Embed Size (px)
Citation preview

1
Primjeri optimizacije postojećih shema programom CUTLOG
Potrebno je ispiliti drvenu građu 69 x 69 mm. Postojeća shema piljenja izgleda kao na slici desno (pretpostavljamo da zadani premer trupca nije 46 mm već 46 cm).
Na slikama A do E dajemo rezultate različitih mogućnosti optimizacije programom CUTLOG i način realizacije optimalnog rješenja na dvije različite pilanske tehnologije: tračnoj pili i jarmači (gater). Pored toga, na slikama F, G i H pokazujemo kako na shemu piljenja utječe konus (suženje trupca od korijena prema vrhu) što nije bilo predviđeno u postojećoj shemi piljenja.
A. Promjer trupca DØ=46 cm; Debljina lista pile s = 4 mm; Dužina trupca l = 4 metra; Konus k = 0,0 mm/m
Koraci u načinu piljenja Shema piljenja Rezultati
A
Poravnanje zbog rezanja po čitavom presjeku u oba smjera (propiljavanje), tako da se svi koraci mogu izvesti na gateru ili tračnoj pili („mreža“).
1. Na c-označenim pozicijama reže se devet rezova u slijedu (tračna pila) ili devet rezova odjednom (gater).
2. Okretanje središnjih ploča za 90o.
3. Isti postupak kao pod točkom 1. ponavlja se na p-pozicijama.
Napomena: oznake c- i p- znače crvene i plave strelice na slici, kojima se označava mjesto piljenja. Treba naglasiti da CUTLOG automatski izračunava mjere za pozicioniranje lista pile.
Ista se optimalna shema kao pod A može izvesti propiljavanjem samo u prvoj fazi rada (slika B crvene strelice).
B. Promjer trupca DØ=46 cm; Debljina lista pile s = 4 mm; Dužina trupca l = 4 metra; Konus k = 0,0 mm/m
Koraci u načinu piljenja Shema piljenja Rezultati
B
Poravnanje zbog rezanja po čitavom presjeku (propiljavanje) u prvoj fazi.
1. Na c-označenim pozicijama reže se devet rezova u slijedu (tračna pila) ili devet rezova odjednom (gater).
2. Četiri rubna segmenta odlažu se obradu na drugom stroju.
3. Okretanje četiri središnje ploče za 900.
4. Rezanje na p-označenim pozicijama
5. Četiri rubna segmenta odlažu se obradu na drugom stroju.
6. U završnoj obradi rubnih segmenata se:
a. šest užih pili po polovici i okrajčuje na dimenzije 24 x 69 cm,
b. dva šira se okrajčuju na dimenzije 24 x 260 mm.
A
Usporedbom rješenja A i B vidi se da je stupanj iskorištenja istog trupca u slučaju A manji od iskorištenja u slučaju B, odnosno (ƞA= 61,78 %) < (ƞB = 65,31 %). Razlog tome je to što se u slučaju B moglo ispiliti dva komada građe 24 x 260 mm, umjesto četiri komada 24 x 69 mm. Vidimo dakle da piljenje „po mreži“ na gateru, koje je bez sumnje tehnološki najbrže izvedivo, u pravilu smanjuje stupanj iskoristivosti.
2
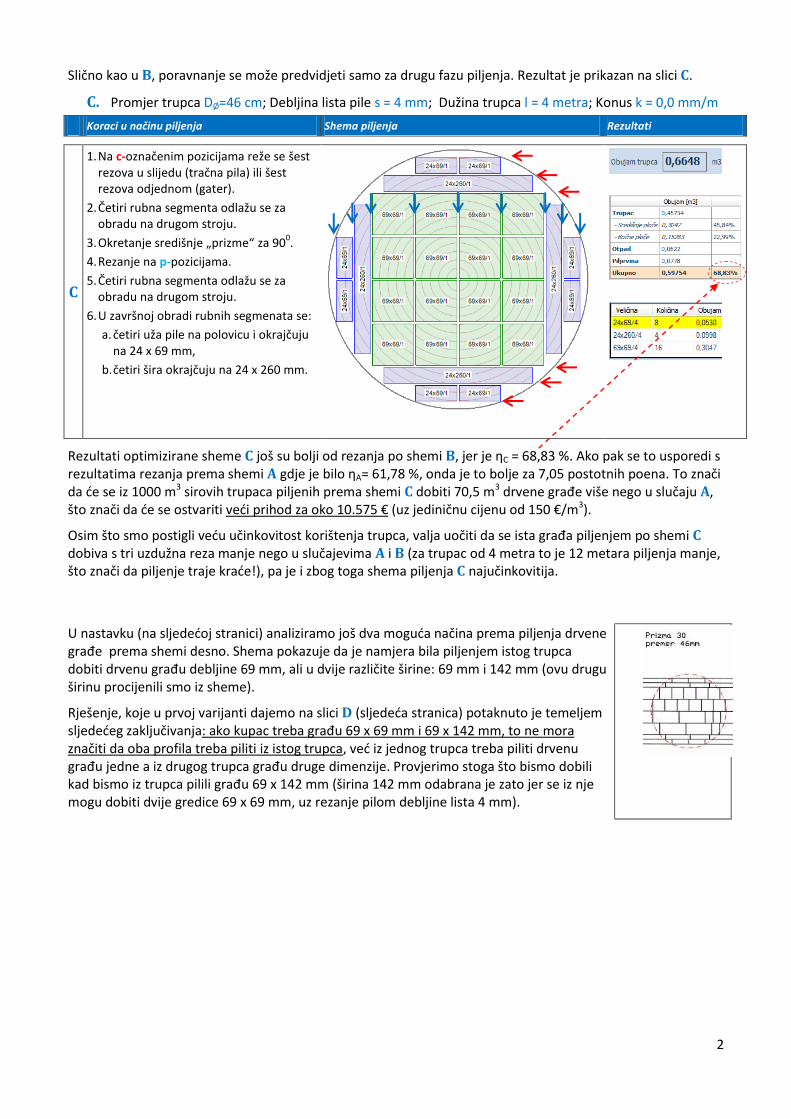
Slično kao u B, poravnanje se može predvidjeti samo za drugu fazu piljenja. Rezultat je prikazan na slici C.
C. Promjer trupca DØ=46 cm; Debljina lista pile s = 4 mm; Dužina trupca l = 4 metra; Konus k = 0,0 mm/m
Koraci u načinu piljenja Shema piljenja Rezultati
C
1. Na c-označenim pozicijama reže se šest rezova u slijedu (tračna pila) ili šest rezova odjednom (gater).
2. Četiri rubna segmenta odlažu se za obradu na drugom stroju.
3. Okretanje središnje „prizme“ za 900.
4. Rezanje na p-pozicijama.
5. Četiri rubna segmenta odlažu se za obradu na drugom stroju.
6. U završnoj obradi rubnih segmenata se:
a. četiri uža pile na polovicu i okrajčuju na 24 x 69 mm,
b. četiri šira okrajčuju na 24 x 260 mm.
Rezultati optimizirane sheme C još su bolji od rezanja po shemi B, jer je ƞC = 68,83 %. Ako pak se to usporedi s rezultatima rezanja prema shemi A gdje je bilo ƞA= 61,78 %, onda je to bolje za 7,05 postotnih poena. To znači da će se iz 1000 m3 sirovih trupaca piljenih prema shemi C dobiti 70,5 m3 drvene građe više nego u slučaju A, što znači da će se ostvariti veći prihod za oko 10.575 € (uz jediničnu cijenu od 150 €/m3).
Osim što smo postigli veću učinkovitost korištenja trupca, valja uočiti da se ista građa piljenjem po shemi C dobiva s tri uzdužna reza manje nego u slučajevima A i B (za trupac od 4 metra to je 12 metara piljenja manje, što znači da piljenje traje kraće!), pa je i zbog toga shema piljenja C najučinkovitija.
U nastavku (na sljedećoj stranici) analiziramo još dva moguća načina prema piljenja drvene građe prema shemi desno. Shema pokazuje da je namjera bila piljenjem istog trupca dobiti drvenu građu debljine 69 mm, ali u dvije različite širine: 69 mm i 142 mm (ovu drugu širinu procijenili smo iz sheme).
Rješenje, koje u prvoj varijanti dajemo na slici D (sljedeća stranica) potaknuto je temeljem sljedećeg zaključivanja: ako kupac treba građu 69 x 69 mm i 69 x 142 mm, to ne mora značiti da oba profila treba piliti iz istog trupca, već iz jednog trupca treba piliti drvenu građu jedne a iz drugog trupca građu druge dimenzije. Provjerimo stoga što bismo dobili kad bismo iz trupca pilili građu 69 x 142 mm (širina 142 mm odabrana je zato jer se iz nje mogu dobiti dvije gredice 69 x 69 mm, uz rezanje pilom debljine lista 4 mm).
3
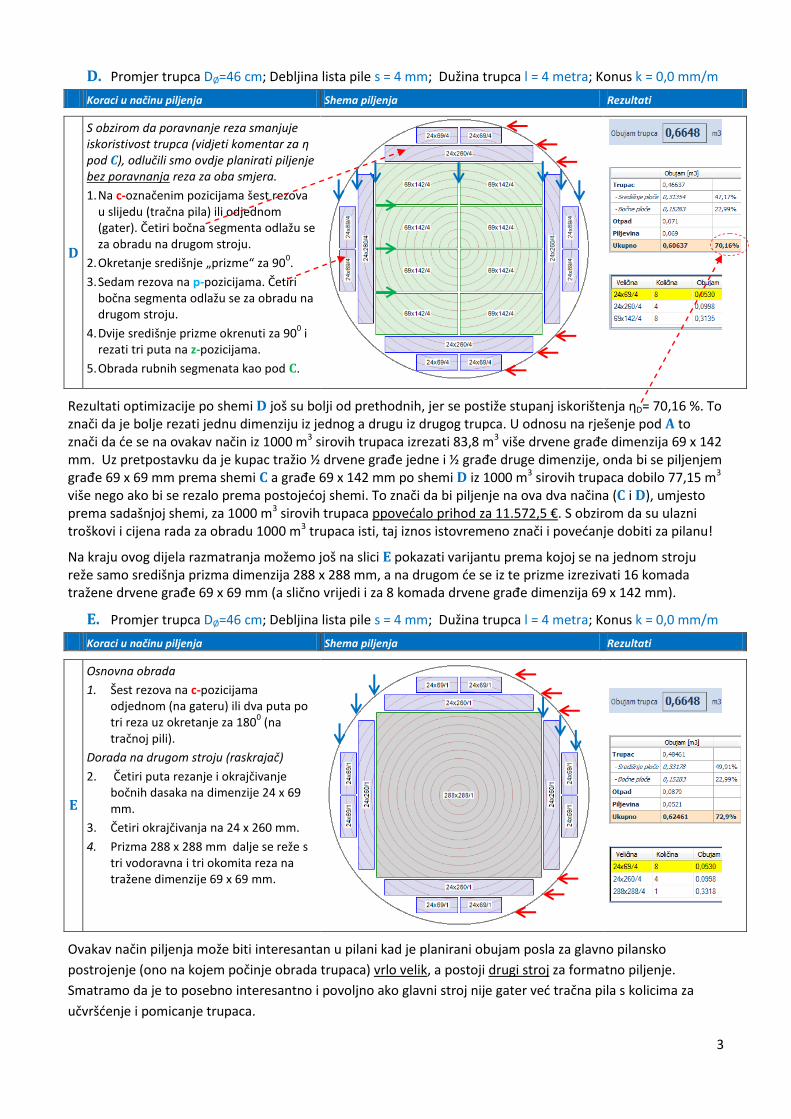
D. Promjer trupca DØ=46 cm; Debljina lista pile s = 4 mm; Dužina trupca l = 4 metra; Konus k = 0,0 mm/m
Koraci u načinu piljenja Shema piljenja Rezultati
D
S obzirom da poravnanje reza smanjuje iskoristivost trupca (vidjeti komentar za ƞ pod C), odlučili smo ovdje planirati piljenje bez poravnanja reza za oba smjera.
1. Na c-označenim pozicijama šest rezova u slijedu (tračna pila) ili odjednom (gater). Četiri bočna segmenta odlažu se za obradu na drugom stroju.
2. Okretanje središnje „prizme“ za 900.
3. Sedam rezova na p-pozicijama. Četiri bočna segmenta odlažu se za obradu na drugom stroju.
4. Dvije središnje prizme okrenuti za 900 i
rezati tri puta na z-pozicijama.
5. Obrada rubnih segmenata kao pod C.
Rezultati optimizacije po shemi D još su bolji od prethodnih, jer se postiže stupanj iskorištenja ƞD= 70,16 %. To znači da je bolje rezati jednu dimenziju iz jednog a drugu iz drugog trupca. U odnosu na rješenje pod A to znači da će se na ovakav način iz 1000 m3 sirovih trupaca izrezati 83,8 m3 više drvene građe dimenzija 69 x 142 mm. Uz pretpostavku da je kupac tražio ½ drvene građe jedne i ½ građe druge dimenzije, onda bi se piljenjem građe 69 x 69 mm prema shemi C a građe 69 x 142 mm po shemi D iz 1000 m3 sirovih trupaca dobilo 77,15 m3 više nego ako bi se rezalo prema postojećoj shemi. To znači da bi piljenje na ova dva načina (C i D), umjesto prema sadašnjoj shemi, za 1000 m3 sirovih trupaca ppovećalo prihod za 11.572,5 €. S obzirom da su ulazni troškovi i cijena rada za obradu 1000 m3 trupaca isti, taj iznos istovremeno znači i povećanje dobiti za pilanu!
Na kraju ovog dijela razmatranja možemo još na slici E pokazati varijantu prema kojoj se na jednom stroju reže samo središnja prizma dimenzija 288 x 288 mm, a na drugom će se iz te prizme izrezivati 16 komada tražene drvene građe 69 x 69 mm (a slično vrijedi i za 8 komada drvene građe dimenzija 69 x 142 mm).
E. Promjer trupca DØ=46 cm; Debljina lista pile s = 4 mm; Dužina trupca l = 4 metra; Konus k = 0,0 mm/m
Koraci u načinu piljenja Shema piljenja Rezultati
E
Osnovna obrada
1. Šest rezova na c-pozicijama odjednom (na gateru) ili dva puta po tri reza uz okretanje za 180
0 (na
tračnoj pili).
Dorada na drugom stroju (raskrajač)
2. Četiri puta rezanje i okrajčivanje bočnih dasaka na dimenzije 24 x 69 mm.
3. Četiri okrajčivanja na 24 x 260 mm.
4. Prizma 288 x 288 mm dalje se reže s tri vodoravna i tri okomita reza na tražene dimenzije 69 x 69 mm.
Ovakav način piljenja može biti interesantan u pilani kad je planirani obujam posla za glavno pilansko
postrojenje (ono na kojem počinje obrada trupaca) vrlo velik, a postoji drugi stroj za formatno piljenje.
Smatramo da je to posebno interesantno i povoljno ako glavni stroj nije gater već tračna pila s kolicima za
učvršćenje i pomicanje trupaca.
4
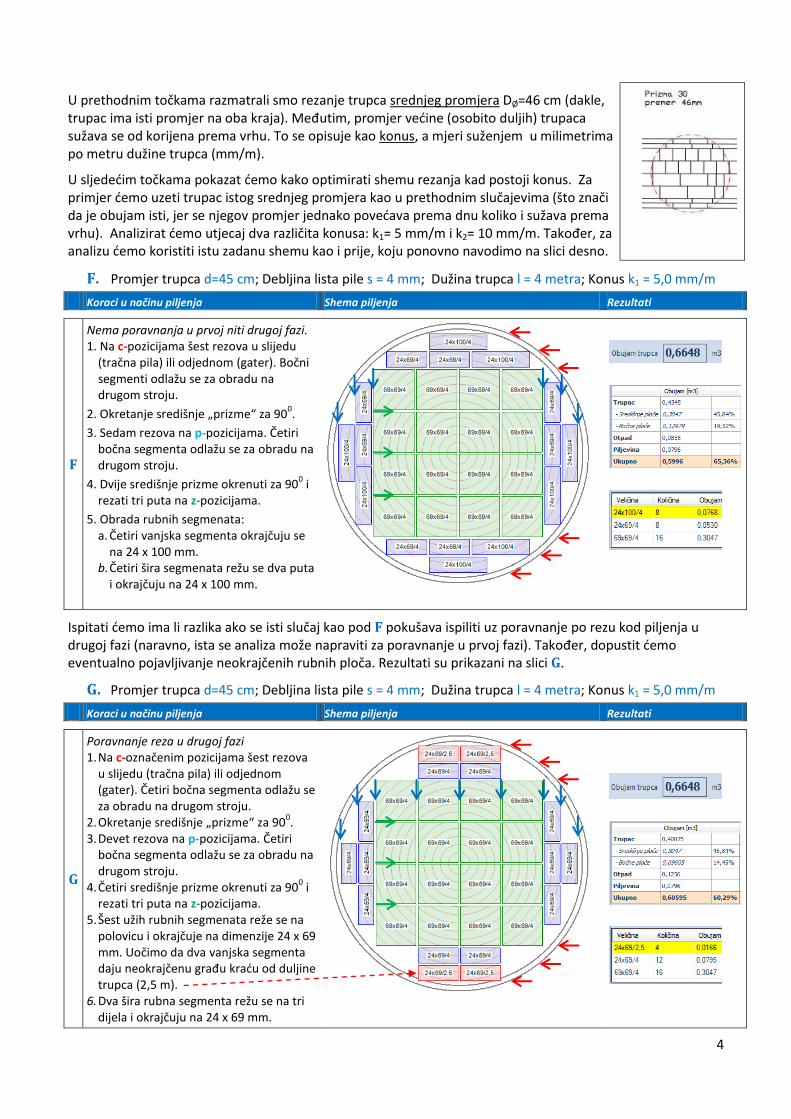
U prethodnim točkama razmatrali smo rezanje trupca srednjeg promjera DØ=46 cm (dakle, trupac ima isti promjer na oba kraja). Međutim, promjer većine (osobito duljih) trupaca sužava se od korijena prema vrhu. To se opisuje kao konus, a mjeri suženjem u milimetrima po metru dužine trupca (mm/m).
U sljedećim točkama pokazat ćemo kako optimirati shemu rezanja kad postoji konus. Za primjer ćemo uzeti trupac istog srednjeg promjera kao u prethodnim slučajevima (što znači da je obujam isti, jer se njegov promjer jednako povećava prema dnu koliko i sužava prema vrhu). Analizirat ćemo utjecaj dva različita konusa: k1= 5 mm/m i k2= 10 mm/m. Također, za analizu ćemo koristiti istu zadanu shemu kao i prije, koju ponovno navodimo na slici desno.
F. Promjer trupca d=45 cm; Debljina lista pile s = 4 mm; Dužina trupca l = 4 metra; Konus k1 = 5,0 mm/m
Koraci u načinu piljenja Shema piljenja Rezultati
F
Nema poravnanja u prvoj niti drugoj fazi. 1. Na c-pozicijama šest rezova u slijedu
(tračna pila) ili odjednom (gater). Bočni segmenti odlažu se za obradu na drugom stroju.
2. Okretanje središnje „prizme“ za 900.
3. Sedam rezova na p-pozicijama. Četiri bočna segmenta odlažu se za obradu na drugom stroju.
4. Dvije središnje prizme okrenuti za 900 i
rezati tri puta na z-pozicijama.
5. Obrada rubnih segmenata: a. Četiri vanjska segmenta okrajčuju se
na 24 x 100 mm. b. Četiri šira segmenata režu se dva puta
i okrajčuju na 24 x 100 mm.
Ispitati ćemo ima li razlika ako se isti slučaj kao pod F pokušava ispiliti uz poravnanje po rezu kod piljenja u drugoj fazi (naravno, ista se analiza može napraviti za poravnanje u prvoj fazi). Također, dopustit ćemo eventualno pojavljivanje neokrajčenih rubnih ploča. Rezultati su prikazani na slici G.
G. Promjer trupca d=45 cm; Debljina lista pile s = 4 mm; Dužina trupca l = 4 metra; Konus k1 = 5,0 mm/m
Koraci u načinu piljenja Shema piljenja Rezultati
G
Poravnanje reza u drugoj fazi 1. Na c-označenim pozicijama šest rezova
u slijedu (tračna pila) ili odjednom (gater). Četiri bočna segmenta odlažu se za obradu na drugom stroju.
2. Okretanje središnje „prizme“ za 900.
3. Devet rezova na p-pozicijama. Četiri bočna segmenta odlažu se za obradu na drugom stroju.
4. Četiri središnje prizme okrenuti za 900 i
rezati tri puta na z-pozicijama. 5. Šest užih rubnih segmenata reže se na
polovicu i okrajčuje na dimenzije 24 x 69 mm. Uočimo da dva vanjska segmenta daju neokrajčenu građu kraću od duljine trupca (2,5 m).
6. Dva šira rubna segmenta režu se na tri dijela i okrajčuju na 24 x 69 mm.

5
Uvidom u slike F i G zaključujemo da konus općenito smanjuje iskoristivost trupca istog promjera ako se iz njega želi ispiliti ista građa. Usporedbom stupnja iskoristivosti u slučajevima F i G (ƞF= 65,36 % i ƞG= 60,29 %) vidi se da poravnanje reza dodatno smanjuje stupanj iskoristivosti trupaca istih promjera ako se iz njih želi izrezati drvena građa istih dimenzija. To bi smanjivanje bilo i veće da nismo dozvolili izrezivanje neokrajčenih ploča čija je dužina manja od dužine trupca (njihove su dimenzije 24 x 69 x 2500 mm).
Na kraju razmotrimo kakav učinak na optimizaciju rezanja će imati daljnje povećanje konusa. Pretpostavit ćemo da je k2=10 mm/m, što znači da za duljinu trupca l = 4 m njegovi promjeri iznose: d = 44 cm, D =48 cm i DØ= 46 cm (odnosno isto kao i u svim prethodnim slučajevima). Rezultati optimizacije su na slici H.
H. Promjer trupca d=45 cm; Debljina lista pile s = 4 mm; Dužina trupca l = 4 metra; Konus k2 = 10,0 mm/m
Koraci u načinu piljenja Shema piljenja Rezultati
H
Poravnanje reza u drugoj fazi Svi koraci isto kao u slučaju G.
Rezultati rezanja po optimiranim shemama G i H su isti po poprečnom presjeku. Postoje ipak dvije razlike: u
slučaju H su četiri rubne ploče kraće (njihove su dimenzije 24 x 69 x 2250 mm) i jače zaobljene na jednom uglu
nego što je to bilo u slučaju G. Posljedica toga je i nešto lošije iskorištenje trupca (ƞG= 60,29 % a ƞH= 60,04 %).

6
U drugom dijelu ovog dokumenta analiziramo optimizaciju piljenja drvene građe 69 x 69 mm iz trupca srednjeg promjera DØ= 40 cm. Sadašnja shema rezanja prikazana je na slici desno. Prema toj shemi sva je građa istih dimenzija i pili se iz trupca bez izraženog konusa. Dio koji se razrezuje iz dviju središnjih ploča je poravnat po rezu u drugom prolazu.
Iz crteža nije vidljivo koliko se neokrajčenih elemenata 69 x 69 mm može stvarno izrezati iz trupca srednjeg promjera DØ= 40 cm. Provjerimo to stoga na detaljnijoj slici dolje.
Točno crtanje pokazuje da se, uz debljinu lista pile s= 4 mm, iz trupca promjera DØ= 40 cm, može izrezati 14 okrajčenih gredica dimenzija 69 x 69 mm. Pored toga, iz vanjskih se ploča mogu izrezati još četiri gredice koje su ostale neokrajčene na jednom uglu. Rubni segmenti su poluoblice iz kojih se ne može izrezati više niti jedna gredica.
Ako se, uz sve navedene uvjete optimizacija izvede programom CUTLOG, dobije se rješenje prikazano slikom I.
I. Promjer trupca DØ=40 cm; Debljina lista pile s = 4 mm; Dužina trupca l = 4 metra; Konus k = 0,0 mm/m
Koraci u načinu piljenja Shema piljenja Rezultati
I
1. Osam rezova na c-pozicijama. Rubne ploče debljine 28 mm i donju ploču debljine 69 mm odložiti radi kasnije obrade.
2. Središnju „prizmu“ okrenuti 90
0 i napraviti šest rezova na
p-pozicijama. 3. Četiri rubne ploče okrajčiti na
dimenzije 28 x 104 mm. 4. Donju ploču debljine 69 mm
rezati po z-linijama.
Ƞ = 71,00 %
Rezultati optimizacije po shemi I su mnogo bolji od postojećeg načina rezanja: umjesto 14 okrajčenih gredica (i četiri neokrajčene) izrezali smo 17 okrajčenih gredica istih dimenzija i 3 dodatne daske 28 x 104 mm.
Dodatna optimizacija CUTLOG-om pokazuje da se ista shema rezanja može koristiti za sve trupce promjera od 395 do 402 mm. Takvu je analizu teško provesti bez softvera. Kod trupca promjera DØ=39,5 cm postiže se iskorištenost od ƞ = 72,81 %.
Ako se pojavi trupac promjera 403 mm, onda treba istu građu po shemi kao na slici desno. Po toj shemi se iz takvog trupca DØ=40,3 cm može ispiliti 18 okrajčenih gredica (i tri dodatna elementa 24 x 69 mm) i postići stupanj iskoristivosti od ƞ = 71,08 % (isto kao i po shemi I).
7
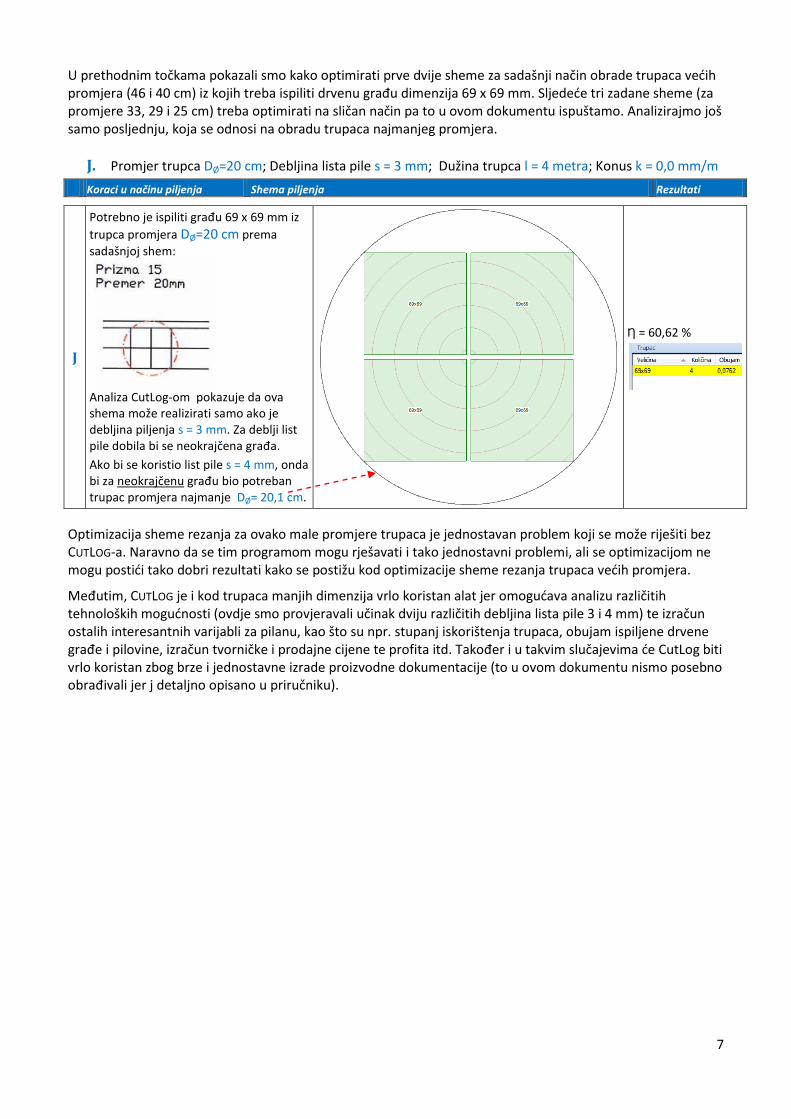
U prethodnim točkama pokazali smo kako optimirati prve dvije sheme za sadašnji način obrade trupaca većih promjera (46 i 40 cm) iz kojih treba ispiliti drvenu građu dimenzija 69 x 69 mm. Sljedeće tri zadane sheme (za promjere 33, 29 i 25 cm) treba optimirati na sličan način pa to u ovom dokumentu ispuštamo. Analizirajmo još samo posljednju, koja se odnosi na obradu trupaca najmanjeg promjera.
J. Promjer trupca DØ=20 cm; Debljina lista pile s = 3 mm; Dužina trupca l = 4 metra; Konus k = 0,0 mm/m
Koraci u načinu piljenja Shema piljenja Rezultati
J
Potrebno je ispiliti građu 69 x 69 mm iz
trupca promjera DØ=20 cm prema
sadašnjoj shem:
Analiza CutLog-om pokazuje da ova shema može realizirati samo ako je debljina piljenja s = 3 mm. Za deblji list pile dobila bi se neokrajčena građa.
Ako bi se koristio list pile s = 4 mm, onda bi za neokrajčenu građu bio potreban trupac promjera najmanje DØ= 20,1 cm.
Ƞ = 60,62 %
Optimizacija sheme rezanja za ovako male promjere trupaca je jednostavan problem koji se može riješiti bez CUTLOG-a. Naravno da se tim programom mogu rješavati i tako jednostavni problemi, ali se optimizacijom ne mogu postići tako dobri rezultati kako se postižu kod optimizacije sheme rezanja trupaca većih promjera.
Međutim, CUTLOG je i kod trupaca manjih dimenzija vrlo koristan alat jer omogućava analizu različitih tehnoloških mogućnosti (ovdje smo provjeravali učinak dviju različitih debljina lista pile 3 i 4 mm) te izračun ostalih interesantnih varijabli za pilanu, kao što su npr. stupanj iskorištenja trupaca, obujam ispiljene drvene građe i pilovine, izračun tvorničke i prodajne cijene te profita itd. Također i u takvim slučajevima će CutLog biti vrlo koristan zbog brze i jednostavne izrade proizvodne dokumentacije (to u ovom dokumentu nismo posebno obrađivali jer j detaljno opisano u priručniku).

8
Na kraju analiziramo optimizaciju piljenja drvene građe 70 x 96 mm koja se sada izvodi prema shemi na slici desno. Prema toj shemi sva je građa istih dimenzija i pili se iz trupca većeg promjera D = 42 cm, s konusom od 7,5 mm/m (ove veličine na shemi desno nisu kotirane, pa ih procjenjujemo prema odnosima na crtežu). Svi rezovi su poravnati u horizontalnom i vertikalnom smjeru, što znači da je izvorna namjera bila piliti ovaj trupac na gateru.
Iz crteža nije vidljivo koliko se neokrajčenih elemenata 70 x 96 mm može stvarno izrezati iz trupca ovog promjera uz pretpostavljeni konus. Provjerimo to stoga na detaljnijoj slici dolje.
Točno crtanje pokazuje da se, uz debljinu lista pile s= 4 mm, iz trupca promjera D = 42 cm i uz konus od k = 7,5 mm/m može izrezati svega 8 okrajčenih gredica dimenzija 70 x 96 mm (tamno-sivi pravokutnici na slici desno). Iz gornje i donje rubne ploče ne mogu se izrezati nikakve okrajčene gredice (svjetlo-sivi pravokutnici na slici), već bi one ostale neokrajčene po cijeloj dužini (na većem bi promjeru zaobljenost bila svega oko 0,5 mm, ali na manjem promjeru gredice praktično postaju poluoblice).
Ako se, uz sve navedene uvjete optimizacija izvede programom CUTLOG, dobije se vrlo kvalitetno rješenje prikazano slikom K.
K. Promjer trupca DØ=42 cm; Debljina lista pile s = 4 mm; Dužina trupca l = 4 metra; Konus k = 7,5 mm/m
Koraci u načinu piljenja Shema piljenja Rezultati
K
Poravnanje po rezu primjenjuje se samo po jednom smjeru. 1. Četiri reza na c-pozicijama. Nije
planirano korištenje okrajaka (premda bi se mogle rezati još po dvije letve na svakoj strani).
2. Okretanje za 900.
3. Šest rezova na p-pozicijama. Nije planirano korištenje okrajaka (premda bi se mogla rezati tanja građa iz četiri ugla).
Gornja slika pokazuje da se raspoloživi trupac promjera D = 42 cm s konusom k = 7,5 mm/m može puno bolje iskoristiti ako se reže po optimiranoj shemi koju daje CutLog. Umjesto 8 okrajčenih gredica 70 x 96 mm (i četiri izrazito neokrajčene istih dimenzija) može se izrezati čak 13 okrajčenih gredica, uz iskoristivost ƞ = 60,16 %. Taj postotak iskorištenja trupca može se još povećati ako se planira izrezivanje dodatne drvene građe manjih dimenzija, ali to smo ovdje ispustili radi jasnije slike kako treba rezati osnovnu građu.
9
Zaključak
Ova se analiza odnosi na nekoliko postojećih shema rezanja (zovemo ih zadanim i nalaze se u privitku). U ovom smo dokumentu pokazali da se optimizacijom pomoću programa CUTLOG može postići bitno veća iskoristivost trupaca, a time osigurati dodatni prihod za pilanu. Utvrdili smo da se CUTLOG-om može optimirati piljenje razne drvene građe različitih dimenzija i na različitim tehnologijama, a da se veće uštede ostvaruju optimizacijom trupaca većeg promjera. Pokazali smo također kako u postupak pronalaženja optimalnog rješenja uključiti neka svojstva trupaca (npr. suženje promjera od korijena prema vrhu) i neke tehnološke parametre kao što su vrsta pilanskog postrojenja i debljina lista pile.
Svakako treba istaknuti da je ovo namjenski dokument, izrađen na temelju zahtjeva jednog korisnika, te se on stoga nipošto ne može smatrati prikazom svih svojstva i mogućnosti programa CutLog. Isto tako, u ovom dokumentu nismo se bavili troškovnom i profitnom analizom raznih načina piljenja prema optimiranim shemama, a niti organizacijom rada u pilanama. Željeli smo prije svega na stvarnim primjerima pokazati način razmišljanja i korištenja CUTLOG-a u traženju optimuma. Sve ovdje spomenute i brojne druge teme su detaljnije obrađene u korisničkom priručniku za CUTLOG (može se preuzeti s adrese https://koris.hr/) ili mogu biti sadržaj edukacijskih i konzultantskih usluga tvrtke KORIS d.o.o.
U Zagrebu, 18. svibnja 2019. godine


























