Embed Size (px)
Citation preview

Mixed Matrix Membrane Materials With Glassy Polymers. Part 2
RAJIV MAHAJAN and WILLIAM J. KOROS*
Department of Chemical Engineering University of Texas at Austin
Austin, Texas 78712
Analysis presented in Part 1 of this paper indicated the importance of optimiza- tion of the transport properties of the interfacia2 region to achieve ideal mixed ma- trix materials. This insight is used in this paper to guide mixed matrix material for- mation with more conventional gas separation polymers. Conventional gas separation materials are rigid, and, as seen earlier, lead to the formation of an un- desirable interphase under conventional casting techniques. We show in this study that if flexibility can be maintained during membrane formation with a polymer that interacts favorably with the sieve, successful mixed matrix materials result, even with rigid polymeric materials. Flexibility during membrane formation can be achieved by formation of films at temperatures close to the glass transition temper- ature of the polymer. Moreover, combination of chemical coupling and flexibility during membrane formation produces even more significant improvements in membrane performance. This approach leads to the formation of mixed matrix ma- terial with transport properties exceeding the upper bound currently achieved by conventional membrane materials. Another approach to form successful mixed ma- trix materials involves tailoring the interface by use of integral chemical linkages that are intrinsically part of the chain backbone. Such linkages appear to tighten the interface sufficiently to prevent "nonselective leakage" along the interface. This approach is demonstrated by directly bonding a reactive polymer onto the sieve surface under proper processing conditions.
INTRODUCTION
he analysis and results presented in Part 1 indi- T cated that while proper material selection is nec- essary, it is not sufficient for successful mixed matrix membrane materials. Work with 'proper materials' (Matrimid@ polyimide as the polymeric phase and zeo- lite 4 A as the sieve phase) led to materials with ex- tremely poor contact between polymer and sieve char- acterized by a 'sieve in a cage' morphology. Chemical coupling of the sieve to the polymer led to better macroscopic adhesion but resulted in even poorer properties than for the pure polymer. This counterin- tuitive behavior was attributed to a nanometric region of disturbed packing at the polymer sieve interphase. The poor properties appeared to from nonselective leakage" of gas molecules along this nanometric inter- face. This paper considers two approaches to overcome this hypothetical problem source. The first approach
*Corresponding author. School of Chemical Engmeerlng, Georgm Institute of Technology. Atlanta. GA 3032-0100
seeks to suppress the formation of a nanometric "inter- phase" by minimizing stresses acting between the ma- trix and the dispersed phase during film formation. The second approach seeks to allow more convenient proc- essing, by incorporation of pendant carboxylic acid groups with the ability to form strong hydrogen bonds or even covalent ester bonds.
BACKGROUND AND THEORY
Prevention of Interface Formation
Based on the results from Part 1 of this study, it is clear that engineering of the interfacial region between the bulk polymer and sieve surface is necessary to achieve performance increases above those of the pure polymer. Two factors-the interaction between the polymer and sieve and the stress and forces en- countered during material preparation-are available to perform this engineering. Shrinkage stresses gener- ated during solvent removal will tend to be high and difficult to relax for a rigjd high-modulus material like Matrimid@. When the two-phase film is cast from solu- tion, the polymer solution is in intimate contact with
1432 POLYMER ENGINEERING AND SCIENCE, JULY 2002, Yo/. 42, No. 7

Mixed Matrix Membrane Materials With Glassy Polymers. Part 2
the sieve: however, as the solvent evaporates, the film will shrink because of solvent loss. At this stage, highly solvent-swollen polymer chains will be in close contact with the sieve and able to easily conform to the sieve surface as the film shrinks. If the Tg of the solvent-swollen polymer is higher than the film forma- tion temperature, further shrinkage of the vitrified matrix leads to much higher interfacial stresses. When the remaining solvent leaves the system, fur- ther small shnnkage will tend to induce huge tensile stresses in the glassy matrix that will tend to oppose attractions between the polymer and sieve surface. Depending upon the sieve-polymer adhesion, this rigid shrinkage phase could lead to defects or at least a highly stressed interphase region near the sieve sur- face. On the other hand, if the polymer is rubbery and flexible at the film formation temperature, even when all the solvent has left the polymer, it can still con- form easily to the sieve surface, and any residual stresses can also be relaxed over short time scales. Thus, the formation of an interphase with quite diEer- ent transport properties would be unlikely.
The preceding simple picture assumes a neutral in- teraction between the sieve and polymer. Actual inter- actions complicate the picture and could result in poor mixed matrix materials even with flexible poly- mers in the presence of a repulsive interaction. On the other hand, one can expect the possibility of a suc- cessful mixed matrix materials with rigid polymers in the presence of a sufficiently strong attractive interac- tion. If the polymer is chemically attached to the sieve surface, similar issues apply, but on a more local seg- mental scale. In the rigid case, depending upon de- tailed segmental interactions, the polymer cannot completely detach from the sieve surface but may pull away from the surface at a segmental level, leading to the formation of a region of disturbed packing. In a flexible material, the polymer would still be expected to conform to the sieve surface in the presence of even moderate surface affinity.
This preceding analysis suggests that it is not pri- marily the flexibility of a given polymer at room tem- perature that is critical, but rather, the flexibility dur- ing the solvent removal phase of film formation. Post formation shrinkage during moderate cooling of a typ- ical glassy polymer is expected to induce much less stress than is associated with the sigmficant shrink- age associated with the final stages of solvent re- moval. Thus if film formation can be done above the Tg of the polymer, one could potentially form success- ful mixed matrix membrane materials. This approach led to successful mixed matrix materials for the PVAc- zeolite 4A (1) as well as plasticizer-polymer-sieve sys- tems (2). In both of these cases, the intrinsic transport properties of the matrix were suboptimal and the re- sulting mixed matrix materials showed good but not revolutionary properties. Thus a third approach, de- scribed in this work, involving the use of intermedi- ate-Tg polymers with intrinsically attractive transport properties was undertaken. This strategy means that
improvements in performance have a greater potential to boost performance into ranges of practical impor- tance. Compatiblization between sieves and polymers was achieved both by the use of flexibility during membrane formation and chemical coupling.
Flexibility during membrane formation was achieved by forming films above the Tg of the polymers and using solvents of low volatility. As summarized above, the use of silane coupling agents alone leads to better macroscopic adhesion but does not result in ideal mixed matrix materials for rigid high Tg polymeric materials. We reasoned, however, that if the mem- brane material formation were performed maintaining flexibility during the entire process, shrinkage stresses should be suppressed, so nearly ideal mixed matrix properties should result.
Tailoring the Interface Using Integral Linking Sites
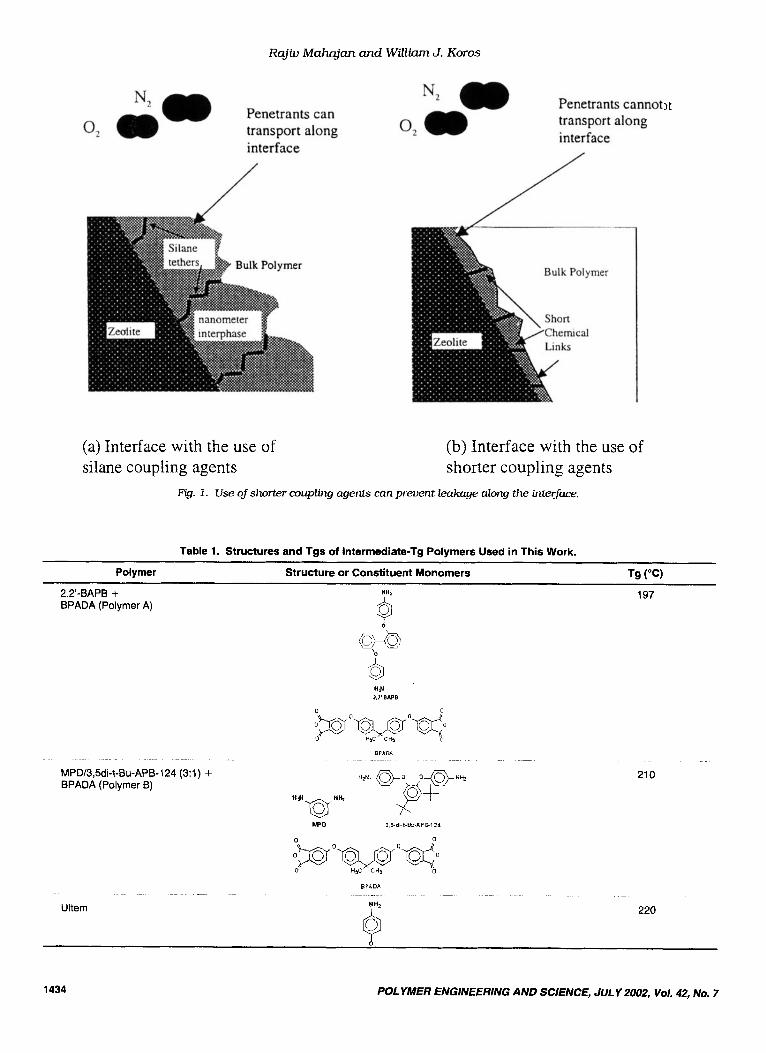
The use of silane linkers attached to the sieve sur- face may be complemented or even supplanted by working with matrix polymers that carry their own linkers intrinsically in the backbone. In principle, lim- itations due to length of the silane linker can be elimi- nated by using a highly interactive or reactive group that brings the polymer segments into essentially inti- mate contact with the sieve surface. Clearly "hybrids" of these two approaches are possible, but we prefer to keep the effects separate to avoid confusion of the two effects. If the interface were tightened by the use of smaller linkages between polymer and sieve, an intrin- sically compatible interface may be achieved at the segmental level. Figure I summarizes the silane and "short link" approach with the help of a schematic.
A model system to achieve the above goal was con- sidered by using a polymer that incorporated car- boxylic acid groups in the polymer backbone. These groups could hydrogen bond or even react with the hydroxyls on the sieve surface.
EXPERIMENTAL AND MATERIALS
Mixed Matrix Matterials Using Intermediate Tg Materiala
Two polymers having intermediate Tg's were consid- ered for this study. The motivation was to use the concept of flexibility during membrane formation without the use of plasticizers. Dr. John Simmons at Medal, Inc., supplied the polymers. The polymers were both polyimides: 2,2' BAPB+BPADA (Polymer A) with a Tg of 197°C and MPD/3,5-di-t-Bu-APB-124 (3:l) +BPADA (Polymer B) with a Tg of 210°C (3). The chemical structures of the monomers constituting these polymers are shown in Table 1. These materials were chosen based on their Tg and because it was be- lieved that they should have at least some attractive interaction with Zeolite 4A.
N-methyl pyrrolidinone with a boiling point of 202°C was used as the nonvolatile solvent. The solution was prepared by dispersing the sieves in solvent. This was
POLYMER ENGINEERING AND SCIENCE, JULY 2002, Vol. 42, No. 7 1433
Rajiv MQhajan and William J. Koros
Penetrants can 0 2 - transport along
interface
Nz Penetrants cannot transport along interface
(a) Interface with the use of silane coupling agents
(b) Interface with the use of shorter coupling agents
Fg. 1. Use of shorter coupling agents can prevent kakage along the interface.
Table 1. Structures and Tgs of Intermediate-Tg Polymers Used in This Work.
Polymer Structure or Constituent Monomers Tg ("C)
2,2'-BAPB + 197 BPADA (Polymer A)
b
MPD/3,5di-t-Bu-APB-l24 (3:l) + BPADA (Polymer B)
21 0
220
1434 POLYMER ENGINEERING AND SCIENCE, JULV2002, Vol. 42, No. 7

Mired Matrix Membrane Materials With Glassy Polymers. Part 2
followed by the addition of a small amount of dilute so- lution of the polymer, with enough polymer to provide an equivalent dry polymer coating of thickness approx- imately 200 A on the sieve surface. This step was in- spired by the priming studies described in reference 1 to promote adsorption of the polymer onto the sieve surface. After the solution was allowed to roll on a roll mill for approximately four hours, the bulk of the poly- mer was added (to obtain - 20 VOWO solids loading).
Two principal problems were encountered during film formation. The first problem was difficulty in re- moving the films from the glass surface on which they were cast, but coating the glass surface with a suit- able hydrophobic coating (Glassclad@ 18 from United Chemical Technologies) solved this problem. The coat- ing was applied using the standard application proce- dure described in reference 4 and appears to function by capping most of the polar silanol groups on the glass with nonpolar hydrocarbon groups. The second problem, described in detail in reference 2, involved the formation of regular patterns on the surface of the film, which resulted in nonhomogeneity in the distri- bution of zeolites in the film. The thermally induced patterns were eliminated by reversing the temperature gradient by heating from above. The films were formed at approximately 18O"C-20O0C in a vacuum oven at a parzlal vacuum of 5-10 inches of mercury in an inert atmosphere. This was followed by anneahng at - 250°C (above the Tg of the polymers used) under vacuum. Further details on the film formation procedure at high temperatures using these solvents of low volatil- ity as well as a theoretical analysis of pattern forma- tion are provided in reference 2.
Mixed Matrix Materials Formed by Combination of Chemical Coupling and Flexibility During Membrane Formation
Three different polymers whose structures and Tg's are detailed in Table 1 form an interesting group with much lower Tg than the 305°C of Matrimid@. This lower-Tg group was selected to investigate forming the final solvent-free mixed matrix films at or near the Tg to minimize shrinkage-induced stresses during sol- vent removal. These three polyimides have Tg's about as low as can be envisioned for high-selectivity mem- brane-forming glassy materials with a reasonable affinity for the zeolite sieve surface. Moreover, their Tg's ( 197"C-22OoC) were reasonably close to an easily achievable membrane formation temperature (- 200°C) based on relatively benign N-methyl pyrrolidinone sol- vent with a boiling point of 202" C. The basic formation scheme involved the attachment of silane coupling agents to the sieve surface, followed by reaction of polymer to these coupling agents. The relevant chemistries are similar to those described in Part 1 for the high Tg (305°C) Matrimid@ material.
The first step in the membrane material formation process (after activation of the sieves) was the attach- ment of silane coupling agents to the sieve surface.
The silane-coupling agent used was 3-aminopropyl- dimethylethoxysilane. The attachment of the silane- coupling agent was done using the ultrasonic horn method detailed in Part 1. The silane treated sieves were settled out of solution and repeatedly washed ( 3 4 times) with excess ethanol. They were not fil- tered, since it was found that filtering tended to add dust particles to the samples. The silane-coupled sieves were then dried in a vacuum oven at - 125°C for a day and redispersed in dimethylacetamide with- out the use of an ultrasonic horn on a roll mill. A di- lute solution of the relevant polymer was added to the solution with enough polymer to provide a thin coat- ing (- 200 A) on the sieve surface. This was done to prime the sieve surface with the polymer and prevent bare sieve sections that may be forced together and promote agglomeration at high polymer concentration during casting solution formation. Prior work done with the WAC-Zeolite 4A system (1) suggested that this priming promotes good contact between the sieve and polymer. This solution was rolled overnight and then transferred to a round-bottom flask. The priming of the sieve surface was followed by reacting the silane coupling agent to the appropriate polymer. A suitable amount of polymer was added to this solution based on the desired sieve loading. The amounts were cho- sen to have - 10?/0 loading of solids in solution, inde- pendent of the sieve-to-polymer loading ultimately de- sired. The solution was sealed with a septum, and an inert purge was flowed over the solution. The solution was continuously stirred with a magnetic stir bar and immersed in an oil bath and heated to a temperature of - 150°C. The heating was done until all the solvent evaporated and a dry polymer-sieve mass was left in the flask.
Once the mass had cooled down, the solvent to be used for film formation was added to the flask and was stirred. It took a while for the sample to dissolve back in the solvent (about a day). Once the mass had com- pletely dissolved in the solvent, the solution for film formation was ready. The films were cast using the same method outlined in Part 1 at - 180"C-2OO0C in a vacuum oven with a slight vacuum (5-10 inches of mercury) and an inert purge. Each film was annealed under vacuum approximately 30°C above the Tg for each polymer, after it was formed. The samples were cooled at lO"C-2O"C per hour from the maximum an- nealing temperature back to room temperature under vacuum before removal from the oven.
arrired Matrix Materials Formed by the Use of Integral Chain Linkers (No Silane Involved)
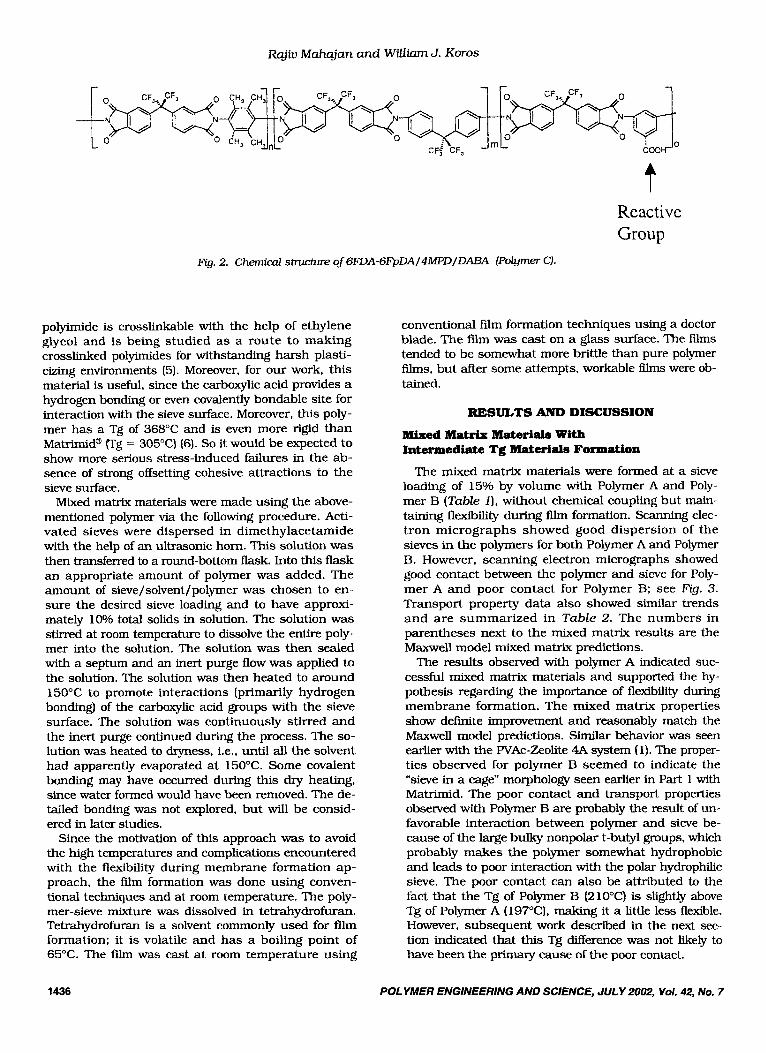
Experiments were done to examine the viability of this approach with a reactive polymer that was easily available. The polymer was a fluorinated polyimide (Polymer C) formed from GFDA-GFpDA/4MPD/DABA (Hexafluoro Dianhydride/4, 4-Hexafluoro Diamine/ m-Phenylene Diamine/Diamino Benzoic Acid) with a diamine ratio of 2:2:1, respectively (Fig. 2). This
POLYMER ENGINEERING AND SCIENCE, JULY 2002, Vol. 42, No. 7 1435
Rajiv Mahajan and William J. Koros
t Reactive Group
Fig. 2. Chemical structure of SFDA-SQDA/4MPD/DABA (Polymer C].
polyimide is crosslinkable with the help of ethylene glycol and is being studied as a route to making crosslinked polyimides for withstanding harsh plasti- cizing environments (5). Moreover, for our work, this material is useful, since the carboxylic acid provides a hydrogen bonding or even covalently bondable site for interaction with the sieve surface. Moreover, this poly- mer has a Tg of 368°C and is even more rigid than Matrimid@ (Tg = 305°C) (6). So it would be expected to show more serious stress-induced failures in the ab- sence of strong offsetting cohesive attractions to the sieve surface.
Mixed matrix materials were made using the above- mentioned polymer via the following procedure. Acti- vated sieves were dispersed in dimethylacetamide with the help of an ultrasonic horn. This solution was then transferred to a round-bottom flask. Into this flask an appropriate amount of polymer was added. The amount of sieve/solvent/polymer was chosen to en- sure the desired sieve loading and to have approxi- mately 10% total solids in solution. The solution was stirred at room temperature to dissolve the entire poly- mer into the solution. The solution was then sealed with a septum and an inert purge flow was applied to the solution. The solution was then heated to around 150°C to promote interactions (primarily hydrogen bondingl of the carboxylic acid groups with the sieve surface. The solution was continuously stirred and the inert purge continued during the process. The so- lution was heated to dryness, i.e., until all the solvent had apparently evaporated at 150°C. Some covalent bonding may have occurred during this dry heating, since water formed would have been removed. The de- tailed bonding was not explored, but will be consid- ered in later studies.
Since the motivation of this approach was to avoid the high temperatures and complications encountered with the flexibility during membrane formation ap- proach, the film formation was done using conven- tional techniques and at room temperature. The poly- mer-sieve mixture was dissolved in tetrahydrofuran. Tetrahydrofuran is a solvent commonly used for film formation; it is volatile and has a boiling point of 65°C. The film was cast at room temperature using
conventional film formation techniques using a doctor blade. The film was cast on a glass surface. The films tended to be somewhat more brittle than pure polymer films, but after some attempts, workable films were ob- tained.
RESULTS AND DISCUSSION
Mixed Matrix Material@ With Intermediate Tg Materials Formation
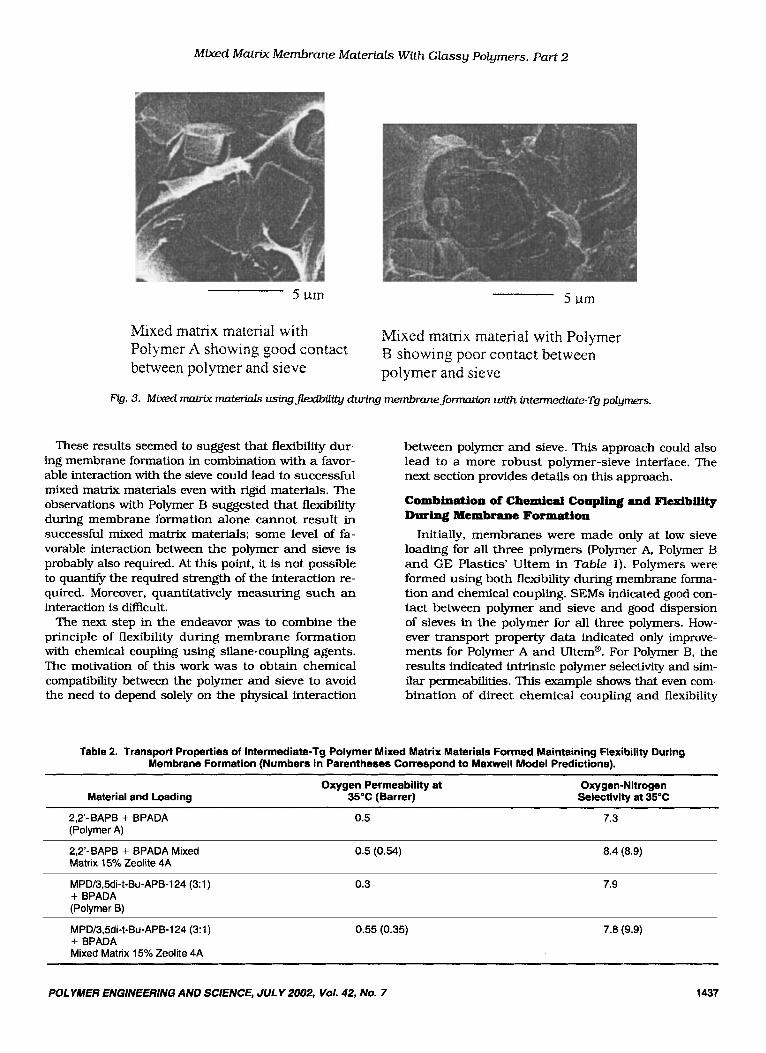
The mixed matrix materials were formed at a sieve loading of 15% by volume with Polymer A and Poly- mer B (Table I ) , without chemical coupling but main- taining flexibility during film formation. Scanrun ' g elec- tron micrographs showed good dispersion of the sieves in the polymers for both Polymer A and Polymer B. However, scanning electron micrographs showed good contact between the polymer and sieve for Poly- mer A and poor contact for Polymer B; see Fig. 3. Transport property data also showed similar trends and are summarized in Table 2. The numbers in parentheses next to the mixed matrix results are the Maxwell model mixed matrix predictions.
The results observed with polymer A indicated suc- cessful mixed matrix materials and supported the hy- pothesis regarding the importance of flexibility during membrane formation. The mixed matrix properties show definite improvement and reasonably match the Maxwell model predictions. Similar behavior was seen earlier with the WAC-Zeolite 4A system (1). The proper- ties observed for polymer B seemed to indicate the "sieve in a cage" morphology seen earlier in Part 1 with Matrimid. The poor contact and transport properties observed with Polymer B are probably the result of un- favorable interaction between polymer and sieve be- cause of the large bulky nonpolar t-butyl groups, which probably makes the polymer somewhat hydrophobic and leads to poor interaction with the polar hydrophilic sieve. The poor contact can also be attributed to the fact that the Tg of Polymer B (210°C) is slightly above Tg of Polymer A (197T), making it a little less flexible. However, subsequent work described in the next sec- tion indicated that this Tg difference was not likely to have been the primary cause of the poor contact.
1436 POLYMER ENGINEERING AND SCIENCE, JULY 2002, Vol. 42, No. 7
Mixed Matrix Membrane Materials With Glassy Polymers. Part 2
5 uIn 5 urn
Mixed matrix material with Polymer A showing good contact between polymer and sieve
Mixed matrix material with Polymer B showing poor contact between polymer and sieve
Flg. 3. Mixed mntriw materials usingJlevibility during membrane formation with intmmediate-Tg polymers.
These results seemed to suggest that flexibility dur- ing membrane formation in combination with a favor- able interaction with the sieve could lead to successful mixed matrix materials even with rigid materials. The observations with Polymer B suggested that flexibility during membrane formation alone cannot result in successful mixed matrix materials; some level of fa- vorable interaction between the polymer and sieve is probably also required. At this point, it is not possible to quantify the required strength of the interaction re- quired. Moreover, quantitatively measuring such an interaction is difficult.
The next step in the endeavor was to combine the principle of flexibility during membrane formation with chemical coupling using silane-coupling agents. The motivation of this work was to obtain chemical compatibility between the polymer and sieve to avoid the need to depend solely on the physical interaction
between polymer and sieve. This approach could also lead to a more robust polymer-sieve interface. The next section provides details on this approach.
Combination of Chemical Coupling and Flexibility During Membrane Formation
Initially, membranes were made only at low sieve loading for all three polymers (Polymer A, Polymer B and GE Plastics’ Ultem in Table 1). Polymers were formed using both flexibility during membrane forma- tion and chemical coupling. SEMs indicated good con- tact between polymer and sieve and good dispersion of sieves in the polymer for all three polymers. How- ever transport property data indicated only improve- ments for Polymer A and Ultem@. For Polymer B, the results indicated intrinsic polymer selectivity and sim- ilar permeabilities. This example shows that even com- bination of direct chemical coupling and flexibility
Table 2. Transport Properties of Intermediate-Tg Polymer Mixed Matrix Materials Formed Maintaining Flexibility During Membrane Formation (Numbers in Parentheses Correspond to Maxwell Model Predictions).
Material and Loading Oxygen Permeability at
35°C (Barrer) Oxygen-Nitrogen
Selectivity at 35°C
2,2’-BAPB + BPADA 0.5 7.3 (Polymer A)
2,2’-BAPB + BPADA Mixed 0.5 (0.54) 8.4 (8.9) Matrix 15% Zeolite 4A
~ -~ _ _ ~- ~~
. _ .~ - - ~ ~ ~ ~ ~ ~ ~ - - -~ - ~- __ - -~
MPD/3,5di-t-Bu-APB-l24 (3:l) 0.3 7.9 + BPADA (Polymer 9)
+ BPADA Mixed Matrix 15% Zeolite 4A
~ ~~~~ ~~ .~~ ~ ~~ ~~ ~~ ~ ~ -~ - ~~
MPD/3,5dl-t-Bu-APB-l24 (311) 0.55 (0.35) 7.8 (9.9)
POLYMER ENGINEERING AND SCIENCE, JULY 2002, Vol. 42, No. 7 1437
Rajiu Mahajan and William J. Koros
Table 3. Mixed Matrix Membrane Performance Polymer A Predicted VS. Observed at 35°C. Membrane Q 4m2 PO2 (Barrer)
Pure Polymer A 7.1 0.5
Mixed Matrix Case: @ 20% Loading
@ 30% Loading
63 40% Loading
~ ~ ~
Predicted 9.4 0.55 Observed 9.4-9.6 0.47
Predicted 10.8 0.57 Observed 10.6-1 0.8 0.4
Predicted 12.6 0.6 Observed 12.4-12.5 0.37
during membrane formation did not lead to improved performance in all cases. This result further illus- trated the importance of the intrinsic polymer-sieve in- teraction, which may be unfavorable between Polymer B and zeolite 4A for the reasons cited above related to the t-butyl group in the polymer. This unfavorable in- teraction between Polymer B and the sieve probably again leads to the nanometric scale interphase seen in the Matrimid@-Zeolite 4A modified sieve case with conventional film formation.
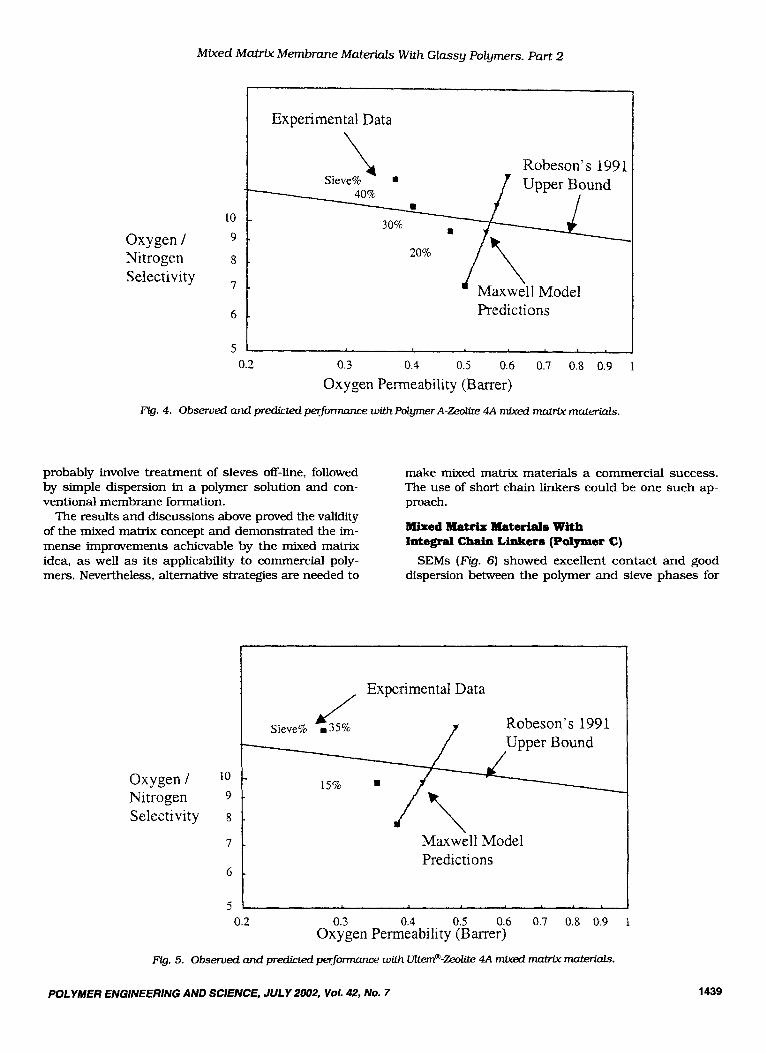
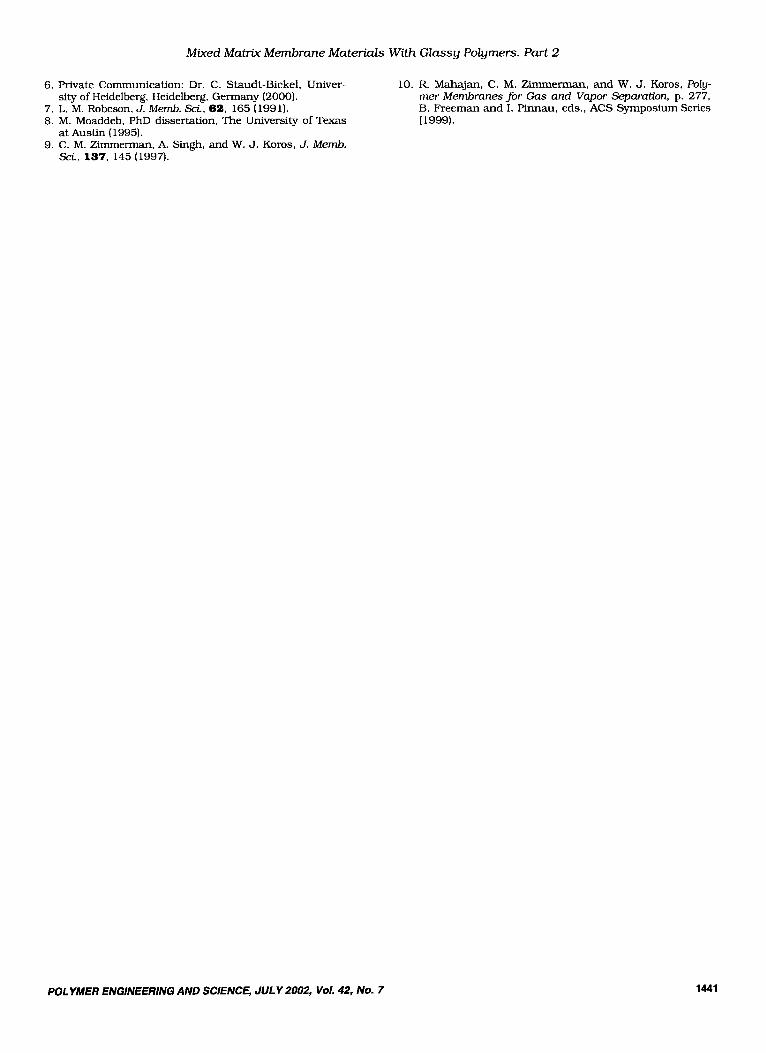
Mixed matrix materials were also made at interme- diate and high loading for Polymer A and Ultem@. These data are summarized in Tables 3 and 4. The predicted properties are again obtained by the Maxwell model. The experimental results show very significant improvements in the transport properties of the mixed matrix materials. Moreover, when these results are plotted on the Robeson upper-bound curve (Figs. 4 and 5) they go beyond this upper bound. This upper bound line represents the limits of the selectivity-per- meability trade-off behavior achievable with conven- tional soluble polymers, such as those considered here, that can be formulated into actual large-scale membranes (7). Mixed gas measurements were also made on one of the 35% loading samples of Ultem@- Zeolite 4A. The mixed gas results were very similar to the pure gas properties and are detailed in Table 4, again verifying the success of the mixed matrix formu- lation.
The qualitative results are very similar to the trends observed with WAC. The selectivities are similar to
predicted numbers, and the permeabilities are signifi- cantly depressed, probably due to chain inhibition. Such inhibition could arise from polymer adsorption onto the surface of the sieve. This effect has also been observed by previous researchers working on related problems (8). In a way this again suggests a three- phase morphology where now the interphase has a lower permeability than the bulk polymeric phase, as opposed to the bypass permeability seen in Part 1 of this work. This effect will be quantified using the mod- ified Maxwell model in a separate publication.
The preceding results obtained earlier with UltemQ and Polymer A were extremely encouraging and demonstrate that the mixed matrix concept can allow exceeding the upper bound. However, it seemed that in order to form successful mixed matrix materials, one must maintain flexibility during membrane for- mation. This requirement would imply membrane for- mation at high temperatures for most commercial polymers (since they have high Tg's); such process conditions may not be commercially feasible. Part of the attractiveness of mixed matrix membranes stems from the hope that the current membrane formation processes that have been optimized at considerable expense would not have to be changed drastically to form mixed matrix membranes. The concept of main- taining flexibility during membrane formation would lead to si@cant changes in the current commercial processes used to form membranes, and is less suited to commercial applications. An ideal process for com- mercial mixed matrix membrane formation would
Table 4. Mixed Matrix Membrane Performance Ultem@ Predicted vs. Observed at 35°C. ~
Membrane Q O2IN2 PO, (Barrer)
Pure Ultem@ 7.8 0.38
Mixed Matrix Case @ 15% Loading
62 35% Loading
~
Predicted 9.7 0 42 Observed 9.7 0.38
Predicted 13 0.49 Observed 12.85 0.28 Mixed Gas Results 13.5 0.275
1438 POLYMER ENGINEERING AND SCIENCE, JULY 2002, Vol. 42, No. i'
Mixed Matrix Membrane Materials With Glassy Polymers. Part 2
10
Oxygen I 9
Nitrogen 8 Selectivity
6
I Experimental Data \
Sie Robeson’s 1991
Predictions t 0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1
Oxygen Permeability (Barrer) Fig. 4. Obserued and predicted performance with PoLymer A-Zeolite 4A rni~~ed matriv materials.
probably involve treatment of sieves off-line, followed by simple dispersion in a polymer solution and con- ventional membrane formation. proach.
The results and discussions above proved the validity of the mixed matrix concept and demonstrated the im- mense improvements achievable by the mixed matrix idea, as well as its applicability to commercial poly- mers. Nevertheless, alternative strategies are needed to
make mixed matrix materials a commercial success. The use of short chain linkers could be one such ap-
Mixed Matnix Materide With Integral Chain Linkers (Polymer C)
SEMs (Ffg. 6) showed excellent contact and good dispersion between the polymer and sieve phases for
~ Experimental Data
Sieve% m 3 5 % Robeson’ s 199 1
Oxygen! 10 - Nitrogen 9 - Selectivity s .
7
6
Maxwell Model Predictions
0.2 0.3 0.4 0.5 0.6 0.7 0.8 0.9 1 Oxygen Permeability (Barrer)
Flg. 5. Observed and predicted performance with Ulted-Zeolite 4A rni~ed matrix materials.
POLYMER ENGINEERING AND SCIENCE, JULY 2002, Vol. 42, No. 7 1439

Rajiv Mahajan and William J. Koros
1 urn Fg. 6. SEM showing good contact between polymer a n d sieve for mived matrix materials of a reactiue polymer and ze- olite 4A.
mixed matrix materials formed using the integral linker to tailor interfacial contact. The transport prop- erties of the pure polymer as well as for the mixed ma- trix films are compared with Maxwell model predic- tions in Table 5. The results show improvement for the mixed matrix materials and a reasonable match between theory and experiment. These results are im- portant since they provide still another tool to control interfacial compatibility to allow forming successful mixed matrix materials. These results suggest that one can obtain ideal mixed matrix materials with rigid polymeric materials without dealing with the difficul- ties involved in silanation or in maintaining flexibility during membrane formation approaches. In practice, some combination of all three tools may be desired for different applications.
Clearly, even though the 6FDA based polymer mixed matrix materials were “successful,” the specific proper- ties are not very attractive. This is not surprising when one considers the intrinsic matrix properties. While the polymer used was a good choice based on achiev- ing a tighter polymer-sieve interface, it is a poor choice based on transport properties. As discussed in prior work (9, lo), the permeabilities of the fast gas should be similar for the polymer and sieve phases to see a
significant improvement on incorporation of mixed matrix materials. In this case, the polymer is too “open” and low in intrinsic selectivity to derive large benefits from incorporating the sieve.
Nonetheless, these results were useful in proving the validity of the approach as well as defining future work that can be done in the area. The reactive group pres- ent in the polymer can easily be incorporated in poly- mers that are intrinsically more suited for the chosen sieve as described in Part 1 and earlier work (9, 10).
CONCLUSIONS
The results presented in this paper indicate how ideal mixed matrix materials can be formed with tra- ditional polymers useful for practical membrane for- mation. The importance of interaction between the polymer and sieve phase as well as the significance of maintajning flexibility during film formation was high- lighted. Subsequently, a combination of chemical cou- pling and flexibility during membrane formation led to the formation of mixed matrix materials with commer- cial polymers and properties that exceeded the cur- rent upper bound. The high temperatures involved with this approach, however, also led to consideration of other approaches, which avoided high tempera- tures. These results suggested a path forward involv- ing the use of integral chain linkers that can be used to produce more conveniently processable mixed ma- trix membrane materials.
ACKNOWLEDGMENTS
We would like to thank Dr. John Simmons from Medal, Inc., and Dr. Claudia Staudt Bickel from the University of Heidelberg for supplying polymers used in this work. Without their help this work could not be done.
1.
2.
3.
4.
5.
REFERENCES R. Mahajan and W. J. Koros, I d Eng. Chem Res.. 99, 2692 (2000). R. Mahajan, R. Burns, M. Schaeffer, and W. J. Koros, Challenges in Forming Successful Mixed Matrix Mern- branes with Rigid Polymeric Material, Submitted to J. AppL Po@m Sci, August 200 1. Private Communication: Dr. John Simmons, DuPont, Wilmington, Del. (1999). Silicon Compounds Register and Review, United Chemi- cal Technologies, Bristol, Pa. (199 1). C. Staudt-Bickel and W. J. Koros, J. Memb. Sci, 155, 145 (1999).
Table 5. Mixed Matrix Membrane Performance Reactive Polymer Predicted vs. Observed at 35°C.
Membrane a OJN, PO, (Barrer) ~
Pure Reactive Polymer 4.2 22
~~
(GFDA-GFpDA/4MPD/DABA (21211) ~
Mixed Matrix Case: @ 15% Loading
Predicted 4.3 16 Observed 4.5 14
1440 POLYMER ENGINEERING AND SCIENCE, JULY 2002, Vol. 42, No. 7
Mixed Matrix M e m b r a n e Mater ia ls With Glassy Polymers. Part 2
6. Private Communication: Dr. C. Staudt-Bickel, Univer-
7. L. M. Robeson, J. Memb. Sci, 62, 165 (1991).
10. R. Mahajan, C . M. Zimmerman, and W. J. Koros, PoZy- m r Membranes for Gas and Vapor Separation, p. 277, B. Freeman and I. F’innau, eds., ACS Symposium Series (1999).
sity of Heidelberg, Heidelberg, Germany (2000).
8. M. Moaddeb, PhD dissertation, The University of Texas at Austin (1995).
Sci, 137, 145 (1997). 9. C . M. Zimmerman, A. Singh, and W. J. Koros, J. Memb.
POLYMER ENGINEERING AND SCIENCE, JULY 2002, Vol. 42, No. 7 1441
















![Journal of Controlled Release3.1. Cationic polymers enhance penetration of the cell membrane Cationic polymers are often used to facilitate siRNA penetration of the cell [55] because](https://img.dokumen.tips/doc/110x75/60124bca796a736b14103b90/journal-of-controlled-31-cationic-polymers-enhance-penetration-of-the-cell-membrane.jpg)












