Embed Size (px)
Citation preview

1
Please cites this article as:
A. Siddika, M.A. Al Mamun, R. Alyousef, Y.H.M. Amran, F. Aslani, H.
Alabduljabbar, Properties and utilizations of waste tire rubber in concrete: A review,
Constr. Build. Mater. 224 (2019) 711–731. doi:10.1016/j.conbuildmat.2019.07.108.
Properties and utilizations of waste tire rubber in concrete: A review
Ayesha Siddika*1, Md. Abdullah Al Mamun2, Rayed Alyousef3, Y.H. Mugahed Amran3, Farhad Aslani4,5
and Hisham Alabduljabbar3
1Department of Civil Engineering, Pabna University of Science and Technology, Pabna-6600, Bangladesh. Tel:
+8801719453024 and Email: [email protected]; [email protected] (Corresponding Author) 2Department of Civil Engineering, Rajshahi University of Engineering and Technology, Rajshahi-6204, Bangladesh.
Email: [email protected] 3Department of Civil Engineering, College of Engineering, Prince Sattam Bin Abdulaziz University, 11942 Alkharj,
Saudi Arabia. Email: [email protected] (Alyousef); [email protected] (Amran);
[email protected] (Alabduljabbar) 4Materials and Structures Innovation Group, School of Engineering, University of Western Australia, WA 6009,
Australia. Email: [email protected] 5 School of Engineering, Edith Cowan University, Joondalup, WA 6027, Australia.
Abstract
Accumulation of waste is subsequently increased to hazardous levels. Tire waste is one of them
that cause serious environmental issues because of the rapid rise in and numerous variations of
modern developments worldwide. Thus, recycling waste tire rubber in the form of aggregates as
supplementary construction material is advantageous. This paper reviews the source of waste tire
rubbers and rubberized cementitious composites along with their material properties, usages,
durability, and serviceability performances. This study also aims to provide a fundamental insight
into the integrated applications of rubberized concrete (RuC) composite materials to improve
construction methods, including applications to enhance environmental sustainability of concrete
structures in the construction industry. Inclusion of recycled rubber aggregate (RA) lightens
concrete, increases its fatigue life and toughness, advances its dynamic properties, and improves
its ductility. Concrete with recycled RA performs well in hot and cold weather and achieved
significant results under critical exposure and various loading conditions. Though RuC possesses
low mechanical strength in general, specific treatment and additives inclusion can be a good
solution to improve those properties reliably. Investigations of RuC as materials are available
significantly, but researches on the structural members of RuC should be enriched.

2
Keywords: rubberized concrete; waste tire; recycled rubber aggregate; durability; mechanical
performance.
Contents Abstract ......................................................................................................................................................... 1
1 Introduction ....................................................................................................................................... 3
2 Source of waste tire rubber ............................................................................................................... 7
3 General recycling of rubber waste from waste tire ........................................................................... 8
4 Characteristics of tire rubber aggregate .......................................................................................... 10
5 Rubberized cementitious composites .............................................................................................. 12
5.1 Rubberized mortar ...................................................................................................................... 12
5.2 Rubberized composites ............................................................................................................... 13
5.3 Rubberized concrete .................................................................................................................... 13
6 Fresh properties of rubberized concrete .......................................................................................... 14
6.1 Workability and Density ............................................................................................................. 14
6.2 Rheological properties ................................................................................................................ 16
7 Physical properties .......................................................................................................................... 17
7.1 Shrinkage properties ................................................................................................................... 17
7.2 Creep behavior of rubberized concrete ....................................................................................... 18
8 Mechanical properties of rubberized concrete ................................................................................ 19
8.1 Compressive strength .................................................................................................................. 19
8.2 Compressive stress–strain curves and modulus of elasticity ...................................................... 21
8.3 Tensile strength ........................................................................................................................... 24
8.4 Flexural strength ......................................................................................................................... 25
8.5 Resistance to abrasion ................................................................................................................. 26
8.6 Resistance of impact ................................................................................................................... 28
8.7 Resistance to fatigue ................................................................................................................... 29
9 Dynamic properties ......................................................................................................................... 30
10 Durability properties ....................................................................................................................... 32
10.1 Water permeability and water absorption ................................................................................... 32
10.2 Carbonation resistance ................................................................................................................ 34
10.3 Chloride ion penetration.............................................................................................................. 35

3
10.4 Sound absorption ........................................................................................................................ 36
11 Functional properties ...................................................................................................................... 38
11.1 Fire resistance and thermal conductivity..................................................................................... 38
11.2 Freeze-thaw resistance ................................................................................................................ 39
11.3 Electrical resistivity .................................................................................................................... 40
12 Present state of utilization of rubber in concrete ............................................................................. 42
12.1 Pre-treatment of tire rubber ......................................................................................................... 42
12.2 Rubber as binder ......................................................................................................................... 43
12.3 Rubber as fine aggregates ........................................................................................................... 44
12.4 Rubber as coarse aggregates ....................................................................................................... 45
12.5 Rubber as fiber ............................................................................................................................ 46
13 Future trends of rubberized concrete............................................................................................... 47
14 Conclusions ..................................................................................................................................... 48
Acknowledgment ........................................................................................................................................ 50
References ................................................................................................................................................... 50
1 Introduction
Tire production for vehicles is increasing exponentially given the rapidly growing population and
transportation development. Substantial rubber waste is produced from waste tires past their
service time. Raffoul et al. [1] stated that tire waste is nearly proportional to tire production given
that the world’s yearly tire production exceeded 2.9 billion tires in 2017. This massive amount of
non-biodegradable waste occupies a large area and causes environmental hazards. Burning or
using tire as fuel may produce toxic gases that are harmful for environment and may cause
destructive pollution of natural air [2,3]. Tire rubber contains styrene, a strongly toxic component
that is highly damaging to humans [4]. Therefore, dumping of waste tires may be very dangerous
to human health. Recycling of waste in any way is beneficial. In recent years, researchers have
attempted to establish a proper guideline for recycling tire waste in different ways. The global tire
recycling market was valued at USD 0.95 billion in 2016 and is expected to grow at a compound

4
annual growth rate of 2.1% during the forecast period [5]. The same report revealed that North
America accounts for approximately 31% of the revenue share of the global tire recycling market.
In response to the growing environmental concerns, waste tires are now being recycled in a manner
that not only benefits the environment but also contributes to economic growth. As shown in Fig.
1, based on the report of the US Tire Manufacturers Association [6], only 16% of scrap tires are
dumped in landfills while the rest are being recycled in different ways. The energy recovered from
waste tires also contribute to the economy of industries in developed countries. Around 6% to 8%
of waste tires are being recycled as civil engineering materials in the US and in EU countries, but
only around 0.4% of waste tires are being recycled in Australia [6–8] (Fig. 1).
Disposal of scrap tires in the US (2017) [6]

5
Destination of waste tires in Australia (2016-2017) [7] Materials recovery from waste tires in the EU (2016) [8]
Fig. 1: Recycling status of waste tires in developed countries
Concrete is the most used construction material in the world. Optimizing the cost while
maximizing the strength and durability of concrete along with improving the greenness of concrete
construction are current global challenges. This issue requires advanced materials that can replace
the traditional components of concrete. Given the good strength, ductility, and strain control
properties of tire waste, it may be utilized as a substitute for concrete components. Rubber can be
applied to concrete and mortar by replacing fine aggregates (FA) and coarse aggregates (CA) or
used as binder. The advantages of incorporating crumb rubber (CR) into any engineering
cementitious composite (ECC) include lowering the CO2 emissions and increasing the greenness
of the environment [9,10]. Moreover, the collection of natural sand is changing the direction of
river flow and causing the loss of river bed stability. Such effects could be minimized through
saving natural sand by supplanting it with CR in construction purpose. The addition of flexible
rubber into rigid concrete alters the overall performance and properties of concrete [11] and may
help produce low self-weight structures with cost sustainability by reducing the use of natural
0%
5.60% 0.40%
1.80%
38.70%
2.90%
6.70%
33%
10.90%
Energy recovery (local)
materials reuse &recycling (local)Civil Engineeringapplication (local)Steel recycling
Exporetd ( tire derivedfuel, baled & casings)Operational stockpiles
Landfill
Mining landfill
Unknown destination
75%
15%
1%
2%1%
6%
Granulation
Incorporation in
cement
steel mills & foundries
Reuse for other
purposes
Pyrolysis
Civil engineering
public works &
backfilling

6
aggregates. A 14%–28% reduction in unit weight of concrete can be obtained by replacing 10%–
30% sand with CR [12]. Mechanical strength is generally decreased when the natural aggregates
in plain concrete (PC) is replaced by rubber. A range of 30%–63% compressive strength reduction
may occur [13] when 5%–20% of FA in PC is replaced by powdered rubber to produced rubberized
concrete (RuC). Thomas and Gupta [2] concluded that replacement of 12.5% FA in concrete by
CR is optimum with respect to better resistance to water absorption and carbonation, as well as
attainment of moderate compressive strength. Senin et al. [14] advised not to exceed 20% rubber
content in concrete. In some cases, when rubber-concrete adhesion is satisfactory, the tensile
strength of RuC outperforms PC by replacing a small percentage of sand with rubber [15]. Most
research reveals that the ductility, fatigue resistance, and impact resistance of RuC is better than
those of PC [16–18]. Inclusion of rubber may help the uniform and easy dilation of concrete under
load [19]. RuC can be applied in the construction of structural elements with requirements of
moderate strength, low density, and high toughness [12,20]. Other desirable applications of RuC
involve vibration damping in structures, industrial floors, road pavements, retaining structures,
bridge sidewalks, and decks [14,15,21,22]. RuC could be also utilized in hydraulic structures, such
as in tunnels and dam spillways, where high abrasion resistance is needed [23]; in thermal and
acoustic insulation system [24]; in running tracks and roadside barriers, where high impact energy
absorption capacity is needed [25]; in parking areas [26]; and in cold climate zones with
considerable freeze thaw effects [27]. This study aims to provide a fundamental background of
rubberized concrete. Using tire in concrete can reduced pollution in environment. Mechanical
performance, durability, behavior under various loading conditions of rubberized concrete with
present guidelines and benefits are also presented. However, this paper reviews the source of waste
tire rubbers, rubberized cementitious composites, material properties, applications, and durability

7
and serviceability performances. This review also aims to provide a comprehensive insight into
the integrated applications of concrete composite materials to improve the methods of
construction, including the applications towards a better environmental sustainability of concrete
structures in the construction industry today.
2 Source of waste tire rubber
Major source of rubber waste is tire waste, which is broadly classified into automobile and truck
tires [13]. Mostly tires from various sources are different in physical properties and compositions.
Thus, they have different effect on concrete strength when used. The common ingredients of tire
are natural and synthetic rubbers, carbon black, metal, textile fabric and additives. RA can be
extracted from tires by using mechanical grinding either at ambient or cryogenic or pyrolysis
temperature [28]. A typical diagram of tire showing its all parts is presented in Fig. 2 [29]. The
content of rubber with other major ingredients of different tires are listed in Table 1.
Fig. 2: Raw materials of tire [29]

8
Table 1: Typical composition of tires
Refs. Type of tire
Composition (%)
Natural
rubber
Synthetic
rubber
Carbon
black Steel Ash
Others (fabric, textiles,
fillers, and accelerators)
[30] Car tire 14 27 28 14-15
Truck tire 27 14 28 14-15
[31] 23.1 17.9 28 14.5 5.1 16.5
[32] Car tire 21-42 40-55 30-38 3-7
[33] Car tire 41-48 22-28 13-16 4-6
Truck tire 41-45 20-28 20-27 0-10
The constituents of rubber are vulcanized together to get the specific characteristics of tires.
Meanwhile, the incorporation of various additives such as stabilizers, antioxidants and
antiozonants in production of tire rubbers are making it non-biodegradable, resistant to
photochemical decomposition, chemical reagents and high temperatures [33]. Thus waste tire
management are technologically, economically and ecologically challengeable. Though car and
truck tires are composed of special combination of constituents, most of them contain nearly same
amount of natural and synthetic rubber content. Approximately 14%-55% rubber can be extracted
from any types of tire depending upon the actual compositions. Most of the share of rubber comes
from the tread and sidewall parts of tires.
3 General recycling of rubber waste from waste tire
Waste tire can be recycled through reconstruction, recovery of engineering materials, or deriving
energy from such waste [33]. In industry, waste tire can be used as fuel with high heat value, and
the by-products of rubber ash and steel fibers can be applied to concrete production [33]. As can
be seen in Fig. 1, waste tires are mostly utilized for energy recovery and are being reused as fuel
and construction materials in developed countries. Different types of composites derived from
waste tires are also being recycled in the construction sector. The flow chart in Fig. 3 [29] presents
the whole life cycle of a tire up to its disposal. As observed, a waste tire can be recycled in various
ways. This study aims to determine the use of waste tires as cementitious materials. Waste tire
contains rubber and steel fibers, which can be separated by applying different techniques and could
act as alternatives to raw engineering materials. CR recycled from waste tire can be used in

9
concrete as FA and CA. Steel fibers derived from tire waste can be used in concrete [34]. The
recycled rubber fibers and steel fibers make concrete stronger and tougher and exhibit improved
post cracking behavior [35] and higher fatigue life [36]. Recycled fibers also provide economic
benefits in construction. The overall process of extracting RA from waste tires is illustrated in Fig.
4 [37], which also shows each step in using a mechanical grinding system to manufacture different
types of RA from waste tires.
Fig. 3: The various stages in the life of a tire [29]

10
Fig. 4: Industrial production process of tire waste as rubber aggregates [37]
4 Characteristics of tire rubber aggregate
RA can be used in varying sizes to generate proper gradation. Chipped rubber is generally used to
replace CA, irregularly-shaped CR is employed as FA, and powdered rubber may be utilized as
filler, binder, or fine sand in concrete [13,38]. Fiber obtained from waste tire is relatively efficient
in terms of improving strength properties of RuC [22]. Different types of recycled rubber
aggregates (RAs), as they appeared in [24], are shown in Fig. 5. Density of recycled tire rubber
may vary between 0.5 and 0.55 g/cm3 [3,39]. The low water absorption capacity and density of
recycled RA suits the requirement of light weight aggregates. The typical physical properties of
recycled tire rubber as reported in previous studies are presented in Table 3. The general
composition of CR involves natural and synthetic rubber, carbon black, zinc, silicon, and other
components listed in the Table 4. The major component of carbon black acts as reinforcement [40].

11
Fig. 5: Rubber aggregates: (A) shredded, (B) crumb, (C) granular, and (D) fiber [24]
Table 2: Typical sizes of RAs
Refs.
Size of aggregates (mm)
Chipped/ shredded
rubber
Crumb Rubber Ground/powdered rubber Fiber rubber
[13] 25–30 3–10 <1
[38] 13–76 0.425–4.75 0.075–0.0475
[28] 13–76 0.5–5 0.15–19 8.5–21.5
Table 3: Physical characteristics of tire rubber Refs. Size in (mm) Water absorption (%) Specific gravity Density (t/m3)
[1] 0–5 - - 0.40–0.46
5–10 5.30–8.90 1.10 0.45
10–20 0.80–1.30 1.10 0.48
[41] 0.15–2.36 - 0.83 0.530
[42] 2–6 0.65 1.12 0.489
Table 4: Chemical composition of CR from tire waste
Refs.
Compositions (%)
Ca
rbo
n
Bla
ck
Ox
yg
en
Zin
c
Su
lfu
r
Sil
ico
n
Ma
gn
esiu
m
Alu
min
um
Nit
rog
en
Hy
dro
gen
Ash
Po
lym
er
Org
an
ic
com
po
un
ds
[43] 87.51 9.23 1.76 1.08 0.20 0.14 0.08 - - - - -
[44] 31.3 - - 3.23 - - - - - 5.43 38.3
[45] 40 - - - - - - - 45 15
[46] 91.5 3.3 3.5 1.2 - - - - - -
[3,39] 30–38 - - 0-5 - - - - - 3–7 40–55 -
[47] 81.2–
85.2
1.72–
2.07 -
1.52–
1.64 - - -
0.31–
0.47
7.22–
7.42 - - -

12
5 Rubberized cementitious composites
5.1 Rubberized mortar
Rubberized mortar can be produced by replacing FA in mortar composites using crumb or
powdered rubber at certain degrees of replacement. Rubberized mortar is lighter than plain mortar,
but shows the same irregular morphological pattern, thereby leading to a porous structure [48].
Angelin et al. [46] investigated the voids in rubberized mortar by scanning electron microscopy
(SEM) technique and found that the density of rubberized mortar decreased with the addition of
rubber due to the rubber’s lightness and the void spaces entrapped in the cement matrix by RA.
Rubberized mortar has high sound absorption capacity because of its high porosity [48]. Moreover,
rubberized mortar has lower strength than plain mortar. The compressive and flexural strength of
mortar with 5% CR is nearly 85% and 96% of normal mortar, respectively; furthermore,
rubberized mortar exhibits a ductile failure mode with high deformation resistance [49]. The
strength properties of rubberized mortar can be improved by adding a composite with rubber. Pre-
coating of RA with limestone powder along with the addition of silica fume may help enhance the
bonding between cement paste and rubber in mortar; it also increases the overall strength and
decreases capillary absorption [49]. Abd. Aziz et al. [50] used CR with oil palm fruit fiber to
produce a green composite of mortar with low cost and modified strength. Their study revealed
improvements in the compressive strength, split tensile strength, and flexural strength following
inclusion of 0.5% oil palm fruit fiber in 0%–40% CR used mortar. Rubberized mortar also exhibits
high durability and can be utilized for protective plastering. Such characteristic is due to the fact
that hydrophobic performance of rubberized mortars are better than that of its conventional
counterpart, and such performance can be magnified by increasing the amount of smaller rubber
particles [51]. Oikonomou and Mavridou [52] investigated chloride ion penetration in rubberized

13
mortar. Approximately 56% more resistance to chloride penetration was observed when 12.5%
sand was replaced by CR with bitumen emulsion in the mortar. The drying shrinkage damage and
alkali silica reaction of mortar can be reduced by the incorporation of rubber particles [53]. Rubber
fiber increases the matrix ductility, allows for bridging between cracks, and reduces capillary
pressure. Overall, a 97.5% shrinkage crack area can be minimized by adding 0.4% tire rubber fiber
[54]. Therefore, the overall performance of rubberized mortar is sustainable.
5.2 Rubberized composites
Rubberized composites from different polymers can be specially formed. To do this, composites
in tire rubber must be separated and mixed with required additives. A special geopolymer
composite can be formed using NaOH and Na-K water glass activator with the homogenous mixer
of fly ash and tire-based steel fiber mixed at a specific proportion [55,56]. However, the quality of
rubberized geopolymer may not be as high as that of a pure one because of the involvement of
rubber waste. A non-effloresced 3rd class brick with 3.98 MPa compressive strength can be molded
using rubberized geopolymer [56]. Furthermore, any rubberized ECC has high durability, high
flexural deformation resistance, and high resistance to control shrinkage and cracks [9]. Baricevic
et al. [57] investigated the uses of recycled polymer from waste tire rubber in wet sprayed concrete
as replacement for polypropylene fibers; the recycled polymer had lower capillary absorption and
high resistance to freeze-thaw conditions. Crushed rubber particles can be recycled with elastomers
or thermoplastics to create eco-friendly rubber-polymer composites [58].
5.3 Rubberized concrete
The density of RuC is lower than that of PC. Noaman et al. [59] found a 3% reduction in density
when 15% of the sand was replaced by CR, whereas Youssf et al. [60] found a 6.9% reduction
when 50% of the sand was replaced by CR. RuC density decreases with increasing amount and
14
size of RAs; for instance, approximately 38% lower density was observed for RuC with a 10%
replacement level [61]. This phenomenon occurs due to rubber’s air adhesion and hydrophobicity
[43], as well as the formation of porous concrete matrix. The density of CR added concrete is
between 1800 and 2100 kg/m3 [62]. Conversely, Herrero et al. (2013) confirmed the largest density
reduction for RA with a small particle size. Demir et al. [63] created a tire rubber concrete block
and discovered higher porosity in structures with higher rubber content. By contrast, Nacif et al.
[64] found no effects of rubber addition on the porosity of cementitious composites. Addition of
rubber changes the compositions and chemical reactions in concrete, and has an adverse effect on
the hydration process. The carbon and sulfur impurities in RuC are much higher than those in PC,
thereby causing poor chemical reactions during hydration and generating an undesirable reduction
in concrete strength [65]. Given its porosity and impurities, RuC has lower mechanical strength
than PC. Meanwhile, the addition of RA causing an increase in setting time of RuC also, which
increases with the content of RA [66]. Despite such disadvantages, RuC has more elastic behavior
[67] and ductility [68] compared with PC. The energy absorption capacity of RuC is likewise better
than that of PC [59]. RuC outperforms PC in terms of abrasion resistance, and the former could be
used in floors as heavy duty tiles [23]. Finally, RuC displays better durability against chemical
absorption than PC [69].
6 Fresh properties of rubberized concrete
6.1 Workability and Density
RuC has a lower workability compared with PC. The slump value of RuC decreases along with
the increasing percentage or replacement of aggregates by rubber [61,70,71]. Specifically, slump
value reductions of around 19% to 93% were observed at replacement levels of 20% to 100% [72].
The reduction in workability can be mainly attributed to the higher water absorption capacity of

15
rubber compared with that of sand, whereas the low slump value can be ascribed to the small
particle size of the RA [71]. Workability increases along with the high specific surface area of the
concrete constituents even though a finer RA has a higher surface area compared with a coarser
RA; therefore, a higher reduction is also observed in workability [73]. This finding is more
pronounced for the high roughness of RA. Because the rough surface of RA causing the increasing
particle friction within concrete and reacquires more energy to flow [45]. Therefore, to obtain
similar workability water requirement in RuC is higher than PC. Fig. 6a [74] shows the variations
in slump value along with rubber content in concrete and reveals that the workability significantly
decreases when the rubber content exceeds the replacement level by 15%. Although previous
studies have proposed a dosage of superplasticizers to enhance the workability of RuC [66,75].
Some contradiction found in literatures also, where workability increased by up to 93% along with
an increasing fine RA (for the 30% replacement level) [76,77].
Rubber content
Rubber content
(a) Workability of rubberized concrete (b) Unit weight of rubberized concrete
Fig. 6: Variation in the slump value and unit weight of RuC with rubber content [74]
Annotations: SF = silica fume

16
RAs have a lower density compared with natural aggregates, and the replacement of natural
aggregates by RA can reduce the density of concrete. The very low adhesion between rubber and
cement paste in concrete can also explain the reduction in density given that rubber acts as a void
in the concrete matrix that increases its porosity, thereby resulting in a low unit weight [38,78].
Increasing the RA content corresponds to reducing the unit weight of RuC as shown in Fig. 6b
[74]. The density of RuC typically decreases along with the RA content and size (as described in
Section 5.3). In most cases, the density of RuC reduces by around 20% to 30% (about 1800 kg/m3
to 2100 kg/m3) compared with PC. In addition, replacing 6% to 18% of FA with RA reduced the
density of RuC by 1.6%–4.9% compared with PC [79].
6.2 Rheological properties
Along with static and dynamic yield stresses, plastic viscosity is a rheological property of
cementitious mix that greatly depends on water content, aggregate properties, gradation of
aggregates, mixing time, mixing system, and temperature. The shapes and textures of aggregates
have a strong influence on the rheological properties of concrete. Güneyisi et al. [80] performed
a rheometer test and found that at the same rotational speed, the use of RA in concrete increased
the applied torque because RAs are not as spherical as the natural aggregates. They also observed
the highest torque increment in the self-compacting RuC with an RA that has a longitudinal size
of 10 mm to 40 mm. As shown in Fig. 7 [66], replacing FA with CR gradually increases the value
of viscosity; therefore, a high shear rate mixing system is required in the preparation of a workable
RuC. To reduce this negative effect of RuC, fly ash should be added as a binder [66].

17
Fig. 7: Viscosity of self-compacting RuC [66]
Annotations: R = rubber; FA= fly ash
7 Physical properties
7.1 Shrinkage properties
The RA with low stiffness plays an important role in limiting the number of cracks resulting from
shrinkage by reducing the internal restraint, lowering the elastic modulus, and bridging the cracks
that propagate within the concrete [81]. The low elastic modulus of materials has been proven to
reduce the thermal and shrinkage stresses. Although the addition of RA can reduce the modulus
of elasticity [82] and subsequently reduce the shrinkage stress and control the shrinkage cracks up
to a reliable limit, using RA to replace the natural aggregates by 20% can improve the resistance
of the material to shrinkage cracking [83]. In [81], the plastic shrinkage of RuC decreases along
with the addition of RA. The plastic shrinkage gradually increases after exceeding the 20%–25%
replacement level. By contrast, previous studies reveal that the addition of RA can increase the
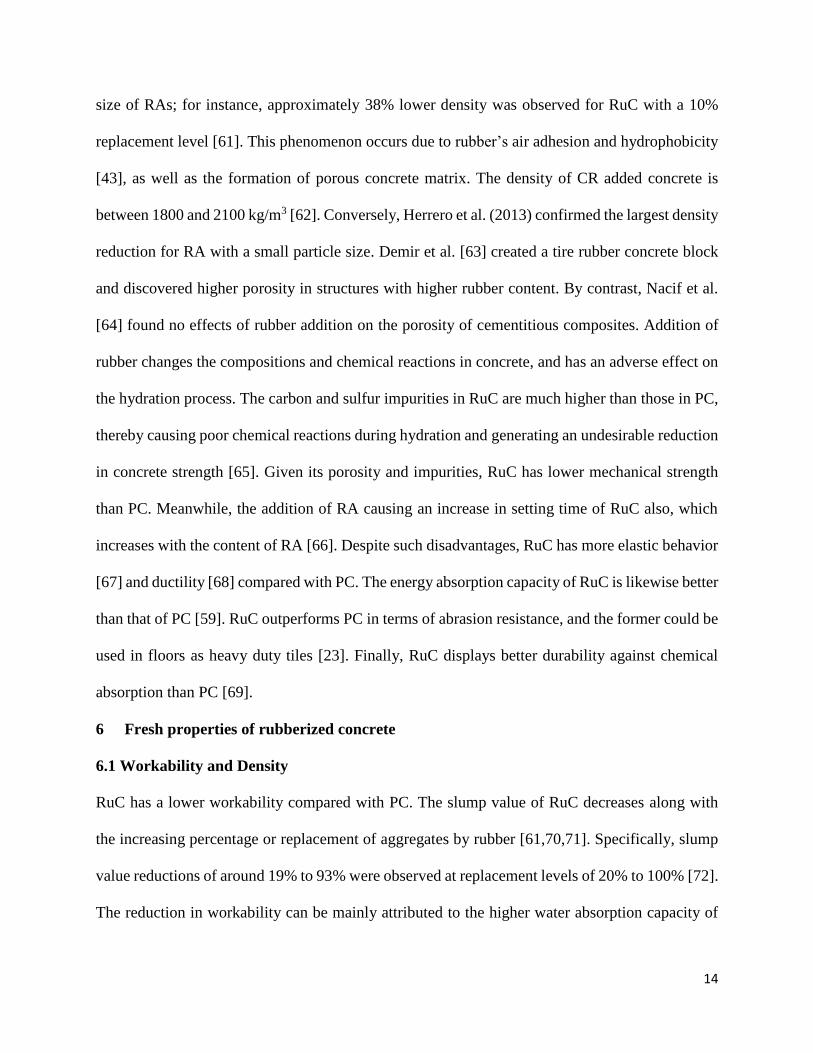
drying shrinkage in concrete. As shown in Fig. 8 [81], the drying shrinkage in concrete increases
18
along with the RA and water content. The analysis of the test results obtained by [73] reveals that
the shrinkage may increase by 43% when 15% of FA is replaced by RA. These authors also
reported that RA significantly affects the shrinkage of concrete until a full drying shrinkage takes
place (evaporation of water from concrete); after this point, RA does not produce any noticeable
effect on the shrinkage of concrete. Additionally, Yung et al. [84] revealed that compared with PC,
increasing the content of powdered RA from 5% to 20% increases the shrinkage length by about
35% to 95%.
Fig. 8: Drying shrinkage of rubberized concrete [81]
7.2 Creep behavior of rubberized concrete
Given that the creep level is generally controlled by the stiffness of aggregates, these aggregates
must be stiff in character to resist the creep deformation up to reliable limit. Creep is measured as
a long-term inelastic deformation that generally decreases with time and is proportional to 0%–
40% of the compressive strength of concrete [85]. A densely compacted concrete matrix can
control the highest creep deformation when hardened. As observed in previous studies and listed
in Table 4, fillers and softeners account for a high percentage of constituents in rubber tires.

19
Therefore, the aggregates derived from rubber tires are usually soft. For this reason, the creep
deformation must be increased after the addition of RA in concrete. After one year of loading, the
creep strains in high-strength PC are about 35% lower than those in RuC with 60% RA replacing
the natural aggregates [86]. In Adamu et al. [85], the total creep strain in the specimen with 10%
CR increased by 61.04%, 78.44%, 81.07%, and 43.94% relative to the specimen with PC at 7, 30,
90, and 365 days, respectively (Fig. 9). Therefore, creep deformation starts to decrease after the
concrete experiences a full strength gain.
Fig. 9: Creep coefficient in the RuC mixture [85]
Annotations: M= mix; C= CR; N= nano-silica
8 Mechanical properties of rubberized concrete
8.1 Compressive strength
The compressive strength of RuC is generally lower than that of PC [78,87,88]. Approximately
4%–70% strength reduction was observed in concrete with rubber content of 5%–50% of natural
aggregates, which may vary in size from 0.075 mm to 6 mm [42,89]. Results of compressive
strength reduction from the literature are listed in Table 5. The overall reduction in the strength of

20
RuC depends on the size, shape, mechanical properties, and percentage replacement level of RA
[38]. The causes of the decreasing trend of RuC’s compressive strength with increasing rubber
content is illustrated in different ways in various studies. One of the major causes for this
decreasing trend is the very low adhesion between rubber and the cement paste in concrete, as the
rubber acts as a void in the concrete matrix and lowers the density of such matrix [38,78]. The
smooth surface of rubber causes low adhesion with cement paste. Thomas and Chandra Gupta [23]
performed an SEM test and confirmed the presence of voids and cracks in the rubber–cement paste
interface, thereby indicating a weak bonding condition. Another cause of strength reduction was
the fact that when RuC is subjected to compressive stress, tensile stresses develop along the surface
rubber particles and the attached cement paste, thereby causing premature RuC cracking [87]. Such
stresses occur because of the softness of rubber particle cracks, which start near the joint of the
rubber and cement paste in concrete and quickly propagate toward failure. A very wide and porous
weak interfacial transition zone (ITZ; the weakest part of concrete mix) is observed in RuC,
because the hydrophobic nature of RA tends to repel cement paste [43]. Researchers used
additional materials to overcome such problems. Silica fumes can be added to enhance the bonding
in ITZ [23,90]. Another possibility is using a non-homogenous matrix in concrete, because RA
rises to the upper surface of the mold when compacted due to its lower specific gravity [38]. The
bigger the size of RA, the greater the reduction in the compressive strength of RuC is (Fig. 10)
[91]. Turki et al. [92] suggested mineral fillers (siliceous or limestone) with rubber to enhance the
mechanical properties of RuC. Xie et al. [93] used silica fumes with rubber and steel fiber used in
concrete to enhance the strength; they obtained positive results for up to 20% of the rubber content.
Additionally, pre-treatment of RA by using specified solvent, modifier such as emulsion, resin or
other specific proven helpful for improving the bonding between rubber and concrete
[3,41,90,94,95]. Improved bond strength within RuC progressively resulting a good and reliable
mechanical strength. Table 5: Reduction in compressive strength of RuC from PC
Refs. RA size
(mm)
Replacement
level
Specimen
Properties
Variation in
compressive
strength
Variation in
modulus of
elasticity
Remarks
[59] 1.18-2.36
5-15% FA
Cube
(w/c = 0.47
with proportion
1:1.7:2.1)
Reduced by
12.7-26%
Reduced by
9.4%–18.5%
Compressive strength
decreases along with
the increasing size and
RA content
[79] average
1.18 6-18% FA
Cylinder
(w/c = 0.5 with
proportion
1:1.5:2.7)
Reduced by
10.9-30.9%
Reduced by
2.2%–10.1%
Ductility increases with
the inclusion of rubber

21
[18]
1.18 and
2.36
6-18% FA
Cylinder
(w/c = 0.5 with
proportion
1:1.7:2.7)
Reduced by
11.5-31.9%
Reduced by
4.4%–13.7%
RA improved the
energy absorption
capacity and toughness
of concrete
[38]
<10 5-10% CA Cylinder
(w/c = 0.5 with
proportion
1:2.26:2.44)
Reduced by
10-23%
Reduced by
17%–25%
Rubber acts as a cavity,
and any concentrated
load in the ITZ resulted
in the rapid breakdown
of concrete 45µm-1.2 5-10%
Binder
Reduced by
20-40%
Reduced by
18%–36%
Fig. 10: Variation of the compressive strength of RuC with rubber content [91]
8.2 Compressive stress–strain curves and modulus of elasticity
Ductility and strain control capacity can be increased by the inclusion of rubber in concrete
[30,42,59,96]. This increment in ductility was highest when mixed crumb and chipped rubber
replaced both FA and CA [91]. Given RA’s soft structure, multiple tensile cracks developed within
RuC under force, thereby leading to high energy absorption and ductility before failure [87]. Large
elastic deformation before failure appeared in RuC [28]. Duarte et al. [88] found a 170% increase
in strain ratio of RuC to PC for 15% uses of rubber content, and this ratio increases with rubber
content and renders RuC more ductile. Accordingly, PC specimens fail in a brittle manner, but
RuC did not exhibit brittle failure under compressive stress due to rubber’s plastic nature [28,97].

22
RuC shows wide strain softening and higher peak strain before failure compared with PC. A
general stress–strain relationship of RuC is shown in Fig. 11 [59]. The stress–strain behavior of
RuC is similar to that of PC for up to 40% rubber content used in replacing FA, but it has a lower
peak than PC [72]. Moreover, the uses of RA in concrete increases the rupture strain and toughness
value of concrete [59,98]. RuC requires high plastic energy to fail after the elastic range, and this
trait makes RuC tougher. Higher rubber content indicates RuC’s increasing toughness [72].
Studying previous investigations, it can be summarized that the stress-strain performance of RuC
is normally more nonlinear compared to that of PC and pre-peak behavior of concrete is extremely
influenced by addition of rubber particles. The ultimate strain of RuC increases for higher RA
content and finer RA size, and the crack prevention and plastic deformation ability of RuC is
expected to observe higher for finer RA rather than the coarser ones.
Fig. 11: Stress–strain curves of RuC with varying rubber contents [72]
The static and dynamic moduli of elasticity of RuC are lower than those of PC, whereas the
percentage of reduction increases along with the increasing percentage of rubber used [38,82] and
may be indicative of a positive increase in the overall flexibility of the structure [42,43] and in the

23
suitability of pavement concrete where a lower elasticity is needed [99]. Zheng et al. [82] observed
a 19% and 5.7% reduction in the static and dynamic moduli of elasticity, respectively, when FA is
replaced by 15% ground rubber. A further reduction in the modulus of elasticity was observed
when crushed rubber was used. Using recycled tire fiber on concrete also resulted in a higher
modulus of elasticity compared with using CR [22]. Noaman et al. [59] increased the rubber
content in plain and fibrous concrete from 5% to 15% and observed a 9.1% additional reduction
in modulus of elasticity, whereas Mohammed et al. [99] observed an additional 3.4% reduction
when the CR content in concrete was increased by 20% to 30%. Therefore, the size and quantity
of RA negatively affect the modulus of elasticity of RuC (Fig. 12). Previous studies [38,100] and
Fig. 12 reveal that the reductions in the dynamic and static moduli of elasticity of RuC with rubber
were more pronounced in a 10% replacement level and that such reductions decelerate when this
level is exceeded. The typical variation in the modulus of elasticity of RuC as observed in previous
research is summarized in Table 5. As shown in this table, the reduction in elastic modulus for an
RuC with a coarser RA is greater than that for an RuC with finer aggregates. Moreover, the
replacement of the binder with rubber powder drastically reduced the strength and modulus of
elasticity of concrete. The addition of RA generated a ductile concrete matrix in all investigated
cases.

24
Fig. 12: Variation in the elasticity moduli of RuC with CR content [100]
8.3 Tensile strength
Generally, the tensile strength of the RuC specimen is lower compared with that of PC [45].
Akinyele et al. [65] revealed a 41% decrease in tensile strength when 4% CR was added to concrete
a replacement of FA and a 58% decrease when 16% CR was used. Therefore, higher RA caused
lower strength. When aggregates are replaced by chipped rubber, the reduction in the tensile
strength of concrete is more than that of RuC with powdered rubber for cement replacement [97].
The variation of split tensile strength of RuC with RA content and size is shown in Fig. 13 [91].
Several reasons for this phenomenon were previously provided by researchers. The surface where
RA and cement paste come in contact acts as a micro-crack, whereas the RA acts as cavity;
therefore, the overall tensile strength of RuC is lower than that of PC [38]. Weak ITZ and stress
concentration along the ITZ constitute one of the causes of rapid failure of RuC under tensile
stress. Aslani et al. [45] reported minimum reduction in tensile strength when 5 mm sized RA was
used instead of the 2 and 10 mm sized aggregate. This situation can happen due to high surface
area, but the same volume of 2 and 5 mm aggregate was used as FA in RuC. The 10 mm sized
aggregate used to replace CA caused a larger volume occupied by rubber. Gesoğlu et al. [26]

25
explained this behavior as the smaller sized RAs being isolated with one another and producing
weak bonding between cement pastes, whereas larger aggregates act as reinforcing fibers and
cause lower strength loss than their smaller counterparts. Splitting occurs in the RuC specimen
along the aggregate particle or paste rather than at the ITZ. To improve the tensile strength of a
structure constructed with RuC, a hybrid construction technique may be applied. In a hybrid RuC
structure, the top layer consists of RuC, the bottom layer is made of PC, and maximum bending
load capacity is reached. The benefit of the hybrid structures is that they provide high energy
absorption capacity with RuC on top and high tensile strength with PC along the bottom layer
[101].
Fig. 13: Variation of split tensile strength of RuC with rubber content [91]
8.4 Flexural strength
The decreasing trend of flexural strength of RuC is nearly similar to the compressive and the split
tensile strength, as reported in literature [72] and shown in Fig. 4. Similarly, Thomas and Gupta
[2] found a 25%–27% reduction in flexural tensile strength when 20% sand was replaced by CR
in concrete. Improved flexural toughness was observed in self-compacting rubberized concrete

26
[42]. Early stage flexural strength of RuC is not substantially lower than that of PC for up to 30%
inclusion of rubber with low water–cement ratio [28]. The positive aspect is that RuC does not fail
suddenly as ordinary concrete under bending [102]. Thus, RuC does not exhibit brittle failure
under flexural loading and fails with a certain amount of deformation but does not achieve full
disintegration [23,97]. The weak bond of rubber and cement paste causes a steeper reduction of
flexural strength compared with the reduction of its compressive strength [78], as shown in Fig.
14 [72]. For a smaller sized RA, less reduction in strength was revealed in the bending test. This
behavior is due to the high compact capacity of small sized materials. In some cases with additional
filling materials, flexural strength can be increased up to a certain limit for 20% rubber content
[103]. Addition of silica fume is advantageous in terms of decreasing the strength reduction under
flexural loading of RuC [104]. Additionally, researchers recommend to use steel or synthetic fibers
in RuC to improve the flexural strength and cracking resistance of it [67].
Fig. 14: Variation of strength reduction with rubber content [72]
8.5 Resistance to abrasion
RuC exhibits better abrasion resistance than PC [23,97,105]. Increase in abrasion resistance
continues with the addition of rubber in concrete [106]. The abrasion depth of RuC decreased from

27
73% to 61% compared with PC when the RA content increased by 10%–30%. A denser matrix
always shows better abrasion resistance. The density of concrete increases with the addition of
finer rubber particles, hence the abrasion resistance also increased. A typical representation of the
variation in abrasion resistance with rubber content and rubber size is shown in Fig. 15 [105]. In
Fig. 7, the RuC with finer CR exhibits lower abrasion depth, whereas the increased RA content
shows increased abrasion resistance. The increase in wear resistance may be due to the soft nature
of rubber, which acts like a brush. On the contrary, higher abrasion damage in RuC may occur
when excessive rubber content is used, because the agglomeration of rubber may cause reduction
in the surface stiffness of the matrix [107]. During the specimen’s molding, the vibration of RA
tends to head for surfaces of the concrete specimen because of its lower specific gravity than
natural aggregates. This trend can be pronounced when rubber content is excessive. Consequently,
the bond strength between rubber and cement paste is lower, and higher abrasion occurs due to
wear. At the same time, the RA at the surface of the concrete specimen has more contact area for
the abrasion test rotating disc, which causes more wear in the soft surface of RA [89].
Fig. 15: Variation of the abrasion depth of RuC with rubber content [105]

28
8.6 Resistance of impact
RuC has better performance under impact loading than under static loading [101]. Improved
impact energy was observed in RuC for higher content of rubber by up to 50% replacement of
sand [61,96,101]. Youssf et al. [60] concluded that the replacement of sand in concrete by 10%
and 50% CR could increase impact resistance by 1.55 and 3.52 times, respectively, compared with
PC. Addition of 18% rubber as sand replacement in concrete can improve the toughness index by
up to 11.8% [18], where the fracture energy under impact loading can be increased by up to 279%
by the addition of 20% CR instead of sand in concrete [101]. The high toughness of RuC is
produced from rubber’s ability to absorb high tensile loads [3]. RA could absorb sudden shock
because of its nature, which cannot be achieved by natural aggregates because of their brittle
nature. Under impact force, RuC shows better resistance to crack control, because it has better
ductility than PC [20]. Hameed and Shashikala [16] claimed that the RuC sleeper helps increase
the resistance to crack formation under impact loads of up to 80%–110% in comparison with PC.
The impact strength of the RuC sleeper is almost 1.5 times that of the prestressed concrete sleeper,
when sand replacement level is at 15%. Kaewunruen et al. [4] found that the best performance of
railway concrete sleeper is achieved with 5% CR as micro-filler with silica fume. Sukontasukkul
et al. [108] investigated the bullet resistance of a RuC panel by firing 11 mm bullets from 15 m
distances. Addition of a layer of RuC on the concrete panel absorbs the kinetic energy of bullet
and lowers its velocity, an ability which may stop bullets or prevent them from bouncing back.
The impact energy absorption capacity of the RuC column increases with increasing rubber
content, and the said column can double the deflection of the PC column before failure [25,109].
Pham et al. [25] confirmed up to 63% increment in impact energy in the RuC column with 30%
CR compared with the PC column. A typical variation of the energy dissipation in different

29
concrete mixtures with varying rubber content is shown in Fig. 16 [110], which depicts an
increasing trend of energy dissipation capacity in concrete with rubber content. Therefore, RuC is
suitable under impact loading condition, but the use of excessive rubber is not allowed, because
excessive rubber content leads to porosity, thereby resulting in lower impact load carrying
capacity. In a previous study [110], substituting natural aggregates by 100% rubber in concrete
caused approximately 72% decrease in impact load capacity.
Fig. 16: Average energy transferred at maximum dynamic impact load with varying rubber content
[110]
8.7 Resistance to fatigue
The fatigue resistance of bridge and road pavement structures are crucial. Using RA improves the
fatigue strength of concrete. Fatigue performance of reinforced pavement with RuC is much better
than that of PC for the same stress level [111]. RA acts as a micro spring in RC composites given
their elastic and fiber-like nature, which delays crack initiation, integrates the micro-cracks under
the repeated load, and increases overall fatigue life [112]. Trilok Gupta et al. [113] found that the
number of load cycles in RuC increased by 14.39% and 16.23% from PC for stress levels 0.9 and
0.8, respectively, when FA was replaced by 20% rubber ash. Interestingly, the highest (52.33%)
increment of load cycle for stress level 0.8 was observed, when 10% rubber ash with 25% rubber
30
fiber replaced FA in PC. Therefore, high rubber content leads to high fatigue life. Warm mix
asphalt concrete with CR provides better fatigue life under repeating loads [17,114] because CR
increases the toughness of the asphalt mix [40], as well as its elasticity, viscosity, and aging
resistance [114]. Only a minimal change in pavement slab thickness was noted by increasing the
amount of rubber fraction (up to 5% rubber content) under the same fatigue loading [115], a feature
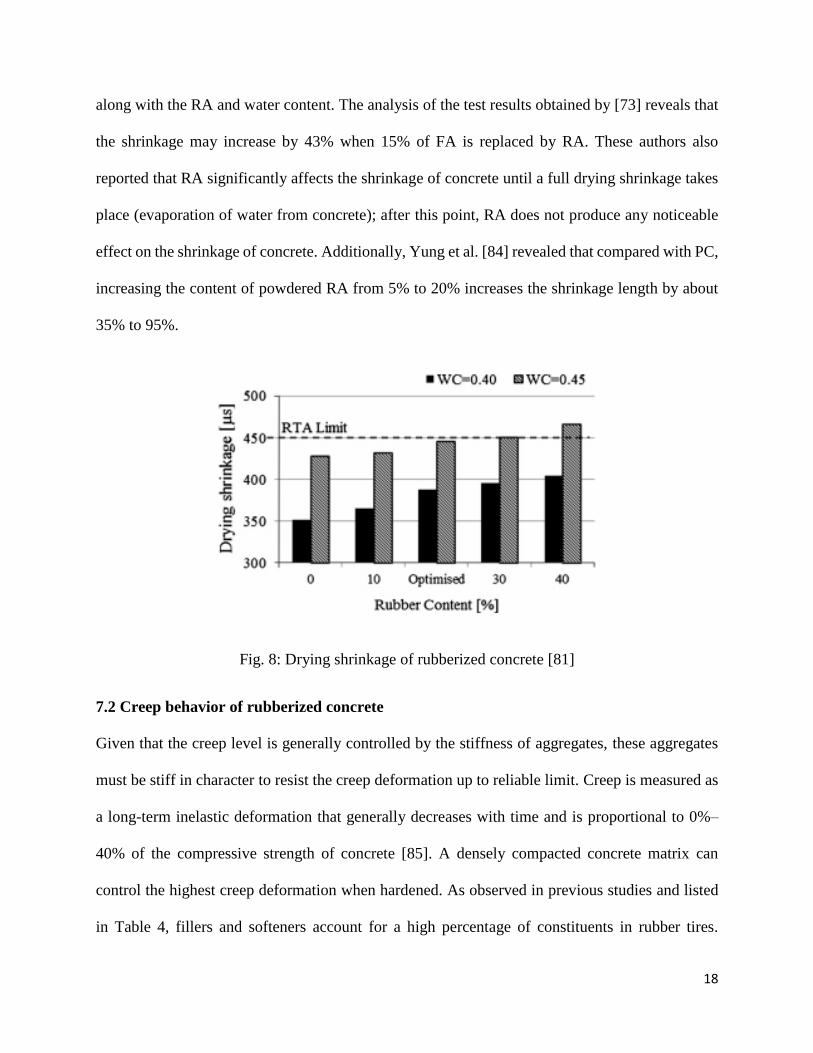
that makes road constructions economical. A typical variation in fatigue life cycle under different
stress ratios applied in RuC with various rubber content is shown in Fig. 17 [102]. The graph shows
an increase in fatigue life cycle with increasing rubber content in RuC at a similar stress level.
Therefore, inclusion of rubber in concrete enhances the resistance against repeated loading
condition.
Fig. 17: Fatigue life variation of RuC with varying rubber content [102]
Annotations: RC = rubber content
9 Dynamic properties
The dynamic properties of concrete improved after adding RA [24,93]. The damping ratio of RuC
is much better than that of PC [42,70,116]. RuC can absorb more vibrational energy than PC and

31
could be used in the construction of railway sleepers. The vibration absorption and damping ratio
increases with the amount of RA in RuC [117]. The damping ratio of fine grained RA incorporated
into concrete was higher than the coarser one [118]. A characteristic diagram showing the variation
in damping ratio with the rubber content in concrete is shown in Fig. 18 [100]. The graph indicates
a common increasing trend in the damping ratio with increasing rubber content, and the increment
is significant up to the early stage of the load cycle. Therefore, under dynamic loading, RuC will
be superior to PC [19], because the former delayed crack initiation and rebar fracture under seismic
loading, thereby indicating lower demand of rebar [119] and has economic benefits. RuC can be
used in earthquake resistance structures due to its high hysteric damping ratio and energy
dissipation capacity [70,120]. Columns constructed with RuC exhibit 13% higher hysteretic
damping ratio and 150% energy dissipation but possess lower viscous damping than PC [121].
The natural frequency of the RuC column is higher than that of the PC column considering the
high initial stiffness of the former. An RuC column with rubber instead of 20% sand used in a
bridge structure could maintain integrity up to 5.4% drift, but an RC column loses 20% strength
capacity before a drift level of 4.8% [119]. A study [121] reveals that although an RuC column
can reach up to 91.5% ultimate drift level relative to a PC counterpart, the overall fracture and
damage can be delayed and reduced in the RuC column under seismic loading. Unfortunately,
increasing the amount of rubber makes concrete weak in terms of overall mechanical strength.
Sometimes, the poor adhesion and agglomeration of rubber within the concrete mix may result in
the reduction of energy dissipation capacity [118]. The dynamic modulus of RuC also decreased
with increasing rubber content in concrete [21,121], and low elasticity may cause heavy deflection.
Inclusion of RuC in steel tubes produced a high seismic performance by taking advantage of RuC’s
high energy absorption capacity and ductile nature [88]. Nevertheless, addition of excessive rubber

32
content can show a negative impact on the energy absorption capacity of concrete [93], which is
vulnerable under a dynamic load.
Fig. 18: Variation of the damping ratio of RuC with CR content [100]
10 Durability properties
10.1 Water permeability and water absorption
Although the absorption capacities of natural aggregates and RAs are close to each other [43], the
water absorption capacity of RuC was higher than that of PC [23,43,97]. The water absorption
increased by approximately 20%–73% in RuC with 10%–70% rubber instead of FA [61]. The
increase in water absorption in RuC as driven by the inclusion of coarser RA was greater than that
driven by the inclusion of finer RA [73]. However, despite this characteristic, rubberized
cementitious composites are suitable for the plastering of outside walls and flat roofs that may be
exposed to water flows because of their hydrophobic nature [51]. The water absorption of RuC
can also be reduced by the inclusion of FA. Previous studies [122] found that replacing 25% of
FAs by CR in self-compacting RuC with 60% FA significantly reduced the water absorption

33
capacity of concrete. Meanwhile, water permeability and water absorption both increased along
with the RA size and content [38,71]. A water permeability increment of around 114%–150% was
also observed after replacing CA by 5%–10% of RA [38]. Meanwhile, compared to using PC,
using 0.3 mm and 3 mm RA in concrete increased the water permeability of the material by 38%
and 209%, respectively [71]. Fig. 19 [123] shows how the replacement of natural aggregates
changes the water absorption capacity of concrete. The long-term water absorption capacity of
RuC is significantly higher than that of PC, although only slight differences are observed during
the early curing period.
Fig. 19: Water absorption capacity of RuC with varying RA contents [123]
Table 6 shows how the water absorption capacity of RuC changes along with the CR content and
reveals that the RA size and content as well as the water–cement ratio of the mixture can negatively
affect water absorption resistance.
Table 6: Water absorption of RuC with varying RA size and content
Ref. Replacement Size of RA
(mm)
Water absorption Remarks
[38] 5%–10% CA 2–10 Increased by 2.75%–3.95% The size and content of RA have
negative effects on water absorption
resistance [73] 5%–15% FA 0–4 Increased by 3%–14%

34
[43] 5%–20% FA 0–1.9 Increased by 11%–154% Depends on the water–cement ratio and
RA content
[124] 0%–12% FA 0–0.8 Reduced by 5%–23% Densely packed matrix formed by fine
RA, which is resistant to water
absorption
[123]
0%–7.5% FA
0–4
Reduced by 0%–1.7% Long-term exposure drives a significant
increase in the water absorption of RuC
than of PC. 10%–20% FA Increased by 0%–2.5%
10.2 Carbonation resistance
The carbonation resistance of RuC is generally lower than that of PC [96]. Previous studies [125]
reveal that using up to 12.5% rubber in concrete results in a lower carbonation depth compared
with using PC. Any further addition of RA increases the carbonation depth in RuC. When 15%
CA is replaced by RA, the carbonation depth increases by around 56% [73]. Another study [73]
reported that the water absorption and carbonation trends are similar for an RuC with varying RA
content and size. Although the water requirements for the RuC mixture are higher than those for
PC, therefore it is a general case of formation more porous RuC matrix and consequently more
liquid absorption after hardened. The carbonation depth in RuC increases along with the age of
concrete. Gupta et al. [43] argued that the carbonation depth of RuC increases along with the
content of powdered rubber. They also found that the carbonation depth increases along with CO2
exposure duration for any replacement level. Given its hydrophobic nature, RA tends to repel
cement paste [43], thereby forming a porous matrix with weak ITZ in concrete. Another study [23]
revealed the presence of additional voids and cracks within RuC that created a path for carbon
dioxide to easily invade the internal concrete. The compacted and densely packed matrix of RuC
is always beneficial in lowering the carbonation depth. Given that a larger RA produces a more
porous RuC, carbonation depth also increases along with the RA size and content.

35
10.3 Chloride ion penetration
While the porosity of RuC is higher than that of PC, the chemical absorption of the former is
generally higher than the latter. Some previous experiments [43,76] have returned positive results
and confirmed the high resistance of RuC to chloride ion and water penetration. According to Si
et al. [53], the total volume of permeable voids in RuC is lower than those in PC; therefore, the
liquid absorption of the former is also lower than that of the latter. Liu et al. [94] found that
replacing 20% of FA in concrete with CR could lead to the highest durability. Other studies
[73,125] reveal that using up to 5%–7.5% CR could result in a greater reduction in chloride ion
penetration in RuC compared with that in PC. Exceeding this figure will reduce the penetration
resistance due to the low internal packing density of RuC. The finer size of RA results in a closely
packed matrix because of the filler effects of the rubber content. Conversely, increasing the size
of the aggregates can increase porosity and subsequently increase chemical and water absorption.
Furthermore, RuC faces a lower long-term loss in strength compared with PC under acid exposure
conditions, and such loss in strength decelerates as the amount of rubber increases [125]. This
trend can be explained by the fact that rubber particles act as reinforcing media and hold the
constituents of concrete. As observed in previous research [122], the incorporation of FA in the
self-compacting RuC may enhance its resistance to chloride ion penetration if a short curing period
is maintained. Meanwhile, the results of another study [74] revealed that even though the addition
of RA reduced the resistance of the material to chloride ion penetration, RA can be reduced by the
addition of silica fume (SF) with concrete. Fig. 20 [123] reveals that replacing the CR in RuC up
to 7.5% of the fine aggregates can reduce chloride penetration, and any further addition of CR can
reduce the resistance of concrete to chloride penetration and consequently increase the chloride
penetration depth.

36
Fig. 20: Variation in chloride penetration in RuC [123]
Table 7: Chloride ion penetration with the addition of RA
Ref. Replacement Size of RA
(mm)
Chloride penetration depth Remarks
[52] 2.5%–15% FA 0.75–1.18 Reduced by 14%–36% As the density of RuC increases, the
chloride penetration decreases
[74] 5%–25% FA 0–4 Increased by 6%–40% Chloride penetration increases along
with the water–cement ratio [123] 0.7%–5% FA 0–4
Reduced by 0%–4.8%
10%–20% FA Increased by 4.8%–19%
Table 7 presents the significant findings of previous studies on the chloride penetration resistance
of RuC. These findings reveal that the water absorption and chloride penetration of RuC show a
similar trend as both the RA and water–cement ratio increase.
10.4 Sound absorption
Concrete with high porosity (15%–25%) is sufficient to absorb sound [126]. RuC possesses a
higher porous structure than PC. Thus, the sound absorption and noise reduction properties of RuC

37
is superior to those of PC [15,31,107]. Najim and Hall [24] revealed that the improvement of the
sound absorption capacity of RuC is noticeable beyond 500 Hz and significantly greater above
1000 Hz compared with PC. RuC contains 80%-100% fibers along with CR, replacing CA, exhibit
33%-48.6% improved sound absorption capacity in the frequency ranged 800 Hz- 1000 Hz [126].
Mortar containing 25% CR showed higher sound absorption capacity than plain mortar in the range
of 600–24 Hz [48]. Acoustic emission amplitudes and cracks are also well distributed in RuC than
in PC [120]. Given the high damping coefficient observed in RuC, the vibration produced from
the sound wave was rapidly dampened and sound was absorbed shortly [118]. The bar chart shown
in Fig. 21 [127] represents the variation of sound transmission class in the RuC specimens with
different CR contents. The figure indicates that RA’s increasing amount in concrete increases
sound absorption capacity.
Fig. 21: Sound transmission in RuC with varying rubber content [127]
Annotations: S = silica; F= fly ash

38
11 Functional properties
11.1 Fire resistance and thermal conductivity
Rubber is combustible under fire and has low decomposition temperature [128]. Therefore, RuC
is not safe as PC under a direct fire condition. However, the structural component made by RuC
exhibited lower spalling damage under fire [129]. After exposing the RuC specimens with 5%,
10%, and 15% CR at 800 °C for 1 hour, the residual compressive strength were found to be 37.3%,
55.4%, and 69.5% of the control specimens [128]. Therefore, increasing the rubber content causes
a significant reduction in fire resistance of concrete. Such result was also pronounced for coarser
RA. As observed in research [75], average mass loss in concrete with 30% and 40% CR of size 5-
10 mm are almost twice than the mass loss observed for concrete with 2-5 mm sized CR.
In addition, RuC has better thermal insulation property due to the lower thermal conductivity of
rubber, a feature which may vary between 0.1–0.25 W/mK, whereas the conventional aggregate’s
thermal conductivity is approximately 1.5W/mK [62,130]. The thermal conductivity of concrete
can be lowered by up to 50% by the incorporation of RA [31], and this reduction continues with
the finer size of RAs [32]. Constructional elements (slab and bricks) made by RA may ensure the
consistency of the interior temperature while the exterior temperature fluctuates, and a temperature
gradient of up to 5.6% is possible between the interior and exterior parts [44]. Approximately
20%–50% reduction in thermal conductivity and 17–54% reduction in heat transfer have been
reported in previous research when 10%–30% rubber is used in concrete instead of sand. The risk
of bursting of the concrete composite can be lowered by incorporating RA to concrete subjected
to temperatures above 600 °C [92]. Youssf et al. [60] found no cracks in RuC when exposed to
100 °C temperature for 24 hours with up to 20% sand replacement level, but further increase in
rubber content also increased the crack formation. As found in previous research, when RuC with

39
15% rubber content was exposed to 800 °C for 1 hour, it lost its 69% of its compressive strength
and 63% of its split tensile strength [128]. On the contrary, the RuC specimens with 10% rubber
in the experiment of Gupta et al. [131] fully deteriorated when exposed at 750 °C for 120 minutes
because of the decomposition of rubber. The authors emphasized the fact that the cause of this
deterioration is the very porous structure of RuC, and decomposition occurs beyond the 150 °C
temperature. At elevated temperatures (over 400 °C), the calcium silica hydrates start to denigrate,
thereby degrading the bond strength within the concrete matrix and leading to strength reduction
[132]. Again, the porosity of the concrete matrix increases due to the evaporation of water
entrapped in the voids of RuC after heating at high temperature, thereby weakening the concrete.
Strength loss of RuC at elevated temperature was illustrated as a natural characteristics, and for
this reason structural application of RuC shall not be stopped [128].
In addition, crumb rubberized binders have noticeably better performance at low temperature. The
replacement of sand by rubber also bridged the micro-cracks developed upon exposure to elevated
temperatures [61]. Thermal expansion contraction of RuC is much lower than that of PC, and the
risk of shrinkage cracking is very low [79].
11.2 Freeze-thaw resistance
The freeze-thaw resistance of concrete can be increased by the inclusion of rubber [93,94,105].
The average weight loss of RuC specimens exposed to freeze-thaw experiment was very low
(approximately 2%–3.5%) after 240 freeze-thaw cycles [27,105]. In general, increasing the content
of rubber in concrete increases its freeze-thaw resistance. Finer RA produces densely packed RuC,
which prevents the interior bonding from deterioration due to the continuous freeze-thaw condition
as the finer rubber particles entrained and trapped air bubbles within the cement paste and lowered

40
the permeability. However, when the rubber content exceeds the optimum limit, agglomeration
occurs and a porous structure is formed, thereby resulting in low resistance of concrete under
freeze-thaw cyclic conditions. A typical graphical representation of mass loss in RuC with
different fractions and sizes of RA due to the continuous freeze-thaw cycles are shown in Fig. 22
[105]. The size of the aggregate adversely affects freeze-thaw resistance, as shown in Fig. 22.
When water enters the porous concrete matrix and becomes ice at freezing temperatures, its
volume increases, and pressure is produced in the voids, thereby generating micro-cracks [20].
These cracks are the weakest parts under repeated freeze-thaw cycle. Through the addition of air-
entraining additives and with the creation of consistent spherical voids, the frost-induced ice
pressure is reduced significantly, and freeze-thaw resistance thereby increases [20].
Fig. 22: Disparity in mass loss in RuC with freeze-thaw cycles [105]
Annotations: TC = tire chips; CR = crumb rubber; FCR = fine CR
11.3 Electrical resistivity
RuC possesses better electrical resistivity compared with PC, because rubber acts as a dielectric
material and is used as insulator for different purposes [69]. The electrical resistance of concrete
41
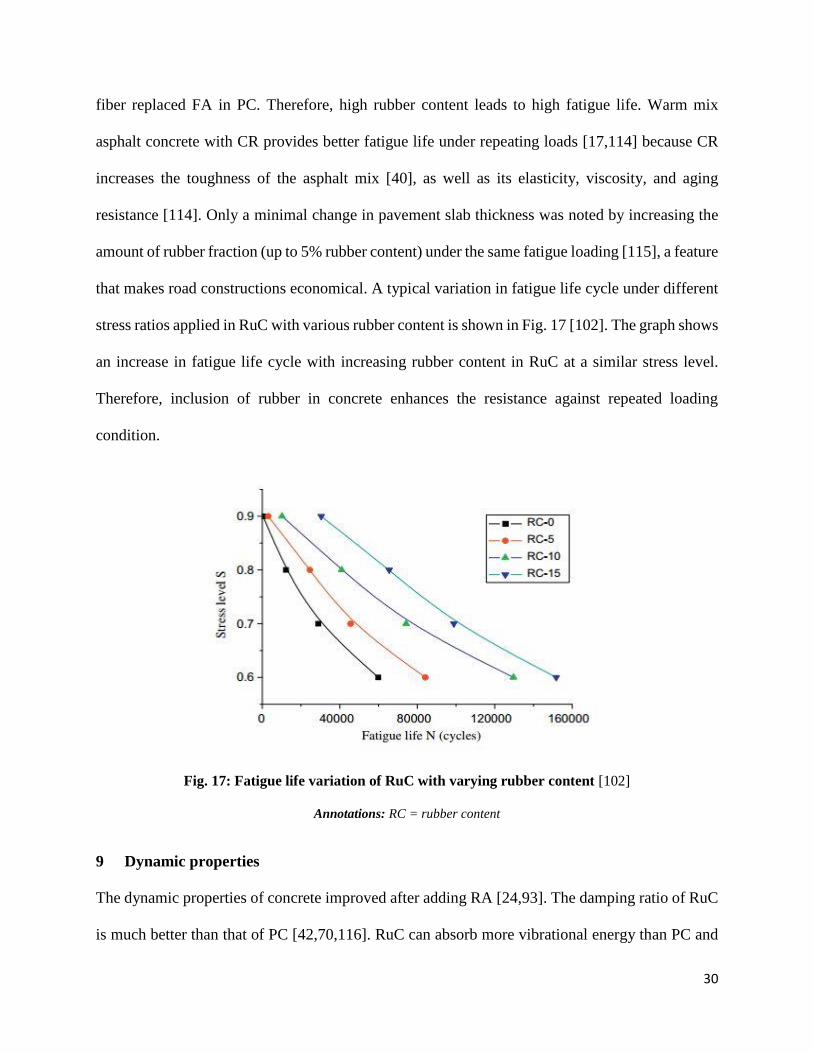
decreases by the addition of finer RA, and approximately 17% surface resistance was found after
inclusion of 0.6 mm sized 50% RA [127]. In addition, Kaewunruen et al. [4] discovered increased
electrical resistance by up to 47%. Pre-treated RA in NaOH solution shows better electrical
resistivity than ordinary RA [21]. Si et al. [53] found an inverse relation between rubber content
and electrical resistivity of RuC, but over 50% increase in rubber volume may positively affect
concrete’s electrical resistance. With increasing age of the RuC, the electrical resistivity increases;
after full hydration, more end products (calcium silicate hydrate) are produced, and they act as
barriers to the transmission of electrical charges [127]. The electrical resistivity of RuC increases
with increasing amount of RA, as shown in Fig. 23 [127]. Addition of silica fume is recommended
by researchers to improve RuC’s electrical resistivity [127].
Fig. 23: Electrical resistivity of RuC with varying content of ingredients [127]
Annotations: S = silica fume; F= fly ash; CR = crumb rubber

42
12 Present state of utilization of rubber in concrete
12.1 Pre-treatment of tire rubber
To increase the adhesion between concrete and RA, pre-treatment of rubber is needed [41,95]. A
general technique of rubber pre-treatment involves submerging rubber in any solvent (acetone,
ethanol, methanol, NaOH, polyvinyl alcohol, Ca(OH)2, acid, and silane coupling agent) for a
specified time [3,90]. Synthetic resin, amino‐acrylate (contact glue), chloroprene adhesive and
unsaturated resins (marble glue), emulsion, and ethoxyline resins are also used as modifiers for
RA pre-treatment and have satisfactory performance to enhance bonding [94]. Waste tire
aggregates can also be treated by organic sulfur compounds and mineral acids [50]. Pre-treatment
helps remove zinc stearate film from the surface of rubber particles and increases roughness and
bonding with concrete [116]. Pre-treatment of RA by NaOH produces a weak basic condition along
the rubber-cement interface and accelerates cement hydration [69], which in turn creates a highly
dense composite through the enhancement of bonding [53] and increases in electrical resistivity
[21]. After ponding for a specific time, rubber needs to be washed to reduce its pH level to 7.
Youssf et al. [41] ponded rubber in 10% NaOH solution for 30 min only at controlled temperature
(around 25 °C) for pre-treatment. Rubber stiffness may decrease when treatment with NaOH
solution exceeds 30 min [41]. Conversely, Su et al. [133] found no significant improvement in the
properties of rubber particle after treatment with NaOH solution for less than 24 hours. Therefore,
pre-treatment time and temperature should be controlled. Rubber treatment with acetone solvent
may help increase the mechanical strength of the composite [95]. Pre-coated RA also facilitated
the improvement of the mechanical properties of RuC. Pre-coating may be done by using carbon
tetrachloride and an aqueous latex additive, cement paste, cellulose ether, amphiphilic
organosulfur compounds [3], mortar paste [134], and silica fume [90]. Najim and Hall [134]

43
experimented on various types of pre-treatment and coating systems of RA, such as normal water
washed rubber, cement paste pre-coated rubber, mortar pre-coated rubber, and NaOH pre-treated
RA. Their experiment revealed that by using mortar pre-coated RA, the stress distribution,
compressive strength, and split tensile strength of RuC can increased to a reliable level. Su et al.
[133] stated that pre-treatment of RA by silane coupling agent has a more positive effect than
saturated NaOH on RuC’s surface characteristics and strength properties. In addition, Aslani et al.
[45] found that pre-treatment of RA by water-soaking is practicable and cost effective. By contrast,
Raffoul et al. [90] stated that pre-washing by water and pre-coating by silica fume of RA has no
effect on RuC’s strength. Therefore, the performances of pre-treated and pre-coated RA are better,
but the best method of pre-treatment is still up for debate.
12.2 Rubber as binder
Powder from waste tire rubber can be used with binders in various engineering constructions. In
polymer concrete, ground tire rubber can be used as a cementitious material [38]. Supplementary
addition of CR with asphalt in pavement construction is one of the general uses of rubber particles
as a binder. Sofi [97] stated that when 5%–10% of cement content in PC was replaced by rubber
powder of particle size ranging from 45 µm to 1.2 mm, only 5%–23% reduction in compressive
strength of specimens were observed. Addition of 2.5%–10% ground tire rubber in polymer
concrete also caused a reduction in compressive strength by approximately 28%–37%; flexural
strength decreased by 18%–21% [135]. Moreover, 5%–10% cement replacement caused
approximately 20%–40% compressive strength in another research [38]. The reduction in strength
usually depends on the size and gradation of ground rubber and the pre-treatment adopted. In
comparing the replacement of aggregates, the replacement of cement by rubber caused higher
strength reduction because of the low adhesion of rubber with the constituents of concrete.

44
Nevertheless, adding ground rubber to concrete showed a flatter post-peak behavior, which is an
expected property of concrete for seismic design [135]. The crack resistant capacity of RuC with
a rubber binder is better than that of PC up to an optimum level of replacement. In cold weather
zone, crumb rubberized asphalt pavement showed better crack resistance capacity than normal
asphalt pavements [40]. In concrete, 0%–10% cement could be replaced by rubber composites,
which must be prepared to achieve the desired dispersion and binding action [33] before being
used in the mix. Very limited information regarding rubber binders is available, and research on
rubber binder in concrete is still lacking.
12.3 Rubber as fine aggregates
CR and powdered rubber could replace FA in concrete. The size, density, and fineness modulus of
crumb or powdered rubber control the overall strength and durability of RuC. Previous research
revealed that finer rubber particles ensures better strength of rubberized composites [64]. Thomas
and Gupta [2] replaced up to 20% of natural FA in concrete using CR of different sizes in powder
form of 30 mesh, 0.8–2 mm, and 2–4 mm. The results revealed the optimum content of 12.5% of
crumb RA. Hameed and Shashikala [16] used 15% CR to replace FA in a concrete sleeper made
for a railway, and trustworthy impact strength, fatigue, and ductility property in RuC were found.
Gheni et al. [70] used 20% CR to replace sand in a rubberized concrete masonry unit and confirmed
improved durability under a critical condition. Gupta et al. [43] replaced FA in concrete with
rubber ash with particle sizes of 0.15–0.19 mm obtained by incinerating tire rubber at 850 °C for
72 hours. They also used rubber fiber of 2–3 mm width and maximum length of 20 mm to replace
FA up to 25% level. In all types of ECCs, rubber can be used after replacing sand. The modulus
of elasticity of RuC decreases with increasing FA content in such composites, a trait that benefits

45
pavement concrete by making it more flexible in nature [99]. Maximum replacement percentages
of FA by CR have been identified by the literature as up to 25% [67,69], 20% [100], and 10% [27].
12.4 Rubber as coarse aggregates
Chipped rubber of various sizes can be used in concrete as CA, because RuC that has well-graded
RA of various sizes performs better with applied load than single sized aggregates [23]. Jafari and
Toufigh [98] used chipped rubber and CR in concrete to test the effectiveness of rubber size on
strength. They found greater reduction in strength for chipped rubber than CR in concrete. By
contrast, higher reduction in density was observed for CR in concrete. Inclusion of rubber as a
replacement of FA is more reliable than as replacement for CA in terms of strength properties,
although coarser RA particles produce more workable RuC than finer ones [71]. As found by Jafari
and Toufigh [98], a 75%–100% increase in energy absorption capacity occurs more in CR concrete
than in chipped rubber concrete. On the contrary, the split tensile strength of RuC increases with
coarser rubber, because such a component acts as a reinforcing fiber in cement paste [91]. A similar
conclusion was revealed by Filipe et al. [136]. They stated that coarse RA in RuC offers better
performance in terms of compressive strength and split tensile strength than finer RA. Additional
supplementary materials can reduce this strength reduction. For example, EA helps improve the
bond strength between concrete and rubber, and the compressive strength of RuC was higher than
that of PC for an EA/cement ratio of up to 0.10 [137]. RuC in which CA was replaced by 80%–
100% fibers of steel or plastic coated with CR can be used in the marketplace where high noise
(frequency ranges from 700 Hz to 1300 Hz) may occur [126]. The optimum level of replacement
is margined by 30% of coarse aggregate in most previous studies [24].

46
12.5 Rubber as fiber
Recycled tire polymer fibers can be used to enhance the mechanical properties of concrete. Rubber
fiber can also be used as FA replacement. Rubber fiber concrete (RfC) is generally porous and
possesses low compressive strength. As revealed in the literature, 77% reduction in compressive
strength was observed after replacing natural sand by 50% rubber fiber of size under 1 mm [138],
because the lower stiffness and low adhesion of rubber fiber with the ingredients in concrete
creates voids within the concrete matrix [139]. Additionally, the tensile strength and flexural
strength of RfC is higher than those of PC. Research showed that approximately 6.75% increased
split tensile strength and 5.4% improved flexural strength can be obtained by replacing 0–30%
rubber fiber instead of FAs [139]. Moreover, 18% flexural strength improvement was reported in
another research for a 20% replacement level [138]. Rubber fibers have a crack bridging effect
and a longer term grip than natural aggregates, and such characteristics resulted in a ductile matrix
of concrete and reduced the width of cracks under tension and bending action. The overall
improvement depends on the size of rubber fibers and the level of fiber content, because excess
fiber may create agglomeration and strength reduction may be caused by porous matrix formation
[138]. RfC also possesses high durability and high resistance to the freeze-thaw effect, as well as
reduces early stage deformation by almost 75%–100% [140]. The recommended amounts of
rubber fiber content in concrete are 1% [140], 5%, [131], and 20% [138] to maintain stability and
strength to an optimum level. However, investigations on the inclusion of rubber fiber in concrete
remain lacking. Furthermore, the use of rubber in concrete can lower the bonding property
compared with the natural aggregates. Thus, this issue is addressed by the incorporation of epoxy
resins and fibers in the RuC mix design [98,141]. Modified RuC can be an alternative to improve
the compressive and tensile strength of RuC by including steel fibers [142,143]. Noaman et al.

47
[59] found a 24.5% increase in compressive strength of RuC by mixing 0.5% steel fiber with 15%
CR. RuC also possesses high durability [143]. Other additional materials could be used in RuC to
enhance its overall performance, such as silica fume [93], fly ash [144], and polypropylene fibers
[67]. Addition of nano-silica in RuC increases elasticity but reduces ductility; it also makes RuC
rigid [99]. Increasing rubber content in concrete leads to poor hydration reaction [65], which can
be improved by adding nano-silica in concrete [111]. Nano-silica increases the density of the
overall concrete mixture by increasing the bonding of cement paste and rubber in the ITZ.
Confining the structural member constructed using RuC by fiber-reinforced polymers [19,145] and
steel tubes [77,88] increases the overall performance.
13 Future trends of rubberized concrete
Several studies conforms that the uses of waste tire rubber in concrete are sustainable in terms of
economy, environment and mechanical performance of concrete. But there is very a limited
investigations on applications of RuC in reinforced structural members were observed. As
observed from the present available study on application of RuC in full-scale RC beams and
columns that the RuC can be successfully implemented in those members under service load as
well as extreme loading conditions [41,121,146–150]. It was reviewed that the RuC columns can
be able to undergo more than two times lateral deformation without buckling failure compared to
the conventional one [150]. Meanwhile the investigations on uses of advance materials to
confinement the structural columns incorporating RuC also have a good potential [60,145,151].
Additionally, prestressed members with RuC gaining attention, because it was proven that the
negative effect of RA addition in concrete at the structural level are not as much as the material
level [152]. For protective structure against blast and impact loading RuC with special arrangement
can be a good alternative. As observed in the previous study [153], RuC can be helpful to reduce
impact force of up to 50% with extended impact duration. Meanwhile, the impact resistance can
be further more increased by confining the RuC member through any fiber reinforced polymer
sheet or tube. Therefore, advance protective structure could be possible by using RuC and
extensive research needed on this field to establish proper guidelines for the best results.

48
Meanwhile, Rubber aggregates are being used in self-compacting concrete [45,75,154], high-
performance fiber-reinforced concrete [155], and showing reliable performance under high
temperature and service loading. Though uses of rubber in self-compacting concrete is showing
negative effect, but addition of fibers and silica fume are a good solution to improvement the
properties of self-compacting RuC [156]. Investigations on the application of self-compacting and
fibrous RuC on structural member under service and extreme loading conditions are not sufficient
in present state. Meanwhile, modellings on the materials properties to establish proper relation
among properties and serviceability should have to add in this research filed.
14 Conclusions
Tire production is continuously increased in parallel with the economic and industrial development
of the world, thereby producing massive waste per year. Disposal and burning of waste tire have
been proven as harmful for environmental safety and recycling of rubber is the most desirable
alternative. The application of recycled waste tire rubber in concrete construction is an effective
and sustainable process. Waste tire rubber can be utilized in concrete as a replacement of fine
aggregates, coarse aggregates, binders, and fibers. Moreover, waste tire rubber can be employed
in other cementitious composites, such as in mortar, polymer composites, and geopolymers. Using
RA in any ECC changes the physical, mechanical, durability, and functional properties of that
composite. Therefore, the present use of RA with its results and guidelines must be ascertained
before any further application. This study provides a general discussion of the uses of recycled tire
rubber in cementing composites and the behavioral changes that occur with the current guidelines.
The wide-ranging considerations in using RuC are also discussed in this paper. The general
conclusions of this review are as follows:
Concrete mix with RAs possess low workability. The addition of RAs in concrete makes
it porous and lightweight because of air adhesion and rubber’s hydrophobicity, which are
characteristics that depend on the size and content of rubber. Generally, uses of coarser

49
RAs produce more porous concrete matrixes, but this fact may be contradictory in special
cases.
In general, the addition of rubber in concrete can reduce mechanical properties, and this
trend increases with rubber’s size and content. A wide and porous weak ITZ was observed
in RuC due to the low adhesion of rubber with cement paste. The reduction in tensile
strength and flexural strength was lower than the reduction in compressive strength. Pre-
treatment process and additives, such as silica fume and mineral filler, enhance RuC’s
strength.
Ductility and strain control capacity of concrete is higher after adding rubber. As rubber is
a soft material, it increases the energy absorption capacity and deflection capability without
cracking. Therefore, a flatter stress–strain relationship is observed with increasing rubber
content. The size and quantity of rubber negatively affect the modulus of concrete’s
elasticity.
RuC has very high impact energy absorption capacity but low abrasion resistance because
of RA’s soft nature and low specific gravity. The soft and elastic nature of RA makes it
hard for concrete to absorb sudden shock, but the ultimate load carrying capacity of RuC
is lower than that of PC. The repeating cyclic load resistance and damping ratio of RuC
improves with increasing rubber content. This feature helps increase fatigue life, sound
absorption capacity, and seismic resistance of structures.
Rubberized concrete can survive up to a reliable limit in cold and hot regions. However,
the addition of rubber to concrete makes it porous, thereby lowering durability because of
the increased water and chemical absorption and easy access of frost and temperature
action. Surface resistance to passing electrical charges improves because of the non-

50
conductive nature of rubber. The problem associated with the risk of fire and thermal
resistance must be addressed.
The optimum level of replacement by RA of the conventional ingredients in concrete
depends on the design strength, structural requirements, loading condition, and
environmental exposure conditions. Generally, researchers suggest higher optimum
replacement level for fine aggregates than for coarse aggregates. The replacement of
cement by rubber powder remains under consideration in many studies. Addition of rubber
fiber shows moderate results on RuC’s mechanical properties.
This review reveals a lack of guidelines and modeling of the general relationship of RA addition
and other functional and durability properties. Extensive researches required on the application of
RuC in structural reinforced concrete members. Investigations are required to increase the
application of RuC in the construction field to provide safe and reliable strength and durability, as
well as prevent accidental damage associated with RuC.
Acknowledgment
The authors gratefully acknowledge the financial support provided by the Department of Civil
Engineering, College of Engineering, Prince Sattam Bin Abdulaziz University, Saudi Arabia.
References
[1] S. Raffoul, R. Garcia, D. Escolano-Margarit, M. Guadagnini, I. Hajirasouliha, K.
Pilakoutas, Behaviour of unconfined and FRP-confined rubberised concrete in axial
compression, Constr. Build. Mater. 147 (2017) 388–397.
doi:10.1016/j.conbuildmat.2017.04.175.
[2] B.S. Thomas, R.C. Gupta, Long term behaviour of cement concrete containing discarded
tire rubber, J. Clean. Prod. 102 (2015) 78–87. doi:10.1016/j.jclepro.2015.04.072.
[3] B. Muñoz-Sánchez, M.J. Arévalo-Caballero, M.C. Pacheco-Menor, Influence of acetic
acid and calcium hydroxide treatments of rubber waste on the properties of rubberized

51
mortars, Mater. Struct. 50 (2017) 75. doi:10.1617/s11527-016-0912-7.
[4] S. Kaewunruen, D. Li, Y. Chen, Z. Xiang, Enhancement of Dynamic Damping in Eco-
Friendly Railway Concrete Sleepers Using Waste-Tyre Crumb Rubber, Materials (Basel).
11 (2018) 1169. doi:10.3390/ma11071169.
[5] Global Tire Recycling Market Share, Size, Trends Analysis | Forecast 2024, (n.d.).
https://www.goldsteinresearch.com/report/global-tire-recycling-industry-market-trends-
analysis (accessed April 8, 2019).
[6] U.S. Tire Manufacturers Association | The national trade association for tire
manufacturers that make tires in the U.S., (n.d.). https://www.ustires.org/ (accessed April
8, 2019).
[7] Interesting statistics on the destination of old tyres in Australia, (n.d.).
https://www.gdtc6.com/statistics-old-tyres-in-australia/ (accessed April 8, 2019).
[8] ETRMA’s statistics on scrap tire collection and recycling in Europe, (n.d.).
https://weibold.com/etrmas-statistics-on-scrap-tire-collection-and-recycling-in-europe/
(accessed April 8, 2019).
[9] Z. Zhang, H. Ma, S. Qian, Investigation on Properties of ECC Incorporating Crumb
Rubber of Different Sizes, J. Adv. Concr. Technol. 13 (2015) 241–251.
doi:10.3151/jact.13.241.
[10] F. Azevedo, F. Pacheco-Torgal, C. Jesus, J.L. Barroso de Aguiar, A.F. Camões, Properties
and durability of HPC with tyre rubber wastes, Constr. Build. Mater. 34 (2012) 186–191.
doi:10.1016/j.conbuildmat.2012.02.062.
[11] R. Pacheco-Torres, E. Cerro-Prada, F. Escolano, F. Varela, Fatigue performance of waste
rubber concrete for rigid road pavements, Constr. Build. Mater. 176 (2018) 539–548.
doi:10.1016/j.conbuildmat.2018.05.030.
[12] P. Asutkar, S.B. Shinde, R. Patel, Study on the behaviour of rubber aggregates concrete
beams using analytical approach, Eng. Sci. Technol. an Int. J. 20 (2017) 151–159.
doi:10.1016/j.jestch.2016.07.007.
[13] N.N. Gerges, C.A. Issa, S.A. Fawaz, Rubber concrete: Mechanical and dynamical
properties, Case Stud. Constr. Mater. 9 (2018) e00184. doi:10.1016/j.cscm.2018.e00184.
[14] M.S. Senin, S. Shahidan, S.R. Abdullah, N.A. Guntor, A.S. Leman, A review on the
suitability of rubberized concrete for concrete bridge decks, IOP Conf. Ser. Mater. Sci.

52
Eng. 271 (2017) 012074. doi:10.1088/1757-899X/271/1/012074.
[15] A. Grinys, H. Sivilevičius, M. Daukšys, TYRE RUBBER ADDITIVE EFFECT ON
CONCRETE MIXTURE STRENGTH, J. Civ. Eng. Manag. 18 (2012) 393–401.
doi:10.3846/13923730.2012.693536.
[16] A.S. Hameed, A.P. Shashikala, Suitability of rubber concrete for railway sleepers,
Perspect. Sci. 8 (2016) 32–35. doi:10.1016/j.pisc.2016.01.011.
[17] F. Xiao, P.E. Wenbin Zhao, S.N. Amirkhanian, Fatigue behavior of rubberized asphalt
concrete mixtures containing warm asphalt additives, Constr. Build. Mater. 23 (2009)
3144–3151. doi:10.1016/j.conbuildmat.2009.06.036.
[18] D. Li, Y. Zhuge, R. Gravina, J.E. Mills, Compressive stress strain behavior of crumb
rubber concrete (CRC) and application in reinforced CRC slab, Constr. Build. Mater. 166
(2018) 745–759. doi:10.1016/j.conbuildmat.2018.01.142.
[19] A. Moustafa, M.A. ElGawady, Strain Rate Effect on Properties of Rubberized Concrete
Confined with Glass Fiber–Reinforced Polymers, J. Compos. Constr. 20 (2016)
04016014. doi:10.1061/(ASCE)CC.1943-5614.0000658.
[20] T. Gonen, Freezing-thawing and impact resistance of concretes containing waste crumb
rubbers, Constr. Build. Mater. 177 (2018) 436–442.
doi:10.1016/j.conbuildmat.2018.05.105.
[21] R. Si, J. Wang, S. Guo, Q. Dai, S. Han, Evaluation of laboratory performance of self-
consolidating concrete with recycled tire rubber, J. Clean. Prod. 180 (2018) 823–831.
doi:10.1016/j.jclepro.2018.01.180.
[22] G. Li, S.-S. Pang, S.I. Ibekwe, FRP tube encased rubberized concrete cylinders, Mater.
Struct. 44 (2011) 233–243. doi:10.1617/s11527-010-9622-8.
[23] B.S. Thomas, R. Chandra Gupta, Properties of high strength concrete containing scrap tire
rubber, J. Clean. Prod. 113 (2016) 86–92. doi:10.1016/j.jclepro.2015.11.019.
[24] K.B. Najim, M.R. Hall, A review of the fresh/hardened properties and applications for
plain- (PRC) and self-compacting rubberised concrete (SCRC), Constr. Build. Mater. 24
(2010) 2043–2051. doi:10.1016/j.conbuildmat.2010.04.056.
[25] T.M. Pham, X. Zhang, M. Elchalakani, A. Karrech, H. Hao, A. Ryan, Dynamic response
of rubberized concrete columns with and without FRP confinement subjected to lateral
impact, Constr. Build. Mater. 186 (2018) 207–218.

53
doi:10.1016/j.conbuildmat.2018.07.146.
[26] M. Gesoğlu, E. Güneyisi, G. Khoshnaw, S. İpek, Investigating properties of pervious
concretes containing waste tire rubbers, Constr. Build. Mater. 63 (2014) 206–213.
doi:10.1016/j.conbuildmat.2014.04.046.
[27] İ.B. Topçu, A. Demir, Durability of Rubberized Mortar and Concrete, J. Mater. Civ. Eng.
19 (2007) 173–178. doi:10.1061/(ASCE)0899-1561(2007)19:2(173).
[28] İ.B. Topçu, A. Unverdi, Scrap tires/crumb rubber, in: Waste Suppl. Cem. Mater. Concr.,
Elsevier, 2018: pp. 51–77. doi:10.1016/B978-0-08-102156-9.00002-X.
[29] Krishna C. Baranwal, Akron Rubber Development Laboratory, ASTM Standards &
Testing of Recycle Rubber, in: Rubber Div. Meet. Am. Chem. Soc., San Francisco,
California, 2003.
[30] L. Li, S. Ruan, L. Zeng, Mechanical properties and constitutive equations of concrete
containing a low volume of tire rubber particles, Constr. Build. Mater. 70 (2014) 291–308.
doi:10.1016/j.conbuildmat.2014.07.105.
[31] P. Sukontasukkul, Use of crumb rubber to improve thermal and sound properties of pre-
cast concrete panel, Constr. Build. Mater. 23 (2009) 1084–1092.
doi:10.1016/j.conbuildmat.2008.05.021.
[32] S. Herrero, P. Mayor, F. Hernández-Olivares, Influence of proportion and particle size
gradation of rubber from end-of-life tires on mechanical, thermal and acoustic properties
of plaster–rubber mortars, Mater. Des. 47 (2013) 633–642.
doi:10.1016/j.matdes.2012.12.063.
[33] S. Ramarad, M. Khalid, C.T. Ratnam, A.L. Chuah, W. Rashmi, Waste tire rubber in
polymer blends: A review on the evolution, properties and future, Prog. Mater. Sci. 72
(2015) 100–140. doi:10.1016/j.pmatsci.2015.02.004.
[34] A. Caggiano, H. Xargay, P. Folino, E. Martinelli, Experimental and numerical
characterization of the bond behavior of steel fibers recovered from waste tires embedded
in cementitious matrices, Cem. Concr. Compos. 62 (2015) 146–155.
doi:10.1016/j.cemconcomp.2015.04.015.
[35] M.A. Aiello, F. Leuzzi, G. Centonze, A. Maffezzoli, Use of steel fibres recovered from
waste tyres as reinforcement in concrete: Pull-out behaviour, compressive and flexural
strength, Waste Manag. 29 (2009) 1960–1970. doi:10.1016/j.wasman.2008.12.002.
54
[36] A.G. Graeff, K. Pilakoutas, K. Neocleous, M.V.N.N. Peres, Fatigue resistance and
cracking mechanism of concrete pavements reinforced with recycled steel fibres recovered
from post-consumer tyres, Eng. Struct. 45 (2012) 385–395.
doi:10.1016/j.engstruct.2012.06.030.
[37] Eldan Recycling A/S Værkmestervej 4 - 5600 Faaborg, Denmark, (2018). www.eldan-
recycling.com.
[38] E. Ganjian, M. Khorami, A.A. Maghsoudi, Scrap-tyre-rubber replacement for aggregate
and filler in concrete, Constr. Build. Mater. 23 (2009) 1828–1836.
doi:10.1016/j.conbuildmat.2008.09.020.
[39] O. López-Zaldívar, R. Lozano-Díez, S. Herrero del Cura, P. Mayor-Lobo, F. Hernández-
Olivares, Effects of water absorption on the microstructure of plaster with end-of-life tire
rubber mortars, Constr. Build. Mater. 150 (2017) 558–567.
doi:10.1016/j.conbuildmat.2017.06.014.
[40] T. Wang, F. Xiao, S. Amirkhanian, W. Huang, M. Zheng, A review on low temperature
performances of rubberized asphalt materials, Constr. Build. Mater. 145 (2017) 483–505.
doi:10.1016/j.conbuildmat.2017.04.031.
[41] O. Youssf, R. Hassanli, J.E. Mills, Retrofitting square columns using FRP-confined crumb
rubber concrete to improve confinement efficiency, Constr. Build. Mater. 153 (2017) 146–
156. doi:10.1016/j.conbuildmat.2017.07.108.
[42] K.B. Najim, M.R. Hall, Mechanical and dynamic properties of self-compacting crumb
rubber modified concrete, Constr. Build. Mater. 27 (2012) 521–530.
doi:10.1016/j.conbuildmat.2011.07.013.
[43] T. Gupta, S. Chaudhary, R.K. Sharma, Assessment of mechanical and durability
properties of concrete containing waste rubber tire as fine aggregate, Constr. Build. Mater.
73 (2014) 562–574. doi:10.1016/j.conbuildmat.2014.09.102.
[44] E. Fraile-Garcia, J. Ferreiro-Cabello, M. Mendivil-Giro, A.S. Vicente-Navarro, Thermal
behaviour of hollow blocks and bricks made of concrete doped with waste tyre rubber,
Constr. Build. Mater. 176 (2018) 193–200. doi:10.1016/j.conbuildmat.2018.05.015.
[45] F. Aslani, G. Ma, D.L. Yim Wan, V.X. Tran Le, Experimental investigation into rubber
granules and their effects on the fresh and hardened properties of self-compacting
concrete, J. Clean. Prod. 172 (2018) 1835–1847. doi:10.1016/j.jclepro.2017.12.003.

55
[46] A.F. Angelin, F.M. Da Silva, L.A.G. Barbosa, R.C.C. Lintz, M.A.G. De Carvalho, R.A.S.
Franco, Voids identification in rubberized mortar digital images using K-Means and
Watershed algorithms, J. Clean. Prod. 164 (2017) 455–464.
doi:10.1016/j.jclepro.2017.06.202.
[47] J.H. Chen, K.S. Chen, L.Y. Tong, On the pyrolysis kinetics of scrap automotive tires, J.
Hazard. Mater. 84 (2001) 43–55. doi:10.1016/S0304-3894(01)00180-7.
[48] A.C. Corredor-Bedoya, R.A. Zoppi, A.L. Serpa, Composites of scrap tire rubber particles
and adhesive mortar – Noise insulation potential, Cem. Concr. Compos. 82 (2017) 45–66.
doi:10.1016/j.cemconcomp.2017.05.007.
[49] O. Onuaguluchi, Effects of surface pre-coating and silica fume on crumb rubber-cement
matrix interface and cement mortar properties, J. Clean. Prod. 104 (2015) 339–345.
doi:10.1016/j.jclepro.2015.04.116.
[50] F.N.A. Abd. Aziz, S.M. Bida, N.A.M. Nasir, M.S. Jaafar, Mechanical properties of
lightweight mortar modified with oil palm fruit fibre and tire crumb, Constr. Build. Mater.
73 (2014) 544–550. doi:10.1016/j.conbuildmat.2014.09.100.
[51] R. Di Mundo, A. Petrella, M. Notarnicola, Surface and bulk hydrophobic cement
composites by tyre rubber addition, Constr. Build. Mater. 172 (2018) 176–184.
doi:10.1016/j.conbuildmat.2018.03.233.
[52] N. Oikonomou, S. Mavridou, Improvement of chloride ion penetration resistance in
cement mortars modified with rubber from worn automobile tires, Cem. Concr. Compos.
31 (2009) 403–407. doi:10.1016/j.cemconcomp.2009.04.004.
[53] R. Si, S. Guo, Q. Dai, Durability performance of rubberized mortar and concrete with
NaOH-Solution treated rubber particles, Constr. Build. Mater. 153 (2017) 496–505.
doi:10.1016/j.conbuildmat.2017.07.085.
[54] O. Onuaguluchi, N. Banthia, Durability performance of polymeric scrap tire fibers and its
reinforced cement mortar, Mater. Struct. 50 (2017) 158. doi:10.1617/s11527-017-1025-7.
[55] G. Mucsi, Á. Szenczi, S. Nagy, Fiber reinforced geopolymer from synergetic utilization of
fly ash and waste tire, J. Clean. Prod. 178 (2018) 429–440.
doi:10.1016/j.jclepro.2018.01.018.
[56] B. S Mohammed, M.S. Liew, W. S Alaloul, A. Al-Fakih, W. Ibrahim, M. Adamu,
Development of rubberized geopolymer interlocking bricks, Case Stud. Constr. Mater. 8

56
(2018) 401–408. doi:10.1016/j.cscm.2018.03.007.
[57] A. Baricevic, M. Pezer, M. Jelcic Rukavina, M. Serdar, N. Stirmer, Effect of polymer
fibers recycled from waste tires on properties of wet-sprayed concrete, Constr. Build.
Mater. 176 (2018) 135–144. doi:10.1016/j.conbuildmat.2018.04.229.
[58] M. Sienkiewicz, H. Janik, K. Borzędowska-Labuda, J. Kucińska-Lipka, Environmentally
friendly polymer-rubber composites obtained from waste tyres: A review, J. Clean. Prod.
147 (2017) 560–571. doi:10.1016/j.jclepro.2017.01.121.
[59] A.T. Noaman, B.H. Abu Bakar, H.M. Akil, Experimental investigation on compression
toughness of rubberized steel fibre concrete, Constr. Build. Mater. 115 (2016) 163–170.
doi:10.1016/j.conbuildmat.2016.04.022.
[60] O. Youssf, R. Hassanli, J.E. Mills, Mechanical performance of FRP-confined and
unconfined crumb rubber concrete containing high rubber content, J. Build. Eng. 11
(2017) 115–126. doi:10.1016/j.jobe.2017.04.011.
[61] V. Corinaldesi, J. Donnini, Waste rubber aggregates, in: New Trends Eco-Efficient
Recycl. Concr., Elsevier, 2019: pp. 87–119. doi:10.1016/B978-0-08-102480-5.00004-X.
[62] V.P. Swapna, R. Stephen, Recycling of Rubber, in: Recycl. Polym., Wiley-VCH Verlag
GmbH & Co. KGaA, Weinheim, Germany, 2016: pp. 141–161.
doi:10.1002/9783527689002.ch5.
[63] F. Demir, B. Yesilata, P. Turgut, H. Bulut, Y. Isiker, Investigation of the effects of pH,
aging and scrap tire content on the dissolution behaviors of new scrap tire-concrete
mixture structures, J. Clean. Prod. 93 (2015) 38–46. doi:10.1016/j.jclepro.2015.01.043.
[64] G.L. Nacif, T.H. Panzera, K. Strecker, A.L. Christoforo, K. Paine, Investigations on
cementitious composites based on rubber particle waste additions, Mater. Res. 16 (2012)
259–268. doi:10.1590/S1516-14392012005000177.
[65] J.O. Akinyele, R.W. Salim, W.K. Kupolati, THE IMPACT OF RUBBER CRUMB ON
THE MECHANICAL AND CHEMICAL PROPERTIES OF CONCRETE, Eng. Struct.
Technol. 7 (2016) 197–204. doi:10.3846/2029882X.2016.1152169.
[66] E. Güneyisi, Fresh properties of self-compacting rubberized concrete incorporated with fly
ash, Mater. Struct. 43 (2010) 1037–1048. doi:10.1617/s11527-009-9564-1.
[67] Y. Park, A. Abolmaali, M. Mohammadagha, S.-H. Lee, Flexural Characteristic of
Rubberized Hybrid Concrete Reinforced With Steel and Synthetic Fibers, Adv. Civ. Eng.

57
Mater. 3 (2014) 20140011. doi:10.1520/ACEM20140011.
[68] X. Huang, R. Ranade, W. Ni, V.C. Li, On the use of recycled tire rubber to develop low
E-modulus ECC for durable concrete repairs, Constr. Build. Mater. 46 (2013) 134–141.
doi:10.1016/j.conbuildmat.2013.04.027.
[69] S. Guo, Q. Dai, R. Si, X. Sun, C. Lu, Evaluation of properties and performance of rubber-
modified concrete for recycling of waste scrap tire, J. Clean. Prod. 148 (2017) 681–689.
doi:10.1016/j.jclepro.2017.02.046.
[70] A.A. Gheni, M.A. ElGawady, J.J. Myers, Mechanical Characterization of Concrete
Masonry Units Manufactured with Crumb Rubber Aggregate, ACI Mater. J. 114 (2017)
65–76. doi:10.14359/51689482.
[71] H. Su, J. Yang, T.-C. Ling, G.S. Ghataora, S. Dirar, Properties of concrete prepared with
waste tyre rubber particles of uniform and varying sizes, J. Clean. Prod. 91 (2015) 288–
296. doi:10.1016/j.jclepro.2014.12.022.
[72] M.K. Batayneh, I. Marie, I. Asi, Promoting the use of crumb rubber concrete in
developing countries, Waste Manag. 28 (2008) 2171–2176.
doi:10.1016/j.wasman.2007.09.035.
[73] M. Bravo, J. de Brito, Concrete made with used tyre aggregate: durability-related
performance, J. Clean. Prod. 25 (2012) 42–50. doi:10.1016/j.jclepro.2011.11.066.
[74] M. Gesoğlu, E. Güneyisi, Strength development and chloride penetration in rubberized
concretes with and without silica fume, Mater. Struct. 40 (2007) 953–964.
doi:10.1617/s11527-007-9279-0.
[75] F. Aslani, M. Khan, Properties of High-Performance Self-Compacting Rubberized
Concrete Exposed to High Temperatures, J. Mater. Civ. Eng. 31 (2019) 04019040.
doi:10.1061/(ASCE)MT.1943-5533.0002672.
[76] O. Onuaguluchi, D.K. Panesar, Hardened properties of concrete mixtures containing pre-
coated crumb rubber and silica fume, J. Clean. Prod. 82 (2014) 125–131.
doi:10.1016/j.jclepro.2014.06.068.
[77] R. Abendeh, H.S. Ahmad, Y.M. Hunaiti, Experimental studies on the behavior of
concrete-filled steel tubes incorporating crumb rubber, J. Constr. Steel Res. 122 (2016)
251–260. doi:10.1016/j.jcsr.2016.03.022.
[78] F. Aslani, Mechanical Properties of Waste Tire Rubber Concrete, J. Mater. Civ. Eng. 28

58
(2016) 04015152. doi:10.1061/(ASCE)MT.1943-5533.0001429.
[79] R. Hassanli, J.E. Mills, D. Li, T. Benn, Experimental and Numerical Study on the
Behavior of Rubberized Concrete, Adv. Civ. Eng. Mater. 6 (2017) 20160026.
doi:10.1520/ACEM20160026.
[80] E. Güneyisi, M. Gesoglu, N. Naji, S. İpek, Evaluation of the rheological behavior of fresh
self-compacting rubberized concrete by using the Herschel–Bulkley and modified
Bingham models, Arch. Civ. Mech. Eng. 16 (2016) 9–19.
doi:10.1016/j.acme.2015.09.003.
[81] I. Mohammadi, H. Khabbaz, Shrinkage performance of Crumb Rubber Concrete (CRC)
prepared by water-soaking treatment method for rigid pavements, Cem. Concr. Compos.
62 (2015) 106–116. doi:10.1016/j.cemconcomp.2015.02.010.
[82] L. Zheng, X.S. Huo, Y. Yuan, Strength, Modulus of Elasticity, and Brittleness Index of
Rubberized Concrete, J. Mater. Civ. Eng. 20 (2008) 692–699. doi:10.1061/(ASCE)0899-
1561(2008)20:11(692).
[83] J. Kang, Y. Jiang, Improvement of cracking-resistance and flexural behavior of cement-
based materials by addition of rubber particles, J. Wuhan Univ. Technol. Sci. Ed. 23
(2008) 579–583. doi:10.1007/s11595-006-4579-8.
[84] W.H. Yung, L.C. Yung, L.H. Hua, A study of the durability properties of waste tire rubber
applied to self-compacting concrete, Constr. Build. Mater. 41 (2013) 665–672.
doi:10.1016/j.conbuildmat.2012.11.019.
[85] M. Adamu, EFFECT OF CRUMB RUBBER AND NANO SILICA ON THE CREEP
AND DRYING SHRINKAGE OF ROLLER COMPACTED CONCRETE PAVEMENT,
Int. J. GEOMATE. 15 (2018). doi:10.21660/2018.47.22082.
[86] D.V. Bompa, A.Y. Elghazouli, Creep properties of recycled tyre rubber concrete, Constr.
Build. Mater. 209 (2019) 126–134. doi:10.1016/j.conbuildmat.2019.03.127.
[87] M.M. Reda Taha, A.S. El-Dieb, M.A. Abd El-Wahab, M.E. Abdel-Hameed, Mechanical,
Fracture, and Microstructural Investigations of Rubber Concrete, J. Mater. Civ. Eng. 20
(2008) 640–649. doi:10.1061/(ASCE)0899-1561(2008)20:10(640).
[88] A.P.C. Duarte, B.A. Silva, N. Silvestre, J. de Brito, E. Júlio, J.M. Castro, Tests and design
of short steel tubes filled with rubberised concrete, Eng. Struct. 112 (2016) 274–286.
doi:10.1016/j.engstruct.2016.01.018.

59
[89] E. Ozbay, M. Lachemi, U.K. Sevim, Compressive strength, abrasion resistance and energy
absorption capacity of rubberized concretes with and without slag, Mater. Struct. 44
(2011) 1297–1307. doi:10.1617/s11527-010-9701-x.
[90] S. Raffoul, R. Garcia, K. Pilakoutas, M. Guadagnini, N.F. Medina, Optimisation of
rubberised concrete with high rubber content: An experimental investigation, Constr.
Build. Mater. 124 (2016) 391–404. doi:10.1016/j.conbuildmat.2016.07.054.
[91] M. Gesoglu, E. Güneyisi, O. Hansu, S. İpek, D.S. Asaad, Influence of waste rubber
utilization on the fracture and steel–concrete bond strength properties of concrete, Constr.
Build. Mater. 101 (2015) 1113–1121. doi:10.1016/j.conbuildmat.2015.10.030.
[92] M. Turki, I. Zarrad, E. Bretagne, M. Quéneudec, Influence of Filler Addition on
Mechanical Behavior of Cementitious Mortar-Rubber Aggregates: Experimental Study
and Modeling, J. Mater. Civ. Eng. 24 (2012) 1350–1358. doi:10.1061/(ASCE)MT.1943-
5533.0000512.
[93] J. Xie, C. Fang, Z. Lu, Z. Li, L. Li, Effects of the addition of silica fume and rubber
particles on the compressive behaviour of recycled aggregate concrete with steel fibres, J.
Clean. Prod. 197 (2018) 656–667. doi:10.1016/j.jclepro.2018.06.237.
[94] H. Liu, X. Wang, Y. Jiao, T. Sha, Experimental Investigation of the Mechanical and
Durability Properties of Crumb Rubber Concrete, Materials (Basel). 9 (2016) 172.
doi:10.3390/ma9030172.
[95] L.P. Rivas-Vázquez, R. Suárez-Orduña, J. Hernández-Torres, E. Aquino-Bolaños, Effect
of the surface treatment of recycled rubber on the mechanical strength of composite
concrete/rubber, Mater. Struct. 48 (2015) 2809–2814. doi:10.1617/s11527-014-0355-y.
[96] A.M. Rashad, A comprehensive overview about recycling rubber as fine aggregate
replacement in traditional cementitious materials, Int. J. Sustain. Built Environ. 5 (2016)
46–82. doi:10.1016/j.ijsbe.2015.11.003.
[97] A. Sofi, Effect of waste tyre rubber on mechanical and durability properties of concrete –
A review, Ain Shams Eng. J. (2017) 1–10. doi:10.1016/j.asej.2017.08.007.
[98] K. Jafari, V. Toufigh, Experimental and analytical evaluation of rubberized polymer
concrete, Constr. Build. Mater. 155 (2017) 495–510.
doi:10.1016/j.conbuildmat.2017.08.097.
[99] B.S. Mohammed, M. Adamu, N. Shafiq, Establishing relationship between modulus of

60
elasticity and strength of nano silica modified roller compacted rubbercrete, Int. J.
GEOMATE. 13 (2017) 103–110. doi:10.21660/2017.39.23401.
[100] A. Moustafa, M. ElGawady, Dynamic Properties of High Strength Rubberized Concrete,
ACI Spec. Publ. (2017) 1–22.
https://www.researchgate.net/publication/305129931_Dynamic_Properties_of_High_Stre
ngth_Rubberized_Concrete.
[101] M.M. Al-Tayeb, B.H. Abu Bakar, H.M. Akil, H. Ismail, Performance of Rubberized and
Hybrid Rubberized Concrete Structures under Static and Impact Load Conditions, Exp.
Mech. 53 (2013) 377–384. doi:10.1007/s11340-012-9651-z.
[102] F. Liu, W. Zheng, L. Li, W. Feng, G. Ning, Mechanical and fatigue performance of rubber
concrete, Constr. Build. Mater. 47 (2013) 711–719.
doi:10.1016/j.conbuildmat.2013.05.055.
[103] A. Yilmaz, N. Degirmenci, Possibility of using waste tire rubber and fly ash with Portland
cement as construction materials, Waste Manag. 29 (2009) 1541–1546.
doi:10.1016/j.wasman.2008.11.002.
[104] M. Elchalakani, High strength rubberized concrete containing silica fume for the
construction of sustainable road side barriers, Structures. 1 (2015) 20–38.
doi:10.1016/j.istruc.2014.06.001.
[105] M. Gesoğlu, E. Güneyisi, G. Khoshnaw, S. İpek, Abrasion and freezing–thawing
resistance of pervious concretes containing waste rubbers, Constr. Build. Mater. 73 (2014)
19–24. doi:10.1016/j.conbuildmat.2014.09.047.
[106] J. Kang, B. Zhang, G. Li, The abrasion-resistance investigation of rubberized concrete, J.
Wuhan Univ. Technol. Sci. Ed. 27 (2012) 1144–1148. doi:10.1007/s11595-012-0619-8.
[107] K.E. Ridgley, A.A. Abouhussien, A.A.A. Hassan, B. Colbourne, Evaluation of Abrasion
Resistance of Self-Consolidating Rubberized Concrete by Acoustic Emission Analysis, J.
Mater. Civ. Eng. 30 (2018) 04018196. doi:10.1061/(ASCE)MT.1943-5533.0002402.
[108] P. Sukontasukkul, S. Jamnam, M. Sappakittipakorn, N. Banthia, Preliminary study on
bullet resistance of double-layer concrete panel made of rubberized and steel fiber
reinforced concrete, Mater. Struct. 47 (2014) 117–125. doi:10.1617/s11527-013-0049-x.
[109] A.Y. Elghazouli, D.V. Bompa, B. Xu, A.M. Ruiz‐Teran, P.J. Stafford, Performance of
rubberised reinforced concrete members under cyclic loading, Eng. Struct. 166 (2018)

61
526–545. doi:10.1016/j.engstruct.2018.03.090.
[110] A.O. Atahan, A.Ö. Yücel, Crumb rubber in concrete: Static and dynamic evaluation,
Constr. Build. Mater. 36 (2012) 617–622. doi:10.1016/j.conbuildmat.2012.04.068.
[111] M. Adamu, B.S. Mohammed, N. Shafiq, M. Shahir Liew, Effect of crumb rubber and
nano silica on the fatigue performance of roller compacted concrete pavement, Cogent
Eng. 5 (2018). doi:10.1080/23311916.2018.1436027.
[112] F. Liu, L. Meng, G.-F. Ning, L.-J. Li, Fatigue performance of rubber-modified recycled
aggregate concrete (RRAC) for pavement, Constr. Build. Mater. 95 (2015) 207–217.
doi:10.1016/j.conbuildmat.2015.07.042.
[113] T. Gupta, A. Tiwari, S. Siddique, R.K. Sharma, S. Chaudhary, Response Assessment
under Dynamic Loading and Microstructural Investigations of Rubberized Concrete, J.
Mater. Civ. Eng. 29 (2017) 04017062. doi:10.1061/(ASCE)MT.1943-5533.0001905.
[114] S.M. Saeed, M.Y. Aman, K.A. Ahmad, A. Batari, A.T.A. Yero, A.U. Chinade, Effect of
Crumb Rubber Modifier on the Fatigue Performance of Warm Mix Asphalt, in: Springer
Singapore, 2019: pp. 1367–1376. doi:10.1007/978-981-10-8016-6_98.
[115] F. Hernández-Olivares, G. Barluenga, B. Parga-Landa, M. Bollati, B. Witoszek, Fatigue
behaviour of recycled tyre rubber-filled concrete and its implications in the design of rigid
pavements, Constr. Build. Mater. 21 (2007) 1918–1927.
doi:10.1016/j.conbuildmat.2006.06.030.
[116] P. Sugapriya, R. Ramkrishnan, Crumb Rubber Recycling in Enhancing Damping
Properties of Concrete, IOP Conf. Ser. Mater. Sci. Eng. 310 (2018) 012013.
doi:10.1088/1757-899X/310/1/012013.
[117] R. Meesit, S. Kaewunruen, Vibration Characteristics of Micro-Engineered Crumb Rubber
Concrete for Railway Sleeper Applications, J. Adv. Concr. Technol. 15 (2017) 55–66.
doi:10.3151/jact.15.55.
[118] A. Nadal Gisbert, J.M. Gadea Borrell, F. Parres García, E. Juliá Sanchis, J.E. Crespo
Amorós, J. Segura Alcaraz, F. Salas Vicente, Analysis behaviour of static and dynamic
properties of Ethylene-Propylene-Diene-Methylene crumb rubber mortar, Constr. Build.
Mater. 50 (2014) 671–682. doi:10.1016/j.conbuildmat.2013.10.018.
[119] A. Moustafa, A. Gheni, M.A. ElGawady, Shaking-Table Testing of High Energy–
Dissipating Rubberized Concrete Columns, J. Bridg. Eng. 22 (2017) 04017042.
62
doi:10.1061/(ASCE)BE.1943-5592.0001077.
[120] Q.-H. Han, G. Yang, J. Xu, Experimental study on the relationship between acoustic
emission energy and fracture energy of crumb rubber concrete, Struct. Control Heal.
Monit. 25 (2018) e2240. doi:10.1002/stc.2240.
[121] O. Youssf, M.A. ElGawady, J.E. Mills, Experimental Investigation of Crumb Rubber
Concrete Columns under Seismic Loading, Structures. 3 (2015) 13–27.
doi:10.1016/j.istruc.2015.02.005.
[122] M. Gesoğlu, E. Güneyisi, Permeability properties of self-compacting rubberized
concretes, Constr. Build. Mater. 25 (2011) 3319–3326.
doi:10.1016/j.conbuildmat.2011.03.021.
[123] B.S. Thomas, R.C. Gupta, V.J. Panicker, Recycling of waste tire rubber as aggregate in
concrete: durability-related performance, J. Clean. Prod. 112 (2016) 504–513.
doi:10.1016/j.jclepro.2015.08.046.
[124] A.C. Marques, J.L. Akasaki, A.P.M. Trigo, M.L. Marques, Influence of the surface
treatment of tire rubber residues added in mortars, Rev. IBRACON Estruturas e Mater. 1
(2008) 113–120. doi:10.1590/S1983-41952008000200001.
[125] B.S. Thomas, R.C. Gupta, P. Mehra, S. Kumar, Performance of high strength rubberized
concrete in aggressive environment, Constr. Build. Mater. 83 (2015) 320–326.
doi:10.1016/j.conbuildmat.2015.03.012.
[126] N. Flores Medina, D. Flores-Medina, F. Hernández-Olivares, Influence of fibers partially
coated with rubber from tire recycling as aggregate on the acoustical properties of
rubberized concrete, Constr. Build. Mater. 129 (2016) 25–36.
doi:10.1016/j.conbuildmat.2016.11.007.
[127] B.S. Mohammed, K.M. Anwar Hossain, J.T. Eng Swee, G. Wong, M. Abdullahi,
Properties of crumb rubber hollow concrete block, J. Clean. Prod. 23 (2012) 57–67.
doi:10.1016/j.jclepro.2011.10.035.
[128] A.M. Marques, J.R. Correia, J. de Brito, Post-fire residual mechanical properties of
concrete made with recycled rubber aggregate, Fire Saf. J. 58 (2013) 49–57.
doi:10.1016/j.firesaf.2013.02.002.
[129] F. Hernández-Olivares, G. Barluenga, Fire performance of recycled rubber-filled high-
strength concrete, Cem. Concr. Res. 34 (2004) 109–117. doi:10.1016/S0008-

63
8846(03)00253-9.
[130] M.M. Abdel Kader, S.M. Abdel-wehab, M.A. Helal, H.H. Hassan, Evaluation of thermal
insulation and mechanical properties of waste rubber/natural rubber composite, HBRC J. 8
(2012) 69–74. doi:10.1016/j.hbrcj.2011.11.001.
[131] T. Gupta, S. Siddique, R.K. Sharma, S. Chaudhary, Effect of elevated temperature and
cooling regimes on mechanical and durability properties of concrete containing waste
rubber fiber, Constr. Build. Mater. 137 (2017) 35–45.
doi:10.1016/j.conbuildmat.2017.01.065.
[132] H. Mahir Mahmod, A.A. Farah Nora Aznieta, S.J. Gatea, Evaluation of rubberized fibre
mortar exposed to elevated temperature using destructive and non-destructive testing,
KSCE J. Civ. Eng. 21 (2017) 1347–1358. doi:10.1007/s12205-016-0721-0.
[133] H. Su, J. Yang, G.S. Ghataora, S. Dirar, Surface modified used rubber tyre aggregates:
effect on recycled concrete performance, Mag. Concr. Res. 67 (2015) 680–691.
doi:10.1680/macr.14.00255.
[134] K.B. Najim, M.R. Hall, Crumb rubber aggregate coatings/pre-treatments and their effects
on interfacial bonding, air entrapment and fracture toughness in self-compacting
rubberised concrete (SCRC), Mater. Struct. 46 (2013) 2029–2043. doi:10.1617/s11527-
013-0034-4.
[135] M.A. Fernández-Ruiz, L.M. Gil-Martín, J.F. Carbonell-Márquez, E. Hernández-Montes,
Epoxy resin and ground tyre rubber replacement for cement in concrete: Compressive
behaviour and durability properties, Constr. Build. Mater. 173 (2018) 49–57.
doi:10.1016/j.conbuildmat.2018.04.004.
[136] F. Valadares, M. Bravo, J. De Brito, Concrete with Used Tire Rubber Aggregates:
Mechanical Performance, ACI Mater. J. 109 (2012) 283–292. doi:10.14359/51683818.
[137] C. Bing, L. Ning, Experimental Research on Properties of Fresh and Hardened Rubberized
Concrete, J. Mater. Civ. Eng. 26 (2014) 04014040. doi:10.1061/(ASCE)MT.1943-
5533.0000923.
[138] A. Benazzouk, O. Douzane, T. Langlet, K. Mezreb, J.M. Roucoult, M. Quéneudec,
Physico-mechanical properties and water absorption of cement composite containing
shredded rubber wastes, Cem. Concr. Compos. 29 (2007) 732–740.
doi:10.1016/j.cemconcomp.2007.07.001.

64
[139] S. Luhar, S. Chaudhary, I. Luhar, Development of rubberized geopolymer concrete:
Strength and durability studies, Constr. Build. Mater. 204 (2019) 740–753.
doi:10.1016/j.conbuildmat.2019.01.185.
[140] A. Baričević, M. Jelčić Rukavina, M. Pezer, N. Štirmer, Influence of recycled tire polymer
fibers on concrete properties, Cem. Concr. Compos. 91 (2018) 29–41.
doi:10.1016/j.cemconcomp.2018.04.009.
[141] C. Coelho Martuscelli, J. Cesar dos Santos, P. Resende Oliveira, T. Hallak Panzera, M.T.
Paulino Aguilar, C. Thomas Garcia, Polymer-cementitious composites containing
recycled rubber particles, Constr. Build. Mater. 170 (2018) 446–454.
doi:10.1016/j.conbuildmat.2018.03.017.
[142] Y. Wang, J. Chen, D. Gao, E. Huang, Mechanical Properties of Steel Fibers and
Nanosilica Modified Crumb Rubber Concrete, Adv. Civ. Eng. 2018 (2018) 1–10.
doi:10.1155/2018/6715813.
[143] A. Alsaif, S.A. Bernal, M. Guadagnini, K. Pilakoutas, Durability of steel fibre reinforced
rubberised concrete exposed to chlorides, Constr. Build. Mater. 188 (2018) 130–142.
doi:10.1016/j.conbuildmat.2018.08.122.
[144] Y. Park, A. Abolmaali, Y.H. Kim, M. Ghahremannejad, Compressive strength of fly ash-
based geopolymer concrete with crumb rubber partially replacing sand, Constr. Build.
Mater. 118 (2016) 43–51. doi:10.1016/j.conbuildmat.2016.05.001.
[145] O. Youssf, M.A. ElGawady, J.E. Mills, X. Ma, An experimental investigation of crumb
rubber concrete confined by fibre reinforced polymer tubes, Constr. Build. Mater. 53
(2014) 522–532. doi:10.1016/j.conbuildmat.2013.12.007.
[146] M.K. Ismail, A.A.A. Hassan, Ductility and Cracking Behavior of Reinforced Self-
Consolidating Rubberized Concrete Beams, J. Mater. Civ. Eng. 29 (2017) 04016174.
doi:10.1061/(ASCE)MT.1943-5533.0001699.
[147] A.S.M. Mendis, S. Al-Deen, M. Ashraf, Effect of rubber particles on the flexural
behaviour of reinforced crumbed rubber concrete beams, Constr. Build. Mater. 154 (2017)
644–657. doi:10.1016/j.conbuildmat.2017.07.220.
[148] R. Hassanli, O. Youssf, J.E. Mills, Experimental investigations of reinforced rubberized
concrete structural members, J. Build. Eng. 10 (2017) 149–165.
doi:10.1016/j.jobe.2017.03.006.

65
[149] O. Youssf, M.A. ElGawady, J.E. Mills, Static cyclic behaviour of FRP-confined crumb
rubber concrete columns, Eng. Struct. 113 (2016) 371–387.
doi:10.1016/j.engstruct.2016.01.033.
[150] K. Strukar, T. Kalman Šipoš, I. Miličević, R. Bušić, Potential use of rubber as aggregate
in structural reinforced concrete element – A review, Eng. Struct. 188 (2019) 452–468.
doi:10.1016/j.engstruct.2019.03.031.
[151] O. Ali, D. Bigaud, H. Riahi, Seismic performance of reinforced concrete frame structures
strengthened with FRP laminates using a reliability-based advanced approach, Compos.
Part B Eng. 139 (2018) 238–248. doi:10.1016/j.compositesb.2017.11.051.
[152] R. Hassanli, O. Youssf, J.E. Mills, Seismic Performance of Precast Posttensioned
Segmental FRP-Confined and Unconfined Crumb Rubber Concrete Columns, J. Compos.
Constr. 21 (2017) 04017006. doi:10.1061/(ASCE)CC.1943-5614.0000789.
[153] T.M. Pham, M. Elchalakani, A. Karrech, H. Hao, Axial impact behavior and energy
absorption of rubberized concrete with/without fiber-reinforced polymer confinement, Int.
J. Prot. Struct. 10 (2019) 154–173. doi:10.1177/2041419618800771.
[154] F. Aslani, G. Ma, D.L. Yim Wan, G. Muselin, Development of high-performance self-
compacting concrete using waste recycled concrete aggregates and rubber granules, J.
Clean. Prod. 182 (2018) 553–566. doi:10.1016/j.jclepro.2018.02.074.
[155] F. Aslani, J. Kelin, Assessment and development of high-performance fibre-reinforced
lightweight self-compacting concrete including recycled crumb rubber aggregates exposed
to elevated temperatures, J. Clean. Prod. 200 (2018) 1009–1025.
doi:10.1016/j.jclepro.2018.07.323.
[156] B.H. AbdelAleem, A.A.A. Hassan, Development of self-consolidating rubberized
concrete incorporating silica fume, Constr. Build. Mater. 161 (2018) 389–397.
doi:10.1016/j.conbuildmat.2017.11.146.





























![CITES, fisheries and electronic information · origin to final destination [CITES vision statement] The role of CITES • CITES’ role is at the interface between sustainable use](https://img.dokumen.tips/doc/110x75/5f29cd7375481012b435543b/cites-fisheries-and-electronic-origin-to-final-destination-cites-vision-statement.jpg)