Embed Size (px)
Citation preview

Primjena tehnologije zavarivanja u izradi čeličnih mostova 1
Diplomski rad Antun Rosandić
1 UVOD
Mostovi su građevinski objekti na saobraćajnicama i služe da premoste prepreke kao što
su riječni tokovi, kanali, jezera, doline, morski tjesnaci, saobraćajni putovi, i dr., tako da
prolaz ispod mosta bude slobodan. Svojim impozantnim dimenzijama, skladnim oblikom
i vitkim linijama postaju prepoznatljiv dio krajolika. Visokim dosezima u području
graditeljstva su nezamjenljiv dio graditeljske i kulturne baštine.
Povijesni razvoj građenja mostova usko je povezan sa mogućnostima korištenja različitih
materijala za gradnju. Tako se u ranijoj povijesti mostogradnje izdvaja vrlo dugo
razdoblje gradnje drvenih i kamenih mostova. Najstariji sačuvani su kameni mostovi od
kojih su mnogi još i danas u upotrebi.
Uz drvo, kamen, beton, armirani beton i čelik se ubraja u starije građevinske materijale i
primjenjuje se više od 120 godina. Čelik je materijal koji ima široku primjenu, te ga se
stalno poboljšava načinom proizvodnje što je rezultiralo pojavom sve kvalitetnijih vrsta
čelika na tržištu.
Do kraja 15. stoljeća znalo se samo za kovano željezo koje se dobivalo u malim
količinama taljenjem direktno iz rude. Upotrebljavalo se najčešće za izradu alata, oružja,
elemenata za spajanje i ukrasa.
Lijevano željezo je prvi put upotrijebljeno kao građevinski materijal za lučni most
raspona 30 m sagrađen (1777 - 1779) preko rijeke Severn u Engleskoj [1] koji se još i
danas nalazi na spomenutoj lokaciji. Pojedini dijelovi su izliveni i međusobno spojeni
spojnim elementima od kovanog željeza. Primjena lijevanog željeza je ograničena zbog
relativno loših vlačnih svojstava.
Poseban značaj u metalurgiji ima peć koju je Henri Cort (1784) uveo za proizvodnju
kovanog željeza u većim količinama. Dobra su svojstva kovanog željeza to što ima dobra
tlačna i vlačna svojstva.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 2
Diplomski rad Antun Rosandić
Slika 1.1 Most preko rijeke Severn [1]
Najveći značaj za razvoj upotrebe čelika za izgradnju mosnih konstrukcija imao je
engleski inženjer Henry Bessemer (1855) pronalaskom postupka koji je omogućio
dobivanje čelika u velikim količinama. Daljnji važan korak u istom pravcu učinio je
Thomas (1899), koji je Bessemerov postupak prilagodio i za preradu sirovog željeza
dobivenog iz ruda sa povećanim sadržajem fosfora. Postupcima Bessemera i Thomasa,
kojima treba dodati ne manje značajan i Siemens-Martinov postupak za dobivanje velikih
količina čelika, bili su ispunjeni svi uvjeti za najširu primjenu čelika, posebno u gradnji
mostova.[1]
Odabirom materijala bitno se utječe na tehničke karakteristike konstrukcije, kao i na
troškove izrade i održavanja, odnosno na ukupnu cijenu izgradnje. Sve veća upotreba
čelika za izradu mosnih konstrukcija dolazi sa razvojem valjaoničke proizvodnje profila i
limova. Suvremena tendencija je sve veća upotreba limova radi lakšeg spajanja, olakšanja
mase zavarene konstrukcije, kao i prelaska na površinske sisteme konstrukcija.
Danas se za gradnju čeličnih mostova najčešće upotrebljavaju:[2]
- za viseće (kabelske) čelična žica (Rm 1400 - 1800 N/mm2) i Re (1250 - 1400 N/mm2)
- za konstrukciju (Rm 450 - 850 N/mm2) i Re (350 - 500 N/mm2)
Obzirom na namjenu razlikuju se sljedeće vrste mostova:
- pješački
- cestovni
- željeznički
- akvadukti

Primjena tehnologije zavarivanja u izradi čeličnih mostova 3
Diplomski rad Antun Rosandić
- plinovodni
- naftovodni
- toplovodni i dr. mostovi.
Obzirom na konstrukcijsku izvedbu i mogućnost pokretanja razlikuje se:
- pokretni i (pokretanjem dijela mosta se oslobađa prolaz ispod mosta)
- nepokretni mostovi.
Iako su nepokretni mostovi daleko zastupljeniji u odnosu na pokretne i o njima će se u
svakom slučaju više govoriti, ima situacija kada se grade i različite varijante pokretnih
mostova u zavarenoj izvedbi. Na slici 1.2 se daje shematski prikaz različitih varijanti
pokretnih mostova u zavarenoj izvedbi.
Obzirom na izvedbu u odnosu na zapreku koju se premošćuje i položaj u tlocrtu razlikuje
se:
- okomiti i (koji prelaze zapreku okomito)
- kosi mostovi (koji prelaze zapreku pod kutom)
Obzirom na način prijenosa opterećenja razlikuje se:
- lučni
- gredni
- okvirni
- ovješeni i
- viseći mostovi.
Općenito se mostovi sastoje od gornjeg i donjeg dijela tzv. stroja (slika 1.3). Donji stroj
služi da prenese vertikalno i horizontalno opterećenje sa gornjeg stroja na tlo a sastoji se
od:
- temelja,
- stupova i
- upornjaka.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 4
Diplomski rad Antun Rosandić
Slika 1.2 Različite varijante konstrukcije pokretnih mostova u zavarenoj izvedbi [2]

Primjena tehnologije zavarivanja u izradi čeličnih mostova 5
Diplomski rad Antun Rosandić
Slika 1.3 Osnovni elementi mosta (gornji i donji stroj) sa pripadajućim dijelovima [2]
Gornji stroj služi da premosti zapreku te preuzme statička i dinamička opterećenja nastala
uslijed vlastite težine i opterećenja (cestovnog, željezničkog saobraćaja, temperaturnih
dilatacija), a sastoji se od:
- nosive konstrukcije,
- kolnika,
- pješačke staze,
- prelaznih konstrukcija,
- ležaja,
- izolacije,
- ograde,
- odbojnika,
- rasvjete i
- odvodnje.
Uvijek treba nastojati da se most skladno uklopi u okoliš jer je izgled mosta jedan od
značajnih elemenata i ograničenja kod projektiranja i gradnje. Racionalnost se postiže
optimizacijom osnovnih parametara među koje se mogu svrstati:
- vrsta materijala,
- statički sustav,
- broj i veličina raspona,
- visina nosive konstrukcije,
- visina nivelete iznad tla,
- vrsta upornjaka i stupova i
- način temeljenja.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 6
Diplomski rad Antun Rosandić
Obzirom na vrstu materijala od kojega su građeni razlikuju se:
- kameni,
- drveni,
- betonski,
- armirano betonski i
- metalni mostovi.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 7
Diplomski rad Antun Rosandić
2 IZBOR REPREZENTANTA – ČELIČNOG MOSTA U ZAVARENOJ
IZVEDBI
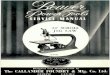
Kao reprezentant je odabran čelični most na autocesti Zagreb – Macelj, na dionici
Zaprešić – Jankomir. Radi se o mostu u zavarenoj izvedbi, a postavlja se preko rijeke
Save. Izgled i gabaritne dimenzije spomenutog mosta prikazani su na slikama 2.1 i 2.2
2.1 TEHNIČKI OPIS MOSTA
Trasa autoceste koso prelazi rijeku Savu, pa je most projektiran kao kosi objekt. Kut
kosine prijelaza u osovini autoceste iznosi 30°.
Na dijelu korita rijeke Save za malu i srednju vodu projektirana je čelična konstrukcija
mosta preko tri otvora sa rasponima 50 + 100 + 50 m. Kod ovakve dispozicije samo
jedan stup nalazi se u području vode, i to već relativno blizu obale u plitkoj vodi.
Konstrukcija riječnog dijela gornjeg stroja je čelična rasponska konstrukcija koja se
sastoji iz dva punostjena limena nosača promjenjiva visine, međusobno povezana
poprečnim nosačima, poprečnim spregovima i čeličnom ortotropnom pločom kolnika.
Razmak glavnih nosača je 7,0 m, a visina hrpta glavnih nosača je promjenjiva i iznosi u
sredini i na krajevima mosta 2,20 m, a iznad riječnih stupišta (SI i SII) iznosi 4,50 m.
Debljina hrpta glavnih nosača iznosi od 12 mm (polje), 14 mm i 16 mm (ležaj). Donji
pojasevi glavnih nosača sastoje se od pojasnih lamela širina 70 cm, a debljina 35, 50, 80
i 100 mm.
Čelična konstrukcija sastoji se od čelične ortotropne ploče debljine 12 mm, koja je
ukrućena uzdužnim rebrima "U" poprečnog presjeka. Ova rebra dolaze na međusobnom
osnom razmaku od 55,5 cm.
Poprečni nosači dolaze na razmaku maksimum od cca 4,0 m i konzolno prelaze preko
glavnih nosača. Debljina hrpta je 12 mm, visina 70 cm, a visina konzolnog dijela od 70

Primjena tehnologije zavarivanja u izradi čeličnih mostova 8
Diplomski rad Antun Rosandić
do 30 cm. Donji pojas poprečnih nosača je debljine 15 mm i širine 25 cm. U poprečnom
smjeru konstrukcija je u svakom poprečnom nosaču ukrućena poprečnim spregovima.
Cjelokupna čelična konstrukcija izraditi će se iz čelika kvalitete S355J2G3 (St.52-3N), a
u sukladno standardu EN DIN 10025. Konstrukcija će se izvesti u zavarenoj izvedbi, a
montažni nastavci predviđeni su sa visokovrijednim pred napregnutim vijcima. Ploča
kolnika će se i kod montažnih nastavaka spojiti zavarivanjem, automatskim EP
postupkom. Broj montažnih nastavaka određen je u radioničkim nacrtima i iznosi 17.
Proračun cjelokupne rasponske konstrukcije je proveden prema novom "Pravilniku o
tehničkim normativima za određivanje veličine opterećenja mostova" od siječnja 1991.
godine. U statičkom proračunu obuhvaćeni su svi nosivi elementi konstrukcije i izvršen
je raspored materijala prema pokriću momentne površine, na osnovu čega je i izvršen
iskaz i proračun težine čelične konstrukcije.
Ukupna težina čelične rasponske konstrukcije mosta, uključujući dodatak cca 1,5% za
zavarene spojeve, vijke i vezice iznosi cca 1200 tona.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 9
Diplomski rad Antun Rosandić
Slika 2.1 Izgled i gabaritne dimenzije čelični mosta preko rijeke Save na autocesti
Zagreb – Macelj, na dionici Zaprešić – Jankomir [3]

Primjena tehnologije zavarivanja u izradi čeličnih mostova 10
Diplomski rad Antun Rosandić
Slika 2.2 Fotografija čeličnog mosta preko rijeke Save na autocesti Zagreb – Macelj, na
dionici Zaprešić – Jankomir tijekom završne faze montaže na gradilištu
Predviđa se izvedba krajnjih polja čelične konstrukcije na skeli, dok se srednji raspon
(100 m) čelične konstrukcije predviđa u slobodnoj montaži ili također kao i krajnji
otvori – na skeli. Potrebno je također izvesti AK zaštitu cjelokupne čelične konstrukcije
mosta.
Na čeličnom dijelu mosta kolnički zastor se sastoji iz sloja specijalnog asfaltbetona
"ASFALTIC" ukupne debljine 10 mm. Izolacijski slojevi ispod asfalta kolnika su tipa
"ESHA ISOTEX". Ukupna debljina asfaltnih i izolacijskih slojeva na kolniku čeličnog
dijela mosta iznosi 10 - 15 mm. Izolacija rubnjaka i zaštitnih traka na čeličnom dijelu
mosta izvodi se antikorozivnom i mehaničkom zaštitom na bazi dvokomponentnih
epoksidnih smola od "ROAD COAT" materijala.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 11
Diplomski rad Antun Rosandić
2.2 ZAHTJEVI ZA KVALITETU
Zahtjevi za kvalitetu zavarenih spojeva u domaćoj mostogradnji temelje se još uvijek na
propisima starim preko 40 godina. To je tzv. Službeni list SFRJ iz 1964. g. Prema tome
standardu zavareni spojevi su rangirani u klase S, I i II. Zavareni spojevi klase S su
najviše klase i tu se zahtjeva viši opseg metoda kontrole kvalitete.
Suvremeni europski zahtjevi za kvalitetu su jasniji i znatno stroži i oni su definirani
standardom HRN EN 25817, a navedeni su u tablici 2.1.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 12
Diplomski rad Antun Rosandić
Tablica 2.1 Kriteriji prihvatljivosti pogrešaka u zavarenom spoju sukladno HRN EN
25817 [4]
Red. br.
Naziv nepravilnosti
Oznaka poISO6520
Opaske
Granične vrijednosti nepravilnostiza skupine ocjene
Niska B Srednja C Visoka D
1. Pukotine 100 Sve vrste pukotina, osim mikro pukotina
( h 1<1 mm ).2.
Kraterske pukotine ( vidjeti br. 2. )
Nedopušteno
2. Kraterska pukotina
104Dopušteno Nedopušteno
3. Šupljine i poroznosti
2011 2012 2014 2017
Moraju biti ispunjeni sljedeći uvjeti i garnične vrijednosti :a) najveća vrijednost zbroja na projiciranoj ili
lomnoj površinib) najveća dimenzija pojedinačne pore za
- sučeljeni zavareni spoj- kutni zavareni spoj
c) najveća dimenzija pojedinačne pore
4 % 2 % 1 %
d < 0,5 s - d < 0,4 s - d < 0,3 s-d < 0,5 a - d < 0,4 a - d < 0,3 a-
5 mm 4 mm 3 mm
4. Gnijezdo pora
2013 Cjelokupno područje jednog gnijezda mora sezbrojiti i izraziti u postocima ( % ) od većeg odpodručja : obujmice oko čitavog gnijezda ilikružnice promjera jednakog širini zavara.Dopušteno područje poroznosti mora biti naograničenoj površini.Mora se ispitati je li porama pokrivena nekadruga nepravilnost.Moraju biti ispunjeni slijedeći uvjeti i graničnevrijednosti nepravilnosti :a) najveća vrijednost zbroja na projiciranu ili
lomnu površinub) najveća vrijednost zbroja za
- sučeljeni zavareni spoj- kutni zavareni spoj
c) najveća dimenzija gnijezda
16 % 8 % 4 %
d < 0,5 s - d < 0,4 s - d < 0,3 s-d < 0,5 a - d < 0,4 a - d < 0,3 a-
4 mm 3 mm 2 mm
5. Crvaste i cjevaste šupljine
2015 2016
Druge nepravilnosti za :- sučeljene zavarene spojeve- kutne zavarene spojeveNajveća dimenzija za crvaste i cjevastešupljine
h < 0,5 s -h < 0,5 a -
2 mm
Nedopušteno Nedopušteno
Kratke nepravilnosti za :- sučeljene zavarene spojeve- kutne zavarene spojeveNajveća dimenzija za crvaste i cjevastešupljine
h < 0,4 s - h < 0,3 s-h < 0,4 a - h < 0,3 a-
h < 0,5 s -h < 0,5 a -
4 mm ili 3 mm ili 2 mm iline veće od
debljine ne veće od
debljine ne veće od
debljine

Primjena tehnologije zavarivanja u izradi čeličnih mostova 13
Diplomski rad Antun Rosandić
Druge nepravilnosti za :- sučeljene zavarene spojeve- kutne zavarene spojeveNajveća dimenzija za crvaste i cjevastešupljine
Kratke nepravilnosti za :- sučeljene zavarene spojeve- kutne zavarene spojeveNajveća dimenzija za crvaste i cjevastešupljine
h < 0,5 s -h < 0,5 a -
2 mm
Nedopušteno Nedopušteno
h < 0,4 s- h < 0,3 s-h < 0,4 a- h < 0,3 a-
h < 0,5 s -h < 0,5 a -
4 mm ili 3 mm ili 2 mm iline veće od
debljine ne veće od
debljinene veće od
debljine
6. Uključci čvrstih tijela (osim bakra)
300
7. Uključak bakra
3042 Nedopušteno
8. Pogreška u vezivanju
401 Dopuštene, ali samo isprekidane, i ne blizu površine
nedopušteno
9. Nedovoljni provar
402 Druge nepravilnosti :nedopuštene Nedopušteno
Kratke nepravilnosti :
h < 0,1 s- h < 0,2 s -max. 2 mm max. 1,5 mm
Zadani provar
Stvarni provar
hs
zadani provarstvarni provar
tsh
stvarni provar
zadani provar
Slika C
Slika B
Slika A

Primjena tehnologije zavarivanja u izradi čeličnih mostova 14
Diplomski rad Antun Rosandić
10. Loše namješten kutni spoj
Prekomjerni ili nedovoljni razmak rebra h < 1 mm-0,3 a max. 4 mm
h < 0,5mm-0,2 a
max. 3 mm
h < 0,5mm-0,1 a
max. 2 mmh
a
Razmaci, koji odgovarajuću vrijednostprekoračuju, moraju se u određenim
slučajevima izvesti nadomještanjem debljine
zavara. 11. Zajed 5011
5012 Blagi prijelaz se dopušta h < 1,5 mm h < 1,0 mm h < 0,5 mm
h
h
12. Preveliko nadvišenje
502 Blagi prijelaz se dopušta h < 1 mm + h < 1 mm + h < 1 mm ++0,25 b +0,15 b +0,1 b
max. 10 mm max. 7 mm max. 5 mm
h
b
13. Preveliko nadvišenje
503 h < 1 mm + h < 1 mm + h < 1 mm ++0,25 b +0,15 b +0,1 b
max. 5 mm max. 4 mm max. 3 mm
h
b
zadana debljina
stvarna debljina

Primjena tehnologije zavarivanja u izradi čeličnih mostova 15
Diplomski rad Antun Rosandić
14.
h < 1 mm + h < 1 mm + h < 1 mm ++1,2 b +0,6 b +0,3 b
max. 5 mm max. 4 mm max. 3 mm
17.
h < 1 mm + h < 1 mm + h < 1 mm ++0,3 a +0,2 b +0,15 b
max. 5 mm max. 4 mm max. 3 mm
Prekoračenje debljine kutnog spoja
Za mnoge slučajeve prekoračenje zadanedebljine nije razlog za odbacivanje
h
zadana debljina
stvarna debljina
a
15. Potkoračenje debljine kutnog spoja
Kutni spoj s vidljivim potkoračenjem debljineneće se računati kao pogrešan, ako je stvarnadebljina postignuta dubljim provarom
Duge nepravilnosti : nedopuštene Nedopušteno
Kratke nepravilnosti :
max. 2 mm max. 1 mm
h < 0,3 mm + 0,1 a
ah
zadana debljina
stvarna debljina
16. Preveliko nadvišenje u korijenu
504
hb
t
Prokapljina 5041 Dopušteno Slučajna mjestimičnaispupčenja dopuštena
18 Posmaknutost 507 Granična vrijednost odstupanja svodi se naidealan položaj. Ukoliko nije drugačije propisano, idealan položaj dobiva se kada sesrednje izvodnice dijelova poklapaju( poglavlje 1. )" t " se odnosi na tanju stijenku.
h
tt
h t t
h
tt
Slika A - Limovi i uzdužnizavareni spojevi
h < 0,25 t. h < 0,15 t. h < 0,1 t.
max. 5 mm max. 4 mm max. 3 mm
Slika B - Poprečni zavarenispojevi
max. 4 mm max. 2 mmh < 0,5 t.
max. 3 mm

Primjena tehnologije zavarivanja u izradi čeličnih mostova 16
Diplomski rad Antun Rosandić
19.
< 0,2 t.
max. 2 mm
< 0,1 t.
max. 1 mm
< 0,05 t.
max. 0,5 mm
< 2 mm + < 2 mm + < 1,5 mm +
+0,2 a +0,15 a +0,15 a
< 1,5 mm < 1 mm < 0,5 mm
Neispunjeni presjek Nasjeli zavar
511
509
Blagi prijelaz se dopušta
t
b
h
Dugačke nepravilnosti :
nedopuštene
Kratke nepravilnosti
20. Prevelika nejednolikost kutnog spoja
512 Podrazumijeva se da asimetričnost kutnogspoja nije izričito propisana.
z 2
z1 a
h
21. Uleknuti korijen
515
h
Blagi prijelaz se dopušta
h
Zajed u korijenu
5013
22. Preklop 506 Kratke nepravilnosti dopuštene
Nedopušteno
23. Pogrešan početak zavara
517 Dopušteno Nedopušteno
24. Oštećenje lukom
601Dopustivost ovisi o daljnjoj
obradi površina, vrsti osnovnogmaterijala i naročito o sklonosti
stvaranju pukotina
25. Onečišćenje kapljicama metala
602Dopustivost ovisi od namjene
26. Višestruke nepravilnosti u jednom presjeku
Za debljine "s" ili "a" < 10 mm mogu se
propisati posebni uvijeti.
4 h
h1h3
h h 5
h1 h2 h3 h4 h5 = h
h
h1
h5
2
h3h6
h 4
Ukupna veličina nepravilnosti
0,25 s ili 0,25 a
0,2 s ili 0,2 a
0,15 s ili
0,15 a
h h h
h h h
h h h
h

Primjena tehnologije zavarivanja u izradi čeličnih mostova 17
Diplomski rad Antun Rosandić
2.3 SLIJED PROIZVODNIH I KONTROLNIH AKTIVNOSTI PRI IZRADI MOSTA
Slijed proizvodnih i kontrolnih aktivnosti pruža mogućost brzog i lakog sagledavanja
aktivnosti pri izradi zavarenog proizvoda.Za segment 5 mosta prilog 1 - 7. Nakon izrade
i usvajanja slijeda proizvodnih i kontrolnih aktivnosti slijedi detaljna razrada
tehnoloških operacija – aktivnosti.
Obzirom na značaj i specifičnosti proizvodne aktivnosti se mogu definirati kao točke,
odnosno elementarne aktivnosti. S obzirom na značaj tih aktivnosti kontrolu kvalitete u
pojedinim točkama (fazama) proizvodnog procesa mogu provoditi neposredni izvođači
proizvodne aktivnosti (samokontrola) ili djelatnici službe kontrole i/ili djelatnik
ovlaštene nadzorne kuće. Kada kontrolu provodi djelatnik određene nadzorne kuće, tada
se pojedine točke zastoja radi kontrole kvalitete mogu temeljem ugovora i propisa
definirati kao točke zastoja uz poželjno prisustvovanje nadzornog organa ili inspektora
(Hold Point - točka zastoja uz poželjnu prisutnost kontrole, npr. međufazna kontrola,
kontrola manje složenih sklopova i dr.), te kao točke zastoja uz obavezno prisustvovanje
nadzornog organa ili inspektora (Witness Point - točka zastoja uz obveznu prisutnost
kontrole, npr. tlačna proba, mehanička ispitivanja, i dr.). Kod točke zastoja uz
ugovoreno poželjno prisustvovanje nadzornog organa kontrolnu aktivnost provodi
kontrolor proizvođača ukoliko se iz određenih razloga nije pojavio nadzorni organ, dok
kod točaka zastoja uz obavezno prisustvovanje nadzornog organa ne smije se nastaviti
proizvodnja bez obavljene kontrole od strane nadzornog organa (iako se ovo u praksi
gotovo nikada ne dešava).
Nakon što se izradi slijed proizvodnih i kontrolnih aktivnosti, svaku od navedenih
aktivnosti potrebno je detaljno razraditi i provesti sve aktivnosti koje obuhvaća
priprema proizvodnje (propisati tehnologiju izrade, normative, alate i naprave, ...) i
kontrola i osiguranje kvalitete. To nisu jednostavne aktivnosti, pogotovo kada se polazi
sa stajališta dovoljne, što jednostavnije, jasne i nedvosmislene tehnologije. Za to je
nužna čvrsta međusobna povezanost iskusnih tehnologa praktičara i radnika koji
sudjeluju u izvođenju proizvodnih i kontrolnih aktivnosti.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 18
Diplomski rad Antun Rosandić
3 ELEKTROLUČNI POSTUPCI ZAVARIVANJA I SRODNE TEHNIKE
ZAVARIVANJU KOJE SE KORISTE U MOSTOGRADNJI U RADIONIČKIM
UVJETIMA I NA GRADILIŠTIMA
3.1 ELEKTROLUČNI POSTUPCI ZAVARIVANJA I SRODNE TEHNIKE
ZAVARIVANJU
Elektrolučni postupci zavarivanja imaju zajedničko što se toplina za taljenje osnovnog i
dodatnog materijala generira u električnom luku uspostavljenom između osnovnog
materijala i elektrode. Postupci te vrste su najzastupljeniji i nezamjenjivi u metalnoj
industriji kod izrade čelične konstrukcije kako u radionicama tako i na gradilištima.
U osnovi se najviše primjenjuju slijedeći postupci:
REL - Ručno elektrolučno zavarivanje obloženom elektrodom
EP - Zavarivanje pod zaštitom praha
MIG / MAG - Zavarivanje taljivom elektrodom u zaštitnoj atmosferi
3.1.1 REL - Ručno elektrolučno zavarivanje obloženom elektrodom
Postupak elektrolučnog zavarivanja obloženom elektrodom moguće je primijeniti za
zavarivanje i navarivanje svih metala i legura koje se mogu zavarivati taljenjem.
Najčešće se primjenjuje kod zavarivanja ne legiranih i nisko legiranih čelika naročito u
uvjetima montaže na gradilištima. Postupak je primjenljiv za sve položaje zavarivanja i
navarivanja te sve oblike dijelova koji se zavaruju. Uređaji za zavarivanje spadaju u red
najjeftinijih. Rukovanje uređajima je jednostavno. Kod nekih radova na montaži
postupak je praktično nezamjenjiv.
Nedostaci REL postupka zavarivanja
- mala brzina zavarivanja što ima za posljedicu nizak učinak 1 – 2 kg/h.
- kvaliteta zavarenog spoja jako ovsi o uvježbanosti i raspoloženja zavarivača
- dugo vrijeme izobrazbe zavarivača
- otpadak elektrode 8 – 10 %
- veliki gubici prskanjem

Primjena tehnologije zavarivanja u izradi čeličnih mostova 19
Diplomski rad Antun Rosandić
- pri zavarivanju nastaje veća količina plinova koja je štetna za zdravlje i
okolinu
- jak bljesak od gorenja luka.
Kod ovog postupka luk se uspostavlja između obložene elektrode i osnovnog materijala.
Elektroda se preko držača i zavarivačkog kabela spoji na jedan pol izvora struje za
zavarivanje a osnovni materijal pomoću drugog kabela i stezaljke na drugi pol izvora.
Gorenjem električnog luka topi se elektroda i osnovni materijal te se tako formira šav.
Taljenjem jezgre elektrode popunjava se žljeb a taljenjem obloge elektrode stvara se
zaštitna atmosfera koja štiti talinu od negativnih utjecaja plinova iz atmosfere.
Funkcija obloge elektrode osigurava se sastavom obloge i ima višestruki značaj (slika
3.1):
- lako «paljenje» električnog luka. Obloga sadrži spojeve (K, Ca, Na) čije pare
imaju nizak potencijal ionizacije, pa ionizacija zračnog prostora između
osnovnog materijala i vrha elektrode može početi pri nižem naponu
- lako održavanje električnog luka. Izgaranjem obloge stvaraju se plinovi i
pare koji pospješuju ionizaciju zračnog prostora između osnovnog materijala
i vrha elektrode čime se osigurava stabilnost električnog luka.
- plinovi koji nastaju izgaranjem obloge štite električni luk i talinu osnovnog i
dodatnog materijala od štetnih utjecaja plinova iz atmosfere.
- pomoću obloge može se vršiti i legiranje šava tako da se iz obloge
nadoknađuju pojedini elementi koji djelomično sagore u toku procesa. Iz
obloge mogu se u talinu dodati elementi koji imaju velik afinitet prema
kisiku te ono tvore okside koji isplivaju u obliku troske na površinu šava (Al,
Ti, Mn, V). Na taj se način vrši dezoksidacija taline.
- pri taljenju obloge formira se troska koja se razlijeva preko taline te tako
štiti talinu od utjecaja plinova iz atmosfere i prebrzog hlađenja čime se
usporava očvršćavanje taline te ostaje više vremena da nečistoće i plinovi
isplivaju na površinu taline. Osim toga smanjuje se mogućnost nastajanja
nepovoljnih struktura u šavu kao posljedica brzog hlađenja.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 20
Diplomski rad Antun Rosandić
Jezgra obloženih elektroda izrađuje se od vučene žice standardnih promjera i
standardnih duljina. Na jezgru se nanosi obloga prešanjem i naknadnim pečenjem u
pećima.
Elektrode se razlikuju po kemijskom sastavu jezgre i dimenzijama. Kemijski sastav
jezgre elektrode se projektira tako da nakon zavarivanja približno bude kao i osnovni
materijal.
Mehanička svojstva zavara treba da budu bolja nego kod osnovnog materijala jer se
time kompenziraju oslabljenja nastala zbog pogrešaka (slabljenja) u zavarenom spoju.
Prema vrsti nastale troske razlikuje se nekoliko tipova elektroda:
- kisele - oksidne
- mineralno kisele
- rutilne
- bazične
- neutralne - celulozne
Na sljedećoj se slici daju osnovne karakteristike glavnih tipova elektroda za REL
zavarivanje s obzirom na prijenos materijala u električnom luku, penetraciju i
katekteristike šljake (troske).
Prenos metala:- fino kapljični- srednje kapljični
Penetracija:
- srednja- visoka
Šljaka:- djelomično kristalna- porozna
Prenos metala:- sprey- fino kapljični
Penetracija:- visoka
Šljaka:- staklasta- vrlo porozna
Prenos metala:- srednje kapljični- grubo kapljični
Penetracija:- niska- srednja
Šljaka:- kristalna- kompaktna
Slika 3.1 Osnovna svojstva pojedinih tipova elektroda [5]

Primjena tehnologije zavarivanja u izradi čeličnih mostova 21
Diplomski rad Antun Rosandić
Kisele elektrode primjenjuju se za zavarivanje manje odgovornih spojeva. Obloga im je
izrađena na bazi željeznog oksida. Šav dobiven upotrebom ove vrste elektrode sadrži
znatnu količinu oksida FeO radi toga ima relativno slabije mehaničke osobine.
Dodavanjem u oblogu više dezoksidanata MnO, TiO (rutil) dobivamo mineralno kisele i
rutilne elektrode, Poboljšavaju se mehaničke osobine šava, povećava stabilnost
električnog luka,šavovi imaju lijep izgled, troska se lako odvaja. Bazične elektrode
imaju oblozi visok sadržaj CaO i MnO koji vežu na sebe sumpor te tvore sulfide CaS i
MnS i fosfor gdje tvore fosfate (CaO)3P2O5. Kod zavarivanja sa bazičnim elektrodama
dobiju se dobre mehaničke osobine i dobra žilavost.
Zahtjevi koji se postavljaju na elektrode
Funkcionalni zahtjevi
- lako uspostavljanje luka
- stabilan luk
- fleksibilan luk (dobro premošćivanje)
- lagan rad u svim položajima
- elastična obloga sa visokim električnim otporom
Ergonomski zahtjevi
- malu količinu dimnih plinova
- neotrovne plinove i isparenja
Ekonomski zahtjevi
- visok učinak topljenja
- visok koeficijent iskorištenja
- mali gubici prskanjem
- lako otklanjanje šljake
- podnošenje preopterećenja
- velika brzina zavarivanja
- dobar izgled površine

Primjena tehnologije zavarivanja u izradi čeličnih mostova 22
Diplomski rad Antun Rosandić
Metalurški zahtjevi
- dobre mehaničke osobine
- odsustvo poroznosti
- neosjetljivost prema oksidima na površini
- ne sklonost prema toplim i hladnim pukotinama
- ne osjetljivost prema vlazi u oblozi
3.1.2 EP - Zavarivanje pod zaštitom praškom
EP - Zavarivanje pod zaštitom praškom je elektrolučni postupak kod kojega se
električni luk uspostavlja između gole topive žice i osnovnog materijala. Proces se
odvija pod praškom koji se kontinuirano dovodi ispred žice u žlijeb. Uloga praška je
identična ulozi obloge kod ručnog elektrolučnog zavarivanja. Jedan dio praška se tali i
formira trosku na površini šava, štiteći ga od naglog hlađenja. Elektrolučno zavarivanje
pod praškom pogodno je za zavarivanje dugačkih zavara (od 1 do 20 m) u
horizontalnom položaju. Najčešće se ovim postupkom zavaruju kutni i sučeoni zavari
lamele i hrptova glavnih i poprečnih nosača mosta. Ovaj postupak zavarivanja
karakterizira visoka učinkovitost.
Osnovni dijelovi uređaja za zavarivanje pod praškom (slika 3.2):
- glava za zavarivanje sa kontakt diznom
- mehanizam za dodavanje žice
- spremnik sa prahom za zavarivanje
- usisavača za povrat neiskorištenog praška
- mehanizam za hod uređaja
- jedinica za upravljanje i kontrolu parametara
- izvor struje
Najčešće se koristi izvedba uređaja sa jednom žicom, ali radi potrebe povećanja
produktivnosti razvijeni su uređaji:
- dvije žice
- trakom

Primjena tehnologije zavarivanja u izradi čeličnih mostova 23
Diplomski rad Antun Rosandić
povrat praha
dovod žice
glava
prah
izvorstruje
cm/min
32,5
upravljačka jedinica
A
45035,3
V
Slika 3.2 Shema uređaja za zavarivanje pod praškom
Izvori struje za zavarivanje su prilagođeni sistemu regulacije tako da postoje:
- izvori sa blago padajućom statičkom karakteristikom - primjenjuju se kod
vanjske regulacije, promjena dužine luka usporava odnosno ubrzava dotok
žice,
- izvori sa ravnom ili blago rastućom karakteristikom - primjenjuju se kod
unutarnje regulacije, brzina žice je konstantna a struja i napon se automatski
prilagođavaju.
Dodatni materijal
Izbor žice zavisi od kvalitete osnovnog materijala i odabire se prvenstveno uzimajući u
obzir metalurške i ekonomske zahtjeve. Mora biti kalibrirana, ne korodirana, zaštićena
slojem bakra radi ostvarenja boljeg kontakta za dovod struje.
Prašak
Pored fizikalne uloge da štiti luk i talinu od djelovanja atmosfere ima i metaluršku
funkciju nadoknade gubitka pojedinih legirajućih elemenata.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 24
Diplomski rad Antun Rosandić
Na osnovu kemijskog sastava razlikuju se sljedeće vrste praška:
- kiseli
- bazični
- neutralni
Prednosti EP postupka:
- visoka produktivnost
- velika dubina penetracije
- ne zahtjeva se posebna priprema žlijeba do 15 mm debljina
- ušteda dodatnog materijala (rasprskavanja nema, otpaci žice zanemarivi,
znatno učešće osnovnog materijala u formiranju zavara).
- odlična zaštita električnog luka i taline
- smanjen utjecaj subjektivnog faktora zavarivača na kvalitetu zavara
- nema bljeska
- velika brzina zavarivanja
Nedostaci EP postupka:
- potrebno ga je kombinirati sa REL postupkom ili je potrebna upotreba
podloge (bakrene trake, keramičke pločice, prah)
- visoka cijena uređaja
- primjena samo u horizontalnom položaju
- složeno održavanje uređaja
- nije moguć vizualni uvid i kontrola električnog luka tijekom zavarivanja
3.1.3 MIG / MAG - Zavarivanje taljivom elektrodom u zaštitnoj atmosferi
MAG postupak zavarivanja je elektrolučni postupak kod kojeg se električni luk
uspostavlja između dodatnog materijala (žice koja se kontinuirano dovodi i topi) i
osnovnog materijala. Električni luk se uspostavlja u zaštitnoj atmosferi aktivnog plina
(CO2 , ili mješavina plinova Ar + CO2).

Primjena tehnologije zavarivanja u izradi čeličnih mostova 25
Diplomski rad Antun Rosandić
5
1 3 4
2
12
34
5
6
7
8
9
1- izvor struje
2- sustav za dovod žice za
zavarivanje
3- sustav za dovod zaštitnog
plina
4- gorionik
5- rashladni sustav
1- električni luk
2- rastaljeni materijal
3- skrutnuti materijal
4- osnovni materijal
5- kontaktna vodilica
6- zaštitni plin
7- rashladni sustav
8- troska
9- izvor struje
Slika 3.3 Shema MAG postupka elektrolučnog zavarivanja [6]
Obzirom da CO2 nije inertan na temperaturi koja vlada u električnom luku da se
izbjegnu negativne posljedice disocijacije CO2 dodatni materijal se legira sa elementima
(Mn, Si) koji imaju veći afinitet prema kisiku nego željezo. Ovi elementi djeluju
dezoksidirajuće na talinu čime se postiže kvalitetan zavar bez poroznosti. Mješavina
plinova povoljno utječe na smanjenje površinske napetosti taline, što smanjuje gubitke
rasprskavanjem.
Na tržištu se može nabaviti žica za zavarivanje promjera 0,8; 1,0; 1,2; 1,6; 2,0; i 2,4 mm
namotana na koture standardne veličine.
Prema načinu izvedbe žice mogu biti:
- punog presjeka
- punjene praškom

Primjena tehnologije zavarivanja u izradi čeličnih mostova 26
Diplomski rad Antun Rosandić
Kod MAG postupka specifična opterećenja A/mm2 su veća nego kod REL postupka
zato su potrebni izvori struje sa ravnom karakteristikom. Početak zavarivanja izvodi se
kratkim spojem, a nastavlja se uspostavom luka. Struja zavarivanja se podešava auto
regulacijom dužine luka a mijenja se brzinom dotoka žice. Radi velikog opterećenja
gorionik se dodatno hladi vodom u zatvorenom sistemu.
Prijenos metala u zoni električnog luka izvodi se naizmjenično tehnikom kratkog spoja
i štrcajućeg luka gdje je i penetracija najveća. Zavarivanje se može izvoditi u svim
položajima.
Specifičnosti MAG zavarivanja praškom punjenim žicama
MAG zavarivanje praškom punjenim žicama sa ili bez dodatne vanjske zaštite postaje
sve zastupljenije u modernom zavarivanju i izradi zavarenih konstrukcija. Razlog tome
leži u brojnim pogodnostima u odnosu na klasično MAG zavarivanje punim žicama, bez
obzira na trenutnu razliku u cijeni praškom punjene žice u odnosu na punu žicu.
Praškom punjene žice izrađuju se u promjerima od 1.0 mm, l.2 mm, l.4 mm, l.6 mm, 2.0
mm, 2.4 mm i 3.2 mm.
Dok se pune žice mogu uspoređivati po svojoj zavarljivosti, svojstva punjenih žica
mijenjaju se ovisno od vrste punjenja i recepture praška. Punjene žice u jezgri sadrže
elemente koji utječu na karakteristike zavarivanja, količinu rastaljene žice, zavarljivost s
obzirom na položaj zavarivanja te na mehanička svojstva zavarenog spoja. Na sljedećoj
slici su dani neki od mogućih presjeka praškom punjenih žica.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 27
Diplomski rad Antun Rosandić
Slika 3.4 Presjeci punjene žice [6]
Općenito sastav žica je u pravilu jednak sastavu osnovnog materijala ili s većim
udjelom legirajućih elemenata i elemenata za dezoksidaciju nego što ih sadrži osnovni
materijal.
Proizvodnja punjenih žica
Proizvodnja punjene žice za zavarivanje vrši se u za to odgovarajućem postrojenju,
najčešće iz hladnovučene trake ili iz cijevi ovisno o tome da li se radi o šavnoj ili
bešavnoj žici. Debljina trake ili stijenke cijevi kreče se oko 0.5 mm.
Čelik za proizvodnju trake ili cijevi sadrži max. 0.10% C, max. 0-05% Si, 0.25-0.50%
Mn i odgovarajuće nizak % Si i P. Komponente za jezgru žice (punjenje) moraju
zadovoljiti određene zahtjeve po kemijskom sastavu i granulaciji (veličina čestica).
Granulacija je određena zahtjevom za jednolikim i neprekidnim punjenjem žice u tijeku
proizvodnje i kreće se u granicama od 0.05-0.3 mm.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 28
Diplomski rad Antun Rosandić
a) Bešavna žica
Tehnologija proizvodnje bešavne žice zasniva se na čeličnoj cijevi koja se puni praškom
i provlačenjem se dovodi na odgovarajući promjer.
Osobina ovih žica je da im je nizak stupanj punjenja, 12-14% što rezultira nižom
produktivnošću. Relativno debele stijenke žice, bešavnu žicu čine krutom i čvrstom što
ima prednosti prilikom transporta.
b) Šavna žica
U proizvodnji ovog tipa žice postoji više tehnologija, a svima je zajedničko da se
metalna traka provlači kroz valjke za oblikovanje i oblikuje u U-presjek zatim se napuni
praškom, zatvori se i na kraju se dovede na željeni promjer provlačenjem ili valjanjem
(slika 3.5).
Slika 3.5 Proizvodnja punjenih žica [6]
Kod provlačenja žice na željeni promjer koriste se sredstva za podmazivanje. Najviše se
koriste sapuni, a da bi se smanjili visoki udio vodika u metalu zavara i poroznost ostaci
sapuna se nakon završetka operacije provlačenja moraju ukloniti. Zbog otvorenog šava
ne smiju se koristiti tekući agensi već se uklanjanje sapuna i masnoća sa žice vrši
toplinskom obradom, najčešće žarenjem na 250 °C. Zbog toplinske obrade vanjska
površina žice ima karakterističan crno-plavi oksidni sloj.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 29
Diplomski rad Antun Rosandić
Slika 3.6 Provlačenje i valjanje: tehnologije za proizvodnju punjenih šavnih žica [6]
Novija tehnologija za svođenje žice na željeni promjer je tehnologija valjanja. Žica
prolazi kroz više valjaka do konačne redukcije na željeni promjer.
Prednosti valjanih žica su:
- sjajna površina bez oksidnog sloja
- nema ostataka sapuna
- bolji prijelaz struje u kontaktnoj vodilici i velika stabilnost luka
- nizak udio vodika u metalu zavara (<5 ml/100 g)
- mogućnost visokog stupnja punjenja i do 45%
Opće karakteristike primjene praškom punjenih žica su:
- kvaliteta zavarenog spoja jednaka je kao kod REL postupka zavarivanja
obloženom elektrodom, a bolja nego kod MAG postupka zavarivanja punom
žicom
- produktivnost pri zavarivanju punjene žice veća je nego pri zavarivanju punom
žicom

Primjena tehnologije zavarivanja u izradi čeličnih mostova 30
Diplomski rad Antun Rosandić
- s obzirom na svojstva jezgre praškom punjene žice (brzo skrućivanje troske)
moguće je opterećenje velikim jakostima struje zavarivanja, a time i postizanje
velikog koeficijenta taljenja, što utječe na veliku produktivnost
- manja je vjerojatnost pojave pogrešaka u zavarenom spoju, npr. poroznost i
naljepljivanje što je čest slučaj kod MAG postupka zavarivanja punom žicom
- u odnosu na punu žicu, praškom punjena žica nije toliko osjetljiva na
nečistoću žlijeba (korozija, masnoća površine, itd.), bolja produkcija zaštitnih
plinova i troske kroz kupku zavara kao i bolje protaljivanje što je u pogledu
nečistoće mjesta zavara dobro
- zbog tlačnog utjecaja troske i sporijeg ohlađivanja ljepši je izgled površine
zavara izvedenog punjenom žicom, nego onaj izveden punom žicom
- vrlo dobra mogućnost zavarivanja u svim položajima, naročito pri primjeni
žica punjenih rutilnim mineralnim praškom
- vrlo dobra mogućnost mehanizacije postupka pri primjeni rutilnih punjenih
žica i robotizacije postupka pri primjeni metalnim prahom punjenih žica
- visoka stabilnost električnog luka u procesu zavarivanja
- jednostavno čišćenje zavara pri primjeni metalnim prahom punjenih žica
- uz primjenu posebnih punjenih žica mogućne je zavarivati više prolaza bez
prethodnog čišćenja troske
- dobro provarivanje i premošćivanje kod zavarivanja korijena zavara, bez
opasnosti naljepljivanja
- dobra zavarljivost korijena zavara na keramičkoj podlozi, mogućnost
jednostavnije pripreme sa većim tolerancijama
- moguće zavarivanje kutnih zavara većih visina
- široko područje i jednostavno namještanje parametara zavarivanja
- visoka vrijednost žilavosti materijala zavara i mala vjerojatnost pojave
pukotina pri primjeni bazičnih punjenih žica.
Postoji više različitih sustava podijele punjenih žica, koje su izradile zavarivačke udruge
različitih država. Ovdje se navodi jednu od mogućih podjela punjenih žica.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 31
Diplomski rad Antun Rosandić
Punjene žice moguće je podijeliti prema: [6]
a) Načinu izrade:
- žice izrađene u obliku potpuno zatvorene cjevčice
- žice izrađene u obliku profilirane cjevčice koja nije potpuno zatvorena
b) Vanjskoj zaštiti u procesu zavarivanja:
- punjene žice kod kojih se pri zavarivanju koristi dodatna vanjska zaštita
- samozaštite punjene žice
c) Sastavu punjenja:
- punjenje sastavljeno isključivo ili pretežito od mineralnih tvari
• rutilne punjene žice
• bazične punjene žice
- punjenje sastavljeno isključivo ili pretežito od metalnog praha
d) Namjeni:
- za zavarivanje niskolegiranih čelika
- za zavarivanje čelika postojanih u radu pri povišenim temperaturama
- za zavarivanje čelika postojanih u radu pri nižim temperaturama
- za zavarivanje nehrđajućih čelika
- za zavarivanje aluminija (Al) i legura aluminija
- za zavarivanje bakra (Cu) i legura bakra
- za zavarivanje visokolegiranih nehrđajućih čelika
e) Položaju zavarivanja:
- za zavarivanje sučeonih i kutnih spojeva u vodoravnom položaju
- za zavarivanje u svim drugim položajima
f) Obliku:
- u obliku žice (od 0.9 do 4.5 mm)
- u obliku punjene trake (za navarivanje)

Primjena tehnologije zavarivanja u izradi čeličnih mostova 32
Diplomski rad Antun Rosandić
g) Vanjskom izgledu:
- s pobakrenom površinom
- s tamnom (oksidiranom) ili svijetlom površinom
Najveći utjecaj na kvalitetu zavarenog spoja kod MAG zavarivanja imaju parametri
zavarivanja. Iz tog razloga izbor optimalnih parametara zavarivanja jako je bitan.
Parametri zavarivanja biraju se s obzirom na vrstu i debljinu materijala koji se zavaruje,
te oblik spoja i položaj zavarivanja, a utvrđuju se ispitivanjem na probnim uzorcima.
Glavni parametri zavarivanja su:
a) jakost struje zavarivanja
b) napon električnog luka
c) brzina zavarivanja
d) promjer žice
e) količina i vrsta zaštitnog plina
Osim navedenih parametara zavarivanja na kvalitetu zavarenog spoja utječu i dužina
slobodnog kraja žice.
3.2 IZBOR POSTUPAKA ZAVARIVANJA I ŽLIJEBOVA
Zavarene spojeve prema međusobnom položaju dijelova koji se zavaruju mogu biti:
- sučeoni,
- kutni: - T-spoj,
- preklopni,
- rubni,
- križni,
- naliježući,
- prirubni.
Zahtjevi koji se postavljaju na izbor pripreme žlijeba su:
- otvor treba da bude minimalan i dovoljan za ostvarenje kvalitetnog spoja sa
što manje deponiranog materijala
- treba da svojim oblikom olakšava postizanje kvalitetnog spoja
- treba da bude prilagođen raspoloživim resursima za obradu ruba
- treba da bude prilagođen postupku zavarivanja

Primjena tehnologije zavarivanja u izradi čeličnih mostova 33
Diplomski rad Antun Rosandić
Na sljedećoj se slici daje prikaz osnovnih oblika žlijeba za zavarivanje i položaji
zavarivanja sukladno HRN EN i ASME standardu.
Slika 3.7 Osnovni oblici pripreme žlijebova za zavarivanje i oblici zavarenih spojeva [7]
Naliježući
Kutni:
T-spoj Preklopni Rubni
Prirubni
Križni
(sa žljebljenjem korijena) (sa provarom korijena)
Sučeoni:

Primjena tehnologije zavarivanja u izradi čeličnih mostova 34
Diplomski rad Antun Rosandić
Slika 3.8 Položaji zavarivanja sukladno HRN EN i ASME standardima [6]
3.3 TEHNIKE SRODNE ZAVARIVANJU
3.3.1 Rezanje plinskim plamenom
Plinsko rezanje je postupak razdvajanja metala izgaranjem metala u mlazu čistog kisika.
Pomoću plinskog gorionika metal se zagrijava do temperature izgaranja,nakon
postignute temperature na metal se kroz sapnicu u gorioniku dovodi pod pritiskom mlaz
čistog kisika i tako vrši izgaranje metala – odnosno rezanje. Proces se dalje odvija
autogeno jer se oksidacijom slojeva metala oslobađa nova količina topline koja
omogućava izgaranje daljnjih slojeva metala.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 35
Diplomski rad Antun Rosandić
Gorionik za rezanje omogućava izvođenje procesa služi da održava gornju površinu
metala na temperaturi izgaranja, te dovođenje mlaza kisika na površinu metala.
Postupak plinskog rezanja se primjenjuje za izradu dijelova iz čeličnog lima i dijeli se
ovisno o načinu vođenja gorionika na :
- strojno (u novije vrijeme numeričko upravljanje)
- ručni postupak (za pripremu ivica i tamo gdje strojno nije moguće)
Proces izgaranja čelika se odvijana sljedeći način:
3Fe + 2O2 = Fe3O4 + toplina (3.1)
Plinovi koji se najčešće koriste za plinsko rezanje su:
Kao gorivi plin:
- Acetilen C2H2
- Propan - butan C4H10 - C3H8
Za rezanje:
- Kisik O2
Uvjeti koji se trebaju ispuniti da bi proces rezanja bio izvediv:
- temperatura izgaranja metala u struji kisika mora biti niža od temperature
topljenja, ovaj uvjet ispunjavaju svi čelici. U slučaju neispunjenja ovog uvjeta
rastaljeni metal se rasprskava pod pritiskom mlaza kisika i rezanje nije moguće.
- temperatura topljenja oksida ne smije biti veća od temperature topljenja metala
jer oksidi u krutom stanju stvaraju sloj koji sprečava dodir kisiku sa metalom.
Oksidi u tekućem stanju su povoljni za širenje reakcije. Ovaj uvjet ne
ispunjavaju svi čelici, aluminij i njegove legure.
- količina topline oslobođena izgaranjem metala u struji kisika uz dovođenje
topline iz plamena mora biti dovoljna da okolinu reza održava na temperaturi
potrebnoj za početak rezanja. Povećanjem % legirajućih elemenata povećava se

Primjena tehnologije zavarivanja u izradi čeličnih mostova 36
Diplomski rad Antun Rosandić
temperatura početka izgaranja pa količina dovedene topline iz plamena nije
dovoljna da se takav čelik počne rezati.
Granični sadržaji legirajućih elemenata:
- Cr do 2% već otežano rezanje iznad 5% ne može se rezati.
- Ni do 35% moguće ga je plinski rezati ukoliko C ne prelazi 0,3%.
- Si do 4% moguće ga je plinski rezati ukoliko C ne prelazi 0,2%.
- Mn do 13% moguće ga je plinski rezati ukoliko C ne prelazi 0,3%.
- W do 10%
- C do 0,3% ukoliko prelazi 0,3% potrebno ga je predgrijavati na temperaturu
(200 – 400)o C radi smanjenja pojave tvrdih struktura u zoni trzanja. Ukoliko se
ne predgrijava dolazi do pojave mikro pukotina koje mogu biti duboke i opasne.
Na izradi čelične konstrukcije mosta Zaprešić korišten je postupak plinskog rezanja
kako strojni tako i ručni postupak.
3.3.2 Rezanje plazmom
Plazma je visoko energetska pregrijana smjesa plinova u električnom luku istosmjerne
struje, gdje su molekule disocirane i djelomično ionizirane. Energija plazme nastala iz
električnog luka koja pri udaru iona i atoma na anodu (osnovni materijal) doseže
temperaturu i do 30 000 oC. Zbog visoke koncentracije energije postupak se koristi se za
rezanje svih vrsta materijala.
Postoje dva osnovna principa rezanja plazmom:
- plazma rezanje sa direktnim lukom primjenjuje se za rezanje električki vodljivih
materijala, gdje se predmet koji se reže priključuje u strujni krug kao anoda
- plazma rezanje sa indirektnim lukom primjenjuje se i za rezanje električki ne
vodljivih materijala. Električni luk se uspostavlja između volframske elektrode i
stjenke gorionika.
Prednosti ovog sustava su:

Primjena tehnologije zavarivanja u izradi čeličnih mostova 37
Diplomski rad Antun Rosandić
- manji napon luka
- lakše održavanje luka (što naročito dolazi do izražaja kod ručnog postupka
rezanja)
Debljine materijala koje se mogu rezati plazmom su znatno manje nego kod plinskog
rezanja a ovise o vrsti i snazi uređaja a orijentacijske mogućnosti ovisno o raspoloživoj
opremi su:
- za strojno rezanje do 125 mm
- za ručno rezanje do 50 mm
Prednosti primjene plazma tehnike za rezanje materijala:
- brzina rezanja je znatno veća nego kod plinskog rezanja
- površina reza je čista i nije potrebna nikakva naknadna obrada (pozicije nakon
rezanja mog ići bez posebne pripreme na ugradnju)
Nedostaci plazma tehnike za rezanje materijala:
- zagađenje okolne ioniziranim česticama (potrebna oprema za odsis plinova
nastalih pri plazma rezanju).
- potrebna upotreba osobnih zaštitnih sredstava za operatere.
Na izradi čelične konstrukcije mosta Zaprešić postupak rezanja plazmom nije korišten
iako stroj instaliran za plinsko rezanje ima instalirano i plazma rezanje ali ne postoji
instalirana oprema za odsisavanje i filtriranje plinova.
3.3.3 Zaštita tarnih površina naštrcavanjem materijala
Postupak metalizacije naštrcavanjem u mostogradnji izvodi se u svrhu zaštite i pripreme
tarnih površina spojeva s visoko vrijednim vijcima (VV- vijcima). Površine zaštićene
postupkom metalizacije kod montaže čelične konstrukcije mosta prenose dinamička i
statička opterećenja, a takvi tarni spojevi potpuno prenose sile trenjem. Zaštita se izvodi
s ciljem postizanja propisanog zadovoljavajućeg koeficijenta trenja µ među tarnim
površinama u spoju.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 38
Diplomski rad Antun Rosandić
Postupak se koristi za sve tarne spojeve s VV-vijcima (klase 10.9 ) kod montaže
segmenata čelične konstrukcije mosta Zaprešić.
Pripremu površine tarnih spojeva treba vršiti abrazivnim čišćenjem (sačmarenje) tako da
zadovoljava uvjete trećeg stupnja čišćenja prema propisu za zaštitu čeličnih konstrukcija
od korozije tj. BSa 3 po HRN ISO 8501-1 ili HRN EN ISO 12944-4.
Ocjena čistoće sačmarenja kontrolira se vizualno uspoređujući sa slikovnim prikazom
navedenih standarda. Potrebna prosječna hrapavost od 40-60 mikrona dobivena
sačmarenjem ispituje se odgovarajućim mjeračem ili usporedbom standardne
odgovarajuće pločice («rugotest»).
Odmah nakon sačamrenja, a najkasnije nakon 2 sata, vrši se zaštita sačmarenih površina
metalizacijom žicom – štrcanjem pomoću plinskog plamena. Žica mora biti promjera 3-
3,5 mm kvalitete AlMg 5 (99,5% Al, 5% Mg ) prema HRN C.C2.100, a debljina
metaliziranog sloja mora biti prosječno 100-150 mikrona prema HRN U.E7.140/85. Za
metalizaciju se može primijeniti pištolj 11E, proizvod “Metco”, plinsko punjenje (kisik
28 bara, acetilen 1 bar, radni tlak zraka 6,5 bara). Udaljenost pištolja od površine je cca.
150 mm pod kutom 70-80°, brzina pomaka 35-40 m/min. Širina metaliziranog pojasa je
oko 100 mm (80-120 mm), a sama metalizirana prevlaka se nanosi više puta unakrsnim
prskanjem dok se ne dobije željena debljina. Radna temperatura kod izvedbe zaštite je
kao i za izvedbu AKZ-e od 5-40 °C, pri vlažnosti zraka max. 80 % i temperaturi metala
iznad rosišta zraka.
Budući se nakon završene metalizacije tarnih površina vrši spajanje istih s VV-vijcima i
pritezanje, preporučuje se manipulacija s metaliziranim površinama uz čiste i suhe
rukavice. Ukoliko se metalizirane površine ne ugrađuju odmah, iste je potrebno zaštititi
papirom za ambalažu i odložiti u natkrivenom prostoru.
Nakon završnog pritezanja tj. kontrole pritegnutosti svih vijčano-tarnih spojeva s VV-
vijcima a prije nanošenja završnog premaza na vanjske površine čelične konstrukcije
mosta pa tako i vanjske površine vijčano tarnih spojeva, vrši se brtvljenje svih tarno-
vijčanih spojeva na samim rubovima spojnih ploča (elemenata). Brtvljenje se vrši
pomoću trajno elastičnog kita (preporuka je poliuretanski jedno-komponentni kit) preko

Primjena tehnologije zavarivanja u izradi čeličnih mostova 39
Diplomski rad Antun Rosandić
kojeg je moguće nanošenje antikorozivnih premaza, a kit se nanosi isključivo na suhu i
čistu podlogu površina koje se brtve. Kriterij za uporabu kita daje njegov isporučitelj.
3.4 WPAR (PQR) i WPS DOKUMENTI
Projektiranje tehnologije izrade zavarenog proizvoda ili konstrukcije može se razmatrati
u globalnom (širem smislu) i lokalnom (užem smislu). Globalno projektiranje
tehnologije izrade zavarene konstrukcije podrazumijevalo bi prije svega slijed
proizvodnih i kontrolnih aktivnosti u izradi konstrukcije. Koncepcija slijeda
proizvodnih i kontrolnih aktivnosti tijekom izrade zavarene konstrukcije ovisi o čitavom
nizu čimbenika: raspoloživoj opremi i kadrovima, rokovima izrade, zahtjevima za
kvalitetu, troškovima, lokaciji, radnim uvjetima … Nakon što se usvoji globalna
koncepcija slijeda proizvodnih i kontrolnih aktivnosti, pristupa se detaljnoj razradi
pojedinačnih aktivnosti vezano uz primjenu tehnologije zavarivanje.
Detaljna razrada pojedinačnih aktivnosti vezano uz projektiranje tehnologije zavarivanja
podrazumijeva prije svega verifikaciju (certificiranje, atestiranje) postupaka zavarivanja
sukladno ugovornim zahtjevima (npr. ISO 15614-1:2004 (do 15. VI 2004. vrijedila
HRN EN 288), ASME sec. IX), a koja treba biti provedena na odgovarajući način od
strane atestiranih zavarivača (npr. prema standardu HRN EN 287-1:2004). Nakon
verifikacije postupka zavarivanja od strane akreditirane institucije i određene
inspekcijske kuće, pristupa se izradi pojedinih specifikacija postupaka zavarivanja
(SPZ, WPS) koje sadrže osnovne informacije dostatne za provedbu zavarivanja
sukladno predviđenoj koncepciji izrade zavarene konstrukcije ili proizvoda. Procedura
verifikacije postupka zavarivanja treba biti napravljena što je moguće kvalitetnije, a uz
što kraće trajanje kako bi aktivnosti zavarivanja na konstrukciji mogle započeti i završiti
u predviđenim rokovima. Na slici 3.9 se daje shematski prikaz slijeda aktivnosti kod
verifikacije postupka zavarivanja. Prva varijanta prijedloga atesta postupka ovisi o tome
da li postoje iskustva i saznanja o zavarljivosti odabranog materijala ili ne, odnosno u
kojoj mjeri. Nastojanje je da se uvijek unaprijedi tehnologija zavarivanja pa se
dosadašnja iskustva (vlastita i iskustva drugih) iz proizvodnje i eksploatacije zavarene
konstrukcije mogu koristiti u nastojanju izbora optimalnih parametara zavarivanja i
povećanja sigurnosti, pouzdanosti i raspoloživosti zavarene konstrukcije. Ako nema

Primjena tehnologije zavarivanja u izradi čeličnih mostova 40
Diplomski rad Antun Rosandić
dovoljno podataka potrebno je provoditi ciljane probe zavarljivosti i eventualne probe
koje će dati pouzdanu procjenu ponašanja zavarenog spoja u uvjetima eksploatacije.
Sljedeći je korak provedba eksperimentalnog zavarivanja uz registriranje svih
relevantnih parametara zavarivanja, a uz nazočnost ovlaštene osobe za nadzor
zavarivačkih radova. Nakon provedbe zavarivanja (i eventualne naknadne toplinske
obrade ako se tehnologijom predviđa), probne se ploče upućuju na ispitivanje u
ovlaštene (akreditirane) laboratorije. Sukladno zahtjevima za kvalitetu, a uz mogućnost
prisutnosti ovlaštene osobe za nadzor zavarivačkih radova, provode se potrebna
ispitivanja i izdaju dokumenti koji determiniraju kvalitetu zavarenih spojeva. U slučaju
pozitivnih rezultata izdaje se atest postupka i dostavlja se izvođaču zavarene
konstrukcije. Temeljem verificiranog atesta postupka, inženjer zavarivanja izrađuje
specifikacije postupka zavarivanja sa podacima temeljem kojih zavarivač ili operater
automata za zavarivanje pristupa zavarivanju. Specifikacija postupka zavarivanja treba
biti jasno istaknuta i dostupna na radnom mjestu.
U slučaju da rezultati ispitivanja svojstava zavarenog spoja u laboratoriju akreditirane
institucije nisu zadovoljavajući, nema osnove za izdavanje atesta i cjelokupna se
procedura ponavlja.
Jednom verificirana i provjerena tehnologija zavarivanja može se primjenjivati u
proizvodnji toliko dugo dok se ne promjeni niti jedan od uvjeta pod kojima je ta
tehnologija odobrena, odnosno verificirana. Ona je na određeni način vlasništvo
tvornice i može biti poslovna tajna proizvođača zavarene konstrukcije.
Trajanje i troškovi procedure verifikacije tehnologije zavarivanja i izrade odgovarajućih
specifikacija postupka zavarivanja, kao i proračuni različitih normativa, potrebe opreme
za zavarivanje, potrebnog broja zavarivača i dr., najviše ovisi o znanju i iskustvu
tehnologa zavarivanja – europskog inženjera zavarivanja. Primjena računala može
skratiti vrijeme potrebno za te aktivnosti, smanjiti troškove i unaprijediti kvalitetu
tehnologije zavarivanja i zavarene konstrukcije.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 41
Diplomski rad Antun Rosandić
Prijedlog WPS-aspecifikacije
postupkazavarivanja
Zavarivanje ispitne ploče&
Registriranje parametara zavarivanja prizavarivanju ispitne ploče
Ispitivanjametodama
kontrole bezrazaranja
Ispitivanjarazaranjem
Zapisnici ispitivanja sa i bez razaranja
Akreditirani laboratorij+
Nadzor inspektora za zavar. radove
Welding procedure Approval Record - WPAR (ISO 15614-1:2004 )Procedure Qualification Record - PQR (ASME sec. IX)
WPS 1 WPS 2 WPS ...
- iskustveno dobiveni podaci- baze "znanja"- ispitivanja zavarljivosti- ostali pomoćni računalni programi
- redni broj i oznaka procedure- baza podataka o osnovnom materijalu (grupa, dimenzije, tip ...)- položaji zavarivanja- tehnika pripreme žlijeba za zavarivanje- plan zavarivanja- procjena glavnih parametara zavarivanja (jakost struje i napon, brzina zavarivanja, polaritet ...)- dodatni materijal- predgrijavanje, međuprolazna temperatura, dogrijavanje- ...
Slika 3.9 Procedura pri projektiranju tehnologije zavarivanja [8]
3.4.1 Primjer PQR i WPS dokumenata karakterističnih zavarenih spojeva na mostu [3]
Verifikacije karakterističnog sučeonog zavarenog spoja na mostu
U radu se daju rezultati atesta postupka zavarivanja sučeonog spoja u vertikalnom
položaju zavarivanja (PF). Primjenjeni postupak zavarivanja je poluautomatsko MAG
zavarivanje praškom punjenom žicom (oznaka postupka zavarivanja 136) u dodatnoj
plinskoj zaštiti (100% CO2). Osnovni materijal je čelik S355J2G3 (EN 10025) debljine
12 mm.
Dodatni materijal je praškom punjena žica FLUXOFIL 19 HD (OERLIKON).
Izgled makro presjeka zavarenog spoja je prikazan na sljedećoj slici:
Mikrostruktura pojedinih zona zavarenog spoja je prikazana na sljedećoj slici:

Primjena tehnologije zavarivanja u izradi čeličnih mostova 42
Diplomski rad Antun Rosandić
o 1 , 300 : 1 - 2 % Nital
o 2 , 300 : 1 - 2 % Nital
o 3 , 300 : 1 - 2 % Nital
Slika 3.10 Makro i mikro prikaz elemenata sučeonog zavarenog spoja
o 1 o 2 o 3

Primjena tehnologije zavarivanja u izradi čeličnih mostova 43
Diplomski rad Antun Rosandić
Na spomenutom zavarenom spoju provedena su i ostala ispitivanja mehaničkih svojstava:
ispitivanje tvrdoće po metodi HV 10 (za osnovni materijal, zonu utjecaja topline i zonu
taljenja), ispitivanje granice razvlačenja, zatezne ili vlačne čvrstoće, izduženja, udarne
žilavosti i probe savijanja.
ISPITIVANJE TVRDOĆE HV 10
S355J2G3 S355J2G3
Slika 3.11 Shematski prikaz lokacija mjerenja tvrdoće na zavarenom uzorku
Tablica 3.1 Rezultati tvrdoće HV 10 izmjereni na zavarenom uzorku
Linija mjerenja
Osnovni materijala
ZUT
Zavar
ZUT
Osnovni materijal
1 -15 186 184 186 207 224 236 226 227 227 236 228 214 184 186 186
16 - 30 186 187 184 203 225 240 224 224 226 242 230 208 186 186 185

Primjena tehnologije zavarivanja u izradi čeličnih mostova 44
Diplomski rad Antun Rosandić
Tablica3.2 Rezultati vlačnog pokusa dobiveni na kidalici
VLAČNI POKUS Br.
.
Mjesto
Tip**
Dimenzije
Re
[N/mm2]
Rp 0,2/1,0
[N/mm2]
Rm
[N/mm2]
A5 [%]
an / on / on
L0 [mm]:
Z
[%]
Mjesto loma
***)
Opaska
Zahtijevane vrijednosti min. 355 490 -630 Min. 22 -- W.Nr.10570
1 TW 418 628 22,3 GW 2 TW
12,1 x 25 407 621 22 GW
**) TW = Pop.presjek zavara ***) GW = Osnovni materijal -
AW = Čisti zavar WEZ = Z.U.T.
SG = Čisti zavar
Tablica 3.3 Rezultati udarne radnje loma izmjereni na epruvetama iz zavarene ploče
UDARNA RADNJA LOMA ISO-V
Br.
Mjesto
Položaj žljeba
Dimenzije.
[mm x mm]
Temp.
[°C]
Radnja loma
[J]
1 2 3
Σn/n
[J] 1 TW SG-AW 60 59 61 60 2 TW HAZ
10 X 10 - 20 58 66 51 58,3
Tablica 3.4 Rezultati pokusa savijanjem dobiveni na epruvetama iz zavarene ploče
POKUS SAVIJANJEM; 30 (2,5 a) Br.
.
Mjesto
Tip** Kut svijanja
Opaska
) L0 [mm] Lk [mm] 3 TW D 180 30 39,24 .. D 180 30 39,15 .. W 180 30 396 .. W 180 30 39,1
Bez pukotina
**) D=Lice; W= Korijen; S=Bočno
Temeljem provedenih ispitivanja od strane akreditiranog laboratorija i pozitivno ocjenjenih
rezultata ispitivanja u tvornici se pristupa izradi WPS/SPZ procedura, tj. Instrukcija za
zavarivanje koje se distribuiraju na radna mjesta na način da su dostupna zavarivaču i ostalim
osobama čija je djelatnost vezana uz izvođenje i kvalitetu dotičnog zavarenog spoja. WPS
sadrži samo osnovne instrukcije nužne za izvođenje zavarivanja, a na njemu je upisana šifra
koja dotični WPS dokument povezuje sa odgovarajućim WPAR dokumentom koji je
dostupan u službi zavarivanja.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 45
Diplomski rad Antun Rosandić
Slika 3.12 WPS/SPZ dokument izrađen temeljem provedenih i predstavljenih rezultata
ispitivanja tijekom procedure verifikacije postupka zavarivanja (WPAR) [3]
WPS

Primjena tehnologije zavarivanja u izradi čeličnih mostova 46
Diplomski rad Antun Rosandić
Rezultati verifikacije karakterističnog kutnog zavarenog spoja na mostu [3]
U nastavku se daju podaci vezani uz verifikaciju postupka tipskog kutnog zavarenog spoja
limova debljine 20 i 30 mm slika 3.13 - 3.14 i tablica 3.5. Svi ostali podaci vezani uz
postupak zavarivanje (osnovni i dodatni materijal, zaštitni plin, položaj zavarivanja i dr. su
identični kao u prethodnoj točki).
o 1 , 300 : 1 - 2 % Nital o 2 , 300 : 1 - 2 % Nital
o 1 o 2 o 3 o 4 o 5

Primjena tehnologije zavarivanja u izradi čeličnih mostova 47
Diplomski rad Antun Rosandić
o 3 , 300 : 1 - 2 % Nital o 4 , 300 : 1 - 2 % Nital
o 5 , 300 : 1 - 2 % Nital
UZORAK BR.
o 1 Osnovni mat. S355J2G3
o 2 ZUT o 3 Struktura zavara o 4 ZUT o 5 Osnovni mat. S355J2G3
Slika 3.13 Makro i mikro prikaz elemenata sučeonog zavarenog spoja.
ISPITIVANJA TVRDOĆA HV 10
Slika 3.14 Makro prikaz elemenata kutnog zavarenog spoja i shematski prikaz lokacija
mjerenja tvrdoće na zavarenom uzorku
Tablica 3.5 Rezultati tvrdoće HV 10 izmjereni na zavarenom uzorku
Br.
Limija
mjer.
Osnovni materijala
ZUT
Zavar
ZUT
Osnovni materijal
1 – 15 185 188 187 227 263 287 230 232 236 277 257 220 190 188 1871 R 16 - 24 210 249 275 228 222 226 258 242 224 1 – 15 188 188 190 223 243 279 230 230 233 283 254 225 190 185 188
1 L 16 - 24 217 239 269 228 226 228 258 235 220
1L 1R

Primjena tehnologije zavarivanja u izradi čeličnih mostova 48
Diplomski rad Antun Rosandić
4 DETALJI KONSTRUKCIJSKOG OBLIKOVANJA NA MOSTU
4.1 DETALJI ZAVARA KARAKTERISTIČNI ZA MOSNE KONSTRUKCIJE
Na mostu se može uočiti više karakterističnih detalja konstrukcijskog oblikovanja. U želji da
se istaknu detalji konstrukcijskog oblikovanja kod kojih se zahtjeva visoka kvaliteta zavarenih
spojeva, u nastavku se daju primjeri karakterističnih detalja.
Priprema prilagođena za REL+EPP zavarivanje slika 4.1, donji dio zavara se zavari REL
postupkom u nadglavnom položaju sa vađenjem korjenskog zavara žljebljenjem i brušenjem.
Nakon toga slijedi zavarivanje sa vanjske(gornje) strane EPP postupkom.
Slika 4.1 Detalj pripreme sučeonog asimetričnog montažnog X spoja – poprečni zavar na orto
ploči
Uzdužni zavar orto ploče slika 4.2 je zavar sa podlogom (čeličnom) koja se zavaruje REL
postupkom u nadglavnom položaju na montaži. Korjeni zavar spoja se također zavaruje REL
postupkom i služi kao dodatna podloga za EPP postupak kojim se zavaruje navedeni spoj.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 49
Diplomski rad Antun Rosandić
Slika 4.2 Detalj pripreme montažnog uzdužnog zavarenog spoja orto ploče Zavarivanje donje lamele glavnog nosača slika 4.3 se izvodi REL postupkom bazičnom
elektrodom uz predgrijavanje prije pripajanja i zavarivanja + dogrijavanje na temp. (200 -
300ºC) nakon zavarivanja u trajanju 3 - 4 sata. Po završetku dogrijavanja zavareni spoj
omotati mineralnom vunom za visoke temperature. Dogrijavanje se izvodi u svrhu reduciranja
vodika izmetala zavara.
Slika 4.3 Detalj pripreme montažnog poprečnog zavarenog spoja donje lamele

Primjena tehnologije zavarivanja u izradi čeličnih mostova 50
Diplomski rad Antun Rosandić
Za zavare na slikama 4.4 - 4.7 koji prikazuju detalje zavara uzdužnih koritastih ukruta i
ukrućenja hrpta glavnog nosača «L» profilom odabrani postupak zavarivanja je MAG prahom
punjenom žicom (rutilna obloga) u zaštiti CO2 plina.
Problematika vezana za izvedbu kutnog zavara između hrpta poprečnog nosača i ortoploče
slika 4.4 te uzdužne «L» ukrute i hrpta poprečnog nosača slika 4.5 je u tome da je otežano
kvalitetno izvođenje kompltanog zavara zbog nepristupačnosti sa donje strane jer je gorionik
za MAG postupak prevelik u odnosu na 35 mm visine oslobođenog prostora naponskim
okom. Potrebno je naknadno dorađivati REL postupkom što uzrokuje dodatne troškove.
Slika 4.4 Detalj zavarivanja uzdužnih koritastih ukruta sa orto pločom i poprečnim nosačima
mosta

Primjena tehnologije zavarivanja u izradi čeličnih mostova 51
Diplomski rad Antun Rosandić
Slika 4.5 Detalj ukrućenja hrpta poprečnog nosača (stojnog lima) «L» profilom
Slika. 4.6 Detalj spojnog mjesta sekcije mosta

Primjena tehnologije zavarivanja u izradi čeličnih mostova 52
Diplomski rad Antun Rosandić
Slika 4.7 Detalj ukrućenja vertikalnog (stojnog) lima «L» profilom – izvedba na konstrukciji
4.2 SPECIFIČNOSTI IZRADE SEGMENATA MOSTA U RADIONIČKIM UVJETIMA I
MONTAŽE NA GRADILIŠTU
Dosadašnji način izrade mostova u postojećim uvjetima tvornice daje zadovoljavajuće
rezultate. Svaki segmenat mosta se sastoji od niza podsklopova koji se sastavljaju i zavaruju u
jednu cjelinu sa odabranim postupcima zavarivanja koji su ukratko opisani u detaljima
konstrukcijskog oblikovanja. Ukrupnjavanje podsklopova se radi na ravnoj podlozi
("tzv.zebra") slika 4.8 gdje se slažu i zavaruju elementi za svaki pripadajući segment uz
pomoć naprava. Takvi zavareni segmenti se transportiraju na plato gdje se vrši probna
montaža (simulira se stvarni položaj mosta), slika 4.9. Nakon završene probne montaže slijedi
čišćenje (pjeskarenje) i AKZ (temeljna zaštita).

Primjena tehnologije zavarivanja u izradi čeličnih mostova 53
Diplomski rad Antun Rosandić
Slika 4.8 Izrada sklopa ortoploče mosta Zaprešić – Jankomir
Slika 4.9 Probna montaža mosta Zaprešić - Jankomir
Na gradilištu montaža kreće od stupova prema upornjacima na jednu i drugu stranu paralelno
do upasnog segmenta koji se zadnji ugrađuje. Za dovođenje dijelova segmenta u projektirani
položaj na montaži se koristi montažni pilon slika 4.10. Zavarivanje počinje uzdužnim
zavarima na orto ploči. Nakon toga se zavaruju zavari na poprečnim nosačima. Sva se
zavarivanja izvode od sredine mosta prema krajevima. Nakon tih zavara zavaruju se uzdužni
zavari na hrptovima glavnih nosača – uzvodni i nizvodni. Zatim slijedi zavarivanje vertikalnih

Primjena tehnologije zavarivanja u izradi čeličnih mostova 54
Diplomski rad Antun Rosandić
zavara na poprečnim nosačima. Istim redoslijedom se zavaruje i slijedeći segment, te se
zavaruju poprečni zavari između orto ploča i donjih lamela hrptova glavnih nosača. Nakon
toga slijedi ispitivanje zavara prema planu kontrole te ugradnja upasnih elemenata uzdužnih
koritastih ukruta i "L" profila. Kad su gotova zavarivanja navedenih elemenata zavaruju se
ostaci ne dovršenih zavara iz radionice na dužinama 300 – 400 mm. Takav redoslijed važi i za
ostale segmente mosta.
Kod zavarivanja se koriste montažna pomagala za čija zavarivanja vrijede ista pravila kao i za
konstrukciju. Zavarivanja izvode atestirani zavarivači uz korištenje odgovarajućih i osušenih
elektroda. Takva pomagala trebaju biti iz odgovarajućeg niskolegiranog čelika garantirane
zavarljivosti. Nakon zavarivanja takva pomagala treba odstraniti plinskim rezanjem ili
žljebljenjem , te naknadnim brušenjem uz osobitu pažnju kako ne bi došlo do oštećenja
površina na koje su zavarena.
Slika 4.10 Montaža mosta Zaprešić - Jankomir

Primjena tehnologije zavarivanja u izradi čeličnih mostova 55
Diplomski rad Antun Rosandić
4.3 MOGUĆNOSTI SMANJENJA TROŠKOVA I POVEĆANJA POUZDANOSTI
Promatramo li životni vijek proizvoda uočit ćemo slijedeće faze od nastajanja do korištenja:
1. ugovor u kome se definiraju zahtjevi za kvalitetu i pouzdanost, propisi, kriteriji
prihvatljivosti;
2. projektiranje i konstruiranje obuhvaća proračun, klasifikaciju elemenata ( zavarenih
spojeva) i sistema;
3. izbor materijala;
4. izrada i montaža;
5. osiguranje i kontrola kvalitete u proizvodnji i montaži;
6. eksploatacija;
7. osiguranje i kontrola kvalitete u eksploataciji.
U svakoj od navedenih faza moguće je dati različita rješenja. Mijenjat se može: materijal,
oblik, dimenzije proizvoda, proizvodne operacije npr. načine zavarivanja (EPP, TIG, MIG,…)
oblik žlijeba, oblik i metode kontrole i dr. Svaka varijanta će dati određenu pouzdanost
funkcioniranja proizvoda u predviđenim uvjetima eksploatacije i određene troškove. Ono
rješenje koje daje traženu pouzdanost funkcioniranja proizvoda u predviđenim uvjetima
eksploatacije uz najmanje troškove je najbolje rješenje. Bitno je napomenuti da bitnu ulogu
imaju proizvodne mogućnosti i vrijeme odnosno trenutak u kojem se proizvod radi.
Tu spadaju raspoloživi kadrovi, postupci, oprema, radna površina, kapacitet, rokovi. Unutar
jednog poduzeća proizvodne mogućnosti se mijenjaju vremenom. Nabavlja se nova oprema,
operacije se mehaniziraju, kadrovi se šalju na izobrazbu. Na taj način će biti moguće isti
proizvod možda jeftinije ali i kvalitetnije proizvoditi. Proizvodne mogućnosti poduzeća su
često puta uvjetovane i situacijom na tržištu ( rokovi i cijena materijala, opreme, dijelova i
usluga ). Npr. ponekad će se koristiti lim debljine 20 mm umjesto 16 mm, jer se za duže
vrijeme ne može nabaviti lim 16 mm odgovarajuće kvalitete. Zbog velikog utjecaja
projektiranja na izbor materijala neophodno bi bilo da zajednički rade projektant (konstruktor)
i tehnolog zavarivanja. Konstrukcijsku razradu treba raditi tim sastavljen od stručnjaka koji
poznaju proizvodne mogućnosti proizvođača proizvoda.
Za izradu u radionici i montažu na gradilištu izabiru se postupci obrade i zavarivanja, režimi,
oblici žljebova i dodatni materijali, strojevi, radne površine, kadrovi i rokovi. Moguće je

Primjena tehnologije zavarivanja u izradi čeličnih mostova 56
Diplomski rad Antun Rosandić
postaviti bezbroj varijanti izbora postupaka zavarivanja, žljebova, dodatnog materijala,
strojeva ali uvijek sa ciljem postizanja zahtijevane kvalitete uz najniže troškove.
4.4 MOGUĆNOSTI PRIMJENE AUTOMATIZACIJE
Tijekom izrade mosta Zaprešić – Jankomir primjenjivano je mehanizirano EP zavarivanje, a
u svrhu povećanja proizvodnosti probno su primijenjena WELDYCAR prenosiva kolica,
(proizvođač OERLIKON) za zavarivanje slika 4.11.
WELDYCAR su autonomna i prenosiva kolica s četiri kotača, dizajnirana za mehanizaciju
automatskog zavarivanja, u bilo kojem položaju u vodoravnoj, okomitoj ili nagnutoj ravnini.
Rade kao nosač MAG gorionika krećući se uzduž zavara sa mogućnošću njihanja gorionika.
U tablici 4.1 dani su preporučljivi parametri zavarivanja za rad sa WELDYCAR prenosivim
kolicima.
Prednosti uređaja su:
- mogućnosti zavarivanja u vodoravnom i vertikalnom položaju,
- lagana i robusna,
- nude kvalitetu automatskog zavarivanja,
- jednostavnost upotrebe,
- brzo puštanje u rad.
Nedostaci uređaja su:
- primjena uređaja ograničena na zavare koji su duži od 1 metra, jer se kod zavarivanja
zavara manje dužine smanjuje učinkovitost zbog čestog premještanja uređaja gubi na
produktivnosti u odnosu na poluautomatski MAG postupak,
- nestabilnost plinske zaštite kod otvorenih montažnih radova.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 57
Diplomski rad Antun Rosandić
Slika 4.11 Prenosiva kolica za zavarivanje WELDYCAR, OERLIKON

Primjena tehnologije zavarivanja u izradi čeličnih mostova 58
Diplomski rad Antun Rosandić
1234567 89 1234567
Tablica 4.1 Parametri za automatizirano zavarivanje praškom punjenom žicom
t z
min
/m 2)
49,4
/
44,1
51,3
/
45,9
70,6
/
62,8
E
kJ/c
m
21,6
24,5
-24,
2
21,6
21,4
-21,
2
21,6
23,4
-23,
2
v S
cm/m
in
11,0
12,4
-14,
3
11,0
14,2
-16,
3
11,0
13,0
-14,
9
Uči
nak
kg/h
2,16
2,97
-3,4
2
2,16
2,97
-3,4
2
2,16
2,97
-3,4
2
Žica
Ø
mm
1,2
1,2
1,2
1,2
1,2
1,2
U
V
22
23-2
4
22
23-2
4
22
23-2
4
I A
1.pr
olaz
18
0
2-6.
prol
az
220-
240
1.pr
olaz
18
0
2-7.
prol
az
220-
240
1.pr
olaz
18
0
2-9.
prol
az
220-
240
g
kg/m
1)
2,31
2,80
3,39
1) n
advi
šenj
e 0,
5 m
m
2) b
ez k
orije
na
6 5 4 3 2 1

Primjena tehnologije zavarivanja u izradi čeličnih mostova 59
Diplomski rad Antun Rosandić
1234567 89 1234567
t z
min
/m 2)
49,4
/44,
1
51,3
/45,
9
70,6
/62,
8
E
kJ/c
m
21,6
24,5
-24,
2
21,6
21,4
-21,
2
21,6
23,4
-23,
2
v S
cm/m
in
11,0
12,4
-14,
3
11,0
14,2
-16,
3
11,0
13,0
-14,
9
Uči
nak
kg/h
2,16
2,97
-3,4
2
2,16
2,97
-3,4
2
2,16
2,97
-3,4
2
Žica
Ø
mm
1,2
1,2
1,2
1,2
1,2
1,2
U
V
22
23-2
4
22
23-2
4
22
23-2
4
I A
1.pr
olaz
18
0
2-6.
prol
az
220-
240
1.pr
olaz
18
0
2-7.
prol
az
220-
240
1.pr
olaz
18
0
2-9.
prol
az
220-
240
g
kg/m
1)
2,31
2,80
3,39
3) n
advi
šenj
e 0,
5 m
m
4) b
ez k
orije
na
6 5 4 3 2 1

Primjena tehnologije zavarivanja u izradi čeličnih mostova 60
Diplomski rad Antun Rosandić
5 PLAN I PROGRAM KONTROLE KVALITETE PRI IZRADI I MONTAŽI
ČELIČNE KONSTRUKCIJE MOSTA
Svrha ovog Plana je stvaranje preduvjeta za realizaciju ugovornih obveza u skladu sa važećim
zakonima i propisima, naručiteljevim zahtjevima i očekivanjima, kao i jasno propisivanje načina
utvrđivanja i dokazivanja ostvarene kakvoće.
Plan se primjenjuje u fazama ugovaranja s podizvoditeljima, tijekom radioničke izrade,
strojarske montaže i elektro radova cestovnog mosta preko rijeke Save.
Konkretne specifikacije kakvoće, norme, propisi i zakoni čine dio glavnog projekta i zajedno s
ovim programom čini jednu cjelinu.
Zahtjeve ovog Plana Izvoditelj će primjenjivati u svim fazama realizacije ugovora i prenijeti će
ih na ugovore sa svojim podizvoditeljima.
5.1 ORGANIZACIJA
Projektant je odgovoran za izradu glavnog i izvedbenog projekta i ocjenu usklađenosti projekta
izvedenog stanja s glavnim i izvedbenim projektom.
Ovlašteni revident potvrđuje ispravnost rješenja u glavnom projektu na način propisan Zakonom
o gradnji RH.(N.N. br.52/99)
Nadzorni inženjer nadležan je za ocjenjivanje usklađenosti procesa građenja s građevnom
dozvolom i Zakonom o građenju RH, za ocjenu usklađenosti kakvoće i opsega izvršenih radova,
ugrađene opreme i proizvoda s zahtjevima navedenim u projektu, te da li je kakvoća dokazana
propisanim ispitivanjima i dokumentima.
5.2 NAČIN IZBORA KOOPERANTA I ISPORUČITELJA OPREME
Izvoditelj će izvršiti odabir podizvoditelja (kooperanata i isporučitelja opreme) na osnovu
provjere njihove podobnosti i zadovoljenja zakonskih uvjeta, a provjera će obuhvatiti najmanje
sljedeće elemente:

Primjena tehnologije zavarivanja u izradi čeličnih mostova 61
Diplomski rad Antun Rosandić
- posjedovanje ispravne registracije kod Privrednog suda za odgovarajuću djelatnost,
- posjedovanje odgovarajućih kadrovskih, tehnoloških i financijskih resursa,
- posjedovanje programa osiguranja kakvoće, postupaka ispitivanja i kontrole,
- posjedovanje odgovarajućih kvalifikacija za opremu, pogone, postupke i izvršitelja,
- proizvodne reference.
Prilikom ugovaranja Izvoditelji i njegovi podizvoditelji moraju biti obvezni na:
- jasno definiranje zahtjeva za kakvoću dijelova i cjelokupnog mosta s pripadajućim
zakonskim propisima,
- izradu i dostavu ovjerenog popisa osoba odgovornih za pojedine aktivnosti na realizaciji
ugovora, njihovih odjela i telefona,
- analiza svih postavljenih zahtjeva i pravovremeno postavljanje zahtjeva za izmjene i
pojašnjenja,
- uspostavljanje odgovarajućeg dokumentiranog sustava osiguranja kakvoće (program
osiguranja kakvoće, planovi kontrole) kojim će osigurati da projekt bude realiziran prema
postavljenim zahtjevima,
- pravovremenu izradu i predaju kompletne i o sadržaju ispravne primopredajne
dokumentacije, te pravovremeno postavljanje zahtjeva za dostavom svih podataka za njihovu
izradu,
- pravovremenu izradu i dostavu termin – plana (mora biti pregledan, detaljan, mora
obuhvaćati sve faze i termine realizacije),
- mjesečno izvještavanje o stanju realizacije,
- osigurati prava Naručitelju, odnosno Naručitelju i Izvoditelju na pristup u prostorije
Izvoditelja i njegovih podizvoditelja radi nadzora nad kakvoćom i ostvarenjem plana
realizacije ugovora,
- ispunjenje zahtjeva općih tehničkih uvjeta projekta, te uvjeta definiranih u Zakonu o gradnji.
5.3 DOKUMENTACIJA
Izvoditelj će izraditi i osigurati odobrenje za:
- konstrukcionu razradu čelične konstrukcije mosta do nivoa pozicija,
- terminski plan realizacije projekta,
- nabavne specifikacije s definiranim tehničkim uvjetima za izradu i isporuku,

Primjena tehnologije zavarivanja u izradi čeličnih mostova 62
Diplomski rad Antun Rosandić
- popis odobrenih odstupanja od izvedbenog projekta,
- podloge za izdavanje uporabne dozvole,
- plan kakvoće za izradu i montažu.
Prije početka izrade odnosno montaže podizvoditelji će izraditi i putem Izvoditelja osigurati
odobrenje za:
- terminski plan izrade i montaže,
- tehnološke postupke izrade dijelova čelične konstrukcije mosta,
- postupke zavarivanja i ateste postupaka,
- planove kontrole za izradu i montažu,
- postupke kontrole i ispitivanja specificirane u planovima kontrole (postupak za kontrolu
mjera i oblika ispitivanja bez razaranja i dr.),
- postupak za identifikaciju i označavanje dijelova,
- postupak za probnu montažu čelične konstrukcije mosta u radionici,
- tehnološki postupak izvođenja antikorozivne zaštite,
- postupak za pakiranje, transport i skladištenje do početka ugradnje,
- projekt pripremnih radova i organizacije gradilišta, (za montažne radove),
- projekt (tehnologiju) izvođenja montažnih radova,
- postupak za obradu tarnih površina,
- postupak za pritezanje i kontrolu sile pritezanja VV-vijaka.
Slijedeće dokumente Izvoditelj treba dostaviti na odobrenje Naručitelju, odnosno Nadzornom
inženjeru:
- konstrukcijsku razradu čelične konstrukcije mosta do nivoa pozicija,
- nabavne specifikacije s definiranim tehničkim uvjetima za izradu i isporuku,
- projekt (tehnologija) izvođenja montažnih radova,
- postupke svih tehnologija izvedbe i ispitivanja koji su od utjecaja na pouzdanost i
funkcionalnost,
- planove kontrole i ispitivanja,
- planove zavarivanja spojeva na montaži,
- izvještaje o ispitivanju, mjerenjima, evidenciji odstupanjima i korektivnim radnjama.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 63
Diplomski rad Antun Rosandić
Sve eventualne primjedbe na izrađenu dokumentaciju Izvoditelja i njegovih podizvoditelja
Izvoditelj će usuglasiti s predstavnicima Naručitelja, odnosno ovlaštenih institucija za izdavanje
građevne i uporabne dozvole.
Pri izradi navedene dokumentacije Izvoditelj i njegovi podizvoditelji unutarnjom kontrolom u
skladu s vlastitim sustavom osiguranja kakvoće i odredbama važećih zakonskih propisa
osiguravaju ispravnost i funkcionalnost tehničkih rješenja i specifikacija kojima udovoljavaju
zahtjeve Naručitelja.
Izvoditelj je dužan evidentirati sve izmjene dokumentacije lansirane u proizvodnju bez obzira na
uzrok izmjene, s naznakom predlagatelja izmjene i odobrenjem izmjena, a izmjenu može
odobriti samo funkcija koja je ovjerila originalnu dokumentaciju.
Spisak izmjena i važećih dokumenata mora biti pristupačan Naručitelju, odnosno njegovom
predstavniku kao i dokument koji registrira povlačenje nevažećih dokumenata, odnosno dostavu
važećih.
Tijekom izvođenja radova Izvoditelj, odnosno podizvoditelj se obvezuju na provođenje
programa, prikupljanje i čuvanje atesta i izvještaja koji sadrže podatke o kakvoći i prihvatljivosti
materijala i izvedenih radova.
Dokazna dokumentacija kakvoće obuhvaća:
- dokumentaciju o podobnosti Izvoditelja i podizvoditelja za izvođenje radova,
- popis i potvrde kakvoće osnovnog i dodatnog materijala, te spojnih elemenata,
- izvješća o kontroli i ispitivanju prema planovima kontrole,
- izvješća o ispitivanju bez razaranja,
- izvješće o ispitivanju tarnih spojeva,
- kvalifikacija procesa i postupaka,
- ateste osoblja (zavarivača) i operatera za ispitivanje,
- izvješće o kontroli zavarivanja,
- izvješća o dimenzijskoj kontroli (geodetske izmjere mosta i dijelova mosta prije, za vrijeme i
nakon izgradnje),
- izvješće o probnoj montaži,
- izvješće o kontroli sile pritezanja HV-vijaka,

Primjena tehnologije zavarivanja u izradi čeličnih mostova 64
Diplomski rad Antun Rosandić
- izvješće o debljini i prionljivosti zaštitnih premaza,
- izvješće završne kontrole montirane čelične konstrukcije mosta,
- građevinski dnevnik, dnevnik zavarivanja i antikorozivne zaštite.
Isporučitelj će osigurati ugovoreni broj primjeraka dokazne dokumentacije o kakvoći i predati
Naručitelju prilikom primopredaje objekta.
5.4 KONTROLA KVALITETE
Izvoditelj, odnosno podizvoditelj provodit će kontrolne aktivnosti tokom izrade i montaže u
skladu sa ugovorom, zahtjevima projekta, važećim normama, planovima kontrole i pisanim
procedurama.
Temeljni dokumenti za planiranje i provođenje kontrolnih aktivnosti su planovi kontrole. Ti
planovi će obuhvatiti sve faze izrade i montaže sa opisom načina i postupka kontrole.
Detaljan plan kontrole Izvoditelj će osigurati i predati Naručitelju na prihvaćanje i odobrenje.
Prilikom odobravanja planova kontrole Naručitelj će upisati svoje zahtjeve za prisutnost
pojedinim važnim aktivnostima označivši ih kao točke svjedočenja (W) ili točke zastoja (H).
Naručitelj i njegovi predstavnici imati će nesmetani pristup u prostorije Izvoditelja i njegovih
podizvoditelja u svim fazama izrade, montaže i ispitivanja, a u svrhu nadzora.
5.4.1 Kontrola prije izrade u radionicama
Prije početka izrade čelične konstrukcije mosta Izvoditelj i njegovi podizvoditelji provodit će:
a) kontrolu kompletnosti dokumentacije za izvođenje i kontrolu
b) prijemnu kontrolu nabavljenog materijala i opreme prema podacima iz
odobrenih crteža, atesta i normi:
- limovi i profili (DIN EN10025/91)
- dodatni materijal za zavarivanje (DIN 1913/84, DIN 8557/91, DIN 8559/84)
- vijci visoke klase čvrstoće(DIN 267, Teil 3 i 4/84, Teil 5/86)
- ležajevi za konstrukciju(DIN 4141, Teil 1 i 2/84)
- zaštitni premaz (DIN 55928, Teil 5/91)

Primjena tehnologije zavarivanja u izradi čeličnih mostova 65
Diplomski rad Antun Rosandić
c) kontrola svjedočanstva o sposobnosti radionice za zavarivanje prema
normi EN 719/94 (DIN 18800 ,Teil 7)
d) kontrolu atesta zavarivača(DIN EN 287, Teil 1/92)
e) kontrolu atesta postupaka zavarivanja(DIN EN 288, Teil 1,2/92)
f) kontrolu atesta opreme za zavarivanje
g) kontrolu kvalifikacija operatera za ispitivanje bez razaranja
5.4.2 Kontrola u tijeku radioničke izrade
Tijekom radioničke izrade provode se u skladu s planovima kontrole i pripadajućim kontrolnim
postupcima slijedeće aktivnosti:
- identifikacija i sljedivost kakvoće ulaznih materijala, (kontrola prijenosa šarži),
- kontrola krojenja i obilježavanja pozicija,
- dimenzijska kontrola prema odobrenim crtežima i normi za toleranciju mjera i oblika
zavarenih konstrukcija EN ISO 13920/96 (Sl.list SFRJ,br.41/64),
- kontrola zavarivanja i pripreme za zavarivanje prema pisanim postupcima i crtežima,
- kontrola kvalitete zavara (nerazorne metode) prema normi EN 25817/1992 (SL.list SFRJ,br
41/64),
- kontrola odstupanja od linearnosti tlačnih ploča i ukrućenja prema smjernicama DASt Ri
012,
- probna montaža (probna montaža izvodi se po pravilu u prisutnosti ovlaštenih predstavnika
proizvođača čelične konstrukcije, Naručitelja, Izvoditelja montažnih radova i Projektanta),
- kontrola čistoće površina prije zaštite i kakvoću izvedenih antikorozivnih premaza(DIN
55928 ,Teil 4,5/91),
- izdavanje odgovarajućih izvješća o izvršenim kontrolama,
- provjera načina i ispravnosti vođenja dnevnika izrade, zavarivanja i antikorozivne zaštite,
- kontrola označavanja, pakovanja, skladištenja i otpreme.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 66
Diplomski rad Antun Rosandić
5.4.3 Kontrola prije početka montaže
Prije početka montaže (čelične konstrukcije mosta) provode se sljedeće kontrolne aktivnosti:
- prijemna kontrola dostavljene konstrukcije iz radionice podizvoditelja, dodatnog materijala,
sredstava za antikorozivnu zaštitu spojnih elemenata i ležaja,
- preuzimanje građevinskih radova (kontrola i preuzimanje temelja),
- kontrola da li postoje svi geodetski podaci koji određuju položaj konstrukcije u prostoru,
- kontrola pripremnih radova za montažu,
- pregled tehnologije montaže, tehnologije zavarivanja, planova kontrole i postupaka kontrole
i ispitivanja,
- kontrola atesta postupaka zavarivanja, (DIN EN 288, Teil 1/92),
- kontrola kalibracije opreme za zavarivanje, ispitivanje i pritezanje vijaka,
- kontrola atesta zavarivača (DIN EN 287, Teil 1/92),
- provjera ispravnosti sredstava za rad i osposobljenosti osoblja za montažne radove.
5.4.4 Kontrola tijekom građenja i montaže
Kontrola kompletnosti dokumentacije na gradilištu
Na gradilištu treba postojati:
- građevinska dozvola,
- rješenje o upisu u sudski registar Izvoditelja i njegovih podizvoditelja,
- akt o postavljanju voditelja građenja,
- akt o imenovanju odgovorne osobe za nadzor radova Izvoditelja,
- projekt pripremnih radova i organizacija gradilišta,
- izvedbeni projekt i dokumentacija za izvođenje i kontrolu radova,
- atesti zavarivača i postupci zavarivanja,
- dokazna dokumentacija o kakvoći materijala i opreme koja se ugrađuje.
Kontrola izvršenih radova
Kontrola izvršenih radova tijekom montaže čelične konstrukcije mosta provodi se prema
planovima kontrole i kontrolnim postupcima, a obuhvaća:

Primjena tehnologije zavarivanja u izradi čeličnih mostova 67
Diplomski rad Antun Rosandić
- kontrolu tokom montaže i centriranja prema Pravilniku o tehničkim mjerama i uvjetima za
montažu čelične konstrukcije (Sl.list SFRJ,br.29/70),
- kontrolu pripreme spojeva za zavarivanje,
- kontrolu mjera i oblika,
- kontrolu parametara zavarivanja,
- vizualnu, dimenzijsku i kontrolu obilježavanja zavara,
- kontrolu kakvoće zavara (nerazorne metode),
- kontrolu tarnih spojeva spregnuti s vijcima visoke klase čvrstoće(DIN 18809/87, HRN
U.E7.140/85, DIN 18800 Teil 7),
- kontrolu izvršene antikorozivne zaštite(DIN 55928 Teil 5/91),
- završnu kontrolu,
5.4.5 Primopredaja i tehnički pregled
Izvoditelj radova će organizirati završna ispitivanja i kontrolu na gradilištu u prisutnosti
Naručitelja, pri čemu će se izvršiti slijedeće aktivnosti i nalaz zapisnički konstatirati:
- provjera kompletnosti konstrukcije mosta,
- dimenzijska (geodetska) kontrola ugradbenih mjera,
- pregled zategnutosti vijčanih spojeva,
- kontrola tehničkih zaštitnih mjera,
- vizualnu kontrolu ispravnosti ugrađene i montirane konstrukcije,
- pregled dokazne dokumentacije o kakvoći i pouzdanosti izvedbe.
Navedene aktivnosti izvršava Izvoditelj uz prisutnost podizvoditelja prema potrebi, Naručitelja i
nadzornog inženjera. O izvršenim aktivnostima Izvoditelj će sastaviti zapisnik koji sadrži:
- datum završnog pregleda,
- predmet završnog pregleda,
- nalaz s eventualno uočenim neusklađenostima i obavezom tko i do kada mora iste otkloniti,
te
- popis svih učesnika.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 68
Diplomski rad Antun Rosandić
Po uspješno obavljenom završnom pregledu, uz predočenje zapisnika o izvršenju istog, predaje
dokazne dokumentacije kakvoće, uklanjanja otpada i viška materijala s gradilišta izvršava se
primopredaja ugovorene izvedbe.
Na temelju zapisnika o izvršenom završnom pregledu i primopredaji Naručitelj organizira
tehnički pregled kako bi ishodio uporabnu dozvolu. [3]

Primjena tehnologije zavarivanja u izradi čeličnih mostova 69
Diplomski rad Antun Rosandić
6 ZAKLJUČAK
U diplomskom radu se obrazlaže primjena tehnologije zavarivanja u mostogradnji. Daje se
osvrt na postupke elektrolučnog zavarivanja koji se najčešće primjenjuju u mostogradnji. Kao
reprezentativni primjer gradnje mostova u čeličnoj konstrukciji odabran je čelični most na
autocesti Zagreb – Macelj, na dionici Zaprešić – Jankomir.
Pri gradnji ovog čeličnog mosta primijenjeno je: ručno elektrolučno zavarivanje (REL),
elektrolučno zavarivanje pod praškom (EPP), te elektrolučno zavarivanje u zaštiti aktivnog
plina CO2 (MAG).
U eksperimentalnom dijelu rada se obrazlaže verifikacija postupka elektrolučnog zavarivanja
MAG postupkom uz primjenu prahom punjenih žica i vanjske CO2 plinske zaštite, kao
suvremenog pristupa tehnologiji zavarivanja u mostogradnji, te su dani rezultati atesta
postupka zavarivanja sučeonog spoja u vertikalnom položaju zavarivanja. Primijenjeni
postupak zavarivanja je poluautomatsko MAG zavarivanje praškom punjenom žicom u
dodatnoj plinskoj zaštiti (100% CO2). Osnovni materijal bio je čelik oznake S355J2G3 (EN
10025) debljine 12 mm. Nakon verifikacije postupka zavarivanja uslijedila je primjena ovog
postupka u radioničkoj izradi segmenata mosta.
Kroz detalje iz gradnje zavarenih čeličnih konstrukcija mostova (most na relaciji Zaprešić –
Jankomir) pokazani su karakteristični elementi konstrukcijskog oblikovanja, primjena
naprava za dovođenje dijelova segmenta u projektirani položaj, te mogućnosti primjene
automatiziranog MAG postupka kod izvođenja većih duljina zavara na orto ploči i hrptovima
glavnog nosača. Navedeni su parametri zavarivanja kod primjene prenosivih kolica za
zavarivanje WELDCAR, te prednosti i nedostaci primjene ovog uređaja. Probna primjena
ovog uređaja pokazala je njegovu neučinkovitost kod zavarivanja zavara duljine manje od 1
m zbog vremena koje se utroši na preseljenje i pozicioniranje uređaja.
Pored toga detaljnije se obrazlažu aktivnosti na kontroli i osiguranju kvalitete u izradi mosta u
zavarenoj izvedbi.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 70
Diplomski rad Antun Rosandić
7 LITERATURA
[1] Milosavljević, M. ; Radojković , M. ; Kuzmanović, B.: Osnovi čeličnih konstrukcija.
Građevinska knjiga, Beograd, 1986.
[2] Buđevac, Dragan; Stipanić, Bratislav: Čelični mostovi. Građevinska knjiga, Beograd,
2002.
[3] Tehnička i tehnološka dokumentacija tvornice Montaža – Đuro Đaković, Slavonski Brod,
2005.
[4] Juraga , Ivan; Ljubičić, Kruno; Živčić, Mato: Pogreške u zavarenim spojevima. HDTZ,
Zagreb, 1998.
[5] Omer, Pašić: Zavarivanje. Univerzitetska knjiga Svjetlost, Sarajevo, 1998.
[6] Samardžić, Ivan; Klarić Štefanija; Despotović, Božo; Kožul, Anto; Topić, Vedran:
Studentski digitalni udžbenik – Analiza tehnologičnosti zavarenih konstrukcija, Strojarski
fakultet u Slavonskom Brodu, Slavonski Brod, 2001. www.sfsb.hr/kth/zavar
[7] Lukačević, Zvonimir: Zavarivanje. , Strojarski fakultet u Slavonskom Brodu, Slavonski
Brod, 1998, str. 4-1 - 4-13.
[8] Samardžić, Ivan; Kožuh, Zoran; Despotović, Božo: Model informacijskog sustava za
projektiranje tehnologije zavarivanja. Automatizacija u zavarivanju i srodnim postupcima.
36. savjetovanje Društva za tehniku zavarivanja, Zadar, 2005, str.109-118.

Primjena tehnologije zavarivanja u izradi čeličnih mostova 71
Diplomski rad Antun Rosandić
8 PRILOZI
Prilog 1: Slijed proizvodnih i kontrolnih aktivnosti za poprečni nosač TYP 6
(crtež br.06.34 – 022A)
Prilog 2: Slijed proizvodnih i kontrolnih aktivnosti za orto ploča – segment V
(crtež br.06.34 – 105A)
Prilog 3: Slijed proizvodnih i kontrolnih aktivnosti za hrbat glavnog nosača uzvodni
(crtež br.06.34 – 209A)
Prilog 4: Plan krojenja hrpta i ortotropne čelične ploče – raspored materijala
(crtež br.06.34 – 0002)
Prilog 5: Tehnološka karta br.01 - ortoploča segment V nosača – uzvodni segment V
(crtež br. 0209)
Prilog 6: Tehnološka karta br 02 - hrbat glavnog
(crtež br. 0105)
Prilog 7: Tehnološka karta br 05 - poprečni nosač TYP 6
(crtež br. 0022)
Prilog 8: Tehnološka karta br 07 – karakteristični zavari orto ploče i donje lamele