-
Advanced Ultrasonic Inspection
OlympusNdtNick Bublitz
-
What is Phased Array?Advanced Ultrasonic technique used for flaw
detection, sizing, and imaging.Allows for electrical manipulation
of probe characteristics by introducing time shifts to sent and
received signalsUtilizes multi-element (array) probes for increased
capabilities over conventional ultrasonics.
Industrial PA Medical PA
-
Advantages of Phased ArrayElectronic scanning (raster) possible
without moving probe.Increased control of beam
characteristics.Simultaneous inspection with multitude of angles
using one probe.Can better inspect complex geometries or limited
access areas.Can replace costly and hazardous radiography
applications.
-
Phased Array
-
Phased Array Probe ConfigurationIt is like having many small
conventional UT probes integrated inside a single probe.128
elements !
-
How Does Phased Array Work?Elements are pulsed in groups with
precalculated time delays for each element (i.e., phasing).
-
Modern software allows an operator to input test
parameters-Material, wave type, desired angles etc and all
calculations are done by the software. Probe recognition and Wedge
databases further simplify setup.
-
How Phased Arrays Work - Beam Steering
-
Electronic Scanning modesSectorial scan
Linear/ Electronic scan
35-70 degrees45 degree
-
CombinationsAdvanced software options (i.e.: Multi group) allow
for many different combinations to be performed to increase
detection, speed up inspections, or fulfill code requirements.
-
Sectorial ScanThe ability to scan a complete sector of volume
without any probe movement.Useful for inspection of complex
geometries, or geometries with space restrictions.Combines the
advantages of a wide beam and/or multiple focused probes in a
single phased array probe.
-
Sectorial ScanAllows for a swept range of anglesAllows for full
volume inspection without probe movement.
-
Electronic/Linear ScanningAllows movement of beam along probe
array without physical movement of probe by multiplexing.
Each beam will be at the same angle from its respective exit
point.
This can mimic conventional UT rastering towards and away from a
weld, but does it electronically, allowing for movement of the
probe in only one direction (ex. Line scan down the length of the
weld), simplifying automation and encoding.Also used to cover large
areas more rapidly.
-
Linear Electronic ScanThe movement of the acoustic beam is along
the axis of the array, without any mechanical movement.
The beam movement is performed by time multiplexing of the
active elements. Arrays are multiplexed using the same focal
law.
-
Conventional raster vs. 1 Line Linear
-
Large Area ScansVSPA 128 elementSingle crystal
-
Key ConceptPhased arrays do not change the physics of
ultrasoundPAs are merely a method of generating and receiving a
signal
-
ImagingAn important part of a phased array system is imaging.
Usually imaging is created from the rawA-scan Amplitude or TOF
data.
-
Imaging Linear Electronic ScanBy using the electronic scanning
capability of the phased array technology, imaging becomes possible
without mechanical movement.Arrays are multiplexed using the same
focal law and the resulting A-scan of each beam is color-encoded
and displayed in a linear
S-scan.Beams12345678910111213Beams12345678910111213dd
-
Imaging Linear Electronic ScanA linear electronic scan can also
be performed with a steering angle (15 in the image below).Linear
Angle S-scan
-
Imaging Sectorial ScanUsing a small angle step value, the
sectorial scan resolution is very precise.
-
Each beam goes back to a single conventional A-Scan
-
Imaging On Omniscan
-
Phased Array Instruments1000i Tomoscan Focus LT Omniscan
Quickscan PA
-
Manual Applications
-
Manual Inspections
-
Root CrackRadiographyPhased Array technique
-
PorosityRadiographyPhased Array technique
-
Double V Images Tomoview
-
Semi-automated InspectionsAddition of scanners and encoders to
record dataProvides digital data of weld inspections that is
repeatable and auditable using the Omniscan or computer based
software -TomoviewAllows advanced software features including weld
overlays, sizing algorithms, custom displays, advanced measurement
tools, etc.Low cost portable systems now allow NDT service
companies and fabrication shops to offer advanced AUT solutions
that are have historically been cost prohibitive and required an
enormous amount of expertiseUse of phased array technology allows
low cost magnetic one-line scanners to replace fully automated
raster scanning motorized equipment by using S-scans and E-scans
for coverage
-
Imaging with EncodersTop view of weld-CscanA scanSide view of
weld-S scan
-
Small wheel encoders
-
Multi-Probe Capable Scanners
-
Fully AutomaticFully automated phased ArraysBenefits includeBest
quality dataMost repeatable results
-
Driven by Focus LT or OmniScan
-
Pipe Wizard- Zonal Technique
-
What about Codes?ASMECase 2235 Use of Ultrasonic Examination in
Lieu of RT for ASME Sec VIII Pressure Vessels Case 2600 Use of
Linear PA S-scan per Art. 4 Sec VCase 2557 Use of Manual PA S-scan
per Art. 4 Sec VCase 2599 Use of Linear PA E-scan per Art. 4 Sec
VCase 2541 Use of Manual PA per Art. 4 Sec VCase 2558 Use of Manual
PA E-scan per Art. 4 Sec VCase 181 Use of Alternative UT
Examination Accept Criteria for ASME B31.3Case 179 Use UT in Lieu
of RT for B31.1 Applications < inch in Thickness
-
Code\Procedure Compliance (continued)ASME Code Case 2235 allows
for the use of UT (Phased Array) in lieu of RT if the inspection
can be demonstrated on a representative calibration or manufactured
defect specimen.The short version of this is that from one or more
probe positions or scans, if the calibration targets of flaws can
be detected and sized, the technique is allowed to be used in lieu
of RT.
Courtesy of AIT
-
Other CodesAPI- Many API inspections possible including zone
discrimination (1104) with the right equipmentAWS- was codified in
2006 (Manual) but requires engineers approval each case- encoded
annex submitted- we are working with AWS now on other code
workASTM- E-2491- published recommended practice for setting up
PA
-
CalibrationsTo fulfill codes- must have full sensitivity/wedge
delay/ TCG/DAC across all anglesMust be realistically
accomplished-quick/easy (OmniScan Wizards)
-
Sensitivity Calibration ExampleBefore After
-
Code ComplianceWhen used by certified personnel, Olympus Phased
Array Systems are cable of meeting the basic requirements of any
code with respect to all the following parameters.
Vertical and Horizontal Linearity Time of Flight Calibration
Sensitivity CalibrationACG (Angle Corrected Gain as defined by the
ASME)TCG Calibration DAC CalibrationVelocity Calibration
-
Scan PlansIn order for advanced inspections to be successful
setup must be quick and easy and documented
-
What is Tofd- TOFD Basics
Tofd is a wide beam longitudinal wave technique using TOF
Information for sizing. It utilizes diffraction versus
reflection
-
TOFD Basics
ContinuedFLAWDiffractedwavesDiffractedwavesIncidentwaveReflectedwaveAll
directions
Low energy
Independent of incidence angle
-
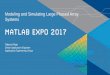
Why use TOFD in a Phased Array Inspection?Where weld bevel
design does not allow a pulse echo A-scan to intersect the weld
bevel at near perpendicular angles, the probability of detection
and over all inspection quality is severely reduced on the fusion
line. TOFD uses diffracted rather than reflected signals and is not
dependent on flaw orientation.Setting up a TOFD channel on the
Omniscan MXU takes less than 5 minutes and calibration is typically
performed in analysis mode after the inspection.Of the 256
available focal laws (A-scans) in the Omniscan, the TOFD channel
uses only one. Low overhead on the acquisition rate and file
size.TOFD is an industry accepted technology that has been in use
for decades.The ASME, AWS, and API codes have either specific rules
for TOFD or alternative rules for computer based inspection
techniques that allow flexibility in inspection strategy if a
qualification is performed. TOFD is an excellent tool for
fulfilling these requirements.For thick welds that are difficult to
cover on one line scans, TOFD can provide a large coverage area
reducing acquisitions and probe changes.For some codes such as ASME
CC2235, the technology used for detection can be different than
that of sizing. This is a great combination for PA and TOFD!TOFD -
BIG VALUE - LOW COST - EASY!
In most instances, particularly on thin welds, TOFD is not
necessary and the phased array is sufficient. However on thicker
welds whether it is required or not, it is extremely useful for the
following reasons:
-
Why use TOFD in a Phased Array Inspection?The 30 degree V weld
can easily be inspected using standard PE techniques from the
phased array without the use of TOFD. A 60 degree linear scan would
intersect the weld bevel perpendicular providing a very high
probability of detection throughout the entire weld volume when
inspected from both sides.
For weld bevels that have a vertical plane, PE scan plans
without the use of TOFD would have a low probability of detection
on the vertical fusion lines.
-
Tofd and Phased Array
-
Phased Array Offline Analysis- TomoviewTomoview Full- Includes
capability to acquire data through an Omniscan MXU or Focus LT and
all analysis Features.Tomoview Analysis- Includes all analysis
features without the ability to acquire data.Tomoview Weld LT-
Limited version specifically designed for analysis of Omniscan data
files with most common analysis tools and limited
customization.Tomoview Viewer- Free version that can be provided to
customers or inspectors for basic data file screening without
advanced tools.
-
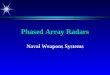
Phased Array Offline Analysis- TomoviewAn essential tool used in
the offline analysis of phased array data files is the volumetric
data merge. The C-scan below is the sum of all focal laws used in
the scan plan. In this example over 200 focal laws on 6 linear scan
channels from 2 probes. The ability to merge all focal laws into
one C-scan allows all focal laws on all channels to be analyzed in
seconds in one display.
-
Phased Array Offline Analysis- TomoviewFrom the Merged C-scan,
individual flaws are analyzed on the relevant channels using
B-scans, D-scans and S-scans. Additionally, every A-scan from every
focal law is available on customized views designed for the
particular application.The typical WeldROVER application would use
2 or 4 phased array channels from probes on both sides of the weld
combined with 1 or 2 TOFD channels.
-
Thank you!
-
Thanks for attending the Olympus NDT presentation.
We hope to serve you in the near future.