Embed Size (px)
Citation preview

SOLDADURA DE OLEODUCTOS E INSTALACIONES RELACIONADAS 1
LA SOLDADURA DE OLEODUCTOS E INSTALACIONES RELACIONADAS

2 NORMA API 1104
1 GENERALIDADES
1.1 Alcance
Esta norma cubre la soldadura por Arco y con gas y de soldadura a tope, en filete y portatubos (zócalos) en tuberías de acero al carbono y de baja aleación empleada en la comprensión, bombeo y transmisión de petróleo crudo, productos de petróleo y gases combustibles y cubre, donde fuese aplicable, la soldadura en sistemas de distribución. La soldadura puede realizarse mediante el proceso de arco metálico protegido (SMAW), arco sumergido (SAW), TIG (GTAW), arco metálico a gas (GMAW), soldadura por arco con núcleo de Flux (FCAW), soldadura al arco Plasma (PAW), soldadura oxi-acetilénica (OAW) ó la soldadura a tope por chispa o mediante una combinación de estos procesos con uso de una técnica manual, semiautomática o automática o una combinación de estas técnicas de soldadura. Las soldaduras pueden ser producidas por soldadura en posición fija, girada o mediante una combinación de ambas posiciones.
Esta norma cubre también los procedimientos para las pruebas de radiografía, partículas magnéticas, líquidos penetrantes, y ultrasonido como el estándar de aceptación a ser aplicadas a soldaduras de producción sometidas a ensayos destructivos o inspeccionadas por Inspección radiográfica, partículas magnéticas, líquidos penetrantes, ultrasonido y métodos de inspección visual.
Los valores declarados en unidades pulgada-libra ó unidades del SI serán considerados estándares separadas. Cada sistema será usado independientemente del otro, sin combinar los valores de forma alguna.
Para la inclusión en la presente norma se tomarán en cuenta también otros procesos que los aquí descritos. Las personas que desean que sean incluidos otros procesos deben someter, como mínimo, la información siguiente para consideración por el comité.
a. Una descripción del proceso de soldadura.b. Una proposición sobre las variables esenciales.c. Métodos para la inspección de la soldadura.d. Tipos de discontinuidades de soldadura y sus Límites sugeridos de aceptación.e. Procedimientos de reparación.
La intención es que todo el trabajo realizado de acuerdo con la presente norma debe cumplir con exceder los requerimientos de esta norma.
2 Publicaciones a que se hace Referencia
En la presente norma se ha citado el estándar, códigos y especificaciones siguientes:
API Spec 5L Especificación para Tubería Conductora de
Petróleo
ASNT1
RP SNT-TC- 1A Calificación y Certificación del personal en Pruebas No Destructivas
ACCP Programa de Certificación Central de la ASNT
ASTM2
E 142 Método para Controlar la Calidad de Pruebas Radiográficas.
E 164 Práctica para examen por Contacto Ultrasónico de Soldaduras.
E 165 Práctica en el método de Inspección con Tintes (líquidos) penetrantes
E 709 Práctica para el examen con Partículas MagnéticasE 747 Práctica para examen para el diseño, fabricación y
clasificación de grupo de material de Alambre Indicadores de Calidad de Imagen (IQI), usado para la radiografía.
E1025 Prácticas de examen para el diseño, fabricación y clasificación del grupo de materiales de Tipo Agujero Indicadores de Calidad de Imagen (IQI), usado para radiografía.
AWS3
A3.0 Soldadura, Términos y Definiciones.A5.1 Electrodos Revestidos de Acero al Carbono para la
soldadura por Arco.A5.2 Varillas para la soldadura de Fierro y Acero por
Soldadura con Gas Oxyfuel.A5.5 Electrodos Revestidos de Acero de Baja Aleación
para la soldadura por Arco.A5.17 Electrodos de Acero al Carbono y Fundentes
(fundentes, flujos) para la Soldadura por Arco Sumergido.
A5.18 Metales de Aporte de Acero al carbono para la Soldadura por Arco con Gas Protector.
A5.20 Electrodos de Acero al Carbono para la soldadura por Arco con Núcleo de Flux.
A5.28 Metales de Aporte de Acero de Baja Aleación para la Soldadura por Arco con Gas Protector.
A5.29 Electrodos de Acero de Baja aleación para la Soldadura por Arco con Núcleo de Flux.
BSI4BS 7448: Parte 2.Prueba de Dureza de Mecánica de
Fracturas Parte 2, Método para Determinación Klccritico CTOD y Valor critico J de
soldaduras en materiales metálicos.
NACE5
MR0175 Resistencia de metales a las Rajaduras por Tensiones por Corrosión por medios Sulfurosos, para equipos de campo de petróleo.
______________ 1. Sociedad americana para Ensayos N0-Destructivos (American Society for Nondestructive Testing), 4153 Arlingate Plaza, Caller Nº 28518, columbus, Ohio 43228 – 0518.2. Sociedad americana para Pruebas y Materiales (American Society for Testing and Materials), 1916 Race Street, Philadelphia, Pennsylvania 19103.3. Sociedad americana para la Soldadura (American Welding society), 550 W. LeJeune Road, P.O. Box 3510-40, Miami, Florida 33135.4. Instituto de Normas Británicas (British Standards Institution), 2 Park Street, Londres, Inglaterra, Reino Unido W1A 2BS.5. Asociación Nacional de Ingenieros de Corrosión (National Association o Corrosión Engineers). P.Box 218340, Houston, Texas 77218.

4 NORMA API 1104
3 Definición de Términos
3.1 GENERALIDADES
Los Términos de soldadura utilizados en esta norma corresponden a la definición en AWS A3.0, con las adiciones y modificaciones dada en 3.2.
3.2 DEFINICIONES
3.2.1 Soldadura automática se refiere a la soldadura por arco eléctrico con un equipo que realiza toda la operación del soldeo sin manipulación manual del arco o electrodo, fuera de guiar o arrastrar, y sin el requerimiento de habilidad manual del operador para el soldeo.
3.2.2 Compañía se refiere a la compañía propietaria o la agencia de ingeniería a cargo de la construcción. La compañía puede actuar a través de un inspector u otros representantes autorizado.
3.2.3 Contratista incluye al contratista principal y todo subcontratista ocupado en el trabajo cubierto por esta norma.
3.2.4 Defecto, una imperfección de magnitud suficiente para garantizar rechazo basado en las estipulaciones de esta norma.
3.2.5 Imperfección, una discontinuidad o irregularidad que son detectables por los métodos esbozados en esta norma.
3.2.6 Indicación, Evidencia obtenida por pruebas no destructivas
3.2.7 Una concavidad interna es un cordón apropiadamente fundido y que penetra completamente el espesor de la pared del tubo a lo largo de ambos lados del bisel (chaflán) pero cuyo centro está un poco debajo de la superficie interior de la pared del tubo. La magnitud de la concavidad es la distancia perpendicular entre una extensión axial de la superficie de la pared del tubo y el punto más bajo en la superficie del cordón de soldadura.
3.2.8 Soldadura en posición fija Es soldadura, en que el tubo o el ensamble es mantenido estacionario.
3.2.9 Un soldador calificado es un soldador que ha demostrado su habilidad para producir soldaduras que satisfacen los requerimientos de la Sección 5 ó 6.
3.2.10 Un procedimiento calificado de soldadura es un método detallado ensayado y comprobado, mediante el que pueden producirse soldaduras sanas con adecuadas propiedades mecánicas
3.2.11Radiografo, una persona que realiza las labores de operaciones radiográficas.
3.2.12 Una reparación es todo trabajo repetido en una soldadura terminada, que requiere de soldadura para corregir un defecto en la soldadura descubierto por inspección visual o ensayo no-destructivo y queda fuera de los límites e aceptabilidad bajo esta norma.
3.2.13 Soldadura Rotada es la soldadura en que el tubo o el ensamble está rotando mientras el metal de aporte es depositado en o cerca del centro superior.
3.2.14 El cordón de raíz es el primer cordón o cordón largo que inicialmente une dos secciones de tubo, una sección de tubo a un accesorio o dos accesorios.
3.2.15 Soldadura semiautomática se refiere a la soldadura por arco con un equipo que controla solamente el aporte del metal de relleno. El avance de la soldadura es controlado manualmente.
3.2.16 El término tiene que (that) indica un requerimiento obligatorio. El término debería (should) indicar una práctica recomendada.
3.2.17 Soldadura se refiere a la soldadura completada que une dos secciones de tubo, una sección de tubo a un accesorio o dos accesorios.
3.2.18 Un soldador es una persona que realiza una soldadura.
4 Especificaciones
4.1 EQUIPO
El equipo de soldadura, tanto con gas como por arco, debe ser de un tipo y tamaño adecuado para el trabajo y debe mantenerse en una condición que asegura soldaduras aceptables, la continuidad de la operación y seguridad del personal. El equipo para soldadura por arco debe ser operado dentro de los rangos de amperaje y voltaje dados en el procedimiento calificado para la soldadura. El equipo para soldadura a gas debe ser operado con las características de la llama y los tamaños de boquilla (punta) dados en el procedimiento calificado para soldadura. El equipo que no cumple con estos requerimientos debe ser reparado o reemplazado.
4.2 MATERIALES
4.2.1 Tubos y Accesorios
Esta norma se aplica para la soldadura de tubos y accesorios conformes con las especificaciones siguientes:
a. API Especificación 5L.b. Especificaciones ASTM aplicables.
Esta norma se aplica también a materiales con propiedades químicas y mecánicas de acuerdo con una de las especificaciones mencionadas en los Items a. y b. De arriba, aunque el material no sea fabricado de acuerdo con la especificación.
4.2.2 Metal de Aporte (relleno)
4.2.2.1Tipo y Tamaño
Todos los metales de aporte deben estar conformes con una de las especificaciones siguientes:a. AWS A5.1.b. AWS A5.2.c. AWS A5.5.d. AWS A5.17.

SOLDADURA DE OLEODUCTOS E INSTALACIONES RELACIONADAS 5
e. AWS A5.18.f. AWS A5.20.g. AWS A5.28.h. AWS A5.29.
Los metales de aporte que no están conformes con las especificaciones arriba mencionadas pueden ser usadas, siempre que los procedimientos, comprendiendo su uso, han sido calificados.
4.2.2.2 Almacenaje y Manejo de Metales de Aporte y Fundentes
Los metales de aporte y Fundentes deben ser almacenados y manejados de manera que se evita dañarlos y los contenedores en que son embarcados. Los metales de aporte y fundentes en contenedores (envases) que han sido abiertos deben ser protegidos contra el deterioro y los metales de aporte revestidos deben ser protegidos contra cambios excesivos de humedad. Los metales de aporte y fundentes que muestran señales de daño o deterioro no deben ser usados.
4.2.3 Gases protectores
4.2.3.1 Tipos
Para proteger un arco de las atmósferas son de distintos tipos y pueden consistir de gases inertes, gases activos o mezclas de gases inertes y activos. La pureza y sequedad de estas atmósferas tienen gran influencia sobre la soldadura y deberían ser de valores adecuados para el proceso y los metales bases. La atmósfera protectora a usar debe estar calificada para el material y el proceso de soldadura.
4.2.3.2 Almacenaje y Manejo
Los gases protectores deben mantenerse en los contenedores (recipientes) en que son suministrados y los recipientes deben alcanzarse lejos de temperaturas extremas. Los gases no deben entremezclarse en sus recipientes en el campo. Gases de pureza cuestionable y aquellos en recipientes que muestran señales de daño no deben ser usados.
5 Calificación de Procedimientos de Soldadura en Uniones Soldadas con Metal de Aporte
5.1 CALIFICACIÓN DEL PROCEDIMIENTO
Antes de comenzar con la soldadura de producción deben ser establecida y calificada una especificación detallada sobre el procedimiento para mostrar que pueden realizarse soldaduras con propiedad mecánicas adecuadas (como resistencia, ductilidad y dureza) y obtenerse con el procedimiento soldaduras sanas (correctas). La calidad de las soldaduras debe ser determinada mediante ensayos destructivos. Hay que atenerse a estos procedimientos, excepto si por la compañía ha sido autorizado específicamente un cambio, como estipulado en 5.4
5.2 RÉCORD (REGISTRO)
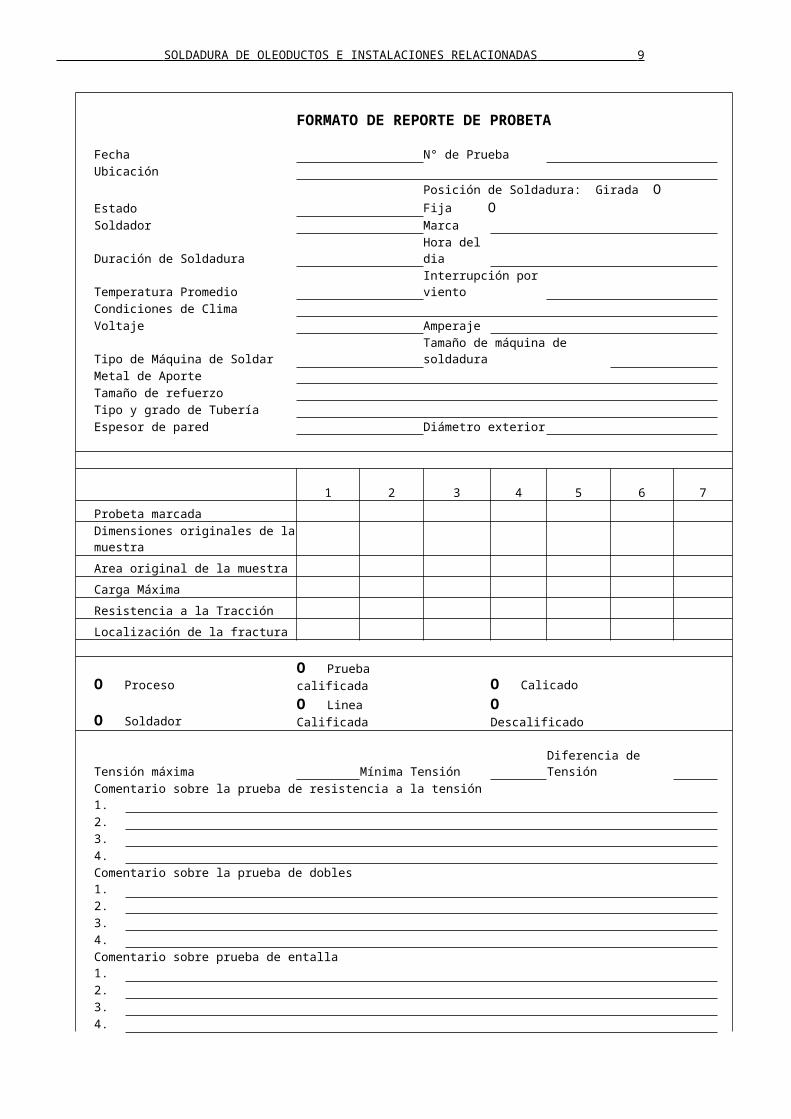
Los detalles de cada procedimiento calificado deben registrarse. El récord debe mostrar los resultados completos de la prueba de calificación del procedimiento. Deberían usarse formularios similares a aquellos mostrados en las Figs. 1 y 2. El registro debe mantenerse todo el tiempo que se usa el procedimiento
5.3 ESPECIFICACIÓN DEL PROCEDIMIENTO
5.3.1 Generalidades
La especificación del procedimiento debe incluir la información establecidas en 5.3.2. Cuando sea aplicable.
5.3.2 Información sobre la Especificación
5.3.2.1 Proceso
El proceso específico o la combinación de procesos usados. El uso de un proceso de soldadura manual, semi-automático o automático o cualquier combinación de estos, debe ser especificado.
5.3.2.2 Materiales del Tubo y de los Accesorios
Deben identificarse los materiales, para los cuales se aplica el procedimiento. Tubo con especificación API, 5L tubo, así como también los materiales que tienen especificaciones ASTM aceptadas, pueden ser agrupados (vea 5.4.2.2), siempre que la prueba de calificación se haga con el material que tenga la más alta resistencia a la fluencia mínima especificada en el grupo.
5.3.2.3 Diámetros y Espesores de Pared
Deben ser identificados los rangos de diámetros exteriores y espesores de pared, para los cuales es aplicable el procedimiento. Ejemplos de grupos sugeridos se dan en 6.2.2, Items d y e.
5.3.2.4 Diseño de la Junta
La especificación debe incluir un dibujo o dibujos de la junta que muestren el ángulo del bisel, el tamaño de la cara de la raíz y la abertura de la raíz o el espacio entre miembros a tope. Debe mostrarse la forma y tamaño de las soldaduras en filete. Si se usa un refuerzo, debe ser designado el tipo.
5.3.2.5 Metal de Aporte y Número de Cordones
Deben ser designados los tamaños y el número de clasificación del metal de aporte y el número mínimo y la secuencia de los cordones.
5.3.2.6 Características Eléctricas
Deben designarse la corriente y la polaridad y debe mostrarse el rango de voltaje y amperaje por cada electrodo, varilla o alambre.
5.3.2.7 Características de la Llama
La especificación designara si la llama es neutra, carburante u oxidante. Debe especificarse el tamaño del orificio en la boquilla del soplete para cada tamaño de varilla o alambre.

6 NORMA API 1104

7 NORMA API 1104
Referencia: Norma API1104, 5.2
ESPECIFICACION DEL PROCEDIMIENTO N°. _________ Para Soldadura de Tubería y Accesorios. Proceso Diámetro exterior de tubería y espesor de pared Diseño de Junta Metal de Aporte y N°. de cordones Características Eléctricas ó Llama Posición Dirección de Soldadura N° de Soldadores Intervalo de tiempo entre pases Tipo y retiro de grampa de alineamiento Limpieza y/o Esmerilado Precalentamiento / Alivio de tensiones Gas de protección y velocidad de flujo Fundente de protección Velocidad de desplazamiento Composición del gas plasma Flujo del gas Plasma Diámetro de orificio en el gas plasma Apuntes y bosquejos adjuntos Ensayado Soldador Aprobado Supervisor de Soldadura Aceptado Ingeniero en Jefe
Nota: Las dimensiones son solo para el ejemplo.
TAMAÑO DE ELECTRODO Y NUMERO DE CORDONES
Numero de Tipo y Tamaño Polaridad y
Cordones Electrodo Voltaje Amperaje Velocidad
FIG. 1 – Muestra de Formulario para especificación del Procedimiento

SOLDADURA DE OLEODUCTOS E INSTALACIONES RELACIONADAS 9
FORMATO DE REPORTE DE PROBETA Fecha N° de Prueba Ubicación
Estado Posición de Soldadura: Girada O Fija O Soldador Marca Duración de Soldadura Hora del dia Temperatura Promedio Interrupción por viento Condiciones de Clima Voltaje Amperaje Tipo de Máquina de Soldar Tamaño de máquina de soldadura Metal de Aporte Tamaño de refuerzo Tipo y grado de Tubería Espesor de pared Diámetro exterior
1 2 3 4 5 6 7
Probeta marcada
Dimensiones originales de la muestra
Area original de la muestra
Carga Máxima
Resistencia a la Tracción
Localización de la fractura
O Proceso O Prueba calificada O Calicado
O Soldador O Linea Calificada O Descalificado Tensión máxima Mínima Tensión Diferencia de Tensión Comentario sobre la prueba de resistencia a la tensión 1. 2. 3. 4. Comentario sobre la prueba de dobles 1. 2. 3. 4. Comentario sobre prueba de entalla 1. 2. 3. 4.
Pruebas realizada en Fecha Ensayadas por Supervisada por Nota: Utilice el reverso para observaciones adicionales. Este formulario puede utilizarse para reporte sobre prueba de calificación de procedimiento ó una prueba de calificación de soldador.
Figura 2 - Muestra de Formularios para Reporte de Probeta

10 NORMA API 1104
5.3.2.8 Posición
La especificación debe indicar si la soldadura se realiza en posición fija o rotada.
5.3.2.9 Dirección de la Soldadura (orientación)
La especificación debe indicar si la soldadura debe ser realizada en dirección ascendente o descendente.
5.3.2.10 Intervalo entre los pases
Debe indicarse el tiempo máximo entre la terminación del primer cordón o pase de raíz y el comienzo del segundo cordón, así como el tiempo máximo entre la terminación del segundo cordón y el comienzo de otros cordones.
5.3.2.11 Tipo y Remoción de la Grapa de alineamiento
La especificación debe designar si la grapa de alineamiento tiene que ser interna o externa o si no se requiere ninguna grapa. Si es usada una grapa, debe especificarse el porcentaje mínimo de soldadura de cordones de la raíz que tiene que ser terminado antes de retirar la grapa.
5.3.2.12 Limpieza y/o Esmerilado
La especificación debe indicar si tiene que usarse herramientas mecánicas o herramientas manuales para la limpieza, el esmerilado, o ambas.
5.3.2.13 Pre y Post-Tratamiento Térmico
Deben indicarse los métodos, la temperatura y los métodos de control de temperatura, así como el rango de la temperatura del ambiente para el pre y post- tratamiento térmico (vea 7.11).
5.3.2.14 Gas Protector y Velocidad de Flujo
Deben ser designados la composición del gas protector y el rango de las velocidades de flujo.
5.3.2.15 Flux Protector
Debe ser designado el tipo del flux (fundente) protector.
5.3.2.16 Velocidad de Avance
Para cada pase debe ser especificado el rango de la velocidad de avance, en pulgadas (milímetros) por minuto.
5.4 VARIABLES ESENCIALES
5.4.1 GeneralidadesSi ha cambiado cualquiera de las variables esenciales
mencionadas en 5.4.2, se debe restablecer un procedimiento de soldadura como una nueva especificación de procedimiento y tiene que ser recalificada completamente. Otros cambios que aquellos indicados en 5.4.2 pueden hacerse en el procedimiento sin necesidad de recalificación, siempre que la especificación del procedimiento ha sido revisada para mostrar los cambios.
5.4.2 Cambios que Requieren Recalificación
5.4.2.1 Proceso de soldadura y Método de Aplicación
Un cambio del proceso de soldadura o método de aplicación establecido en la especificación del procedimiento (vea 5.3.2.1) constituye una variable esencial.
5.4.2.2 Material Base
Un cambio en el material del tubo constituye una variable esencial. Para los fines de la presente norma, todos los aceros al carbono deben ser agrupados como sigue:
a. Mínima resistencia a la fluencia especificada menor o igual a 42.000 libras por pulgada cuadrada (289.58 megapascals).
b. Mínima resistencia a la fluencia especificada mayor que 42.000 libras por pulgada cuadrada (289.58 megapascals), pero menor que 65.000 libras por pulgada cuadrada (448.16 megapascals).
c. Para aceros del carbono con una resistencia a la fluencia mínima especificada mayor o igual a 65.000 libras por pulgada cuadrada (448.16 megapascals) cada grado debe pasar por una prueba de calificación separada.
Nota:Las agrupaciones especificadas en 5.4.2.2 no
implican que materiales base y metales de aporte de análisis distintos dentro de un grupo puedan ser sustituidos indiscriminadamente por un material que ha sido usado en la prueba de calificación sin tomar en consideración la compatibilidad de los materiales base y metales de aporte. Desde el punto de vista de las propiedades mecánicas y metalúrgicas y los requerimientos para el tratamiento térmico anterior y posterior.
5.4.2.3 Diseño de la Junta
Un cambio mayor en el diseño de la junta (por ejemplo, de ranura en V a ranura en U) constituye una variable esencial. Cambios menores del ángulo del bisel o la inter-ranura no son variables esenciales.
5.4.2.4 Posición.
Un cambio de posición desde soldadura rotada, fija, o viceversa, constituye una variable esencial.
5.4.2.5 Espesor de pared
Un cambio desde un grupo de espesor de pared a otro constituye una variable esencial.
5.4.2.6 Metal de Aporte
Los cambios siguientes en el metal de aporte constituye variables esenciales:
a. Un cambio de un grupo de metal de aporte a otros (vea Tabla 1).
SOLDADURA DE OLEODUCTOS E INSTALACIONES RELACIONADAS 11
b. Para materiales de tubo con una resistencia mínima a la fluencia especificada mayor que o igual a 65.000 libras por pulgada cuadrada (448.26 Mpa.).
Cambios en el metal de aporte dentro de grupos de metal de aporte pueden hacerse dentro de los grupos de material especificados en 5.4.2.2. La compatibilidad del material base y el metal de aporte debería considerarse desde el punto de vista de las propiedades mecánicas.
5.4.2.7 Características Eléctricas
Un cambio de CC.EP a CC.EN ó viceversa ó un cambio de CC a CA ó viceversa constituye una variable escencial
5.4.2.8 Intervalo de Tiempo entre los pases
Un incremento en el tiempo máximo entre la terminación del cordón de raíz y el comienzo del segundo cordón constituye una variable esencial.
5.4.2.9 Dirección (orientación) de la soldadura
Un cambio en la dirección del soldeo desde vertical- descendente a vertical-ascendente, o viceversa, constituye una variable esencial.
5.4.2.10 Gas Protector y Velocidad de Flujo
Un cambio desde un gas protector a otro o desde una mezcla de gases a otra constituye una variable esencial. Un mayor incremento o disminución en el rango de las velocidades de flujo para el gas protector también constituye una variable esencial.
5.4.2.11 Flux Protector
Vea tabla 1, nota a, respecto a cambios en el Flux protector que constituye una variable esencial.
5.4.2.12 Velocidad de avance
Un cambio en el rango de la velocidad de avance constituye una variable esencial.
5.4.2.13 Precalentamiento
Una disminución en la mínima temperatura de precalentamiento constituye una variable esencial.
5.4.2.14 Tratamiento Térmico Post-soldadura. (PWHT)
La adicción de un PWHT ó un cambio de los rangos ó valores especificados en el proceso cada uno constituirá una variable esencial.
5.5 SOLDADURA DE JUNTAS DE PRUEBA – SOLDADURAS A TOPE
Para soldar la junta de prueba para soldaduras a tope deben unirse dos niples, de acuerdo a todos los detalles de la especificación para el procedimiento.
5.6 ENSAYOS DE JUNTAS SOLDADAS – SOLDADURAS A TOPE
TABLA 1 – GRUPOS DE METAL DE APORTE
Group AWSSPECIFICATION
ELECTRODE FLUX
1 A5.1 E6010, E6011A5.5 E7010, E7011
2 A5.5 E8010, E8011E9010
3 A5.1 or A5.5 E7015, E7016, E7018
A5.5 E8015, E8016, E8018, E8016.
4ª A5.17 EL8 P6XZEL8K F6XOEL12 F6X2EM5K F7XZ
EM12K F7XOEM13K F7X2EM15K
5b A5.18 ER70S-2A5.18 ER70S-6A5.28 ER80S-D2A5.28 ER90S-G
6 A5.2 RG60, RG65
7 A5.20 E61T-GSd
E71T-GSd
8 A5.29 E71T8-K6
9 A5.29 E91T8-G
Nota: Pueden usarse otros electrodos, metales de aporte y fundentes, pero requieren calificación separada del procedimiento.a. Para calificar un procedimiento puede usarse cualquier combinación de flux y electrodo en el grupo 4. La combinación debe ser identificada por su número completo de calificación AWS, COMO F7AO – EL 12 O F6A2-EM12K. Unicamente sustituciones, que resultan con el mismo número de clasificación AWS, están permitidas sin recalificación.b. Con los electrodos en el grupo 5 debe usarse un gas protector (vea 5.4.2.10).c. En la designación del fundente, la X puede ser A y/ó P para como es soldado ó con tratamiento térmico Post soldadura.d. Solo para soldadura de pase de raíz.
5.6.1 Preparación
Para probar la junta soldada a tope debe cortarse la probeta de la junta en los sitios mostrados en Fig.3. (vea Secc.13 sobre requerimientos de prueba para soldadura por arco a presión).

12 NORMA API 1104
En la tabla 2 se indica el mínimo de número de las probetas y las pruebas a que deben someterse. Las probetas deben prepararse como muestran las figs. 4,5,6 ó 7. Para tubos de menor de 2.3/8 pulg. (60.3 mm) de diámetro deben hacerse dos pruebas para obtener el número requerido de probetas. Las probetas deben enfriarse a aire hasta la temperatura del ambiente antes de la prueba. Para tubos de un diámetro exterior menor o igual a 1 5/16 pulg. (33.4). Puede sustituirse una probeta de sección completa para las cuatro probetas de prueba de mella y dobladura en la raíz. La probeta de sección completa debe ser probada de acuerdo con 5.6.2.2 y debe cumplir los requerimientos de 5.6.2.3.
5.6.2 Prueba de Resistencia a la Tracción
5.6.2.1.1Preparación
Las probetas para resistencia a la tracción deben ser (vea Fig. 4) de aprox. 9 pulg. (230 mm) de longitud y aprox. De 1 pulg. (25 mm) de ancho, pueden ser cortadas por máquina o por oxígeno, y no se necesita otra preparación, a menos que los lados tengan entalladuras o no estén paralelas. Si fuese necesario, deben maquinarse las probetas para que los lados sean lisos y paralelos.
5.6.2.2 Método
Las probetas para resistencia a tracción deben romperse bajo carga de tracción, usando un equipo capaz de medir la carga a la que ocurre la falla. La resistencia a la tracción debe computarse dividiendo la carga máxima en la falla por el área pequeña de la sección transversal, como medido antes de aplicarse la carga.
5.6.2.3 RequerimientosSi la probeta se rompe en la soldadura o zona de fusión y la resistencia observada es mayor o igual a la mínima
resistencia a tracción especificada para el material del tubo y cumple con los requerimientos de bondad de 5.6.3.3, entonces debe aceptarse la soldadura como si cumpliese con los requerimientos.5.6.3 Prueba de Mella
5.6.3.1 Preparación
Las probetas para la prueba de mella (vea Fig.5) deben ser de aprox. 9 pulg. (230 mm) de largo y aprox. 1 pulg. (25 mm) de ancho y pueden ser cortadas por máquina u oxígeno. Deben ser entalladas con una sierra cortametales en cada lado al centro de la soldadura, y cada entalladas debe ser aprox. 1/8 pulg. (3.17 mm) de profundidad.
Las probetas para prueba de mella preparadas de esta manera de soldadura hechas con ciertos procesos automáticos y semiautomáticos pueden fallar en el tubo en lugar de en la soldadura. Si la experiencia previa en ensayos indica que pueden esperarse fallas a través del tubo, el refuerzo interno puede estar entallado hasta una profundidad no mayor de 1/16 pulg. (1.59 mm), medida desde la superficie original de la soldadura. A la opción de la compañía, las probetas para prueba de mella para un procedimiento de calificación con uso de un proceso de soldadura semiautomático ó automática pueden ser macro-atacadas antes de ser entalladas.
5.6.3.2 Método
Las probetas para prueba de mella deben ser rotas mediante arrastre en una máquina de tracción, apoyando los extremos y golpeando el centro, o apoyando un extremo y golpeando el otro extremo con amartillo. El área de factura expuesta debe tener un ancho de por lo menos ¾ pulg. (19 mm).

13 NORMA API 1104
TABLA 2 – Tipo y Número de Probetas para Prueba de Calificación del Procedimiento
Outside Diameter of Pipe Number of Specimens
Inches Millimeters Tensilestrength
Nick-Break
RootBend
FaceBend
SideBend
Total
Wall Thickness ½ Inch (12.7 Millimeters) 2 ½ 60.3 0b 2 2 0 0 4a
2 3/8 - 4 ½ 60.3 – 114.3 0b 2 2 0 0 44 ½ - 12 3/4 114.3 - 323.8 2 2 2 2 0 8
12 3/4 323.8 4 4 4 4 0 16Wall Thickness ½ Inch (12.7 Millimeters)
4 1/2 114.3 0b 2 0 0 2 4 4 ½ - 12 3/4 114.3 - 323.8 2 2 0 0 4 8
12 3/4 323.8 4 4 0 0 8 16
a Deben tomarse una prueba de mella y una para dobladura en la raíz de c/u de dos soldaduras de prueba o para tubos de Ø menor o igual a 1.5/16”(33.4 mm) debe una probeta de resistencia a tracción de sección completa.b Para materiales con una resistencia a la fluencia ó a la deformación mayor que 42,00psi (290 Mpa), se requerirá como mínimo una prueba de tensión.

14 NORMA API 1104

SOLDADURA DE OLEODUCTOS E INSTALACIONES RELACIONADAS 15

5.6.3.3 Requerimientos
Las superficies expuestas de cada probeta de prueba de mella deben mostrar penetración y fusión completa. La dimensión más grande de todo bolsillo de gas no debe exceder 1/16 pulg. (1.59 mm) y el área combinada de todos los bolsillos de gas no deben exceder 2 por ciento de todo el área expuesta de la superficie. Las inclusiones de escoria no deben tener más de 1/32 pulg. (0.79 mm) de profundidad y no deben de ser mayores que 1/8 pulg. (3.17mm) o la mitad del espesor nominal de pared en longitud cualquiera que sea menor. Debe haber por lo menos ½ pulg. (12.7 mm) de buen metal de soldadura entre las inclusiones adyacentes de escoria. Las dimensiones deberían medirse como se muestra en la Fig. 8. Ojo de pescado como esta definido en AWS A3.0, no es ninguna causa de rechazo.
5.6.4 Prueba de Dobladura de Raíz y Cara
5.6.4.1 Preparación
Las probetas ara flexión en la raíz y la cara (vea Fig. 6) deben tener una longitud de aprox. 9 pulg. (230 mm) y un ancho de aprox. 1 pulg. (25 mm), y sus extremos largos deben ser redondeados. Pueden ser cortadas por máquina u oxígeno. El refuerzo de la cubierta y del cordón de la raíz debe removerse a ras con las superficies de la probeta. Estas superficies deben ser lisas y cualquier raya que exista debe ser ligero y transversal a la soldadura.
5.6.4.2 Método
Las probetas para dobladura en raíz y cara deben doblarse en un patrón de doblar con lado similar como mostramos e la Fig. 9. Cada probeta debe colocarse en el dado con la soldadura a media envergadura. Las probetas dobladas en la raíz deben colocarse con la raíz de la soldadura hacia la abertura. El émbolo debe forzarse dentro de la abertura hasta que la curvatura
de la probeta tenga aproximadamente a forma de una U.
5.6.4.3 Requerimientos
La prueba de dobladura debe considerarse como aceptable, si ninguna rajadura u otro defecto que exceda 1/8 pulg. (3.2 mm) o la mitad del espesor nominal de la pared, cualquiera que sea más pequeño, esté presente en la soldadura en cualquier dirección o entre la soldadura y la zona de fusión después de la dobladura. Rajaduras que se originan en el radio exterior de la dobladura a lo largo de los bordes de la probeta durante la prueba y que tengan menos de ¼ pulg. (6 mm), medidos en cualquier dirección, no deben tomarse en cuenta, a menos se observen defectos obvios. Todas las probetas sometidas a la prueba de dobladura deben cumplir con estos requisitos.)
5.6.5 Prueba de Flexión Lateral
5.6.5.1 Preparación
Las probetas para la prueba de flexión lateral deben tener (vea Fig. 7) aprox. 9 pulg. (230 mm) de longitud y aprox. ½ pulg. (12.7 mm) de ancho, y sus extremos largos deben ser redondeados. Deben ser cortadas por máquina u oxígeno hasta el ancho de ½ pulg. (12.7 mm). Los lados deben ser lisos y paralelos. La capa de cubierta y los refuerzos del cordón de raíz deben ser removidas a ras con las superficies de la probeta.
5.6.5.2 Método
Las probetas para prueba de flexión lateral deben doblarse en un patrón de prueba de dobladura guiada en forma similar como mostramos en la Fig. 9. Cada probeta debe colocarse en el dado con la soldadura a la mitad de la envergadura y con la cara de la soldadura perpendicular a la abertura. El émbolo debe ser forzado dentro de la abertura hasta que la curvatura de la probeta tenga la forma aproximada de una U.
Nota: La sobre monta o refuerzo de la soldadura debe ser removido de ambas caras y niveladas con la superficie de la probeta, la probeta no debe aplanarse antes del ensayo.
FIG. 6 PROBETA PARA ENSAYO DE DOBLEZ DE CARA Y RAIZ: Espesor de pared menor o igual a 12.7mm. (1/2”).

Notas: 1. La sobre monta o refuerzo de la soldadura debe ser removido de ambas caras y niveladas con la
superficie de la probeta.2. La probeta debe ser cortada a maquina con un ancho de ½” o con Oxicorte con un ancho de ¾”
aproximadamente y luego maquinada o esmerilada suavemente hasta dejarlo de ½” de ancho. Las superficies cortadas deben ser lisas y paralelas.
FIG. 7 PROBETA PARA ENSAYO DE DOBLEZ LATERAL: Espesor de pared Mayor que 12.7 mm. (1/2”)
FIG. 8 DIMENSIONES DE LAS DISCONTINUIDADES EN SUPERFICIES DE SOLDADURAS EXPUESTAS

5.6.5.3 Requerimientos
Cada probeta de flexión lateral debe cumplir con los requerimientos para la prueba de dobladura de raíz y cara especificados en 5.6.4.3.
5.7 SOLDADURA DE JUNTAS DE PRUEBA – SOLDADURAS EN FILETE
Para soldar la junta de prueba de una soldadura en filete, debe hacerse un filete en una de las configuraciones mostradas en la Fig. 10, siguiendo todos los detalles de la especificación para el procedimiento.
5.8 PRUEBAS DE JUNTAS SOLDADAS – SOLDADURAS EN FILETE
5.8.1 Preparación
Para probar la junta soldada en filete, las probetas deben cortarse de la junta en los sitios mostrados en la Fig. 10. Deben tomarse por lo menos cuatro probetas, preparándolas como mostramos en la Fig. 11. Las probetas pueden cortarse a máquina u oxígeno. Deberían tener por lo menos 1 pulg. (25.4 mm) de ancho y ser suficientemente largos, para que puedan ser rotas en la soldadura. Para tubos con un diámetro menor de 2.3/8 pulg. (60.3 mm) puede ser necesario hacer dos soldaduras de prueba para obtener el número requerido de probetas para el ensayo. Las probetas deben ser enfriadas al aire hasta la temperatura de ambiente antes de realizar la prueba.
Nota: La Fig no se muestra a escala. Radio de Embolo A = 1 ¾” (45 mm.) Radio de la base B = 2 5/16” (60mm.) Ancho de la base de Embolo , C = 2” ( 50 mm.)
FIG. 9. MATRIZ PARA ENSAYO DE DOBLEZ

Nota: La Figura muestra la localización de probetas para la junta con diámetros mayores o iguales a 2 3/8” ( 60.3 mm). Para la junta con diámetros menores, las probetas deben ser cortadas en la misma localización general, pero se deben retirar dos probetas de cada una de las dos soldaduras ensayadas.
FIG. 11 LOCALIZACION DE PROBETAS PARA EL ENSAYO DE CORTE: EN SOLDADURAS DE FILETE, ENSAYOS DE SOLDADURA PARA LA CALIFICACIÓN DEL PROCEDIMIENTO DE SOLDADURA Y DEL SOLDADOR.INCLUYE TAMAÑO A TAMAÑO, PRUEBA DE CALIFICACIÓN DE SOLDADOR PARA CONECCIONES BRANCH.
5.8.2 Método
Las probetas de soldadura en filete deben romperse en la soldadura por medio de cualquier método adecuado.
5.8.3 RequerimientosLas superficies expuestas de cada probeta de
soldadura en filete deben mostrar penetración y fusión completa, y
a ) La mayor dimensión de todo bolsillo de gas no debe exceder de 1/16 pulg. (1.59 mm); b) El área combinada de todos los bolsillos de gas no deben exceder de 2 por ciento de la superficie expuesta;
c) Las inclusiones de escoria no deben ser mayores de 1/32 pulg. (0.79 mm) en profundidad y no deben tener más que 1/8 pulg. (3.17 mm) de la mitad del espesor de pared en longitud, cualquiera que sea más pequeño; y
d) debe haber por lo menos ½ pulg. (12.7 mm) de buen metal de aporte entre las inclusiones adyacentes. Las dimensiones deberían medirse como lo muestra la Fig. 8.
6 Calificación de los Soldadores
6.1 GENERALIDADES
Si la probeta se rompe debajo de la mínima resistencia a tracción especificada para el material del tubo, entonces debe apartarse la soldadura y hacer una nueva prueba.
Un soldador debe calificarse para la soldadura, realizando una prueba en segmentos de niples de tubo o en niples de tubo tamaño completo, como es especificado en 6.2.1. si se usa segmentos de niples de tubo, tienen que ser apoyados, de manera que sean producidas soldaduras típicas planas, verticales y sobre - cabeza.
Las variables esenciales relacionadas con el procedimiento y las calificaciones del soldador no son idénticas. Las variables esenciales para la calificación del soldador están especificadas en 6.2.2 y 6.3.2.
6.2 CALIFICACIÓN UNICA
6.2.1 Generalidades
Para una calificación única, un soldador debe hacer una soldadura de prueba usando un procedimiento calificado para unir niples de tubo o segmentos de niples de tubo. El soldador debe hacer una soldadura a tope, sea en posición rotada o en posición fija. Si el soldador está calificado para la posición fija, el eje del
tubo debe estar en el plano horizontal, plano vertical o inclinado desde el plano horizontal en un ángulo de no más de 45 grados.Un soldador que está haciendo una prueba de calificación única para conexiones de desviación (bifurcación), soldaduras en filete u otras configuraciones similares, debe seguir la especificación específica para el procedimiento y tiene que limitarse al rango especificado en la especificación para el procedimiento.Cambios en las variables esenciales descritas en 6.2.2 requieren la re calificación del soldador.La soldadura será aceptable, si cumple con los requerimientos de 6.5 ó 6.6.
6.2.2 Alcance
Un soldador que ha completado con éxito la prueba de calificación descrita en 6.2.1 debe ser calificado dentro de los límites de las variables esenciales abajo descritas. Si alguna de las variables esenciales siguientes es cambiada, debe re- calificarse el soldador que usa el procedimiento nuevo:
a. Un cambio de un proceso de soldadura a otro o una combinación de procesos.
b. Un cambio en la dirección de soldar desde vertical ascendente a vertical descendente o viceversa.
c. Un cambio de la clasificación del metal de aporte desde Grupo 1 ó 2 al Grupo 3 o desde el Grupo 3 al Grupo 1 ó 2 (vea Tabla 1).
d. Un cambio de un grupo de diámetro exterior a otro. Estos grupos son definidos como sigue:
1. Diámetro exterior menos de 2.3/8 pulgadas (60.3 mm).
2. Diámetro exteriores desde 2.3/8 pulgadas (60.3 mm) hasta 12.3/4 pulgadas (323.8 mm).
3. Diámetro exterior mayor de 12.3/4 pulgadas (323.8 mm).
e. Un cambio desde un grupo de espesor de pared a otro. Estos grupos son definidos como sigue:
1. Espesor nominal de pared de tubo menos de 3/16 pulg. (4.78 mm).
2. Espesores nominales de pared de tubo desde 3/16 pulg. (4.78 mm) hasta ¾ pulg. ( 19.05 mm).
3. Espesor nominal de pared de tubo mayor de ¾ pulg. (19.05 mm).
f. Un cambio en posición desde aquella, para la que el soldador ya ha sido calificado (por ejemplo, un cambio de a rodillo o fija o un cambio desde vertical a horizontal o viceversa). Un soldador que pasa con éxito una prueba de calificación para soldadura a tope en posición fija, con el eje inclinado 45 grados desde la plana horizontal, debe ser calificado para realizar soldaduras a tope en todas las posiciones.
g. Un cambio en el diseño de la junta (por ejemplo, el uso de una faja de refuerzo o un cambio de bisel en V a bisel en U).

6.3 CALIFICACIÓN MÚLTIPLE
6.3.1 Generalidades
Para calificación múltiple, el soldador debe completar con éxito las dos pruebas descritas abajo, usando procedimientos calificados.Para la primera prueba, el soldador debe hacer una soldadura a tope en posición fija, con el eje del tubo en plano horizontal o inclinado desde el plano horizontal en un ángulo de no más de 45 grados. Esta soldadura a tope debe hacerse en un tubo, cuyo diámetro sea por lo menos de 6.5/8 pulg. (168.3 mm) y cuyo espesor de pared sea por lo menos de ¼ pulg. (6.35 mm), sin faja de refuerzo. La soldadura será aceptable, si cumple con los requerimientos de 6.4 y de 6.5 ó 6.6. Las probetas pueden removerse de la soldadura de prueba en los sitios indicados en la Fig. 12, o pueden ser seleccionadas desde sitios relacionados como mostramos en la Fig. 12, pero sin referencia a la parte superior del tubo, o pueden ser seleccionadas de sitios que están espaciados equidistantes alrededor de toda la circunferencia del tubo. La secuencia de tipos de probetas adyacentes debe ser idéntica a aquella mostrada en la Fig. 12 para los distintos diámetros de tubos.
Para la segunda prueba, el soldador debe trazar, cortar, ajustar y soldar una conexión de plano tamaño bifurcación a tubo. Esta prueba debe hacerse con tubo, cuyo diámetro sea por lo menos de 6.5/8 pulg. (168.3 mm) y cuyo espesor nominal de pared sea por lo menos de ¼ pulg. (6.35 mm). En el pase debe cortarse un hueco de tamaño completo. La soldadura debe hacerse con el eje del pase de tubo en posición horizontal y el eje de la bifurcación del tubo extendiéndose en vertical descendente desde el pase. La soldadura terminada debe tener una apariencia bonita, uniforme correspondiente a un operario.
La soldadura debe tener penetración completa alrededor de toda la circunferencia. Los cordones terminados de la raíz no deben contener ninguna quemadura excesiva que ¼ pulg. (6.35 mm). La suma de las dimensiones máximas de quemaduras excesivas separadas, no reparadas, en cualquier longitud continua de 12 pulg. 9304.8 mm) de largo de soldadura no debe exceder de ½ pulg. (12.7 mm).
Deben removerse cuatro probetas para prueba de mella de la soldadura en el sitio mostrado en la Fig. 10. Tienen que ser preparadas y probadas de acuerdo con 5.8.1 y 5.8.2. Las superficies expuestas deben cumplir con los requerimientos de 5.8.3.
6.3.2 Alcance
Un soldador que ha completado exitosamente la prueba de calificación para soldadura a tope, descrita en 6.3.1, en tubos cuyo diámetro es mayor o igual a 12.3/4 pulg. (323.8 mm) debe ser calificado para soldar en todas las posiciones; para todos los espesores de pared, diseños de junta y accesorios y para todos los diámetros de tubos. Un soldador que ha completado con éxito los requerimientos de la soldadura a tope y de la conexión de bifurcaciones de 6.3.1 en tubos, cuyo diámetro es menor de 12.3/4 pulg. (323.8 mm), debe ser calificado para soldar en todas las posiciones; en
todos los espesores de pared, diseños de junta y accesorios; así como para todos los diámetros de tubo menores o iguales al diámetro usado por el soldador en la prueba de calificación.Si cualquiera de las variables esenciales siguientes es cambiada en una especificación de procedimiento, el soldador que usa e procedimiento debe ser re–calificado.a. Un cambio de un proceso de soldadura a otro o una combinación de procesos.b. Un cambio en la dirección de soldadura desde vertical ascendente a vertical descendente o viceversa.c. Un cambio de la clasificación del metal de aporte desde el Grupo 1 ó 2 al Grupo 3 o desde el Grupo 3 a Grupo 1 ó 2 (vea tabla 1).
6.4 EXAMEN VISUAL
Para que una soldadura en la prueba de calificación cumpla con los requerimientos del examen visual, la soldadura debe estar libre de rajaduras, penetración inadecuada, atravesado y otros defectos y debe tener una apariencia profesional bonita. El socavado adyacente al cordón final en el exterior del tubo no debe ser mayor que 1/32 pulg. (0.79 mm) de profundidad o 12.5 % del espesor de la pared del tubo, cualquiera que sea más pequeño, y no debe haber más de 2 pulg. (50.8 mm) de socavado en cualquier longitud continua de 12 pulg. (304.8 mm) de soldadura.
Cuando se emplea la soldadura automática o semiautomática, el alambre de aporte que sobresale dentro del lado interior del tubo debe mantenerse a un mínimo.
La falta en cumplir con los requerimientos de esta sub sección debe ser causa adecuada para eliminar pruebas adicionales.
6.5 ENSAYOS DESTRUCTIVOS
6.5.1 Muestreo de Soldadura a Tope para la Prueba
Para la prueba de soldadura a tope deben cortare probetas de cada soldadura de prueba. La Fig. 12 muestra los sitios, de los cuales deben tomarse las probetas, si la soldadura de prueba es una soldadura circunferencial completa. Si la soldadura de prueba consiste de segmentos de niples de tubo, debe removerse un número aproximadamente igual de probetas de cada segmento.
En la tabla 3 se muestra la cantidad total de las probetas y las pruebas a que cada una tiene que ser sometida. Antes de la prueba, las probetas deben enfriarse al aire hasta temperatura de ambiente. Para tubos con un diámetro menor o igual a 1 5/16 pulg. (33.4 mm) una probeta de sección completa del tubo puede ser sustituida para las probetas de dobladura en la raíz y prueba de mella. Esta probeta de sección completa debe probarse de acuerdo con 5.6.2.2 y debe cumplir con los requerimientos de 6.5.3.

FIG. 12 LOCALIZACION DE LAS PROBETAS DE ENSAYO DE SOLDADURA A TOPE PARA LA PRUEBA DE CALIFICACIÓN DEL SOLDADOR.
6.5.2 Procedimiento de Prueba de Resistencia a la Tracción, Prueba de Mella y Prueba de Flexión para Soldaduras a Tope
Las muestras deben prepararse para las pruebas de resistencia a la tracción, prueba de mella y prueba de dobladura, y las pruebas deben realizarse según descritas en 5.6. La prueba de resistencia a la tracción

puede omitirse, en cuyo caso las muestras designadas para esta prueba deben someterse a la prueba de mella.
6.5.3 Requerimientos para la Prueba de Resistencia a la Tracción para Soldaduras a Tope
Para la prueba de resistencia a la tracción, el soldador será descalificado, si dos o más de las muestras de sección reducida o la muestra de la sección completa rompen en la soldadura o en la unión de la soldadura y el metal base y fallan de cumplir con los requerimientos de correctitud de 5.6.3.3.
6.5.4 Requerimientos para la Prueba de Mella para Soldaduras a Tope
Para la prueba de mella, si algún espécimen muestra discontinuidades que exceden aquella permitidas por 5.6.3, excluyendo ojos de pez, el soldador debe ser descalificado.
Nota:Vea AWS A3.0 respecto a la definición de ojos de pez.
6.5.5 Requerimientos de Prueba de doblado para Soldaduras a Tope
Para las pruebas de doblado, si alguna probeta muestra defectos que exceden aquellos permitidos en 5.6.4.3 ó 5.6.5.3, el soldador tiene que ser descalificado. Las soldaduras en tubos de alta resistencia quizás no podrán doblarse a la forma completa de una U. Estas soldaduras deben considerarse aceptables, si las probetas, que se rajan, se rompen por completo y sus superficies expuestas cumplen con los requerimientos de 5.6.3.3.
Si una de las probetas para prueba de doblado falle de cumplir con estos requerimientos y, si según opinión de la compañía, la falta de penetración observada no es representativa de la soldadura, la probeta puede ser reemplazada por una probeta adicional, cortada adyacente a la que había fallado. El soldador resultará descalificado, si la probeta adicional también muestra defectos que exceden los límites especificados.
6.5.6 Muestreo de Soldaduras en Filete para la Prueba
Para probar soldaduras en filete, las probetas deben cortarse de cada soldadura de prueba. La Fig. 10 muestra las ubicaciones de donde deben removerse las probetas, si la soldadura de prueba es una soldadura circunferencial completa. Si la soldadura de prueba consiste de segmentos de niples del tubo, deberá removerse un número aproximadamente igual de probetas de cada segmento. Las probetas deben enfriarse al aire hasta temperatura del ambiente antes de realizar la prueba.
6.5.7 Método de Prueba y Requerimientos para Soldaduras en Filete
Las probetas para soldadura en filete deben prepararse y realizarse las pruebas según se describe en 5.8.
6.6 RADIOGRAFÍA – UNICAMENTE SOLDADURAS A TOPE
6.6.1 Generalidades
Como opción para la compañía, la soldadura a tope para calificación puede ser examinada mediante radiografía en lugar de las pruebas especificada en 6.5.
TABLA 3 – Tipo y Número para la Prueba a Tope por Soldador para la Prueba de Calificación del Soldador y los Ensayos Destructivos de Soldaduras de Producción.
Ouside Diameter of pipe Number of Specimens
Tensile Nick- Root Face Side
Inches Millimeters strength Break Bend Bend Bend Total
Wall Thickness ½ Inch (12.7 Millimeters) 0 2 2 0 0 4a
2.375 – 4.500 60.3 - 114.3 0 2 2 0 0 4 2 2 2 0 0 6
4 4 2 2 0 12
Wall Thickness ½ Inch (12.7 Millimeters) 4.500 0 2 0 0 2 4
2 2 0 0 2 6 4 4 0 0 4 12
Nota:a Para tubos de menos o iguales a 1.315 pulg. ((33.4 mm) de diámetro, deben tomarse las probetas de dos soldaduras o una probeta de sección completa para resistencia a la tracción.

6.6.2 Requerimientos para la Inspección
De cada una de las soldaduras de prueba deben tomarse radiografías. El soldador será descalificado, si alguna de las soldaduras de prueba no satisface los requerimientos de 9.3.
No se debe emplear la inspección radiográfica con el fin de localizar áreas sanas o áreas que contienen discontinuidades para hacer luego pruebas de tales áreas para calificar o descalificar el soldador.
6.7 REPETICIÓN DE PRUEBAS
Si, en opinión mutua de la compañía y de los representantes del contratista, un soldador falle de pasar la prueba de calificación, debido a condiciones inevitables o condiciones fuera de su control, se le puede dar al soldador una segunda oportunidad para ser calificado. No se harán otras repeticiones de prueba hasta que el soldador haya comprobado un entrenamiento subsecuente para soldadores, que sea aceptable para la compañía.
6.8 RÉCORDS (REGISTROS)Debe hacerse un récord de las pruebas de cada
soldador y de los resultados detallados de cada prueba. Debería usarse un formulario similar al que se muestra en la Fig. 2. (Este formulario debería ser desarrollado para convenir a las necesidades de la compañía individual, pero tiene que ser suficientemente detallado para demostrar que las pruebas de calificación cumplen con los requerimientos de la presente norma). Debe mantenerse una lista de los soldadores calificados y de los procedimientos, para los cuales han sido calificados. Puede requerirse que un soldador sea re-calificado, si se presenta alguna duda respecto a su competencia.
7 DISEÑO Y PREPARACION DE UNA JUNTA PARA SOLDADURA DE PRODUCCION
7.1 Generalidades
La tubería debe ser soldada por soldadores calificados usando procedimientos calificados. Las superficies a soldar deben ser lisas, uniformes y libres de laminaciones, fisuraciones, costras, escoria, grasa, pintura y otro material perjudicial que podría afectar la soldadura adversamente. El diseño de la junta y el espaciamiento entre los extremos a tope debe estar de acuerdo con la especificación del procedimiento usado.
7.2 Alineamiento
El alineamiento de los extremos a tope debe minimizar el desplazamiento entre las superficies. Para extremos de tubos del mismo espesor nominal de pared, el desplazamiento no debe exceder 1/16 pulg. (1.59 mm). Si por variaciones dimensiónales está causado un desplazamiento mayor, se lo debe distribuir en forma igual alrededor de la circunferencia del tubo. El martillado del tubo para obtener un alineamiento apropiado debería mantenerse a un mínimo.
7.3 USO DE GRAPAS DE ALINEAMIENTO PARA SOLDADURAS A TOPE
Deben usarse grapas de alineamiento para soldaduras a tope, de acuerdo con la especificación del procedimiento. Si es permisible remover la grapa de alineamiento antes de completar el cordón de raíz, la parte completada del cordón debe estar en segmentos aproximadamente iguales, espaciados aproximadamente iguales alrededor de la circunferencia de la junta. Sin embargo, si se usa una grapa para alineamiento interno y las condiciones lo hace difícil prevenir un movimiento del tubo, o si la soldadura estará bajo tensión indebida, en tal caso el cordón de raíz debe completarse antes de retirar la grapa para aflojar la tensión. Los segmentos del cordón de raíz usados en conexión con las grapas exteriores deben tener una longitud agregada de por lo menos 50 % de la circunferencia del tubo antes de remover la grapa.
7.4 BISEL
7.4.1 Bisel de Fábrica
Todos los biseles de fábrica en los extremos del tubo deben estar conformes al diseño de junta usado en la especificación para el procedimiento.
7.4.2 Bisel de Campo
Los extremos del tubo deberían biselarse en campo por corte con herramienta mecánica, corte mecánico o por oxígeno. Si la compañía lo autoriza, también puede usarse el corte manual con oxígeno. Los extremos biselados deben estar razonablemente lisos y uniformes y las dimensiones deben estar de acuerdo con la especificación para el procedimiento.
7.5 Condiciones Climáticas
No se debe soldar, si la calidad de la soldadura completada pudiese ser perjudicada por las condiciones del clima reinantes, incluyendo pero no limitándolas a humedad de aire, tempestades de arena o fuertes vientos. Pueden usarse protecciones contra el viento, si fuese practicable. La compañía debe decidir, si las condiciones de tiempo son convenientes para la soldadura.
7.6 Espacio Libre
Si el tubo es soldado encima de tierra, el espacio libre para el trabajo alrededor del tubo para la soldadura no debería ser menor de 16 pulg. (406 mm). Si el tubo es soldado en una zanja, el hueco de campana debe ser suficientemente grande para permitir al soldador o los soldadores un buen acceso a la junta.

7.7 Limpieza entre Cordones
De cada cordón y ranura deben removerse costras y escoria. Si en la especificación para el procedimiento se exige, deben usarse herramientas mecánicas; en otro caso la limpieza puede efectuarse a mano o por herramientas mecánicas.
Si se emplea soldadura automática o semiautomática, deben removerse agrupaciones de poros en la superficie, comienzos de cordón y puntos elevados mediante esmerilado, antes de depositar el metal de aporte encima de ellos.
7.8 Soldadura en Posición Fija
7.8.1 Procedimiento
Todas las soldaduras en posición fija deben hacerse con las partes a unir aseguradas contra movimiento y con espacio libre adecuado alrededor de la junta para permitir al soldador o los soldadores espacio en que puedan trabajar.
7.8.2 Cordones de Relleno y de Acabado
Para la soldadura en posición fija el número de cordones de relleno y acabado debe ser tal que la soldadura terminada tenga una sección transversal sustancialmente uniforme alrededor de toda la circunferencia del tubo. En ningún punto la sobre monta de la superficie debe estar debajo de la superficie exterior del tubo y tampoco debe elevarse encima del metal base por más de 1/16 pulg. (1.59 mm).
No se debe comenzar dos cordones en el mismo sitio. La cara de la soldadura completada debería ser aprox. 1/8 pulg. (3.17 mm) más ancha que el ancho de la ranura original. La soldadura terminada debe cepillarse y limpiarse cuidadosamente.
7.9 SOLDADURA ROTADA
7.9.1 Alineamiento
A opción de la compañía debe permitirse la soldadura rotada, siempre que sea mantenido el alineamiento por medio del uso de correderas o una armazón estructural con un número adecuado de carretillas de rodillo para prevenir el pandeo en las longitudes apoyadas del tubo.
7.9.2 Cordones de Relleno y de Acabado
Para la soldadura rotada el número de los cordones de relleno y acabado debe ser tal que la soldadura completada tenga una sección transversal sustancialmente uniforme alrededor de toda la circunferencia del tubo. En ningún punto la superficie de la comba debe estar debajo de la superficie exterior del tubo y tampoco más elevada de 1/16 pulg. (1.59 mm) encima de la superficie del metal base.
La cara de la soldadura terminada debería estar aprox. 1/8 pulg. ( 3.17 mm) más ancha que el ancho de la ranura original. Durante el progreso del soldeo debe girarse el tubo para mantener la soldadura completada debe ser cepillado y limpiado cuidadosamente.
7.10 IDENTIFICACIÓN DE LAS SOLDADURAS
Cada Soldador debe identificar su trabajo en la manera prescrita por la compañía.
7.11 PRE Y POST TRATAMIENTO TÉRMICO
La especificación para el procedimiento debe especificar las prácticas de pre y post tratamiento térmico, si los materiales o condiciones climáticas hacen necesario uno o ambos tratamientos.
8 Inspección y Prueba de Soldaduras de Producción
8.1 DERECHOS DE INSPECCIÓN
La compañía tendrá el derecho de inspeccionar todas las soldaduras mediante métodos no-destructivos o removiendo soldaduras y sometiéndolas a pruebas mecánicas. La inspección puede hacerse durante el soldeo o después de que la soldadura ha sido completada. La frecuencia de inspección debe ser como especificada por la compañía.
8.2 MÉTODOS DE INSPECCIÓN
Las pruebas no destructivas pueden consistir en inspección radiográfica u otro método especificado por la compañía. El método empleado debe producir indicaciones de defectos que pueden interpretar y evaluarse con exactitud. Las soldaduras deben ser evaluadas sobre la base de Sección 9 o, a opción de la compañía, según el apéndice a la presente norma. En este último caso se requiere una inspección más extensa para determinar el tamaño de la falla.
Las pruebas destructivas deben consistir en la remoción de las soldaduras terminadas, seccionándolas en especimenes, y en el examen de estas probetas. Las probetas deben prepararse de cuerdo con los requerimientos de 6.5, que deben satisfacer. La compañía tendrá el derecho de aceptar o rechazar toda soldadura que no satisfaga los requerimientos para el método por el que ha sido inspeccionada. El soldador o los soldadores que hacen una soldadura que falle de cumplir con los requerimientos puede ser descalificado para trabajos futuros.
Puede requerirse de los operadores de equipo para la inspección no destructiva que demuestren la capacidad del procedimiento de inspección para detectar defectos rechazables y la habilidad del operador para interpretar apropiadamente las indicaciones dadas por el equipo.
No se debe usar métodos de prueba con trepanación.
8.3 CALIFICACIÓN DEL PERSONAL DE INSPECCIÓN
El personal para la inspección de soldadura debe ser calificado por experiencia y entrenamiento para la tarea especificada de inspección que están

haciendo. Su calificación debe ser aceptable para la compañía.
La documentación de estas calificaciones debe ser retenida por la compañía y tiene que incluir, sin estar limitada a, lo siguiente:
a. Educación y experiencia.b. Entrenamiento.c. Los resultados de todas las evaluaciones de calificación.
8.4 CERTIFICACIÓN DEL PERSONAL PARA ENSAYOS NO DESTRUCTIVOS
8.4.1 Procedimientos
El personal para los ensayos no destructivos debe estar certificado para niveles I, II, III de acuerdo con las recomendaciones de la Sociedad Americana de Ensayos No Destructivos (ASNT), Prácticas Recomendadas No. SNT-TC-1A, ACCP, ó cualquier otro programa de la certificación nacional reconocido que será aceptable a la compañía para el método de prueba usado. Únicamente personal de Nivel II ó III debe interpretar los resultados de la prueba.
8.4.2 Récord (registro)
La compañía debe guardar un récord del personal certificado para ensayos no destructivos. Este registro debe incluir los resultados de las pruebas de certificación, la agencia y la persona que conduce la certificación y la fecha de certificación. El personal para ensayos no destructivos necesita estar certificado, si se presenta alguna duda respecto a su habilidad o, según opción de la compañía. El personal de Ensayos No destructivos con nivel I y II será re calificado por lo menos cada 3 años. El personal de Ensayos No destructivos con nivel III será re calificado por lo menos cada 5 años.
9 Normas de Aceptación para Ensayos No Destructivos
9.1 GENERALIDADES
Las normas de aceptación presentadas en esta sección se refieren a discontinuidades localizadas por métodos de
prueba radiográfica, partículas magnéticas, tintes penetrantes y prueba por ultrasonido. También pueden aplicarse para la inspección visual. Los ensayos no destructivos no deben usarse para seleccionar soldaduras sometidas a ensayos destructivos de acuerdo con 8.1.
9.2 DERECHOS AL RECHAZO
Todos los métodos de ensayo no destructivo están limitados en la información que puede ser derivada de las indicaciones que producen. Por esta razón, la compañía puede rechazar toda soldadura que parece cumplir con este estándar de aceptación, si en su opinión la profundidad de la discontinuidad puede ser perjudicial para la soldadura.
9.3 PRUEBAS RADIOGRÁFICAS
Nota:Todas las densidades, a que se hace referencia
en 9.3.1 hasta 9.3.13, se basan en imágenes negativas.
9.3.1 Penetración Inadecuada sin alto - bajo (desnivel).
La penetración inadecuada sin alto – bajo (desnivel) (IP) ha sido definida como relleno incompleto de la soldadura de la raíz. Esta condición se muestra esquemáticamente en la Fig. 13. La IP ( = PI = penetración incompleta) debe ser inaceptable, si existe cualquiera de las condiciones siguientes:
a. La longitud de una indicación individual de PI excede 1 pulg. (25.4 mm).
b. La longitud agregada de indicaciones de PI en cualquier longitud contínua de 12 pulg. (304.8 mm) de soldadura excede 1 pulg. (25.4 mm).
c. La longitud agregada de indicaciones de PI excede 8 por ciento de la longitud soldada en toda soldadura menor a 12 pulg. (304.8 mm) en longitud.
FIG. 13 PENETRACION INADECUADA SIN ALINEAMIENTO

9.3.2 Penetración Inadecuada debida a Alto – Bajos (desnivel)
La penetración inadecuada debida a alto – bajos (IPD) es definida como la condición que existe si un borde de la raíz está expuesto (ó no ligado), porque las juntas del tubo o del accesorio están mal alineadas. En la Fig. 14 se muestra esta condición esquemáticamente. IPD será inaceptable, si existe cualquiera de las condiciones siguientes:
a. La longitud de una indicación individual de IPD excede 2 pulg. (50 mm)
b. La longitud agregada de indicaciones de IPD en cualquier longitud continua de soldadura de 12 pulg. (300 mm) excede a 3 pulg. (75 mm).
9.3.3 Penetración Transversal Inadecuada
La penetración transversal inadecuada (ICP) se define como una imperfección sub superficial entre el primero paso interior (pase de raíz) y el primer paso exterior (relleno) que es causado por una penetración inadecuada en las caras verticales del bisel. Esta condición se muestra esquemáticamente en Figura 15. ICP será inaceptable si existe cualquiera de las condiciones siguientes:
a. La longitud de una indicación individual de ICP excede en 2 pulg. (50 mm.).
b. La longitud agregado de indicaciones de ICP en cualquier continuo 12 pulg. (300 mm) la longitud de soldadura excede en 2 pulg. (50 mm)
9.3.4Fusión Incompleta
La fusión incompleta ( IF ) es definida como una discontinuidad entre el metal de aporte y el metal base, que está abierta hacia la superficie. Esta condición se muestra esquemáticamente en la Fig. 15. IF será inaceptable, si existe cualquiera de las condiciones siguientes:
a. La longitud de una indicación individual de IF excede 1 pulg. (25.4 mm).
b. La longitud agregada de indicaciones de IF en cualquier longitud contínua de soldadura en 12 pulg. (304.8 mm) excede 1 pulg. (25.4 mm).
c. La longitud agregada de indicaciones de IF excede a 8 por ciento de la longitud soldada en toda soldadura menor de 12 pulg. (304.8 mm) de largo.
9.3.5 Fusión Incompleta debida a Traslapado en Frío
La fusión incompleta debida a traslape en frío ( IFD ) es definida como una discontinuidad entre dos cordones adyacentes o entre el metal de aporte y el metal base, que no está abierta hacia la superficie. Esta condición se muestra esquemáticamente en la Fig 17. IFD será inaceptable, si existen cualesquiera de las condiciones siguientes:
a. La longitud de una indicación individual de IFS excede a 2 pulg. (50 mm).
b. La longitud agregada de indicaciones de IFD en cualquier longitud contínua de soldadura de 12 pulg. (394.8 mm) excede a 2 pulg. (50 mm).
c. La longitud agregada de indicaciones de IFS excede a 8 por cientos de la longitud de soldadura.
9.3.6 Concavidad Interna
La concavidad interna ( IC ) es definida en 3.2.7 y se muestra esquemáticamente en la Fig. 18. Toda longitud de cavidad interna es aceptable, siempre que la densidad de la imagen radiográfica de la concavidad interna no exceda la del metal base adyacente más delgado. Para áreas que exceden la densidad del metal base adyacente más delgado, deben aplicarse los criterios de penetración excesiva (vea 9.3.7).
9.3.7 Penetración excesiva (quemon)
9.3.7.1 Una penetración excesiva (“burn – through = BT) es definida como una porción del cordón de la raíz, donde la penetración excesiva ha ocasionado que el baño de fusión sea soplado dentro del tubo.
9.3.7.2 Para tubos con un diámetro exterior mayor o igual a 2.3/8 pulg. (60.3 mm), una BT será inaceptable si existe cualquiera de las condiciones siguientes:
a. La dimensión máxima excede ¼ pulg. (6.35 mm) y la densidad de la imagen de la BT excede aquella del metal base adyacente más delgado.
b. La dimensión máxima excede al más delgado de los espesores nominales de pared unidos y la densidad de la imagen de BT excede a la del metal base adyacente más delgado.
c. La suma de las dimensiones máximas de BTs separadas, cuya imagen de densidad excede a la del metal base adyacente más delgado, excede en ½ pulg. (12.7 mm) en cualquier longitud contínua de soldadura de 12 pulg. (304.8 mm) o a la longitud total soldada, cualquiera que sea menor.
9.3.7.3 Para tubos son un diámetro exterior menos a 2.3/8 pulg. (60.3 mm), una BT será inaceptable si existe cualquiera de las condiciones siguientes:
a. La dimensión máxima excede a ¼ pulg. (6.35 mm) y la densidad de la imagen de la BT excede aquella del metal adyacente más delgado.
b. La dimensión máxima excede al más delgado de los espesores nominales de pared unidos y la densidad de la imagen de la BTs excede aquella del metal base adyacente más delgado.
c. Está presente más de una BT de cualquier tamaño y la densidad de más de una de las imágenes excede a aquella del metal base adyacente más delgado.

9.3.8 Inclusiones de Escoria
9.3.8.1 Una inclusión de escoria es definida como un sólido no metálico atrapado en el metal de soldadura o entre el metal de aporte y el metal del tubo. En la zona de fusión se encuentran generalmente inclusiones de escoria alargadas ( ESIs ) . Por ejemplo, líneas continuas o interrumpidas de escoria o carrileras. Inclusiones aisladas de escoria ( ISIs ) tienen forma irregular y pueden encontrarse en cualquier lugar de la soldadura. Para fines de evaluación, cuando se está midiendo el tamaño de una indicación radiográfica de escoria, la dimensión máxima de la indicación debe considerarse como su longitud.
9.3.8.2 Para tubos con un diámetro exterior mayor o igual a 2.375 pulg. (60.3 mm), las inclusiones de escoria deben ser inaceptables si existe cualquiera de las condiciones siguientes:


Nota:Las rajaduras poco profundas de cráter o rajaduras
estrellas se encuentran en el punto de parada de cordones
y son el resultado de la contracción del metal de aporte durante la solidificación.
Nota: Tamaño de las porosidades no están dibujados a escala; para dimensiones referirse al numeral 9.3.9
FIG19. DISTRIBUCIÓN MÁXIMA DE POROSIDADES. ESPESORES DE PARED MENORES O IGUALES A 12.7 mm. (1/2”).
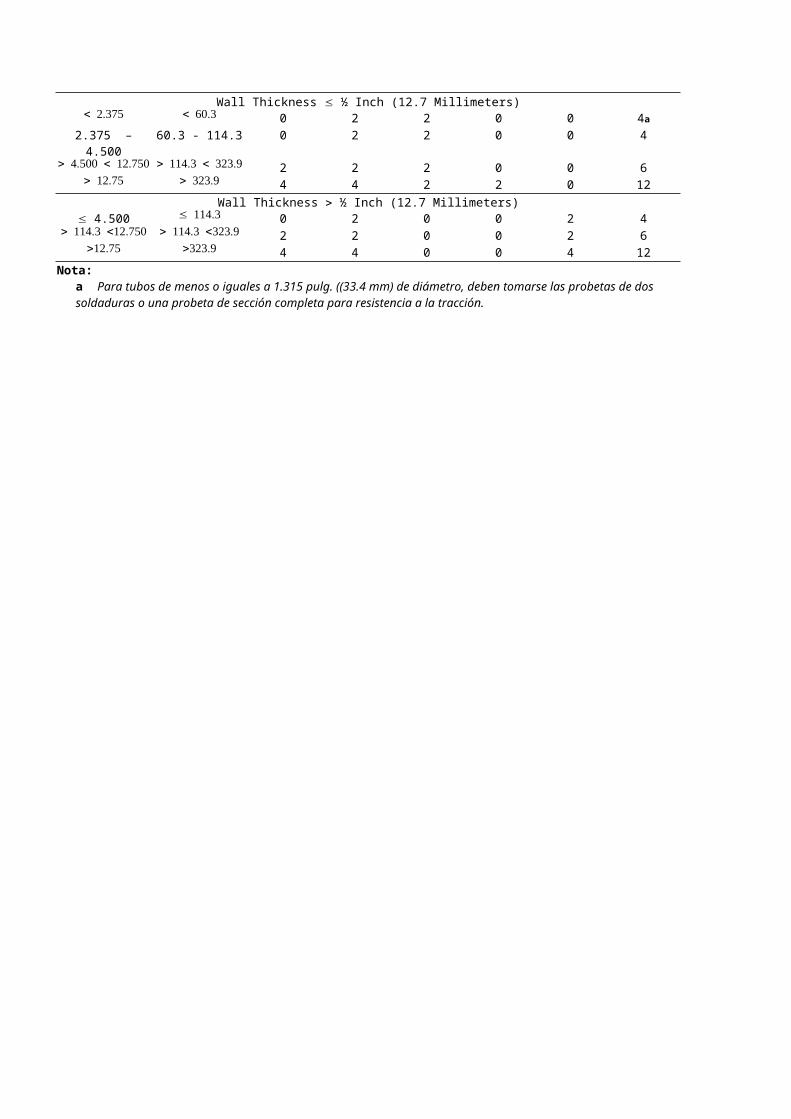
FIG 20. DISTRIBUCIÓN MÁXIMA DE POROSIDADES. ESPESORES DE PARED MAYORES A 12.7 mm. 1/2”).

9.3.9 Socavado
El socavado es definido como una ranura fundida dentro del metal base adyacente al borde de la soldadura de raíz y que ha quedado sin ser llenada por metal de aporte. El socavado adyacente al pase de cubierta ( EU ) o pase de raíz ( IU ) no debe ser aceptado, si existe alguna de las condiciones siguientes:a. La longitud sumada de indicaciones de EU e IU, en cualquier combinación, en cualquier longitud de soldadura de 12 pulg. (300 mm) excede a 2 pulg. (50 mm).
b. La longitud sumada de indicaciones EU e IU, en cualquier combinación, excede un sexto (1/6) de la longitud de soldadura.
Nota:Vea 9.7 respecto a los estándar de aceptación
para socavado en caso que se esté empleando mediciones visuales y mecánicas.
9.3.10 Acumulación de Discontinuidades (AI)
Excluyendo la penetración incompleta debida a alto – bajos y socavado, toda acumulación de discontinuidades ( AD ) no debe ser aceptada, si existe alguna de las condiciones siguientes:
a. La longitud sumada de indicaciones en toda longitud contínua de soldadura de 12 pulg. (300 mm) excede 2 pulg. (50 mm).
b. La longitud sumada de las indicaciones excede al 8 por ciento de la longitud de la soldadura.
9.3.11 Discontinuidades en Tubo o Accesorios
Discontinuidades en el tubo o los accesorios detectados por pruebas radiográficas deben ser reportadas a la compañía. Su disposición debe ser como lo indica la compañía.
9.4 PRUEBAS POR PARTÍCULAS MAGNÉTICAS
9.4.1 Clasificación de las Indicaciones
9.4.1.1 Las indicaciones producidas por prueba de partículas magnéticas no son necesariamente defectos. Variaciones magnéticas o metalúrgicas pueden producir indicaciones similares a aquellas producidas por discontinuidades, pero no son relevantes para la aceptación. Rigen los criterios dados en 9.4.1.2 y 9.4.1.3, si las indicaciones son evaluadas.
9.4.1.2 Toda indicación con una dimensión máxima de 1/16 pulg. ( 1.6 mm) o menos tiene que ser clasificada como no relevante. Toda indicación más grande, que se cree no relevante, debe ser considerada como relevante hasta que sea re examinada por partículas magnéticas u otra prueba no destructiva para determinar si existe una discontinuidad realmente o no. La superficie puede ser esmerilada o acondicionada por otro método antes de la reexaminación. Después de que una indicación haya sido determinada como no relevante, no es necesario re examinar otras indicaciones no relevantes del mismo tipo.
9.4.1.3 Indicaciones relevantes son aquellas ocasionadas por discontinuidades. Indicaciones lineales son aquellas, en que la longitud es más de tres veces el ancho.Indicaciones redondeadas son aquellas, en que la longitud es tres veces al ancho o menos.
9.4.2 Estándar de Aceptación
Las indicaciones relevantes no deben ser aceptadas, si existe alguna de las condiciones siguientes:
a. Indicaciones lineales evaluadas como rajaduras de cráter o rajaduras estrella que exceden 5/32 pulg. (4 mm) en longitud.
b. Indicaciones lineales que son evaluadas como otras rajaduras que rajaduras de cráter o rajaduras estrellan.
c. Las indicaciones lineales son evaluadas como IF y exceden 1pulg. (25 mm) en su largo total en una longitud continua de 12 pulg. (300 mm) de soldadura o 8 % de la longitud de la soldadura.
Las indicaciones redondeadas deben evaluarse de acuerdo a los criterios de 9.3.9.2 y 9.3.9.3, según sea aplicable. Para fines de evaluación, la dimensión máxima de una indicación redondeada debe considerarse como su tamaño.
Nota:Si existe alguna duda sobre el tipo de la
discontinuidad descubierta por una indicación, la verificación puede obtenerse por uso de otros métodos de prueba no destructiva.
9.4.3 Discontinuidades de tubo o Accesorio
Laminaciones, quemaduras de arco, discontinuidades en costura larga y otras discontinuidades en el tubo o los accesorios, detectadas por prueba con partículas magnéticas, deben ser reportadas a la compañía. Su disposición por reparación o remoción debe ser según lo indicado por la compañía.
9.5 PRUEBA POR TINTES PENETRANTES
9.5.1 Clasificación de las Indicaciones
9.5.1.1 Las indicaciones producidas por pruebas con tintes penetrantes no son defectos necesariamente. Marcas de maquinado, raspaduras y condiciones de la superficie pueden producir indicaciones similares a aquellas producidas por discontinuidades, pero no son relevantes para la aceptación. Cuando se está evaluando las indicaciones rigen los criterios dados en 9.5.1.2 y 9.5.1.3.
9.5.1.2 Toda indicación con una dimensión máxima de 1/16 pulg. (1.6 mm) o menos debe clasificarse como no relevante. Toda indicación más grande, que se cree ser no relevante, debe

considerarse como relevante hasta haberla re examinada por tintes penetrantes u otro método de prueba no destructiva para determinar si realmente existe una discontinuidad o no. La superficie puede ser esmerilada o acondicionada de otra manera antes de su reexaminación. Después que se haya determinado que una indicación es no relevante, no es necesario re examinar otras indicaciones no relevantes del mismo tipo.
9.5.1.3 Indicaciones relevantes son aquellas ocasionadas por discontinuidades. Indicaciones lineales son aquellas, en que la longitud es más de tres veces el ancho.Indicaciones redondeadas son aquellas, en que la longitud es tres veces el ancho o menos.
9.5.2 Estándar de Aceptación
Las indicaciones relevantes son inaceptables, si existe alguna de las condiciones siguientes:
a. Las indicaciones lineales son evaluadas como rajaduras de cráter o rajaduras estrella y exceden 5/32 pulg. (4 mm) en longitud.b. Las indicaciones lineales son evaluadas como otras rajaduras que rajaduras de cráter o rajaduras estrellan.
c. Las indicaciones lineales son evaluadas como IF y exceden 1 pulg. ( 25 mm) de largo total en una longitud continua de una soldadura de 12 pulg. (300 mm) o el 8 % de la longitud de la soldadura.
Las indicaciones redondeadas deben ser evaluadas de acuerdo a los criterios de 9.3.9.2 y 9.3.9.3, según sea aplicable. Para fines de evaluación, la dimensión máxima de una indicación redondeada debe considerarse como su tamaño.
Nota:Si existen dudas sobre el tipo de la discontinuidad
descubierta por una indicación, la verificación puede obtenerse mediante el uso de otros métodos no destructivos de prueba.
9.5.3 Discontinuidad de tubo o Accesorio
Laminaciones, quemaduras de arco, discontinuidades en costuras largas y otras discontinuidades en el tubo o accesorios detectadas por la prueba con tintes penetrantes deben reportarse a la compañía. Su disposición por reparación o remoción debe ser según lo indicado por la compañía.
9.6 PRUEBA POR ULTRASONIDO
9.6.1 Clasificación de las Indicaciones
9.6.1.1 Indicaciones producidas por prueba de ultrasonido no son necesariamente defectos. Los cambios en la geometría de la soldadura debido al desalineamiento de los extremos del tubo colindantes, cambios en el perfil del sobre espesor o sobre monta de la soldadura a raíz del diámetro interior ID y los pases de presentación del diámetro exterior, OD transiciones internas y la conversión
del modo de onda ultrasónica debido a tales condiciones pueden causar indicaciones geométricas que son similares a aquellas ocasionadas por imperfecciones de la soldadura pero que no son relevantes para su aceptación.
9.6.2 Indicaciones Lineales
Todas las indicaciones que producen una respuesta mayor del 20 por ciento del nivel de referencia deben ser investigadas, hasta el grado que sea posible, ara determinar su ubicación, forma, extensión y tipo de reflectores y deben ser evaluadas de acuerdo a los criterios siguientes:
a. Las indicaciones lineales interpretadas como rajaduras poco profundas de cráter o rajaduras estrella, ubicadas en la superficie de la soldadura, con una longitud de menos que 5/32 pulg. (3.96 mm), son aceptables. Todas las demás rajaduras son inaceptables, sin que importe su tamaño o ubicación en la soldadura.b. Las indicaciones lineales (otras que rajaduras), interpretadas como abiertas hacia la superficie, son inaceptables si exceden 1 pulg.. (25.4 mm) de largo total en una soldadura de longitud contínua de 12 pulg. (304.8 mm) o del 8 por ciento de la longitud de la soldadura.c. Las indicaciones lineales interpretadas como ocultas dentro de la soldadura son inaceptables, si exceden 2 pulg. (50.8 mm) de largo total en una soldadura con longitud contínua de 12 pulg. O 8 por ciento de la longitud de la soldadura.
9.6.3 Discontinuidades de Tubo o Accesorio
Imperfecciones en el tubo o accesorios, detectadas por prueba de ultrasonido, deben reportarse la compañía. Su disposición debe ser según lo indicado por la compañía.
9.7 ESTÁNDAR VISUALES DE ACEPTACIÓN PARA SOCAVADO
9.7.1 Generalidades
El socavado está definido en 9.3.11. El estándar de aceptación en 9.7.2 sirven de suplemento pero no reemplazan los requerimientos para la inspección visual mencionados en otra parte de la presente norma.
9.7.2 Estándar de Aceptación
Si se usa medios visuales o mecánicos para determinar la profundidad, el socavado adyacente al cordón de cubierta o de la raíz no debe exceder las dimensiones determinadas en Tabla 4. Cuando las medidas mecánicas como radiográficas están disponibles, las que deben regir son las mediciones mecánicas.

Profundidad Longitud 1/32 pulg. (0.79 mm) o 12.5% del espesor de pared del tubo, cualquiera que sea más pequeño.
No aceptable.
1/64 pulg. (0.4 mm) o 6% ó 12.5% del espesor de pared del tubo, cualquiera que sea más pequeño.
2 Pulg. (50.8 mm) en una soldadura con una longitud contínua de 12 pulg. (304.8 mm) ó 1/8 de la longitud de soldadura, cualesquiera que sean menores
1/64 pulg. (0.4 mm) ó 6% del espesor de pared del tubo, cualquiera que sea más pequeño.
Aceptable sin que importe la longitud.
TABLA 4 - Dimensiones máximas de Socavado
10 Reparación y Remoción de Defectos
10.1 AUTORIZACIÓN PARA LA REPARACIÓN
10.1.1 Rajaduras
Se eliminarán las soldaduras rajadas de la línea a menos que sea permitida por 9.3.10 o cuando la reparación es autorizada por la compañía. Pueden ser reparadas las rajaduras con tal de que la longitud del rajadura sea menor que el 8% de la longitud de la soldadura y se use un procedimiento de soldadura de reparación calificado.
10.1.2 Otros Defectos que Rajaduras
Los defectos en los cordones de raíz y de relleno, otros que rajaduras, pueden ser reparados previa autorización de la compañía. Los defectos en el pase de cubierta, otros que rajaduras, pueden ser reparados sin autorización previa de la compañía. Un procedimiento de soldadura de reparación calificado se exige ser usado siempre que una reparación se haga a un proceso de soldadura diferente del original ó cuando las reparaciones son hecho en una área previamente reparada
10.2. PROCEDIMIENTO DE REPARACIÓN
Cuando un proceso de reparación es requerido, el procedimiento se establecerá y calificará para demostrar que pueden producirse una soldadura con las propiedades mecánicas y tenacidad apropiada. Esto se determinará por pruebas destructiva, el tipo y número de tales pruebas estará a la discreción de la compañía. El procedimiento de la reparación, como mínimo, incluirá a lo siguiente: 10.2.1 Método para la exploración del defecto.
10.2.2 Método para la remoción del defecto.
10.2.3 La ranura de reparación es examinada para asegurar la remoción completa del defecto.
10.2.4 Requerimientos para precalentamiento y tratamiento térmico de interpase.
10.2.5 Información de Procesos de soldadura y otras especificaciones contenidas en 5.3.2.
10.2.6 Requerimiento para inspección no destructiva de interpase.
10.3 CRITERIOS DE ACEPTACION
10.3.1 Las áreas reparadas tienen que ser inspeccionadas por los mismos medios anteriormente usados. Si la compañía lo elige, puede re inspeccionar toda la soldadura que contiene una reparación, en la misma manera como permitida para la inspección de cualquier soldadura de producción (vea 8.1 y 8.2). Los niveles de aceptación de las reparaciones se encontrarán en la Sección 9.
10.4 SUPERVISIÓN
10.4.1 La reparación se realiza bajo la supervisión de un técnico experto en técnicas para la reparación de soldaduras.
10.5 SOLDADOR
10.5.1 La soldadura es realizada por un soldador calificado.
11 Procedimientos Para Pruebas No Destructivas
11.1 MÉTODOS PARA PRUEBAS RADIOGRÁFICAS
11.1.1 Generalidades
La sub sección 11.1 presenta los requerimientos para producir imágenes radiográficas en películas u otros medios por el uso de rayos X o rayos gamma. Debe establecer y registrarse un procedimiento detallado para la producción de imágenes. La película radiográfica producida mediante el uso de este procedimiento debe tener la densidad (vea 11.1.10), claridad y el contraste requeridos por la presente norma. Las imágenes producidas por

otros sistemas deben tener el requisito de sensibilidad para definir claramente el diámetro del agujero o alambre del pentámetro mismo. Deben usarse los criterios siguientes para evaluar las imágenes:
a. Una calidad aceptable de imagen, libre de neblina y de irregularidades del procesamiento, que podrían enmascara la imagen de las discontinuidades verdaderas.
b. El Penetrámetro, el agujero esencial o diámetro del alambre. c. Un sistema satisfactorio de identificación.
d. Una técnica e instalación aceptables.
e. Compatibilidad con el estándar de aceptación.
Todos los requerimientos, que se refieren a la calidad de las imágenes resultantes, deben aplicarse igualmente a los rayos X y rayos gamma. El uso de la inspección radiográfica y la frecuencia de su uso deben ser según opción de la compañía.
La compañía y el contratista radiográfico deberían estar de acuerdo sobre el procedimiento o procedimientos radiográficos a emplearse, antes de realizar la radiografía de producción. La compañía debe exigir del contratista que demuestre que sus procedimientos radiográficos propuestos producirán imágenes aceptables.
11.1.2 Detalles del Procedimiento
11.1.2.1 Generalidades
Deben registrarse los detalles de cada procedimiento radiográfico. Una copia del récord debe entregarse a la compañía para sus registros, archivos. El récord puede ser en forma escrita, un dibujo o ambos. Cada procedimiento debe incluir, como mínimo los detalles aplicables mencionados en 11.1.2.2 y 11.1.2.3.
11.1.2.2 Radiografía de Película
El procedimiento para radiografía de película debe incluir, como mínimo, los detalles siguientes:
a. Fuente de radiación – el tipo de la fuente de radiación, el tamaño de la fuente efectiva o sitio de enfoque, así como el orden de voltaje del equipo para rayos X.
b. Pantallas intensificadoras – el tipo y la ubicación de las pantallas y, si se usa un cable, su espesor.
c. Película – la marca o tipo de la película o ambos y el número de marcos en el portador o el cassette. Para técnicas de películas múltiples, debe especificarse la manera en que tendrá que verse la película.
d. Geometría de exposición – si se trata de una exposición en una sola pared para visión en una sola pared ( SWE / SWV ), exposición en pared duplo para exposición de visión en una sola pared ( DWE / SWV ) o una exposición en pared duplo para visión en pared duplo ( DWE / DWV ); la distancia desde la fuente o el punto focal hasta la película; las posiciones relativas de la película, la soldadura, fuente, penetrámetros y el intervalo de los
marcadores de referencia, así como el número de las exposiciones requeridas para la radiografía de una soldadura completa.
e. Condiciones de Exposición – si se trata de miliamperios o minutos Curie, el voltaje de los rayos X o el voltaje de entrada y el amperaje, así como el tiempo de exposición.
f. Procesamiento – si es automático o manual; el tiempo y la temperatura para el revelado y el tiempo para terminar con el baño o enjuague, fijación y lavado; así como los detalles del secado.
g. Materiales – el tipo y rango de espesor del material, para el que es adecuado el procedimiento.
h. Pentámetros – el tipo, material, número de identificación y el orificio esencial, así como el material de plancha y el espesor.
i. Protección del calor - el material, espesor, y la distancia del lado de la película a la superficie del tubo deben tener protección del calor.
11.1.2.3 Otros Medios para dar Imágenes
El procedimiento de radiografía, que usa medios de imágenes distintos que una película, debe incluir, como mínimo, los detalles siguientes:
a. Fuente de radiación – el tipo de la fuente de radiación, el tamaño de la fuente efectiva o punto focal y el orden de voltaje del equipo para rayos X.
b. El sistema usado para colección de imagen.
c. El sistema usado para el procedimiento de la imagen.
d. El sistema usado para visualizar la imagen.
e. El sistema usado para almacenaje de las imágenes.
f. Geometría de exposición – si se trata de SWE / SWV, DWE / SWV o DWE/ DWV; la distancia desde la fuente o punto focal hasta la película; las posiciones relativas de la película, soldadura, fuente, pentámetros y marcadores de intervalo o referencia, y el número de exposiciones requeridas para la radiografía de una soldadura completa.
g. Condiciones de exposición – si se trata de miliamperios o minutos Curie, el voltaje del rayo X o el voltaje de entrada y el amperaje y, si fuese aplicable, el tiempo de exposición.
h. Materiales – el tipo y rango de espesor del material, para lo que es adecuado el procedimiento.
i. Penetrámetros – el tipo, material, número de identificación y el orificio esencial, así como el material de placa y el espesor. Para penetrámetro tipo alambre: el tipo, material, letra de identificación norma ASTM de identificación y diámetro de alambre esencial.
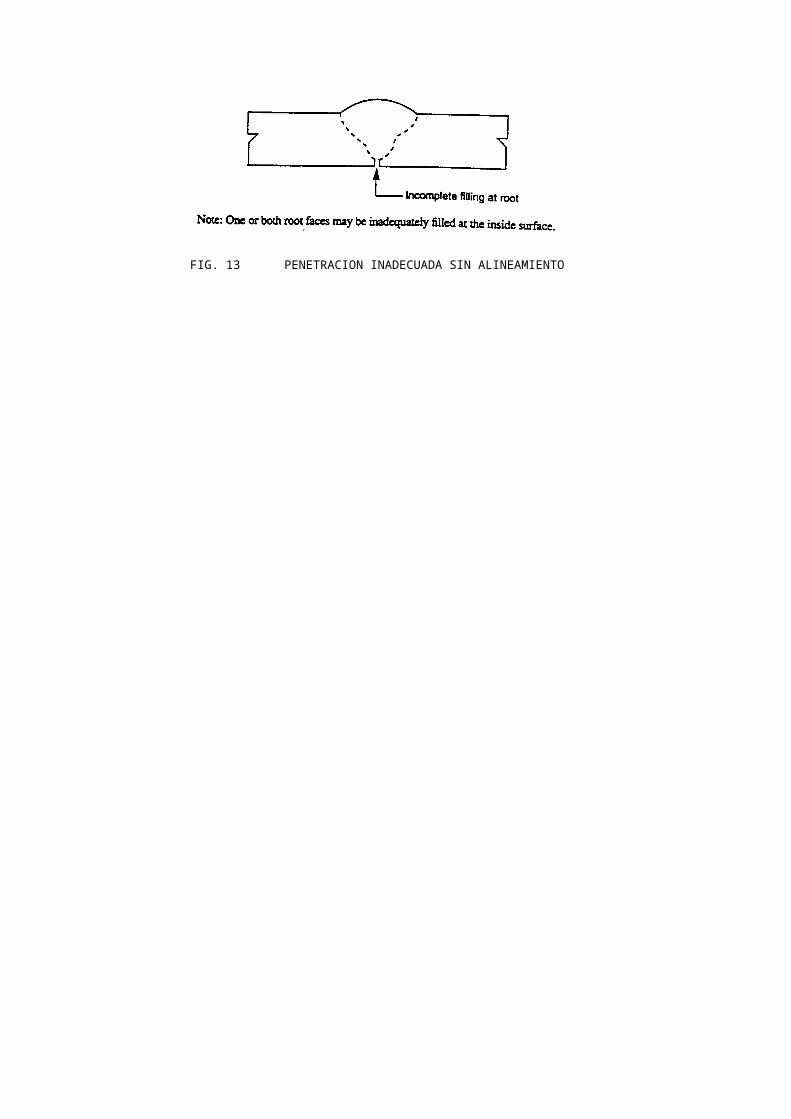
j. Protección del calor - el material, espesor, y la distancia del lado de la película a la superficie del tubo deben tener protección del calor.
11.1.3 Geometría de Exposición
11.1.3.1 Radiografía de Película
Si una fuente radiográfica es centrada en el tubo para exponer una soldadura a tope, basta una sola exposición para la inspección radiográfica de la soldadura completa ( SWE / SWV ). Si la fuente radiográfica se encuentra afuera, pero no más que a ½ pulg. (13 mm) desde la superficie de soldadura, deben hacerse por lo menos tres exposiciones, separadas por 120 grados, para la inspección radiográfica de una soldadura completa ( DWE / SWV ). Si la fuente radiográfica está afuera y a más de ½ pulg. (13 mm) desde la superficie de la soldadura, en tal caso deben hacerse por lo menos cuatro exposiciones, separadas por 90 grados, para la inspección radiográfica de una soldadura completa ( DWE / SWV ). Si el diámetro de la tubería, que contiene la soldadura, es de 3.1/2 pulg. (88.9 mm) o menos, puede usarse un procedimiento DWE/ DWV. Si se usa este procedimiento y el rayo de radiación es desviado, para que el lado de la fuente y el lado de la película no lleguen a solaparse en las áreas de la radiografía que se está evaluando, entonces deben hacerse por lo menos dos exposiciones, separadas por 90°, para inspeccionar radiográficamente una soldadura completa. Si las porciones del lado de la fuente y del lado de la película de la soldadura están superpuestas, deben hacerse por lo menos tres exposiciones, separadas por 60°, para inspeccionar radiográficamente una soldadura completa.
Al radiografiar diámetros más pequeños, tubos de pared más gruesa, deberían hacerse exposiciones adicionales para minimizar la distorsión de las imágenes de discontinuidades al final de las radiografías.
La distancia mínima entre la fuente o punto focal y el lado de la fuente del objeto a radiografiar tiene que ser determinada por la fórmula siguiente (usando unidades de medición constantes):
D = St / kDonde:D = distancia mínima en pulgadas entre la fuente o punto focal y el lado de la fuente del objeto a radiografiarse.S = tamaño en pulgadas de la fuente efectiva o punto focal.t = espesor de la soldadura en pulgadas, incluyendo el refuerzo, más la distancia entre el lado de la película y la soldadura.k = Factor de Indistinción geométrica.
Cuando t está determinando para los procedimientos SWE / SWV y DWE / SWV , debe usarse el espesor de la sola pared y su refuerzo de soldadura. Si se está determinando t para los procedimientos DWE/ DWV, se debe usar el diámetro exterior de la soldadura ( es decir, el diámetro exterior del tubo más el doble de la altura promedia de la sobre elevación de soldadura). Normalmente, k es de 0.02 pulg. (0.5 mm) para material, cuyo espesor es menor o igual a 2.0 pulg. (50.8 mm), pero la aceptación final de cada radiografía debería basarse en la habilidad de ver la imagen del pentámetro prescrita y el orificio esencial.
11.1.3.2 Otros Medios para Obtener ImágenesLa aceptación final de la imagen debe basarse
en la habilidad de ver la imagen del pentámetro prescrita y el orificio esencial o diámetro del alambre. Para imágenes en movimiento, la geometría expuesta será evaluada en la máxima velocidad de barrido durante la inspección radiográfica de la soldadura completa.
11.1.4 Tipo de Penetrámetros
Los penetrámetros deben estar conformes con los requerimientos de ASTM E 1025 o de la Fig. 21 para Penetrámetro tipo agujero (hole type), ó ASTM E 747 para Penetrámetro tipo alambre ( wire type) . La compañía debe decidir, qué juego de requerimientos tiene que usarse. Los penetrámetros deben estar fabricados de material que radiográficamente es similar al material que se está soldando.
11.1.5 Selección de penetrámetros
11.1.5.1 Penetrámetro Tipo agujero (Hole )
El espesor máximo del penetrámetro a usar, basándose en el espesor de la pared del tubo o de la soldadura, así como su número de identificación se muestran en la TABLA 5 para penetrámetros ASTM E 1025 y en la TABLA 6 para los penetrámetros de la Fig 21. Si la selección del penetrámetro se basa en el espesor de la soldadura, en tal caso deben colocarse debajo del penetrámetro placas de material, que radiográficamente son similares al del tubo y equivalentes en espesor al promedio de la construcción de soldadura. Si la selección del penetrámetro se basa en el espesor de la pared del tubo, entonces no es necesario usar placas. Según opción del contratista radiográfico, es posible usar penetrámetros más delgados que los arriba especificados, siempre que se obtenga la sensibilidad radiográfica requerida.
Las imágenes radiográficas del contorno del penetrámetro, los números de identificación y el hueco esencial deben aparecer todos claramente. Los huecos esenciales para penetrámetros ASTM E 1025 y penetrámetro de la fig. 21 el hueco esencial es 2T. Para penetrámetros de la Fig. 21, el hueco 2T no necesita ser menor de 1/16 pulg. (1.6 mm) en diámetro.
11.1.5.2 Penetrámetros Tipo Alambre (Wire)El diámetro del alambre esencial a ser usado,
basado en el espesor de la soldadura, se muestra en Tabla 7 para ASTM E 747 penetrametros del alambre. A la opción del contratista del radiografía, el penetrámetro de diámetro de alambre más pequeño que aquellos especificaron anteriormente puede usarse, con tal de que la sensibilidad del radiográfico requerida se obtiene.
Las imágenes del radiographic del penetrameter de tipo de alambre están identificando el número de estilo y ASTM pusieron la carta aparecerá claramente. La imagen del diámetro del alambre esencial aparecerá claramente por el área entera de interés.

TABLA 5 – Espesor de Tubo versus Espesor de Penetrámetro ASTM E 1025
Pipe Wall or Weld thickness Essential Wire Diameter
Inches Millimeters Inches MillimetersIdentifying
Number0 – 0.250 0 – 6.40 0.0125 0.32 12
0.250 – 0.375 6.40– 9.50 0.0150 0.38 15 0.375 – 0.500 9.50 – 12.70 0.0175 0.44 17 0.500 – 0.750 12.70 – 19.10 0.0200 0.51 20 0.750 – 1.000 19.10 – 25.40 0.0250 0.64 25 1.000 – 2.000 25.40 – 50.80 0.0300 0.76 30
TABLA 6 – Espesor de Tubo versus Espesor de Penetrámetro a
Pipe Wall or Weld Thickness Maximum PenetrameterThickness
Inches Millimeters Inches Millimeters IdentifyingNumber
0 – 0.250 0 – 6.40 0.0050 0.13 5 0.250 – 0.375 6.40 - 9.50 0.0075 0.19 7 0.375 – 0.500 9.50 - 12.70 0.0100 0.25 10 0.500 – 0.625 12.70 - 15.90 0.0125 0.32 12 0.625 – 0.750 15.90 - 19.10 0.0150 0.38 15 0.750 – 0.875 19.10 - 22.20 0.0175 0.44 17 0.875 – 1.000 22.20 - 25.40 0.0200 0.51 20 1.000 – 1.250 25.40 - 31.80 0.0250 0.64 25
1.250 – 1.500 31.80 - 38.10 0.0300 0.76 30 1.500 – 2.000 38.10 - 50.80 0.0350 0.89 35
FIG. 21 PENETRAMETRO PATRON
TABLA 7 – Espesor de Tubo versus Diámetro de Alambre de Penetrámetro ASTM E 747
Pipe Wall or Weld thickness Essential Wire DiameterInches Millimeters Inches Millimeters ASTM Set Letter
0 - 0.250 0 – 6.40 0.01250 0.32 7 0.250 – 0.375 6.40 – 9.50 0.01500 0.38 10 0.375 – 0.500 9.50 – 12.70 0.01750 0.44 12 0.500 – 0.750 12.70 – 19.10 0.02000 0.51 150.750 – 1.000 19.10 – 25.40 0.02500 0.64 17
1.000 – 2.000 25.40 – 50.80 0.03000 0.76 2011.1.6 Colocación de Penetrámetros
11.1.6.1 Película

Excepto como indica el ítem c) de abajo, los penetrámetros serán colocados en contacto con la tubería.
a. Penetrámetro Tipo Agujero: Cuando se radiografía una soldadura completa en una sola exposición, usando una fuente dentro de la tubería, deben utilizarse por lo menos cuatro penetrámetros alrededor de la circunferencia en espacios aproximadamente iguales. Si se está radiografiando una soldadura usando el procedimiento DWE / DWV, debe colocarse un penetrámetro en el lado de la fuente, de manera que su imagen esté central a y dentro o adyacente a, pero no sobre puesta sobre la imagen de l soldadura. Al usar un procedimiento de exposición múltiple y la longitud de la película a ser interpretada es mayor que 5 pulg. (127 mm), entonces deben usarse dos penetrámetros colocados en el lado de la película. Uno debe estar dentro de 1 pulg. (25.4 mm) del final de la longitud de la película a interpretar y el otro debe estar diametralmente opuesto a la fuente. Si se usa un procedimiento de exposición múltiple y la longitud de la película a interpretarse es de 5 pulg. (127 mm) o menos, un penetrámetro debe encontrarse en el lado de la película diametralmente opuesto a la fuente. Al radiografiar una soldadura reparada, por lo menos un penetrámetro debe colocarse adyacente a cada área reparada.
b. Penetrámetro Tipo Alambre: El numero y la localización de estos penetrámetros será similar a lo descrito en lo anterior excepto que los alambres serán ubicados transversal y perpendicularmente en el largo de la soldadura.
c.
11.1.6.2 Otros medios para Obtener Imágenes.Para medios de obtención de imágenes distintas
que una película, si se está radiografiando con la fuente dentro o fuera de la tubería, deben usarse por lo menos cuatro pentámetros espaciados aproximadamente igual alrededor de l circunferencia y en contacto con la tubería.
11.1.7 Radiografía de Producción
Únicamente radiógrafos de nivel II ó III deben interpretar las imágenes radiográficas de las soldaduras de producción. Los radiógrafos deben reportar ala compañía todas las discontinuidades inaceptables observadas en las imágenes, a menos que la compañía requiere que sean reportadas todas las discontinuidades observadas. El radiógrafo debe indicar, si la soldadura cumple con los requerimientos de la Sección 9. La compañía debe determinar la disposición final de la soldadura.
11.1.8 Identificación de Imágenes
Las imágenes deben ser claramente identificadas mediante uso de números indicadores, letras indicadoras, marcadores u otra identificación, de manera que la misma soldadura y cualquier discontinuidad en ella pueden ser ubicada rápida y precisamente. La compañía puede especificar el procedimiento de identificación a usarse. Siempre que se use más de una imagen para inspeccionar una soldadura, la marcación identificadora debe aparecer en cada imagen e imágenes adyacentes deben estar sobrepuestas. El último marcador de referencia en cada
fin de la imagen debe aparecer en las imágenes adyacentes apropiadas de una manera para establecer que no se haya omitido ninguna parte de la soldadura.
11.1.9 Almacenaje de Películas y otros Medios para Obtención de Imágenes
11.1.9.1 Película
Todas las películas no expuestas deben almacenarse en un sitio limpio y seco, donde las condiciones no afectarán la emulsión diametralmente. Si se presenta alguna pregunta respecto a la condición de la película no expuesta, hojas de la parte delantera y posterior de cada paquete, o una longitud de película igual a la circunferencia de cada rollo original, tienen que ser procesados de manera normal, sin exposición a la luz o radiación. Si la película procesada muestra neblinas, debe descartarse toda la caja o rollo, del que ha sido tomada la película restante en la caja o el rollo esté libre de pre exposición / neblina excediendo 0.30 H&D de densidad trasmitida para una película de base transparente de 0.05 H&D de densidad reflejada para una película de base opaca.
Nota:H&D se refiere al método Hurter – Driffield para
definir el ennegrecimiento cuantitativo de la película.
11.1.9.2 Otros Medios para Obtención de Imágenes
Los otros medios que la película para obtener imágenes debe almacenarse estrictamente de acuerdo con las recomendaciones del fabricante.
11.1.10 Densidad de la Película
11.1.10.1 Densidad de la Película
Salvo áreas localizadas pequeñas causadas por las configuraciones de la soldadura irregulares, la densidad H&D transmitida en el área de interés de película transparente-basado no será menor de 1.8 ni mayor que 4.0. La densidad H&D reflejada para la película opaco-basado no será menor de 0.5 ni mayor que 1.5. Las densidades H&D transmitidas a través de las áreas localizadas pequeñas pueden exceder estos límites; sin embargo, las densidades mínimas no serán menor de 1.5 y las densidades máximas no excederá 4.2; la densidad H&D reflejada no será menos de 0.25 y no excederá 1.8.
11.1.10.2 Equipos para ver Películas.
El equipo inspeccionador (iluminador) será de la alto-intensidad variable y será capaz de ver las densidades de películas dentro del rango especificó en 11.1.10.1. Estará equipada para prevenir la luz, que viniera de alrededor del borde exterior de la radiografía o a través de las porciones de densidad bajas de la radiografía, para interferir con las interpretaciones.

11.1.10.3 Medios para Ver Películas
Los medios para ver proporcionarán fondo dominado que iluminando de una intensidad que no causará reflexiones molestas, sombras, o luz intensa en la radiografía.
11.1.11 Procesamiento de la Imagen
Si requerido por la compañía, la película u otros medios para obtención de imágenes deben ser procesados, manejados y almacenados de manera que las imágenes sean interpretables por lo menos 3 años después de haber sido producidas.
11.1.12 Area para Procesamiento de Imágenes
El área para procesamiento de las imágenes y todos los accesorios deben mantenerse limpios durante todo el tiempo.
11.1.13 Protección contra Radiación
El radiógrafo es responsable de la protección y del monitoreo de cada persona que trabaja con o cerca de fuentes de radiación. La protección y el monitoreo deben cumplir con las prescripciones federales, estatales y locales aplicables.
11.2 MÉTODO DE PRUEBA POR PARTÍCULAS MAGNÉTICAS
Si por parte de la compañía se ha especificado pruebas por partículas magnéticas, debe establecerse un procedimiento detallado por escrito para la prueba con partículas magnéticas, procedimiento que debe cumplir o exceder los requisitos de ASTM E 709. La compañía y al contratista para las pruebas no destructivas deberían estar de acuerdo respecto al procedimiento para la prueba con partículas magnéticas, antes de realizar las pruebas de producción.
La compañía le exigirá a la contratista que demuestre que los procedimientos propuestos producirán los resultados aceptables y le exigirán al contratista que use los tales procedimientos para la producción de pruebas.
11.3 MÉTODO DE PRUEBA CON TINTES PENETRANTES
Si la compañía está especificando pruebas por tintes penetrantes, debe establecerse un procedimiento detallado por escrito para pruebas con tintes penetrantes, que cumple o excede los requerimientos de ASTM E 165. La compañía y el contratista para pruebas no destructivas deberían estar de acuerdo respecto al procedimiento o procedimientos para las pruebas con tintes penetrantes antes de realizar la prueba de producción.
La compañía le exigirá a la contratista que demuestre que los procedimientos propuestos producirán los resultados aceptables y le exigirán al contratista que use los tales procedimientos para la producción de pruebas.
11.4 MÉTODO DE PRUEBA POR ULTRASONIDO
11.4.1 Generalidades.....
Si por parte de la compañía se especifica pruebas por ultrasonido, debe establecerse un procedimiento detallado por escrito, que cumple o excede los requerimientos de ASTM E 164. La compañía y el contratista para pruebas no destructivas deberían convenir el procedimiento o los procedimientos para pruebas por ultrasonido antes de realizar la prueba de producción.
11.4.2 Detalles de Proceso
11.4.2.1 Generalidades
Los detalles de cada procedimiento por ultrasonido será registrado. Una copia será suministrada a la Cia. Para sus registros. Los informes serán por escritos y con esquemas. Como mínimo cada procedimiento incluirá los detalles aplicados mencionados en el numeral 11.4.2.2.
11.4.2.2 Proceso por Ultrasonido.
Como mínimo el procedimiento para el ensayo por ultrasonido de soldaduras incluirá los siguientes detalles específicos aplicables:
a. Tipos de soldaduras a ser ensayadas, dimensiones de preparación de la junta y procesos de soldadura.
b. Tipo de material (por ejemplo, para API especificaciones 5L, tamaño, grado, espesor, proceso de fabricación.
c. Preparación y acondicionamiento de la superficie a explorar.
d. Etapa en que la inspección será efectuada.
e. Instrumento / Sistema de Ultrasonido y palpadores (por ejemplo, fabricante, tipo, tamaño, entre otros).
f. Manual u Automático.
g. Acoplante.
h. Técnicas de Ensayo:
1. Angulo2. Frecuencia3. Temperatura e Intervalos4. Bloque de referencias y Velocidades de
exploración.5. Datos de referencias y localización de
marcas(por ejemplo, ubicaciones de cara de raiz y circunferencial.
i. Bloques de referencia, esquemas de detalle mostrando dimensiones de la vista de planta y sección transversal de los bloques patrón de

referencia del material de producción y todos los reflectores de referencia .
j. Requisitos de Calibración .El intervalo para el cual la calibración del instrumento o del sistema es requerido, la secuencia del ajuste de calibración de la instalación antes de inspeccionar las soldaduras, incluyendo todos los bloques patrones de calibración a ser usados, el ajuste del nivel de sensibilidad de referencias (por ejemplo, DAC o TCG), los intervalos para verificación de los ajustes de calibración.
k. Nivel de exposición o barrido, el ajuste de sensibilidad en decibeles (dB) a ser agregado a la sensibilidad de referencia para exploración o barrido
l. Nivel de Evaluación. El Nivel o altura de ecos detectados durante la exploración para los cuales se requiere una evaluación adicional y cualquier ajuste de sensibilidad que se haga antes de la evaluación de aceptación o rechazo.
m. Registro de los resultados, Tipos de registro(Por ejemplo: dibujos, impresoras, disco compacto, etc. ) y si todos los reflectores o únicamente los reflectores no aceptados serán registrados.
Registros de inspección por Ultrasonido. Un ejemplo de los registros de inspeccion.
11.4.3 Requisitos del Personal de Ensayos por Ultrasonido.
Un Nivel III en END en Método por Ultrasonido, desarrollara la técnica de aplicación y preparara y aprobara el procedimiento de ensayo. Únicamente personal certificado en Nivel II o III calibrara el equipo, interpretara los resultados del ensayo. El personal Nivel II o III en ultrasonido ejecutara el ensayo y evaluara los resultados bajos los criterios de aceptación o rechazo.
El personal para ensayo por ultrasonido ejecutara inspecciones de acuerdo con procedimientos aprobados y calificados (ver 11.4.4). El personal responsable por el ensayo será capaz de determinar la aceptación de soldaduras a tope circunferencialmente de acuerdo con los criterios de aceptación establecidos en el 9.6.
La Cia. Tiene el derecho, en cualquier momento, de exigirles al personal que demuestre sus capacidades para llevar a cabo los requisitos del procedimiento calificado.
11.4.4 Calificación del Procedimiento de Ensayo
Antes de la aprobación escrita, la Cia. exigirá al contratista que demuestre la aplicación del procedimiento y los sistemas por ultrasonido. Generara un registro de la calificación del procedimiento y los resultados y serán documentados antes de emplearlos en soldaduras reales de campo. El proceso de calificación será como sigue:
a) Las soldaduras(mínimo 2 por procesos de soldadura) que contenga defectos e imperfecciones aceptables serán preparadas de muestras reales del material del tubo de producción utilizando la especificación del procedimiento de soldadura aprobado. Puede ser usado las soldaduras de calificación de soldadores.b) .
.
c) ...
d) .....
e) .......
11.4.5
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
.
11.4.6
.
.
.
.
.

.
.
.
11.4.7
11.4.7.1
.
.
.
.
.
.
.
.
.
11.4.7.2
.
.
.
.
.
.
.
.
.
.
.
.
11.4.7.3
.
.
.
.
.
.
.
.
.
.
.
.
.
11.4.8
.
.
.
.
.
11.4.9
.
.
.
.
.
12 Soldadura Automática con Adición de Metal de Aporte
12.1 PROCESOS ACEPTABLES
La soldadura automática debe realizarse con uso de uno o más de los procesos siguientes:
a. Soldadura por arco sumergido (SAW).
b. Soldadura por arco metálico o gas (GMAW).
c. Soldadura por arco tungsteno gas (GTAW).
d. Soldadura por arco con núcleo de flux, con o sin protección externa (FCAW).
e. Soldadura al Arco con Plasma (PAW)
12.2 CALIFICACIÓN DEL PROCEDIMIENTO
Ante de comenzar con la soldadura de producción, debe establecer y calificarse una especificación detallada para el procedimiento, a fin de demostrar que con este procedimiento pueden hacerse soldaduras con adecuadas propiedades mecánicas (como resistencia, ductilidad y dureza) y sanidad. Deben unirse dos largos de tubo juntas llenas o niples, siguiendo todos los detalles de la especificación para el procedimiento. La calidad de la soldadura debe determinarse tanto por ensayo destructivo como no destructivo y debe cumplir con los requerimientos de 5.6 y Sección 9, respectivamente. Estos procedimientos deben usarse, excepto donde se haya autorizado específicamente un cambio por parte de la compañía, como indicado en 12.5.
12.3 RÉCORD (REGISTRO)
Deben registrarse los detalles de cada procedimiento calificado. Este registro debe mostrar os resultados completos de la prueba para calificación del procedimiento. Deberían usarse formularios similares con aquellos mostrados en las Figs. 1 y 2. Este récord debe quedarse archivado tanto tiempo que el procedimiento esté en uso.
12.4 ESPECIFICACIÓN DEL PROCEDIMIENTO
12.4.1 Generalidades
Las especificaciones para el procedimiento deben incluir toda la información pertinente para instituir y mantener la operación apropiada del equipo, como especificado en 12.4.2.
12.4.2 Información de Especificación
12.4.2.1 Proceso
Tiene que ser identificado el proceso específico o una combinación de los procesos usados.

12.4.2.2 Materiales para Tubo y Accesorios
Deben identificarse los materiales, para los cuales se aplica el procedimiento. La especificación API , 5L tubo, como también los materiales conformes con especificaciones ASTM aceptables, puede ser agrupados (vea 5.4.2.2), siempre que se haga la prueba de calificación para el material con la más alta resistencia mínima a punto cedente en el grupo.
12.4.2.3 Diámetros
Debe identificarse encima del rango de diámetros exteriores, para los cuales es aplicable el procedimiento.
12.4.2.4 Grupo de Espesor de Pared y Número y secuencia de cordones
Debe identificarse encima del rango de los espesores de pared, para los cuales es aplicable el procedimiento, como también el rango de números de cordones requeridos para los espesores y la máquina usada para cada cordón.
12.4.2.5 Diseño de la Junta
La especificación debe incluir un dibujo dibujos de la junta, que muestre el tipo de junta ( por ejemplo, en U o en V), el ángulo del bisel y el tamaño de la cara de raíz y la abertura de la raíz. Si se usa un refuerzo, debe designarse el tipo.
12.4.2.6 Metal de Aporte
Debe designarse el tamaño y el número de la clasificación AWS del metal de aporte, si fuese disponible.
12.4.2.7 Características Eléctricas
Debe especificarse la corriente y polaridad, así como el orden del voltaje y amperaje para cada tamaño o tipo de electrodo usado.
12.4.2.8 Posición
La especificación debe designar la soldadura a rodillo o en posición.
12.4.2.9 Dirección de la Soldadura
La especificación debe designar, únicamente para soldadura en posición, si la soldadura tiene que realizarse en dirección ascendente o descendente.
12.4.2.10 Tiempo entre los Pases
El tiempo máximo entre la terminación del cordón de raíz y el comienzo del segundo cordón, como también el tiempo máximo entre la terminación del segundo cordón y el comienzo de otros cordones debe ser designado.
12.4.2.11 Tipo de Grapa para alineamiento
La especificación debe designar, si la grapa de alineamiento tiene que ser interna o externa o si no se requiere grapa.
12.4.2.12 Limpieza
La especificación debe describir la limpieza requerida para el final de la junta y del interpase.
12.4.2.13 Tratamiento de Precalentamiento
Deben especificarse los métodos, el ancho a calentar, la temperatura mínima al inicio de la soldadura y la temperatura mínima del ambiente, debajo de la cual se requiere un tratamiento de precalentamiento.
12.4.2.14 Tratamiento de PostCalentamiento.
Deben especificarse los métodos, el ancho a calentar, la temperatura mínima y máxima, la permanencia a la temperatura y los métodos para control de temperatura para el tratamiento del post calentamiento.
12.4.2.15 Gas Protector y Velocidad de Flujo
Deben designarse la composición del gas protector y el orden de las velocidades de flujo.
12.4.2.16 Flux Protector
Deben designarse el número de clasificación AWS, si está disponible, o el número de la marca del flux protector.
12.4.2.17 Velocidad de Avance
Debe especificarse para cada pase el orden de la velocidad de avance, en pulgadas (milímetros) por minuto.
12.4.2.18 Otros Factores
Deben designarse otros factores, que pueden ser necesarios para la operación apropiada del proceso o que pueden afectar la calidad del trabajo producido. Estos pueden incluir la ubicación y ángulo del arco para la soldadura por arco sumergido, la distancia del tubo de contacto al trabajo y el ancho y la frecuencia de oscilación.
12.5 VARIABLES ESENCIALES
12.5.1 Generalidades
Hay que re establecer un procedimiento de soldadura como una especificación nueva para el procedimiento y tiene que ser recalificado completamente, si cambia cualquiera de las variables esenciales indicadas en 12.5.2. En el procedimiento pueden hacerse otros cambios que los indicados en 12.5.2 sin necesidad de recalificación, siempre que la especificación para el procedimiento haya sido revisada para mostrar los cambios.
12.5.2 Cambios que requieren Recalificación

12.5.2.1 Proceso de SoldaduraUn cambio del proceso de la soldadura establecido en
la especificación del procedimiento constituye una variable esencial. 12.5.2.2 Material del Tubo
Un cambio en el material del tubo constituye una variable esencial. Para los fines de este estándar, todos los aceros al carbono pueden agruparse como sigue:
a. Resistencia a la Fluencia mínima especificada menor o igual a 42.000 Psi (290 Mpa).b. Resistencia a la Fluencia mayor que 42,000 Psi pero menor que 65.000 PSI (448 MPa).c. Para aceros al carbono con una resistencia a la Fluencia mínima especificada mayor o igual a 65.000 Psi (448 Mpa), cada grado debe pasar por una prueba separada de calificación.
Nota:Las agrupaciones arriba especificadas en 12.5.2.2 no
implican que los materiales base o metales de aporte de diferentes análisis dentro de un grupo puedan ser sustituidos indiscriminadamente para un material, que ha sido usado en la prueba de calificación, sin tomar en consideración la compatibilidad de los materiales base y metales de aporte desde el punto de vista de las propiedades metalúrgicas y mecánicas y los requerimientos para el pre y post tratamiento térmico.
12.5.2.3 Diseño de la Junta
Un cambio mayor en el diseño de la junta ( por ejemplo, desde ranura en V a ranura en U ) o todo cambio más allá del rango establecido en la especificación para el procedimiento para tales factores como espaciamiento, cara de la raíz y ángulo de bisel constituyen una variable esencial.
12.5.2.4 Espesor de Pared
Un cambio en el espesor de la pared más allá del rango establecido en la especificación para el procedimiento constituye una variable esencial.
12.5.2.5 Diámetro del Tubo
Un cambio en el diámetro del tubo más allá del rango establecido en la especificación para el procedimiento constituye una variable esencial.
12.5.2.6 Metal de Aporte
Los cambios siguientes en el metal de aporte constituyen variables esenciales:
a. Un cambio de un grupo de metal de aporte a otro (vea TABLA 1).
b. Para materiales de tubo con una resistencia mínima especificada de punto cedente mayor o igual a 65.000 Psi (448 megapascals), un cambio en la clasificación AWS del metal de aporte (vea 5.4.2.2).
Cambios en el metal de aporte pueden hacerse dentro de los grupos especificados en 12.5.2.2, Items a y b. La compatibilidad del material base y el metal de aporte debería considerarse desde el punto de vista de las propiedades mecánicas.
12.5.2.7 Tamaño del alambre
Un cambio en el tamaño del alambre de aporte constituye una variable esencial.
12.5.2.8 Tiempo entre los Pases
Un aumento en el tiempo máximo entre la terminación del cordón de raíz y comienzo del segundo cordón constituye una variable esencial.
12.5.2.9 Dirección de la Soldadura
Un cambio de soldadura en la dirección desde vertical ascendente a vertical descendente, viceversa, constituye una variable esencial.
12.5.2.10 Gas Protector y Velocidad de Flujo
Un cambio desde un gas protector a otro o de una mezcla de gases a otra constituye una variable esencial. Un aumento o una disminución en el rango de la velocidad de flujo establecido para el gas protector también constituye una variable esencial.
12.5.2.11 Flux Protector
Vea Tabla 1, nota al pie de página, a, respecto a cambios en el flux protector que constituyen variables esenciales.
12.5.2.12 Velocidad de Avance
Un cambio en el rango de la velocidad de avance constituye una variable esencial.
12.5.2.13 Requerimientos para Pre y Post Tratamiento Térmico
Un cambio en los requerimientos para pre y post tratamiento térmico constituye una variable esencial.
12.5.2.14 Característica Eléctricas
Un cambio en las características eléctricas constituye una variable esencial.
12.5.2.15 Diámetro del orificio o composición de gas de orificio
Para con arco plasma , un cambio en la composición nominal del gas del orificio o un cambio en el diámetro del orificio.
12.6 CALIFICACIÓN DEL EQUIPO DE SOLDADURA Y DE LOS OPERADORES
Cada máquina de soldar y cada operador debe ser calificada mediante la producción de una soldadura aceptable con uso del procedimiento

calificado de soldadura. Las soldaduras terminadas deben ser aprobadas mediante métodos destructivos, métodos no destructivos o ambos y deben cumplir con los requerimientos de 6.4 hasta 6.7. Cada operador debe haber recibido el entrenamiento adecuado en la operación del equipo que está operando. Unidades idénticas de máquinas de soldar, sean adicionales o en reemplazo, pueden ser calificadas por ensayo no destructivo en soldaduras de producción. Si el procedimiento de soldadura comprende más de una operación o más de un operador, cada operador tiene que estar calificado para la unidad soldadora o las unidades que usará en la soldadura de producción.
12.7 REGISTROS DE OPERADORES CALIFICADOS
Debe hacerse un registro de las pruebas requeridas por 12.6 y de los resultados detallados de cada prueba. Debería usarse un formulario similar al que se demuestra en la Fig. 2. (este formulario debería confeccionarse para que convenga a las necesidades de la compañía, pero tiene que ser lo suficientemente detallado para demostrar que la prueba de calificación cumple con los requerimientos de esta norma). Debe mantenerse archivado una lista de los operadores calificados y de los procedimientos para que hayan sido calificados. Puede exigirse que un operador sea re calificado, si se presentan dudas respecto a su competencia.
12.8 INSPECCIÓN Y PRUEBA DE SOLDADURAS DE PRODUCCIÓN
Las soldaduras de producción deben ser inspeccionadas y probadas de acuerdo a la Sección 8.
12.9 ESTÁNDAR DE ACEPTACIÓN PARA PRUEBAS NO DESTRUCTIVAS
El estándar de aceptación para ensayos no destructivos debe estar de acuerdo con la Sección 9 o el apéndice, según opción de la compañía.
12.10 REPARACIÓN Y REMOCIÓN DE DEFECTOS
La reparación y remoción de defectos debe estar en conformidad con la Sección 10.
12.11 PRUEBAS RADIOGRÁFICAS
Las pruebas radiográficas deben estar de acuerdo con la Sección 11.1.
13 Soldadura Automática Sin Adiciones de Metal de Aporte
13.1 PROCESOS ACEPTABLES
La soldadura automática sin adiciones de metal de aporte debe hacerse con uso de soldadura a tope por chispa.
13.2 CALIFICACIÓN DEL PROCEDIMIENTO
13.2.1 Procedimiento
Antes de comenzar con la soldadura de producción debe establecer y calificarse una especificación detallada para el procedimiento para demostrar que mediante el procedimiento pueden realizarse soldaduras con propiedades mecánicas aceptables (como resistencia, ductilidad y dureza) y solidez. Deben hacerse por lo menos dos soldaduras uniendo longitudes del tubo, juntas completas o niples y siguiendo todos los detalles de la especificación para el procedimiento. La calidad de la soldadura debe determinarse tanto por ensayos destructivos y no destructivos y debe cumplir con los requerimientos de 13.2.3 y 13.9. Deben usarse estos procedimientos, excepto que por pare de la compañía se haya autorizado específicamente un cambio, como mencionado en 13.5.
13.2.2 Radiografía ante de la Prueba Mecánica
Toda soldadura para calificación del procedimiento debe cumplir con los requerimientos de 13.9 antes de someterla a pruebas mecánicas.
13.2.3 Pruebas mecánicas de Juntas Soldadas a Tope
13.2.3.1 Generalidades
Las probetas para prueba mecánica deben cortarse de la junta soldada como se muestra en las Fig. 23, 24, 25. En la Tabla 7 se indica el número mínimo de probetas y las pruebas a las cuales deben ser sometidas. Estas probetas tienen que preparar y probarse según las especificaciones en 13.2.3.2 hasta 13.2.3.4.
13.2.3.2 Pruebas para la Resistencia a la Tracción
13.2.3.2.1 Preparación
Las probetas para pruebas de resistencia a la tracción deben preparase de acuerdo con 5.6.2.1.
13.2.3.2.2 Método
Las probetas para la prueba de resistencia a la tracción deben ser probadas con 5.6.2.2.
13.2.3.2.3 Requerimientos
La resistencia a tracción de la soldadura, incluyendo la zona de fusión de cada probeta, debe estar mayor o igual a la resistencia a la tracción mínima especificada para el material del tubo, pero no tiene que ser mayor o igual a la verdadera resistencia a tracción del material. Si la probeta se rompe fuera de la zona de soldadura y fusión ( es decir, en el material base de tubo) y satisface los requerimientos mínimos para resistencia a la tracción de la especificación, entonces debe

aceptarse la soldadura como de acuerdo con los procedimientos.
Si las probetas se rompen en la zona de soldadura o fusión, a resistencia observada es mayor o igual a la resistencia mínima a la tracción especificada para el material del tubo y la soldadura cumple con los requerimientos dados para la solidez como en 13.2.3.3.3, la soldadura debe ser aceptada como satisfactoria para los requerimientos.
13.2.3.3 Prueba de Rotura con Entalla
13.2.3.3.1 Preparación
El número de las probetas de mella de 2 pulg. Requerido por la Tabla 8 tiene que ser preparado de acuerdo con la Fig. 26. Los lados de la muestra deben macro atacarse ( “macroetch”) para ubicar la línea de fusión con sierra; cada entalladura debe tener una profundidad de aprox. 1/8 pulg. (3 mm). Adicionalmente se debe entallar el diámetro interior y exterior del refuerzo de soldadura hasta una profundidad no mayor de 1/16 pulg. (1.6 mm), medida desde la superficie de la soldadura.
13.2.3.3.2 Método
Las muestras para prueba de mella deben probarse de acuerdo con 5.6.3.2.
13.2.3.3.3 Requerimientos
Las superficies expuestas de cada muestra para prueba de mella deben mostrar penetración y fusión completa. Las inclusiones de escoria no deben exceder 1/8 pulg. (3 mm) en longitud o ancho. Debe haber por lo menos ½ pulg. (13 mm) de soldadura buena entre las inclinaciones adyacentes de escoria.
13.2.3.4 Prueba de Doblado Lateral
13.2.3.4.1 Preparación
Las probetas para prueba de dobladura lateral deben prepararse de acuerdo con 5.6.5.1.
13.2.3.4.2 Método
Las probetas para prueba de dobladura lateral deben prepararse de acuerdo con 5.6.5.1.
13.2.3.4.3 Requerimientos
Los requerimientos para la realización de las probetas para dobladura lateral deben estar de acuerdo con 5.6.4.3.
13.3 REGISTRO
Los detalles de cada procedimiento calificado deben registrarse en un formulario, que comprenda como mínimo todos los items incluidos en 13.4. Este registro debe mostrar los resultados completos de la prueba de calificación para el procedimiento y debe mantenerse archivado mientras el procedimiento esté en uso.
13.4 ESPECIFICACIÓN PARA EL PROCEDIMIENTO
La especificación para el procedimiento debe incluir toda la información pertinente a la instalación y mantenimiento de la operación adecuada del equipo, como se indica en los ítems siguientes:
a. Proceso de soldadura.b. Material del tubo.c. Espesor de la pared del tubo y diámetro.d. Preparación del extremo del tubo y diámetro.e. Preparación de metal base, incluyendo esmerilado de la soldadura de costura del tubo, si hubiese, y limpieza de los extremos del tubo para contacto eléctrico.f. Posición de la soldadura.g. Requerimiento para tratamiento térmico previo.h. Requerimientos para limpieza e inspección de las zapatas de contacto.i. Rango del voltaje de soldadura, que debe registrarse en una cinta.j. Rango del amperaje de soldadura, que debe registrarse en una cinta.k. Rango de la velocidad axial, que debe registrarse en una cinta.l. Los intervalos de tiempo en el ciclo de soldadura, que deben identificar y registrarse en una cinta.m. Rango del golpe de recalcado, que debe registrarse en una cinta.n. Retardo de tiempo antes de remover las grapas.o. Método para remover el “flash” interno (chispa o presión).p. Método para remover el “flash” externo ( id.)q. Requerimientos para tratamiento térmico posterior, incluyendo tiempo de calentamiento, temperatura máxima, permanencia a temperatura, método para determinar el calentamiento alrededor de la circunferencia y velocidad de enfriamiento._________________(cinta = cinta gráfica)
TABLA 8 – Tipo y Número de Probetas para la Prueba de Calificación del Procedimiento(Unicamente Soldadura por Arco por Chispa)
Number of SpecimensOutside Diameter of pipe Tensile
StrengthNick – Break
Inches Millimeters 2- Inch Standard Side Bend
Total
18- 24 457.2-609.6 4 16 0 4 2424- 30 609.6-762.0 4 24 0 4 32
30 762.0 4 32 0 4 40




13.5 VARIABLES ESENCIALES

13.5.1 Generalidades
Si cualquiera de las variables esenciales mencionadas en 13.5.2 es cambiada, se debe re establecer un procedimiento de soldadura como nueva especificación para el procedimiento. Otros cambios de aquellos dados en 13.5.2 pueden hacerse en el procedimiento sin necesidad de re calificación, siempre que la especificación para el procedimiento sea revisada para mostrar los cambios.
13.5.2 Cambios que Requieren Re Calificación
Un cambio en cualquiera de los factores mencionados bajo a-k a continuación constituye una variable esencial:
a. Material de tubo.b. Espesor de la pared del tubo y diámetro exterior.c. Dimensiones de preparación del tubo.d. Posición de soldadura.e. Requerimientos para tratamiento térmico previo.f. Tolerancias para voltaje de soldadura.g. Tolerancias para corriente de soldar.h. Tolerancias para velocidad axial.i. Intervalos de tiempo en el ciclo de soldadura.j. Tolerancias para golpe de recalcado.k. Requerimientos para tratamiento térmico posterior.
13.6 CALIFICACIÓN DEL EQUIPO Y DE OPERADORES
Cada unidad de máquina de soldar y cada operador debe ser calificado mediante producción de una soldadura aceptable con uso del procedimiento calificado para la soldadura. La soldadura completada debe ser probada tanto por métodos radiográficos como mecánicos, como está especificado en 13.2. Cada operador debe haber recibido un entrenamiento adecuado antes de comenzar con la soldadura y debe estar completamente familiarizado con el equipo que está operando.
13.7 REGISTROS DE OPERADORES CALIFICADOS
Debe abrirse un registro para las pruebas requeridas por 13.6 y de los resultados detallados de cada prueba. Debería usarse un formulario similar como él que se muestra en la Fig.2. ( Este formulario debe idearse para que convenga a las necesidades de la compañía, pero tiene que ser suficientemente detallado para demostrar que la prueba de calificación satisface los requerimientos de la presente norma). Debe mantenerse en el archivo una lista de los operadores calificados y de los procedimientos, para los cuales han sido calificados. Puede requerirse que un operador sea re calificado, si se presenta alguna duda respecto a su competencia.
13.8 ACREDITACIÓN DE CALIDAD DE SOLDADURAS DE PRODUCCIÓN
13.8.1 Derechos de Inspección
La compañía debe tener el derecho de inspeccionar todas las soldaduras por medios no destructivos y mediante remoción de soldaduras sometiéndolas a pruebas metalúrgicas o mecánicas o ambas. La
frecuencia de tales inspecciones adicionales y pruebas debe ser como especificada por la compañía.
13.8.2 Rechazo Basado en Cintas Gráficas
Durante la secuencia de soldadura automática el operador debe monitorear los parámetros eléctricos y mecánicos del procedimiento en un récord apropiado con cinta gráfica. Si cualquiera de los parámetros de soldadura se desvía de las tolerancias especificadas en la especificación para el procedimiento, la soldadura será inaceptable. Si se encuentra que la cinta gráfica es inaceptable, después de terminar la soldadura, la junta debe ser rechazada y removida de la línea.
13.8.3 Rechazo Basado en Pruebas No Destructivas
Cada soldadura de producción tiene que ser inspeccionada visual y radiográficamente, una vez que la remoción por “flash” (chispa) y el tratamiento térmico posterior haya sido completado. La compañía puede requerir también otras pruebas no destructivas. Cada soldadura de producción debe cumplir con los requisitos 13.9.
13.8.4 Rechazo Basado en el Refuerzo
El refuerzo de soldadura del diámetro interior no debe elevarse sobre el metal base más de 1/16 pulg.(2 mm.). El refuerzo de soldadura del diámetro exterior no debe elevarse sobre el metal base más de 1/8 pulg.
13.8.5 Rechazo en Base al Tratamiento Térmico Posterior
Cada soldadura a tope por chispa debe ser calentada después de soldar como mínimo a una temperatura Ac3, seguido por enfriamiento controlado o enfriamiento en aire tranquilo. (La temperatura Ac3 es la temperatura de la estructura cristalina del acero cuando está calentado; la temperatura puede ser determinada desde la composición química del material). El ciclo del tratamiento térmico debe ser documentado con uso de un récord de cinta gráfica y toda desviación más allá del rango especificado para el tiempo de calentamiento, temperatura máxima o velocidad de enfriamiento debe ser causa para un tratamiento de recalentamiento.
13.9 ESTÁNDAR DE ACEPTACIÓN PARA PRUEBAS NO DESTRUCTIVAS
13.9.1 Generalidades
El estándar de aceptación dados en 13.9.2 es aplicable para determinar el tamaño y tipo de defectos localizados por radiografía y otros métodos para pruebas no destructivas. También pueden ser aplicados para la inspección visual.
13.9.2 Discontinuidades

El ISIs será considerado un defectos si una sola ASI no deba exceder 1/8 pulg. (3 mm) de longitud ó en el largo agregado de ISIs en toda soldadura con longitud de 12 pulg. (300 mm) no debe exceder ½ pulg. (12 mm). Las rajaduras, fusión incompleta o porosidad detectadas por pruebas no destructivas no están permitidas en soldaduras a tope por chispa.
13.10 REPARACIÓN Y REMOCIÓN DE DEFECTOS
13.10.1 Reparaciones permitidas
Son permisibles las reparaciones siguientes:
a. Fallas menores en la superficie pueden removerse mediante esmerilado, siempre que no sea violado el espesor mínimo de la pared del tubo.
b. Defectos inaceptables pueden removerse de la soldadura por esmerilado, desbarbe, escopleado o una combinación de estos métodos, seguida por una reparación de soldadura de acuerdo con la Sección 7.
La reparación por soldadura sólo es permitida por convenio con la compañía.
13.10.2 Reparaciones No Permitidas
La reparación de porosidad encontrada en las soldaduras de extremo esparcidas (flash) no se permite; sin embargo, la porosidad en un depósito de soldadura de reparación hecho con un proceso de la soldadura diferente se permite dentro de los límites definidos en 9.3.8.2 o 9.3.8.3, cualquiera es aplicable.
13.11 PROCEDIMIENTOS RADIOGRÁFICOS
Las pruebas radiográficas serán de acuerdo con 11.1.

APENDICE A – ESTANDAR ALTERNATIVOS PARA ACEPTACION DE SOLDADURAS DE CIRCUNFERENCIA

A.1 GENERALIDADES
El estándar de aceptación dados en la Sección 9 se basan en criterio empírico para mano de obra y asignan importancia principal a la longitud de las fallas. Tales criterios han proporcionado un récord excelente de confiabilidad en el servicio de oleoductos durante muchos años. El uso del análisis de la mecánica de fractura y de criterios sobre aptitud para la finalidad es un método alternativo para determinar el estándar de aceptación e incorpora la evaluación del significado de la profundidad y la longitud de la falla. Los criterios apropiados al fin permiten tamaños más generosos para las fallas permisibles, pero únicamente si se realiza pruebas adicionales para calificación del procedimiento, análisis de tensión e inspecciones. Este apéndice presenta el mínimo de requerimientos para permitir el uso de estándar alternativos de aceptación. No previene el uso de la Sección 9 para determinar los límites para aceptación de fallas para cualquier soldadura y tampoco impone ninguna restricción sobre la deformación permisible, en vista que esto está cubierto por otro estándar y reglamentaciones. El uso de este apéndice para la evaluación de algunas o todas las fallas, incluyendo rajaduras circunferenciales, queda completamente la opción de la compañía.
Usualmente no es práctico calificar soldaduras individuales en oleoductos para los límites alternativos de aceptación después de haber detectado una falla que, según sección 9, es inaceptable, porque se requiere pruebas destructivas para establecer el nivel mínimo de tenacidad contra factura para el procedimiento de soldadura en consideración. Por este apéndice están cubiertos únicamente soldaduras circunferenciales entre tubos de igual espesor nominal de pared. Están excluidas las soldaduras en estaciones de bomba o compresor, como también los accesorios y válvulas en la línea principal. También quedan excluidas soldaduras de reparación. Soldaduras sometidas a una tensión axial aplicada de más de 0.5 por ciento no están cubiertas por este apéndice. El estándar alternativo de aceptación queda restringidos a secciones de tubería, para las cuales se realiza la inspección no destructiva en todas las soldaduras circunferenciales esenciales. Los criterios de aptitud par a la finalidad pueden aplicarse a cualquier número de soldaduras circunferenciales en oleoductos, que no están excluidos y que satisfacen los requerimientos adicionales de este apéndice.
En este apéndice, el uso de la frase límite para aceptación de fallas y otras frases que contienen la palabra falla no tiene la intención de implicar una condición defectiva o alguna falta de integridad de soldadura. Todas las soldaduras contienen ciertas
características descritas en forma variada como artefactos, imperfecciones, discontinuidades o fallas. El propósito principal de este apéndice es
definir, sobre la base de un análisis técnico, el efecto de varios tipos, tamaños y formas de estas anomalías sobre la conveniencia de toda la soldadura para un servicio específico. La literatura técnica sobre criterios de apropiado para los fines ha usado la palabra falla en este contexto; este uso continua en el presente apéndice.
A.2 REQUERIMIENTOS ADICIONALES PARA ANÁLISIS DE FATIGA
A.2.1 Tensión Axial del diseñoPara usar este apéndice, la compañía debe
realizar un análisis de tensión a fin de determinar las tensiones axiales máximas del diseño para el oleoducto. La tensión axial total que actúa sobre una falla incluye también una tensión residual de la soldadura que, en el caso de soldaduras que no recibieron alivio térmico de tensión, pueden acercarse al límite elástico del material. El total de la resistencia a la tracción aplicada y la tensión residual puede exceder el límite elástico y es más conveniente tratarlo como fatiga en por cientos. Fue asumida una tensión residual del límite de elasticidad de 0.2 por ciento al desarrollar los criterios de aceptación en este apéndice. La tensión axial máxima aplicada a usarse para un oleoducto particular debe ser determinada por análisis de fatiga, documento por la compañía.
A.2.2 Tensión Cíclica
A.2.2.1 Análisis
El análisis de la tensión cíclica debe incluir la determinación de un espectro pronosticado de fatiga, al que el oleoducto será expuesto durante la vida, para la que ha sido diseñado. Este espectro debe incluir, pero sin limitarse, a tensiones impuestas por pruebas hidrostáticas, tensiones de instalación y, donde fuere aplicable, a tensiones térmicas, sísmicas y de asiento (subsidencia). El espectro podría consistir de varios niveles de tensión cíclica axial y el número de ciclos aplicables a cada uno. Si los niveles de tensión varían de ciclo a ciclo, debería usarse un método adecuado de conteo, como el método “rainflow”(flujo de lluvia) para determinar los niveles de la tensión cíclica y el conteo de los ciclos.
La severidad del espectro, S, debería calcularse desde la fórmula siguiente:
S* = N 1 ( 1 ) 3 + N 2 ( 2 ) 3 + N k ( k ) 3
. . . . . .. . . . . . .( A – 1)Donde:
S* = severidad del espectroN 1 = número de ciclos en el nivel de
tensión cíclica. = rango de tensión cíclica, en kips
por Pulg. Cuadrada ( vea original Pág. 43)Subíndice k = Número de niveles de tensión cíclica.Subíndice i = rango de incrementos de 1 a k
Los tamaños permisibles de la falla mostrados en la Fig. A – 5 se refieren a S*, si es menor o igual a 4 x 10 7. Si S* es mayor que 4 x 10 7, no se debe usar este apéndice.

A.2.2.2 Efectos Ambientales sobre la Fatiga
El agrandamiento de fallas de soldadura debido a fatiga es una función de la intensidad de tensión, ciclos de carga, tamaño de la falla y del ambiente en la punta de la rajadura. En ausencia de elementos contaminantes, el aceite y los hidrocarburos no se consideran peor que el aire. Sin embargo, el agua, salmuera y soluciones acuosas que contienen C02 o H2S aumentan la velocidad del crecimiento. Es normal que cantidades menores de estos componentes estén presentes en oleoductos nominalmente no corrosivos. Si la concentración de C02 o H2S excede los niveles tradicionales típicos experimentados en oleoductos no corrosivos, no se debe usar este apéndice, a menos que exista evidencia que los niveles propuestos no resulten en aceleración del crecimiento de la rajadura por fatiga. Los efectos del ambiente sobre el crecimiento de rajaduras de fatiga externas al tubo en soldaduras circunferenciales normalmente son mitigados por un revestimiento externo y protección catódica y no limitan el uso de este apéndice.
A.2.3 Rajaduras por Carga Prolongada
Ciertos ambientes pueden aumentar el crecimiento de la falla durante el servicio a cargas prolongadas o inducir fragilidad en el material alrededor de la falla hasta el punto que una falla normalmente dormida se vuelve crítica. Estos ambientes contienen típicamente H2S, pero pueden contener fuertes hidróxidos, nitratos o carbonatos. Si estos materiales se encuentran dentro del tubo, debe establecerse una tensión umbral mínima y no se debe usar este apéndice, si la tensión calculada excede el valor umbral. Con respecto al servicio en H2S, si la definición de tal servicio debe ser aquella que se da en NACE MR – 01 –75. Aunque se ha mostrado que la exposición externa a carbonatos y nitratos en la tierra produce rajadura por corrosión con esfuerzo en una pequeña cantidad de casos, la rajadura es normalmente axial y relacionada con tensión circunferencial en lugar de tensión axial. No se sabe de fallas de oleoductos originadas por rajadura por corrosión con esfuerzo en una soldadura circunferencial.
La frecuencia y severidad de rajaduras por corrosión por esfuerzo puede mitigarse por el uso de revestimientos apropiados y una adecuada protección catódica. No está excluido el uso de este apéndice, si la exposición directa a ambientes agresivos es prevenida por un revestimiento diseñado para resistir al ambiente.
A.2.4 Carga Dinámica
El análisis de tensión debe incluir la consideración de una carga dinámica potencial sobre soldaduras circunferenciales, como las cargas del cierre de la válvula de control. Este apéndice no se refiere a soldaduras bajo una tensión mayor de 10–3 segundos–1 (una velocidad de carga de 30 Kips por pulg. Cuadrada por segundo para acero).
A.3 PROCEDIMIENTO DE SOLDADURA
A.3.1 Generalidades
Los controles de las variables necesarias para asegurar un nivel aceptable de tenacidad a fractura en un procedimiento de soldadura sin requerimientos mínimos de tenacidad. La calificación de procedimientos de soldadura a usarse con este apéndice debe estar de acuerdo con Sección 5 ó 12 de esta norma, con las excepciones y requerimientos adicionales siguientes:
a. La prueba de desplazamiento de abertura de la punta de rajadura (CTOD) debe realizarse de acuerdo con A.3.3.b. La muestra de resistencia a la tracción usada para calificar el procedimiento de soldadura no debe fallar en la soldadura.
Todo cambio en las variables esenciales especificadas a continuación debe requerir recalificación del procedimiento de soldadura:a. Un cambio en el proceso de soldadura o método de aplicación.b. Un cambio en el grado o la fabricación del material del tubo o un cambio básico en la composición química o la elaboración por un solo fabricante.c. Un cambio mayor en el diseño de la junta (por ejemplo, desde ranura en U a ranura en V). Cambios menores en el ángulo del bisel o de la superficie de la ranura no son variables esenciales.d. Un cambio en posición de por rodillo a fija o viceversa.e. Un cambio en el espesor nominal de pared calificado de más de ± 0.125 pulg.f. Un cambio en el tamaño o tipo del metal de aporte, incluyendo un cambio del fabricante, aún dentro de la clasificación AWS.g. Un aumento del tiempo entre la terminación del cordón de raíz y el comienzo del segundo cordón.h. Un cambio en dirección ( por ejemplo, desde vertical descendente a vertical ascendente o viceversa). i. Un cambio de un gas protector a otro o de una mezcla de gases a una mezcla diferente.j. Un aumento o disminución en la velocidad de flujo del gas protector.
Nota:Durante la prueba para calificación del procedimiento
deben establecerse los valores alto y bajo del flujo de gas. Son requeridas pruebas mecánicas completas, incluyendo la prueba de CTOD, excepto que la prueba CTOD de la zona afectada por el calor es requerida sólo para una velocidad del flujo de gas en lugar de las velocidades alta y baja.
k. Un cambio en el flux protector, incluyendo un cambio de fabricante dentro de una clasificación AWS.l. Un aumento o disminución en la entrada de calor de todo cordón fuera del rango actual en la prueba de calificación para el procedimiento. La entrada de calor puede calcularse de la ecuación siguiente:
J = 60 VA/S
Donde:

J = entrada de calor, en joules por pulg.V = voltajeA = amperajeS = velocidad, en pulgs. Por minuto
Nota:Durante la prueba de calificación para el
procedimiento deben establecerse tanto el valor alto como bajo de la entrada de calor. Se requiere pruebas mecánicas completas, incluyendo la prueba CTOD.
m. Un cambio en el tipo de corriente (CA o CC) o polaridad.n. Un cambio en los requerimientos para el tratamiento térmico previo.o. Un cambio en los requerimientos para tratamiento térmico posterior o adición o supresión de un requerimiento para el tratamiento térmico posterior.p. Para procedimientos automáticos, un cambio en el diámetro de tubo.
A.3.2 Prueba de Tenacidad a Fractura
Para usar los criterios alternativos de aceptación de soldaduras circunferenciales, la tenacidad a fractura de la soldadura debe ser determinada mediante pruebas. El método aplicable para la prueba de tenacidad a fractura es el método CTOD. Para los fines de este apéndice, no de dos niveles de tenacidad mínima a factura es aceptable: 0.005 ó 0.010 pulg.
Las pruebas CTOD deben realizarse de acuerdo con BSI 7448: Parte 2, como suplementario en este apéndice. Debe usarse la probeta preferida (B x 2B). Como se muestra en la Fig. A-1, la muestra debería estar orientada de tal manera, que su longitud esté paralela al eje del tubo y que su ancho esté en la dirección circunferencial: entonces la línea de la punta de la rajadura está orientada en dirección a través del espesor. El espesor de la probeta (vea Fig. A-2) debería ser igual al espesor del tubo menos la cantidad mínima de laminación y esmerilado necesaria para producir una probeta con la sección transversal rectangular prescrita y el acabado de superficie de un segmento curvado del tubo. (Debe removerse el refuerzo de soldadura). La probeta debería ser atacada después de preparación inicial para revelar el depósito de soldadura y la geometría de la zona afectada por el calor. Para las pruebas del metal de aporte, la punta de la entalladura y de la rajadura de fatigas debería encontrarse completamente en el metal de soldadura; además, para preparaciones de soldadura típicamente de soldaduras circunferenciales en tuberías, la punta de la entalladura y de la rajadura de fatiga debería estar en el centro de la soldadura (vea Fig. A-3).
Para cada prueba de la zona calor-afectado, un estudio del micro dureza debe conducirse en la propia muestra o en una probeta de la sección transversal de soldadura tomado de la cercanía inmediata de la muestra (vea la Figura A-4). El objetivo de este estudio es localizar el área de mayor dureza (descontando la lectura anómala aislada). Esta área normalmente se encontrará en la zona calor-afectado, inmediatamente adyacente a la línea de fusión para el último paso de la
soldadura. Deben ponerse la muesca y punta de rajadura por fatiga para aquella área transversal de más gran dureza, mientras desatendiendo el hecho que la mayoría del frente de rajadura de fatiga resultante normalmente no estará en la zona calor-afectado
Después del ensayo debería prestarse atención particular a los criterios de validez de 12.4.2 de BSI 7448 Parte 2; estos criterios se refieren a la geometría del frente de a rajadura por fatiga. Para este apéndice, el valor apropiado de CTOD será c.u. o m, (Son términos mutualmente exclusivos definidos en BSI 7448 Parte 2, que describen los tres resultados posibles y mutualmente exclusivos de la prueba. El valor de (CTOD al inicio del crecimiento estable de la rajadura) no tiene importancia respecto a este apéndice y no necesita ser medido) ). Si es apropiado m, debería tenerse cuidado de medir desde el punto de la primera obtención de la carga máxima. El “pop- in cracking” (chasquido de rajadura) tiene que considerarse como evento controlador, si ocurre alguna caída de carga. El reporte de la prueba debe incluir todos los ítems especificados en Sección 13 de BSI 7448 Parte 2. Atención especial debería prestarse a reportar la posición de la probeta en la soldadura de calificación y distinguir si el valor CTOD reportado representa c.u. o m. El reporte de la prueba debe incluir también una copia legible del récord de la apariencia de las superficies de factura; este último requerimiento puede satisfacerse con una fotografía clara de una o ambas superficies de factura o mediante retención de una o ambas superficies de factura ( apropiadamente preservada e identificada ) para observación directa.


A.3.3 Pruebas CTOD para Calificación del Procedimiento
Las pruebas CTOD para la calificación del procedimiento deben realizarse como abajo descritas y deben estar conformes con los detalles de la prueba descrita en A.3.2. Respecto a cada procedimiento de soldadura debe probarse tanto el metal de aporte como la zona afectada por el calor y cada uno debe satisfacer los requerimientos de tenacidad a fractura antes de poder emplear los criterios de apto para el propósito. Cada prueba (del metal de aporte o de la zona afectada por el calor) debe consistir de por lo menos tres pruebas válidas de probeta realizadas a 15ºC (27ºF) debajo de la más baja temperatura de servicio anticipada.
Las tres probetas deben consistir de una posición nominal cada una de 12, 3 y 6 horas en el metal de aporte y deberían quedar marcadas permanentemente para identificar la posición original. Si falla sólo una de las tres pruebas con probetas válidas respecto al requerimiento de tenacidad a fractura, entonces puede realizarse un segundo juego de tres pruebas; cinco de las seis pruebas restantes con probetas válidas deben cumplir con el requerimiento de tenacidad a fractura en el total de las pruebas ( del metal de aporte o de la zona afectada por el calor) para que sea exitoso.
La falla de una sola probeta para cumplir con la CTOD requerirá un segundo juego de pruebas para el metal de aporte sólo la zona afectada por el calor; la prueba de la otra porción de la soldadura no necesita ser repetida, si originalmente ha sido exitosa. Las pruebas del metal de aporte y de la zona afectada por el calor deben tener éxito ambos para cumplir con el requerimiento de tenacidad a fractura para el procedimiento que se está calificando para uso con los criterios alternativos de aceptación.
Las probetas incorrectamente maquinadas, que fallan de cumplir con los criterios para la curvatura del frente de la rajadura por fatiga o que después de la fractura exhiben defectos sustanciales de soldadura adyacentes al frente de la rajadura, son definidas como probetas no válidas. Las probetas no válidas deben descartarse y reemplazarlas por nuevas probetas sobre la base de uno por uno.
El procedimiento de soldadura puede ser calificado de acuerdo a un requerimiento mínimo de tenacidad a fractura de 0.005 pulg. Ó 0.010 pulg. Y volverse de esta manera elegible ara uso con los criterios aplicables de aceptación. Un intento sinéxito para calificación para CTOD de mínimo 0.010 pulg. Puede todavía ser calificado para el nivel mínimo de 0.005 pulg.
A.4 CALIFICACIÓN DE SOLDADORES
Los soldadores deben calificarse de acuerdo con Sección 3. Para la soldadura automática, la unidad soldadora y cada operador deben calificarse de acuerdo con 9.6.
A.5 INSPECCIÓN
A.5.1 Fallas Planares
Deben establecerse tanto la longitud como la profundidad de la falla mediante técnicas no destructivas de inspección o justificarla antes de tomar una decisión para aceptar o rechazarla. La radiografía convencional, como descrita en 8.1, es adecuada para medir la longitud de la falla pero insuficiente para determinar la profundidad, sobre todo en fallas planares como rajaduras, falta de fusión, socavado y algunos tipos de falta de penetración. El uso de técnicas ultrasónicas, técnicas radiográficas que emplean densitómetros o estándar visuales comparativos de referencia, imágenes acústicas, limitaciones inherentes del tamaño de la falla debidas a la geometría del pase de soldadura o cualquier otra técnica para determinar la profundidad de la falla es aceptable, siempre que haya sido establecida la precisión de la técnica y que toda inexactitud potencial esté incluida en las mediciones, es decir, la determinación del tamaño de la falla debe ser conservativa. Es aceptable el uso de radiografía convencional (vea 8.1) para identificar fallas que requieren la medición de profundidad por otros medios. Los límites de aceptación para fallas planares circunferenciales se muestran en la Fig. A-5. Fallas planares, que se encuentran transversales a la soldadura de circunferencia, como rajaduras transversales, deben ser reparadas o removidas.
Tipo de Falla Altura o Ancho Longitud
Porosidad 1 Menos de t/4 ó 0.25 pulg. Menos de t/4 ó 0.25 pulg.
Escoria Menos de t/4 ó 0.25 pulg. 4t
Penetración excesiva no reparada T/4 2t

Nota:Los límites simplificados dados en esta tabla pueden aplicarse para niveles mínimos de CTOD, tanto de 0.005 como de 0.010 pulg., pero únicamente dentro del alcance de este apéndice. Alternativamente, la compañía puede elegir de tratar estas fallas como defectos planares y emplear la Fig. A-5. Esta tabla no debe usarse para fallas volumétricas conectadas a la superficie (Fig. A-6, caso 1) y fallas de interacción con la superficie (fig. A-6, Casos 3 y 4), que deben evaluarse según la fig. A-5.
1 Limitado a 3 por ciento del área proyectada.
.
A.5.3 Quemaduras de Arco
En la superficie interna o externa del tubo pueden ocurrir quemaduras de arco como resultado de golpes (soplos) de arco inadvertidos o un esmerilado inapropiado. Generalmente aparecen como un hoyo o cavidad visible al ojo o como un área densa en la radiografía. La cavidad puede estar circundada por una zona afectada por el calor, dura, que puede estar de menor tenacidad que el material base o el depósito de soldadura.
Los límites de aceptación para quemaduras de arco no reparadas se dan en la Tabla A-2 y se basan en la premisa que la zona afectada por el calor tenga tenacidad cero, pero que todo origen de defecto planar dentro de la zona afectada por el calor esté embotado (alisado) en el borde de la zona. Datos sustanciales indican que la profundidad total de la quemadura de arco, incluyendo la zona afectada por el calor, es menos que la mitad del ancho de la quemadura.
Las quemaduras de arco que contienen rajaduras visibles para el ojo o en la radiografía convencional no están cubiertos por este apéndice y tienen que ser reparadas o removidas.
A.5.4 Interacción del Defecto
Si los defectos adyacentes son suficientemente estrechos, pueden comportarse como defectos únicos más grandes. Debe usarse la Fig. A-6 para determinar si existe interacción. Si existe, los tamaños efectivos de los defectos mostrados en la Fig. A-6 deben computarse y se debe evaluar la posibilidad de aceptación de los defectos efectivos mediante los criterios de aceptación aplicables. Si es necesaria una reparación, todos los defectos de interacción deben repararse de acuerdo con A.8.
A.6 RÉCORD
Un representante de la compañía debe registrar, en un formulario adecuado, el tipo, ubicación y las dimensiones de todos los defectos aceptados, de acuerdo con este apéndice. Este registro debe archivarse con las radiografías u otros registros de pruebas no destructivas del oleoducto.
A.7 EJEMPLO
A.7.1 Descripción
Considere un proyecto de oleoducto que usa tubos API 5L-65 con diámetro de 36 pulgs., 0.812 pulg. De pared. Las soldaduras circunferenciales de tubo a tubo en el campo deben hacerse por soldadura automática de arco metálico a gas (MIG/MAG) y deben someterse a un examen no destructivo esencialmente de 100 por ciento. El procedimiento de soldadura ha sido calificado a un valor CTOD de 0.010 pulg. De acuerdo con este apéndice. El análisis de tensión ha resultado en una estimación de tensión axial máxima aplicada de 0.002 pulg. Por pulgada. Ninguna de las restricciones de A.2.2 hasta A.2.4 ha sido violada. La compañía hizo los arreglos para el uso de una técnica no destructiva de prueba capaz de determinar la profundidad del defecto y tiene suficiente documentación para demostrar que los defectos no serán más de 0.050 pulg. Más grandes que lo indicado por el reporte de inspección. La compañía ha elegido aplicar esta técnica de inspección únicamente a defectos que no cumplen con el estándar de aceptación de Sección 6 y de usar la radiografía convencional para determinar la conformidad con aquella sección.
A.7.2 Calculaciones y Criterios de Aceptación
Los pasos para calcular las dimensiones permisibles de defectos planares se dan en A.7.2.1 hasta A.7.2.9.
A.7.2.1 Paso 1
Se reúne la siguiente información pertinente:a. El diámetro del tubo, D, es de 36 pulgs.
b. El espesor de pared del tubo t, es de 0.812 pulg.
c. El CTOD mínimo calificado es de 0.010 pulg.
d. La máxima tensión axial aplicada, 3, es de 0.002 pulg. Por pulgada.
e. La tolerancia para un error de inspección es de 0.050 pulg.
A.7.2.2 Paso 2
Se consulta la Fig. A-5 para determinar a*. Para 3 = 0.002 pulg. y CTOD = 0.010 pulg., a* = 0.36 pulg.
TABLA A-2 Límites de Aceptación para Quemaduras de Arco no Reparadas
Dimensiones Medidas Límite de Aceptación

Ancho Menor que t o 5/16 pulg.
Longitud(cualquier dirección) Menor que t o 5/16 pulg.
Profundidad (hasta fondo del cráter)
1/16 pulg.
Nota:Los límites dados en esta tabla se refieren a
niveles CTOD mínimos tanto de 0.005 pulg. Ó 0.010 pulg., pero únicamente dentro del alcance de este apéndice.

A.7.2.3 Paso 3La profundidad permisible del defecto de
superficie tentativo (vea Fig. A-5, Nota 3) y la altura permisible del defecto soterrado tentativo (vea Fig. A-5, Nota 4) ha sido determinada.
Para defectos de superficie
a al1.s.t = a* = 0.36 pulg.
Para defectos soterrados
2aal1.b.t = 2 a* = 0.72 pulg.
A.7.2.4 Paso 4
Los tamaños tentativos de defectos permisibles son comparados con la Fig. A-5, Nota 1, para determinar los tamaños máximos permisibles del defecto:
amáx = 0.5t = 0.406 pulg.
Para defectos superficiales,
aal1.s.t a máx.
Por consiguiente,
aal1.s = aal1.s.t = 0.360 pulg.
Para defectos soterrados,
2 a al1.b .t a máx.
Por consiguiente,
2a al1.b = a máx = 0/406 pulg.
A.7.2.5 Paso 5
De acuerdo con la Fig. a-5, Nota 5, se consulta la Tabla A-3 para determinar los límites de la longitud permisible del defecto. Las dimensiones relevantes del defecto son computadas como sigue: Para a/t = 0.25.
a1 = 0.25t = 0.203 pulg. 2C1 = 0.4 D = 14.4 pulgs. 2C2 = 4t = 3.25 pulgs.
A.7.2.6 Paso 6
Se computa la relación D/t y se chequea el cumplimiento con la Tabla A-3, Nota a, como sigue:
D/t = 36/0.812 = 44.3 17
Por consiguiente, 2C2 no es cambiado.
A.7.2.7 Paso 7
El límite de profundidad para defectos poco profundos, a1, es comparado con los tamaños máximos de defectos permisibles para determinar, si defectos mayores de 25 por ciento del espesor de pared son permisibles.
Para defectos poco profundos,
a1 aal1.s
2C2.s = 2C2.s = 3.25 pulgs.
TABLA A-3 Límites para la longitud del Defecto
Relación de Profundidad al
Espesor de Pared
Longitud permisible del defecto, 2c
0 a/t 0.25 0.4D0.25 a/t – 0.50 4t (vea Nº a 2)
0.50 a/t 0
Notas:1. Los límites dados en esta tabla se refieren a niveles CTOD mínimos tanto de 0.005 pulg. ó 0.010 pulg., pero únicamente dentro del alcance deeste apéndice.2. Este valor es aplicable, si D/t es mayor que 17; La Fig. A-7 es aplicable, si D/t es menor o igual a 17
A.7.2.8 Paso 8
Una tabla de dimensiones permisibles del defecto es construida de acuerdo con la Tabla A-3. La Tabla A-4 es un ejemplo de tal tabla, usando las dimensiones permisible y anotaciones de este ejemplo.
A.7.2.9 Paso 9
Las dimensiones aceptables para defectos planares son determinadas desde las dimensiones permisibles mediante substracción de la tolerancia para error de inspección de cada valor de profundidad o altura:
aacc = a all - (tolerancia para error de inspección)
La Tabla A-5 da las dimensiones aceptables para defectos planares de este ejemplo.
A.7.3 Evaluación de los Defectos
La Tabla A-1 indica los límites de aceptación para porosidad, escoria y penetración excesiva no reparada. Como menciona la nota para la tabla, la compañía podría elegir de tratar estos como defectos planares y usar los mismos criterios de aceptación. En este ejemplo, la compañía elige no hacerlo, pero usa los tamaños determinados de la Tabla A-1. Los criterios de aceptación resultantes se dan en la tabla A-6. En este caso no está incluido el factor de exactitud de la inspección, en vista de que estos tamaños de defectos permitidos ya son más pequeños que los tamaños del defecto permisible, críticos para la fractura, para defectos planares.
La Tabla A-6 incluye también los criterios de aceptación para quemaduras de arco, determinadas desde la Tabla A-2.

TABLA A-4 Dimensiones Permisibles de Defectos para el Ejemplo
Defectos de Superficie Defectos SoterradosProfundidad Longitud
permisibleProfundidad Longitud
Permisible0-a1.s 2C1 0-a 1.b 2C1
a 1.s-a all.s 2C 2.s a 1.b-a all.b 2C 2.b
0-0.203 pulg. 14.4 pulgs. 0-0.203 pulg. 14.4 pulgs.0-204-0-360 pulg. 3.25 pulgs. 0-204-0.360 pulg. 3.25 pulgs.
Tabla A-5 Dimensiones Aceptables para Defectos Planares del Ejemplo
Defectos de Superficie Defectos SoterradosProfundidad medida
(pulgs.)Longitud aceptable (pulgs.)
Altura medida (pulgs.)
Longitud aceptable (pulgs.)
0-0.153 14.4 0-0.153 14.40.154-0.310 3.25 0.154-0.356 3.25
0.310 0 0.356 0
El inspector lleva copias de la Tabla A-6 y Fig. A-6 al sitio de la obra. Luego realiza los pasos siguientes para cada defecto ubicado en la radiografía:
a. Determina el tipo y la longitud del defecto desde la radiografía.
b. Compara el tipo y la longitud con los criterios de aceptación de la Sección 6. Si los defectos son aceptables, no se requiere reparación o remoción.
c. Si los defectos no cumplen con los criterios de aceptación de la Sección 6, determina la profundidad del defecto ( y para defectos soterrados, la proximidad a la superficie), usando la técnica auxiliar de inspección. (Si la técnica auxiliar de inspección mide también la longitud del defecto, la compañía puede elegir, en este momento, de mejorar la estimación de la longitud del defecto).
d. Compara los defectos con la Fig. A-6 para determinar, si existe interacción y si los defectos soterrados nominales deben ser tratados como defectos soterrados o superficiales. Si existe interacción con otros defectos o superficies libres, entonces computa nuevos tamaños efectivos de los defectos, como se muestra en la Fig. A-6.
e. Compara las dimensiones del defecto con la Tabla A-6 para determinar la aceptabilidad final. Si los defectos son aceptables, no se requiere entonces reparación ni recorte, pero A-6 requiere que sean registrado el tipo, la ubicación y las dimensiones, ingresándolas al archivo. Si los defectos no son aceptables, es necesario su reparación o remoción.
TABLA A-6 Ejemplo para Criterios Alternativos de Aceptación
Tipo de DefectoRango de
Profundidad(pulgadas)
Longitud Aceptable (pulgadas)
Defecto planares en la superficie
0 - 01530.154 - 0.310
14.43.25
Defectos planares escondidos
0 - 0.1530.154 - 0.319
14.43.25
Porosidad 0.203 a 0.203 a
Escoria 0.203 b 3.25
Penetración excesiva no reparada
0.203 c 1.62
Quemaduras de arco 1/16 c 1/16 d
a Tamaño aceptable para cualquier dimensión.b Altura aceptable.c Profundidad aceptable.
d ancho y longitud aceptables.
A.8 REPARACIONES
Se reparará cualquier imperfección que no es aceptable bajo los previsiones de este apéndice o se removerá de acuerdo con las Secciones 9 y 10.

A.9 NOMENCLATURA
A = Profundidad máxima de un defecto superficial o la mitad de altura de un defecto soterrado.a* = Tamaño de defecto de referencia (vea Figs. A-5 y A-6).aacc = Tamaño aceptable de un defecto planar. aall = - (tolerancia para error de inspección).aall =Tamaño permisible para el defecto.amáx = Tamaño máximo permisible para el defecto.ab =Tamaño de defecto soterrado.as =Tamaño de defecto de superficie.at =Tamaño tentativo del defecto.a1 = Límite de profundidad para defecto poco profundo.B = Espesor de probeta CTOD.2C1 =Longitud máxima de defecto poco profundo.
2C2 =Longitud máxima de defecto profundo.D = diámetro exterior del tubo.d =Profundidad de defecto soterrado debajo de la superficie libre más próxima.
J = Entrada de calor.S* = Severidad del espesor de fatiga.t = espesor nominal de pared del tubo.
0 =CTOD, en pulgadas.0c = CTOD tanto en fractura inestable como en disparo sin evidencia a un lento crecimiento de la rajadura.0u = CTOD tanto en fractura inestable como en disparo con evidencia de un lento crecimiento de la rajadura.dm = CTOD al primer logro de carga máxima.





























