Embed Size (px)
Citation preview

TUBE BUTT WELD SAMPLE 7C-040 2.5”Diameter X .180” Nominal Wall Thickness
RT
Detection
PAUT
Detection
Actual
Height - .094” Height - .067” Height - .130”
.21”
.24”
0
0
7.850”
Height - .057” Height - .111” Height - .100”
0
0
.19”
.35” .35”
.51” .28”
Flaw #1 Flaw #2 Flaw #3 OD
ID
OD
ID
ID
OD
7.850” .25”
Flaw #1 Flaw #2 Lack of Fusion Slag Inclusion

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
Height - .051” Height - .059” Height - .083”
.14”
.24”
0
0
7.850”
Height - .058” Height - .138” Height - .146”
0
0
.69”
.51” .41”
.47” .43”
Flaw #1 Flaw #2 Flaw #3
OD
ID
OD
ID
ID
OD
7.850”
TUBE BUTT WELD SAMPLE 7C-041 2.5”Diameter X .180” Nominal Wall Thickness
RT
Detection
PAUT
Detection
Actual

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
0
0
6.280”
Height - .142” Height - .123” Height - .105”
Height - .138” Height - .079” Height - .075”
0
0
.31”
.54” .55” .56”
.55” .71” .71”
Flaw #1 Flaw #2 Flaw #3 OD
ID
OD
ID
ID
OD
6.280”
TUBE BUTT WELD SAMPLE 7C-042 2”Diameter X .260” Nominal Wall Thickness
Actual
RT
Detection
PAUT
Detection
Flaw #1 Flaw #2
Flaw #3
Lack of Fusion Lack of Fusion
ID Undercut

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
Flaw #2
Lack of Fusion
Height - .067” Height - .028”
0
0
6.280”
Height - .126” Height - .141”
Height - .0”
0
0
.75”
1.17” .34” .29”
.39” .55” .04”
Flaw #1 Flaw #2 Flaw #3
OD
ID
OD
ID
ID
OD
6.280” .22” .44”
Height – ( -.202”)
Flaw #1
Flaw #3
TUBE BUTT WELD SAMPLE 7C-043 2”Diameter X .260” Nominal Wall Thickness
Actual
PAUT
Detection
RT
Detection
Incomplete Penetration
Lack of Fusion

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
Height - .028” Height - .106”
.25” .38”
.12”
.40” .25”
.51”
0
0
7.850”
Height - .020” Height - .074” Height - .114”
0
0
.44”
.21”
Flaw #3 Flaw #1 Flaw #2
OD
ID
OD
ID
ID
OD
7.850”
TUBE BUTT WELD SAMPLE 7C-044 2.25”Diameter X .165” Nominal Wall Thickness
RT
Detection
PAUT
Detection
Actual
Flaw #1 Flaw #2
Flaw #3
Lack of Fusion and Small Pore
Lack of Fusion and Small Pore
Excess
Penetration

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
TUBE BUTT WELD SAMPLE 1-1 2”Diameter X .165” Nominal Wall Thickness
Flaw #1 Flaw #1
Flaw #2
Porosity Cluster Porosity Cluster
Root Concavity
Flaw #3
Root Concavity
Lack of Fusion

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
Height - .020” Height - .051”
.08”
Root Porosity
.08”
0
0
6.090”
Height – (- .029”)
Height - .130”
0
0
.13”
.12
”
.13”
.20”
Flaw #1 Flaw #2
Flaw #3 OD
ID
OD
ID
ID
OD
6.090” .13”
Actual
PAUT
Detection
RT
Detection
TUBE BUTT WELD SAMPLE 1-3 1.75”Diameter X .200” Nominal Wall Thickness
No Flaw Discovered During
Cross Sectioning
Flaw #1 Flaw #2
Flaw #3
Porosity Cluster
Porosity in Root

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
Height - .075”
.35”
.44”
.35”
0
0
5.510”
Height - .090”
Height – (-.133”)
Height - .0”
0
0
.59
”
.35”
Flaw #1 Flaw #2
OD
ID
OD
ID
ID
OD
5.510” .38”
Flaw #1
RT
Detection
TUBE BUTT WELD SAMPLE 1-7 2.5”Diameter X .280” Nominal Wall Thickness
Actual
PAUT
Detection
Flaw #1 Flaw #2
Porosity Cluster
Excess Penetration

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
.56”
Height - .083”
.43”
Flaw #1
.47”
0
0
7.850”
Height - .142”
Height - .142”
Height - .146”
0
0
.50”
.65” .50”
Flaw #1 Flaw #2
OD
ID
OD
ID
ID
OD
7.850”
RT
Detection
PAUT
Detection
Actual
TUBE BUTT WELD SAMPLE 1-8 2.5”Diameter X .280” Nominal Wall Thickness
Flaw #1 Flaw #1
Flaw #2
Incomplete Penetration Incomplete Penetration
Porosity Cluster

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
.22” .10” .63”
Height – Cap Por - .075”
Height - .067”
.47”
Flaw #1
.59”
0
0
7.850”
Height - .168”
Height – LOF - .097”
Height - .106”
0
0
.56” .55”
Flaw #1 Flaw #2
OD
ID
OD
ID
ID
OD
7.850”
Flaw #3
Actual
PAUT
Detection
RT
Detection
Flaw #1
Flaw #3
Flaw #2
No Flaw Discovered During Cross
Sectioning
TUBE BUTT WELD SAMPLE 2-2 2”Diameter X .165” Nominal Wall Thickness
Lack of Fusion and Small Pores Slag Inclusion and Small Pore

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
Overview of Examination Results
.16” Root Porosity Height – (-.021”)
.07”
Undercut Height - .009”
Height - .020”
Flaw #1 Flaw #1
.25”
.85”
.39”
0
0
5.970”
Height - .037” Height – .032”
Height - .028” Height - .031”
0
0
.59
”
.28”
Flaw #2 OD
ID
OD
ID
ID
OD
5.970” .19”
Flaw #3
.12”
.08”
Actual
PAUT
Detection
RT
Detection
Flaw #1 Flaw #2
Flaw #3a Flaw #3b
Root Concavity ID Undercut
Root Porosity ID Undercut

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
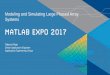
The results of the radiographic, phased array ultrasonic and destructive examination results
have been graphically presented. Figures #4 through #6 present the detection and height sizing
results with calculated maximum and average height sizing error provided by the phased array
ultrasonic examination. The radiographic examination method is incapable of providing flaw height
data, however, the flaw detection has been shown. Figures #7 through #9 provide the flaw length
sizing capabilities for both the RT and PAUT techniques and Figure #10 provides the flaw
positioning capability of the PAUT technique with respect to the nearest surface of the tube (ID or
OD).
The following graphs have been divided into three flaw groups, planar flaws, volumetric
flaws and geometric flaws. These groupings were established based on flaw service severity,
variations in sizing methodologies with the PAUT technique and obvious differences in
detectability between the PAUT and radiographic methods. For the purpose of this investigation
flaws determined to be lack of fusion, incomplete penetration, or cracking have been deemed planar
flaws. Flaws determined to be slag inclusions or porosity have been deemed volumetric flaws and
flaws determined to be excess penetration, undercut or concave root have been deemed to be
geometric flaws.
Detection and Height Sizing Capability
Planar Flaws
Figure #4
Planar Flaw Detection and Height Sizing
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0.18
0.2
7C
-04
0 F
law
# 1
7C
-04
0 F
law
# 3
7C
-04
1 F
law
# 1
7C
-04
1 F
law
# 2
7C
-04
2 F
law
# 1
7C
-04
2 F
law
# 2
7C
-04
2 F
law
# 3
7C
-04
3 F
law
# 1
7C
-04
3 F
law
# 2
7C
-04
4 F
law
# 2
1-7
Fla
w #
1
1-8
Fla
w #
1
1-8
Fla
w #
3
Sample #/Flaw #
Fla
w H
eig
ht
(in
ch
es)
Actual
PAUT
RT
* Maximum PAUT Height Sizing Error - .113"
* Average PAUT Height Sizing Error - .039"
* RT height sizing - not applicable - red columns indicate
detection only
Observations

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
1. Six of the twelve planar flaws found during destructive examination were not detected during radiographic
examination. Of these, all except 7C-043 Flaw #1 which was misinterpreted as a volumetric flaw by PAUT,
were rejected by the PAUT examination. One planar flaw found by radiography was not confirmed by
destructive evaluation. All planar flaws confirmed by destructive evaluation were detected by the phased array
ultrasonic examination.
2. On average the PAUT height sizing capability (.039”) was best when the subject flaw was planar in nature
versus volumetric or geometric. The maximum height sizing error (.113”) occurred when sizing Sample 7C-
043 Flaw #1 which was also misinterpreted as a volumetric type flaw.
Volumetric Flaws
Figure #5
Volumetric Flaw Detection and Height Sizing
0
0.02
0.04
0.06
0.08
0.1
0.12
0.14
0.16
0.18
7C
-04
0 F
law
# 2
7C
-04
4 F
law
# 1
1-1
Fla
w #
1
1-1
Fla
w #
2
1-1
Fla
w #
3
1-3
Fla
w #
2
1-7
Fla
w #
2
1-8
Fla
w #
1
1-8
Fla
w #
2
2-2
Fla
w #
3a
Sample #/Flaw #
Fla
w H
eig
ht
(in
ch
es)
Actual
PAUT
RT
* Maximum PAUT Height Sizing Error - .110"
* Average PAUT Height Sizing Error - .059"
* RT Height Sizing - not applicable - red columns indicate
etection only
Observations
1. Three of the nine volumetric flaws found during destructive evaluation were not detected during phased array
ultrasonic examination. Of these three flaws, Sample 1-8 Flaw 1 was the only RT rejectable flaw. RT and
PAUT detected a volumetric flaw (pore) in Sample 1-1 that was not observed during destructive evaluation.
All volumetric flaws confirmed by destructive evaluation were detected by the radiographic examination.
2. Significant PAUT flaw sizing error was noted on several volumetric flaws (Max. .110”, Avg. .049”). In all
instances volumetric flaws were undersized for height by the PAUT technique.
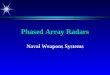
Geometric Flaws

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
Figure #6
Geometric Flaw Detection and Height Sizing
-0.25
-0.2
-0.15
-0.1
-0.05
0
0.05
0.1
7C
-04
1 F
law
# 3
7C
-04
3 F
law
# 3
7C
-04
4 F
law
# 3
1-3
Fla
w #
1
2-2
Fla
w #
1
2-2
Fla
w #
2
2-2
Fla
w #
3b
Sample #/Flaw #
Fla
w H
eig
ht
(in
ch
es)
Actual
PAUT
RT
* Maximum PAUT Height Sizing Error - .192"
* Average PAUT Height Sizing Error - .052"
* RT height sizing - not applicable - red columns indication
detection only
Observations
1. The minor root concavity in Sample 7C-044 Flaw #3 was not detectable by the PAUT technique. This flaw
was detected and accepted by RT. The minor undercut flaw in Sample 2-2 Flaw #3b was not detected by RT.
This flaw was recorded and accepted by PAUT.
2. The excess penetration flaws in Sample 7C-043 Flaw #3 and Sample 1-3 Flaw #1 were marginally detected by
the PAUT technique, however, this technique provides no insight into the severity of the excess penetration
condition.
Length Sizing Capability
Planar Flaws
Figure #7
Planar Flaw Length Sizing
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
0.8
0.9
1
7C
-04
0 F
law
# 1
7C
-04
0 F
law
# 3
7C
-04
1 F
law
# 1
7C
-04
1 F
law
# 2
7C
-04
2 F
law
# 1
7C
-04
2 F
law
# 2
7C
-04
2 F
law
# 3
7C
-04
3 F
law
# 1
7C
-04
3 F
law
# 2
7C
-04
4 F
law
# 2
1-7
Fla
w #
1
1-8
Fla
w #
1
1-8
Fla
w #
3
Sample #/Flaw #
Fla
w L
en
gth
(in
ch
es)
Actual
PAUT
RT
* Maximum PAUT Length Sizing Error - .26"
* Average PAUT Length Sizing Error - .120"
* Maximum RT Length Sizing Error - .56"
* Average RT Length Sizing Error - .294"
Observations

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
1. Planar flaws are oversized for length by PAUT in 67% of the sample flaws. Planar flaws are not detected, or
are undersized for length, by RT in 92% of the sample flaws.
Volumetric Flaws
Figure #8
Volumetric Flaw Length Sizing
0
0.1
0.2
0.3
0.4
0.5
0.6
0.7
7C
-04
0 F
law
# 2
7C
-04
4 F
law
# 1
1-1
Fla
w #
1
1-1
Fla
w #
2
1-1
Fla
w #
3
1-3
Fla
w #
2
1-7
Fla
w #
2
1-8
Fla
w #
1
1-8
Fla
w #
2
2-2
Fla
w #
3a
Sample #/Flaw #
Fla
w L
en
gth
(in
ch
es)
Actual
PAUT
RT
* Maximum PAUT Length Sizing Error - .160"
* Average PAUT Length Sizing Error - .076"
* Maximum RT Length Sizing Error - .130"
* Average RT Length Sizing Error - .063"
Observations
1. On average volumetric flaws are more accurately sized for length, by both PAUT and RT, than planar or
geometric flaws.
Geometric Flaws
Figure #9
Geometric Flaw Length Sizing
0
0.2
0.4
0.6
0.8
1
1.2
1.4
7C
-04
1 F
law
# 3
7C
-04
3 F
law
# 3
7C
-04
4 F
law
# 3
1-3
Fla
w #
1
2-2
Fla
w #
1
2-2
Fla
w #
2
2-2
Fla
w #
3b
Sample #/Flaw #
Fla
w L
en
gth
(in
ch
es)
Actual
PAUT
RT
* Maximum PAUT Length Sizing Error - 1.130"
* Average PAUT Length Sizing Error - .277"
* Maximum RT Length Sizing Error - .420"
* Average RT Length Sizing Error - .196"

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
Observations
1. Geometric flaw length sizing is less accurate with PAUT than any other flaw type. On average RT length sizes
geometric flaws more accurately than planar flaws and less accurately than volumetric flaws.
PAUT Subsurface Flaw Positioning Capability
Figure # 10
PAUT Subsurface Flaw Position Error Versus Actual
-0.14
-0.12
-0.1
-0.08
-0.06
-0.04
-0.02
0
0.02
0.04
0.06
0.08
7C
-040 F
law
# 2
7C
-041 F
law
# 2
7C
-042 F
law
# 3
7C
-043 F
law
# 1
7C
-043 F
law
# 2
7C
-044 F
law
# 1
1-1
Fla
w #
2
1-3
Fla
w #
2
1-7
Fla
w #
2
1-8
Fla
w #
1
1-8
Fla
w #
2
Sample # / Flaw #
PA
UT
Err
or
(in
ch
es
)
0 Error Based on Actual Position
PAUT Positional Error from Nearest Surface
- Away From Nearest
Surface
+ Towards Nearest
Surface* Maximum PAUT Flaw Position Error - .114"
* Average PAUT Flaw Position Error - .046"
Observations
1. The general trend reveals the PAUT examination to place the flaw on average .046” further away from the
nearest surface (OD/ID) than was found during the destructive examination.
2. The above graph includes both planar and volumetric flaws that were either detected by PAUT and recorded to
be subsurface, as well as, those that were found to be subsurface during destructive evaluation. Geometric
flaws are inherently associated with surface conditions, therefore, have not been included.

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
Summary of Critical Examination Characteristics
Table #2
Critical Flaw Evaluation
Characteristic
Phased Array Ultrasonic
Examination
Radiographic Examination
Flaw Detection
1) Planar Flaws
2) Volumetric Flaws
3) Geometric Flaws
1) All planar flaws detected
2) 67% of volumetric flaws
detected
3) 86% of geometric flaws detected
1) 50% of planar flaws detected
2) All volumetric flaws detected
3) 86% of geometric flaws detected
Flaw Height Sizing
1) Planar Flaws
2) Volumetric Flaws
3) Geometric Flaws
1) Average error - .039”
Maximum error - .113”
2) Average error - .059”
Maximum error - .110”
3) Average error - .052”
Maximum error - .192”
No Information Available
Flaw Length Sizing
1) Planar Flaws
2) Volumetric Flaws
3) Geometric Flaws
1) Average error - .120”
Maximum error - .260”
2) Average error - .076”
Maximum error - .160”
3) Average error - .277”
Maximum error – 1.130”
1) Average error - .294”
Maximum error - .560”
2) Average error - .063”
Maximum error - .130”
3) Average error – .196”
Maximum error - .420”
Flaw Position Location Within the
Weld Cross Section
Average error - .046”
Maximum error - .114”
No Information Available
General Observations from Investigation

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
Figure #11 Planar Surface Flaws
Class 1 & 2 Ferritic Piping Welds - Surface Flaws
Aspect Ratio 0.0
ASME Section XI Table IWB-3514.1
0.012
0.014
0.015
0.016
0.018
0.019
0.021
0.000
0.005
0.010
0.015
0.020
0.025
0.1
5
0.1
6
0.1
7
0.1
8
0.1
9
0.2
0.2
1
0.2
2
0.2
3
0.2
4
0.2
5
0.2
6
0.2
7
0.2
8
0.2
9
Material Thickness (Inches)
Ma
x. F
law
He
igh
t 'a
' (I
nc
he
s)
Max. Flaw Height
Note: Aspect Ratio 0.0 assumes that the length of the flaw is infinite
Figure #12 Planar Surface Flaws
Class 1 & 2 Ferritic Piping Welds - Surface Flaws
Aspect Ratio 0.20 thru 0.50
ASME Section XI Table IWB-3514.1
0.015
0.017
0.019
0.021
0.023
0.025
0.027
0.000
0.005
0.010
0.015
0.020
0.025
0.030
0.1
5
0.1
6
0.1
7
0.1
8
0.1
9
0.2
0.2
1
0.2
2
0.2
3
0.2
4
0.2
5
0.2
6
0.2
7
0.2
8
0.2
9
Material Thickness (Inches)
Ma
x. F
law
He
igh
t 'a
' (I
nc
he
s)
Max. Flaw Height
Note: Aspect Ratio is calculated from the flaw’s length (l) and height (a)
a/l = AR, therefore, the flaw’s length (l) is l = a/AR
Figure #13 Planar Subsurface Flaws

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
Class 1 & 2 Ferritic Piping Welds - Subsurface Flaws
Aspect Ratio 0.00
ASME Section XI Table IWB-3514.1
0.030
0.034
0.037
0.041
0.045
0.048
0.052
0.000
0.010
0.020
0.030
0.040
0.050
0.0600
.15
0.1
6
0.1
7
0.1
8
0.1
9
0.2
0.2
1
0.2
2
0.2
3
0.2
4
0.2
5
0.2
6
0.2
7
0.2
8
0.2
9
Material Thickness (Inches)
Ma
x. F
law
He
igh
t '2
a' (I
nc
he
s)
Max. Flaw Height
Note: Aspect Ratio 0.0 assumes that the length of the flaw is infinite
Figure #14 Planar Subsurface Flaws
Class 1 & 2 Ferritic Piping Welds - Subsurface Flaws
Aspect Ratio 0.20 thru 0.50
ASME Section XI Table IWB-3514.1
0.037
0.041
0.046
0.050
0.055
0.060
0.064
0.000
0.010
0.020
0.030
0.040
0.050
0.060
0.070
0.1
5
0.1
6
0.1
7
0.1
8
0.1
9
0.2
0.2
1
0.2
2
0.2
3
0.2
4
0.2
5
0.2
6
0.2
7
0.2
8
0.2
9
Material Thickness (Inches)
Ma
x. F
law
He
igh
t '2
a' (I
nc
he
s)
Max. Flaw Height
Note: Aspect Ratio is calculated from the flaw’s length (l) and half the flaw’s height (2a/2)
a/l = AR, therefore, the flaw’s length (l) is l = a/AR
In order to classify a flaw as a wholly subsurface flaw and apply the examples of a less
restrictive acceptance criteria given in Figures #13 and 14, the flaw must be at least a
distance from the nearest surface equal to it’s height. Otherwise, the criteria becomes more
restrictive incrementally as the flaw is positioned nearer the surface. When the flaw is less

Babcock & Wilcox Canada Tube to Tube Butt Weld
Nondestructive Examination
than 40% of it’s own height from the nearest surface it is considered to be a surface flaw and
the ligament of sound material between the flaw and the surface is then added to the height
of the flaw.
The criteria devised by Metalogic, whereby a planar flaw is rejected if it’s dimensions
exceed .24” long X .020” height and it is not separated from the nearest surface by at least
.04” to .06” dependent on tube wall thickness, appears to be conservative. This flaw
dimension provides an aspect ratio of ~.05 and would clearly be acceptable for any of the
tube thicknesses involved in this investigation, as shown in Figure #15
Figure #15
Class 1 & 2 Ferritic Piping Welds - Subsurface Flaws
Aspect Ratio 0.05
ASME Section XI Table IWB-3514.1
0.031
0.035
0.039
0.043
0.047
0.050
0.054
0.000
0.010
0.020
0.030
0.040
0.050
0.060
0.1
5
0.1
6
0.1
7
0.1
8
0.1
9
0.2
0.2
1
0.2
2
0.2
3
0.2
4
0.2
5
0.2
6
0.2
7
0.2
8
0.2
9Material Thickness (Inches)
Ma
x. F
law
He
igh
t '2
a' (I
nc
he
s)
Max. Flaw Height