
yarn materials)
Department
Finishing Coustic 1
Administration of drugs in order to color the
fabric more concentrated
Department Piece
Dyeing Winch 7
Flushing of dirt when finished knitted
fabrics like from stains, wax, and other
Department
Finishing
STR 1 The ripening process (to harden and smooth
out the fabric)
Stenter 2 gramasi fabric
Table 4.2 describes material handling equipment in PT.XYZ. In this table also
shows the number of equipment with the function and location of the use of
equipment.
Table 4.2 Material Handling Equipment in Production Floor
Name Quantity Function Location
Forklift 3
Tool material movements with
weights in large numbers about 1.5 -
3, 5 tons per one transport
Raw material to Softwinding
Rewinding to Knitting
Knitting to Coustic
Pallet 120 For transporting materials in large
volumes and can be classified Warehouses and Softwinding
Box
Trolley 23
Move material with a certain volume
through land All locations except Warehouses

4.1.3 Production Process Data
PT. XYZ produces several types of manufactured products such as knit fabric,
print fabric and colored plain fabric, but the focus of this research is aimed at the
knit fabric, because the knit fabric is the product with the highest demand. The
description of the production process at PT. XYZ on knitted fabrics can be seen
below.
1. Loading the raw material from the warehouse to the production floor.
The raw materials used are blended yarn which is a mixture of cotton yarn
with rayon or polyester. This yarn is taken from the warehouse and
transferred to the department of Yarn Dyeing.
2. Softwinding
The next process is softwinding. It is the process of winding the yarn from
cones into cheese. One roll of gray yarn can generate two gray yarns
cheese.
3. Dyeing colors
Yarn dyeing process that has been winded into the cheese is placed on the
carrier tool. After the cheese is inserted into the carrier and locked tightly,
then the carrier is lifted by using a crane machine and put into the
immersion tube. The color in dyeing process is chosen based on the order
of customer. There is also a drying process, which is the carrier is inserted
into the dryer machine.
4. Rewinding
Rewinding is a winding process of yarns from cheese to cones after the
yarn is dyed. Cones used for rewinding is different with the cones in the
sofwinding process. Two pieces of cheese will produce one cone of yarn
5. Knitting
Knitting process produces several types of fabrics by using blended yarn
materials. In this process there are two sub-sections as follows:
Sub-section knitting gray cloth
Sub-section striper knitting fabric which is knitted by using yarn dyed

6. Adding liquid material
At this stage the fabric is processed by giving a liquid material for the
bleaching process at the next machine.
7. Bleaching
Bleaching process aims to eliminate the dirty material from the fabric such
as stain, wax, etc.
8. Washing and Steam Heating
The process of washing and drying the fabric fibers is done twice by using
STR machine and stenter machine. In the STR machine, fabric is dried
using hot steam. Then on stenter machine, the fabric is dried again and
smoothed before packed.
9. Finishing and Packaging
Final check is done before the fabric is delivered to the department of
finished product. Fabric is wrapped and labeled to make it easy in delivery
process to the customer.
4.1.4 Flow Process Chart
From the figure 4.3, circle symbol means the operation, the arrow symbol means
material displacement, square symbol means the inspection, the semi-circle
symbol means in-process delay (holding) and the last triangle symbol means
warehouse.

Figure 4.3 Flow Process Chart

4.1.5 Routing Sheet
The initial step in data processing is making calculations Routing Sheet. Routing
sheet is used to calculate the number of machines and the number of parts that
must be prepared for a number of the desired finished product. Data needed on
Routing Sheet consists of the data flow of the production process, the production
of the required amount, the efficiency of the engine and also a production process
of each material through a series of processes. In the routing calculation sheet,
there are some assumptions, such as the provision of the efficiency of each
machine. Table 4.3 shows the routing calculation sheet.
The columns contained in the routing sheet are as follows:
Column 1 : The sequence number of operations of each component flowing.
Column 2 : Name of the operations performed
Column 3 : The machine used in the production process.
Column 4 : Process time in production process showed in minutes. The value
comes from measurement and it is set as the target for each
process.
Column5 : Theoretical engine capacity of each machine that supports the
production process. Theoretical machine is based on machine
specification.
Column 6 : Number of expended output in whenever production
Column 7 : Efficiency machines (%)
Column 8 :The capacity of the actual machine from any machine that
supports the production process.
Formula = theoretical engine capacity (theoretical engine capacity
* (1-efficiency engines))
Column 9 : Number of products should be prepared
Column 10 : The need for theoretical and actual engine
Formula (Theoretical) = Number of prepared / theoretical machine capacity
Formula (Actual) = Number of prepared / actual engine capacity

Table 4.3 Routing Sheet
No.
(1)
Name of the operation
(2)
Machine
(3)
Process
time
(minute)
(4)
Theoretical
Capacity
Machine
(kg)
(5)
Output
one
process
(kg)
(6)
Efficiency
Machine
(7)
Actual
Engine
Capacity
(kg)
(8)
Demand
(kg)
(9)
Machine needs
Theoreti
cal
(10)
Actual
(11)
1 Arrange yarn to Yung chi
machine
2 Softwinding process Yung
Chi
80 11040 80 95% 10488 92000 8,77193 9
3 Compile a collection of yarn in
the form of cheese into the carrier
4 Color dyeing process
Hisaka 310 11752 330 95% 11164,65 92000 8,24029
8
9
5 Drying process Hisaka 70 22080 140 95% 20976 92000 4,38596
5
5
6 Preparing process of rewinding
7 Rolling the yarn of cheese to
cones
Murata 80 11040 80 95% 10488 92000 8,77193 9
8 Preparing yarn before entering
into the knitting process
9 Arrange yarn based on color
orders
10 Perform set-up machine
11 Conducting the knitting process Fukuhara 420 1840 70 95% 1748 92000 52,6315
8
53
28

No.
(1)
Name of the operation
(2)
Machine
(3)
Process
time
(minute)
(4)
Theoretic
al
Capacity
Machine
(kg)
(5)
Output
One
process
(kg)
(6)
Efficiency
Machine
(7)
Actual
Engine
Capacity
(kg)
(8)
Demand
(kg)
(9)
Machine need
Theoreti
cal
(10)
Actual
(11)
12 Administration of drugs for
washing bleaching
Coustic 45 73600 300 95% 69920 92000 1,31578
9
2
13 Washing process Winch 80 41400 300 95% 39330 92000 2,33918
1
3
14 Washing process to remove
residual drug
STR 35 32200 300 95% 30590 92000 3,00751
9
4
15 drying with hot steam
16 drying process Stenter 40 36800 300 95% 34960 92000 2,63157
9
3
17 Cutting process based on order
18 A final check for color and size
19 Packing
29

Based on the routing calculation sheet in Table 4.3, the number of machines
required to produce knitted fabric is determined. The result obtained from the sum
of the theoretical machine of each machine used to produce knitted fabric for a
period of one working day (8 hours). Here is the number of machines required in
the manufacture of knitted fabrics.
Table 4.4 Summary Machine Needs
Name of machine Quantity
Yung Chi 9
Hisaka 14
Murata 9
Fukuhara 53
Coustic 2
Winch 3
STR 4
Stenter 3
4.1.6 Data Frequency of Material Movement
Frequency of material movement is the amount of material delivery from the
starting location to the destination location in days, weeks or months. The
frequency of the data transfer between the existing material and activity between
machines in the production process is required in the preparation of a from-to
chart. Data transfer frequency of this material is a quantitative measure for each
movement of material movements between machines that is traversed in the
whole production process. The calculation of the frequency shift is done by using
the movement of the yarn material blended from the main warehouse to
warehouse of finished products. The average amount of demand for this product
(knit fabrics) in one month is 92 tons. In the table 4.5 below, it can be seen the
frequency displacement of blended yarn material at PT. XYZ as follows.

Table 4.5 Frequency of Material Transfer
From To Demand
Per Day
(Kg)
Existing
Material
Transfer (Kg)
Frequency of
Material
Transfer Per
Day
Frequency of
Material
Transfer Per
Month
Warehouse Softwinding 4000 400 10 230
Softwinding Dyeing 4000 200 20 460
Dyeing Rewinding 4000 200 20 460
Rewinding Knitting 4000 400 10 230
Knitting Coustic 4000 400 10 230
Caustic Winch 4000 200 20 460
Winch STR 4000 200 20 460
STR Stenter 4000 200 20 460
Stenter Finishing 4000 200 20 460
Finishing Packing 4000 200 20 460
Packing Finished
Goods
Department
4000 200 20 460
4.1.8 From-To Chart
Figure 4.4 shows the results from to chart is used to input into CRAFT to
calculate the cost of material handling in the initial layout and propose layout
Figure 4.4 from-To Chart
From\To Dept 1 2 3 4 5 6 7 8 9 10 Ship Total
Dept 3651480 0 0 0 0 0 0 0 0 0 0 3651480
1 0 1415880 0 0 0 0 0 0 0 0 0 1415880
2 0 0 2235600 0 0 0 0 0 0 0 0 2235600
3 0 0 0 5916750 0 0 0 0 0 0 0 5916750
4 0 0 0 0 6085800 0 0 0 0 0 0 6085800
5 0 0 0 0 0 3726000 0 0 0 0 0 3726000
6 0 0 0 0 0 0 3726000 0 0 0 0 3726000
7 0 0 0 0 0 0 0 4620240 0 0 0 4620240
8 0 0 0 0 0 0 0 0 1788480 0 0 1788480
9 0 0 0 0 0 0 0 0 0 1937520 0 1937520
10 0 0 0 0 0 0 0 0 0 0 7452000 7452000
Ship 0 0 0 0 0 0 0 0 0 0 0 0
Total 0 3651480 1415880 2235600 5916750 6085800 3726000 3726000 4620240 1788480 1937520 7452000 42555750
Matrix of Transfer Distance

Table 4.12 Dimension Engineering and Room
No Facilities
Number
of
machine
Dimension (meter) Size And Allowance Total
area
(m2)
Size
Requirements
Existing
Area (m) Area
(m2)
Centroid
Long Wide Area (m2) employee Area
p l X Y Material
Office - - - - - - - - 22 69 1518 11 34,5
Raw material - - - - - - - - 27 69 1863 13,5 34,5
1 Yung Chi 7 8,2 1,1 9,02 3,608 2,706 15,334 107,338 12 30 360 6 15
2 Hisaka 9 2,5 1,3 3,25 1,300 0,975 5,525 49,725 21,5 30 645 10,75 15
3 Murata 2 9,1 1,1 10,01 4,004 3,003 17,017 34,034 21,5 15 322.5 10,75 7,5
4 Fukuhara 42 2,5 2,5 6,25 2,500 1,875 10,625 446,25 23 101 2323 11,5 50,5
5 Coustic 1 3 2,5 7,5 3,000 2,250 12,750 12,75 30 18 540 15 9
6 Winch 7 3,3 1 3,3 1,320 0,990 5,610 39,27 43 30 1290 21,5 15
7 STR 1 16,5 4,2 69,3 27,720 20,790 117,810 117,81 30 18 540 15 9
8 Stenter 2 2,8 2,2 6,16 2,464 1,848 10,472 20,944 17 36 612 8,5 18
9 Finishing
- - - - - - - - 17 24 408 8,5 12
10 Packaging
- - - - - - - - 30 24 720 15 12
11 Finished goods - - - - - - - - 25 69 1725 12,5 34,5
- Remaining ingredients - - - - - - - - 15 69 1035 7,5 34,5
- Printing 1 - - - - - - - - 15 101 1515 7,5 50,5
- Printing 2 - - - - - - - - 15 69 1035 7,5 34,5
- Maintenance Room - - - - - - - - 14,5 20 290 7,25 10
- Service Room - - - - - - - - 14,5 20 290 7,25 10
- Water Tower - - - - - - - - 14,5 20 290 7,25 10
32

The given allowance is qualitative. It is adapted to the conditions on the ground
observations. Here is the explanation of the provision of allowance in each
activity:
1. Yung Chi Machine, this machine has long enough size. Material from the
warehouse before entering into this machine will be placed in front of the
room. In this activity the material that comes is in still in the form of yarn
in cones. Then cones of yarn-cones will be transferred to the cheese by
using machines Yung Chi. Yung Chi One machine can produce 60 cheese
yarns. Employee activities that occur around the engine area are to make
the process of monitoring of the flow of material. Therefore, the activities
of employees on this machine are still very intensive. The allowance given
to employees are 0.3 and 0.4 for the material.
2. On the machine Hisaka, the large number of machines required in the yarn
dyeing process also causes the working conditions for this area quite
intensive, so it is given a value of 0.3 allowances for employees and 0.4
for the material. After experiencing the process of material coloring on this
Hisaka engine, the output of these machines will be transported by the
carrier to enter the next process. This process also requires trained
employees to process material adjustment to the transport carrier.
3. Murata Machine, after the material is processed on a machine Hisaka,
material output in the form of cones is threads in the aluminum coils. Then
the cones will be positioned into the machine Murata. Basically this
machine gives allowance based on the amount of material that goes to the
employees of 0.3 and 0.4 for the material.
4. Knitting Machine, basically gives allowance based on the amount of
material coming from the engine Murata. All material will step through
this activity to the process of knitting yarn so later, the obtained spools of
thread are finer than before and the pattern of color made to order. For
employees, the mobilization needed here is quite high, because the
machine was composed of 200 spinners and need to be checked every
process, so the allowance given to employees is 0.3 and for the material is
0.4.

5. On Caustic machine, the size of the material on this activity has become a
roll of cloth; auto previous quantity of material that goes into these
machines became more and more. Same with previous activities, for
employees are given the allowance value of 0.3 for employees and 0.4 for
the material.
6. On Winch machines, the task of the employees in the activity of this
machine is to pay attention and make sure that the bolts of cloth had been
submerged by water to remove residual bleaching medication from the
previous engine. Value allowance granted to employees was 0.4 for Winch
This machine has a size that requires long enough leeway for movement of
workers in performing their duties. Material allowance value is given a
value of 0.3 for the number of machines that made a lot of material
waiting to be processed becomes less so that the material that has been
completed through the process in winch the machine can be directly
positioned on STR machine for further processing.
7. In the STR machine there are two processes, namely the final washing and
drying the fabric fibers. There are two processes in this machine causes the
activity of employees on these machines should be given sufficient
allowance, amounting to 0.4 and 0.3 for the material.
8. Stenter machine, this machine is the latest machine through which the
material before finally do quality control and packaging. In this machine
there are some material waiting to be processed because of the amount of
material that goes quite a lot, so it is given to material allowance of 0.3
and 0.4 for employees.
4.1.9 Calculation of Cost Material Handling
To provide smooth operation in operational activities of the production process, it
needs to be supported by understanding of conveyance or transportation between
the (department) or within the department itself. In this study, conveyance transfer
materials used in PT. XYZ consists of four types, they are:
1. Man
2. Forklift

3. Pallets
4. Box Trolley
Data needed in the calculation of this Material Handling Cost includes a data
sequence of the production process, the weight of material moved, material
handling tools used, and the cost of material movements per meter. To find the
great total material handling costs, it can be determined by adding the fixed cost
and variable cost. Calculation of fixed costs is derived from the overall total cost
incurred on each tool used in displacement of material. Variable cost is the total
cost incurred for the conveyance of fuel consumption in each shipment. In
PT.XYZ, conveyance that uses fuel is only the forklifts. Below is the calculation
for fixed cost and variable cost shown in Table 4.13.
Table 4.13 Fixed Costs
Types of tools Cost type Description Cost
Forklift
Purchases with a useful life of 10 years Rp 250.000.000
Cost per month Rp 2.083.333
Cost per day Rp 90.580
Maintenance costs per year Rp 4.000.000
Maintenance fee per month Rp 333.333
Maintenance costs per day Rp 14.493
Box Trolley
Purchases with a shelf life of 3 years Rp 7.000.000
Cost per month Rp 194.444
Cost per day Rp 8.454
Maintenance costs per year Rp 1.000.000
Maintenance fee per month Rp 83.333
Maintenance costs per day Rp 3.623
Pallet
Total costs for pallets per year
(including maintenance costs) Rp 86.500
Total costs for pallets per month
(including maintenance costs) Rp 7.208
Total costs for pallets per day
(including the cost of maintenance) Rp 313
* 23 the number of working days per month including overtime
Table 4.14 Variable Cost

Fuel Distance (meters) Consumption (Liters)
SOLAR
0 - 50 0.5
51 - 80 0.75
81 - 100 1
Table 4.13 shows the cost allocation incurred in PT. XYZ for the three types of
equipments used. A fee charged is the purchasing cost in the beginning of the year
and the cost of maintenance for each month. The purchasing price used for
forklifts in PT.XYZ is Rp250,000,000 with a useful life of 10 years. The method
used is the straight line method with the assumption of no residual value at the
end of the year 10. After the calculation by adding the maintenance costs, the
values obtained for forklift, box for trolley, box for pallet, and manual box
respectively are Rp.105.386, Rp.12.077, Rp.313, and Rp.435
The fuel is used for diesel forklift. There are some assumptions based on the data
that have been obtained from the production floor and a discussion forum on the
machine: with a distance of 0-50 meters the fuel consumption is 0.5 liters, and 51-
80 meters is 0.75 liter and 81-100 meters is 1 liter. The usage of fuels impacts the
calculation of the salary. Data is further desirable that the salary calculation
supports the driver or operator per day. In this case, the amount of salary of
3,000,000 has included the allocation of costs of the employees’ health and the
facilites of the company. Below is shown a table of employees’ salary in PT.
XYZ.

Table 4.15 Salary
Type Manpower Salary per month Salary per day
Driver /
Operator
Rp
3.000.000
Rp
130.435
Supporting Man
Power
Rp
1.500.000
Rp
65.217
In Table 4.15 shows that the salary per day for driver/operator is Rp.130.435 and
Rp.65.217 for supporting man power per day. Salaries are set per month and
obtained directly from the PT. XYZ.
In Table 4.16 shows the material handling costs for its initial calculation for the
layout process in PT. XYZ. Based on the assumption of PT. XYZ, it is known that
the cost of material handling for forklift is Rp 588.00 and for trolley box is Rp
648.000 per meter.

No From To
MHE
Manpo
wer
Distance
(m)
Frec.
Existi
ng
Operating Cost Labor Cost Total
Handlin
g Cost
per Day Main
Equipme
nt
Suppor
t
Equip
ment
Fix Cost
MHC per
Day
Variable
Cost
MHC
per Day
Total
Operating
Cost per
Day
Driver /
Operato
r
Suppo
rt
Total
Labor
Cost per
Day
1
Raw
materi
al
Yung Chi Forklift Box
Manual
Driver +
Support 25,0 10
Rp
105.386
Rp
10.875
Rp
116.261
Rp
130.435
Rp
65.21
7
Rp
195.652
Rp
311.913
2 Yung
Chi Hisaka
Box
Trolley
Operato
r 15,0 20
Rp
12.077
Rp
12.077
Rp
130.435
Rp
130.435
Rp
142.512
3 Hisaka Murata Box
Trolley
Operato
r 19,0 20
Rp
12.077
Rp
12.077
Rp
130.435
Rp
130.435
Rp
142.512
4 Murata Fukuhara Forklift Box
Manual
Driver +
Support 135,0 10
Rp
117.150
Rp
58.725,0
0
Rp
175.875
Rp
130.435
Rp
65.21
7
Rp
195.652
Rp
371.527
5 Fukuh
ara Coustic Forklift
Box
Manual
Driver +
Support 158,0 10
Rp
117.150
Rp
68.730,0
0
Rp
185.880
Rp
130.435
Rp
65.21
7
Rp
195.652
Rp
381.532
6 Cousti
c Winch
Box
Trolley
Operato
r 24,0 20
Rp
12.077
Rp
12.077
Rp
130.435
Rp
130.435
Rp
142.512
7 Winch STR Box
Trolley
Operato
r 24,0 20
Rp
12.077
Rp
12.077
Rp
130.435
Rp
130.435
Rp
142.512
8 STR Stenter Box
Trolley
Operato
r 10,0 20
Rp
12.077
Rp
12.077
Rp
130.435
Rp
130.435
Rp
142.512
9 Stenter Finishing Box
Trolley
Operato
r 8,0 20
Rp
12.077
Rp
12.077
Rp
130.435
Rp
130.435
Rp
142.512
Table 4.16 Initial Material Handling Cost
38

No From To
MHE
Manpow
er
Distan
ce (m)
Frec.
Existi
ng
Operating Cost Labor Cost Total
Handlin
g Cost
per Day
Main
Equipme
nt
Support
Equipmen
t
Fix
Cost
OMH
per Day
Variable
Cost
OMH
per Day
Total
Operatin
g Cost
per Day
Driver /
Operator Support
Total
Labor
Cost per
Day
10 Finishi
ng
Packin
g
Box
Trolley Operator 4 20
Rp
12.077
Rp
12.077
Rp
130.435
Rp
130.435
Rp
142.512
11 Packin
g
Dept.
Baran
g Jadi
Box
Trolley Operator 20 20
Rp
12.077
Rp
12.077
Rp
130.435
Rp
130.435
Rp
142.512
39

4.2 Data Analysis
4.2.1 CRAFT Analysis Layout
The design layout and facilities at PT. XYZ in this study using CRAFT. To make
CRAFT requires extensive initial layout and flow distribution unit as the data. Both
of these data will then be processed by performing several iterations in exchange
position to produce a more efficient layout that can be seen from the total cost of
material movements by considering the feasibility of layout condition.
Alternative layout obtained from CRAFT consists of two iterations are:
1. Alternatives to exchange two departments 5 to 4
2. Alternatives to exchange two departments 3 to 1
The following is an explanation of each alternative layout is generated:
1. Exchange two departments 5 to 4
In the first iteration exchange department obtained 5 to 4 that resulted in a
decrease in material handling cost of Rp7.688.048 or 4.62% of the initial
layout.
2. Exchange two departments 3 to 1
In the second iteration gained 3 to 1 exchange department which resulted in a
decrease in material handling cost some Rp13.252.760 or 7.97%
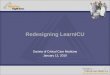
In designing the layout of the facility by using CRAFT obtained the minimum total
cost by second iteration with a decrease of 7.97% of the existing total cost. Layout
proposed from the design by using CRAFT is as follows:

Figure 4.5 Proposed Layouts

4.2.2 Analysis of Material Transfer Fees
Designing the layout of the facility can not be separated from the transfer of material
from one department to another. This material movements certainly produce cost-
called Material Handling Cost (MHC). Material handling costs are calculated based
on the means of transport used and the cost of labor support material movements.
This study used two means of transport; forklift and trolley box.
After completing the calculation then obtained material handling cost per meter for
forklift transport equipment amounted Rp 588,00 and for conveyance of Rp648,00
permeter trolley box. Calculation of the costs of moving the material is obtained from
the multiplication of the frequency that occurs with the distance between the facility
and the cost of material movements by means of transport used. Table 4.17 shows the
comparison material handling costs .
Table 4.17 Comparison Material Handling Cost
Layout Material Handling Cost Efficiency
Layout Existing Rp166.217.184 0%
Layout CRAFT iteration 1 Rp158.529.136 4.62%
Layout CRAFT iteration 2 Rp152.963.424 7.97%
At table 4.17 can be seen by comparing the total cost of material handling in the
production floor PT. XYZ. In the first iteration, the material handling cost existing
layout reduced as much as Rp7.688.048 and the second iteration reduced the material
handling cost with a difference of Rp13.252.760.
4.2.3 Analysis of Machine Requirement
The design of facility layout certainly consider several factors to get the optimal
layout, including the needs of the machine. Machine needs is very closely related to
the machine capacity. Therefore, the calculation of the needs of the machine has
previously been described in the routing sheet in Table 4.18. Table 4.18 is a
comparison table between machine required with existing machine.

Tabel 4.18 Comparison Engines
Machine
Number of
Existing
Machine
Total
Requirements
Machine
Yung Chi 7 9
Hisaka 9 14
Murata 2 9
Fukuhara 42 53
Coustic 1 2
Winch 7 3
STR 1 4
Stenter 2 3
Based on table 4.18, resulted the need of the machine to produce knitted fabric in
PT.XYZ. The explanation of the number and types of machines used is provided
below.
1. Yung Chi machine
This machine is used for winding yarn on cones to cheese. In the existing
condition of the company has 7 machines Yung Chi. After calculating the
needs of the machine, the company requires 9 machine Yung Chi, so the
company needs to add a number of new machines to improve the
effectiveness of the company's production. The addition of 2 machines in this
activity is to maximize the output of this process, since the engine capacity
Yung Chi is not too large, so if the company adds to the engine in this process
will increase the effectiveness of the company's production.
2. Hisaka machine
These machines are used in the dyeing process yarn are inserted into the tube
dyeing. The machine consists of two types, ie for dyeing and drying. In the

present conditions, the company has 7 dyeing machines and 2 drying
machines. Both types of machines integrated with each other. After
performing the calculation engine requirements, companies need to add 2
dyeing machines and 3 drying machines. The turn around time on this
machine long enough so that the required additional machinery to reduce the
queue to be included in the activity of this machine.
3. Murata machine
Machine is a machine used for winding yarn from the cheese to the cones.
The company has only 2 current machine, while the company needs to require
a total of 9 Murata machines. At this workstation, the amount of material that
goes quite a lot, so it takes more machines to prevent material build up.
4. Fukuhara machine
The process that occurs on this machine is a knitting process that produces
some kind of fabric using yarn materials. In this machine, the production
process took quite a long time, and so it requires a considerable amount of
machines that are balancing material during on going production. From the
calculations made to their engines, the company needs to add 11 machines
from the initial number of 42 machines.
5. Coustic machine
In this machine, a process that occurs is the administration of drugs on the
fabrics that have gone through the process so that the color knit fabric more
concentrated. Currently, the company only has one Coustic machine, whereas
after calculation in conducting this process takes 2 Coustic machines.
Therefore, the addition of a number of the machine unit by the company is
needed to improve the effectiveness of this process and reduce the buildup of
material, given that output in the previous process amounts to quite a lot, so
that the material to be processed on coustic machine is also a large amount.
6. Winch machine
This machine is a machine to perform the rinsing process to remove the stain,
wax and the remainder of the drug at the time of finished knitted fabric. The

Company has 7 Winch machine so the engine has exceeded demand in
producing knitted fabrics. Excess amounts of these machines can be used by
companies to accept the creation of other products that use a winch machine
in the production process
7. STR machine
The process that takes place in this machine is a maturation process to harden
and smooth out the fabric. The Company has one STR machine, while the
machine needs STR is number 4. Therefore, companies need to increase
machine three units to reduce the waiting time material and to increase
production of the company.
8. Stenter machine
Stenter machine is a machine that is responsible for managing shrinkage
diameter and gramasi fabric. This machine is the latest machine used in
producing knitted fabrics. The company has had 2 machine stenter and
calculation engine requirements, companies need to add one more unit of the
machine in order to track the production and balance can be optimally and
effectively.
4.2.4 Analysis Space Needs and Distance
After conducting an analysis of the needs of the engine, the design of the new layout
analysis space requirements. the area required by each of the existing facilities in the
activities of production, including the dimensions of the machine or the following
facilities with the amount of the allowance granted to the operator, alleys, and
material. In an analysis of this space needs to do a comparison between the area of
space used on the layout of existing companies with the area used for the proposed
layout. In table 4.19 show a comparison existing distance with the proposed. Table
4.20 viewable area ratio of each machine or activity PT.XYZ overall production floor
Table 4.19 Distance

No Facilities Existing Area (m2)
Proposed Layout
(m2)
1 Raw material - Yung
Chi 27 32.67
2 Yung Chi - Hisaka 4.75 25.47
3 Hisaka - Murata 7.5 26.55
4 Murata - Fukuhara 43.75 33.08
5 Fukuhara - Coustic 45 27.33
6 Coustic - Winch 12 1.75
Table 4.19 Distance (cont’d)
7 Winch - STR 12 21.25
8 STR - Stenter 15.5 21.8
9 Stenter - Finishing 6 6.87
10 Finishing - Packaging 6.5 4.46
11 Packaging – Finished
good 25 29.2
Total area 205 230.43
Based on the table 4:19 to an increase in the total distance between the midpoint of
each department on the proposed layout around 25m. The increase in the distance
between the mid-point for adjusting the shape of each department to avoid the
occurrence of backtracking.
Table 4.20 Comparison of Space Needs
No Facilities Existing Area
(m2)
Total Area Needed
(m2)
1 Raw material 1863 1863
2 Yung Chi 360 360
3 Hisaka 645 810
4 Murata 322.5 322.5
5 Fukuhara 2323 2323
6 Coustic 540 540
7 Winch 1290 645
8 STR 540 1020
9 Stenter 612 612
10 Finishing 408 408
11 Packaging 720 720
12 Finished goods 1725 1725

Total area 11348,5 11348,5
Based on Table 4.20 it can be seen that there are some facilities to undergo extensive
changes in the area. But overall, the area needed for the production process on the
proposed layout the same as the area used on the layout of existing companies. Here
is an analysis of the facilities that undergo extensive changes in the area of the
proposed layout.
1. Yung Chi machine
Yung Chi Machine does not change the area but there is a change in the
composition of the machine into a vertical, horizontal form. This change was
made to make allowances for the flow of material and labor. Size and position
of the new engine is now very comfortable with the working conditions for
the activities in this machine are traversed by raw material for these types of
knitted fabrics.
2. Hisaka machine
Hisaka machine changing area and change the layout. The initial position
hisaka machine are horizontal to vertical. In the layout of the existing
company, this facility requires extensive area of 645m2. Meanwhile, after
making adjustments and calculation engine needs at this facility by an
additional amount of 5 pieces and machine need a total area of 810m2.
Comprehensive change was also based on allowance for workers passing to
ensure there is no buildup of the current thread will go to the dyeing process.
3. Murata machine
Murata Machine does not change significantly due to a large enough area
considered to be ideal for a number of existing machine. In addition, the area
on the machine Murata considered quite convenient for the allowance for
materials and workers so that there should be no additional area and change
the position of machine.
4. Fukuhara machine

On the machine Fukuhara, do not change, because the area of the machine
Fukuhara quite extensive and is considered capable of accommodating the
existing material. In addition, the machine are still many alleys for allowances
for workers and stacks of material to be processed.
5. Coustic machine
Coustic machine does not change the area but there is a change in the
composition of the machine into a vertical, horizontal form due to the addition
of machine, so that the position of the machine is set so that materials and
workers comfortable with working conditions in this facility. The layout of
machine Coustic also be adjacent to machine because the process flow
Fukuhara two machines are very tight linkages.
6. Winch machine
Winch machines undergo extensive changes in the area but did not change the
shape of the existing layout. On the machine there is a reduction Winch area
is needed, of 1290m2 into 645m2. This happens because after the calculation
needs of the machine, the number of machines required only amounted to 3
units and not too many activities checking the products by the operator of the
area's vast perceived to be quite effective when scaled.
7. STR machine
In the machine area STR changes but the position of the engine as the existing
layout. The area required STR machine turns into 1020m2 of 540m2. The
addition of this area will increase the allowance for operators thereby
increasing operator comfort in work.
8. Stenter machine
Stenter machines experiencing a change in the layout engine placement.
machine turned into vertical position. The area of the machine is already
considered to be loose enough to traffic and workers in charge of the area for
the material being processed in this machine.

4.2.5 Analysis of Result
(a) Current Layout
(b)Proposed Layout
Figure 4.6 Comparison Layouts
It can be seen from the figure 4.6 there is a difference between the initial layout flow
processes with the proposed layout. The initial layout process flow is irregular
because there are a lot of backtracking and crashes marked with red dots.
Backtracking contained in Murata machine to Fukuhara machine, Fukuhara to
Coustic and Coustic to STR, and on proposed layout can be seen the flow process at
the proposed layout which has no backtracking and crashes.

Table 4.20 Calculation Material Handling Cost
Table 4.20 describes total Material Handling Cost on real condition by using the
actual distance with a total of Rp 79,968,240 at initial layout. The material handling
cost proposed layout decreased by 7.97% from the material handling cost initial
layout. So can be conclude the proposed layout better than the initial layout which
has material handling cost Rp 73.594.771.
No Machine Distanc
e
(meter)
frequency
transfer
Transfer
cost MHC
From To
1 Raw
material Yung Chi 25 230 588 3.381.000
2 Yung Chi Hisaka 15 460 648 4.471.200
3 Hisaka Murata 19 460 648 5.663.520
4 Murata Fukuhara 135 230 588 18.257.400
5 Fukuhara Coustic 158 230 588 21.367.920
6 Caustic Winch 24 460 648 7.153.920
7 Winch STR 24 460 648 7.153.920
8 STR Stenter 10 460 648 2.980.800
9 Stenter Finishing 8 460 648 2.384.640
10 Finishing Packaging 4 460 648 1.192.320
11 Packaging Finished
goods 20 460 648 5.961.600
Total 79.968.240

CHAPTER V
CONCLUSION AND RECOMMENDATIONS
1.1 Conclusion
Based on the research that has been done, it can be concluded that the purpose
of this research has been reached. Designing the proposed layout of the
facility is able to minimize material handling costs at production floor of
PT.XYZ. CRAFT second iteration is more efficient than CRAFT first
iteration in material handling cost. It can be seen from the total cost by using
CRAFT second iteration is Rp152.963.424. Reduce 7.97% by material
handling cost proposed layout compare with the initial layout.
1.2 Recommendation
For further research, the analysis can use another method to compare which
method that has the best result in reducing the material handling cost.

REFERENCES
Apple, James M. Tata Letak Pabrik dan Pemindahan Bahan. ITB. (1990).
Purnomo, Hari. Perencanaan dan Perancangan Fasilitas. Graha Ilmu. (2004).
Heragu, Sundereesh. Facilities Design. PWS Publishing Company. (1997)
Tompkins, J.A., White, J.A & Bozer, Y.A. Facilities Planning. John Wiley & Sons,
Inc (2010).
Wignjosoebroto, Sritomo. Tata Letak Pabrik dan Pemindahan Bahan. Gunawidya.
(2000).