Embed Size (px)
Citation preview

Dr. Enrique Arce Medina INSTITUTO POLITECNICO NACIONAL
Introducción al Diseño Básico de los Procesos Químicos

ii
Derechos Reservados del autor. Dr. Enrique Arce Medina. México D.F., a 30 de Julio de 2011
iii
Contenido
Página
Capitulo 1. Introducción 1 1.1 Diseño Básico de Procesos 3 1.2 Especificaciones y Criterios del Diseño de Procesos 5 1.3 Diagrama de Cebolla 6 1.4 La preocupación por el Medio Ambiente 11 1.5 Las Bases de Diseño 12 Capitulo 2. Etapas del Diseño Básico 15 2.1 Consideraciones de Diseño en el Nivel 1 16 2.2 Consideraciones de Diseño en el Nivel 2 18 2.3 Consideraciones de Diseño en el Nivel 3 19 2.4 Consideraciones de Diseño en el Nivel 4 23 2.5 Consideraciones de Diseño en el Nivel 5 23 2.6 Diagramas de Proceso 25 Problemas 42 Capitulo 3. Síntesis de Secuencias de Separadores 57 Definiciones de la Estructura de Separadores 58 3.1 Las Reglas Heurísticas 58 3.2 El Coeficiente de Facilidad de Separación, CFS 61 3.3 Estimación del Costo de las Secuencias de Separación 63 Problemas 67 Capitulo 4. Definición de las Condiciones de Operación 69 4.1 Consideraciones para determinar las condiciones de operación 70 4.2 Consideraciones para la temperatura 70 4.3 Consideraciones para la presión 71 4.4 Consideraciones de selectividad en los reactores 71 4.5 Condiciones de presión y temperatura en los separadores 80 Problemas 88
iv
Capitulo 5. Análisis Térmico en las Corrientes de Proceso 89 5.1 Introducción 90 5.2 Las curvas compuestas 93 5.3 El método Pinch 100 5.4 El algoritmo de la Tabla Problema 101 5.5 El procedimiento de Supertargeting 106 5.6 Casos especiales de curvas compuestas 112 Problemas 118 Capitulo 6. Diseño de Redes de Cambiadores de Calor 121 6.1 Introducción 122 6.2 Construcción del diagrama de malla 122 6.3 La red de cambiadores de calor 127 6.4 División de corrientes 128 6.5 Rompimiento de lazos 128 Problemas 134 Capitulo 7. Análisis Multicriterio para la Toma de Decisiones 135 7.1 Introducción 136 7.2 Método de sumas ponderadas 136 7.3 Método Electre 138 Problemas 144 Apéndice A. 147 Apéndice B. 153 Apéndice C. 175
Prologo
________________________________________________________________________
v
Prologo El diseño conceptual de los procesos químicos para la elaboración de productos de alto valor agregado a partir de materias primas de bajo valor, sigue, básicamente, un diseño modular en una secuencia de operaciones unitarias. Estas acciones de transformación química y física como mezclar, calentar, reaccionar, presurizar, destilar, etc. sirven como bloques de construcción para ensamblar acciones de procesamiento en los diagramas de bloques. Los diagramas de proceso son el documento básico para el diseño de los procesos químicos. El curso de Diseño básico de procesos que se ofrece en la Escuela Superior de Ingeniería Química e Industrias Extractivas del Instituto Politécnico Nacional se apoya en el desarrollo de proyectos para el diseño de plantas de procesos químicos en operación continua. El diseño de los procesos químicos se puede realizar siguiendo varias metodologías, pero en este curso se adoptó la estrategia de Douglas, que se basa en una jerarquía de varios niveles de decisión: en el primero, se busca identificar la ruta de reacciones para la manufactura del producto que resulte ecológicamente benigna y económica; el segundo, trata con la definición de los reactores y los cálculos de balances de materia y energía involucrados en la entrada y salida del proceso; en el tercero, se define la estructura de reciclo; el cuarto nivel de decisiones se refiere a la determinación de la estructura de separadores y refinación de productos; por último, en el quinto nivel se establece la síntesis de la red de cambiadores de calor en el proceso, de acuerdo con la tecnología Pinch, para el máximo aprovechamiento de la energía. El método de diseño de procesos que Douglas recomienda, procede de acuerdo a los niveles descritos, elaborando secuencialmente diagramas de proceso. En el diseño se exploran varias alternativas, empieza con un diagrama de un solo bloque y las corrientes de entrada y salida del proceso, hasta terminar en un diagrama, con los balances de materia y energía alrededor de todos los equipos. En el capitulo 1 se presentan las definiciones básicas del diseño conceptual de los procesos químicos, entre otras, el diagrama de cebolla, el potencial económico, las heurísticas, los criterios y las especificaciones de diseño, etc. Entre los criterios más importantes para el diseño de procesos destacan el obtener el mayor rendimiento económico en del proceso, considerado como criterio supremo del diseño, otro es el diseño de procesos ambientalmente benignos, que cada vez cobra mayor importancia. En el capitulo 2 se presenta la forma en que se aplica el diseño de procesos, por etapas, de acuerdo a la metodología de Douglas. Con ejemplos se ilustra como se usan las heurísticas para orientar las decisiones en el diseño de los sistemas de reactores, de reciclo y de separadores. También se da en este capitulo una guía para la construcción e interpretación de los diagramas de procesos y su descripción. Siguiendo la metodología de Douglas para el diseño básico de procesos, después de la definición de la estructura de reciclo, sigue la síntesis de la estructura de separadores. En el capitulo 3 se presentan dos métodos para proponer secuencias de separadores, el primero que usa heurísticas y el segundo que se basa en la fórmula de Nadgir y Liu. Se ilustra el uso de estos métodos con varios ejemplos. Además se describe y aplica el cálculo del costo relativo de separación que sirve para comparar y seleccionar entre varias propuestas de secuencias de separadores. Las corrientes de proceso rara vez se encuentran a las condiciones más convenientes para ser procesadas en los reactores y separadores. Por ello la temperatura, la presión y la composición de las corrientes se tienen que ajustar para obtener un desempeño eficiente en los equipos. En el capitulo 4 se presenta como definir las condiciones de operación en los equipos, que permitan maximizar el aprovechamiento de materiales y energía, con la menor producción de residuos y además buscando que sean seguros y controlables. En la industria de los procesos químicos la preocupación de eficientar el uso de energía y la reducción de emisiones contaminantes, ha conducido a la generación de tecnologías para diseño o rediseño de procesos con niveles mínimos de consumo de energía. Una de estas tecnologías, es el análisis del punto Pinch que ha impactado en la manera en que se diseñan las redes de cambiadores de calor y por
Prologo
________________________________________________________________________
vi
extensión se aplica también al diseño de redes de transferencia de masa. En el capitulo 5 se presentan las bases de esta tecnología para el análisis térmico de las corrientes de proceso. Una vez que se han definido los subsistemas de reacción y de separación de acuerdo a los niveles de jerarquía de Douglas, queda el problema de definir el sistema de intercambio térmico que ha de ajustarse a los requerimientos de energía según lo demanden las condiciones de operación de los subsistemas de reacción y separación. El diseño del subsistema de intercambio térmico en el proceso queda definido por un arreglo de equipos que se denomina red de cambiadores de calor. El diseño de la red de cambiadores de calor es el tema que trata el capitulo 6. De las múltiples herramientas para ayudar a la selección de alternativas bajo competencia, el método Electre destaca como uno de los mejores. En el diseño de procesos químicos continuamente se presenta el problema de selección de alternativas bajo un análisis multicriterio, como la elección de la ruta de reacciones más adecuada para el diseño de un proceso, como los casos que se presentan en el capitulo 7. Finalmente se agregan tres Apéndices. El primero que trata con el estudio de los factores de riesgo y se busca reducirlos o eliminarlos, por el uso de materiales y condiciones de operación no peligrosos. La idea es crear diseños que sean inherentemente seguros, para ello hay que conocer y reducir los riesgos y peligros que puedan dañar el entorno, las instalaciones o a las personas. El segundo apéndice presenta una guía para el uso del simulador de procesos PRO/II aplicado al diseño de una planta completa. El tercer apéndice presenta propuestas de procesos para el desarrollo de los proyectos durante el semestre en que se lleva el curso. Dr. Enrique Arce Medina México, D.F., a 30 de julio de 2007.

Capitulo 1. Introducción
______________________________________________________________________________________________
1
En este capitulo se presentan las definiciones básicas del diseño conceptual de los procesos químicos, entre otras, el diagrama de cebolla, el potencial económico, las heurísticas, los criterios y las especificaciones de diseño, etc. Entre los criterios más importantes para el diseño de procesos destacan el obtener el mayor rendimiento económico en del proceso, considerado como criterio supremo del diseño, otro es el diseño de procesos ambientalmente benignos, que cada vez cobra mayor importancia.
Capitulo 1. Introducción

Capitulo 1. Introducción
______________________________________________________________________________________________
2
Introducción El diseño de los procesos químicos es un procedimiento que aplica e integra varias técnicas de ingeniería, economía y principios científicos para crear un proceso que fabrique un producto específico. En otras palabras se trata de generar, seleccionar y ordenar una serie de operaciones que transformen las materias primas en productos. El diseño se presenta a través de varios documentos, los principales son: el diagrama del proceso y su descripción, tablas de balances de materia y energía, hojas con la descripción del tipo y dimensiones de los principales equipos, un análisis de los costos de los equipos y de operación del proceso. Cada diagrama (flowsheeting en inglés), constituye una estructura de múltiples equipos que transforman las propiedades químicas y físicas de los materiales en su paso por la planta química. Esta característica distingue a los procesos químicos de otro tipo de procesos e industrias. Más del 60 por ciento del costo del producto final esta determinado por el diseño y ese costo incluye, los materiales, los equipos así como la forma y el orden en que se usan. En este capitulo se presentan los conceptos y definiciones fundamentales del diseño básico de los procesos químicos. En general, un diseño es un plan para crear algo, un aparato, un edificio, una organización, una fabrica, etc. Hacer un plan implica poner por escrito, en forma ordenada y comprensible la disposición general de una obra, la manera de desarrollar un plan es a través de un proyecto. Un proyecto es el marco de trabajo para crear el diseño. El proyecto esta orientado por unos objetivos y se termina cuando se logran esos objetivos. Un proyecto de diseño básico de procesos consta de varios documentos, los principales son:
1. Una propuesta de proyecto que un cliente especifica, aprueba y contrata, 2. Informes de actividades de acuerdo a la propuesta y, 3. Un reporte técnico final.
El proyecto concluye con la entrega del informe técnico en el tiempo especificado en el contrato y contiene la siguiente información:
1. Las bases de diseño, 2. Los diagramas de flujo de proceso y descripción del proceso, 3. La lista de equipos y hojas de datos de los equipos, 4. Los requerimientos de servicios y diagramas de servicios 5. Los diagramas de tuberías e instrumentación, 6. El diseño preliminar de equipos principales, 7. Las especificaciones de desfogue, seguridad y control, 8. Las especificaciones de manejo de efluentes desechables y 9. Los estimados de la inversión y costo de la planta.
En general, un diseño es un plan para crear algo, un aparato, un edificio, una organización, una fabrica, etc. Se define como proceso al conjunto de acciones para que algo cambie en etapas sucesivas. Así los procesos químicos, son la secuencia de transformaciones químicas y físicas para que las materias primas se conviertan en productos con mayor valor que los materiales a partir de los que se obtienen. Las operaciones de los procesos químicos son de muy diverso índole, entre las principales se cuentan, la reacción, la destilación, calentamiento, compresión y transferencia de masa. En los procesos estas operaciones se efectúan en quipos que están conectados entre si por medio de corrientes que los vinculan. En la industria química se encuentran una gran cantidad de procesos para producir muy diversos productos, por ejemplo, plásticos, detergentes, cosméticos, cerveza, cemento, colorantes, pegamentos, etc.
Capitulo 1. Introducción
______________________________________________________________________________________________
3
El diseño básico de los procesos químicos no es una tarea trivial ya que hay que seleccionar, dentro de una gama amplia de posibilidades, los equipos y sus características de manera eficiente que satisfagan los criterios y las especificaciones de diseño de los diferentes tipos de procesos químicos El abanico de alternativas de proceso se amplía en función de los componentes químicos del proceso. Intentar explorar todas es tedioso y por lo general innecesario; Mejor se opta por reducir la búsqueda y comparación de alternativas viables, a través de técnicas como la determinación de factibilidad económica, de análisis, y heurísticas. Las heurísticas o reglas heurísticas son guías para la toma de decisiones derivadas de la experiencia. Su utilidad radica en despejar confusiones y ayudar a la toma de decisiones. Por ejemplo, para separar los componentes de una mezcla en una secuencia de separaciones, se recomienda como regla heurística dejar para el último la separación más difícil. Otro ejemplo de regla heurística es la siguiente: elija los materiales y las reacciones que eviten o reduzcan el manejo y almacenamiento de sustancias tóxicas y corrosivas. La determinación de factibilidad económica se obtiene calculando el potencial económico (P.E.), de acuerdo a: P.E. = Ingresos por los productos y subproductos vendibles
- Gastos por los materiales que se compran - Costo de inversión en equipos - Costo de los servicios para la operación - Costo por desecho de subproductos indeseables.
Cuando se comparan varias opciones de proceso debe elegirse la que tenga mayor P.E. Es obvio que cuando el P.E. resulte menor de cero se debe buscar una fuente de materias primas más baratas o probar otras alternativas de procesos. Se toma como utilidad bruta o beneficio económico bruto al valor de P.E. en el cual no se incluyen los costos de inversión de equipos ni los de servicios para la operación. Desde el enfoque de optimización, el P.E. es la función objetivo mientras que la capacidad de la planta es una restricción. El criterio supremo del diseño es maximizar beneficios aceptando como restricciones cumplir la legalidad vigente, principalmente las exigencias de no dañar el entorno. Los costos de las sustancias químicas se pueden encontrar en la revista quincenal Chemical Marketing Reporter. 1.1 El Diseño Básico de los Procesos Las estrategias de diseño son dos: 1. Por la formulación de modelos matemáticos y su solución mediante programación matemática. La estrategia de programación matemática frecuentemente se usa como un problema de programación no lineal mixta entera, a partir de una estructura general que contenga todas las alternativas de diseño. Las variables enteras corresponden a la existencia o ausencia de los equipos en la solución. Mientras que las variables continuas son los valores de los flujos, las presiones, temperaturas, tamaño de los equipos, etc. Dos dificultades de esta estrategia son la naturaleza no lineal de las ecuaciones y la consideración simultánea de todas las alternativas posibles, lo cual conduce a un conjunto de muchas ecuaciones no lineales. 2. La segunda estrategia procede avanzando por niveles en una jerarquía de decisiones, que a partir de propuestas simples, por refinamientos sucesivos se llega al diagrama completo del proceso. La idea es descomponer el problema de diseño en subproblemas. Esta estrategia es la más empleada. Douglas
Capitulo 1. Introducción
______________________________________________________________________________________________
4
(1988) propone una jerarquía de decisiones para sistematizar la selección de alternativas de diseño, en cinco niveles, resumida en la Tabla 1.1.
Tabla 1.1. Jerarquía de decisiones para el diseño básico de los procesos químicos El diseño de los procesos químicos pasa por tres etapas: Etapa I. Diseño conceptual. Etapa II: Diseño detallado y Etapa III. Diseño mecánico. Durante la primera etapa de diseño se procede según la jerarquía de Douglas bajo la toma de decisiones que surgen al formular juicios y tener que elegir entre varias alternativas de proceso. Se usan heurísticas como guías y métodos aproximados para la definición y dimensionamiento de los equipos. Con los resultados se determina la viabilidad económica del proyecto, si resulta de alta rentabilidad, se procede al desarrollo de la segunda etapa del diseño, la ingeniería de detalle y al cálculo riguroso de las dimensiones de los equipos y la eliminación de suposiciones que se hallan usado en la etapa del diseño básico con el objeto de simplificar los cálculos. También se enriquece el diagrama de proceso al calcular y ubicar los instrumentos y lazos de control, ahí donde se deba cumplir una especificación de diseño como una presión de salida o un flujo constante ha de colocarse una controlador. Si en esta etapa aún el proyecto de la planta resulta altamente rentable, se continúa con la tercera etapa del diseño, hacer los planos de los diseños estructurales, mecánicos, obra civil, eléctricos y de servicios así como la procura de los equipos y su construcción para su emplazamiento en el terreno que ocupara la planta. De acuerdo a la jerarquía de decisiones el diseño básico de los procesos químicos se fundamenta en el uso de un conjunto de técnicas organizadas en sistema, para la definición y estructuración de los equipos que conforman las etapas sucesivas en los que se llevan a cabo las transformaciones químicas y físicas. Involucra la síntesis de varias alternativas para crear diagramas de procesos viables. Dos actividades fundamentales del diseño de procesos son la síntesis y el análisis de los procesos. La síntesis de procesos involucra actividades en las que varias operaciones de proceso se combinan para generar un diagrama de flujo, que debe cumplir ciertos objetivos. En la síntesis de procesos se conoce lo que entra y sale del proceso pero se desconoce la estructura del proceso, es decir no se tiene la manera en que se configuran las operaciones ni los parámetros de operación. Rudd, Powers y Siirola (1973) definieron el problema de síntesis como una tarea de invención de la estructura y la determinación de las condiciones de operación del proceso. En el análisis de procesos se conoce la entrada al proceso y la configuración de las operaciones, así como los parámetros del proceso y se desea calcular la salida que se desconoce. El análisis involucra la descomposición del proceso en las operaciones constituyentes para un estudio de desempeño que puede efectuarse por simulación. Una planta química comprende las instalaciones de una empresa química dedicada específicamente a la producción. Puede haber otras instalaciones, dentro de la misma empresa, como las de almacenamiento, las oficinas de comercialización, etc. que no forman parte de la planta. El flujo de recursos que pasa por una planta química se ilustra en la Figura 1.1.
1. Decidir entre proceso continuo o intermitente. 2. Definir la estructura de entrada y salida 3. Definir la estructura de reactores y reciclo, 4. Definir la estructura del sistema de separadores y 5. Diseñar el sistema que permita la integración de energía en una red de intercambiadores de calor.
Capitulo 1. Introducción
______________________________________________________________________________________________
5
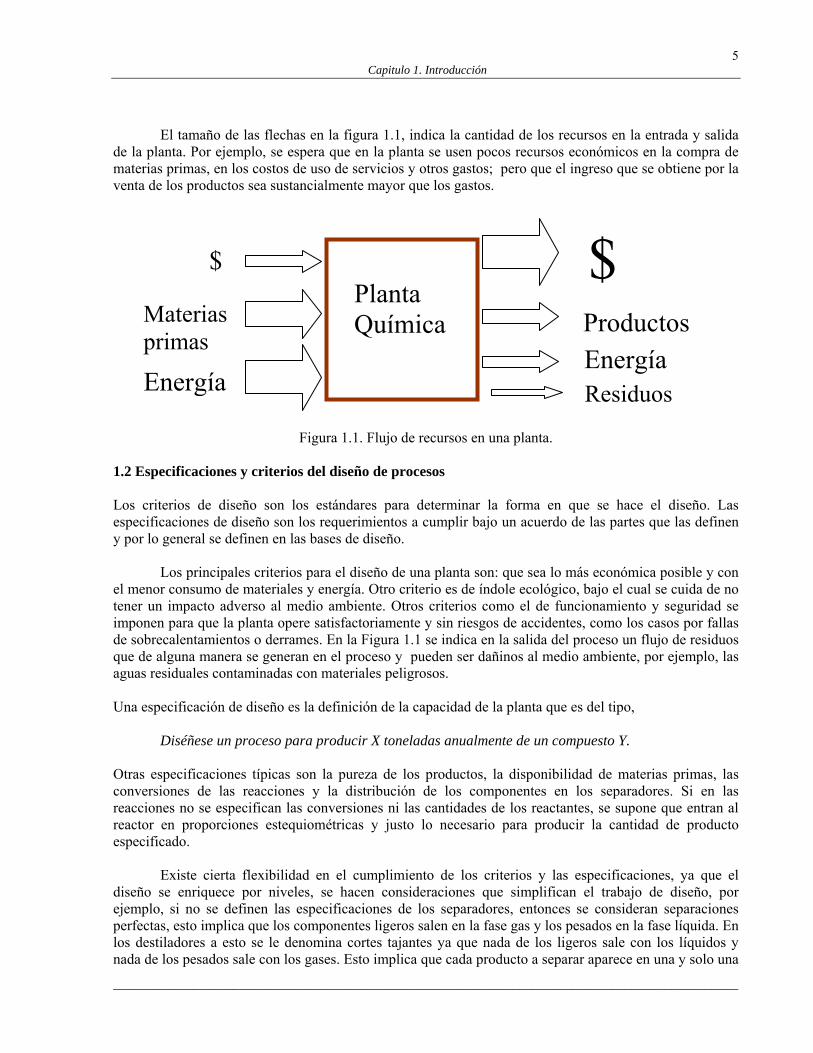
El tamaño de las flechas en la figura 1.1, indica la cantidad de los recursos en la entrada y salida de la planta. Por ejemplo, se espera que en la planta se usen pocos recursos económicos en la compra de materias primas, en los costos de uso de servicios y otros gastos; pero que el ingreso que se obtiene por la venta de los productos sea sustancialmente mayor que los gastos.
Figura 1.1. Flujo de recursos en una planta.
1.2 Especificaciones y criterios del diseño de procesos Los criterios de diseño son los estándares para determinar la forma en que se hace el diseño. Las especificaciones de diseño son los requerimientos a cumplir bajo un acuerdo de las partes que las definen y por lo general se definen en las bases de diseño. Los principales criterios para el diseño de una planta son: que sea lo más económica posible y con el menor consumo de materiales y energía. Otro criterio es de índole ecológico, bajo el cual se cuida de no tener un impacto adverso al medio ambiente. Otros criterios como el de funcionamiento y seguridad se imponen para que la planta opere satisfactoriamente y sin riesgos de accidentes, como los casos por fallas de sobrecalentamientos o derrames. En la Figura 1.1 se indica en la salida del proceso un flujo de residuos que de alguna manera se generan en el proceso y pueden ser dañinos al medio ambiente, por ejemplo, las aguas residuales contaminadas con materiales peligrosos. Una especificación de diseño es la definición de la capacidad de la planta que es del tipo,
Diséñese un proceso para producir X toneladas anualmente de un compuesto Y. Otras especificaciones típicas son la pureza de los productos, la disponibilidad de materias primas, las conversiones de las reacciones y la distribución de los componentes en los separadores. Si en las reacciones no se especifican las conversiones ni las cantidades de los reactantes, se supone que entran al reactor en proporciones estequiométricas y justo lo necesario para producir la cantidad de producto especificado. Existe cierta flexibilidad en el cumplimiento de los criterios y las especificaciones, ya que el diseño se enriquece por niveles, se hacen consideraciones que simplifican el trabajo de diseño, por ejemplo, si no se definen las especificaciones de los separadores, entonces se consideran separaciones perfectas, esto implica que los componentes ligeros salen en la fase gas y los pesados en la fase líquida. En los destiladores a esto se le denomina cortes tajantes ya que nada de los ligeros sale con los líquidos y nada de los pesados sale con los gases. Esto implica que cada producto a separar aparece en una y solo una
Planta Química
$ $ Materias primas Productos
Energía Energía Residuos
Capitulo 1. Introducción
______________________________________________________________________________________________
6
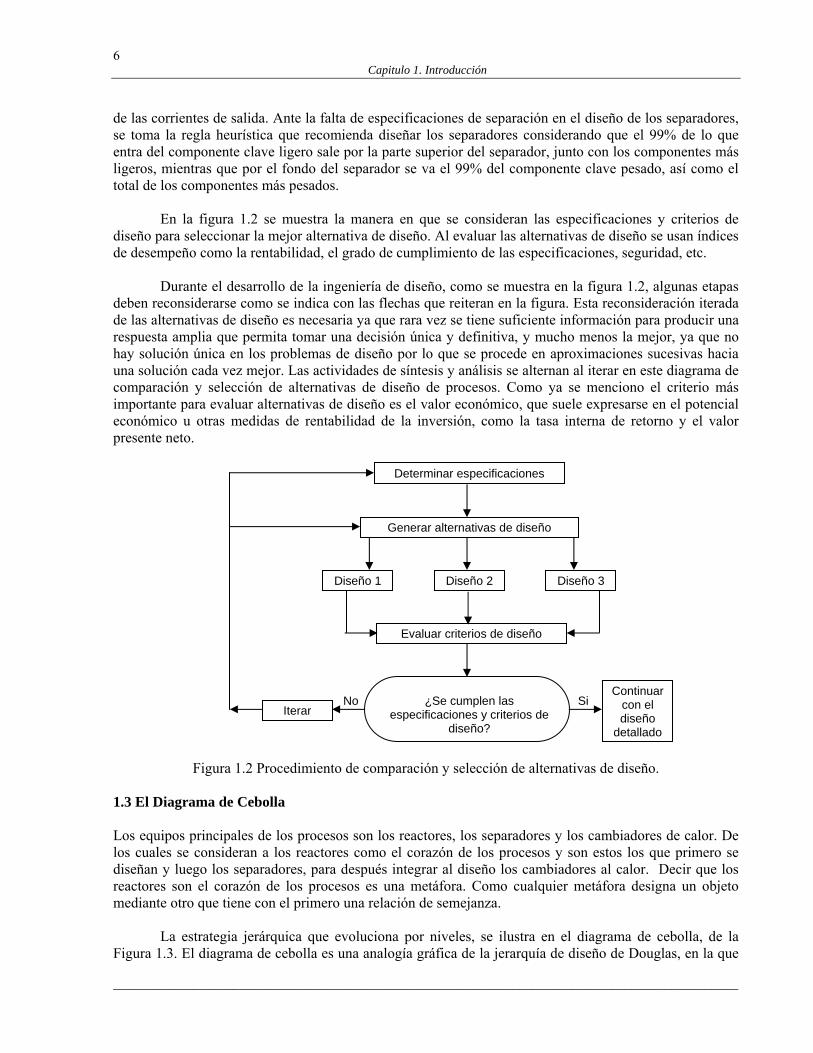
de las corrientes de salida. Ante la falta de especificaciones de separación en el diseño de los separadores, se toma la regla heurística que recomienda diseñar los separadores considerando que el 99% de lo que entra del componente clave ligero sale por la parte superior del separador, junto con los componentes más ligeros, mientras que por el fondo del separador se va el 99% del componente clave pesado, así como el total de los componentes más pesados. En la figura 1.2 se muestra la manera en que se consideran las especificaciones y criterios de diseño para seleccionar la mejor alternativa de diseño. Al evaluar las alternativas de diseño se usan índices de desempeño como la rentabilidad, el grado de cumplimiento de las especificaciones, seguridad, etc. Durante el desarrollo de la ingeniería de diseño, como se muestra en la figura 1.2, algunas etapas deben reconsiderarse como se indica con las flechas que reiteran en la figura. Esta reconsideración iterada de las alternativas de diseño es necesaria ya que rara vez se tiene suficiente información para producir una respuesta amplia que permita tomar una decisión única y definitiva, y mucho menos la mejor, ya que no hay solución única en los problemas de diseño por lo que se procede en aproximaciones sucesivas hacia una solución cada vez mejor. Las actividades de síntesis y análisis se alternan al iterar en este diagrama de comparación y selección de alternativas de diseño de procesos. Como ya se menciono el criterio más importante para evaluar alternativas de diseño es el valor económico, que suele expresarse en el potencial económico u otras medidas de rentabilidad de la inversión, como la tasa interna de retorno y el valor presente neto.
Figura 1.2 Procedimiento de comparación y selección de alternativas de diseño. 1.3 El Diagrama de Cebolla Los equipos principales de los procesos son los reactores, los separadores y los cambiadores de calor. De los cuales se consideran a los reactores como el corazón de los procesos y son estos los que primero se diseñan y luego los separadores, para después integrar al diseño los cambiadores al calor. Decir que los reactores son el corazón de los procesos es una metáfora. Como cualquier metáfora designa un objeto mediante otro que tiene con el primero una relación de semejanza. La estrategia jerárquica que evoluciona por niveles, se ilustra en el diagrama de cebolla, de la Figura 1.3. El diagrama de cebolla es una analogía gráfica de la jerarquía de diseño de Douglas, en la que
Determinar especificaciones
Generar alternativas de diseño
Diseño 1 Diseño 2 Diseño 3
Evaluar criterios de diseño
¿Se cumplen las especificaciones y criterios de
diseño? Iterar
Continuar con el diseño
detallado
Si No
Capitulo 1. Introducción
______________________________________________________________________________________________
7
primero se diseñan los reactores. En la mayoría de reactores se tiene una conversión que rara vez llega al cien por ciento, por lo que a la salida de los reactores se tendrá una mezcla de reactantes y productos. Los reactantes han de separarse de los productos y reciclarse al sistema de reactores. A los reactores se alimentan los reactivos que pueden provenir de corrientes de alimentación fresca o de corrientes de recirculación o una mezcla de ambas. En algunos procesos también se mezclan a la carga de los reactores substancias diluyentes o catalizadores. Por ello después de diseñar los reactores y el sistema de reciclo ha de diseñarse el sistema de separadores, con equipos de separación como los destiladores y absorbedores. Las corrientes de entrada y salida de los reactores difícilmente tendrán las condiciones de temperatura y presión necesarias en los separadores, por lo que habrán de ajustarse esas condiciones a las necesarias. Para ello se ha de requerir el diseño de un sistema de cambiadores de calor que consiga las condiciones adecuadas para cada corriente. Por último se ha de diseñar los equipos de servicios.
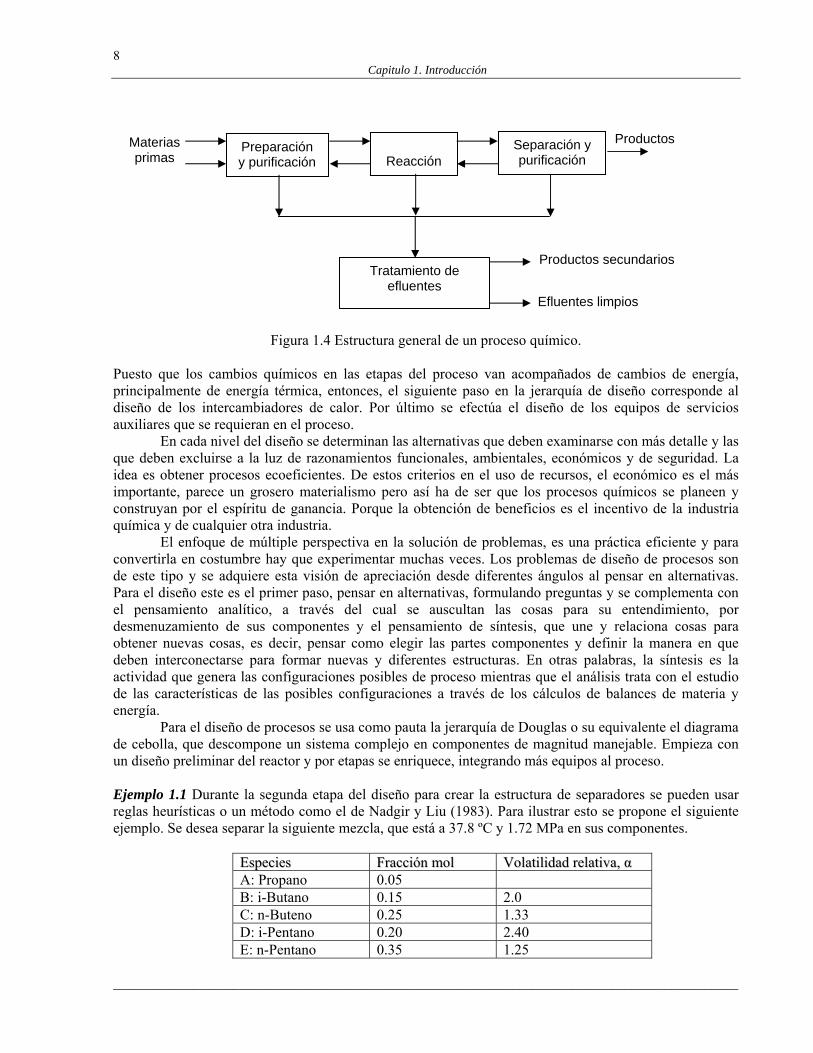
Figura 1.3. Diagrama de cebolla. Las corrientes de entrada a los reactores casi siempre requieren ser acondicionadas para llevarlas a las condiciones de temperatura, presión y composición necesarias en las reacciones. Por esto en algunos procesos se tienen secciones de preparación de la alimentación. Las corrientes de salida de los reactores contendrán los productos, los reactantes no convertidos y subproductos, algunos que probablemente deban ser desechados en secciones de tratamiento de efluentes, posiblemente a la salida también se obtengan substancias inertes diluyentes así como catalizadores. Estas corrientes requieren tratamientos de separación de los productos. Así que en el orden de prioridad de diseño, después de los reactores, siguen los separadores. La mayoría de los procesos consta de una sección de preparación de las materias primas, seguida de la sección de reactores y luego una sección de purificación de los productos. La figura 1.4 ilustra esta secuencia de operaciones de los procesos químicos.
Capitulo 1. Introducción
______________________________________________________________________________________________
8
Figura 1.4 Estructura general de un proceso químico. Puesto que los cambios químicos en las etapas del proceso van acompañados de cambios de energía, principalmente de energía térmica, entonces, el siguiente paso en la jerarquía de diseño corresponde al diseño de los intercambiadores de calor. Por último se efectúa el diseño de los equipos de servicios auxiliares que se requieran en el proceso. En cada nivel del diseño se determinan las alternativas que deben examinarse con más detalle y las que deben excluirse a la luz de razonamientos funcionales, ambientales, económicos y de seguridad. La idea es obtener procesos ecoeficientes. De estos criterios en el uso de recursos, el económico es el más importante, parece un grosero materialismo pero así ha de ser que los procesos químicos se planeen y construyan por el espíritu de ganancia. Porque la obtención de beneficios es el incentivo de la industria química y de cualquier otra industria. El enfoque de múltiple perspectiva en la solución de problemas, es una práctica eficiente y para convertirla en costumbre hay que experimentar muchas veces. Los problemas de diseño de procesos son de este tipo y se adquiere esta visión de apreciación desde diferentes ángulos al pensar en alternativas. Para el diseño este es el primer paso, pensar en alternativas, formulando preguntas y se complementa con el pensamiento analítico, a través del cual se auscultan las cosas para su entendimiento, por desmenuzamiento de sus componentes y el pensamiento de síntesis, que une y relaciona cosas para obtener nuevas cosas, es decir, pensar como elegir las partes componentes y definir la manera en que deben interconectarse para formar nuevas y diferentes estructuras. En otras palabras, la síntesis es la actividad que genera las configuraciones posibles de proceso mientras que el análisis trata con el estudio de las características de las posibles configuraciones a través de los cálculos de balances de materia y energía. Para el diseño de procesos se usa como pauta la jerarquía de Douglas o su equivalente el diagrama de cebolla, que descompone un sistema complejo en componentes de magnitud manejable. Empieza con un diseño preliminar del reactor y por etapas se enriquece, integrando más equipos al proceso. Ejemplo 1.1 Durante la segunda etapa del diseño para crear la estructura de separadores se pueden usar reglas heurísticas o un método como el de Nadgir y Liu (1983). Para ilustrar esto se propone el siguiente ejemplo. Se desea separar la siguiente mezcla, que está a 37.8 ºC y 1.72 MPa en sus componentes.
EEssppeecciieess FFrraacccciióónn mmooll VVoollaattiilliiddaadd rreellaattiivvaa,, αα A: Propano 0.05 B: i-Butano 0.15 2.0 C: n-Buteno 0.25 1.33 D: i-Pentano 0.20 2.40 E: n-Pentano 0.35 1.25
Preparación y purificación
Reacción
Separación y purificación
Tratamiento de efluentes
Productos Materias primas
Productos secundarios
Efluentes limpios
Capitulo 1. Introducción
______________________________________________________________________________________________
9
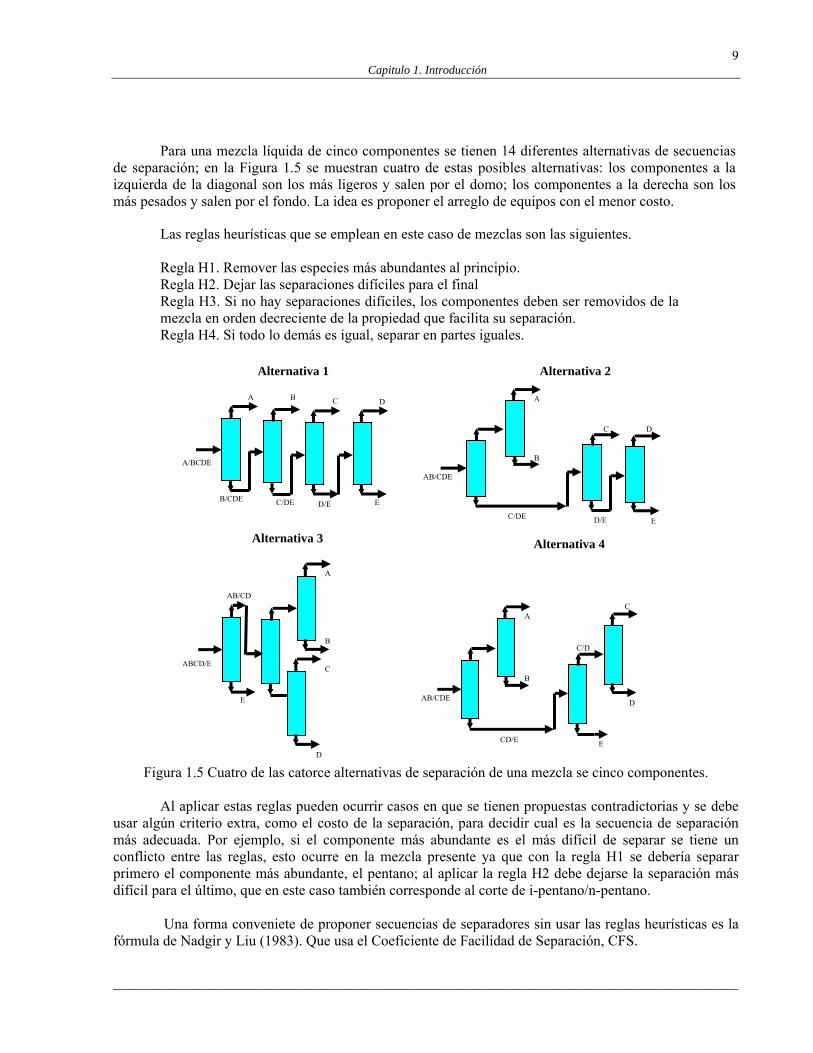
Para una mezcla líquida de cinco componentes se tienen 14 diferentes alternativas de secuencias de separación; en la Figura 1.5 se muestran cuatro de estas posibles alternativas: los componentes a la izquierda de la diagonal son los más ligeros y salen por el domo; los componentes a la derecha son los más pesados y salen por el fondo. La idea es proponer el arreglo de equipos con el menor costo.
Las reglas heurísticas que se emplean en este caso de mezclas son las siguientes. Regla H1. Remover las especies más abundantes al principio. Regla H2. Dejar las separaciones difíciles para el final Regla H3. Si no hay separaciones difíciles, los componentes deben ser removidos de la mezcla en orden decreciente de la propiedad que facilita su separación. Regla H4. Si todo lo demás es igual, separar en partes iguales.
Figura 1.5 Cuatro de las catorce alternativas de separación de una mezcla se cinco componentes.
Al aplicar estas reglas pueden ocurrir casos en que se tienen propuestas contradictorias y se debe usar algún criterio extra, como el costo de la separación, para decidir cual es la secuencia de separación más adecuada. Por ejemplo, si el componente más abundante es el más difícil de separar se tiene un conflicto entre las reglas, esto ocurre en la mezcla presente ya que con la regla H1 se debería separar primero el componente más abundante, el pentano; al aplicar la regla H2 debe dejarse la separación más difícil para el último, que en este caso también corresponde al corte de i-pentano/n-pentano. Una forma conveniete de proponer secuencias de separadores sin usar las reglas heurísticas es la fórmula de Nadgir y Liu (1983). Que usa el Coeficiente de Facilidad de Separación, CFS.
A/BCDE
B/CDE
A B C
D/E C/DE
D
E
ABCD/E C
D
A
E
AB/CD
B
D
AB/CDE
A
B
E
C
C/DE D/E
C
AB/CDE
A
B
D
C/D
CD/E E
Alternativa 1 Alternativa 2
Alternativa 3 Alternativa 4

Capitulo 1. Introducción
______________________________________________________________________________________________
10
CFS = f * Δ Donde: f = relación de distribución de flujos molares de los componentes en el corte D/B o B/D dependiendo del que resulte menor o igual a la unidad. D corresponde a la suma de flujos de los componentes que salen por el domo y B a la suma de los que salen por el fondo. Δ = diferencia de temperaturas de ebullición de los componentes adyacentes al corte o si se tienen datos de volatilidad relativa (α) entonces Δ = (α -1)*100. En la Tabla 1.2 se presentan los cálculos para el coeficiente de facilidad de separación
Tabla 1.2
Componente Fracción Molar
Volatilidad relativa
f Δ CFS
A: n-Propano 0.05 2.0 0.05/.95 100 5.26 B: i-Butano 0.15 1.33 0.20/.80 33 8.25 C: n-Pentano 0.25 2.40 0.45/.55 140 114.5 D: i-Pentano 0.20 1.25 0.35/.65 25 13.46 E: n-Pentano 0.35
Puesto que el mayor valor de CFS corresponde al corte ABC/DE este es el corte de la primer
columna de destilación, que corresponde al más fácil. Para proponer el siguiente corte se tienen las secuencias A/BC o AB/C se vuelve a calcular el CFS y se obtiene:
Secuencia A/BC Secuencia AB/C f 0.05/0.40 0.20/0.25 Δ 100 33 CFS 12.5 26.4
La separación cuyo corte es AB/C es la de mayor CFS, la secuencia final de separación queda:
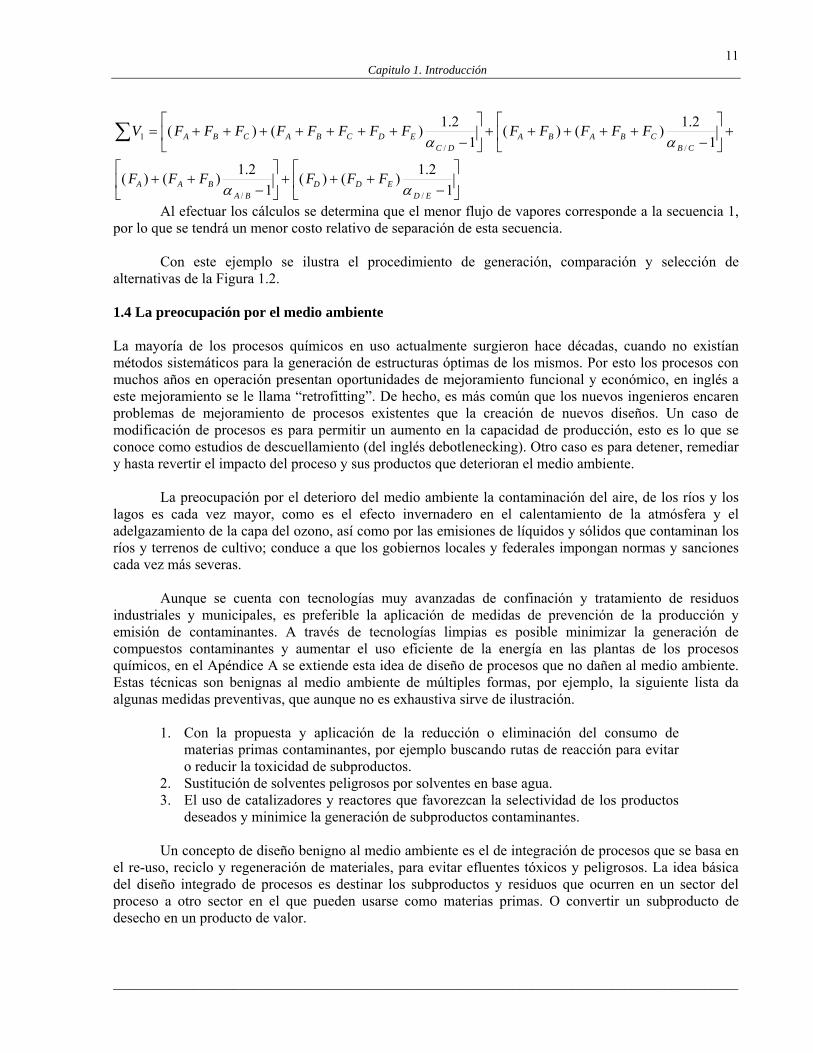
Secuencia 1: ABC/DE, AB/C, A/B, D/E. Empleando las reglas heurísticas se puede proponer la secuencia 2: ABC/DE, A/BC, B/C, D/E. Para determinar cual de las dos secuencias es la que se debe elegir en el diseño se emplea el costo relativo de separación en función del flujo de vapores en cada columna de destilación. Una aproximación del cálculo del flujo de vapores es con la fórmula: V = D + 1.2 F/( α -1) Donde: F es el flujo de todos los componentes en la alimentación y D es el flujo en el destilado. Flujo de vapores en la secuencia 1 es: EDBACABDEABC VVVVV ////1 +++=∑
Capitulo 1. Introducción
______________________________________________________________________________________________
11
⎥⎦
⎤⎢⎣
⎡−
+++⎥⎦
⎤⎢⎣
⎡−
++
+⎥⎦
⎤⎢⎣
⎡−
+++++⎥⎦
⎤⎢⎣
⎡−
+++++++=∑
12.1)()(
12.1)()(
12.1)()(
12.1)()(
//
//1
EDEDD
BABAA
CBCBABA
DCEDCBACBA
FFFFFF
FFFFFFFFFFFFFV
αα
αα
Al efectuar los cálculos se determina que el menor flujo de vapores corresponde a la secuencia 1, por lo que se tendrá un menor costo relativo de separación de esta secuencia. Con este ejemplo se ilustra el procedimiento de generación, comparación y selección de alternativas de la Figura 1.2. 1.4 La preocupación por el medio ambiente La mayoría de los procesos químicos en uso actualmente surgieron hace décadas, cuando no existían métodos sistemáticos para la generación de estructuras óptimas de los mismos. Por esto los procesos con muchos años en operación presentan oportunidades de mejoramiento funcional y económico, en inglés a este mejoramiento se le llama “retrofitting”. De hecho, es más común que los nuevos ingenieros encaren problemas de mejoramiento de procesos existentes que la creación de nuevos diseños. Un caso de modificación de procesos es para permitir un aumento en la capacidad de producción, esto es lo que se conoce como estudios de descuellamiento (del inglés debotlenecking). Otro caso es para detener, remediar y hasta revertir el impacto del proceso y sus productos que deterioran el medio ambiente. La preocupación por el deterioro del medio ambiente la contaminación del aire, de los ríos y los lagos es cada vez mayor, como es el efecto invernadero en el calentamiento de la atmósfera y el adelgazamiento de la capa del ozono, así como por las emisiones de líquidos y sólidos que contaminan los ríos y terrenos de cultivo; conduce a que los gobiernos locales y federales impongan normas y sanciones cada vez más severas. Aunque se cuenta con tecnologías muy avanzadas de confinación y tratamiento de residuos industriales y municipales, es preferible la aplicación de medidas de prevención de la producción y emisión de contaminantes. A través de tecnologías limpias es posible minimizar la generación de compuestos contaminantes y aumentar el uso eficiente de la energía en las plantas de los procesos químicos, en el Apéndice A se extiende esta idea de diseño de procesos que no dañen al medio ambiente. Estas técnicas son benignas al medio ambiente de múltiples formas, por ejemplo, la siguiente lista da algunas medidas preventivas, que aunque no es exhaustiva sirve de ilustración.
1. Con la propuesta y aplicación de la reducción o eliminación del consumo de materias primas contaminantes, por ejemplo buscando rutas de reacción para evitar o reducir la toxicidad de subproductos.
2. Sustitución de solventes peligrosos por solventes en base agua. 3. El uso de catalizadores y reactores que favorezcan la selectividad de los productos
deseados y minimice la generación de subproductos contaminantes. Un concepto de diseño benigno al medio ambiente es el de integración de procesos que se basa en el re-uso, reciclo y regeneración de materiales, para evitar efluentes tóxicos y peligrosos. La idea básica del diseño integrado de procesos es destinar los subproductos y residuos que ocurren en un sector del proceso a otro sector en el que pueden usarse como materias primas. O convertir un subproducto de desecho en un producto de valor.
Capitulo 1. Introducción
______________________________________________________________________________________________
12
Proponer y comparar alternativas de diseño es la tarea fundamental en el diseño de procesos. Como en el ejemplo, la selección de alternativas se puede efectuar bajo un esquema sistematizado de decisiones razonadas. Como el siguiente.
1. Determinar si se puede reducir el contaminante en el punto de su generación. 2. Si no es posible, probar la posibilidad de reciclarlo hasta su extinción. 3. Si no es posible, tratar de purificar el contaminante si es que puede venderse y recuperar
los costos de purificación, 4. Si no es posible, Proponer un tratamiento que elimine su peligrosidad, 5. Si no es posible, enviarlo a confinamiento.
1.5 Las bases de diseño El proyecto de diseño de un proceso químico tiene por origen cubrir un requerimiento de capacidad de producción, resumido en una frase como la siguiente: Diséñese un proceso para producir X Toneladas anualmente de un compuesto Y. La capacidad de producción (toneladas anuales del producto) suele tomarse como base para efectuar los cálculos de balances de materia y energía. La capacidad de producción deseada se determina por un análisis detallado del mercado y bajo la definición de la fracción del mercado que se espera cubrir. Actualmente no es una tarea fácil hacer la estimación de la fracción del mercado a cubrir, debido a las economías de escala y la globalización. La mayoría de las plantas requieren parar la producción para hacer el mantenimiento, limpiar equipos, cambiar catalizadores, reparar instrumentos, etc. Por lo que solo se trabaja una fracción de los 365 días del año, este es el factor de servicio. Plantas que operan 8,000 hr/año tienen un factor de servicio aproximado de 91 %. Están sujetos a un análisis técnico económico de alternativas los siguientes aspectos de ingeniería.
1. La selección de la ruta de reacciones, 2. La selección del tipo de proceso a utilizar, 3. La selección de la carga de la planta, 4. El establecimiento del esquema (diagrama) de proceso, 5. La selección del tipo de los equipos, 6. El establecimiento de las condiciones de operación y 7. La integración de requerimientos de los servicios.
Esta lista resume las decisiones fundamentales del diseño, la selección de la química del proceso, la definición de la configuración del proceso, el tipo y tamaño de los equipos así como las condiciones de operación. Para proceder al diseño se parte de las especificaciones de diseño que forman un documento conocido como Bases de diseño y que contiene los antecedentes técnicos y requisitos a cumplir por el diseño. Esto incluye:
1. Generalidades, 2. La capacidad, el factor de servicio y la flexibilidad. 3. Las especificaciones de las alimentaciones y productos, 4. Las condiciones de las alimentaciones y productos en los límites de batería, 5. Información de servicios auxiliares y de proceso.
Capitulo 1. Introducción
______________________________________________________________________________________________
13
En algunos casos además se considera: Las normas y requerimientos para el tratamiento de efluentes, condiciones de seguridad y las instalaciones requeridas de almacenamiento de materias primas y productos. En la Tabla 1.3 se presenta un ejemplo de bases de diseño con los datos de un proceso para recuperar etano y licuables a partir de gas natural. Conclusión. Diseñar un proceso es como ensamblar las piezas de un rompecabezas. Las piezas se integran poco a poco, lo cual equivale al acomodo de los equipos en el diagrama de procesos. Con las especificaciones del proceso se definen los reactores y los separadores, con el diseño hasta este nivel se deben conocer los balances de materia y energía. Después se buscan combinaciones entre las corrientes de proceso en cambiadores de calor para un óptimo aprovechamiento de la energía. Finalmente con el diseño de los cambiadores de calor se fijan las demandas de servicios de calentamiento con vapor y de enfriamiento con agua fría. Otro nombre del diseño básico de procesos es el diseño conceptual de los procesos, porque se conceptualizan como integrados por subsistemas, en donde cada uno de estos tiene una función particular, como la transformación en reactores, en separadores o cambiadores de calor. Esto permite que el diseño se desarrolle de manera incremental y que cada subsistema pueda tener sus especificaciones particulares. Los problemas de diseño de proceso no tienen una solución única, al comparar alternativas de diseño se elige como más plausible la que mejor satisface los criterios y las especificaciones de diseño. Cada nueva alternativa que supera a las demás es una aproximación al óptimo, por lo tanto, es la mejor con carácter provisional. Referencias.
1. Douglas, J.M., Conceptual Design of Chemical Processes. McGraw-Hill, Inc. 1988. 2. Nadgir, V. M. y Y. A. Liu, “Studies in Chemical Process Design and Synthesis”. AICHE J. vol.
29, no. 6, pp 926-934, Nov. 1983. 3. Rudd, D.F, G.J. Powers y J.J. Siirola. Process Synthesis. Prentice-Hall, 1973.
Capitulo 1. Introducción
______________________________________________________________________________________________
14
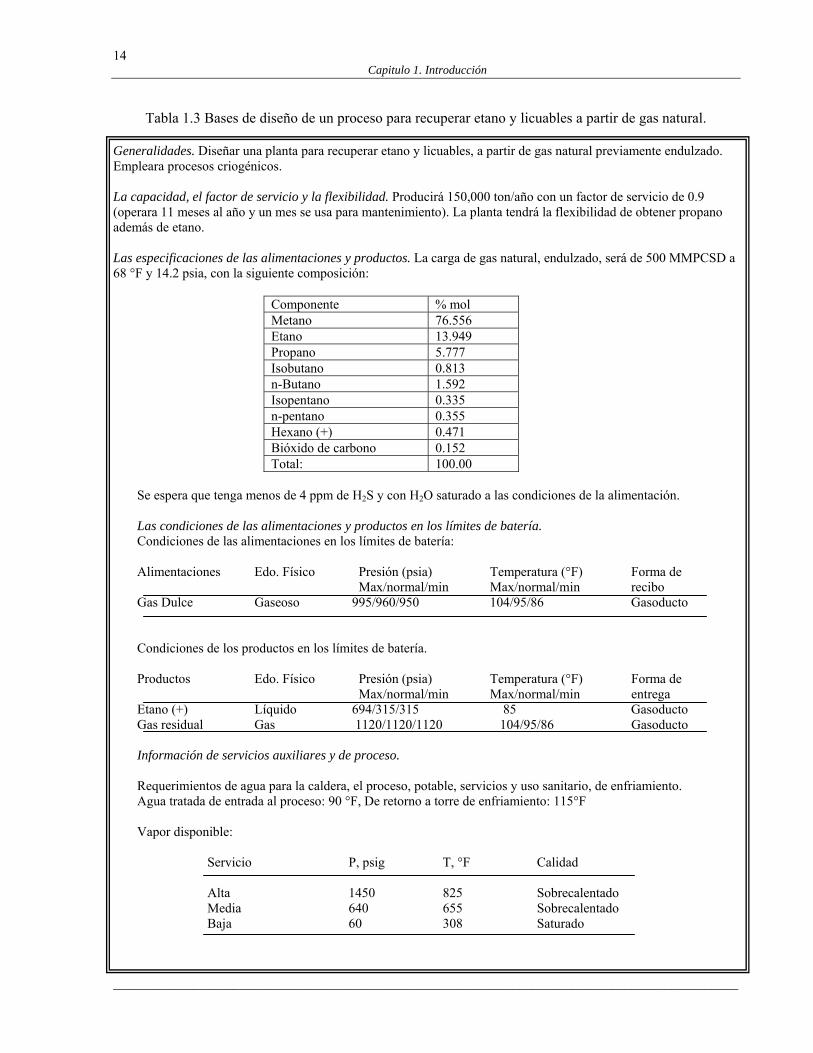
Tabla 1.3 Bases de diseño de un proceso para recuperar etano y licuables a partir de gas natural.
Generalidades. Diseñar una planta para recuperar etano y licuables, a partir de gas natural previamente endulzado. Empleara procesos criogénicos. La capacidad, el factor de servicio y la flexibilidad. Producirá 150,000 ton/año con un factor de servicio de 0.9 (operara 11 meses al año y un mes se usa para mantenimiento). La planta tendrá la flexibilidad de obtener propano además de etano. Las especificaciones de las alimentaciones y productos. La carga de gas natural, endulzado, será de 500 MMPCSD a 68 °F y 14.2 psia, con la siguiente composición:
Componente % mol Metano 76.556 Etano 13.949 Propano 5.777 Isobutano 0.813 n-Butano 1.592 Isopentano 0.335 n-pentano 0.355 Hexano (+) 0.471 Bióxido de carbono 0.152 Total: 100.00
Se espera que tenga menos de 4 ppm de H2S y con H2O saturado a las condiciones de la alimentación. Las condiciones de las alimentaciones y productos en los límites de batería. Condiciones de las alimentaciones en los límites de batería: Alimentaciones Edo. Físico Presión (psia) Temperatura (°F) Forma de Max/normal/min Max/normal/min recibo Gas Dulce Gaseoso 995/960/950 104/95/86 Gasoducto Condiciones de los productos en los límites de batería. Productos Edo. Físico Presión (psia) Temperatura (°F) Forma de Max/normal/min Max/normal/min entrega Etano (+) Líquido 694/315/315 85 Gasoducto Gas residual Gas 1120/1120/1120 104/95/86 Gasoducto Información de servicios auxiliares y de proceso. Requerimientos de agua para la caldera, el proceso, potable, servicios y uso sanitario, de enfriamiento. Agua tratada de entrada al proceso: 90 °F, De retorno a torre de enfriamiento: 115°F Vapor disponible: Servicio P, psig T, °F Calidad Alta 1450 825 Sobrecalentado Media 640 655 Sobrecalentado Baja 60 308 Saturado
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
15
En este capitulo se presenta la forma en que se aplica el diseño de proceso, por etapas, de acuerdo a la metodología de Douglas. Con ejemplos se ilustra como se usan las heurísticas para orientar las decisiones en el diseño de los sistemas de reactores, de reciclo y de separadores. También se da en este capitulo una guía para la construcción e interpretación de los diagramas de procesos y su descripción.
.
Capitulo 2. Etapas del Diseño Básico
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
16
Capitulo 2. Las Etapas del Diseño Básico de Procesos. En el capitulo 1 se definió la jerarquía de decisiones para el diseño básico, metodología propuesta por Douglas [1]. En este capitulo se describen con detalle como se aplica esta metodología, de acuerdo a las siguientes etapas del diseño básico a determinar.
1. Definir el modo de producción, proceso continuo o intermitente.
2. Determinar el número y composición de las corrientes de la estructura de entrada y salida. 3. Determinar la estructura de reactores y reciclo, 4. Definir la estructura del sistema de separadores y 5. Definir la integración de energía en una red de intercambiadores de calor.
La metodología de diseño por una jerarquía de decisiones pone en orden de importancia los diversos sectores o subsistemas del proceso, cada uno con objetivos particulares y técnicas propias. A medida que se avanza en cada nivel de la jerarquía, se formulan cuestiones que permitan elegir entre múltiples alternativas, al avanzar en los niveles de la jerarquía se efectúan los cálculos del tamaño de los equipos y la estimación de los costos. Si el potencial económico resulta negativo o muy pequeño, se buscan y prueban otras alternativas. En este texto la jerarquía de niveles de diseño sólo se aplica a procesos continuos. 2.1 Consideraciones del diseño en el Nivel 1. El Nivel 1 trata con la elección de la química y del tipo de proceso, continuo o intermitente. Para este nivel el tamaño del mercado del producto es un factor determinante. Cuando la capacidad de producción es menor a un millón de kilogramos de producto por año se recomienda procesos con operación intermitente. Cuando se excede esta cantidad el proceso será continuo. Además de la capacidad de producción hay otros factores para la selección del tipo de proceso, se deben considerar los tiempos de residencia en los reactores, si son grandes, se recomienda usar procesos intermitentes, la misma recomendación aplica en el caso de manejo de sólidos y lodos en las reacciones. Los procesos intermitentes contienen varias o todas sus unidades que operan con interrupciones frecuentes. Durante un lote o ciclo de producción, en distintas unidades se cargan los materiales, se lleva a cabo una operación, después se detienen, para finalmente vaciar su carga a otro equipo y proceder a su limpieza antes de comenzar otro lote. Los procesos intermitentes tienen flexibilidad para fabricar múltiples productos en la misma planta, mientras que los continuos, una vez que se construyen las plantas solamente podrán fabricar un producto principal y en algunos casos unos pocos subproductos valiosos. Por esta razón los procesos intermitentes se usan en la fabricación de la mayoría de las especialidades químicas, como las pinturas, cosméticos, medicinas, pegamentos, etc. Por otro lado los procesos continuos aventajan a los intermitentes por tener el menor costo de producción. La elección de la química del proceso contempla como factores importantes los siguientes.
1. Las reacciones químicas y las condiciones de reacción (Rendimientos, conversiones, efectos térmicos, la utilización de catalizadores costosos o no regenerables, etc.)
2. La capacidad de producción deseada, el factor de servicio y la flexibilidad. 3. La pureza deseada del producto y su precio. 4. Las materias primas y su precio.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
17
5. Cualquier restricción de procesamiento, por ejemplo, tendencias a coquización o polimerización.
6. Las propiedades físicas de todos los componentes. 7. La toxicidad, seguridad e impacto ambiental de los materiales involucrados,
incluidos los catalizadores y solventes. 8. El potencial económico. 9. Otros datos sobre el sitio y la planta. 10. Datos del costo de subproductos y de los servicios.
Para recopilar esta información debe recurrirse a múltiples fuentes bibliográficas como libros, enciclopedias, artículos de publicaciones periódicas, así como reportes industriales y boletines de proveedores. Actualmente la Internet ofrece un cúmulo de información gratuita. La identificación de los riesgos causados por el manejo de materiales explosivos, tóxicos o corrosivos es importante para el diseño del proceso ya que debe evitarse el uso de materiales que conlleven riesgos a la salud, al medio ambiente y a las instalaciones. El siguiente ejemplo ilustra la consideración de estos riesgos al comparar dos rutas de reacción para un mismo producto. Ejemplo 2.1. Para la producción del anhídrido maleíco (C4H2O3) se tiene dos rutas, una a través del benceno y otra a partir del butano: Ruta 1: a partir del Benceno con V2O5 y MoO3 como catalizadores: C6H6 + 7/2 O2 C4H2O3 + 2CO + 2H2O C6H6 + 15/2 O2 6CO2 + 3 H2O Ruta 2: a partir del butano con (VO)2P2O5 como catalizador:
C4H10 + 7/2 O2 C4H2O3 + 4H2O C4H10 + 5.5 O2 2CO2 + 2 CO + 5 H2O En la ruta 1 se tiene una alta selectividad de benceno hacia el anhídrido maleíco (0.95) y casi una conversión total por paso. En la ruta 2 ocurre lo contrario, pero tiene la ventaja, con respecto a la ruta 1 de que el butano es más barato que el benceno además de que este último es cancerigeno. Para este caso se elige la ruta 2 de reacción como la más adecuada para producir el anhídrido maleíco, con ello se reduce el riesgo de daños a la salud al manejar materiales menos tóxicos. En el Apéndice A se trata la idea de diseño de procesos benignos al medio ambiente. Dos direcciones con datos de la toxicidad de substancias químicas son: http://www.epa.gov/opptintr/env_ind/index.html http://www.epa.gov/ngispgm3/iris/subst/index.html Algunos de los criterios para la selección de las rutas de reacción son: Factores a favor:
1. Un potencial económico alto. 2. La obtención de subproductos valiosos y 3. La alta selectividad en las reacciones al producto principal.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
18
Los factores en contra son:
1. El manejo de substancias explosivas, tóxicas o corrosivas. 2. Las reacciones violentas como las muy exotérmicas. 3. El número de pasos intermedios. 4. Las condiciones de operación drásticas de alta temperatura y presión. 5. La utilización de catalizadores costosos.
2.2 Consideraciones del diseño en el Nivel 2 El nivel 2 se debe decidir cuales serán los materiales a la entrada y salida del proceso.
En algunos casos si se tienen impurezas en las alimentaciones hay que evaluar las alternativas de
purificación o no purificación de las alimentaciones. También en los productos si se tienen subproductos hay que decidir cuales no se separan ni purifican y extraerlos del proceso tal vez como purgas de desecho o materiales que pueden usarse como combustibles. El potencial económico hasta este nivel se define como: P.E. = Valor el producto + valor de los subproductos- costo de materias primas. Así el potencial económico es el beneficio anual que se lograría si no se tuviese que pagar los costos de capital ni de los servicios. Uno de los meritos de Douglas al proponer su procedimiento jerárquico para el diseño de procesos es que al avanzar por niveles estimula el cuestionamiento de posibles situaciones. En cada nivel se toman decisiones con base a estos cuestionamientos, por ejemplo;
1. ¿Se deben purificar las alimentaciones antes que entren al proceso? 2. ¿Se deben reciclar o remover los subproductos de reacciones reversibles? 3. ¿Se deben recuperar y reciclar todos los reactantes?, 4. ¿Se debe usar un reciclo de gas con purga?
Douglas da heurísticas para responder a estas preguntas, por ejemplo:
1. Si la alimentación tiene impurezas no inertes y/o en cantidades significativas, removerlas antes de que entren al reactor.
2. Si una impureza en la alimentación es un producto alimentarlo a la planta a través del sistema de separadores.
3. Si la impureza en la alimentación esta en alta proporción con respecto a los reactantes, eliminarla antes que entre al proceso, etcétera.
4. Si la impureza está presente como un azeótropo con el reactante, es mejor procesarla. 5. Si la impureza puede desactivar el catalizador, extraerla.
Estas heurísticas deben tomarse como guía pero no es la única forma de orientar la toma de decisiones durante el diseño del proceso. Al final de este capitulo se incluye una sección de heurísticas más empleadas. Para orientar la toma de decisiones en el nivel 2 se cuenta con algunas reglas heurísticas, como en el siguiente ejemplo que usa la Regla Heurística:
Use un exceso de algún reactante para consumir completamente a otro reactante que sea valioso, tóxico o peligroso.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
19
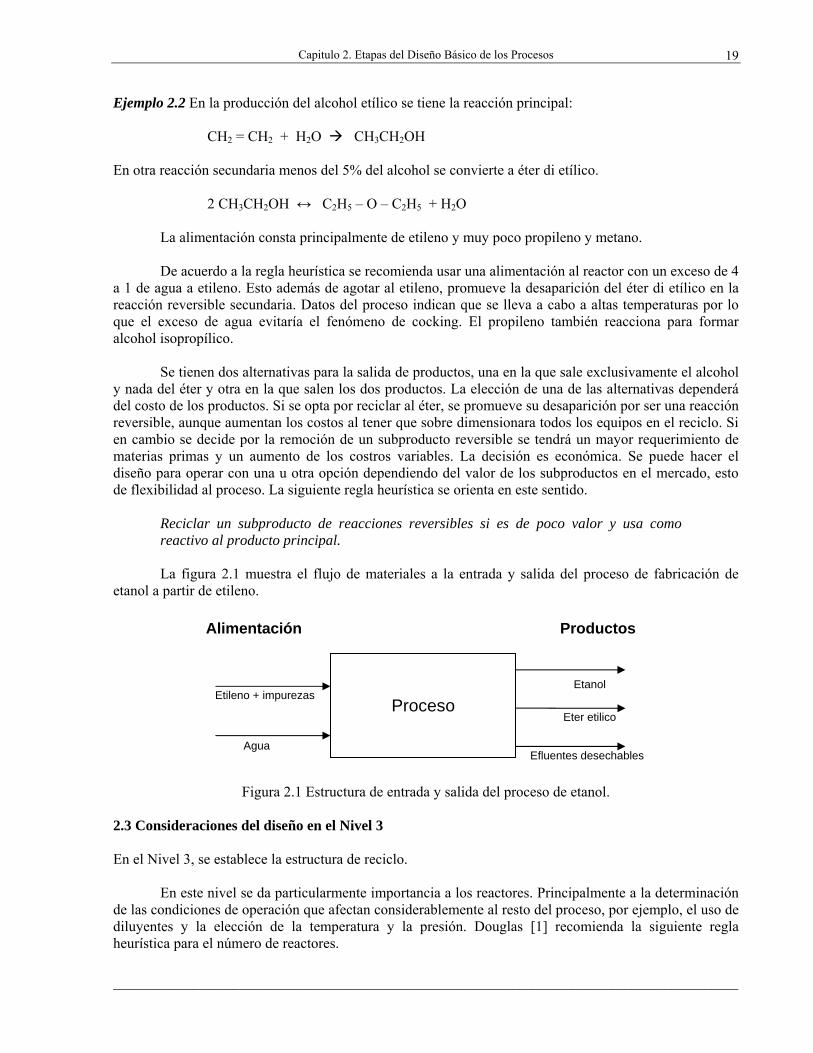
Ejemplo 2.2 En la producción del alcohol etílico se tiene la reacción principal: CH2 = CH2 + H2O CH3CH2OH En otra reacción secundaria menos del 5% del alcohol se convierte a éter di etílico. 2 CH3CH2OH ↔ C2H5 – O – C2H5 + H2O La alimentación consta principalmente de etileno y muy poco propileno y metano. De acuerdo a la regla heurística se recomienda usar una alimentación al reactor con un exceso de 4 a 1 de agua a etileno. Esto además de agotar al etileno, promueve la desaparición del éter di etílico en la reacción reversible secundaria. Datos del proceso indican que se lleva a cabo a altas temperaturas por lo que el exceso de agua evitaría el fenómeno de cocking. El propileno también reacciona para formar alcohol isopropílico. Se tienen dos alternativas para la salida de productos, una en la que sale exclusivamente el alcohol y nada del éter y otra en la que salen los dos productos. La elección de una de las alternativas dependerá del costo de los productos. Si se opta por reciclar al éter, se promueve su desaparición por ser una reacción reversible, aunque aumentan los costos al tener que sobre dimensionara todos los equipos en el reciclo. Si en cambio se decide por la remoción de un subproducto reversible se tendrá un mayor requerimiento de materias primas y un aumento de los costros variables. La decisión es económica. Se puede hacer el diseño para operar con una u otra opción dependiendo del valor de los subproductos en el mercado, esto de flexibilidad al proceso. La siguiente regla heurística se orienta en este sentido. Reciclar un subproducto de reacciones reversibles si es de poco valor y usa como reactivo al producto principal. La figura 2.1 muestra el flujo de materiales a la entrada y salida del proceso de fabricación de etanol a partir de etileno.
Figura 2.1 Estructura de entrada y salida del proceso de etanol. 2.3 Consideraciones del diseño en el Nivel 3 En el Nivel 3, se establece la estructura de reciclo.
En este nivel se da particularmente importancia a los reactores. Principalmente a la determinación
de las condiciones de operación que afectan considerablemente al resto del proceso, por ejemplo, el uso de diluyentes y la elección de la temperatura y la presión. Douglas [1] recomienda la siguiente regla heurística para el número de reactores.
Proceso Etileno + impurezas
Agua
Etanol
Eter etilico
Efluentes desechables
Alimentación Productos
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
20
Si algunas de las reacciones del proceso se efectúan a diferentes temperaturas y
presiones o si usan diferentes catalizadores, especificar diferentes reactores para cada reacción.
Para reacciones con elevadas conversiones evaluar la posibilidad de no recuperar ni reciclar los
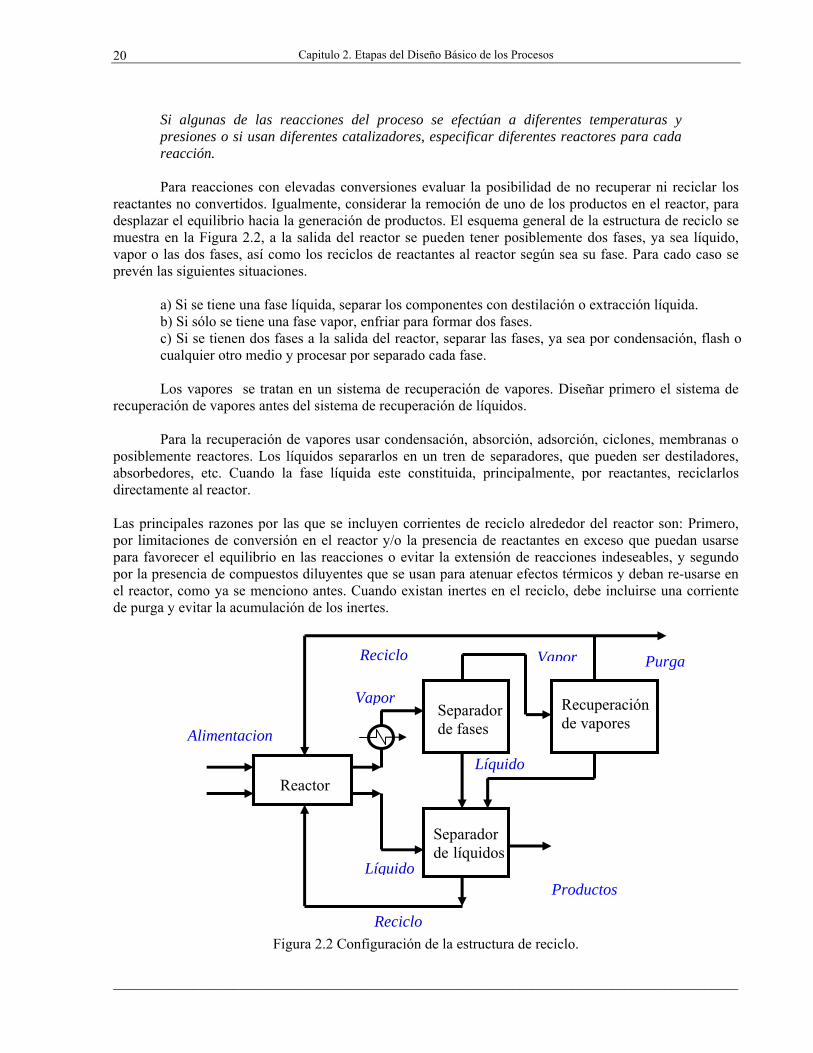
reactantes no convertidos. Igualmente, considerar la remoción de uno de los productos en el reactor, para desplazar el equilibrio hacia la generación de productos. El esquema general de la estructura de reciclo se muestra en la Figura 2.2, a la salida del reactor se pueden tener posiblemente dos fases, ya sea líquido, vapor o las dos fases, así como los reciclos de reactantes al reactor según sea su fase. Para cado caso se prevén las siguientes situaciones.
a) Si se tiene una fase líquida, separar los componentes con destilación o extracción líquida. b) Si sólo se tiene una fase vapor, enfriar para formar dos fases. c) Si se tienen dos fases a la salida del reactor, separar las fases, ya sea por condensación, flash o cualquier otro medio y procesar por separado cada fase.
Los vapores se tratan en un sistema de recuperación de vapores. Diseñar primero el sistema de recuperación de vapores antes del sistema de recuperación de líquidos. Para la recuperación de vapores usar condensación, absorción, adsorción, ciclones, membranas o posiblemente reactores. Los líquidos separarlos en un tren de separadores, que pueden ser destiladores, absorbedores, etc. Cuando la fase líquida este constituida, principalmente, por reactantes, reciclarlos directamente al reactor.
Las principales razones por las que se incluyen corrientes de reciclo alrededor del reactor son: Primero, por limitaciones de conversión en el reactor y/o la presencia de reactantes en exceso que puedan usarse para favorecer el equilibrio en las reacciones o evitar la extensión de reacciones indeseables, y segundo por la presencia de compuestos diluyentes que se usan para atenuar efectos térmicos y deban re-usarse en el reactor, como ya se menciono antes. Cuando existan inertes en el reciclo, debe incluirse una corriente de purga y evitar la acumulación de los inertes.
Figura 2.2 Configuración de la estructura de reciclo.
Reactor
Separador de fases
Separador de líquidos
Recuperación de vapores
Alimentacion
Vapor
Líquido
Líquido
Reciclo
VaporReciclo Purga
Productos
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
21
Si la concentración de inertes en el reciclo es grande, el volumen del reactor aumenta lo mismo que el costo de energía en bombeo y compresión. Por otro lado, si el flujo de la purga es grande, la extracción de reactantes valiosos puede causar pérdidas económicas en la producción. Por esto se considera una especificación de diseño importante la definición de la relación de flujos entre la purga y el reciclo.
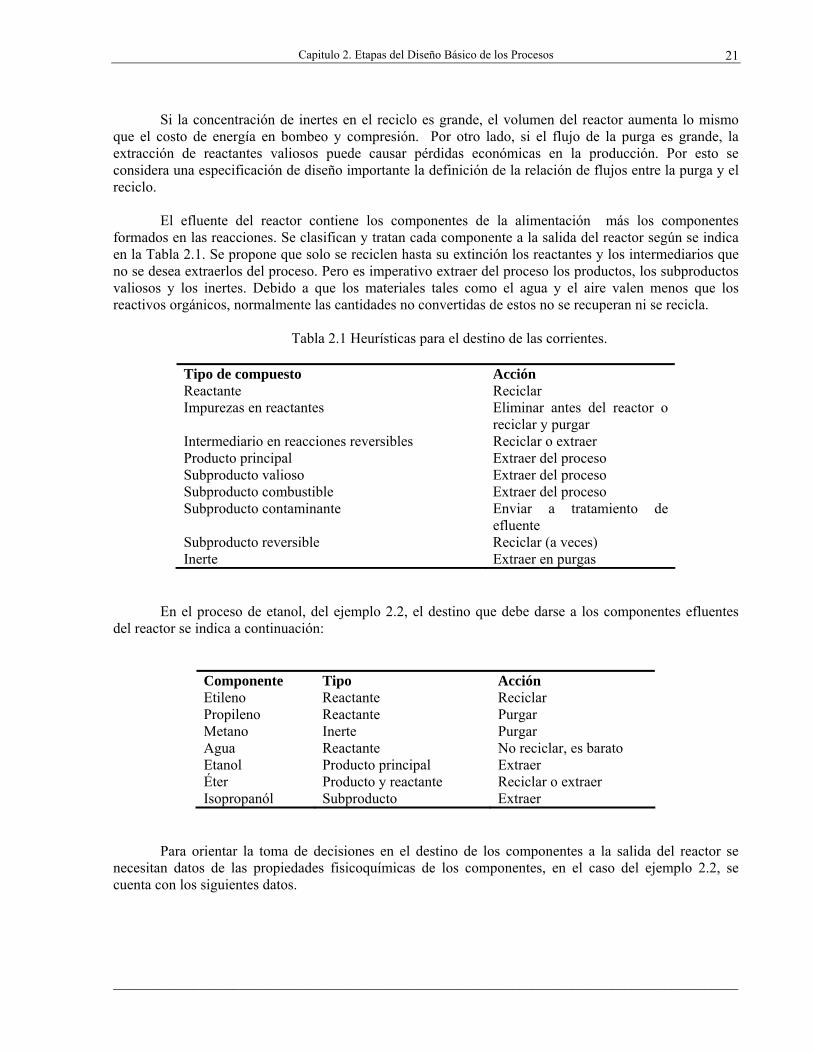
El efluente del reactor contiene los componentes de la alimentación más los componentes
formados en las reacciones. Se clasifican y tratan cada componente a la salida del reactor según se indica en la Tabla 2.1. Se propone que solo se reciclen hasta su extinción los reactantes y los intermediarios que no se desea extraerlos del proceso. Pero es imperativo extraer del proceso los productos, los subproductos valiosos y los inertes. Debido a que los materiales tales como el agua y el aire valen menos que los reactivos orgánicos, normalmente las cantidades no convertidas de estos no se recuperan ni se recicla.
Tabla 2.1 Heurísticas para el destino de las corrientes.
Tipo de compuesto Acción Reactante Reciclar Impurezas en reactantes Eliminar antes del reactor o
reciclar y purgar Intermediario en reacciones reversibles Reciclar o extraer Producto principal Extraer del proceso Subproducto valioso Extraer del proceso Subproducto combustible Extraer del proceso Subproducto contaminante Enviar a tratamiento de
efluente Subproducto reversible Reciclar (a veces) Inerte Extraer en purgas
En el proceso de etanol, del ejemplo 2.2, el destino que debe darse a los componentes efluentes del reactor se indica a continuación:
Componente Tipo Acción Etileno Reactante Reciclar Propileno Reactante Purgar Metano Inerte Purgar Agua Reactante No reciclar, es barato Etanol Producto principal Extraer Éter Producto y reactante Reciclar o extraer Isopropanól Subproducto Extraer
Para orientar la toma de decisiones en el destino de los componentes a la salida del reactor se
necesitan datos de las propiedades fisicoquímicas de los componentes, en el caso del ejemplo 2.2, se cuenta con los siguientes datos.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
22
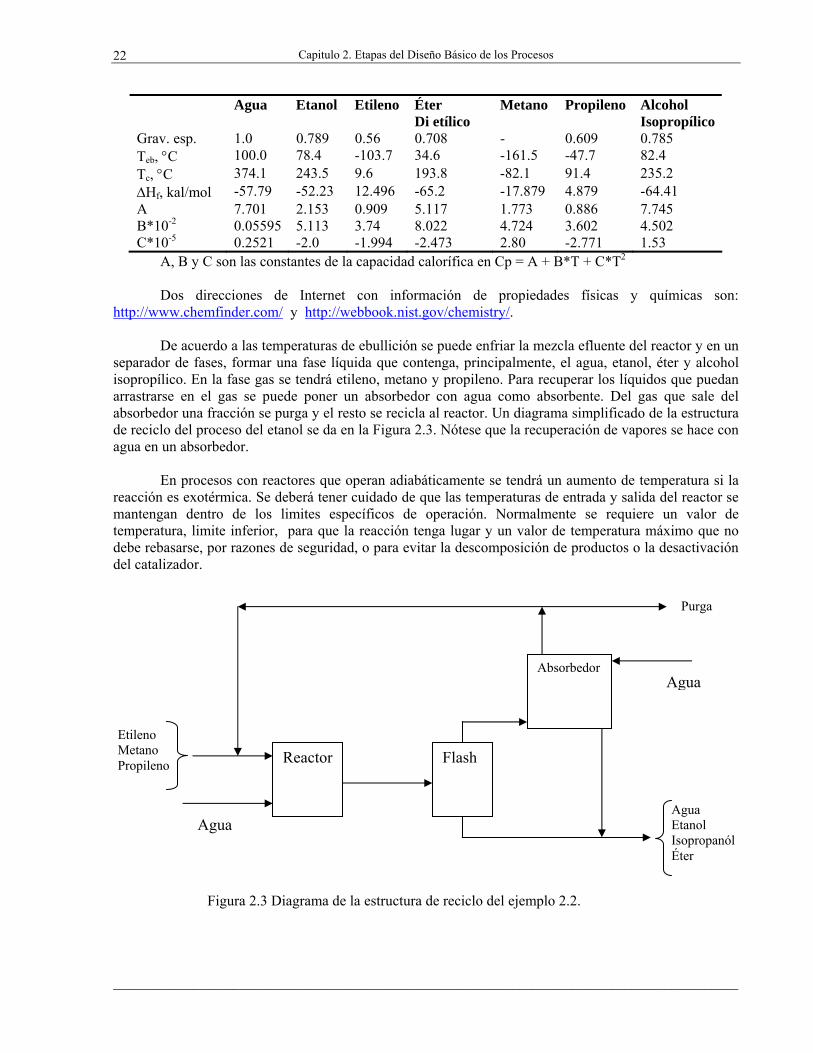
Agua Etanol Etileno Éter Di etílico
Metano Propileno Alcohol Isopropílico
Grav. esp. 1.0 0.789 0.56 0.708 - 0.609 0.785 Teb, °C 100.0 78.4 -103.7 34.6 -161.5 -47.7 82.4 Tc, °C 374.1 243.5 9.6 193.8 -82.1 91.4 235.2 ΔHf, kal/mol -57.79 -52.23 12.496 -65.2 -17.879 4.879 -64.41 A 7.701 2.153 0.909 5.117 1.773 0.886 7.745 B*10-2 0.05595 5.113 3.74 8.022 4.724 3.602 4.502 C*10-5 0.2521 -2.0 -1.994 -2.473 2.80 -2.771 1.53
A, B y C son las constantes de la capacidad calorífica en Cp = A + B*T + C*T2
Dos direcciones de Internet con información de propiedades físicas y químicas son:
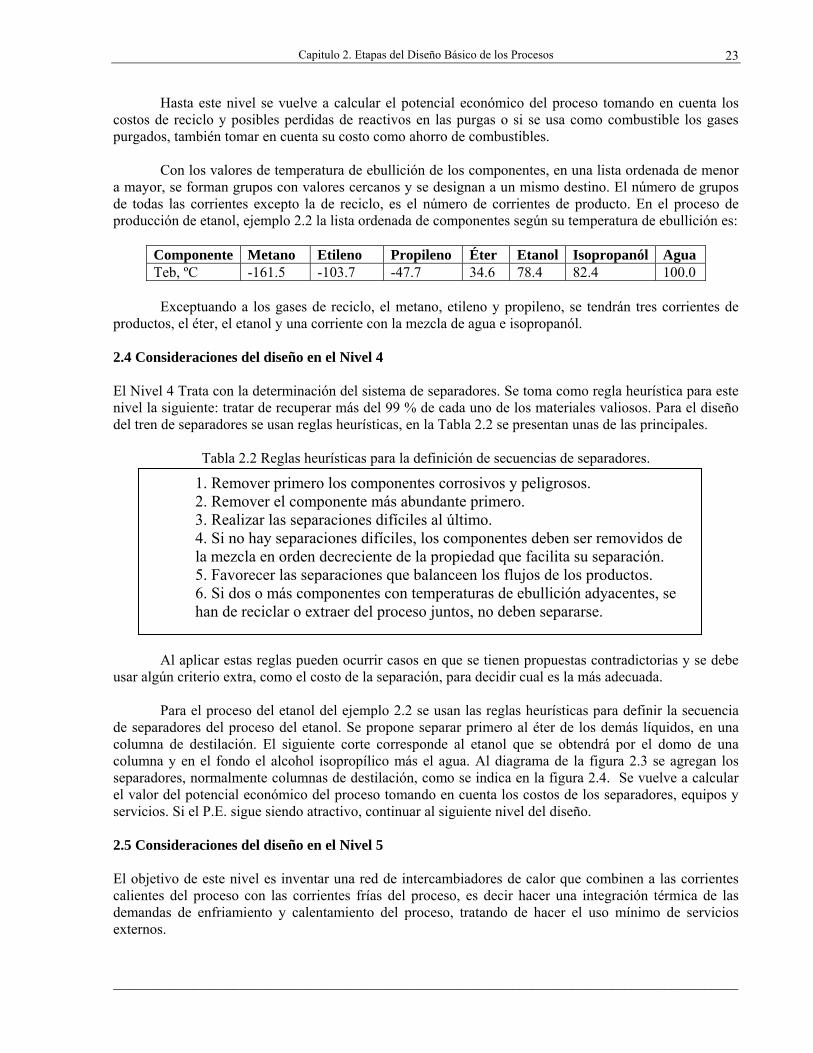
http://www.chemfinder.com/ y http://webbook.nist.gov/chemistry/. De acuerdo a las temperaturas de ebullición se puede enfriar la mezcla efluente del reactor y en un
separador de fases, formar una fase líquida que contenga, principalmente, el agua, etanol, éter y alcohol isopropílico. En la fase gas se tendrá etileno, metano y propileno. Para recuperar los líquidos que puedan arrastrarse en el gas se puede poner un absorbedor con agua como absorbente. Del gas que sale del absorbedor una fracción se purga y el resto se recicla al reactor. Un diagrama simplificado de la estructura de reciclo del proceso del etanol se da en la Figura 2.3. Nótese que la recuperación de vapores se hace con agua en un absorbedor.
En procesos con reactores que operan adiabáticamente se tendrá un aumento de temperatura si la
reacción es exotérmica. Se deberá tener cuidado de que las temperaturas de entrada y salida del reactor se mantengan dentro de los limites específicos de operación. Normalmente se requiere un valor de temperatura, limite inferior, para que la reacción tenga lugar y un valor de temperatura máximo que no debe rebasarse, por razones de seguridad, o para evitar la descomposición de productos o la desactivación del catalizador.
Figura 2.3 Diagrama de la estructura de reciclo del ejemplo 2.2.
Reactor Flash
Absorbedor
Agua
Etileno Metano Propileno
Purga
Agua
Agua Etanol Isopropanól Éter
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
23
Hasta este nivel se vuelve a calcular el potencial económico del proceso tomando en cuenta los costos de reciclo y posibles perdidas de reactivos en las purgas o si se usa como combustible los gases purgados, también tomar en cuenta su costo como ahorro de combustibles.
Con los valores de temperatura de ebullición de los componentes, en una lista ordenada de menor
a mayor, se forman grupos con valores cercanos y se designan a un mismo destino. El número de grupos de todas las corrientes excepto la de reciclo, es el número de corrientes de producto. En el proceso de producción de etanol, ejemplo 2.2 la lista ordenada de componentes según su temperatura de ebullición es:
Componente Metano Etileno Propileno Éter Etanol Isopropanól Agua Teb, ºC -161.5 -103.7 -47.7 34.6 78.4 82.4 100.0 Exceptuando a los gases de reciclo, el metano, etileno y propileno, se tendrán tres corrientes de
productos, el éter, el etanol y una corriente con la mezcla de agua e isopropanól.
2.4 Consideraciones del diseño en el Nivel 4 El Nivel 4 Trata con la determinación del sistema de separadores. Se toma como regla heurística para este nivel la siguiente: tratar de recuperar más del 99 % de cada uno de los materiales valiosos. Para el diseño del tren de separadores se usan reglas heurísticas, en la Tabla 2.2 se presentan unas de las principales.
Tabla 2.2 Reglas heurísticas para la definición de secuencias de separadores.
Al aplicar estas reglas pueden ocurrir casos en que se tienen propuestas contradictorias y se debe
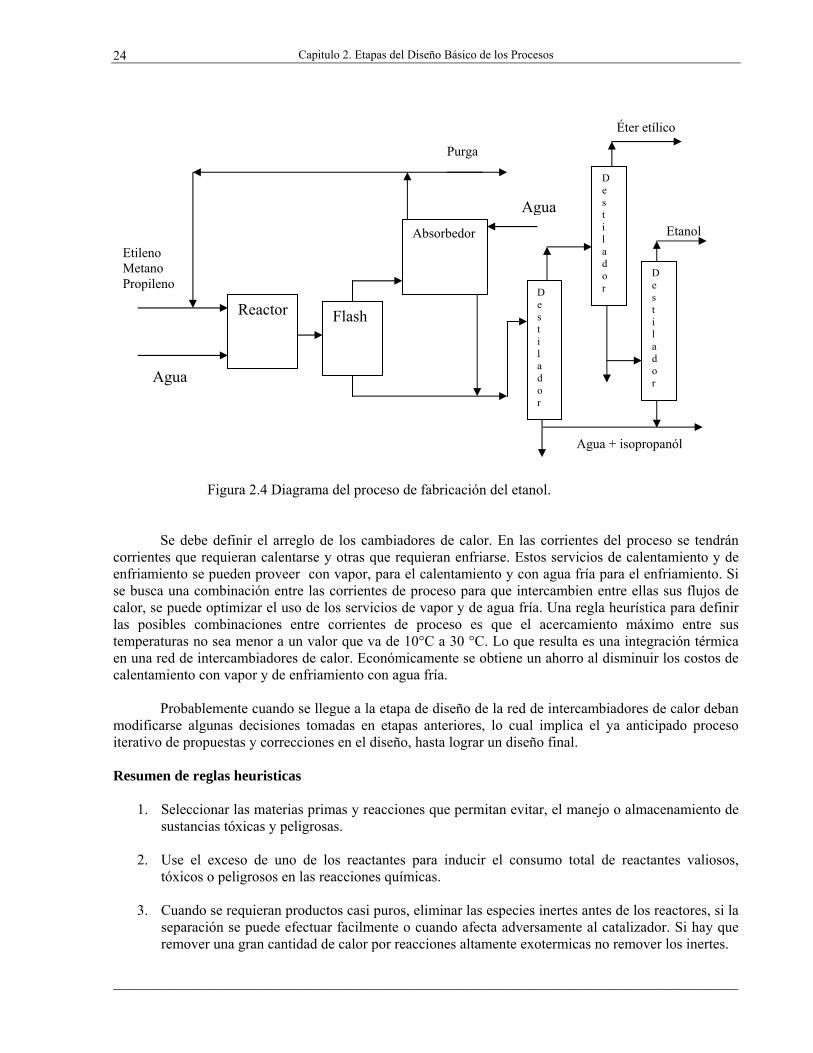
usar algún criterio extra, como el costo de la separación, para decidir cual es la más adecuada. Para el proceso del etanol del ejemplo 2.2 se usan las reglas heurísticas para definir la secuencia de separadores del proceso del etanol. Se propone separar primero al éter de los demás líquidos, en una columna de destilación. El siguiente corte corresponde al etanol que se obtendrá por el domo de una columna y en el fondo el alcohol isopropílico más el agua. Al diagrama de la figura 2.3 se agregan los separadores, normalmente columnas de destilación, como se indica en la figura 2.4. Se vuelve a calcular el valor del potencial económico del proceso tomando en cuenta los costos de los separadores, equipos y servicios. Si el P.E. sigue siendo atractivo, continuar al siguiente nivel del diseño. 2.5 Consideraciones del diseño en el Nivel 5 El objetivo de este nivel es inventar una red de intercambiadores de calor que combinen a las corrientes calientes del proceso con las corrientes frías del proceso, es decir hacer una integración térmica de las demandas de enfriamiento y calentamiento del proceso, tratando de hacer el uso mínimo de servicios externos.
1. Remover primero los componentes corrosivos y peligrosos. 2. Remover el componente más abundante primero. 3. Realizar las separaciones difíciles al último. 4. Si no hay separaciones difíciles, los componentes deben ser removidos de la mezcla en orden decreciente de la propiedad que facilita su separación. 5. Favorecer las separaciones que balanceen los flujos de los productos. 6. Si dos o más componentes con temperaturas de ebullición adyacentes, se han de reciclar o extraer del proceso juntos, no deben separarse.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
24
Figura 2.4 Diagrama del proceso de fabricación del etanol.
Se debe definir el arreglo de los cambiadores de calor. En las corrientes del proceso se tendrán corrientes que requieran calentarse y otras que requieran enfriarse. Estos servicios de calentamiento y de enfriamiento se pueden proveer con vapor, para el calentamiento y con agua fría para el enfriamiento. Si se busca una combinación entre las corrientes de proceso para que intercambien entre ellas sus flujos de calor, se puede optimizar el uso de los servicios de vapor y de agua fría. Una regla heurística para definir las posibles combinaciones entre corrientes de proceso es que el acercamiento máximo entre sus temperaturas no sea menor a un valor que va de 10°C a 30 °C. Lo que resulta es una integración térmica en una red de intercambiadores de calor. Económicamente se obtiene un ahorro al disminuir los costos de calentamiento con vapor y de enfriamiento con agua fría.
Probablemente cuando se llegue a la etapa de diseño de la red de intercambiadores de calor deban modificarse algunas decisiones tomadas en etapas anteriores, lo cual implica el ya anticipado proceso iterativo de propuestas y correcciones en el diseño, hasta lograr un diseño final. Resumen de reglas heuristicas
1. Seleccionar las materias primas y reacciones que permitan evitar, el manejo o almacenamiento de sustancias tóxicas y peligrosas.
2. Use el exceso de uno de los reactantes para inducir el consumo total de reactantes valiosos,
tóxicos o peligrosos en las reacciones químicas.
3. Cuando se requieran productos casi puros, eliminar las especies inertes antes de los reactores, si la separación se puede efectuar facilmente o cuando afecta adversamente al catalizador. Si hay que remover una gran cantidad de calor por reacciones altamente exotermicas no remover los inertes.
Etanol
Agua + isopropanól
Éter etílico
Reactor Flash
Absorbedor
Agua
Etileno Metano Propileno
Purga
Agua
D e s t i l a d o r
D e s t i l a d o r
D e s t i l a d o r
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
25
4. Defina corrientes de purga de líquidos o vapores para especies que entren al proceso como
impurezas o que sean producidas en reacciones laterales irreversibles. Siempre que las especies a purgar esten presentes en pequeñas cantidades o que sean dificiles de separar de las otras especies químicas.
5. No purge especies químicas valiosas o que sean tóxicas o peligrosas, aunque esten en pequeñas
concentraciones. Agrege separadores para emover las especies valiosas o agrege reactores para eliminar a las especies tóxicas o peligrosas.
6. Los subproductos que se obtienen en reacciones reversibles, en pequeñas cantidades, usualmente
no se remueven en separadores ni se deben purgar. Mejor reciclarlos para su extinción. 7. Para reacciones en paralelo o en serie, ajustar la temperatura, la presión o el catalizador para
obtener altos rendimientos de los productos deseados. 8. Para la separación de líquidos preferir el uso de columnas de destilación, de agotamiento o
extracción líquido-líquido ante otras opciones de separación. 9. Trate de condensar vapores usando agua de enfriamiento. 10. Para remover el calor de reacciones altamente exotermicas considere el uso del exceso de uno de
los reactantes, un inerte como diluyente o la alimentación fría escalonada a lo largo del reactor.
11. Para remover el calor de reacciones poco exotermicas, use un lazo de circulación del fluido del reactor a un enfriador externo o use una camisa o serpentin de enfriamiento. Posiblemente puedan usarse interenfriadores.
12. Para aumentar la presión de una corriente es preferible bombear un líquido a comprimir un gas.
Condensar el vapor siempre que no se necesite refrigeración antes de bombear.
El empleo de heuristicas, como propuestas de acción, sirven de guía para la toma de decisiones requeridas en cada nivel del diseño. Avanzando por niveles el diagrama del proceso crece por refinamientos. Cada nueva propuesta de diseño se acerca más al óptimo, en el diagrama que mejor debe satisfacer los requerimientos y las especificaciones de diseño por sucesivos intentos aproximatorios. 2. 6 Diagramas de Procesos Un diagrama cualquiera es un arreglo de figuras y líneas que muestran la interacción entre los elementos de un sistema. En el caso de los procesos químicos este es un gráfico en el que se muestran las principales etapas del proceso. Los diagramas más empleados son de tres tipos:
1. Los diagramas de bloques, 2. Los diagramas de flujo de proceso. 3. Los diagramas de tuberías e instrumentos.
Saber hacer e interpretar diagramas de proceso es una de las actividades importantes de los ingenieros químicos. Los diagramas de bloques son bosquejos a la manera en que un pintor planea su obra. En los diagramas se esquematizan secciones genéricas del proceso de manera cualitativa. Las secciones pueden
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
26
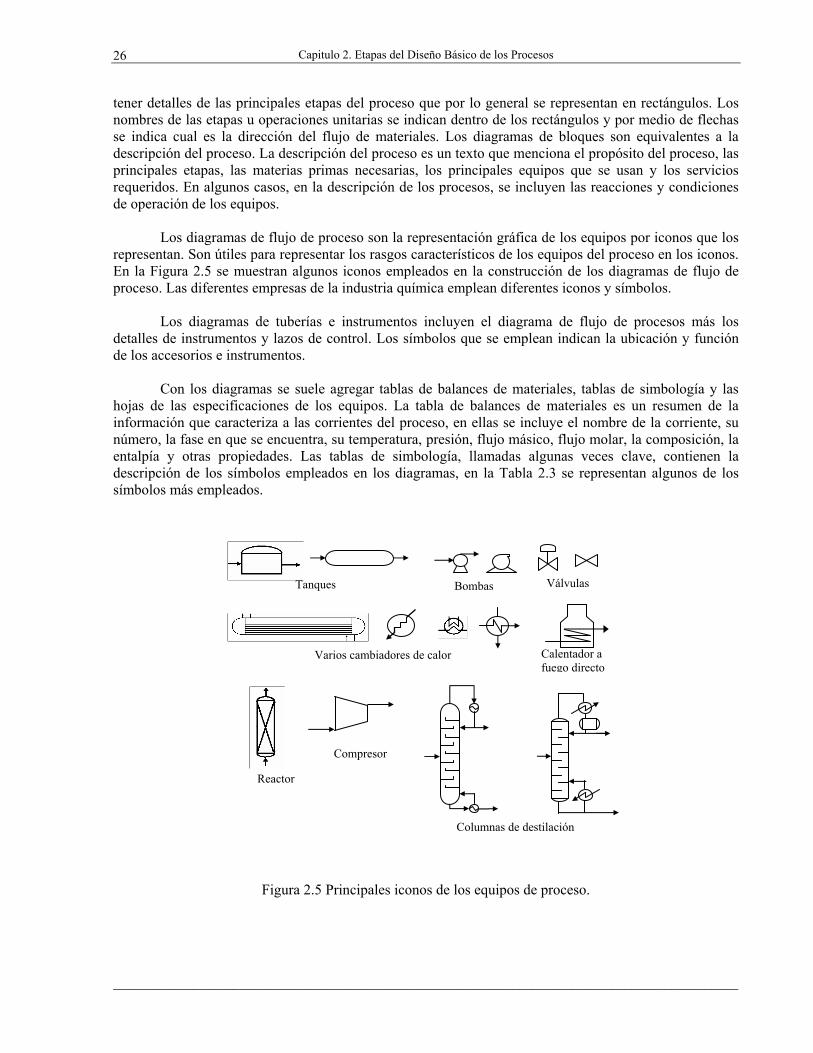
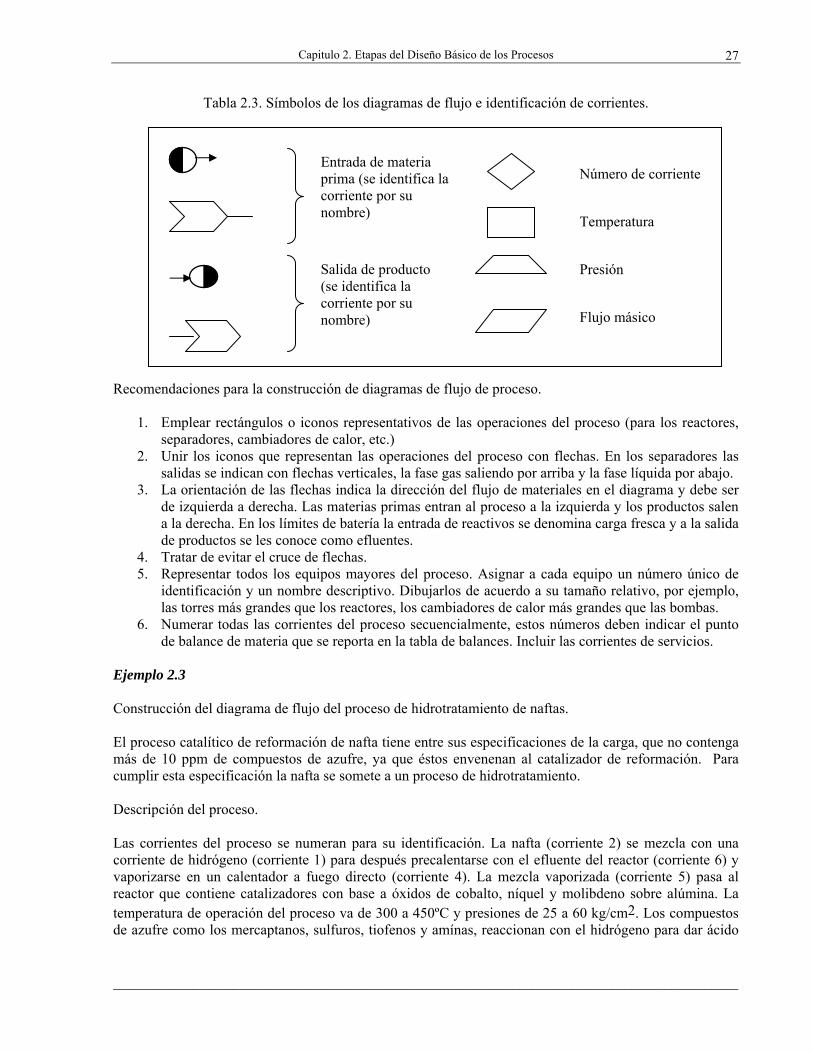
tener detalles de las principales etapas del proceso que por lo general se representan en rectángulos. Los nombres de las etapas u operaciones unitarias se indican dentro de los rectángulos y por medio de flechas se indica cual es la dirección del flujo de materiales. Los diagramas de bloques son equivalentes a la descripción del proceso. La descripción del proceso es un texto que menciona el propósito del proceso, las principales etapas, las materias primas necesarias, los principales equipos que se usan y los servicios requeridos. En algunos casos, en la descripción de los procesos, se incluyen las reacciones y condiciones de operación de los equipos. Los diagramas de flujo de proceso son la representación gráfica de los equipos por iconos que los representan. Son útiles para representar los rasgos característicos de los equipos del proceso en los iconos. En la Figura 2.5 se muestran algunos iconos empleados en la construcción de los diagramas de flujo de proceso. Las diferentes empresas de la industria química emplean diferentes iconos y símbolos. Los diagramas de tuberías e instrumentos incluyen el diagrama de flujo de procesos más los detalles de instrumentos y lazos de control. Los símbolos que se emplean indican la ubicación y función de los accesorios e instrumentos. Con los diagramas se suele agregar tablas de balances de materiales, tablas de simbología y las hojas de las especificaciones de los equipos. La tabla de balances de materiales es un resumen de la información que caracteriza a las corrientes del proceso, en ellas se incluye el nombre de la corriente, su número, la fase en que se encuentra, su temperatura, presión, flujo másico, flujo molar, la composición, la entalpía y otras propiedades. Las tablas de simbología, llamadas algunas veces clave, contienen la descripción de los símbolos empleados en los diagramas, en la Tabla 2.3 se representan algunos de los símbolos más empleados.
Figura 2.5 Principales iconos de los equipos de proceso.
Tanques Bombas Válvulas
Varios cambiadores de calor Calentador a fuego directo
Reactor
Compresor
Columnas de destilación
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
27
Tabla 2.3. Símbolos de los diagramas de flujo e identificación de corrientes. Recomendaciones para la construcción de diagramas de flujo de proceso.
1. Emplear rectángulos o iconos representativos de las operaciones del proceso (para los reactores, separadores, cambiadores de calor, etc.)
2. Unir los iconos que representan las operaciones del proceso con flechas. En los separadores las salidas se indican con flechas verticales, la fase gas saliendo por arriba y la fase líquida por abajo.
3. La orientación de las flechas indica la dirección del flujo de materiales en el diagrama y debe ser de izquierda a derecha. Las materias primas entran al proceso a la izquierda y los productos salen a la derecha. En los límites de batería la entrada de reactivos se denomina carga fresca y a la salida de productos se les conoce como efluentes.
4. Tratar de evitar el cruce de flechas. 5. Representar todos los equipos mayores del proceso. Asignar a cada equipo un número único de
identificación y un nombre descriptivo. Dibujarlos de acuerdo a su tamaño relativo, por ejemplo, las torres más grandes que los reactores, los cambiadores de calor más grandes que las bombas.
6. Numerar todas las corrientes del proceso secuencialmente, estos números deben indicar el punto de balance de materia que se reporta en la tabla de balances. Incluir las corrientes de servicios.
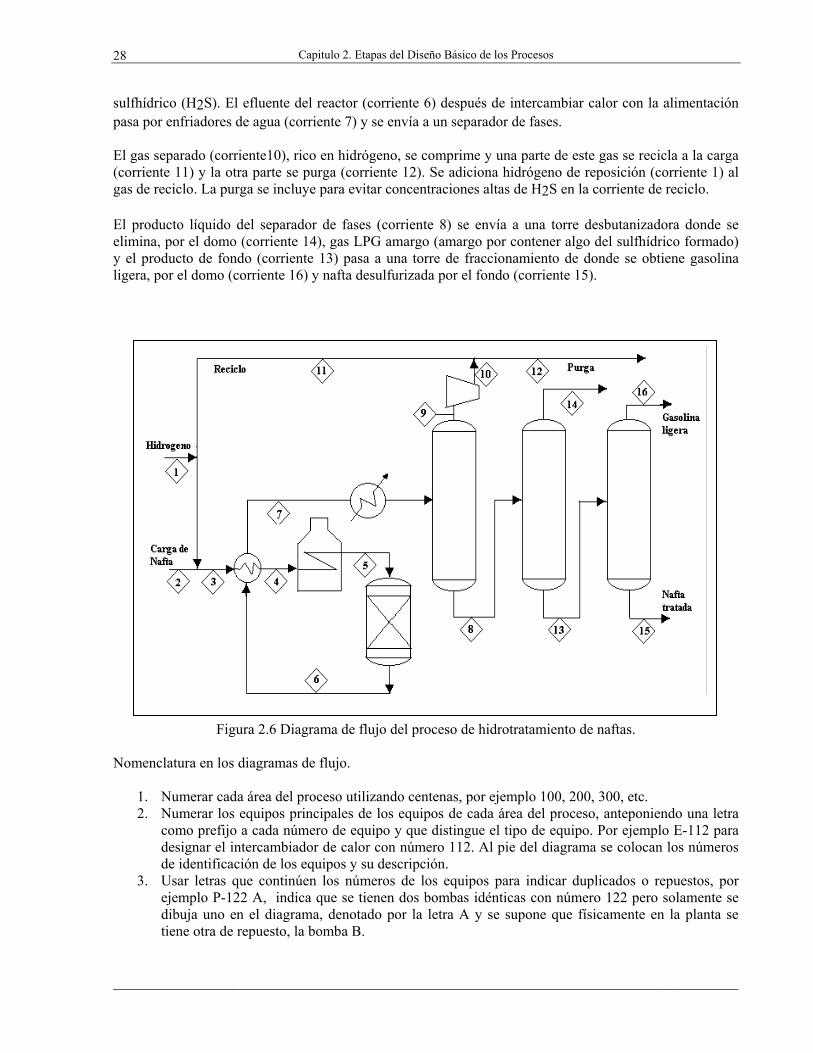
Ejemplo 2.3 Construcción del diagrama de flujo del proceso de hidrotratamiento de naftas. El proceso catalítico de reformación de nafta tiene entre sus especificaciones de la carga, que no contenga más de 10 ppm de compuestos de azufre, ya que éstos envenenan al catalizador de reformación. Para cumplir esta especificación la nafta se somete a un proceso de hidrotratamiento. Descripción del proceso. Las corrientes del proceso se numeran para su identificación. La nafta (corriente 2) se mezcla con una corriente de hidrógeno (corriente 1) para después precalentarse con el efluente del reactor (corriente 6) y vaporizarse en un calentador a fuego directo (corriente 4). La mezcla vaporizada (corriente 5) pasa al reactor que contiene catalizadores con base a óxidos de cobalto, níquel y molibdeno sobre alúmina. La temperatura de operación del proceso va de 300 a 450ºC y presiones de 25 a 60 kg/cm2. Los compuestos de azufre como los mercaptanos, sulfuros, tiofenos y amínas, reaccionan con el hidrógeno para dar ácido
Entrada de materia prima (se identifica la corriente por su nombre)
Salida de producto (se identifica la corriente por su nombre)
Número de corriente
Temperatura
Presión
Flujo másico
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
28
sulfhídrico (H2S). El efluente del reactor (corriente 6) después de intercambiar calor con la alimentación pasa por enfriadores de agua (corriente 7) y se envía a un separador de fases. El gas separado (corriente10), rico en hidrógeno, se comprime y una parte de este gas se recicla a la carga (corriente 11) y la otra parte se purga (corriente 12). Se adiciona hidrógeno de reposición (corriente 1) al gas de reciclo. La purga se incluye para evitar concentraciones altas de H2S en la corriente de reciclo. El producto líquido del separador de fases (corriente 8) se envía a una torre desbutanizadora donde se elimina, por el domo (corriente 14), gas LPG amargo (amargo por contener algo del sulfhídrico formado) y el producto de fondo (corriente 13) pasa a una torre de fraccionamiento de donde se obtiene gasolina ligera, por el domo (corriente 16) y nafta desulfurizada por el fondo (corriente 15).
Figura 2.6 Diagrama de flujo del proceso de hidrotratamiento de naftas. Nomenclatura en los diagramas de flujo.
1. Numerar cada área del proceso utilizando centenas, por ejemplo 100, 200, 300, etc. 2. Numerar los equipos principales de los equipos de cada área del proceso, anteponiendo una letra
como prefijo a cada número de equipo y que distingue el tipo de equipo. Por ejemplo E-112 para designar el intercambiador de calor con número 112. Al pie del diagrama se colocan los números de identificación de los equipos y su descripción.
3. Usar letras que continúen los números de los equipos para indicar duplicados o repuestos, por ejemplo P-122 A, indica que se tienen dos bombas idénticas con número 122 pero solamente se dibuja uno en el diagrama, denotado por la letra A y se supone que físicamente en la planta se tiene otra de repuesto, la bomba B.

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
29
Algunas de las letras prefijos más empleadas son: C – Compresor E – Intercambiador de calor. H – Horno P – Bomba R – Reactor T – Torre V – Recipiente S - Separador Las corrientes de servicios pueden ser de agua de enfriamiento que se usa por ejemplo en los condensadores, vapor de calentamiento, por ejemplo para los rehervidores de las columnas de destilación, el aire comprimido para las válvulas de control y la electricidad para los motores. Ejemplo 2.4 Construcción del diagrama de proceso para la desalquilación del tolueno, Douglas (1988). El proceso de producción de benceno a partir de tolueno se efectúa por la reacción:
(Tolueno) (Benceno) (Metano) El benceno se dimeriza para dar difenilo.
(Difenilo) La selectividad de tolueno a benceno es:
544.1)1(0036.01x
S−
−=
Especificaciones: - Capacidad de producción: 265 kmol de benceno/h. - La alimentación de hidrógeno contiene 0.05 en fracción mol de metano. - Requerimientos 5 moles de hidrogeno/mol de tolueno a la entrada del reactor: - La conversión de tolueno es x = 0.75. - Extraer del proceso todo el benceno y difenilo producidos. - La reacción se efectúa a 1150 °F, 500 psia y es altamente exotérmica. Existen varias formas de definir la selectividad por ejemplo, calculada como la fracción de reactante convertido que se transforma en el producto deseado o bien en otra forma, las moles de producto producido sobre las moles alimentadas del reactante al reactor. Aquí se adopta esta segunda definición de selectividad por lo que:
entadoaToluenoproducidoBencenoSlim
=
De acuerdo a la jerarquía de niveles del diseño de procesos se tiene: Nivel 1: Por la cantidad de producto se usa proceso continuo Nivel 2: Se tienen tres alternativas en la alimentación de hidrógeno:
(a) Eliminar parcialmente el metano,
C H CH H C H CH6 5 3 2 6 6 4+ → +
2 6 6 6 5 2 2C H C H H↔ +( )
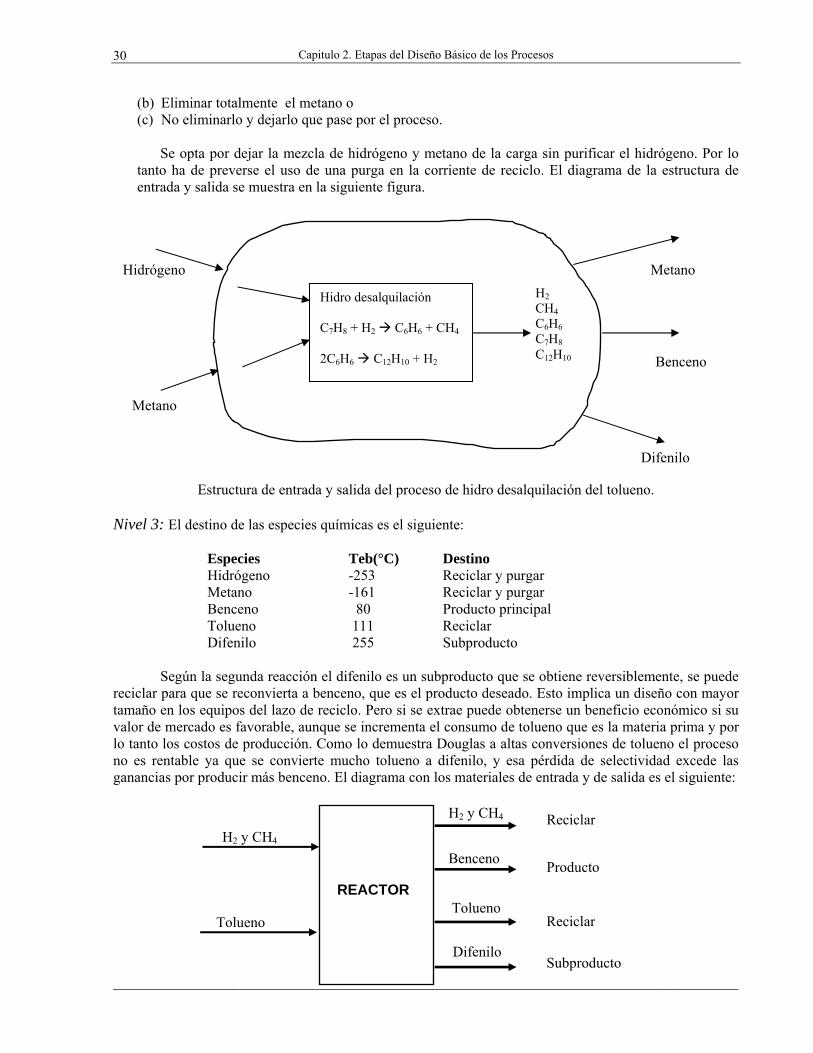
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
30
(b) Eliminar totalmente el metano o (c) No eliminarlo y dejarlo que pase por el proceso. Se opta por dejar la mezcla de hidrógeno y metano de la carga sin purificar el hidrógeno. Por lo tanto ha de preverse el uso de una purga en la corriente de reciclo. El diagrama de la estructura de entrada y salida se muestra en la siguiente figura.
Estructura de entrada y salida del proceso de hidro desalquilación del tolueno. Nivel 3: El destino de las especies químicas es el siguiente:
Especies Teb(°C) Destino Hidrógeno -253 Reciclar y purgar Metano -161 Reciclar y purgar Benceno 80 Producto principal Tolueno 111 Reciclar Difenilo 255 Subproducto Según la segunda reacción el difenilo es un subproducto que se obtiene reversiblemente, se puede reciclar para que se reconvierta a benceno, que es el producto deseado. Esto implica un diseño con mayor tamaño en los equipos del lazo de reciclo. Pero si se extrae puede obtenerse un beneficio económico si su valor de mercado es favorable, aunque se incrementa el consumo de tolueno que es la materia prima y por lo tanto los costos de producción. Como lo demuestra Douglas a altas conversiones de tolueno el proceso no es rentable ya que se convierte mucho tolueno a difenilo, y esa pérdida de selectividad excede las ganancias por producir más benceno. El diagrama con los materiales de entrada y de salida es el siguiente:
H2 y CH4
Benceno
Tolueno
Difenilo
H2 y CH4
Tolueno
Reciclar
Producto
Reciclar
Subproducto
REACTOR
Difenilo
Metano
Hidrógeno
Hidro desalquilación C7H8 + H2 C6H6 + CH4 2C6H6 C12H10 + H2
H2 CH4 C6H6 C7H8 C12H10
Metano
Benceno
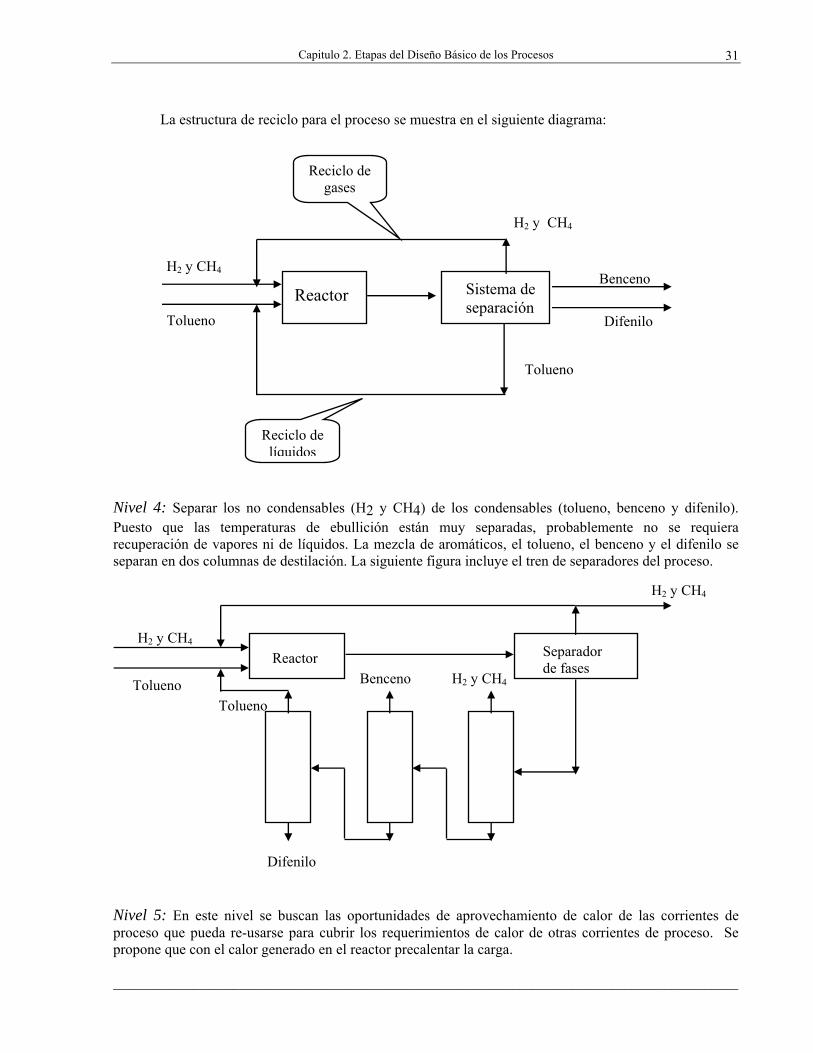
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
31
La estructura de reciclo para el proceso se muestra en el siguiente diagrama:
Nivel 4: Separar los no condensables (H2 y CH4) de los condensables (tolueno, benceno y difenilo). Puesto que las temperaturas de ebullición están muy separadas, probablemente no se requiera recuperación de vapores ni de líquidos. La mezcla de aromáticos, el tolueno, el benceno y el difenilo se separan en dos columnas de destilación. La siguiente figura incluye el tren de separadores del proceso. Nivel 5: En este nivel se buscan las oportunidades de aprovechamiento de calor de las corrientes de proceso que pueda re-usarse para cubrir los requerimientos de calor de otras corrientes de proceso. Se propone que con el calor generado en el reactor precalentar la carga.
Separador de fases
Reactor
Tolueno Benceno
Difenilo
Tolueno
H2 y CH4
H2 y CH4
H2 y CH4
Sistema de separación
Reactor Tolueno
Benceno
Difenilo
Tolueno
H2 y CH4
H2 y CH4
Reciclo de gases
Reciclo de líquidos
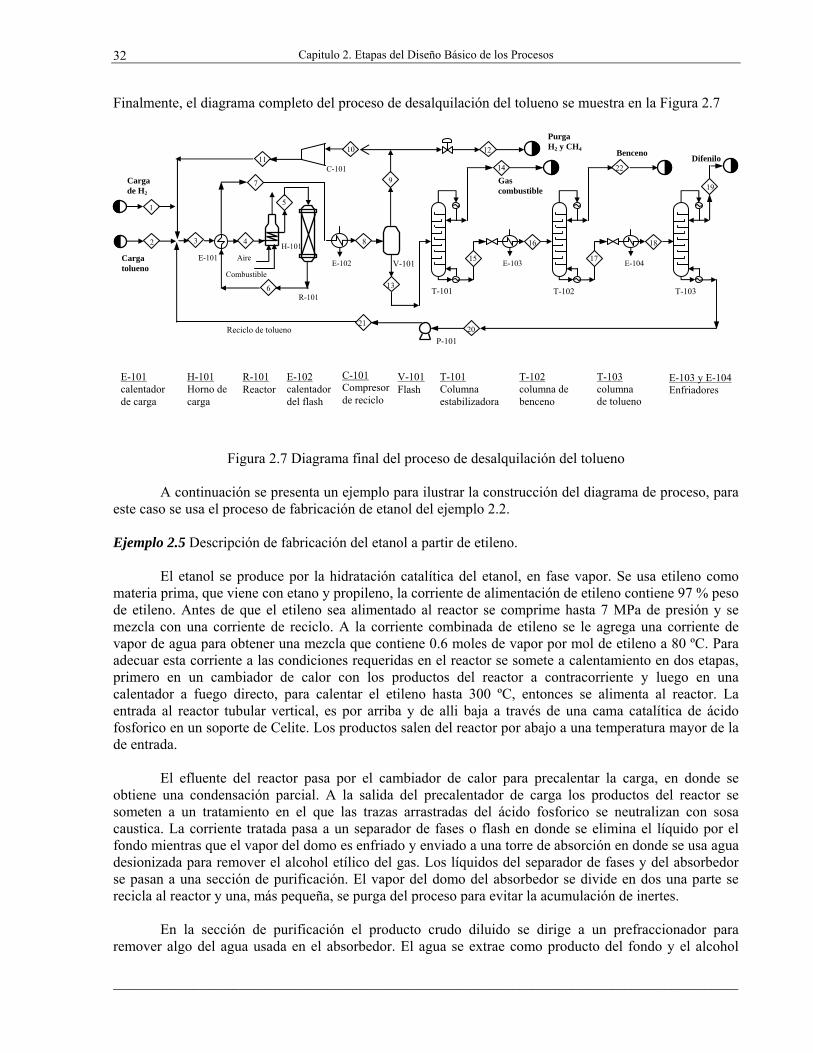
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
32
Finalmente, el diagrama completo del proceso de desalquilación del tolueno se muestra en la Figura 2.7
Figura 2.7 Diagrama final del proceso de desalquilación del tolueno A continuación se presenta un ejemplo para ilustrar la construcción del diagrama de proceso, para este caso se usa el proceso de fabricación de etanol del ejemplo 2.2. Ejemplo 2.5 Descripción de fabricación del etanol a partir de etileno. El etanol se produce por la hidratación catalítica del etanol, en fase vapor. Se usa etileno como materia prima, que viene con etano y propileno, la corriente de alimentación de etileno contiene 97 % peso de etileno. Antes de que el etileno sea alimentado al reactor se comprime hasta 7 MPa de presión y se mezcla con una corriente de reciclo. A la corriente combinada de etileno se le agrega una corriente de vapor de agua para obtener una mezcla que contiene 0.6 moles de vapor por mol de etileno a 80 ºC. Para adecuar esta corriente a las condiciones requeridas en el reactor se somete a calentamiento en dos etapas, primero en un cambiador de calor con los productos del reactor a contracorriente y luego en una calentador a fuego directo, para calentar el etileno hasta 300 ºC, entonces se alimenta al reactor. La entrada al reactor tubular vertical, es por arriba y de alli baja a través de una cama catalítica de ácido fosforico en un soporte de Celite. Los productos salen del reactor por abajo a una temperatura mayor de la de entrada. El efluente del reactor pasa por el cambiador de calor para precalentar la carga, en donde se obtiene una condensación parcial. A la salida del precalentador de carga los productos del reactor se someten a un tratamiento en el que las trazas arrastradas del ácido fosforico se neutralizan con sosa caustica. La corriente tratada pasa a un separador de fases o flash en donde se elimina el líquido por el fondo mientras que el vapor del domo es enfriado y enviado a una torre de absorción en donde se usa agua desionizada para remover el alcohol etílico del gas. Los líquidos del separador de fases y del absorbedor se pasan a una sección de purificación. El vapor del domo del absorbedor se divide en dos una parte se recicla al reactor y una, más pequeña, se purga del proceso para evitar la acumulación de inertes. En la sección de purificación el producto crudo diluido se dirige a un prefraccionador para remover algo del agua usada en el absorbedor. El agua se extrae como producto del fondo y el alcohol
P-101
11
21
13
15
10 12
14
1
9
16
5
7 Carga de H2
Carga tolueno
20
E-101
E-102 calentador del flash
H-101
R-101
V-101
T-101 T-102 T-103
C-101
Purga H2 y CH4 Benceno Difenilo
Reciclo de tolueno
E-101 calentador de carga
H-101 Horno de carga
R-101 Reactor
E-102
V-101 Flash
C-101 Compresor de reciclo
T-101 Columna estabilizadora
T-102 columna de benceno
T-103 columna de tolueno
19
2 3 4
6
8
17
18
Gas combustible
22
E-103 E-104
E-103 y E-104 Enfriadores
Aire
Combustible
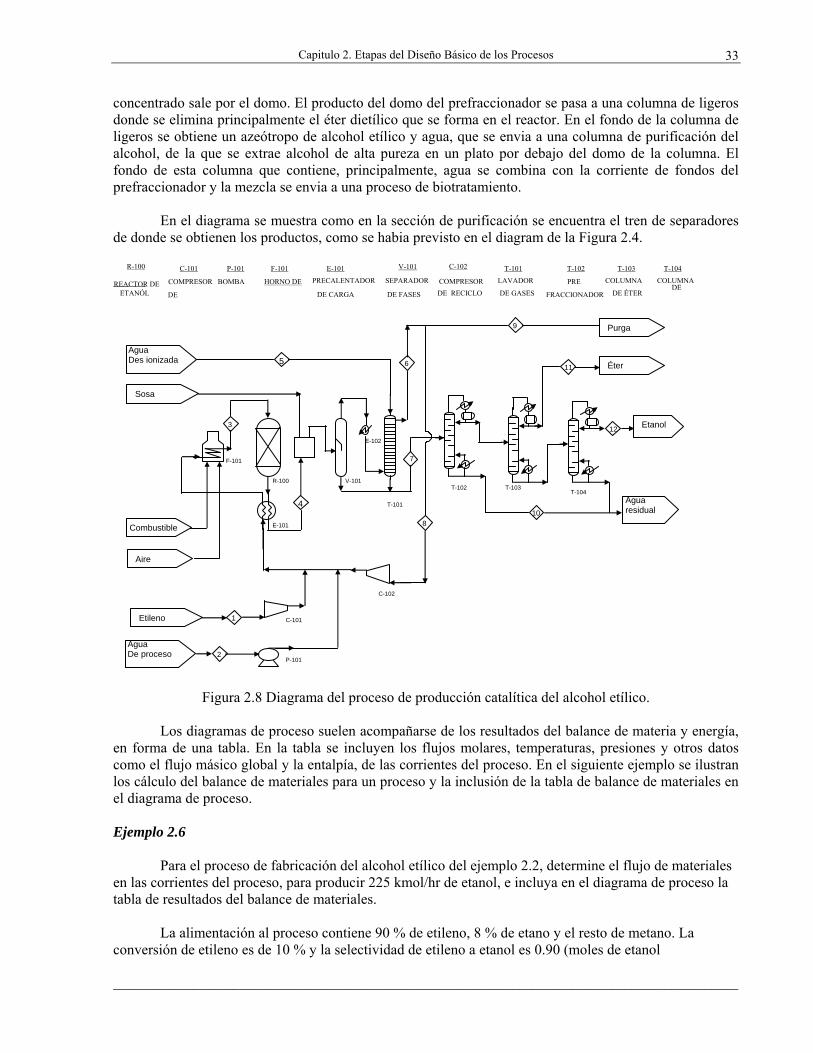
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
33
concentrado sale por el domo. El producto del domo del prefraccionador se pasa a una columna de ligeros donde se elimina principalmente el éter dietílico que se forma en el reactor. En el fondo de la columna de ligeros se obtiene un azeótropo de alcohol etílico y agua, que se envia a una columna de purificación del alcohol, de la que se extrae alcohol de alta pureza en un plato por debajo del domo de la columna. El fondo de esta columna que contiene, principalmente, agua se combina con la corriente de fondos del prefraccionador y la mezcla se envia a una proceso de biotratamiento. En el diagrama se muestra como en la sección de purificación se encuentra el tren de separadores de donde se obtienen los productos, como se habia previsto en el diagram de la Figura 2.4.
Figura 2.8 Diagrama del proceso de producción catalítica del alcohol etílico. Los diagramas de proceso suelen acompañarse de los resultados del balance de materia y energía, en forma de una tabla. En la tabla se incluyen los flujos molares, temperaturas, presiones y otros datos como el flujo másico global y la entalpía, de las corrientes del proceso. En el siguiente ejemplo se ilustran los cálculo del balance de materiales para un proceso y la inclusión de la tabla de balance de materiales en el diagrama de proceso. Ejemplo 2.6 Para el proceso de fabricación del alcohol etílico del ejemplo 2.2, determine el flujo de materiales en las corrientes del proceso, para producir 225 kmol/hr de etanol, e incluya en el diagrama de proceso la tabla de resultados del balance de materiales.
La alimentación al proceso contiene 90 % de etileno, 8 % de etano y el resto de metano. La conversión de etileno es de 10 % y la selectividad de etileno a etanol es 0.90 (moles de etanol
R-100
ETANÓL REACTOR DE
P-101
BOMBA
C-101
COMPRESOR
F-101
HORNO DE
DE
V-101
SEPARADOR
T-101
DE GASES
LAVADOR
DE FASES
T-102
FRACCIONADOR
PRE
T-103
DE ÉTER
COLUMNA
T-104
DE COLUMNA
C-102
COMPRESORDE RECICLO
E-101
PRECALENTADOR
DE CARGA
Éter
Etanol
Purga
Combustible Aire
Etileno
R-100
E-101
C-101
F-101
C-102
V-101
P-101
T-102 T-103
T-101
E-102
T-104 Agua residual
Sosa
1 2
Agua Des ionizada
Agua De proceso
3
4
5
7
6
9
10
11
12
8

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
34
producido/moles de etileno convertido). Antes de entrar al reactor los gases hidrocarburos se mezclan con una corriente de vapor de agua para obtener una composición de 60 % en peso de agua. Para mantener un bajo contenido de metano y etano en el reciclo, el 10% de la corriente del domo del separador de fases se purga y el resto se recicla al reactor. Los líquidos pasan a un tren de separadores en los que se obtienen los productos casi puros.
Primero se define la base de cálculo. Se tiene el dato de: 225 kmol/hr de etanol producidos = OHHCn
52Δ
Este dato es la base de cálculo.
La notación OHHCn
52Δ se usa para denotar un cambio en las moles n de las substancias químicas,
en este caso el etanol, indicado como subíndice. Para hacer referencia a los números de las corrientes del proceso se establece la siguiente terminología:
jcorrientelaenicomponentedelmolarflujoF ji =
La identificación de los componentes del proceso es la siguiente:
Especies Código Etileno 1 Etano 2 Metano 3 Etanol 4 Éter 5 Agua 6
Así, de acuerdo a la numeración de corrientes en el proceso de la figura 2.8, el flujo del etanol producido en el proceso es: hrkmolF /22512
4 = El paso siguiente es identificar como se relacionan las incógnitas con los datos. No hay una sola relación que en una operación asocie la salida con la entrada. Pero a través de los equipos se encuentran varias operaciones que finalmente dan la relación buscada, por ejemplo en las reacciones del proceso se tiene. Selectividad = S = Relación de distribución de reactivos a productos. Conversión = x = Relación de lo que se convierte con lo que entra. Se puede usar esta información como pistas para llegar a la solución. En este problema.
10.0lim
42
42
42
42 =Δ
== oHC
HC
nn
HCdeentadasamolesHCdesconvertidamoles
x
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
35
90.042
52
42
52 =Δ
Δ==
HC
OHHC
nn
HCdesconvertidamolesOHHCdeproducidasmoles
S
El tercer paso es hacer un diagrama de bloques del proceso con la identificación de corrientes y especies, esto ya se efectúo en los ejemplos 2.2 y 2.5, ver figuras 2.4 y 2.8. Este es un problema de diseño en el que se tienen como datos el flujo de productos y especificaciones de operación de equipos pero se desconocen los flujos de lo que entra. En un problema de análisis el flujo de información es al revés, se tienen datos de lo que entra y de la operación de los equipos pero se desconocen los flujos de lo que sale. Con los datos de S y x se procede a calcular el cambio de moles en las reacciones.
Moles convertidas de etileno = hr
kmolnnOHHCkmol
Sn
nHCOHHC
OHHCHC 250
90.0225
4252
52
42
52 =ΔΔ
=Δ
=Δ
Moles alimentadas de etileno al reactor =
[ ][ ] hrkmol
nnnnOHHCkmol
xSn
nHCHCHCOHHC
OHHCHC 2500
10.090.0225
* 0520
42424252
52
42=
ΔΔΔ=
Δ=
Así, hrkmolF /25003
1 = De acuerdo al enunciado del ejemplo 2.2 el etanol se produce en la primera reacción y se consume en la segunda. En la reacción 1 se producen 250 kmol/hr de etanol de acuerdo a las moles convertidas de etileno, pero sólo salen del proceso 225 kmol/hr, por lo que la diferencia debe corresponder a la cantidad de 25 kmol/hr que se consumen en la reacción 2. En una reacción si las moles de uno de los participantes cambian, se pueden determinar los cambios de los otros por la relación estequiométrica. La fórmula define la composición molecular mientras que la estequiometría es el conteo de átomos según los elementos en las especies que intervienen en las reacciones. Según la estequiometría de las reacciones se tiene: Reacción 1: CH2 = CH2 + H2O CH3 CH2 OH Cambio: 250 250 250 Reacción 2: CH3 CH2 OH ½ C2H5 – O- C2H5 + ½ H2O Cambio: 25 12.5 12.5 Entran: 2500 ? 0 0 ? Salen: 2250 ? 225 12.5 ? En el caso del agua en la primera reacción se consumen 250 kmol/hr, mientras que en la segunda se producen 12.5 kmol/hr. Así que el cambio de moles del agua es hrkmoln OH /5.237
2=Δ .
Hasta aquí se ha aplicado el enfoque de sistemas. El enfoque de sistemas nos permite considerar algo como sistema, es decir verlo como una arreglo de cosas relacionadas entre si por su funcionalidad y configuración. De acuerdo a la definición de que sistema es el conjunto de cosas relacionadas entre si que

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
36
contribuyen a un determinado objetivo. Nótese que Sistemático se refiere a la manera de proceder cuando se trata un asunto considerándolo de acuerdo a un orden y abordando sus partes una a una. Mientras que Sistémico se emplea para referirse a algo que esta constituido como sistema. Cuando contemplamos las cosas como conectadas unas con otras, relacionándolas, como en una estructura ordenada, nos permite abordarlas con mayor facilidad, nos permite entenderlas mejor. Por otro lado, si se usa el avance de reacción se obtienen los mismos resultados.
Sea: 1,
1)1(
1i
inreacciónladeavance
νξ
Δ== (2-1)
2,
2)2(
2i
inreacciónladeavance
νξ
Δ== (2-2)
Para referirse a los coeficientes estequiométricos se usa la notación ji,ν el primer subíndice se refiere a las especies químicas y el segundo al número de reacción. De las definiciones de S y x se obtiene:
90.010.01
211
42
=−
===ξξξξ
Syn
x oHC
De aquí que: hrkmolyhrkmol /25/250 21 == ξξ El cambio de moles del agua es:
hrkmolnnn OHOHOH /5.2375.12250)2()1( 221
1222=−=−=Δ+Δ=Δ ξξ
Si se usan las reacciones en paralelo la reacción 2 cambia a: Reacción 3: C2 H4 + ½ H2O ½ C2H5 – O- C2H5 Al considerar las reacciones 1 y 3 los productos no aparecen como reactantes. Con las reacciones en paralelo y considerando las moles producidas de etanol y las convertidas de etileno, según los avances de las reacciones se obtienen: Reacción 1: CH2 = CH2 + H2O CH3 CH2 OH Cambio: 225 225 225 Reacción 3: CH2 = CH2 + ½ H2O ½ C2H5 – O- C2H5 Cambio: 25 12.5 12.5 Entran: 2500 ? 0 0 Salen: 2250 ? 225 12.5 Se obtiene el mismo resultado que con las reacciones en serie. Otra característica importante de los balances de materiales es que con las reacciones en paralelo se pueden considerar una selectividad y una conversión para cada reacción. En este caso.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
37
S1 = Selectividad de la reacción 1 = 9.0
250225
=
S2 = Selectividad de la reacción 2 = 1.0
250225250
=−
De aquí se deduce que S1 + S2 = 1.0, en general para “m” reacciones en paralelo:
∑=
=m
iiS
10.1 (2-3)
Similarmente se obtienen las conversiones de las reacciones en paralelo.
x1 = Conversión de la reacción 1 = 09.02500225
=
x2 = Conversión de la reacción 2 = 01.02500
25=
De aquí que: ∑=
=m
ii xx
1
El siguiente paso es calcular el flujo de moles alrededor del reactor. De acuerdo al balance de moles en el reactor se obtiene: Moles que salen = Moles que entran + Moles que se transforman
iii nnn Δ+= 0 (2-4) Si se usa el avance de reacción en vez de inΔ , se obtiene:
∑=
+=m
jjjiii nn
1,
0 ξν (2-5)
En términos del reactante limitante kn el avance de reacción es:
jk
jkj
n
,
,
νξ
Δ= (2-6)
De acuerdo a la definición de conversión para el reactante limitante se tiene: jk
jkjk
xnn
,
0
, ν=Δ
En este problema, hrmolesnn HCk /25000042==
Entonces: ∑=
+=m
jjk
jk
jiii xnnn
1
0
,
,0
νν
(2-7)

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
38
Los cálculos de salida de moles del reactor se resumen en una tabla llamada Tabla Estequiométrica. Especies kmoles/hr que entran
al reactor kmoles/hr que salen del reactor
CH2 = CH2 2500042=HCn 2250)(2500)(25002500 2142
=−−= xxn HC H2O ?0
2=OHn 5.237)(2500)(2500 0
2)1()2/1(
1)1()1(0
222−=−−= −−
−OHOHOH nxxnn
CH3 CH2 OH 0023
=OHHCHCn 225)(2500)(2500 2)1()0(
1)1()1(0
2323=−−= −− xxnn OHCHCHOHCHCH
C2H5 – O- C2H5 00104
=OHCn 5.12)(2500)(2500 2)1()2/1(
1)1()0(0
104104=−−= −− xxnn OHCOHC
A la salida del reactor se tiene 2,250 kmol/hr de etileno = 4
1F Para determinar la cantidad de moles de agua a la entrada del reactor se requiere determinar el flujo molar de los gases del reciclo. Los cálculos en la estructura de reciclo involucra los equipos del separador de fases, flash y el absorbedor. Puesto que no se tiene información de la operación de estos equipos se supone que operan con una separación ideal. Suponer separaciones perfectas es un artificio del diseño básico de los procesos, que podrá corregirse más adelante con el diseño detallado del proceso. En el caso del flash, en el domo salen los gases incondensables, etileno, etano y metano. En el fondo sale un líquido con el etanol, el éter y agua. En el caso del absorbedor se supone que el flujo del solvente para recuperar los líquidos que arrastre el gas, es de cinco veces mayor que el flujo del gas. El siguiente paso es calcular los flujos molares en la corriente de reciclo, la purga y la carga fresca. Puesto que los gases que salen del reactor se van por el domo del flash, entonces. Moles de 42HC en el reciclo = 2250 * 0.9 = 2025 kmol/hr 8
1F=
Moles de 42HC en la purga = 2250 - 2025 = 225 kmol/hr = 91F
Luego se establece un balance de moles en el mezclador de reciclo, de acuerdo a la siguiente figura.
Entonces. Moles de 42HC en la carga fresca = 2500 -2025 = 475 kmol/hr = 1
1F De acuerdo a la composición del gas a la entrada se obtiene:
3
8 1 Carga fresca Reciclo
Entrada al reactor

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
39
Moles de 62HC en la carga fresca = ( ) hrkmol /222.42475 908 = = 1
2F
Moles de 4CH en la carga fresca = ( ) hrkmol /556.10475 902 = = 1
3F
Nótese que conociendo la cantidad de uno de los componentes en la mezcla se pueden determinar las cantidades de los otros por la composición. Puesto que todo lo que entra al proceso de los gases inertes sale por la purga, entonces.
Moles de 62HC en la purga = hrkmol /222.42 = 92F
Moles de 4CH en la purga = hrkmol /556.10 = 93F
Las moles en el reciclo de estos gases son nueve veces mayor a los flujos en la purga por lo que los flujos en la alimentación al reactor son:
Moles de 62HC en la alimentación al reactor = hrkmol /442.464 = 32F
Moles de 4CH en la alimentación al reactor = hrkmol /116.116 = 33F
Ahora se calcula el peso de agua a la entrada del reactor.
total
OH
WW
entaciónalaenscomponentelostodosdePesoentaciónalaenaguadePesoaguade 260.0
limlim% ===
Puesto que gasesaguatotal
gases WWentoncesWW
4640.0 ==
Entonces: )***(5.1
4462624242
0000HCHCHCHCHCHCagua PMnPMnPMnW ++=
hrkmolWagua /977.796,126)043.16*555.10507.30*22.422054.28*2500(5.10 =++=
Entonces: hrkmolnagua /411.038,7015.18/977.796,1260 == = 3
6F Por lo que el flujo de agua a la salida del reactor es:
hrkmolnagua /911.800,65.237411.038,7 =−= = 46F
Por último se calculan los flujos másicos a la entrada y salida del reactor, para comprobar que se cumple el balance de masa.

Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
40
Especies P. M. Entra,
kmol/hr Sale
kmol/hr Entra kg/hr
Sale kg/hr
Etileno 28.054 2,500 2,250 70,135 63,121.5 Etano 30.07 42.222 42.222 1,269.6155 1,269.6155 Metano 16.043 10.555 10.555 169.3338 169.3338 Agua 18.015 7038.411 6800.911 126,796.974 122,518.412 Etanol 46.069 0 225 0 10,365.525 Eter etilico 74.123 0 12.5 0 926.5375 Total = 198,370.924 198,370.924
El flujo de agua que se usa como solvente en el absorbedor es: 5*(2,250 + 42.222 + 10.555) = 11,513.885 kmol/hr = 5
6F Los flujos de las otras corrientes se muestran en la tabla de balance del diagrama de la figura 2.9.
En la resolución de problemas la formulación mental implica seguir un racionamiento de
pensamiento crítico que nos permita comprender el problema, adentrándonos en las entrañas del problema. El pensamiento crítico no es contradecir, menospreciar o descalificar las situaciones que encaramos. Pensamiento crítico es cuestionar la validez de hechos, la certeza de pruebas objetivas, los antecedentes, etc. Pero el pensamiento crítico es principalmente cuestionarnos a nosotros mismos. Cuestionarnos sobre como interpretamos las situaciones que encaramos, cuestionarnos sobre las consecuencias de lo que pensamos y sobre todo lo que pensamos. Al pensar críticamente tomamos control de nuestros propios pensamientos, orientándolos, no permitiendo distracciones además de evaluar lo que pensamos.
Se dice que un problema que ya se entendió ya esta medio resuelto. Así que abordar un problema con
pensamiento crítico es la mitad de la solución. La otra mitad involucra establecer un plan de ataque, la manipulación de información, la identificación de conexiones significativas entre datos e incógnitas, entre evidencias y consecuencias. Esta segunda parte involucra pensamiento reflexivo. La Habilidad para resolver problemas se desarrolla con la práctica, resolviendo muchos problemas. La estrategia de solución de problemas sigue una secuencia de tácticas de análisis y síntesis. La idea es identificar una secuencia de pasos que, apartir de los datos, lleve a la solución. Empezar cuestinando que cálculos se pueden hacer inmediantamente y cuales son las consecuencias de estos cálculos, ya sea usando los datos como se dan o haciendo una ligera manipulación. Así se tomaran los resultados como nuevos datos y se procede paso a paso, corroborando la validez de los resultados. Si pasos intermedios revelan resultados ilogicos, entonces es necesario revisar los cálculos previos para encontrar la fuente de errores y hacer correcciones. En algunos pasos los cálculos serán tan simples como la sustitución de números en ecuaciones. En el cálculo de balance de materiales el principio básico que conecta los cambios de moles entre reactantes y productos es la estequiometria. Información auxiliar suele proveerse con la conversión de las reacciones y el exceso de reactantes. Siempre es posible trazar un plan de resolución, es decir los pasos a seguir. Aquí el pensamiento crítico y analítico juegan un papel importante, para imaginar una cadena de pasos intermedios y sus consecuencias. La esencia del análisis es el desmenuzamiento del problema en una serie, relativamente simple, de subproblemas o pasos intermedios. Durante la definición de los pasos de resolución del problema, se debe tratar de buscar alternativas, puesto que puede haber secuencias adecuadas y algunas que conducen a resultados erroneos.
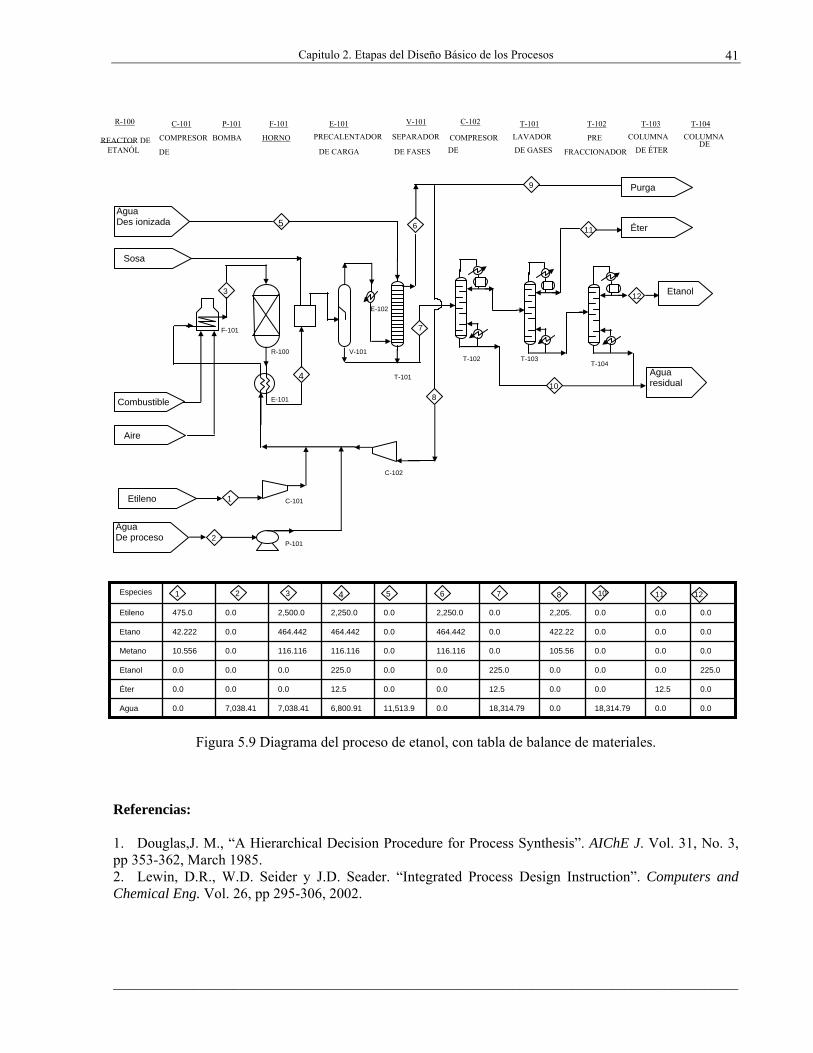
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
41
Figura 5.9 Diagrama del proceso de etanol, con tabla de balance de materiales. Referencias: 1. Douglas,J. M., “A Hierarchical Decision Procedure for Process Synthesis”. AIChE J. Vol. 31, No. 3, pp 353-362, March 1985. 2. Lewin, D.R., W.D. Seider y J.D. Seader. “Integrated Process Design Instruction”. Computers and Chemical Eng. Vol. 26, pp 295-306, 2002.
R-100
ETANÓL REACTOR DE
P-101
BOMBA
C-101
COMPRESOR
F-101
HORNO
DE
V-101
SEPARADOR T-101
DE GASES
LAVADOR
DE FASES
T-102
FRACCIONADOR
PRE
T-103
DE ÉTER
COLUMNAT-104
DE COLUMNA
C-102
COMPRESORDE
E-101PRECALENTADOR
DE CARGA
Éter
Etanol
Purga
Combustible Aire
Etileno
R-100
E-101
C-101
F-101
C-102
V-101
P-101
T-102 T-103
T-101
E-102
T-104 Agua residual
Sosa
1 2
Agua Des ionizada
Agua De proceso
3
4
5
7
6
9
10
11
12
8
2 1 3 4 5 6 7 1110 8 12
0.0 0.0 18,314.79 0.0 18,314.79 0.0 11,513.9 6,800.91 7,038.41 7,038.41 0.0 Agua
0.0 12.5 0.0 0.0 12.5 0.0 0.0 12.5 0.0 0.0 0.0 Éter
225.0 0.0 0.0 0.0 225.0 0.0 0.0 225.0 0.0 0.0 0.0 Etanol
0.0 0.0 0.0 105.56 0.0 116.116 0.0 116.116 116.116 0.0 10.556 Metano
0.0 0.0 0.0 422.22 0.0 464.442 0.0 464.442 464.442 0.0 42.222 Etano
0.0 0.0 0.0 2,205. 0.0 2,250.0 0.0 2,250.0 2,500.0 0.0 475.0 Etileno
Especies
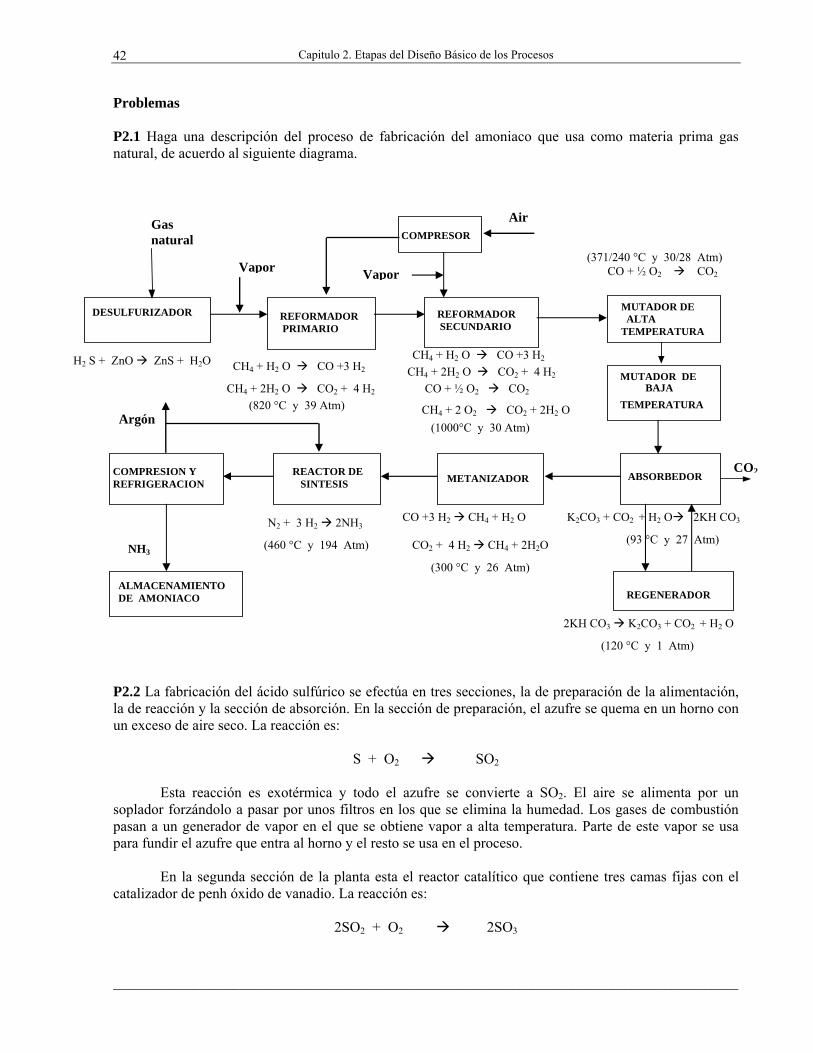
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
42
Problemas P2.1 Haga una descripción del proceso de fabricación del amoniaco que usa como materia prima gas natural, de acuerdo al siguiente diagrama.
P2.2 La fabricación del ácido sulfúrico se efectúa en tres secciones, la de preparación de la alimentación, la de reacción y la sección de absorción. En la sección de preparación, el azufre se quema en un horno con un exceso de aire seco. La reacción es:
S + O2 SO2 Esta reacción es exotérmica y todo el azufre se convierte a SO2. El aire se alimenta por un soplador forzándolo a pasar por unos filtros en los que se elimina la humedad. Los gases de combustión pasan a un generador de vapor en el que se obtiene vapor a alta temperatura. Parte de este vapor se usa para fundir el azufre que entra al horno y el resto se usa en el proceso. En la segunda sección de la planta esta el reactor catalítico que contiene tres camas fijas con el catalizador de penh óxido de vanadio. La reacción es:
2SO2 + O2 2SO3
DESULFURIZADOR
Gas natural
AirCOMPRESOR
(371/240 °C y 30/28 Atm) CO + ½ O2 CO2 Vapor
MUTADOR DE ALTA TEMPERATURA
REFORMADOR PRIMARIO
CH4 + H2 O CO +3 H2
(820 °C y 39 Atm)
MUTADOR DE BAJA
(1000°C y 30 Atm)
TEMPERATURA
COMPRESION Y REFRIGERACION
REACTOR DE SINTESIS
(300 °C y 26 Atm)
REGENERADOR
METANIZADOR
ALMACENAMIENTO DE AMONIACO
ABSORBEDOR
CH4 + 2H2 O CO2 + 4 H2
H2 S + ZnO ZnS + H2O CH4 + H2 O CO +3 H2
CH4 + 2H2 O CO2 + 4 H2
CO + ½ O2 CO2 CH4 + 2 O2 CO2 + 2H2 O
K2CO3 + CO2 + H2 O 2KH CO3
(93 °C y 27 Atm)
2KH CO3 K2CO3 + CO2 + H2 O
(120 °C y 1 Atm)
CO +3 H2 CH4 + H2 O
CO2 + 4 H2 CH4 + 2H2O
N2 + 3 H2 2NH3
(460 °C y 194 Atm)
REFORMADOR SECUNDARIO
CO2
Vapor
Argón
NH3
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
43
La reacción es exotérmica y la conversión de equilibrio diminuye al aumentar la temperatura. Por esta razón se usan tres lechos empacados de catalizador con inter-enfriadores, intercalados, para remover el calor generado. En los cambiadores de calor entra agua a alta presión y se obtiene vapor. La tercera sección contiene dos absorbedores. En el primero el efluente del reactor catalítico entra en contacto con ácido sulfúrico para formar óleum [H2SO4 + SO3 H2SO4(SO3)]. Los gases del domo del primer absorbedor pasan a un segundo absorbedor en el cual también se usa ácido sulfúrico que absorbe SO3. Los gases del segundo absorbedor se mandan a tratamiento antes de echarlos a la atmósfera. El óleum del fondo del segundo absorbedor pasa a un tanque de dilución para mezclarse con agua. Se obtiene ácido sulfúrico concentrado, [H2SO4(SO3) + H2O 2H2SO4]. El ácido sulfúrico del tanque de dilución pasa a un cambiador de calor para eliminar el calor de dilución y se lleva a un tanque de donde salen tres corrientes. La primera se manda a almacenamiento, la segunda y tercera se envían a los absorbedores, primero y segundo respectivamente. Dibuje el diagrama del proceso. P2.3 El estireno grado monómero (SM) se fabrica en una planta con dos secciones de procesamiento. En la primera unidad de proceso, unidad EBO, ocurre la alquilación del benceno con etileno para obtener etilbenceno (EB). Luego el etilbenceno es deshidrogenado en la unidad SM para dar el SM por la reacción:
C6H5-C2H5 ↔ C6H5-C2H3 + H2 Descripción del proceso: En la unidad EBO el benceno se alquila, en fase líquida, a EB sobre un catalizador de zeolita, en un reactor de cama fija. La carga de benceno fresco se combina con una corriente de reciclo de benceno antes de entrar al reactor de alquilación (1)1. El benceno fluye desde la parte superior del reactor a través de una serie de camas fijas de catalizador, mientras que el etileno se distribuye equitativamente a través de las camas del catalizador. La reacción es altamente exotérmica por lo que se remueve el calor generado en la reacción por cambiadores de calor entre las camas del catalizador para generar vapor. En la sección de fraccionamiento de la unidad EBO, el benceno sin reaccionar se recupera en el domo de la columna de benceno (2), el EB se extrae como producto en el domo de la columna de EB (3). Una pequeña cantidad de polietilbenceno (PEB) se recupera del domo de la columna de PEB (4) y se recicla al reactor de alquilación (1), donde es trans alquilado con benceno sobre una segunda cama de catalizador de zeolita para producir una cantidad adicional de EB. El fondo de la columna de PEB se extrae como “Flux Oil” como se describe adelante. El producto EB se pasa a la unidad SM, donde es hidrogenado, en fase vapor, sobre una serie de camas catalíticas con oxido de zinc, hierro y cromo como catalizador. El reactor opera adiabáticamente a 630 °C y una atmósfera. Se agrega vapor de agua al EB antes de que entre al reactor (5), en la proporción molar de vapor a etilbenceno de 1.5 a 1, con el propósito de reducir la presión parcial del estireno e hidrógeno, disminuir la extensión de la reacción inversa, así como para reducir la formación de coque sobre el catalizador. Además el vapor de agua provee el calor necesario para la reacción ya que es altamente endotérmica. El efluente del reactor es enfriado y condensado en una serie de cambiadores de calor, en los que se genera vapor y se recupera calor. El gas incondensable se comprime y se usa como combustible. El agua es fácilmente separada de los hidrocarburos ya que son inmiscibles, en un separador
1 Los números entre paréntesis se refieren a los números de los equipos en el proceso.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
44
Agua/Aceite (6), El agua se envía a una unidad de biotratamiento. Menos del 10% del etilbenceno se consume en otras reacciones de las cuales las más importantes son:
C6H5-C2H5 C6H6 + C2H4
C6H5-C2H5 + H2 C6H5-CH3 + CH4 También se forma algo de CO2 y pueden polimerizarse pequeñas cantidades de estireno. En la sección de fraccionamiento de la unidad SM el EB sin reaccionar, tolueno y benceno se separan del SM, por el domo en el destilador EB/SM (7). El estireno se extrae con una pureza mayor a 99.0% pero separarlo del etilbenceno es difícil ya que sus temperaturas de ebullición son muy cercanas, además, cerca de su temperatura de ebullición el estireno se polimeriza, por ello se agrega en el domo de la columna EB/SM un solvente para inhibir la polimerización del SM. Las temperaturas normales de ebullición de los componentes son:
Componentes Teb, °F Hidrógeno -423 Metano -259 Etileno -155 Benceno 178 Agua 212 Tolueno 231 Etilbenceno 277 Estireno 293
El producto SM se obtiene en el domo de la columna SM (8) y en el fondo una mezcla de hidrocarburos pesados que se denominan como alquitrán. La pureza del SM es mayor al 99.95 % en peso. La corriente del domo del destilador EB/SM se refina en una secuencia de dos columnas. En la primera columna (9) se recupera el EB, por el fondo, que se recicla a la entrada del reactor de deshidrogenación (5). La corriente del domo pasa a la segunda columna (10), para separar el benceno del tolueno, el benceno se recicla a la unidad EBO mientras que el tolueno se extrae como subproducto. Los subproductos pesados que se obtienen como residuos pesados, el “Flux Oil” de la columna EB y el alquitrán de la columna SM, se usan como combustible en el sobre calentador de vapor de la unidad SM. Hacer un diagrama del proceso lo más completo posible. P2.4 El proceso de fabricación del fenol a partir del cumeno consiste de tres secciones. En la primera ocurre la oxidación del cumeno para formar hidroperóxido de cumeno. La segunda contiene el reactor de ruptura en donde el hidroperóxido se descompone en fenol y acetona. La última sección contiene un tren de separadores para recuperar el hidroperóxido y refinar el fenol. La reacción en el primer reactor es:
CH3 | CH | CH3
+ O2
CH3 | C-O-OH | CH3
Cumeno Hidro peróxido de cumeno
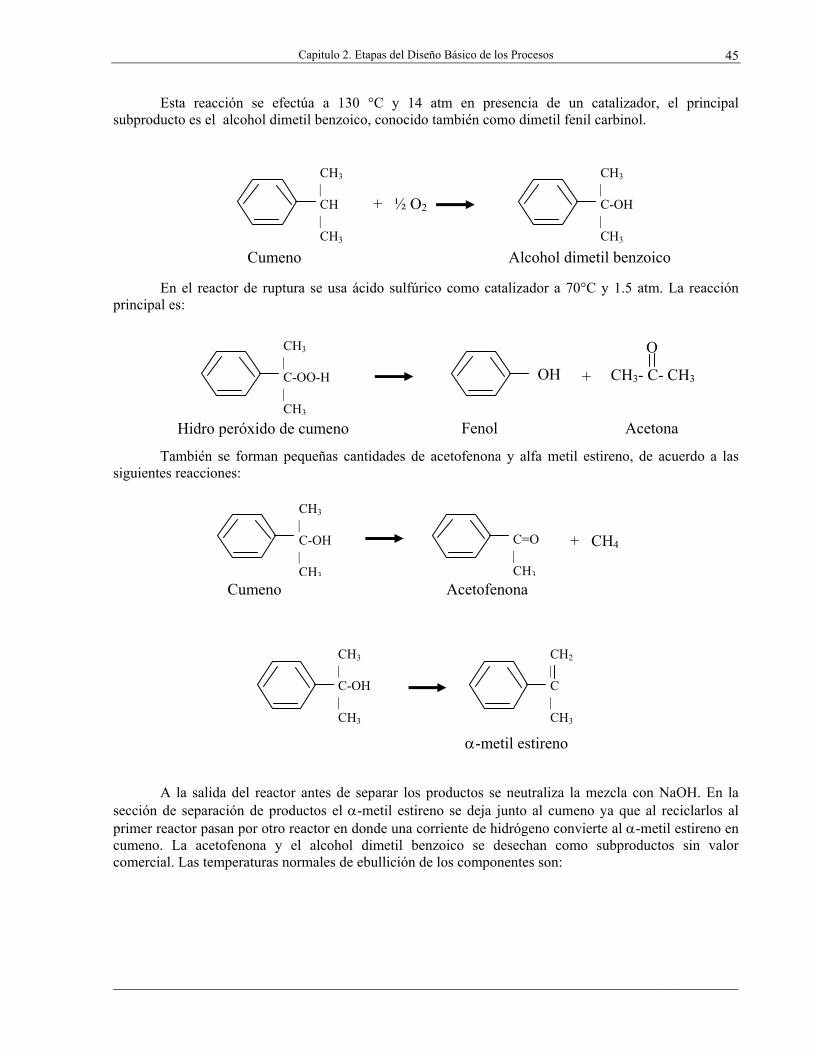
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
45
Esta reacción se efectúa a 130 °C y 14 atm en presencia de un catalizador, el principal subproducto es el alcohol dimetil benzoico, conocido también como dimetil fenil carbinol. En el reactor de ruptura se usa ácido sulfúrico como catalizador a 70°C y 1.5 atm. La reacción principal es: También se forman pequeñas cantidades de acetofenona y alfa metil estireno, de acuerdo a las siguientes reacciones: A la salida del reactor antes de separar los productos se neutraliza la mezcla con NaOH. En la sección de separación de productos el α-metil estireno se deja junto al cumeno ya que al reciclarlos al primer reactor pasan por otro reactor en donde una corriente de hidrógeno convierte al α-metil estireno en cumeno. La acetofenona y el alcohol dimetil benzoico se desechan como subproductos sin valor comercial. Las temperaturas normales de ebullición de los componentes son:
O
OH
CH3 | C-OO-H | CH3
CH3- C- CH3 +
Hidro peróxido de cumeno Fenol Acetona
CH3 | C-OH | CH3
Cumeno
+ CH4
C=O | CH3
Acetofenona
CH3 | C-OH | CH3
CH2 | C | CH3
α-metil estireno
CH3 | CH | CH3
Cumeno
+ ½ O2
CH3 | C-OH | CH3
Alcohol dimetil benzoico
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
46
Componente Teb, K Acetona 329 Cumeno 426 α-metil estireno 438 Hidroperóxido de cumeno 443 Fenol 455 Acetofenona 475 alcohol dimetil benzoico 608
Indique con diagramas de bloques el desarrollo del proceso según la jerarquía de los cinco niveles
de diseño, hasta obtener un diagrama del proceso lo más completo posible, con la numeración de corrientes así como la identificación de los equipos. P2.5 De acuerdo a la descripción del proceso de fabricación del ácido sulfúrico del problema 2, calcule el balance de materiales para producir 100Kg/hr de ácido sulfúrico concentrado al 98%. Por cada mol de óleum producido se obtiene 10 de ácido sulfúrico. Suponga que todo el azufre se convierte a SO2, que se usa un exceso de aire para la oxidación de 50% y la conversión de SO2 a SO3 es de 96%. P2.6 Calcule el flujo en las corrientes de salida en kg/hr en la unidad SM del proceso de fabricación del estireno, ver problema P2.3. La conversión del etilbenceno, por paso, en la unidad SM es de 30%. Considere que el 10 % del etilbenceno se consume por igual en las reacciones de formación del benceno y tolueno. La columna de extracción usa dietilen glicol como solvente. Para una producción de 84,210 ton/año de estireno, con un factor de servicio de 0.95 anual, determine también, el potencial económico en $/año y la cantidad de etilbenceno que se recicla al reactor. Datos:
Especies Precio, $/ton PM Hidrógeno * 2 Etileno * 28 Metano * 16 Benceno 300 78 Tolueno 320 92 Etilbenceno 280 106 Estireno 560 104 DEG * 106 (*) Valor energético como combustible, este costo y el del DEG se desprecian
P2.7 En la fabricación del óxido de etileno el oxígeno puro comprimido, etileno y gases de reciclo se mezclan para alimentarse a un reactor tubular catalítico que opera a 300 °C y 1.2 atm. Las principales reacciones son:
C2H4 + ½ O2 C2H4O C2H4 + 3 O2 2CO2 +2 H2O
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
47
Los gases a la salida del reactor se enfrían intercambiando calor con la alimentación al reactor. Después pasan por dos absorbedores, en el primero el óxido de etileno se absorbe en agua, los gases no absorbidos pasan al segundo absorbedor en el cual se remueve el CO2 en un solvente. Los gases de este segundo absorbedor se reciclan al reactor. La solución acuosa que sale del absorbedor de óxido de etileno ingresa a una columna de destilación en donde se obtiene óxido de etileno de alta pureza por el domo y el agua del fondo se manda a una sección de biotratamiento de efluentes.
Se requiere producir 50 ton/año de óxido de etileno operando 8,000 hr/año. La conversión del etileno es de 30% y la selectividad de etileno a óxido de etileno es 0.7, La relación de alimentación a la entrada del reactor es 2:1 de etileno: Oxígeno.
Datos: Propiedad C2H4 O2 H2O CO2 C2H4O PM 28 32 18 44 44 Precio, $/kg 5.65 - - - 97.64 Teb, °C -103.7 -183.17 100 -78.4 10.7
Determinar.
a) El diagrama de flujo del proceso. b) Los flujos en todas las corrientes del proceso en kmol/hr. c) El potencial económico del proceso.
P2.8 En el proceso de fabricación del metanol se usa una carga fresca con 33 % en moles de CO, 66 % en moles de H2 y el resto de inertes. Esta corriente se mezcla con otra de reciclo para entrar al reactor en donde se efectúa la reacción CO + 2H2 CH3OH. El efluente del reactor pasa a un separador de fases en donde todo el metanol es removido como líquido. Los gases que no son condensables se reciclan al reactor. Para mantener un contenido de inertes de 10 % en el reciclo, el 5 % de la corriente gaseosa del separador debe purgarse y el resto se recicla al reactor.
Una quinta parte de la producción del metanol se desvía a una planta para producir formaldehído y el resto se extrae para su venta. En el reactor, de esta segunda planta, ocurren las siguientes reacciones:
CH3OH + ½ O2 HCHO + H2O
CH3OH HCHO + H2
Se usa oxígeno puro que se consume totalmente. A la salida del reactor se eliminan, en un condensador, el agua y el formaldehído que se envían a una sección de refinación del formaldehído. Los gases metanol e hidrógeno pasan por una membrana en la cual todo el hidrógeno permea por la membrana y se extrae del proceso. El metanol se recicla al reactor. La alimentación al reactor es tal que por cada mol de CH3OH que se recicla se tienen 4 moles de metanol. En la segunda reacción se descomponen 3 moles de CH3OH por cada mol de metanol que reacciona con el O2 en la primera reacción. a) Hacer un diagrama de flujo con los dos procesos. b) Calcular el flujo de los materiales en las corrientes de entrada y salida. c) Calcular la fracción de conversión del CO por paso en el reactor y d) Calcular la fracción de conversión del CO global.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
48
P2.9 La producción del propilen glicol (PG) se obtiene por hidratación del óxido de propileno (OP) en presencia de ácido sulfúrico como catalizador, a 3 atm y 110°C. También se forma el dipropilen glicol (DPG) OP + Agua PG OP + PG DPG Para una producción de 1,520 kg/min de PG. Conversión xOP =0.5, selectividad de OP a PG de 0.8. Exceso de agua de 20 % sobre el valor estequiométrico. a) Calcule el flujo de materiales alrededor del reactor en kg/min. b) El efluente del reactor pasa a un separador de fases. En la fase líquida van los glicoles. El 90% de la
fase vapor, OP y agua, se recicla al reactor y el resto se purga. Calcule el flujo de materiales a la entrada del proceso, en el reciclo, la purga y en la corriente de los glicoles, en kg/min.
P2.10 El proceso del fenol del problema P2.4, considere los siguientes datos para las reacciones. Reactor 1: C6H5CH(CH3)2 + O2 C6H5C(CH3)OOH 65% conversión Cumeno hidroperóxido de cumeno Reactor 2: C6H5C(CH3)OOH C6H5OH + (CH3)2CO 95% conversión hidroperóxido de cumeno Fenol Acetona El oxígeno se alimenta en un 50% de exceso, que se toma del aire. Al segundo reactor debe evitarse que entre cumeno. Para una planta con capacidad de 28,200 kg/hr de fenol, con tiempo de operación de 8,000 hr/año. a) ¿En que forma debe operar la planta, continuamente o intermitentemente? Justifique su respuesta. b) Calcule los flujos (kg/hr) de los materiales en la entrada y salida del proceso, no tome en cuenta a la
sosa, el hidrógeno ni los subproductos en los cálculos. c) Determine la utilidad bruta del proceso en $/kg de fenol producido por hora.
Especies Precio ($/Kg) Teb, K PM Cumeno 8.75 425.56 120 Oxígeno despreciable 90.19 32 Hidroperóxido de cumeno 7.90 442.7 152 Fenol 11.55 455 94 Acetona 2.05 329.44 58
P2.11 Diseño básico del proceso para producir 8,000 ton/año de ácido fluorhídrico (HF) a partir de fluoríta (CaF2), que usa un horno como reactor.
Reacción principal: CaF2 (s) + H2SO4 (l) 2 HF (g) + CaSO4 (s)
T = 600 K, P = 1 atm, ΔHr = 87 MJ/kmol CaF2. Conversión de fluoríta = 90 % Nota: El ácido sulfúrico entra al reactor como líquido pero sale como gas junto con el HF.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
49
Datos de las materias primas: CaF2 (fluoríta), PM = 78, precio $200/ton. ($ = dólares) CaCO3 (Caliza, impureza en la fluoríta, menos de 5 % en peso de CaF2), PM=100, H2SO4 (ácido sulfúrico), PM=98, precio $80/ton (al 98 % de concentración), Teb = 350°C. Datos de los productos: HF (ácido fluorhídrico), PM=20, precio $ 1,300/ton, Teb=20°C,
CaSO4 (yeso), PM=136, se puede vender hasta 5,000 ton/año, a 30 $/ton. El exceso debe enviarse a tiraderos a un costo de $5/ton.
Ca(OH)2 (cal), para neutralizar efluentes, $80/ton. Reacciones secundarias: CaCO3 (s) + H2SO4 (l) CO2 (g) + H2O (g) + CaSO4 (s) ; Conversión de CaCO3 menor de 5%. Sin tomar en cuenta la segunda reacción. a) Determine el flujo de materiales en la estructura de entrada y salida del proceso, en ton/año. b) Calcule la utilidad bruta, por tonelada producida de HF anualmente. c) Calcule el balance de materiales en la estructura de reciclo. Considere que se usa 20 % de exceso de
ácido sulfúrico. El ácido sulfúrico no reaccionado se separa totalmente del HF y se recicla a la entrada del reactor. La fluoríta no convertida no se separa de los otros sólidos ni se recicla. Tome como base 8,000 hr/año de operación en la planta.
d) Dibuje un diagrama del proceso que incluya los separadores a la salida del reactor. Considere que algo de CO2 se produce y que para separarlo del HF se lavan los gases en uno o varios absorbedores. El absorbente, para el HF, puede ser H2O o H2SO4. Indique en su diagrama en que orden deben ir los absorbedores y cual es el destino de las corrientes de salida. Diga cual es el absorbente más adecuado para el proceso.
P2.12 En un reactor tubular se efectúa la nitración del tolueno para dar nitrotoluenos de acuerdo a las reacciones:
a) C7H8 + HNO3 C7H7NO2 (mononitrotolueno) + H2O b) C7H7NO2 + HNO3 C7H6(NO2)2 (dinitrotolueno) + H2O c) C7H6(NO2)2 + HNO3 C7H5(NO2)2 (trinitrotolueno) + H2O
La alimentación consta de 1000 kg/hr de tolueno y 1500 kg/hr de HNO3, para una conversión del 80 % del tolueno y selectividades de los nitratos con respecto al tolueno consumido de 75%, 20% y 5% para el mono, di y trinitrotolueno, respectivamente. Calcule el flujo de cada especie química a la salida del reactor. Compruebe que se cumple el balance de materiales. P2.13 La obtención del butadieno (C4H6) en forma industrial, se realiza por medio de la deshidrogenación del n-butano (C4H10), obteniéndose en un primer reactor buteno (C4H8) más hidrógeno, la reacción alcanza una conversión del 95%. El efluente obtenido del primer reactor, se mezcla con el buteno recirculado proveniente del sistema de separación y se alimenta directamente a un segundo reactor, cuyo propósito es deshidrogenar el buteno para obtener finalmente el producto principal junto con otra cantidad adicional de hidrogeno (H2). La reacción ocurre con una conversión del 55%. El efluente de este segundo reactor, se envía al sistema de separación. Por el domo del primer separador se obtiene una mezcla de n-butano e hidrógeno, misma que deberá separarse para recircular el n-butano al primer reactor y purgar el
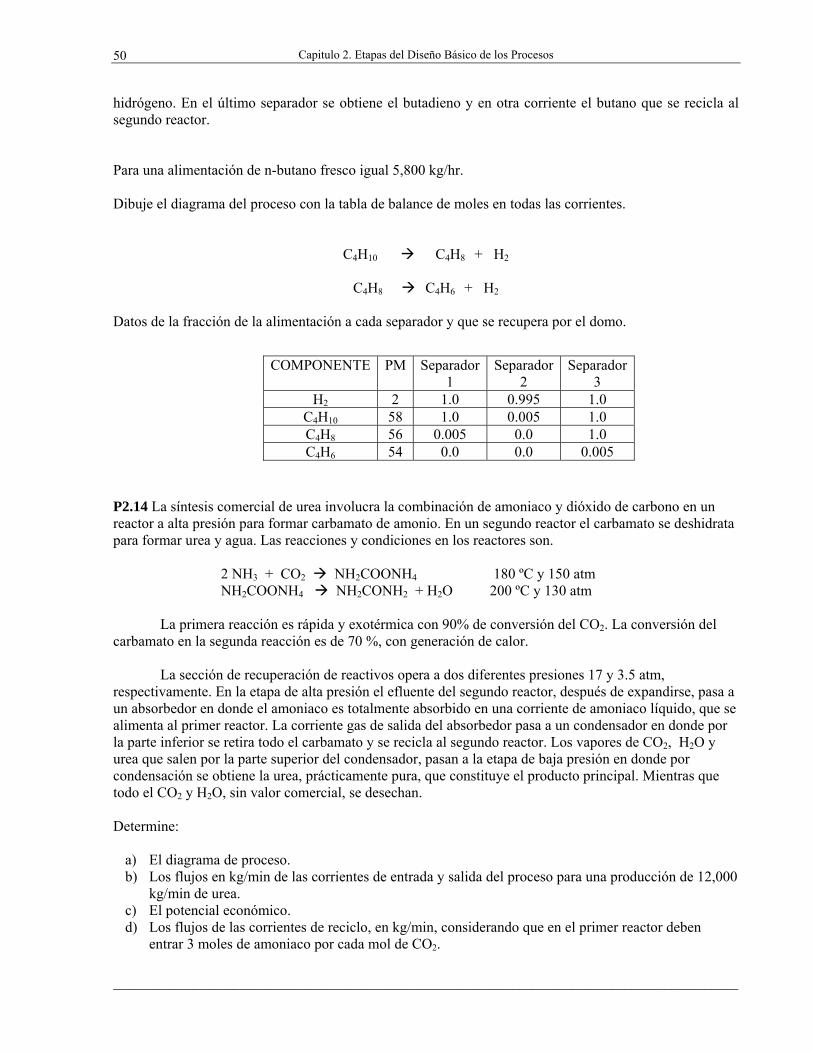
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
50
hidrógeno. En el último separador se obtiene el butadieno y en otra corriente el butano que se recicla al segundo reactor. Para una alimentación de n-butano fresco igual 5,800 kg/hr. Dibuje el diagrama del proceso con la tabla de balance de moles en todas las corrientes.
C4H10 C4H8 + H2
C4H8 C4H6 + H2
Datos de la fracción de la alimentación a cada separador y que se recupera por el domo. P2.14 La síntesis comercial de urea involucra la combinación de amoniaco y dióxido de carbono en un reactor a alta presión para formar carbamato de amonio. En un segundo reactor el carbamato se deshidrata para formar urea y agua. Las reacciones y condiciones en los reactores son.
2 NH3 + CO2 NH2COONH4 180 ºC y 150 atm NH2COONH4 NH2CONH2 + H2O 200 ºC y 130 atm
La primera reacción es rápida y exotérmica con 90% de conversión del CO2. La conversión del
carbamato en la segunda reacción es de 70 %, con generación de calor.
La sección de recuperación de reactivos opera a dos diferentes presiones 17 y 3.5 atm, respectivamente. En la etapa de alta presión el efluente del segundo reactor, después de expandirse, pasa a un absorbedor en donde el amoniaco es totalmente absorbido en una corriente de amoniaco líquido, que se alimenta al primer reactor. La corriente gas de salida del absorbedor pasa a un condensador en donde por la parte inferior se retira todo el carbamato y se recicla al segundo reactor. Los vapores de CO2, H2O y urea que salen por la parte superior del condensador, pasan a la etapa de baja presión en donde por condensación se obtiene la urea, prácticamente pura, que constituye el producto principal. Mientras que todo el CO2 y H2O, sin valor comercial, se desechan. Determine:
a) El diagrama de proceso. b) Los flujos en kg/min de las corrientes de entrada y salida del proceso para una producción de 12,000
kg/min de urea. c) El potencial económico. d) Los flujos de las corrientes de reciclo, en kg/min, considerando que en el primer reactor deben
entrar 3 moles de amoniaco por cada mol de CO2.
COMPONENTE PM Separador 1
Separador 2
Separador 3
H2 2 1.0 0.995 1.0 C4H10 58 1.0 0.005 1.0 C4H8 56 0.005 0.0 1.0 C4H6 54 0.0 0.0 0.005
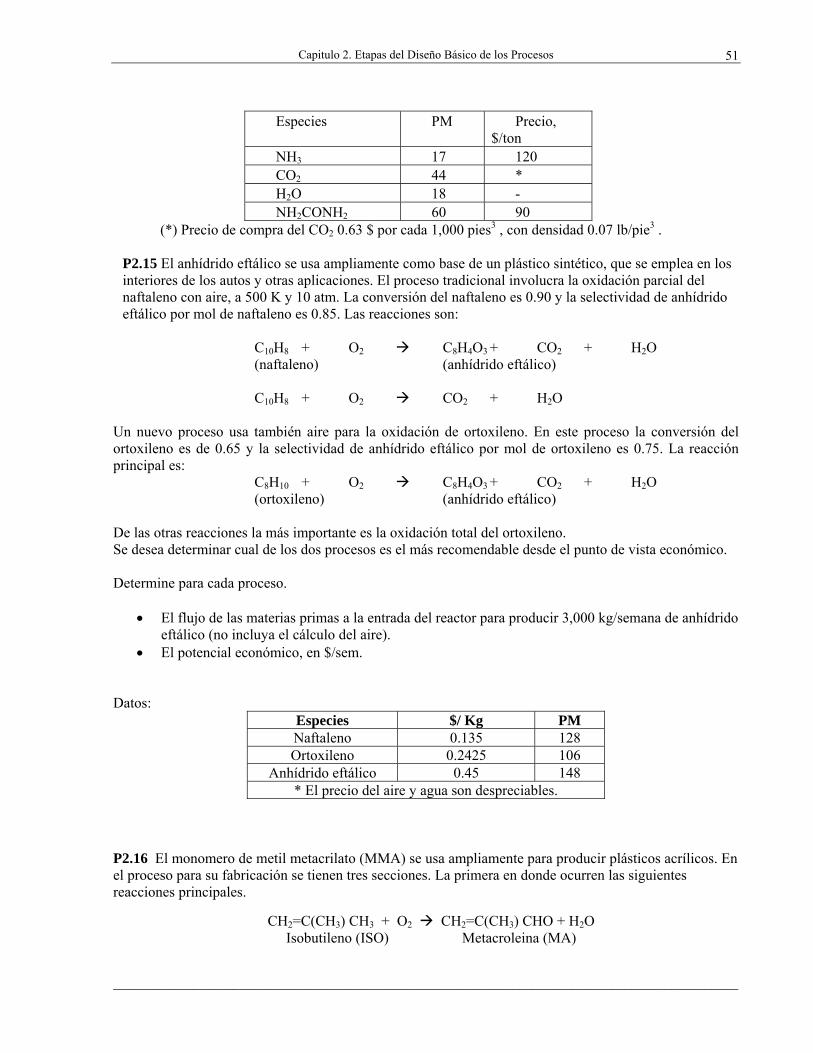
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
51
Especies PM Precio,
$/ton NH3 17 120 CO2 44 * H2O 18 - NH2CONH2 60 90
(*) Precio de compra del CO2 0.63 $ por cada 1,000 pies3 , con densidad 0.07 lb/pie3 .
P2.15 El anhídrido eftálico se usa ampliamente como base de un plástico sintético, que se emplea en los interiores de los autos y otras aplicaciones. El proceso tradicional involucra la oxidación parcial del naftaleno con aire, a 500 K y 10 atm. La conversión del naftaleno es 0.90 y la selectividad de anhídrido eftálico por mol de naftaleno es 0.85. Las reacciones son:
C10H8 + O2 C8H4O3 + CO2 + H2O
(naftaleno) (anhídrido eftálico)
C10H8 + O2 CO2 + H2O
Un nuevo proceso usa también aire para la oxidación de ortoxileno. En este proceso la conversión del ortoxileno es de 0.65 y la selectividad de anhídrido eftálico por mol de ortoxileno es 0.75. La reacción principal es:
C8H10 + O2 C8H4O3 + CO2 + H2O (ortoxileno) (anhídrido eftálico) De las otras reacciones la más importante es la oxidación total del ortoxileno. Se desea determinar cual de los dos procesos es el más recomendable desde el punto de vista económico. Determine para cada proceso.
• El flujo de las materias primas a la entrada del reactor para producir 3,000 kg/semana de anhídrido eftálico (no incluya el cálculo del aire).
• El potencial económico, en $/sem. Datos:
Especies $/ Kg PM Naftaleno 0.135 128 Ortoxileno 0.2425 106
Anhídrido eftálico 0.45 148 * El precio del aire y agua son despreciables.
P2.16 El monomero de metil metacrilato (MMA) se usa ampliamente para producir plásticos acrílicos. En el proceso para su fabricación se tienen tres secciones. La primera en donde ocurren las siguientes reacciones principales.
CH2=C(CH3) CH3 + O2 CH2=C(CH3) CHO + H2O Isobutileno (ISO) Metacroleina (MA)
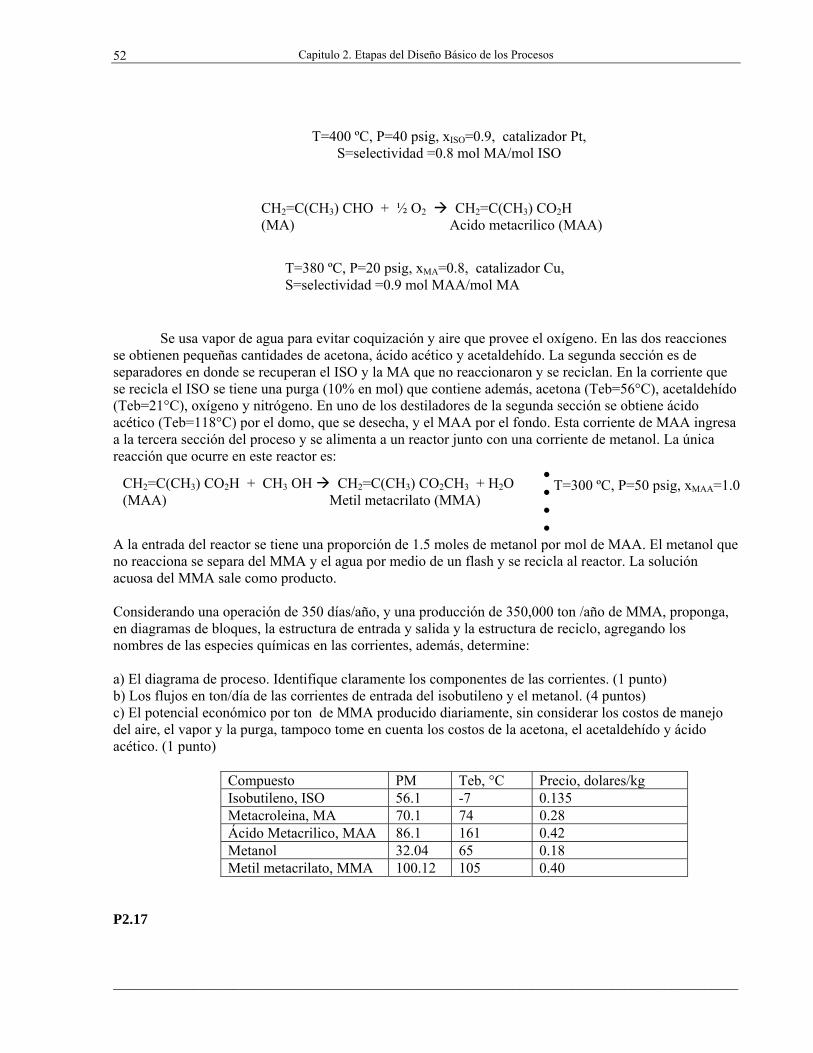
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
52
Se usa vapor de agua para evitar coquización y aire que provee el oxígeno. En las dos reacciones se obtienen pequeñas cantidades de acetona, ácido acético y acetaldehído. La segunda sección es de separadores en donde se recuperan el ISO y la MA que no reaccionaron y se reciclan. En la corriente que se recicla el ISO se tiene una purga (10% en mol) que contiene además, acetona (Teb=56°C), acetaldehído (Teb=21°C), oxígeno y nitrógeno. En uno de los destiladores de la segunda sección se obtiene ácido acético (Teb=118°C) por el domo, que se desecha, y el MAA por el fondo. Esta corriente de MAA ingresa a la tercera sección del proceso y se alimenta a un reactor junto con una corriente de metanol. La única reacción que ocurre en este reactor es:
• • • •
A la entrada del reactor se tiene una proporción de 1.5 moles de metanol por mol de MAA. El metanol que no reacciona se separa del MMA y el agua por medio de un flash y se recicla al reactor. La solución acuosa del MMA sale como producto. Considerando una operación de 350 días/año, y una producción de 350,000 ton /año de MMA, proponga, en diagramas de bloques, la estructura de entrada y salida y la estructura de reciclo, agregando los nombres de las especies químicas en las corrientes, además, determine: a) El diagrama de proceso. Identifique claramente los componentes de las corrientes. (1 punto) b) Los flujos en ton/día de las corrientes de entrada del isobutileno y el metanol. (4 puntos) c) El potencial económico por ton de MMA producido diariamente, sin considerar los costos de manejo del aire, el vapor y la purga, tampoco tome en cuenta los costos de la acetona, el acetaldehído y ácido acético. (1 punto)
Compuesto PM Teb, °C Precio, dolares/kg Isobutileno, ISO 56.1 -7 0.135 Metacroleina, MA 70.1 74 0.28 Ácido Metacrilico, MAA 86.1 161 0.42 Metanol 32.04 65 0.18 Metil metacrilato, MMA 100.12 105 0.40
P2.17
T=400 ºC, P=40 psig, xISO=0.9, catalizador Pt, S=selectividad =0.8 mol MA/mol ISO
CH2=C(CH3) CHO + ½ O2 CH2=C(CH3) CO2H (MA) Acido metacrilico (MAA)
T=380 ºC, P=20 psig, xMA=0.8, catalizador Cu, S=selectividad =0.9 mol MAA/mol MA
CH2=C(CH3) CO2H + CH3 OH CH2=C(CH3) CO2CH3 + H2O (MAA) Metil metacrilato (MMA)
T=300 ºC, P=50 psig, xMAA=1.0
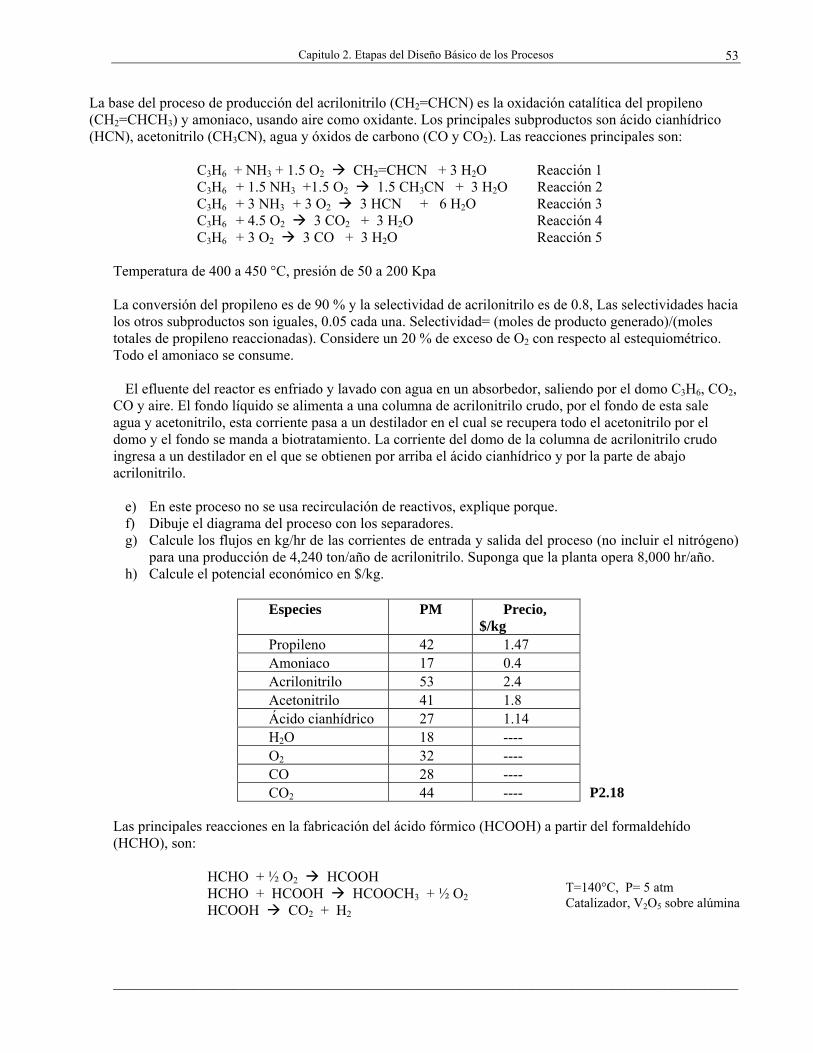
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
53
La base del proceso de producción del acrilonitrilo (CH2=CHCN) es la oxidación catalítica del propileno (CH2=CHCH3) y amoniaco, usando aire como oxidante. Los principales subproductos son ácido cianhídrico (HCN), acetonitrilo (CH3CN), agua y óxidos de carbono (CO y CO2). Las reacciones principales son:
C3H6 + NH3 + 1.5 O2 CH2=CHCN + 3 H2O Reacción 1 C3H6 + 1.5 NH3 +1.5 O2 1.5 CH3CN + 3 H2O Reacción 2 C3H6 + 3 NH3 + 3 O2 3 HCN + 6 H2O Reacción 3 C3H6 + 4.5 O2 3 CO2 + 3 H2O Reacción 4 C3H6 + 3 O2 3 CO + 3 H2O Reacción 5
Temperatura de 400 a 450 °C, presión de 50 a 200 Kpa La conversión del propileno es de 90 % y la selectividad de acrilonitrilo es de 0.8, Las selectividades hacia los otros subproductos son iguales, 0.05 cada una. Selectividad= (moles de producto generado)/(moles totales de propileno reaccionadas). Considere un 20 % de exceso de O2 con respecto al estequiométrico. Todo el amoniaco se consume.
El efluente del reactor es enfriado y lavado con agua en un absorbedor, saliendo por el domo C3H6, CO2, CO y aire. El fondo líquido se alimenta a una columna de acrilonitrilo crudo, por el fondo de esta sale agua y acetonitrilo, esta corriente pasa a un destilador en el cual se recupera todo el acetonitrilo por el domo y el fondo se manda a biotratamiento. La corriente del domo de la columna de acrilonitrilo crudo ingresa a un destilador en el que se obtienen por arriba el ácido cianhídrico y por la parte de abajo acrilonitrilo.
e) En este proceso no se usa recirculación de reactivos, explique porque. f) Dibuje el diagrama del proceso con los separadores. g) Calcule los flujos en kg/hr de las corrientes de entrada y salida del proceso (no incluir el nitrógeno)
para una producción de 4,240 ton/año de acrilonitrilo. Suponga que la planta opera 8,000 hr/año. h) Calcule el potencial económico en $/kg.
P2.18
Las principales reacciones en la fabricación del ácido fórmico (HCOOH) a partir del formaldehído (HCHO), son:
HCHO + ½ O2 HCOOH HCHO + HCOOH HCOOCH3 + ½ O2 HCOOH CO2 + H2
Especies PM Precio, $/kg
Propileno 42 1.47 Amoniaco 17 0.4 Acrilonitrilo 53 2.4 Acetonitrilo 41 1.8 Ácido cianhídrico 27 1.14 H2O 18 ---- O2 32 ---- CO 28 ---- CO2 44 ----
T=140°C, P= 5 atm Catalizador, V2O5 sobre alúmina
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
54
La conversión del formaldehído es de 83.33 %, por cada 10 moles convertidas de formaldehído se obtienen 8 de ácido fórmico y 1.5 moles de metil formiato (HCOOCH3). El oxígeno se toma del aire con 20% de oxígeno. Considere un 20 % de exceso de O2 con respecto al estequiométrico para determinar.
a) El efluente del reactor se enfría para separar los gases no condensables (O2, N2, CO2 y H2) que se purgan del proceso. Todo el formaldehído (PM=30, Teb=254 K) se separa del ácido fórmico (PM=46, Teb=374 K) y del metil formiato (PM=60, Teb=305 K) en unos separadores para reciclarse al reactor. Hacer el diagrama del proceso con los separadores, indique en las corrientes de entrada y salida las especies que contienen.
b) Calcule la cantidad en kmols/hr del formaldehído en la corriente de alimentación fresca al proceso, para una producción de 7,360 Ton/año de ácido fórmico si la planta debe operar 8,000 hr/año.
c) Calcule los flujos en kg/hr de las especies químicas en las corrientes de entrada y salida del proceso. Compruebe el balance de materiales.
P2.19 En el proceso de fabricación del metanol se usa una corriente de gas natural reformado, que tiene la siguiente composición en por ciento en mol, 21% de CO, 7% de CO2, 69% de H2 y 3% de CH4. Esta corriente se mezcla con otra de reciclo para entrar al reactor en donde se efectúan las siguientes reacciones. Reacción 1: CO + 2H2 CH3OH (conversión del CO, 0.30), Reacción 2: CO2 + 3H2 CH3OH + H2O (conversión del CO2, 0.20) El efluente del reactor pasa por un separador en el cual por el fondo se obtiene como líquidos, todo el metanol y el agua, por el domo se recuperan el total del flujo de los gases incondensables (CO, CO2, H2, y CH4), estos gases se reciclan al reactor. Para mantener un bajo contenido de metano en el reciclo, el 10% de la corriente del domo del primer separador se purga y el resto se recicla al reactor. Para producir 320 kg/min de metanol, determine:
a) El diagrama de flujo del proceso, identifique el propósito de cada unidad de proceso. b) El flujo de materiales en las corrientes de entrada y salida del proceso, en kg/min. Verifique que el
peso de las sustancias en la entrada es igual a la suma de pesos de las sustancias en las salidas. P2.20 El carbonato de metilo (CDM) se obtiene a partir de metanol, monóxido de carbono y oxígeno. El proceso consta de cuatro secciones. La primera en donde ocurren las principales reacciones (T=180 °C, P=22 atm). Reacción 1: 2CH3OH + CO + ½ O2 CH3-OCOO-CH3 + H2O CDM Reacción 2: 2CH3OH + CO CH3-O-CH2 –O-CH3 + ½ O2 Formal Reacción 3: CO + ½ O2 CO2 La segunda sección es de separación preliminar. Se obtienen tres corrientes, una con gases ligeros, O2, N2, CO, CO2. Otra corriente con el azeótropo de metanol y formal, que pasa a la tercera sección y otra con el CDM y agua, que se envía a la cuarta sección. La tercera sección es de refinación del formal que se separa del metanol, el formal se extrae como producto casi puro y el metanol se recicla al reactor. En la
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
55
cuarta sección se purifica el CDM que se separa del agua, el CDM se extrae como producto y el agua se manda a tratamiento de residuos.
Por cada mol consumida de CO se obtienen 0.76, 0.19 y 0.05 moles de CDM, formal y CO2 respectivamente. Se usa oxígeno que se diluye con N2 para mantener una proporción no explosiva en el reactor de 50% de O2 y 50 % de N2. La conversión del metanol es 0.8 y la conversión del CO es 0.40. A la entrada del reactor por cada mol que entra de oxígeno entran 5 de metanol. Para una producción anual de 51,840 toneladas de CDM, operando 8,000 hr/año, determine. a) El diagrama de bloques del proceso. Identifique claramente las especies químicas de las corrientes. b) Los flujos en kmol/hr de los componentes en la estructura de entrada y salida del proceso. c) Compruebe el balance de materiales en ton/año de los componentes del inciso b. d) El potencial económico para producir 6.48 ton/hr de CDM, No considere el valor de la corriente de gases ligeros.
Especies CDM Formal Agua CO2 O2 N2 CO CH3OH P.M. 90 76 18 44 32 28 28 32 Costo, $/kg 0.42 0.28 - - 0.2 0.1 0.1 0.18
P2.21 Construya el diagrama de bloques del proceso de fabricación del amoniaco de acuerdo a la siguiente descripción. La síntesis del amoniaco se obtiene por la reacción de hidrógeno con nitrógeno. El N2 se obtiene del aire y el H2 se obtiene por reformación catalítica, ya sea, del gas natural o de nafta. En el diagrama del problema el NH3 se obtiene por el método de reformación catalítica del gas natural, que consiste de seis etapas principales: 1) desulfuración el gas natural, 2) reformación catalítica con vapor, 3) mutador del monóxido de carbono, 4) remoción del dióxido de carbono, 5) metanación y 6) síntesis del amoniaco.
En la desulfuración del gas natural se remueve casi todo el azufre (en forma de H2S), para prevenir el envenenamiento del catalizador de níquel en el reactor de reformación. El gas natural desulfurizado se mezcla con una corriente de vapor antes de entrar al reformador catalítico. Aproximadamente 70 % del metano del gas natural se convierte a H2 y CO. En el reformador secundario se obtiene casi la conversión total del CH4, obteniéndose también CO2 y H2O. En ambos reactores se alimenta aire para producir el gas de síntesis. En ambos reactores se aprovecha el calor de las reacciones para generar vapor. Después de enfriar el efluente del reformador secundario, el gas entra al mutador de alta temperatura y de ahí después de que se vuelve a enfriar el gas, pasa al mutador de baja temperatura. En ambos reactores el CO se convierte a CO2. El gas a la salida del mutador de baja temperatura es descarbonatado en un sistema de absorción. El absorbedor usa K2CO3 para absorber químicamente el CO2, en forma de KHCO3. El KHCO3 pasa al regenerador en donde se elimina el CO2. Este CO2 se puede desechar a la atmósfera o usarse en otras secciones de la planta. El K2CO3 regenerado se recicla al absorbedor. El metanizador es un reactor en el que se remueve el CO2 residual. En las reacciones se obtiene, principalmente metano y agua.
Capitulo 2. Etapas del Diseño Básico de los Procesos
______________________________________________________________________________________________
56
El gas de síntesis a la salida del metanador se comprime hasta la presión requerida en el reactor de síntesis. En este reactor se obtiene el NH3. El amoniaco a la salida del reactor de síntesis se separa por condensación, del gas de síntesis. El gas de síntesis se recomprime y recicla al reactor de síntesis. Una porción del reciclo se purga para evitar la acumulación de gases como el argón. El amoniaco se enfría y comprime para su almacenamiento.
Capitulo 3. Síntesis de Secuencias de Separadores
______________________________________________________________________________________________
57
Siguiendo la metodología de Douglas para el diseño básico de procesos, después de la definición de la estructura de reciclo, sigue la síntesis de la estructura de separadores. En este capitulo se presentan dos métodos para proponer secuencias de separadores, el primero que usa heurísticas y el segundo que se basa en la fórmula de Nadgir y Liu. Se ilustra el uso de estos métodos con varios ejemplos. Además se describe y aplica el cálculo del costo relativo de separación que sirve para comparar y seleccionar entre varias propuestas de secuencias de separadores.
Capitulo 3 Síntesis de secuencias de separadores
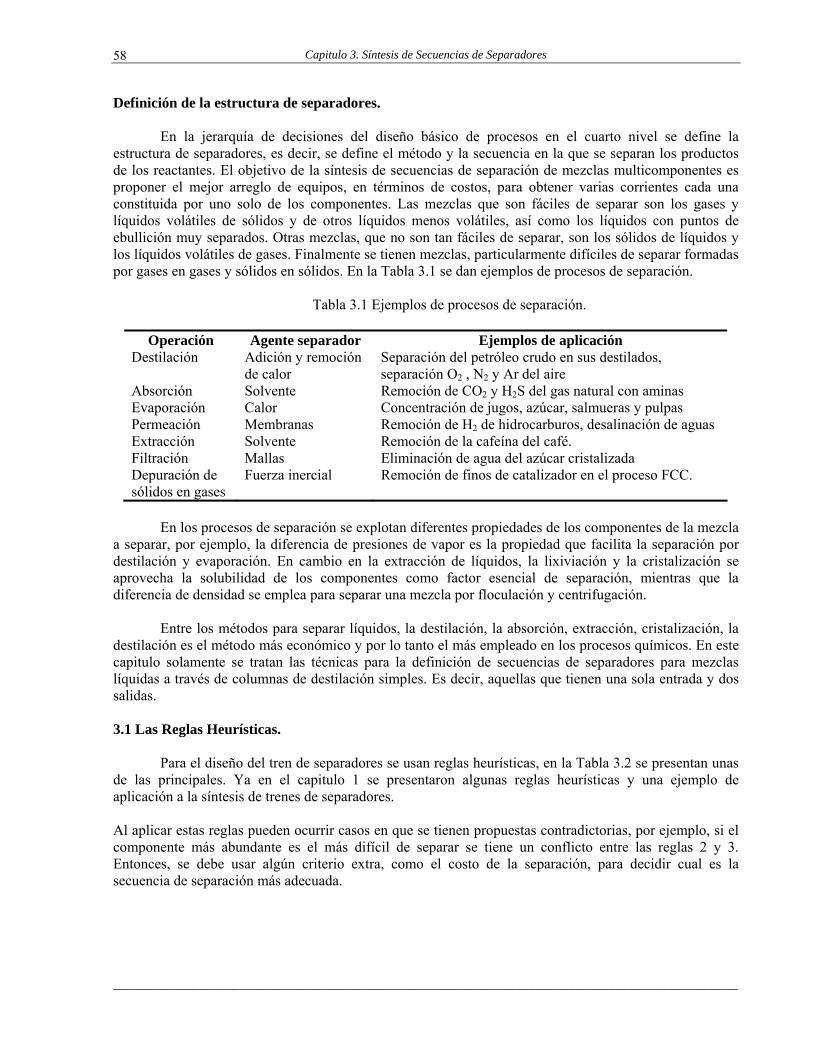
Capitulo 3. Síntesis de Secuencias de Separadores
______________________________________________________________________________________________
58
Definición de la estructura de separadores. En la jerarquía de decisiones del diseño básico de procesos en el cuarto nivel se define la estructura de separadores, es decir, se define el método y la secuencia en la que se separan los productos de los reactantes. El objetivo de la síntesis de secuencias de separación de mezclas multicomponentes es proponer el mejor arreglo de equipos, en términos de costos, para obtener varias corrientes cada una constituida por uno solo de los componentes. Las mezclas que son fáciles de separar son los gases y líquidos volátiles de sólidos y de otros líquidos menos volátiles, así como los líquidos con puntos de ebullición muy separados. Otras mezclas, que no son tan fáciles de separar, son los sólidos de líquidos y los líquidos volátiles de gases. Finalmente se tienen mezclas, particularmente difíciles de separar formadas por gases en gases y sólidos en sólidos. En la Tabla 3.1 se dan ejemplos de procesos de separación.
Tabla 3.1 Ejemplos de procesos de separación.
Operación Agente separador Ejemplos de aplicación
Destilación Adición y remoción de calor
Separación del petróleo crudo en sus destilados, separación O2 , N2 y Ar del aire
Absorción Solvente Remoción de CO2 y H2S del gas natural con aminas Evaporación Calor Concentración de jugos, azúcar, salmueras y pulpas Permeación Membranas Remoción de H2 de hidrocarburos, desalinación de aguas Extracción Solvente Remoción de la cafeína del café. Filtración Mallas Eliminación de agua del azúcar cristalizada Depuración de sólidos en gases
Fuerza inercial Remoción de finos de catalizador en el proceso FCC.
En los procesos de separación se explotan diferentes propiedades de los componentes de la mezcla a separar, por ejemplo, la diferencia de presiones de vapor es la propiedad que facilita la separación por destilación y evaporación. En cambio en la extracción de líquidos, la lixiviación y la cristalización se aprovecha la solubilidad de los componentes como factor esencial de separación, mientras que la diferencia de densidad se emplea para separar una mezcla por floculación y centrifugación. Entre los métodos para separar líquidos, la destilación, la absorción, extracción, cristalización, la destilación es el método más económico y por lo tanto el más empleado en los procesos químicos. En este capitulo solamente se tratan las técnicas para la definición de secuencias de separadores para mezclas líquidas a través de columnas de destilación simples. Es decir, aquellas que tienen una sola entrada y dos salidas. 3.1 Las Reglas Heurísticas.
Para el diseño del tren de separadores se usan reglas heurísticas, en la Tabla 3.2 se presentan unas de las principales. Ya en el capitulo 1 se presentaron algunas reglas heurísticas y una ejemplo de aplicación a la síntesis de trenes de separadores. Al aplicar estas reglas pueden ocurrir casos en que se tienen propuestas contradictorias, por ejemplo, si el componente más abundante es el más difícil de separar se tiene un conflicto entre las reglas 2 y 3. Entonces, se debe usar algún criterio extra, como el costo de la separación, para decidir cual es la secuencia de separación más adecuada.
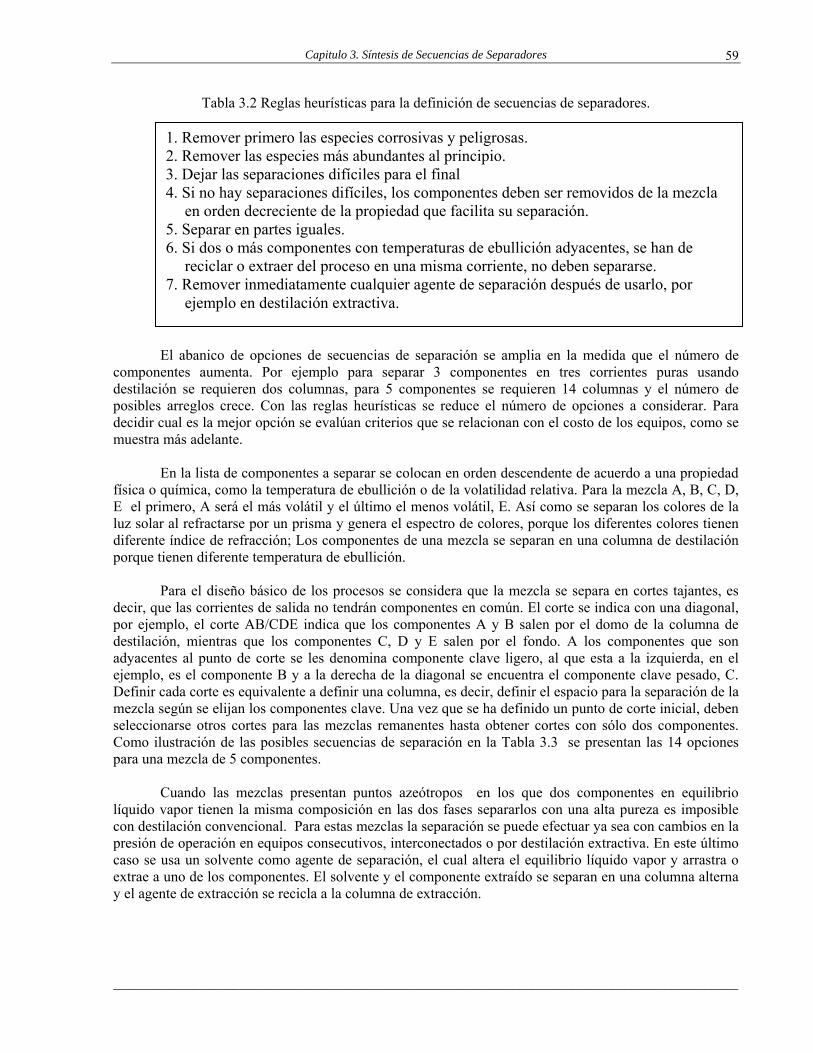
Capitulo 3. Síntesis de Secuencias de Separadores
______________________________________________________________________________________________
59
Tabla 3.2 Reglas heurísticas para la definición de secuencias de separadores.
El abanico de opciones de secuencias de separación se amplia en la medida que el número de componentes aumenta. Por ejemplo para separar 3 componentes en tres corrientes puras usando destilación se requieren dos columnas, para 5 componentes se requieren 14 columnas y el número de posibles arreglos crece. Con las reglas heurísticas se reduce el número de opciones a considerar. Para decidir cual es la mejor opción se evalúan criterios que se relacionan con el costo de los equipos, como se muestra más adelante.
En la lista de componentes a separar se colocan en orden descendente de acuerdo a una propiedad
física o química, como la temperatura de ebullición o de la volatilidad relativa. Para la mezcla A, B, C, D, E el primero, A será el más volátil y el último el menos volátil, E. Así como se separan los colores de la luz solar al refractarse por un prisma y genera el espectro de colores, porque los diferentes colores tienen diferente índice de refracción; Los componentes de una mezcla se separan en una columna de destilación porque tienen diferente temperatura de ebullición.
Para el diseño básico de los procesos se considera que la mezcla se separa en cortes tajantes, es
decir, que las corrientes de salida no tendrán componentes en común. El corte se indica con una diagonal, por ejemplo, el corte AB/CDE indica que los componentes A y B salen por el domo de la columna de destilación, mientras que los componentes C, D y E salen por el fondo. A los componentes que son adyacentes al punto de corte se les denomina componente clave ligero, al que esta a la izquierda, en el ejemplo, es el componente B y a la derecha de la diagonal se encuentra el componente clave pesado, C. Definir cada corte es equivalente a definir una columna, es decir, definir el espacio para la separación de la mezcla según se elijan los componentes clave. Una vez que se ha definido un punto de corte inicial, deben seleccionarse otros cortes para las mezclas remanentes hasta obtener cortes con sólo dos componentes. Como ilustración de las posibles secuencias de separación en la Tabla 3.3 se presentan las 14 opciones para una mezcla de 5 componentes.
Cuando las mezclas presentan puntos azeótropos en los que dos componentes en equilibrio líquido vapor tienen la misma composición en las dos fases separarlos con una alta pureza es imposible con destilación convencional. Para estas mezclas la separación se puede efectuar ya sea con cambios en la presión de operación en equipos consecutivos, interconectados o por destilación extractiva. En este último caso se usa un solvente como agente de separación, el cual altera el equilibrio líquido vapor y arrastra o extrae a uno de los componentes. El solvente y el componente extraído se separan en una columna alterna y el agente de extracción se recicla a la columna de extracción.
1. Remover primero las especies corrosivas y peligrosas. 2. Remover las especies más abundantes al principio. 3. Dejar las separaciones difíciles para el final 4. Si no hay separaciones difíciles, los componentes deben ser removidos de la mezcla
en orden decreciente de la propiedad que facilita su separación. 5. Separar en partes iguales. 6. Si dos o más componentes con temperaturas de ebullición adyacentes, se han de
reciclar o extraer del proceso en una misma corriente, no deben separarse. 7. Remover inmediatamente cualquier agente de separación después de usarlo, por
ejemplo en destilación extractiva.
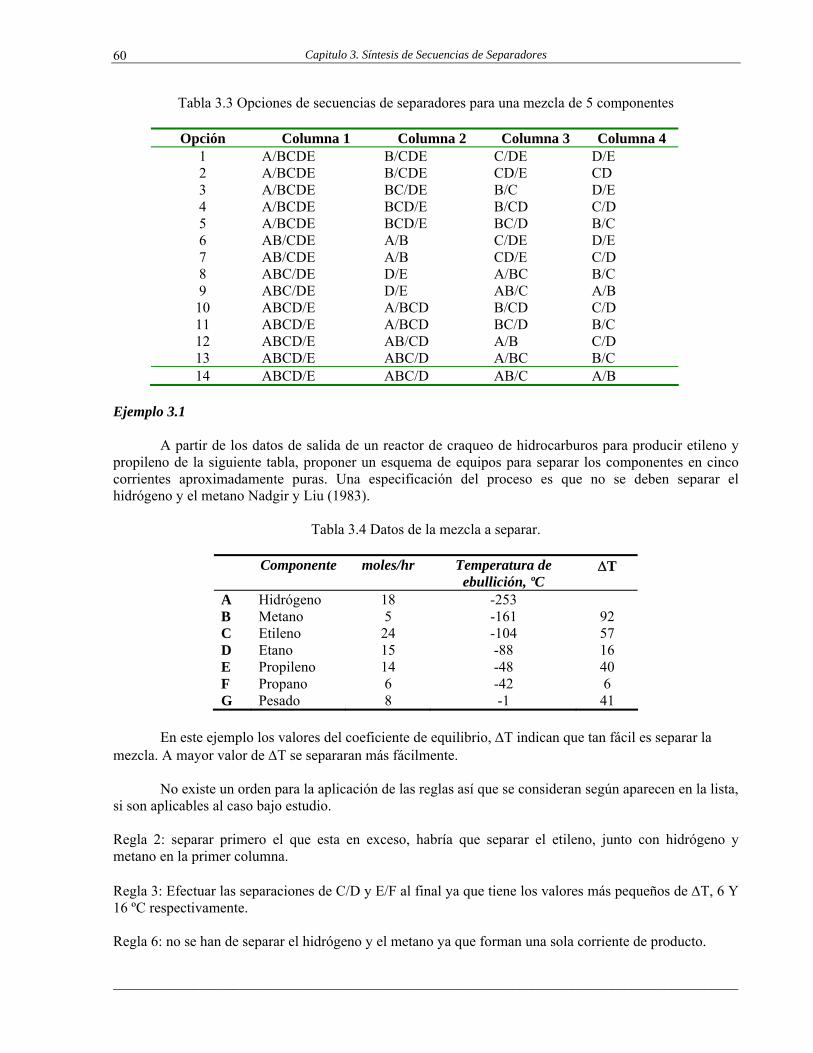
Capitulo 3. Síntesis de Secuencias de Separadores
______________________________________________________________________________________________
60
Tabla 3.3 Opciones de secuencias de separadores para una mezcla de 5 componentes
Opción Columna 1 Columna 2 Columna 3 Columna 4 1 A/BCDE B/CDE C/DE D/E 2 A/BCDE B/CDE CD/E CD 3 A/BCDE BC/DE B/C D/E 4 A/BCDE BCD/E B/CD C/D 5 A/BCDE BCD/E BC/D B/C 6 AB/CDE A/B C/DE D/E 7 AB/CDE A/B CD/E C/D 8 ABC/DE D/E A/BC B/C 9 ABC/DE D/E AB/C A/B
10 ABCD/E A/BCD B/CD C/D 11 ABCD/E A/BCD BC/D B/C 12 ABCD/E AB/CD A/B C/D 13 ABCD/E ABC/D A/BC B/C 14 ABCD/E ABC/D AB/C A/B
Ejemplo 3.1
A partir de los datos de salida de un reactor de craqueo de hidrocarburos para producir etileno y propileno de la siguiente tabla, proponer un esquema de equipos para separar los componentes en cinco corrientes aproximadamente puras. Una especificación del proceso es que no se deben separar el hidrógeno y el metano Nadgir y Liu (1983).
Tabla 3.4 Datos de la mezcla a separar.
Componente moles/hr Temperatura de ebullición, ºC
ΔT
A Hidrógeno 18 -253 B Metano 5 -161 92 C Etileno 24 -104 57 D Etano 15 -88 16 E Propileno 14 -48 40 F Propano 6 -42 6 G Pesado 8 -1 41
En este ejemplo los valores del coeficiente de equilibrio, ΔT indican que tan fácil es separar la mezcla. A mayor valor de ΔT se separaran más fácilmente. No existe un orden para la aplicación de las reglas así que se consideran según aparecen en la lista, si son aplicables al caso bajo estudio. Regla 2: separar primero el que esta en exceso, habría que separar el etileno, junto con hidrógeno y metano en la primer columna. Regla 3: Efectuar las separaciones de C/D y E/F al final ya que tiene los valores más pequeños de ΔT, 6 Y 16 ºC respectivamente. Regla 6: no se han de separar el hidrógeno y el metano ya que forman una sola corriente de producto.
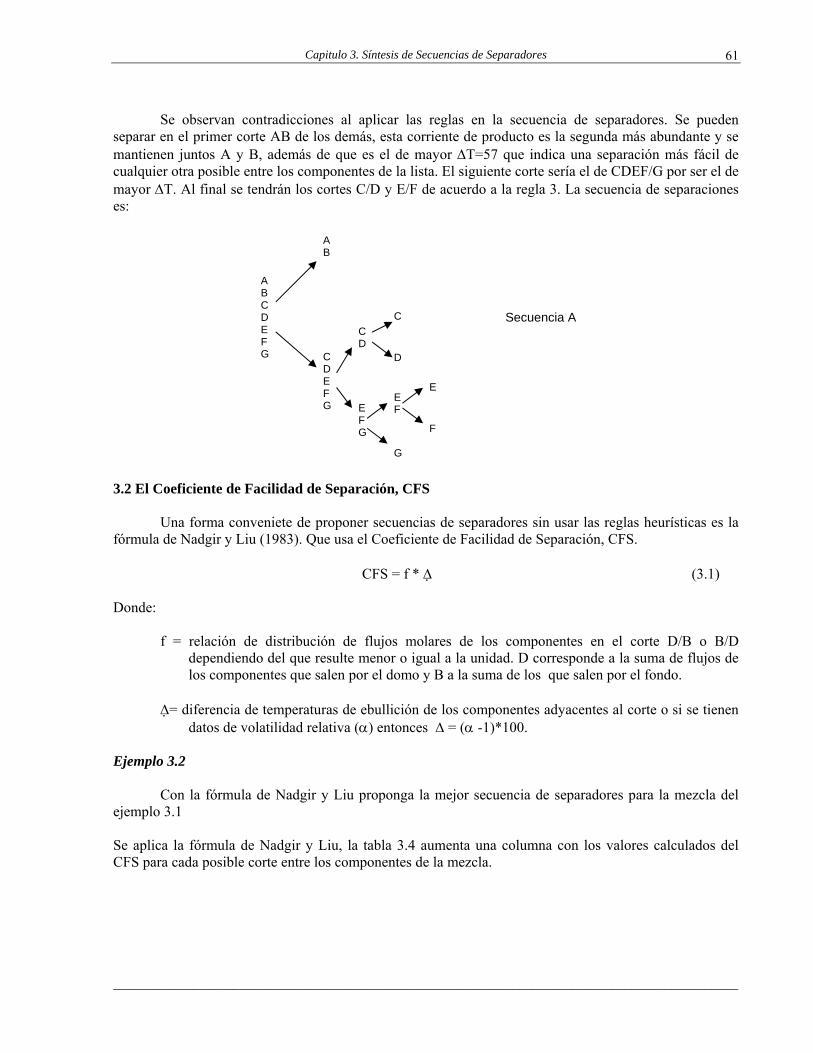
Capitulo 3. Síntesis de Secuencias de Separadores
______________________________________________________________________________________________
61
Se observan contradicciones al aplicar las reglas en la secuencia de separadores. Se pueden separar en el primer corte AB de los demás, esta corriente de producto es la segunda más abundante y se mantienen juntos A y B, además de que es el de mayor ΔT=57 que indica una separación más fácil de cualquier otra posible entre los componentes de la lista. El siguiente corte sería el de CDEF/G por ser el de mayor ΔT. Al final se tendrán los cortes C/D y E/F de acuerdo a la regla 3. La secuencia de separaciones es:
3.2 El Coeficiente de Facilidad de Separación, CFS Una forma conveniete de proponer secuencias de separadores sin usar las reglas heurísticas es la fórmula de Nadgir y Liu (1983). Que usa el Coeficiente de Facilidad de Separación, CFS.
CFS = f * Δ (3.1)
Donde:
f = relación de distribución de flujos molares de los componentes en el corte D/B o B/D dependiendo del que resulte menor o igual a la unidad. D corresponde a la suma de flujos de los componentes que salen por el domo y B a la suma de los que salen por el fondo.
Δ = diferencia de temperaturas de ebullición de los componentes adyacentes al corte o si se tienen
datos de volatilidad relativa (α) entonces Δ = (α -1)*100. Ejemplo 3.2
Con la fórmula de Nadgir y Liu proponga la mejor secuencia de separadores para la mezcla del ejemplo 3.1
Se aplica la fórmula de Nadgir y Liu, la tabla 3.4 aumenta una columna con los valores calculados del CFS para cada posible corte entre los componentes de la mezcla.
ABCDEFG C
DEFG
AB
CD
EFG
C
D
G
EF
E
F
Secuencia A
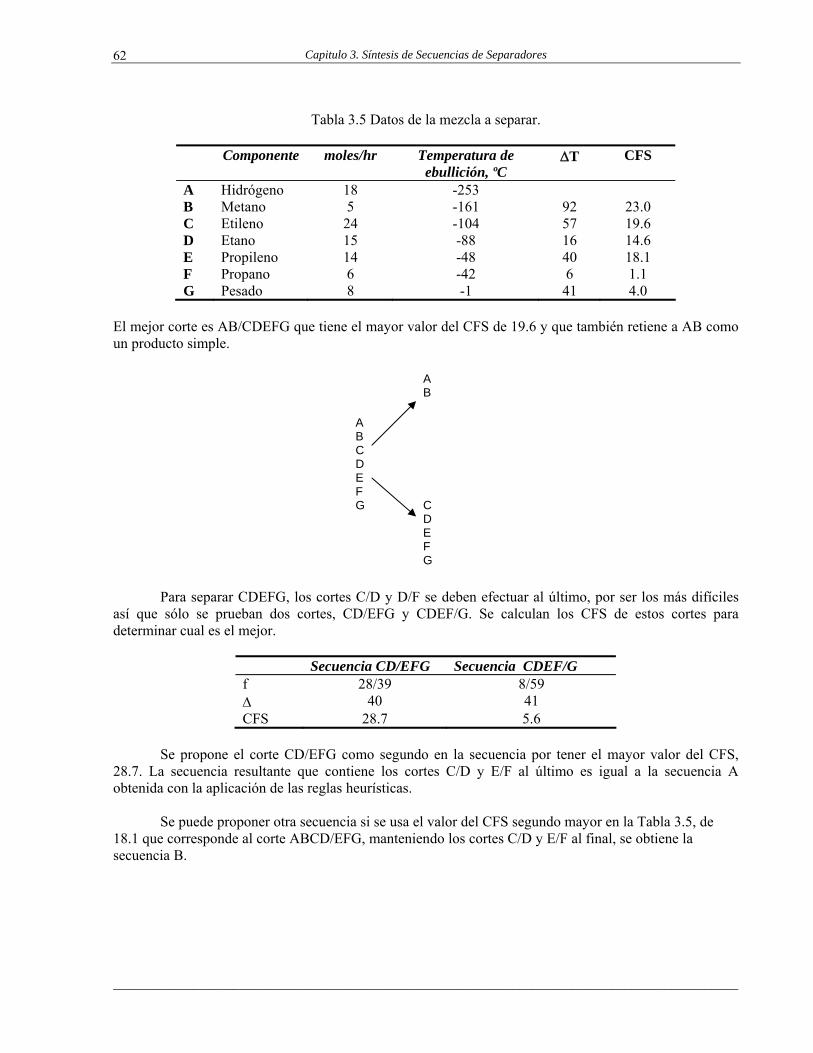
Capitulo 3. Síntesis de Secuencias de Separadores
______________________________________________________________________________________________
62
Tabla 3.5 Datos de la mezcla a separar.
Componente moles/hr Temperatura de
ebullición, ºC ΔT CFS
A Hidrógeno 18 -253 B Metano 5 -161 92 23.0 C Etileno 24 -104 57 19.6 D Etano 15 -88 16 14.6 E Propileno 14 -48 40 18.1 F Propano 6 -42 6 1.1 G Pesado 8 -1 41 4.0
El mejor corte es AB/CDEFG que tiene el mayor valor del CFS de 19.6 y que también retiene a AB como un producto simple.
Para separar CDEFG, los cortes C/D y D/F se deben efectuar al último, por ser los más difíciles así que sólo se prueban dos cortes, CD/EFG y CDEF/G. Se calculan los CFS de estos cortes para determinar cual es el mejor.
Secuencia CD/EFG Secuencia CDEF/G f 28/39 8/59 Δ 40 41 CFS 28.7 5.6
Se propone el corte CD/EFG como segundo en la secuencia por tener el mayor valor del CFS, 28.7. La secuencia resultante que contiene los cortes C/D y E/F al último es igual a la secuencia A obtenida con la aplicación de las reglas heurísticas. Se puede proponer otra secuencia si se usa el valor del CFS segundo mayor en la Tabla 3.5, de 18.1 que corresponde al corte ABCD/EFG, manteniendo los cortes C/D y E/F al final, se obtiene la secuencia B.
ABCDEFG C
DEFG
AB
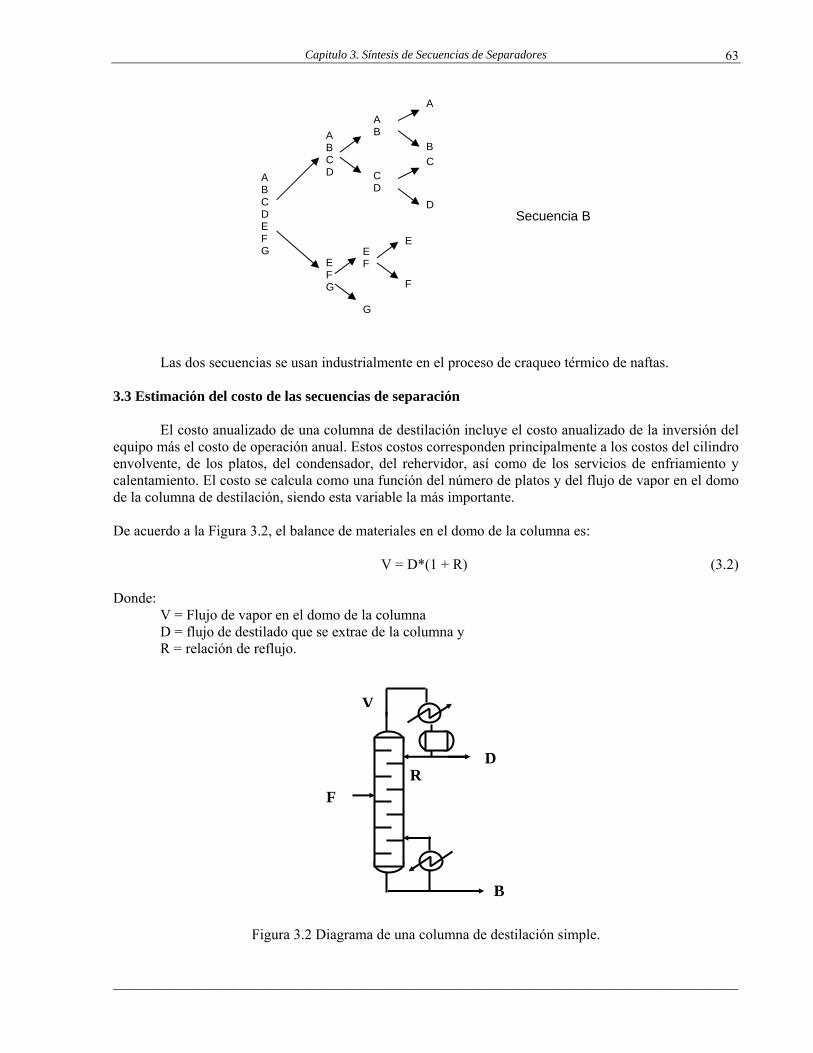
Capitulo 3. Síntesis de Secuencias de Separadores
______________________________________________________________________________________________
63
Las dos secuencias se usan industrialmente en el proceso de craqueo térmico de naftas. 3.3 Estimación del costo de las secuencias de separación
El costo anualizado de una columna de destilación incluye el costo anualizado de la inversión del equipo más el costo de operación anual. Estos costos corresponden principalmente a los costos del cilindro envolvente, de los platos, del condensador, del rehervidor, así como de los servicios de enfriamiento y calentamiento. El costo se calcula como una función del número de platos y del flujo de vapor en el domo de la columna de destilación, siendo esta variable la más importante. De acuerdo a la Figura 3.2, el balance de materiales en el domo de la columna es:
V = D*(1 + R) (3.2) Donde: V = Flujo de vapor en el domo de la columna D = flujo de destilado que se extrae de la columna y R = relación de reflujo.
Figura 3.2 Diagrama de una columna de destilación simple.
ABCDEFG
ABCD C
D
EFG
C
D
G
EF
E
F
Secuencia B
AB
A
B
F
V
R D
B
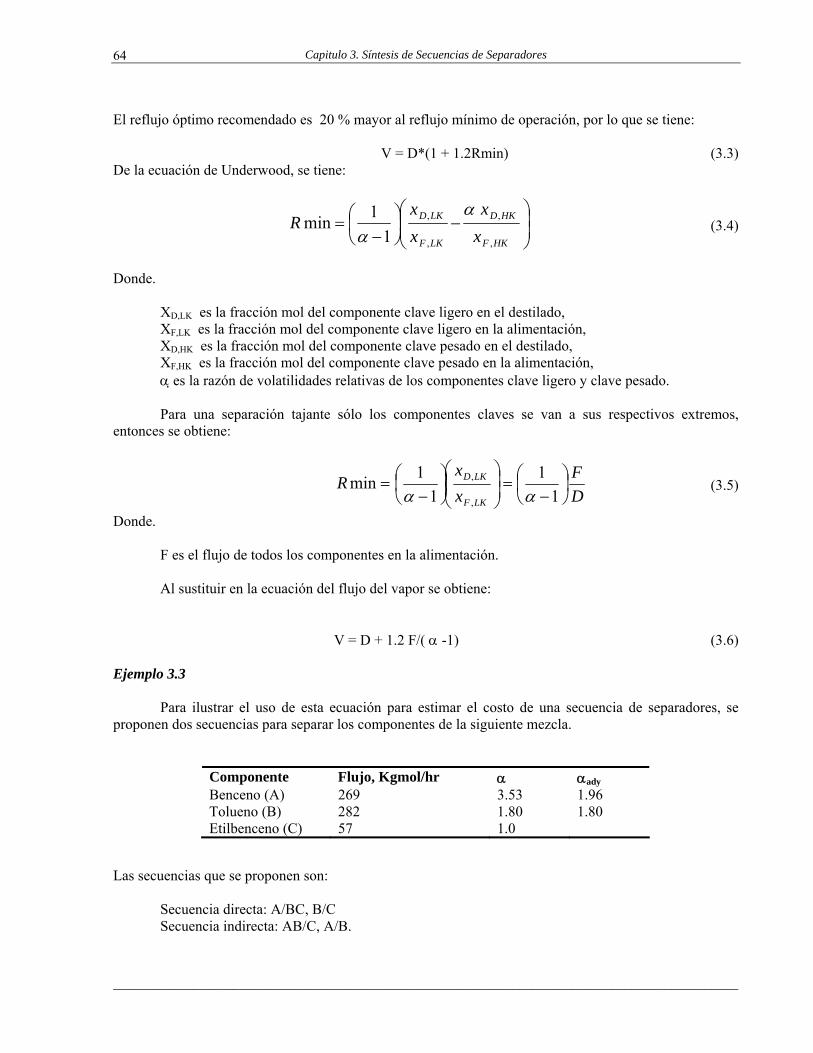
Capitulo 3. Síntesis de Secuencias de Separadores
______________________________________________________________________________________________
64
El reflujo óptimo recomendado es 20 % mayor al reflujo mínimo de operación, por lo que se tiene:
V = D*(1 + 1.2Rmin) (3.3) De la ecuación de Underwood, se tiene:
⎟⎟⎠
⎞⎜⎜⎝
⎛−⎟
⎠⎞
⎜⎝⎛
−=
HKF
HKD
LKF
LKD
xx
xx
R,
,
,
,
11min
αα
(3.4)
Donde. XD,LK es la fracción mol del componente clave ligero en el destilado, XF,LK es la fracción mol del componente clave ligero en la alimentación, XD,HK es la fracción mol del componente clave pesado en el destilado, XF,HK es la fracción mol del componente clave pesado en la alimentación, α es la razón de volatilidades relativas de los componentes clave ligero y clave pesado.
Para una separación tajante sólo los componentes claves se van a sus respectivos extremos, entonces se obtiene:
DF
xx
RLKF
LKD ⎟⎠⎞
⎜⎝⎛
−=⎟
⎟⎠
⎞⎜⎜⎝
⎛⎟⎠⎞
⎜⎝⎛
−=
11
11min
,
,
αα (3.5)
Donde. F es el flujo de todos los componentes en la alimentación. Al sustituir en la ecuación del flujo del vapor se obtiene:
V = D + 1.2 F/( α -1) (3.6) Ejemplo 3.3
Para ilustrar el uso de esta ecuación para estimar el costo de una secuencia de separadores, se proponen dos secuencias para separar los componentes de la siguiente mezcla. Las secuencias que se proponen son: Secuencia directa: A/BC, B/C Secuencia indirecta: AB/C, A/B.
Componente Flujo, Kgmol/hr α αady Benceno (A) 269 3.53 1.96 Tolueno (B) 282 1.80 1.80 Etilbenceno (C) 57 1.0

Capitulo 3. Síntesis de Secuencias de Separadores
______________________________________________________________________________________________
65
Se denomina secuencia directa a aquella que aplica la regla heurística de separación en el orden decreciente de la propiedad que facilita su separación. Flujo de vapores en la secuencia directa: CBBCAI VVV // +=∑
⎥⎦
⎤⎢⎣
⎡−
+++⎥⎦
⎤⎢⎣
⎡−
+++=∑ 12.1)(
12.1)(
// CBCBB
BACBAAI FFFFFFFV
αα
⎥⎦⎤
⎢⎣⎡
−+++⎥⎦
⎤⎢⎣⎡
−+++=∑ 18.1
2.1)57282(282196.1
2.1)57282269(269IV
∑ =+= hrkgmolVI /5.819,15.790029,1 Flujo de vapores en la secuencia indirecta: BACABII VVV // +=∑
∑ =+= hrkgmolVII /75.420,275.957463,1
Puesto que la secuencia directa da un menor flujo de vapores, lo cual implica un menor costo, se elige esta como la mejor secuencia.
Otra forma para estimar el costo de una secuencia de separadores es la fórmula de costo relativo
de separación, que recomiendan Rudd y cols (1973).
⎥⎥⎥⎥
⎦
⎤
⎢⎢⎢⎢
⎣
⎡
=⎟⎟⎠
⎞⎜⎜⎝
⎛
corte. elen adyacentes scomponente los de ebullición de ras temperatudeDiferencia
columnalaaentrada demolarFlujoseparaciónde
relativoCosto (3.7)
Para ilustrar el uso de esta fórmula se aplica a la mezcla del ejemplo3.2 Ejemplo 3.4 El costo relativo de separación según la ecuación 3.7 para cada secuencia del ejemplo 3.2 es: Costo de secuencia A.
FE
FE
DC
DC
GF
GFE
ED
GFEDC
CB
GFEDCBAA T
FFT
FFT
FFFT
FFFFFT
FFFFFFFCRS
///// Δ+
+Δ+
+Δ
+++
Δ++++
+Δ
++++++=
Costo de secuencia B.
FE
FE
DC
DC
GF
GFE
CB
DCBA
ED
GFEDCBAB T
FFT
FFT
FFFT
FFFFT
FFFFFFFCRS
///// Δ+
+Δ+
+Δ
+++
Δ+++
+Δ
++++++=

Capitulo 3. Síntesis de Secuencias de Separadores
______________________________________________________________________________________________
66
Se sustituyen los valores en las fórmulas del CRS y se obtiene:
7076.9620
1639
4128
4067
5790
=++++=ACRS
7904.9620
1639
4128
5762
4090
=++++=BCRS
Que resulta en valores casi iguales por lo que la elección de cualquiera de las dos secuencias es correcta. Referencias:
1. Nadgir, V.M. y Y. A. Liu, Studies in Chemical Process Design and Synthesis. AICHE J, Vol. 29, No. 6, pp 926-934, Nov. 1983.
2. Rudd, D.F., G. J. Powers y J.J. Siirola, Process Synthesis, Prentice Hall, 1973.
Capitulo 3. Síntesis de Secuencias de Separadores
______________________________________________________________________________________________
67
Problemas 1. Las principales reacciones de la producción del fenol se efectúan en dos reactores independientes:
Cumeno + Oxígeno Hidroperóxido de cumeno Hidroperóxido de cumeno Fenol + Acetona En otras reacciones se obtienen pequeñas cantidades de subproductos. A la salida de los reactores se obtiene:
Especies Moles/min PM Teb, K Cumeno 58 120.194 425.6 Hidroperóxido de cumeno 20 152.193 442.7 Fenol 60 94.113 455 Acetona 55 50.08 329.44 Alfa metilestireno 4 118.178 438.1 Acetofenona 4 120.151 475.1 Cumil fenol 2 121.29 608.2
El alfa metilestireno se deja junto al cumeno ya que al reciclarlos al primer reactor se hace reaccionar con una corriente de hidrógeno que convierte el alfa metilestireno en cumeno. La acetofenona y el cumil fenol son subproductos desechables. (a) Proponga una secuencia de separación usando reglas heurísticas, (b) Compare la secuencia de (a) con las posibles secuencias que se pueden obtener con el cálculo del coeficiente de facilidad de separación de Nadgir y Liu. (c) seleccione la secuencia más económica empleando algún indicador del costo de las columnas de destilación. En el diagrama de separadores indique que corrientes son de recirculación. 2. Para la mezcla siguiente, (a) proponga una secuencia de destiladores usando el método de Nadgir y Liu, (b) Proponga una secuencia de destiladores diferente a la de (a) usando reglas heurísticas, indique las reglas heurísticas que aplican en cada destilador. El metil metacrilato y el agua deben mantenerse juntos. (c) seleccione la secuencia más económica empleando algún indicador del costo de las columnas de destilación.
Componente Flujo, kmol/hr Teb, °C Isobutileno 600 -7 Metacroleina 400 74 Metil metacrilato 320 105 Ácido metacrilico 240 161 Ácido acético 80 118 Agua 620 100
3. El estireno se fabrica por deshidrogenación de etilbenceno a altas temperaturas. El etilbenceno también se descompone en benceno y etileno además de combinarse con hidrógeno para dar tolueno y metano. Una
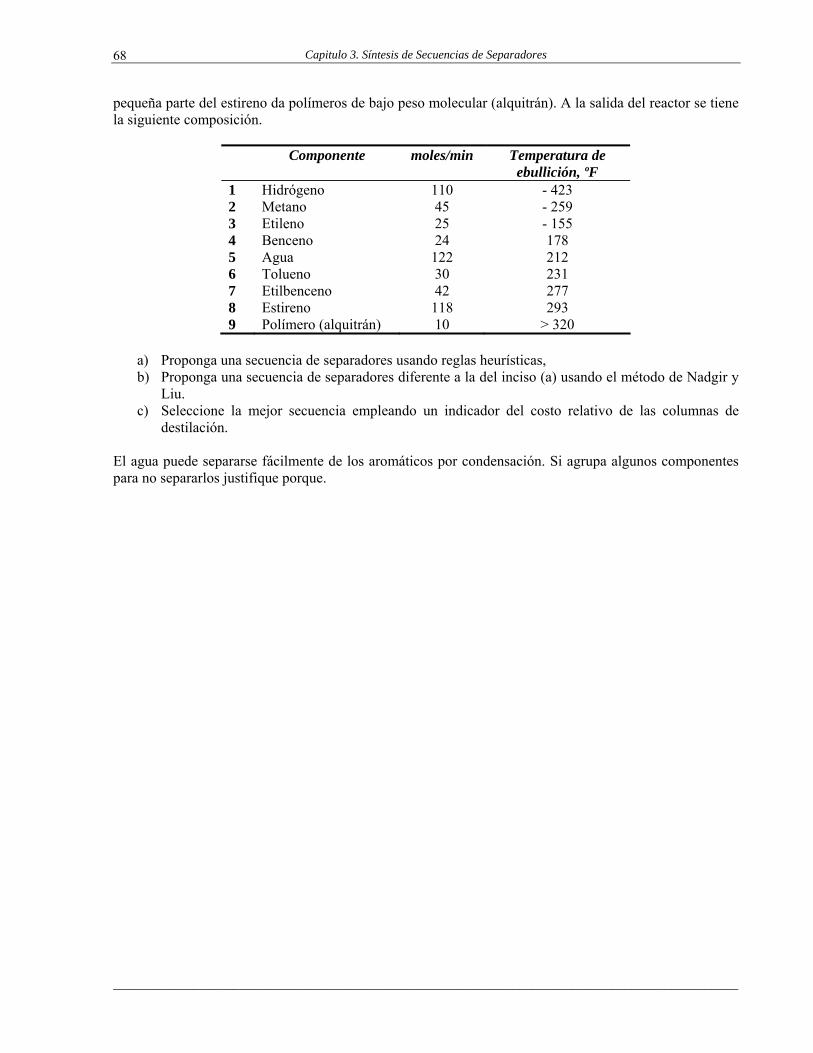
Capitulo 3. Síntesis de Secuencias de Separadores
______________________________________________________________________________________________
68
pequeña parte del estireno da polímeros de bajo peso molecular (alquitrán). A la salida del reactor se tiene la siguiente composición.
Componente moles/min Temperatura de ebullición, ºF
1 Hidrógeno 110 - 423 2 Metano 45 - 259 3 Etileno 25 - 155 4 Benceno 24 178 5 Agua 122 212 6 Tolueno 30 231 7 Etilbenceno 42 277 8 Estireno 118 293 9 Polímero (alquitrán) 10 > 320
a) Proponga una secuencia de separadores usando reglas heurísticas, b) Proponga una secuencia de separadores diferente a la del inciso (a) usando el método de Nadgir y
Liu. c) Seleccione la mejor secuencia empleando un indicador del costo relativo de las columnas de
destilación. El agua puede separarse fácilmente de los aromáticos por condensación. Si agrupa algunos componentes para no separarlos justifique porque.
Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
69
Las corrientes de proceso rara vez se encuentran a las condiciones más convenientes para ser procesadas en los reactores y separadores. Por ello la temperatura, la presión y la composición de las corrientes se tienen que ajustar para obtener un desempeño eficiente en los equipos. En este capitulo se presenta como definir las condiciones de operación en los equipos, que permitan maximizar el aprovechamiento de materiales y energía, con la menor producción de residuos y además buscando que sean seguros y controlables.
Capitulo 4. Definición de las condiciones de operación
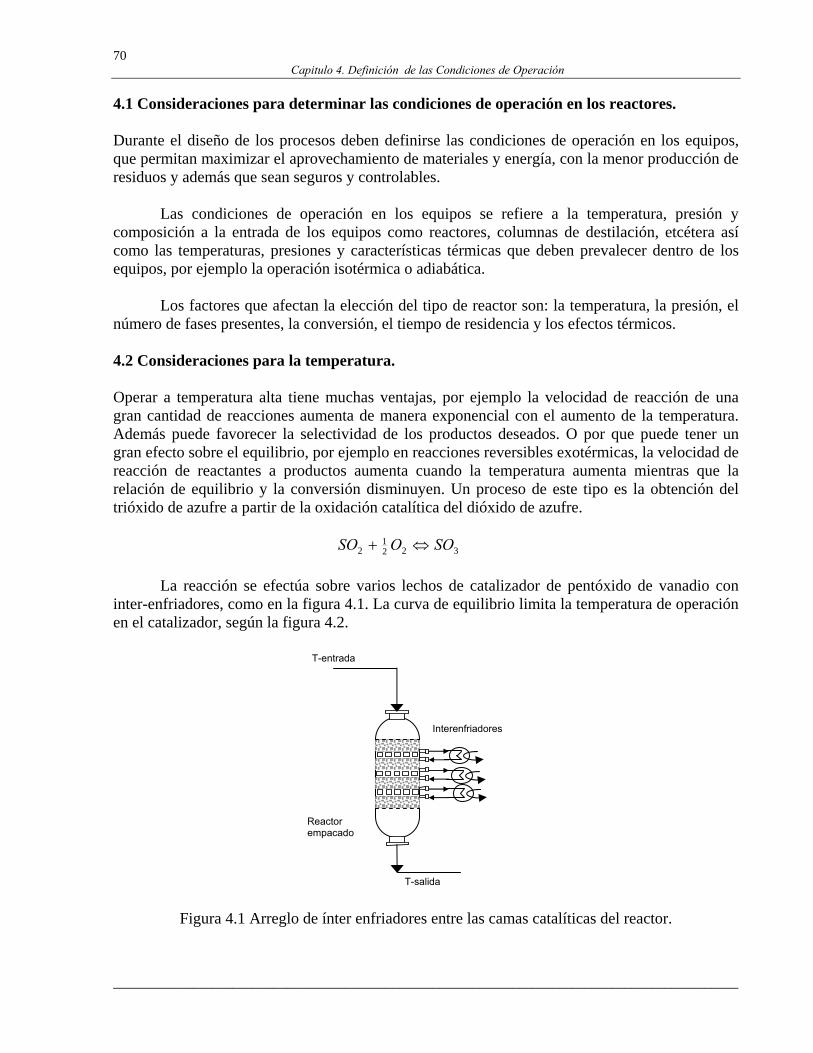
Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
70
4.1 Consideraciones para determinar las condiciones de operación en los reactores. Durante el diseño de los procesos deben definirse las condiciones de operación en los equipos, que permitan maximizar el aprovechamiento de materiales y energía, con la menor producción de residuos y además que sean seguros y controlables. Las condiciones de operación en los equipos se refiere a la temperatura, presión y composición a la entrada de los equipos como reactores, columnas de destilación, etcétera así como las temperaturas, presiones y características térmicas que deben prevalecer dentro de los equipos, por ejemplo la operación isotérmica o adiabática. Los factores que afectan la elección del tipo de reactor son: la temperatura, la presión, el número de fases presentes, la conversión, el tiempo de residencia y los efectos térmicos. 4.2 Consideraciones para la temperatura. Operar a temperatura alta tiene muchas ventajas, por ejemplo la velocidad de reacción de una gran cantidad de reacciones aumenta de manera exponencial con el aumento de la temperatura. Además puede favorecer la selectividad de los productos deseados. O por que puede tener un gran efecto sobre el equilibrio, por ejemplo en reacciones reversibles exotérmicas, la velocidad de reacción de reactantes a productos aumenta cuando la temperatura aumenta mientras que la relación de equilibrio y la conversión disminuyen. Un proceso de este tipo es la obtención del trióxido de azufre a partir de la oxidación catalítica del dióxido de azufre.
La reacción se efectúa sobre varios lechos de catalizador de pentóxido de vanadio con inter-enfriadores, como en la figura 4.1. La curva de equilibrio limita la temperatura de operación en el catalizador, según la figura 4.2.
Figura 4.1 Arreglo de ínter enfriadores entre las camas catalíticas del reactor.
T-entrada
T-salida
Interenfriadores
Reactor empacado
3221
2 SOOSO ⇔+
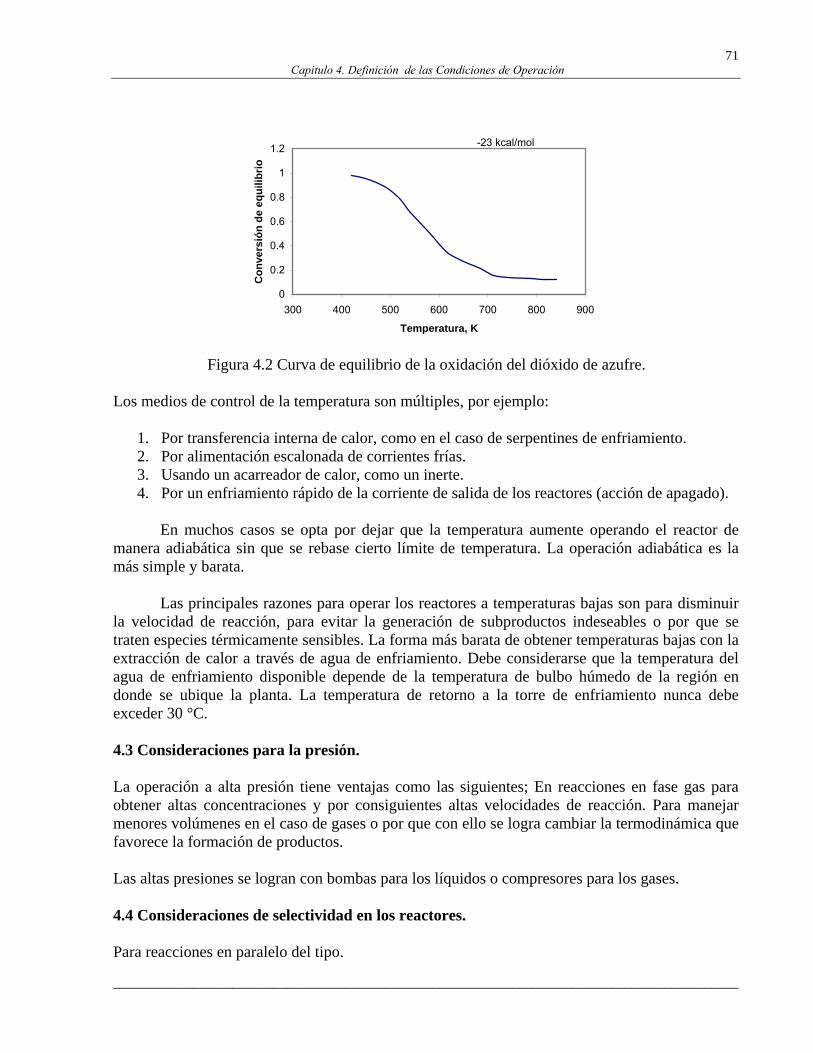
Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
71
-23 kcal/mol
0
0.2
0.4
0.6
0.8
1
1.2
300 400 500 600 700 800 900
Temperatura, K
Con
vers
ión
de e
quili
brio
Figura 4.2 Curva de equilibrio de la oxidación del dióxido de azufre. Los medios de control de la temperatura son múltiples, por ejemplo:
1. Por transferencia interna de calor, como en el caso de serpentines de enfriamiento. 2. Por alimentación escalonada de corrientes frías. 3. Usando un acarreador de calor, como un inerte. 4. Por un enfriamiento rápido de la corriente de salida de los reactores (acción de apagado).
En muchos casos se opta por dejar que la temperatura aumente operando el reactor de manera adiabática sin que se rebase cierto límite de temperatura. La operación adiabática es la más simple y barata. Las principales razones para operar los reactores a temperaturas bajas son para disminuir la velocidad de reacción, para evitar la generación de subproductos indeseables o por que se traten especies térmicamente sensibles. La forma más barata de obtener temperaturas bajas con la extracción de calor a través de agua de enfriamiento. Debe considerarse que la temperatura del agua de enfriamiento disponible depende de la temperatura de bulbo húmedo de la región en donde se ubique la planta. La temperatura de retorno a la torre de enfriamiento nunca debe exceder 30 °C. 4.3 Consideraciones para la presión. La operación a alta presión tiene ventajas como las siguientes; En reacciones en fase gas para obtener altas concentraciones y por consiguientes altas velocidades de reacción. Para manejar menores volúmenes en el caso de gases o por que con ello se logra cambiar la termodinámica que favorece la formación de productos. Las altas presiones se logran con bombas para los líquidos o compresores para los gases. 4.4 Consideraciones de selectividad en los reactores. Para reacciones en paralelo del tipo.

Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
72
rCkrVA n
Ak ==⎯→⎯ 1
111 (4.1)
W
nA
k rCkrWA ==⎯→⎯ 222
2 (4.2) Siendo V es el producto principal y W un subproducto. Se busca minimizar la selectividad del subproducto
VWS .
12
1
2minmin nnA
V
W
VW C
kk
rr
S −== (4.3)
Con las siguientes condiciones para la elección del tipo de reactor: Sí n1 = n2: No hay preferencia para el tipo de reactor. Sí n2 > n1:
VWS aumenta cuando la conversión, x aumenta: Usar reactor tubular.
Sí n1 < n2: V
WS disminuye cuando la conversión, x aumenta: Usar reactor tanque.
Para reacciones simples el reactor tubular resulta de menor tamaño que el tanque, bajo las mismas condiciones de operación, excepto para reacciones auto catalíticas y en reactores adiabáticos. De acuerdo a la fase en que ocurren las reacciones, se tienen varias opciones para la selección de los reactores, la siguiente lista resume algunos casos. a) Para reacciones homogéneas, Fase líquida. Usar reactor tanque o tubular. Fase gas. Usar reactor tubular. b) Para reacciones heterogéneas, Reacciones Catalizadas, Gas o líquido: Usar cama fija o fluidizada. Gas más líquido: Usar cama fija, Cama escurrida o burbujeante. Con tres fases: Usar lecho catalítico fluidizado. Reacciones no catalizadas, Usar reactor tanque, o empacado o burbujeante. En procesos con baja conversión y grandes tiempos de residencia se recomienda usar el reactor en forma de tanque mientras que para reacciones con altas conversiones y tiempos de residencia pequeños, se recomienda usar reactores tubulares.

Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
73
Para reacciones en serie y paralelo se puede aumentar la selectividad al producto deseado con el exceso de uno de los reactantes de acuerdo a los siguientes casos: Si A + B V con 11
11βαBA CCkr = (4.4)
y A + B ↔ W con 22
22βαBA CCkr = (4.5)
Para obtener 1212
1
2
1
2min ββαα −−⎟⎟⎠
⎞⎜⎜⎝
⎛=⎟⎟
⎠
⎞⎜⎜⎝
⎛BA CC
kk
rr (4.6)
Usar un exceso de B sí (α2 - α1) > (β2 - β1) Usar un exceso de A sí (α2 - α1) < (β2 - β1) En el proceso de producción del benceno a partir del tolueno se favorece la producción de benceno (producto principal) y disminuye la producción del difenilo (subproducto) si se usa una proporción alta de hidrógeno a tolueno en la alimentación del reactor, las reacciones son: Tolueno + H2 Benceno + CH4 2 Benceno ↔ Difenilo + H2 Ejemplo 5.1 Para ilustrar el efecto de la temperatura y presión en la conversión de equilibrio se analiza la reacción de síntesis de amoniaco. N2 + 3 H2 ↔ 2 NH3 Para una alimentación de nitrógeno e hidrógeno en proporción estequiométrica, la fracción de conversión de nitrógeno a amoniaco, x, se relaciona con la temperatura T (en grados Kelvin) y la presión P, (en atm), por las ecuaciones:
243
22
)1(3)24()2(
PxxxKeq −
−= además, ⎟
⎠⎞
⎜⎝⎛= −
TKeq
10011exp10*4.4 11 (4.7)
Se puede despejar x de la primera ecuación, de la siguiente manera.
4
222
)1()2(
1627
xxxPKeq
−−
= si se define 4
27 eqKA = entonces, 2)1(
)2(x
xxAP−−
= (4.8)
Se obtiene la ecuación cuadrática, 0)22()1(2 =+−−++ APAPxAPx , cuya solución es:
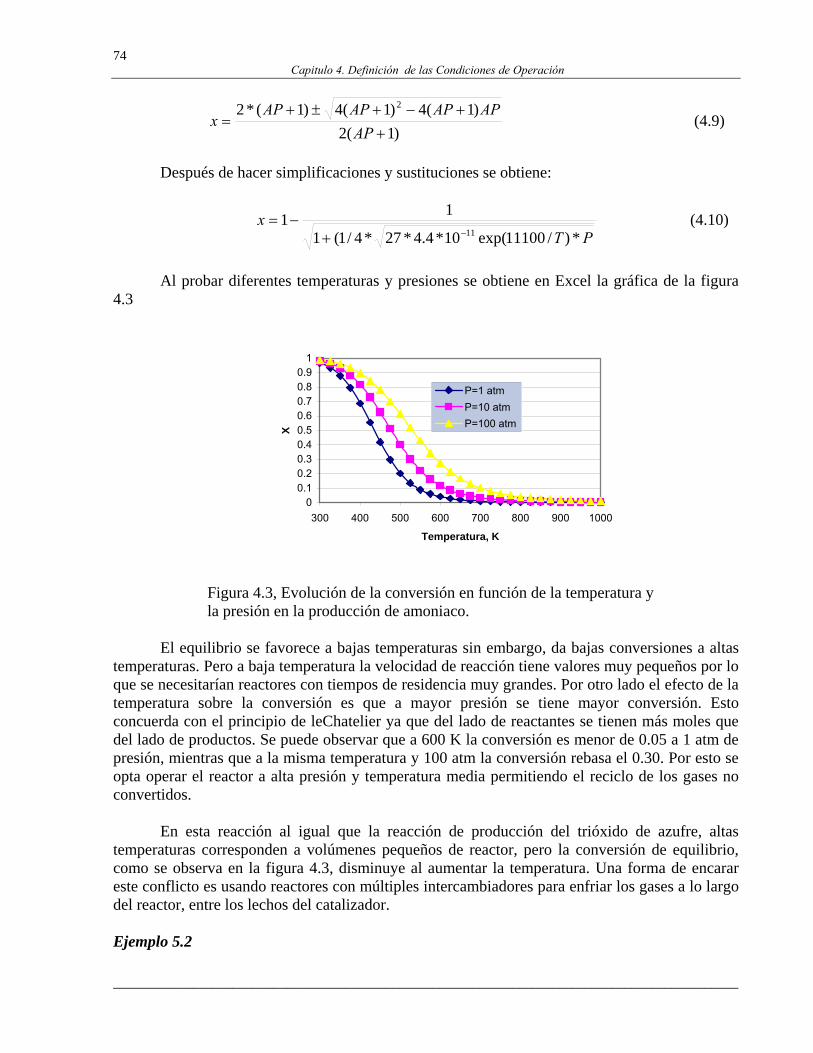
Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
74
)1(2
)1(4)1(4)1(*2 2
++−+±+
=AP
APAPAPAPx (4.9)
Después de hacer simplificaciones y sustituciones se obtiene:
PT
x*)/11100exp(10*4.4*27*4/1(1
1111−+
−= (4.10)
Al probar diferentes temperaturas y presiones se obtiene en Excel la gráfica de la figura 4.3
Figura 4.3, Evolución de la conversión en función de la temperatura y la presión en la producción de amoniaco.
El equilibrio se favorece a bajas temperaturas sin embargo, da bajas conversiones a altas temperaturas. Pero a baja temperatura la velocidad de reacción tiene valores muy pequeños por lo que se necesitarían reactores con tiempos de residencia muy grandes. Por otro lado el efecto de la temperatura sobre la conversión es que a mayor presión se tiene mayor conversión. Esto concuerda con el principio de leChatelier ya que del lado de reactantes se tienen más moles que del lado de productos. Se puede observar que a 600 K la conversión es menor de 0.05 a 1 atm de presión, mientras que a la misma temperatura y 100 atm la conversión rebasa el 0.30. Por esto se opta operar el reactor a alta presión y temperatura media permitiendo el reciclo de los gases no convertidos. En esta reacción al igual que la reacción de producción del trióxido de azufre, altas temperaturas corresponden a volúmenes pequeños de reactor, pero la conversión de equilibrio, como se observa en la figura 4.3, disminuye al aumentar la temperatura. Una forma de encarar este conflicto es usando reactores con múltiples intercambiadores para enfriar los gases a lo largo del reactor, entre los lechos del catalizador. Ejemplo 5.2
00.10.20.30.40.50.60.70.80.9
1
300 400 500 600 700 800 900 1000
Temperatura, K
X
P=1 atmP=10 atmP=100 atm
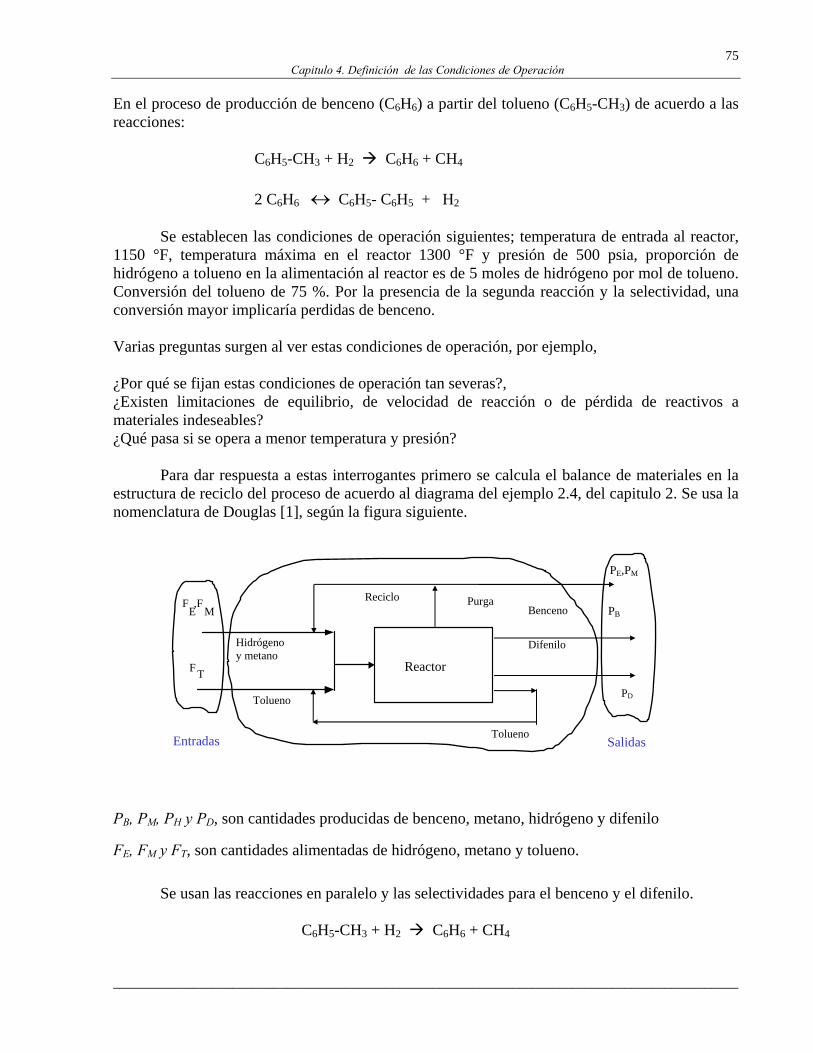
Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
75
En el proceso de producción de benceno (C6H6) a partir del tolueno (C6H5-CH3) de acuerdo a las reacciones: C6H5-CH3 + H2 C6H6 + CH4 2 C6H6 ↔ C6H5- C6H5 + H2 Se establecen las condiciones de operación siguientes; temperatura de entrada al reactor, 1150 °F, temperatura máxima en el reactor 1300 °F y presión de 500 psia, proporción de hidrógeno a tolueno en la alimentación al reactor es de 5 moles de hidrógeno por mol de tolueno. Conversión del tolueno de 75 %. Por la presencia de la segunda reacción y la selectividad, una conversión mayor implicaría perdidas de benceno. Varias preguntas surgen al ver estas condiciones de operación, por ejemplo, ¿Por qué se fijan estas condiciones de operación tan severas?, ¿Existen limitaciones de equilibrio, de velocidad de reacción o de pérdida de reactivos a materiales indeseables? ¿Qué pasa si se opera a menor temperatura y presión? Para dar respuesta a estas interrogantes primero se calcula el balance de materiales en la estructura de reciclo del proceso de acuerdo al diagrama del ejemplo 2.4, del capitulo 2. Se usa la nomenclatura de Douglas [1], según la figura siguiente.
PB, PM, PH y PD, son cantidades producidas de benceno, metano, hidrógeno y difenilo
FE, FM y FT, son cantidades alimentadas de hidrógeno, metano y tolueno. Se usan las reacciones en paralelo y las selectividades para el benceno y el difenilo. C6H5-CH3 + H2 C6H6 + CH4
Reciclo
Reactor
FE,F
M Benceno
F T
Difenilo
Purga
Tolueno
Hidrógeno y metano
PE,PM
PB
PD
Entradas Salidas Tolueno

Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
76
C6H5-CH3 + ½ H2 ↔ ½ C6H5- C6H5 + CH4 La selectividad par el benceno es S1 y la selectividad para el difenilo es S2 = 1-S1 Se calculan las moles consumidas y producidas Δn en función de las selectividades y del avance de reacción ξ.
Con x = 0.75 se tiene 9694.0)75.01(
0036.01 544.1 =−
−==T
B
FP
S (4.11)
Con la selectividad y de acuerdo al benceno producido, PB=265 lbmol/hr, se tiene: S1 = PB/FT el cambio de moles del tolueno es PB/S.
hrlbmoltollbmolbenlbmol
benlbmolSP
n Btol /36.273
)/(9694.0265
1
===Δ (4.12)
Con las definiciones de selectividad y conversión se obtiene:
0i
ii n
nx
Δ= entonces, Sxnn prodi /0 Δ= (4.13)
Finalmente:
hrlbmolxSPF B
T /4866.3649694.0*75.0
265
1
=== (4.14)
Se calcula el tolueno a la salida del reactor: hrlbmol /1.915.364*)75.01( =− . La cantidad de tolueno no reaccionado se recicla al reactor, entonces la alimentación fresca al procesos es 273.36 lbmol/hr. La cantidad producida de difenilo es: Por un balance de hidrógeno en el proceso se obtiene: PynFy
HH PHF =Δ− donde F y P son los flujos de gas en la alimentación y en la purga respectivamente, además:
HFy = fracción mol de H2 en la alimentación, 0.95
HPy = fracción mol de H2 en la purga, 0.40
S1= ΔnBen//ΔnTol
S2= ½ ΔnDif//ΔnTol
ξ1= ΔnBen//νBen=(ΔnTol/ νtol)reac 1
ξ2= ΔnDif//νDif=ΔnTol/ νtol
ξ2/ξ1 = S2/S1
ΔnDif = ½ S2 ΔnBen / S1
hrlbmolSSP
P BD /18.4
29694.01*
9694.0265
21* =
−=
−=
Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
77
Similarmente se obtiene un balance de metano: PynFy
HH PMetF )1()1( −=Δ−− (4.15) Al sustituir los datos se obtiene dos ecuaciones simultáneas: 0.95 F – 269.2 = 0.4 P 0.05 F – 273.37 = 0.6 P Que al resolverlas se obtiene: F = 492.5 lbmol/hr y P = 496.7 lbmol/hr. Por un balance en la entrada del reactor, y la condición de 5 moles de H2 por mol de tolueno, se tiene: RyFy
HH PF +=5.364*5 de donde; R = 3,376.59 lbmol/hr.
En la Tabla 4.1 se resumen los cálculos en la estructura de reciclo.
Tabla 4.1 Flujos alrededor de la estructura de reciclo, lbmol/hr
Especies Carga fresca
Reciclo Entrada a reactor
Salida del reactor
Domo del flash
Fondo del flash
Purga
Hidrógeno 467.9 1,350.64 1,818.54 1,549.34 1,549.34 198.7 Metano 24.6 2,025.954 2,050.55 2,323.95 2,323.95 298.0 Benceno 265.0 265.0 Tolueno 273.4 364.5 91.9 91.1 Difenilo 4.18 4.18
Se calcula la temperatura de salida del reactor por un balance de energía y se determina el valor de 1,265 °F, por lo que no se llega a exceder el límite de 1,300 °F especificado. (Se usan los valores de Cp constantes, 7, 10.1 y 48.7 Btu/mol°F para el hidrógeno, metano y tolueno). Con datos del Manual del Ingeniero Químico de R. H. Perry [2], se determinan los valores de calor de reacción y constante de equilibrio, para la primera reacción, considerando que el avance de la segunda reacción es muy pequeño. ΔGr,298 = -10.379 kcal/mol ΔHr,298 = -10.019 kcal/mol Ka,298 = 4*107
Gf,298 kcal/mol Hf,298 kcal/mol Tolueno (g) 29.228 11.950 Hidrógeno 0 0 Benceno (g) 30.989 19.820 Metano -12.140 -17.889

Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
78
Se observa que la reacción es exotérmica por lo que la reacción es menos favorable a altas temperaturas. Douglas calcula que la temperatura de salida del reactor, usando los flujos de reactivos y productos así como los calores específicos, de 1265 ºF. Se observa también que tampoco la temperatura limita el equilibrio ya que la constante de equilibrio es muy grande aun a 1300 °F. Las condiciones de alta presión y temperatura pueden relacionarse con la velocidad de reacción, por la siguiente expresión de velocidad, Tr de acuerdo al libro de Douglas. 2/1)( HTolT CCTkr =− (4.16)
⎥⎦⎤
⎢⎣⎡−= −−
RTmolcalsLmolTk /000,52exp)()/(10*3.6)( 12/110 (4.17)
HTol CyC Son las concentraciones de tolueno e hidrógeno respectivamente. Para reactores tubulares el balance de moles conduce a:
TTo rdVdxF −= (4.18)
Considerando que el hidrógeno permanece casi constante entonces CH es constante. La reacción se puede considerar de pseudo primer orden y el volumen del reactor se calcula con,
mHkCxF
Vρ2/1
0 ))1/(1ln( −= (4.19)
En donde; ⎟⎠⎞
⎜⎝⎛⎟⎟⎠
⎞⎜⎜⎝
⎛++
⎟⎟⎠
⎞⎜⎜⎝
⎛=
7.14)(
)(º46032460
3591
3
psiaPFTpie
lbmolmρ (4.20)
2/1
3
2/1
32/1 )(4.032.28
4541
⎥⎦
⎤⎢⎣
⎡⎥⎦
⎤⎢⎣
⎡⎟⎟⎠
⎞⎜⎜⎝
⎛⎟⎟⎠
⎞⎜⎜⎝
⎛=
pielbmol
pieL
glbC mH ρ (4.21)
ToF es el flujo molar a la entrada del reactor, y mρ es la densidad molar. Considerando constante el flujo de hidrógeno en el reciclo.
El espacio tiempo será: 2/10 *
))1/(1ln(
HCkx
vV −
==τ (4.22)
Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
79
0νyV son el volumen del reactor y el gasto volumétrico de entrada. Para una conversión fija de 0.75 el efecto de la temperatura promedio y la presión sobre el espacio tiempo se ilustra en la Tabla 4.2. Se observa que a 1200 °F y 500 psia la densidad molar es de aproximadamente 0.028 y se requiere un tiempo de 2.75 minutos de permanencia en el reactor para obtener 75 % de conversión. A menores presiones o temperaturas el tiempo espacial es de meses.
Tabla 4.2 Efecto de la presión y la temperatura del reactor sobre el tiempo espacial.
Espacio tiempo, τ = V/vo (en segundos) Densidad P1=100Psia Densidad P2=300psia Densidad P3=500psia T(°F) Molar Molar Molar 800 0.007399 1.68082E+13 0.022197498 9.7042E+12 0.03699583 55232091287900 0.006855 25160628685 0.020565329 14526495744 0.03427555 79580811.761000 0.006386 139002292.9 0.019156745 80253011.21 0.03192791 424328.17231100 0.005976 1984236.471 0.017928749 1145599.461 0.02988125 5859.8629531200 0.005616 57708.50626 0.016848703 33318.02162 0.02808117 165.21220191300 0.005297 2900.911822 0.015891391 1674.842221 0.02648565 8.065559965
De manera más rigurosa, para un reactor ideal de flujo tapón, el espacio tiempo se calcula con:
∫ −==x
T
TolTolo r
dxCV
00ντ (4.23)
De acuerdo a Mcketta [3], se tiene:
))(1()1(0,
0,, V
nxFF
xCCTotal
ToiloTolTol −=−= (4.24)
y )(0,
0,0,
Vn
FxFF
CTotal
ToilHH
−== (4.25)
En donde: zRT
PVn= (4.26)
La constante de velocidad especifica expresada en base 10 en vez de base e, es: )400,208.10(10 Tk −= (4.27)
Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
80
El calor generado por conversión es 2.19*104*(Ftol,0)*x, por un balance de energía se obtiene que, T = 1664 + 129*x. Al probar diferentes temperaturas y presiones en el reactor para una conversión de 75 %, se obtienen resultados similares que en la tabla anterior. Se concluye que, para reducir el tiempo de residencia y por consecuencia el tamaño del reactor se justifica el empleo de temperaturas y presiones altas. El volumen del reactor se calcula de la ecuación 4.23.
τρ
υτm
FV 0
0* ==
=+++
=)/028.0(
min)60/min)(75.2)(/)(36495.202563.13505.492(3pielbmol
hrhrlbmolV 6929 pie3
Este es un reactor grande de aproximadamente 196 m3. Otro punto que debe considerarse para determinar estas condiciones severas de T y P es la ocurrencia de reacciones parasitarias como pueden ser la hidrogenación del benceno a ciclohexano, la hidro desintegración del ciclohexano en metano y etileno así como la coquización del metano. La formación de ciclohexano puede resultar en un problema de purificación del benceno ya que tienen puntos de ebullición muy cercanos, menos de dos grados centígrados de diferencia. Con datos de entalpías y energías libres de formación se determina la constante de equilibrio y se determina que a mayor temperatura se desfavorece la formación del ciclohexano. Lo contrario ocurre con la formación de coque al aumentar la temperatura más allá de 1,300 °F, por lo que operando debajo de este valor se promueve la formación del benceno. Otra forma de evitar la coquización es con una alta proporción de hidrogeno a tolueno en la alimentación al reactor, por lo que el libro de Douglas propone que esta proporción sea de 5 moles de hidrógeno por mol de tolueno. 4.5 Condiciones de presión y temperatura en los separadores Para ilustrar estos cálculos se usa el caso de producción de benceno a partir del tolueno. De acuerdo al análisis del proceso del ejemplo 2.4 a la salida del reactor se tiene un separador de fases del tipo flash. Estos equipos son tanques cilíndricos que pueden posicionarse en forma 2horizontal o vertical. El propósito del modelo es representar la separación de una corriente, de multi componentes en dos corrientes que están en equilibrio termodinámico. De acuerdo a la figura del flash la corriente 2 está en fase vapor mientras que la corriente 3 es líquida. Balances de materia.
Por componente: 321
iii FFF += (4.28)
Global: 321 FFF +=

Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
81
Relación de equilibrio: iii xKy = (4.29)
Constantes de equilibrio: ),,,( PTyxKK iiii = (4.30)
Figura 4.4 Diagrama de separador de fases tipo flash.
Restricciones, sumas de fracciones molares:
1=∑ iz ; 11 / FFz ii = (4.31)
1=∑ ix ; 33 / FFx ii = (4.32)
1=∑ iy ; 22 / FFy ii = (4.33) Se tienen 3n+3 ecuaciones y 4n+5 variables. Al especificar las variables Fi, de entrada para los n componentes zi (n-1 valores) y los parámetros temperatura, T y presión, P resultan cero grados de libertad. Para el caso de que las fases formen una solución ideal y la separación sea isotérmica, se puede usar la ley de Raoult y la ecuación de Antoine: PPK v
ii= (4.34)
TC
BAP
i
ii
vi +
−=log (4.35)
En donde viP es la presión de vapor del componente i.
Al agrupar todas las ecuaciones en una se obtiene el modelo de Rachford Rice.
∑ =+−
−0
1)1()1(
φi
ii
KKz
(4.36)
En donde φ es la fracción vaporizada, F2/F1 o V/F.
Flash
2
1
3
Alimentación, F
Vapor, V
Líquido, L

Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
82
Esta ecuación no lineal con una incógnita se resuelve con algún método numérico como el de Newton Raphson, para obtener el valor de φ . Los flujos de los componentes en las corrientes de salida se calculan con:
1)1(
)1( 12
+−−
=φ
φ
i
ii K
FF (4.37)
213
iii FFF −= (4.38) Para los cálculos del flash adiabático del proceso de producción de benceno, se emplea un programa de computadora que usa la ecuación de estado de Peng Robinson, para el cálculo del equilibrio líquido vapor, y las reglas de mezclado de Van der Walls. Se prueban varias temperaturas y presiones de operación en el flash. Con temperatura de 100 ºF y 465 psia se obtienen los flujos y composiciones de la Tabla 4.3. La presión no se disminuye tanto para evitar el problema de poner un compresor grande el reciclo y recuperar la presión que se necesita a la entrada del reactor. Entre el reactor y el flash debe colocarse un cambiador de calor que reduzca la temperatura del efluente del reactor hasta 100 ºF (38 ºC). La fracción purgada es P/(P+R)= 497/(497+3377) = 0.128, por lo que la cantidad de benceno que se pierde en la purga es, 0.128*31 = 3.98 kmol/hr. El costo de esta perdida anual no es muy grande, por lo que se puede tolerar. Por otro lado no todo es perdido ya que los gases de la purga se usan como combustible en el horno que precalienta la carga al reactor.
Tabla 4.3 Flujos y composiciones alrededor del flash. Las dimensiones del tanque flash se determinan con el volumen de líquido que se procesa, en este caso se tiene una cantidad de líquido de 347 lbmol/hr a la salida del tanque, que corresponde en galones por minuto a:
min085.65
)min/60)(/1337)(./029.55()/796.82)(/347(
33
galhrgalpiepielb
lbmollbhrlbmol=
Aquí se usa un peso molecular promedio de 82.796, considerando solamente a los aromáticos, de la misma manera la densidad promedio que se usa es 55.029 lb/pie3. Si el tiempo de retención es de 5 minutos, se tendrá un espacio líquido de aproximadamente 43.5 pie3. Para un tanque vertical con una altura igual al nivel que ocupa el líquido más 3 veces el diámetro, según lo recomienda Walas, 1990, y con una relación de altura a diámetro de 4, se obtiene:
z x y k F V LHidrógeno 0.366021 0.00699 0.39803 56.9468 1549 1546.51 2.4945564Metano 0.548913 0.05563 0.59289 10.6572 2323 2303.61 19.385668Benceno 0.062618 0.67536 0.00799 0.0118 265 31.0443 233.95566Tolueno 0.021503 0.25047 0.00109 0.0044 91 4.23509 86.764915Difenilo 0.000945 0.01155 0 0 4 0 4
Total= 4232 3885.4 346.6008Fracción vaporizada =V/F = 0.9181

Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
83
Volumen del tanque: 4
2lDV π= donde l es la altura del nivel del líquido.
Se obtiene un diámetro de tanque igual a 3.81 pies y la altura de 15.25 pies, aproximadamente 4.65 m. Debido a que en el líquido a la salida del flash se tiene algo de hidrógeno y metano, es necesario eliminarlos en una columna de destilación, denominada columna estabilizadora en la cual se extraen los gases hidrógeno y metano por el domo, para dejar en fase líquida por el fondo, los aromáticos. El perfil de temperaturas en la columna de destilación va de la más alta en el fondo, a la más baja en el domo. La temperatura más alta corresponde a la temperatura de roció en el rehervidor, que es mayor a la de burbuja en el rehervidor. Avanzando hacia arriba en la columna la temperatura de la alimentación será menor que la temperatura de roció del hervidor y mayor que la temperatura de roció del condensador, la cual a su vez es mayor que la temperatura de burbuja en el condensador, estas relaciones de temperatura se ilustran a continuación:
Distribución de temperaturas en el destilador.
Trocio,hervidor > Tburbuja,hervidor > Talimentación > Trocio,condensador > Tburbuja,condensador Se procede a hacer el cálculo de punto de roció )1/( 1 =Σ iKy , empleando la ecuación de estado de Peng Robinson y la regla de mezclado de Van der Walls, en el domo de la columna suponiendo que se va a usar en el condensador agua a 25 ºC. Hay que definir la distribución de los componentes clave, que en este caso se toman como el hidrógeno y el metano. Se propone una composición de los claves de 98 % y una mínima pérdida de benceno de 0.5 lbmol/hr. Se supone que nada del tolueno ni difenilo salen por el domo de la columna. La idea es obtener la presión de la columna para la cual la temperatura de burbuja del condensador sea igual a la temperatura del agua fría más 10 ºC. Se toma como gradiente mínimo de temperatura 10 ºC. Entonces para una recuperación en el domo de 2.49, 19 y 0.5 lbmol/hr de H2, CH4 y C6H6, se obtiene por prueba y error una temperatura de 33.85 ºC y una presión de 150 psia. Los valores de composición y volatilidades relativas del domo que se obtienen son:
Componente Fracción mol, en domo K α Hidrógeno 0.1132 189.4 8094 Metano 0.864 31.7 1355 Benceno 0.0227 .0234 1
Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
84
Con la misma presión ahora se calcula la temperatura de burbuja )1*( 1 =Σ iKx en el fondo, la composición se determina por diferencia de lo que entra a la columna y sale por el domo. Los componentes clase son el metano y el benceno. La temperatura de burbuja es 187.32 ºC. Los valores de composición y volatilidades relativas del fondo que se obtienen son: Para determinar las dimensiones de la columna primero se calcula el número de platos y el reflujo de operación. Con la ecuación de Fenske se calcula el número mínimo de platos:
( ) ( )[ ]
( ) omHKLK
FondoLKHKDomoHKLK xxxxN
Pr/min ln
//lnα
= (4.39)
Donde x es la fracción mol, los sufijos LK y HK se refieren a la composición de los componentes claves ligero y pesado respectivamente. Al sustituir los valores se obtiene:
( )( )[ ]
( ) 256.30*1355ln
0012.0/7196.00227.0/864.0lnmin ≈=N
El reflujo mínimo de operación en la columna se determina con las ecuaciones de Underwood dadas a continuación.
qx
entaciónAi
ii −=⎟⎟⎠
⎞⎜⎜⎝
⎛−∑ 1
)(lim
θαα
(4.40)
1)( min +=⎟⎟⎠
⎞⎜⎜⎝
⎛−∑ Rx
Domoi
ii
θαα
(4.41)
Al definir la condición térmica de la alimentación, q, se obtiene el parámetro θ con la ecuación 4.40, luego con la ecuación 4.41 se obtiene el reflujo mínimo. El valor de q va de 0 para una condición de alimentación en el punto de roció, a 1 en el punto de burbuja. En este caso se determina la temperatura de la alimentación en el punto de burbuja como ya se menciono antes y a la presión de 150 psia se obtiene 170 ºC. Las volatilidades relativas calculadas se dan en la siguiente tabla.
Componente Fracción mol, en fondo K α Metano 0.0012 33.43 30.517 Benceno 0.7196 1.094 1 Tolueno 0.2669 0.646 Difenilo 0.0123 0.035
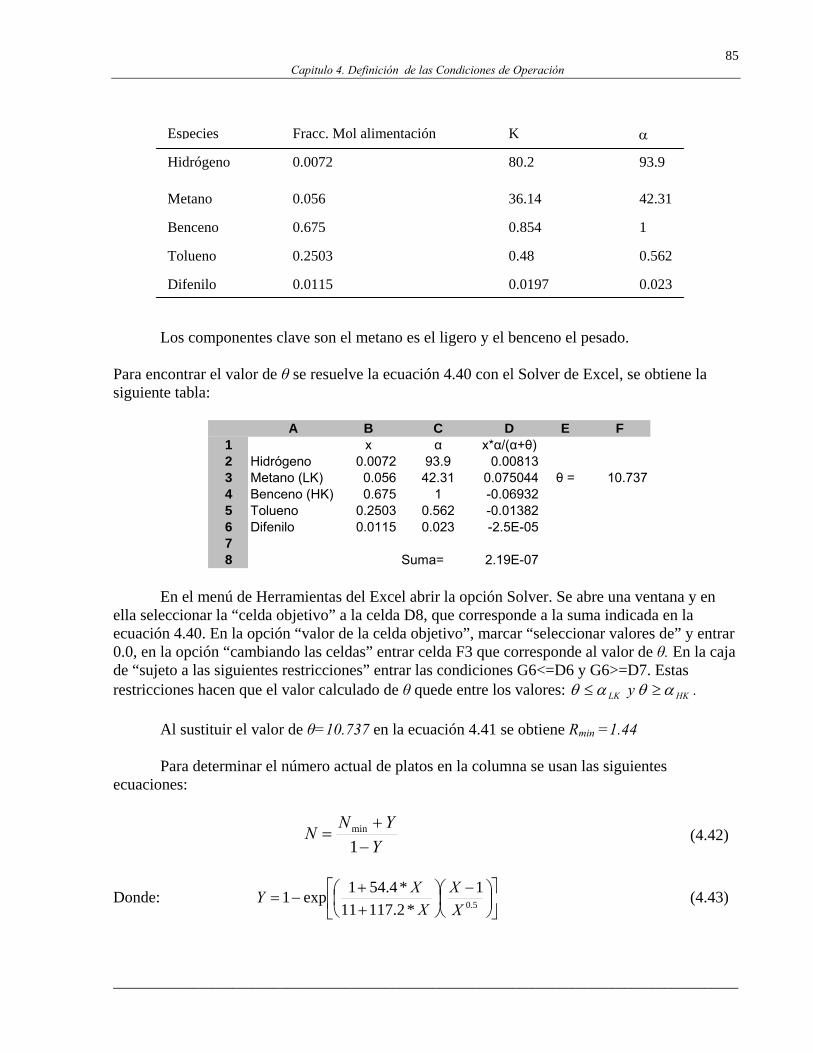
Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
85
Los componentes clave son el metano es el ligero y el benceno el pesado. Para encontrar el valor de θ se resuelve la ecuación 4.40 con el Solver de Excel, se obtiene la siguiente tabla:
A B C D E F1 x α x*α/(α+θ)2 Hidrógeno 0.0072 93.9 0.008133 Metano (LK) 0.056 42.31 0.075044 θ = 10.7374 Benceno (HK) 0.675 1 -0.069325 Tolueno 0.2503 0.562 -0.013826 Difenilo 0.0115 0.023 -2.5E-0578 Suma= 2.19E-07
En el menú de Herramientas del Excel abrir la opción Solver. Se abre una ventana y en ella seleccionar la “celda objetivo” a la celda D8, que corresponde a la suma indicada en la ecuación 4.40. En la opción “valor de la celda objetivo”, marcar “seleccionar valores de” y entrar 0.0, en la opción “cambiando las celdas” entrar celda F3 que corresponde al valor de θ. En la caja de “sujeto a las siguientes restricciones” entrar las condiciones G6<=D6 y G6>=D7. Estas restricciones hacen que el valor calculado de θ quede entre los valores: HKLK y αθαθ ≥≤ . Al sustituir el valor de θ=10.737 en la ecuación 4.41 se obtiene Rmin =1.44 Para determinar el número actual de platos en la columna se usan las siguientes ecuaciones:
Y
YNN−+
=1min (4.42)
Donde: ⎥⎦
⎤⎢⎣
⎡⎟⎠⎞
⎜⎝⎛ −⎟⎠⎞
⎜⎝⎛
++
−= 5.0
1*2.11711
*4.541exp1XX
XXY (4.43)
Especies Fracc. Mol alimentación K α
Hidrógeno 0.0072 80.2 93.9
Metano 0.056 36.14 42.31
Benceno 0.675 0.854 1
Tolueno 0.2503 0.48 0.562
Difenilo 0.0115 0.0197 0.023

Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
86
1min
+−
=R
RRX (4.44)
Se propone usar una valor de reflujo de operación que va de 1.2 a 1.5 veces el reflujo mínimo. Al sustituir los valores en las ecuaciones 4.42, 4.43 y 4.44, se obtiene un número de platos igual a 4.33, el cual se puede redondear a 5 platos. Se tendrá una columna que es prácticamente de rectificación con una zona de agotamiento muy pequeña. Para determinar el número del plato de alimentación se usa la ecuación de Fenske de la siguiente manera:
⎟⎟⎠
⎞⎜⎜⎝
⎛
⎟⎟⎠
⎞⎜⎜⎝
⎛
=
fondoHK
aHK
aHK
aLK
aHK
fondoLK
aLK
domoLK
abajo
arriba
xx
xx
xx
xx
NN
lim
lim
lim
limlim
ln
ln
(4.45)
Puesto que N = Narriba + Nabajo, el plato de alimentación será )//(11lim
abajoarribaa NN
NN+
=
Para la columna estabilizadora empleando una eficiencia de 70 % por plato da un total de platos actuales de 7 y el plato de alimentación en plato 5. Los flujos y temperaturas en las corrientes alrededor de la columna estabilizadora se dan en la siguiente tabla:
Tabla 4.4 Flujos alrededor de la columna estabilizadora. De la misma forma se pueden calcular las condiciones de operación en las columnas de benceno y tolueno del proceso. Una forma rápida de determinar las condiciones de operación y los balances de materia y energía en los procesos químicos es con la ayuda de un simulador de procesos. Para simular la planta del proceso de benceno se emplea el simulador PRO/II, el diagrama de flujo y el balance de materiales se muestra en la figura A30 del Apéndice B.
Especies Alimentación lbmol/hr
Destilado lbmol/hr
Residuo lbmol/hr
Hidrógeno 2.495 2.49 0.005 Metano 19.386 19 0.386 Benceno 233.956 0.056 233.9 Tolueno 86.765 0.0 86.765 Difenilo 4 0.0 4 Temperatura, ºC 170 33.85 187.32

Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
87
Referencias. 1. Douglas, J. M., Conceptual Design of Chemical Processes, New York: McGraw-Hill 1988. 2. Perry, R. H. y D. W. Green, Perry’s Chemical Engineers’ Handbook. McGraw-Hill, Séptima edición, 1997. 3. McKetta, J., Chemical Processing Handbook, Marcel Deckker Inc. 1993. 4. Walas, S. M. Chemical Process Equipment: Selection and Design. Butterwoth-Heinmann, Series in Chemical Engineering. 1990.

Capitulo 4. Definición de las Condiciones de Operación
______________________________________________________________________________________________
88
Problemas
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
89
En la industria de los procesos químicos la preocupación de eficientar el uso de energía y la reducción de emisiones contaminantes, ha conducido a la generación de tecnologías para diseño o rediseño de procesos con niveles mínimos de consumo de energía. Una de estas tecnologías, es el análisis del punto Pinch que ha impactado en la manera en que se diseñan las redes de cambiadores de calor y por extensión se aplica también al diseño de redes de transferencia de masa. En este capitulo se presentan las bases de esta tecnología para el análisis térmico de las corrientes de proceso y lograr su integración térmica en redes de cambiadores de calor.
Capitulo 5 Análisis térmico en las corrientes de proceso.
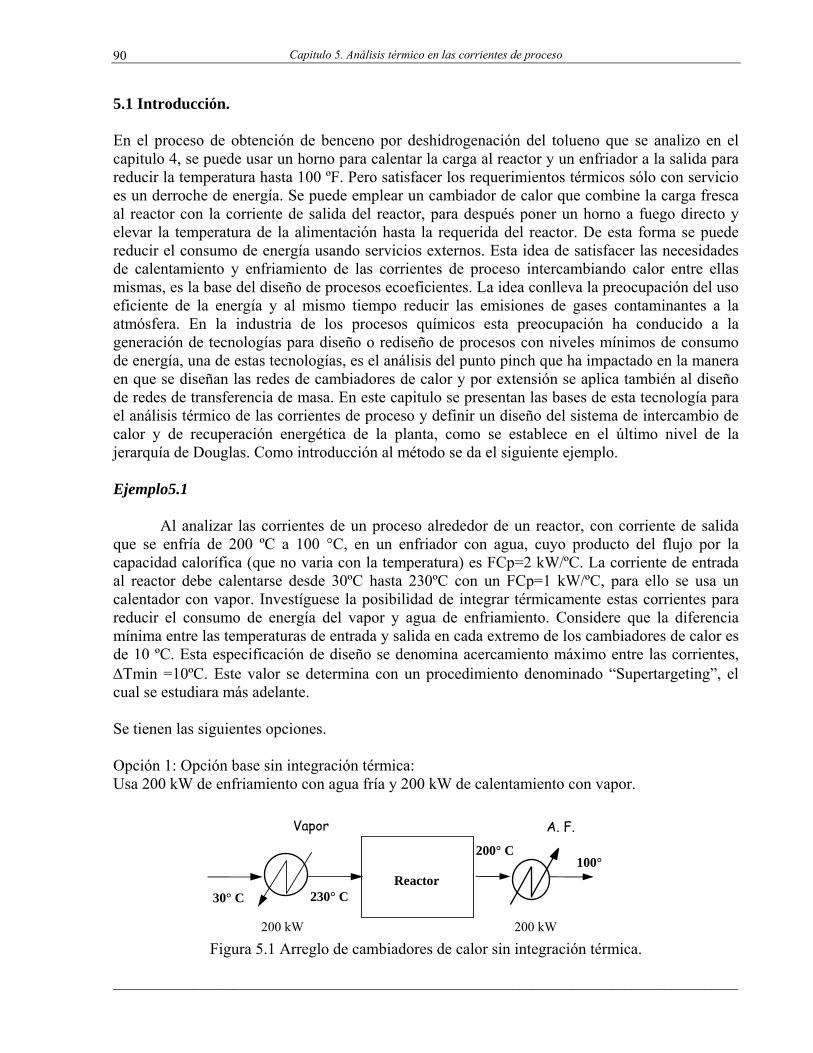
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
90
5.1 Introducción. En el proceso de obtención de benceno por deshidrogenación del tolueno que se analizo en el capitulo 4, se puede usar un horno para calentar la carga al reactor y un enfriador a la salida para reducir la temperatura hasta 100 ºF. Pero satisfacer los requerimientos térmicos sólo con servicio es un derroche de energía. Se puede emplear un cambiador de calor que combine la carga fresca al reactor con la corriente de salida del reactor, para después poner un horno a fuego directo y elevar la temperatura de la alimentación hasta la requerida del reactor. De esta forma se puede reducir el consumo de energía usando servicios externos. Esta idea de satisfacer las necesidades de calentamiento y enfriamiento de las corrientes de proceso intercambiando calor entre ellas mismas, es la base del diseño de procesos ecoeficientes. La idea conlleva la preocupación del uso eficiente de la energía y al mismo tiempo reducir las emisiones de gases contaminantes a la atmósfera. En la industria de los procesos químicos esta preocupación ha conducido a la generación de tecnologías para diseño o rediseño de procesos con niveles mínimos de consumo de energía, una de estas tecnologías, es el análisis del punto pinch que ha impactado en la manera en que se diseñan las redes de cambiadores de calor y por extensión se aplica también al diseño de redes de transferencia de masa. En este capitulo se presentan las bases de esta tecnología para el análisis térmico de las corrientes de proceso y definir un diseño del sistema de intercambio de calor y de recuperación energética de la planta, como se establece en el último nivel de la jerarquía de Douglas. Como introducción al método se da el siguiente ejemplo. Ejemplo5.1 Al analizar las corrientes de un proceso alrededor de un reactor, con corriente de salida que se enfría de 200 ºC a 100 °C, en un enfriador con agua, cuyo producto del flujo por la capacidad calorífica (que no varia con la temperatura) es FCp=2 kW/ºC. La corriente de entrada al reactor debe calentarse desde 30ºC hasta 230ºC con un FCp=1 kW/ºC, para ello se usa un calentador con vapor. Investíguese la posibilidad de integrar térmicamente estas corrientes para reducir el consumo de energía del vapor y agua de enfriamiento. Considere que la diferencia mínima entre las temperaturas de entrada y salida en cada extremo de los cambiadores de calor es de 10 ºC. Esta especificación de diseño se denomina acercamiento máximo entre las corrientes, ΔTmin =10ºC. Este valor se determina con un procedimiento denominado “Supertargeting”, el cual se estudiara más adelante. Se tienen las siguientes opciones. Opción 1: Opción base sin integración térmica: Usa 200 kW de enfriamiento con agua fría y 200 kW de calentamiento con vapor.
Figura 5.1 Arreglo de cambiadores de calor sin integración térmica.
Reactor30° C
100°
Vapor A. F.
230° C
200° C
200 kW 200 kW

Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
91
Nótese que las cargas térmicas transferidas en cada intercambiador de calor se indican de bajo de los símbolos de cada intercambiador. Opción 2. Una estrategia más compleja sería usar el excedente de calor de la corriente caliente en la corriente fría, siempre que se tenga un gradiente de temperaturas entre las corrientes, de tal forma que permita la transferencia de calor de la corriente caliente a la fría. Al integrar el calor de las corrientes de proceso en un intercambiador de calor a contracorriente, después del enfriador de la figura 5.1, se tiene una recuperación de 120 kW entre las corrientes de proceso y solamente se requieren 80 kW de enfriamiento y de calentamiento. Se logra una disminución de 240 kW por uso de energía externa al proceso. El diagrama de proceso se muestra en la figura 5.2.
Figura 5.2 Arreglo de cambiadores de calor con integración térmica, opción 2. Opción 3. Integrar el calor de las corrientes de proceso en un intercambiador de calor a contracorriente con una recuperación de 160 kW. Se hace la integración térmica colocando el cambiador de calor integrado a la salida del reactor, antes del enfriador. El diagrama de proceso se da en la figura 5.3.
Figura 5.3 Arreglo de cambiadores de calor con integración térmica, opción 3. Con la opción 3 se tiene el mínimo consumo de energía por servicios externos de calentamiento con vapor 40 kW y de enfriamiento con agua fría 40 kW, este es el diseño óptimo, el cual se puede determinar con las gráficas de las curvas compuestas. Puesto que el criterio principal para establecer el diseño de los procesos es proponer arreglos de equipos que sean eficientes y económicos, es necesario tener un indicador del desempeño económico (rentabilidad) de las alternativas de diseño. El costo anualizado de los procesos es una medida económica simple y conveniente para evaluar alternativas.
Reactor
Vapor A. F.
230° C
200° C
80 kW 80 kW
30° C
100° C
Reactor
Vapor
230° C
200° C
A. F.
40 kW 40 kW
30°
100° C

Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
92
El costo anualizado se determina con los costos fijos (costos de compra de los intercambiadores de calor de la red, sin incluir costos de instalación y otros costos asociados) y los costos variables (costos por operación del proceso, debidos a los requerimientos de calentamiento y de enfriamiento). Sin haber realizado el diseño detallado de la estructura de la red, se pueden obtener los valores mínimos de los costos de operación así como una estimación de los costos fijos (por concepto del número de unidades de intercambio de calor y su área). El costo total anualizado de la red se calcula con:
aguaaguavapvaporc QCQCCrCTA ++= ∑ *)( (5.1)
Donde Cc son los costos de compra de los intercambiadores de calor, r es la tasa de retorno anual de la inversión. Cvapor es el costo del vapor en los calentadores, Qvapor es el calor de calentamiento necesario en la red, Cagua es el costo del agua de enfriamiento y Qagua es el calor que debe extraerse de la red con agua de enfriamiento.
Con el objeto de comparar económicamente las opciones de diseño del ejemplo 5.1, considérese los siguientes datos. Costo del vapor a 260 ºC, 2.81 $/106 kJ, Coeficiente de película, h = 0.5 kW/ºC-m2. Costo del agua fría a 20 ºC, 0.496 $/106 kJ, Coeficiente de película, h = 0.3 kW/ºC-m2. Costo de operación o gastos variables = costo de calentamiento + costo de enfriamiento. Costo de los cambiadores de calor: Costo, $ = 6,000 + 700*(Área)0.65 El coeficiente de película en cambiadores de calor con corrientes de proceso es 0.8 kW/ºC-m2. Considérese que la planta opera 350 días al año. El total de costos fijos se calcula con la suma de los costos individuales de cada cambiador de calor en la red. En la opción base del ejemplo 5.1 se tiene el siguiente costo de operación.
añoaño
díadía
hrhr
skJskW
kJkW /$7.994,19350243600$)496.081.2(11
200=
⎥⎥⎦
⎤
⎢⎢⎣
⎡+
−
Los cálculos de costos fijos en la opción 1 y 2 se resumen en las siguientes tablas: Costo de cambiadores de calor de la opción 1.
Opción 1 m^2 $Q TC1 TF1 TC2 TF2 ΔT1 ΔT2 DTLM Area Costo
80 200 20 160 40 180 120 147.98 2.478 7262.54120 160 150 100 30 10 70 30.834 9.73 9071.5680 250 230 250 150 20 100 49.707 5.231 8051.92
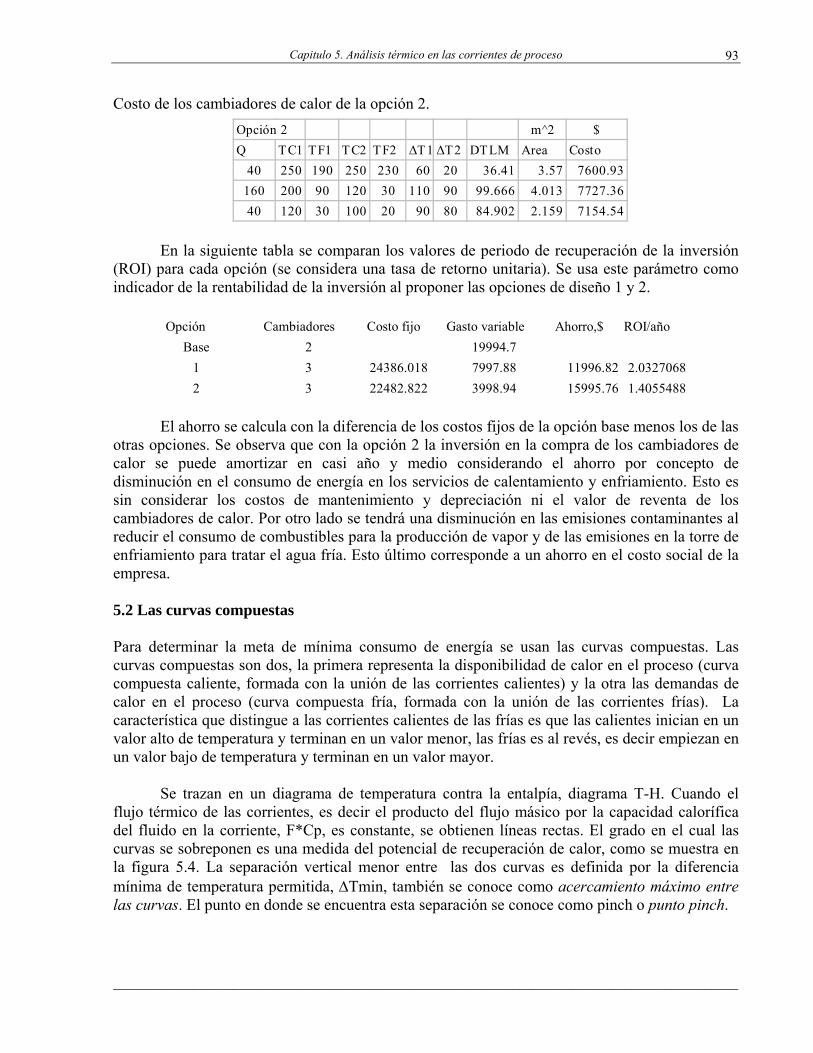
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
93
Costo de los cambiadores de calor de la opción 2. En la siguiente tabla se comparan los valores de periodo de recuperación de la inversión (ROI) para cada opción (se considera una tasa de retorno unitaria). Se usa este parámetro como indicador de la rentabilidad de la inversión al proponer las opciones de diseño 1 y 2.
Opción Cambiadores Costo fijo Gasto variable Ahorro,$ ROI/añoBase 2 19994.7
1 3 24386.018 7997.88 11996.82 2.03270682 3 22482.822 3998.94 15995.76 1.4055488
El ahorro se calcula con la diferencia de los costos fijos de la opción base menos los de las otras opciones. Se observa que con la opción 2 la inversión en la compra de los cambiadores de calor se puede amortizar en casi año y medio considerando el ahorro por concepto de disminución en el consumo de energía en los servicios de calentamiento y enfriamiento. Esto es sin considerar los costos de mantenimiento y depreciación ni el valor de reventa de los cambiadores de calor. Por otro lado se tendrá una disminución en las emisiones contaminantes al reducir el consumo de combustibles para la producción de vapor y de las emisiones en la torre de enfriamiento para tratar el agua fría. Esto último corresponde a un ahorro en el costo social de la empresa. 5.2 Las curvas compuestas Para determinar la meta de mínima consumo de energía se usan las curvas compuestas. Las curvas compuestas son dos, la primera representa la disponibilidad de calor en el proceso (curva compuesta caliente, formada con la unión de las corrientes calientes) y la otra las demandas de calor en el proceso (curva compuesta fría, formada con la unión de las corrientes frías). La característica que distingue a las corrientes calientes de las frías es que las calientes inician en un valor alto de temperatura y terminan en un valor menor, las frías es al revés, es decir empiezan en un valor bajo de temperatura y terminan en un valor mayor. Se trazan en un diagrama de temperatura contra la entalpía, diagrama T-H. Cuando el flujo térmico de las corrientes, es decir el producto del flujo másico por la capacidad calorífica del fluido en la corriente, F*Cp, es constante, se obtienen líneas rectas. El grado en el cual las curvas se sobreponen es una medida del potencial de recuperación de calor, como se muestra en la figura 5.4. La separación vertical menor entre las dos curvas es definida por la diferencia mínima de temperatura permitida, ΔTmin, también se conoce como acercamiento máximo entre las curvas. El punto en donde se encuentra esta separación se conoce como pinch o punto pinch.
Opción 2 m^2 $Q TC1 TF1 TC2 TF2 ΔT1 ΔT2 DTLM Area Costo
40 250 190 250 230 60 20 36.41 3.57 7600.93160 200 90 120 30 110 90 99.666 4.013 7727.3640 120 30 100 20 90 80 84.902 2.159 7154.54
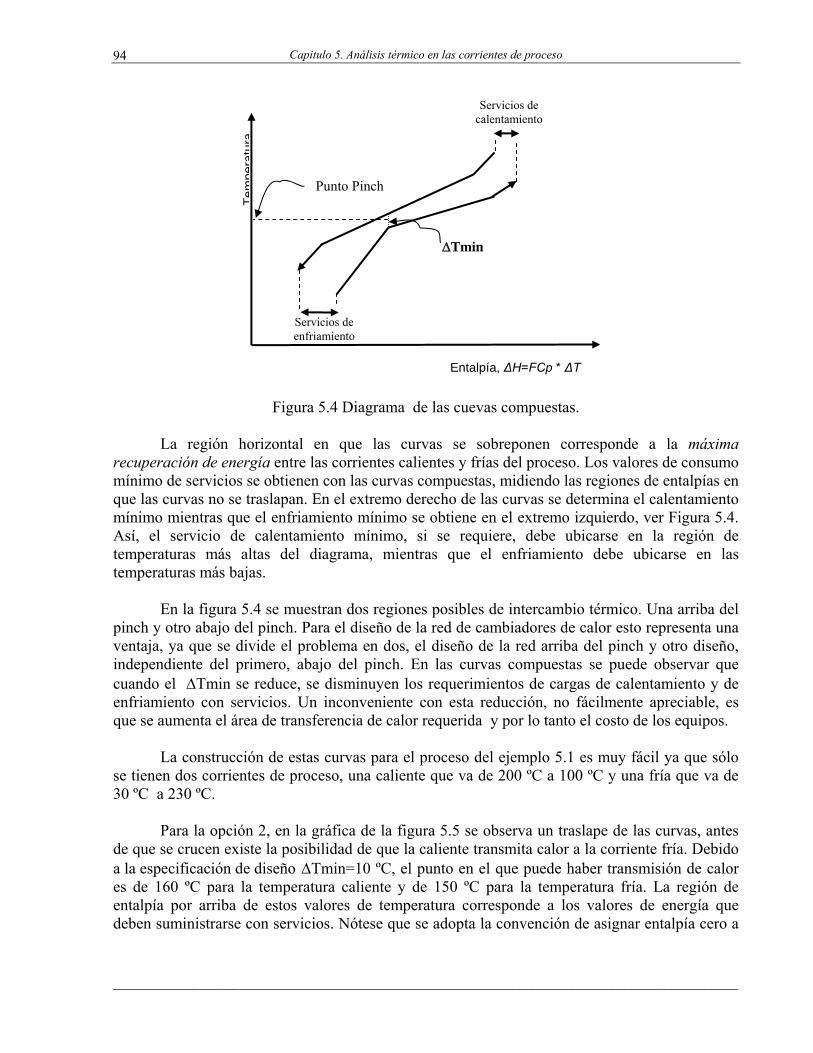
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
94
Figura 5.4 Diagrama de las cuevas compuestas. La región horizontal en que las curvas se sobreponen corresponde a la máxima recuperación de energía entre las corrientes calientes y frías del proceso. Los valores de consumo mínimo de servicios se obtienen con las curvas compuestas, midiendo las regiones de entalpías en que las curvas no se traslapan. En el extremo derecho de las curvas se determina el calentamiento mínimo mientras que el enfriamiento mínimo se obtiene en el extremo izquierdo, ver Figura 5.4. Así, el servicio de calentamiento mínimo, si se requiere, debe ubicarse en la región de temperaturas más altas del diagrama, mientras que el enfriamiento debe ubicarse en las temperaturas más bajas. En la figura 5.4 se muestran dos regiones posibles de intercambio térmico. Una arriba del pinch y otro abajo del pinch. Para el diseño de la red de cambiadores de calor esto representa una ventaja, ya que se divide el problema en dos, el diseño de la red arriba del pinch y otro diseño, independiente del primero, abajo del pinch. En las curvas compuestas se puede observar que cuando el ΔTmin se reduce, se disminuyen los requerimientos de cargas de calentamiento y de enfriamiento con servicios. Un inconveniente con esta reducción, no fácilmente apreciable, es que se aumenta el área de transferencia de calor requerida y por lo tanto el costo de los equipos. La construcción de estas curvas para el proceso del ejemplo 5.1 es muy fácil ya que sólo se tienen dos corrientes de proceso, una caliente que va de 200 ºC a 100 ºC y una fría que va de 30 ºC a 230 ºC. Para la opción 2, en la gráfica de la figura 5.5 se observa un traslape de las curvas, antes de que se crucen existe la posibilidad de que la caliente transmita calor a la corriente fría. Debido a la especificación de diseño ΔTmin=10 ºC, el punto en el que puede haber transmisión de calor es de 160 ºC para la temperatura caliente y de 150 ºC para la temperatura fría. La región de entalpía por arriba de estos valores de temperatura corresponde a los valores de energía que deben suministrarse con servicios. Nótese que se adopta la convención de asignar entalpía cero a
Entalpía, ΔH=FCp * ΔT
Tem
pera
tura
ΔTmin
Punto Pinch
Servicios de enfriamiento
Servicios de calentamiento
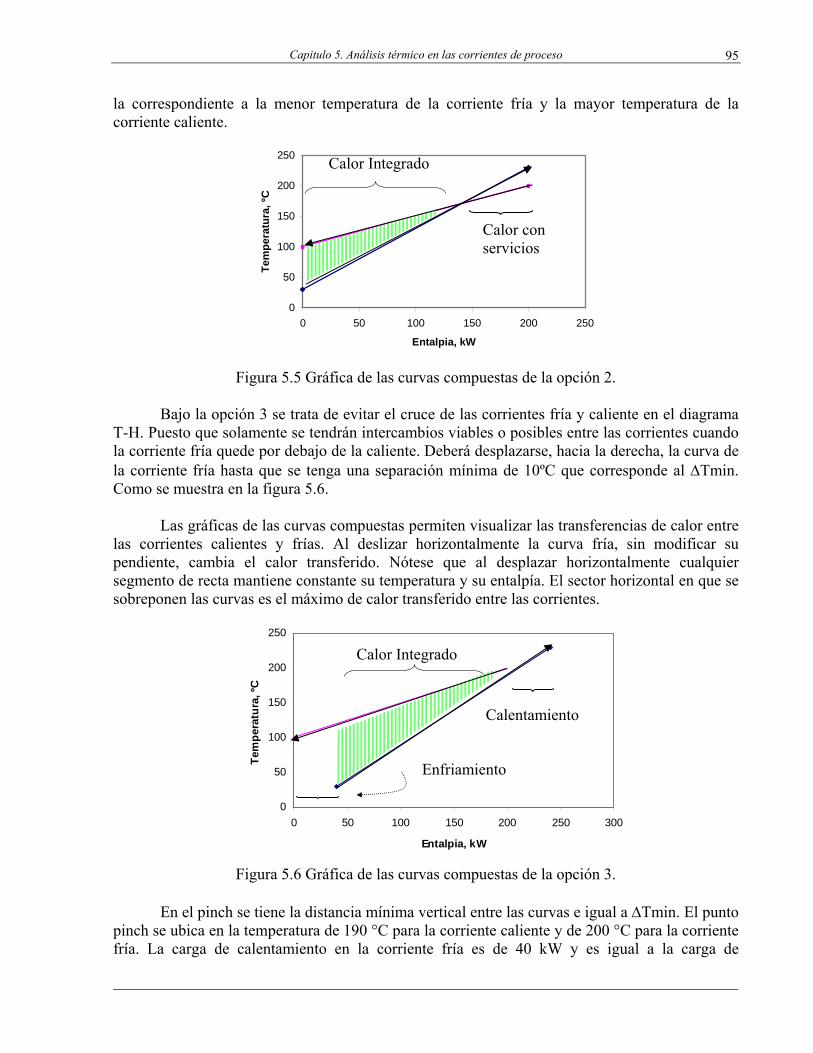
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
95
la correspondiente a la menor temperatura de la corriente fría y la mayor temperatura de la corriente caliente.
0
50
100
150
200
250
0 50 100 150 200 250
Entalpia, kW
Tem
pera
tura
, ºC
Figura 5.5 Gráfica de las curvas compuestas de la opción 2.
Bajo la opción 3 se trata de evitar el cruce de las corrientes fría y caliente en el diagrama T-H. Puesto que solamente se tendrán intercambios viables o posibles entre las corrientes cuando la corriente fría quede por debajo de la caliente. Deberá desplazarse, hacia la derecha, la curva de la corriente fría hasta que se tenga una separación mínima de 10ºC que corresponde al ΔTmin. Como se muestra en la figura 5.6. Las gráficas de las curvas compuestas permiten visualizar las transferencias de calor entre las corrientes calientes y frías. Al deslizar horizontalmente la curva fría, sin modificar su pendiente, cambia el calor transferido. Nótese que al desplazar horizontalmente cualquier segmento de recta mantiene constante su temperatura y su entalpía. El sector horizontal en que se sobreponen las curvas es el máximo de calor transferido entre las corrientes.
Figura 5.6 Gráfica de las curvas compuestas de la opción 3. En el pinch se tiene la distancia mínima vertical entre las curvas e igual a ΔTmin. El punto pinch se ubica en la temperatura de 190 °C para la corriente caliente y de 200 °C para la corriente fría. La carga de calentamiento en la corriente fría es de 40 kW y es igual a la carga de
Calor Integrado
Calor con servicios
0
50
100
150
200
250
0 50 100 150 200 250 300
Entalpia, kW
Tem
pera
tura
, ºC
Enfriamiento
Calentamiento
Calor Integrado
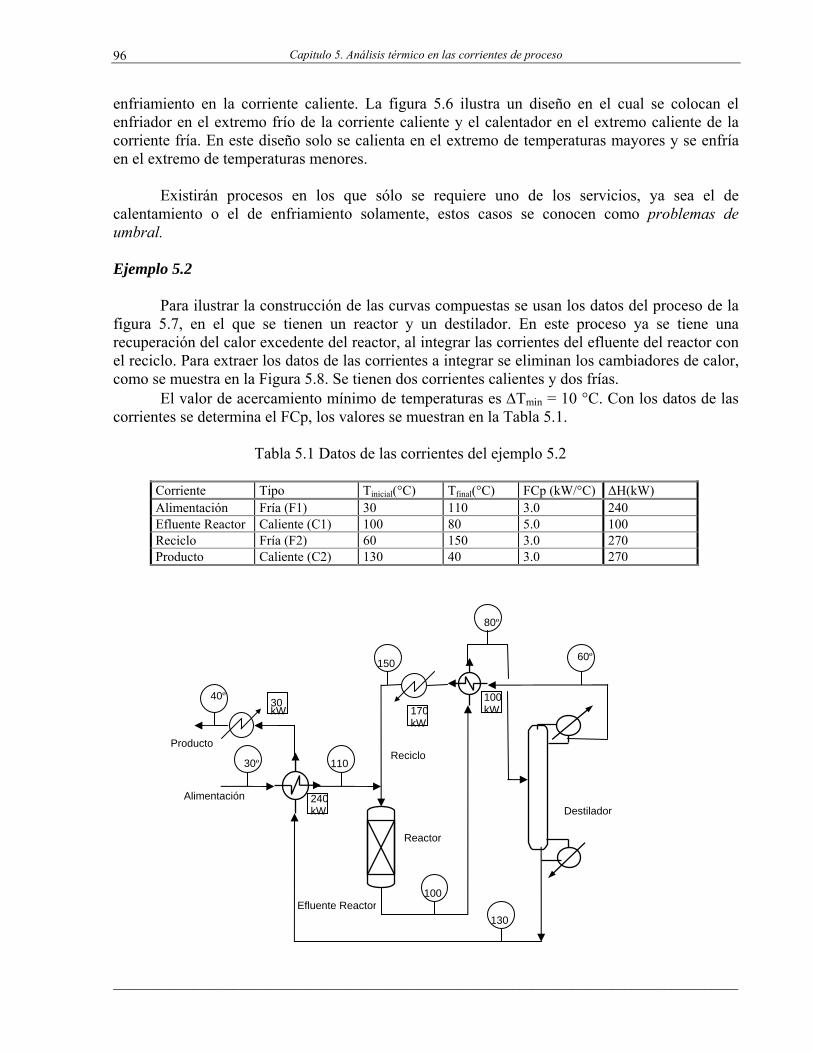
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
96
enfriamiento en la corriente caliente. La figura 5.6 ilustra un diseño en el cual se colocan el enfriador en el extremo frío de la corriente caliente y el calentador en el extremo caliente de la corriente fría. En este diseño solo se calienta en el extremo de temperaturas mayores y se enfría en el extremo de temperaturas menores. Existirán procesos en los que sólo se requiere uno de los servicios, ya sea el de calentamiento o el de enfriamiento solamente, estos casos se conocen como problemas de umbral. Ejemplo 5.2 Para ilustrar la construcción de las curvas compuestas se usan los datos del proceso de la figura 5.7, en el que se tienen un reactor y un destilador. En este proceso ya se tiene una recuperación del calor excedente del reactor, al integrar las corrientes del efluente del reactor con el reciclo. Para extraer los datos de las corrientes a integrar se eliminan los cambiadores de calor, como se muestra en la Figura 5.8. Se tienen dos corrientes calientes y dos frías. El valor de acercamiento mínimo de temperaturas es ΔTmin = 10 °C. Con los datos de las corrientes se determina el FCp, los valores se muestran en la Tabla 5.1. Tabla 5.1 Datos de las corrientes del ejemplo 5.2
Corriente Tipo Tinicial(°C) Tfinal(°C) FCp (kW/°C) ΔH(kW) Alimentación Fría (F1) 30 110 3.0 240 Efluente Reactor Caliente (C1) 100 80 5.0 100 Reciclo Fría (F2) 60 150 3.0 270 Producto Caliente (C2) 130 40 3.0 270
Alimentación
30º 110
100
130
150 60º
80º
40º 170kW
30 kW
240kW
100kW
Producto Reciclo
Efluente Reactor
Reactor
Destilador
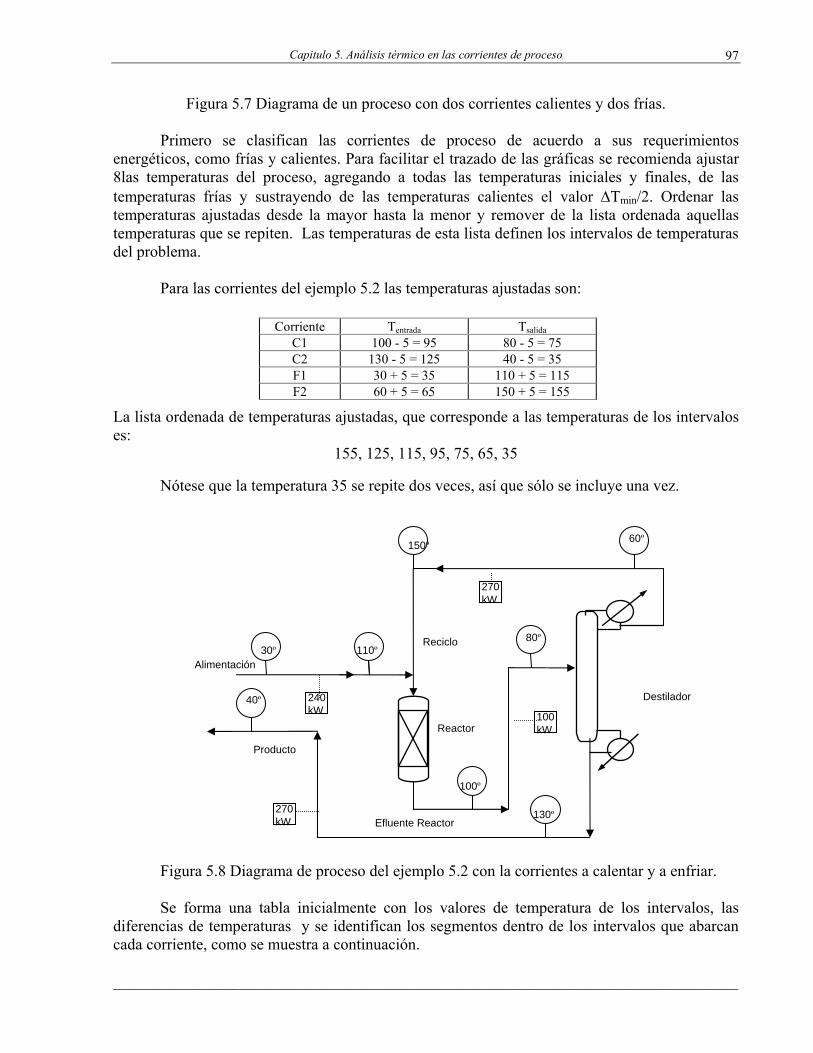
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
97
Figura 5.7 Diagrama de un proceso con dos corrientes calientes y dos frías. Primero se clasifican las corrientes de proceso de acuerdo a sus requerimientos energéticos, como frías y calientes. Para facilitar el trazado de las gráficas se recomienda ajustar 8las temperaturas del proceso, agregando a todas las temperaturas iniciales y finales, de las temperaturas frías y sustrayendo de las temperaturas calientes el valor ΔTmin/2. Ordenar las temperaturas ajustadas desde la mayor hasta la menor y remover de la lista ordenada aquellas temperaturas que se repiten. Las temperaturas de esta lista definen los intervalos de temperaturas del problema. Para las corrientes del ejemplo 5.2 las temperaturas ajustadas son: La lista ordenada de temperaturas ajustadas, que corresponde a las temperaturas de los intervalos es:
155, 125, 115, 95, 75, 65, 35 Nótese que la temperatura 35 se repite dos veces, así que sólo se incluye una vez. Figura 5.8 Diagrama de proceso del ejemplo 5.2 con la corrientes a calentar y a enfriar. Se forma una tabla inicialmente con los valores de temperatura de los intervalos, las diferencias de temperaturas y se identifican los segmentos dentro de los intervalos que abarcan cada corriente, como se muestra a continuación.
Corriente Tentrada Tsalida C1 100 - 5 = 95 80 - 5 = 75 C2 130 - 5 = 125 40 - 5 = 35 F1 30 + 5 = 35 110 + 5 = 115 F2 60 + 5 = 65 150 + 5 = 155
Destilador
30º 110º
100º
130º
150º60º
80º
40º
Producto
Reciclo
Efluente Reactor
Reactor
Alimentación
270kW
100kW
270 kW
240 kW
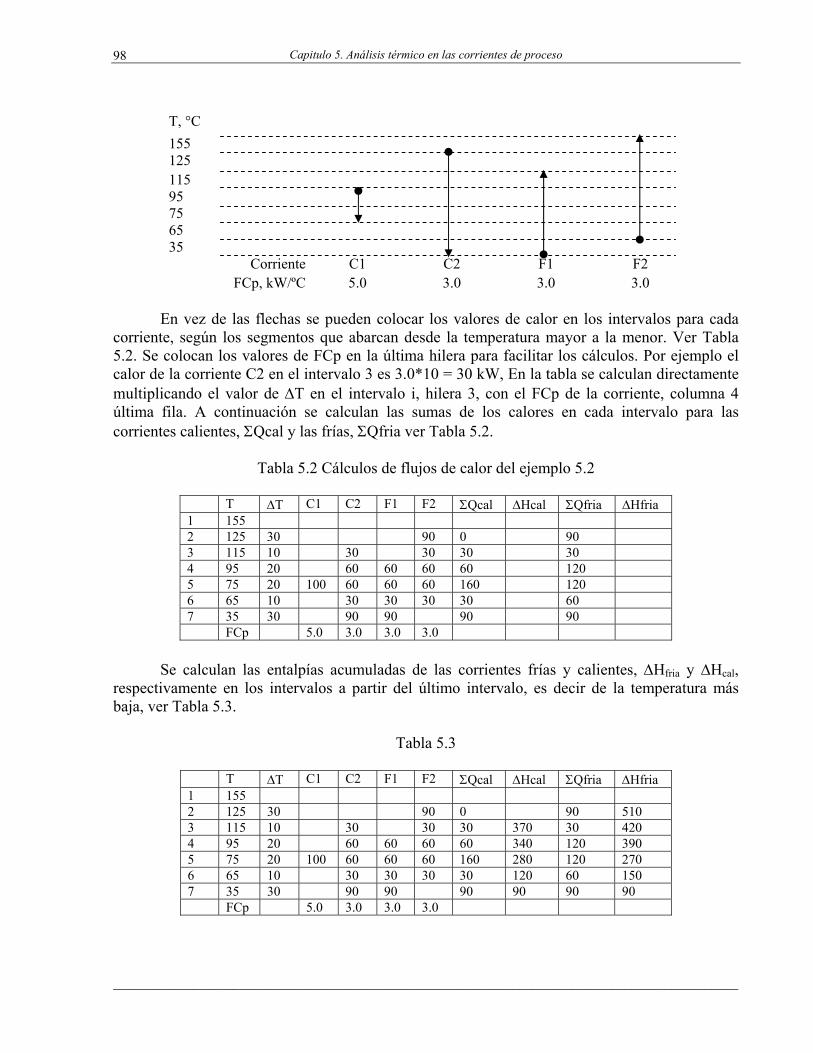
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
98
T, °C 155 125 115 95 75 65 35
Corriente C1 C2 F1 F2 FCp, kW/ºC 5.0 3.0 3.0 3.0
En vez de las flechas se pueden colocar los valores de calor en los intervalos para cada corriente, según los segmentos que abarcan desde la temperatura mayor a la menor. Ver Tabla 5.2. Se colocan los valores de FCp en la última hilera para facilitar los cálculos. Por ejemplo el calor de la corriente C2 en el intervalo 3 es 3.0*10 = 30 kW, En la tabla se calculan directamente multiplicando el valor de ΔT en el intervalo i, hilera 3, con el FCp de la corriente, columna 4 última fila. A continuación se calculan las sumas de los calores en cada intervalo para las corrientes calientes, ΣQcal y las frías, ΣQfria ver Tabla 5.2.
Tabla 5.2 Cálculos de flujos de calor del ejemplo 5.2
T ΔT C1 C2 F1 F2 ΣQcal ΔHcal ΣQfria ΔHfria 1 155 2 125 30 90 0 90 3 115 10 30 30 30 30 4 95 20 60 60 60 60 120 5 75 20 100 60 60 60 160 120 6 65 10 30 30 30 30 60 7 35 30 90 90 90 90 FCp 5.0 3.0 3.0 3.0
Se calculan las entalpías acumuladas de las corrientes frías y calientes, ΔHfria y ΔHcal, respectivamente en los intervalos a partir del último intervalo, es decir de la temperatura más baja, ver Tabla 5.3.
Tabla 5.3
T ΔT C1 C2 F1 F2 ΣQcal ΔHcal ΣQfria ΔHfria 1 155 2 125 30 90 0 90 510 3 115 10 30 30 30 370 30 420 4 95 20 60 60 60 60 340 120 390 5 75 20 100 60 60 60 160 280 120 270 6 65 10 30 30 30 30 120 60 150 7 35 30 90 90 90 90 90 90 FCp 5.0 3.0 3.0 3.0
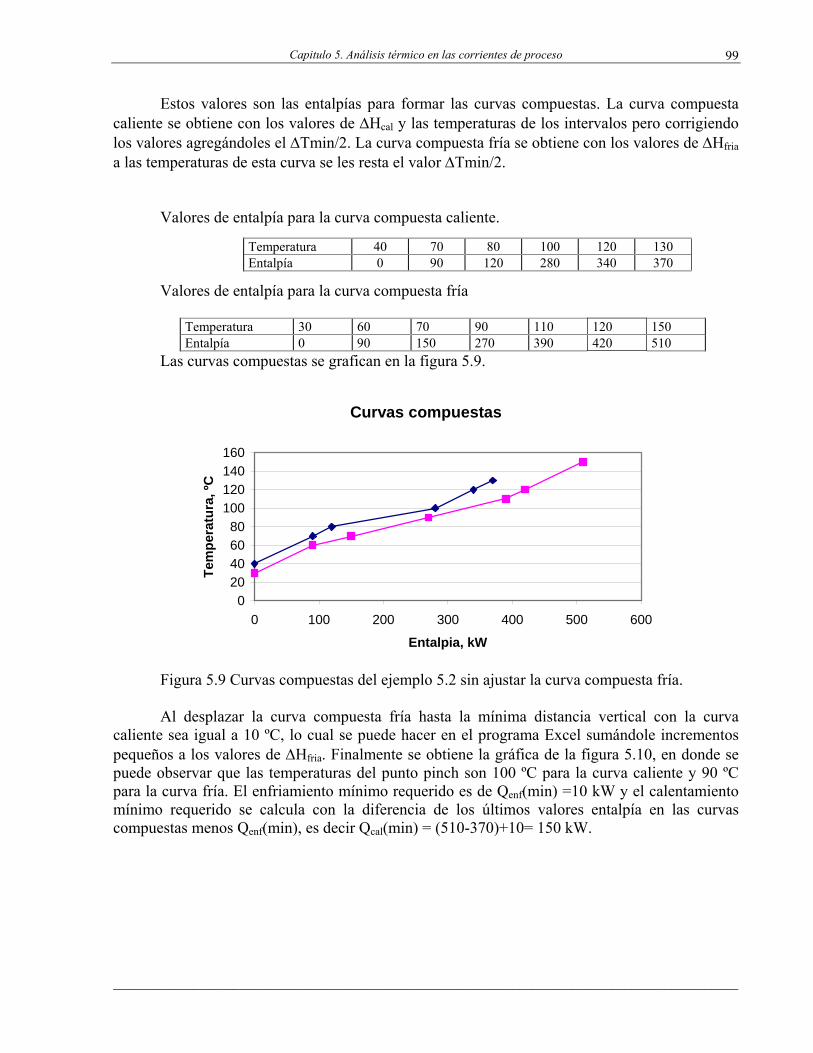
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
99
Estos valores son las entalpías para formar las curvas compuestas. La curva compuesta caliente se obtiene con los valores de ΔHcal y las temperaturas de los intervalos pero corrigiendo los valores agregándoles el ΔTmin/2. La curva compuesta fría se obtiene con los valores de ΔHfria a las temperaturas de esta curva se les resta el valor ΔTmin/2. Valores de entalpía para la curva compuesta caliente. Valores de entalpía para la curva compuesta fría
Temperatura 30 60 70 90 110 120 150 Entalpía 0 90 150 270 390 420 510
Las curvas compuestas se grafican en la figura 5.9.
Curvas compuestas
020406080
100120140160
0 100 200 300 400 500 600
Entalpia, kW
Tem
pera
tura
, ºC
Figura 5.9 Curvas compuestas del ejemplo 5.2 sin ajustar la curva compuesta fría. Al desplazar la curva compuesta fría hasta la mínima distancia vertical con la curva caliente sea igual a 10 ºC, lo cual se puede hacer en el programa Excel sumándole incrementos pequeños a los valores de ΔHfria. Finalmente se obtiene la gráfica de la figura 5.10, en donde se puede observar que las temperaturas del punto pinch son 100 ºC para la curva caliente y 90 ºC para la curva fría. El enfriamiento mínimo requerido es de Qenf(min) =10 kW y el calentamiento mínimo requerido se calcula con la diferencia de los últimos valores entalpía en las curvas compuestas menos Qenf(min), es decir Qcal(min) = (510-370)+10= 150 kW.
Temperatura 40 70 80 100 120 130 Entalpía 0 90 120 280 340 370
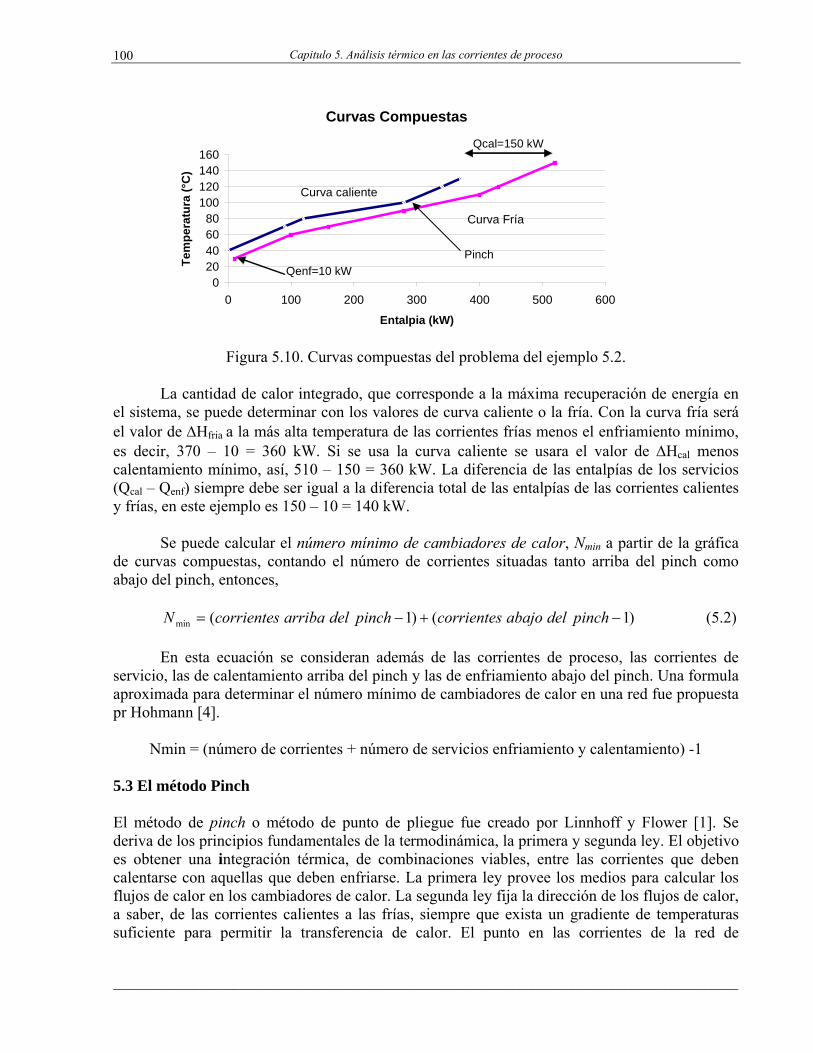
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
100
Curvas Compuestas
020406080
100120140160
0 100 200 300 400 500 600
Entalpia (kW)
Tem
pera
tura
(°C
)Curva caliente
Curva Fría
Qcal=150 kW
Qenf=10 kWPinch
Figura 5.10. Curvas compuestas del problema del ejemplo 5.2.
La cantidad de calor integrado, que corresponde a la máxima recuperación de energía en el sistema, se puede determinar con los valores de curva caliente o la fría. Con la curva fría será el valor de ΔHfria a la más alta temperatura de las corrientes frías menos el enfriamiento mínimo, es decir, 370 – 10 = 360 kW. Si se usa la curva caliente se usara el valor de ΔHcal menos calentamiento mínimo, así, 510 – 150 = 360 kW. La diferencia de las entalpías de los servicios (Qcal – Qenf) siempre debe ser igual a la diferencia total de las entalpías de las corrientes calientes y frías, en este ejemplo es 150 – 10 = 140 kW. Se puede calcular el número mínimo de cambiadores de calor, Nmin a partir de la gráfica de curvas compuestas, contando el número de corrientes situadas tanto arriba del pinch como abajo del pinch, entonces, )1()1(min −+−= pinchdelabajocorrientespinchdelarribacorrientesN (5.2) En esta ecuación se consideran además de las corrientes de proceso, las corrientes de servicio, las de calentamiento arriba del pinch y las de enfriamiento abajo del pinch. Una formula aproximada para determinar el número mínimo de cambiadores de calor en una red fue propuesta pr Hohmann [4].
Nmin = (número de corrientes + número de servicios enfriamiento y calentamiento) -1 5.3 El método Pinch El método de pinch o método de punto de pliegue fue creado por Linnhoff y Flower [1]. Se deriva de los principios fundamentales de la termodinámica, la primera y segunda ley. El objetivo es obtener una integración térmica, de combinaciones viables, entre las corrientes que deben calentarse con aquellas que deben enfriarse. La primera ley provee los medios para calcular los flujos de calor en los cambiadores de calor. La segunda ley fija la dirección de los flujos de calor, a saber, de las corrientes calientes a las frías, siempre que exista un gradiente de temperaturas suficiente para permitir la transferencia de calor. El punto en las corrientes de la red de
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
101
cambiadores de calor en donde ocurre el mínimo acercamiento entre las temperaturas de las corrientes calientes y frías es referido como punto pinch.
El método Predice
1) El mínimo consumo de servicios de vapor para calentamiento y de agua fría para el enfriamiento, además de,
2) El costo mínimo por concepto de unidades de intercambio de calor y el área de
transferencia de calor.
Estas predicciones se consideran como objetivos o metas de diseño. Con estos se puede determinar los costos de operación y los costos fijos. La estimación de estos costos se puede hacer sin haber realizado el diseño detallado de la red de intercambio térmico. Esto constituye la mayor ventaja del método Pinch. El arreglo de cambiadores de calor que se obtiene con las combinaciones de las corrientes calientes y frías se conoce como red de intercambiadores de calor. El método pinch para el diseño de redes de cambiadores de calor se efectúa en tres etapas: 1. Etapa de análisis, 2. Etapa de síntesis y 3. Etapa de mejoramiento de la red.
1) Etapa de análisis: se busca determinar la ubicación del punto pinch y los requerimientos mínimos de servicios de calentamiento y de enfriamiento. Con ello se puede determinar los costos mínimos, tanto de uso de energía como de capital de acuerdo al área de los cambiadores de calor. Se determina también el número mínimo de cambiadores de calor requeridos.
2) Etapa de síntesis de la red de intercambiadores de calor. Se usan reglas heurísticas
para proponer encuentros viables entre las corrientes frías y las calientes. 3) Etapa de mejoramiento: Modificación de redes de intercambio, principalmente
aquellas con lazos de calor entre varios cambiadores de calor.
Para mejorar la integración térmica de procesos existentes se procede de la siguiente manera. 1.- Identificación de las corrientes frías y calientes 2.- Extracción de datos termodinámicos de corrientes de proceso y servicio 3.- Selección del valor adecuado para el Δtmin 4.- Construcción y análisis de la Tabla Problema, 5.- Construcción de las curvas compuestas y de la gran curva compuesta 6.- Rediseño de la Red de Intercambio de Calor
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
102
Por requerimientos de diseño debe fijarse un valor mínimo de diferencia entre las temperaturas de las corrientes de entrada y salida en cada extremo de los intercambiadores de calor. Este valor ΔTmin representa una restricción en la proposición de encuentros viables entre las corrientes calientes y las frías. Se puede determinar el valor óptimo del ΔTmin al probar varios valores y encontrar el que minimice los costos de operación de la red de intercambiadores de calor y los costos de inversión de los equipos, con el procedimiento de supertargeting que más adelante se describe. En la literatura se recomiendan valores de delta T mínimo, por ejemplo, para procesos petroquímicos se recomiendan valores en el intervalo de 10 a 30°C mientras que para procesos criogénicos se recomiendan valores en el intervalo de 3 a 6°C. En cualquier caso debe determinarse un valor de ΔTmin óptimo de acuerdo a las características de las corrientes a integrar térmicamente. El método pinch propone tres reglas conocidas como las reglas de oro del análisis pinch, para alcanzar la meta de mínimo uso de servicios de calentamiento y de enfriamiento. Lo cual es equivalente a lograr la máxima integración térmica entre las corrientes de proceso [3]. Regla 1. A través del pinch no debe transferirse calor. Regla 2. Arriba del pinch no debe usarse servicios de enfriamiento. Regla 3. Abajo del pinch no debe usarse servicios de calentamiento. La violación a alguna de ellas dará como resultado un requerimiento de energía mayor a la meta mínima. En los ejemplos 5.1 y 5.2 se ilustro el uso de las curvas compuestas para encontrar la ubicación del pinch y los requerimientos de calentamiento y enfriamiento mínimos. A continuación se presenta el procedimiento de la tabla problema que no usa gráficas para determinar los objetivos de análisis pinch. 5.4 El algoritmo de la Tabla Problema Es un procedimiento para determinar la ubicación del punto pinch y los valores de las cargas de calentamiento y de enfriamiento. Se requieren como datos para cada corriente, caliente y fría, los valores promedio del calor específico (Cp), los flujos másicos (F), las temperaturas requeridas y disponibles y el ΔTmin. Se supone que los valores de Cp y F son constantes en las temperaturas consideradas. Las etapas del algoritmo se dan a continuación [2]. 1. Ajustar las temperaturas, para convertirlas a temperaturas de intervalos, agregando a todas las
temperaturas iniciales y finales, de las corrientes frías y sustrayendo de las calientes el valor ΔTmin/2 . Ordenar las temperaturas ajustadas desde la mayor hasta la menor, remover de la lista ordenada aquellas temperaturas que se repiten. Cada par de temperaturas de esta lista definen los intervalos de temperaturas del problema. Esto se hace igual que el procedimiento para la construcción de las curvas compuestas.
2. Determinar las corrientes presentes en cada intervalo de temperatura y calcular el balance de
calor biQ de cada intervalo. Esto se obtiene sustrayendo la entalpía requerida para calentar las
corrientes frías de la entalpía requerida para enfriar las corrientes calientes, en cada intervalo.

Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
103
∑ ∑−= Fríasi
Calientesi
bi QQQ
( )ii
m
jj
n
k
bi TTFCpFCpQ
ii
k inf,sup,11
−⎟⎟⎠
⎞⎜⎜⎝
⎛−= ∑∑
==
(5.3)
y el calor residual o que sale °
iQ que pasa por el efecto de cascada al intervalo siguiente, i + 1:
biii QQQ += °
−°
1 (5.4)
En donde los subíndices j y k cuentan sobre las mi corrientes frías y ni corrientes calientes en el intervalo i, además Tsup,i y Tinf,i corresponden a las temperaturas superior e inferior del intervalo.
4. El primer valor de calor residual es 0=o
oQ . La forma de registrar los cálculos es en una tabla en la cual la primera columna corresponde al i-ésimo número de intervalo, la segunda corresponde a las temperaturas ajustadas, la tercera a la diferencia de temperaturas de intervalos adyacentes, en la columna siguiente se anotan los valores calculados de calor por intervalos de cada corriente, b
iQ luego el calor residual de cada intervalo oiQ .
5. La columna de calor residual o
iQ puede mostrar algunos valores negativos, que representan un déficit de calor. Este déficit puede ser cubierto con el suministro de calor desde servicios externos o aprovechar la cascada de calor y proveer el calor con el excedente de intervalos superiores. No debe haber ningún valor de o
iQ negativo, ya que esto representa una violación a la segunda ley de la termodinámica, al presentarse un flujo de calor de una temperatura menor a otra mayor. Para corregir esto se identifica el intervalo con el valor de o
iQ menor y el absoluto de este valor se asigna al intervalo cero de una nueva columna denominada calor residual ajustado o corregido, que corresponde a una cascada de energía mínima.
)mínimo()( o
ioo QajustadoQ =
Los valores de los intervalos en las hileras de la primera a la última se calculan con la ecuación 5.3, de la siguiente manera. b
iioi QajustadoQajustadoQ += − )()( 0
1 (5.5) En algunos procesos no se presentan valores de o
iQ negativos, por lo que no habrá necesidad de calcular la columna de calor residual ajustado. El punto o puntos pinch se ubican en los intervalos que resulten con valores de calor residual ajustado iguales a cero. Estos corresponden con los puntos de máxima aproximación de las curvas compuestas. Las temperaturas en ese punto corresponden a:
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
104
2/minTTT pinchi
pinchfria Δ−= (5.6)
2/minTTT pinch
ipinch
caliente Δ+= (5.7) Ha de notarse que en los problemas de umbral, es decir, aquellos en los que no se requiere uno de los servicios de calentamiento o de enfriamiento, no hay valores negativos en la columna de valores de calor de cascada, por lo que no se requiere determinar los valores de cascada ajustados. 7. El algoritmo concluye definiendo las cargas térmicas de calentamiento requerido que
corresponde al valor de Qoo (ajustado) de la primera fila de la columna de cascada de energía
mínima y el enfriamiento requerido que corresponde al calor residual ajustado de la última fila, Qn
o (ajustado). Como se había mencionado, en las curvas compuestas, el servicio de calentamiento, si se requiere, debe ubicarse en la región de más alta temperatura (primer intervalo de la tabla problema) mientras que el enfriamiento debe ubicarse en las temperaturas más bajas (último intervalo de la tabla problema)
El efecto de la cascada de calor que se propaga de las temperaturas altas a las temperaturas bajas se ilustra mejor con un dibujo de cajas conectadas en serie por flechas en dirección de arriba hacia abajo. En el interior de las cajas se indica el resultado del balance de calor en cada intervalo de temperaturas, a la izquierda de las flechas se indican las temperaturas de los intervalos y a la derecha se muestran los calores residuales normal y ajustado,
oiQ (ajustado), ver figura 5.11
El valor o
iQ (ajustado) de salida de cualquier caja (intervalo de temperatura), es la suma del calor que entra a la caja más el calor en la caja. De acuerdo a la ecuación 5.4 cuando se identifican valores negativos de o
iQ se ajustan los valores como se indica en la figura 5.11. Así,
Calentamiento mínimo requerido = Qcal(min) = Qoo (ajustado) y el enfriamiento mínimo
requerido = Qenf(min) = Qno (ajustado).
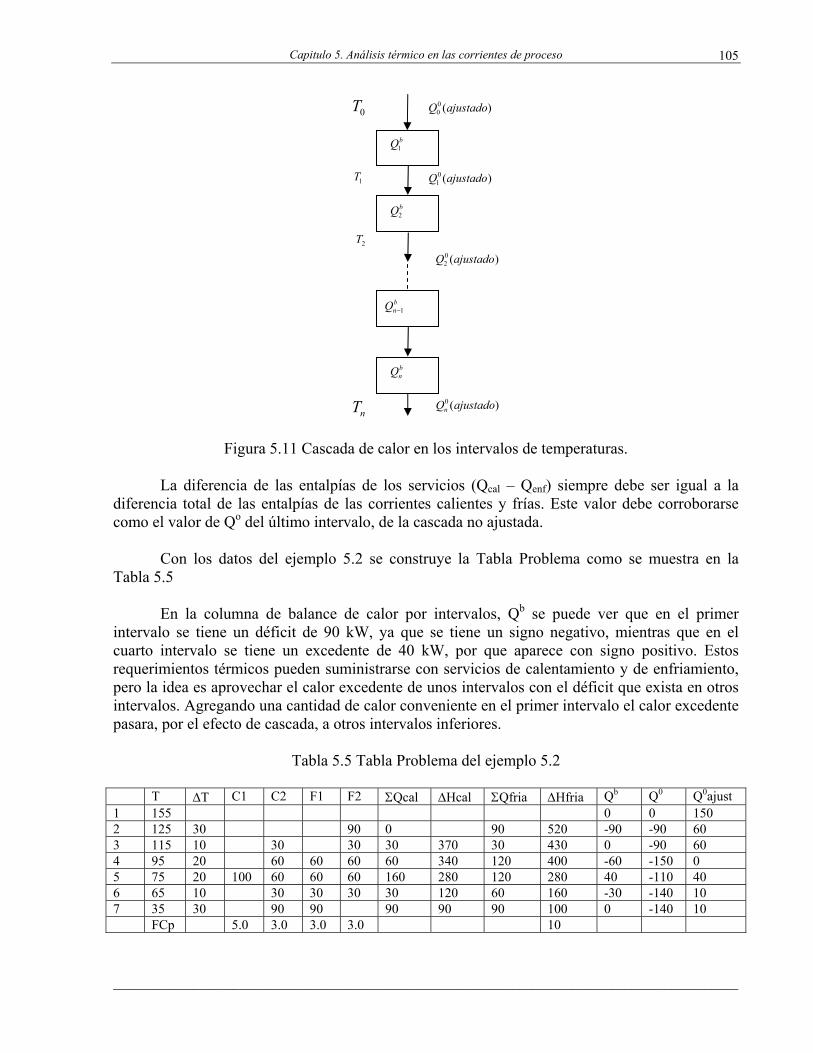
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
105
Figura 5.11 Cascada de calor en los intervalos de temperaturas. La diferencia de las entalpías de los servicios (Qcal – Qenf) siempre debe ser igual a la diferencia total de las entalpías de las corrientes calientes y frías. Este valor debe corroborarse como el valor de Qo del último intervalo, de la cascada no ajustada. Con los datos del ejemplo 5.2 se construye la Tabla Problema como se muestra en la Tabla 5.5 En la columna de balance de calor por intervalos, Qb se puede ver que en el primer intervalo se tiene un déficit de 90 kW, ya que se tiene un signo negativo, mientras que en el cuarto intervalo se tiene un excedente de 40 kW, por que aparece con signo positivo. Estos requerimientos térmicos pueden suministrarse con servicios de calentamiento y de enfriamiento, pero la idea es aprovechar el calor excedente de unos intervalos con el déficit que exista en otros intervalos. Agregando una cantidad de calor conveniente en el primer intervalo el calor excedente pasara, por el efecto de cascada, a otros intervalos inferiores.
Tabla 5.5 Tabla Problema del ejemplo 5.2 T ΔT C1 C2 F1 F2 ΣQcal ΔHcal ΣQfria ΔHfria Qb Q0 Q0ajust 1 155 0 0 150 2 125 30 90 0 90 520 -90 -90 60 3 115 10 30 30 30 370 30 430 0 -90 60 4 95 20 60 60 60 60 340 120 400 -60 -150 0 5 75 20 100 60 60 60 160 280 120 280 40 -110 40 6 65 10 30 30 30 30 120 60 160 -30 -140 10 7 35 30 90 90 90 90 90 100 0 -140 10 FCp 5.0 3.0 3.0 3.0 10
bQ1
bQ2
bnQ 1−
bnQ
)(00 ajustadoQ
)(01 ajustadoQ
)(02 ajustadoQ
)(0 ajustadoQn
0T
1T
2T
nT
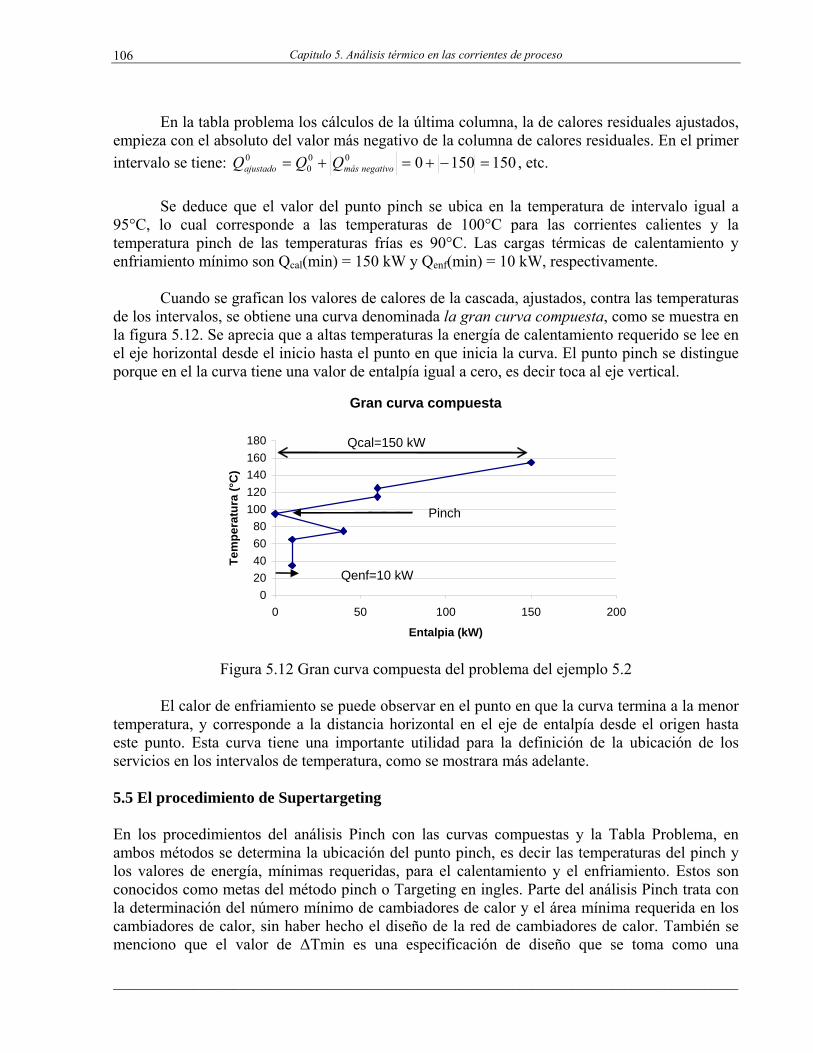
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
106
En la tabla problema los cálculos de la última columna, la de calores residuales ajustados, empieza con el absoluto del valor más negativo de la columna de calores residuales. En el primer intervalo se tiene: 150150000
00 =−+=+= negativomásajustado QQQ , etc.
Se deduce que el valor del punto pinch se ubica en la temperatura de intervalo igual a 95°C, lo cual corresponde a las temperaturas de 100°C para las corrientes calientes y la temperatura pinch de las temperaturas frías es 90°C. Las cargas térmicas de calentamiento y enfriamiento mínimo son Qcal(min) = 150 kW y Qenf(min) = 10 kW, respectivamente. Cuando se grafican los valores de calores de la cascada, ajustados, contra las temperaturas de los intervalos, se obtiene una curva denominada la gran curva compuesta, como se muestra en la figura 5.12. Se aprecia que a altas temperaturas la energía de calentamiento requerido se lee en el eje horizontal desde el inicio hasta el punto en que inicia la curva. El punto pinch se distingue porque en el la curva tiene una valor de entalpía igual a cero, es decir toca al eje vertical.
Gran curva compuesta
020406080
100120140160180
0 50 100 150 200
Entalpia (kW)
Tem
pera
tura
(°C
)
Qcal=150 kW
Qenf=10 kW
Pinch
Figura 5.12 Gran curva compuesta del problema del ejemplo 5.2
El calor de enfriamiento se puede observar en el punto en que la curva termina a la menor temperatura, y corresponde a la distancia horizontal en el eje de entalpía desde el origen hasta este punto. Esta curva tiene una importante utilidad para la definición de la ubicación de los servicios en los intervalos de temperatura, como se mostrara más adelante. 5.5 El procedimiento de Supertargeting En los procedimientos del análisis Pinch con las curvas compuestas y la Tabla Problema, en ambos métodos se determina la ubicación del punto pinch, es decir las temperaturas del pinch y los valores de energía, mínimas requeridas, para el calentamiento y el enfriamiento. Estos son conocidos como metas del método pinch o Targeting en ingles. Parte del análisis Pinch trata con la determinación del número mínimo de cambiadores de calor y el área mínima requerida en los cambiadores de calor, sin haber hecho el diseño de la red de cambiadores de calor. También se menciono que el valor de ΔTmin es una especificación de diseño que se toma como una
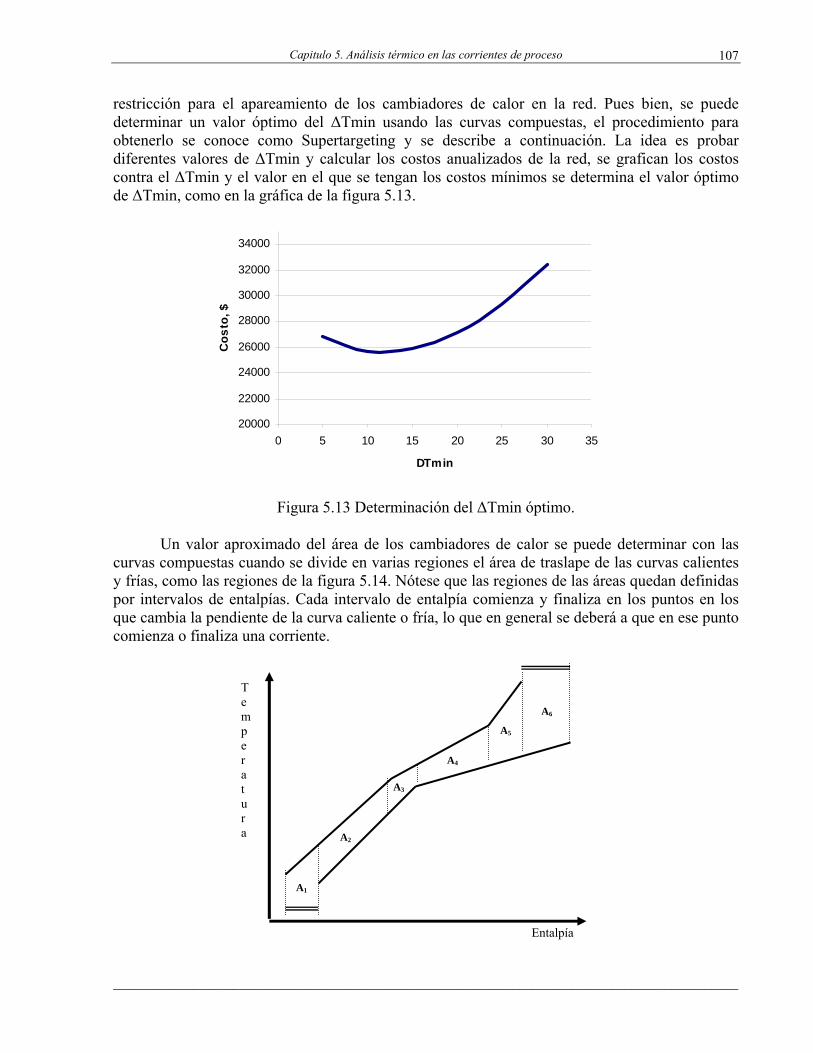
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
107
restricción para el apareamiento de los cambiadores de calor en la red. Pues bien, se puede determinar un valor óptimo del ΔTmin usando las curvas compuestas, el procedimiento para obtenerlo se conoce como Supertargeting y se describe a continuación. La idea es probar diferentes valores de ΔTmin y calcular los costos anualizados de la red, se grafican los costos contra el ΔTmin y el valor en el que se tengan los costos mínimos se determina el valor óptimo de ΔTmin, como en la gráfica de la figura 5.13.
Figura 5.13 Determinación del ΔTmin óptimo. Un valor aproximado del área de los cambiadores de calor se puede determinar con las curvas compuestas cuando se divide en varias regiones el área de traslape de las curvas calientes y frías, como las regiones de la figura 5.14. Nótese que las regiones de las áreas quedan definidas por intervalos de entalpías. Cada intervalo de entalpía comienza y finaliza en los puntos en los que cambia la pendiente de la curva caliente o fría, lo que en general se deberá a que en ese punto comienza o finaliza una corriente.
Temperatura
Entalpía
A1
A2
A3
A4
A5
A6
20000
22000
24000
26000
28000
30000
32000
34000
0 5 10 15 20 25 30 35
DTmin
Cos
to, $

Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
108
Figura 5.14 Segmentos de área entre las curvas compuestas.
El área de las regiones se determina con la ecuación:
⎥⎥⎦
⎤
⎢⎢⎣
⎡
Δ= ∑
=
corrientesdeNo
j j
ji h
QiT
A1ln )(
1 (5.8)
El área Ai de cada región esta limitada por las temperaturas extremas, calientes y frías, del intervalo de entalpía j. En cada región participan un cierto número de corrientes calientes y frías, incluyendo los servicios. Cada una intercambia una cantidad de calor Qj que se incluye en la ecuación 5.8, en donde hj corresponde a los valores de los coeficientes de película de las corrientes, y el valor de ΔTln se determina con la ecuación:
[ ])/()(ln)()()(
1122
1122ln tTtT
tTtTiT−−−−−
=Δ (5.9)
Las temperaturas T1 y T2 corresponden a las temperaturas de la corriente caliente y las temperaturas t1 y t2 son las de la corriente fría. Los valores 1 y 2 se toman en los extremos de las corrientes del segmento considerado en las curvas compuestas, supuestamente deben corresponder a los extremos de una cambiador de calor como se aprecia en la figura 5.15. El costo de los cambiadores de calor suele determinarse mediante una correlación en función del área de intercambio de calor, A, de la forma siguiente: cAbaCosto *+= (5.10) Las constantes a, b y c son parámetros de la correlación.
Figura 5.15 Temperaturas en los extremos de (a) las curvas compuestas y (b) un cambiador de calor.
Temperatura
Entalpía
t1
Ai T1
T2
t2
1
2
(a) (b)
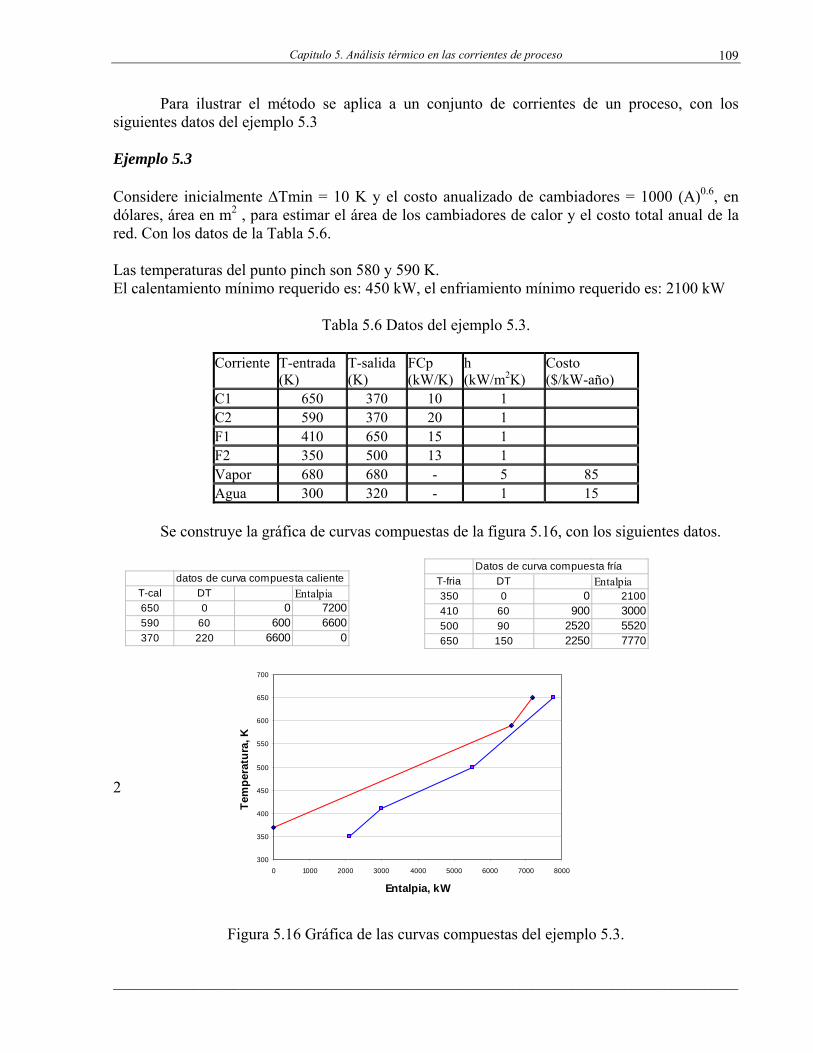
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
109
Para ilustrar el método se aplica a un conjunto de corrientes de un proceso, con los siguientes datos del ejemplo 5.3 Ejemplo 5.3 Considere inicialmente ΔTmin = 10 K y el costo anualizado de cambiadores = 1000 (A)0.6, en dólares, área en m2 , para estimar el área de los cambiadores de calor y el costo total anual de la red. Con los datos de la Tabla 5.6. Las temperaturas del punto pinch son 580 y 590 K. El calentamiento mínimo requerido es: 450 kW, el enfriamiento mínimo requerido es: 2100 kW
Tabla 5.6 Datos del ejemplo 5.3.
Corriente T-entrada (K)
T-salida (K)
FCp (kW/K)
h (kW/m2K)
Costo ($/kW-año)
C1 650 370 10 1 C2 590 370 20 1 F1 410 650 15 1 F2 350 500 13 1 Vapor 680 680 - 5 85 Agua 300 320 - 1 15
Se construye la gráfica de curvas compuestas de la figura 5.16, con los siguientes datos.
2
Figura 5.16 Gráfica de las curvas compuestas del ejemplo 5.3.
datos de curva compuesta calienteT-cal DT Entalpia650 0 0 7200590 60 600 6600370 220 6600 0
Datos de curva compuesta fríaT-fria DT Entalpia350 0 0 2100410 60 900 3000500 90 2520 5520650 150 2250 7770
300
350
400
450
500
550
600
650
700
0 1000 2000 3000 4000 5000 6000 7000 8000
Entalpia, kW
Tem
pera
tura
, K
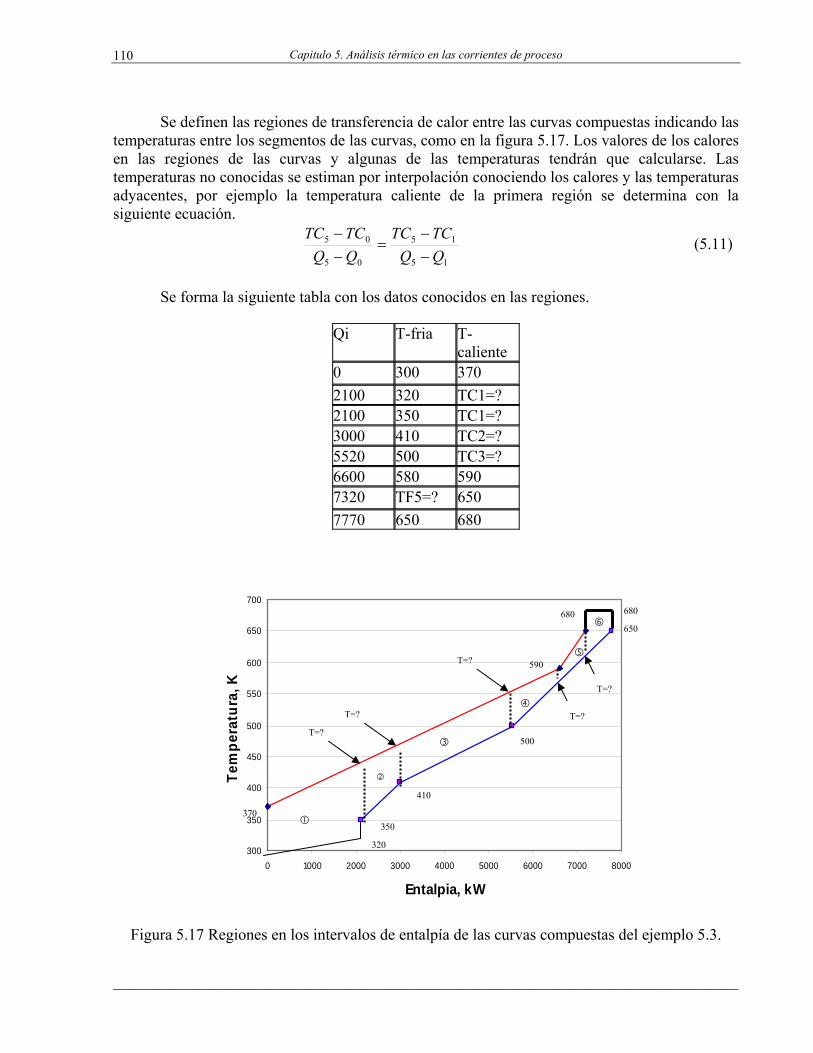
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
110
Se definen las regiones de transferencia de calor entre las curvas compuestas indicando las temperaturas entre los segmentos de las curvas, como en la figura 5.17. Los valores de los calores en las regiones de las curvas y algunas de las temperaturas tendrán que calcularse. Las temperaturas no conocidas se estiman por interpolación conociendo los calores y las temperaturas adyacentes, por ejemplo la temperatura caliente de la primera región se determina con la siguiente ecuación.
15
15
05
05
QQTCTC
QQTCTC
−−
=−−
(5.11)
Se forma la siguiente tabla con los datos conocidos en las regiones.
Qi T-fria T-caliente
0 300 370 2100 320 TC1=? 2100 350 TC1=? 3000 410 TC2=? 5520 500 TC3=? 6600 580 590 7320 TF5=? 650 7770 650 680
Figura 5.17 Regiones en los intervalos de entalpía de las curvas compuestas del ejemplo 5.3.
300
350
400
450
500
550
600
650
700
0 1000 2000 3000 4000 5000 6000 7000 8000
Entalpia, kW
Tem
pera
tura
, K
320
350
410
500
650
680
370
590
680
T=?
T=?
T=?
T=?
T=?
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
111
Al sustituir los datos conocidos en la ecuación de interpolación 5.10 se obtiene:
440)21006600(06600
3705905901 =−−
−−=TC (5.12)
Después de calcular las temperaturas desconocidas se calculan las diferencias de temperatura en cada región y las medias logarítmicas, esto es mejor hacerlo en una tabla con Excel, con la ecuación 5.9, según se indica en la Tabla 5.7 Después se calculan las áreas por regiones, con la ecuación 5.9 y el área total. Otra vez se usa una tabla en Excel, como la Tabla 5.8.
Tabla 5.7 Cálculos para obtener el ΔTln.
Tabla 5.8 Cálculos para obtener el ΔTln A continuación se calculan los costos por regiones, como en la siguiente tabla:
Región Área (m2)
Costo ($)
1 45.28 9852.44 2 21.77 6349.14 3 95.20 1538.8 4 96.57 30,908.48 5 65.92 12,342.70 6 12.48 4,547.04 Total = 337.20 $ 65,538.6
región Q T1f T1C T2F T2C DT1 DT2 ΔTln 1 2100 300 370 320 440 70 120 92.762 3000 350 440 410 466 90 56 71.663 5520 410 466 500 550 56 50 52.944 6600 500 550 580 590 50 10 24.855 7320 580 590 620 650 10 30 18.206 7770 620 680 650 680 60 30 43.28
Contribuciones a Q de las corrientesregión DTLN Corrientes C1 C2 F1 F2 Vapor Agua Sum(qi/hi) A(m2)
1 92.76 C1,C2,Agua 700 1400 2100 4200 45.282 71.66 C1,C2,F2 260 520 780 1560 21.773 52.94 C1,C2,F1,F2 840 1680 1350 1170 5040 95.204 24.85 C1,C2,F1 400 800 1200 2400 96.575 18.20 C1,F1 600 600 1200 65.926 43.28 F1,vapor 450 450 540 12.48
hi = 1 1 1 1 5 1 total = 337.20
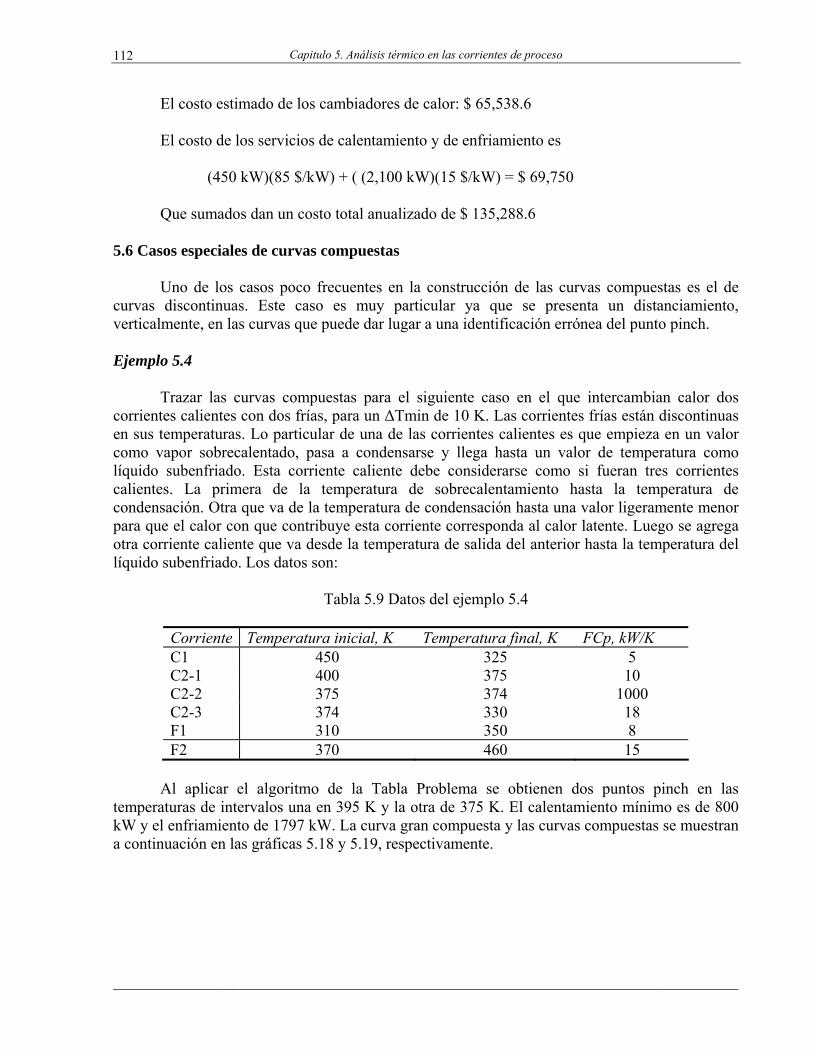
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
112
El costo estimado de los cambiadores de calor: $ 65,538.6 El costo de los servicios de calentamiento y de enfriamiento es (450 kW)(85 $/kW) + ( (2,100 kW)(15 $/kW) = $ 69,750 Que sumados dan un costo total anualizado de $ 135,288.6 5.6 Casos especiales de curvas compuestas Uno de los casos poco frecuentes en la construcción de las curvas compuestas es el de curvas discontinuas. Este caso es muy particular ya que se presenta un distanciamiento, verticalmente, en las curvas que puede dar lugar a una identificación errónea del punto pinch. Ejemplo 5.4 Trazar las curvas compuestas para el siguiente caso en el que intercambian calor dos corrientes calientes con dos frías, para un ΔTmin de 10 K. Las corrientes frías están discontinuas en sus temperaturas. Lo particular de una de las corrientes calientes es que empieza en un valor como vapor sobrecalentado, pasa a condensarse y llega hasta un valor de temperatura como líquido subenfriado. Esta corriente caliente debe considerarse como si fueran tres corrientes calientes. La primera de la temperatura de sobrecalentamiento hasta la temperatura de condensación. Otra que va de la temperatura de condensación hasta una valor ligeramente menor para que el calor con que contribuye esta corriente corresponda al calor latente. Luego se agrega otra corriente caliente que va desde la temperatura de salida del anterior hasta la temperatura del líquido subenfriado. Los datos son:
Tabla 5.9 Datos del ejemplo 5.4
Corriente Temperatura inicial, K Temperatura final, K FCp, kW/K C1 450 325 5 C2-1 400 375 10 C2-2 375 374 1000 C2-3 374 330 18 F1 310 350 8 F2 370 460 15
Al aplicar el algoritmo de la Tabla Problema se obtienen dos puntos pinch en las temperaturas de intervalos una en 395 K y la otra de 375 K. El calentamiento mínimo es de 800 kW y el enfriamiento de 1797 kW. La curva gran compuesta y las curvas compuestas se muestran a continuación en las gráficas 5.18 y 5.19, respectivamente.
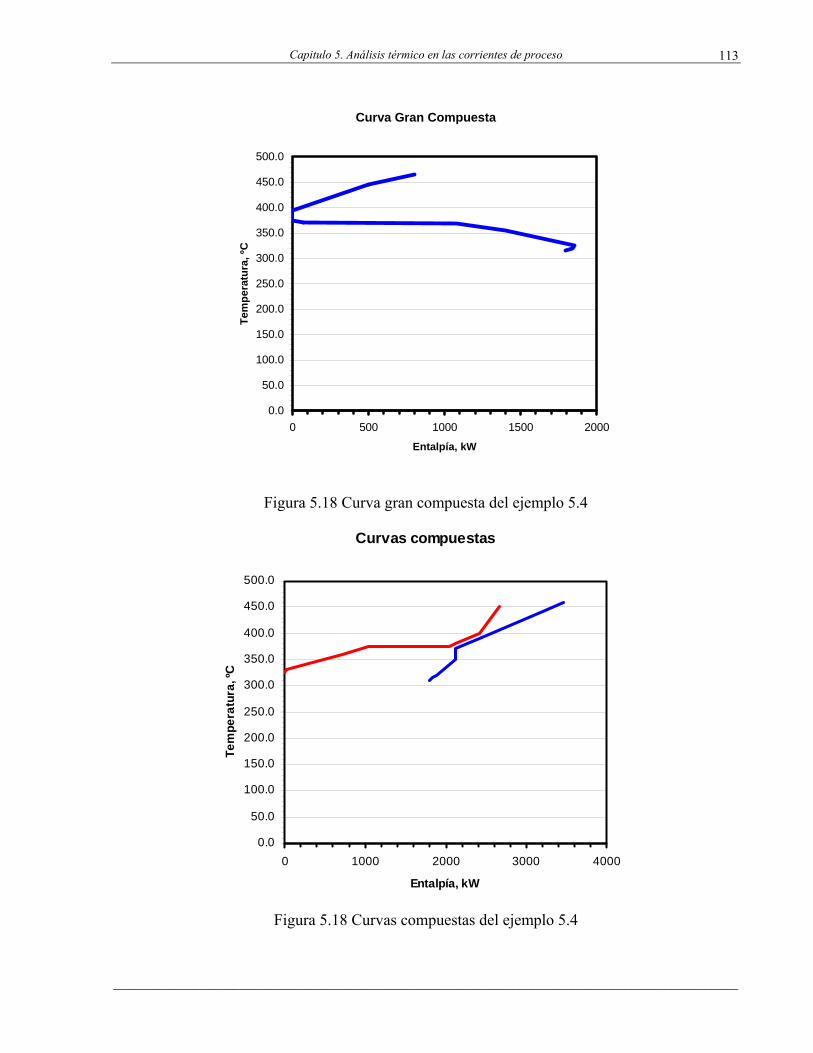
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
113
Curva Gran Compuesta
0.0
50.0
100.0
150.0
200.0
250.0
300.0
350.0
400.0
450.0
500.0
0 500 1000 1500 2000
Entalpía, kW
Tem
pera
tura
, ºC
Figura 5.18 Curva gran compuesta del ejemplo 5.4
Curvas compuestas
0.0
50.0
100.0
150.0
200.0
250.0
300.0
350.0
400.0
450.0
500.0
0 1000 2000 3000 4000
Entalpía, kW
Tem
pera
tura
, ºC
Figura 5.18 Curvas compuestas del ejemplo 5.4
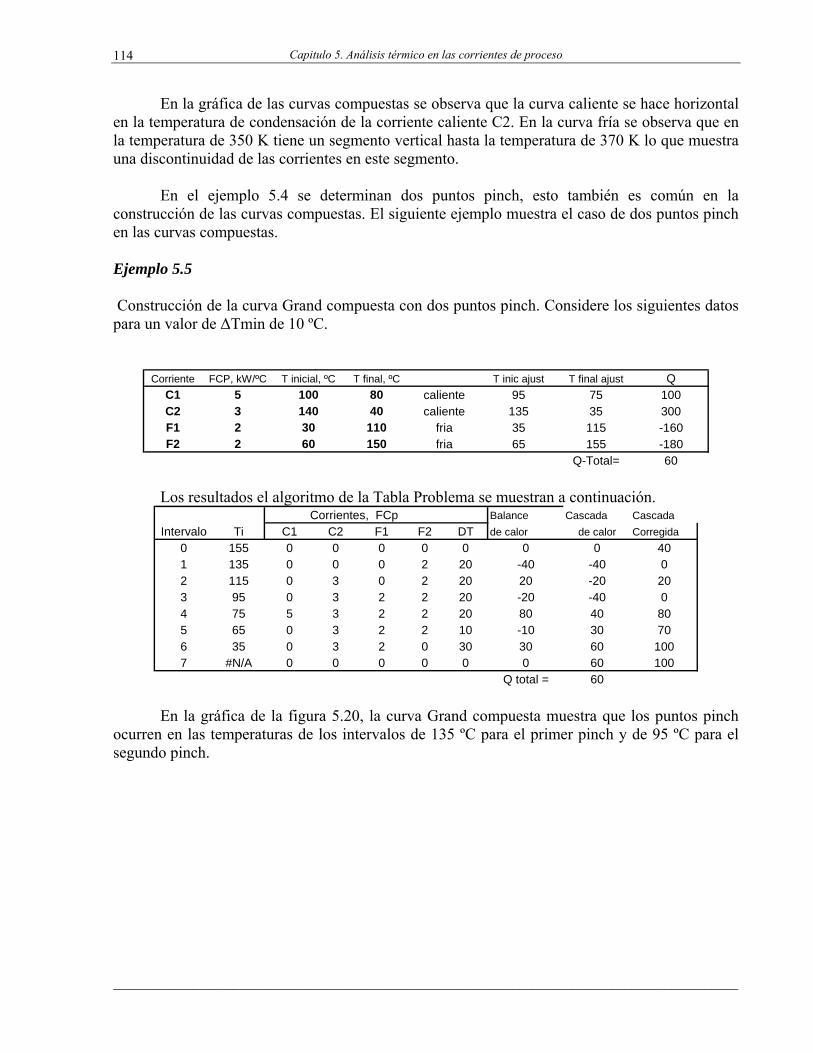
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
114
En la gráfica de las curvas compuestas se observa que la curva caliente se hace horizontal en la temperatura de condensación de la corriente caliente C2. En la curva fría se observa que en la temperatura de 350 K tiene un segmento vertical hasta la temperatura de 370 K lo que muestra una discontinuidad de las corrientes en este segmento. En el ejemplo 5.4 se determinan dos puntos pinch, esto también es común en la construcción de las curvas compuestas. El siguiente ejemplo muestra el caso de dos puntos pinch en las curvas compuestas. Ejemplo 5.5 Construcción de la curva Grand compuesta con dos puntos pinch. Considere los siguientes datos para un valor de ΔTmin de 10 ºC.
Corriente FCP, kW/ºC T inicial, ºC T final, ºC T inic ajust T final ajust QC1 5 100 80 caliente 95 75 100C2 3 140 40 caliente 135 35 300F1 2 30 110 fria 35 115 -160F2 2 60 150 fria 65 155 -180
Q-Total= 60 Los resultados el algoritmo de la Tabla Problema se muestran a continuación.
Balance Cascada CascadaIntervalo Ti C1 C2 F1 F2 DT de calor de calor Corregida
0 155 0 0 0 0 0 0 0 401 135 0 0 0 2 20 -40 -40 02 115 0 3 0 2 20 20 -20 203 95 0 3 2 2 20 -20 -40 04 75 5 3 2 2 20 80 40 805 65 0 3 2 2 10 -10 30 706 35 0 3 2 0 30 30 60 1007 #N/A 0 0 0 0 0 0 60 1008 #N/A Q total = 60
Corrientes, FCp
En la gráfica de la figura 5.20, la curva Grand compuesta muestra que los puntos pinch ocurren en las temperaturas de los intervalos de 135 ºC para el primer pinch y de 95 ºC para el segundo pinch.
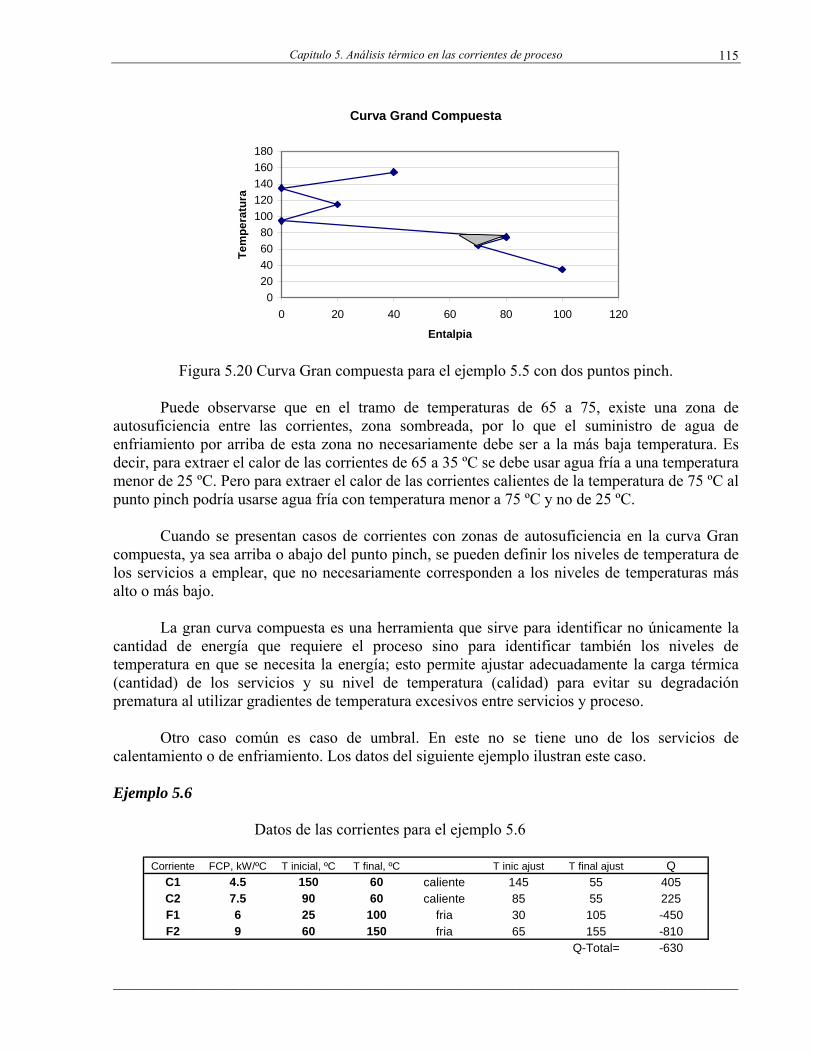
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
115
Curva Grand Compuesta
020406080
100120140160180
0 20 40 60 80 100 120
Entalpia
Tem
pera
tura
Figura 5.20 Curva Gran compuesta para el ejemplo 5.5 con dos puntos pinch.
Puede observarse que en el tramo de temperaturas de 65 a 75, existe una zona de autosuficiencia entre las corrientes, zona sombreada, por lo que el suministro de agua de enfriamiento por arriba de esta zona no necesariamente debe ser a la más baja temperatura. Es decir, para extraer el calor de las corrientes de 65 a 35 ºC se debe usar agua fría a una temperatura menor de 25 ºC. Pero para extraer el calor de las corrientes calientes de la temperatura de 75 ºC al punto pinch podría usarse agua fría con temperatura menor a 75 ºC y no de 25 ºC. Cuando se presentan casos de corrientes con zonas de autosuficiencia en la curva Gran compuesta, ya sea arriba o abajo del punto pinch, se pueden definir los niveles de temperatura de los servicios a emplear, que no necesariamente corresponden a los niveles de temperaturas más alto o más bajo. La gran curva compuesta es una herramienta que sirve para identificar no únicamente la cantidad de energía que requiere el proceso sino para identificar también los niveles de temperatura en que se necesita la energía; esto permite ajustar adecuadamente la carga térmica (cantidad) de los servicios y su nivel de temperatura (calidad) para evitar su degradación prematura al utilizar gradientes de temperatura excesivos entre servicios y proceso. Otro caso común es caso de umbral. En este no se tiene uno de los servicios de calentamiento o de enfriamiento. Los datos del siguiente ejemplo ilustran este caso. Ejemplo 5.6 Datos de las corrientes para el ejemplo 5.6
Corriente FCP, kW/ºC T inicial, ºC T final, ºC T inic ajust T final ajust QC1 4.5 150 60 caliente 145 55 405C2 7.5 90 60 caliente 85 55 225F1 6 25 100 fria 30 105 -450F2 9 60 150 fria 65 155 -810
Q-Total= -630
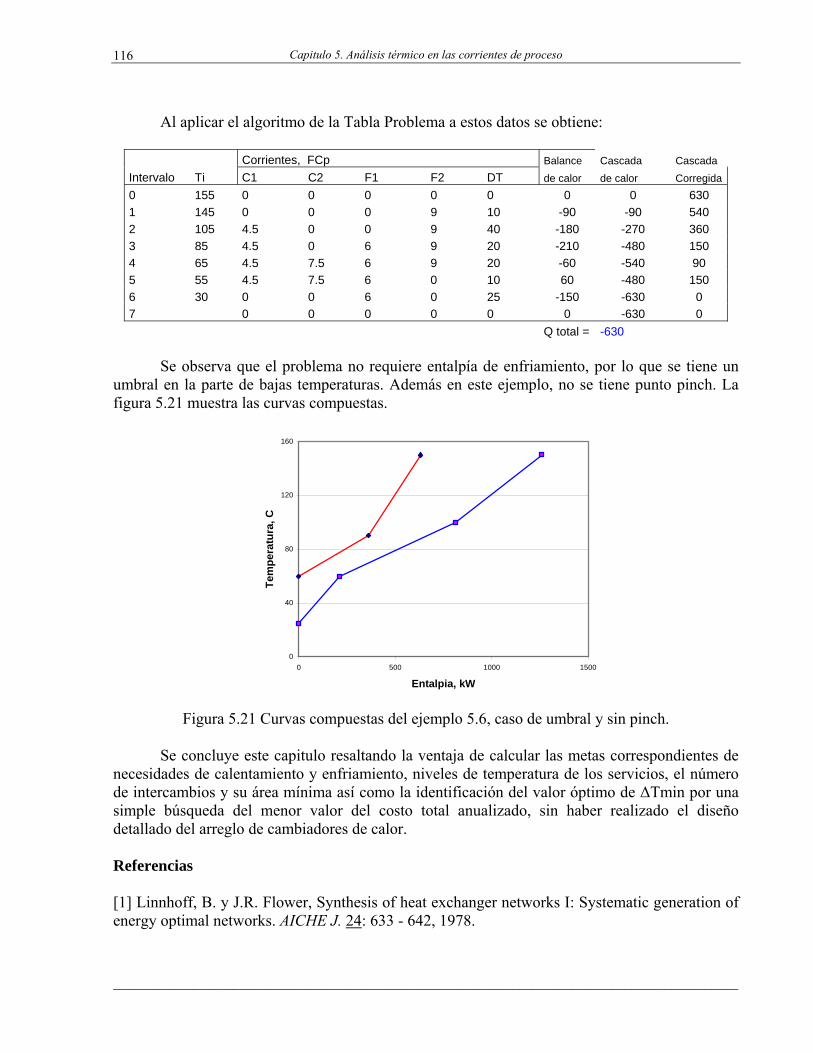
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
116
Al aplicar el algoritmo de la Tabla Problema a estos datos se obtiene:
Corrientes, FCp Balance Cascada Cascada Intervalo Ti C1 C2 F1 F2 DT de calor de calor Corregida0 155 0 0 0 0 0 0 0 630 1 145 0 0 0 9 10 -90 -90 540 2 105 4.5 0 0 9 40 -180 -270 360 3 85 4.5 0 6 9 20 -210 -480 150 4 65 4.5 7.5 6 9 20 -60 -540 90 5 55 4.5 7.5 6 0 10 60 -480 150 6 30 0 0 6 0 25 -150 -630 0 7 #N/A 0 0 0 0 0 0 -630 0 8 #N/A Q total = -630
Se observa que el problema no requiere entalpía de enfriamiento, por lo que se tiene un umbral en la parte de bajas temperaturas. Además en este ejemplo, no se tiene punto pinch. La figura 5.21 muestra las curvas compuestas.
0
40
80
120
160
0 500 1000 1500
Entalpia, kW
Tem
pera
tura
, C
Figura 5.21 Curvas compuestas del ejemplo 5.6, caso de umbral y sin pinch.
Se concluye este capitulo resaltando la ventaja de calcular las metas correspondientes de necesidades de calentamiento y enfriamiento, niveles de temperatura de los servicios, el número de intercambios y su área mínima así como la identificación del valor óptimo de ΔTmin por una simple búsqueda del menor valor del costo total anualizado, sin haber realizado el diseño detallado del arreglo de cambiadores de calor. Referencias [1] Linnhoff, B. y J.R. Flower, Synthesis of heat exchanger networks I: Systematic generation of energy optimal networks. AICHE J. 24: 633 - 642, 1978.

Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
117
[2] Smith G. y A. Patel. Step by Step through the Pinch. The Chemical Engineer. 6-31. Nov. 1987. [3] Linnhoff, B. Pinch Analysis- A state of the Art- Overview. Trans. IChemE., 71 (a), 503, 1993. [4] Hohmann E. C., "Optimum Networks for Heat Exchange", Ph. D. Thesis, Chemical Engineering, University of Southern California, Los Angeles, CA, 1971.
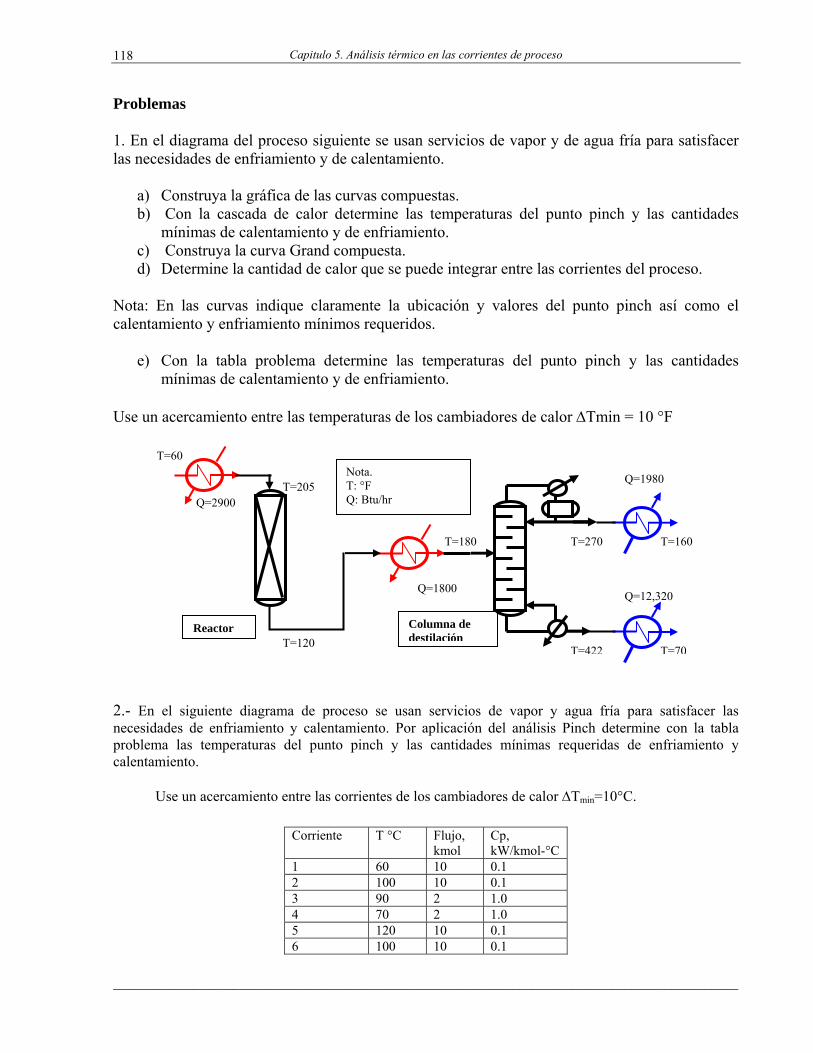
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
118
Problemas 1. En el diagrama del proceso siguiente se usan servicios de vapor y de agua fría para satisfacer las necesidades de enfriamiento y de calentamiento.
a) Construya la gráfica de las curvas compuestas. b) Con la cascada de calor determine las temperaturas del punto pinch y las cantidades
mínimas de calentamiento y de enfriamiento. c) Construya la curva Grand compuesta. d) Determine la cantidad de calor que se puede integrar entre las corrientes del proceso.
Nota: En las curvas indique claramente la ubicación y valores del punto pinch así como el calentamiento y enfriamiento mínimos requeridos.
e) Con la tabla problema determine las temperaturas del punto pinch y las cantidades mínimas de calentamiento y de enfriamiento.
Use un acercamiento entre las temperaturas de los cambiadores de calor ΔTmin = 10 °F
2.- En el siguiente diagrama de proceso se usan servicios de vapor y agua fría para satisfacer las necesidades de enfriamiento y calentamiento. Por aplicación del análisis Pinch determine con la tabla problema las temperaturas del punto pinch y las cantidades mínimas requeridas de enfriamiento y calentamiento. Use un acercamiento entre las corrientes de los cambiadores de calor ΔTmin=10°C.
Corriente T °C Flujo, kmol
Cp, kW/kmol-°C
1 60 10 0.1 2 100 10 0.1 3 90 2 1.0 4 70 2 1.0 5 120 10 0.1 6 100 10 0.1
T=70
Columna de destilación
Q=12,320
T=160 T=270
T=205
T=180
Q=2900
T=60
T=120
Q=1800
Q=1980
T=422
Nota. T: °F Q: Btu/hr
Reactor
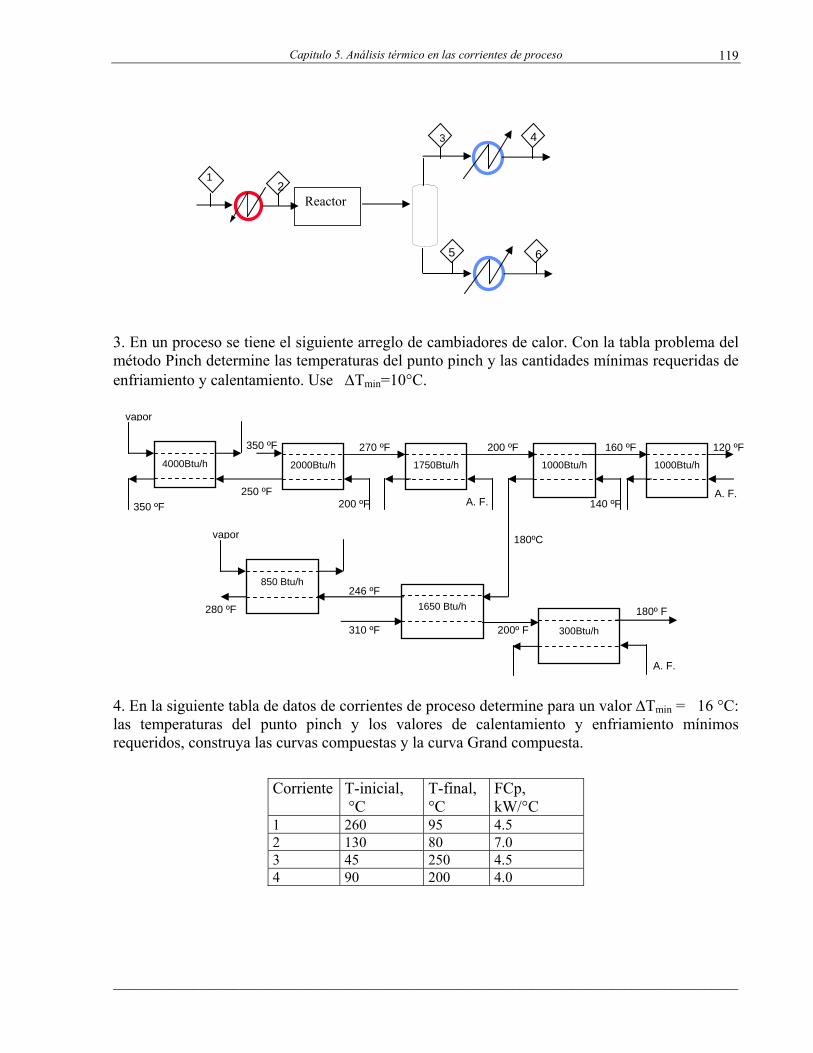
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
119
3. En un proceso se tiene el siguiente arreglo de cambiadores de calor. Con la tabla problema del método Pinch determine las temperaturas del punto pinch y las cantidades mínimas requeridas de enfriamiento y calentamiento. Use ΔTmin=10°C.
4. En la siguiente tabla de datos de corrientes de proceso determine para un valor ΔTmin = 16 °C: las temperaturas del punto pinch y los valores de calentamiento y enfriamiento mínimos requeridos, construya las curvas compuestas y la curva Grand compuesta.
Corriente T-inicial, °C
T-final, °C
FCp, kW/°C
1 260 95 4.5 2 130 80 7.0 3 45 250 4.5 4 90 200 4.0
4000Btu/h
2000Btu/h
1750Btu/h
1000Btu/h
1000Btu/h
850 Btu/h
1650 Btu/h
300Btu/h
vapor
vapor
350 ºF 270 ºF 200 ºF 160 ºF 120 ºF
250 ºF 200 ºF350 ºF A. F.
A. F.
A. F.
280 ºF
246 ºF
310 ºF 200º F
180ºC
140 ºF
180º F
Reactor
1 2
3
5 6
4
Capitulo 5. Análisis térmico en las corrientes de proceso
______________________________________________________________________________________________
120
Capitulo 6. Diseño de Redes de Cambiadores de Calor
______________________________________________________________________________________________
121
Una vez que se han definido los subsistemas de reacción y de separación de acuerdo a los niveles de jerarquía de Douglas, Queda el problema de definir el sistema de intercambio térmico que ha de ajustarse a los requerimientos de energía según lo demanden las condiciones de operación de los subsistemas de reacción y separación. El diseño del subsistema de intercambio térmico en el proceso queda definido por un arreglo de equipos que se denomina red de cambiadores de calor. El diseño de la red de cambiadores de calor es el tema que trata este capitulo.
Capitulo 6 Diseño de redes de cambiadores de calor
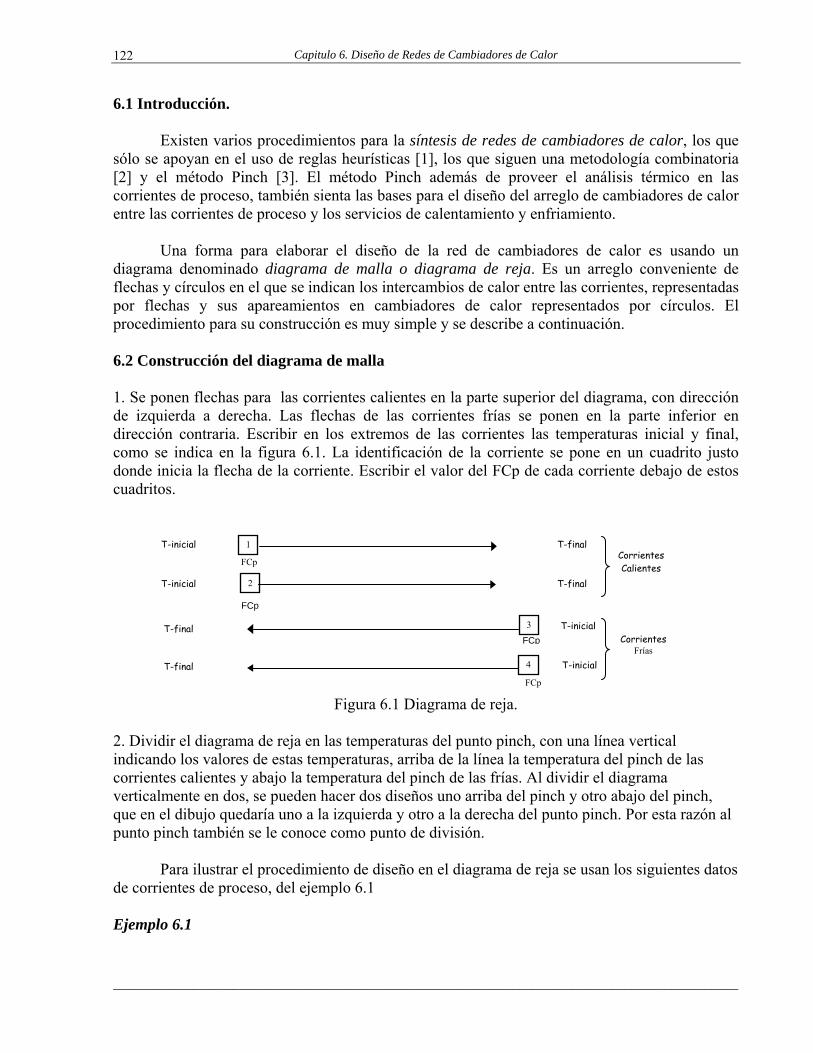
Capitulo 6. Diseño de Redes de Cambiadores de Calor
______________________________________________________________________________________________
122
6.1 Introducción. Existen varios procedimientos para la síntesis de redes de cambiadores de calor, los que sólo se apoyan en el uso de reglas heurísticas [1], los que siguen una metodología combinatoria [2] y el método Pinch [3]. El método Pinch además de proveer el análisis térmico en las corrientes de proceso, también sienta las bases para el diseño del arreglo de cambiadores de calor entre las corrientes de proceso y los servicios de calentamiento y enfriamiento. Una forma para elaborar el diseño de la red de cambiadores de calor es usando un diagrama denominado diagrama de malla o diagrama de reja. Es un arreglo conveniente de flechas y círculos en el que se indican los intercambios de calor entre las corrientes, representadas por flechas y sus apareamientos en cambiadores de calor representados por círculos. El procedimiento para su construcción es muy simple y se describe a continuación. 6.2 Construcción del diagrama de malla 1. Se ponen flechas para las corrientes calientes en la parte superior del diagrama, con dirección de izquierda a derecha. Las flechas de las corrientes frías se ponen en la parte inferior en dirección contraria. Escribir en los extremos de las corrientes las temperaturas inicial y final, como se indica en la figura 6.1. La identificación de la corriente se pone en un cuadrito justo donde inicia la flecha de la corriente. Escribir el valor del FCp de cada corriente debajo de estos cuadritos.
Figura 6.1 Diagrama de reja.
2. Dividir el diagrama de reja en las temperaturas del punto pinch, con una línea vertical indicando los valores de estas temperaturas, arriba de la línea la temperatura del pinch de las corrientes calientes y abajo la temperatura del pinch de las frías. Al dividir el diagrama verticalmente en dos, se pueden hacer dos diseños uno arriba del pinch y otro abajo del pinch, que en el dibujo quedaría uno a la izquierda y otro a la derecha del punto pinch. Por esta razón al punto pinch también se le conoce como punto de división. Para ilustrar el procedimiento de diseño en el diagrama de reja se usan los siguientes datos de corrientes de proceso, del ejemplo 6.1 Ejemplo 6.1
1
FCp
FCp
2
FCp
FCp
3
4
T-inicial
T-inicial
T-inicial
T-inicial
T-final
T-final
T-final
T-final
Corrientes Calientes
Corrientes Frías
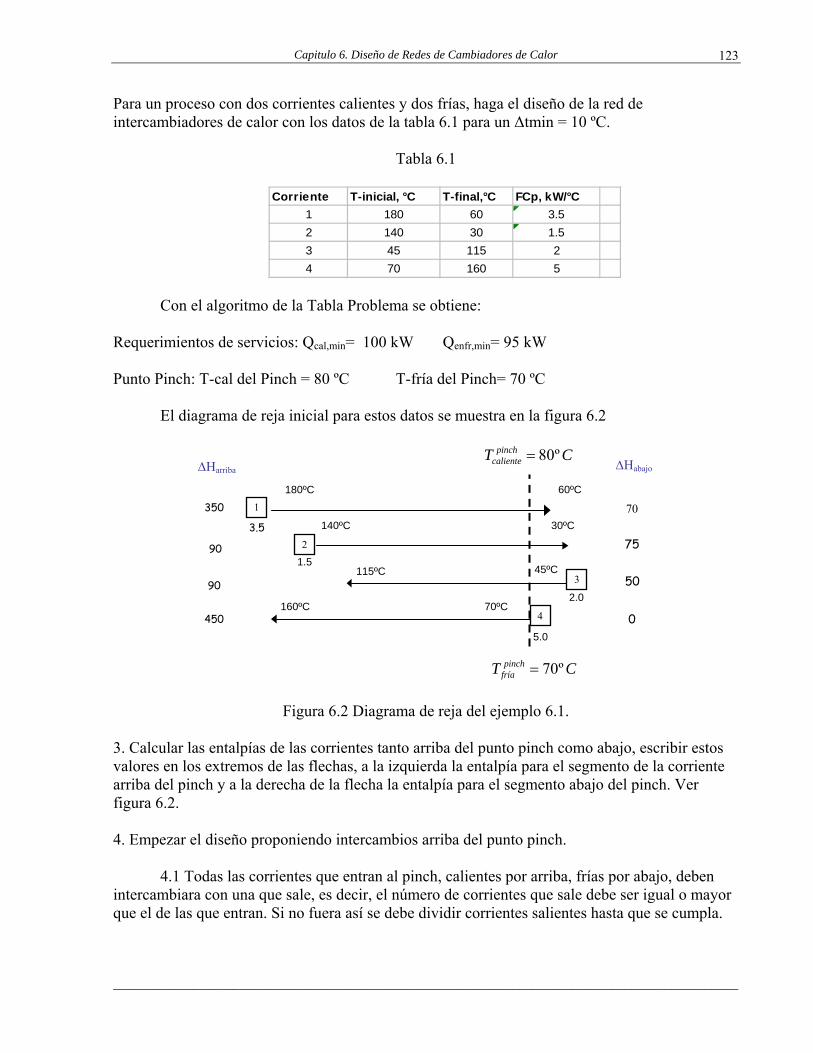
Capitulo 6. Diseño de Redes de Cambiadores de Calor
______________________________________________________________________________________________
123
Para un proceso con dos corrientes calientes y dos frías, haga el diseño de la red de intercambiadores de calor con los datos de la tabla 6.1 para un Δtmin = 10 ºC.
Tabla 6.1
Con el algoritmo de la Tabla Problema se obtiene: Requerimientos de servicios: Qcal,min= 100 kW Qenfr,min= 95 kW Punto Pinch: T-cal del Pinch = 80 ºC T-fría del Pinch= 70 ºC El diagrama de reja inicial para estos datos se muestra en la figura 6.2
Figura 6.2 Diagrama de reja del ejemplo 6.1. 3. Calcular las entalpías de las corrientes tanto arriba del punto pinch como abajo, escribir estos valores en los extremos de las flechas, a la izquierda la entalpía para el segmento de la corriente arriba del pinch y a la derecha de la flecha la entalpía para el segmento abajo del pinch. Ver figura 6.2. 4. Empezar el diseño proponiendo intercambios arriba del punto pinch. 4.1 Todas las corrientes que entran al pinch, calientes por arriba, frías por abajo, deben intercambiara con una que sale, es decir, el número de corrientes que sale debe ser igual o mayor que el de las que entran. Si no fuera así se debe dividir corrientes salientes hasta que se cumpla.
ΔHarriba
1
180ºC 60ºC
3.5
1.5
140ºC
2
30ºC
2.0
5.0
45ºC 115ºC 3
70ºC 160ºC 4
350
90
90
450
70
75
50
0
ΔHabajo CT pinch
caliente º80=
CT pinchfría º70=
Corriente T-inicial, °C T-final,°C FCp, kW/°C1 180 60 3.52 140 30 1.53 45 115 24 70 160 5
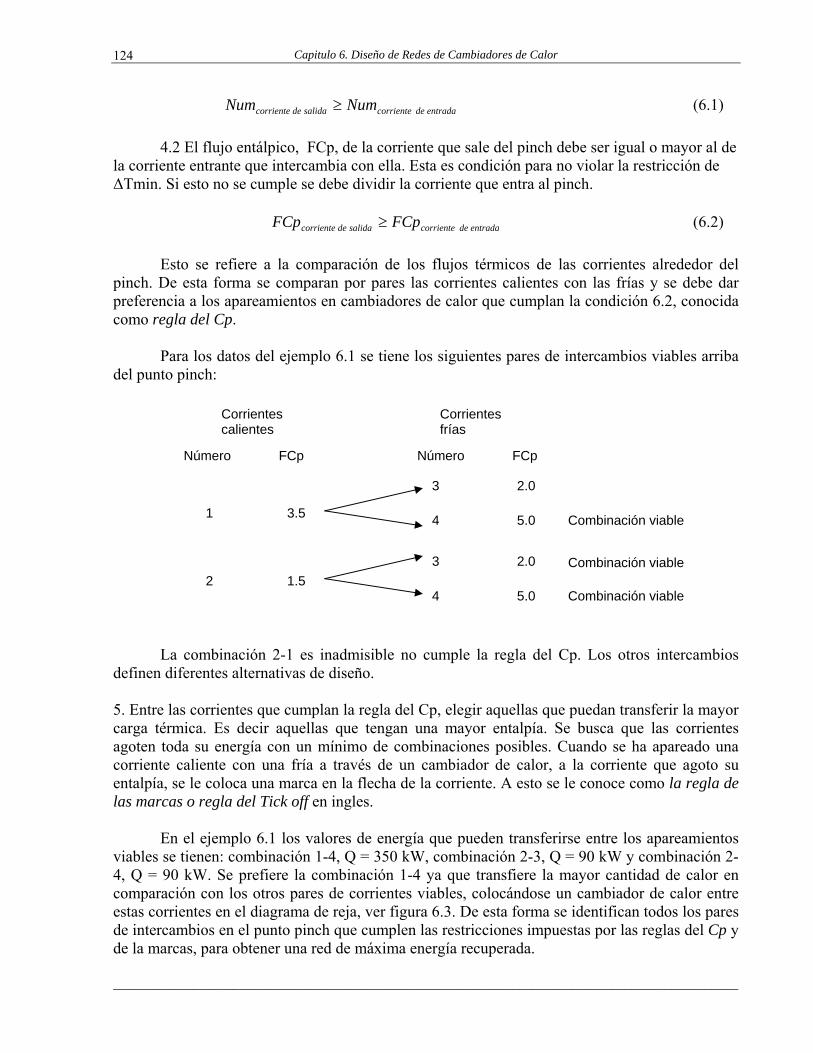
Capitulo 6. Diseño de Redes de Cambiadores de Calor
______________________________________________________________________________________________
124
entradadecorrientesalidadecorriente NumNum ≥ (6.1) 4.2 El flujo entálpico, FCp, de la corriente que sale del pinch debe ser igual o mayor al de la corriente entrante que intercambia con ella. Esta es condición para no violar la restricción de ΔTmin. Si esto no se cumple se debe dividir la corriente que entra al pinch.
entradadecorrientesalidadecorriente FCpFCp ≥ (6.2) Esto se refiere a la comparación de los flujos térmicos de las corrientes alrededor del pinch. De esta forma se comparan por pares las corrientes calientes con las frías y se debe dar preferencia a los apareamientos en cambiadores de calor que cumplan la condición 6.2, conocida como regla del Cp. Para los datos del ejemplo 6.1 se tiene los siguientes pares de intercambios viables arriba del punto pinch:
La combinación 2-1 es inadmisible no cumple la regla del Cp. Los otros intercambios definen diferentes alternativas de diseño. 5. Entre las corrientes que cumplan la regla del Cp, elegir aquellas que puedan transferir la mayor carga térmica. Es decir aquellas que tengan una mayor entalpía. Se busca que las corrientes agoten toda su energía con un mínimo de combinaciones posibles. Cuando se ha apareado una corriente caliente con una fría a través de un cambiador de calor, a la corriente que agoto su entalpía, se le coloca una marca en la flecha de la corriente. A esto se le conoce como la regla de las marcas o regla del Tick off en ingles. En el ejemplo 6.1 los valores de energía que pueden transferirse entre los apareamientos viables se tienen: combinación 1-4, Q = 350 kW, combinación 2-3, Q = 90 kW y combinación 2-4, Q = 90 kW. Se prefiere la combinación 1-4 ya que transfiere la mayor cantidad de calor en comparación con los otros pares de corrientes viables, colocándose un cambiador de calor entre estas corrientes en el diagrama de reja, ver figura 6.3. De esta forma se identifican todos los pares de intercambios en el punto pinch que cumplen las restricciones impuestas por las reglas del Cp y de la marcas, para obtener una red de máxima energía recuperada.
Corrientes calientes
Corrientes frías
Número FCp Número FCp
1 3.5
2 1.5
3 2.0
4 5.0
3 2.0
4 5.0
Combinación viable
Combinación viable
Combinación viable
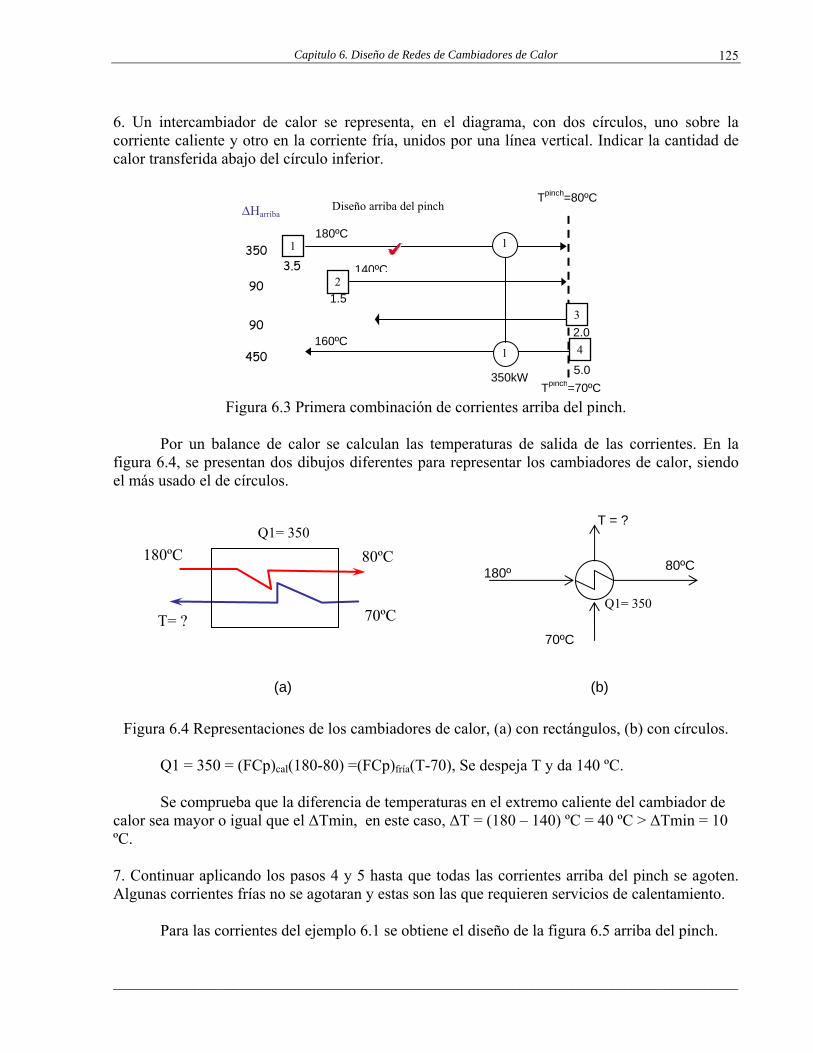
Capitulo 6. Diseño de Redes de Cambiadores de Calor
______________________________________________________________________________________________
125
6. Un intercambiador de calor se representa, en el diagrama, con dos círculos, uno sobre la corriente caliente y otro en la corriente fría, unidos por una línea vertical. Indicar la cantidad de calor transferida abajo del círculo inferior.
Figura 6.3 Primera combinación de corrientes arriba del pinch.
Por un balance de calor se calculan las temperaturas de salida de las corrientes. En la figura 6.4, se presentan dos dibujos diferentes para representar los cambiadores de calor, siendo el más usado el de círculos.
Figura 6.4 Representaciones de los cambiadores de calor, (a) con rectángulos, (b) con círculos. Q1 = 350 = (FCp)cal(180-80) =(FCp)fría(T-70), Se despeja T y da 140 ºC. Se comprueba que la diferencia de temperaturas en el extremo caliente del cambiador de calor sea mayor o igual que el ΔTmin, en este caso, ΔT = (180 – 140) ºC = 40 ºC > ΔTmin = 10 ºC. 7. Continuar aplicando los pasos 4 y 5 hasta que todas las corrientes arriba del pinch se agoten. Algunas corrientes frías no se agotaran y estas son las que requieren servicios de calentamiento. Para las corrientes del ejemplo 6.1 se obtiene el diseño de la figura 6.5 arriba del pinch.
ΔHarriba
Tpinch=80ºC
1 180ºC
3.5
1.5
140ºC2
5.0
3
160ºC4
Tpinch=70ºC
350
90
90
450
2.0
Diseño arriba del pinch
1
1
350kW
80ºC
70ºC
180ºC
T= ?
Q1= 350
180º 80ºC
70ºC
T = ?
Q1= 350
(a) (b)
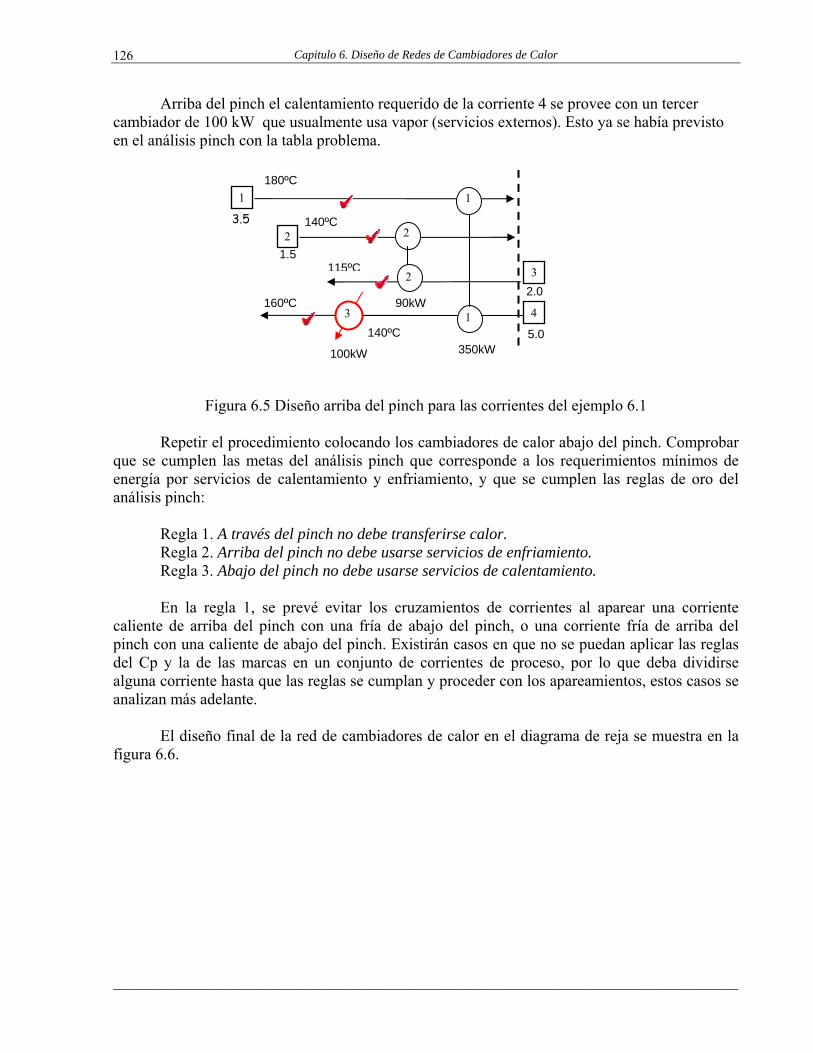
Capitulo 6. Diseño de Redes de Cambiadores de Calor
______________________________________________________________________________________________
126
Arriba del pinch el calentamiento requerido de la corriente 4 se provee con un tercer cambiador de 100 kW que usualmente usa vapor (servicios externos). Esto ya se había previsto en el análisis pinch con la tabla problema.
Figura 6.5 Diseño arriba del pinch para las corrientes del ejemplo 6.1
Repetir el procedimiento colocando los cambiadores de calor abajo del pinch. Comprobar que se cumplen las metas del análisis pinch que corresponde a los requerimientos mínimos de energía por servicios de calentamiento y enfriamiento, y que se cumplen las reglas de oro del análisis pinch: Regla 1. A través del pinch no debe transferirse calor. Regla 2. Arriba del pinch no debe usarse servicios de enfriamiento. Regla 3. Abajo del pinch no debe usarse servicios de calentamiento. En la regla 1, se prevé evitar los cruzamientos de corrientes al aparear una corriente caliente de arriba del pinch con una fría de abajo del pinch, o una corriente fría de arriba del pinch con una caliente de abajo del pinch. Existirán casos en que no se puedan aplicar las reglas del Cp y la de las marcas en un conjunto de corrientes de proceso, por lo que deba dividirse alguna corriente hasta que las reglas se cumplan y proceder con los apareamientos, estos casos se analizan más adelante. El diseño final de la red de cambiadores de calor en el diagrama de reja se muestra en la figura 6.6.
2.090kW
1 180ºC
3.5
1.5
140ºC 2
5.0
115ºC 3
160ºC 4
140ºC
1
1
2
2
3
350kW 100kW
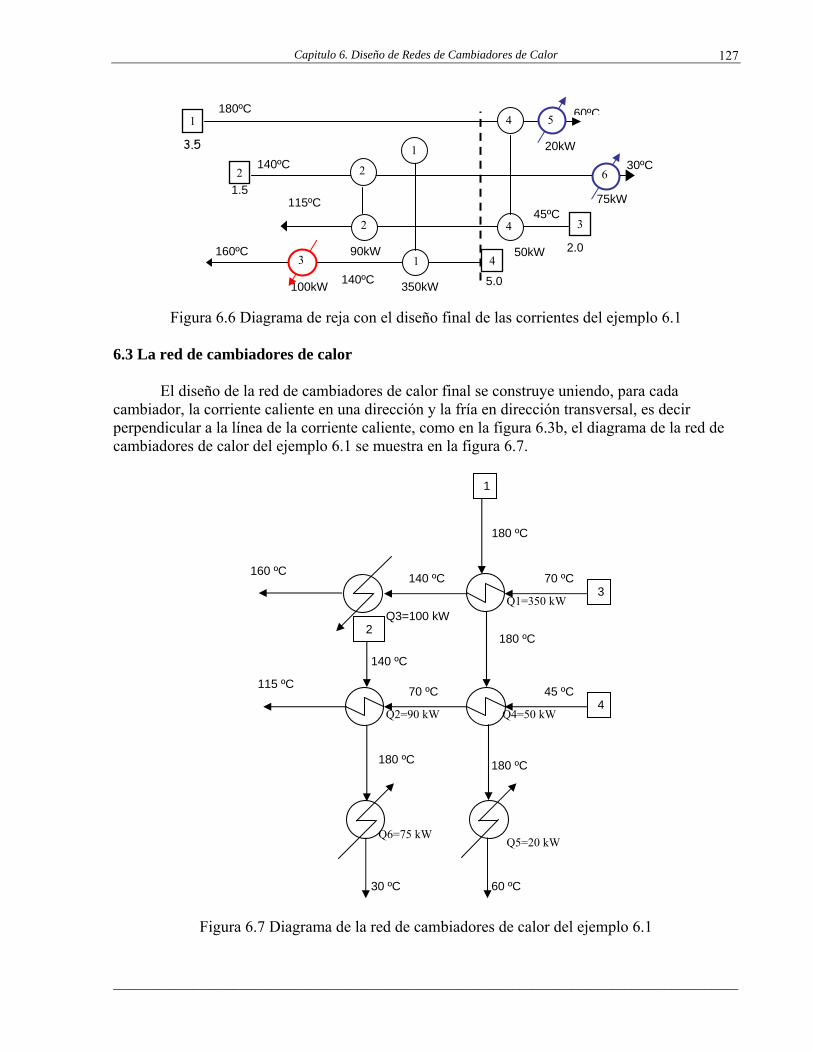
Capitulo 6. Diseño de Redes de Cambiadores de Calor
______________________________________________________________________________________________
127
Figura 6.6 Diagrama de reja con el diseño final de las corrientes del ejemplo 6.1
6.3 La red de cambiadores de calor El diseño de la red de cambiadores de calor final se construye uniendo, para cada cambiador, la corriente caliente en una dirección y la fría en dirección transversal, es decir perpendicular a la línea de la corriente caliente, como en la figura 6.3b, el diagrama de la red de cambiadores de calor del ejemplo 6.1 se muestra en la figura 6.7.
Figura 6.7 Diagrama de la red de cambiadores de calor del ejemplo 6.1
30ºC
100kW 350kW
75kW
50kW 2.0 90kW
1 180ºC 3.5
1.5 140ºC
2
5.0
115ºC 3
160ºC 4
140ºC
60ºC
2
2
1
13
4
4
5
6 20kW
45ºC
180 ºC
45 ºC
70 ºC
180 ºC
180 ºC
160 ºC
115 ºC
140 ºC
70 ºC
140 ºC
180 ºC
60 ºC 30 ºC
1
2
3
4
Q1=350 kW Q3=100 kW
Q4=50 kW
Q5=20 kW
Q2=90 kW
Q6=75 kW

Capitulo 6. Diseño de Redes de Cambiadores de Calor
______________________________________________________________________________________________
128
6.4 División de corrientes Como se anticipa en el paso 4 del procedimiento para la construcción del diagrama de reja, puede haber necesidad de dividir corrientes para hacer las combinaciones viables de las corrientes en los cambiadores de calor. El siguiente ejemplo ilustra este caso. Ejemplo 6.2 Los datos de las corrientes de un proceso son los siguientes, diséñese la red de cambiadores de calor para estas corrientes, con un ΔTmin de 20 ºC. Las temperaturas del punto pinch son 320 ºC y 300 ºC para las corrientes calientes y frías respectivamente. La entalpía de calentamiento es 345 kW y la de enfriamiento es 195 kW. Al aplicar las reglas del número de corrientes y del Cp arriba del pinch, se observa que no se cumpla la regla del Cp, por lo que ha de dividirse la corriente caliente arriba del pinch. El problema es encontrar en que proporción debe dividirse la corriente que tiene FCp = 6 kW/ºC para que se combine con las dos frías, para este ejemplo la división adecuada es en 4 y 2 kW/ºC. El diagrama de reja final se muestra en la figura 6.8.
Figura 6.8 Diagrama de reja del ejemplo 6.2, con división de corrientes. 6.5 Rompimiento de Lazos
320 ºC
382.5ºC
250ºC
225ºC
6
3
4
195 kW
225 kW
320 kW
160 kW
280 kW
65 kW
FCp=4
FCp=2
353.3ºC
380ºC
375ºC
400ºC
450 ºC
300 ºC
Corriente Tentrada(°C) Tsalida(°C) FCp (kW/°C) 1 225 375 3 2 300 450 4 3 400 250 6
FCp
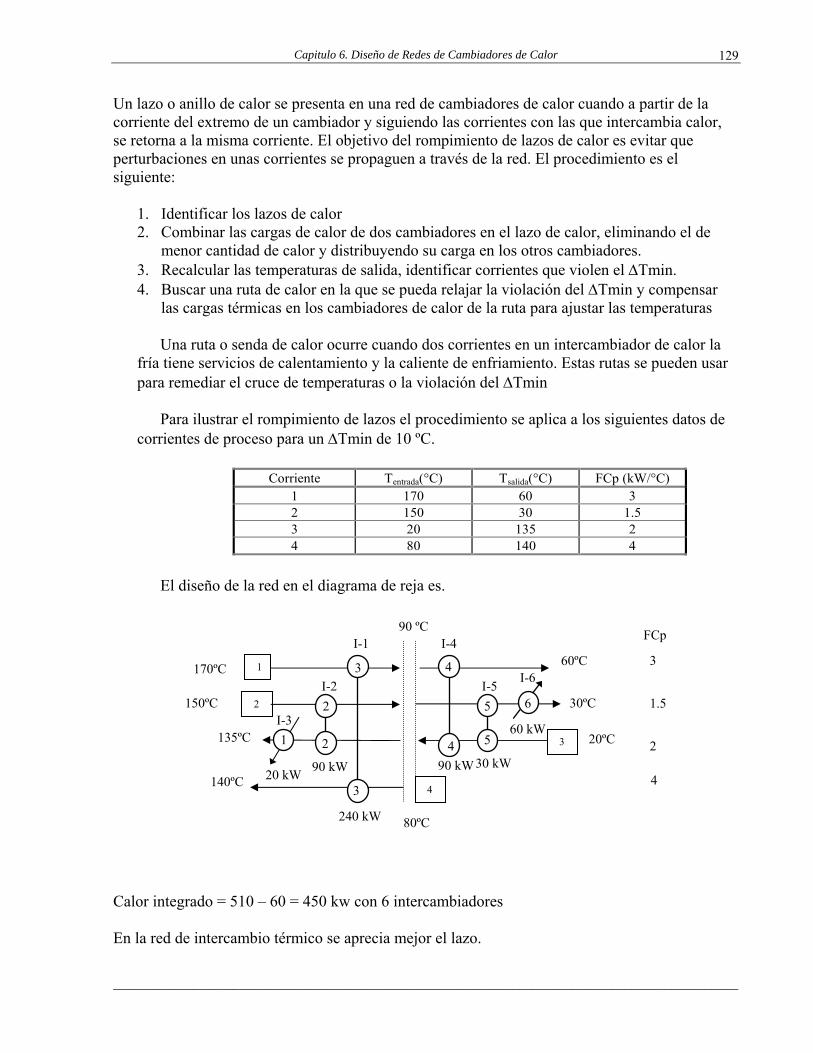
Capitulo 6. Diseño de Redes de Cambiadores de Calor
______________________________________________________________________________________________
129
Un lazo o anillo de calor se presenta en una red de cambiadores de calor cuando a partir de la corriente del extremo de un cambiador y siguiendo las corrientes con las que intercambia calor, se retorna a la misma corriente. El objetivo del rompimiento de lazos de calor es evitar que perturbaciones en unas corrientes se propaguen a través de la red. El procedimiento es el siguiente:
1. Identificar los lazos de calor 2. Combinar las cargas de calor de dos cambiadores en el lazo de calor, eliminando el de
menor cantidad de calor y distribuyendo su carga en los otros cambiadores. 3. Recalcular las temperaturas de salida, identificar corrientes que violen el ΔTmin. 4. Buscar una ruta de calor en la que se pueda relajar la violación del ΔTmin y compensar
las cargas térmicas en los cambiadores de calor de la ruta para ajustar las temperaturas Una ruta o senda de calor ocurre cuando dos corrientes en un intercambiador de calor la fría tiene servicios de calentamiento y la caliente de enfriamiento. Estas rutas se pueden usar para remediar el cruce de temperaturas o la violación del ΔTmin Para ilustrar el rompimiento de lazos el procedimiento se aplica a los siguientes datos de corrientes de proceso para un ΔTmin de 10 ºC.
El diseño de la red en el diagrama de reja es.
Calor integrado = 510 – 60 = 450 kw con 6 intercambiadores En la red de intercambio térmico se aprecia mejor el lazo.
80ºC
3
FCp
1.5
2 60 kW
90 ºC
4
I-1
I-2
I-3
I-4
I-5 I-6
1
3
4 5 2
6 2
3 4
5
140ºC
20ºC
60ºC
30ºC
30 kW 90 kW 90 kW
240 kW
20 kW
170ºC
135ºC
150ºC
1
2
4
3
Corriente Tentrada(°C) Tsalida(°C) FCp (kW/°C) 1 170 60 3 2 150 30 1.5 3 20 135 2 4 80 140 4
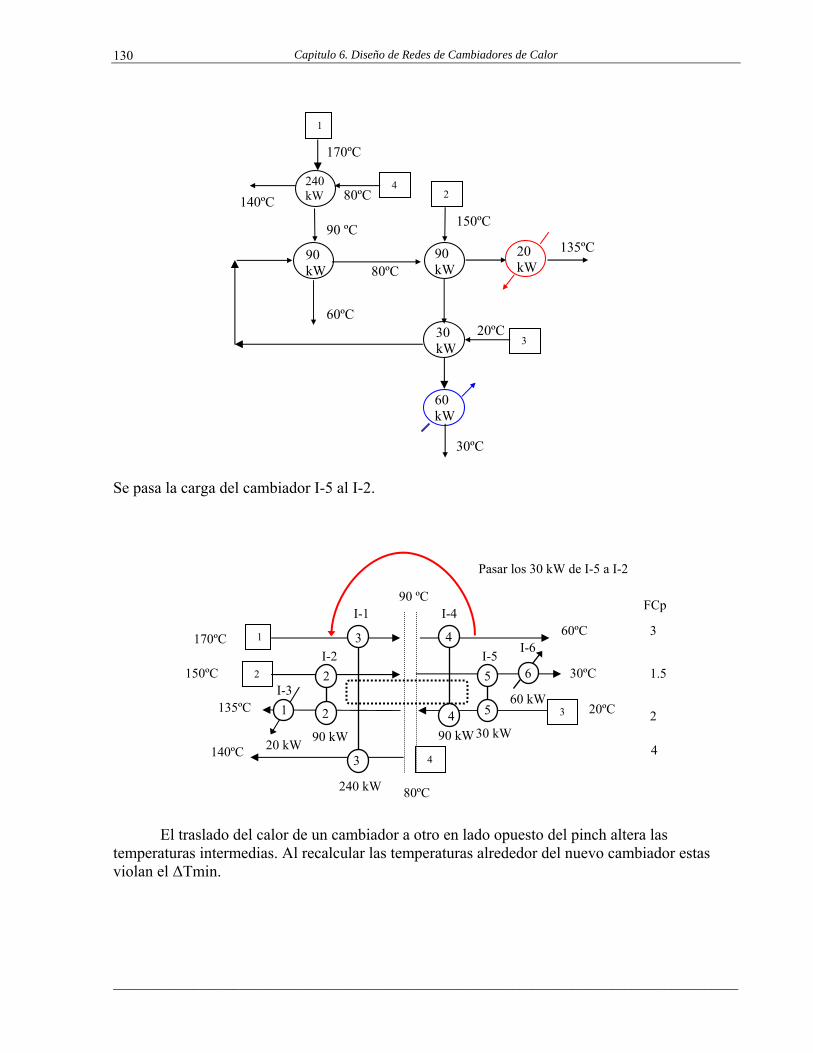
Capitulo 6. Diseño de Redes de Cambiadores de Calor
______________________________________________________________________________________________
130
Se pasa la carga del cambiador I-5 al I-2.
El traslado del calor de un cambiador a otro en lado opuesto del pinch altera las temperaturas intermedias. Al recalcular las temperaturas alrededor del nuevo cambiador estas violan el ΔTmin.
80ºC
60 kW
90 ºC
140ºC
20ºC 60ºC
30ºC
30 kW
90 kW
90 kW
240 kW
20 kW
170ºC
135ºC
150ºC
1
2 4
3
80ºC
80ºC
3
FCp
1.5
260 kW
90 ºC
4
I-1
I-2
I-3
I-4
I-5 I-6
1 3
4 52
62
3 4
5
140ºC
20ºC
60ºC 30ºC
30 kW90 kW90 kW
240 kW
20 kW
170ºC
135ºC 150ºC
1 2
4
3
Pasar los 30 kW de I-5 a I-2
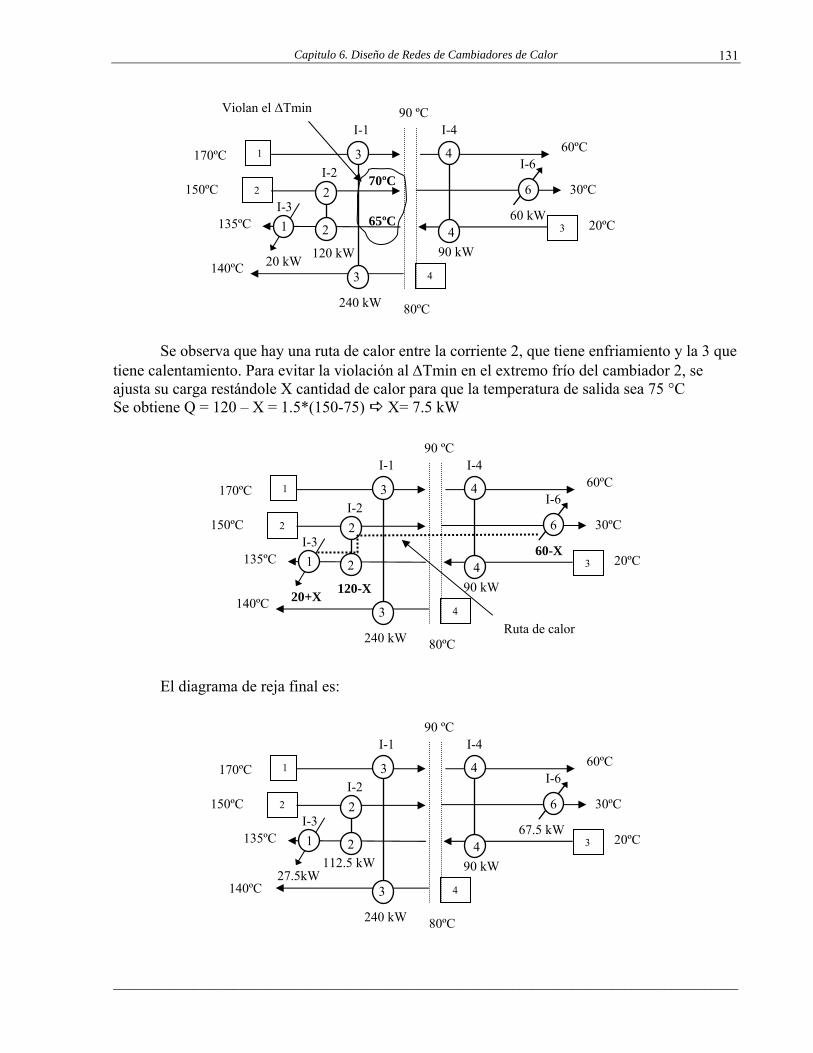
Capitulo 6. Diseño de Redes de Cambiadores de Calor
______________________________________________________________________________________________
131
Se observa que hay una ruta de calor entre la corriente 2, que tiene enfriamiento y la 3 que tiene calentamiento. Para evitar la violación al ΔTmin en el extremo frío del cambiador 2, se ajusta su carga restándole X cantidad de calor para que la temperatura de salida sea 75 °C Se obtiene Q = 120 – X = 1.5*(150-75) X= 7.5 kW
El diagrama de reja final es:
80ºC
60 kW
90 ºCI-1
I-2
I-3
I-4
I-6
1 3
42
62
3 4
140ºC
20ºC
60ºC 30ºC
90 kW120 kW
240 kW
20 kW
170ºC
135ºC 150ºC
1 2
4
3
Violan el ΔTmin
65ºC
70ºC
80ºC
60-X
90 ºCI-1
I-2
I-3
I-4
I-6
1 3
42
62
3 4
140ºC 20ºC
60ºC 30ºC
90 kW120-X
240 kW
20+X
170ºC
135ºC 150ºC
1 2
4
3
Ruta de calor
80ºC
67.5 kW
90 ºCI-1
I-2
I-3
I-4
I-6
1 3
42
62
3 4
140ºC 20ºC
60ºC 30ºC
90 kW112.5 kW
240 kW
27.5kW
170ºC
135ºC 150ºC
1 2
4
3
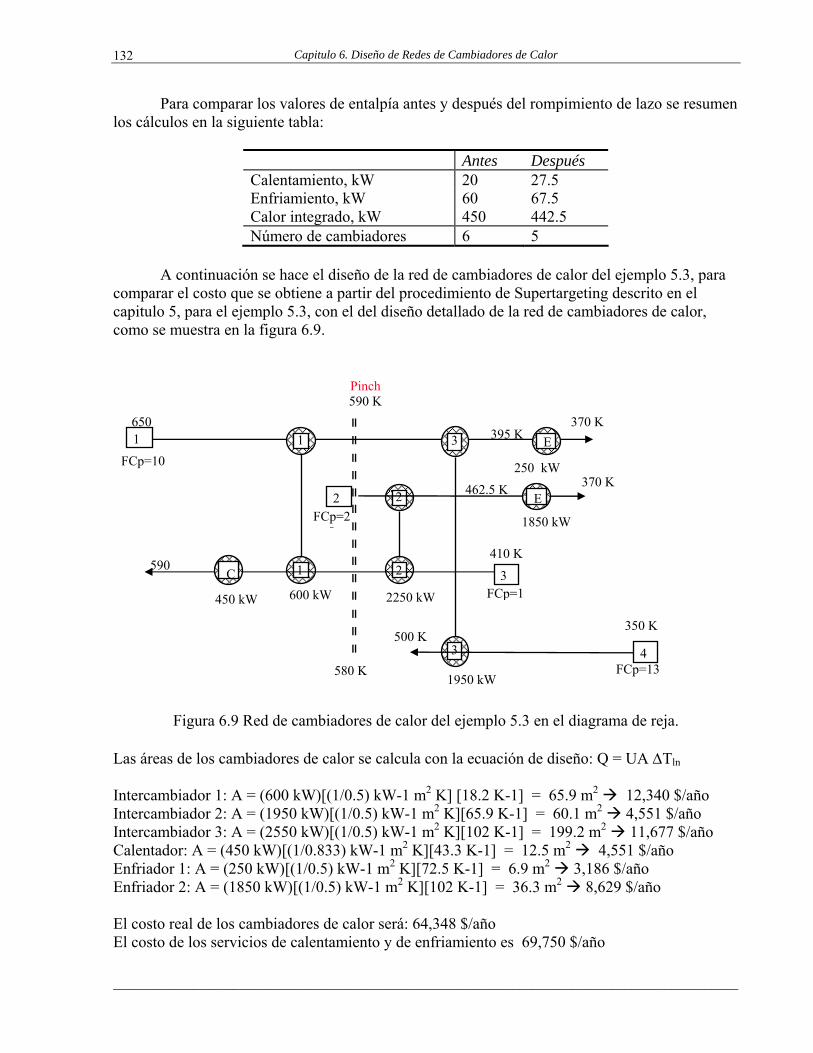
Capitulo 6. Diseño de Redes de Cambiadores de Calor
______________________________________________________________________________________________
132
Para comparar los valores de entalpía antes y después del rompimiento de lazo se resumen los cálculos en la siguiente tabla:
Antes Después Calentamiento, kW 20 27.5 Enfriamiento, kW 60 67.5 Calor integrado, kW 450 442.5 Número de cambiadores 6 5
A continuación se hace el diseño de la red de cambiadores de calor del ejemplo 5.3, para comparar el costo que se obtiene a partir del procedimiento de Supertargeting descrito en el capitulo 5, para el ejemplo 5.3, con el del diseño detallado de la red de cambiadores de calor, como se muestra en la figura 6.9.
Figura 6.9 Red de cambiadores de calor del ejemplo 5.3 en el diagrama de reja. Las áreas de los cambiadores de calor se calcula con la ecuación de diseño: Q = UA ΔTln Intercambiador 1: A = (600 kW)[(1/0.5) kW-1 m2 K] [18.2 K-1] = 65.9 m2 12,340 $/año Intercambiador 2: A = (1950 kW)[(1/0.5) kW-1 m2 K][65.9 K-1] = 60.1 m2 4,551 $/año Intercambiador 3: A = (2550 kW)[(1/0.5) kW-1 m2 K][102 K-1] = 199.2 m2 11,677 $/año Calentador: A = (450 kW)[(1/0.833) kW-1 m2 K][43.3 K-1] = 12.5 m2 4,551 $/año Enfriador 1: A = (250 kW)[(1/0.5) kW-1 m2 K][72.5 K-1] = 6.9 m2 3,186 $/año Enfriador 2: A = (1850 kW)[(1/0.5) kW-1 m2 K][102 K-1] = 36.3 m2 8,629 $/año El costo real de los cambiadores de calor será: 64,348 $/año El costo de los servicios de calentamiento y de enfriamiento es 69,750 $/año
1650 370 K
FCp=10
Pinch 590 K
580 K
1
1
600 kW
3
3 E
250 kW
2
2
2250 kW
462.5 K
3590
410 K
FCp=1
4500 K
350 K
FCp=13
450 kW
C
2FCp=2
0
370 K
395 K
E
1850 kW
1950 kW

Capitulo 6. Diseño de Redes de Cambiadores de Calor
______________________________________________________________________________________________
133
El costo total anualizado es: 134,098 $/año El área calculada actual es de 380.9 m2 mayor al área estimada de 337.1 m2 en el ejemplo 5.3. Diferencia: (Actual –estimado)*100/Actual = 11.5 % de error. De esta manera se tendrá un punto en la gráfica de costos contra ΔTmin, figura 5.13. Se aumenta el valor de ΔTmin y se determina otro valor de costos en la gráfica, hasta obtener el costo mínimo y un ΔTmin óptimo. Las técnicas de diseño de redes de cambiadores de calor también se pueden emplear en el rediseño de redes de cambiadores de calor de plantas en operación. De hecho este es el caso en el que el método Pinch ha encontrado una mayor aplicación produciendo un ahorro considerable en los costos por concepto de servicios de calentamiento y de enfriamiento. Lo cual hace a las plantas más rentables. Referencias
1. Rudd, D. F., G. J. Powers y J. J. Siirola. Process Synthesis. Prentice Hall, 1973. 2. Yee, T.F., I.E. Grossman y Z. Kravanja, Simultaneous Optimization Models for Heat
Integration III. Optimization of process flowsheets and heat exchanger networks. Computers and Chemical Engineering. Vol. 14. pp 1185, 1990.
3. Linhoff, B. y J. R. Flower. Síntesis of heat exchanger networks I: Systematic generation
of energy optimal networks. AIChE J. Vol. 24. pp 633-642. 1978.
Capitulo 6. Diseño de Redes de Cambiadores de Calor
______________________________________________________________________________________________
134
Problemas
1. Con los datos del problema 1 del capitulo 5 dibujar el diagrama de reja, el diagrama de la red de cambiadores de calor y colocar el nuevo arreglo de cambiadores de calor en el diagrama de proceso. Use los siguientes datos para los costos de cambiadores de calor y compare el costo anualizado del arreglo original de cambiadores con el arreglo obtenido con el método Pinch.
Datos de costos para los cambiadores de calor: Costo de vapor a 280 °C, 2.81 $/106 kJ, h-vapor = 0.5 kW/°C-m2 Costo de agua fría a 20 °C, 0.496 $/106 kJ, h-agua = 0.3 kW/°C-m2 Costo de cambiadores de calor, 6000 + 700(A)0.65 h-proceso = 0.8 kW/°C-m2. La planta opera 350 días/año 2. Con los datos del problema 2 del capitulo 5 dibujar el diagrama de reja, el diagrama de la red de cambiadores de calor y colocar el nuevo arreglo de cambiadores de calor en el diagrama de proceso. 3. Con los datos del problema 3 del capitulo 5 dibujar el diagrama de reja, el diagrama de la red de cambiadores de calor y colocar el nuevo arreglo de cambiadores de calor en el diagrama de proceso. 4. En la siguiente tabla de datos de corrientes de proceso determine para un valor ΔTmin = 10 °C:
a) Las temperaturas del punto pinch y los valores de calentamiento y enfriamiento mínimos requeridos
b) el arreglo de cambiadores de calor para la máxima recuperación de calor.
Corriente T-inicial, °C
T-final, °C
FCp, kW/°C
1 300 95 4.5 2 250 130 7.5 3 45 150 4.5 4 100 210 6.0
Capitulo 7. Análisis multicriterio para la toma de decisiones
______________________________________________________________________________________________
135
De las múltiples herramientas para ayudar a la selección de alternativas bajo competencia, el método Electre destaca como uno de los mejores. En el diseño de procesos químicos continuamente se presenta el problema de selección de alternativas bajo un análisis multicriterio, como la elección de la ruta de reacciones más adecuada para el diseño de un proceso, como el caso que se presenta en este capitulo.
Capitulo 7 Análisis multicriterio para la toma de decisiones
Capitulo 7. Análisis multicriterio para la toma de decisiones
______________________________________________________________________________________________
136
7.1 Introducción. Los problemas de toma de decisiones involucran varias alternativas y de las cuales hay que decidir a favor de una. Para comparar las alternativas se ha de contar con medios de valorarlas, es decir, calificarlas, para ello se requiere primero definir los atributos comunes a las alternativas y sobre los cuales se califican, estos también se llaman criterios. Existen varios métodos para el análisis multicriterio en la toma de decisiones, desde el más simple que es la suma de calificaciones ponderadas a unos más complicados como los métodos Electre [1,2], Promethe [3], y otros. En este capitulo se describe el método Electre que permite jerarquizar las alternativas en un orden de preferencias, de la mejor a la peor. Los métodos de análisis multicriterio tienen muchas aplicaciones, por ejemplo en:
a) Elección de la mejor ruta de reacciones, b) Discriminación de candidatos, c) Selección de proyectos de inversión, etc.
En general se usan como una ayuda en la toma de decisiones.
7.2 Método de sumas ponderadas Ejemplo 7.1 Para ilustrar el método supóngase que se desea elegir a un candidato, entre varios, para un empleo. Considérese como atributos importantes para evaluar a los candidatos, los siguientes criterios:
Criterio 1 La experiencia Criterio 2 La escolaridad Criterio 3 Dominio del ingles Criterio 4 Conocimientos de informática
Para calificar a los candidatos en estos criterios hay que definir una escala de valoración, por ejemplo, para el criterio de experiencia se pueden tener las siguientes posibles calificaciones: ninguna, poca, regular y bastante. Mientras que para el criterio de escolaridad se pueden tener las posibles calificaciones siguientes: mínima, menor a la media, sobrepasa a la media y elevada. Si ha de calificarse a los candidatos en estos criterios, primero hay que normalizar las valoraciones de lo criterios. Para ello se define una escala de calificaciones, por ejemplo de 0 a 10, siendo 10 la mejor calificación y 0 la peor, se presupone que hay que maximizar los criterios. Se propone la conversión de las calificaciones de los criterios a valores numéricos de acuerdo a los siguientes intervalos:
Tabla 7.1 Intervalos de correspondencia de calificaciones.
lingüística numérica Ninguna 0 – 2.5 Poca 2.5 – 5.0 Regular 5.0 – 7.5 Bastante 7.5 – 10.0

Capitulo 7. Análisis multicriterio para la toma de decisiones
______________________________________________________________________________________________
137
Habiendo definido el ámbito de expresión para plantear el problema de toma de decisión, lo que sigue es la valoración de los candidatos. Se requieren evaluadores que han de ser expertos en la calificación de los criterios, también llamados jueces o actores en la toma de decisión. Del proceso de valoración los resultados se resumen en una tabla de calificaciones como la siguiente:
Tabla 7.2 Matriz de calificaciones.
Candidatos C1 C2 C3 C4 A1 3 8* 7 6 A2 5 5 9* 5 A3 7* 5 7 9* A4 3 6 4 5
Pesos, w 0.2 0.1 0.3 0.4
En esta tabla los candidatos se identifican como A1, A2, etc. Mientras que los criterios se distinguen en las columnas como C1, C2, etc. La última fila contiene los valores de los pesos. A cada criterio se le asigna un valor numérico o peso, wi, que va de mayor a menor en el sentido en que disminuye su importancia relativa con los otros criterios. Cuando wh > wk implica que el criterio h es más importante que el criterio k y la expresión wh = wk indica que ambos criterios son igualmente importantes. Cuando en un criterio se tiene la misma o casi la misma calificación para todas las alternativas se puede eliminar ese criterio, pues no brinda información relevante para la toma de decisiones. Se observa, por los valores de los pesos, que los evaluadores dan mayor relevancia a los conocimientos de informática e idiomas que a la experiencia y la escolaridad. En este ejemplo se eligen valores de los pesos normalizados, para que se cumpla que ∑ =1jw .
Se marca con un asterisco las calificaciones mayores en los diferentes criterios y se puede ver que
no hay ninguna alternativa que obtenga altas calificaciones en todos los criterios, es decir que a simple vista no se distingue a un candidato que sea mejor que los demás. Con el método de sumas ponderadas se calculan las sumas de productos de las calificaciones de las alternativas en los diferentes criterios, multiplicadas por los pesos de ponderación de los criterios. Cálculo que se resume en la siguiente ecuación:
∑=
=m
jjjii waM
1, * (7.1)
Donde Mi = Calificación ponderada de la alternativa i. ai,j = calificación de la alternativa i en el criterio j. wj = Peso de ponderación del criterio j.
Se ordenan las calificaciones ponderadas de mayor a menor y se selecciona la primera como la de mayor preferencia, la que le sigue tendrá la segunda preferencia, etc. Con este método se supone que hay que maximizar todos los criterios. Se aplica la fórmula de la ecuación 7.1 a los datos de la Tabla 7.2 y se obtiene:
Capitulo 7. Análisis multicriterio para la toma de decisiones
______________________________________________________________________________________________
138
Candidato Calificación
A1 5.9 A2 6.2 A3 7.6 A4 4.4
De acuerdo a las calificaciones se obtiene que el orden de preferencia de los candidatos es: A3 > A2 > A1 > A4, lo que indica que se elige al candidato A1 en primer lugar y A4 en último. 7.3 Método Electre Este método fue creado por B. Roy en 1969 [1] y desde entonces se ha modificado varias veces [2], la palabra Electre se forma con las siglas en francés de Elimination Et Choix Traduisant la reality. El método se aplica a través de la construcción de tablas o matrices que se construyen a partir de la tabla de calificaciones. Dos conceptos importantes del método son la preferencia por sobre-calificación y ciertos umbrales de indiferencia y preferencia. En la tabla de calificaciones se observa que el candidato A3 en los criterios C1 y C4 obtiene mayor calificación que los otros candidatos. Se dice que el candidato que obtiene una calificación mayor o igual que los otros, sobre-califica en las evaluaciones. Simbólicamente esto se expresa con la siguiente ecuación:
kjhkh ASAAsobreAdeóncalificaciSobre =− (7.2)
La sobre-calificación indica que Ah es mejor que Ak. en el criterio considerado si la calificación de Ah es mayor o igual que Ak en el criterio considerado.
El método Electre usa este concepto de sobre-calificación para ayudar en la toma de decisiones en la selección de alternativas bajo multicriterios. Establece que la alternativa Ah será preferida a la Ak si:
qAdeóncalificaciAdeóncalificaci kh +≥ Donde q es el umbral de indiferencia, indica la diferencia máxima entre dos valores que permite distinguirlos. Esto representa una forma de establecer una preferencia débil entre las alternativas, lo que hace necesario contar con una condición de fuerte preferencia. El método establece que la alternativa Ah será fuertemente preferida a la Ak si:
pAdeóncalificaciAdeóncalificaci kh ≥− En el método se establecen dos pruebas en las que se determina la preferencia fuerte y débil entre dos alternativa. Para ello se forman dos tablas o matrices que usa de manera normalizada los valores de las calificaciones y los pesos. El método procede de acuerdo a las siguientes etapas.
Capitulo 7. Análisis multicriterio para la toma de decisiones
______________________________________________________________________________________________
139
1. Formar la tabla de concordancias. Indicar tanto en las hileras como en las columnas las alternativas y en cada celda el índice de concordancia khC , calculado con la fórmula:
∑
∑=
jj
ASAjj
kh w
wC kjk:
, (7.3)
El término en el numerador indica que sólo se suman los pesos de los criterios en los que la alternativa Ah sobre-califica a la alternativa Ak
, es decir, que jkjh aa ,, ≥ . Los elementos de la diagonal de la tabla se dejan en blanco ya que no se puede comparar a una alternativa con ella misma. La prueba de sobre-calificación se aplica a las alternativas de dos en dos.
2. Formar la tabla de discordancias de manera similar a la tabla de concordancias. Calculando el valor en las celdas con la diferencia máxima positiva de las calificaciones. Es decir.
menoróncalificacimayoróncalificaci
aapositivomáximaD criteriosjlosenhk
kh −
−=
)(, (7.4)
El índice de discordancia khD , expresa la diferencia mayor, positiva, de las calificaciones para las que la alternativa h es peor que la k, por lo que sólo se toman en cuenta los pares en los que Ah no sobre-califica a la alternativa Ak. El denominador representa la amplitud de las calificaciones considerada en cada criterio.
3. Para identificar los patrones de dominancias se definen dos límites o umbrales de comparación, p y q. Estos valores pueden especificarse por los analistas en la toma de decisión. Pero una forma práctica de obtener estos valores es con los índices de concordancia y discordancia.
Calcular el umbral de preferencia p con la tabla de concordancias como el valor próximo mayor o igual al promedio que exista en los números de la tabla de concordancia. Indica la diferencia con la que una calificación aventaja a otra. De la misma manera el umbral de indiferencia q se determina con el valor próximo menor o igual al promedio que exista en los números de la tabla de discordancias.
Se construyen dos tablas con las dominancias, primero una con las comparaciones por hilera de las alternativas, de dos en dos, en las tablas de concordancia y discordancia si se cumplen las condiciones siguientes:
La alternativa hA domina a la alternativa kA si pC kh ≥, y sólo si qD kh ≤, (7.5)
A esta expresión se le conoce como la prueba de dominancia.
En la segunda tabla de dominancias se hacen las comparaciones por columna y deben cumplir la prueba de dominancia.
4. Se determina la lista de preferencias o jerarquía de las alternativas, ordenando las alternativas según el mayor número de dominancias por hilera y el menor número de dominancias por columna.
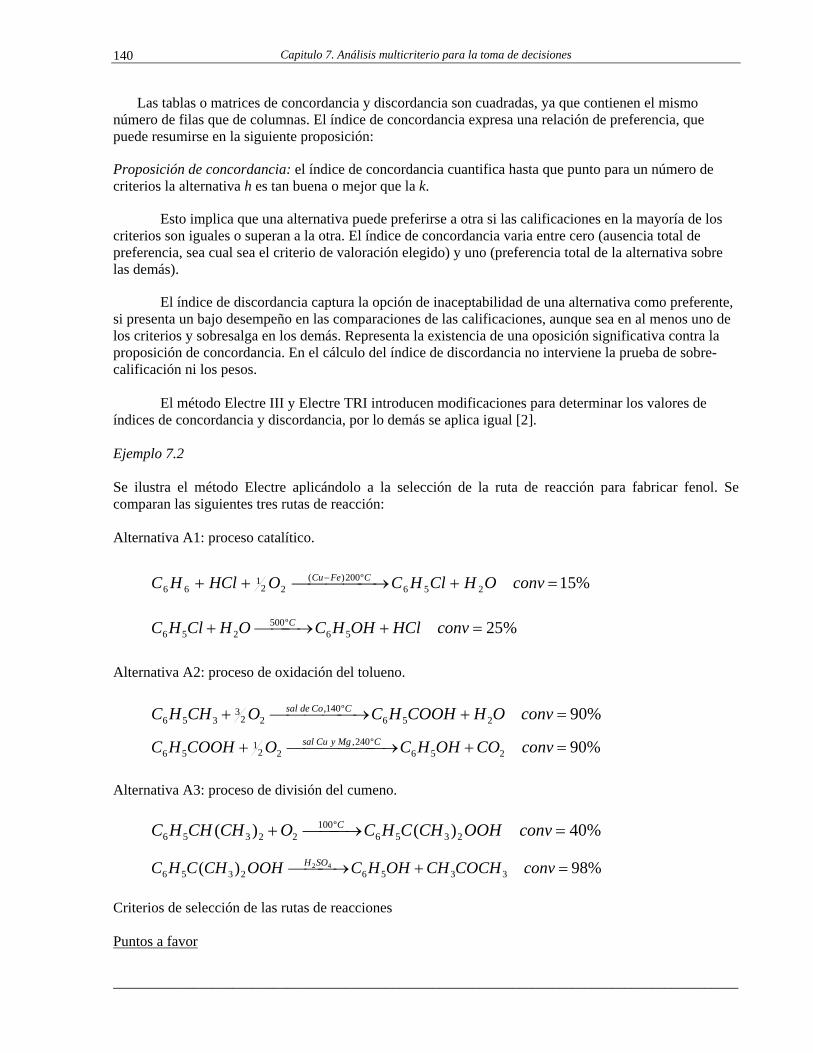
Capitulo 7. Análisis multicriterio para la toma de decisiones
______________________________________________________________________________________________
140
Las tablas o matrices de concordancia y discordancia son cuadradas, ya que contienen el mismo número de filas que de columnas. El índice de concordancia expresa una relación de preferencia, que puede resumirse en la siguiente proposición:
Proposición de concordancia: el índice de concordancia cuantifica hasta que punto para un número de criterios la alternativa h es tan buena o mejor que la k.
Esto implica que una alternativa puede preferirse a otra si las calificaciones en la mayoría de los criterios son iguales o superan a la otra. El índice de concordancia varia entre cero (ausencia total de preferencia, sea cual sea el criterio de valoración elegido) y uno (preferencia total de la alternativa sobre las demás).
El índice de discordancia captura la opción de inaceptabilidad de una alternativa como preferente, si presenta un bajo desempeño en las comparaciones de las calificaciones, aunque sea en al menos uno de los criterios y sobresalga en los demás. Representa la existencia de una oposición significativa contra la proposición de concordancia. En el cálculo del índice de discordancia no interviene la prueba de sobre-calificación ni los pesos. El método Electre III y Electre TRI introducen modificaciones para determinar los valores de índices de concordancia y discordancia, por lo demás se aplica igual [2].
Ejemplo 7.2 Se ilustra el método Electre aplicándolo a la selección de la ruta de reacción para fabricar fenol. Se comparan las siguientes tres rutas de reacción: Alternativa A1: proceso catalítico.
Alternativa A2: proceso de oxidación del tolueno. Alternativa A3: proceso de división del cumeno. Criterios de selección de las rutas de reacciones Puntos a favor
%15256º200)(
221
66 =+⎯⎯⎯⎯ →⎯++ − convOHClHCOHClHC CFeCu
%2556º500
256 =+⎯⎯ →⎯+ convHClOHHCOHClHC C
%90256º140,
223
356 =+⎯⎯⎯⎯ →⎯+ convOHCOOHHCOCHHC CCodesal
%90256º240,
221
56 =+⎯⎯⎯⎯⎯ →⎯+ convCOOHHCOCOOHHC CMgyCusal
%40)()( 2356º100
22356 =⎯⎯ →⎯+ convOOHCHCHCOCHCHHC C
%98)( 3356235642 =+⎯⎯ →⎯ convCOCHCHOHHCOOHCHCHC SOH

Capitulo 7. Análisis multicriterio para la toma de decisiones
______________________________________________________________________________________________
141
C1-Valor del potencial económico. C2- Obtención de subproductos comerciales C3- Rendimiento de las reacciones Puntos en contra C4- Manejo de sustancias peligrosas. C5- Condiciones de operación drástica C6- Utilización de catalizadores costosos. Se propone la siguiente tabla de calificaciones Nótese que se usa la misma escala para las calificaciones y los pesos. La matriz de concordancia es:
khC , A1 A2 A3
A1 .4762 0.0 A2 .8571 .095 A3 1.0 .9047
La concordancia de A1 con A2 se calcula según la ecuación 7.4 como sigue:
4762.02110
332445330040
21 ==
++++++++++
=A
AC
De la misma manera se calculan las concordancias de las otras celdas.
La discordancia de
21
AAD se calcula con las diferencias de las calificaciones de la siguiente
manera:
5.042
)15()]11(),21(),13(),13(),11(),23[(
21 ==
−−−−−−−
=positivomáximaD
AA
La matriz de discordancia queda:
C1 C2 C3 C4 C5 C6A1 2 1 1 1 2 1A2 3 1 3 3 1 1A3 5 5 4 2 3 4w 5 4 4 2 3 3
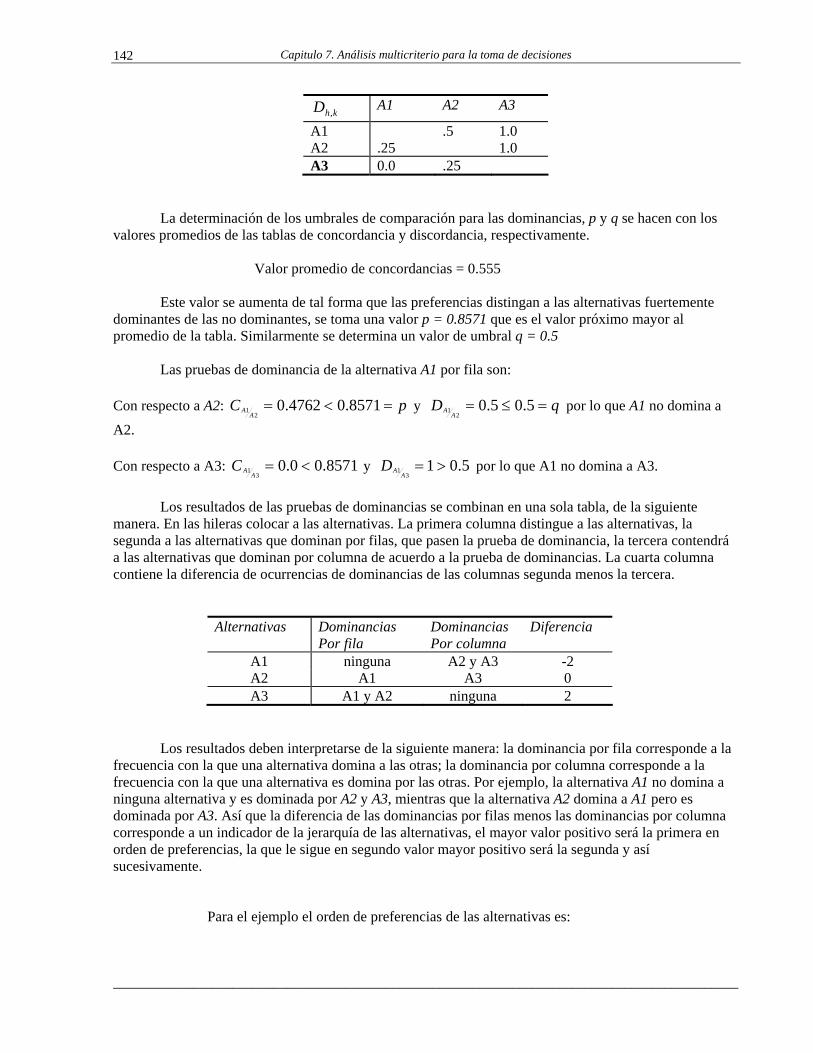
Capitulo 7. Análisis multicriterio para la toma de decisiones
______________________________________________________________________________________________
142
khD , A1 A2 A3
A1 .5 1.0 A2 .25 1.0 A3 0.0 .25
La determinación de los umbrales de comparación para las dominancias, p y q se hacen con los
valores promedios de las tablas de concordancia y discordancia, respectivamente.
Valor promedio de concordancias = 0.555
Este valor se aumenta de tal forma que las preferencias distingan a las alternativas fuertemente dominantes de las no dominantes, se toma una valor p = 0.8571 que es el valor próximo mayor al promedio de la tabla. Similarmente se determina un valor de umbral q = 0.5
Las pruebas de dominancia de la alternativa A1 por fila son: Con respecto a A2: pC
AA =<= 8571.04762.0
21 y qD
AA =≤= 5.05.0
21 por lo que A1 no domina a
A2. Con respecto a A3: 8571.00.0
31 <=
AAC y 5.01
31 >=
AAD por lo que A1 no domina a A3.
Los resultados de las pruebas de dominancias se combinan en una sola tabla, de la siguiente
manera. En las hileras colocar a las alternativas. La primera columna distingue a las alternativas, la segunda a las alternativas que dominan por filas, que pasen la prueba de dominancia, la tercera contendrá a las alternativas que dominan por columna de acuerdo a la prueba de dominancias. La cuarta columna contiene la diferencia de ocurrencias de dominancias de las columnas segunda menos la tercera.
Alternativas Dominancias Por fila
Dominancias Por columna
Diferencia
A1 ninguna A2 y A3 -2 A2 A1 A3 0 A3 A1 y A2 ninguna 2
Los resultados deben interpretarse de la siguiente manera: la dominancia por fila corresponde a la frecuencia con la que una alternativa domina a las otras; la dominancia por columna corresponde a la frecuencia con la que una alternativa es domina por las otras. Por ejemplo, la alternativa A1 no domina a ninguna alternativa y es dominada por A2 y A3, mientras que la alternativa A2 domina a A1 pero es dominada por A3. Así que la diferencia de las dominancias por filas menos las dominancias por columna corresponde a un indicador de la jerarquía de las alternativas, el mayor valor positivo será la primera en orden de preferencias, la que le sigue en segundo valor mayor positivo será la segunda y así sucesivamente.
Para el ejemplo el orden de preferencias de las alternativas es:
Capitulo 7. Análisis multicriterio para la toma de decisiones
______________________________________________________________________________________________
143
Jerarquía Alternativas
Primero A3 Segundo A2 Tercero A1
Con el método se clasifican las alternativas de la mejor a la peor, cuando se presente un empate
entre las alternativas pueden modificarse los valores de los umbrales, el umbral de preferencias p deberá aumentarse mientras que el umbral de indiferencia q deberá disminuirse.
Se pueden obtener los mismos resultados de jerarquización si al aplicar el método no se usa en el cálculo del índice de concordancia la suma de los pesos en el denominador. También puede omitirse en el cálculo del índice de discordancia el uso del denominador en la fórmula. Referencias
1. Roy, B. – Classement et choix en présence de points de vue multiples (la méthode ELECTRE), Revue Internationale de Recherche Opérationnelle, no. 8, marzo-abril, 1968. 2. Roy B., Mousseau V., “A theoretical framework for analyzing the notion of relative importance of criteria”, Journal of Multi-criteria Decision Analysis, vol. 5, 145–159, 1996. 3. Brans, J.P., Vincke, Ph. and Marechal, B. "How to select and how to rank projects: The PROMETHEE-
method", European Journal of Operational Research, vol. 24, 228- 238, 1986.
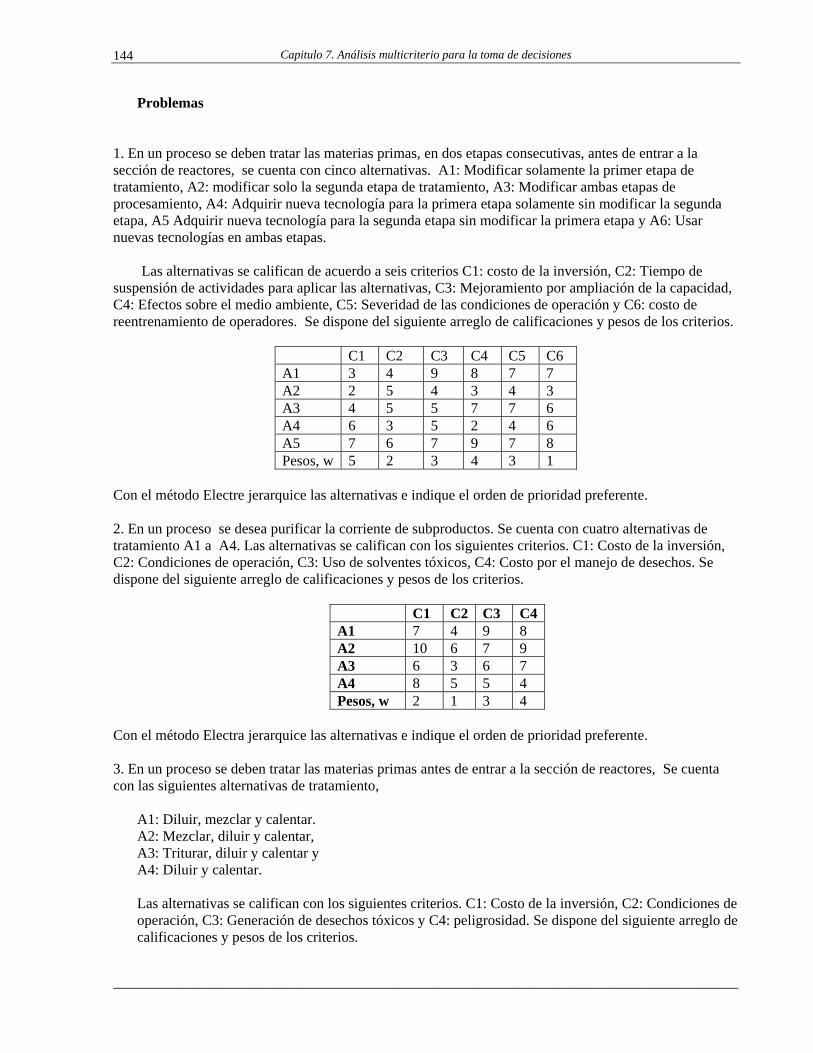
Capitulo 7. Análisis multicriterio para la toma de decisiones
______________________________________________________________________________________________
144
Problemas
1. En un proceso se deben tratar las materias primas, en dos etapas consecutivas, antes de entrar a la sección de reactores, se cuenta con cinco alternativas. A1: Modificar solamente la primer etapa de tratamiento, A2: modificar solo la segunda etapa de tratamiento, A3: Modificar ambas etapas de procesamiento, A4: Adquirir nueva tecnología para la primera etapa solamente sin modificar la segunda etapa, A5 Adquirir nueva tecnología para la segunda etapa sin modificar la primera etapa y A6: Usar nuevas tecnologías en ambas etapas.
Las alternativas se califican de acuerdo a seis criterios C1: costo de la inversión, C2: Tiempo de
suspensión de actividades para aplicar las alternativas, C3: Mejoramiento por ampliación de la capacidad, C4: Efectos sobre el medio ambiente, C5: Severidad de las condiciones de operación y C6: costo de reentrenamiento de operadores. Se dispone del siguiente arreglo de calificaciones y pesos de los criterios.
C1 C2 C3 C4 C5 C6 A1 3 4 9 8 7 7 A2 2 5 4 3 4 3 A3 4 5 5 7 7 6 A4 6 3 5 2 4 6 A5 7 6 7 9 7 8 Pesos, w 5 2 3 4 3 1
Con el método Electre jerarquice las alternativas e indique el orden de prioridad preferente. 2. En un proceso se desea purificar la corriente de subproductos. Se cuenta con cuatro alternativas de tratamiento A1 a A4. Las alternativas se califican con los siguientes criterios. C1: Costo de la inversión, C2: Condiciones de operación, C3: Uso de solventes tóxicos, C4: Costo por el manejo de desechos. Se dispone del siguiente arreglo de calificaciones y pesos de los criterios.
C1 C2 C3 C4A1 7 4 9 8 A2 10 6 7 9 A3 6 3 6 7 A4 8 5 5 4 Pesos, w 2 1 3 4
Con el método Electra jerarquice las alternativas e indique el orden de prioridad preferente. 3. En un proceso se deben tratar las materias primas antes de entrar a la sección de reactores, Se cuenta con las siguientes alternativas de tratamiento,
A1: Diluir, mezclar y calentar. A2: Mezclar, diluir y calentar, A3: Triturar, diluir y calentar y A4: Diluir y calentar. Las alternativas se califican con los siguientes criterios. C1: Costo de la inversión, C2: Condiciones de operación, C3: Generación de desechos tóxicos y C4: peligrosidad. Se dispone del siguiente arreglo de calificaciones y pesos de los criterios.
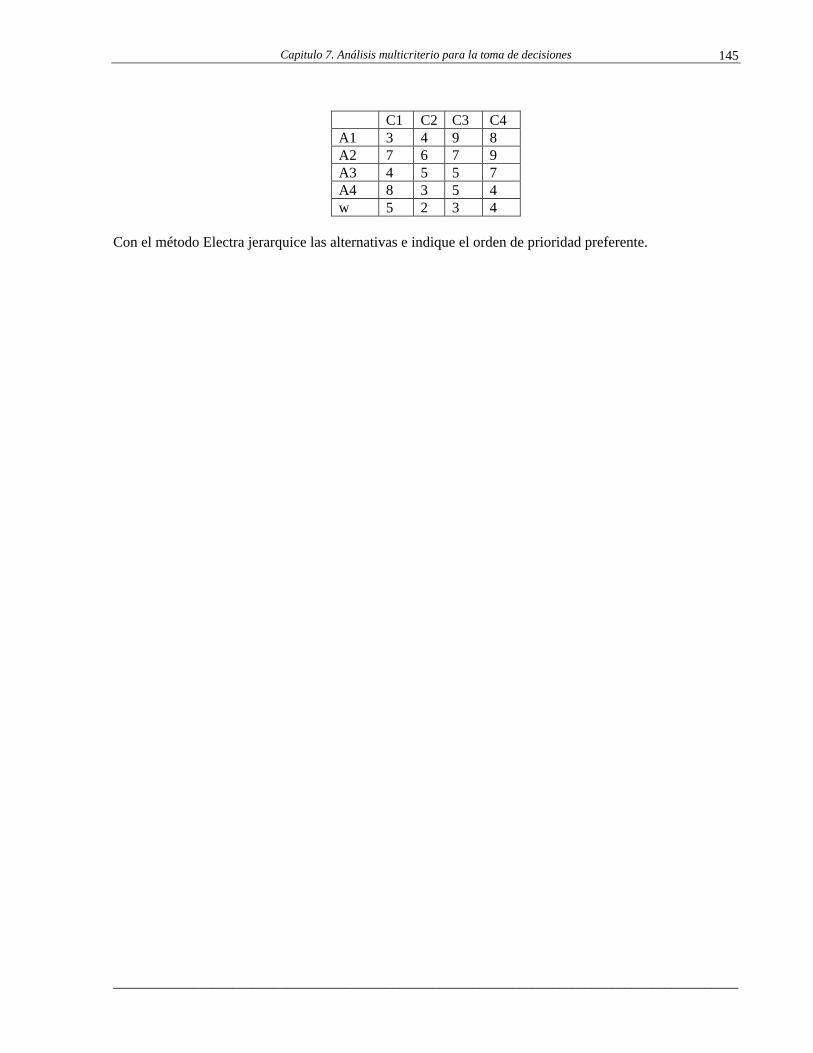
Capitulo 7. Análisis multicriterio para la toma de decisiones
______________________________________________________________________________________________
145
C1 C2 C3 C4 A1 3 4 9 8 A2 7 6 7 9 A3 4 5 5 7 A4 8 3 5 4 w 5 2 3 4
Con el método Electra jerarquice las alternativas e indique el orden de prioridad preferente.

Capitulo 7. Análisis multicriterio para la toma de decisiones
______________________________________________________________________________________________
146
Apéndice A
______________________________________________________________________________________________
147
Apéndice A Consideraciones Medioambientales
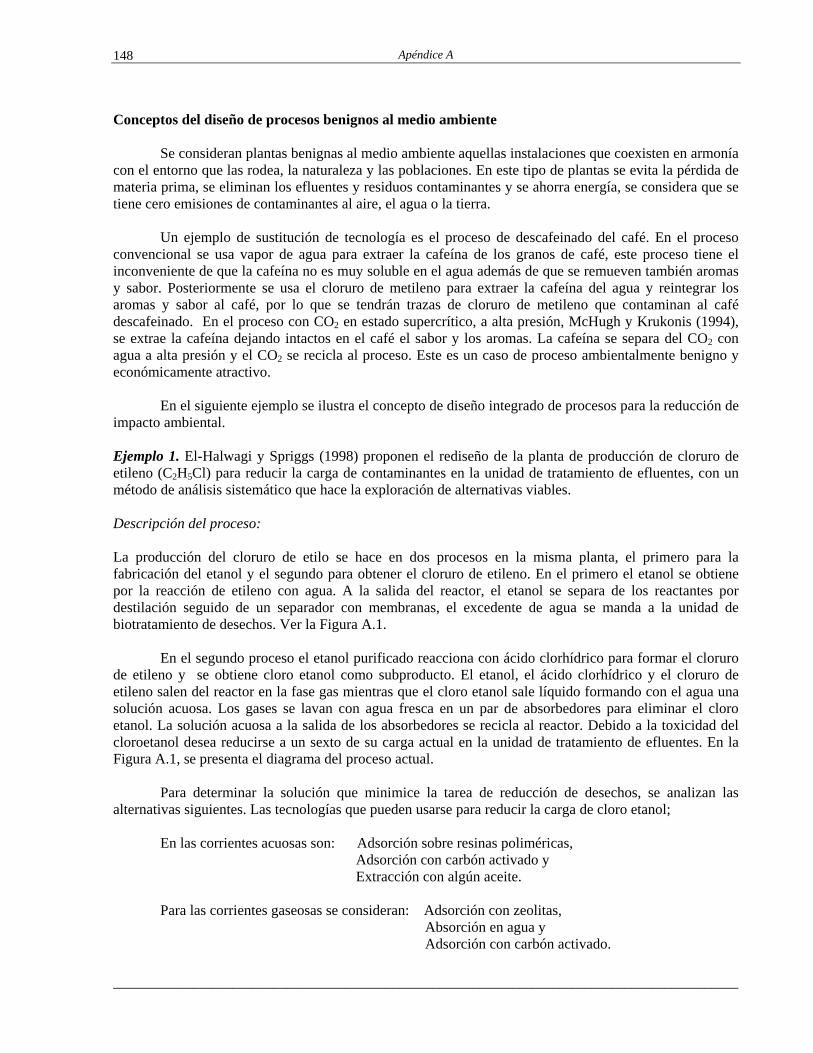
Apéndice A
______________________________________________________________________________________________
148
Conceptos del diseño de procesos benignos al medio ambiente Se consideran plantas benignas al medio ambiente aquellas instalaciones que coexisten en armonía con el entorno que las rodea, la naturaleza y las poblaciones. En este tipo de plantas se evita la pérdida de materia prima, se eliminan los efluentes y residuos contaminantes y se ahorra energía, se considera que se tiene cero emisiones de contaminantes al aire, el agua o la tierra. Un ejemplo de sustitución de tecnología es el proceso de descafeinado del café. En el proceso convencional se usa vapor de agua para extraer la cafeína de los granos de café, este proceso tiene el inconveniente de que la cafeína no es muy soluble en el agua además de que se remueven también aromas y sabor. Posteriormente se usa el cloruro de metileno para extraer la cafeína del agua y reintegrar los aromas y sabor al café, por lo que se tendrán trazas de cloruro de metileno que contaminan al café descafeinado. En el proceso con CO2 en estado supercrítico, a alta presión, McHugh y Krukonis (1994), se extrae la cafeína dejando intactos en el café el sabor y los aromas. La cafeína se separa del CO2 con agua a alta presión y el CO2 se recicla al proceso. Este es un caso de proceso ambientalmente benigno y económicamente atractivo. En el siguiente ejemplo se ilustra el concepto de diseño integrado de procesos para la reducción de impacto ambiental. Ejemplo 1. El-Halwagi y Spriggs (1998) proponen el rediseño de la planta de producción de cloruro de etileno (C2H5Cl) para reducir la carga de contaminantes en la unidad de tratamiento de efluentes, con un método de análisis sistemático que hace la exploración de alternativas viables. Descripción del proceso: La producción del cloruro de etilo se hace en dos procesos en la misma planta, el primero para la fabricación del etanol y el segundo para obtener el cloruro de etileno. En el primero el etanol se obtiene por la reacción de etileno con agua. A la salida del reactor, el etanol se separa de los reactantes por destilación seguido de un separador con membranas, el excedente de agua se manda a la unidad de biotratamiento de desechos. Ver la Figura A.1. En el segundo proceso el etanol purificado reacciona con ácido clorhídrico para formar el cloruro de etileno y se obtiene cloro etanol como subproducto. El etanol, el ácido clorhídrico y el cloruro de etileno salen del reactor en la fase gas mientras que el cloro etanol sale líquido formando con el agua una solución acuosa. Los gases se lavan con agua fresca en un par de absorbedores para eliminar el cloro etanol. La solución acuosa a la salida de los absorbedores se recicla al reactor. Debido a la toxicidad del cloroetanol desea reducirse a un sexto de su carga actual en la unidad de tratamiento de efluentes. En la Figura A.1, se presenta el diagrama del proceso actual. Para determinar la solución que minimice la tarea de reducción de desechos, se analizan las alternativas siguientes. Las tecnologías que pueden usarse para reducir la carga de cloro etanol;
En las corrientes acuosas son: Adsorción sobre resinas poliméricas,
Adsorción con carbón activado y Extracción con algún aceite.
Para las corrientes gaseosas se consideran: Adsorción con zeolitas,
Absorción en agua y Adsorción con carbón activado.
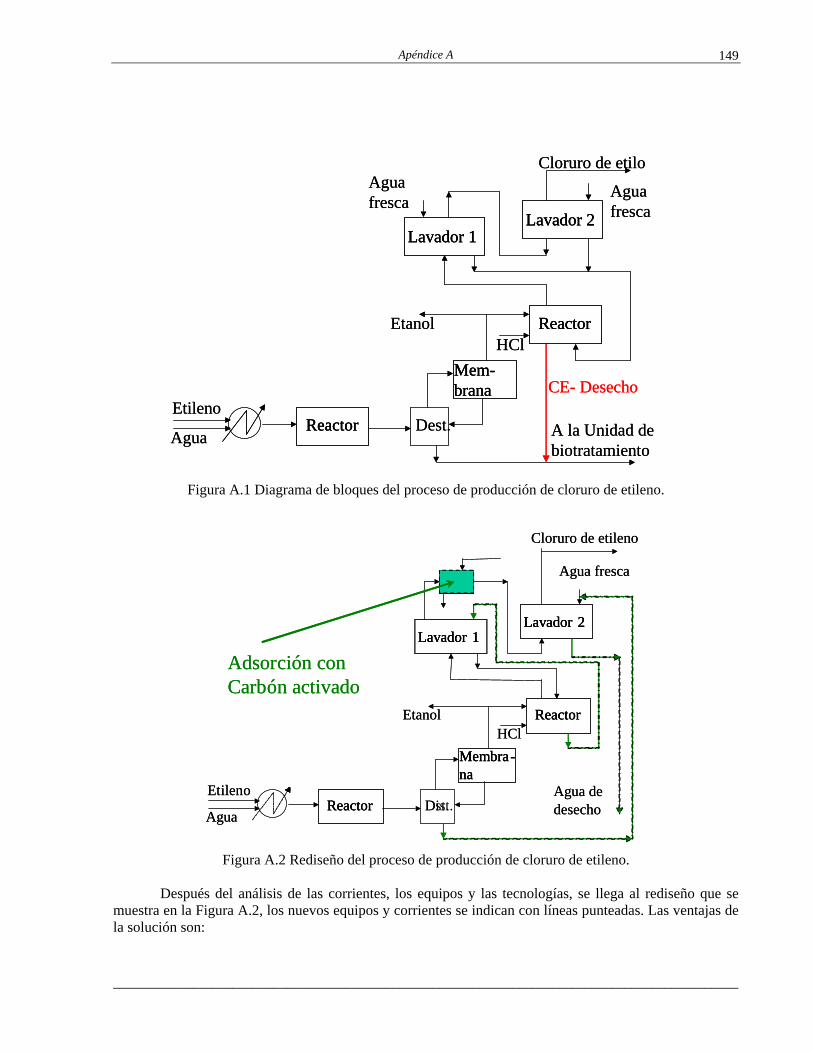
Apéndice A
______________________________________________________________________________________________
149
Figura A.1 Diagrama de bloques del proceso de producción de cloruro de etileno.
Figura A.2 Rediseño del proceso de producción de cloruro de etileno. Después del análisis de las corrientes, los equipos y las tecnologías, se llega al rediseño que se muestra en la Figura A.2, los nuevos equipos y corrientes se indican con líneas punteadas. Las ventajas de la solución son:
Reactor Dest.
Mem-brana
Reactor
Lavador 1Lavador 2
Etileno
Aguafresca
Agua fresca
Cloruro de etilo
EtanolHCl
Agua A la Unidad debiotratamiento
CE- Desecho
ReactorReactor Dest.
Mem-branaMem-brana
ReactorReactor
Lavador 1Lavador 1Lavador 2Lavador 2
Etileno
Aguafresca
Agua fresca
Cloruro de etilo
EtanolHCl
Agua A la Unidad debiotratamiento
CE- Desecho
Reactor Dist.
Membra-na
Reactor
Lavador 1Lavador 2
Et i len o
Agua fresca
Cloruro de etileno
EtanolHCl
Agua Agua de desecho
Adsor c i ó n con Carb ó n activado
ReactorReactor Dst.
Membra-naMembra-na
Reactor Reactor
Lavador 1Lavador 1Lavador 2 Lavador 2
Et i len o
Agua fresca
Cloruro de etileno
EtanolHCl
Agua Agua de desecho
Adsor c i ó n con Carb ó n activado
Apéndice A
______________________________________________________________________________________________
150
Se reduce considerablemente el uso de aguas fresca por agua reciclada, Se reduce el flujo del cloro etanol de las corrientes gaseosas por absorción.
Se obtiene un 44 % de reducción en el costo de operación al reducir la carga en la unidad de biotratamiento.
Esto reduce considerablemente el riesgo de emisiones tóxicas del cloro etanol así como una disminución en el consumo de agua. Proponer y comparar alternativas de diseño es la tarea fundamental en el diseño de procesos. Como en el ejemplo 1, la selección de alternativas se puede efectuar bajo un esquema sistematizado de decisiones razonadas. Como el siguiente.
1. Determinar si se puede reducir el contaminante en el punto de su generación. 2. Si no es posible, probar la posibilidad de reciclarlo hasta su extinción. 3. Si no es posible, tratar de purificar el contaminante si es que puede venderse y recuperar
los costos de purificación, 4. Si no es posible, Proponer un tratamiento que elimine su peligrosidad, 5. Si no es posible, enviarlo a confinamiento.
Durante el diseño se estudian los factores de riesgo y se busca reducirlos o eliminarlos, por el uso de materiales y condiciones de operación no peligrosos. Además se debe proveer medios de protección para reducir la ocurrencia de riesgos o aminorar el posible daño que puedan causar. Por ejemplo los equipos que operan a alta presión deben tener, como primer nivel de protección, sistemas de control de presión y temperatura. Como segundo nivel de protección se debe agregar válvulas de alivio a líneas de desfogue y posiblemente se diseñen discos de ruptura en los equipos, por si fallan los dispositivos de los niveles inferiores de protección. La idea es crear diseños que sean inherentemente seguros, para ello hay que conocer y reducir los riesgos y peligros que puedan dañar el entorno, las instalaciones o a las personas. Los riesgos de que ocurran accidentes, tales como derrames o explosiones son proporcionales a la probabilidad de que ocurran y a las consecuencias que puedan causar. Los riesgos se expresan de múltiples formas, como la toxicidad, la corrosividad, la explosividad, etc. Por ejemplo el riesgo de inhalar cloro de las fugas en tuberías, o el riesgo de explosiones por fugas de acetileno. El riesgo de explosiones se puede determinar calculando los límites de flamabilidad de las mezclas en el proceso. Debe asegurarse que no se tengan mezclas inflamables durante el arranque, el paro y la operación estable de la planta. El diseño de procesos que consideran la reducción de estos riesgos conduce a un aumento en el costo de los procesos e inversión de la planta. Esto impacta en el costo de los productos que pierden competitividad al compararlos con productos de los países donde no se aplican regulaciones ambientales estrictas. Muchas veces los peligros no son evidentes a simple vista por lo que deba hacerse un estudio de peligrosidad y operabilidad. Este estudio es conocido en inglés como “HAZOP study”, que son las siglas de Hazard and Operability Study. Este se define como el estudio para identificar y evaluar los riesgos de seguridad de los procesos que puedan comprometer la integridad física de los equipos así como de las personas y reducir la productividad y o calidad de los productos. Básicamente los estudios HAZOP se orientan a identificar los siguientes aspectos: a) las posibles desviaciones en las condiciones de operación y comportamiento de los equipos, que puedan conducir a accidentes, por ejemplo, la pérdida de presión en un tanque, o el sobrecalentamiento en un reactor. b) las causas de las desviaciones, que pueden deberse a fallas eléctricas, taponamiento en las tuberías, etc. c) las posibles consecuencias, que pueden ser explosiones, incendios, etc. d) las medidas de seguridad para prevenir las causas y mitigar las consecuencias, como la instalación de sistemas de control y dispositivos

Apéndice A
______________________________________________________________________________________________
151
de seguridad en los equipos, y e) proponer recomendaciones al diseño o cambios en las prácticas de operación para evitar o disminuir las posibles desviaciones. En cada posibilidad de desviación identificada se debe analizar la probabilidad de ocurrencia, evaluar la severidad de las consecuencias y proponer diferentes medios de protección. Por ejemplo en el caso de falla de agua de enfriamiento en un reactor con reacciones exotérmicas en fase gas, si se liberan a la atmósfera los gases debe calcularse el impacto ambiental dependiendo de la cantidad de gases emitidos y la duración de la emisión. El diseño de los dispositivos de protección como las válvulas de desfogue de presión y discos de ruptura se relacionan con el estudio HAZOP. Referencias
1. El-Halwagi, M. M., H. D. Spriggs. “Solve Design Puzzles With Mass Integration”. Chem. Eng. Progr., pp 25-43. Agosto 1998.
2. McHugh, M. y Krukonis V. Supercritical Fluid Extraction, 2da. Ed. Butterworth-Heinemann,
USA. 1994.

Apéndice A
______________________________________________________________________________________________
152
Apéndice B
__________________________________________________________________________________________
150
Apéndice B Introducción a la simulación de procesos
Apéndice B
__________________________________________________________________________________________
151
Introducción al uso del simulador PRO/II
El simulador PRO/II es un software comercial que calcula balances de materia y energía de una cantidad de equipos de procesos químicos. Dispone de modelos matemáticos de las principales operaciones unitarias y reactores así como de múltiples ecuaciones de estado para el cálculo de equilibrios químicos y físicos. En este apéndice se describen las principales ventanas y menús del simulador, para ilustrar el uso del simulador, se usa como ejemplo la simulación paso a paso del diseño del proceso de desalquilación del tolueno para obtener benceno. Se aplican la información del libro de J. M. Douglas. Conceptual Design of Chemical Process, de acuerdo a los siguientes datos. Alimentación de hidrógeno: T:100 °F, P: 535 psia, Flujo Molar: 492.5 lbmol/h, 95% H2 y 5% de CH4. Alimentación de tolueno: T:100 °F, P: 535 psia, Flujo Molar: 279.4 lbmol/h, tolueno puro. Caída de presión en los equipos: 0.5 psia. Condición de la corriente de salida del precalentador de la carga: Totalmente vaporizado. Condición de la corriente de salida del horno a la entrada del reactor: T:1150 °F. Condición de la corriente de entrada al flash: T: 100°F. Condición de la corriente de purga: Fracción de separación 5%. Condición de la corriente de salida del compresor: P:535 psia. (eficiencia del compresor 75%) Reacción 1: Tolueno + Hidrógeno Benceno + Metano Reacción 2: 2*Benceno Difenilo + Hidrógeno Conversiones en el reactor: reacción 1: 0.75, reacción 2: 0.0307 Se recomienda seguir un procedimiento de seis pasos para la simulación de procesos.
1. Crear el diagrama de proceso (Flowsheet) 2. Definir los componentes 3. Seleccionar el método de cálculo termodinámico 4. Definir las corrientes de alimentación 5. Proveer las condiciones de operación del proceso 6. Correr la simulación.
El PRO/II usa un código de colores para identificar si los datos que se alimentan al simulador son suficientes o faltan. Al inicio del programa el simulador despliega un cuadro de dialogo que indica el significado de los colores, como se muestra en la figura A1.
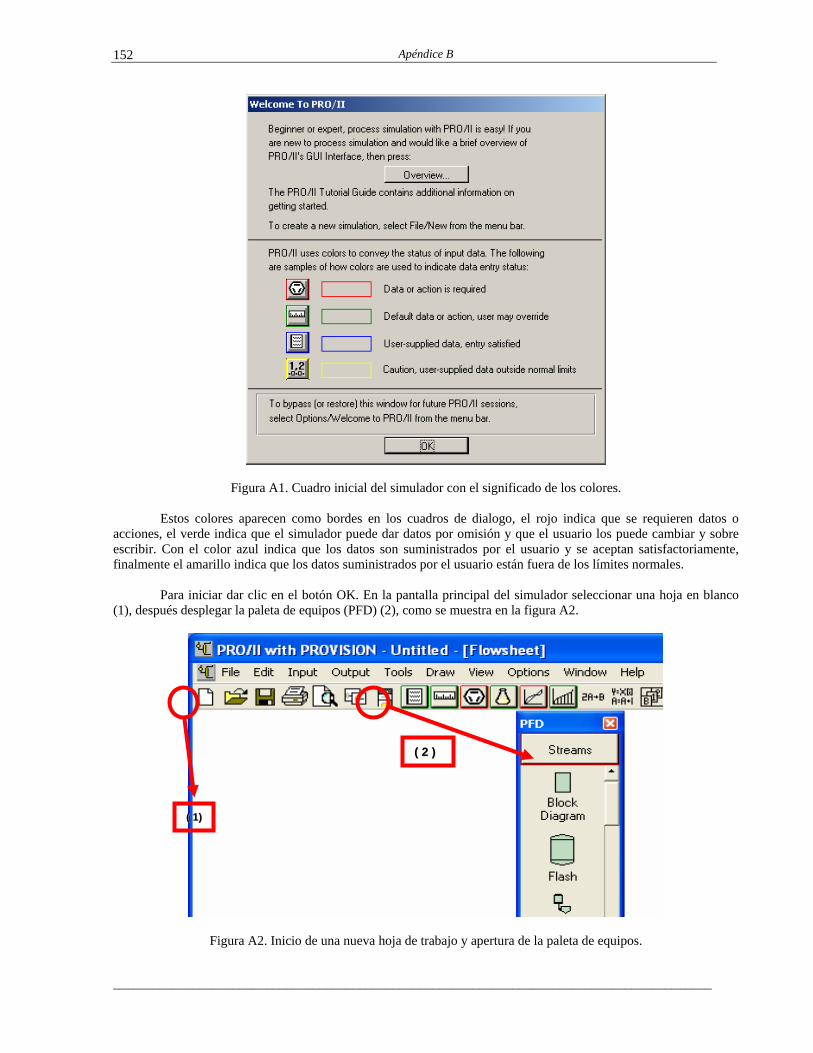
Apéndice B
__________________________________________________________________________________________
152
Figura A1. Cuadro inicial del simulador con el significado de los colores.
Estos colores aparecen como bordes en los cuadros de dialogo, el rojo indica que se requieren datos o acciones, el verde indica que el simulador puede dar datos por omisión y que el usuario los puede cambiar y sobre escribir. Con el color azul indica que los datos son suministrados por el usuario y se aceptan satisfactoriamente, finalmente el amarillo indica que los datos suministrados por el usuario están fuera de los límites normales. Para iniciar dar clic en el botón OK. En la pantalla principal del simulador seleccionar una hoja en blanco (1), después desplegar la paleta de equipos (PFD) (2), como se muestra en la figura A2.
Figura A2. Inicio de una nueva hoja de trabajo y apertura de la paleta de equipos.
(( 11))
(( 22 ))
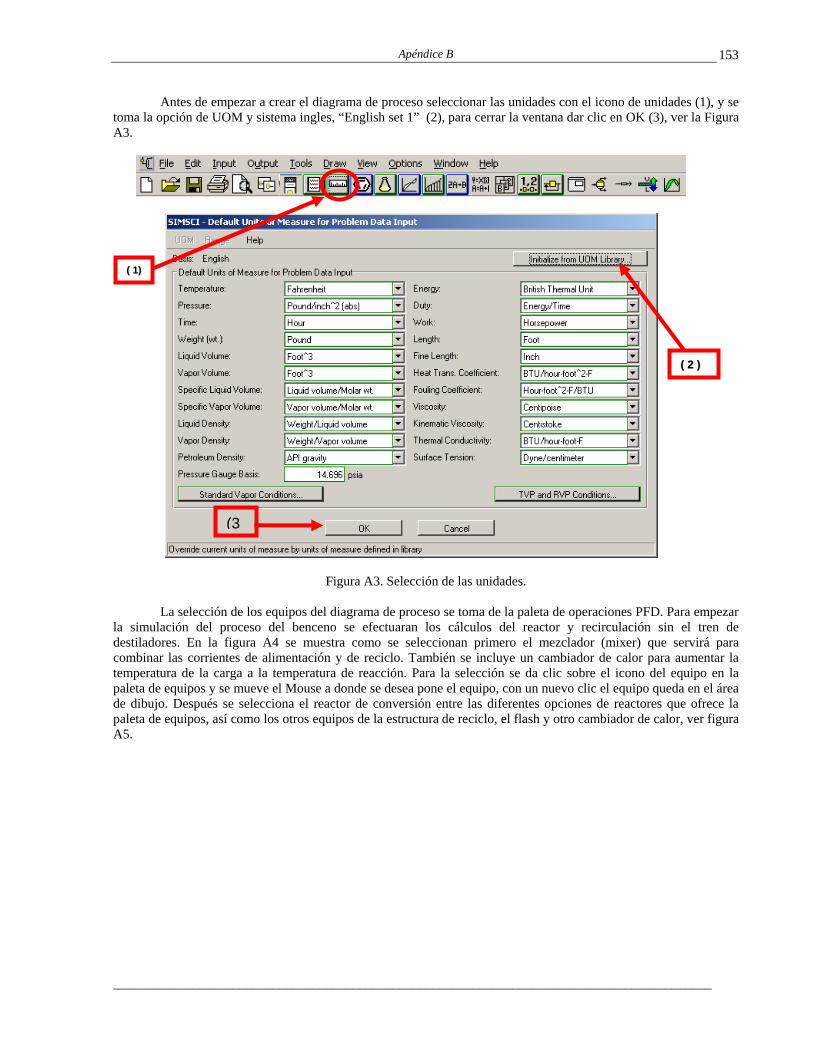
Apéndice B
__________________________________________________________________________________________
153
Antes de empezar a crear el diagrama de proceso seleccionar las unidades con el icono de unidades (1), y se toma la opción de UOM y sistema ingles, “English set 1” (2), para cerrar la ventana dar clic en OK (3), ver la Figura A3.
Figura A3. Selección de las unidades. La selección de los equipos del diagrama de proceso se toma de la paleta de operaciones PFD. Para empezar la simulación del proceso del benceno se efectuaran los cálculos del reactor y recirculación sin el tren de destiladores. En la figura A4 se muestra como se seleccionan primero el mezclador (mixer) que servirá para combinar las corrientes de alimentación y de reciclo. También se incluye un cambiador de calor para aumentar la temperatura de la carga a la temperatura de reacción. Para la selección se da clic sobre el icono del equipo en la paleta de equipos y se mueve el Mouse a donde se desea pone el equipo, con un nuevo clic el equipo queda en el área de dibujo. Después se selecciona el reactor de conversión entre las diferentes opciones de reactores que ofrece la paleta de equipos, así como los otros equipos de la estructura de reciclo, el flash y otro cambiador de calor, ver figura A5.
(( 11))
(( 22 ))
(3
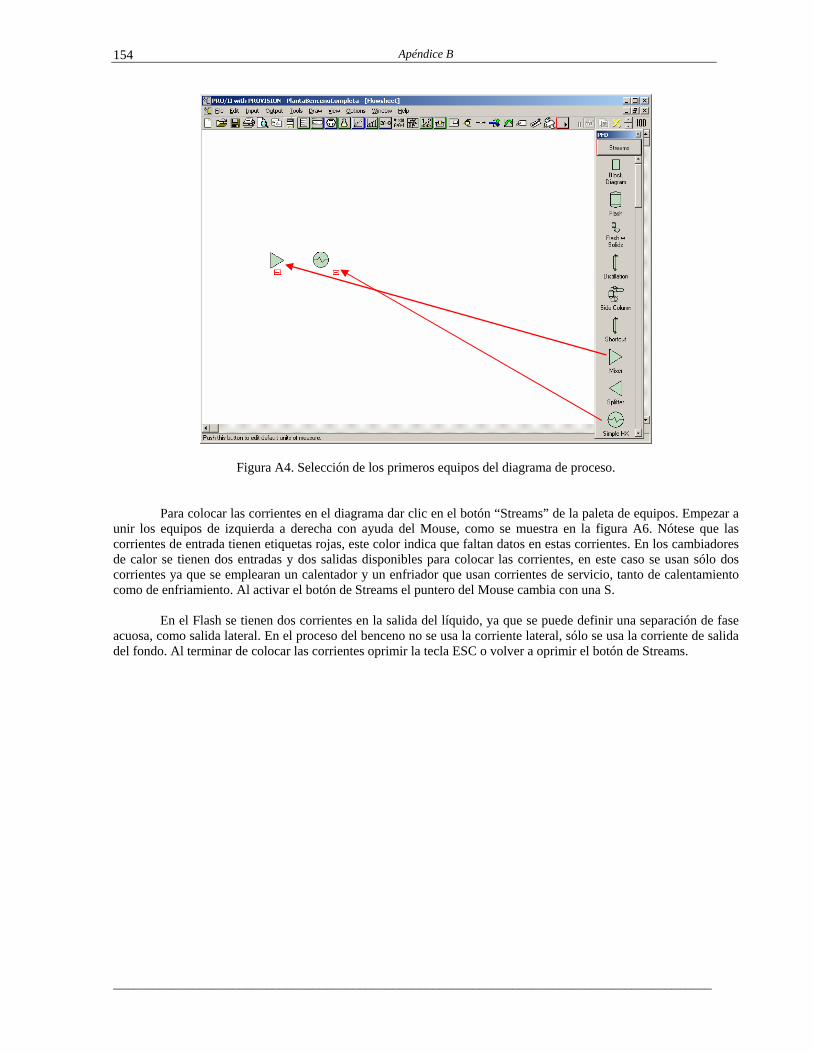
Apéndice B
__________________________________________________________________________________________
154
Figura A4. Selección de los primeros equipos del diagrama de proceso. Para colocar las corrientes en el diagrama dar clic en el botón “Streams” de la paleta de equipos. Empezar a unir los equipos de izquierda a derecha con ayuda del Mouse, como se muestra en la figura A6. Nótese que las corrientes de entrada tienen etiquetas rojas, este color indica que faltan datos en estas corrientes. En los cambiadores de calor se tienen dos entradas y dos salidas disponibles para colocar las corrientes, en este caso se usan sólo dos corrientes ya que se emplearan un calentador y un enfriador que usan corrientes de servicio, tanto de calentamiento como de enfriamiento. Al activar el botón de Streams el puntero del Mouse cambia con una S. En el Flash se tienen dos corrientes en la salida del líquido, ya que se puede definir una separación de fase acuosa, como salida lateral. En el proceso del benceno no se usa la corriente lateral, sólo se usa la corriente de salida del fondo. Al terminar de colocar las corrientes oprimir la tecla ESC o volver a oprimir el botón de Streams.
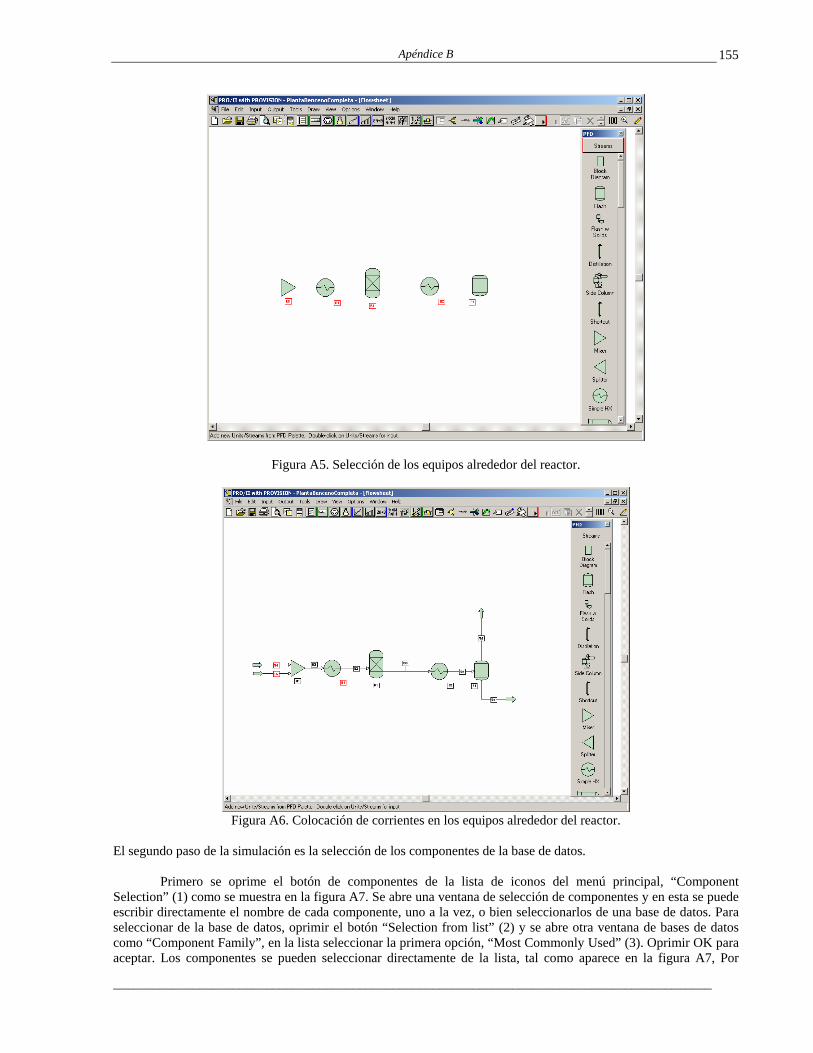
Apéndice B
__________________________________________________________________________________________
155
Figura A5. Selección de los equipos alrededor del reactor.
Figura A6. Colocación de corrientes en los equipos alrededor del reactor.
El segundo paso de la simulación es la selección de los componentes de la base de datos. Primero se oprime el botón de componentes de la lista de iconos del menú principal, “Component Selection” (1) como se muestra en la figura A7. Se abre una ventana de selección de componentes y en esta se puede escribir directamente el nombre de cada componente, uno a la vez, o bien seleccionarlos de una base de datos. Para seleccionar de la base de datos, oprimir el botón “Selection from list” (2) y se abre otra ventana de bases de datos como “Component Family”, en la lista seleccionar la primera opción, “Most Commonly Used” (3). Oprimir OK para aceptar. Los componentes se pueden seleccionar directamente de la lista, tal como aparece en la figura A7, Por
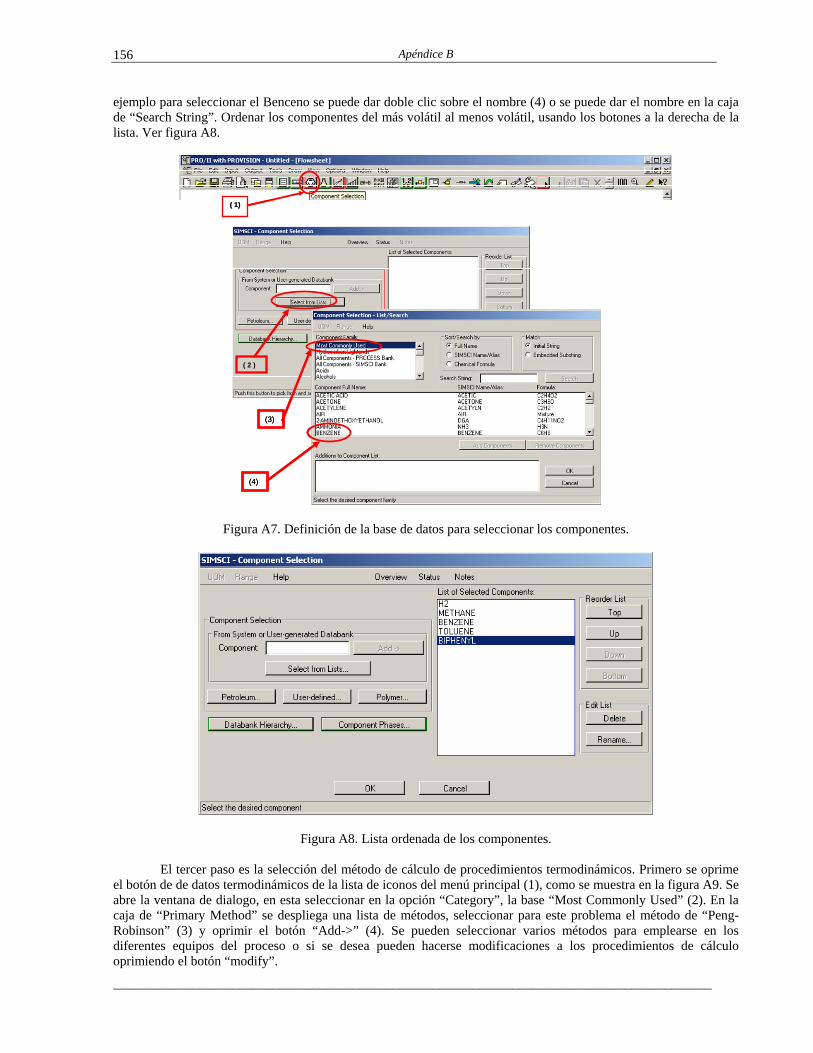
Apéndice B
__________________________________________________________________________________________
156
ejemplo para seleccionar el Benceno se puede dar doble clic sobre el nombre (4) o se puede dar el nombre en la caja de “Search String”. Ordenar los componentes del más volátil al menos volátil, usando los botones a la derecha de la lista. Ver figura A8.
( 2 )( 2 )
(3)
(4)
( 1)( 1)
( 2 )( 2 )
(3)
(4)
( 1)( 1)
Figura A7. Definición de la base de datos para seleccionar los componentes.
Figura A8. Lista ordenada de los componentes. El tercer paso es la selección del método de cálculo de procedimientos termodinámicos. Primero se oprime el botón de de datos termodinámicos de la lista de iconos del menú principal (1), como se muestra en la figura A9. Se abre la ventana de dialogo, en esta seleccionar en la opción “Category”, la base “Most Commonly Used” (2). En la caja de “Primary Method” se despliega una lista de métodos, seleccionar para este problema el método de “Peng-Robinson” (3) y oprimir el botón “Add->” (4). Se pueden seleccionar varios métodos para emplearse en los diferentes equipos del proceso o si se desea pueden hacerse modificaciones a los procedimientos de cálculo oprimiendo el botón “modify”.

Apéndice B
__________________________________________________________________________________________
157
( 1)( 1)
( 2 )( 2 )(3)
(4)
( 1)( 1)
( 2 )( 2 )(3)
(4)
Figura A9. Selección del sistema de propiedades para los cálculos termodinámicos.
El cuarto paso trata con la definición de las corrientes de alimentación al proceso. Dar doble clic sobre una de las corrientes de alimentación y se abre una ventana de dialogo, figura A10. Dar clic sobre el botón “Flowrate and Composition”, nótese que esta rodeado de un rectángulo rojo, el cual indica que faltan datos. Se abre otra ventana y de esta escoger que tipo de datos se suministran, el flujo total “Total Fluid Rates” o el flujo individual de los componentes “Individual Component Flowrates”. Activar la primera opción y dar los datos que se tienen del problema en la lista de los componentes como se muestra en la figura A10. Primero la corriente de hidrógeno. En la caja de la esquina superior derecha identificada como “Stream” dar el nombre de la corriente HIDROGENO. Después dar las especificaciones de temperatura y presión de la corriente de hidrógeno, en la sección de “Thermal Condition”. En la caja de “First Specification” seleccionar en la lista deslizable la temperatura y dar el valor de 100.0 ºF. En la segunda especificación elegir la presión y dar el valor de 535 psia, como se muestra en la figura A11. Para terminar, dar clic en el botón OK.
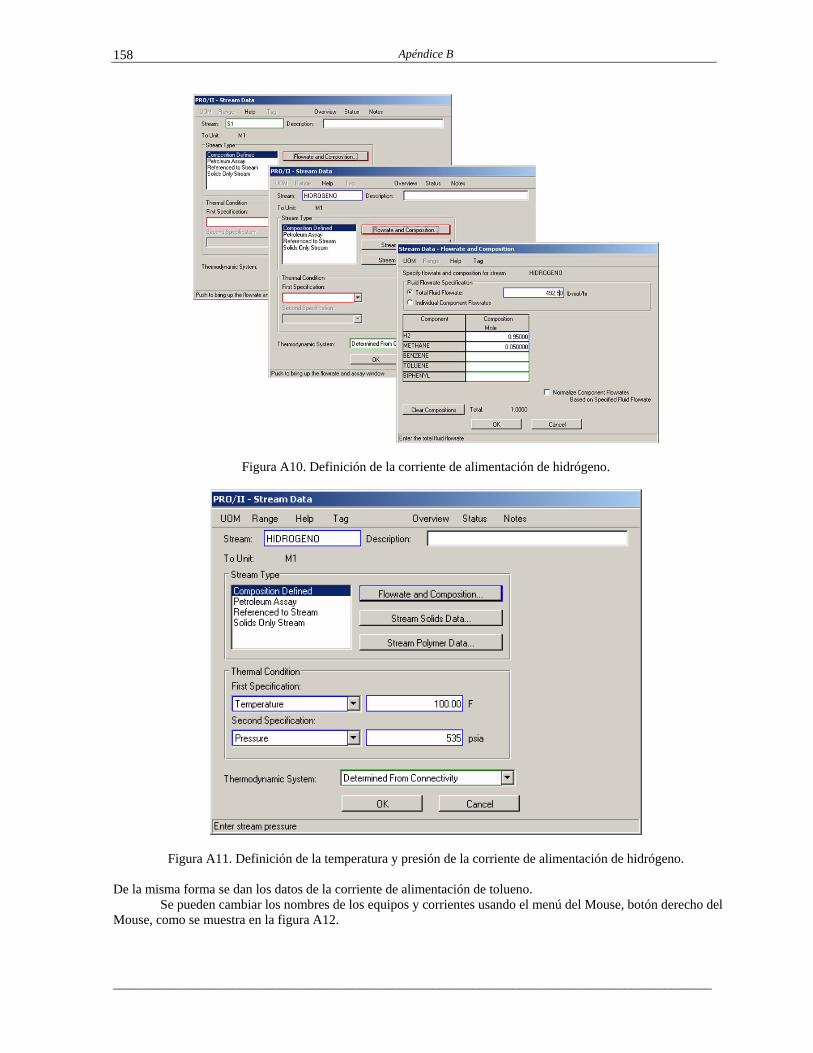
Apéndice B
__________________________________________________________________________________________
158
Figura A10. Definición de la corriente de alimentación de hidrógeno.
Figura A11. Definición de la temperatura y presión de la corriente de alimentación de hidrógeno.
De la misma forma se dan los datos de la corriente de alimentación de tolueno. Se pueden cambiar los nombres de los equipos y corrientes usando el menú del Mouse, botón derecho del Mouse, como se muestra en la figura A12.
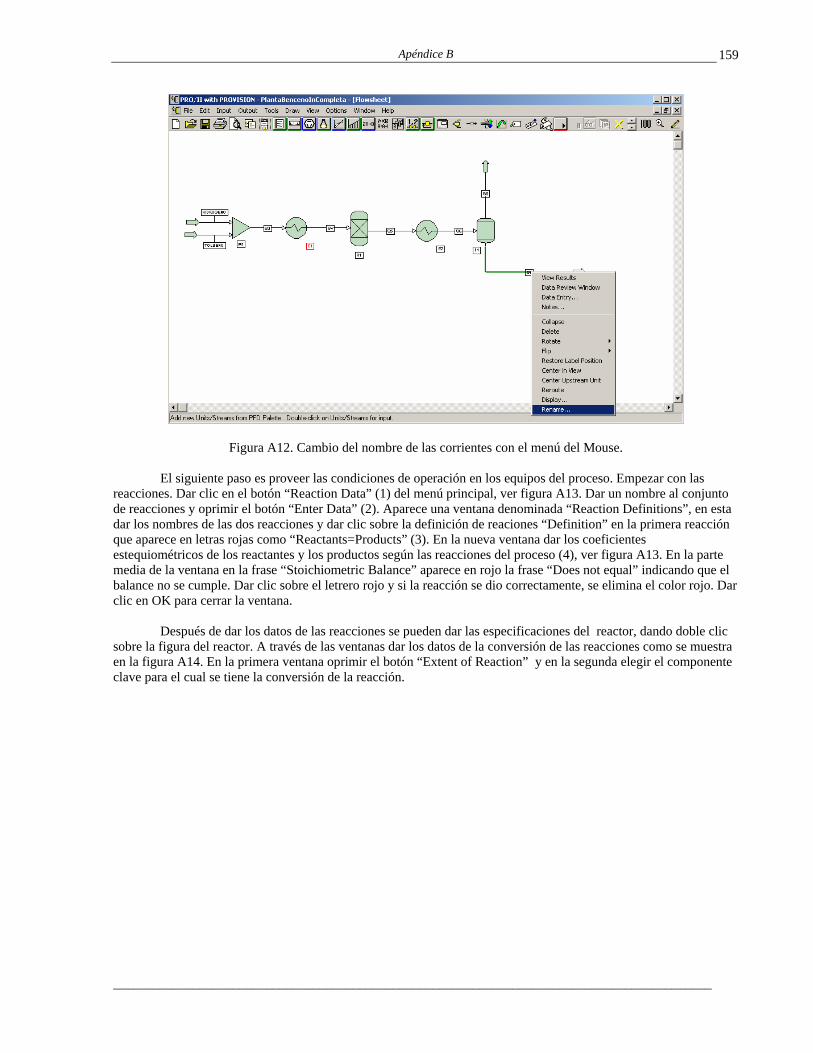
Apéndice B
__________________________________________________________________________________________
159
Figura A12. Cambio del nombre de las corrientes con el menú del Mouse. El siguiente paso es proveer las condiciones de operación en los equipos del proceso. Empezar con las reacciones. Dar clic en el botón “Reaction Data” (1) del menú principal, ver figura A13. Dar un nombre al conjunto de reacciones y oprimir el botón “Enter Data” (2). Aparece una ventana denominada “Reaction Definitions”, en esta dar los nombres de las dos reacciones y dar clic sobre la definición de reaciones “Definition” en la primera reacción que aparece en letras rojas como “Reactants=Products” (3). En la nueva ventana dar los coeficientes estequiométricos de los reactantes y los productos según las reacciones del proceso (4), ver figura A13. En la parte media de la ventana en la frase “Stoichiometric Balance” aparece en rojo la frase “Does not equal” indicando que el balance no se cumple. Dar clic sobre el letrero rojo y si la reacción se dio correctamente, se elimina el color rojo. Dar clic en OK para cerrar la ventana. Después de dar los datos de las reacciones se pueden dar las especificaciones del reactor, dando doble clic sobre la figura del reactor. A través de las ventanas dar los datos de la conversión de las reacciones como se muestra en la figura A14. En la primera ventana oprimir el botón “Extent of Reaction” y en la segunda elegir el componente clave para el cual se tiene la conversión de la reacción.
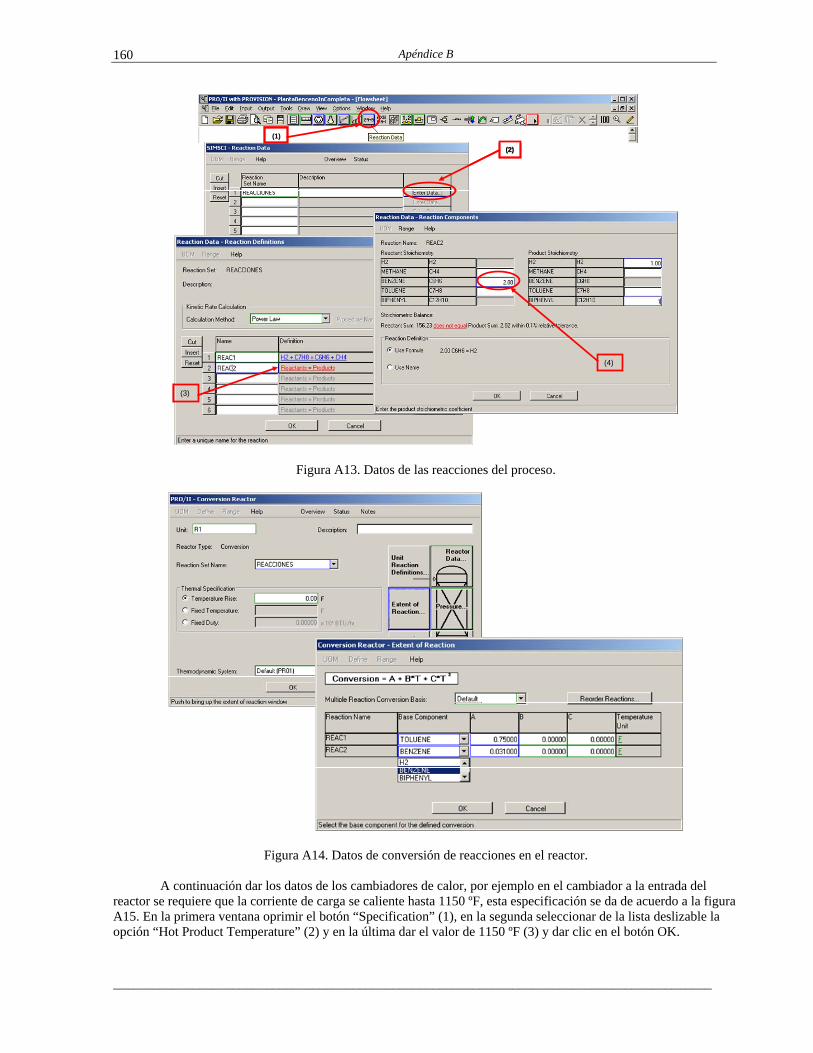
Apéndice B
__________________________________________________________________________________________
160
(1)(1)
(2)(2)
(3)
(4)
(1)(1)
(2)(2)
(3)
(4)
Figura A13. Datos de las reacciones del proceso.
Figura A14. Datos de conversión de reacciones en el reactor.
A continuación dar los datos de los cambiadores de calor, por ejemplo en el cambiador a la entrada del reactor se requiere que la corriente de carga se caliente hasta 1150 ºF, esta especificación se da de acuerdo a la figura A15. En la primera ventana oprimir el botón “Specification” (1), en la segunda seleccionar de la lista deslizable la opción “Hot Product Temperature” (2) y en la última dar el valor de 1150 ºF (3) y dar clic en el botón OK.
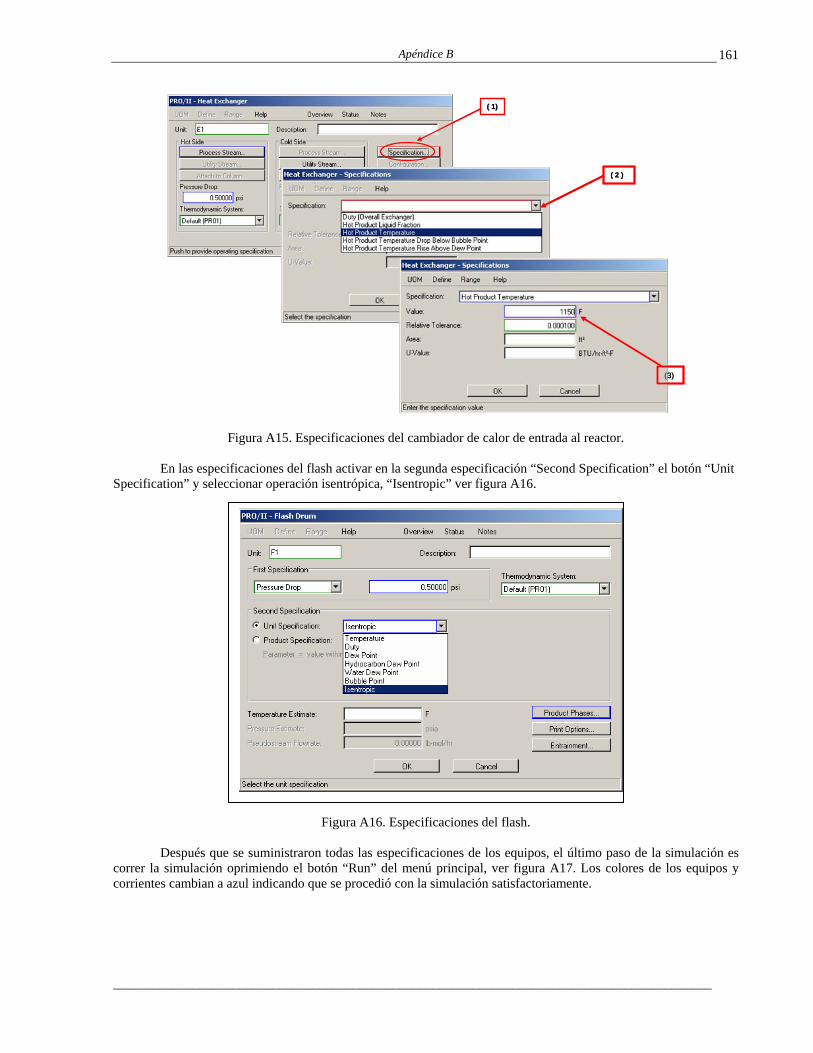
Apéndice B
__________________________________________________________________________________________
161
( 1)( 1)
( 2 )( 2 )
(3)
( 1)( 1)
( 2 )( 2 )
(3)
Figura A15. Especificaciones del cambiador de calor de entrada al reactor. En las especificaciones del flash activar en la segunda especificación “Second Specification” el botón “Unit Specification” y seleccionar operación isentrópica, “Isentropic” ver figura A16.
Figura A16. Especificaciones del flash.
Después que se suministraron todas las especificaciones de los equipos, el último paso de la simulación es correr la simulación oprimiendo el botón “Run” del menú principal, ver figura A17. Los colores de los equipos y corrientes cambian a azul indicando que se procedió con la simulación satisfactoriamente.
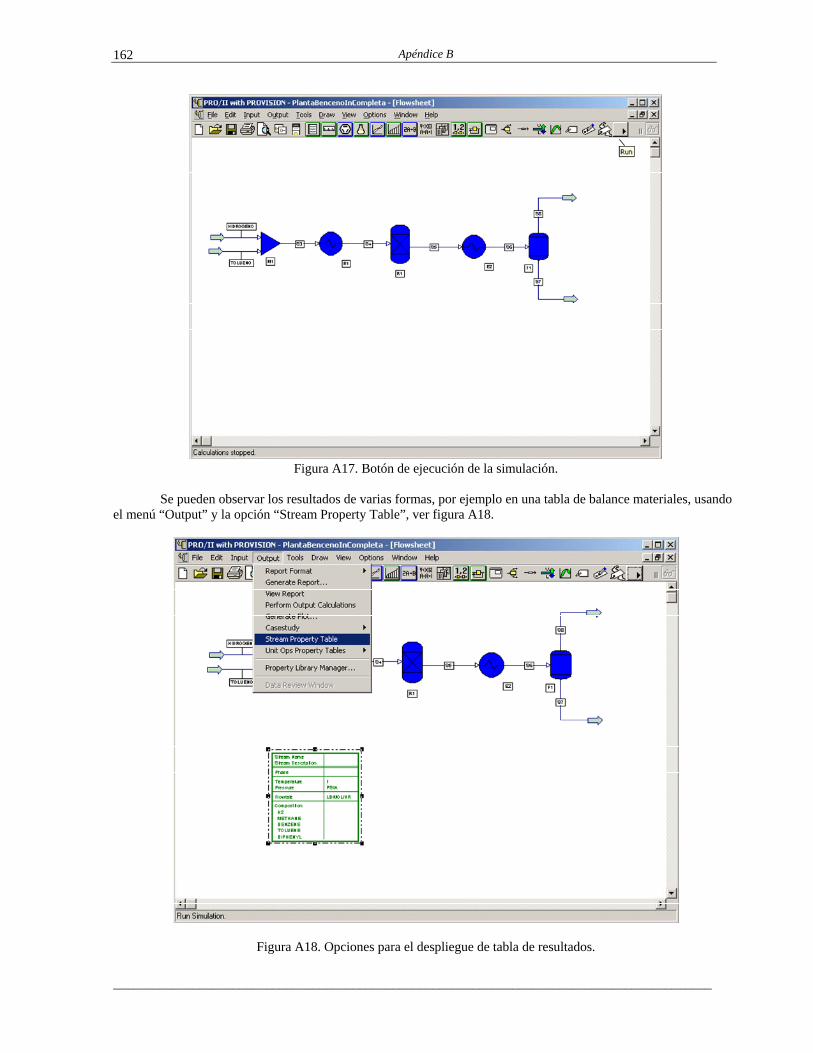
Apéndice B
__________________________________________________________________________________________
162
Figura A17. Botón de ejecución de la simulación.
Se pueden observar los resultados de varias formas, por ejemplo en una tabla de balance materiales, usando el menú “Output” y la opción “Stream Property Table”, ver figura A18.
Figura A18. Opciones para el despliegue de tabla de resultados.
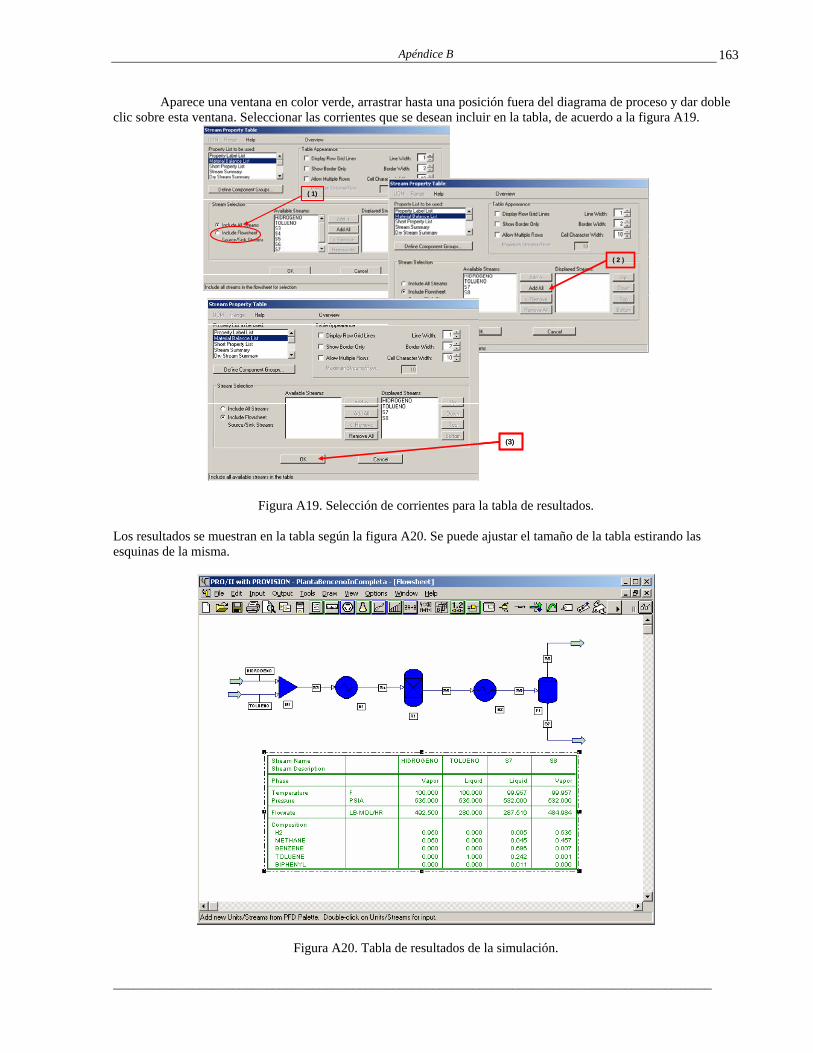
Apéndice B
__________________________________________________________________________________________
163
Aparece una ventana en color verde, arrastrar hasta una posición fuera del diagrama de proceso y dar doble clic sobre esta ventana. Seleccionar las corrientes que se desean incluir en la tabla, de acuerdo a la figura A19.
( 1)( 1)
( 2 )( 2 )
(3)
( 1)( 1)
( 2 )( 2 )
(3)
Figura A19. Selección de corrientes para la tabla de resultados.
Los resultados se muestran en la tabla según la figura A20. Se puede ajustar el tamaño de la tabla estirando las esquinas de la misma.
Figura A20. Tabla de resultados de la simulación.
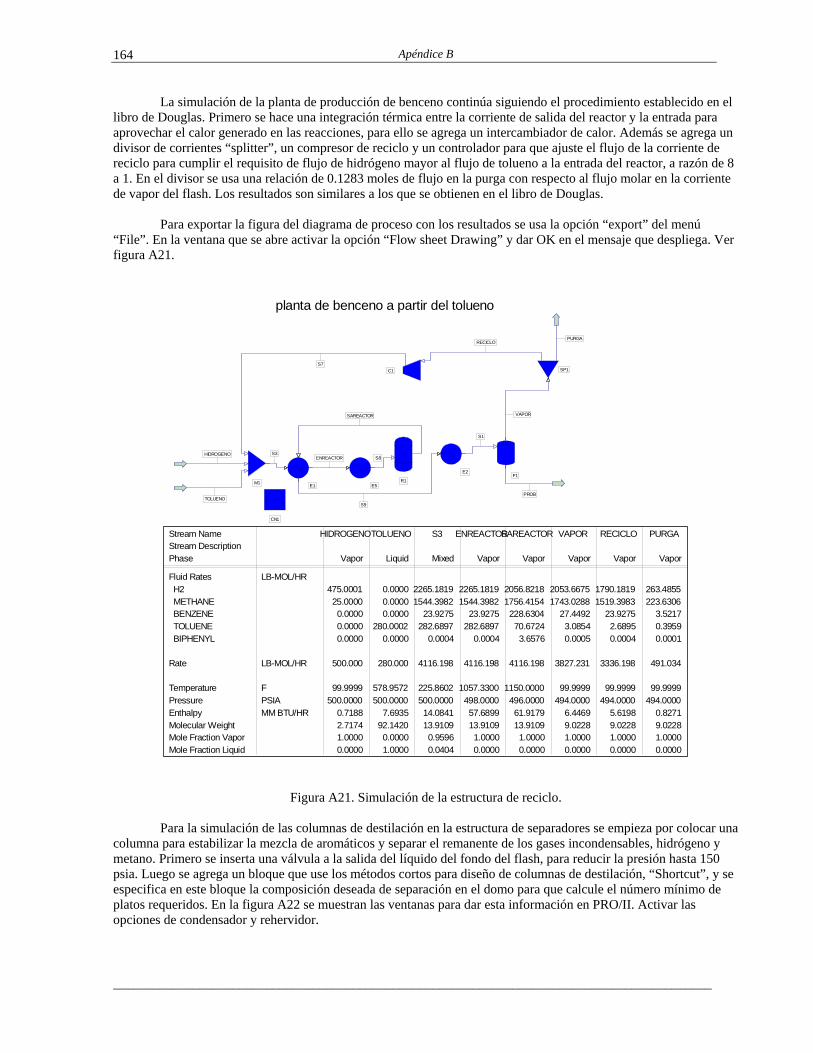
Apéndice B
__________________________________________________________________________________________
164
La simulación de la planta de producción de benceno continúa siguiendo el procedimiento establecido en el libro de Douglas. Primero se hace una integración térmica entre la corriente de salida del reactor y la entrada para aprovechar el calor generado en las reacciones, para ello se agrega un intercambiador de calor. Además se agrega un divisor de corrientes “splitter”, un compresor de reciclo y un controlador para que ajuste el flujo de la corriente de reciclo para cumplir el requisito de flujo de hidrógeno mayor al flujo de tolueno a la entrada del reactor, a razón de 8 a 1. En el divisor se usa una relación de 0.1283 moles de flujo en la purga con respecto al flujo molar en la corriente de vapor del flash. Los resultados son similares a los que se obtienen en el libro de Douglas. Para exportar la figura del diagrama de proceso con los resultados se usa la opción “export” del menú “File”. En la ventana que se abre activar la opción “Flow sheet Drawing” y dar OK en el mensaje que despliega. Ver figura A21.
M1 E1R1
E2F1
C1
E5
CN1
SP1
HIDROGENO
TOLUENO
S3ENREACTOR
SAREACTOR
S1
VAPOR
PROB
RECICLOPURGA
S7
S8
S9
planta de benceno a partir del tolueno
Stream NameStream DescriptionPhase
Fluid Rates H2 METHANE BENZENE TOLUENE BIPHENYL
Rate
TemperaturePressureEnthalpyMolecular WeightMole Fraction VaporMole Fraction Liquid
LB-MOL/HR
LB-MOL/HR
FPSIAMM BTU/HR
HIDROGENO
Vapor
475.000125.00000.00000.00000.0000
500.000
99.9999500.0000
0.71882.71741.00000.0000
TOLUENO
Liquid
0.00000.00000.0000
280.00020.0000
280.000
578.9572500.0000
7.693592.14200.00001.0000
S3
Mixed
2265.18191544.3982
23.9275282.6897
0.0004
4116.198
225.8602500.000014.084113.91090.95960.0404
ENREACTOR
Vapor
2265.18191544.3982
23.9275282.6897
0.0004
4116.198
1057.3300498.000057.689913.91091.00000.0000
SAREACTOR
Vapor
2056.82181756.4154228.630470.67243.6576
4116.198
1150.0000496.000061.917913.91091.00000.0000
VAPOR
Vapor
2053.66751743.0288
27.44923.08540.0005
3827.231
99.9999494.0000
6.44699.02281.00000.0000
RECICLO
Vapor
1790.18191519.3983
23.92752.68950.0004
3336.198
99.9999494.0000
5.61989.02281.00000.0000
PURGA
Vapor
263.4855223.6306
3.52170.39590.0001
491.034
99.9999494.0000
0.82719.02281.00000.0000
Figura A21. Simulación de la estructura de reciclo.
Para la simulación de las columnas de destilación en la estructura de separadores se empieza por colocar una columna para estabilizar la mezcla de aromáticos y separar el remanente de los gases incondensables, hidrógeno y metano. Primero se inserta una válvula a la salida del líquido del fondo del flash, para reducir la presión hasta 150 psia. Luego se agrega un bloque que use los métodos cortos para diseño de columnas de destilación, “Shortcut”, y se especifica en este bloque la composición deseada de separación en el domo para que calcule el número mínimo de platos requeridos. En la figura A22 se muestran las ventanas para dar esta información en PRO/II. Activar las opciones de condensador y rehervidor.
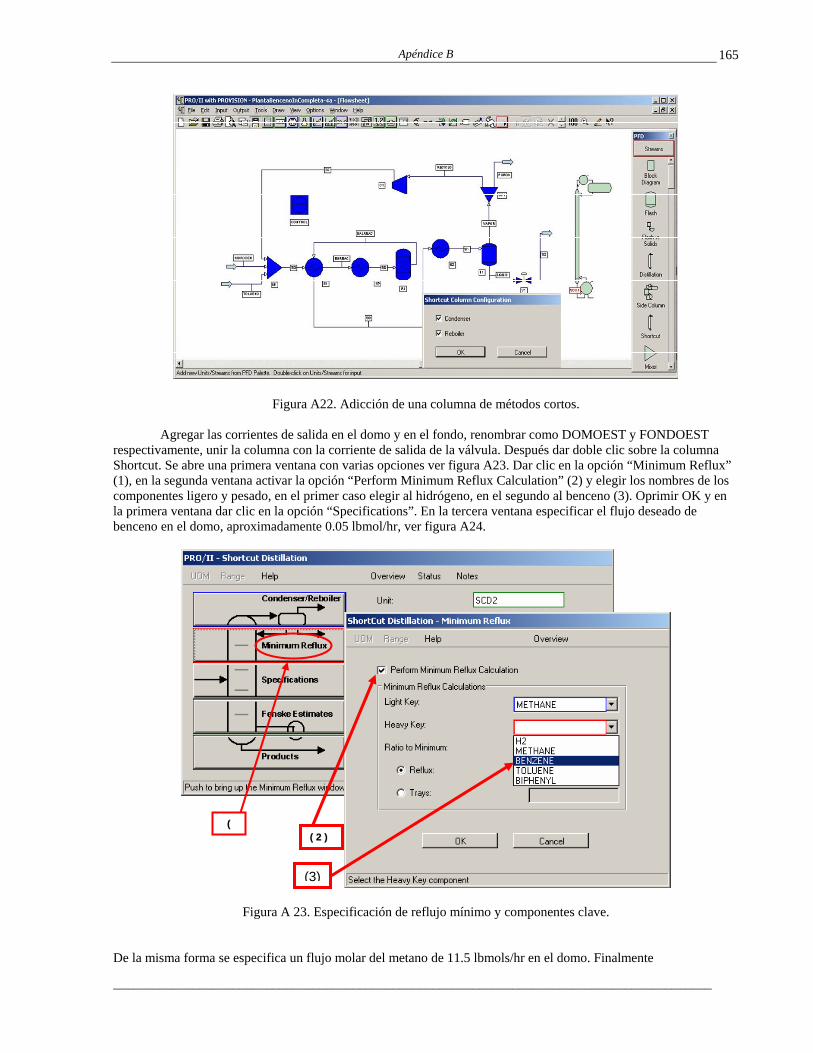
Apéndice B
__________________________________________________________________________________________
165
Figura A22. Adicción de una columna de métodos cortos. Agregar las corrientes de salida en el domo y en el fondo, renombrar como DOMOEST y FONDOEST respectivamente, unir la columna con la corriente de salida de la válvula. Después dar doble clic sobre la columna Shortcut. Se abre una primera ventana con varias opciones ver figura A23. Dar clic en la opción “Minimum Reflux” (1), en la segunda ventana activar la opción “Perform Minimum Reflux Calculation” (2) y elegir los nombres de los componentes ligero y pesado, en el primer caso elegir al hidrógeno, en el segundo al benceno (3). Oprimir OK y en la primera ventana dar clic en la opción “Specifications”. En la tercera ventana especificar el flujo deseado de benceno en el domo, aproximadamente 0.05 lbmol/hr, ver figura A24.
Figura A 23. Especificación de reflujo mínimo y componentes clave.
De la misma forma se especifica un flujo molar del metano de 11.5 lbmols/hr en el domo. Finalmente
(( (( 22 ))
(3)
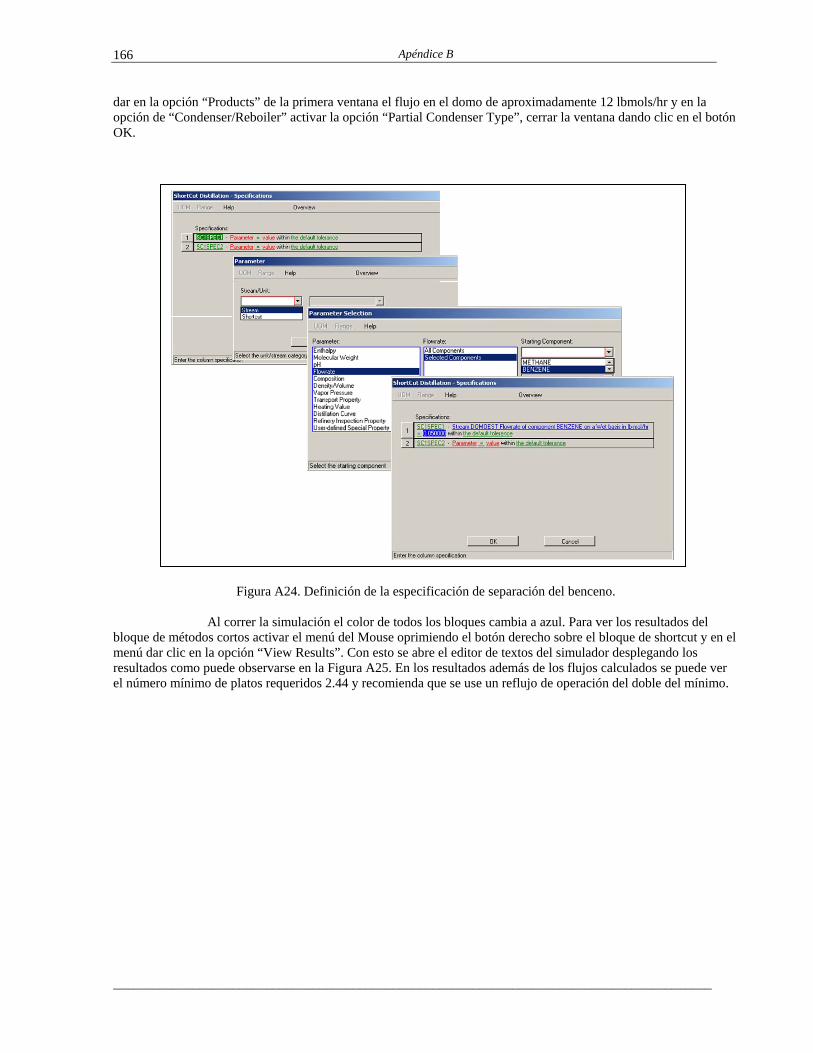
Apéndice B
__________________________________________________________________________________________
166
dar en la opción “Products” de la primera ventana el flujo en el domo de aproximadamente 12 lbmols/hr y en la opción de “Condenser/Reboiler” activar la opción “Partial Condenser Type”, cerrar la ventana dando clic en el botón OK.
Figura A24. Definición de la especificación de separación del benceno. Al correr la simulación el color de todos los bloques cambia a azul. Para ver los resultados del bloque de métodos cortos activar el menú del Mouse oprimiendo el botón derecho sobre el bloque de shortcut y en el menú dar clic en la opción “View Results”. Con esto se abre el editor de textos del simulador desplegando los resultados como puede observarse en la Figura A25. En los resultados además de los flujos calculados se puede ver el número mínimo de platos requeridos 2.44 y recomienda que se use un reflujo de operación del doble del mínimo.
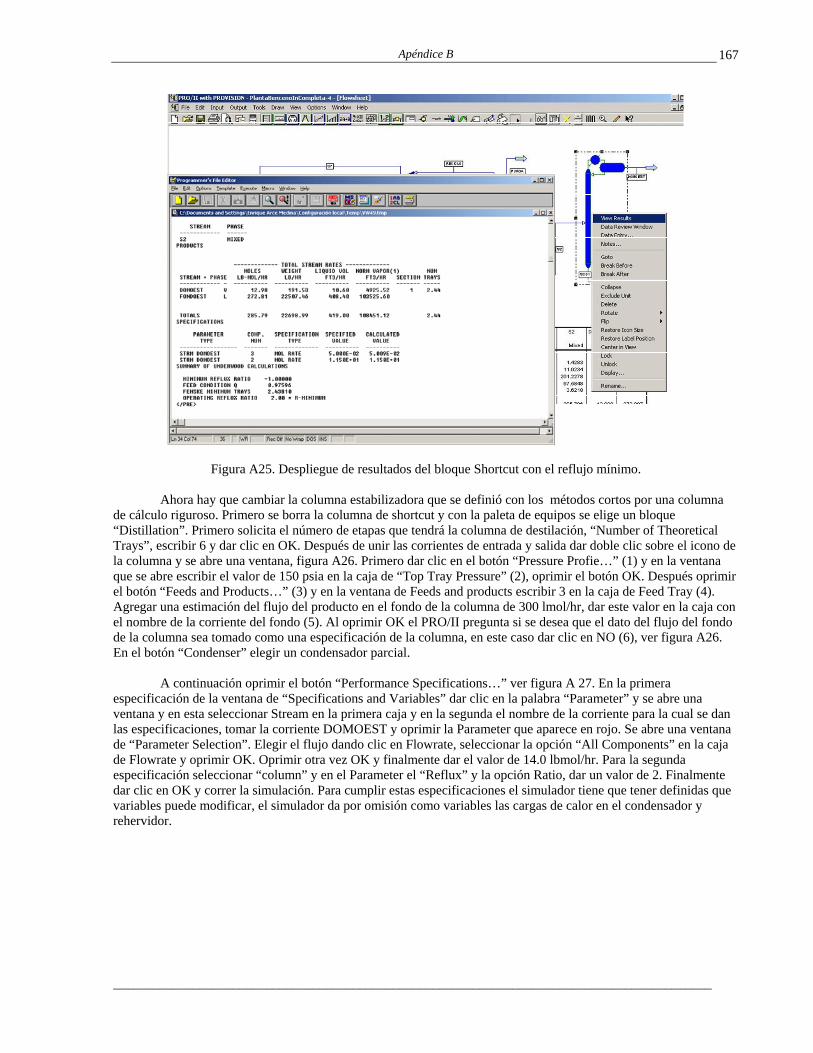
Apéndice B
__________________________________________________________________________________________
167
Figura A25. Despliegue de resultados del bloque Shortcut con el reflujo mínimo.
Ahora hay que cambiar la columna estabilizadora que se definió con los métodos cortos por una columna de cálculo riguroso. Primero se borra la columna de shortcut y con la paleta de equipos se elige un bloque “Distillation”. Primero solicita el número de etapas que tendrá la columna de destilación, “Number of Theoretical Trays”, escribir 6 y dar clic en OK. Después de unir las corrientes de entrada y salida dar doble clic sobre el icono de la columna y se abre una ventana, figura A26. Primero dar clic en el botón “Pressure Profie…” (1) y en la ventana que se abre escribir el valor de 150 psia en la caja de “Top Tray Pressure” (2), oprimir el botón OK. Después oprimir el botón “Feeds and Products…” (3) y en la ventana de Feeds and products escribir 3 en la caja de Feed Tray (4). Agregar una estimación del flujo del producto en el fondo de la columna de 300 lmol/hr, dar este valor en la caja con el nombre de la corriente del fondo (5). Al oprimir OK el PRO/II pregunta si se desea que el dato del flujo del fondo de la columna sea tomado como una especificación de la columna, en este caso dar clic en NO (6), ver figura A26. En el botón “Condenser” elegir un condensador parcial. A continuación oprimir el botón “Performance Specifications…” ver figura A 27. En la primera especificación de la ventana de “Specifications and Variables” dar clic en la palabra “Parameter” y se abre una ventana y en esta seleccionar Stream en la primera caja y en la segunda el nombre de la corriente para la cual se dan las especificaciones, tomar la corriente DOMOEST y oprimir la Parameter que aparece en rojo. Se abre una ventana de “Parameter Selection”. Elegir el flujo dando clic en Flowrate, seleccionar la opción “All Components” en la caja de Flowrate y oprimir OK. Oprimir otra vez OK y finalmente dar el valor de 14.0 lbmol/hr. Para la segunda especificación seleccionar “column” y en el Parameter el “Reflux” y la opción Ratio, dar un valor de 2. Finalmente dar clic en OK y correr la simulación. Para cumplir estas especificaciones el simulador tiene que tener definidas que variables puede modificar, el simulador da por omisión como variables las cargas de calor en el condensador y rehervidor.
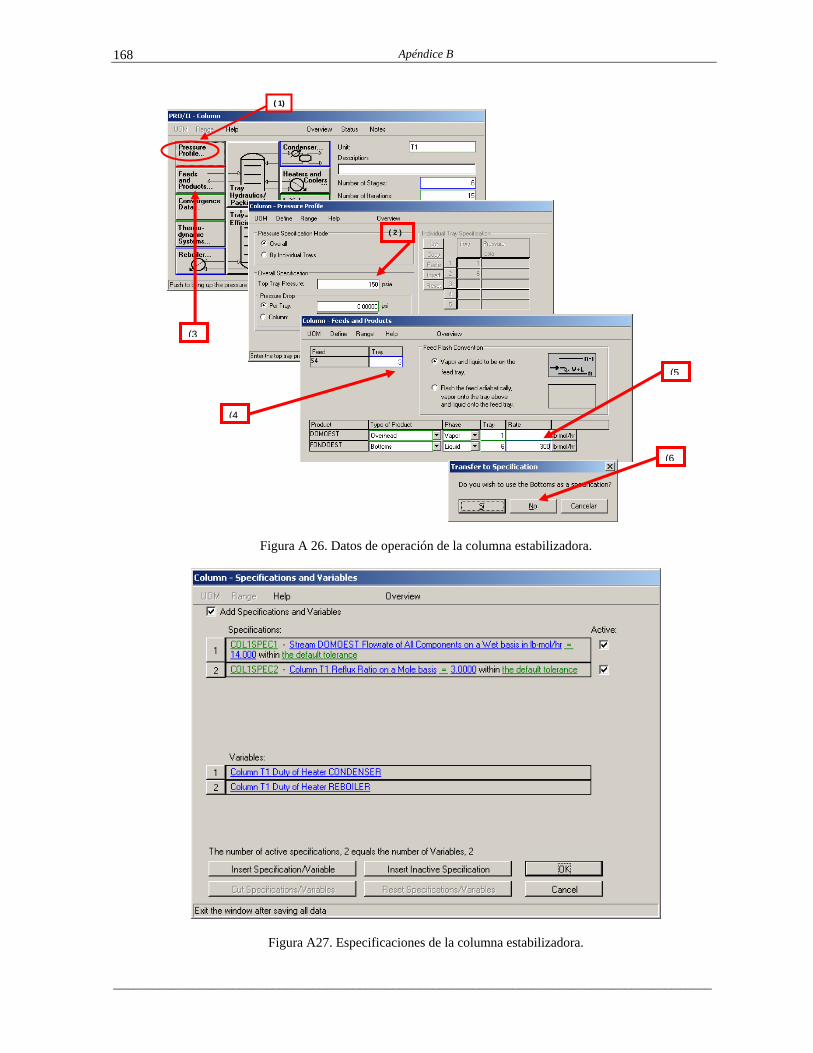
Apéndice B
__________________________________________________________________________________________
168
Figura A 26. Datos de operación de la columna estabilizadora.
Figura A27. Especificaciones de la columna estabilizadora.
(( 11))
(( 22 ))
(3
(4
(5
(6
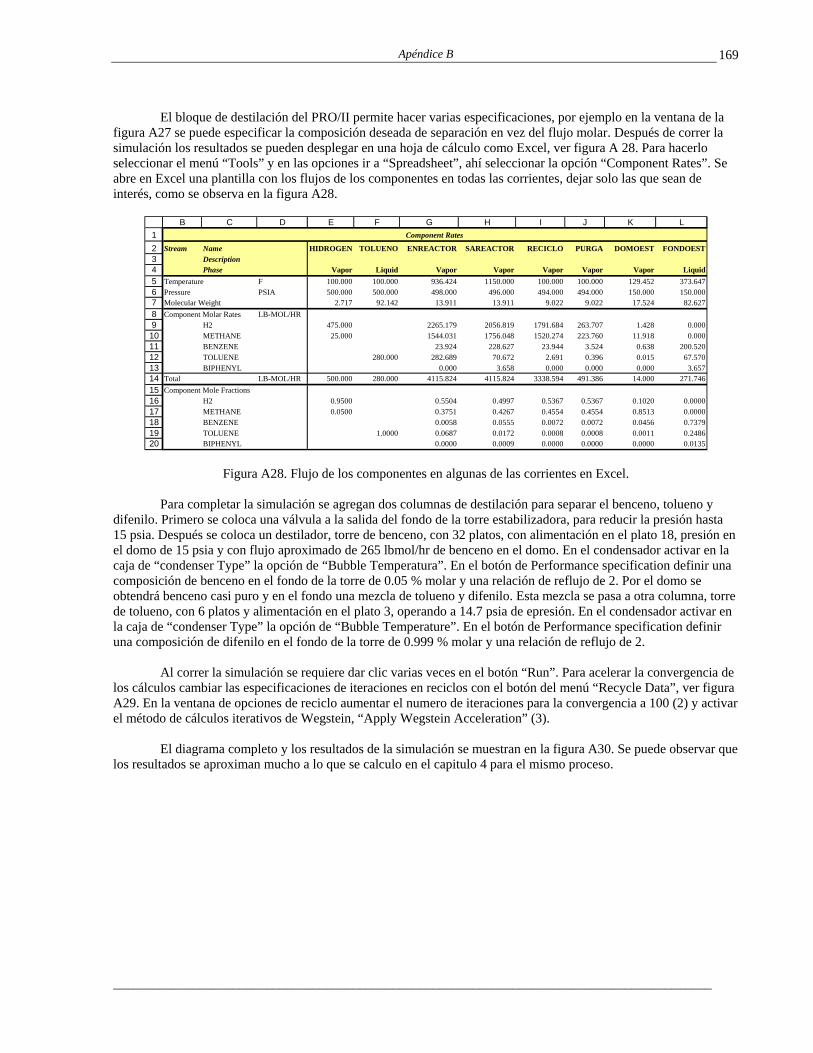
Apéndice B
__________________________________________________________________________________________
169
El bloque de destilación del PRO/II permite hacer varias especificaciones, por ejemplo en la ventana de la figura A27 se puede especificar la composición deseada de separación en vez del flujo molar. Después de correr la simulación los resultados se pueden desplegar en una hoja de cálculo como Excel, ver figura A 28. Para hacerlo seleccionar el menú “Tools” y en las opciones ir a “Spreadsheet”, ahí seleccionar la opción “Component Rates”. Se abre en Excel una plantilla con los flujos de los componentes en todas las corrientes, dejar solo las que sean de interés, como se observa en la figura A28.
1234567891011121314151617181920
B C D E F G H I J K LComponent Rates
Stream Name HIDROGEN TOLUENO ENREACTOR SAREACTOR RECICLO PURGA DOMOEST FONDOESTDescriptionPhase Vapor Liquid Vapor Vapor Vapor Vapor Vapor Liquid
Temperature F 100.000 100.000 936.424 1150.000 100.000 100.000 129.452 373.647Pressure PSIA 500.000 500.000 498.000 496.000 494.000 494.000 150.000 150.000Molecular Weight 2.717 92.142 13.911 13.911 9.022 9.022 17.524 82.627Component Molar Rates LB-MOL/HR
H2 475.000 2265.179 2056.819 1791.684 263.707 1.428 0.000METHANE 25.000 1544.031 1756.048 1520.274 223.760 11.918 0.000BENZENE 23.924 228.627 23.944 3.524 0.638 200.520TOLUENE 280.000 282.689 70.672 2.691 0.396 0.015 67.570BIPHENYL 0.000 3.658 0.000 0.000 0.000 3.657
Total LB-MOL/HR 500.000 280.000 4115.824 4115.824 3338.594 491.386 14.000 271.746Component Mole Fractions
H2 0.9500 0.5504 0.4997 0.5367 0.5367 0.1020 0.0000METHANE 0.0500 0.3751 0.4267 0.4554 0.4554 0.8513 0.0000BENZENE 0.0058 0.0555 0.0072 0.0072 0.0456 0.7379TOLUENE 1.0000 0.0687 0.0172 0.0008 0.0008 0.0011 0.2486BIPHENYL 0.0000 0.0009 0.0000 0.0000 0.0000 0.0135
Figura A28. Flujo de los componentes en algunas de las corrientes en Excel.
Para completar la simulación se agregan dos columnas de destilación para separar el benceno, tolueno y difenilo. Primero se coloca una válvula a la salida del fondo de la torre estabilizadora, para reducir la presión hasta 15 psia. Después se coloca un destilador, torre de benceno, con 32 platos, con alimentación en el plato 18, presión en el domo de 15 psia y con flujo aproximado de 265 lbmol/hr de benceno en el domo. En el condensador activar en la caja de “condenser Type” la opción de “Bubble Temperatura”. En el botón de Performance specification definir una composición de benceno en el fondo de la torre de 0.05 % molar y una relación de reflujo de 2. Por el domo se obtendrá benceno casi puro y en el fondo una mezcla de tolueno y difenilo. Esta mezcla se pasa a otra columna, torre de tolueno, con 6 platos y alimentación en el plato 3, operando a 14.7 psia de epresión. En el condensador activar en la caja de “condenser Type” la opción de “Bubble Temperature”. En el botón de Performance specification definir una composición de difenilo en el fondo de la torre de 0.999 % molar y una relación de reflujo de 2. Al correr la simulación se requiere dar clic varias veces en el botón “Run”. Para acelerar la convergencia de los cálculos cambiar las especificaciones de iteraciones en reciclos con el botón del menú “Recycle Data”, ver figura A29. En la ventana de opciones de reciclo aumentar el numero de iteraciones para la convergencia a 100 (2) y activar el método de cálculos iterativos de Wegstein, “Apply Wegstein Acceleration” (3). El diagrama completo y los resultados de la simulación se muestran en la figura A30. Se puede observar que los resultados se aproximan mucho a lo que se calculo en el capitulo 4 para el mismo proceso.
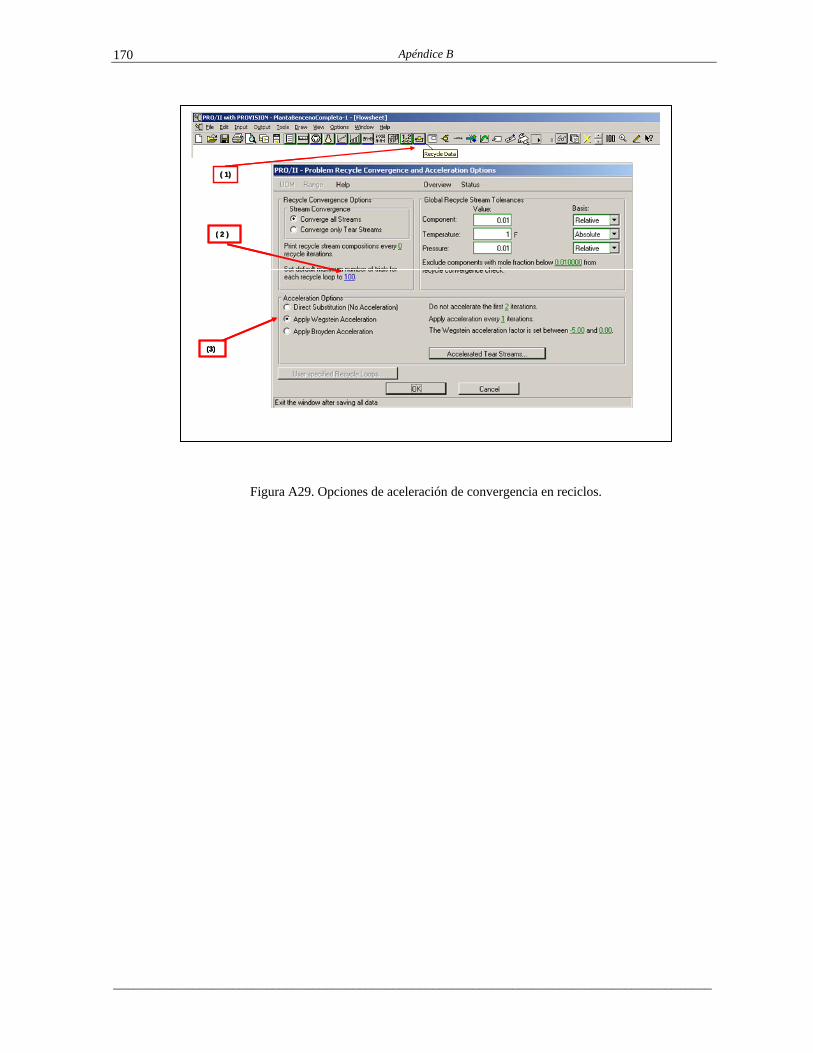
Apéndice B
__________________________________________________________________________________________
170
Figura A29. Opciones de aceleración de convergencia en reciclos.
( 1)( 1)
( 2 )( 2 )
(3)
( 1)( 1)
( 2 )( 2 )
(3)
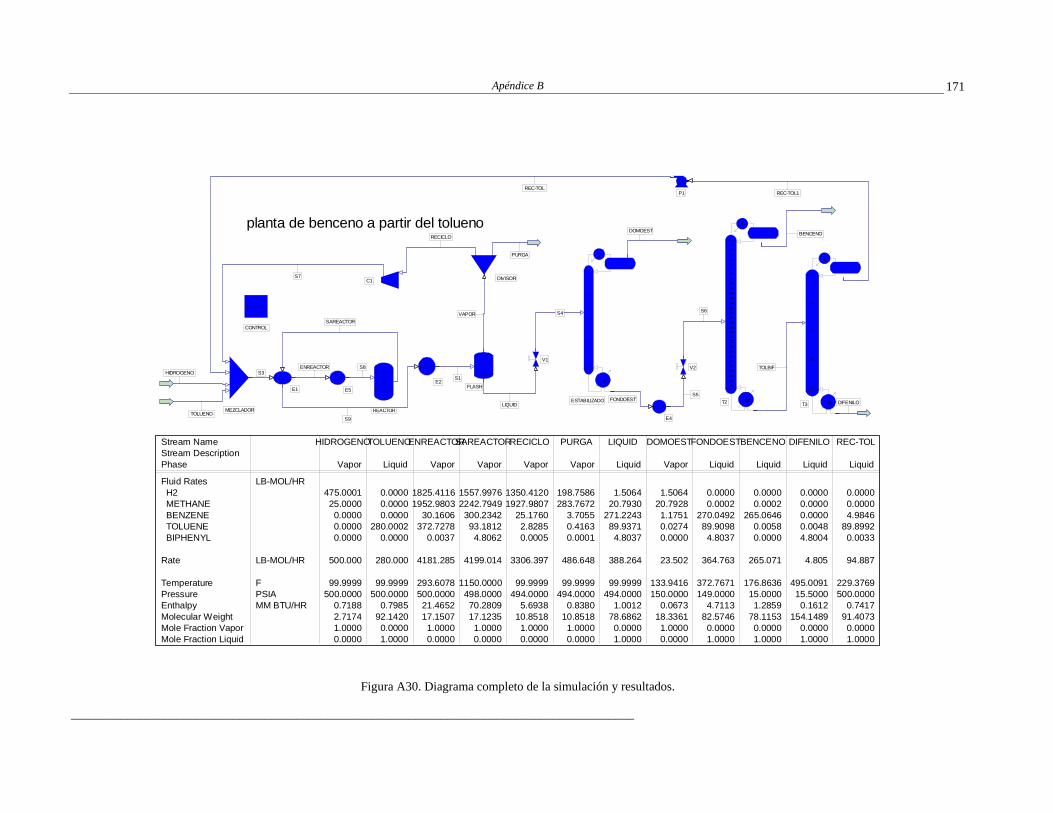
Apéndice B
__________________________________________________________________________________________
171
MEZCLADOR
E1
REACTOR
E2FLASH
C1
V1
1
6
ESTABILIZADO
E4
V2
2345678910111213141516171819202122232425262728293031
1
32T2
2
3
4
5
1
6T3
P1
E5
CONTROL
DIVISOR
HIDROGENO
TOLUENO
S3ENREACTOR
SAREACTOR
S1
VAPOR
LIQUID
RECICLO
PURGA
S7
S4
DOMOEST
FONDOESTS5
S6
BENCENO
TOLBIF
REC-TOL1
DIFENILO
REC-TOL
S8
S9
planta de benceno a partir del tolueno
Stream NameStream DescriptionPhase
Fluid Rates H2 METHANE BENZENE TOLUENE BIPHENYL
Rate
TemperaturePressureEnthalpyMolecular WeightMole Fraction VaporMole Fraction Liquid
LB-MOL/HR
LB-MOL/HR
FPSIAMM BTU/HR
HIDROGENO
Vapor
475.000125.00000.00000.00000.0000
500.000
99.9999500.0000
0.71882.71741.00000.0000
TOLUENO
Liquid
0.00000.00000.0000
280.00020.0000
280.000
99.9999500.0000
0.798592.14200.00001.0000
ENREACTOR
Vapor
1825.41161952.9803
30.1606372.7278
0.0037
4181.285
293.6078500.000021.465217.15071.00000.0000
SAREACTOR
Vapor
1557.99762242.7949300.234293.18124.8062
4199.014
1150.0000498.000070.280917.12351.00000.0000
RECICLO
Vapor
1350.41201927.9807
25.17602.82850.0005
3306.397
99.9999494.0000
5.693810.85181.00000.0000
PURGA
Vapor
198.7586283.7672
3.70550.41630.0001
486.648
99.9999494.0000
0.838010.85181.00000.0000
LIQUID
Liquid
1.506420.7930
271.224389.93714.8037
388.264
99.9999494.0000
1.001278.68620.00001.0000
DOMOEST
Vapor
1.506420.79281.17510.02740.0000
23.502
133.9416150.0000
0.067318.33611.00000.0000
FONDOEST
Liquid
0.00000.0002
270.049289.90984.8037
364.763
372.7671149.0000
4.711382.57460.00001.0000
BENCENO
Liquid
0.00000.0002
265.06460.00580.0000
265.071
176.863615.00001.2859
78.11530.00001.0000
DIFENILO
Liquid
0.00000.00000.00000.00484.8004
4.805
495.009115.50000.1612
154.14890.00001.0000
REC-TOL
Liquid
0.00000.00004.9846
89.89920.0033
94.887
229.3769500.0000
0.741791.40730.00001.0000
Figura A30. Diagrama completo de la simulación y resultados.

______________________________________________________________________________________________
Apéndice C
______________________________________________________________________________________________
175
Apéndice C Datos de procesos químicos
Apéndice C
______________________________________________________________________________________________
176
Se presentan en este apéndice los datos de algunos procesos químicos para tomar como base para el desarrollo de proyectos.
1. Proceso de fabricación del estireno. El estireno grado monómero (SM) se fabrica a partir del etilbenceno. En una primera unidad de proceso, unidad EBO, ocurre la alquilación del benceno con etileno para obtener etilbenceno (EB). Luego el etilbenceno es deshidrogenado en otra parte de la planta, la unidad SM para dar el SM por la reacción:
C6H5-C2H5 ↔ C6H5-C2H3 + H2 En la unidad EBO el benceno se alquila, en fase líquida, a EB sobre un catalizador de zeolita, en un reactor de cama fija. La carga de benceno fresco se combina con una corriente de reciclo de benceno antes de entrar al reactor de alquilación. El benceno fluye desde la parte superior del reactor a través de una serie de camas fijas de catalizador, mientras que el etileno se distribuye equitativamente a través de las camas del catalizador. La reacción es altamente exotérmica por lo que se remueve el calor generado en la reacción por cambiadores de calor entre las camas del catalizador para generar vapor. En la sección de fraccionamiento de la unidad EBO, el benceno sin reaccionar se recupera en el domo de la columna de benceno, el EB se extrae como producto en el domo de la columna de EB. Una pequeña cantidad de polietilbenceno (PEB) se recupera del domo de la columna de PEB y se recicla al reactor de alquilación, donde es trans alquilado con benceno sobre una segunda cama de catalizador de zeolita para producir una cantidad adicional de EB. El fondo de la columna de PEB se extrae como “Flux Oil” como se describe adelante. El producto EB se pasa a la unidad SM, donde es hidrogenado, en fase vapor, sobre una serie de camas catalíticas con oxido de zinc, hierro y cromo como catalizador. El reactor opera adiabáticamente a 630 °C y una atmósfera. Se agrega vapor de agua al EB antes de que entre al reactor, en la proporción molar de vapor a etilbenceno de 1.5 a 1, con el propósito de reducir la presión parcial del estireno e hidrógeno, disminuir la extensión de la reacción inversa, así como para reducir la formación de coque sobre el catalizador. Además el vapor de agua provee el calor necesario para la reacción ya que es altamente endotérmica. El efluente del reactor es enfriado y condensado en una serie de cambiadores de calor, en los que se genera vapor y se recupera calor. El gas incondensable se comprime y se usa como combustible. El agua es fácilmente separada de los hidrocarburos ya que son inmiscibles, en un separador Agua/Aceite, El agua se envía a una unidad de biotratamiento. Menos del 10% del etilbenceno se consume en otras reacciones de las cuales las más importantes son:
C6H5-C2H5 C6H6 + C2H4
C6H5-C2H5 + H2 C6H5-CH3 + CH4 También se forma algo de CO2 y pueden polimerizarse pequeñas cantidades de estireno. En la sección de fraccionamiento de la unidad SM el EB sin reaccionar, tolueno y benceno se separan del SM, por el domo en el destilador EB/SM. El estireno se extrae con una pureza mayor a 99.0% pero separarlo del etilbenceno es difícil ya que sus temperaturas de ebullición son muy cercanas, además, cerca de su temperatura de ebullición el estireno se polimeriza, por ello se agrega en el domo de la columna EB/SM un solvente para inhibir la polimerización del SM. Las temperaturas normales de ebullición de los componentes son:
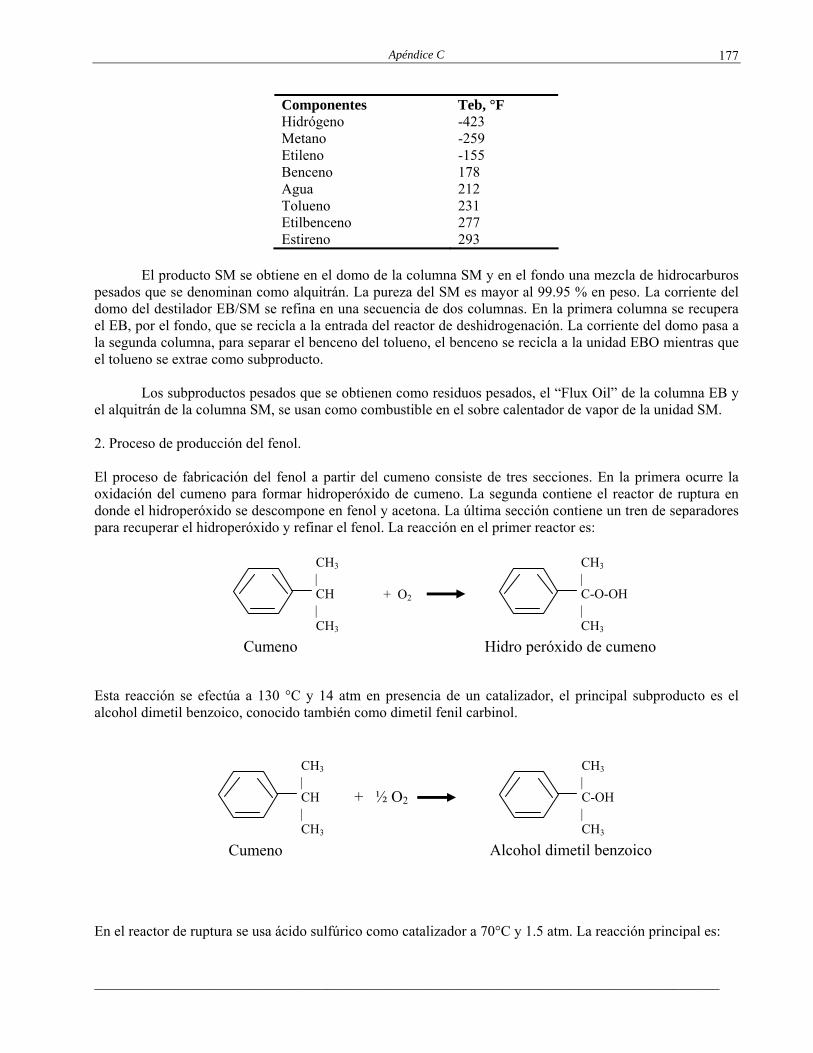
Apéndice C
______________________________________________________________________________________________
177
Componentes Teb, °F Hidrógeno -423 Metano -259 Etileno -155 Benceno 178 Agua 212 Tolueno 231 Etilbenceno 277 Estireno 293
El producto SM se obtiene en el domo de la columna SM y en el fondo una mezcla de hidrocarburos pesados que se denominan como alquitrán. La pureza del SM es mayor al 99.95 % en peso. La corriente del domo del destilador EB/SM se refina en una secuencia de dos columnas. En la primera columna se recupera el EB, por el fondo, que se recicla a la entrada del reactor de deshidrogenación. La corriente del domo pasa a la segunda columna, para separar el benceno del tolueno, el benceno se recicla a la unidad EBO mientras que el tolueno se extrae como subproducto. Los subproductos pesados que se obtienen como residuos pesados, el “Flux Oil” de la columna EB y el alquitrán de la columna SM, se usan como combustible en el sobre calentador de vapor de la unidad SM. 2. Proceso de producción del fenol. El proceso de fabricación del fenol a partir del cumeno consiste de tres secciones. En la primera ocurre la oxidación del cumeno para formar hidroperóxido de cumeno. La segunda contiene el reactor de ruptura en donde el hidroperóxido se descompone en fenol y acetona. La última sección contiene un tren de separadores para recuperar el hidroperóxido y refinar el fenol. La reacción en el primer reactor es: Esta reacción se efectúa a 130 °C y 14 atm en presencia de un catalizador, el principal subproducto es el alcohol dimetil benzoico, conocido también como dimetil fenil carbinol. En el reactor de ruptura se usa ácido sulfúrico como catalizador a 70°C y 1.5 atm. La reacción principal es:
CH3 | CH | CH3
+ O2
CH3 | C-O-OH | CH3
Cumeno Hidro peróxido de cumeno
CH3 | CH | CH3
Cumeno
+ ½ O2
CH3 | C-OH | CH3
Alcohol dimetil benzoico
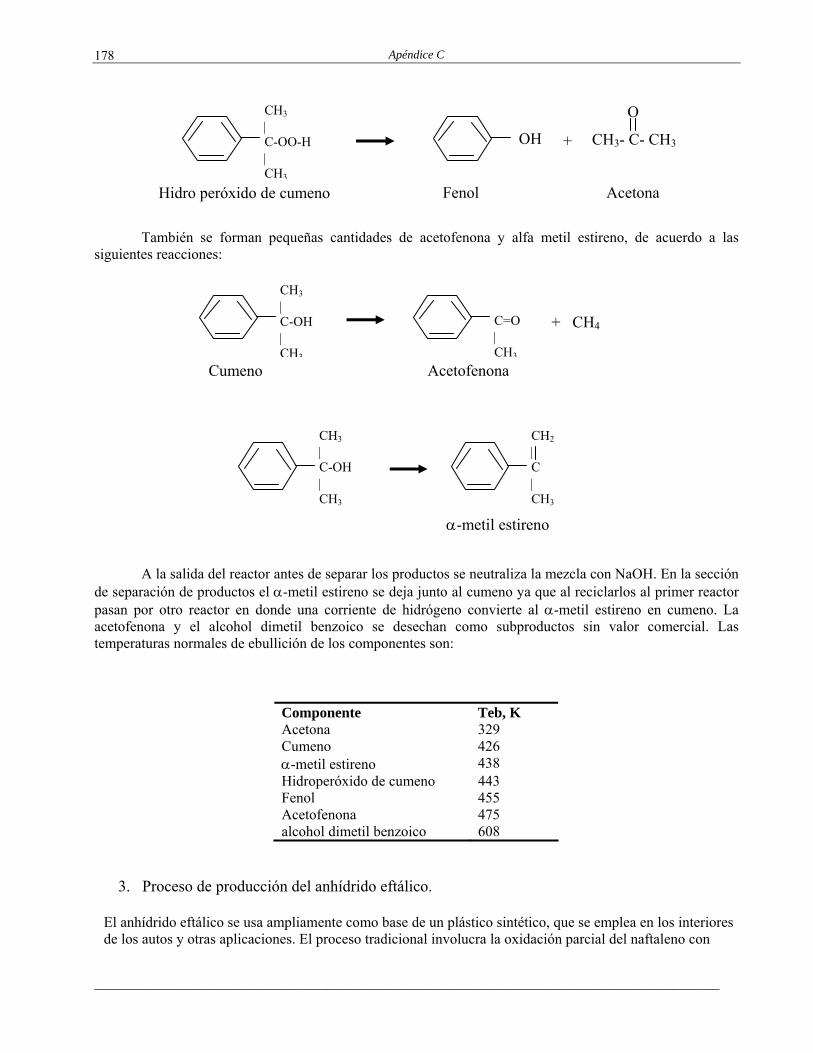
Apéndice C
______________________________________________________________________________________________
178
También se forman pequeñas cantidades de acetofenona y alfa metil estireno, de acuerdo a las siguientes reacciones: A la salida del reactor antes de separar los productos se neutraliza la mezcla con NaOH. En la sección de separación de productos el α-metil estireno se deja junto al cumeno ya que al reciclarlos al primer reactor pasan por otro reactor en donde una corriente de hidrógeno convierte al α-metil estireno en cumeno. La acetofenona y el alcohol dimetil benzoico se desechan como subproductos sin valor comercial. Las temperaturas normales de ebullición de los componentes son:
Componente Teb, K Acetona 329 Cumeno 426 α-metil estireno 438 Hidroperóxido de cumeno 443 Fenol 455 Acetofenona 475 alcohol dimetil benzoico 608
3. Proceso de producción del anhídrido eftálico.
El anhídrido eftálico se usa ampliamente como base de un plástico sintético, que se emplea en los interiores de los autos y otras aplicaciones. El proceso tradicional involucra la oxidación parcial del naftaleno con
O
OH
CH3 | C-OO-H | CH3
CH3- C- CH3 +
Hidro peróxido de cumeno Fenol Acetona
CH3 | C-OH | CH3
Cumeno
+ CH4
C=O | CH3
Acetofenona
CH3 | C-OH | CH3
CH2 | C | CH3
α-metil estireno
Apéndice C
______________________________________________________________________________________________
179
aire, a 500 K y 10 atm. La conversión del naftaleno es 0.90 y la selectividad de anhídrido eftálico por mol de naftaleno es 0.85. Las reacciones son:
C10H8 + O2 C8H4O3 + CO2 + H2O
(naftaleno) (anhídrido eftálico)
C10H8 + O2 CO2 + H2O
4. Proceso de producción del metil metacrilato
El monomero de metil metacrilato (MMA) se usa ampliamente para producir plásticos acrílicos. En el proceso para su fabricación se tienen tres secciones. La primera en donde ocurren las siguientes reacciones principales.
Se usa vapor de agua para evitar coquización y aire que provee el oxígeno. En las dos reacciones se obtienen pequeñas cantidades de acetona, ácido acético y acetaldehído. La segunda sección es de separadores en donde se recuperan el ISO y la MA que no reaccionaron y se reciclan. En la corriente que se recicla el ISO se tiene una purga (10% en mol) que contiene además, acetona (Teb=56°C), acetaldehído (Teb=21°C), oxígeno y nitrógeno. En uno de los destiladores de la segunda sección se obtiene ácido acético (Teb=118°C) por el domo, que se desecha, y el MAA por el fondo. Esta corriente de MAA ingresa a la tercera sección del proceso y se alimenta a un reactor junto con una corriente de metanol. La única reacción que ocurre en este reactor es:
A la entrada del reactor se tiene una proporción de 1.5 moles de metanol por mol de MAA. El metanol que no reacciona se separa del MMA y el agua por medio de un flash y se recicla al reactor. La solución acuosa del MMA sale como producto.
5. Proceso para la fabricación del acrilonitrilo. La base del proceso de producción del acrilonitrilo (CH2=CHCN) es la oxidación catalítica del propileno (CH2=CHCH3) y amoniaco, usando aire como oxidante. Los principales subproductos son ácido cianhídrico (HCN), acetonitrilo (CH3CN), agua y óxidos de carbono (CO y CO2). Las reacciones principales son:
CH2=C(CH3) CH3 + O2 CH2=C(CH3) CHO + H2O Isobutileno (ISO) Metacroleina (MA)
T=400 ºC, P=40 psig, xISO=0.9, catalizador Pt, S=selectividad =0.8 mol MA/mol ISO
CH2=C(CH3) CHO + ½ O2 CH2=C(CH3) CO2H (MA) Acido metacrilico (MAA)
T=380 ºC, P=20 psig, xMA=0.8, catalizador Cu, S=selectividad =0.9 mol MAA/mol MA
CH2=C(CH3) CO2H + CH3 OH CH2=C(CH3) CO2CH3 + H2O (MAA) Metil metacrilato (MMA)
T=300 ºC, P=50 psig, xMAA=1.0
Apéndice C
______________________________________________________________________________________________
180
C3H6 + NH3 + 1.5 O2 CH2=CHCN + 3 H2O C3H6 + 1.5 NH3 +1.5 O2 1.5 CH3CN + 3 H2O
C3H6 + 3 NH3 + 3 O2 3 HCN + 6 H2O C3H6 + 4.5 O2 3 CO2 + 3 H2O C3H6 + 3 O2 3 CO + 3 H2O
Temperatura de 400 a 450 °C, presión de 50 a 200 Kpa
La conversión del propileno es de 90 % y la selectividad de acrilonitrilo es de 0.8, Las selectividades hacia los otros subproductos son iguales, 0.05 cada una. Selectividad= (moles de producto generado)/(moles totales de propileno reaccionadas). Considere un 20 % de exceso de O2 con respecto al estequiométrico. Todo el amoniaco se consume.
El efluente del reactor es enfriado y lavado con agua en un absorbedor, saliendo por el domo C3H6,
CO2, CO y aire. El fondo líquido se alimenta a una columna de acrilonitrilo crudo, por el fondo de esta sale agua y acetonitrilo, esta corriente pasa a un destilador en el cual se recupera todo el acetonitrilo por el domo y el fondo se manda a biotratamiento. La corriente del domo de la columna de acrilonitrilo crudo ingresa a un destilador en el que se obtienen por arriba el ácido cianhídrico y por la parte de abajo acrilonitrilo.
6. Proceso de fabricación del acetaldehído El acetaldehído se obtiene a partir de etanol, dando cantidades menores de acetato de etilo, butanól y ácido acético. CH3CH2OH CH3CHO + H2 Selectividad: moles CH3CHO/mole CH3CH2OH = 0.92 2CH3CH2OH CH3-COO-C2H5 + 2H2 Selectividad: moles CH3-COO-C2H5/mole CH3CH2OH = 0.04 2CH3CH2OH CH3(CH2)3OH + H2O Selectividad: moles CH3(CH2)3OH /mole CH3CH2OH = 0.02 CH3 CH2OH + H2O CH3COOH + 2H2 Selectividad: moles CH3COOH /mole de CH3CH2OH = 0.02 La conversión del etanol es alrededor de 95 %.
Componente P.M. Teb, ºC Acetaldehído 44.05 21 Acetato de etilo 88.107 77 Acido acético 60.052 118.3 Butanol 74.123 90 Hidrógeno 2.016 -117 Agua 18.015 100 Alcohol etílico 46.015 79
7. Proceso de fabricación del anhídrido maléico.
En la fabricación del anhídrido maléico, C4H2O3, a partir del butano se tiene las siguientes reacciones.
C4H10 + 3 ½ O2 C4H2O3 + 4 H2O C4H10 + 6 ½ O2 4 CO2 + 5 H2O C4H10 + 4 ½ O2 4 CO + 5 H2O
Apéndice C
______________________________________________________________________________________________
181
Con las siguientes condiciones de operación T = 500 °C, P=1 atm, catalizador: V2O5 – P2O5 sobre sílica alúmina. La conversión del butano es de 80 % y la selectividad a anhídrido maléico (AM) es de 70%. Las selectividades hacia CO2 y CO son iguales. El oxígeno se toma del aire con 21 % de oxígeno. Se debe considerar un 20 % de exceso de O2 con respecto al estequiométrico.
Especies PM Teb, °C Solubilidad En agua
Butano 58 -06 Insoluble AM 98 202 Muy soluble Acido Fumárico 116 290 Muy soluble CO 18 -192 Insoluble CO2 44 -78.5 Insoluble H2O 18 100 ---- O2 32 -183 Insoluble N2 28 -196 Insoluble
Otros procesos: Proceso de producción del ácido acrílico. Proceso de producción de la di-etanol amina. Proceso de producción de la urea.





























