Embed Size (px)
Citation preview

LIXIVIACION DE CONCENTRADOS DE PLOMO A ELEVADA PRESION Y
TEMPERATURA EN MEDIO BASICO Clave del Proyecto: 20061229
I RESUMEN
En la actualidad se buscan desarrollar nuevas alternativas para el mejor aprovechamiento de los recursos naturales del planeta, el caso de los minerales es uno de ellos, México es uno de los principales países productores de plata, la cual en su mayoría se extrae a partir de la galena que es un sulfuro de plomo, en la actualidad este tipo de concentrados se procesan por vía piro metalúrgica, sin embargo presentan en inconveniente de la contaminación del aire tanto por plomo, como por dióxido de azufre gas. Este trabajo pretende desarrollar un proceso por vía hidrometalúrgica, donde los concentrados de plomo se tratarón con sales y bases a fin de evitar la producción de plomo y dióxido de azufre en forma gaseosa, de tal forma que los metales de interés que vienen en el concentrado de plomo, como son la plata, el cobre y el zinc, se puedan obtener también en solución para su posterior recuperación en forma metálica y/o sales que puedan ser aprovechadas. Esto también podría dar pauta para el tratamiento no solo de concentrados, si no directamente del mineral de baja ley.
La experimentación se desarrolló en dos etapas, en la primera se empleó un reactor autoclave con capacidad de 2 litros, donde se realiza la etapa de lixiviación de PbS con (NH4)2CO3 a elevada presión y temperatura, obteniendo como producto la formación de un precipitado de PbCO3 , el cual fué empleado en la segunda etapa de lixiviación a temperatura ambiente, utilizando un reactor de vidrio con capacidad para 200ml y una parrilla de agitación magnética para proporcionar agitación, obteniendo como producto al plomo en solución. Las variables de estudio fueron, la presión, la temperatura, la agitación y la cantidad de agente surfactante en la lixiviación a presión. Para la lixiviación ácida a baja temperatura se establecieron en función de los datos de bibliografía. Se determinó que en la lixiviación amoniacal a elevadas presiones y temperaturas se obtiene una mezcla de precipitado compuesta por carbonato de plomo, sulfato de plomo y azufre elemental bajo las siguientes condiciones experimentales, Peso de concentrado de galena (PbS) = 30.48g, Peso de carbonato de amonio (NH4)2CO3= 14.65g, presión= 140 psi, Temperatura= 140 ºC, Agitación 500rpm, cantidad de surfactante (Quebracho) = 5 ml y un tiempo de lixiviación= 3hrs. El empleo de CaCO3 evita la formación de PbSO4.
Se realizo una 2da etapa de lixiviación con HNO3 a una concentración de 1M, adicionando 10 g de residuos de la lixiviación básica en un reactor de vidrio a temperatura ambiente, tiempo de lixiviación= 3 hrs; estas condiciones de experimentación permitieron la obtención de Pb2+ en solución.
II INTRODUCCIÓN
A través de la historia se han conocido y empleado algunos metales, existe la idea de que el plomo es uno de los metales que se conocía desde el mundo antiguo. Los fenicios ya trabajaban los yacimientos de la Península Ibérica 2000 años antes de Jesucristo, los romanos lo empleaban en la fontanería, los chinos revestían las orquestas para guardar el té y hacían las balas para las armas de fuego, los egipcios usaban este metal en su esmaltado cerámico. El plomo se encuentra en la naturaleza en varias formas, de las cuales la más importante es el mineral de galena (PbS), la cual contiene además de plomo grandes cantidades de zinc y en menores proporciones plata, oro, cadmio, antimonio, arsénico y telurio. El plomo presenta propiedades muy importantes entre ellas esta ser un metal pesado, y el metal más resistente a la corrosión es por ello que es utilizado en la fabricación de baterías y en el revestimiento de cables eléctricos, aditivos para gasolina, en materiales para la construcción y la industria metal – mecánica. También se utiliza industrialmente en las redes de tuberías, tanques y aparatos de rayos X. Debido a su elevada densidad y propiedades nucleares, se usa como blindaje protector de materiales radiactivos. Entre las numerosas aleaciones de plomo se encuentran las soldaduras, el metal tipográfico y diversos cojinetes metálicos. Una gran parte del plomo se emplea en forma de compuestos, sobre todo en pinturas y pigmentos. [1] Los procesos pirometalúrgicos de la fundición, como practica de la extracción comercial de concentrados de plomo, se concentran principalmente en el tratamiento en el horno de soplo y sinterización de concentrados de sulfuro de plomo, conduce a la formación de gases de dióxido de azufre (SO2) durante la operación pirometalúrgica y combinado con la presencia de compuestos volatiles de plomo, hace el control de las emisiones del dióxido de azufre y de los productos volatiles a alta temperatura no solo costoso sino difícil, ocasionándose así severos problemas con respecto al medio ambiente. Aunque las plantas modernas se diseñan para capturar SO2 y producir ácido sulfúrico como subproducto de la SO2 los procesos convencionales de la fundición para el plomo no están bien adaptados para tratar los sulfuros complejos o los minerales de calidad inferior. [2] Como los minerales de alto grado del sulfuro del plomo se están agotando gradualmente, es por ello que los productores del plomo están buscando maneras más eficientes de producir el plomo. La lixiviación Hidrometalúrgica de los concentrados del plomo evitaría la generación del dióxido de azufre y la emisión de los compuestos de plomo volátiles. Se conoce con el nombre de tratamiento hidrometalúrgico a aquellos procesos utilizados para el aislamiento y recuperación de metales por medio del uso de agua o de soluciones acuosas en el que el metal o metales beneficiables son disueltos con un disolvente adecuado que de preferencia no ataque a la ganga o material residual. Una ruta hidrometalúrgica debe, en

principio, ser capaz de tratar un sulfuro complejo y los concentrados de calidad inferior de la flotación. [3] La mayoría de la actividad hidrometalúgica ha sido centrada en el sistema FeCl3 – HCl como agente lixiviante y en menor cantidad de trabajos han sido usado en el sistema CaCl2 – HCl como agente lixiviante. Existen estudios de lixiviación para el mineral PbS en medios alcalinos, ejemplo de ello es la disolución de plomo en una solución de (NH4)2CO3, que al entrar en contacto con el mineral y oxígeno produce ciertas cantidades de azufre sólido elemental, evitando así la formación de SO2, siendo esta una gran ventaja del proceso comparándolo con los procesos pirometalúrgicos. [2] A causa de los problemas ambientales relacionados a la obtención del plomo por vía pirometalúrgica y la complejidad de los concentrados asociados a la galena, hacen posible que el procesamiento de minerales de plomo por vía hidrometalúrgica lleguen a ser desarrollados. Por lo anterior el presente trabajo tiene como finalidad: 1.- Disolver el plomo y metales valores que lo acompañan mediante una solución alcalina de (NH4)2CO3 en presencia de O2 a temperaturas arriba de 50ºC. 2.- Analizar la termodinámica de lixiviación a diferentes temperaturas y presiones propuestas. 3.- Determinar las condiciones experimentales óptimas de temperatura, presión, pH y tiempo para la lixiviación en medio básico.
Para los procesos pirometalúrgicos el punto de fusión de la galena es de 925ºC– 1120 ºC, con este punto de fusión se presentan dificultades en la fusión ya que algunos componentes son volátiles a estás temperaturas. La galena (PbS) se encuentra asociada a otros minerales como el , Fe Zn, Ag, Au, en pequeñas cantidades, su principal componente es el plomo en un 86.6%. El principal proceso pirometalúrgico para la obtención de plomo, es el alto horno, el cual puede ser cargado con galena en sinter o clinker. [4] HIDROMETALÚRGIA DEL PLOMO Se conoce con el nombre de Hidrometalúrgia, aquellos procesos utilizados para el aislamiento y recuperación de metales por medio del uso de agua o de soluciones acuosas. En años recientes, la hidrometalúrgia se ha complementado mediante el uso de otros disolventes como los líquidos orgánicos y resinas orgánicas (intercambiadores de iones).

El proceso principal en hidrometalúrgia es la lixiviación de constituyentes de baja ley. Por lo general el mineral valioso estará distribuido en este caso en la matriz formada por ganga sin valor. Para hacer que el mineral se vuelva accesible al disolvente, la mena tiene que encontrarse finamente triturada. Aun en este caso, el mineral valioso puede alcanzarse sólo por difusión a través de poros muy finas en la ganga. Es evidente, en este caso, que la lixiviación no se afecte por la agitación del líquido. Un segundo proceso es la formación de productos intermedios o subproductos insolubles. Un ejemplo es la formación de azufre elemental durante la lixiviación ácida de menas de sulfuro. Por debajo del punto de fusión del azufre esta capa es relativamente porosa y no impide en gran medida la difusión del disolvente hacia la mena. Por arriba de 120ºC, en cambio, se forma el azufre líquido el cual cubre la superficie del sulfuro y reduce considerablemente la rapidez de lixiviación. Durante los últimos años se han desarrollado varios procesos para lixiviar menas de sulfuros en autoclaves a temperaturas superiores a 100ºC y a altas presiones de oxígeno. La ventaja de la presión y temperaturas elevadas es que los equilibrios son más favorables y lo que es más importante, existe una mayor velocidad de reacción. Los procesos de lixiviación pueden efectuarse en soluciones ácidas o amoniacales. [6] La lixiviación a presión se hace con dos fines: para acelerar la disolución de todos los valores que contiene la solución de lixiviación y para mejorar el régimen de solubilización de los sólidos que, en el mejor de los casos solo son solubles lentamente a la presión atmosférica. Los autoclaves cerrados que se usan para la lixiviación a presión permiten temperaturas más altas que las que es posible tener con los tanques abiertos, y esto acelera la rapidez de disolución. Los reactivos como el oxígeno, son con frecuencia importantes para la disolución rápida de los componentes metálicos, y la cantidad de estos gases que pueden mantenerse en la solución lixiviante dependerá de la presión del gas en la autoclave disolviéndose una mayor cantidad mientras más alta sea la presión y, consecuentemente, mayor será la rapidez de disolución de los sólidos. Los materiales tales como los sulfuros, que son relativamente insolubles en condiciones normales de lixiviación en tanque abierto, se vuelven solubles si puede mantenerse una presión suficientemente alta para forzar cantidades considerables de oxígeno en la solución lixiviante. Esto elimina el tratamiento preliminar de la tostación que se requiere para los sulfuros, en el cual tiene que dárseles primero una tostación oxidante para convertir los sulfuros en sulfatos solubles u óxidos antes de lixiviarlos. Los autoclaves para lixiviación a alta presión se fabrican de metal de alta resistencia mecánica y de acero inoxidable o de titanio par resistir el severo ataque de la solución lixiviante a temperatura y presión elevadas. Con frecuencia son revestidos de vidrio, plomo o ladrillo para evitar la corrosión del equipo, y por lo general tienen algún tipo de agitador. Es común que se encuentren serpientes de enfriamiento o calentamiento interconstruidos para
prever la necesidad de remover o agregar calor a la solución de lixiviación dentro del recipiente durante el proceso. [7] Ventajas de procesos hidrometalúrgicos Los procesos hidrometalúrgicos ofrecen ventajas significativas, las cuales dependens de cada aplicación en particular para cada proceso: Ventajas:
- Los procesos hidrometalúrgicos tienen la flexibilidad de tratar menas complejas y además se pueden obtener una gran variedad de subproductos metálicos.
- Con los subproductos provenientes de los procesos hidrometalúrgicos en el tratamiento de menas, se elevan los ingresos para cada proceso, lo que los hace altamente aprovechables.
- La hidrometalúrgia es sugerida como una alternativa de los procesos pirometalúrgicos tradicionales para reducir la contaminación del aire, debido a las emisiones de SO2 .
- Los procesos Hidrometalúrgicos pueden consumir menos energía cuando se aplica a menas de bajo grado. [8]
En investigaciones de oxidación acuosa de sulfuro de plomo; el proceso de
oxidación ha sido afectado por la temperatura de la solución, presión parcial de oxígeno y agentes oxidantes. Los incrementos en la temperatura o presión parcial del oxigeno en el plomo indican un incremento en la conversión de sulfuro de plomo a sulfato de plomo. El efecto de los agentes químicos oxidantes en la conversión de sulfuro de plomo a cloruro de plomo ha sido estudiado por Naito [10] La reacción durante la oxidación en ácido clorhídrico es: PbS + 2HCl + 0.5 O2 → PbCl2 + S + H20 (7) Donde la oxidación del sulfuro de plomo en ácido clorhídrico da mejor resultado que en ácido sulfúrico. Esto es esperado por la formación del gas cloro producido durante la oxidación de sulfuro de plomo con ácido clorhídrico; de acuerdo a la siguiente reacción: 2HCl + 0.5 O2 → Cl2 + H2O (8) Es conocido que el cloruro es agente efectivo para la conversión de sulfuro de plomo a cloruro de plomo. La oxidación acuosa de galena en solución de amoniaco o sulfato de amonio ha sido investigado por Vizsolyi [11] para recuperar Pb a partir de un concentrado con la siguiente composición ( 66.2% Pb, 3% Zn, 0.2% Cu, 11.4% Fe y 14.5% S.

El concentrado fue lixiviado bajo las siguientes condiciones: temperatura a 120 ºC, presión de oxígeno de 20 psi, pH = 5.5 y una proporción de moles de NH3/Pb (3:1), obteniendo así una recuperación de plomo del 96.5 % en un tiempo de 4 horas; cuando incrementaron la concentración de amoniaco a 6 moles por mol de plomo obtuvieron una recuperación mayor de plomo en 1 hora. El proceso de lixiviación de sulfuro de plomo en presencia de amonio puede ser presentado por la siguiente secuencia. 2PbS + 4 O2 + 2NH3 + 2 H2O ---- 2 Pb(OH)2 + 2 H2SO4 + 2 NH3 --- PbOH+ + OH- + PbSO4 + (NH4)2SO4 --- PbO. PbSO4 + H2O + (NH4)2 SO4 (9) Cuando Vizsolyi realizo la lixiviación de galena con sulfato de amonio en ausencia de amoniaco obtuvo una extracción de anglesita mayor del 95% en 3 horas, con una relación de molar de 4NH4+ /1Pb, utilizando una densidad de pulpa de 14% a una presión de oxígeno de 20 psi y una temperatura de 100ºC. La oxidación del sulfuro en ausencia de amoniaco o sal de amoniaco toma lugar en dos etapas de acuerdo a la siguiente reacción, la etapa 2 es extremadamente rápida: 1 2 PbS + 2O2 + H2O = Pb(OH)2 + H2SO4 = PbSO4 + H2O (10) En ambos casos ( NH3 y (NH4)2SO4) el sulfato de plomo formado es disuelto con etilendiamina o dietilendiamina par recuperar el plomo. Otra transformación de PbS fue estudiado por KE-YUAN LU y CHIA-YUNG CHEN, los cuales utilizaron carbonato de amonio para la conversión de un concentrado de PbS a PbCO3. bajo la siguiente reacción: PbS (S)+(NH4)2CO3(aq) + ½ O2(g) + H2O → PbCO3 (S) +Sº (S) + 2NH4OH (aq) (11) Proponiendo las siguientes condiciones de operación para una mejor conversión: temperatura de 50 – 60 ºC, la relación molar de (NH4)2CO3 / PbS de (1:3), tiempo de lixiviación de 2 a 5 horas. [2] Se ha investigado la disolución del sulfato de plomo en solución de amonio. La reacción de disolución es.[12] PbSO4 + NH4OH → NH4 (Pb(OH)SO4) (12) La concentración de amoniaco y sulfato de amonio es importante para la disolución. La disolución aumenta cuando la concentración de amoniaco y sulfato de amonio es alta. La disolución se estudió con 5.2g de sulfato en solución de sulfato de amonio con 170 g, 200 ml de amoniaco acuoso y 190 ml de agua.

III METODOS Y MATERIALES METODOLOGIA
a) Caracterización química mineralógica del concentrado para conocer las especies presentes y sus contenidos.
b) Pruebas de lixiviación a elevada presión y temperatura, considerando las condiciones reportadas en la literatura consultada.
c) Pruebas de lixiviación a presión atmosferica y temperatura ambiente, con condiciones establecidas de acuerdo a la bibliografía, tomando muestras al inicio, mitad y finalización del experimento.
d) Las muestras de lixiviación se disuelven a la concentración adecuada para su analisis por absorción atomica, para analizar la cantidad de Pb, Ag, Zn, Fe, Cu presentes en la solución.
e) Se calcula la fracción de cada elemento disuelta y se grafican el % de disolución con respecto al tiempo, para cada experimento.
DESARROLLO EXPERIMENTAL
Materiales El concentrado a lixiviar fue proporcionado por la Compañía Metalurgíca – Mexicana Peñoles S.A. de Torreón Coahuila, con la siguiente composición: Elemento Pb Fe
total Cu Zn Ag Au S SiO2 CaO Fe 2+
% 70 4.2 3.0 3.8 0.08 0.002 16.7 0.6 0.65 1.9 Tabla 2: Composición química de concentrado.
Reactivos
Las siguientes tablas muestran los reactivos que se usarán durante la experimentación
Lixiviación Básica Agente lixiviante Carbonato de Amonio (NH4)2CO3 Agente oxidante Oxigeno Nitrato Férrico Fe (NO3)3 Agua destilada
Surfactante Quebracho
Lixiviación Ácida
Agente lixiviante Acido nítrico 1 M HNO3

Equipo
a) El equipo empleado para la caracterización mineralógica del concentrado de plomo fue el difractómetro de RX.
b) El equipo empleado para la lixiviación en medio básico es un reactor de
presión autoclave de titanio grado 4, con capacidad de 2 litros, marca Parr 4-842. El reactor es calentado externamente por medio de resistencias eléctricas que están conectadas a un controlador automático de temperatura, que por medio de un termopar registra la temperatura. El reactor cuenta con un controlador de velocidad de agitación. Además cuenta con un sistema de válvulas en la parte superior, por donde se introducen los gases (oxígeno), se purga el reactor y se tiene una válvula de seguridad; cuenta con un tubo muestreador y un termopozo donde se coloca el termopar, así como un sistema de enfriamiento conectado a la tapa del reactor, el cual una vez cerrado el reactor queda en el interior del reactor en contacto directo con la solución; este sistema de enfriamiento esta compuesto por una serpiente que en su interior lleva agua para evitar que la temperatura se eleve. La presión del sistema es registrada en un manómetro colocado en la parte superior del reactor. La inyección de oxígeno se realiza a través de un regulador conectado entre un tanque de oxígeno y el reactor autoclave.
Fig. 1 Reactor autoclave
c) El equipo utilizado para la experimentación de lixiviación en medio ácido, consta de un reactor de vidrio con capacidad para 200 ml, el cual requiere de equipo auxiliar para proporcionar agitación, como es un agitador magnético y una parrilla para agitar.

d) El equipo empleado para el análisis de muestras es un Espectrofotómetro de Absorción Atómica modelo 2380 Perkin- Elmer
PROCEDIMIENTO EXPERIMENTAL
El procedimiento para la experimentación se realizo de la siguiente manera: a) Se agrego al reactor autoclave el concentrado de plomo, agua
desionizada, carbonato de amonio (NH4)2CO3 y el surfactante quebracho, en las cantidades necesarias de acuerdo al experimento y las condiciones de operación en que se realiza.
b) Se cierra el reactor con el cuidado de asegurarlo perfectamente, y se coloca sobre el sistema de calentamiento, proporcionado por las resistencias.
c) Se conecta el sistema de inyección de oxígeno al reactor. d) Se enciende el controlador, donde estará registrada la temperatura,
presión y rpm del agitador; una ves encendido el controlador inicia el calentamiento del reactor, hasta que se alcance la temperatura deseada.
e) Cuando el sistema alcanza la temperatura deseada para el experimento se toma la una muestra inicial y posteriormente comienza la inyección de oxígeno y agitación del sistema, es aquí donde empieza el conteo de tiempo para la experimentación.
f) Se tomarón muestras al inicio y a intervalos de 30 minutos durante todo el experimento; estas muestras se preparan y se analizaran en el espectrofotómetro de absorción atómica para determinar la cantidad de Pb, Ag, Zn, Fe, Cu presentes en la solución.
g) Una vez concluido el experimento inicia el paro del reactor, siguiendo los pasos posteriores:
• Se detiene el motor que suministra la agitación del reactor. • Parar el calentamiento del reactor. • Se cierra la válvula de paso de oxígeno ( ver figura x la del
reactor) al reactor y posteriormente cerrar el tanque de oxígeno. • El reactor se enfría agregando agua al sistema de enfriamiento,
hasta que alcance una temperatura menor a los 70ºC. • Posteriormente se purga el reactor, hasta que alcanza una
presión de 0 psi. • Después se retira el reactor del sistema de calentamiento y se
retiran los sistemas de agitación y enfriamiento. • Retirar la solución final y los precipitados del reactor. • Lavar el reactor y secarlo, así como limpiar equipos auxiliares.
h) Los residuos solídos se sequen y se pesan. i) Los residuos solidos se preparan para analisis químico, difracción de
rayos x y/o microscipia electronica de bammido (MEB), El procedimiento a seguir para la experimentación de lixiviación en medio ácido es la siguiente:

- Se agregan al reactor 10 g del precipitado de PbCO3 obtenido en la lixiviación básica, agua destilada y ácido Nítrico (HNO3); y se introduce el agitador magnético.
- El reactor se cierra con una tapa de 5 bocas, con ayuda de grasa de silicón marca SIMA.
- Se coloca el reactor en la parrilla de agitación y se enciende. - Una vez encendido comienza la agitación y se toma una muestra inicial
y posteriormente con intervalos de 30 minutos. - Cuando se completa el tiempo de experimentación se apaga la parrilla. - Se retira el reactor de la parrilla agitadora - Se quita el agitador magnético del reactor. - Se filtran los sólidos finales de experimentación. - Se limpia el reactor y la tapa
Secuencia experimental
- Se realizará una primera lixiviación en medio básico, en el reactor autoclave.
- Se mezclara una solución con: + 30.48 g de PbS + 12.5g de (NH4)2CO3 + 5 g de Fe (NO3)3+ 5 ml de Quebracho + 1500 ml de agua desionizada
Condiciones experimentales De acuerdo a las condiciones de operación reportadas en la literatura, las variables a estudiar que son representativas y presentan efectos sobre la lixiviación de plomo son:
a) Temperatura: b) Presión de oxigeno c) Velocidad de agitación d) Surfactante
Para reactor autoclave
* Temperatura 100 - 120 °C * Velocidad de agitación 500 rpm * presión de O2 120 – 140 psi * Tiempo 4 hrs
Para reactor a temperatura ambiente * Temperatura ambiente * Tiempo 3hr * [HNO3] 1M

DIAGRAMA DE FLUJO DEL DESARROLLO EXPERIMENTAL
Fig. 2. Diagrama de flujo, del desarrollo experimental.
IV RESULTADOS ANALISIS DE RESULTADOS Experimento 1 Condiciones: Cantidad de concentrado de galena = 30.48 g (NH4)2CO3 = 12.5 g Quebracho= 5 ml PH= 9.40 Presión= 140 psi Agitación = 500 rpm Temperatura = 140° C Observaciones: Durante la experimentación no hubo variaciones con respecto a las condiciones iniciales; el tiempo de experimentación fue de 3 hr. La solución final de lixiviación presentó un color azul muy tenue; sin embargo el sólido final, físicamente no presento cambios. Se realizó el análisis de las soluciones de muestra en el Espectrofotómetro de Absorción Atómica (EAA) registrándose lecturas no representativas de obtención de Pb ++ en la solución; lo que indicó que no hubo disolución de plomo. Experimento 2 Condiciones: Cantidad de concentrado de galena = 30.48 g (NH4)2CO3 = 25 g Quebracho= 5 ml PH= 9.40 Presión= 140 psi Agitación = 500 rpm Temperatura = 140° C Observaciones: La experimentación no varía durante su proceso con respecto a las condiciones iniciales, para alcanzar la temperatura de 140 ° C en el reactor se espero un tiempo de 33 min. Se varió la alimentación de (NH4)2CO3 a 25 gr para determinar si la cantidad de compuesto era la causa de que no existieran cambios en el mineral, sin embargo las muestras tomadas fueron analizadas por absorción átomica y tampoco hubo resultados favorables de presencia de Pb++ . El único cambio que hubo fue en la solución final ya que esta presentó una tonalidad azul intenso debido a la disolución de Cu, que se incrementa en un 25% con respecto al experimento 1. Sin embargo existe disolución de las especies de plata liberadas y las especies de plata (Ag) no ocluidas en la galena no se

disuelven, debido a que el mineral no fue atacado durante el experimento. Como se observa en la Grafica 1.
0 20 40 60 80 100 120 140 160 1800
5
10
15
20
25
30
35
40
450 20 40 60 80 100 120 140 160 180
0
5
10
15
20
25
30
35
40
45
% Cu Exp 1 % Cu Exp 2 % Ag Exp 1 % Ag Exp 2
% d
e R
ecup
erac
ión
Cu,
Ag
Tiempo (min)
Grafica 1. Efecto de la cantidad de (NH4)2CO3 empleado en exp. 2 con respecto al exp 1. Experimento 3 Condiciones: Cantidad de concentrado de galena = 30.48 g (NH4)2CO3 = 12.5 g Quebracho= 5 ml PH= 9.40 Presión= 140 psi Agitación = 500 rpm Temperatura = 90° C Observaciones: El experimento se disminuyo la temperatura a 90ºC, como se indico en la bibliografía; sin embargo al realizar el análisis en el E.A.A no se registro Pb 2+
en solución, lo que indica que a temperaturas bajas no se favorece la formación de Pb 2+, por lo tanto el mineral no se disolvió, ni sufrió cambios considerables a las características iniciales. Experimento 4 Condiciones: Cantidad de concentrado de galena = 30.48 g (NH4)2CO3 = 25 g Quebracho= 5 ml PH= 9.40 Presión= 140 psi Agitación = 500 rpm

Temperatura = 90° C Observaciones: Al igual que en el experimento 3 la temperatura de experimentación fue a 90 °C pero con variación en alimentación de (NH4)2CO3 siendo esta de 25 g, para saber si la reacción no sucedía por la cantidad del compuesto, sin embargo este experimento no resulto favorable; incluso se presentaron menores cantidades de Pb++ en el análisis de E.A.A. Por consiguiente se decidió regresar a una temperatura mayor a los 90 °C.
Experimento 5 Condiciones: Cantidad de concentrado de galena = 30.48 g (NH4)2CO3 = 25 g Quebracho= 5 ml PH= 9.40 Presión= 140 psi Agitación = 500 rpm Temperatura = 120° C Fe(NO3)3.9H2O= 5g Observaciones: En el experimento se agregaron al reactor 5 g de Fe(NO3)3.9H2O para favorecer la formación de carbonato de plomo a una temperatura de 120°C., obteniéndose una conversión del 100% de PbS – PbCO3. La experimentación muestra cambios de tonalidad en los residuos sólidos lo cuales presentan una tonalidad amarillenta opaca, y no se observan particulas metalicas en el producto lo que indica que existio alguna transformación en el proceso de lixiviación sin presencia de Pb ++ en solución. Experimento 6 Condiciones: Cantidad de concentrado de galena = 30.48 g (NH4)2CO3 = 12.5 g Quebracho= 5 ml PH= 9.1 ajustado con NaOH Presión= 140 psi Agitación = 500 rpm Temperatura = 133° C En el experimento se elevo la temperatura con respecto al exp. 5 y se ajusto la solución a un pH de 9.1, basándonos en el diagrama Eh-pH del sistema Pb-C-H2O se define que no es posible la obtención de Pb++ en solución, es por ello que se decide agregar una etapa más de lixiviación en los siguientes experimentos.

Debido a la complejidad del sistema, al tener Pb-S-C-H20, se desarrollo la termodinamica del proceso determinandose que bajo estas condiciones nunca se va a obtener al ion plomo 2+ Pb2+ y que la transformación de plomo se estaba a dando a las posibles especies de carbonato de plomo y sulfato de plomo. El ataque directo de este residuo con ácido nítrico nos muestra, una total disolución del residuo lo cual nos permite concluir que el producto obtenido es carbonato de plomo ya que el sulfato de plomo no se disuelve con ácido nítrico. Experimento 7 Condiciones: WPbCO3= 10 g [HNO3]= 1M Vol sol´n= 200 ml Temperatura ambiente Tiempo= 3 hr de lixiviación. Después de analizarse el diagrama de pourbaix se utilizo el producto sólido del experimento 5, considerando que el mineral inicial tuvo un cambio de PbS a PbCO3.El experimento se realizo en un reactor a temperatura ambiente en medio ácido, con un pH de 0.72. Se tomaron muestras cada 30 minutos y se hicieron diluciones de 1/10000 para el análisis de soluciones en el E.A.A , mismas que presentaron Pb++ en solución, alcanzando una máxima recuperación de 10.61%, como se muestra en la gráfica 2, misma que presenta el efecto de Fe(NO3)3.9H2O agregado en la primera etapa le lixiviación del exp. 5 , el cual favorece la obtención de Pb2+, en solución.
-50 0 50 100 150 200 250 300 350 4002
3
4
5
6
7
8
9
10
11
12-50 0 50 100 150 200 250 300 350 400
2
3
4
5
6
7
8
9
10
11
12
% d
e R
ecup
erac
ión
de p
lom
o E
xp.7
Tiempo (min)
% Pb Exp.7
Grafica 2. Efecto de Fe(NO3)3.9H2O empleado en la primera etapa de lixiviación.

Experimento 8 Condiciones: Cantidad de concentrado de galena = 30.48 g (NH4)2CO3 = 12.5 g Quebracho= 5 ml pH= 9.40 Presión= 140 psi Agitación = 500 rpm Temperatura = 140° C Fe (NO3)3.9 H2O = 5 g. Debido a los buenos resultados del experimento 5, en la formación de carbonato de plomo, este experimento se realizo con los mismos parámetros, reduciendo únicamente la cantidad del carbonato de amonio en la experimentación en la autoclave, lográndo aumentar a un 100% la transformación de PbS-PbCO3.
Esta experimentación nos permite concluir que para que la lixiviación basica con carbonato de amonio se lleve a cabo es necesario la adición de Fe (NO3)3.9 H2O, reactivo que favore la transformación de sulfuro de plomo a carbonato de plomo por su alto poder de oxidación. Experimento 9 Condiciones: Cantidad de residuo(Exp.8)= 10 g. [HNO3]= 1M Vol sol´n= 200 ml. Temperatura ambiente Tiempo de lixiviación = 3 h. La experimentación se realizo en un reactor a temperatura ambiente, se utilizo como mineral de experimentación los residuos obtenidos del experimento 8. La gráfica 3 muestra el efecto que tiene la reducción en la cantidad de (NH4)2CO3 empleado en la primera etapa de lixiviación del experimento 8 con respecto al experimento 5 ( 2da etapa de lixiviación es exp. 7); la cual indica que utilizando la cantidad estequiométrica de (NH4)2CO3 se favorece únicamente la formación de PbCO3, y a su vez incrementa a un 90% la obtención de Pb2+ . Ya que se reduce la formación de otros carbonatos.
-50 0 50 100 150 200 250 300 350 4000
10
20
30
40
50
60
70
80
90
100
110-50 0 50 100 150 200 250 300 350 400
0
10
20
30
40
50
60
70
80
90
100
110
% d
e Re
cupe
raci
ón d
e pl
omo
Exp.
7, E
xp. 8
Tiempo (min)
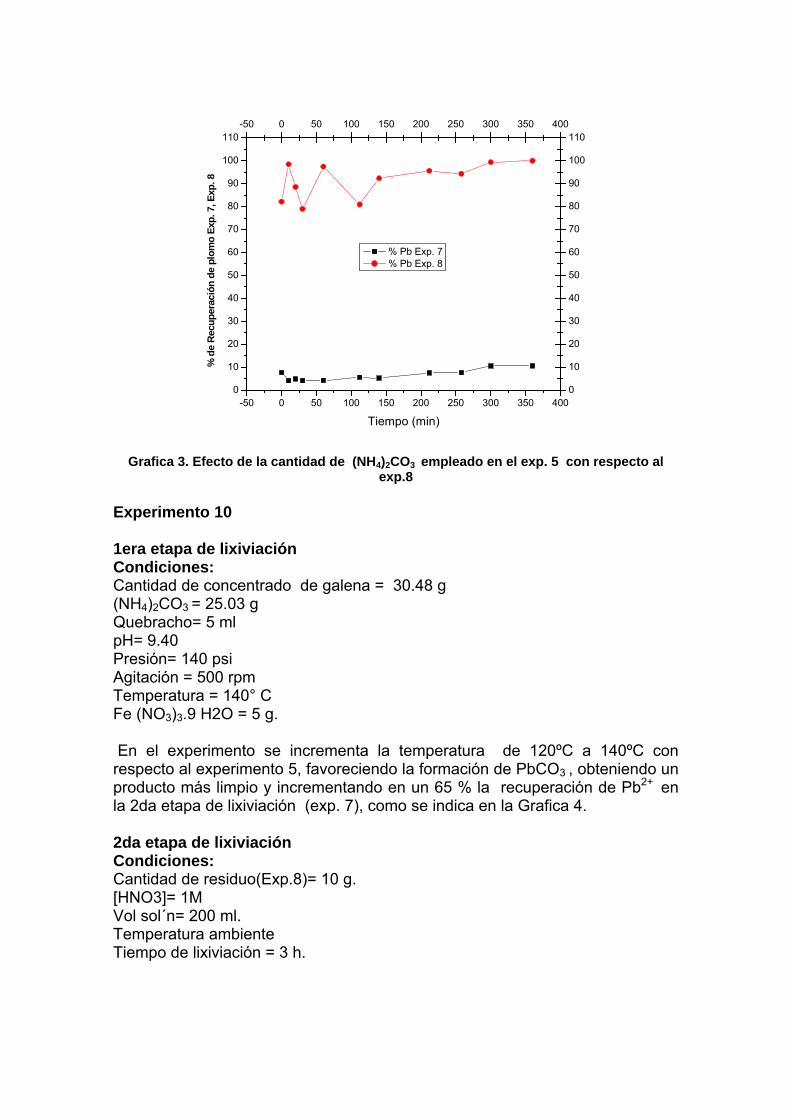
% Pb Exp. 7 % Pb Exp. 8
Grafica 3. Efecto de la cantidad de (NH4)2CO3 empleado en el exp. 5 con respecto al
exp.8 Experimento 10 1era etapa de lixiviación Condiciones: Cantidad de concentrado de galena = 30.48 g (NH4)2CO3 = 25.03 g Quebracho= 5 ml pH= 9.40 Presión= 140 psi Agitación = 500 rpm Temperatura = 140° C Fe (NO3)3.9 H2O = 5 g. En el experimento se incrementa la temperatura de 120ºC a 140ºC con respecto al experimento 5, favoreciendo la formación de PbCO3 , obteniendo un producto más limpio y incrementando en un 65 % la recuperación de Pb2+ en la 2da etapa de lixiviación (exp. 7), como se indica en la Grafica 4. 2da etapa de lixiviación Condiciones: Cantidad de residuo(Exp.8)= 10 g. [HNO3]= 1M Vol sol´n= 200 ml. Temperatura ambiente Tiempo de lixiviación = 3 h.

0 30 60 90 120 150 180 210 240 270 3000
10
20
30
40
50
60
700 30 60 90 120 150 180 210 240 270 300
0
10
20
30
40
50
60
70
% de
Rec
uper
ación
de P
b Ex
p.10-
Exp.
7.
Tiempo (min)
% Pb Exp 10 % Pb Exp 7
Gráfica 4. Efecto de la temperatura en la obtención de Pb2+ del exp. 10 con respecto al
exp. 5. Experimento 11 1era etapa de lixiviación Condiciones: Cantidad de concentrado de galena = 30.48 g (NH4)2CO3 = 12.5 g Quebracho= 5 ml pH= 9.40 Presión= 140 psi Agitación = 500 rpm Temperatura = 140° C Fe (NO3)3.9 H2O = 5 g. La disminución de (NH4)2CO3 favorece únicamente la formación de PbCO3 con respecto al experimento 10 donde el incremento de (NH4)2CO3 baja la ley de conversión de PbCO3 favoreciendo la formación de otros carbonatos. 2da etapa de lixiviación Condiciones: Cantidad de residuo(Exp.8)= 10 g. [HNO3]= 1M Vol sol´n= 200 ml. Temperatura ambiente Tiempo de lixiviación = 3 h.

La formación de PbCO3 de la primera etapa de lixiviación favorece la obtención de un mayor porcentaje de Pb2+ con respecto al exp. 10, como se indica en la gráfica 5. Esto es debido a que el consumo de ácido nítrico solo se debe a la reacción con el carbonato de plomo, obteniendose así una sola reacción y por lo tanto una mayor cantidad en el plomo reaccionado.
0 30 60 90 120 150 180 210 240 270 3000
10
20
30
40
50
60
70
80
90
1000 30 60 90 120 150 180 210 240 270 300
0
10
20
30
40
50
60
70
80
90
100
% d
e R
ecup
erac
ión
de p
lom
o Ex
p10,
Exp
. 11
Tiempo (min)
% Pb Exp. 10 % Pb Exp. 11
Grafica 5, Efecto en la reducción de (NH4)2CO3 en la obtención de Pb2+ del exp.11 con respecto al exp. 10.
Experimento 12 1era etapa de lixiviación Condiciones: Cantidad de concentrado de galena = 30.48 g (NH4)2CO3 = 12.5 g Quebracho= 5 ml pH= 9.40 Presión= 140 psi Agitación = 500 rpm Temperatura = 140° C 5 ml de quebracho. En el experimento se suprimió la adición de Fe (NO3)3.9 H2O con respecto al experimento 11, lo cual repercute en que la conversión de plomo se reduzca hasta un 50%. 2da etapa de lixiviación Condiciones: Cantidad de residuo(Exp.12)= 10 g. [HNO3]= 1M

Vol sol´n= 200 ml. Temperatura ambiente Tiempo de lixiviación = 3 h. Por la poca formación de PbCO3 en la primera etapa de lixiviación, se muestra que la recuperación de Pb++ en solución disminuye igualmente a un 50% con respecto al experimento 11. como se indica en la grafica 6.
0 30 60 90 120 150 180 210 240 270 30010
20
30
40
50
60
70
80
900 30 60 90 120 150 180 210 240 270 300
10
20
30
40
50
60
70
80
90
% R
ecup
erac
ión
de p
lom
o
Tiempo (min)
% Pb Exp 11 % Pb Exp 12
Gráfica 6. Efecto de la adición de Fe (NO3)3.9 H2O, en la recuperación de Pb2+, del
exp 12, con respecto al exp 11. Experimento 13 1era etapa de lixiviación Cantidad de concentrado de galena = 30.48 g (NH4)2CO3 = 43.95 g Quebracho= 5 ml pH= 9.40 Presión= 140 psi Agitación = 500 rpm Temperatura = 140° C 5 ml de quebracho. El incremento de (NH4)2CO3: 43.95g a un 200% en exceso y una temperatura de 60ºC con respecto al experimento 12, no favorece la conversión de PbS – PbCO3. Debido a la formación de otros carbonatos que tienen una energia libre de formación menor.

2da etapa de lixiviación Condiciones: Cantidad de residuo(Exp.13)= 10 g. [HNO3]= 1M Vol sol´n= 200 ml. Temperatura ambiente Tiempo de lixiviación = 3 h. Por no favorecerse la formación de PbCO3 en la primera etapa de lixiviación, no se tiene buena recuperación de Pb++ en solución con respecto al experimento 12 como se muestra en la gráfica 7.
0 30 60 90 120 150 180 210 240 270 30015
20
25
30
35
40
45
50
0 30 60 90 120 150 180 210 240 270 300
15
20
25
30
35
40
45
50
% Pb Exp.12 % Pb Exp.13
% d
e P
lom
o R
ecup
erad
o. E
xp 1
3, E
xp.1
2
Tiempo (min)
Grafica 7: Efecto de la temperatura y (NH4)2CO3 al 200% en exceso del exp. 13 con respecto al exp. 12, en la recuperación de Pb2+ en la segunda etapa de lixiviación.
Experimento 14 1er etapa de lixiviación WPbS: 30.48 g, (NH4)2CO3: 25g, 140 psi, 500 rpm, 140ºC, Quebracho 5 ml. Se repiten las condiciones del experimento 12 y se comprueba que a un 100% en exceso de (NH4)2CO3 con respecto al estequiométrico la ley de conversion de PbS a PbCO3 es baja. 2da etapa de lixiviación WPbCO3= 10 g, [HNO3]= 1M, Vol sol´n= 200 ml, Temperatura ambiente, 3 hr de lixiviación.
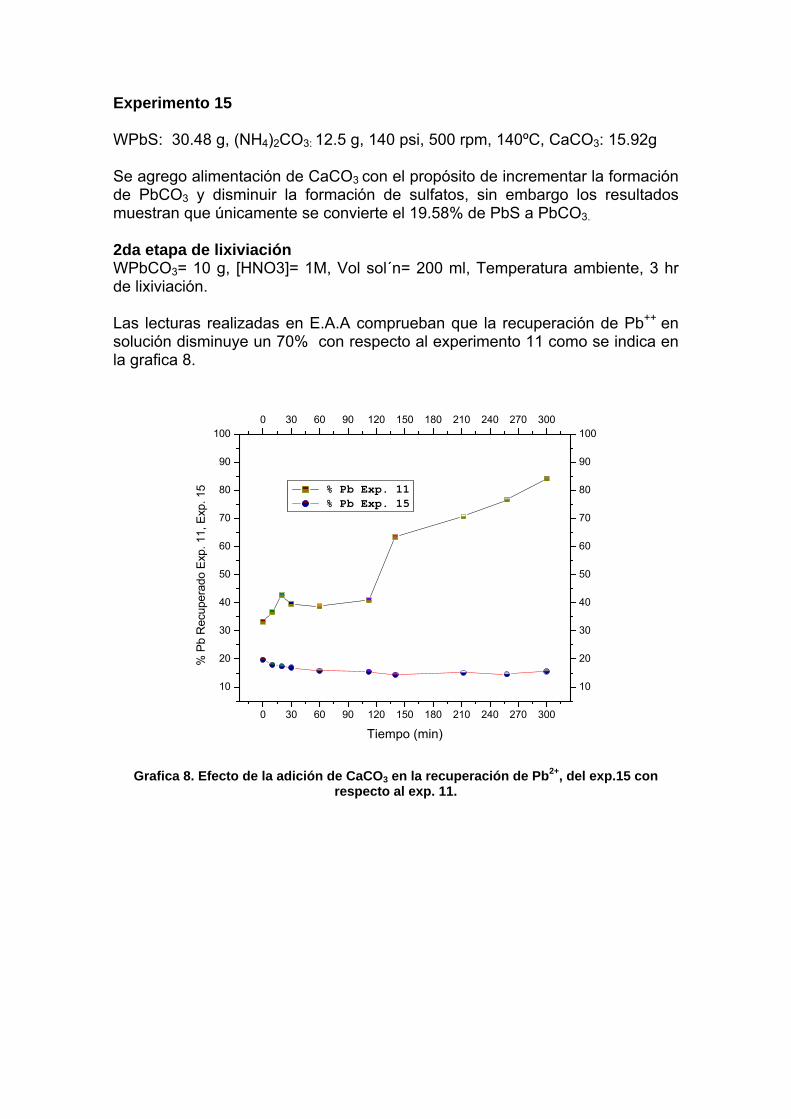
Experimento 15 WPbS: 30.48 g, (NH4)2CO3: 12.5 g, 140 psi, 500 rpm, 140ºC, CaCO3: 15.92g Se agrego alimentación de CaCO3 con el propósito de incrementar la formación de PbCO3 y disminuir la formación de sulfatos, sin embargo los resultados muestran que únicamente se convierte el 19.58% de PbS a PbCO3. 2da etapa de lixiviación WPbCO3= 10 g, [HNO3]= 1M, Vol sol´n= 200 ml, Temperatura ambiente, 3 hr de lixiviación. Las lecturas realizadas en E.A.A comprueban que la recuperación de Pb++ en solución disminuye un 70% con respecto al experimento 11 como se indica en la grafica 8.
0 30 60 90 120 150 180 210 240 270 300
10
20
30
40
50
60
70
80
90
1000 30 60 90 120 150 180 210 240 270 300
10
20
30
40
50
60
70
80
90
100
% P
b R
ecup
erad
o Ex
p. 1
1, E
xp. 1
5
Tiempo (min)
% Pb Exp. 11 % Pb Exp. 15
Grafica 8. Efecto de la adición de CaCO3 en la recuperación de Pb2+, del exp.15 con respecto al exp. 11.

CONCLUSIONES 1.- Se concluye que la lixiviación de galena empleando carbonato de amonio no es factible para obtener al ion plomo en solución. 2.- Así mismo se concluye que la lixiviación de galena empleando unicamente carbonato de amonio no es factible, sin embargo la adicion de nitrato ferrico favorece la transformación a carbonato de plomo. 3.- Empleando nitrato ferrico en la lixiviación y variando la cantidad de carbonato de amonio se concluye que se debe de trabajar con el mínimo requerido, es decir, el estequiometrico, ya que el empleo de cantidades en exceso favorece la formación de otros carbonatos en nuestro residuo. 4.- Se determino que el empleo de quebracho como agente dispersante no es requerido en la lixiviación básica ya que no se forma azufre elemental, sino como sulfatos. 5.- Con respecto al cobre presente en el concentrado se determino que este pasara a solución en forma de sulfato de cobre. 6.- La plata en el sistema por su baja ley no se pudo cuantificar y por lo tanto saber su comportamiento. 7.- Una segunda etapa de lixiviación empleando ácido nítrico para atacar el residuo, permite obtener al 100% de plomo en solución (Pb2+) Sin embargo, el problema será la formación de gas CO2 el cual será necesario procesarlo siendo un objetivo que se decea eliminar. 8.- De acuerdo a la conclusión anterior se recomienda emplear la tecnica adecuada para obtener y/o concentrar el carbonato de plomo y comercializarlo en forma de esta sal. 9.- Se determino que la temperatuara favorece la conversión por lo cual se determina trabajar a 140 °C. 10.- Las condiciones de operación más estables para la recuperación del 100% de Pb2+, son la ocupadas en el experimento 11. 1era etapa de lixiviación WPbS: 30.48 g, (NH4)2CO3: 12.5g, 140 psi, 500 rpm, 140°C, Fe (NO3)3.9 H2O = 5 g. 2da etapa de lixiviación WPbCO3= 10 g, [HNO3]= 1M, Vol sol´n= 200 ml, Temperatura ambiente, 3 hr de lixiviación.
V IMPACTO El proceso de lixiviación en medio básico de concentrados de plomo como via alterna al proceso pirometalurgico cumple con las espectativas de evitar problemas de contaminación por SO2 y plomo en el aire, ya que estos productos los tendremos en forma de carbonato de plomo sólido y sulfatos en solución. Para evitar la contaminación de efluentes por sulfatos se tienen técnicas de precipitación para su eliminación. Este proceso permite obtener al plomo en forma de sal. Dentro de los objetivos que se persiguen en este proyecto para dar una vía alterna al procesamiento de concentrados de plomo falta unicamente determinar los procesos adecuados para obtener la sal de carbonato de plomo en forma pura y comercializarla, además de determinar su efecto en la plata que pagaría el proceso.

BIBLIOGRAFIA
1.- Página Web. http://www.iesgaherrera.com/fiqui/metpb.pdf#search=%22proceso%20parkes%20%2B%20plomo%20%2B%20plata%22. 2 Lu Ke-Yuan, Chen Chia-Yung., “Conversion of galena to lead carbonate in ammonium carbonate solution – a new approach to lead hydrometallurgy.”. Elsevier Science Publishers B.V. Hidrometallurgy, 17 (1986), pp 73-83.
3 Dutrizac, J.E, “The leaching of sulphide Minerals in Chloride Media”. Hydrometallurgy, 29 (1992), pp. 1-45. 4. Newton, Joseph. Metallurgy extractive. John Wiley δ Sons, Inc. 1959. Utited SMERICA. Pp 532. 5. Bray, Jonh L. Non – Ferrous Production Metallurgy. Segunda edición. John Wiley δ Sons, Inc. Ne Cork, 1953. pp 587. 6. Rosenqvist T. Fúndamentos de Metalurgia Extractiva.1987. pág 517. 7 Gill Burroughs, Charles. Metalurgía extractiva no ferrosa. Limusa. México D.F. (1989). pp. 168, 176. 8 C.K. Gupta, T.K. Mukherjee. Hidrometalurgy in extraction process. Vol 1. Boston (1990). Pp. 103-198. 9 Subagja, R. and Fuwa A., “New Hydrometallurgical Process Development for Lead Recovery From Their Minerals”. The Mining and Metallurgical Institute of Japan, Volumen 5, No 2, (1988), pp. 1-23 10 Naito K., Habashi F., “Aqueus oxidation of lead silphide concentrates in Hydrocloric acid”, Trans. Inst. Min. Metall (SEC. C: Mineral process Extr. Metall), 93, june,1980, p.c69 – c73. 11 Vizsolyi A., Veltman G., and Foward F.A., “Unit process in Hydrometallurgy”, Wadsworth M.E. and Davis F.T., Gordon and Breach. Sci. Publ. New York, Ny. 1963, vol 24, pp. 326 – 344.
12 Bratt G.C., and Pickering R.W., “Production of lead via Ammoniacal Ammoniun silphat leaching”, Metallurgical transaction, vol1, August 1970, p. 2141 – 2149. 13 Dutrizac J.E., “The dissolution of Galena in Feric chloride mendia”, Met. Trasc. B, vol. 17 B, March 1986, p.5-17.