Embed Size (px)
Citation preview
PENGARUH CETAKAN PASIR SILIKA DENGAN ZAT PENGIKAT BENTONIT PADA PENGECORAN
KUNINGAN TERHADAP CACAT CORAN, STRUKTUR MIKRO, DAN KEKERASAN
SKRIPSI
Skripsi ini ditulis sebagai salah satu syarat
untuk memperoleh gelar sarjana Pendidikan
Program Studi Pendidikan Teknik Mesin
oleh Moch. Amrullah Sayid Tantawi
5201413018
JURUSAN TEKNIK MESIN FAKULTAS TEKNIK
UNIVERSITAS NEGERI SEMARANG 2017
ii
ii
iii
iii
PERNYATAAN KEASLIAN

iv
iv
MOTTO DAN PERSEMBAHAN
MOTTO
1. “Maka nikmat Tuhanmu yang manakah yang kamu dustakan”
(QS. Ar Rahman: 13).
2. Banyak manusia yang terlena dengan nikmat yang telah mereka rasakan. Mereka
tidak sadar bahwa nikmat itu adalah tanggungjawab yang besar.
PERSEMBAHAN
1. Kedua orang tua yang selalu mendoakanku dan menjadi
penyemangatku (Bapak Untung Bunawar dan Ibu Rokhyati),
dan kakakku yang tersayang Ogi Satriaji Fadillah.
2. Seluruh keluarga besar Ibu Haji Wasripah, bude, paman dan
semuanya yang memberikan motivasi kepada saya.
3. My Spirit Devi Setyowati yang selalu memberikan motivasi,
dukungan, do’a dan perhatiannya kepadaku.
4. Sahabatku, Wiva, Yayah, Maya, Akbar, Apang yang selalu
mendoakan.
5. Teman-teman Pendidikan Teknik Mesin S1 angkatan 2013.
6. Temen-temen kos “Truellu” yang mempunyai kenangan
sendiri.
7. Almamaterku UNNES.
v
v
ABSTRAK
Tantawi, Moch. Amrullah Sayid. 2017. Pengaruh Cetakan Pasir Silika Dengan
Zat Pengikat Bentonit Pada Pengecoran Kuningan Terhadap Cacat Coran, Struktur
Mikro, Dan Kekerasan. Drs. Sunyoto, M.Si. Drs. Pramono, M.Pd. PTM.
Logam kuningan banyak dipergunakan untuk pembuatan komponen
perkapalan, komponen alat pemadam kebakaran, komponen mesin, dan alat seni
dengan bentuk yang rumit dan sulit dikerjakan melalui proses permesinan, sehingga
harus dibentuk melalui proses pengecoran. Pengecoran dengan menggunakan berbagai
jenis cetakan akan memberikan pengaruh terhadap kualitas kekerasan, kekuatan serta
tingkat cacat yang berbeda-beda selama proses penuangan dan pembekuannya.
Penelitian yang digunakan adalah penelitian eksperimen menggunakan variabel
bebas dalam penelitian ini adalah variasi zat pengikat bentonit dengan persentase
6%, 8%, dan 10%. Variabel terikatnya adalah cacat coran, struktur mikro, dan
kekerasan. Sedangkan variabel kontrolnya adalah limbah skrap kuningan, saluran
masuk dengan ukuran yang sama pada setiap variasi cetakan, benda kerja memiliki
dimensi yang sama untuk semua spesimen, dan kadar air masing-masing cetakan
dibuat seragam, yaitu 3%. Teknik pengumpulan datanya menggunakan metode
observasi. Analisis data yang digunakan menggunakan metode analisis deskriptif.
Data yang diperoleh dari hasil pengujian berupa angka atau bilangan disajikan
dalam bentuk tabel dan grafik, sedangkan data berupa gambar dideskripsikan
berdasarkan hasil analisis yang dilakukan.
Hasil penelitian analisis cacat coran dengan metode visual yang dilakukan
ada penurunan tingkat kecacatan yang terjadi spesimen dengan variasi bentonit 6%,
8%, dan 10%. Penurunan tingkat kecacatan terjadi pada variasi bentonit 6%.
Berdasarkan hasil pengujian struktur mikro pada variasi bentonit 6% lebih baik, hal
tersebut dibuktikan dengan pembentukan struktur fasa alfa + betha yang
penyebarannya lebih merata. Sedangkan pengujian kekerasan vickers diperoleh
nilai rata-rata tertinggi terdapat pada spesimen dengan variasi bentonit 6% yaitu
sebesar 200,89 Kg/mm2 dengan pembebanan kekerasan sebesar 100 gf.
Kata kunci : zat pengikat bentonit, cacat coran, struktur mikro, kekerasan.
vi
vi
PRAKATA
Alhamdulillah, puji syukur kehadirat Allah SWT berkat rahmat dan
hidayah-Nya, sehingga penulis dapat menyelesaikan skripsi penelitian ini dengan
judul “Pengaruh Cetakan Pasir Silika Dengan Zat Pengikat Bentonit Pada
Pengecoran Kuningan Terhadap Cacat Coran, Struktur Mikro, Dan Kekerasan”
guna memenuhi salah satu persyaratan untuk mendapatkan gelar Sarjana
Pendidikan Universitas Negeri Semarang. Proposal penelitian ini dapat diselesaikan berkat bimbingan, motivasi dan
bantuan semua pihak. Oleh karena itu dengan rendah hati disampaikan ucapan
terima kasih kepada semua pihak yang telah membantu dalam penyelesaian laporan
ini, antara lain:
1. Prof. Dr. Fathur Rokhman, M.Hum Rektor Universitas Negeri Semarang, atas
kesempatan yang telah diberikan untuk menyelesaikan studi di Universitas
Negeri Semarang.
2. Dr. Nur Qudus, M.T selaku Dekan Fakultas Teknik Universitas Negeri
Semarang.
3. Rusiyanto, S.Pd, M.T selaku Ketua Program Studi Pendidikan S1 Teknik Mesin
Universitas Negeri Semarang yang telah memberikan ijin penelitian.
4. Drs. Sunyoto, M.Si selaku Dosen Pembimbing satu yang telah membimbing
selama proses bimbingan.
5. Drs. Pramono, M.Pd selaku Dosen Pembimbing dua yang sudah memberi
pengarahan selama proses penyusunan.
6. Dr., Ir. Basyirun, S.Pd., M.T., IPP selaku Dosen Kepala Lab. Teknik Mesin
Universitas Negeri Semarang.
7. Kepada kedua orang tua yang senantiasa memberikan semangat dan mendoakan
saya hingga saya dapat menyelesaikan skripsi dengan lancar.
8. Rekan-rekan Pendidikan Teknik Mesin S1 angkatan 2013 atas kebersamaan
selama perkuliahan.
vii
vii
viii
viii
DAFTAR ISI
Halaman
HALAMAN JUDUL .................................................................................... . i
HALAMAN PENGESAHAN ...................................................................... . ii
HALAMAN PERNYATAAN KEASLIAN ................................................ . iii
MOTTO DAN PERSEMBAHAN ............................................................... . iv
ABSTRAK .................................................................................................... . v
PRAKATA .................................................................................................... . vi
DAFTAR ISI ................................................................................................. . viii
DAFTAR SIMBOL DAN SINGKATAN ................................................... . x
DAFTAR TABEL ........................................................................................ . xii
DAFTAR GAMBAR .................................................................................... . xiii
DAFTAR LAMPIRAN ................................................................................ . xviii
BAB I PENDAHULUAN ..................................................................................... . 1
A. Latar Belakang Masalah........................................................................ . 1
B. Identifikasi Masalah .............................................................................. . 4
C. Pembatasan Masalah ............................................................................. . 4
D. Rumusan Masalah ................................................................................. . 5
E. Tujuan Penelitian ................................................................................... . 5
F. Manfaat Penelitian ................................................................................. . 6
BAB II KAJIAN PUSTAKA ....................................................................... . 7
A. Kajian Teori..................................................................................... 7
1. Kuningan .................................................................................. . 7
2. Paduan Cu-Zn ........................................................................... . 9
3. Karakteristik Pasir Silika dan Bentonit .................................... . 11
4. Cetakan Pasir ............................................................................ . 13
5. Proses Pengecoran Logam ........................................................ . 18
6. Proses Peleburan Kuningan ...................................................... . 19
7. Cacat Pada Produk Coran ......................................................... . 20
8. Pengujian Bahan ....................................................................... . 27
ix
ix
B. Penelitian yang Relevan ................................................................ . 31
C. Kerangka Pikir Penelitian .............................................................. . 36
BAB III METODE PENELITIAN ............................................................. . 38
A. Desain Penelitian ........................................................................... . 38
B. Waktu dan Tempat Penelitian ....................................................... . 39
C. Alat dan Bahan .............................................................................. . 40
D. Variabel Penelitian ........................................................................ . 41
E. Teknik pengumpulan Data............................................................. . 42
1. Diagram Alir Pelaksanaan Penelitian ....................................... . 43
2. Proses Penelitian ....................................................................... . 44
3. Data Penelitian .......................................................................... . 46
4. Analisis Data ............................................................................. . 51
BAB IV HASIL PENELITIAN DAN PEMBAHASAN .............................. 53
A. Hasil Penelitian ................................................................................ 53
B. Pembahasan ..................................................................................... 67
BAB V PENUTUP .......................................................................................... 76
A. Simpulan .......................................................................................... 76
B. Saran ................................................................................................ 77
DAFTAR PUSTAKA ..................................................................................... 78
LAMPIRAN-LAMPIRAN ............................................................................ 80
x
x
DAFTAR SIMBOL DAN SINGKATAN
Simbol Arti
ºC Derajat Celcius
µ Mikro
% Persen
α Alfa
β Betha
P Beban yang digunakan
d Panjang diagonal rata-rata
Sudut antara permukaan intan yang berlawanan
E Spesimen
X Variasi zat pengikat bentonit
1 Data analisis cacat coran yang dihasilkan
2 Data hasil pengujian struktur mikro
3 Data hasil pengujian kekerasan
xi
xi
Singkatan Arti
Cu Tembaga
Zn Seng
Pb Timbal
Al Alumunium
Fe Besi
Sn Timah
Mn Mangan
Ni Nikel
Si Silikon
Mg Magnesium
Cr Crom
As Arsen
VHN Vickers Hardness Number
N/cm2 Newton per centimeter persegi
mm Milimeter
Kg/mm2 Kilogram per milimeter persegi
cm Sentimeter
gf Gram-force
ASM American Society of Metals
xii
xii
DAFTAR TABEL
Tabel 2.1. Paduan tembaga .............................................................................. 10
Tabel 2.2. Komposisi kimia kuningan menurut ASM ..................................... 11
Tabel 2.3. Titik cair standart kuningan ............................................................ 20
Tabel 3.1. Desain penelitian ............................................................................. 39
Tabel 3.2. Data hasil pengujian komposisi kimia ............................................ 46
Tabel 3.3. Data hasil cacat coran ..................................................................... 47
Tabel 3.4. Data hasil analisis pengujian struktur mikro ................................... 49
Tabel 3.5. Data hasil pengujian kekerasan vickers .......................................... 51
Tabel 4.1. Komposisi kimia hasil pengecoran kuningan paduan berbasis
limbah skrap ................................................................................... 53
Tabel 4.2. Data hasil analisis cacat variasi bentonit 6% ................................. 54
Tabel 4.3. Data hasil analisis cacat variasi bentonit 8% .................................. 57
Tabel 4.4. Data hasil analisis cacat variasi bentonit 10% ................................ 60
Tabel 4.5. Data hasil pengujian struktur mikro variasi bentonit 6% ................ 63
Tabel 4.6. Data hasil pengujian struktur mikro variasi bentonit 8% ................ 64
Tabel 4.7. Data hasil pengujian struktur mikro variasi bentonit 10% .............. 65
Tabel 4.8. Data hasil rata-rata kekerasan mikro vickers .................................. 66
xiii
xiii
DAFTAR GAMBAR
Gambar 2.1. Diagram fasa paduan tembaga dan seng (kuningan) ................... 9
Gambar 2.2. Beberapa jenis pola ..................................................................... 14
Gambar 2.3. Bentuk butir-butir dari pasir cetak .............................................. 16
Gambar 2.4. Pengaruh air dan bentonit pada pasir diikat bentonit .................. 17
Gambar 2.5. Pemuaian panas dari macam-macam pasir .................................. 18
Gambar 2.6. Cacar inklusi pasir ....................................................................... 21
Gambar 2.7. Cacar inklusi pasir ....................................................................... 21
Gambar 2.8. Cacat kekasaran erosi .................................................................. 21
Gambar 2.9. Cacar ekor tikus ........................................................................... 22
Gambar 2.10. Cacar rongga ............................................................................. 22
Gambar 2.11. Cacar lubang jarum ................................................................... 23
Gambar 2.12. Cacat struktur butir terbuka ....................................................... 23
Gambar 2.13. Cacat rongga gas oleh cil .......................................................... 23
Gambar 2.14. Cacat penyusutan dalam ............................................................ 24
Gambar 2.15. Cacat penyusutan luar ............................................................... 24
Gambar 2.16. Cacat rongga penyusutan .......................................................... 25
Gambar 2.17. Cacat cetakan rontok ................................................................. 25
Gambar 2.18. Cacat salah alir dan sumbat dingin ............................................ 25
Gambar 2.19. Cacat membengkak ................................................................... 26
Gambar 2.20. Cacat pergeseran ....................................................................... 26
Gambar 2.21. Cacat retakan ............................................................................. 27
xiv
xiv
Gambar 2.22. Kandungan kuningan (60% Cu, 40% Zn) ................................. 29
Gambar 2.23. Kandungan kuningan (65% Cu, 35% Zn) ................................. 29
Gambar 2.24. Prinsip uji kekerasan vickers ..................................................... 31
Gambar 3.1. Bahan dasar penelitian ................................................................ 40
Gambar 3.2. Pasir silika mesh 80 ..................................................................... 41
Gambar 3.3. Bentonit mesh 100 ....................................................................... 41
Gambar 3.4. Diagram alir penelitian ................................................................ 43
Gambar 3.5. Desain rangka cetakan ................................................................. 44
Gambar 3.6. Desain pola .................................................................................. 44
Gambar 4.1. Bagian permukaan luar spesimen nomor 1 hasil pengecoran
variasi bentonit 6% ..................................................................... 54
Gambar 4.2. Bagian permukaan dalam spesimen nomor 1 hasil pengecoran
variasi bentonit 6% ..................................................................... 55
Gambar 4.3. Bagian permukaan dalam spesimen hasil pengecoran
variasi bentonit 6% dengan alat bantu mikro .............................. 55
Gambar 4.4. Bagian permukaan luar spesimen nomor 2 hasil pengecoran
variasi bentonit 6% ..................................................................... 55
Gambar 4.5. Bagian permukaan dalam spesimen nomor 2 hasil pengecoran
variasi bentonit 6% ..................................................................... 55
Gambar 4.6. Bagian permukaan dalam spesimen nomor 2 hasil pengecoran
variasi bentonit 6% dengan alat bantu mikro .............................. 56
Gambar 4.7. Bagian permukaan luar spesimen nomor 3 hasil pengecoran
variasi bentonit 6% ..................................................................... 56
xv
xv
Gambar 4.8. Bagian permukaan dalam spesimen nomor 3 hasil pengecoran
variasi bentonit 6% ..................................................................... 56
Gambar 4.9. Bagian permukaan dalam spesimen nomor 3 hasil pengecoran
variasi bentonit 6% dengan alat bantu mikro .............................. 56
Gambar 4.10. Bagian permukaan luar spesimen nomor 1 hasil pengecoran
variasi bentonit 8% .................................................................... 57
Gambar 4.11. Bagian permukaan dalam spesimen nomor 1 hasil pengecoran
variasi bentonit 8% .................................................................... 57
Gambar 4.12. Bagian permukaan dalam spesimen nomor 1 hasil pengecoran
variasi bentonit 8% dengan alat bantu mikro ............................ 58
Gambar 4.13. Bagian permukaan luar spesimen nomor 2 hasil pengecoran
variasi bentonit 8% .................................................................... 58
Gambar 4.14. Bagian permukaan dalam spesimen nomor 2 hasil pengecoran
variasi bentonit 8% .................................................................... 58
Gambar 4.15. Bagian permukaan dalam spesimen nomor 2 hasil pengecoran
variasi bentonit 8% dengan alat bantu mikro ............................ 58
Gambar 4.16. Bagian permukaan luar spesimen nomor 3 hasil pengecoran
variasi bentonit 8% .................................................................... 59
Gambar 4.17. Bagian permukaan dalam spesimen nomor 3 hasil pengecoran
variasi bentonit 8% .................................................................... 59
Gambar 4.18. Bagian permukaan dalam spesimen nomor 3 hasil pengecoran
variasi bentonit 8% dengan alat bantu mikro ............................ 59
xvi
xvi
Gambar 4.19. Bagian permukaan luar spesimen nomor 1 hasil pengecoran
variasi bentonit 10% .................................................................. 60
Gambar 4.20. Bagian permukaan dalam spesimen nomor 1 hasil pengecoran
variasi bentonit 10% .................................................................. 60
Gambar 4.21. Bagian permukaan dalam spesimen nomor 1 hasil pengecoran
variasi bentonit 10% dengan alat bantu mikro .......................... 60
Gambar 4.22. Bagian permukaan luar spesimen nomor 2 hasil pengecoran
variasi bentonit 10% .................................................................. 61
Gambar 4.23. Bagian permukaan dalam spesimen nomor 2 hasil pengecoran
variasi bentonit 10% .................................................................. 61
Gambar 4.24. Bagian permukaan dalam spesimen nomor 2 hasil pengecoran
variasi bentonit 10% dengan alat bantu mikro .......................... 61
Gambar 4.25. Bagian permukaan luar spesimen nomor 3 hasil pengecoran
variasi bentonit 10% .................................................................. 61
Gambar 4.26. Bagian permukaan dalam spesimen nomor 3 hasil pengecoran
variasi bentonit 10% .................................................................. 62
Gambar 4.27. Bagian permukaan dalam spesimen nomor 3 hasil pengecoran
variasi bentonit 10% dengan alat bantu mikro .......................... 62
Gambar 4.28. Struktur mikro Cu-Zn dengan cetakan pasir ............................. 62
Gambar 4.29. Foto mikro spesimen dengan variasi bentonit 6% dengan
pembesaran 100x ....................................................................... 63
Gambar 4.30. Foto mikro spesimen dengan variasi bentonit 6% dengan
pembesaran 200x ....................................................................... 63
xvii
xvii
Gambar 4.31. Foto mikro spesimen dengan variasi bentonit 8% dengan
pembesaran 100x ....................................................................... 64
Gambar 4.32. Foto mikro spesimen dengan variasi bentonit 8% dengan
pembesaran 200x ....................................................................... 64
Gambar 4.33. Foto mikro spesimen dengan variasi bentonit 10% dengan
pembesaran 100x ....................................................................... 65
Gambar 4.34. Foto mikro spesimen dengan variasi bentonit 10% dengan
pembesaran 200x ....................................................................... 65
Gambar 4.35. Grafik hasil pengujian kekerasan kuningan .............................. 66
Gambar 4.36. Grafik rata-rata kekerasan kuningan ......................................... 67
xviii
xviii
DAFTAR LAMPIRAN
Lampiran 1. Surat Penetapan Dosen Pembimbing ........................................... 81
Lampiran 2. Surat Tugas Penguji Seminar Proposal ....................................... 82
Lampiran 3. Surat Ijin Penelitian UD. Anugrah Teknik .................................. 83
Lampiran 4. Surat Ijin Penelitian Polman Ceper ............................................. 84
Lampiran 5. Surat Ijin Penelitian Ka. Lab Teknik Mesin UNNES .................. 85
Lampiran 6. Nota Harga Kuningan UD. Anugrah Teknik ............................... 86
Lampiran 7. Hasil Uji Komposisi Bahan ......................................................... 87
Lampiran 8. Surat Keterangan Pengujian ........................................................ 88
Lampiran 9. Laporan Pengujian ....................................................................... 89
Lampiran 10. Perhitungan Hasil Uji Kekerasan Mikro Vickers ...................... 90
Lampiran 11. Dokumentasi .............................................................................. 99
1
BAB I
PENDAHULUAN
A. Latar Belakang Masalah
Pada proses pengecoran logam, segala macam bentuk cacat sangatlah
dihindari karena akan mengurangi kualitas benda coran dengan menurunkan
efektivitas dari proses produksi. Salah satu cacat yang umum terjadi pada benda
hasil pengecoran adalah porositas. Porositas adalah terperangkapnya gas dalam
logam cair pada waktu pengecoran sehingga pada benda hasil cor terdapat
lubang-lubang baik pada permukaan maupun pada benda bagian dalam benda
cor. Penyebab utama terjadinya cacat pada proses pengecoran yaitu sifat-sifat
dari cetakan seperti: permeabilitas pasir yang rendah, kekuatan tekan cetakan
yang rendah, dan distribusi butiran pasir tidak sesuai. Permeabilitas pasir sangat
dipengaruhi ukuran dan bentuk pasir cetak yang digunakan. Sifat permeabilitas
ini akan mempengaruhi pergerakan udara didalam coran. Pergerakan udara di
dalam coran sangat mempengaruhi laju aliran logam cair didalam coran sehingga
akan mempengaruhi pula pembentukan cacat rongga udara pada hasil coran.
Salah satu hal yang sangat mempengaruhi hasil pengecoran adalah
penggunaan cetakan pasir. Cetakan pasir dan cetakan tanah mengandung zat
pengikat seperti tanah lempung, bentonit dan zat pengikat lainnya (Surdia dan
Chijiiwa, 2013: 111). Cetakan pasir yang digunakan dalam proses pengecoran
harus mempunyai karakteristik sesuai dengan bentuk benda kerja, dimensi, sifat
fisis dan mekanik yang diinginkan. Sifat-sifat cetakan pasir silika sendiri sangat
2
tergantung pada distribusi besar butir pasir cetak, persentase zat pengikat dan
persentase kadar air, sehingga perlu adanya penelitian untuk mendapatkan jenis
pasir cetak yang cocok sebagai cetakan pasir pada pengecoran logam. Campuran
kadar air dapat merubah sifat dari campuran pasir cetak dengan pengikat
bentonit, sehingga pengaturan campuran kadar air pada kandungan pasir cetak
khususnya pasir cetak basah adalah faktor yang sangat penting.
Hasil penelitian oleh Astika (2010), pengujian terhadap kekuatan tekan
pada campuran pasir laut, pasir sungai dan pasir gunung dengan persentase
bentonit 4%, 6% dan 8% diperoleh nilai permeabilitas dan kekuatan tekan yang
berbeda. Adapun permeabilitas cetakan pasir paling tinggi diperoleh pada
penggunaan pasir laut (silika) dengan zat pengikat bentonit 6% yaitu sebesar
24,71 cm3/min, sedangkan kekuatan tekan pasir cetak paling tinggi diperoleh
pada penggunaan pasir laut (silika) dengan zat pengikat bentonit 8% yaitu
sebesar 0,78 N/cm2. Dalam proses pengecoran, cetakan adalah peralatan yang
memegang peranan penting. Cetakan yang banyak dipakai dalam industri
pengecoran logam adalah cetakan pasir. Pasir cetak yang biasa dipakai adalah
pasir gunung, pasir pantai, pasir sungai, dan pasir silika yang disediakan oleh
alam. Beberapa dari mereka dipakai begitu saja dan yang lain dipakai setelah
dipecah-pecah menjadi ukuran butir yang sesuai (Craig dan Hornung, 1998).
Dalam pembuatan cetakan, jenis pasir yang akan digunakan dalam
penelitian ini adalah pasir silika. Pasir silika dapat dimanfaatkan untuk membuat
cetakan karena memilik daya pengikat, pencampuran lempung sebanyak 8%
sampai 15% dapat meningkatkan daya ikatnya, dan jenis lempung yang sering
3
dimanfaatkan adalah kaolin dan bentonit (Amstead, 1979: 92). Sedangkan bahan
pengikat dalam hal ini adalah bentonit. Menurut Puspitasari (2015), hasil coran
yang dapat dinilai paling baik adalah yang menggunakan pengikat bentonit,
cacat yang nampak secara visual tergolong sedikit dan nampak halus. Proses
pengecoran dengan menggunakan cetakan pasir sendiri tidak lain adalah
menuangkan logam cair kedalam rongga dari cetakan pasir serta laju
pendinginan pada benda coran. Laju pendinginan yang terjadi pada proses
pengecoran mempunyai peranan penting dalam pembentukan struktur mikro,
dimana struktur mikro mempengaruhi sifat mekanik yang dimiliki oleh benda
cor. Sedangkan bahan yang akan digunakan dalam penelitian ini adalah logam
kuningan, logam kuningan yaitu paduan antara tembaga dan seng yang dimana
ada unsur-unsur yang terkandung di dalamnya yang bertujuan memperbaiki
sifat-sifat mekanis serta mempunyai suhu temperatur penuangnya mencapai 950
0C sampai 1.100 0C (Surdia dan Chijiiwa, 2013: 6). Kuningan dapat terjadi
sebagai paduan remas atau paduan tuang (Vliet dan Both, 1984: 141).
Peneliti menggunakan pengujian analisis tingkat cacat dengan indera
pengelihatan, yang dimana cacat coran dapat terlihat oleh mata telanjang atau
dengan bantuan lensa pembesar. Pengujian struktur mikro yang digunakan
bertujuan untuk memperoleh gambar struktur logam dari hasil coran tersebut.
Serta pengujian kekerasan vickers untuk mengetahui angka kekerasan dari suatu
bahan coran, hal ini merupakan salah satu sifat mekanik yang penting. Untuk
tujuan tersebut penulis tertarik untuk meneliti seberapa pengaruh zat pengikat
bentonit pada pasir silika terhadap kualitas produk benda hasil pengecoran
4
kuningan dengan menggunakan variasi bentonit pada cetakan pasir.
B. Identifikasi Masalah
Berdasarkan uraian di atas, maka dapat diidentifikasi berbagai
permasalahan yang berkaitan dengan faktor-faktor yang mempengaruhi hasil
pengecoran kuningan. Adapun faktor-faktor yang mempengaruhi hasil
pengecoran kuningan adalah :
1. Masih rentan terjadinya cacat coran pada hasil pengecoran menggunakan
cetakan pasir.
2. Terperangkapnya gas dalam logam cair pada waktu pengecoran yang
mengakibatkan terjadinya cacat coran.
3. Kekuatan tekan cetakan pada pengecoran rendah sehingga mengakibatkan
terjadinya cacat coran.
4. Kualitas pasir yang digunakan pada proses pengecoran kurang baik.
5. Pada proses pengecoran tidak digunakan zat pengikat.
6. Menurunya kualitas hasil coran yang diakibatkan masih adanya cacat coran.
C. Pembatasan Masalah
Adanya beberapa faktor yang mempengaruhi pengecoran kuningan,
maka dalam penelitian ini akan dibatasi tentang cetakan. Adapun batasan
penelitian adalah sebagai berikut :
1. Material yang digunakan adalah limbah skrap kuningan sisa permesinan yang
sudah tidak dipakai.
2. Cetakan yang digunakan adalah cetakan pasir silika dengan zat pengikat
5
bentonit 6%, 8% dan 10%.
3. Jenis cacat yang akan diteliti dalam penelitian ini adalah cacat porositas, cacat
lubang jarum, rongga udara dan cacat ekor tikus.
4. Pengujian cacat dalam penelitian ini menggunakan metode analisis tingkat
cacat dengan indera penglihatan. Yang ditunjukan melalui foto permukaan
luar dan dalam spesimen.
5. Untuk mengetahui sifat fisis pada hasil coran dilakukan pengujian struktur
mikro.
6. Untuk mengetahui sifat mekanis hasil coran dilakukan pengujian kekerasan
menggunakan uji kekerasan vickers.
D. Rumusan Masalah
Berdasarkan latar belakang di atas, maka permasalahan yang akan
dibahas dalam penelitian ini adalah :
1. Bagaimana pengaruh zat pengikat bentonit terhadap cacat hasil pengecoran
kuningan?
2. Bagaimana pengaruh zat pengikat bentonit terhadap struktur mikro hasil
pengecoran kuningan?
3. Bagaimana pengaruh zat pengikat bentonit terhadap kekerasan hasil
pengecoran kuningan?
E. Tujuan Penelitian
Suatu penelitian akan lebih mudah apabila mempunyai tujuan yang jelas.
Maka tujuan yang ingin dicapai dari penelitian ini adalah sebagai berikut:
6
1. Mengetahui pengaruh zat pengikat bentonit terhadap cacat hasil pengecoran
kuningan.
2. Mengetahui pengaruh zat pengikat bentonit terhadap struktur mikro pada
hasil pengecoran kuningan.
3. Mengetahui pengaruh zat pengikat bentonit terhadap kekerasan pada hasil
pengecoran kuningan.
F. Manfaat Penelitian
Dari hasil penelitian ini diharapkan akan mempunyai manfaat praktis dan
teoritis.
1. Manfaat Teoritis
a. Sebagai pertimbangan dan perbandingan bagi pengembangan penelitian
sejenis dimasa yang akan datang.
b. Menambah pengetahuan bagi peneliti dan pembaca tentang pengaruh zat
pengikat bentonit pada cetakan pasir silika pengecoran kuningan terhadap
cacat coran, struktur mikro, dan kekerasan.
2. Manfaat Praktis
a. Memberikan informasi mengenai media variasi cetakan yang sesuai untuk
menghasilkan produk cor yang baik pada pengecoran logam kepada
industri pengecoran.
b. Dapat meningkatkan ilmu pengetahuan dalam bidang ilmu bahan.
c. Menambah pengetahuan tentang cetakan yang baik pada proses
pengecoran kuningan dengan menggunakan cetakan pasir silika dengan
zat pengikat bentonit.
7
BAB II
KAJIAN PUSTAKA
A. Kajian Teori
1. Kuningan
Menurut Supriyanto (2010: 50) Kuningan pada dasarnya adalah paduan
tembaga dengan seng sebagai unsur paduan utama. Biasanya kandungan seng
yang terkandung mencapai 40 % (Surdia dan Chijiiwa, 2013: 41). Tembaga
merupakan komponen utama dari kuningan, dan kuningan biasanya
diklasifikasikan sebagai paduan tembaga. Warna kuningan bervariasi dari coklat
kemerahan gelap hingga ke cahaya kuning keperakan tergantung pada jumlah
kadar seng. Seng lebih banyak mempengaruhi warna kuningan tersebut. Salah
satu sifat yang sangat dihargai seng ialah ketahanan korosinya terhadap udara
luar. Titik lebur kuningan merupakan paduan tembaga dan seng, (Cu + Zn)
adalah 900 0C sampai 1200 0C yang dimana titik lebur tersebut tergantung dari
paduan tembaga dan seng. Kuningan sering dipadu lagi dengan timbal (mudah
disayat) dan timah punih lebih tahan terhadap korosi (Vliet dan Both, 1984: 141).
Kuningan lebih kuat dan lebih keras dari pada tembaga, tetapi tidak sekuat atau
sekeras baja. Kuningan sangat mudah untuk dibentuk kedalam berbagai bentuk,
sebuah konduktor panas yang baik, dan umumnya tahan terhadap korosi dari air
garam. Karena sifat-sifat tersebut kuningan kebanyakan digunakan untuk
membuat komponen kapal, komponen mesin, benda seni, dan alat-alat rumah
tangga.
8
Jenis-jenis kuningan antara lain :
1. Kuningan Alpha-betha (Muntz), sering juga disebut sebagai kuningan
dupleks, mengandung 35-45% seng, dan bekerja baik pada pada suhu panas.
2. Kuningan Alpha, Memiliki kandungan seng kurang dari 35%, dan bekerja
dengan baik pada suhu dingin.
3. Kuningan Cartridge, mengandung 30% seng, memiliki sifat kerja yang baik
pada suhu dingin.
4. Kuningan Nikel, terdiri dari 70% tembaga, 24,5% seng, dan 5,5% nikel
digunakan untuk membuat koin mata uang Poundsterling.
5. Kuningan Aich, memiliki sifatnya yang tahan korosi, keras, dan tangguh.
6. Kuningan Aluminium, Mengandung aluminium yang menghasilkan sifat
peningkatan ketahanan korosi.
7. Kuningan umum atau kuningan paku keling, mengandung 37% seng, murah
dan standar sifat kerja baik pada suhu dingin.
8. Kuningan Tinggi, mengandung 65% tembaga dan 35% seng, memiliki
kekuatan tarik tinggi, banyak digunakan untuk pegas, dan sekrup.
9. Kuningan Rendah, paduan tembaga-seng mengandung 20% seng, memiliki
sifat warna keemasan.
10. Kuningan Mangan, kuningan yang digunakan dalam pembuatan koin dolar
emas di Amerika Serikat serta mengandung 70% tembaga, 29% seng, dan
1,3% mangan.
11. Kuningan Merah, mengandung 85% tembaga, 5% timah, 5% timbal, dan 5%
seng.
9
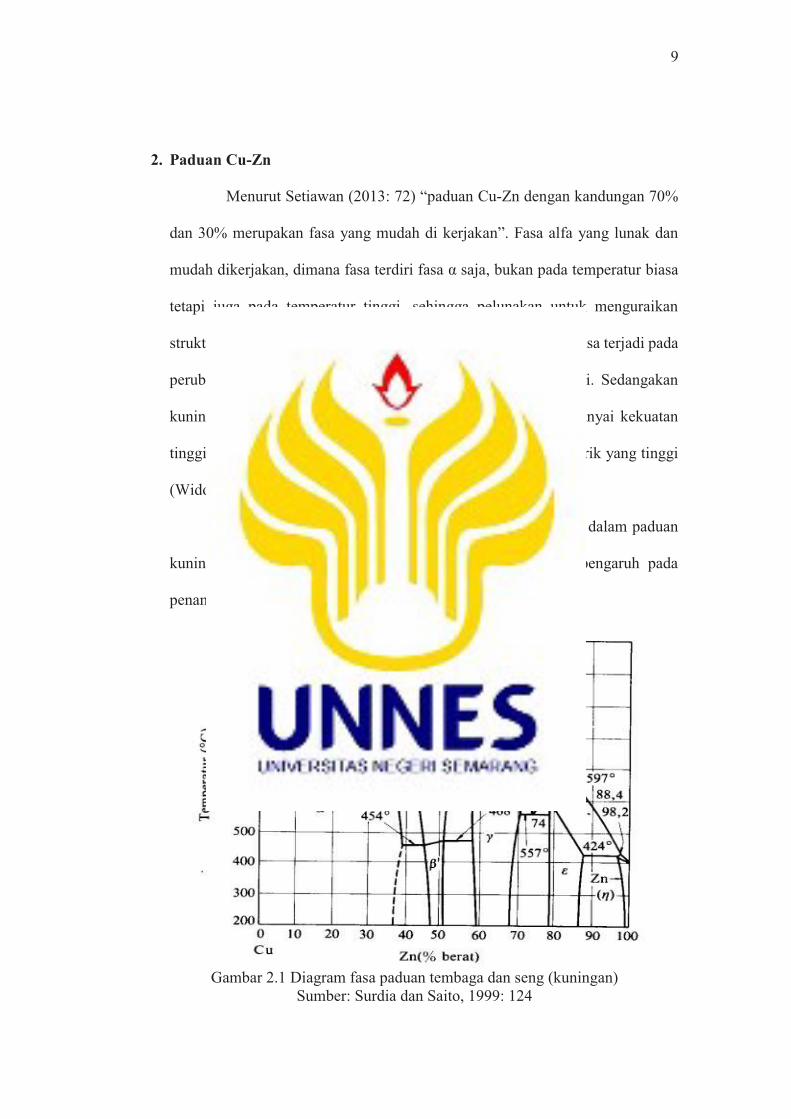
2. Paduan Cu-Zn
Menurut Setiawan (2013: 72) “paduan Cu-Zn dengan kandungan 70%
dan 30% merupakan fasa yang mudah di kerjakan”. Fasa alfa yang lunak dan
mudah dikerjakan, dimana fasa terdiri fasa α saja, bukan pada temperatur biasa
tetapi juga pada temperatur tinggi, sehingga pelunakan untuk menguraikan
struktur coran mempunyai pengaruh tertentu, tetapi pengerasan bisa terjadi pada
perubahan sifat-sifat yang terkandung dalam paduan itu sendiri. Sedangakan
kuningan 60% dan 40% adalah fasa alfa + betha yang mempunyai kekuatan
tinggi, dan banyak paduan dari ini yang mempunyai kekuatan tarik yang tinggi
(Widodo, 2012: 27).
Unsur-unsur paduan lainnya yang bisa ditambahkan ke dalam paduan
kuningan antara lain: Al, Fe, Mn, Ni, Pb, dan Si yang berpengaruh pada
penambahan kadar seng.
Gambar 2.1 Diagram fasa paduan tembaga dan seng (kuningan)
Sumber: Surdia dan Saito, 1999: 124
10
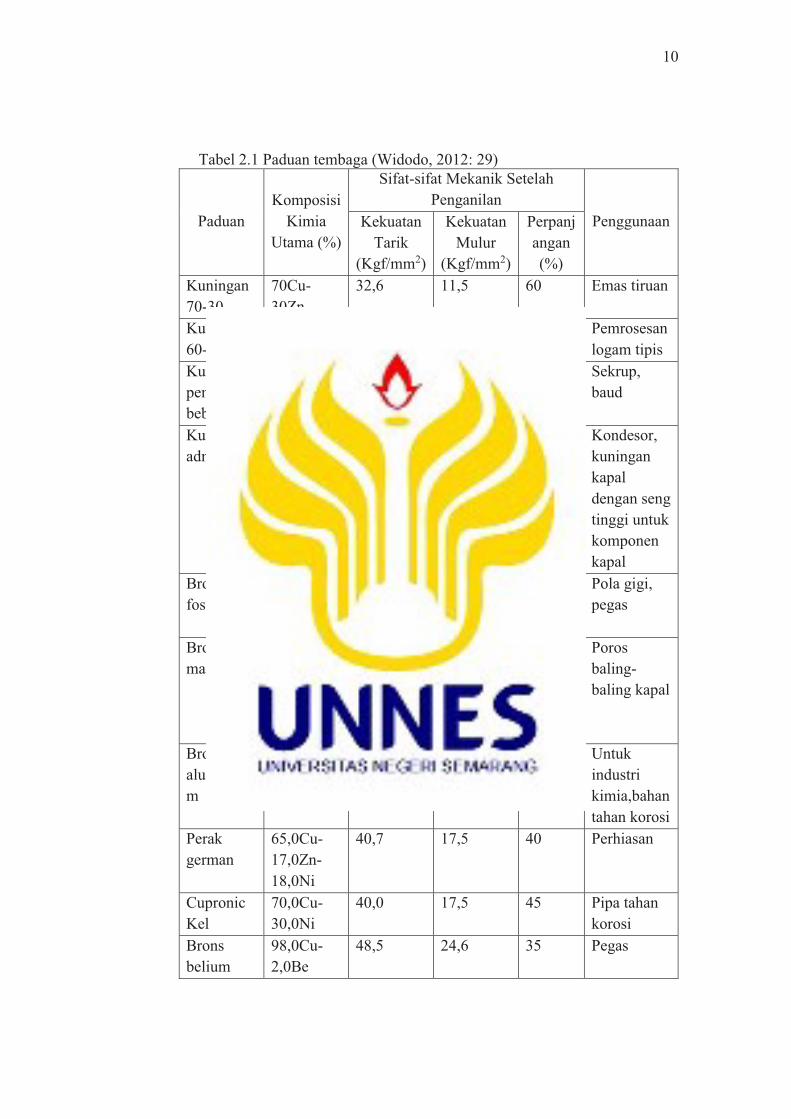
Tabel 2.1 Paduan tembaga (Widodo, 2012: 29)
Paduan
Komposisi
Kimia
Utama (%)
Sifat-sifat Mekanik Setelah
Penganilan
Penggunaan Kekuatan
Tarik
(Kgf/mm2)
Kekuatan
Mulur
(Kgf/mm2)
Perpanj
angan
(%)
Kuningan
70-30
70Cu-
30Zn
32,6 11,5 60 Emas tiruan
Kuningan
60-40
60Cu-
40Zn
37,8 12,0 45 Pemrosesan
logam tipis
Kuningan
pemotong
bebas
61,5Cu-
35,5Zn-
3,0Pb
34,3 12,6 53 Sekrup,
baud
Kuningan
admiralty
71Cu-
28Zn-1Sn
32,5 9,4 65 Kondesor,
kuningan
kapal
dengan seng
tinggi untuk
komponen
kapal
Brons
fosfor
94,8Cu-
5,0Sn-
0,25P
35,0 14,0 58 Pola gigi,
pegas
Brons
manaan
58,5Cu-
39,2Zn-
1,0Sn-
1,0Fe-
0,3Mn
45,5 21,0 35 Poros
baling-
baling kapal
Brons
alumuniu
m
95,0Cu-
5,0Al
38,6 15,4 65 Untuk
industri
kimia,bahan
tahan korosi
Perak
german
65,0Cu-
17,0Zn-
18,0Ni
40,7 17,5 40 Perhiasan
Cupronic
Kel
70,0Cu-
30,0Ni
40,0 17,5 45 Pipa tahan
korosi
Brons
belium
98,0Cu-
2,0Be
48,5 24,6 35 Pegas
11
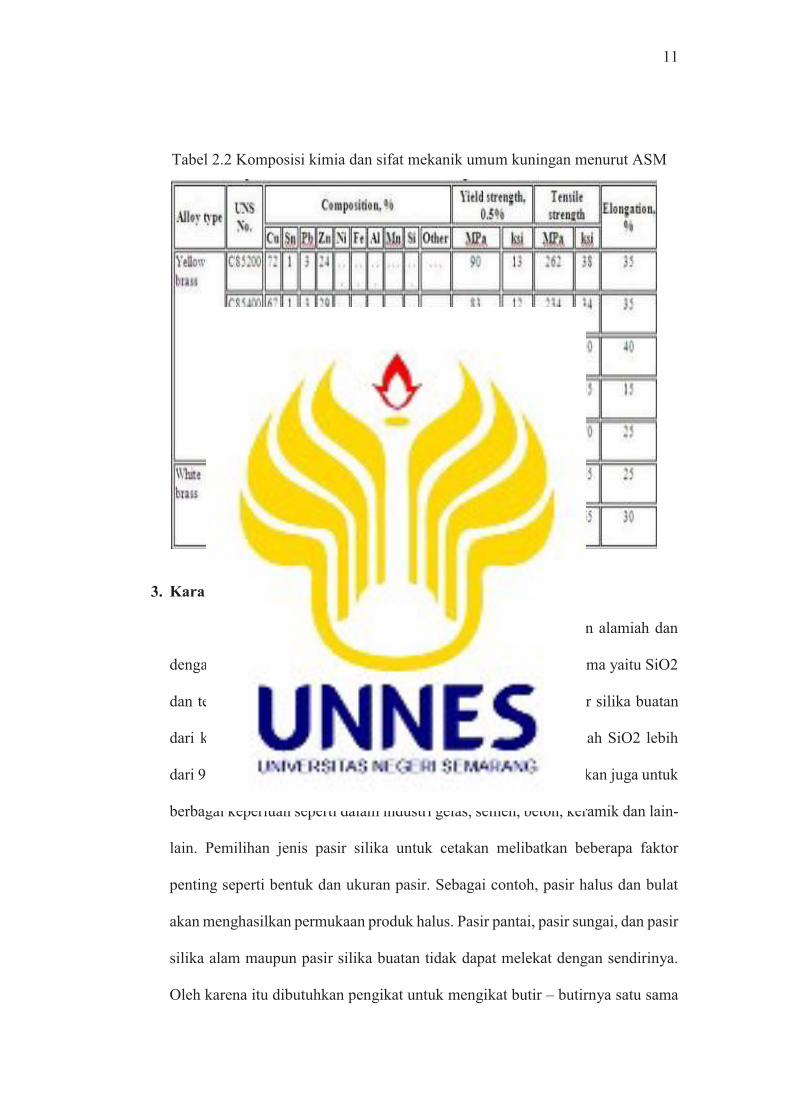
Tabel 2.2 Komposisi kimia dan sifat mekanik umum kuningan menurut ASM
3. Karakteristik Pasir Silika dan Bentonit
Pasir silika terdiri dari dua macam yaitu dalam keadaan alamiah dan
dengan memecah kwarsit. Pasir silika mempunyai kandungan utama yaitu SiO2
dan terkandung kotoran seperti mika dan felsfar, dan untuk pasir silika buatan
dari kwarsit yang diperoleh memiliki sedikit kotoran yang jumlah SiO2 lebih
dari 95% (Surdia dan Chijiiwa, 2013: 110). Pasir silika dimanfaatkan juga untuk
berbagai keperluan seperti dalam industri gelas, semen, beton, keramik dan lain-
lain. Pemilihan jenis pasir silika untuk cetakan melibatkan beberapa faktor
penting seperti bentuk dan ukuran pasir. Sebagai contoh, pasir halus dan bulat
akan menghasilkan permukaan produk halus. Pasir pantai, pasir sungai, dan pasir
silika alam maupun pasir silika buatan tidak dapat melekat dengan sendirinya.
Oleh karena itu dibutuhkan pengikat untuk mengikat butir – butirnya satu sama
12
lain dan baru digunakan setelah dicampur. Sebelum membuat cetakan, pasir
yang akan digunakan harus dipersiapkan sebaik – baiknya agar diperoleh hasil
yang baik dan memuaskan.
Keunggulan pasir silika antara lain adalah :
1. Pasir silika dapat mencetak logam dengan titik lebur yang tinggi.
2. Memiliki titik lebur mencapai 1715 0C.
3. Dapat mencetak benda cor dari ukuran kecil sampai dengan ukuran besar.
4. Menambah dan menstabilkan kekuatan zat pengikat lain.
Adapun kelemahan pasir silika yaitu dalam keadaan basah dapat mengakibatkan
cacat untuk logam dan benntuk tertentu.
Sedangkan bentonit itu sendiri memiliki permeabilitas yang cocok,
distribusi besar butir yang cocok, tahan panas, bisa dipakai lagi, dan murah. Bila
kadar bentonit rendah didalam campuran pasir cetak, menyebabkan kekuatan
pasir cetak menurun. Hal ini disebabkan karena daya ikat antar butir pasir cetak
rendah. Bila kadar bentonit tinggi menyebabkan kekuatan pasir cetak meningkat
dan cetakan menjadi padat. Bentonit memiliki daya ikat yang tinggi apabila
bereaksi dengan air serta mempunyai keunggulan yaitu mempunyai struktur
berlapis, kemampuan mengembang dan memiliki kation-kation yang dapat
dipertukarkan (Susilawati, 2014: 169). Bentonit merupakan satu jenis dari tanah
lempung. Bentonit terdiri dari butir-butir halus dari 10 sampai 0,01 µ yang fasa
penyusun utamanya adalah monmorillonite (Al2O3.4SiO2.H2O). Keplastisan
terjadi karena penggelembungan dengan menambahkan air padanya (Surdia dan
Chijiiwa, 2013: 111).
13
Keunggulan bentonit antara lain adalah :
1. Bentonit dapat mengembang menjadi beberapa kali lipat bila di celupkan ke
dalam air dan dapat menahan air pada strukturnya.
2. Memiliki daya ikat yang baik.
3. Tahan terhadap temperatur tinggi
4. Bentonit mempermudah proses pembongkaran cetakan.
5. Bentonit tidak mudah hancur karena memiliki butir yang halus.
Adapun kelemahan bentonit antara lain :
1. Memiliki sifat tahanan jenis yang sangat rendah.
2. Tidak bisa didaur ulang.
4. Cetakan Pasir
a. Pasir
Peleburan logam pada umumnya mempunyai titik lebur diatas 1200
oC, maka tidak mudah untuk mendapatkan cetakan yang sanggup menekan
panas diatas temperatur tersebut. Untuk itu pasir cetak yang baik harus
memenuhi persyaratan cetakan. Kebanyakan pasir yang digunakan dalam
pengecoran adalah pasir silika. Pasir merupakan produk dari hancurnya batu-
batuan dalam jangka waktu lama. Alasan pemakaian pasir sebagai bahan
cetakan adalah karena murah dan ketahanannya terhadap temperatur tinggi.
Adapun jenis-jenis cetakan pasir meliputi:
1. Cetakan pasir basah (green sand mold) adalah dari campuran pasir,
pengikat bentonit, lempung, dan air.
14
2. Cetakan pasir kering (dry sand mold) adalah menggunakan bahan pengikat
organik, dan kemudian cetakan dibakar dalam sebuah oven dengan
temperatur berkisar antara 204 oC sampai 316 oC. Pembakaran dalam oven
dapat memperkuat cetakan dan mengeraskan permukaan rongga cetakan.
3. Cetakan kulit kering (skin dried mold) adalah mengeringkan permukaan
pasir basah dengan kedalaman 1,2 cm sampai dengan 2,5 cm pada
permukaan rongga cetakan. Bahan perekat khusus harus ditambahkan pada
campuran pasir untuk memperkuat permukaan rongga cetak.
b. Pola
Pola merupakan gambaran dari bentuk produk yang akan dibuat.
Pola dapat dibuat dari kayu, plastik, karet, dan lilin. Pemilihan material pola
tergantung pada bentuk dan ukuran produk cor, akurasi dimensi, jumlah
produk cor dan jenis proses pengecoran yang digunakan.
Gambar 2.2 Beberapa jenis pola
Sumber: Sudjana, 2008: 7
a) Pola padat (solid pattern)
Pola padat dibuat sama dengan geometri benda cor dengan
mempertimbangkan penyusutan dan kelonggaran untuk pemesinan.
15
b) Pola belah (split pattern)
Terdiri dari dua bagian yang disesuaikan dengan garis pemisah (belahan)
cetakannya. Biasanya digunakan untuk benda coran yang memiliki
geometri yang lebih rumit dengan jumlah produksi menengah. Proses
pembuatan cetakannya lebih mudah dibandingkan dengan memakai pola
padat.
c) Pola dengan papan penyambung (match – plate pattern)
Digunakan untuk jumlah produksi yang lebih banyak. Pada pola ini, dua
bagian pola belah masing-masing diletakan pada sisi yang berlawanan dari
sebuah papan kayu atau pelat besi.
d) Pola cope dan drug (cope and drag pattern)
Pola ini hampir sama dengan pola dengan papan penyambung, tetapi pada
pola ini dua bagian dari pola belah masing-masing ditempelkan pada
papan yang terpisah. Pola ini biasanya juga dilengkapi dengan sistem
saluran masuk dan riser.
c. Susunan pasir cetak
Pasir cetak yang paling lazim dipergunakan adalah pasir gunung
berasal dari gunung berwarna cenderung hitam, pasir pantai berasal dari
pantai laut berwarna coklat agak kehitaman, pasir sungai berasal dari sungai
berwarna kehitaman, dan pasir silika berasal dari persediaan alam berwarna
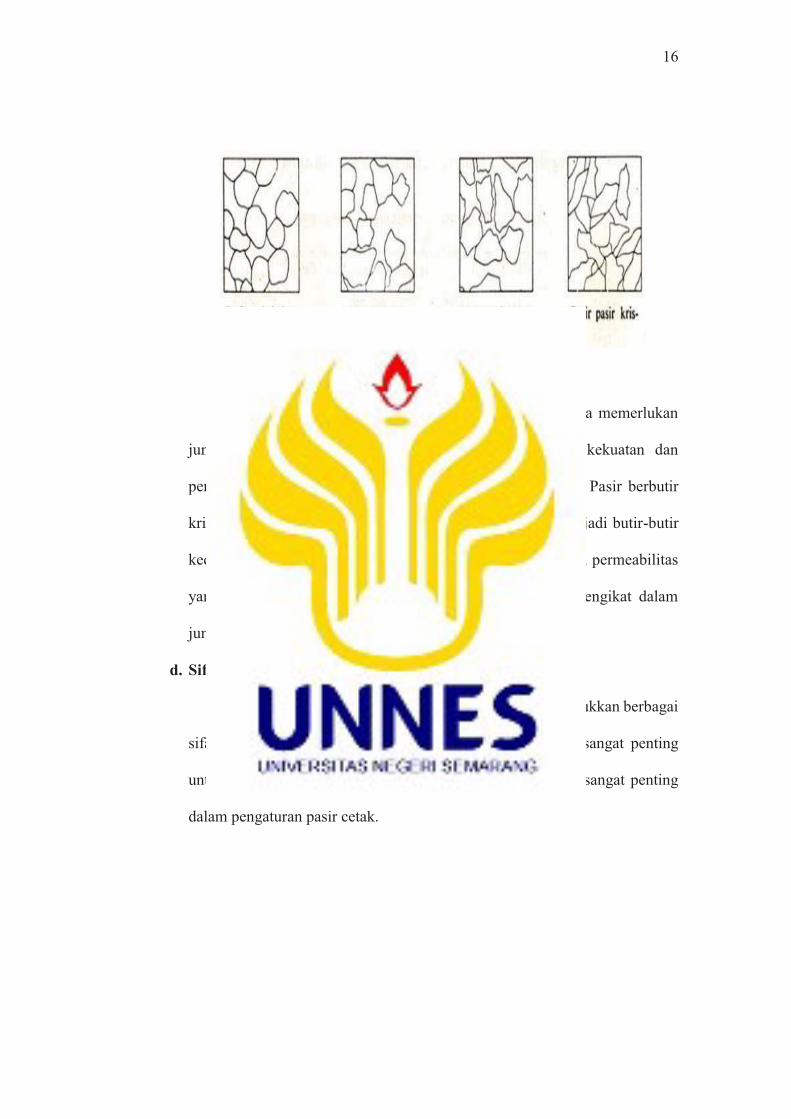
kekuningan. Bentuk butir pasir dari pasir cetak digolongkan menjadi
beberapa jenis, yaitu: butir pasir bulat, butir pasir sebagian bersudut, butir
pasir bersudut, dan butir pasir berkristal yang dapat dilihat dalam gambar 2.3.
16
Gambar 2.3 Bentuk butir-butir dari pasir cetak
Sumber: Surdia dan Chijiiwa, 2013: 110
Jenis butir pasir bulat baik untuk pasir cetak, karena memerlukan
jumlah pengikat yang lebih sedikit untuk mendapatkan kekuatan dan
permeabilitas tertentu, serta mampu alir gasnya baik sekali. Pasir berbutir
kristal kurang baik untuk pasir cetak, sebab akan pecah menjadi butir-butir
kecil pada pencampuran serta memberikan ketahanan api dan permeabilitas
yang buruk pada cetakan, dan selanjutnya membutuhkan pengikat dalam
jumlah banyak (Surdia dan Chijiiwa, 2013: 111).
d. Sifat-sifat pasir cetak
Pasir cetak dengan bentonit sebagai pengikat menunjukkan berbagai
sifat sesuai dengan kadar air. Kadar air merupakan faktor sangat penting
untuk pasir cetak, sehingga pengaturan kadar air adalah hal sangat penting
dalam pengaturan pasir cetak.
17
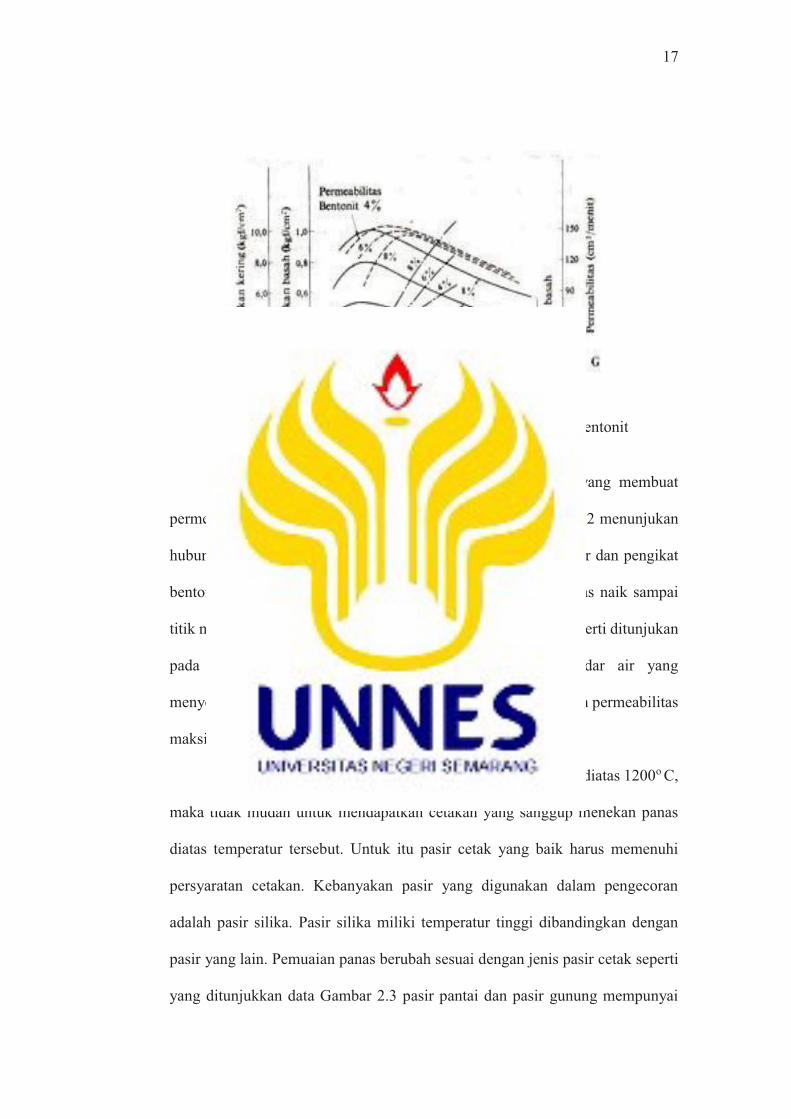
Gambar 2.4 Pengaruh air dan bentonit pada pasir diikat bentonit
Sumber: Surdia dan Chijiiwa, 2013: 112
Kadar air yang membuat kekuatan maksimum dan yang membuat
permeabilitas maksimum pada umumnya tidak sama. Gambar 2.2 menunjukan
hubungan antara kadar air, kekuatan dan permeabilitas dari pasir dan pengikat
bentonit. Kalau kadar air bertambah, kekuatan dan permeabilitas naik sampai
titik maksimum dan menurun kalau kadar air bertambah terus seperti ditunjukan
pada gambar. Untuk pasir dengan pengikat bentonit, kadar air yang
menyebabkan kekuatan basah maksimum dan yang menyebabkan permeabilitas
maksimum sangat berdekatan satu sama lain.
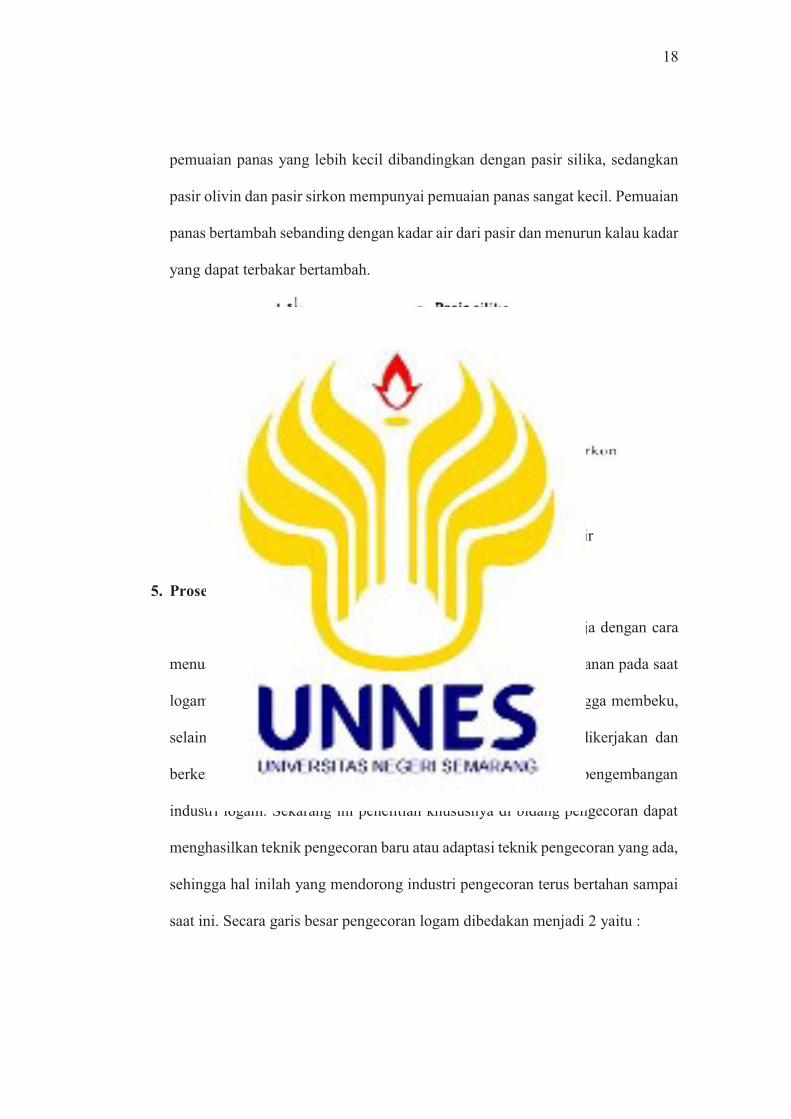
Peleburan logam pada umumnya mempunyai titik lebur diatas 1200o C,
maka tidak mudah untuk mendapatkan cetakan yang sanggup menekan panas
diatas temperatur tersebut. Untuk itu pasir cetak yang baik harus memenuhi
persyaratan cetakan. Kebanyakan pasir yang digunakan dalam pengecoran
adalah pasir silika. Pasir silika miliki temperatur tinggi dibandingkan dengan
pasir yang lain. Pemuaian panas berubah sesuai dengan jenis pasir cetak seperti
yang ditunjukkan data Gambar 2.3 pasir pantai dan pasir gunung mempunyai
18
pemuaian panas yang lebih kecil dibandingkan dengan pasir silika, sedangkan
pasir olivin dan pasir sirkon mempunyai pemuaian panas sangat kecil. Pemuaian
panas bertambah sebanding dengan kadar air dari pasir dan menurun kalau kadar
yang dapat terbakar bertambah.
Gambar 2.5 Pemuaian panas dari macam-macam pasir
Sumber: Surdia dan Chijiiwa, 2013: 113
5. Proses Pengecoran Logam
Proses pengecoran adalah proses pembuatan benda kerja dengan cara
menuangkan logam cair kedalam cetakan pasir tanpa disertai tekanan pada saat
logam cair mengisi rongga cetakan dan kemudian dibiarkan hingga membeku,
selain itu proses pengecoran merupakan proses yang mudah dikerjakan dan
berkemampuan tinggi sehingga merupakan proses dasar dalam pengembangan
industri logam. Sekarang ini penelitian khususnya di bidang pengecoran dapat
menghasilkan teknik pengecoran baru atau adaptasi teknik pengecoran yang ada,
sehingga hal inilah yang mendorong industri pengecoran terus bertahan sampai
saat ini. Secara garis besar pengecoran logam dibedakan menjadi 2 yaitu :
19
a. Proses pengecoran gravitasi, proses pengecoran ini tidak menggunakan
tekanan sewaktu mengisi rongga cetakan tetapi memanfaatkan berat logam
cair dalam memasukkannya ke rongga cetakan.
b. Proses pengecoran bertekanan, proses pengecoran ini logam yang dicairkan
ditekan supaya mengisi pada rongga cetakan.
6. Proses Peleburan Kuningan
Kuningan dapat dicairkan dengan berbagai cara salah satunya adalah
dengan menggunakan tungku atau tanur. Tanur itu sendiri mempunyai sifat dari
muatan tangku yang sangat berpengaruh terhadap jenis tangku yang akan
digunakan dalam proses pencarian logam. Pergerakan dari logam cair dan
temperatur yang terlalu tinggi dapat mengakibatkan peningkatan gas hidrogen,
oksidasi dan hilangnya unsur penting di dalam logam cair selain porositas. Untuk
menghemat peleburan dan mengurangi kehilangan unsur paduan karena
oksidasi, lebih baik memotong logam menjadi potongan kecil (scrap) yang
kemudian dipanaskan mula, kalau bahan sudah mencair, fluks harus ditaburkan
untuk mencegah oksidasi dan absorpsi gas dan selama pencairan permukaan
harus ditutup dengan fluks dan cairan diaduk pada jangka waktu tertentu untuk
mencegah agresi.
Temperatur cairan yang terlalu tinggi menyebabkan kehilangan seng
karena penguapan, dan temperatur yang terlalu rendah menyebabkan
penghilangan gas yang tidak cukup (Surdia dan Chijiiwa, 2013: 169). Titik cair
dari sebuah benda padat adalah suhu dimana benda tersebut akan berubah bentuk
menjadi cair, pada logam kuningan memiliki titik cair yang bervariasi tergantung
20
pada jumlah paduan komposisi bahan Cu dan Zn. Pada penelitian ini saya
menggunakan komposisi bahan sebagai berikut:
Tabel 2.3 Titik cair standart kuningan (Surdia dan Chijiiwa, 2013: 169)
Komposisi Bahan Titik Cair ( 0C )
85% Cu-15% Zn 1.150-1.200
70% Cu-30% Zn 1.080-1.130
60% Cu-40% Zn 1.030-1.080
7. Cacat Pada Produk Coran
Kunci keberhasilan membuat produk coran yang baik salah satunya
ditentukan oleh desain cetakan yang baik dan benar. Terutama bila
menggunakan sistem penuangan gravitasi, potensi terjadinya cacat ditentukan
oleh mekanisme pengisian rongga cetakan karena aliran logam menuju rongga
cetakan melalui saluran turun yng sering mengalami gangguan atau hambatan.
Potensi cacat biasanya terjadi akibat kesalahan desain yang mengakibatkan
aliran logam cair tidak optimal. Dalam hal ini banyak pengalaman teknik yang
diperlukan untuk penyebabkan dari cacat pada proses coran. Faktor-faktor
penting dari cacat coran dan pencegahannya (Ammen, 1979: 165). Adapun cacat
coran yang sering terjadi pada proses pengecoran dibagi menjadi beberapa
macam, yaitu:
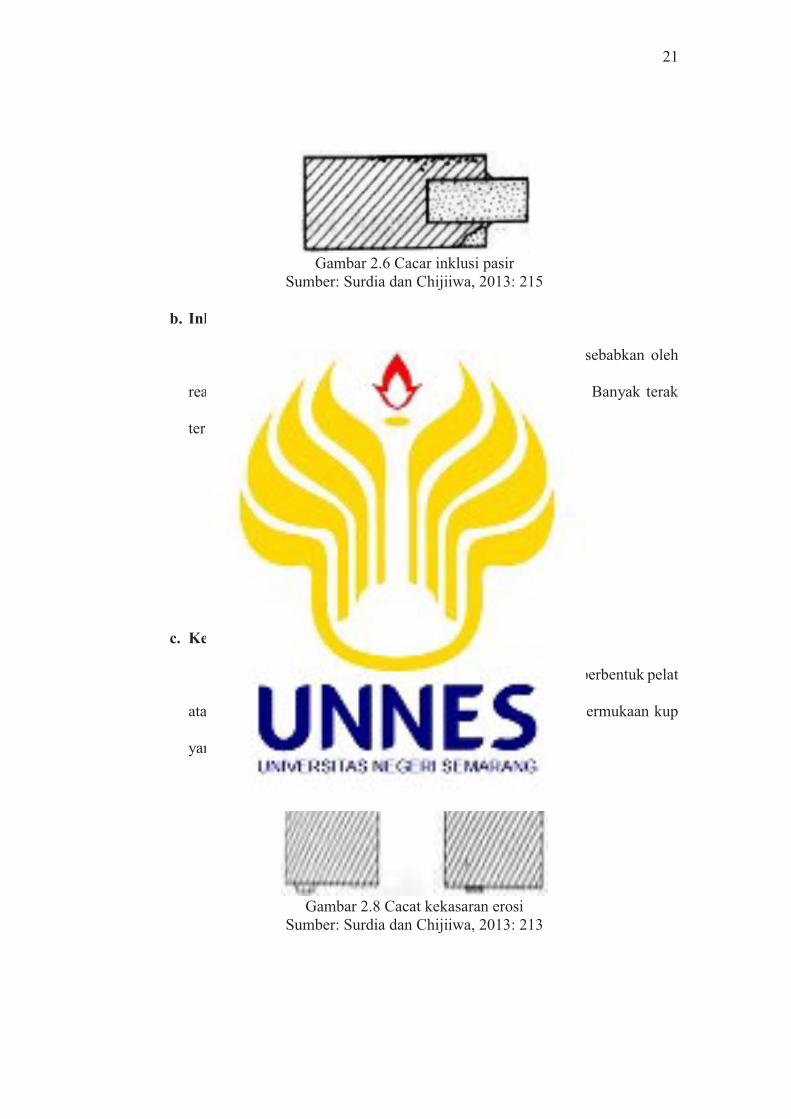
a. Inklusi pasir
Inklusi pasir adalah cacat dimana pasir terbawa dalam coran dan cacat
terjadi permukaan atau di dalam coran.
21
Gambar 2.6 Cacar inklusi pasir
Sumber: Surdia dan Chijiiwa, 2013: 215
b. Inklusi terak
Terak adalah inklusi bukan logam dalam cair yang disebabkan oleh
reaksi kimia, selama peleburan, penuangan atau pembekuan. Banyak terak
terapung pada permukaan kup.
Gambar 2.7 Cacar inklusi pasir
Sumber: Surdia dan Chijiiwa, 2013: 215
c. Kekasaran erosi
Pasir yang terlepas karena erosi dari permukaan cetakan berbentuk pelat
atau gumpalan, bergerak dalam rongga cetakan terutama di permukaan kup
yang mengakibatkan inklusi pasir.
Gambar 2.8 Cacat kekasaran erosi
Sumber: Surdia dan Chijiiwa, 2013: 213
22
d. Ekor tikus
Ekor tikus adalah merupakan cacat permukaan pasir dari permukaan
cetakan mengembang dan logam cair masuk di bawah permukaan bagian
tersebut. Kalau pasir disingkirkan terlihat rongga lurus seperti pembuluh.
Memili bentuk seperti ekor tikus maka cacat ini disebut ekor tikus.
Gambar 2.9 Cacar ekor tikus
Sumber: Surdia dan Chijiiwa, 2013: 213
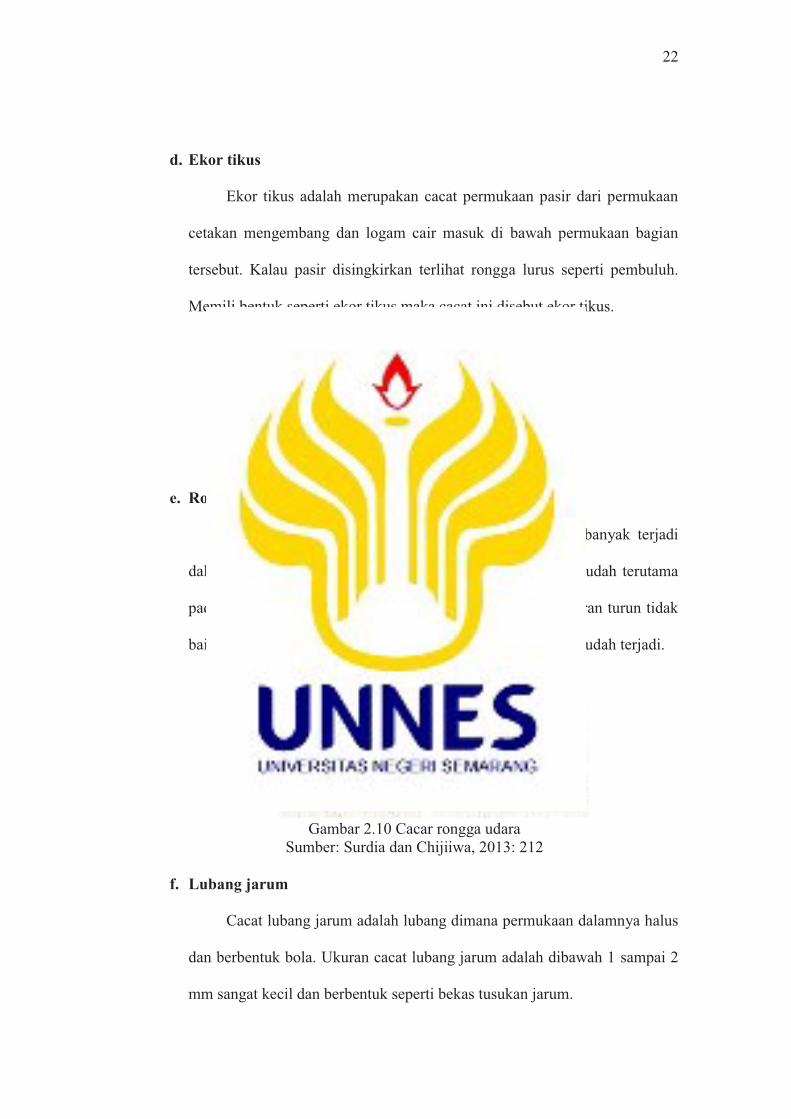
e. Rongga udara
Cacat rongga udara adalah cacat yang paling sering banyak terjadi
dalam berbagai bentuk. Rongga udara bisa terjadi dengan mudah terutama
pada temperatur penuangan yamg rendah. Apabila letak saluran turun tidak
baik dan waktu penuangan terlalu lama, maka rongga udara mudah terjadi.
Gambar 2.10 Cacar rongga udara
Sumber: Surdia dan Chijiiwa, 2013: 212
f. Lubang jarum
Cacat lubang jarum adalah lubang dimana permukaan dalamnya halus
dan berbentuk bola. Ukuran cacat lubang jarum adalah dibawah 1 sampai 2
mm sangat kecil dan berbentuk seperti bekas tusukan jarum.
23
Gambar 2.11 Cacar lubang jarum
Sumber: Surdia dan Chijiiwa, 2013: 212
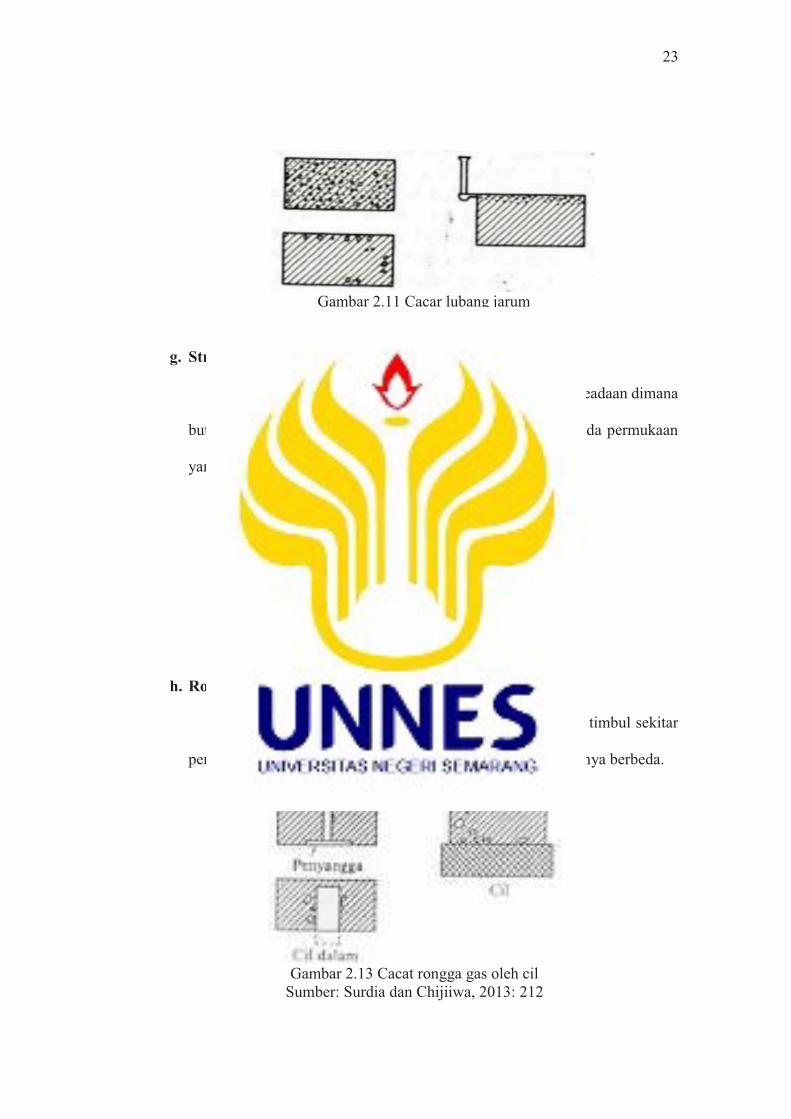
g. Struktur butir terbuka
Struktur butir terbuka adalah cacat yang timbul karena keadaan dimana
butir-butir kasar pada coran terlihat berada di tengah atau pada permukaan
yang disebabkan kurangnya sifat kedap air.
Gambar 2.12 Cacat struktur butir terbuka
Sumber: Surdia dan Chijiiwa, 2013: 213
h. Rongga gas oleh cil
Rongga gas adalah bentuk lain dari rongga udara, yang timbul sekitar
penyangga atau cil dalam. Bagian dalamnya halus dan ukurannya berbeda.
Gambar 2.13 Cacat rongga gas oleh cil
Sumber: Surdia dan Chijiiwa, 2013: 212
24
i. Penyusutan dalam
Penyusutan dalam adalah lubang cacat yang disebabkan karena
pengecilan yang terjadi ketika logam membeku.
Gambar 2.14 Cacat penyusutan dalam
Sumber: Surdia dan Chijiiwa, 2013: 212
j. Penyusutan luar
Cacat lubang penyusutan luar memberikan lubang pada permukaan luar
dari coran, yang disebabkan penyusutan pada pembekuan logam cair.
Gambar 2.15 Cacat penyusutan luar
Sumber: Surdia dan Chijiiwa, 2013: 212
k. Rongga penyusutan
Rongga penyusutan mempunyai sebab-sebab yang sama seperti pada
penyusutan dalam dan luar. Cacat lubang-lubang kecil dengan permukaan
dalam berkristal dendrit kasar yang bisa timbul pada bagian tebal, bagian
pertemuan, cekungan filet dan sebagainya.
25
Gambar 2.16 Cacat rongga penyusutan
Sumber: Surdia dan Chijiiwa, 2013: 213
l. Cetakan rontok
Bentuk bengkakan yang tak menentu terjadi disebabkan pecahnya
cetakan dan pecahan pasir ini menyebabkan inklusi pasir di tempat lain.
Gambar 2.17 Cacat cetakan rontok
Sumber: Surdia dan Chijiiwa, 2013: 213
m. Salah alir dan sumbat dingin
Cacat salah alir dan sumbat dingin dikarenakan logam cair tidak cukup
mengisi rongga cetakan. Umumnya terjadi penyumbatan akibat logam cair
terburu membeku sebelum mengisi rongga cetak secara keseluruhan. Bentuk
cacat salah alir dapat dilihat pada gambar di bawah ini.
Gambar 2.18 Cacat salah alir dan sumbat dingin
Sumber: Surdia dan Chijiiwa, 2013: 215
26
n. Membengkak
Pembengkakan disebabkan oleh tekanan logam cair yang terlalu
berlebihan menyebabkan membengkak setempat. Pembengkakan bisa terjadi
kalau cetakan mengembang keluar oleh tekanan logam atau kalau inti
tertekan.
Gambar 2.19 Cacat membengkak
Sumber: Surdia dan Chijiiwa, 2013: 214
o. Pergeseran
Cacat pergeseran terjadi akibat bergesernya titik tengah pada inti, pola
maupun pena kotak cetakan, sehingga hasil cetakan tidak sejajar.
Gambar 2.20 Cacat pergeseran
Sumber: Surdia dan Chijiiwa, 2013: 214
p. Retakan
Retakan secara luas dibagi menjadi retak penyusutan dan retak karena
tegangan sisa, sebabny berbedasatu sam lain. Retak penyusutan sering terjadi
pada bagian filet yang tajam dari suatu coran. Lebar retakan berbeda, tetapi
bentuk retakan tidak tajam.
27
Gambar 2.21 Cacat retakan
Sumber: Surdia dan Chijiiwa, 2013: 215
8. Pengujian Bahan
Pengujian bahan dari spesimen dimaksudkan untuk mengetahui sifat-
sifat bahan itu sendiri. Sifat-sifat suatu bahan meliputi sifat mekanis, sifat fisis
dan sifat kimia. Sedangkan pada pengujian bahan yang termasuk pengujian
mekanis terhadap benda uji yang dapat dibedakan atas pengujian bersifat
merusak benda uji (destruktif) dan pengujian bersifat tidak merusak benda uji
(non destruktif). Pengujian bersifat benda uji akan menimbulkan kerusakan
benda uji setelah pengujian selesai dan sebaliknya pengujian bersifat tidak
merusak benda uji tidak akan menimbulkan kerusakan berarti pada benda uji.
a. Pengujian Komposisi
Uji komposisi adalah pengujian yang dilakukan untuk mengetahui
kadar unsur-unsur yang terkandung dalam bahan. Pengujian komposisi
dilakukan untuk menentukan jenis bahan yang digunakan dengan melihat
prosentase unsur-unsur kimia yang terkandung dalam bahan kuningan
tersebut.
b. Pengujian Struktur Mikro
Dalam pengujian ini, kualitas bahan ditentukan dengan mengamati
struktur di bawah mikroskop, disamping itu dapat pula mengamati cacat dan
28
bagian yang tak teratur (Surdia dan Chijiiwa, 2013: 210). Menurut Setiawan
(2003: 73) yang dimaksud struktur mikro adalah pengetahuan tentang bentuk-
bentuk struktur kristal yang dapat dilihat dalam suatu logam. Struktur mikro
dapat didefinisikan sebagai bahan dalam orde kecil (mikro). Sifat- sifat
mekanik dan fisik suatu logam akan ditentukan oleh gambar bentuk struktur
mikronya.
Ada beberapa alat yang digunakan untuk mengamati struktur mikro
dari bahan yaitu: mikroskop cahaya, mikroskop eklektron, dan miroskop
pirometri. Hasil pengamatan struktur mikro akan diperlihatkan berbagai fase
yang dapat dipelajari dan jika sifat-sifatnya diketahui dapat digunakan untuk
mengetahui informasi-informasi tentang sifat spesimen. Penelitian ini
menggunakan mikroskop cahaya, adapun manfaat dari pengamatan struktur
mikro ini adalah:
1) Mempelajari hubungan antara sifat-sifat bahan dengan struktur dan cacat
pada bahan.
2) Memperkirakan sifat bahan jika hubungan tersebut sudah diketahui.
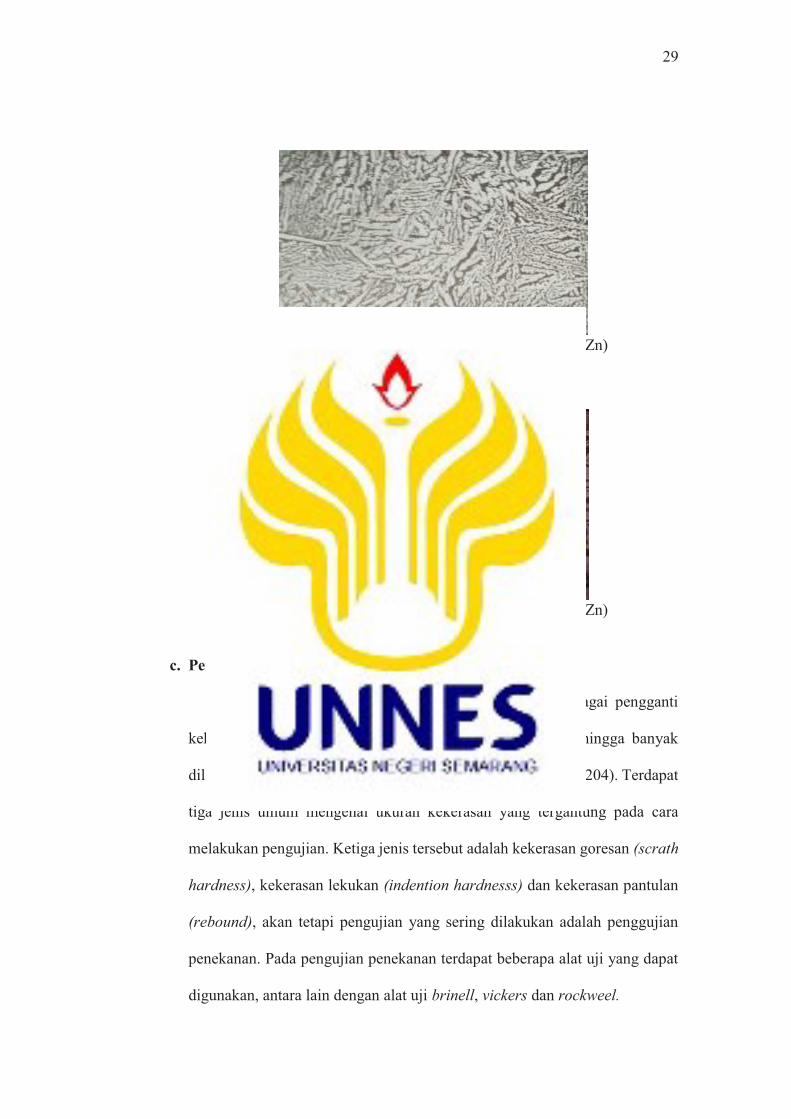
Pada umumnya pengamatan struktur mikro yang perlu diamati
adalah ukuran butiran, bentuk butiran dan larutan padat yang terbentuk,
dimana larutan mekanis akan bertambah baik. Larutan padat yang tersebar
merata maka kekuatan tariknya akan bertambah baik. Pengukuran besar
kecilnya struktur mikro dilakukann dengan cara menghitung jumlah butir
pada garis, lingkaran atau daerah tertentu. Gambar 2.22 dam gambar 2.23
adalah gambar struktur mikro dari paduan tembaga dan seng.
29
Gambar 2.22 Kandungan kuningan (60% Cu, 40% Zn)
Sumber: Surdia dan Chijiiwa, 2013: 41
Gambar 2.23 Kandungan kuningan (65% Cu, 35% Zn)
Sumber: Henkel dan Pense, 2002: 313
c. Pengujian Kekerasan
Kekerasan adalah sifat yang dapat diandalkan sebagai pengganti
kekuatan bahan. Penggukuran kekerasan adalah mudah, sehingga banyak
dilakukan dalam pemilihan bahan (Surdia dan Chijiiwa, 2013: 204). Terdapat
tiga jenis umum mengenai ukuran kekerasan yang tergantung pada cara
melakukan pengujian. Ketiga jenis tersebut adalah kekerasan goresan (scrath
hardness), kekerasan lekukan (indention hardnesss) dan kekerasan pantulan
(rebound), akan tetapi pengujian yang sering dilakukan adalah penggujian
penekanan. Pada pengujian penekanan terdapat beberapa alat uji yang dapat
digunakan, antara lain dengan alat uji brinell, vickers dan rockweel.
30
Menurut Tarkono (2013: 5) ”pengujian kekerasan dengan metode
vikers bertujuan untuk menentukan kekerasan suatu material dalam bentuk
daya tahan material terhadap intan berbentuk piramida dengan sudut puncak
136 derajat yang ditekankan pada permukaan uji tersebut”. Sudut ini dipilih
karena nilai tersebut mendekati sebagian besar nilai perbandingan yang
diinginkan antara diameter lekukan dan diameter bola penumbuk pada uji
kekerasan vikers. Angka kekerasan piramida intan (DPH), atau angka
kekerasan Vickers (VHN atau VPH), didefinisikan sebagai beban dibagi luas
permukaan lekukan, prinsip pengukuran untuk kekerasan mikro vikers dapat
dilihat pada Gambar 2.22. Pada prakteknya luas ini dihitung dari pengukuran
mikroskopik panjang diagonal jejak. Menurut Djaprie (1993: 334) metode
vickers dapat dilakukan untuk pengujian dalam skala mikro dengan
pembebanan yang rendah yaitu 1 sampai 1000 gf. Bahan lebih keras
membutuhkan beban diterapkan lebih besar (Callister, 2007: 158). VHN
dapat ditentukan dari persamaan berikut:
ϴ
(Sumber: Callister, 2007: 156)
Keterangan:
P = Beban yang digunakan (kg)
d = Panjang diagonal rata-rata (mm)
ϴ = Sudut antara permukaan intan yang berlawanan = 136°
31
Uji kekerasan vickers banyak dilakukan pada pekerjaan penelitian,
karena metode tersebut memberikan hasil berupa skala kekerasan yang
kontinu, untuk suatu beban tertentu dan digunakan pada logam yang sangat
lunak, yakni DPH-nya 5 hingga logam yang sangat keras dengan DPH 1500.
Hal-hal yang menghalangi keuntungan pemakaian metode vickers
adalah uji kekerasan Vickers tidak dapat digunakan untuk pengujian rutin
karena pengujian tersebut lamban, memerlukan persiapan permukaan benda
uji yang hati-hati, dan terdapat pengaruh kesalahan manusia yang besar pada
penentuan panjang diagonal. Pada penelitian ini alat uji yang digunakan
adalah alat uji kekerasan mikro vickers.
Gambar 2.24 Prinsip uji kekerasan vikers
Sumber: Callister, 2007: 156
B. Kajian Penelitian yang Relevan
Penelitian yang dilakukan oleh Puspitasari, Tuwoso dan Aristiyanto
(2014) yang berjudul “Pengaruh Penggunaan Pasir Gunung Terhadap Kualitas
Dan Fluiditas Hasil Pengecoran Logam Paduan Al-Si”, penelitian ini bertujuan
untuk mengetahui data hasil pengujian kekuatan pasir cetak kondisi basah,
kekuatan tekan tertinggi dimiliki oleh pasir cetak dengan pengikat bentonit 15%
sebesar 8,7 N/cm2. Kekuatan geser tertinggi dimiliki oleh pasir cetak dengan
32
pengikat bentonit 15% sebesar 5,03% N/cm2, kekuatan tarik tertinggi dimiliki
oleh pasir cetak dengan pengikat bentonit 15% dan semen Portland 15% sebesar
0,7 N/cm2. Pada kondisi kering, kekuatan tekan tertinggi dimiliki oleh pasir
cetak dengan pengikat bentonit 15% sebesar 14,55 N/cm2. Kekuatan geser
tertinggi dimiliki pasir cetak dengan pengikat bentonit 15% sebesar 6,5 N/cm2,
kekuatan tarik tertinggi dimiliki pasir cetak dengan pengikat lumpur panas
Sidoarjo 15% sebesar 1,3 N/cm2 sedangkan hasil coran terbaik dimiliki oleh
spesimen yang menggunakan pengikat bentonit 15%. Terbukti dengan panjang
hasil pengecoran yang paling mendekati ukuran dari model yaitu sepanjang
198,7 mm serta tidak terjadi sumbat dingin dan salah alir.
Penelitian yang dilakukan oleh Astika, Negara dan Susantika (2010)
yang berjudul “pengaruh jenis pasir cetak dengan zat pengikat bentonit terhadap
sifat permeabilitas dan kekuatan tekan basah cetakan pasir (sand casting)”
menyatakan bahwa persentase bentonit berpengaruh terhadap permeabilitas dan
kekuatan tekan, hal ini disebabkan karena semakin ditambahkan bentonit pada
campuran pasir gunung, pasir sungai dan pasir pantai (silika) akan memenuhi
pori-pori antara butiran-butiran pasir dan permeabilitas akan menurun dan
kekuatan tekan akan meningkat. Hasil rata- rata pengujian permeabilitas dapat
dilihat untuk permeabilitas maksimal pada masing-masing campuran jenis pasir
dan bentonit pada cetakan pasir basah dengan bahan pengikat bentonit yaitu pada
campuran pasir gunung dan bentonit 4% dimana menghasilkan nilai
permeabilitas sebesar 24,71 cm3/min dibandingakan campuran pasir dan
bentonit yang lainnya.
33
Hasil rata-rata pengujian kekuatan tekan dapat dilihat untuk kekuatan
tekan maksimal pada masing-masing campuran jenis pasir dan bentonit pada
cetakan pasir basah dengan bahan pengikat bentonit yaitu pada campuran pasir
laut (silika) dan bentonit. 8% dimana menghasilkan nilai kekuatan tekan sebesar
0,78 N/cm2 dibandingakan campuran pasir dan bentonit yang lainnya.
Penelitian yang dilakukan oleh Tarkono, Harnowo dan Sewandono
(2012) dalam penelitiannya yang berjudul “pengaruh variasi abu sekam dan
bentonit pada cetakan pasir terhadap kekerasan dan struktur mikro hasil coran
aluminium AA 1100”, menyatakan bahwa sifat abu sekam dan bentonit yang
diterapkan pada cetakan pasir, jumlah komposisinya mempengaruhi kekerasan
hasil coran serta nilai kekerasan tertinggi terjadi pada komposisi bentonit 10%
dan abu sekam 8% yang ditambahkan pada total komponen penyusun cetakan
pasir.
Menurut Purbowo (2003) dalam penelitiannya yang berjudul “studi
penambahan gula tetes pada cetakan pasir terhadap kuantitas cacat blow-hole”,
penelitian ini bertujuan untuk mengetahui kebasahan cetakan pasir yang
diakibatkan penambahan gula tetes mempengaruhi terjadi cacat blow-hole.
Semakin besar kadar gula tetesnya maka kebasahan cetakan pasir semakin
tinggi. Penambahan gula tetes dapat meningkatkan kemampuan penggunaan
ulang cetakan pasir namun perlu diperhatikan tingkat kebasahan cetakan pasir.
Komposisi cetakan pasir yang terdiri dari 90% pasir silika, 5% bentonit dan 2%
gula tetes menghasilkan permukaan hasil coran paling baik dibandingkan
komposisi cetakan pasir yang lain.
34
Menurut Supriyanto (2010) dalam penelitiannya yang berjudul
“analisis coran kuningan dari limbah rosokan dan gram-gram sisa permesinan
untuk komponen permesinan”, menyatakan bahwa hasil pengujian komposisi
kimia menunjukkan bahwa kuningan rosokan mengandung unsur utama yaitu
tembaga (Cu) sebesar 65,493 % dan seng (Zn) sebesar 34,506 % serta unsur-
unsur paduan lainnya, kuningan ini baik digunakan pada pengerjaan dingin serta
kekerasan adalah HB 110.44 kg/mm2.
Menurut Setiawan (2013) dalam penelitianya yang berjudul “pengujian
kekuatan tarik, kekerasan, dan struktur mikro produk cor propeler kuningan”,
penelitian ini bertujuan untuk mengetahui material yang digunakan pada
penelitian ini adalah kuningan dengan kandungan 46,95% Zn termasuk kuningan
tipe α + β dengan titik cair (liquid) sekitar 900 oC. Dalam penelitian ini bentuk
struktur mikro belum menunjukkan struktur columnar dendrite dengan orintesi
butir searah serta kekerasan material adalah 35,4 HRB.
Penelitian yang dilakukan oleh Purwono (2005) dalam penelitiannya
yang berjudul “pengaruh variasi campuran kadar air pada pasir cetak basah
dengan bahan pengikat bentonit terhadap permeabilitas dan kekuatan tekan”,
menyatakan bahwa hasil pengukuran dari pemberian variasi campuran kadar air
sebesar 10%, 11%, 12% dan 13% pada pasir cetak basah dengan bahan pengikat
bentonit menghasilkan nilai kemampuan alir gas (permeabilitas) dan kekuatan
tekan yang berbeda-beda. Hal ini telah dibuktikan pada hasil penelitian dimana
semakin bertambah campuran kadar air yang dicampurkan pada bahan pengikat
bentonit, nilai kemampuan alir gas (permeabilitas) dan nilai kekuatan tekannya
35
terus menurun.
Penelitian yang dilakukan oleh Loto dan Adebayo (1990) dalam
penelitiannya yang berjudul “effects of variation in water content, clay fraction
and sodium carbonate additions on the synthetic moulding properties of
Igbokoda clay and silica sand”, penelitian ini bertujuan untuk memberikan hasil
analisis saringan (AFS standar) dari pasir silika dasar yang digunakan untuk
cetakan pasir sintetis. Pengayakan dilakukan untuk menentukan jumlah
kehalusan butiran pasir. Jumlah kehalusan pada dasarnya adalah ukuran butir
rata-rata pasir silika dan itu sesuai dengan jumlah saringan pada bukaan yang
hanya bisa membiarkan semua butiran pasir masuk dengan ukuran yang sama.
Rata-rata kehalusan butir ditentukan dengan membagi jumlah total produk
tersebut dengan total persentase butiran pasir dipertahankan dalam saringan
pengaturan serta pasir lempung jenuh memiliki sekitar kekuatan tekan yang
sama seperti tanah liat dengan sendirinya. Persentase spesifik tanah liat
diperlukan untuk saturasi tergantung pada kemurnian dan jenis tanah liat, pasir
dasar, dan pada aditif. Hal ini diketahui bahwa dalam kebanyakan kasus tentang
8-12% berat bentonit (baik natrium atau kalsium bentonit) dan sekitar 20-25%
berat dari tanah liat api yang cukup untuk menghasilkan campuran jenuh dengan
kehalusan pasir maksimal.
Penelitian yang dilakukan oleh Taha et al., (2012) yang berjudul
“machinability characteristics of lead free-silicon brass alloys as correlated
with microstructure and mechanical properties” menyatakan bahwa paduan
kuningan Si dengan 1-4% berat Si dan 0,5% Al, berkorelasi dengan kekuatan
36
paduan dan dengan fase hadir dalam struktur mikro, pembentukan fase b dalam
1 wt% Si alloy mengakibatkan kekuatan tarik utama bekerja maksimum.
Penelitian yang dilakukan oleh Ayoola et al., (2012) yang berjudul
“effect of casting mould on mechanical properties of 6063 aluminum alloy”
menyatakan bahwa kekuatan cor 6063 paduan aluminium tidak tergantung pada
bahan cetakan pada ketegangan kecil (≤ 0,02). Tingkat yang lambat panas yang
hilang dalam cetakan pasir berikat secara alami dapat dimanfaatkan untuk
mendapatkan meningkatkan kekuatan dalam paduan aluminium ini. Nilai-nilai
kekerasan tinggi diamati pada sampel yang dibuat dalam logam dan CO2 cetakan
adalah karena efek dingin dari cetakan pada pemadat 6063 paduan aluminium.
Permukaan akhir sampel cor tergantung pada sifat bahan cetakan dan fisik.
C. Kerangka Pikir Penelitian
Proses pengecoran kuningan yang mempadukan antara pasir silika dan
bentonit yang dikembangkan oleh peneliti, selama ini belum ada yang
menganalisis pengaruh cetakan pasir silika dan zat pengikat bentonit pada proses
pengecoran kuningan maka dalam menindaklanjuti hal tersebut, peneliti
berpendapat perlu adanya analisis yang membahas tentang paduan pasir silika
dan bentonit sebagai tindak lanjut agar hasil dari proses pengecoran kuningan
yang diperoleh maksimal. Kuningan merupakan logam non ferro yang memiliki
titik cair yang lumayan tinggi, bobotnya ringan, tahan terhadap korosi, serta
sebagai konduktor panas dan listrik yang baik. Cetakan pasir mempunyai sifat
mampu untuk dibentuk, tahan panas terhadap temperatur logam yang
37
dituangkan. Akan tetapi pada setiap proses pengecoran menggunakan pasir cetak
hampir dapat dipastikan ada cacat cor yang terjadi pada benda hasil coran.
Cacat coran dapat disebabkan karena beberapa hal seperti
terperangkapnya gelambung udara dalam cetakan yang nantinya dapat
menimbulkan cacat secara fisik maupun struktur logam tersebut. Resiko cacat
ini yang seharusnya dihindari dalam proses pengecoran. Hal yang sangat
terpengaruh dari adanya cacat ini salah satunya adalah kualitas hasil coran
tersebut. Kualitas hasil coran masih sebatas pengujian cacat pada permukaan
luar, cacat yang akan diteliti dalam penelitian ini adalah cacat porositas, cacat
lubang jarum, rongga udara dan cacat ekor tikus, keempat cacat tersebut dapat
mempengaruhi struktur mikro dan kekerasan pada hasil coran.
Dalam penelitian ini menggunakan cetakan pasir silika yang
memvariasikan bentonit dengan persentase yang berbeda-beda, kemudian untuk
mengetahui sifat fisis dan mekanis, hasil coran akan diuji dengan uji struktur
mikro dan uji kekerasan. Hasil dari kedua uji tersebut akan dianalisis dan akan
didapatkan pembahasan tentang seberapa besar pengaruh bentonit terhadap sifat
fisis dan mekanis hasil coran menggunakan logam kuningan dengan cetakan
pasir silika.
76
BAB V
PENUTUP
A. Simpulan
Berdasarkan hasil pengujian dan analisis dalam penelitian ini dapat
disimpulkan sebagai berikut :
1. Ada pengaruh zat pengikat bentonit terhadap cacat benda hasil pengecoran
kuningan. Berdasarkan hasil pengujian analisis cacat atau visual yang telah
dilakukan pada variasi bentonit 6%, 8%, dan 10%, ada penurunan tingkat
kecacatan yang terjadi pada spesimen variasi bentonit 6%. Hal tersebut
dibuktikan oleh spesimen dengan variasi bentonit 6% pada cetakan pasir
silika yang mempunyai kecacatan lebih sedikit dibandingkan dengan
spesimen dengan variasi bentonit 8% dan variasi bentonit 10%.
2. Ada pengaruh zat pengikat bentonit terhadap struktur mikro benda hasil
pengecoran kuningan. Berdasarkan analisis struktur mikro pada variasi
bentonit 6%, 8%, dan 10%, terdapat struktur pembentukan fasa alfa + betha
yang penyebarannya lebih merata seperti yang dimiliki spesimen dengan
variasi bentonit 6% dibandingkan spesimen variasi bentonit yang lain.
3. Ada pengaruh zat pengikat bentonit terhadap kekerasan benda hasil
pengecoran kuningan. Berdasarkan hasil pengujian kekerasan yang telah
dilakukan, ada perbedaan nilai kekerasan hasil pengecoran logam kuningan
menggunakan cetakan pasir silika dengan zat pengikat bentonit. Pada variasi
bentonit 6% nilai kekerasan yang dimiliki lebih tinggi dibandingkan variasi
77
bentonit 8%, dan variasi bentonit 10%. Hal tersebut dibuktikan dengan nilai
kekerasan rata-rata pervariasi bentonit.
B. Saran
Berdasarkan simpulan di atas, maka saran yang dapat diberikan peneliti
adalah sebagai berikut :
1. Sebaiknya menggunakan cetakan dengan variasi bentonit 6% untuk
memperoleh hasil cetakan yang lebih bagus.
2. Perlu dilakukannya penelitian lebih lanjut untuk variasi bentonit dibawah
kadar 6%.
3. Bagi penelitian yang akan datang sebaiknya diukur butir kehalusan pasir
terdahulu sehingga minimalisir terjadinya cacat coran pada pengecoran.
4. Untuk memperkaya hasil penelitian pengujian cacat perlu dilakukannya
pengujian dengan metode lain seperti penetrant testing, ultrasonic testing,
radiogrphic testing dan lain-lain.
5. Sebelum melakukan penelitian alangkah baiknya mengukur kandungan
material penelitian.
6. Untuk mendapatkan hasil yang lebih baik perlu ditambahkanya variasi
pendinginan secara cepat pada pengecoran kuningan.

78
DAFTAR PUSTAKA
Ammen, C. W. 1997. The Complete Handbook Of Sand Casting. New York San:
Division of McGraw-Hill.
Amstead, B. H. 1979. Teknologi Mekanik. Translade by Djaprie, S. 1990. Jakarta:
PT. Gelora Aksara Pratama.
ASM. 1998. Elkem Metals Company Volume 15. ASM Handbook The Materials
Information Company, ASM International.
Astika I.M, Negara D.P dan Susantika M.A. 2010. Pengaruh Jenis Pasir Cetak
dengan Zat Pengikat Bentonit Terhadap Sifat Permeabilitas dan Kekuatan
Tekan Basah Cetakan Pasir (Sand Casting). Jurnal Ilmiah Teknik Mesin Cakra M, Vol. 4, No.2: 132-138.
ASTM E 92. 1997. Standart Test Method for Vikers Hardness of Metallic Materials. West Conshohocken: American Society for Testing and
Material.
Ayoola, W.A. et al. 2012. Effect Of Casting Mould On Mechanical Properties Of
6063 Aluminum Alloy. Journal of Engineering Science and Technology,
Vol. 7, No. 1: 89 – 96.
Callister, W. D. 2007. Materials Science and Engineering. New York: John Wiley
& Sons, Inc.
Dieter, G. E. 1986. Metalurgi Mekanik. Translade by Djaprie, S. 1993. Jakarta: PT.
Gelora Aksara Pratama.
Henkel, D dan Pense, A. 2002. Structure and Properties of Engineering Materials.
New York: McGraw-Hill.
Loto, C. A dan Adebayo, H. 1990. Effects Of Variation In Water Content, Clay
Fraction And Sodium Carbonate Additions On The Synthetic Moulding
Properties Of Igbokoda Clay And Silica Sand. Applied Clay Science, Vol 5:
165-181.
Purwobo, T. 2003. Studi Penambahan Gula Tetes Pada Cetakan Pasir Terhadap
Kuantitas Cacat Blow-hole. Jurnal Teknik Mesin Vol 5, No. 2: 43 – 47.
Purwono, A. 2005. Pengaruh Variasi Campuran Kadar Air Pada Pasir Cetak Basah Dengan Bahan Pengikat Bentonit Terhadap Permeabilitas Dan Kekuatan Tekan. Semarang: Skripsi.
Puspitasari P, Turwoso dan Aristiyanto E. 2015. Pengaruh Penggunaan Pasir
Gunung Terhadap Kualitas dan Fluiditas Hasil Pengecoran Logam Paduan
Al-Si. Jurnal Teknik Mesin, Vol. 1, No. 1: 21-27.
79
Setiawan, H. 2013. Pengujian Kekuatan Tarik, Kekerasan, dan Struktur Mikro
Produk Cor Propeler Kuningan. Jurnal Simetris, Vol 3, No 1: 71-79.
Sudjana, H. 2008. Teknik Pengecoran Logam. Jakarta: Direktorat Pembinaan
Sekolah Menengah Kejuruan.
Sugiyono. 2014. Metode Penelitian Pendidikan. Bandung: Alfabeta.
Supriyanto. 2010. Analisis Coran Kuningan dari Limbah Rosokan dan Gram-Gram
Sisa Permesinan untuk Komponen Permesinan. Jurnal Kompetensi Teknik,
Vol.1, No. 2: 49-56.
Surdia, T dan Chijiiwa, K. 2013. Teknik Pengecoran Logam. Jakarta Timur: PT
Balai Pustaka (Persero).
Surdia, T dan Saito, S. 1999. Pengetahuan Bahan Teknik. Jakarta: PT Pradnya
Paramita.
Susilawati. 2014. Adsorpsi Zat Warna Biru Metilena Oleh Lempung Bentonit Aktif.
J. Ris. Kim, Vol. 7, No. 2: 169-173.
Taha, A.M. et al. 2012. Machinability Characteristics Of Lead Free-Silicon Brass
Alloys As Correlated With Microstructure And Mechanical Properties. Ain Shams Engineering Journal, Vol. 4, No. 3: 383–392.
Tarkono, Harnowo S dan Sewandono D. 2013. Pengaruh Variasi Abu Sekam dan
Bentonit Pada Cetakan Pasir Terhadap Kekerasan dan Struktur Mikro Hasil
Coran Alumunium AA 1100. Jurnal Fema, Volume 1, Nomor 3.
Vliet, V. dan Both, W. 1984. Teknologi Untuk Bangunan Mesin Bahan-Bahan 1.
Jakarta Pusat: Erlangga.
Widodo, R. 2012. Praktek Peleburan 1. Klaten: Politeknik Manufaktur Ceper.





























