Embed Size (px)
Citation preview

Nr. 11 Warszawa, dnia 7 czerwca 1933 r.Przedruk wzbroniony.
Tom LXXII
PRZEGLĄD TECHNICZNYCZASOPISMO POŚWIĘCONE SPRAWOM TECHNIKI I PRZEMYSŁU
T R E Ś Ć :
D ą ż e n i e d o n i e z a l e ż n o ś c i t e c h n i c z n e j , n a p .I n ż . Z. R y t e l .
T r u d n o ś c i w r u c h u s i ł o w n i , s p o w o d o w a n ap r z e z w o d ę , n a p . I n ż . W . R o s n e r .
B u d o w a k o l e i w ę g l o w e j Ś l ą s k — B a ł t y k (dok.) ,n a p , I n ż . W . P r z e d p e ł s k i ,
P o k a z d o r o b k u t e c h n i c z n e g o p r z e m y s ł uk r a j o w e g o , W a r s z a w a , 2 6 — 2 9 m a j a 1933 r., n-ip. T h .
P r z e g l ą d p i s m t e c h n i c z n y c h .
B i b l j o g r a f j a ,Z l i t e r a t u r y p a t e n t o w e j .
N u k r o l o g j a .
S p r a w o z d a n i a i P r a c e P o l s k i e g o K o m i t e t uE n e r g e t y c z n e g o .
S O M M A 1 R E ;
T e n d a n c e v e r s 1 ' i n d e p u n d a n c e t e c h n i q u e ,p a r M. Z. Ryte l , Ingenieur .
1, Ci s d i f f i c u l t ć s d e l a m a r c h e d e s i n s t a l l a -t i o n s a. v a p e u r c a u s e e s p a r l ' e a u d ' a l i m e n -t a t i o n (a suivre) , p a r M. W. R o s n e r , I n g e n i e u r .
C o n s t r u c t i o n d e l a c h e m i n d e f e r H a u t e S i -l i s i c — M e r B a l t i q u e (sui tę et fin), p a r M. W .
Prź"edpełsk i , I n g ć n i e u r ,
L'E x p o s i t i o n d u p r o g r e s t e c h n i ą u e . V a r s o v i e ,le 2 6 — 2 9 mai 1933, p a r . M. Th.
R c v u e d o c u m e n t a i r e .
B i b l i o g r a p h i e .
B r ó v c t s d ' i n v e n t i o n.
N e c r o 1 o g i e.
B u l l c t i n d u C o m i t ć P o l o n a i s d e 1 ' E n e r g i e .
Dążenie do niezależności technicznejł)
Napisał Inż. Z . Rytel.
„Dążenie inżynierów i techników polskich do technicznej niezależności kraju jest warunkiemkoniecznym dla zapewnienia jego niezależności gospodarczej, a więc w dulszej linji i niezależno-ści politycznej. Dążenie to wymaga nieustającego wielkiego wysiłku twórczego naszych kół tech-nicznych i przemysłowych, zmierzającego do rozumnie pojętej samowystarczalności techniczneji przemysłowej, sprowadzającej nasze stosunki w lej dziedzinie z innemi krajami do wymianyusług na zasadzie wzajemności'.
Wchodzi już w zwyczaj, że zjazdy nasze roz-poczynają się odczytaniem czołowej de-wizy SIMP, która brzmi:„Wytężona praca na polu techniki i wy-
twórczości, mająca na celu wyzyskanie bogactwprzyrody ku zapewnieniu największego rozwojugospodarczego i bezpieczeństwa Rzeczypospo-litej".
Dewiza ta ujmuje w najogólniejszy sposób wy-tyczne i wskazuje kierunek pracy inżyniera me-chanika; aby wcielić te ogólne zasady w życie, na-leży je rozczłonkować, mając na widoku treść de-wizy, jako ogólny drogowskaz.
Okoliczności złożyły się w ten sposób, żew pierwszym rzędzie przystąpiliśmy do pracy naddrugą częścią dewizy. Prace te odbywają sięw utworzonej przez SIMP organizacji p, n. Towa-rzystwa Wojskowo-Technicznego i w sekcji woj-skowo-technicznej, najliczniejszej na zjeździe.
Dziś chciałbym słów parę poświęcić pierwszejczęści naszej dewizy—„wyzyskaniu bogactw przy-rody ku zapewnieniu największego rozwoju go-spodarczego" i skonkretyzować tylko jeden ele-ment tego zagadnienia.
wozuZwróćmy uwagę na charakter przywozu i wy-żu, dochód społeczny, zakres konsumeji.Handel zagraniczny Polski według klasyfikacji
międzynarodowej (w milj. złot.) podaje poniżejtab. 1, dochód społeczny — tab 2.
T A B E L A 1.
H a n d e l z a g r a n i c z n y P o l s k i w e d ł u g k l a s y f i -k a c j i m i ę d z y n a r o d o w e j (w milj. złotych).
R o k
192419251926192719281929193019311932
1924—32
Razem
— 366— 567+ 707— 377— 854— 297-1- 187* 410+ 222— 934
Nadwyżka wywozu f- lub przywozu —
Artykuły spo-żywcze i zwie-
rzęta żywe
+ 137— 14+ 489+ 88• 160i- 556
+ 590•+• 4 3 4+ 230•+ 2670
Surowcei
półfabrykaty
Wyroby goto-we i towar
zbiorowy
+ 191 694+ 154 — 707+ 575 257* 314 779+ 104+ 21<- 105
— 1118— 874— 508
* 212 235+ 120-i- 1696
- 128— 5300
*) Referat wygłoszony na otwarciu VII-go Zjazdu In-żynierów Mechaników dn. 26 maja r. b. w warszawie.
Z tabeli 1 widać szczególnie wyraźnie, że ma-my duże pole do „wyzyskania bogactw przyrody",
Wywozimy surowce bez należytej przeróbki,przywozimy natomiast wyroby gotowe, przecięt-nie za sumę 500 milj. złotych rocznie. Zestawia-
284) PRZEGLĄD TECHNICZNY 1933
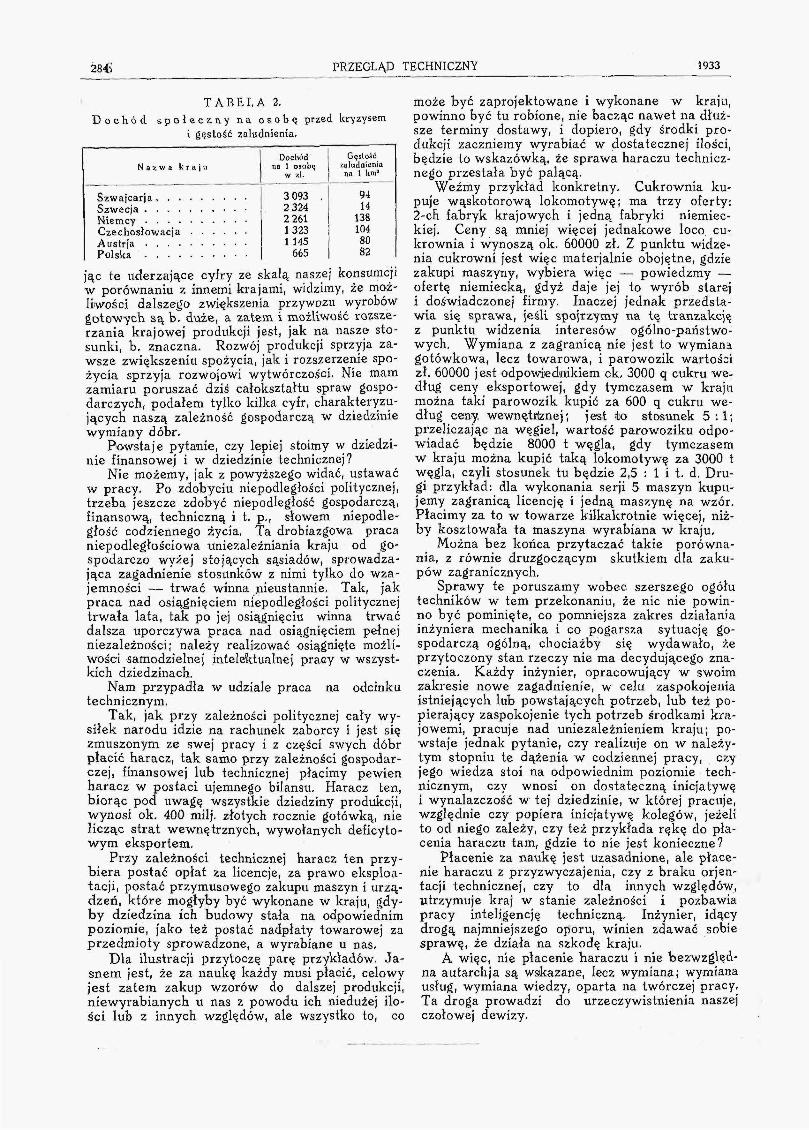
T A B E L A 2.D o c h ó d s p o ł e c z n y n a o s o b ę przed kryzysem
i gęstość zaludnienia.
N a / VJ :> k r a j u
SzwajcarjaSzwecjaNiemcyCzechosłowacjaAustrjaPolska
Dochódna 1 osobę
w zł.
3 093 .2 3242 26113231 145
665
Gęsi OŚĆzaludaienia
na 1 km1
9414
1381048082
jąc te uderzające cyfry ze skalą naszej konsumcjiw porównaniu z innemi krajami, widzimy, że moż-liwości dalszego zwiększenia przywozu wyrobówgotowych są b. duże, a zatem i możliwość rozsze-rzania krajowej produkcji jest, jak na nasze- sto-sunki, b. znaczna. Rozwój produkcji sprzyja za-wsze zwiększeniu spożycia, jak i rozszerzenie spo-życia sprzyja rozwojowi wytwórczości. Nie mamzamiaru poruszać dziś całokształtu spraw gospo-darczych, podałem tylko kilka cyfr, charakteryzu-jących naszą zależność gospodarczą w dziedziniewymiany dóbr.
Powstaje pytanie, czy lepiej stoimy w dziedzi-nie finansowej i w dziedzinie technicznej?
Nie możemy, jak z powyższego widać, ustawaćw pracy. Po zdobyciu niepodległości politycznej,trzeba jeszcze zdobyć niepodległość gospodarczą,finansową, techniczną i t. p., słowem niepodle-głość codziennego życia, Ta drobiazgowa pracaniepodległościowa uniezależniania kraju od go-spodarczo wyżej stojących sąsiadów, sprowadza-jąca zagadnienie stosunków z nimi tylko do wza-jemności — trwać winna nieustannie. Tak, jakpraca nad osiągnięciem niepodległości politycznejtrwała lata, tak po jej osiągnięciu winna trwaćdalsza uporczywa praca nad osiągnięciem pełnejniezależności; należy realizować osiągnięte możli-wości samodzielnej intelektualnej pracy w wszyst-kich dziedzinach.
Nam przypadła w udziale praca na odcinkutechnicznym,
Tak, jak przy zależności politycznej cały wy-siłek narodu idzie na rachunek zaborcy i jest sięzmuszonym ze swej pracy i z części swych dóbrpłacić haracz, tak samo przy zależności gospodar-czej, finansowej lub technicznej płacimy pewienharacz w postaci ujemnego bilansu. Haracz ten,biorąc pod uwagę wszystkie dziedziny produkcji,wynosi ok. 400 milj. złotych rocznie gotówką, nielicząc strat wewnętrznych, wywołanych deficyto-wym eksportem.
Przy zależności technicznej haracz ten przy-biera postać opłat za licencje, za prawo eksploa-tacji, postać przymusowego zakupu maszyn i urzą-dzeń, które mogłyby być wykonane w kraju, gdy-by dziedzina ich budowy stała na odpowiednimpoziomie, jako też postać nadpłaty towarowej zaprzedmioty sprowadzone, a wyrabiane u nas,
Dla ilustracji przytoczę parę przykładów, Ja-snem jest, że za naukę każdy musi płacić, celowyjest zatem zakup wzorów do dalszej produkcji,niewyrabianych u nas z powodu ich niedużej ilo-ści lub z innych względów, ale wszystko to, co
może być zaprojektowane i wykonane w kraju,powinno być tu robione, nie bacząc nawet na dłuż-sze terminy dostawy, i dopiero, gdy środki pro-dukcji zaczniemy wyrabiać w dostatecznej ilości,będzie to wskazówką, że sprawa haraczu technicz-nego przestała być palącą.
Weźmy przykład konkretny. Cukrownia ku-puje wąskotorową lokomotywę; ma trzy oferty:2-ch fabryk krajowych i jedną fabryki niemiec-kiej. Ceny są mniej więcej jednakowe loco cu~krownia i wynoszą ok. 60000 zł. Z punktu widze-nia cukrowni jest więc materjalnie obojętne, gdziezakupi maszyny, wybiera więc — powiedzmy —ofertę niemiecką, gdyż daje jej to wyrób stareji doświadczonej firmy. Inaczej jednak przedsta-wia się sprawa, jeśli spojrzymy na tę tranzakcjęz punktu widzenia interesów ogólno-państwo-wych. Wymiana z zagranicą nie jest to wymianagotówkowa, lecz towarowa, i parowozik wartościzł. 60000 jest odpowiednikiem ok. 3000 q cukru we-dług ceny eksportowej, gdy tymczasem w krajumożna taki parowozik kupić za 600 q cukru we-dług ceny, wewnętrfznej; j est to stosunek 5 ; 1;przeliczając na węgiel, wartość parowoziku odpo-wiadać będzie 8000 t węgla, gdy tymczasemw kraju można kupić taką lokomotywę za 3000 twęgla, czyli stosunek tu będzie 2,5 : 1 i t. d. Dru-gi przykład: dla wykonania serji 5 maszyn kupu-jemy zagranicą licencję i jedną maszynę na wzór.Płacimy za to w towarze kilkakrotnie więcej, niż-by kosztowała ta maszyna wyrabiana w kraju.
Można bez końca przytaczać takie porówna-nia, z równie druzgoczącym skutkiem dla zaku-pów zagranicznych.
Sprawy te poruszamy wobec szerszego ogółutechników w tem przekonaniu, że nic nie powin-no być pominięte, co pomniejsza zakres działaniainżyniera mechanika i co pogarsza sytuację go-spodarczą ogólną, chociażby się wydawało, żeprzytoczony stan rzeczy nie ma decydującego zna-czenia. Każdy inżynier, opracowujący w swoimzakresie nowe zagadnienie, w celu zaspokojeniaistniejących lub powstających potrzeb, lub też po-pierający zaspokojenie tych potrzeb środkami kra-jowemi, pracuje nad uniezależnieniem kraju; po-wstaje jednak pytanie, czy realizuje on w należy-tym stopniu te dążenia w codziennej pracy, czyjego wiedza stoi na odpowiednim poziomie tech-nicznym, czy wnosi on dostateczną inicjatywęi wynalazczość w tej dziedzinie, w której pracuje,względnie czy popiera inicjatywę kolegów, jeżelito od niego zależy, czy też przykłada rękę do pła-cenia haraczu tam, gdzie to nie jest konieczne?
Płacenie za naukę jest uzasadnione, ale płace-nie haraczu z przyzwyczajenia, czy z braku orjen-tacji technicznej, czy to dla innych względów,utrzymuje kraj w stanie zależności i pozbawiapracy inteligencję techniczną. Inżynier, idącydrogą najmniejszego oporu, winien zdawać sobiesprawę, że działa na szkodę kraju.
A więc, nie płacenie haraczu i nie bezwzględ-na autarchja są wskazane, lecz wymiana; wymianausług, wymiana wiedzy, oparta na twórczej pracy.Ta droga prowadzi do urzeczywistnienia naszejczołowej dewizy,
1933 PRZEGLĄD TECHNICZNY 285
Trudności w ruchu siłowni, spowodowane przez wodęł)
Napisał Irtż. W. Ro s n e r, Lwów.
Woda jest podstawowym czynnikiem, względ-nie materjąłem dla bardzo wielu gałęzi
| przemysłu, a w szczególności dla siłownicieplnych. To też bardzo ważną rzeczą
jest znajomość właściwości wody (ściślej: roztwo-ru wodnego różnych związków chemicznych) orazmetod ulepszania jej własności. Dziedzina ta na-biera coraz większego znaczenia w związku z roz-wojem nowoczesnych siłowni, W tym zakresiekwestje wodne wysuwają się na pierwsze miejsce.Dążność do ustawiania coraz większych jedno-stek, podwyższania ciśnienia roboczego pary wod-nej, powiększania obciążenia powierzchni ogrze-wanej kotłów zmusza do coraz szerszego zainte-resowania się sprawą wody. Stąd najwięcej pra-cy i wysiłków poświęcają tym zagadnieniom kra-je przodujące obecnie w budowie siłowni, t. j .Stany Zjednoczone Ameryki Północnej i Niem-cy. Istnieją tam specjalne laboratorja, niejedno-krotnie rozporządzające znacznemi środkami,urządzane są zjazdy, zajmujące się wyłącznie spra-wami wody, i t. d. Jakie znaczenie przypisuje siętym kwestjom, świadczy choćby to, że na Poli-technice w Charlottenburgu wprowadzono w ro-ku szkolnym 1931/1932 wykłady i ćwiczenia z tegozakresu. Również Instytut Techniki Cieplnejw Moskwie został wyposażony w osobny oddziałdo badań sposobów oczyszczania wody.
Nietylko jednak w wielkich siłowniach wodaodgrywa bardzo poważną rolę, nieraz może onaspowodować znaczne trudności także i w małychzakładach, a nawet wprost uniemożliwić utrzy-manie kotłów lub silników w ruchu. Bywały wy-padki, że nawet dla małych kotłów, o powierzch-ni ogrzewanej, wynoszącej zaledwie parę m3, oka-zało się koniecznem zmiękczanie wody.
W porównaniu z krajami o silnie rozwiniętymprzemyśle, nasze siłownie i zakłady są małe, ci-śnienia robocze przeważnie dosyć niskie, obcią-żenia zaś powierzchni ogrzewanej są niewielkie,to też szkody, wyrządzane przez nieulepszoną wo-dę, nie przybierają naogół zbyt wielkich rozmia-
. rów, a sprawa wodna nie budzi szerszego zainte-resowania, z wyjątkiem wypadków sporadycz-nych, w których ujemne oddziaływanie wody wy-stępuje bardzo jaskrawo. Jednak, w miarę rozbu-dowywania siłowni, będziemy musieli zwrócićwiększą uwagę na zagadnienia wodne. Z drugiejstrony, szereg zakładów posiada urządzenia doulepszania wody, ale z nich nie korzysta, gdyż nieosiągnięto spodziewanych wyników. W dalszymciągu omówię zachowanie się wody, względnieskładników pospolicie w niej się znajdujących,oraz źródła trudności ruchowych i niedomagańurządzeń do ulepszania wody.
Ujemne oddziaływanie wody na urządzenia si-łowni można podzielić na trzy zasadnicze grupy:
a) wydzielanie osadów w postaci kamienia ko-tłowego i szlamu,
b) nagryzanie metali, t. j . korozję,
c) zawilgacanie pary w kotłach i przerzucaniewody do rurociągów, czyli t. zw. „pluciekotłów".
Tworzenie się osadów.Woda surowa, t. j . ze źródeł, rzek, studni i t. d.,
zawiera normalnie związki w a p n i a {Ca] i m a-g n e z u (Mg). Występują one w postaci kwaśnychwęglanów, które stanowią t w a r d o ś ć wę-g l a n ow ą wody, oraz siarczanów, rzadziejchlorków i azotanów, które razem oznaczamy, ja-ko t w a r d o ś ć n i e w ę g l a n o w ą w o d y .Suma obu twardości jest t w a r d o ś c i ą c a ł -k o w i t ą wody.
Kwaśne węglany przedstawiamy następującemiwzorami chemicznemi:
Ca(HCO3)2 i Mg(HCO3)3kwaśny węglan wapnia kwaśny węglan magnezu
Wzory te nie są ścisłe, gdyż związki o powyż-szym składzie nie dają się wyodrębnić z roztwo-ru. Używamy itycli wzorów przez analogję do kwaś-nego węglanu sodowego NaHCOs, który możemyuzyskać w postaci czystej (ciała stałego). W rze-czywistości kwaśne węglany wapnia i magnezuwystępują tylko w roztworze wodnym, jako pe-wien stan równowagi między obojętnym węglanemwapnia lub magnezu a bezwodnikiem kwasu wę-glowego i wodą, przyczem dla utrzymania węgla-nu w roztworze konieczna jest ściśle określonanadwyżka rozpuszczonego wolnego bezwodnikakwasu węglowego:Ca (HCO3)2+nCO2^CaCO3+CO2+H2O+nadw. COakwaśny węg- obojętny pólzwią- w o d a
łan wapnia węglanwolny bezwod-
zany bez- ' " nik kwasu wtjg-wodnik luwego, pot«eb-
w a p n i a kwasu ny do utrzyma-wcjjl. nia roztworu
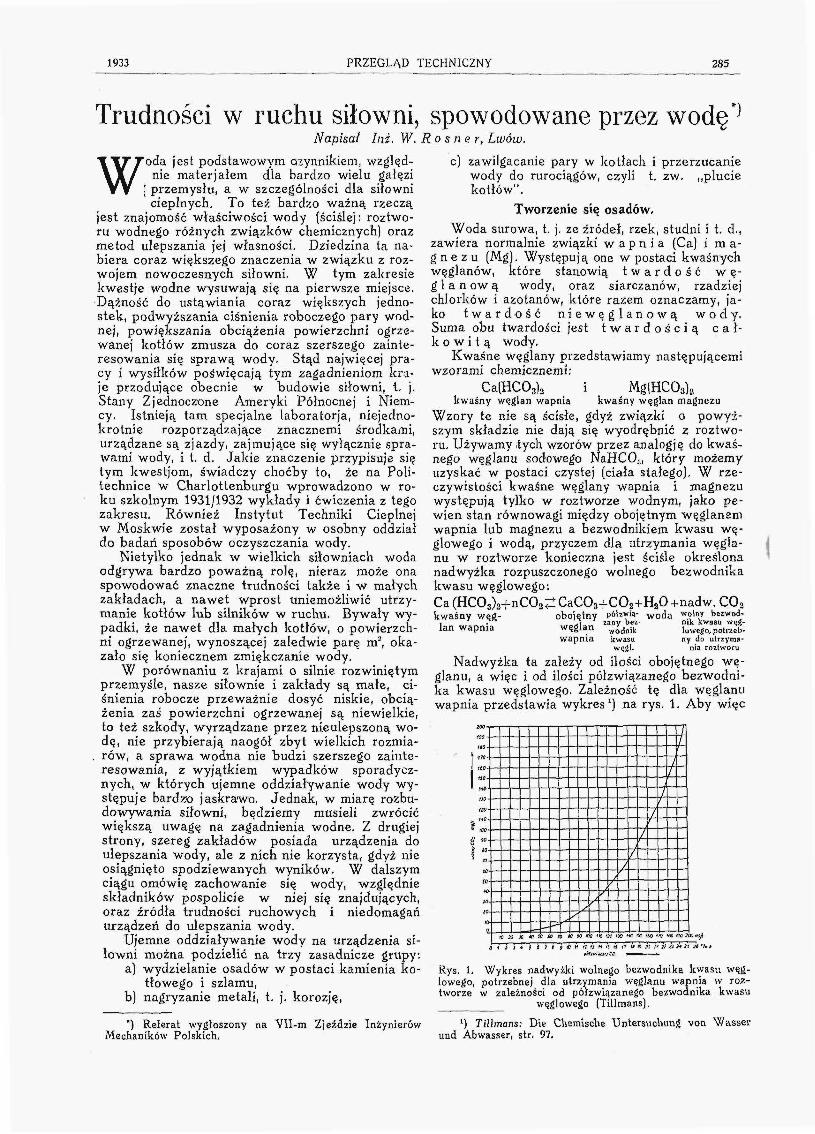
Nadwyżka ta zależy od ilości obojętnego wę-glanu, a więc i od ilości półzwiązanego bezwodni-ka kwasu węglowego. Zależność tę dla węglanuwapnia przedstawia wykres1) na rys. 1. Aby więc
1-
60
40-
10-
. — •
- - *
X
w
/
/
/
1
j
1
j
iO 20 X « 50 60 TO » Mffl) 'fl « ' » •* * «O W W « S
*) Referat wygłoszonyMechaników Polskich,
na VII-m Zjeździe Inżynierów
Rys, 1, Wykres nadwyżki wolnego bezwodnika kwasu węg-lowego, potrzebnej dla utrzymania węglanu wapnia w roz-tworze w zależności od półzwiązanego bezwodnika kwasu
węglowego (Tillmans),
*) Tillmans: Die Clismisclie Untersuchung von Wasserund Abwasser, str. 97.
286 PRZEGLĄD TECHNICZNY 1933
utrzymać w roztworze ilość węglanu wapnia, od-powiadającą 10" tw. n., konieczna jest zawartośćco>naj mniej 10 mg/l wolnego bezwodnika kwasuwęglowego.
W razie podgrzewania wody wolny bezwodnikkwasu węglowego musi uchodzić, gdyż rozpu-szczalność gazów w wodzie maleje ze wzrostemtemperatury. Zatem równowaga roztworu kwaś-nego węglanu wapnia i magnezu ulega zakłóce-niu, skutkiem czego zaczynają wydzielać się obo-jętne węglany. Najpierw wydziela się węglanwapnia CaCO:;, praktycznie nierozpuszczalny, je-go bowiem rozpuszczalność') w wodzie dystylo-wanej, nie zawierającej bezwodnika kwasu węglo-wego, wynosi 13 mg/l = 0,73° tw, n. Później do-piero następuje strącanie węglanu magnezuMgCO.i, rozpuszczającego się w ilości około100 mg/l = 6,7U tw1, n, W dalszym ciągu węglanten rozkłada się hydrolitycznie na wodorotlenekmagnezu i bezwodnik kwasu węglowego:
MgCO3 + H2O = Mg(OH), -f C03obojętny woda wodorotlenek bezwodnik
węglan magnezu magnezu kwasu węglRozpuszczalność wodorotlenku magnezu jest bar-dzo mała, podobnie jak węglanu wapnia. Wynosi9 mg/l — 0,86" tw. n. (w wodzie dystylowanej, niezawierającej bezwodnika kwasu węglowego). Za-tem twardość węglanową można usunąć z wodyprawie zupełnie przez gotowanie. Stąd pochodziokreślenie twardości przejściowej lub przemijają-cej, w przeciwstawieniu do twardości stałej, niedającej się usunąć przez podgrzewanie.
Jak wynika z powyższego, twardość przejścio-wa, oznaczana jako różnica twardości przed goto-waniem i po niem, jest zawsze nieco mniejsza odtwardości węglanowej, oznaczonej inną metodą.Na tę różnicę mają też znaczny wpływ czas go-towania, intensywność wrzenia i obecność innychzwiązków.
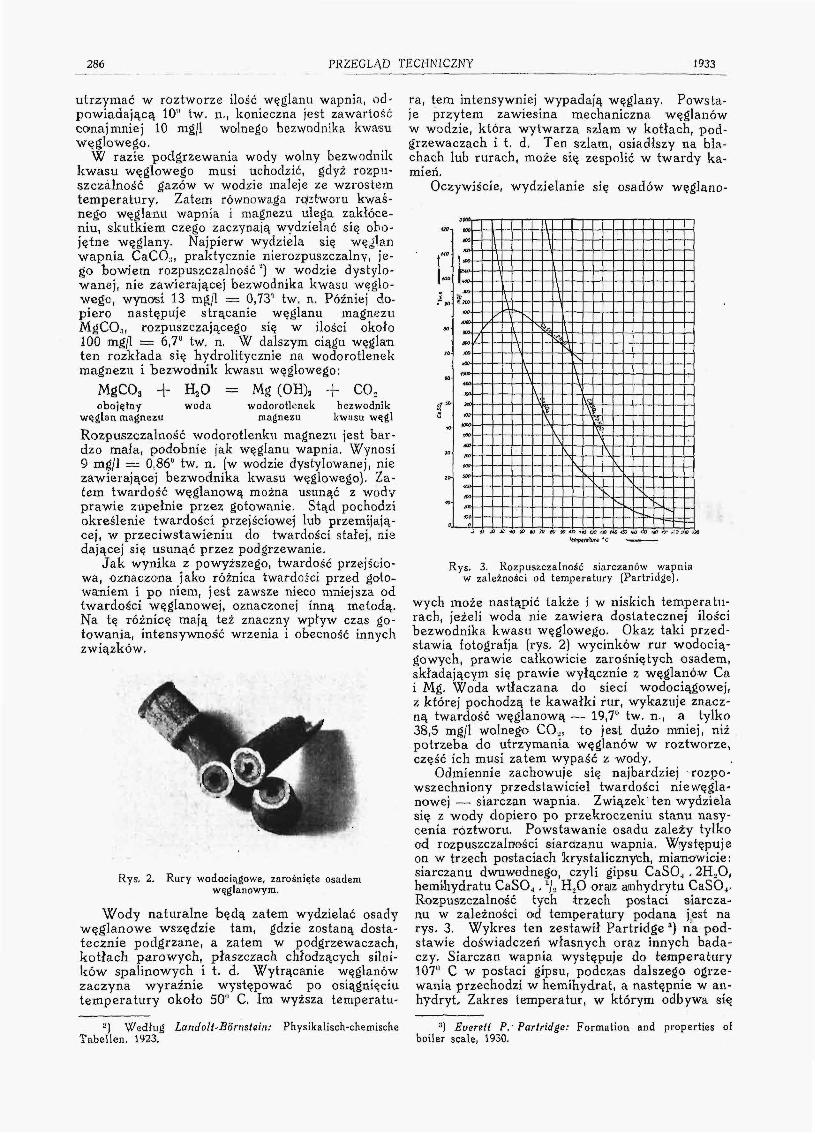
ra, tem intensywniej wypadają węglany. Powsta-je przytem zawiesina mechaniczna węglanóww wodzie, która wytwarza szlam w kotłach, pod-grzewaczach i t. d. Ten szlam, osiadłszy na bla-chach lub rurach, może się zespolić w twardy ka-
Rys. 2. Rury wodociągowe, zarośnięte osademwęglanowym.
Wody naturalne będą zatem wydzielać osadywęglanowe wszędzie tam, gdzie zostaną dosta-tecznie podgrzane, a zatem w podgrzewaczach,kotłach parowych, płaszczach chłodzących silni-ków spalinowych i t. d. Wytrącanie węglanówzaczyna wyraźnie występować po osiągnięciutemperatury około 50" C. Im wyższa temperatu-
mień.Oczywiście, wydzielanie się osadów węglano-
L.L
ga-
za
-
3
w-
j n
Z&
40-
D
JtMŁ
im
E
;»0f»'
xa2D0
w»«v
ew
f
-
...
-
\
\X
\\
\
V\\\
\\
s
o
\
\
\
\
\
\
\
•A
\
\\\\
s
V *V
N
9T.
Vs
\
s
\
\\
Rys. 3. Rozpuszczalność siarczanów wapniaw zależności od temperatury (Partridge).
wych może nastąpić także i w niskich temperatu-rach, jeżeli woda nie zawiera dostatecznej ilościbezwodnika kwasu węglowego. Okaz taki przed-stawia fotografja (rys. 2) wycinków rur wodocią-gowych, prawie całkowicie zarośniętych osadem,składającym się prawie wyłącznie z węglanów Cai Mg. Woda wtłaczana do sieci wodociągowej,z której pochodzą te kawałki rur, wykazuje znacz-ną twardość węglanową — 19,7" tw. n., a tylko38,5 mg/l wolnego CO2, to jest dużo mniej, niżpotrzeba do utrzymania węglanów w roztworze,część ich musi zatem wypaść z wody.
Odmiennie zachowuje się najbardziej rozpo-wszechniony przedstawiciel twardości nie węgla-nowej —• siarczan wapnia. Związek ten wydzielasię z wody dopiero po przekroczeniu stanu nasy-cenia roztworu. Powstawanie osadu zależy tylkood rozpuszczalności siarcizanu wapnia. Występujeon w trzech postaciach krystalicznych, mianowicie.'siarczanu dwuwodnego, czyli gipsu CaSO4 , 2H2O,hemihydratu CaSO4.
Ł/, H2O oraiz anhydrytu CaSO4.Rozpuszczalność tych "trzech postaci siarcza-nu w zależności od temperatury podana jest narys. 3, Wykres ten zestawił Partridge 3) na pod-stawie doświadczeń własnych oraz innych bada-czy. Siarczan wapnia występuje do temperatury107" C w postaci gipsu, podczas dalszego ogrze-wania przechodzi w hemihydrat, a następnie w an-hydryt. Zakres temperatur, w którym odbywa się
-') Według Landolt-Bornstein:Tabellen. 1923.
Physikalisch-chemische e) Everett P. Partridge: Formation and properties ofboiler scalę, 1930.
1933 PRZEGLĄD TECHNICZNY 287
przemiana hemihydratu na anhydryt, jest okre-ślany bardzo rozmaicie przez różnych autorów:130° do 150° C według Partridge'a, 110° do 220° Cwedług Tołłoczki4) 170" do 400° C według Stum-pera").
Zawartość siarczanu wapnia w wodach natu-ralnych może wynosić maksymalnie około 80n
tw. n., w temperaturze zaś 180° C (odpowiadającejw kotle parowym ciśnieniu 10 ata) tylko 5° do10° tw. n.
Jeżeli woda surowa zawiera gips w ilości po-nad 10° tw. n., to po wprowadzeniu jej do kotłapracującego pod ciśnieniem 9 atn siarczan wapniazacznie się wydzielać,
Inne składniki twardości niewęglanowej, jakchlorki i azotany, są solami łatwo rozpuszczalne-mi, nie wydzielają się więc normalnie w kotłach,chyba w razie zasilania ich solanką o dużem stę-żeniu (wodą morską) lub wielkiej niedbałościw prowadzeniu ruchu. Powodują natomiastniszczenie ścian kotłów przez korozję.
Pozatem w skład osadów, wytwarzanych w ko-tle przez wodę surową, wchodzą: krzemionka, za-wiesina mechaniczna, jak piasek, glina i t. d., orazprodukty korozji.
Osadzanie się kamienia kotłowego na ścianachkotła może odbywać się trojako:
a) przez wydzielanie się cząstek w masie wo-dy i następne osiadanie oraz zespalanie sięna ścianach, np, węglan wapnia;
b) przez wykrystalizowanie z przesyconegoroztworu bezpośrednio na ścianach kotła,np, siarczan wapnia;
c) przez swoiste działanie baniek pary.Dwa pierwsze rodzaje nie wymagają wyjaśnień.
Omówię tylko trzeci. Sprawę wpływu baniek pa-ry, tworzących się na ścianach kotła, na powsta-
wanie kamienia poruszyli Otte ") i Partridge 7 ] .Pierwszy szukał wyjaśnienia dla występowaniaw kamieniu kotłowym soli łatworozpuszczalnych,
— .
i
f b
„ . _.
.
\
B \
\ \) i
'A
Rys. 4. Powstawanie kamienia kotłowegopod bańką pary (Otte).
których zagęszczenie w wodzie kotłowej było da-lekie od stanu nasycenia. Sole te nie powinnybyw takich warunkach wydzielać się z roztworu.Otte wysnuł wniosek, że przyczyna leży w proce-
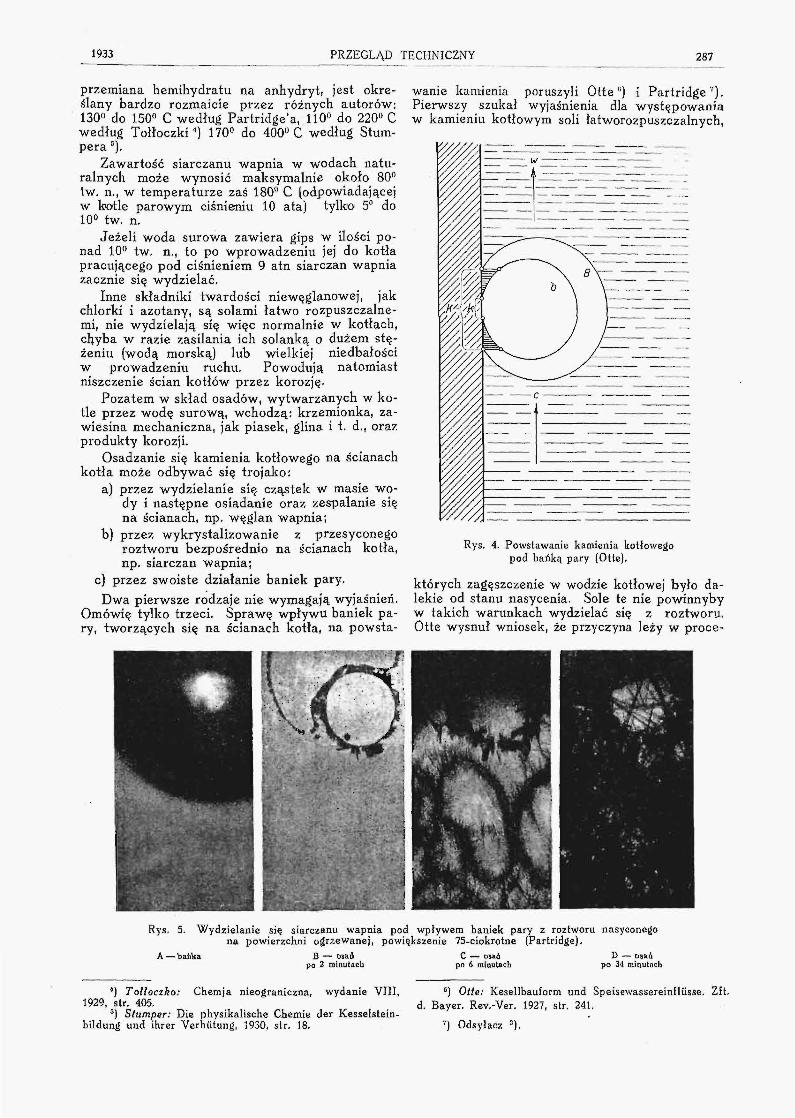
Rys. 5. Wydzielanie się siarczanu wapnia pod wpływem baniek pary z roztworu nasyconegona powierzchni ogrzewanej, powiększenie 75-ciokrotne (Partridge).
A —bańka B — osadpo 2 minutach
C — osadpo 6 minutach
D — osadpo 34 minutach
4) Tołłoczko: Chemja nieograniczna, wydanie VIII, ") Ołłe: Kesellbauiorm und Speisewassereinfliisse. Z£t.1929, str. 405. _ , , . , , , „ d. Bayer. Rev.-Ver. 1927, str. 241,
•') Stumper: Die physikalische Chemie der Kesselstein-bildung und ihrer Yerhutung, 1930, str. 18. 7) Odsyłacz 3 ) ,

288 PRZEGLĄD TECHNICZNY 1933
Rys, 6, Tworzenie się kamienia kotłowego pod wpływem baniek pary (Partridge).
sie tworzenia się baniek pary na ścianach kotłów.Taka powstająca bańka pary b (rys. 4) jest przy-czepiona do blachy na powierzchni koła k, po-większającego się w miarę wzrostu bańki, a.źwreszcie działanie obiegu wody c i wyporu w ode-rwą ją od ściany. Podczas wzrostu bańki musiprzedewszystkiem odparować woda, znajdującasię w pierścieniu między bańką a blachą, gdyż —jak to zaznaczył Partridge — bańka stanowi izo-lację cieplną. Związki zawarte w tym pierście-niu, którego przekrój jest zakreskowany na rys, 4,muszą się wydzielić. Po oderwaniu się bańki wo-da zacznie natychmiast rozpuszczać sole łatwo-rozpuszczalne. Jeżeli jednak odparowanie jestenergiczne, ilość baniek tworzących się będzieduża, a kamień będzie narastał szybko1, to> wtedyzwiązki trudnorozpuszczalne będą przykrywać so-le łatworozpuszczalne i uwięzia je w kamieniu.
siebie. Bardzo wyraźnie występuje wpływ baniekna rys. 6,
Stwierdzenie tego wpływu wyjaśnia, dlaczegokamień kotłowy narasta najszybciej na ścianachnajsilniej ogrzewanych, czyli tam, gdzie powstajenajwięcej baniek pary,
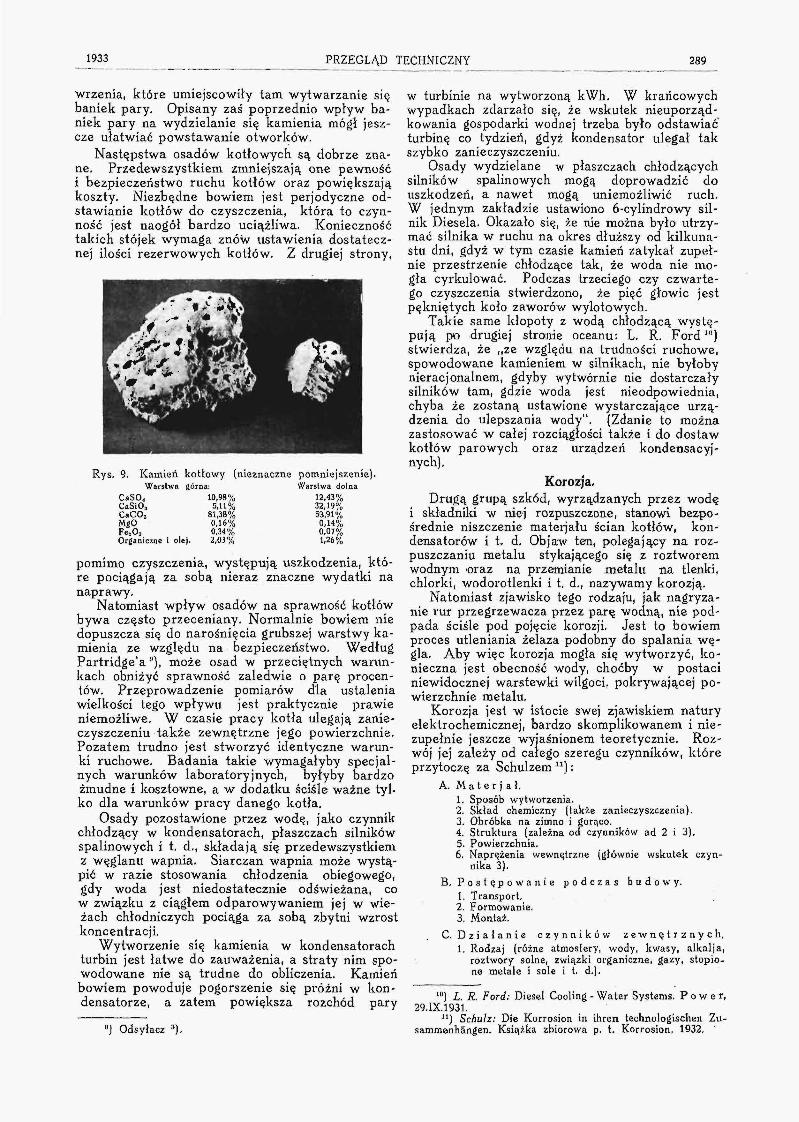
Kamień kotłowy przybiera czasem bardzo cie-kawą postać. Rysunki 7 do 9 przedstawiają dwaokazy kamienia o podobnym wyglądzie. Jedenz nich (rys. 7 i 8) pochodzi z artykułu Eberle'goi Holzhauer'aR). Autorzy nie podają wyjaśnieniapowstawania szczególnych otworków w kamieniu,zaznaczają jedynie, że znajdowały się one nad du-żemi, dobrze wykształconemi kryształami. Następ-na fotografja (rys, 9) przedstawia drugi okaz. Nie-stety, zbadanie tego kamienia pod względem kry-stalograficznym nie było możliwe. W tym okazieotworki powstawały z wąskich kanalików, których
« -
Rys. 7 i 8, Kamień kotłowy w 2 rzutach (powiększenie 7-miokrotne).Warstwa dolpa a: 51,93% CaSO.,, duże kryształy w bronzowej masie,
Warstwa górna 6: 78,60% CaCOs, luźny żótty osad z otworami (Eberle t Holzhauerl.
Wniosek powyższy potwierdziły doświadcze-nia Partridge'a, polegające na sporządzaniu zdjęćmikrofotograficznych początków powstawania ka-mienia. Dwa takie szeregi zdjęć podane są narys. 5 i 6. Na pierwszem zdjęciu rysunku 5 wi-doczna jest bańka pary, na następnem — pierwszepierścienie wytworzonego przez bańkę osadu, nadalszych pierścienie te coraz bardziej zachodzą na
początki leżą blisko ściany kotła, oddzielone odniej tylko cienką warstewką kamienia. Kanalikite rozszerzają się ku górze i łączą po kilka, two-rząc widoczne na fotografji otworki. Na spodziekanalików musiały znajdować się jakieś zarodki
") Eberle i Hohhauer: Die Warmeleitfahigkeit' vonKesselsteinen. A r c h , f. W, a r me)w i r t s c h a f t, 1928,str. 171,
1933 PRZEGLĄD TECHNICZNY 289
wrzenia, które umiejscowiły tam wytwarzanie siębaniek pary. Opisany zaś poprzednio wpływ ba-niek pary na wydzielanie się kamienia mógł jesz-cze ułatwiać powstawanie otworków.
Następstwa osadów kotłowych są dobrze zna-ne. Przedewszystkiem zmniejszają one pewnośći bezpieczeństwo ruchu kotłów oraz powiększająkoszty. Niezbędne bowiem jest perjodyczne od-stawianie kotłów do czyszczenia, która to czyn-ność jest naogół bardzo uciążliwa. Koniecznośćtakich stójek wymaga znów ustawienia dostatecz-nej ilości rezerwowych kotłów. Z drugiej strony,
Rys. 9. Kamień kotłowy (nieznaczne pomniejszenie).Warstwa górna: Warstwa dolna
CaSO4CaSiO3CaCO3MgOFOF e 2 3Organiczne i olej.
10,98%5.11%
81,38%0.16%0,34%2,03%
12,43%32,19%53,91%0,14%0,07%1.26%
pomimo czyszczenia, występują uszkodzenia, któ-re pociągają za sobą nieraz znaczne wydatki nanaprawy.
Natomiast wpływ osadów na sprawność kotłówbywa często przeceniany. Normalnie bowiem niedopuszcza się do narośnięcia grubszej warstwy ka-mienia ze względu na bezpieczeństwo. WedługPartridge'a"), może osad w przeciętnych warun-kach obniżyć sprawność zaledwie o parę procen-tów. Przeprowadzenie pomiarów dla ustaleniawielkości tego wpływu jest praktycznie prawieniemożliwe. W czasie pracy kotła ulegają zanie-czyszczeniu także zewnętrzne jego powierzchnie,Pozatem trudno jest stworzyć identyczne warun-ki ruchowe, Badania takie wymagałyby specjal-nych warunków laboratoryjnych, byłyby bardzożmudne i kosztowne, a w dodatku ściśle ważne tyl-ko dla warunków pracy danego kotła.
Osady pozostawione przez wodę, jako czynnikchłodzący w kondensatorach, płaszczach silnikówspalinowych i t. d., składają się przedewszystkiemz węglanu wapnia. Siarczan wapnia może wystą-pić w razie stosowania chłodzenia obiegowego,gdy woda jest niedostatecznie odświeżana, cow związku z ciągłem odparowywaniem jej w wie-żach chłodniczych pociąga za sobą zbytni wzrostkoncentracji,
Wytworzenie się kamienia w kondensatorachturbin jest łatwe do zauważenia, a straty nim spo-wodowane nie są trudne do obliczenia. Kamieńbowiem powoduje pogorszenie się próżni w kon-densatorze, a zatem powiększa rozchód pary
w turbinie na wytworzoną kWh. W krańcowychwypadkach zdarzało się, że wskutek nieuporząd-kowania gospodarki wodnej trzeba było odstawiaćturbinę co tydzień, gdyż kondensator ulegał takszybko zanieczyszczeniu.
Osady wydzielane w płaszczach chłodzącychsilników spalinowych mogą doprowadzić douszkodzeń, a nawet mogą uniemożliwić ruch.W jednym zakładzie ustawiono 6-cylindrowy sil-nik Diesela. Okazało się, że nie można było utrzy-mać silnika w ruchu na okres dłuższy od kilkuna-stu dni, gdyż w tym czasie kamień zatykał zupeł-nie przestrzenie chłodzące tak, że woda nie mo-gła cyrkulować. Podczas trzeciego czy czwarte-go czyszczenia stwierdzono, że pięć głowic jestpękniętych koło zaworów wylotowych.
Takie same kłopoty z wodą chłodzącą wystę-pują po drugiej stronie oceanu: L. R, Ford1")stwierdza, że ,,ze względu na trudności ruchowe,spowodowane kamieniem w silnikach, nie byłobynieracj onalnem, gdyby wytwórnie nie dostarczałysilników tam, gdzie woda jest nieodpowiednia,chyba że zostaną ustawione wystarczające urzą-dzenia do ulepszania wody", (Zdanie to możnazastosować w całej rozciągłości także i do dostawkotłów parowych oraz urządzeń kondensacyj-nych).
Korozja,Drugą grupą szkód, wyrządzanych przez wodę
i składniki w niej rozpuszczone, stanowi bezpo-średnie niszczenie materjału ścian kotłów, kon-densatorów i t, d. Objaw ten, polegający na roz-puszczaniu metalu stykającego się z roztworemwodnym oraz na przemianie metalu na tlenki,chlorki, wodorotlenki i t. d., nazywamy korozją.
Natomiast zjawisko tego rodzaju, jak nagryza-nie rur przegrzewacza przez parę wodną, nie pod-pada ściśle pod pojęcie korozji. Jest to bowiemproces utleniania żelaza podobny do spalania wę-gla. Aby więc korozja mogła się wytworzyć, ko-nieczna jest obecność wody, choćby w postaciniewidocznej warstewki wilgoci, pokrywającej po-wierzchnie metalu.
Korozja jest w istocie swej zjawiskiem naturyelektrochemicznej, bardzo skomplikowanem i nie-zupełnie jeszcze wyjaśnionem teoretycznie. Roz-wój jej zależy od całego szeregu czynników, któreprzytoczę za Schulzem " ) :
A. M a t e r j a ł.1. Sposób wytworzenia.2. Skład chemiczny (także zanieczyszczenia).3. Obróbka na zimno i gorąco.4. Struktura (zależna od czynników ad 2 i 3).5. Powierzchnia.6. Naprężenia wewnętrzne (głównie wskutek czyn-
nika 3).B, P o s t ę p o w a n i e p o d c z a s b u d o w y .
1. Transport,2. Formowanie,3. Montaż.
C . D z i a ł a n i e c z y n n i k ó w z e w n ę t r z n y c h ,1. Rodzaj (różne atmosfery, wody, kwasy, alkalja,
roztwory solne, związki organiczne, gazy, stopio-ne metale i sole i t. d.).
°) Odsyłacz 3 ) .
'") L. R. Ford: Diesel Cooling - Water Systems. P o w e r ,29.IX.1931.
u ) Schulz: Die Korrosion in ihren technologischen Zu-sammenhangen. Książka zbiorowa p. t, Korrosion, 1932,
290 PRZEGLĄD TECHNICZNY 1933
2. Temperatura.3. Ruch.
D. C z y n n i k i d o d a t k o w e .1. Erozja.2. Natężenia mechaniczne, szczególnie drgania (trze-
baby tu dodać także i uszkodzenia materjału,powstające podczas pracy).
3. Błądzące prądy elektryczne.E. P o w ł o k i o c h r o n n e .
Zestawienie powyższe jest ogólne dla wszel-kiego rodzaju korozji, wszystkie jednak wymie-nione czynniki mogą odegrać rolę, jeżeli chodzi0 urządzenia cieplne. Wielka różnorodność czyn-ników, mogących mieć wpływ na korozję, utrud-nia w dużym stopniu wyjaśnianie tych zjawisk.Najbardziej interesującą dla nas jest korozja że-laza. Jej końcowym produktem jest wodorotlenekżelaza Fe(OH).,, cJzyli powszechnie znana rdza. Dowytworzenia się produktów korozji konieczny jestdopływ tlenu. Wyżarcia nim spowodowane mająwygląd głębokich jamek o małej średnicy. Nagry-zienia, pokrywające jednostajnie powierzchnięblach, zostały spowodowane działaniem kwasów.
Następujące składniki wody są przyczynądziałania korozyjnego na żelazo: przedewszyst-kiem tlen, dalej bezwodnik kwasu węglowego,wolne kwasy, głównie organiczne, sole kwasównieorganicznych, t. j . chlorki, azotany i siarczany.Ostatnie mogą się w sprzyjających warunkachrozpaść na wolne kwasy. Własność ta przypisy-wana jest głównie chlorkowi magnezu MgCl2, któ-ry ma w dodatku właściwość regenerowania ciępo nagryzieniu blachy, poczem może znów rozpo-cząć swą niszczycielską działalność12).
Rozkład chlorku magnezu może się odbywaćw temperaturze dosyć wysokiej, prawdopodobnieok. 200° C. Jest on przyczyną pojawiania się na-gryzień w przestrzeniach parowych blach ogrze-wanych spalinami, podczas gdy reszta kotła jestwolna od korozji"). Takie objawy występują bar-dzo często w kotłach lokomobilowych, używanychw kopalniach ropy naftowej. W kotłach tych tyl-ne dna sitowe są zwykłe nagryzione w przestrze-ni parowej, ogrzewanej spalinami w dymnicy, Wo-da w zagłębiach naftowych zawiera naogół znacz-ne ilości chlorków sodowych, wapniowych i ma-gnezowych. Podczas wrzenia wody w kotle wy-rzucane są ponad zwierciadło kropelki wody,unoszące ze sobą zagęszczone w kotle sole. Częśćtych kropelek spada na ściany w przestrzeni pa-rowej. Te z nich, które dostaną się na blachy,rozgrzane z drugiej strony spalinami, mogą łatworozpaść się na kwasy.
Duże znaczenie dla powstawania korozji,a także dla całokształtu spraw związanych z wła-ściwościami i ulepszaniem wody ma fakt, że związ-ki rozpuszczone w wodzie nie występują w niejw postaci dząstek, np. CaSO4, MgCl2, NaCO21 t. d., lecz ulegają dysocjacji hydrolitycznej pra-wie zupełnej z powodu znacznego rozcieńczenia
12) Reakcje zachodzące podczas tego procesu są podanaw szeregu podręczników oraz w artykule autora: Woda dozasilania kotłów parowych, Sprawozdanie StowarzyszeniaDozoru Kotłów w Warszawie za rok 1928, str, 93.
ll>) Powell: Bojler feed water purification, str. 7 i 250,Balcke: Die neuzeitliche Speisewasser-Aufbereitung,
str. 19.
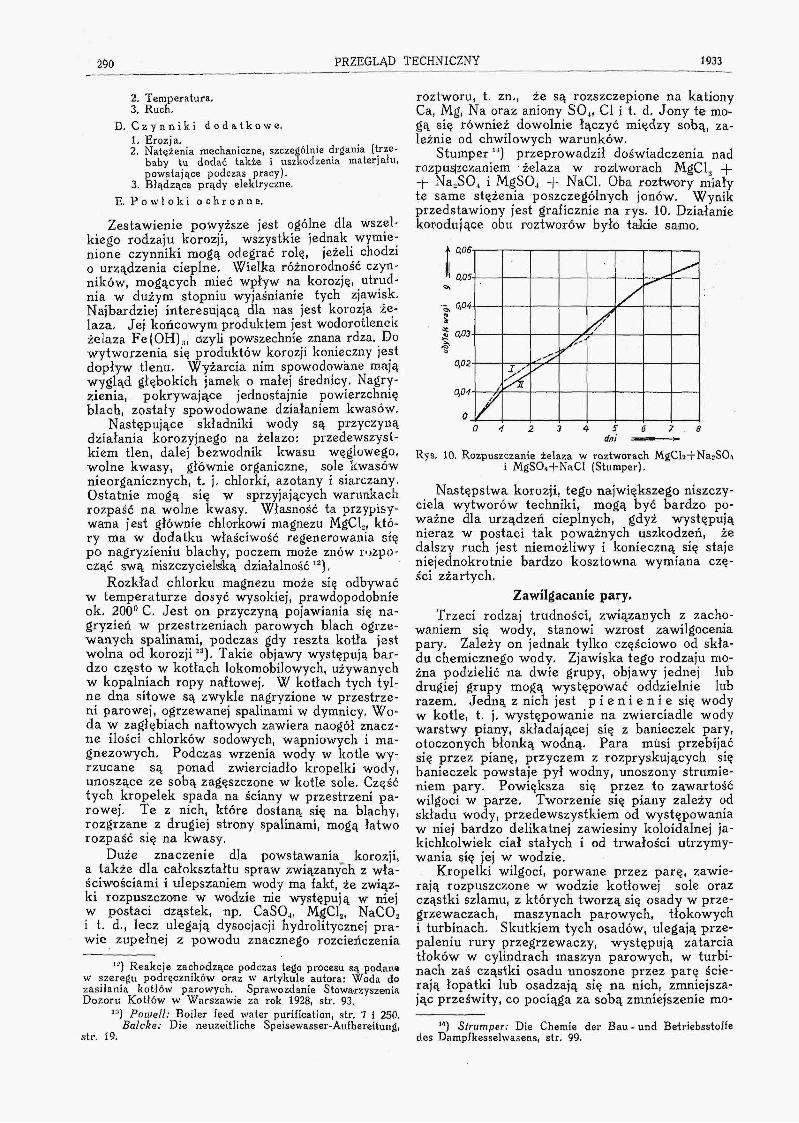
roztworu, t. zn., że są rozszczepione na kationyCa, Mg, Na oraz aniony SO4, Cl i t. d. Jony te mo-gą się również dowolnie łączyć między sobą, za-leżnie od chwilowych warunków.
Stumperu) przeprowadził doświadczenia nadrozpuszczaniem żelaza w roztworach MgCL, -+--|- Na2SO4 i MgSO4 +. NaCL Oba roztwory miałyte same stężenia poszczególnych jonów. Wynikprzedstawiony jest graficznie na rys. 10, Działaniekorodujące obu roztworów było takie samo.
0,06-
0,05-
ajoz-
0,04
/
/
O ń Z 3 4 5dni
Rys, 10. Rozpuszczanie żelaza w roztworachi MgSC+NaCl (Stumper).
Następstwa korozji, tego największego niszczy-ciela wytworów techniki, mogą być bardzo po-ważne dla urządzeń cieplnych, gdyż występująnieraz w postaci tak poważnych uszkodzeń, żedalszy ruch jest niemożliwy i konieczną się stajeniejednokrotnie bardzo kosztowna wymiana czę-ści zżartych,
Zawilgacanie pary.Trzeci rodzaj trudności, związanych z zacho-
waniem się wody, stanowi wzrost zawilgoceniapary. Zależy on jednak tylko częściowo od skła-du chemicznego wody. Zjawiska tego rodzaju mo-żna podzielić na dwie grupy, objawy jednej lubdrugiej grupy mogą występować oddzielnie lubrazem. Jedną z nich jest p i e n i e n i e się wodyw kotle, t. j . występowanie na zwierciadle wodywarstwy piany, składającej się z banieczek pary,otoczonych błonką wodną. Para miisi przebijaćsię przez pianę, przyczem z rozpryskujących siębanieczek powstaje pył wodny, unoszony strumie-niem pary. Powiększa się przez to zawartośćwilgoci w parze. Tworzenie się piany zależy odskładu wody, przedewszystkiem od występowaniaw niej bardzo delikatnej zawiesiny koloidalnej ja-kichkolwiek ciał stałych i od trwałości utrzymy-wania się jej w wodzie.
Kropelki wilgoci, porwane przez parę, zawie-rają rozpuszczone w wodzie kotłowej sole orazcząstki szlamu, z których tworzą się osady w prze-grzewaczach, maszynach parowych, tłokowychi turbinach. Skutkiem tych osadów, ulegają prze-paleniu rury przegrzewaczy, występują zatarciatłoków w cylindrach maszyn parowych, w turbi-nach zaś cząstki osadu unoszone przez parę ście-rają łopatki lub osadzają się na nich, zmniejsza-jąc prześwity, co pociąga za sobą zmniejszenie mo-
M) Strumper: Die Chemie der Bau - und Bełriebsstoffedes Dampfkesselwasens, str, 99.
1933 PRZEGLĄD TECHNICZNY 291
cy i wzrost rozchodu pary. Takie wypadki sądosyć częste.
Groźniejszym objawem jest t. zw, „ p l u c i ek o t ł ó w " , czyli przerzucanie odrazu większychilości wody do rurociągów. Zjawisko to zależyod szeregu czynników, jak obciążenie przestrzeni
parowej, konstrukcja kotła, skład chemiczny wo-dy, warunki ruchowe. Skutki przedostawania sięwody do silników są nieraz katastrofalne, miano-wicie mogą nastąpić uderzenia wodne, kończącesię poważnemi uszkodzeniami maszyn.
(d. n.).
Budowa kolei węglowej Śląsk-BałtykNapisał Inż. W. Przedpełski, Bydgoszcz.
W y k o n y w a n i e r o b ó t .
Przechodząc do omówienia wykonanych robót,należy zaznaczyć, że gros robót stanowiły,oczywiście, roboty ziemne. Z max. ilości lu-dzi, zatrudnionych przy budowie na całej
linji, dochodzącej do 9 000, ilość robotników przyrobotach ziemnych dochodziła do 6 700, gdy przybudowlach sztucznych max. ilość ludzi nie prze-wyższała 2 300 robotników. Znaczna część robótbyła zmechanizowana.
Z charakteru terenu wynikało, że największeroboty na odcinku południowym miały miejsceprzy przecięciu rzek, zaś na odcinku pomorskim —na terenie Kaszub.
Jednym z większych objektów na południu by-ła robota pod stacją Działoszyn, gdzie objętość wy-kopu wynosiła 220 000 nv\ Ziemia z wykopu szłana zasypanie doliny rzeki W a r t y , gdzie nasypdochodził do 13 m wysokości i miał około 180 000m8 objętości.
W dolinie tej miał miejsce charakterystyczny
w owym czasie Warta dość gwałtownie musiałazmienić swoje koryto.
Dalej na północ znaczne roboty spotykamyprzy rzece N e r, gdzie objętość profilowa nasypówi wykopów wynosiła ok. 450 000 nr1. Ziemia z wy-kopu, położonego na północ od rzeki i dochodzą-cego do 10 m głębokości, szła głównie na zasypa-nie południowej, bardzo rozległej doliny, mierzącejw miejscu przecięcia około 3 km,
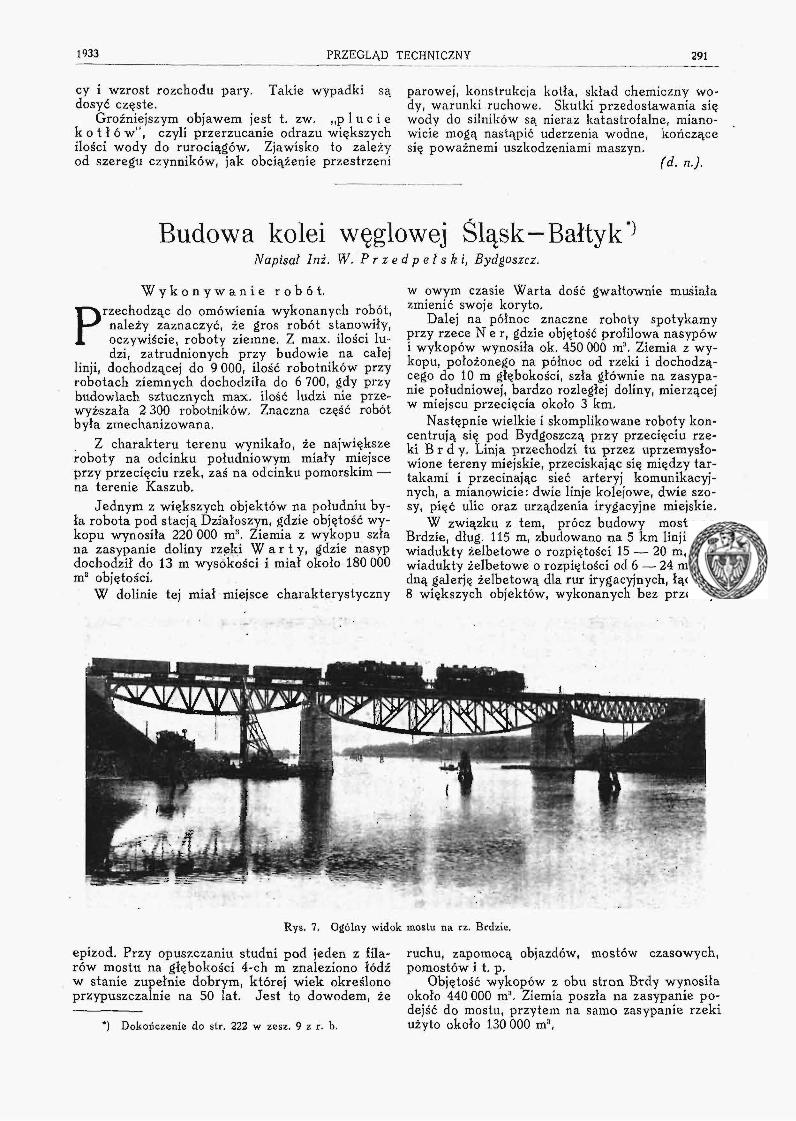
Następnie wielkie i skomplikowane roboty kon-centrują się pod Bydgoszczą przy przecięciu rze-ki B r d y . Linja przechodzi tu przez uprzemysło-wione tereny miejskie, przeciskając się między tar-takami i przecinając sieć arteryj komunikacyj-nych, a mianowicie: dwie linje kolejowe, dwie szo-sy, pięć ulic oraz urządzenia irygacyjne miejskie.
W związku z tem, prócz budowy mostu naBrdzie, dług. 115 m, zbudowano na 5 km linji trzywiadukty żelbetowe o rozpiętości 15 — 20 m, trzywiadukty żelbetowe o rozpiętości od 6 — 24 m i je-dną galerję żelbetową dla rur irygacyjnych, łącznie8 większych objektów, wykonanych bez przerwy
Rys, 7. Ogólny widok mostu na rz. Brdzie.
epizod. Przy opuszczaniu studni pod jeden z fila-rów mostu na głębokości 4-ch m znaleziono łódźw stanie zupełnie dobrym, której wiek określonoprzypuszczalnie na 50 lat. Jest to dowodem, że
*) Dokończenie do str. 222 w zesz. 9 z r. fa.
ruchu, zapomocą objazdów, mostów czasowych,pomostów i t. p.
Objętość wykopów z obu stron Brdy wynosiłaokoło 440 000 ms. Ziemia poszła na zasypanie po-dejść do mostu, przytem na samo zasypanie rzekiużyto około 130 000 m3.
292 PRZEGLĄD TECHNICZNY 1933
Rys. 8. Typowa stacja mała na linji Bydgoszcz—Gdynia.
Wysokość nasypu wynosi około 14 m od pozio-mu wody. Dno rzeki było zamulone na głębokoścido 10 m, wobec czego z pod nasypu zostały wy-ciśnięte wyspy mułu.
Celem zabezpieczenia stateczności nasypui ułatwienia prawidłowego osiadania, muł, wyci-śnięty przez nasyp, był usuwany pogłębiarkami.Zasypywanie rzeki wykonywanoz dwóch stron mostu zapomocąpomostów na palach, zabitychw korycie rzeki.
Ważnym odcinkiem, ze wzglę-du na obejście tranzytem prze-ciążonego węzła Bydgoskiego,wykonanym w pierwszej kolej-ności—był odcinek K a p u ś c i-'s k o - M a k s y m i l j a n o w o .Ilość robót na tym odcinku (dług.13 km) wynosiła łącznie 450 000na8 profilowych. Ziemia iz wyko-pów szła na zasypanie prałoży-ska Wisły, Robotę prowadzonobez przerwy, przy oświetleniuelektrycz-nem i naftowo - żarowem,
Wydajność robót osiągała 20 000 ma profilowychna dobę, co stanowiło bodaj rekord dla poszcze-gólnych odcinków linji.
Od Maksymilj anowa aż do Kościerzyny wypad-ły roboty przeciętne. Jedynie węzeł L i p o w a —S z l a c h t a wyróżnia się ilością robót, wynoszą-
cą około 350 000 m:i w związku z przecięciem linjiSzlachta —• Czersk z magistralą węglową, gdziezbudowano ciekawy czteroprzęsłowy ramowy wia-dukt żelbetowy *). Pozatem linja przechodzi tere-nem płaskim, wcinając się pod Wierzchucinem wmasyw Borów Tucholskich, na przestrzeni około20 km.
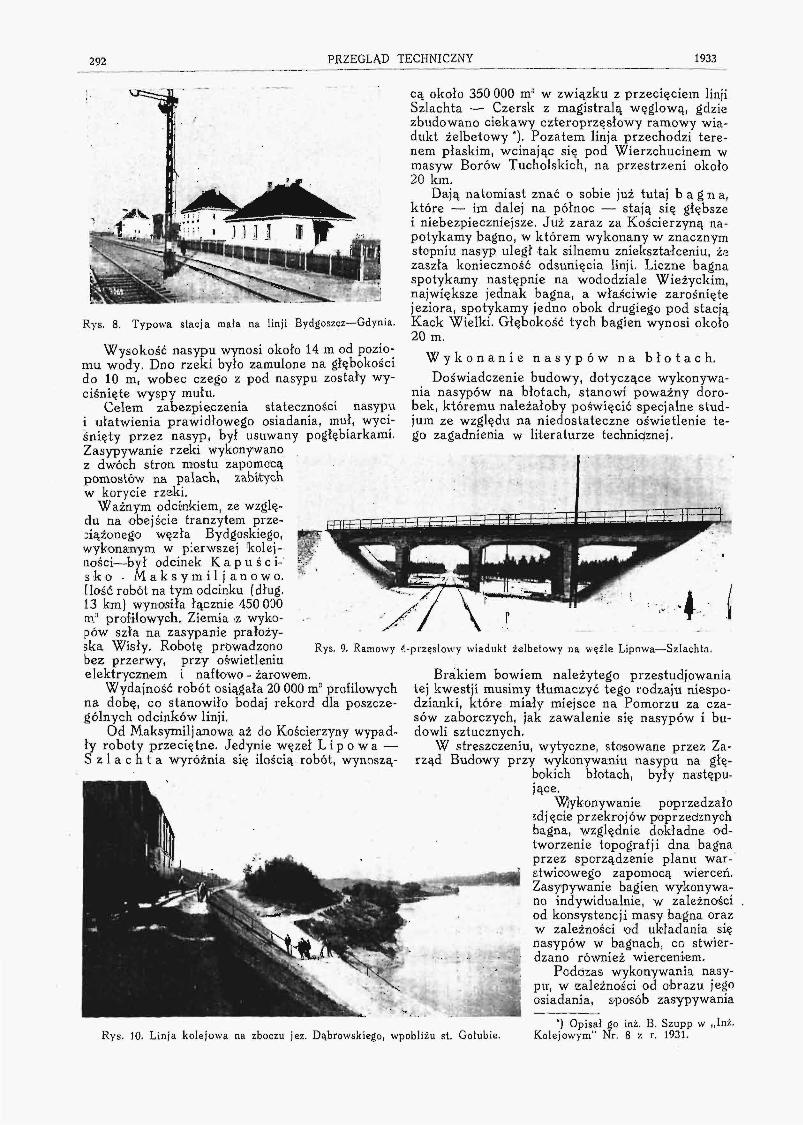
Dają natomiast znać o sobie już tutaj b a g n a ,które •—• im dalej na północ — stają się głębszei niebezpieczniejsze. Już zaraz za Kościerzyną na-potykamy bagno, w którem wykonany w znacznymstopniu nasyp uległ tak silnemu zniekształceniu, żezaszła konieczność odsunięcia linji. Liczne bagnaspotykamy następnie na wododziale Wieżyckim,największe jednak bagna, a właściwie zarośniętejeziora, spotykamy jedno obok drugiego pod stacjąKack Wielki. Głębokość tych bagien wynosi około20 m.
W y k o n a n i e n a s y p ó w n a b ł o t a c h .Doświadczenie budowy, dotyczące wykonywa-
nia nasypów na błotach, stanowi poważny doro-bek, któremu należałoby poświęcić specjalne stud-jum ze względu na niedostateczne oświetlenie te-go zagadnienia w literaturze technicjznej.
Rys. 10. Linja kolejowa na zboczu jez. Dąbrowskiego, wpobliżu st. Gołubie.
Rys. 9. Ramowy 4-przęslowy wiadukt żelbetowy na węźle Lipowa—Szlachta.
Brakiem bowiem należytego przestudjowaniatej kwestji musimy tłumaczyć tego rodzaju niespo-dzianki, które miały miejsce na Pomorzu za cza-sów zaborczych, jak zawalenie się nasypów i bu-dowli sztucznych.
W streszczeniu, wytyczne, stosowane przez Za-rząd Budowy przy wykonywaniu nasypu na głę-
bokich błotach, były następu-jące.
Wykonywanie poprzedzało;d jecie przekrojów poprzecznychbagna, względnie dokładne od-tworzenie topografj i dna bagnaprzez sporządzenie planu war-stwicowego zapomocą wierceń.Zasypywanie bagien wykonywa-no indywidualnie, w zależnościod konsystencji masy bagna orazw zależności od układania sięnasypów w bagnach, co stwier-dzano również wierceniem.
Podczas wykonywania nasy-pu, w zależności od obrazu jegoosiadania, sposób zasypywania
*) Opisał go inż. B. Szupp w ,,Inż.Kolejowym" Nr. 8 z r. 1931.
1933 PRZEGLĄD TECHNICZNY 293
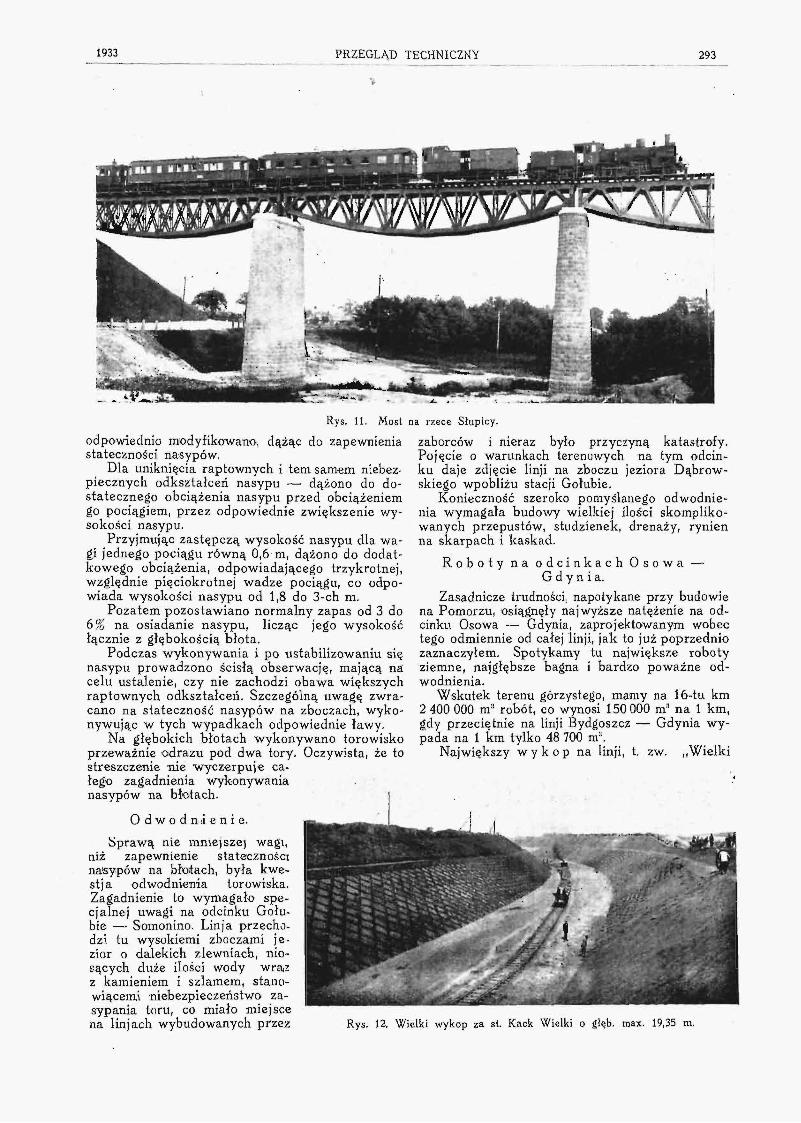
Rys. 11. Most na rzece Słupicy.
odpowiednio modyfikowano, dążąc do zapewnieniastateczności nasypów.
Dla uniknięcia raptownych i tem samem niebez-piecznych odkształceń nasypu — dążono do do-statecznego obciążenia nasypu przed obciążeniemgo pociągiem, przez odpowiednie zwiększenie wy-sokości nasypu.
Przyjmując zastępczą wysokość nasypu dla wa-gi jednego pociągu równą 0,6 m, dążono do dodat-kowego obciążenia, odpowiadającego trzykrotnej,względnie pięciokrotnej wadze pociągu, co odpo-wiada wysokości nasypu od 1,8 do 3-ch m.
Pozatem pozostawiano normalny zapas od 3 do6% na osiadanie nasypu, licząc jego wysokośćłącznie z głębokością błota.
Podczas wykonywania i po ustabilizowaniu sięnasypu prowadzono ścisłą obserwację, mającą nacelu ustalenie, czy nie zachodzi obawa większychraptownych odkształceń. Szczególną uwagę zwra-cano na stateczność nasypów na zboczach, wyko-nywując w tych wypadkach odpowiednie ławy.
Na głębokich błotach wykonywano torowiskoprzeważnie odrazu pod dwa tory. Oczywista, że tostreszczenie nie 'wyczerpuje ca-łego zagadnienia wykonywanianasypów na błotach.
O d w o d n i e n i e .
Sprawą nie mniejsze) wagt,niż zapewnienie statecznościnasypów na bfotach, była kwe-st ja odwodnienia torowiska.Zagadnienie to wymagało spe-cjalnej uwagi na odcinku Gołu-bie — Somonino. Lin ja przecho-dzi tu wysokiemi zboczami je-zior o dalekich zlewniach, nio-sących duże ilości wody wraiiz kamieniem i szlamem, stano-wiącemi niebezpieczeństwo za-sypania toru, co miało miejscena linjach wybudowanych przez
zaborców i nieraz było przyczyną katastrofy.Pojęcie o warunkach terenowych na tym odcin-ku daje zdjęcie linji na zboczu jeziora Dąbrow-skiego wpobliżu stacji Gołubie.
Konieczność szeroko pomyślanego odwodnie-nia wymagała budowy wielkiej ilości skompliko-wanych przepustów, studzienek, drenaży, rynienna skarpach i kaskad.
R o b o t y na o d c i n k a c h O s o w a —G d y n i a .
Zasadnicze trudności, napotykane przy budowiena Pomorzu, osiągnęły najwyższe natężenie na od-cinku Osowa — Gdynia, zaprojektowanym wobectego odmiennie od całej linji, jak to już poprzedniozaznaczyłem. Spotykamy tu największe robotyziemne, najgłębsze bagna i bardzo poważne od-wodnienia.
Wskutek terenu górzystego, mamy na 16-tu km2 400 000 m3 robót, co wynosi 150 000 m3 na 1 km,gdy przeciętnie na linji Bydgoszcz — Gdynia wy-pada na 1 km tylko 48 700 nr".
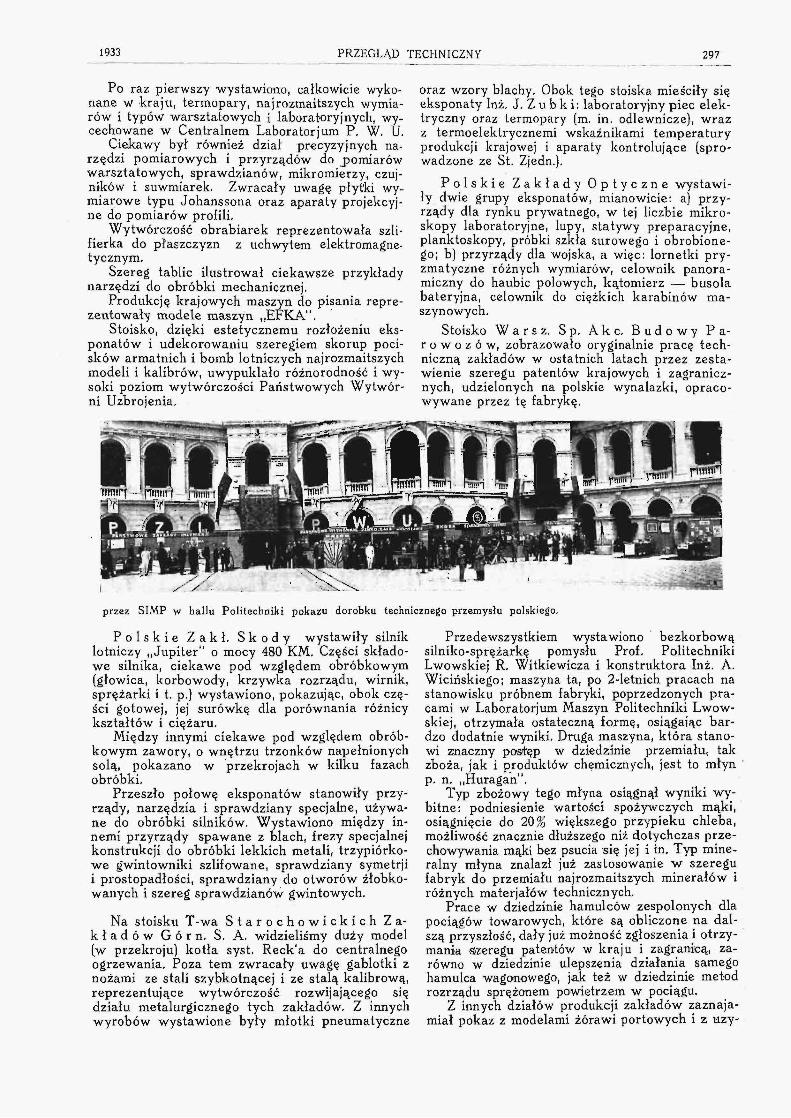
Największy w y k o p na linji, t. zw. „Wielki
Rys. 12. Wielki wykop za st. Kack Wielki o głęb. max. 19,35 m.

294 PRZEGLĄD TECHNICZNY 1933
: - • §
Rys. 13. Roboty ziemne na bagnie o głęb. 16 m pod st. Kack Wielki.
Wykop", znajdujący się bezpośrednio za st, KackWielki — ma objętość przeszło 400 000 m3 i głę-bokość 19,35 m.
Na całym tym odcinku większe roboty byłyzmechanizowane.
Dwa największe b a g n a , jakie spotykamy namagistrali pod stacją Kack Wielki, stanowią wła-ściwie zarośnięte jeziora o masie wodnistego mułu,przykrytej korą grubości od 0,30 do 0,60 m. W pół-nocnym końcu bagien wybudowano wyniesione nastały grunt przepusty, celem odwodnienia sieci ro-wów meljoracyjnych, założonych w korze bagien.Przepusty te zostały zasypane dopiero po wyko-naniu nasypów na całej długości bagien do wyso-kości sklepień przepustów. Natrudniejszą była po-czątkowa faza robót przy odsypywaniu się odbrzegów bagien. Zasypanie wykonano odrazu nacałą szerokość podstawy nasypu łącznie z głębo-kością bagna,
Dla należytego obciążenia nasypu na bagniedano nadsypkę wynoszącą 10%wysokości nasypu łącznie !z głę-bokością bagna, oo dla głębszegobagna stanowiło 30 m. Wobectego nadsypka wynosiła 3 m, coodpowiada pięciokrotnej wadzepociągu, jak to zauważyłem po-przednio.
Przy nasypach wykonano zobu stron ławy o szerokości 6 mdo 1j2 wysokości nasypu, liczącod poziomu bagna.
Zasługują na uwagę organi-zacja zwózki ziemi na bagna,gdzie zastosowano, bodaj po razpierwszy w Polsce, pochylniehamulcowe, stosowane zresztąszeroko w górnictwie, Dwa skła-dy pociągów wąskotorowych by-ły połączone liną z bębnem,znajdującym się w ukopie, z któ-rego szła ziemia na bagno. Pozaładowaniu jednego składu —pociąg własnym ciężarem toczyłsię po pochylni na miejsce wyładunku, podnoszącjednocześnie próżny skład pod naładunek.
Ze względu na górzysty teren i roboty w mok-rym wykopie, o d w o d n i e n i e na odcinku Oso-wa — Gdynia wymagało dużej uwagi. W wykopie
mokrym, położonym między sta-cją Osowa i Kack Wielki, ujętoźródło, bijące )ze skarpy, zapo-mocą sztolni głębokości 7 m, wy-konanej sposobem tunelowym.
Drenaż skarp należało po-traktować bardzo szeroko i szcze-gółowo, celem ujęcia poszcze-gólnych źródełek, skąd wodabyła doprowadzona do korytdrewnianych, wykonanych z obustron wzdłuż całego' mokregowykopu.
Również poważną była kwe-st ja odwodnienia wielkiego wy-kopu, co jest zupełnie zrozu-miałe, j eżeli weźmiemy pod uwa-gę chociażby to, że długość
skarp wykopu dochodzi do 36 m. W związkuz tem, w przybliżeniu na połowie długości skarpywykonano zadarniowaną ławę metrowej szeroko-ści, mającą pochylenie odwrotne do skarpy wyko-pu, o łamanym profilu podłużnym. Co 50 m zało-żono korytka brukowe, spuszczające wodę z po-szczególnych odcinków ławy do studzienki.
O t w a r c i e l i n j i ,9 listopada 1930 r, został otwarty ruch tymcza-
sowy na odcinku Herby — Zduńska Wola i całejlinji Bydgoszcz — Gdynia wraz z połudn, obejściemwęzła Bydgoskiego,
Otwarcie ruchu na magistrali węglowej spotka-ło się ż należytą oceną całego społeczeństwa,
Z uruchomieniem linji zakończony został pierw-szy okres budowy, w którym zostały sprecyzowanezasadnicze koncepcje i pokonane największe trud-ności, Jednak w związku z wykańczaniem budowyroboty trwały w dalszym ciągu, przyczem od maja
Rys. 14. Drenaż mokrego wykopu.
1931 roku wykończenie budowy przejęło na siebieFrancusko-Polskie Towarzystwo Kolejowe,
Z dniem 1 marca b, r. zostały uruchomione po-ciągi osobowe i towarowe na całej magistrali wę-glowej.
1933 PRZEGLĄD TECHNICZNY 295
Pokaz dorobku technicznego wytwórni krajowychWarszawa, Politechnika, 26 — 29 maja 1933 r.
Pokazdorooku technicznego
wytwórni krajowych
Zorganizowany w r» b. pokaz podczas VII Zjaz-du Inżynierów Mechaników Polskich stanowidalsze ogniwo tej części pracy Stowarzysze-nia Inżynierów Mechaników, która ma na ce-
lu popularyzację wytwórczości krajowej w szer-szych kołach technicznych, jak również zobrazo-wanie tego postępu naszej techniki, j aki dokonał sięw ciągu ostatnich paru lat. Warto przypomnieć natem miejscu, że pierwszy pokaz, utrzymany w za-kresie narzędzi i sprawdzianów, urządziło' SIMPw roku 1928W dalszymciągu zorgani-zowano Wy-stawę lekkichkonstrukcyjmetalowychw roku 1931,która, otwar-ta przez dłuż-szy czas, cie-szyła się du-żą frekwencjązwiedzają-cych. Ko-nieczność u-rządzania copewien czastakich prze-glądów w y-t w ó r c z o ś c ikrajowej una-oczniła najle-piej P. W. K.w Poznaniu,która stano-wiła swe go ro-dzaju rewe-
To też, jeżeli w niektórych dziedzinach wytwa-rzania ustępujemy jeszcze zagranicy, czy to podwzględem jakości, czy ceny produktu, to napewnopozostajemy znacznie bardziej w tyle, jeśli chodzio umiejętność zapoznania klijenteli z własnemiwyrobami, co jest bodaj pierwszym warunkiemzracjonalizowania sprzedaży. SIMP zajmuje sięprzedewszystkiem sprawami techniki wytwarza-nia, im też poświęca najwięcej pracy; jeżeli co pe-wien czas organizujemy pokazy wytwórczości na
szerszym te-
S.I.M.R
Rozmieszczenie stoisk w hallu Politechniki *)
lację, nietylko ze względu na skalę, w jakiej byłaprzeprowadzona, ale przedewszystkiem ze wzglę-du na „odkrycie" całego szeregu dziedzin wytwa-rzania, stojących nieraz na wcale wysokim pozio-mie, a o których przed Wystawą prawie nie wie-dziano, nawet w kołach, stykających się z techni-ką i przemysłem. Zjawisko, o którem wspomnieli-śmy, stanowi wymowny pitzykład, że niedawno je-szcze były u nas wytwórnie (kto wie, czy niemaich jeszcze i obecnie), wytwarzające niejednokrot-nie produkt niepośledniej jakości, ale zapóźnionew swych metodach handlowych o lat kilkadzie-siąt. Również i z ogólniejszego punktu widzeniataka prawie że ukryta, nieznana społeczeń-stwu produkcja nie może być uważana za właści-wą, gdyż brak kontaktu krajowego wytwórcy i od-biorcy sprzyja utrzymywaniu się u nas licznychprzedstawicielstw zagranicznych, nie zasypiają-cych gruszek w popiele, a umiejących trafić doklijenta nietylko niewątpliwie bardzo przekony-wującemi sposobami w postaci dogodniejszych wa-runków sprzedaży, co jest naogół zrozumiałe, alerównież i przez wytrwałą, celowo prowadzoną,nieraz poprostu natrętną reklamę. A taką wła-śnie musi być reklama, jeżeli ma być skuteczna.
renie, sądzi-my, że uzu-pełnimy w tensposób po-ważną lukęw poszczegól-nych fragmen-tach nasze jgospodarkikrajowej.
Pokaz tego-roczny musiałsię liczyć zwarunkami, wjakich dzisiajpracuje naszprzemysł. Toteż, rezygnu-jąc z bogatychdekoracyj itła, na jakiemożnaby so-bie pozwolićw b a r d z i e jsprzyjającychwarunkach,postanowiliś-
my przeprowadzić pokaz w skromnych rozmiarachjednakże w ramach estetycznych i nie narażający wy-stawców na poważniejsze koszta. Korzystając z go-ścinnych murów Politechniki Warszawskiej, urządzi-liśmy szereg stoisk pod arkadami hallu gmachugłównego, jak to wskazują rys. 1 i 2.
Poniżej opiszemy pokrótce poszczególne stoi-ska, w takiej kolejności, jak to przedstawione jestna załączonym planie (rys. 1).
Franc. Tow, Akc. „ P e r u n " , którego głów-nym przedmiotem produkcji są gazy przemysło-we, w pierwszym rzędzie tlen i acetylen, zobra-zowało swój dorobek w dziedzinie wytwórczościkrajowej urządzeń i materjałów do spawania orazaparatów tlenowych do celów sanitarnych i innych.
W dziale spawania acetylenowego wystawionojeden z typów wytwornic do acetylenu, palnikiacetylenowo-tlenowe do spawania i lutowania,palniki do cięcia oraz wentyle redukcyjne do tle-nu i acetylenu,
*) 1—S. A. „Perun"; 2—f. „Pionier"; 3—Stów. Mech.z Am.j 4—J. John; 5—P. Z. Inż.; fr—P. W. U.; 7—zakł.Skody; 8—Starachowice; 9—J. Zubko; 10—W. S. A. bud.Parowozów; 11—SIMP; 12—Przegl. Techn.
296 PRZEGLĄD TECHNICZNY 1933
W dziale spawania łukowego wystawiono wzo-ry kilkunastu gatunków elektrod powlekanych donajrozmaitszych celów. Tablice z próbkami spa-wanemi ilustrowały wysokie własności mechanicz-ne połączeń spawanych. Wystawiono równieżmodel konstrukcji kopuły gmachu P. K. 0. w War-szawie, wykonanej z rur spawanych acetylenem,która odznacza się tak lekkością, jak i oryginalno-ścią koncepcji.
Stosowanie tlenu w medycynie ilustrował apa-rat ratowniczy tlenowy typu P. Cz. Krzyża, dalejaparat oddechowo-inhalacyjny, założony na butliz tlenem, dzięki czemu można było na miejscu de-monstrować jego działanie, model urządzenia dokąpieli tlenowych i kwasowęglowych, który rów-nież był w ruchu, oraz urządzenie do starzeniawin i wódek zapomocą tlenu.
Należy zaznaczyć, że wszystkie części arma-tury wytwórnia wykonywa we własnej pracowni.
Eksponaty Franc. Tow. Akc. „Perun" przedsta-wiają wyniki pracy pionierskiej tej wytwórni,gdyż są to pierwsze polskie wyroby w tym dzia-le, gdzie dotychczas panowały niepodzielnie wy-roby zagraniczne.
Wytwórnia „ P i o n i e r" zainstalowała naswem. stoisku: frezarką poziomą, typu „Lincoln"z napędem od własnego silnika elektrycznego(moc 3 KM), o powierzchni stołu 700 mmXlW mm;
wiertarkę stołową precyzyjną, szybkobieżną,(600 obr./min), dla średnic wiercenia do 10 mm;
wiertarkę stołową, jak powyższa, jednak z cał-kowicie zautomatyzowanym przesuwem wrzecio-na, oraz
szlifierkę taśmową, o wymiarze stołu2600 mm X 115 mm.
Wytwórnia S t ó w . M e c h a n i k ó w Pol-s k i c h z A m e r y k i wystawiła tokarkę szybko-bieżną (150 mm X 1000 mm), przystosowaną donajwiększych prędkości skrawania, dla noży zestali szybkotnących oraz z twardych stopów, takichjak „Widia" etc. Liczba obrotów tej obrabiarki się-ga 1 200 obr./min. Ponadto stoisko zaopatrzone by-ło w fotograf je nowych typów wykonywanych przezStów, Mech. Poi, z Ameryki maszyn, a więc tokar-ki karuzelowej, tokarko-szlifierki do dzopów ze-stawów kołowych, szlifierki narzędzi i t. p. Z na-rzędzi wyróżniały się, rzadko jeszcze u nas wyko-nywane, szlifowane frezy, ślimakowe.
Ponieważ stoisko Stów,. Mech. Polskich z Am.pragnęło, poza wyrobami własnemi, pokazać rów-nież i pewne metody pracy warsztatowej, znalazłytam miejsce przyrządy do pomiarów dokładnościobrabiarek, jak: pojziomnice do sprawdzania prosto-linijności prowadnic, robocze i kontrolne (te ostat-nie wykazujące pochylenie 0,01 mm na długości1 000 mm), czujniki zegarowe i t. p,; poziomnice dosprawdzania podziałki śrub pociągowych, o do-kładności 0,01 : 300. ' Przyrządy do sprawdzaniagrubości zęba, podziałki i mimośrodowości kół zę-batych. Aparaty różnych systemów do spraw-dzania twardości prowadnic i twardości obrabia-nych przedmiotów. Aparat precyzyjny Zeiss'a dosprawdzania szablonów i kształtek. Przyrząddrucikowy do sprawdzania gwintów. Sinusnicę dokontrolowania kątów, wreszcie maszynę do do-cierania (lapping) dokładnościowego kół zębatych.
Wytwórnia J, J o h n w Łodzi wystawiła no-noczesną tokarkę T I N 230, o rozstawieniu kłów1 500 mm. Tokarka T IN, silnie i precyzyjnie zbu-dowana, pozwala na rozwinięcie dużych szybkościskrawania. Napęd z jednego koła, względnie odkołnierzowego silnika elektrycznego.
Ponadto widzieliśmy na tem stoisku: 1) prze-kładnię typu 125 PV dla mocy 15 KM, przy 185obr./min wałka womobieżnego, sprzęgniętą z sil-nikiem firmy P. T. E. o 1 440 obr./min;
2) przekładnię typu 11,3 M przenoszącą moc1,5 KM przy 300 obr./min wałka wolnobieżnego,sprzęgniętą z silnikiem f. Brown Boveri o 1 430obr./min;
3) przekładnię ze zmianą obrotów typu PZT dobezpośredniego napędu tokarek wzamian kołastopniowego, moc 2,65 KM, obroty 149-223-368,z silnikiem firmy „Elektrobudowa" o 1 420 obr./min;
4) przekładnię minjaturową typu 66 C, jakomodel, w 10-kroitnem zmniejszeniu,
5) kompletny album wykonanych przekładni,kół zębatych i naprężaczy.
Rys. 2. Widok ogólny, zorganizowanego
P a ń s t w o w e Z a k ł a d y I n ż y n i e r j.izgromadziły na swem obszernem stoisku następu-jące okazy własnej wytwórczości: silnik lotniczy„Ursus", silnik samochodowy „Saurer", wykona-ny całkowicie z siluminu, mały silnik bezsprężar-kowy „Ursus", zespół przewoźny silnik - prądnicao mocy 3,5 KM, gaźniki „Zenith" lotniczy i moto-cyklowy, wreszcie piękny motocykl z przyczepką.Eksponaty te wywoływały duże zainteresowaniezwiedzających, zwłaszcza gaźniki, po raz pierw-szy wykonany silnik siluminowy i motocykl.
P a ń s t w o w e W y t w ó r n i e U z b r o j e -n i a wystawiły szereg eksponatów, obrazującychwytwórczość wszystkich fabryk, wchodzących wskład koncernu P. W. U.
Pośród eksponatów z działu uzbrojenia zwra-cały uwagę zwiedzających pomysłowo wykonaneprzekroje karabinów maszynowych, ręcznych iciężkich oraz karabinu zwykłego i rewolweru Na-ganfa, uwidaczniające działanie poszczególnychmechanizmów.
Poza tem budziły zainteresowanie karabinkisportowe oraz karabinek specjalnie przeznaczonydla przysposobienia wojskowego.
Z działu amunicji wystawione były tablice,przedstawiające w poszczególnych stadjach spo-sób powstawania łuski i pocisku naboju karabino-wego,
1933 PRZEGLĄD TECHNICZNY 297
Po raz pierwszy wystawiono, całkowicie wyko-nane w kraju, termopary, najrozmaitszych wymia-rów i typów warsztatowych i laboratoryjnych, wy-cechowane w Centralnem Laboratorjum P. W. U.
Ciekawy był również dział precyzyjnych na-rzędzi pomiarowych i przyrządów do jpomiarówwarsztatowych, sprawdzianów, mikromierzy, czuj-ników i suwmiarek. Zwracały uwagę płytki wy-miarowe typu Johanssona oraz aparaty projekcyj-ne do pomiarów profili.
Wytwórczość obrabiarek reprezentowała szli-fierka do płaszczyzn z uchwytem elektromagne-tycznym.
Szereg tablic ilustrował ciekawsze przykładynarzędzi do obróbki mechanicznej.
Produkcję krajowych maszyn do pisania repre-zentowały modele maszyn „EFKA".
Stoisko, dzięki estetycznemu rozłożeniu eks-ponatów i udekorowaniu szeregiem skorup poci-sków armatnich i bomb lotniczych najrozmaitszychmodeli i kalibrów, uwypuklało różnorodność i wy-soki poziom wytwórczości Państwowych Wytwór-ni Uzbrojenia.
oraz wzory blachy. Obok tego stoiska mieściły sięeksponaty Inż. J. Z u b k i; laboratoryjny piec elek-tryczny oraz termopary (m. in. odlewnicze), wrazz termoelektrycznemi wskaźnikami temperaturyprodukcji krajowej i aparaty kontrolujące (spro-wadzone ze St. Zjedn.),
P o l s k i e Z a k ł a d y O p t y c z n e wystawi-ły dwie grupy eksponatów, mianowicie: a) przy-rządy dla rynku prywatnego, w tej liczbie mikro-skopy laboratoryjne, lupy, statywy preparacyjne,planktoskopy, próbki szkła surowego i obrobione-go; b) przyrządy dla wojska, a więc: lornetki pry-zmatyczne różnych wymiarów, celownik panora-miczny do haubic polowych, kątomierz — busolabateryjna, celownik do ciężkich karabinów ma-szynowych.
Stoisko W a r s z . Sp. Akc. B u d o w y Pa-r o w o z ó w , zobrazowało oryginalnie pracę tech-niczną zakładów w ostatnich latach przez zesta-wienie szeregu patentów krajowych i zagranicz-nych, udzielonych na polskie wynalazki, opraco-wywane przez tę fabrykę.
przez SIMP w hallu Politechniki pokazu dorobku technicznego przemysłu polskiego.
P o l s k i e Z a k ł . S k o d y wystawiły silniklotniczy „Jupiter" o mocy 480 KM. Części składo-we silnika, ciekawe pod względem obróbkowym(głowica, korbo wody, krzywka rozrządu, wirnik,sprężarki i t. p.) wystawiono, pokazując, obok czę-ści gotowej, jej surówkę dla porównania różnicykształtów i ciężaru.
Między innymi ciekawe pod względem obrób-kowym zawory, o wnętrzu trzonków napełnionychsolą, pokazano w przekrojach w kilku fazachobróbki.
Przeszło połowę eksponatów stanowiły przy-rządy, narzędzia i sprawdziany specjalne, używa-ne do obróbki silników. Wystawiono między in-nemi przyrządy spawane z blach, frezy specjalnejkonstrukcji do obróbki lekkich metali, trzypiórko-we gwintowniki szlifowane, sprawdziany symetrjii prostopadłości, sprawdziany do otworów żłobko-wanych i szereg sprawdzianów gwintowych.
Na stoisku T-wa S t a r o c h o w i c k i c h Za-k ł a d ó w G ó r n . S, A. widzieliśmy duży model(w przekroju) kotła syst. Reck'a do centralnegoogrzewania. Poza tem zwracały uwagę gablotki znożami ze stali szybkotnącej i ze stalą kalibrową,reprezentujące wytwórczość rozwijającego siędziału metalurgicznego tych zakładów. Z innychwyrobów wystawione były młotki pneumatyczne
Przedewszystkiem wystawiono bezkorbowąsilniko-sprężarkę pomysłu Prof. PolitechnikiLwowskiej R. Witkiewicza i konstruktora Inż. A.Wicińskiego; maszyna ta, po 2-letnich pracach nastanowisku próbnem fabryki, poprzedzonych pra-cami w Laboratorjum Maszyn Politechniki Lwow-skiej, otrzymała ostateczną formę, osiągając bar-dzo dodatnie wyniki. Druga maszyna, która stano-wi znaczny postęp w dziedzinie przemiału, takzboża, jak i produktów chemicznych, jest to młynp. n, „Huragan".
Typ zbożowy tego młyna osiągnął wyniki wy-bitne: podniesienie wartości spożywczych mąki,osiągnięcie do 20% większego przypieku chleba,możliwość znacznie dłuższego niż dotychczas prze-chowywania mąki bez psucia się jej i in. Typ mine-ralny młyna znalazł już zastosowanie w szeregufabryk do przemiału najrozmaitszych minerałów iróżnych materjałów technicznych.
Prace w dziedzinie hamulców zespolonych dlapociągów towarowych, które są obliczone na dal-szą przyszłość, dały już możność zgłoszenia i otrzy-mania slzeregu patentów w kraju i zagranicą, za-równo w dziedzinie ulepszenia działania samegohamulca wagonowego, jak też w dziedzinie metodrozrządu sprężonem powietrzem w pociągu.
Z innych działów produkcji zakładów zaznaja-miał pokaz z modelami żórawi portowych i z uzy-

298 PRZEGLĄD TECHNICZNY 1933
skanemi w tej dziedzinie patentami, dalej z praca-mi nad silnikami Diesela (m. in. w zastosowaniu dowagonów silnikowych) przy współudziale biuraprojektodawczego Prof. L. Ebermana, wreszcie zrozpodzętemi pracami w dziedzinie napędu paro-wego wagonów zapomocą maszyn szybkobieżnych(konstrukcji Inż. Decjusza).
Opodal „P r z e g 1 ą d T e c h n i c z n y" i K s i ę-g a r n i a T e c h n i c z n a reprezentowane byływ osobnem stoisku, wystawiając zeszyty specjal-ne pisma oraz nowstee wydawnictwa własne i in.wydawców z głównych dziedzin techniki. S t o-W a r z y s z e n i e I n ż , Mech, P o l s k i c hurządziło też własny stolik, wypełniony sprawoz-daniami z działalności tej organizacji w ubiegłem7-leciu. Tu również umieściło się, związane z SIMPT o w. W o j s k , - T e c h n i c z n e , które udziela-ło informacyj o organizowanym przez siebie Kur-
sie ogólno-uzbrojeniowym. Ponadto umieściły sięna pokazie firma S i r i u s , wystawiająca modelpompy zanurzonej w ruchu, oraz wydawnictwo„Techniki Samochodowej",
Estetyczne urządzenie pokazu i obesłanie gointeresującemi, starannie dobranemi eksponatamiszeregu wytwórni, które — nie bacząc na obecnetrudności gospodarcze — zdecydowały się zapre-zentować swój dorobek techniczny uczestnikomZjazdu i zrobiły to w sposób, który znalazł po-wszechne uznanie zwiedzających, przyczyniły siędo dużego powodzenia tej imprezy SIMP, którazyskała sobie pokaźną frekwencję.
Przypuszczać więc należy, że włożony w urzą-dzenie pokazu wysiłek organizatorów i wystaw-ców osiągnął swe cele informacyjno-dydaktycznei wykazał korzyści urządzania również w przysz-łości podobnych demonstracyj postępu techniczne-go kraju.
Th.
P R Z E G L Ą D P I S M T E C H N I C Z N Y C HBUDOWNICTWO.
Beton odpowietrzany.Jak wiadomo, najbardziej ścisły beton, z jaknajmniejszą
ilością por, jest najlepszy ze względu na wytrzymałość,przepuszczalność wody, ścieralność i i p.
Ażeby otrzymać jaknajściślejszy beton, należy dobraćstarannie kruszywo według przepisanych krzywych prze-siewu (Fuellera, Grata i t, p.), dodać ściśle określoną ilośćwody i wykonywać betonowanie, uszczelniając masę beto-nową temi lub innemi sposobami, zależnie od jej konsy-stencji.
Ale, mimo nawet zachowania wszystkich tych środków,beton wyrabiany w zwykłych betonierkach będzie zawszezawierał pewną ilość por powietrznych, tembardziej, żew czasie mieszania składniki betonu mieszają się z powie-trzem, dochodzącem obficie do bębna betonierki.
W Anglji rozpoczęto przed 2-ma laty wyrabiać t. zw. be-ton odpowietrzany. Wykonywa się go w ten sposób, żepo wrzuceniu do betonierki materjałów składowych zamykasię automatycznie hermetyczną pokrywę bębna, uruchamiapompę ssącą powietrze i miesza beton bez dostępu po-wietrza zewnętrznego pod zmniejszonem ciśnieniem; powymieszaniu odmyka się pokrywę i dalej postępuje z be-tonem już w zwykły sposób.
Przy budowlach portowych w Southampton beton o pro-porcji 1-.2-A Z dodaniem 8,65% wody wykazał wytrzymałośćpo 7 dniach, przy zastosowaniu odpowietrzania 283 kg/cm2,bez odpowietrzania tylko 125 kg'cm2. Tak znaczna wytrzy-małość betonu odpowietrzanego, jego wodoszczelność, lep-sza ochrona uzbrojenia od rdzy i odporność na mechanicz-ne uszkodzenia przyczyniły się do rozpowszechnienia tejodmiany betonu w Anglji. ( B e t o n u. E i s e n / Zesz. 7/8,1932 r„). W. Ż.
ENERGETYKA.Zasilanie parą z zasobników Ruthsa turbiny
o mocy 20 000 kW.Siłownia Hattingen zasila energją elektryczną kilka miast
w Zagłębiu Ruhry, gdzie jest obecnie największą elektrow-nią cieplną. Moc zainstalowana sięga 120 000 kW i wy-twarzana jest w 3 turbinach po 8 000 kW, 2-ch po 13 000
kW, 2-ch po 25 000 kW i jednej o mocy 20 000 kW; ta osta-tnia może być pędzona parą świeżą z kotłów, bądź też pa-rą z akumulatorów Ruthsa.
Kotłownia składa się: z 12 kotłów o ruszcie mechanicz-nym, łączne odparowanie wynosi 180/220 t pary na godzinęprzy ciśnieniu 15 kg cm2; z 8 kotłów, z których 7 posiadaruszt mechaniczny, 1 zaś opalany jest pyłem węglowym,wytwarzających razem 150/190 t pary na godzinę przy ci-śnieniu 21 kg/cm2; wreszcie z 4-ch kotłów opalanych py-łem węglowym i odparowujących 160/190 t pary na godzinęprzy ciśnieniu 21 kg/cm2. Wszystkie kotły zaopatrzone sąw podgrzewacze wody zasilającej. Nadmiar pary, wytwo-rzonej w godzinach o mniejszem obciążeniu siłowni, kiero-wany jest zaworami samoczynnemi do akumulatorówRuths'a.
Z chwilą, gdy ilość pary świeżej, pędzącej turbinę o mo-cy 20 000 kW, staje się niewystarczająca, zaczyna dopły-wać do niej samoczynnie para z zasobnika. Turbina wy-konana jest w 2-ch kadłubach: kadłub wysokoprężny za-silany jest tylko parą świeżą, niskoprężny — parą odlotowąz części wysokoprężnej i parą z zasobników. Autor wy-mienia przyczyny, które skłoniły do wyboru takiego roz-wiązania. Poza zwykłym odśrodkowym regulatorem mocy,turbina posiada regulator ciśnienia pary świeżej, regulatorróżnicowy, regulator ograniczający i regulator prężnościpary w zasobniku. Pomiary rozchodu pary przeprowadzo-no pędząc turbinę: 1) tylko parą świeżą, 2) tylko parą z za-sobników, 3) parą świeżą i parą z zasobników. Rozruchjest bardzo szybki, gdyż po 10 minutach turbina osiąga nor-malną liczbę obrotów. Autor kończy artykuł kilkomauwagami o kosztach budowy zakładu. ( R e v u e u n i v e r-s e l l e d e s M i n es, 15X1932). f.
METALOZNAWSTWO.Krzem w aluminjum.
Cały szereg prac poświęcono zagadnieniu, w jakich po-staciach występują w aluminjum żelazo i krzem. Zagadnie-nie to jest ważne ze względu na zmianę własności metalu,szczególnie własności elektrycznych, zależnie od ilości krze-mu w roztworze stałym w Al, Sposobów określenia ilościwolnego i rozpuszczonego krzemu mamy kilka. Jako przy-

1933 PRZEGLĄD TECHNICZNY 299
kład, może posłużyć sposób Rosenhaina: „gdy aluminjumjest rozpuszczone w wodzie królewskiej, wolny krzem po-zostaje jako czarny nierozpuszczalny osad, który określasię jako krzem". Z tego można wywnioskować, iż ilość„grafitowego" krzemu w osadzie jest równoważna ilościwolnego krzemu w metalu i że rozpuszczony krzem możemyotrzymać z różnicy pomiędzy ogólną ilością krzemu a ilo-ścią krzemu grafitowego. Callendar oddawna prowadziłbadania nad krzemem w alummjum i na ostatniem posie-dzeniu Instytutu Metaloznawczego w Londynie wiosną r. b.wygłosił referat na powyższy temat. Wiadomo, że zmianywłasności fizycznych Al są związane z wydzielaniem sięatomów krzemu z siatki przestrzennej Al; wydzieloneatomy krzemu łączą się w drobiny. Według tej teorji,wolny krzem jest to krzem w postaci drobin. Krzem roz-puszczony można określić jako krzem znajdujący się w me-talu w postaci atomowej, bądź to w siatce przestrzennejaluminjum, bądź też w związku żelaza z krzemem. Takadefinicja nasuwa przypuszczenie o łatwości określenia dro-gą chemiczną wolnego krzemu, na podstawie różnicy dzia-łania odczynników na ten sam pierwiastek tylko w różnychpostaciach,
TABELA 1.
Oznaczenia próbek
ŻelazoCałkowita zawartość krzemu
Odlew kokilowyWyżarzony przy 530°
przez 1 godz„ 17 godz
Ten sam metal zahartowanyod 560° i wyżarz, przy 300°przez 1 godz
2 godz17 godz
120 godz
0,261,51
B
1,421,54
F
3,091,61
Bc'
1,050,49
Krzemu grafitowego
0,78
0,570,45
0,921,211,261,31
0,51
0,160,15
0,590,700,740.79
0,41
0,050,05
0,180,310,460,49
0,02
0,010,01
0,030,050,190,19
Ponieważ wyniki analizy tego samego materjału dają roz-bieżne wyniki, zależnie od sposobu rozpuszczania metalui od metody określenia krzemu grafitowego w osadzie,autor poleca następującą, opracowaną przez niego metodę.
10 gramów wiórków Al rozpuścić w 560 c. c. 2 : 5 HC1
T A B E L A 2
Próbk«
A \B /
A \B /
A \B IA
B
A
B
A lB i
O b r ó b k a t a r m j c z n a
Wyżarzony przy 600° C i hartowany
Ponownip wyżarzony przez 3 godz.przy 200° C i hartowany . . . .
Ponownie wyżarzony 3 godz. powy-żej 200° C i hartowany
Ponownie wyżarzony 24 godz. powy-żej 200° C i hartowany
Ponownie wyżarzony w ciągu 64 godz.w temp. powyżej 200°C i hartowany
Ponownie wyżarzony w ciągu 48 godz.w temp. powyżej 200 C° i hartowany
Ponownie wyżarzony przez 24 godz.
Prze-wod-
ni ctwo
Krzemugrafito-wego
59,15! 0,057 15
59,2157,22
59,2657,37
59,3358,04
59,73
58,99
61,4461,09
0,004
0,0020,028
0,0040,040
0,0100,082
0,040
0,144
0,1130,247w temp. 300° C i hartowany
i gotować aż nie przestaną wydzielać się gazy. Przesączyćna tygielku Soocha, przepłókać kwasem solnym i gorącąwodą, suszyć przez 15 minut w temp. 200" i osad przenieśćdo flaszki aparatu gazowolumetrycznego, Zalać 40% sodą
kaustyczną i mierzyć wydzielony wodór. Stąd wyliczyćkrzem. Zdaniem autora, metoda ta jest bardzo ścisła, do-kładność wynosi — 0,3%, różnice w określeniu krzemuw tym samym metalu wahają się od — 0,0002% do 1,1%.Analiza jest prosta i trwa około 1 godziny.
Obróbka termiczna wpływa znacznie na postać krzemu,w jakiej on występuje w aluminjum, a przez to samo wpły-wa na własności fizyczne. Tabela I podaje wpływ różnychrodzajów obróbki na postać krzemu, zaś tabela II .— zależ-ność przewodnictwa elektrycznego od ilości krzemu grafi-towego.
Próbka A jest to drut z bardzo czystego aluminjum, zaśB — z aluminjum handlowego.
Jak widać, próby potwierdzają w zupełności dociekaniateoretyczne, wedł. których wzrost ilości wolnego krzemupowinien podnosić przewodnictwo elektryczne aluminjum.Podobne wyniki otrzymano przy badaniach w innych tempe-raturach. (J o u r n, I n s t. o f M e t a l s . Publikacja Nr- 625).
E. P.OBRÓBKA METALI.Stan obecny zastosowania narzędzi z wąglików
wolframu i in. metali.Zasadniczym składnikiem tych stopów są drobne ziarna
węgliku wolframu na tle mieszaniny wolframu, węgla i ko-baltu. Ogromna twardość tych węglików była już dawniejznana, do jej praktycznego zużytkowania brakowało jedy-nie dość mocnego spoiwa. Kobalt okazał się składnikiemwyjątkowo odpowiadającym temu zadaniu, gdyż, nie two-rząc węglików, nie wpływa na zmniejszenie ilości węgla,związanego z wolframem, Fo sprasowaniu mieszaniny tychskładników pod wielkiem ciśnieniem, następuje ogrzanieotrzymanych "w ten sposób cegiełek do czerwoności w atmo-sferze wodoru, przeciwdziałającej powierzchniowemu utle-nianiu. W ten sposób zostaje wytworzony materjał o kon-systencji kredy, dający się z łatwością obrabiać maszyno-wo i ręcznie do pożądanej postaci, W wyniku spiekania,stanowiącego końcową czynność, stop otrzymuje wszystkiewłaściwe mu cechy. Są to: wysoka przewodność cieplnai elektryczna, połysk i bardzo duże, jak na tę twardość,wytrzymałość i granica płynności,
Znaleziona drogą ekstrapolacji twardość stopu mieści sięw granicach od 1 800 do 2 400 stopni Brinella, wobec 800dla stali szybkotnącej. Ciężar właściwy wynosi 14 do 15,a rozszerzalność cieplna równa jest jednej piątej rozszerzal-ności zwykłej stali węglistej.
Wytrzymałość na ściskanie sięga przeszło 350 kg/mm2,czego nie wykazuje żaden inny materjał. Stop ten nie pod-lega hartowaniu, w związku z czem zachowuje twardość dobardzo wysokiej temperatury. Materjał ten jest używanyw postaci wkładek, przytwierdzonych do wgłębień w trzon-kach stalowych.
Jako główna przeszkoda w rozpowszechnieniu narzędzi,wykonanych z tych stopów, podawana jest zazwyczaj trud-ność ich szlifowania. Podobnie jednak jak korzyści osiągnię-te ze stosowania stali szybkotnącej dały się osiągnąć jedy-nie kosztem poniesienia znacznych trudów, związanych z jejobróbką cieplną, tak samo wyjątkowe zalety stopów tychuwydatniają się dopiero po starannem oszlifowaniu narzę-dzia, wynagradzając niewielki stosunkowo wysiłek, włożo-ny w tę czynność.
Każda fabryka, posługująca się temi narzędziami, powin-na posiadać specjalny dział, sprawujący nad niemi całko-witą opiekę. Dział ten winien prowadzić dokładne oblicze-nia, które pozwolą się przekonać o opłacalności tych na-rzędzi.
Całkowite wyzyskanie narzędzi wykonanych z tych sto-
300 PRZEGLĄD TECHNICZNY 1933
pów jest możliwe jedynie przy przestrzeganiu następującychzasad:
1. Używać możliwie mocnych trzonków, jako zapewniają-cych konieczną sztywność, mocne podparcie i dobre odpro-wadzanie ciepła.
2. Wkładka powinna być możliwie gruba, aby umożliwićdobre odprowadzanie ciepła i wzmocnić narzędzie.
3. Podpierać narzędzie jaknajbliżej krawędzi tnącej.4. Przed zatrzymaniem obrabiarki wyłączyć posuw i po-
zwolić, aby wiór został zebrany do końca.5. Zmieniać narzędzie, gdy tylko szlifowanie okaże się po-
trzebne. Nie forsować noża tępego. Przeciąganie ostrzaspecjalnym kamieniem przedłuży okres czasu między jednema drugiem szlifowaniem. Jedynie ostre narzędzie da dobrąjakość obróbki.
6. Używać specjalnych miękkich tarcz szlifierskich, opie-rając się na wskazaniach wytwórców.
7. Szlifować tak, aby ruch tarczy szlifierskiej przyciskałwkładkę do trzonka i był skierowany przeciwko ostrzu.Uchybienie ostatniej wskazówce pociągnie za sobą wystrzę-pienie ostrza,
8. Wykończenie szlifowania powinno następować na po-wierzchni czołowej tarczy. Szlifowanie na obwodzie dopro-wadzi do osłabienia narzędzia.
9. Osadzając wkładkę w uchwycie, unikać uderzenia jejmłotkiem, Nie posługiwać się śrubami lub uchwytami, prze-noszącemi nacisk na wkładkę w jednym punkcie,
10. Zwracać uwagę na zachowanie niezmiennych kątównarzędzia. Powody wszelkich zmian powinny być zakomu-nikowane właściwej osobie.
11. Nie maczać narzędzia w wodzie podczas szlifowania.Nie dotyczy to trzonka.
12. Właściwie przeprowadzone szlifowanie na mokro jestszybsze, tańsze i bezpieczniejsze.
13. Używać obficie środka chłodzącego przy szlifowaniuna mokro. Nieznaczne chłodzenie jest gorsze, niż gdyby gowcale nie było.
14. Poprawiać często kształt tarcz szlifierskich.15. Utrzymywać łożyska szlifierki w czystości i należy-
tym stanie i zapobiegać drganiom tarczy.16. Wywierać lekki nacisk przy szlifowaniu.17. Wszelkie luzy powinny być jaknajmnisjsze.18. Maksymalna grubość warstwy zbieranej za jednem
przesunięciem wkładki powinna wynosić 0,025 mm.Używając tych narzędzi, należy zwracać ogromną uwagę
na kąty, pod któremi nóż pracuje. Kąty przyłożenia, przed-ni i boczny, zostały znacznie zmniejszone dla uodpornienianoża przeciwko naprężeniom, tnącym.
Bardzo dobre wyniki daje przeciąganie ostrzy narzędzidjamentem. Zapewniona w ten sposób gładkość zmniejszatarcie wióra o powierzchnię wkładki co wywiera wpływbardzo dodatni na jakość wykończenia obrabianej po-wierzchni i ogromnie zwiększa ilość sztuk, wykonanych zajednem zaszlifowaniem narzędzia.
Duże znaczenie ma odprowadzanie wiórów.W wypadkach, gdy zależy na produkcji bez -.przerw na
szlifowanie narzędzia, daje się mu kształt krążka, zaopa-trzonego na obwodzie w parę wkładek. Po zużyciu jednejz nich narzędzie zostaje przekręcone w uchwycie do na-stępnego położenia i praca trwa dalej.
Aczkolwiek wytrzymałość stopów tych na ścinanie i gię-cie ustępuje stali narzędziowej, to z wytrzymałością na ści-skanie sprawa ma się odwrotnie, W związku z tem zadaniekonstruktora narzędzi polega na możliwie całkowitem wy-eliminowaniu naprężeń ścinających.
Narzędzia te muszą wytrzymywać ogromne obciążenia,
Zbieranie wióra stalowego przy głębokości skrawania 12,7mm i posuwie 1,6 mm/obr., przy szybkości skrawania 46m/min wymaga mocy około 45 KM. Obciążenia tego zwykłetokarki nie wytrzymują, a należy zaznaczyć, że możliwościsą jeszcze znacznie większe. W powyższym wypadku siłastyczna wynosi koło 4 000 kg, co wyraźnie uzasadnia po-trzebę stosowania trzonów o dużym przekroju.
Zastosowanie frezów z nakładkami węglikowemi odniosłowielkie powodzenie przy frezowaniu powierzchni odlewów,wykańczanych obecnie za jednym razem, mimo że po-wierzchnia ich bywa nieraz utwardzona i zanieczyszczonapiaskiem. Możność uniknięcia dwóch operacyj, zgrubnej i wy-kończającej, pozwoliła na zmniejszenie zapasów na obróbkęi na zredukowanie odpowiednich kosztów,
Przy stosowaniu nowych tworzyw węglikowych do obróbkistali spotkano się z dwiema trudnościami: pierwszą z nichstanowi wyżłabiania wgłębienia w górnej powierzchni nożaprzez gorące wióry, druga zaś polega na tworzeniu się na no-żu wtórnego ostrza, złożonego z cząstek zebranej stali. Wadyte zdołano usunąć stosując inne składniki niż wolfram, np.tantal. Otrzymane w ten sposób stopy nie posiadają tychwad i pozwalają na stosowanie jeszcze większych szybkościskrawania, a ponieważ źle przewodzą ciepło, nagrzewaniupodlegają przedewszystkiem wióry.
Główną zaletą tych nowych stopów jest to, że umożli-wiają obróbkę materjałów, z któremi sobie przedtem nieumiano poradzić, a których zastosowanie otwiera nowe per-spektywy dla konstruktorów maszyn. Umożliwiony przeznie znaczny wzrost i potanienie produkcji straciły jednakbardzo na znaczeniu ze względu na przeżywany obecniekryzys.
Dla zobrazowania wydajności narzędzi z węglika wolfra-mu, podany jest przykład przeciągania żeliwnych prowadniczaworowych o długości 48 mm, składających się z dwóchpołówek. Grubość zbieranej warstwy wynosiła około 0,8mm. Podczas pracy przeciągacz był nieruchomy, a prowad-nice przesuwane nad nim. Zapomocą jednego narzędzia wy-konano 1 100 000 sztuk, przyczem na jedno zaszlifowaniewypadało od 350 000 do 400 000 sztuk. Ta sama cyfra wy-niosła przy użyciu stali szybkotnącej 35 000 do 40 000. Prze-ciągacz składał się z trzech części o długości 356 mm każda.Był on wykonany z miękkiej stali, a tylko wkładki byłyz węglików wolframu. Do chłodzenia używano oleju, tłoczo-nego pod ciśnieniem 5,25 kg/cnr, który zarazem zmywałwióry. [Malcolm F. Jadkins. M a c h i n e r y , maj, 1932).
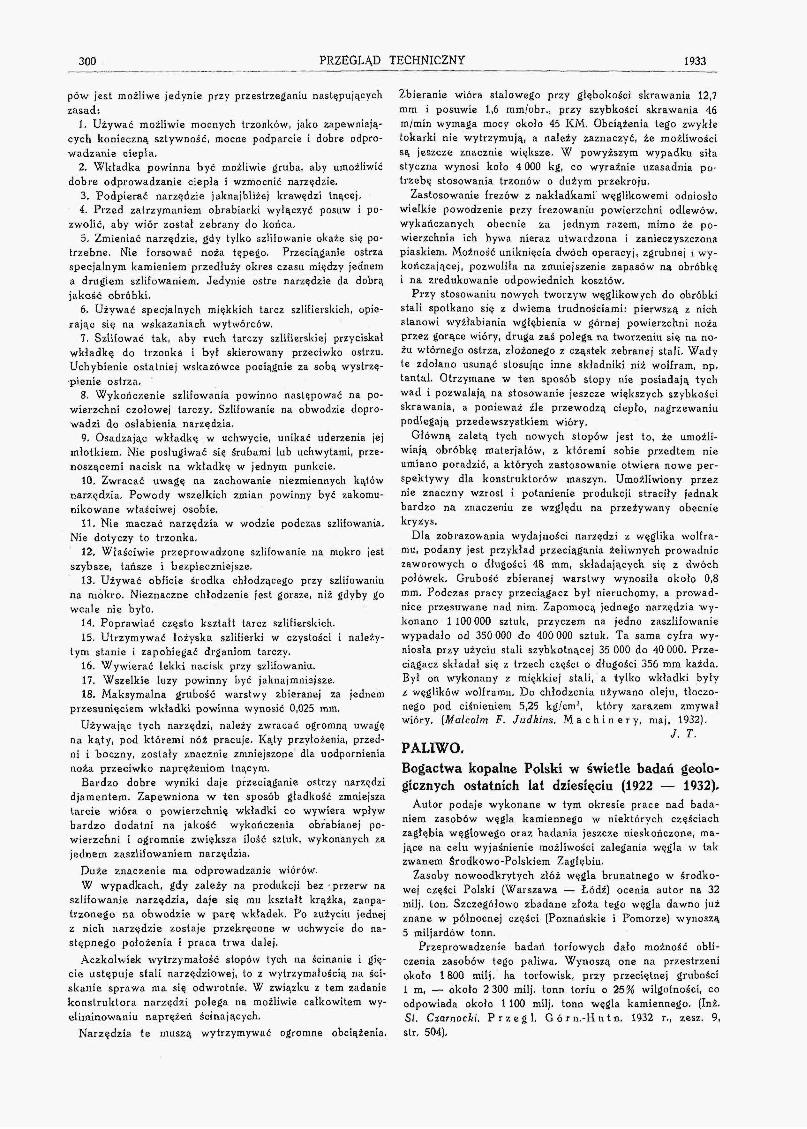
J. T.PALIWO,Bogactwa kopalne Polski w świetle badań geolo-gicznych ostatnich lat dziesięciu (1922 — 1932).
Autor podaje wykonane w tym okresie prace nad bada-niem zasobów węgla kamiennego w niektórych częściachzagłębia węglowego oraz badania jeszcze nieskończone, ma-jące na celu wyjaśnienie możliwości zalegania węgla w takzwanem Środkowo-Polskiem Zagłębiu,
Zasoby nowoodkrytych złóż węgla brunatnego w środko-wej części Polski (Warszawa — Łódź) ocenia autor na 32milj. ton. Szczegółowo zbadane złoża tego węgla dawno jużznane w północnej części (Poznańskie i Pomorze) wynoszą5 miljardów tonn.
Przeprowadzenie badań torfowych dało możność obli-czenia zasobów tego paliwa. Wynoszą one na przestrzeniokoło 1800 milj. ha torfowisk, przy przeciętnej grubościI m , — około 2 300 milj. tonn torfu o 25% wilgotności, coodpowiada około 1 100 milj. tonn węgla kamiennego. (Inż.S.'. Czarnocki. P r z e g 1, G ó r n.-H u t n. 1932 r., zesz. 9,str, 504).
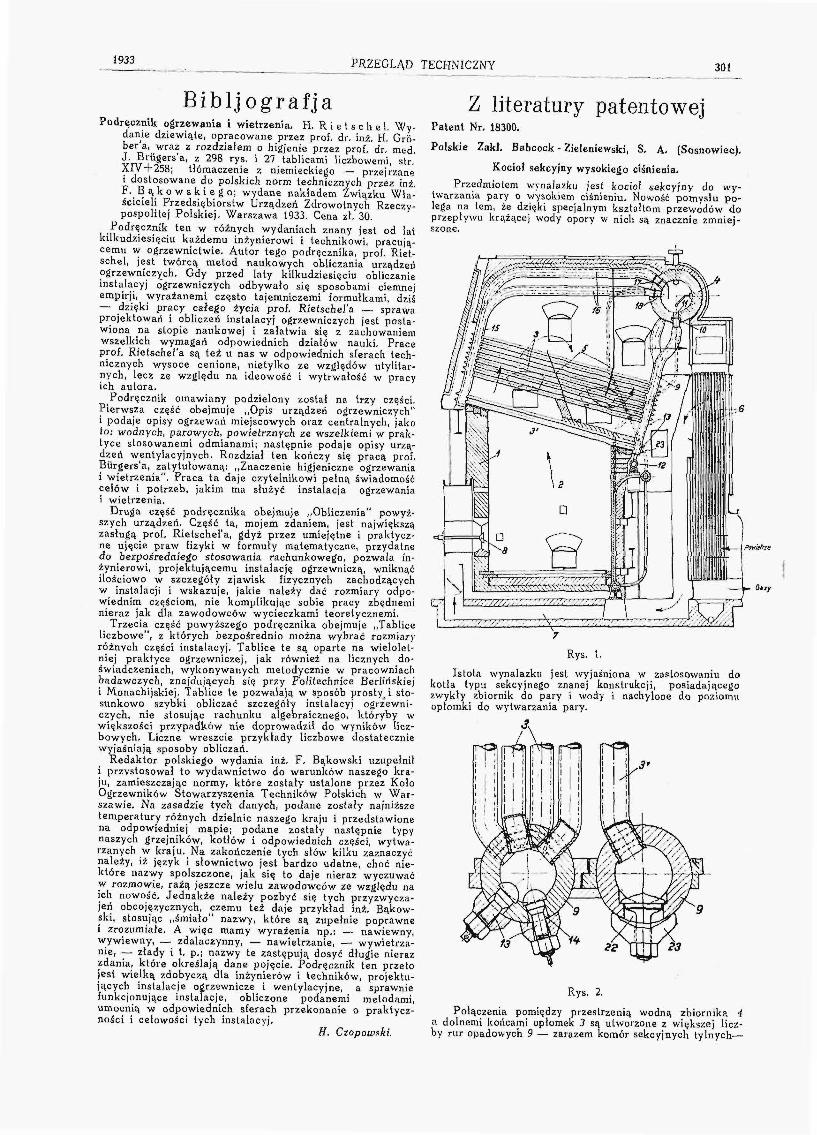
1933 PRZEGLĄD TECHNICZNY 301
BibljografjaPodręcznik ogrzewania i wietrzenia. H. R i e t s c h e 1. Wy-
danie dziewiąte, opracowane przez prof. dr. inż. H. Gro-ber a, wraz z rozdziałem o higjenie przez prof. dr. med£ Brugers^, z 298 rys. i 27 tablicami liczbowerni, str.XIV+258; tłómaczenie z niemieckiego — przejrzanei dostosowane do polskich norm technicznych przez inż.F. B a k o w s k i eg o; wydane nakładem Związku Wła-ścicieli Przedsiębiorstw Urządzeń Zdrowotnych Rzeczy-pospolitej Polskiej. Warszawa 1933. Cena zł. 30.
Podręcznik ten w różnych wydaniach znany jest od latkilkudziesięciu każdemu inżynierowi i technikowi, pracują-cemu w ogrzewnictwie. Autor tego podręcznika, prof. Riet-schel, jest twórcą metod naukowych obliczania urządzeńogrzewniczych. Gdy przed laty kilkudziesięciu obliczanieinstalacyj ogrzewniczych odbywało się sposobami ciemnejempirji, wyrażanemi często tajemniczemi formułkami, dziś— dzięki pracy całego życia prof, Rietschel'a — sprawaprojektowań i obliczeń instalacyj ogrzewniczych jest posta-wiona na stopie naukowej i załatwia się z zachowaniemwszelkich wymagań odpowiednich działów nauki. Praceprof. Rietschel'a są też u nas w odpowiednich sferach tech-nicznych wysoce cenione, nietylko ze względów utylitar-nych, lecz ze względu na ideowość i wytrwałość w pracyich autora.
Podręcznik omawiany podzielony został na trzy części.Pierwsza część obejmuje „Opis urządzeń ogrzewniczych"i podaje opisy ogrzewań miejscowych oraz centralnych, jakoto: wodnych, parowych, powietrznych ze wszelkiemi w prak-tyce stosowanemi odmianami; następnie podaje opisy urzą-dzeń wentylacyjnych. Rozdział ten kończy się pracą prof,Biirgers'a, zatytułowaną: „Znaczenie higjeniczne ogrzewaniai wietrzenia". Praca ta daje czytelnikowi pełną świadomośćcelów i potrzeb, jakim ma służyć instalacja ogrzewaniai wietrzenia.
Druga część podręcznika obejmuje „Obliczenia" powyż-szych urządzeń. Część ta, mojem zdaniem, jest największązasługą prof. Rietschel'a, gdyż przez umiejętne i praktycz-ne ujęcie praw fizyki w formuły matematyczne, przydatnedo bezpośredniego stosowania rachunkowego, pozwala in-żynierowi, projektującemu instalację ogrzewniczą, wniknąćilościowo w szczegóły zjawisk fizycznych zachodzącychw instalacji i wskazuje, jakie należy dać rozmiary odpo-wiednim częściom, nie komplikując sobie pracy zbędneminieraz jak dla zawodowców wycieczkami teoretycznemi.
Trzecia część powyższego podręcznika obejmuje „Tabliceliczbowe", z których bezpośrednio można wybrać rozmiaryróżnych części instalacyj. Tablice te są oparte na wielolet-niej praktyce ogrzewniczej, jak również na licznych do-świadczeniach, wykonywanych metodycznie w pracowniachbadawczych, znajdujących się przy Politechnice Berlińskieji Monachijskiej. Tablice te pozwalają w sposób prosty i sto-sunkowo szybki obliczać szczegóły instalacyj ogrzewni-czych, nie stosując rachunku algebraicznego, któryby wwiększości przypadków nie doprowadził do wyników licz-bowych. Liczne wreszcie przykłady liczbowe dostateczniewyjaśniają sposoby obliczań.
Redaktor polskiego wydania inż, F. Bąkowski uzupełniłi przystosował to wydawnictwo do warunków naszego kra-ju, zamieszczając normy, które zostały ustalone przez KołoOgrzewników Stowarzyszenia Techników Polskich w War-szawie. Na zasadzie tych danych, podane zostały najniższetemperatury różnych dzielnic naszego kraju i przedstawionena odpowiedniej mapie; podane zostały następnie typynaszych grzejników, kotłów i odpowiednich części, wytwa-rzanych w kraju. Na zakończenie tych słów kilku zaznaczyćnależy, iż język i słownictwo jest bardzo udatne, choć nie-które nazwy spolszczone, jak się to daje nieraz wyczuwaćw rozmowie, rażą jeszcze wielu zawodowców ze względu naich nowość, Jednakże należy pozbyć się tych przyzwycza-jeń obcojęzycznych, czemu też daje przykład inż. Bąkow-ski, stosując „śmiało" nazwy, które są zupełnie poprawnei zrozumiałe. A więc mamy wyrażenia np.i — nawiewny,wywiewny, — zdalaczynny, — nawietrzanie, — wywietrza-nie, — złady i t. p.; nazwy te zastępują dosyć długie nierazzdania, które określają dane pojęcie. Podręcznik ten przetojest wielką zdobyczą dla inżynierów i techników, projektu-jących instalacje ogrzewnicze i wentylacyjne, a sprawniefunkcjonujące instalacje, obliczone podanemi metodami,umocnią w odpowiednich sferach przekonanie o praktycz-ności i celowości tych instalacyj.
H. Czopowuki.
Z literatury patentowejPatent Nr, 18300.
Polskie Zakł. Babcock - Zieleniewski, S. A. (Sosnowiec).
Kocioł sekcyjny wysokiego ciśnienia.Przedmiotem wynalazku jest kocioł sekcyjny do wy-
twarzania pary o Wysokiem ciśnieniu. Nowość pomysłu po-lega na tem, że dzięki specjalnym kształtom przewodów doprzepływu krążącej wody opory w nich są znacznie zmniej-
Rys. 1,
Istota wynalazku jest wyjaśniona w zastosowaniu dokotła typu sekcyjnego znanej konstrukcji, posiadającegozwykły zbiornik do pary i wody i nachylone do poziomuopłomki do wytwarzania pary.
A1 ' '
1
j
i i ii ' 'i ^ !
mii
r-<
1
11
1
it
1 i 1U1 ! ii
• i
| i
Rys. 2.
Połączenia pomiędzy przestrzenią wodną zbiornika 4a dolnemi końcami oplomek 3 są utworzone z większej licz-by rur opadowych 9 — zarazem komór sekcyjnych tylnych—

302 PRZEGLĄD TECHNICZNY 1933
0 stałym przekroju pierścieniowym, prowadzących ciecz wdół1 połączonych bezpośrednio ze zbiornikiem payy i wody przezroztłoczenie górnych końców tych rur w gniazdach 10, utwo-rzonych od zewnątrz w końcach otworów 11 (promienio-wych) w ściance zbiornika,
Otwory te są wykonane w kilku szeregach, w celuzmniejszenia osłabienia przez nie płaszcza. Dolne końce ruropadowych są połączone, zapomocą odpowiednich króćców,ze zbiornikiem mułu 12.
Nachylone do poziomu opłomki 3 są przestawione wzglę-dem siebie, jak w znanych kotłach sekcyjnych, dolne zaśich końce są zakrzywione (rys. 2) w taki sposób, aby mogływchodzić do odpowiednich rur opadowych 9 w kierunkupromieniowym, w celu nadania całej konstrukcji większejsztywności. Do zamknięcia otworów 14, umożliwiającychdostęp do rur 9, służą trzpienie 13. Rys. 2 uwidocznia polewej i prawej stronie dwie różne konstrukcje połączeńopłomek 3 z rurami opadowemi 9.
W ten sam sposób górne końce rur 3 są połączone z ru-rami wznośnemi 15, będącemi, zarówno jak i rury 9, komo-rami sekcyjnemi. Rury 15 są skierowane wgórę aż do po-wały komory paleniskowej, gdzie się zakrzywiają tak, abymogły biec poziomo poprzez górną część komory paleniskado zbiornika parowodnego 4, tworząc połączenie do prze-
pływu wody i pary o stałym przekroju pomiędzy górnemikońcami opłomek 3, wytwarzających parę, a przestrzeniąparową zbiornika 4. Poziome części 16 wspomnianych po-łączeń obiegowych są rozmieszczone w różnych płaszczyz'nach, przyczem końce ich są zamocowane w zbiorniku 4przez rozwalcowanie w gniazdach 17, utworzonych od ze-wnątrz w końcach otworów 18, wykonanych w różnych sze-regach w zbiorniku 4.
Komory sekcyjne 9 i 15, oraz ich przedłużenia, stano-wiące połączenia ze zbiornikiem 4, przedstawiają się jakookrągłe rury, które mogą być zastosowane również i do kot-łów normalnego typu i do urządzeń niekoniecznie wysokiegociśnienia, Dziąki takim połączeniom powstają linje (strugi)krążenia, w których opór przepływu wskutek stałego prze-kroju rur jest mały. Zastosowanie rur poziomych 16, o tymsamym przekroju co i rury wznośne 75, pozwala nadto nalepsze oddzielenie w nich pary od wody, dzięki czemu wo-da wpływa do zbiornika względnie spokojnie,
Dla umożliwienia wkładaniach i wyjmowania trzpieni13 z otworów 14 rur 9 wykonany jest stosunkowo duży ot-wór1 włazowy 22, znajdujący się na spodzie każdej rury 9,względnie 15, i zamknięty zapomocą zamykadła 23, Dostępdo dolnego szeregu rur 3, chłodzących żużel, otrzymuje sięrównież przez tenże otwór włazowy 22.
NekrologjaŚ, p. Stefan Sztolcman.
Dnia 29 marca 1933 r, zakończył życie w WarszawieW wieku sędziwym jeden z najpoważniejszych fachowcówpolskich w dziedzinie kolejnictwa.
Urodzony w Warszawie w roku 1852 Zmarły ukończyłtutaj nauki gimnazjalne, a po kilkuletnich studjaeh mate-matycznych w Uniwersytecie Warszawskim przeniósł siędo Petersburga, gdzie w r, 1877 ukończył Instytut Inżynie-rów Komunikacji,
Pracę zawodową rozpoczął ś. p. Sztolcman na koleiMoskiewsko - Brzeskiej, poczem przez szereg lat pracowałna kolejach Południowo - Zachodnich w Kijowie i Odesie.W r. 1895 został powołany przez znanego ministra Wit-te'go na stanowisko inżyniera naczelnego budowy czoło-wego ogniwa kolei syberyjskiej — linji Permsko - Kotłaskieji tera rozpoczął swą wybitną działalność w kierownictwiebudową i eksploatacją różnych linij sieci kolejowej rosyj-skiej, zarówno rządowych, jak prywatnych, Jednocześniezajmował ś. p. Sztolcman stanowisko członka Rady Inży-nierskiej przy Ministrze Komunikacji w Petersburgu.
Obdarzony wybitnem uzdolnieniem do systematycznejpracy nie poprzestawał Zmarły na działalności służbowej.
ale brał pozatem żywy udział w pracach StowarzyszeniaInżynierów Komunikacji, jużto jako prelegent, jużto jakoautor licznych artykułów w organie Stowarzyszenia, poświę-conych sprawie rozwoju sieci kolejowej rosyjskiej.
W r, 1918 przenosi się ś, p. Sztolcman do kraju i staje,jako jeden z pierwszych, do czynnej pracy nad organiza-cją kolejnictwa polskiego.
Jako inżynier do zleceń przy Ministrze Kolei, późniejGłówny Inspektor Kolei, a, po wyjściu na emeryturę, jakoczłonek Rady Ministerialnej, w następstwie Rady Tech-nicznej przy Ministrze Komunikacji, rozwija on niezmor-dowaną działalność, zarówno w dziedzinie eksploatacji, jakbudowy.
W pierwszej dziedzinie zwraca uwagę jego mozolna pra-ca nad ustaleniem obliczenia istotnych kosztów przewozu,będącem podstawą obliczenia taryf. W dziale budowy po-święca się ś, p. Sztolcman doniosłej sprawie przebudowywęzła kolejowego w Warszawie i dworca głównego, w któ-rych pracuje niezmordowanie aż do śmierci.
Jak dawniej, tak i teraz, nie zaniedbuje ś, p. Sztolcmanpracy poza obrębem zadań służbowych.
W r. 1921 organizuje pierwszy zjazd Inżynierów Kolejo-wych i staje na czele stałego komitetu takich zjazdów,
W T. 1924 podnosi ś. p. Sztolcman sprawę wydawaniaorganu Związku Inżynierów Kolejowych pod tytułem ,,Inży-nier Kolejowy" i staje na czele tego pisma, które redagujeaż do śmierci, wielce przyczyniając się do świetnego roz-woju wydawnictwa.
W łonie Związku i na łamach jego organu poruszaZmarły bolące sprawy racjonalnej organizacji kolejnictwapolskiego, wypowiadając się stale na rzecz komercjalizacjikolei polskich w granicach dopuszczalnych dla tak wybit-nie monopolistycznego przedsiębiorstwa państwowego, jakkolej.
Nie zabrakło też pracy Zmarłego na trybunie Stowarzy-szenia Techników Polskich i na łamach naszego pisma.Z tych ostatnich wymienić należy: „Podstawy teoretyczneprojektowania rozwoju sieci kolejowej i zastosowanie ichdo potrzeb Państwa Polskiego" (Przegl. Techn, 1923), oraz„Niektóre zagadnienia gospodarki kolejowej w zastosowa-niu do kolejnictwa polskiego (Przegl. Techn, 1923).
Wymagający względem siebie i wyrozumiały dla innych,bezstronny i niezmordowany w pracy, zawsze gotowy, zeskromnością cechującą ludzi prawdziwej zasługi, do ofiar-nej pracy publicznej, dożył ś. p, Sztolcman sędziwego wie-ku 81 lat, z których 55 lat przypada na czynną pracę w ko-lejnictwie.
Cieszył się też zasłużonem poważaniem i uznaniem ko-legów i towarzyszów pracy, zwłaszcza w łonie ZwiązkuInżynierów Kolejowych, którego był pierwszym CzłonkiemHonorowym.
J. E.
giiiuiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiuiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiiniiiiiiiiiiiiiiiiiiiiiiiiiiiiiMiiiiiiiiiiiiiinii^
| Nr. 9-11SPRAWOZDANIA I PRACE
Tom VII §
| POLSKIEGO KOMITETU ENERGETYCZNEGO |
IIIIIIIIlllllllllilllllll
lllll
III;
IIIIII
Iurn
iiim
ii
imiE
B U L L E T 1 N
T R E Ś Ć
S t a t y s t y k a z a k ł a d ó w
o m o c y p o n a d 100 k W .
S p r a w o z d a n i a z p o s i e d
iiiiiniiimimimiiiiiiimiiiiiiiiiiiiiiniiiniiiniiiiiiii
DU
w o d i
z e ń .
iiiiinin
COMITE POLON
i y c h
lllllllllllllll
WARSZAWA7 CZERWCA
1933 r.
i i i i i i i i i i in i i i in in i i i i i i i i i i in i
AIS DE f E N E R G
S O M M A
S t a t i s t i ą u e d e s ul i q u e s d e p u i
' \. J i I 1 IM
r i e u r e a 100 kW.C o m p t e s r e n d u s d
IE
1 RE
s i n e s h y d r a u -s s a n c e s u p e -
e s s e a n c e s d ed i v e r s e s C o m r n i s s i o n s .
l l l l l l l l l l l l l l l l ini l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l l lHll l l l l l lIt l l imil l l l l l l l l
imiit
i
iiiiimiiiiiiiii
i5IIIIIII
IIIIII
Imm
ii
m l
Statystyka zakładów wodnych o mocy ponad 100 kW
Ustalenie sposobu prowadzenia statystykiwiększych zakładów wodnych posiada dużeznaczenie dla katastru sił wodnych w Pol-sce, Ujednostajnienie takiego kwestjonarju-
sza ułatwi władzom wodnym wymaganie jednoli-tych dat hydrologiczno-energetycznych od ubie-gających się o koncesje wodne, lub już posiadają-cych koncesje na eksploatację energji wodnej. In-żynierowie projektujący zakłady wodne, będącświadomi wymaganych od nich przez władze wod-ne dat hydrologiczno-energetycznych, najlepiejcharakteryzujących zakład wodny, dostosują sy-stemy obliczeniowe gospodarki wodnej oraz wy-miary elementów danego zakładu do potrzeb takkoniecznej w każdej dziedzinie normalizacji. Do-tychczasowa praktyka wykazała, iż projekty za-kładów wodnych posiadają często tak indywidu-alny sposób obliczeń, jak również elementy zakła-du podawane są w najróżniejszych wymiarach, iżwszelka inwentaryzacja, jak również porównywa-nie ze sobą poszczególnych zakładów jest bardzoutrudnione.
W myśl rozporządzeń Ministra Robót Publicz-nych w porozumieniu z Ministrem Spraw We-wnętrznych z dnia 17 lutego 1928 r. oraz 17 grud-nia 1931 r. o katastrze sił wodnych (Dz, Ust. Nr.40/28 i Nr. 7/32) władze wodne, prowadzące księ-gi wodne mają obowiązek o osnowie wpisu doksięgi wodnej zawiadomić Centralne Biuro Hydro-graficzne, Materjał ten jak również materjał zbie-rany przez Polski Komitet Energetyczny drogą an-kiety służy za podstawę inwentaryzacji sił wod-nych wyzyskanych w Polsce. Służyć on będzie nie-tylko dla uzyskania poglądu o gospodarstwie na-rodowem w tej dziedzinie, lecz również i dla ce-lów inwentaryzacji międzynarodowej, zainicjo-wanej przez Wszechświatową Konferencję Ener-getyczną oraz Międzynarodową Konferencję Elek-trotechniczną (C. E. I.). Opracowanie wzoru kwe-stjonarjusza poruczono, na zasadzie postanowieńC. E, I. z roku 1930, Szwajcarskiemu KomitetowiEnergetycznemu. Opracowany przez ten Komitetwzór („Statistiąue des forces hydrauliąues mon-
diales; A I, A II Forces hydrauliąues totales dispo-nible; B I, B II Usines hydrauliąues amenagees ouen construction") był poddany dyskusji w poszcze-gólnych Narodowych Komitetach Energetycznych.Polski Komitet Energetyczny zajął swe stanowiskona jednem z posiedzeń Komisji Wodnej i swe uwa-gi przesłał do Komitetu Szwajcarskiego w dniu 26lutego 1932 (vide „Sprawozdania i Prace P. K.En." Nr. 11—12 1932).
Wzór polskiego kwestjonarjusza zakładówwodnych winien oczywiście zasadniczo pokrywaćsię ze wzorem międzynarodowej inwentaryzacji(B I) dla której częściowo ma służyć, Ta zasadaprzyjęta była na Komisji Wodnej P. K, En. na po-siedzeniu w dniu 4 kwietnia 1933 r. przy ustaleniuwzoru zaproponowanego przez inż. Herbicha, a ni-żej podanego w formie skorygowanej na podstawiedyskusji członków Komisji Wodnej. Również bra-no pod uwagę opracowany wzór przez Międzyna-rodową Komisję Wysokich Zapór dla międzynaro-dowej inwentaryzacji zapór p. t. „Registre statisti-ąue international des grands barrages".
Wzory kwestjonarjusza międzynarodowej in-wentaryzacji pomyślane dla inwentaryzacji dużychzakładów o mocy ponad 1 000 kW, zawierają tak-że daty, których zebranie może być uskutecznionena podstawie szczegółowych, dobrze opracowa-nych projektów. Ponieważ w Polsce granica mocyzakładów, dla których przeprowadzona będzie in-wentaryzacja w myśl podanego poniżej wzoru —rozpoczyna się od 100 kW, niewątpliwie w prak-tyce napotyka się niejednokrotnie na trudnościwypełnienia go w całości. Komisja Wodna zajęłajednak stanowisko, że kwestjonarjusz winien byćraczej obszerniej zaprojektowany, by upodobnić godo zagranicznego wzoru. Dla tych zakładów, którenie mogłyby go w całości wypełnić na podstawieswoich projektów (ogólniej potraktowanych) —wypełnieniem dat brakujących szczególnie z dzie-dziny bilansu wodnego (p. 11) zajmie się Central-ne Biuro Hydrograficzne. Zakres bowiem działa-nia Centralnego Biura Hydrograficznego obejmujerównież inwentaryzację sił wodnych wyzyskanych,
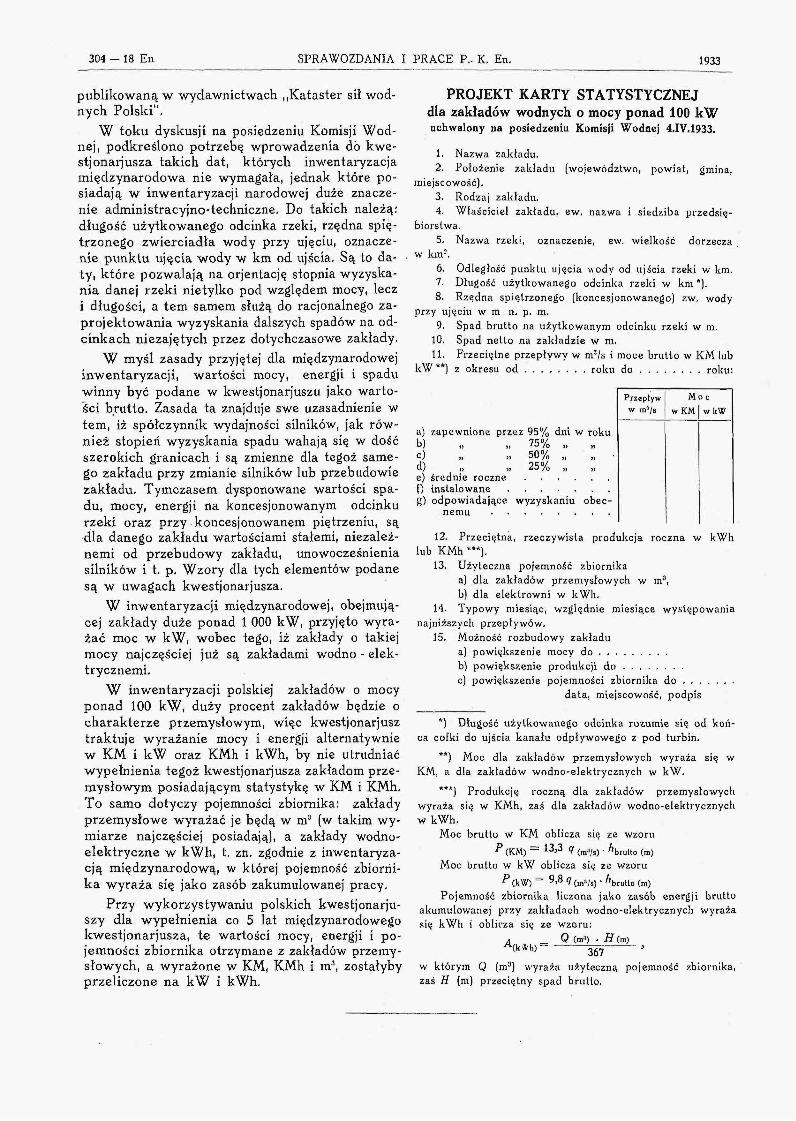
304 — 18 Eu SPRAWOZDANIA I PRACE P.. K. En. 1933
publikowaną w wydawnictwach „Kataster sił wod-nych Polski",
W toku dyskusji na posiedzeniu Komisji Wod-nej, podkreślono potrzebę wprowadzenia do kwe-stjonarjusza takich dat, których inwentaryzacjamiędzynarodowa nie wymagała, jednak które po-siadają w inwentaryzacji narodowej duże znacze-nie administracyjno-techniczne. Do takich należą:długość użytkowanego odcinka rzeki, rzędna spię-trzonego zwierciadła wody przy ujęciu, oznacze-nie punktu ujęcia wody w km od ujścia. Są to da-ty, które pozwalają na orjentację stopnia wyzyska-nia danej rzeki nietylko pod względem mocy, leczi długości, a tem samem służą do racjonalnego za-projektowania wyzyskania dalszych spadów na od-cinkach niezajętych przez dotychczasowe zakłady.
W myśl zasady przyjętej dla międzynarodowejinwentaryzacji, wartości mocy, energji i spaduwinny być podane w kwestjonarjuszu jako warto-ści brutto. Zasada ta znajduje swe uzasadnienie wtem, iż spółczynnik wydajności silników, jak rów-nież stopień wyzyskania spadu wahają się w dośćszerokich granicach i są zmienne dla tegoż same-go zakładu przy zmianie silników lub przebudowiezakładu. Tymczasem dysponowane wartości spa-du, mocy, energji na koncesjonowanym odcinkurzeki oraz przy koncesjonowanem piętrzeniu, sądla danego zakładu wartościami stałemi, niezależ-nemi od przebudowy zakładu, unowocześnieniasilników i t. p, Wzory dla tych elementów podanesą w uwagach kwestjonarjusza.
W inwentaryzacji międzynarodowej, obejmują-cej zakłady duże ponad 1 000 kW, przyjęto wyra-żać moc w kW, wobec tego, iż zakłady o takiejmocy najczęściej już są zakładami wodno - elek-trycznemi.
W inwentaryzacji polskiej zakładów o mocyponad 100 kW, duży procent zakładów będzie ocharakterze przemysłowym, więc kwestjonarjusztraktuje wyrażanie mocy i energji alternatywniew KM i kW oraz KMh i kWh, by nie utrudniaćwypełnienia tegoż kwestjonarjusza zakładom prze-mysłowym posiadającym statystykę w KM i KMh,To samo dotyczy pojemności zbiornika: zakładyprzemysłowe wyrażać je będą w m3 (w takim wy-miarze najczęściej posiadają), a zakłady wodno-elektryczne w kWh, t. zn. zgodnie z inwentaryza-cją międzynarodową, w której pojemność zbiorni-ka wyraża się jako zasób zakumulowanej pracy.
Przy wykorzystywaniu polskich kwestjonarju-szy dla wypełnienia co 5 lat międzynarodowegokwestjonarjusza, te wartości mocy, energji i po-jemności zbiornika otrzymane z zakładów przemy-słowych, a wyrażone w KM, KMh i m3, zostałybyprzeliczone na kW i kWh.
PROJEKT KARTY STATYSTYCZNEJdla zakładów wodnych o mocy ponad 100 kWuchwalony na posiedzeniu Komisji Wodnej 4.IV,1933.
1. Nazwa zakładu.2. Położenie zakładu (województwo, powiat, gmina,
miejscowość),3. Rodzaj zakładu.4. Właściciel zakładu, ew. nazwa i siedziba przedsię-
biorstwa.5. Nazwa rzeki, oznaczenie, ew. wielkość dorzecza
w km2.6. Odległość punktu ujęcia wody od ujścia rzeki w km,7. Długość użytkowanego odcinka rzeki w km *).8. Rzędna spiętrzonego (koncesjonowanego) zw. wody
przy ujęciu w m n. p. m,9. Spad brutto na użytkowanym odcinku rzeki w m,
10. Spad netto na zakładzie w m.11. Przeciętne przepływy w m3/s i moce brutto w KM lub
kW **) z okresu od roku do roku:
a) zapewnione przez 95% dni w rokub) n „ 75 /o „ „c) „ „ 50% „ „d) „ „ 25% „e) średnie rocznei) instalowaneg) odpowiadające wyzyskaniu obec-
Przcptyww mJ/s
M o c
w KM wkW
12. Przeciętna, rzeczywista produkcja roczna w kWhlub KMh ***).
13. Użyteczna pojemność zbiornikaa) dla zakładów przemysłowych w m3,b) dla elektrowni w kWh,
14- Typowy miesiąc, względnie miesia.ce występowanianajniższych przepływów.
15. Możność rozbudowy zakładua) powiększenie mocy dob) powiększenie produkcji doc) powiększenie pojemności zbiornika do
data, miejscowość, podpis
*) Długość użytkowanego odcinka rozumie się od koń-ca cofki do ujścia kanału odpływowego z pod turbin,
**) Moc dla zakładów przemysłowych wyraża się wKM, a dla zakładów wodno-elektrycznych w kW,
***) Produkcję roczną dla zakładów przemysłowychwyraża się w KMh, zaś dla zakładów wodno-elektrycznychwkWh.
Moc brutto w KM oblicza się ze wzoruP (KM) = 1 3 > 3 1 (ma/s) • ''brutto (m)
Moc brutto w kW oblicza się ze wzoru•P (kW) = 9>8 q (m»/s) • /"brutto (m)
Pojemność zbiornika liczona jako zasób energji bruttoakumulowanej przy zakładach wodno-elektrycznych wyrażasię kWh i oblicza się ze wzoru:
A - Q("") • #("•)(k # h) ~ S7S '
w którym Q (m3) wyraża użyteczną pojemność zbiornika,zaś H (m) przeciętny spad brutto.
1933 SPRAWOZDANIA I PRACE P. K. En. 3 0 5 - 1 9 En
Sprawozdania z posiedzeńPrezydjum P, K, En.
Protokół posiedzenia z dnia 29 kwietnia 1933 r.Obecni pp.: L. Tołłoczko, przewodniczący, K. Siwicki,
wice-przewodniczący, B. Stefanowski, sekretarz generalny,St. Kruszewski, Cz. Mikulski, płk. Pikusa, M. Rybczyński.
1. P r o t o k ó ł poprzedniego zebrania odczytanoi przyjęto bez zmian.
2. W s p ó ł p r a c a z T o w a r z y s t w e m W o j -s k o w o - T e c h n i c z n e m . Wobec nawiązania łącznościP. K. En, z Towarzystwem Wojskowo-Technicznem powsta-ła kwestja utworzenia odpowiedniej komisji, naprz. pod na-zwą wojskowo-energetycznej, w P. K. En., której to komisjimogłoby T. W. T. przekazywać odpowiednie zagadnienia,a która także i sama występowałaby z inicjatywą własną.Sprawę tę zreferował p. B. Stefanowski, proponując utwo-rzenie w P. K, En. takiej komisji, któraby była jednocześnieodpowiednikiem komisji energetycznej w T, W. T., przyczy-niając się do uniknięcia zbytniego rozproszenia sił przezich podział na różne organizacje. Równocześnie mówca wy-powiedział zdanie, że byłoby pożądane, by T. W. T. uznałoutworzoną przez P. K. En. komisję także za swój organ.
W obszernej dyskusji, jaka się na tle tej sprawy rozwi-nęła, zabierali głos pp. Mikulski, Siwicki i Stefanowski,wskazując celowość takiego rozwiązania współpracy obuorganizacyj, zaś pp. Kruszewski i Pikusa wskazywali na to,że sprawa omawiana jest jeszcze niedojrzała wobec nieskry-stalizowania się zadań T. W. T. oraz podnosili obawy o nad-mierną rozbudowę różnych organizacyj przy braku ludzi,którzyby mogli pracom podołać.
W dalszej wymianie zdań wyjaśniło się, że T. W. T.wystąpiło już do Biura Elektryfikacji z wnioskiem o opra-cowanie pewnej konkretnej sprawy, że więc conajmniej tęsprawę należy rozważyć w odpowiedniej komisji, poczemzgodzono się, że w P. K. En. należy utworzyć pewną ko-mórkę organizacyjną do współpracy z T. W. T. Wniosekten, poparty przez p. przewodniczącego, p. Turczynowicza,p, Pikusę oraz innych mówców, został jednogłośnie przyję-ty, z tem zastrzeżeniem, że T, W. T. nie będzie tworzyłojuż u siebie komisji energetycznej, uznając ewent. komisjętworzoną przez P. K. En. za swoją, lecz podległą władzomP. K.En.
Na przewodniczącego nowotworzonej komisji zapropo-nowano p. dyr. K. Siwickiego i proszono go o zorganizowa-nie komisji.
3. U d z i a ł P. K. E n . w W y s t a w i e E l e k t r o -t e c h n i c z n e j . Na wniosek p. B. Stefanowskiego posta-nowiono wziąć udział w organizowanej przez S. E. P. Wy-stawie z okazji Zjazdu Elektryków. Upoważniono p . Sekre-tarza generalnego do wydatkowania na ten cel kwoty 400 zł.
4. W a l n e Z e b r a n i e P. K. E n . Prof. Stefanowskiproponuje ustalić termin walnego zebrania na 20 maja r. b .i odczytuje proponowany porządek obrad, który zostajeprzyjęty z dodatkiem punktu o utworzeniu komisji wojsko-wo-energetycznej.
Następnie przyjęto odczytane przez p. sekretarza ge-neralnego sprawozdanie finansowe z okresu ubiegłego i pre-liminarz na okres następny.
Program zebrania postanowiono uzupełnić — jak zwykle— referatem, Prof. Stefanowski zaproponował wybrać jakotemat referatu zagadnienie roli torfu, jako źródła energjiw Polsce, a jako prelegenta — p, prof. Turczynowicza.
Prof. Turczynowicz wyraził zgodę na opracowanie tegoreferatu.
5. P r o g r a m p r a c P. K. E n . w r o k u n a s t ę p -n y m. P. Stefanowski wymienił następujące prace, jakowchodzące do programu P. K. En. na okres najbliższy:
1) zakończenie prac nad udziałem cukrowni w elektry-fikacji kraju;
2) zakończenie prac nad węglem brunatnym: do 1 lipcar, b . ukończenie zestawień liczbowych i mapdla obszaru Pomorza i Poznańskiego z uwzględnie-niem terenu Kujaw aż po Łódź; następnie przystą-pienie do druku wydawnictwa; pozatem opracowaniereferatu [przez p. inż. Rajdeckiego) na Zjazd Inżynie-rów Mechaników w roku bieżącym o możliwościacheksploatacji węgla brunatnego w Polsce;
3) prace nad przygotowaniem podobnego wydawnictwamonograficznego o torfie w Polsce;
4) zakończenie inwentaryzacji sił wodnych w Polsce;5) zbieranie materjałów dla Komisji Wiatru;
6) opracowanie zagadnienia zużytkowania torfu do ce-lów elektryfikacji oraz do przeróbki chemicznej, bry-kietowunia i t. d.;
7) prace opinjodawcze, związane z zagadnieniami obro-ny kraju lub z ustawodawstwem (ustawa elektryczna);
8) wydawnictwa bieżące („Sprawozdania i P r a c e " orazbiuletyn bibljograficzny w jęz. angielskim).
W związku z p. 6 komunikuje p. prof. Stefanowski, żeposzukuje obecnie referenta do opracowania referatu owspółczesnych, nadających się do warunków polskich, pale-niskach, zdatnych jednocześnie do przejścia z opalania wę-glem na opał torfowy. Przyjmując do wiadomości rozpoczę-cie tej pracy, upoważniono p. Sekretarza generalnego dowypłacenia autorowi odpowiedniego honorarjum.
Proponowany program prac przyjęto,6, S p r a w y b i e ż ą c e . Przyjęto do wiadomości ko-
munikat Sekretarjatu o zgłoszeniu na Zjazd w Sztokholmiedelegacji polskiej w osobach pp.: Siwickiego, Stefanowskie-go i Tolłoczki z ramienia P. K, En, oraz p. Herbicha z ramie-nia Komisji Wysokich Zapór, zgodnie z uchwałą, zapadłą naposiedzeniu poprzedniem, jak również komunikat o przy-znaniu przez Ministerstwo Przemysłu i Handlu dotacji wkwocie zł. 2 000 na wyjazd delegacji P. K. En. na Zjazd po-wyższy.
Na tem posiedzenie zamknięto.
Komisja Gospodarki Elektrycznej P. K. En.Posiedzenie dn. 25 marca 1933 r.
Obecni pp: Czaplicki, Deiyng, Gayczak, Herdin, Hubert,Monikowski, Nowicki, Ossowski, Piętka, Sokolnicki, Stefa-nowski,
Nieobecność usprawiedliwili pp. Forbert, Obrąpalski,Okoniewski.
Przewodniczył p. prof, Sokolnicki.Porządek obrad: 1. Dyskusja nad opinją Izb Przemysłowo-
Handlowych i Unji Górniczo - Hutniczej o projekcie no-weli do ustawy elektrycznej. 2, Projekt wydawnictwa mapsieci elektrycznych. 3. Dyskusja ogólna nad formularzemuprawnień.
W sprawie protokółu poprzedniego posiedzenia przyjętodo wiadomości, iż został on już wydrukowany w „Sprawo-zdaniach i Pracach P. K. En.". Postanowiono i na przy-szłość sprawozdania z posiedzeń drukować bezpośredniopo przejrzeniu ich przez pp. przewodniczącego Komisji Go-spodarki Elektrycznej i sekretarza generalnego P. K. En.,nie czekając na odczytanie ich na posiedzeniu Komisji.Ewentualne poprawki będą uwzględniane w sprawozdaniuz następnego posiedzenia.
Następnie p, p r z e w o d n i c z ą c y zakomunikował, żepunkt 2-gi spada z porządku dziennego, gdyż sprawą mapsieci elektrycznych zajęło się Biuro Elektryfikacji.
Co się tyczy punktu 1-go porządku dziennego, to opinjeIzb Przemysłowo - Handlowych i Unji Górniczo - Hutniczejo projekcie noweli do ustawy elektrycznej były rozesłaneczłonkom K. G. E. i odczytywanie ich jest zbędne. Samadyskusja nad temi opinjami stała się jednak _ w obecnejchwili także mało aktualna, wobec tego, że sesja sejmowakończy się, a projekt noweli do ustawy elektrycznej niewszedł na porządek dzienny, _ _
Na zapytanie p. przewodniczącego, wyjaśnił p. P i ę t k a ,iż projekt noweli do ustawy elektrycznej znajduje sięw Prezydjum Rady Ministrów, poczem wyjdzie prawdopo-dobnie w postaci dekretu p. Prezydenta RzeczypospolitejPolskiej.
Po tem wyjaśnieniu p. przewodniczący zainterpelowałp, Herdina o losy opracowanej przez siebie i przesłanej naręce p. Herdina pod datą 30 stycznia r. b. opinji P. K. En.w sprawie projektu noweli.
P. H e r d i n zakomunikował, iż podkomisja redakcyj-na w składzie pp. Gayczaka, Huberta i Herdina, którejpolecono ostateczne zredagowanie opinji P. K, En. w spra-wie powyższej noweli i ewentualne skierowanie tej opinjido Prezydjum Rady Ministrów, zrezygnowała z tego ostat-niego zamierzenia wobec informacyj, z których wynika, iżprojekty zgłoszonych do Sejmu ustaw zostały podzielonena 2 kategorje: pilnych i mniej pilnych, przyczem te ostat-nie wejdą na porządek obrad dopiero na jesieni. Projektnoweli do ustawy elektrycznej został zaliczony do tychostatnich. W związku z tem, nie byłaby wykluczona moż-ność wycofania projektu „małej" noweli z Prezydjum Ra-dy Ministrów, gdyby Komisja Gospodarki Elektrycznej
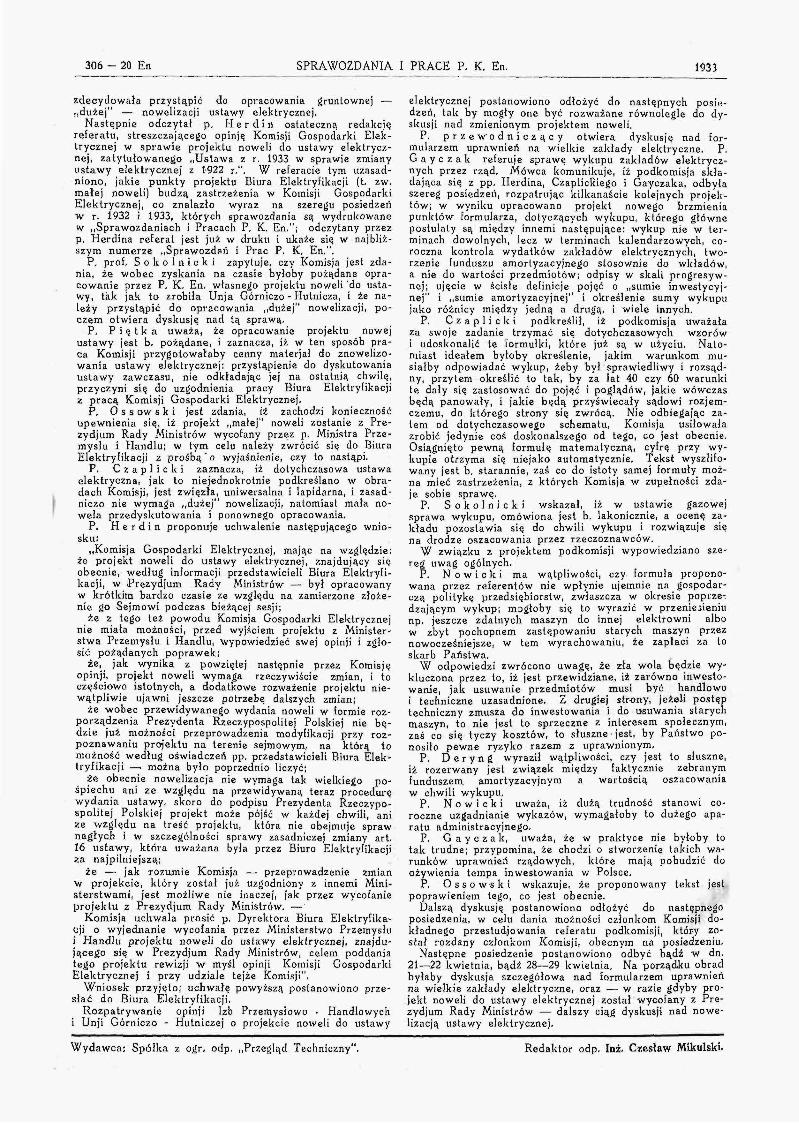
306 - 20 En SPRAWOZDANIA 1 PRACE P, K. En. 1933
zdecydowała przystąpić do opracowania gruntownej —„dużej" —- nowelizacji ustawy elektrycznej,
Następnie odczytał p. II e r d i n ostateczną redakcjęreferatu, streszczającego opinję Komisji Gospodarki Elek-trycznej w sprawie projektu noweli do ustawy elektrycz-nej, zatytułowanego „Ustawa z r. 1933 w sprawie zmianyustawy elektrycznej z 1-922 r.", W releracie tym uzasad-niono, jakie punkty projektu Biura Elektryfikacji (t, zw.małej noweli) budzą zastrzeżenia w Komisji GospodarkiElektrycznej, co znalazło wyraz na szeregu posiedzeńw r. 1932 i 1933, których sprawozdania są wydrukowanew „Sprawozdaniach i Pracach P, K. En."; odczytany przezp. Herdina referat jest już w druku i ukaże się w najbliż-szym numerze „Sprawozdań i Prac P. K. En,".
P, prof, S o k o 1 n i c k i zapytuje, czy Komisja jest zda-nia, że wobec zyskania na czasie byłoby pożądane opra-cowanie przez P. K. En. własnego projektu noweli 'do usta-wy, tak jak to zrobiła Unja Górniczo - Hutnicza, i że na-leży przystąpić do opracowania „dużej" nowelizacji, po-czem otwiera dyskusję nad tą sprawą.
P. P i ę t k a uważa, że opracowanie projektu nowejustawy jest b. pożądane, i zaznacza, iż w ten sposób pra-ca Komisji przygotowałaby cenny materjał do znowelizo-wania ustawy elektrycznej; przystąpienie do dyskutowaniaustawy zawczasu, nie odkładając jej na ostatnią chwilę,przyczyni się do uzgodnienia pracy Biura Elektryfikacjiz pracą Komisji Gospodarki Elektrycznej.
P. O s s ow s k i jest zdania, iż zachodzi koniecznośćupewnienia się, iż projekt „małej" noweli zostanie z Pre-zydjum Rady Ministrów wycofany przez p. Ministra Prze-mysłu i Handlu; w tym celu należy zwrócić się do BiuraElektryfikacji z prośbą "o wyjaśnienie, czy to nastąpi.
P. C z a p l i c k i zaznacza, iż dotychczasowa ustawaelektryczna, jak to niejednokrotnie podkreślano w obra-dach Komisji, jest zwięzła, uniwersalna i lapidarna, i zasad-niczo nie wymaga „dużej" nowelizacji, natomiast mała no-wela przedyskutowania i ponownego opracowania.
P. H e r d i n proponuje uchwalenie następującego wnio-sku:
„Komisja Gospodarki Elektrycznej, mając na względzie:że projekt noweli do ustawy elektrycznej, znajdujący sięobecnie, według informacji przedstawicieli Biura Elektryfi-kacji, w Prezydjum Rady Ministrów — był opracowanyw krótkim bardzo czasie ze względu na zamierzone złoże-nie go Sejmowi podczas bieżącej sesji;
że z tego też powodu Komisja Gospodarki Elektrycznejnie miała możności, przed wyjściem projektu z Minister-stwa Przemysłu i Handlu, wypowiedzieć swej opinji i zgło-sić pożądanych poprawek;
że, jak wynika z powziętej następnie przez Komisjęopinji, projekt noweli wymaga rzeczywiście zmian, i toczęściowo istotnych, a dodatkowe rozważenie projektu nie-wątpliwie ujawni jeszcze potrzebę dalszych zmian;
że wobec przewidywanego wydania noweli w formie roz-porządzenia Prezydenta Rzeczypospolitej Polskiej nie bę-dzie już możności przeprowadzenia modyfikacji przy roz-poznawaniu projektu na terenie sejmowym, na którą tomożność według oświadczeń pp. przedstawicieli Biura Elek-tryfikacji — można było poprzednio liczyć;
że obecnie nowelizacja nie wymaga tak wielkiego po-śpiechu ani ze względu na przewidywaną teraz proceduręwydania ustawy, skoro do podpisu Prezydenta Rzeczypo-spolitej Polskiej projekt może pójść w każdej chwili, aniZe względu na treść projektu, która nie obejmuje sprawnagłych i w szczególności sprawy zasadniczej zmiany art.16 ustawy, która uważana była przez Biuro Elektryfikacjiza najpilniejszą;
że — jak rozumie Komisja — przeprowadzenie zmianW projekcie, który został już uzgodniony z innemi Mini-sterstwami, jest możliwe nie inaczej, jak przez wycofanieprojektu z Prezydjum Rady Ministrów. —
Komisja uchwala prosić p, Dyrektora Biura Elektryfika-cji o wyjednanie wycofania przez Ministerstwo Przemysłui Handlu projektu noweli do ustawy elektrycznej, znajdu-jącego się w Prezydjum Rady Ministrów, celem poddaniatego projektu rewizji w myśl opinji Komisji GospodarkiElektrycznej i przy udziale tejże Komisji".
Wniosek przyjęto; uchwałę powyższą postanowiono prze-słać do Biura Elektryfikacji,
Rozpatrywanie opinji Izb Przemysłowo • Handlowychi Unji Górniczo - Hutniczej o projekcie noweli do ustawy
elektrycznej postanowiono odłożyć do następnych posie-dzeń, tak by mogły one być rozważane równolegle do dy-skusji nad zmienionym projektem noweli,
P. p r z e w o d n i c z ą c y otwiera dyskusję nad for-mularzem uprawnień na wielkie zakłady elektryczne. P,G a y c z a k referuje sprawę wykupu zakładów elektrycz-nych przez rząd. Mówca komunikuje, iż podkomisja skła-dająca się z pp. Herdina, Czaplicluego i Gayczaka, odbyłaszereg posiedzeń, rozpatrując kilkanaście kolejnych projek-tów; w wyniku opracowano projekt nowego brzmieniapunktów formularza, dotyczących wykupu, którego głównepostulaty są między innemi następujące; wykup nie w ter-minach dowolnych, lecz w terminach kalendarzowych, co-roczna kontrola wydatków zakładów elektrycznych, two-rzenie funduszu amortyzacyjnego stosownie do wkładów,a nie do wartości przedmiotów; odpisy w skali progresyw-nej; ujęcie w ścisłe definicje pojęć o „sumie inwestycyj-nej" i „sumie amortyzacyjnej" i określenie sumy wykupujako różnicy między jedną a drugą, i wiele innych,
P. C z a p l i c k i podkreślił, iż podkomisja uważałaza swoje zadanie trzymać się dotychczasowych wzorówi udoskonalić te formułki, które już są w użyciu. Nato-miast ideałem byłoby określenie, jakim warunkom mu-siałby odpowiadać wykup, żeby był sprawiedliwy i rozsąd-ny, przytem określić to tak, by za lat 40 czy 60 warunkite dały się zastosować do pojęć i poglądów, jakie wówczasbędą panowały, i jakie będą przyświecały sądowi rozjem-czemu, do którego strony się zwrócą. Nie odbiegając za-tem od dotychczasowego schematu, Komisja usiłowałazrobić jedynie coś doskonalszego od tego, co jest obecnie.Osiągnięto pewną formułę matematyczną, cyfrę przy wy-kupie otrzyma się niejako automatycznie. Tekst wyszlifo-wany jest b. starannie, zaś co do istoty samej formuły moż-na mieć zasti-zeżenia, z których Komisja w zupełności zda-je sobie sprawę.
P, S o k o l n i c k i wskazał, iż w ustawie gazowejsprawa wykupu, omówiona jest b, lakonicznie, a ocenę za-kładu pozostawia się do chwili wykupu i rozwiązuje sięna drodze oszacowania przez rzeczoznawców,
W związku z projektem podkomisji wypowiedziano sze-reg uwag ogólnych.
P, N o w i c k i ma wątpliwości, czy formuła propono-wana przez referentów nie wpłynie ujemnie na gospodar-czą politykę przedsiębiorstw, zwłaszcza w okresie poprze-dzającym wykup; mogłoby się to wyrazić w przeniesieniunp. jeszcze zdatnych maszyn do innej elektrowni albow zbyt pochopnem zastępowaniu starych maszyn przeznowocześniejsze, w tem wyrachowaniu, że zapłaci za toskarb Państwa,
W odpowiedzi zwrócono uwagę, że zła wola będzie wy-kluczona przez to, iż jest przewidziane, iż zarówno inwesto-wanie, jak usuwanie przedmiotów musi być handlowoi techniczne uzasadnione. Z drugiej strony, jeżeli postęptechniczny zmusza do inwestowania i do usuwania starychmaszyn, to nie jest to sprzeczne z interesem społecznym,zaś co się tyczy kosztów, to słuszne • jest, by Państwo po-nosiło pewne ryzyko razem z uprawnionym.
P, D e r y n g wyraził wątpliwości, czy jest to słuszne,iż rozerwany jest związek między faktycznie zebranymfunduszem amortyzacyjnym a wartością oszacowaniaw chwili wykupu,
P, No w i e k i uważa, iż dużą trudność stanowi co-roczne uzgadnianie wykazów, wymagałoby to dużego apa-ratu administracyjnego.
P, G a y c z a k , uważa, że w praktyce nie byłoby totak trudne; przypomina, że chodzi o stworzenie takich wa-runków uprawnień rządowych, które mają pobudzić doożywienia tempa inwestowania w Polsce.
P, O s s o w s k i wskazuje, że proponowany tekst jestpoprawieniem tego, co jest obecnie.
Dalszą dyskusję postanowiono odłożyć do następnegoposiedzenia, w celu dania możności członkom Komisji do-kładnego przestudiowania referatu podkomisji, który zo-stał rozdany członkom Komisji, obecnym na posiedzeniu,
Następne posiedzenie postanowiono odbyć bądź w dn.21—22 kwietnia, bądź 28—29 kwietnia. Na porządku obradbyłaby dyskusja szczegółowa nad formularzem uprawnieńna wielkie zakłady elektryczne, oraz — w razie gdyby pro-jekt noweli do ustawy elektrycznej został wycofany z Pre-zydjum Rady Ministrów — dalszy ciąg dyskusji nad nowe-lizacją ustawy elektrycznej.
Wydawca: Spółka z ogr. odp. „Przegląd Techniczny", Redaktor odp, Inż. Czesław Mikulski.





























