Embed Size (px)
Citation preview

Reconfigurable Machine Tools Design Methodologies
and
Measuring Reconfigurability for Design Evaluation
MASTER THESIS
By:
Nasser Aboufazeli
Thesis supervisor:
Prof. Daniel T. Semere
School of Industrial Engineering and Management
Production Engineering and Management Department
Sweden 2011
The Royal Institute of Technology


i
Abbreviations
Application program interface
Computer numerically controlled
Dedicated Manufacturing Line
Design Parameter
Engineering Research Center
Functional Requirement
Flexible Manufacturing System
Flow of Force
Homogeneous Transformation Matrix
Reconfiguration Difficulty Index
Reconfiguration Index
Reconfigurable Manufacturing System
Reconfigurable Machine Tool
API
CNC
DML
DP
ERC
FR
FMS
FOF
HTM
RDI
RI
RMS
RMT

ii

iii
Contents Introduction .................................................................................................................................. 1
Chapter 1 .......................................................................................................................................... 5
Types of Manufacturing System .................................................................................................. 5
1.1. DML (Dedicated Manufacturing Line) ........................................................................ 5
1.2. FMS (Flexible Manufacturing System) ............................................................................. 6
1.3. Modularity and Reconfigurability ..................................................................................... 7
1.4. RMS (Reconfigurable Manufacturing System) ................................................................. 8
Chapter 2 ........................................................................................................................................ 11
Reconfigurable Machine Tools (RMT) Design .......................................................................... 11
2.1. Types of Machine Tools .................................................................................................. 11
2.2. Reconfigurable Machine Tool Design ............................................................................. 15
Chapter 3 ........................................................................................................................................ 31
Enabler of generation of RMTs .................................................................................................. 31
3.1. Open-architecture controllers .......................................................................................... 31
3.2. Interfaces ......................................................................................................................... 32
3.3. Integrated Software ......................................................................................................... 33
Chapter 4 ........................................................................................................................................ 41
Measuring Reconfigurability for Design Evaluation .................................................................. 41
4.1. Evaluation of Ease of Reconfiguration ............................................................................ 41
4.2. Machine Tool Reconfigurability Rate ............................................................................. 46
Summary .................................................................................................................................... 49
Future Works .............................................................................................................................. 51
References .................................................................................................................................. 53

iv

v
Acknowledgements
The author wishes to express his gratitude to his supervisor, Prof. Daniel T. Semere
who was very helpful and offered invaluable assistance, support and guidance.
Special thanks to my nice Chinese friend Yujiang Li who helped me for NX
software patiently. Also I appreciate Mr. Per Johansson for providing required
softwares and supporting me generously when I needed some technical helps.

vi

1
Introduction
In today’s competitive market because of the short life cycle of the products and
change in customer demand of quantity and type of the product a rapid respond is
an important key to compete with opponents. One of the solutions is evolvable
manufacturing system and reconfigurable machine tools as the heart of this kind of
manufacturing system. To implement such an idea we need standard
methodologies and some enablers to reconfigure machine tools rapidly. As I will
explain in the next chapters this concept is suitable when producing high variety of
the products with high throughput otherwise it is not cost-effective.
Other than competitive global market the other drivers like more educated
customers and rapid pace of the process technology and change in government
regulations that cause some changes like:
in parts of the existing product
need to make new variant of the products
product demand fluctuation
process technology
So, we need a rapid and cost-effective method to deal with these changes. In spite
of the old method that was used to replace the old machines or add some new
machines the new solution is reconfiguration of the manufacturing system
including machine tool.
National Research Council in USA has investigated about manufacturing
challenges for 2020[2]. This research shows the vision of the next two decades
about some changes happens in the manufacturing like changing in workforce,
consumer, the rise of bio and nanotechnology, prospects for waste-free processing,
simulation and modeling and global competitive market.
The six manufacturing grand challenges that show the gap between current
practices and the vision of manufacturing in 2020 are:
Getting concurrency in all operations.
Integrating human and technical resources to improve workforce
performance and satisfaction.
“Instantaneous” transform information gathering from broad different
sources to useful knowledge for effective decision making.
Reduction of production wastes

2
Reconfigurable manufacturing for rapid responsiveness to the changes
and opportunities.
Developing innovative product and process for decreasing dimensional
scale.
As we can see, one of the challenges of manufacturing is rapid response to demand
changes that should be cost-effective. The solution that has been proposed is RMS
and consequently RMT. So, the research about reconfigurable systems has started
from around 10 years ago and it will be one of the important issues in
manufacturing in the next decade.
To Understand RMS systems and RMT machine tools we need to know about
different types of existing manufacturing systems and then explain about RMS and
RMT and their advantages and methodologies to implement and problems that
exist and must be solved in the future.
There are three different manufacturing systems: DML (Dedicated Manufacturing
Line), FMS (Flexible Manufacturing System) and RMS (Reconfigurable
Manufacturing System).DML systems are designed for single products with
different operation simultaneously that means high productivity while FMS is for
different types of products (variants) with high flexibility. RMS system is a new
type of manufacturing system that has both needed productivity and flexibility by
changing the software and hardware of the production line.
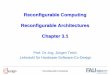
Figure 1.1: Reconfigurable tools fill the gap between dedicated tools and flexible
tools.[3]
Reconfiguration is based on modular hardware and software and is defined for part
family and quick change in capacity and functionality according to the change in
demand in competitive market.

3
Reconfigurability is something more than modularity.Actually it means modularity
plus scalability, integrability, convertibility, customization and diagnosability.
I tried to show the methodologies and enablers like software and standard
interfaces are necessary to have reconfigurable machine tools but there is still the
lack of integrated software that gets the requirements as inputs and gives us the
acceptable configurations as output and there is not a interface standard to use
different modules from different suppliers to assemble them together to make
desired structure of machine tool.

4

5
Chapter 1
Types of Manufacturing System
On the basis of flexibility of the manufacturing systems and variety types of
products and production volume of company we can define three kinds of
manufacturing systems: Dedicated, flexible and reconfigurable.
1.1. DML (Dedicated Manufacturing Line)
DML is a kind of rigid production line and a single part is produced by operation
of several tools at the same time. So, the production rate is very high and these
kinds of manufacturing system are designed to make few variants of parts at high
volume and are highly productive.
Figure 1.2: Dedicated Production line of wagons of train
As DML has low flexibility but high productivity, therefore it is cost effective
when it operates at full capacity that means demand should be more than supply.
When the number of the variants is high then it is not proper system.[1]

6
1.2. FMS (Flexible Manufacturing System)
FMS can produce different variants of products with changeable volume and mix.
Figure 1.3: Flexible manufacturing line with high number of mixed variants.
CNC machines are used in these kinds of manufacturing systems and their
programmable controllers for automation are very expensive. In spite of DML
system FMS has low throughput because CNC machine use single tool to make a
product. So, because of expensive machines and low throughput of FMS systems
the cost per product is high. If we want to compare these two different
manufacturing systems it is like below:[1]
Table 1.1: Comparison between DML and FMS.[1]
Before explaining about the third type of manufacturing system we should know
about two technical terminologies: Modularity and reconfigurability and
consequently modular and reconfigurable machine tool or system. Generally
reconfigurability has broader meaning. It means that it has the modularity concepts
plus some extra characteristics.
Manufacturing System DML FMS
Limitations
-low Flexibility
-Fixed Capacity
-Being Expensive
-Low Throughput
Advantages -Low Cost
-Multi Tool Operation
-Flexible
-Scalable

7
On the other word a reconfigurable machine tool or system is made according to
the modular design rules but it includes some essential concepts to call it
reconfigurable.
1.3. Modularity and Reconfigurability
Modularity is the is compartmentalization whole of the system or machine into
subsystem or parts and making the system or machine tool by combination of some
separable subsystems or parts to change the structure in order to make different
functionality.
Reconfigurability is a concept more than modularity. It means for instance
reconfigurable machine tool is a modular machine tool that has some other
characteristics to make a rapid cost-effective change in the structure of the machine
to get different functionality. These characteristics are: [4]
Scalability is the ability to change the production capacity reconfiguring the
structure of the machine tool like changing the spindle, worktable and so on. This
characteristic of the machine tool is for increasing the productivity of the machine
tool when there is unpredictable change in the quantity of demand.
Integrability is to integrate parts (modules) rapidly and accurately. This is possible
by sets of mechanical, informational and control interfaces to fit the modules
together properly. The speed of the replacement of the modules is very important
because if set-up time or ramp-up time becomes long the productivity will be low
and the reconfigurable machine tool will not be cost-effective.
Convertibility is ability of the machine tool to change the functionality by
changing the structure of the machine tool. For instance to do turning and milling
with one machine tool only by changing of the spindle and worktable. It helps us to
produce the new variants of products with the existence machine tool and we do
not need to add a new machine to the production system.
Customization is a kind of limited and needed flexibility for the specific defined
family part. Family part includes the parts that have similar specification like
geometry, shape and so on that we need the least change in machine tool to
produce these parts in the family just by a rapid set-up time.
To produce another part family group we need a longer time to change the machine
tool called ramp-up time.

8
As a matter of fact, customization is for creating only needed flexibility (not
general flexibility like CNC machines) based on part family definition to reduce
the cost of production.
Diagnosability is the ability to read the current situation and find the root cause of
defects automatically and rapidly correct the error. This characteristic is very
important because RMT is a kind of multifunctional machine tool that if it breaks
down the whole of the manufacturing will face big problem and the production line
will stop.
The above principles of RMT make the production cost-effective and rapid. It
means that RMT is a kind of machine with needed flexibility and acceptable
productivity.
1.4. RMS (Reconfigurable Manufacturing System)
The three principals of every manufacturing company are low cost, rapid
responsiveness and high quality. To get low cost of product manufacturing mass
production was introduced in 1920s. For higher quality eliminating of the wastes
by lean manufacturing methods is used. The cost-effective responsiveness is
possible by reconfigurable manufacturing being means of modular concepts and
other characteristics like scalability, diagnosability and so on explained before. As
you see in two above manufacturing system DML has high productivity but low
flexibility and FMS the opposite characteristics it means low productivity and high
flexibility (designed to produce different variants of products). But RMS
compromises between these two manufacturing systems and it has needed flexible
in family part (customized flexibility) and it has needed productivity based on
demand. [4]
RMS is cost effective manufacturing system because of:
Adjustable resources it means scalability for change in market demand and
convertibility for new variants in the part family. So, we do not need, for
instance, to replace the old machine with new ones.
Customized flexibility in part family to get needed flexibility (not general
flexibility like CNCS in FMS) acceptable productivity. It means that RMS
has the ability of being flexible for new product whenever the
manufacturing of the new product is needed but it is not applied to the
system before having the new product order like what happens in FMS.

9
In fact, RMS is designed for “exactly needed functionality and capacity” and”
exactly “when needed”. So, the manufacturing system is ready to change according
to product change. It means in spite of DML (low flexibility and high capacity) and
FMS (high flexibility and low capacity) is dynamic manufacturing system and has
rapid responsiveness.
So, the definition of the reconfigurable manufacturing system as Professor Yoram
Koren (Director, NSF Engineering Research Center (ERC) for Reconfigurable
Manufacturing Systems) defined:[1]
“A reconfigurable manufacturing system (RMS) is designed at the outset for
rapid change in structure, as well as in hardware and software components, in
order to quickly adjust production capacity and functionality within a part
family in response to sudden changes in market or regulatory requirements”.

10

11
Chapter 2
Reconfigurable Machine Tools (RMT) Design
2.1. Types of Machine Tools
The principles of machine tools are exactly like manufacturing systems. Machine
tools can be dedicated, flexible and reconfigurable. The dedicated machine tool has
many tools to work on a single part. This type of machine tool will be suitable for
the low variant of products with high volume and consequently we can get the low
cost per product. The flexible machine tool can be a CNC machine that has flexible
functionality for producing the high number of variants with low volume. CNCs
are designed before specifying the exact process of machining and it has very
flexible functionality even more than needed to cover the machining process that
unexpectedly happens and because of its high flexibility it is expensive and it has
low throughput also. Reconfigurable machine tool fills the gap between these two
types of machine tools.
It means that this type of machine can be used for high number of variants with
high volume production rate and makes the cost-effective production with rapid
responsiveness possible. The main reason of cost-effectiveness of RMTs in spite of
CNCs is “we exactly use what needed when it is needed not more and not
less”. Also, it is adjustable to the new structure for producing of the new products
based on the customer demand of the competitive market that is impossible for
dedicated machine tool and expensive for CNCs.
Dedicated
Machine Tools
Reconfigurable Machine Tools
Flexible
Machine Tools
Flexibility
Production
Volume
Figure 2.1: Flexibility vs. production volume of different classes of machine
tools

12
According to the above figure (Figure 1.5), practically dedicated machine tools are
used when we produce single part in high volume. Structure of this type of
machine is fixed but its throughput is high and is economical choice especially
when it works with full capacity. The capacity of this type of machine is not
changeable on the basis of the demand (i.e. it is not scalable).
When we need to produce low volume of the different types of product flexible
machine tools (CNCs) are the best choice. The structure of these machines is fixed
because they are made by machine builders before coming to the shop floor and
they try to apply every type of flexibility they imagine for the future that
sometimes they are useless so CNCs have high flexibility and cost.
Reconfigurable machine tools can be practically used for high volume of products
with different types and they have adjustable structures and scalable for different
costumer demand. Their cost is something between dedicated and flexible one but
there are some points we should consider:
When we have single product with high volume then dedicated machine
tool is a better choice than RMT. So, if we use an RMT with library of
modules is not justified economically and technically.
When the number of the variants is very high, if we want to use RMT then
maybe we need high number of the modules in the library and it cost more
than a high flexible CNC but there is a new concept called “mass
customization” that researchers are trying to find a way to use RMTs for
producing the high volume of different products that CNCs are not
designed for.
Reconfigurable Machine
Tools
Dedicated
Machine Tools
Flexible
Machine
Tools
Cost
Production
Volume
Figure 2.2: Cost vs. production volume of different classes of machine tools

13
The below table shows the differences among different three classes of the
machine tools:
Dedicated machine
tools
Reconfigurable
machine tools
Flexible machine
tools( CNCs)
Machine Structure Fixed Adjustable Fixed
Scalability No Yes Yes
Flexibility No Customized High( General)
Cost Low Medium High
The below figures are two examples of reconfigurable machine tools. Figure 2.3
shows the schematic structure of the arc type RMT that is made by a research
group in Michigan University and Figure 2.4 is the picture of the real one at its lab.
The spindle is mounted on the arc to make the machine tool convertible to change
the angle of machining to produce, for instant, two different types of cylinder head
with different angels of cylinders and you can change its functionality from milling
to drilling by some changes in the spindle. As I explained before the customization
of the RMT is defined for a part family. Figure 2.5 shows a part family of cylinder
heads that they need similar machining features.[3]
Figure 2.3: Schematic Arc Type RMT Figure 2.4: Real Arc Type RMT at
Michigan University
Figure 2.5: A part family of cylinder heads
Figure 2.1: differences among different three classes of the machine[1]
tools

14
The other real example of RMT that is used as multi functional machine tool i.e.
milling and turning is shown in Figure 2.5.[5]. It can be done by changing the
spindle functionality of the milling machine that is shown on the left side of the
picture.
Figure 2.5: A multi functional machine tool (Milling and Turning)

15
2.2. Reconfigurable Machine Tool Design
As explained before, RMT is a kind of modular machine tool with some essential
characteristics like: convertibility, customization, integrability and diagnosability.
These characteristics make RMT cost-effective, rapid and allow mass
customization. There are two ways to reconfigure machine tools: replacing
machine tools and integrated reconfiguration function (see Figure 2.1 and Figure
2.2).[6]
Figure 2.1: Reconfigurable Machine by Replacing Machine Modules.
Figure 2.2: Reconfigurable Machine Using Integrated Reconfiguration Functions.
To design RMT we need a standard methodology to reconfigure RMT fast when
we get required functionality from process planner before making the product.
Configuration1 Configuration2
Configuration1 Configuration2

16
There are three phases to design an RMT:
Definition of the requirement that is done by process planner according to
change in production volume or product design. These requirements can be
kinematics, power or timing of the motion.
Configuration generation can be done by functional description of the
machine tool with screw theory and structural description with graph theory.
Evaluation of the generated configurations by static, dynamic and
kinematic analysis to eliminate infeasible configurations.
Figure1.5 shows the steps of generation and evaluation of RMTs.
To do the required machining process we need making the configuration of the
machine tool that is capable of doing machining process. In this regard, we need to
describe the machine tool. There are two different types of description: functional
and structural.
- Process Specifications
- Sequences of the machining
Processes
- Geometrical Accuracy
Evaluation of
Generated
Configurations
- Functional Description by Screw theory
- Structural Description by Graph Theory
- Connectivity matrix
- Flow of Force (FOF) in work and tool
branches
- Possible Configurations Generation by
the available modules in the Library
Configuration
Generation
- Evaluation Criteria
-Dynamic, Static and
kinematic Tests
- Reconfiguration Indices to
choose the optimized RMT.
Process and product
Requirements
Figure 1.5: Sequential
steps of generation and
evaluation of RMTs

17
One of the description methods of functionality (kinematic characteristics of the
machine tool) for translational and rotational movements is done by screw theory.
Table 2.1: Description Methods and the their areas of the application
The structural description used in my thesis is based on graph theory by means of
directed graphs from library of the modules. Functional description is in higher
level and more complicated than structural one. Choosing of the one the above
methods to describe the machine tool depends on what feature is emphasized in the
description and the area of the application (see Table 2.1).[7]
Description
Method Description Procedure Simplicity Application Area
Functional
- Implicit representation of
flow of force
- Representation using
linear and rotational
movements in direction and
around X, Y and Z axes
The very ease of
description :
Only elementary
knowledge about
machine tools and
manufacturing
procedures is
required
- Functional analysis of
machine tool
- Decision of qualitative
similarities
- Prediction of variants from
basic structure
- Computer-Aided drafting
for concept drawing
- Atomized process planning
- Structure analysis from
ergonomics aspect
Structural
- Explicit representation of
flow of force
- Representation using GT
codes and flow of
force(structural pattern)
Certain
Difficulties in
description :
Deep knowledge
about machine
tool structure is
required
- Classification of machine
tools
- Structural analysis of
machine tools
- Evaluation of structural
similarities
- Generation of structural
configuration (variants and
free types)

18
2.2.1. Functional Description of the RMT (Kinematic Modeling)
Motion description is used to describe the traveling and rotational movements in
both work and tool branches. The movements have two types: primary motion and
auxiliary motion.
Primary motions include major cutting and feeding movements it means the
major movements for removing metal from the work piece in machining process.
This type of movements can be rotational, translational or both.
Auxiliary motion is used to prepare the main cutting process of the machining.
These types of motions can be for:
clamping the work piece
changing speeds and feeds
set up the motion for different work piece sizes
To describe the machine tool motions we can use different methods but two of the
comprehensive and to some extent easy ways are screw theory and Homogeneous
Transformation Matrix (HTM).
Screw Theory and HTM Method:
Screw theory uses three dimensional motion of the rigid body by screw to show
the rotational and translational movements about an axis. The definition of the
pitch of movement is translation motion divided by rotation.[8]
Translational MotionPitch
Rotaional Motion
The disadvantage of screw shows itself when we have pure translation and no
rotation because the pitch becomes indefinite.
Homogeneous Transformation Matrix (HTM) shows the displacement between
the current position and the previous one but can not show the show the nature of
the motion
we define the translational and rotational motion task of machine tool according to
the operation plan including machining operation type, cutter location and the
process plan for the new product volume or new types of the products then by
defining the HTM matrices from cutter location and calculating displacement we
get the dual vector of the motion and we merge the motion in the same direction.
Finally, we have the final required motions we need to do with machine tool.

19
2.2.2. Structural Description of the RMT
Structural description of the RMT helps us to choose the proper modules to do the
required movement. We can generate some structure configurations based on this
type of description. We consider the possibility of connection of the different
modules and make variety types of configurations by means of flow of force (FOF)
and use some evaluation criteria to eliminate the infeasible configurations.
Configuration Generation (Directed Graph Method)
The procedure of the configuration by means of directed graph is like below:
Making the library of the structural modules (primitives) needed to make
different configuration according to the required motions to plan the process
given by process planner.
Generating the single module complex units with combination of primitive
modules based on restriction of the connection of the vertices and directed
edges in graph theory.
According to mainflow (regarding to tool) and subflow (regarding to the
workpiece) of force (FOF) we can make different alternatives of
configuration.
Evaluation of the configuration kinematically, statically and dynamically.
Flow of Force (FOF):
FOF is used to specify the order of the modules if different branches of tool and
workpiece. By means of FOF we can make different possible configurations of
machine tool that fulfill the motion requirements. Two of machine tool structures
used more in industry is XY/ZC and X/YZC. These are symbols to show the
moving parts of the machine in tool and work branches. For instance XY/ZC
means that the work table has two motions in X and Y direction and combination
of the spindle and the column creates one linear motion in Z direction and one
angular motion about Z direction named C. The symbols used to show traveling
and rotational movements of the machine tool are shown in the figure 2.4:

20
Figure 2.4: Linear and rotational Motions
X, Y and Z are used for linear motions where Z aligns in the spindle orientation
A, B and C are used for rotational motions about X, Y and Z respectively.
To describe the flow of force we have to branches:
Mainflow of force: flow from the tool point in tool branch to the base or factory
floor as can be seen in figure 2.5.
Subflow of force: flow from machining point of the work branch joining the
mainflow within the machine (Figure 2.5).
Figure 2.5: FOF branches Representation

21
There are some general rules to draw the lines of the flow of force:
Mail FOF starts from the machining point of tool and ends to the floor or
any foundation.
FOF only flows in one direction.
FOF flows in positive direction of the local coordinate with the right-hand
system.
When two FOFs overlap the counterclockwise one has priority.
When there are more than two FOF in a structure the main FOF nearest to
the foundation priority to others.[7]

22
2.2.3. Implementation of Screw and Graph theories
In order to reconfigure the existence machine tool or to generate the new machine
tool we need library of modules based on motion requirement needed to produce
new variant or to add to or remove from the machine tool to make the desired
configuration. Assume we have the below library of modules:
Primitives Figures
1
2
3
4
Spindle Type I
Spindle Type II
Spindle slider
Column

23
According to the primitives (Basic modules) we can make the some modular useful
complex units based on possibility of connectivity of the primitives together. We
can make a connectivity matrix like below:
Figure 0 shows no connection or impossible connection because of different
interfaces and figure 1 shows a connection between two modules.
The only useful complex units of modules can be made in this case is “Spindle
Type II” like below:
Terminal Vertices
1 2 3 4 5 6
Init
ial
Ver
tices
1 0 0 0 1 0 0
2 0 0 1 0 0 0
3 0 1 0 1 0 0
4 1 0 1 0 1 1
5 0 0 0 1 0 0
6 0 0 0 1 0 0
5
2
6
Table Type I
Table Type II

24
The next step is determination of the tool and work branches to generate different
configurations. According to what explained in flow of force (FOF) the main flow
of force passes through the spindle, column and the base and the subflow of force
goes through the work, table and base. So, the possible of the modules can make
two complex units of mainflow and two of subflow like shows the below table:
Table 2.2: Main flow and sub flow of the force to generate possible configurations
To choose the proper modules to make the possible configurations in terms of the
kinematic characteristics of the machine tool to fulfill the motion requirements
given based on process planner’s specifications we define a task matrix that shows
Sub flow of Force
1 2
Mai
n f
low
of
Forc
e
1
2
Spindle Type II

25
the needed movements of the modules of the reconfigurable machine tool then
each we define movement matrices of the modules according to the screw theory
explained before. The definitions of the matrices are like below:
1 0 0 100
0 1 0 200Task Mtrix=T=
0 0 1 300
0 0 0 1
Table 2.3: Module motion matrices
Module No.
Modules Module Motion Matrices
1
1
1 0 0 100
0 1 0 0M =
0 0 1 300
0 0 0 1
2
2
1 0 0 0
0 1 0 0M =
0 0 1 300
0 0 0 1
3
3
1 0 0 0
0 1 0 200M =
0 0 1 0
0 0 0 1
4
4
1 0 0 100
0 1 0 200M =
0 0 1 0
0 0 0 1

26
Generally to fulfill the motional requirements for making ma machine tool with n
modules the below equation should be fulfilled:
1 2 nT=M ×M ×...×M
In our case we need combination of two modules to make the required
configuration for linear motion of 200, 100 and 300 mm in directions of X, Y and
Z respectively. If choose module number 1 of table 2.3 then the next module
should have a motion matrix like below:
1
-1
x 1
1 0 0 100 1 0 0 0
0 1 0 200 0 1 0 200M = T×M
0 0 1 300 0 0 1 300
0 0 0 1 0 0 0 1
3
1 0 0 100
0 1 0 0M
0 0 1 0
0 0 0 1
It means the next module that fulfills the required motion is module number 3.
Similarly if we choose module number 2 then:
1
-1
x 2
1 0 0 100 1 0 0 0
0 1 0 200 0 1 0 0M = T×M
0 0 1 300 0 0 1 300
0 0 0 1 0 0 0 1
4
1 0 0 100
0 1 0 200M
0 0 1 0
0 0 0 1
It Mean combination of the modules 2 and 4 makes the proper configuration of
required movements.

27
So, among four different configurations of table 2.2, two of them can make
machine tools with three linear and one angular required motion. Configuration 21
can not move in Y axis direction and Configuration 12 has one unnecessary motion
in Y axis direction.
From table 2.2 the suitable configurations in terms of kinematic characteristics are
configuration11(X/YZC) and configuration 22 (XY/ZC) as shown in below
figures:
In order to show the different arrangements of the motions to make machine tool
structure we can use symbols like Y/XZC, XY/ZC and so on. ”/” shows the
foundation or the common base of the work and the tool branch. The right side
shows the tool branch and the left side shows the work branch of the force flow.
After generating the variant configurations we need to evaluate them and choose
the best one the suits our requirements. There are some evaluation criteria to assess
the generated RMTs to get cost-effective and stable structures with the least
redundancies.
Configuration 11(Y/XZC)
Configuration 22 (XY/ZC)

28
2.2.4. Configuration Evaluation
Two most important things should be considered to make RMT are cost and
stiffness that causes accuracy. To get these two we can imagine some solutions.
First, we can make physical experiment to check the dynamic stability or chatter
and use the finite element analysis to check the structural stiffness. Since the
number of the configuration of RMT is mostly high it is costly and time consuming
to make all of the generated structures and make experimental test and do finite
element analysis by some softwares (CAE module of some softwares like
NASTRAN, ANSYS, COMSOL and so on).So, the economical and logical way is
using some criteria to eliminated some of the improper configurations and finally
for the limited left configurations do analysis by CAE and experimental tests.
These criteria are like below:
Work envelope
Ideally, the designed RMT work envelope should be the same as the required one.
If the designed work envelope be less than range of the required envelope then
machine tool does not cover the range needed to machine the workpiece and if it is
much larger machine has over designed that means higher cost without any added
value. There is an index to define the measure to check if the work envelope is in
an acceptable range like below[8]:
n
i=1
R of DesignWVI=
R of Requirement
i
i
WVI: Work volume index
R i : is the range of movement
WVI should be between 1 and 1.5. if it is less than 1 it is not acceptable because it
does not cover the whole of the machining pace and more than 1.5 the machine
tool is over designed and we should pay unnecessary cost.
In the two configurations I made the Work volume index is ideal (WVI=1) because
it covers exactly what is needed not less and not more.

29
Degree of freedom (DOF)
The Degree of the freedom should be as low as possible because each DOF causes
more instability and needs its own control that means an extra cost without added
value and generates instability to be controlled.
For the generated configurations the configurations12 was has one unnecessary
degree of freedom in Y direction. So, it would cost without any added value and it
would be a negative point for dynamic stability and we can eliminate according to
this criterion.
Number of the modules
Number of the modules to satisfy required motions should be the least because
more modules means more interfaces and each interface has its own problem of
accuracy to be dealt with it means generally if we have an RMT then we will get a
product with lower quality. In my case the number of the modules is the same for
all of the configurations.
Dynamic Stiffness
One of the important characteristics of machine tools is their dynamic stiffness. To
prevent chatter and have better quality of the machined product we need to control
the vibration of the modules. To control the vibrations we can do some test on the
configuration. It can be done by some sophisticated dynamic simulation softwares
like LMS, ANSYS and so on.
Dynamic and Static Behavior: By some dynamic simulation softwares we can
realize that some configurations do not have essential static and dynamic behavior.
Three important factors can affect:
Number of the degree of the freedom (DOF): Configuration with
more degree of freedom has less stability. So, the generated machine
tool with low DOF that can make necessary movements is the best.
Module Material: Since the natural frequency of the machine tool
have a reverse relationship with the mass and mass properties differs
for different materials, the material of the modules can affect the
dynamic behavior of the RMT.

30
Overall Geometry of RMT: One the parameters that affect the
natural frequency of the RMT are its stiffness and stiffness depends
on geometry of the machine and its material that is made by the
modules. So, we can eliminate some of the configurations that are
obviously infeasible in terms of their geometry.

31
Chapter 3
Enabler of generation of RMTs
Since RMT is a solution to the fluctuation in customer demand and demand of the
new products to survive in competitive market based on its cost-effective and rapid
change to produce high quality products, we need some enablers that enable us to
generate RMTs rapidly in a cost-effective way. Before explaining about this
enabler I should notice again that reconfigurable machine tools are good solution
only when we have different types variants with medium volume in product
families otherwise this type of machine tools are not economical (for instance it is
more economical to use dedicated production lines for a single product with high
volume). Essential enablers are open-architecture controllers, standard interfaces
and integrated softwares. By means of these three we can make new configuration
or reconfigure the existence RMT rapidly and accurately.
3.1. Open-architecture controllers
As it is explained before, reconfigurable manufacturing systems are modular in
different levels of line, machine and parts of the machines. This modularity is for
both hardware and software. One important part of the RMS that includes the RMT
control should be modular in terms of hardware and software to enable us to
reconfigure machine tools without changing the whole control system but changing
some hardware and software that suites the new modules of machine consequently.
IEEE defines Open-architecture as” an open system provides capability that
enables properly implemented applications to run on a wide variety of platforms
from multiple vendors, interoperate with other system applications and present a
consistent style of interaction with the user”[1].
The base of open-architecture controller is a neutral platform that is an electronic
hardware component like computer board that some cards are connected to them
and a software to run that card. The software system of the open-architecture
controller has three components:
Operating system
Configuration system to connect the modules to the platform
Communication system to transfer information between different modules
mounted on the platform.
Application program interface(API)

32
Figure 3.1: Configuration of the open architecture platform for open architecture
reconfigurable control system[9]
The open-architecture controller structure is like a computer. Platform is like
motherboard and the hardware modules are like sound or graphic card that sit in
slots (interfaces) of the motherboard. Software modules are like computer
programs after installing for instance window as operating system. There is also
communication between the software modules and there should not be any conflict
between them.
3.2. Interfaces
To make RMT, one of the most important enablers is interface. Interfaces make the
connection of the modules together and generally the reconfiguration process
possible because reconfiguration is possible when the modules can connect
together properly. There are three main interfaces: mechanical, power and
informational or control interfaces.
Mechanical interfaces are used to connect the modules mechanically like
screws, keys and so on.
Power interfaces are the interfaces to transfer power between the modules
.The power can be electric, hydraulic or pneumatic.
Informational interfaces are used to transfer information among modules
and control network generally.

33
The Figure 3.2 shows different types of interfaces of modules in RMTs.
Figure 3.2: machine module interfaces[3]
We need an interface standard to connect different modules from different
suppliers to make RMT according with. Interfaces are one of the most important
enablers to enable us to make it possible to connect different modules mechanically
and in terms of power and information transfer and make a stable machine tool
also.
3.3. Integrated Software
As it was explained before, three main bases of every manufacturing company are
lower cost, higher quality and rapid responsiveness to survive in competitive global
market. Reconfigurable manufacturing is a new concept that makes manufacturing
cost-effective while it has rapid responsiveness. As I discussed in previous chapter,
to implement this concept we need some methodologies to choose proper modules
to make suitable machine tool that can fulfill the requirements of process given by
process planner. To do that there is some mathematical method based on screw
theory and graph theory as a unique method to reconfigure the structure of the
machine tool for increase or decrease of the production volume or making new
variants of products. If we want to summarize the methodology of the
reconfiguration it is like below:
Taking the process specification from process planner. Process planner
defines the process specification based on the volume of the products and
variants he got from sales and marketing department which is responsible
for customer demand.

34
To create the motions of the required process we should combine the
premade modules from the module library.
We know which modules can be connected together based on connectivity
matrix.
We should determine the modules of the mainflow and subflow branches.
Then we make variants of possible configurations.
We evaluate the configuration to eliminate infeasible configurations at the
first step. As I explained it is impossible to use the traditional method to
refine the infeasible structures because it is time consuming and costly.
Traditional methods of checking stiffness and dynamic stability are finite
element analysis and experimental tests.
Check the final configurations based on kinematic, static and dynamic
requirements.
As the number of the generated configurations is practically high, we need
powerful integrated software as a tool to make the configurations and test them
rapidly in a cost-effective way. The software should be able to:
Making 3D model of the modules and consider them as library of the
available modules.
Define the corresponding module motion matrices (by user) that can give us
the required task matrix by combination.
Generate possible configurations based on some rules defines to connect
them and fulfill the motion requirements.
Test the possible configurations by kinematic (motion), static and dynamic
simulations.
Give us the 3D best configuration model.
Briefly, the software should be able to get the motion requirements as input and
give as the proper configuration as output after simulations. There is a software
called PREMADE (Program for REconfigurable MAchine tool DEsign) that is
used by Engineering Research Center (ERC) for Reconfigurable Manufacturing
Systems of Michigan University. Below figure shows the steps of making
configuration by this software we discussed above [10]:

35
Configuration Generation and Evaluation
Figure 3.3: an example of a commercial software to generate and evaluate an RMT
Task Definition
Selection of
Modules from
Suppliers
Structural module
Design

36
This software does not include stiffness and dynamic evaluation modules and it
should be used with some CAE modules of other softwares.
The software I worked with to do my thesis is NX 7.5 that is a PLM Software
made by Siemens Company. NX 7.5 is integrated software including CAD, CAE,
CAM, Machining Knowledge Editor, Knowledge Fusion, Motion Simulation and
some other modules.
How we can use NX software to generate RMT
As explained before a powerful software is needed as enabler to make a rapid
reconfiguration possible. We do it in below steps:
1. Making the 3D modules and put them in the library to make the machine
tool structure by different arrangements of the variant modules.
2. Define some rules to specify the possibility of the connectivity of the
modules and the mathematical module motion matrices for each module in
the library of the modules. The rules can be defined by Knowledge Fusion
application of NX 7.5. In fact we can make a knowledge base for the
modules of library.

37
3. Assembly of the modules can be done based on the modules and
knowledge base made by knowledge fusion.
4. Motion simulation analysis is used to check if it covers the whole
machining area. We can do it by defining some links and joints and the
direction and range of movements of the components.

38
5. Dynamic and Static Analysis can be done by NX Design Simulation in
below steps:
Defining the model
Meshing the model
Defining the material of the components
Applying load to the components
Constraining the parts
Solving
Getting the critical points in terms of maximum stress and
deformation.
Post processing
We do the simulation analysis after applying some evaluation criteria like
workforce coverage, number of the DOF and so on that I explained about them in
the previous part.
After dynamic and static analysis we can consider some indices that can refine the
remained configurations and get the optimized configuration on the basis of the
degree of the reconfigurability and ease of reconfiguration. These indices differ
case by case and depend on the case requirement and application.

39
One of the most important factors in industrial activities is ease of use of the
equipments by operators with medium knowledge (non-experts) and using the
fewest number of tools to change or repair them.
One of the useful indices that I tried to define is difficulty of reconfiguration. If
reconfiguration of the machine tool needs a pile of information in the format of
instructions (i.e. it is very complex to change the modules) then we need some
experts to consult with or they should be in the factory while making
reconfiguration. Also, it will need some expensive complex tools to do
reconfiguration. These two are costly and need long time to change modules
according to the new requirements and with long term perspective they are not
suitable structures because the aim RMT is having a machine tool that is cost-
effective and rapid responsiveness. The index I defined can measure the difficulty
of reconfiguration and the configuration with lowest index is the best choice.

40

41
Chapter 4
Measuring Reconfigurability for Design Evaluation
After generation of the configurations and evaluation on the basis of the criteria
and applying some dynamic and static and kinematic analysis, the last stage is to
get the optimized RMT by some reconfiguration Indices. Two of them are
explained in this chapter.
4.1. Evaluation of Ease of Reconfiguration
One of the important things of generated configuration that should be evaluated is
its ease of reconfiguration. In order to do that we should define an index to
measure the reconfiguration difficulty then structure with the lower reconfiguration
difficulty index (RDI) will be the best in terms of reconfiguration. Reconfiguration
ease means capability of decoupling some modules of machine tool and
assembling the new modules with least effort and fewer tools and instructions to
make a stable and logically accurate structure that fulfills the motion requirements
in a cost-effective and rapid way. This index helps us to understand how the end
user in the factory can reconfigure the machine tool with the least knowledge and
tools because if the reconfiguration needs complicated tool and some experts it
may economically does not worth to have such RMT.
First of all we should define different steps of reconfiguration and then deal with
the problem of difficulty of the reconfiguration then determine a proper index to
measure ease/difficulty of reconfiguration. The steps of reconfiguration are:
Figure 4.1: Steps of Reconfiguration[11]
Process
Requirements
Definition
Possible
Configuration
Generation
Refine After
Preliminary
Evaluation
Decoupling Coupling Reorganizing Test
1 2 3
4 5 6 7

42
Step 1: We define the requirement of process in this step.
Step 2: We generate possible different configurations that fulfill the requirement
defined in step 1.
Step 3: In this step the evaluation of the configurations done and we eliminate
infeasible configurations.
Step 4: To make the desired configuration we should decouple and change some
modules with new ones or rearrange some modules. In this step we remove some
modules.
Step 5: We do setup process like programming, configuring internal parameters to
prepare the modules to assemble and make the new configuration.
Step 6: In this step we assemble the prepared modules together.
Step 7: Testing the final configuration to see if it fulfills the requirements.
As it can been seen from the above model of reconfiguration process the steps 4 to
6 is related to the ease / difficulty of the reconfiguration. The higher the number of
the number of the interfaces is the more difficult to decouple and assemble the new
configuration will be. On the other hand, the more complex the interfaces are the
more setup process time and effort needed and the more difficult the more difficult
steps 4 and 6 will be.
To define the reconfiguration ease / difficulty index we define some criteria to
evaluate the ease of reconfiguration. These criteria should have some conceptual
and quantitative scales to measure this index. According to the reconfiguration
steps I explained above we can categorize the criteria into two groups like below
that are some criteria concerning the modules and their connections (interfaces):
4.1.2. Number of the modules
The more the number of the modules, the harder the reconfiguration of the
structure of the machine tool for new operation(s) or increase the production rate.
When the number of the modules is high then it takes more time to change the
modules to the new structure. The other problem is some misalignments and
required calibrations and instability because of more joints. So the configurations
with fewer modules are better candidates for reconfiguring them in the future with
less effort.

43
4.1.3. Interface complexity
According to what explained in machine module interfaces we have three types of
interfaces: mechanical, information and power. The more complex and non-
standard interfaces the harder reconfiguration.
If different modules are supplied from different suppliers then to fit the mechanical
joints of modules that sometimes have design to work with different powers is
problematic.
The interfaces those are easy to plug and produce with less need of complicated
instructions and skill, save time and energy and make reconfiguration easier.
Having an interface standard is a must for this purpose.
Figure3.8: Different Types of Interfaces
Since we are looking for a configuration that has all of the above characteristics, an
index to evaluate the reconfiguration ease should be combination of the all above
criteria with considering the importance of each of criterion in compare with each
other by defining some weights.
We can define Reconfiguration difficulty Index (RDI) like below:
n
1 1 2 2 i
i=1
RDI=w C w C while w =1
RDI: Reconfiguration Index for each configuration
w: weight of the ith
criterion in compare with others.
C: criterion measure
Minimum value of RDI for each alternative shows the structure is easier to be
reconfigured.

44
Calculation of the Ci:
In order to calculate RDI, at first we need to achieve Ci.
For the number of the modules Ci is defined like:
cm1
cm max
(N )C =
(N )
i
Where C1 is a division of number of the modules of ith
configuration that can be
changed cm(N )i by maximum number of the changeable modules among the
alternatives of generated configurations cm max(N ) .
For the interface complexity we need to explain about information contents and
how we can measure information and get a quantitative coefficient in order to
calculate C2 for second criterion.
The information itself is closely related to designer’s specification and capability
of manufacturing. For instance when the tolerance of the product proposed by
designer is too tight then it needs more information content to make that product
efficiently and when a factory does not have high technology equipments to
produce some products then we need more information to make them well. So,
there should be a proper cooperation between design and production.
Accordingly the information content has relationship with probability of success to
make a product. When the complexity of the product is less then the probability of
the success to make it more and it needs less information to do. It means that to
measure the information content we should look for an index that shows this
relationship. The information content can be defined like below:
22
1
pI=log ( )
p
Where:
I: information content
p1: probability of success before getting information
p2: probability of success after getting information

45
After receiving some information, we expect the system works 100% well and then
the above equation becomes:
2 2
1
1 1I=log ( )= log ( )
p p
Since the base of the logarithm is 2, if we rewrite the above equation in terms of
natural logarithm then we have:
1I=K ln( )= -K ln(p)
p
Where K=1.443.
According to above equation when the probability of success (of manufacturing,
assembly …) is 100% then the information needed to do the job is zero it means
the job is very easy (not complex) to do and needs no information. Information can
be something like steps of guidance in an instruction to join modules together by
means of their interfaces.
For a system with some independent functional requirements the information of the
whole system is the sum of individuals. For machine tool, as explained in previous
chapter, consists of mechanical, power and information interfaces. The power
interfaces can be electric, hydraulic or pneumatic.
We assume all of above three are independent of each other and consequently the
information content of the whole system is like below:
2 1 2 3 1 2 3
1 2 3
I= C = I +I +I = - (logp +logp +logp )
= -1.443 ln(p ) ln(p ) ln(p )
Where:
I1, I2 and I3 are the information required to fix two modules together for mechanical,
power and informational interfaces respectively and I is for the whole system.
p1, p2, p3 are the probability of success of mechanical, power and informational
interfaces respectively before getting some information by the system.

46
These probabilities can be achieved by the some historical data, operators and
production engineering experience. For instance the number of failure out of the
total tries can give us a probability based on historical data.
The more complex is the interface the less the probability of success is and the
more information is required and we get a higher C2.
If we want to summarize the reconfiguration difficulty index we have:
cm1 1 2 2 1 2 1 2 3
cm max
(N )RDI= w C +w C = w - w 1.443 ln(p ) ln(p ) ln(p )
(N )
i
The next step is getting the values of w1 and w2. Since it is practically obvious that
the interface complexity is a bigger cause against reconfiguration ease than number
of the modules then w2 is bigger than w1. These weights can change case by case
based on experience and historical data.
4.2. Machine Tool Reconfigurability Rate
Another important scale to refine the generated configurations after dynamic and
static analysis and geometry accuracy to propose the best structure as machine tool
is reconfigurability of machine tool. This index shows the ability or flexibility of a
generated configuration to be reconfigured. The important parameters that affect
reconfigurability rate are possible reconfiguration numbers, number of the
structural components (modules), auxiliary operations and the possible degree of
the freedom (motions) of the cutting tool. The below equation proposed by Carles
Riba et al shows the effect of these factors on machine tool reconfigurability[12]:
Aop cm
MT conf.
Stc
N .NR =0.368 .ln(N ).ln( )
ln(N )
Where:
RMT: Reconfigurability of Machine Tool.
Nconf: Number of the possible configuration to make different operations like
milling, turning…
NAop: Number of the auxiliary operations to develop the machine tool.
Ncm: Number of cutting tool motions.
NStc: Number of the structural components used in the machine tool

47
The value of RMT is between zero and one. The higher the value of RMT the more
reconfigurable machine tool we have.
There is another index proposed some Chinese researchers of Beijing Jiaotong
University that is based on the above equations but includes the ease of
reconfiguration and flexibility of the structure of machine tool at the same time and
is more comprehensive than above two equations.
This equation is [13]:
( 0.2)
1 1
RI= ln( ).ln( ) ln((( ) 0.8) ) / ( )ln( )
bAopAR
Ced
NNNMct
CF Cpf Ca Aop i
b iBM AM
NN N N D s
N N
i
1,if Aop is selecteds =
0, otherwise
CF BM AMN N N
Where:
NCF: Number of possible configurations to do generic technological operations.
NMct: Number of the translational and rotational motions of cutting tools.
NBM: Number of the basic modules for all of configurations.
NAM: Number of the auxiliary modules for all of configurations.
NCpf: Number of cutting profile that develop the organ of the machine tool.
NCa: Number of the different cutting area which can execute the organ of the
machine tool.
NCed: Number of the cutting edges.
NAR: Number of adding/removing steps required to change the module layout of
configuration
NAop: Number of auxiliary operations.
DAop: Difficulty of Aop.

48
The reconfigurability degree has an optimum value. The higher value of
reconfiguration has some costs. The costs of reconfiguration are:
Module cost
Cost of inventory of Module
Tools needed to mount and disassemble
Experts wage to do the reconfiguration or give instruction depending on
case
So, to get sure that the reconfigurable machine tool is cost-effective, we should
consider all of the above costs and we should pay attention that the case of single
product with high volume, RMTs are not a good choice and it is preferred to have
dedicated machine tools.

49
Summary
To summarize the machine tool design, the highlight points are:
Reconfigurable machine tools are cost-effective and rapid responsive
solution for global competitive market with changes in customer
demand volume and variety of products.
RMT is economical for medium volume of the products and high
variant in production line and fills the gap between dedicated machine
tools and CNCs.
To make RMT possible to use we need some enablers like: interface
standards, comprehensive software and an open-architecture controller
system.
The steps of making RMT are :
Getting the process requirements from the process planner.
Analyze the required motions to make the product by defining
task matrix.
Creating library of the modules and their motion matrices.
Fulfill the mathematical formula of the task matrix and module
matrices.
Creating the connectivity feasibility of the modules matrix.
Specifying the work (sub) and tool (main) branches of the flow
of force.
Making the matrix of the subflow and mainflow of force.
Generate all possible configurations based on the above matrix.
Evaluate the configurations based on some criteria to eliminate
infeasible configurations.
Doing dynamic and static analysis to test the stability of the
configurations.
The last stage is using some reconfiguration indices like RDI
and RI to get the optimized structure.

50
Process
Requireme
nts
Motion Analysis
and Defining Task
Matrix
Generating
Module Library
and Their Matrix
Calculating the
Reconfiguration
Indices
Fulfill the Task
Matrix by Module
Motion Matrices
Applying
Evaluation
Criteria
Generating FOF
matrix
Generate the
Possible
Configuration
s
Making
Connectivity
Matrix
Drawing FOF
on Work and
Tool
Dynamic and
Static Analysis
Achieving the
Optimized
Configuration
Configurations
Generation Step
Evaluation and
Analysis Step
Getting Optimized
Configuration Step Steps of RMT Design

51
Future Works
RMT is a concept that makes the simultaneous change in product and production
line (concurrent engineering) possible. To implement the RMT concept in reality
we need to have some tools and standards like interface standard and
comprehensive integrated software. The two important works in the future that
helps us to design and make RMT are:
1. Interface Standard
To implement reconfiguration of the RMT the short reconfiguration time is
necessary for cost-effectiveness and rapid responsiveness. So, we need some
tools to achieve this goal. Lack of an interface standard is one of the
problems that should be worked on. By means of interface standard we can
be sure that two modules can connect properly and the achieved RMT will
machine the work piece with desired quality. By making such standard
suppliers can follow that to make the modules and we can buy the modules
from different suppliers to complete out module library.
2. Comprehensive Software
One of the other tools we need to generate the RMT is network-based and
integrated software to use it from drawing the modules and assemble them
based on knowledge base rules and analyzes the generated structures and
getting us the optimized configuration as output. It should be kind of PLM
software to apply it for concurrent production engineering and any change in
design will change the product data and can be shared with the other
departments of the company. It will help us to generate proper RMT very fast
to fulfill the process requirements.
There are some fields of work that may be beneficial to work on after we
solve the design problem. These subjects are:
Ramp-up time methodologies to decrease this time.
Methodologies to control and monitor and auto correct the
misalignments.
Adaptable control systems for RMTs
Relationship between machine builders and RMT users.

52

53
References
[1] Y. Koren, et al., "Reconfigurable manufacturing systems," CIRP Annals - Manufacturing Technology, vol. 48, pp. 527-540, 1999.
[2] C. Natl Res, "Visionary manufacturing challenges for 2020, Free Executive Summary, 1998," May.
[3] Y.Koren, "The Global Manufacturing Revolution: Product-Process-Business Integration and Reconfigurable Systems,". John Wiley & Sons Inc., Hoboken New Jersy, 2010, book.
[4] Y. Koren and A. Ulsoy, "Vision, principles and impact of reconfigurable manufacturing systems," Powertrain International, vol. 5, pp. 14-21, 2002.
[5] B. Lindberg, et al., "Enablers for Reconfiguration of Machine Tools in a Changeable Manufacturing " CIRP Annals- Manufacturing Technology, 2011.
[6] Y. M. Moon and S. Kota, "Generalized kinematic modeling of reconfigurable machine tools," Journal of Mechanical Design, Transactions of the ASME, vol. 124, pp. 47-51, 2002.
[7] Y. Ito, "Modular design for machine tools," McGraw-Hill Professional, New York, 2008, book.
[8] A. I. Dashchenko, "reconfigurable manufacturing systems and transformable factories," Springer-Verlag Berlin Heidelberg 2006 ,Book.
[9] H. A. ElMaraghy, "Changeable and Reconfigurable Manufacturing Systems," Springer-Verlag London Limited, 2009 ,Book.
[10] R. Katz and Y. M. Moon, "Virtual arch type reconfigurable machine tool design: Principles and Methodology," Ann Arbor, vol. 1001, p. 48109, 2000.
[11] W. Covanich, et al., "Guidelines for evaluating the ease of reconfiguration of manufacturing systems," 2008, pp. 1214-1219.
[12] C. Riba R, et al., "Metrics for evaluating design of Reconfigurable Machine Tools," vol. 4101 LNCS, ed, 2006, pp. 234-241.
[13] L. Ma, et al., "Network alliance for the total life cycle of reconfigurable machine tool," 2011, pp. 42-47.

54