Embed Size (px)
Citation preview

ISIJ International, Vol, 31 (1991), No, l, pp. 17-23
Factors Governing the Strength of Agglomerated Granules after Sintering
Eiki KASAl, Shengli WUand YasuoOMORl
Research Institute of Mineral Dressing and Metallurgy, TohokuUniversity, Katahira, Aoba-ku, Sendai, Miyagi-ken, 980 Japan.
(Received on M~y2, 1990; accepted in the final form on July 20, 1990)
Segregations of materials exist moreor less in iron ore sintering beds and they are essential for the sintering process.Therefore, control of the segregations can be a key technology to improve the performance of the process. Granuledesign for raw materials seemsto be an effective technology to realize it. However, there is still insufticient information
available for establishing the technology. This study focused to estimate factors governing the strength of sintered
granules and following results were obtained: Fluidity of the fine mixtures in high temperatures can be qualitatively esti-
matedconsidering liquidus temperature indicated in an appropriate phasediagram which corresponds to the main compo-nents ofthe mixtures. Fair linear relations wereobtained betweenthefluidity ofthe adhering layers of each type of modelgranules and the strength of the sintered granules. Chemical composition of the adhering layers and fraction of large
(+0.01 mm)pores and loss on ignition of the core particles are the estimated dominant factors governing the strength of
sintered granules.
KEYWORDS:sintering of iron ores; raw materials; granule design; fluidity cf melt; Iiquidus temperature; strength;
agglomeration.
1. Introduction
Thenormal size rangre ofraw materials used in thesintering process of iron ores is less than 8mm. Sucha wide size distribution causes somesegregations in
sintering beds, e.g., chemical composition and heat
source. A certain extent of the segregations are pre-ferable for an appropriate sintering performance be-
cause a partial and inhomogeneousfusion of rawmaterials is essential for the agglomeration of thegranules of sinter mixtures. However, extreme seg-regation will promote excess inhomogeneity of gasflow through the sintering beds and temperature pro-files in the beds, and therefore will result in a decreasein yie]d and hence productivity of sinter products.
From this point of view, the quantitative control ofthe segregations of raw materials is a key factor so thatthe sintering process can be optimized depending onthe variation of the materials, without serious chantgesof operational conditions.
Several new processesl-6) have recently been pro-posed, that provide for the control of the segregations
by designing mixtures for raw materials. The HPS,~lybrid ~elletized ~inter, process5) has been commer-cially applied by a Japanese steel mill, which does
not require sibcrniflcant flow of melts during sintering
of the materials and is different from conventionalsintering processes. The characteristic of the HPSprocess is the simultaneous suppression of segregations ;.fluxing materials by using large quantities of fine iron
ore (pellet feeds) and burnt lime) and heat source by
meansof the secondary granulation of flne (- I mm)coke to the surface of completely pre-tgranulatedpellets. Taking account of current raw materialsfor sintering, however, complete granulation is dif-
ficult for the materials having wide size distribution.
Further, there may be a restriction in the HPSprocess, that it is necessary to use high grade iron
ores because the use of an small amount of fluxingmaterials is essential to suppress the fusion of materials
and the flow of the formed melts during sintering.
The other processes positively utilize the segregations
to control the formation of melts and its flow in sin-
tering beds. These processes can be sorted into twotypes : One is that materials are segregated within
a granulel-8,6) and another is that two separatedgranulation lines are used so as to realize a segrega-tion whencharged in sintering machines.4)
The technology which aims the control of the seg-regation during mixing and g)ranulation of raw mate-rials is often called " granule design ". In order toestablish this technology) systematic and quantitativeinvestigations are necessary, e.g., the relations amongthe physical and chemical properties ofraw materials,reactivities of ores and fluxing materials, properties ofmelts formed as results of the reactions and, of course,properties of sinter products. As a first step for suchinvestigations, the authors tried to evaluate the rela-
tive fluidity of fine mixtures in hit)cth temperatures andfound that the fluidity of the adhering layers relates
clearly to the strength of the sintered granules.7) This
paper describes the results of further experimentsusint)cr various types of model granules consisting ofdifferent kinds of core particles and adhering layers.
It is discussed about the main factors governing thestrength on the basis of the experimental results.
2. Materials Used
Chemical compositions of materials used in the
C1991 ISI J 17

ISIJ International, Vol. 31 (1991), No, l
Material
Ore POre MOre HOre RAlumina sphere ASintered alumina SAPorous ceramics sphere PCLimestone
Table l. Chemical
T. Fe
68.76
69.30
62.40
57.OO
4.lO
O.55
FeO
27.OO
O.32
0.16O. 15
composition
Si02
l .79
0,13
4.63
5.05
6.92
13.38
54.05
2.20
of materials
CaO
used.
O.ll
O.05
O.09
0.31
6.87
53.77
Al203
o.
o.
2.
92.
84.
27.
o.
39
223917
6558
9730
MgO
O.04
O.05
O.02
0.lO
l .60
l.16
O.46
lg, Ioss
O.44
3.34
l0.27
O.60
41.50
experiments are listed in Table l. Mand H arehematite ores from Brazil and Australia, respectively.
Ris limonite ore and P is magnetically separated ore.Dense alumina spheres A, sintered alumina SAandporous ceramic spheres PCwere used as psudo oresfor the comparisons with the iron ores.
Taking account of a normal size distributionl2) re-ported for the adhering layers of granules in the rawmixtures, the particle size of materials used for thetablets and the adhering layers of the model granules
prepared in the present experiments was set less than0.25 mm. Size distribution of such fine materials is
listed in Table 2.
Table 3showsapparent density and porosity, mea-sured using a mercury intrusion porosimetry, of thematerials used as core particles of the modelgranules.
Their particle size was in the range between 1.68 and2.00 mm. The measurementswere made for thematerials after calcination at I OOO'Cfor 10 min ex-cept R' because the high temperature characteristics
of the ores are important for this study. R' which
was ore R calcined at 1350'C for 10 min was also
used in order to examine the effect of the calcining
temperature. Ore Mis denser than the other ores.
The ore R' becamedenser by 5.7 o/o in porosity dueto the calcination at 1350'C comparing to that cal-
cined at I OOO'C(ore R). This suggests that thedensification of the ore occurs moreat the higher tem-perature.8)
Fig. I showspore size distribution of the materials.
Comparingores RandHwhich have similar porosity,
~has more large pores greater than 0.01 mm. Morethan 90 o/o of the pores of SA are the large poresgreater than 0.01 mm. Ore R' has less pores, smaller
than 0.01 mm,than ore R, whilst there is no signifi-
cant difference on the pores greater than 0.01 mm.
3. SamplePreparation
3. 1. Tablet
Ores M. Hand Rand limestone were crushed tothe size less than 0.25 mm. Ore P was used as-re-ceived because all the particles were less than 0.25
mm. Theseores and limestone were well mixed andweighed out by 0.98 g each. Then, the mixtures
were pressed in the steel cylinder of 9.3 mminside
diameter with the compressive pressure of 290 MPa.The resultant height of the tablets was approximate-ly 5mm. CaOconcentratlon of the tablets werechangedfrom 5 to 45 masso/o'
Table 2.
Screen size
Size distribution
the tablets andmodel granules.
(mm)
Ore M(mass o/o)
Ore R (mass o/o)
ore H (mass o/o)
Ore P (mass o/o)
Limestone (mass o/o)
o)~(
Q,
o~oooe'
E::
o>
Table 3.
-o.
of
the
044 -o.
77.354
. 247
. 970
. 273
. 5
fine materials usedadhering layers of
074 -o.
13.3
23. 8
25.825
. Ol0.2
l05
3,24.34,92,54.1
-o.
forthe
149 -O4.7
l0.911.3
2.08.1
.250
l,5
6.8lO, l0.34,l
Apparent density and porosity of materials
used as core particles of model granules.
Material
Ore MOre HOre ROre R/ *
Alumina sphere ASintered alumina SAPorous ceramic sphere PC
* Calcined ore R at
Apparent density(kglm3)
l 350'C for
4290
3220
3060
2860
3330
2860
l 520
10 min
Porosity(o/o)
8.31
20. 7l
21 .62
l4.90
0.91
13.42
21.54
R- POrosity : 21.6010
R~__ ,1 14.go/o
III l
- I 11 II
PC 21'5 olo
la
8
6
4
2oo
8
6
4
2o
IO
8
6
4
2c
H 20.7'/- SA 13.4 '/.
M 8. 31olo A 0.9 1'lo
-20 -1,4 -OS -0,2 04 lO l~ 22 -2~ -1,4 -0,8 -O.Z 0.4 1O i6 22lO l~ 22 -2~ -1,4 -o 8 -oZ 0.4 lO i6 22
log D (lJm)Fig. l. Pore size distribution ofmaterials used as core par-
ticles of modelgranules,
3.2. Model Granule
The core particles were the size between I,68 and2.00 mm. Fine mixture of iron ores and limestone
18

rslJ International, Vol. 31 (1991), No, l
whoseparticle size were less then 0.25 mmwasgranu-lated as adhering layers on the core particles. Thegrranules having size between 2.32 and 2.84 mmweresubjectecl to sintering experiments. The fine ore used
was normally ore M, but ores Hand R were also
used for a few types of model granules. CaOcon-centration of the adhering layers was varied as 4levels, 10, 15, 20 and 30 masso/o' Mass ratio of the
cores to the adhering fines was in the range between0.7 and 0.9.
TheCaOconcentration of the tablets and gra,nules,
expressed in this paper, is the converted value onthe basis after calcination. The tablets and modelgranules were submitted to the sintering experimentsin order to examine the relative fluidity of flne mix-tures in high temperatures and strength of the sintered
granules, respectively. The relative fluidity waseval-
uated measuring the projection area, A1" of the speci-
menin the vertical direction to the disk surface. Thestrength of the sintered model granules was evaluated
by a "shatter " method. The detai]s of the ex-perimental procedure were reported in a prevlouspaper.7)
4. Results andDiscussion
4.1. Factors Influencing ihe Relative Fluidity ofFine Mix-tures in High Temperatures
Limestone is a major fluxing material of the sin-
tering process of iron ores. Therefore, the effects of
CaOconcentration was first examined. The results
of the Ap measurementsfor the tablets madefrom the
mixtures of fine ore Mand limestone are shown in
Flg. 2. CaOconcentration of the tablet waschant:)cred
as 5 Ievels between 5 and 30 masso/o' A2' decreased
once with increasing holding temperature due to
shrinkage and then increased because of the flow ofthe materials due to melt formation. The tempera-ture, at which A1' started to increase, Iowered and the
slope of A1' rose with increasing CaOconcentration.
Theexperiments that the holding temperature wasfixed to 1220'C were conducted so as to see further
the effect of CaOconcentration (see Fig. 3). Thefine ores used were P, M, Hand R. CaOconcen-tration of the tablets waschangedfrom 5to 45 masso/o'
The curve of A1' for each tablet has a peak at about30 mass~/0 CaO. A for ta-blets P is lar~ger than the
!'
other tablets in the range between 20 and 40 masso/o
CaO. Especially, the value at the peak is more thantwo times of A,, for the other tablets. As fbr thetablets except P, it is found that whenCaOconcen-tration at the peak is hit)crher, the value of the peak is
smaller.
The results were examined referring to phase dia-
t)crrams and chemical composition of the tablets. Mand Hare hematite ores and Rcan be also regardedto be a hematite ores in the present study since ccnTl-
bined water decomposesat lower temperature thanthe experlmental temperatures. Fig. 4showsthb= par-tial phase diagram of CaO-Fe203-Si02 system.9)
The three dotted lines dravVn in the figure indicate
the possible chemical composition of' the tablets pre-pared using ores M, H and R and the limestone.
The differences among them are ong'inatecl fromthose of Si02 content in the ores.
As for tablet M, the liquidus temperature lowerswith an increase in CaOconcentration up to about21 masso/o' In other words, when the tablets are
350
i~E~E~ 300
ci~ 250
~ 200
c.. 150
oLCL 100
50
P eh/1
--- o---H ---
J~442
R CI
~_ _ _ ~.__-~qf
-~•-'
Hold fngtemperature :
1220 'C
o~t---
170
EE 150
130
."~110
=.
~ 90
~70
50
CaOmasso/o
5-c]-10 ----o ----15 e20 - --- A ----
30- o -
~~~:I~-_eA~__lo'~~~.
~A!'
9'
~0--C;
A.l
o.~5
.~i
llO
p'
11oo
p
L~,,fl4,1
c "\ ,~
,dlh. ~.
*~)*~
Fig. 3.
Fig. 2.
O iO 40 5020 30
CaO {mass~)
Changein the projection arca with CaOconcentra-tion of tablets prcparecl using mixtures ol' rlne iron
ores and limestone.
20 -r:oo
Hema-\i~G tite
.\~;~'e,
t~:~~~~
CS(;eF~ 30~S~)~)
f'5~~;h~~~
C2F_____
20
1150 1200 1250 1300 1350 1400
Holding temperature CTh)('C)
Relationship betwcen the projection area and the
holding temperature for the tablets prepared using
the mixtures of fine iron ore Mand limestone.
ko
Magne- V1tite ~)
~;i~
10 ~2~~li~
_~i_ ol
-- -H
M~O
60
Fig. 4.
70 CF 9Cl80 CF2Fe203{mclsso/o)
Possible chemical composition of thc tablets M, Hand Rshownon the pha,se diagram of CaO-Fe20sSi02 system.
19

ISIJ International, Vol. 31 (1991), No. l
held at a certain temperature, e.g., 1200'C, the ratio
of solid to liquid decreases with increasing CaOcon-centration. Since the decrease in the ratio of' solid
phase causes an increase in fluidity, it can be assumedthat the fluidity of the mixture is larger when its
liquidus temperature is lower. Contrary, the liquidus
tempera,ture of the tablet Mrises whenCaOconcen-tration is more than 21 masso/o' The liquidus tem-peratures are about 1220'C and more than 1300'CwhenCaOconcentrations are 20 and 30 masso/o' re-spectively. Therefore, the fluidity of the tablet hav-ing 20 masso/o CaOis likely to be greater than that
having 30 masso/o CaOat the sametemperature.However, Fig. 2shows the opposite result to this.
The detail of the reason for this is still not clear,
although a constituent segregation in the tablets maybe one of the reasons, which is explained as follows:
The particle size range of ores and limestone used is
less than 0.25 mm. This meansthat there is such asegregation whose magnitude is never greater than0.25 mm. It can be supposed that the segregationdid not disappear, at least, in the earlier stage of thesintering. This appears to be a reason that CaOconcentration at the peak of the relative fluidity shifts
from that corresponding to the minimumliquidus
temperature due to mutual interaction of liquids (or
semi-molten materials) having different chemical com-positions and hence different fluidity. Such a shift
maybe toward the higher CaOconcentration.
CaOconcentrations corresponding to the lowestliquidus temperatures for the tablets are 21 masso/ofor M, 24 masso/o for Hand 25 masso/o for R (see
Fig. 4). Thus, CaOconcentration of the lowestliquidus temperature increases with increasing Si02content in the ores. This phenomenonagain coin-
cides with the trend of differences of CaOconcen-tration at the peaks of the relative fluidity for the ores(see Fig. 3). However, the peak of the relative flu-
idity is located at higher CaOconcentrations thanthat corresponding to the lowest liquidus temperatureby 5or 6masso/o for every kind of ore.
Fig. 5 shows the partial phase diagram of CaO-FeO-Fe203system.ro) The dotted line drawn in thefigure indicates the possible chemical composition for
the mixtures of ore Pand the limestone. It can beassumedfrom the figure that the fluidity of tablet Pincreases with increasing CaOconcentration until 22masso/o and then decreases. The magnetite ore Pwill be oxidized during the sintering experimentssince they were conducted in air. The change ofcomposition due to the oxidation can be approxi-mated by a parallel shift of the dotted line to theFe203 direction. Even in this case, there does notseem to be qualitatively a significant difference be-
cause the region showing a low liquidus temperaturelies in parallel to the FeO-Fe203axis. TheCaOcon-centration corresponding to the minimumliquidus
temperature on the dotted line is approximately 22masso/o' This value is greater, by about 8masso/o'
than that at the peak of the relative fluidity for the
ore P (see Fig. 3). It is interesting that such a phe-
nomenonis similar to those observed for ores M, H
FeO (mass'/.)50 3040 20 lO
t/~ P
050
1l1
40
~OoL I~Oo
L
1
Q30(:tO
l:~:Q
20Qli•LQ
'J
IO
\t MAGNETITE
5o 70 O60 80 10090Fe203 (mass'/.)
Fig. 5. Possible chemical composition of the tablet Pshownon the phase diagram of CaOFeO-Fe203system.
and R.
4.2. The Influence of Chemical Composition of the Adher-ing Layers and ll'ind of Core Particles on the Strength
of the Sintered Model Granules
The strength of sintered model granules was mea-sured by a " shatter " method.7) The granules weredropped twice onto a steel plate 10 mmthick fromthe height of 2m. Then, the masspercentage of theparticles having size larger than 4.76 mmwas thendetermined as an index of strength and is namedcoalescence index, CI, in this paper.
Fig. 6 shows the results for various types of the
model granules prepared using the core particles
shown in Table 2 and fine mixtures of ore Mandlimestone. The relationship between CI and hold-
ing (or sintering) temperature was shown in thefigure arranged by CaOconcentration of the adher-ing layers. The strength of each granules increasedwith rising holding temperature and increasing CaOconcentration in the adhering layer. There is a trendthat the granules consisting of denser core particles
such as A and Mhave higher strength while porouscore particles such as SA, H and R show lowerstrength. Contrastively, the strength of granules R'is comparable to those of A and Min spite of its
relatively high porosity.
Suchan order of the strength for the used types ofthe model granules was almost stable independent of
CaOconcentration in the adhering layers in the pres-
ent conditions. However, the behavior of PCwaspeculiar. Its strength was lowest when CaOcon-centration of the adhering layers wasnot greater than15 masso/o' while a relative increase in the strength
was observed for 20 masso/o CaO. PCitself starts to
soften at 1220'C and contains muchmore Si02 thanthe other used core particles. Such characteristics
appear to be a reason for the peculiar behavior of
PC. The results obtained at the holding temperatureof 1220'C were arranged in Fig. 7so as to clarify theeffect of CaOconcentration in the a.dhering layers onthe strength ofsintered granules. CI rapidly increased
with increasing CaOconcentration up to 20 masso/o
for every type of granules. However, CI for granules
A and M, which had denser core particles, did not
20

ISIJ International, Vol 31 (1991), No. l
lOo
~~~,90 core partide ~~~~l80 N-o- ~~l;~1"II70 H~
ASA
20(a] 10mQsso/oCaO (b] 15mass%CQOlO
OiOO
go
Bo.
1O50
I50
40
30
20ie) 20masso/oCaO (d) 30masso/oCaOio
oi i50 i300iaoo il50 i200 i250i250i200
lOO
i i50
Fig. 6.
i200 iaoo i 150 i300i200 i250i250
Holding tompcraturo ITh] ('c]
Changein the coalescence index with the holding temperature for
the several types of modelgranules.
change significantly between 20 and 30 masso/o CaO.
4.3. The Relaiion bet~)een the Relative Fluidity of the
Adhering Layers of Model Granules and TheirStrength after Sintering
It wasobtained that the relative fluidity, A2" of theflne mixture increased with increasing CaOconcen-tration (see Fig. 3) and the strength of sintered
granules also increased (see Fig. 7). Therefore, it canbe assumedthat there is a relation between the rela-
tive fluidity of the adhering layers and the strength ofthe sintered granules. Fig. 8 shows the relationship
betweenA2' for the flne mixtures used as the adheringlayers of the model granules and CI for the sinteredgTranules. These are mainly the results for the gran-ules whoseadhering layers consisted of the fine ore
Mand limestone. However, in the case that the
cores were A, the ore Mwasoccasionally replaced byflne ore Hor R. There was no difference in the ob-tained values of A1' due to the replacement of the fine
ore. Fair linear correlations were found betweenAf'and CI and the correlation coefficient was more than0.8 for every type of model granules. Such correla-tions were valid through CI of about 90 mass~/o andCI did not vary significantly above this value. Theslopes of the lines were almost the sameand the value
was in the range between 0.6 and 0.67, when the
cores were the iron ores. Whenthe cores were thepseudo ores, however, the average of the slopes was0.78. A reason for this difference maybe the differ-
ence of chemical composition of core particles, butcould not be clarified in the present study. It wasassumedin the subsequent analysis that the slope,i.e., the effect of the relative fluidity, A1" of the ad-hering layers on the strength of the sintered granules,CI, is samefor every type of the granules.
4.4. Dom,inant Factors Governing the Strength of the ModelGranules after Siniering
Therelative fluidity of the adhering materials is one
~t~u,
I~
CJ
c:
u,
o
iOO
90
BO
70
GO
50
40
30
20
iO
O
Temperclture1220'c
/!///r'
!1
/l ,
///
Dl// Jaf/
I' ll
Q //
//////
/
O,/
/l,/
l!D
Core particie
A -----.-----
M-o-SA -----1-----
R-pc ---.-A.----
Fig. 7,
O iO 20 30 40
CaO [massX]
Change in the coalescence index for
model granules with CaOconcentrationof' the adhering layers of the granules,
iOO
go
80
70~~u' En'o uuE
- 50
ux dO
E:
V iOO
fo go.
BO
70
GO
50
40
M:H:R:
CI (olo) = 38.4 +O.60APCI (o/o) = 23 ,2 + 0.67APCI fo/o) = 14.4 + a.65AP
(r= 0.81 )(r= 0.87)
(r= 0~1)
DD
oo
oo
O(O
~
D
o
o o,1
oD
DD
Core pqrticle
M-o-H-R-D-
A:CI(o/o)=19.1 t O.86APSA: CI (olo)= I.54 ~ 0.89APPC:CI (o/e)=-5.71' 0.74Ap
(r= 0.86)
(r= 0.9 2)
(r= 0.94)
,,
'eeee'e e~///I
' e I:!1':/11e 1
11
111lll II'
Corepartcle
A-e-SA-1-PC-(-
Fig. 8.
50 50 70 BO 90 iOO i iO i20
Projection arEa [Apl imm2]
Relationship between the projection area of the ad-hering layers of granules and the coalescence indexof the sintered granules.
of the factors influencing the strength of the sinteredgranules (see Fig. 8). Thedifference ofCI amongthe
types of granules at arbitrary A1' suggests that there
are other lactors governingr the strength. Since thegranules consisting of denser core particles tended tohave higher CI, porosity of the core is likely a factor.
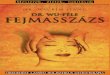
Fig. 9shows the aspects of the model granules A, Mand R after sintering at 1240'C, whose adheringlayers contained 15 masso/o CaO. It can be seen that
21

ISIJ International, Vol. 31 (1991). No. l
sufrircient liquid lbrmed and i)onded the t)o'ranules for
A and M, while, on the bo'ranules ll), unevennesswasremaincd on the surlace of the granules and their
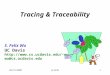
bondings were still insufrilcient. Fi~)o'. 10 is a micro-scopic view ol' a cross section oi' each sintered granules.
The boLmdary betwecn the core particles and the
Fig.
A
l Omm,~J'
9. Appcarancc of granulcs, whose cores are aluminasphcres A, hematite ore Mand limonitc ore Randaclhcring laycrs contained 15 masso/(r CaO,after sin-
tering at 12400C.
f~"~:}J ' ' -~~*~,~.
+ ,~ ;,\*
v '•.
Fig.
O.5,mfh
10. Microscopic photographs of cross-sectional viewsof the sintered granules shownin Fig. 9.
formed liquid wasclear for the granules AandM, andthe liquid acts as the bonding matrix amongthe coreparticles. As for granule R, however, the boundarywas not clear and the very porous texture formed atthe center parts of granules where a core particleexisted. Further, the shape of the granules remainedunchangedand the contact (bonding) area betweengranules was quite small. This seemedto result in
the relatively lower strength obtained for the granulesR. Although the details of this phenomenawere notexamined in the present study, it can be assumedas
a reason that an effective amount of the liquid de-
creases due to the penetration into the pores of the
core and the fluidity of the liquid is relatively loweredby the fusion of the core into the liquid because the
contact area between cores and liquids is larger for
the ore R.Ores Hand Rhave a similar porosity (see Table
2), but the difference of CI between the grranules Hand Rwas more than 10 o/o' There is a differenceof the pore size distributions betweenthe two ores andore R has more pores being larger than 0.01 mm(see Fig. I ). The sintered granule R' has higherstrength similar to A and M(see Figr, 6(b)) despiteporosity and pore size distribution of the ore R' is
muchdifferent from those of Aand M. Ore R' hadbeen calcined) therefore, no decomposition of com-bined water occurred during sintering of the granuleR'.
In this way, several factors which likely determinethe strength of granules after sintering can be pointedout. A Iinear regression analysis was carried out for
the strength using various parameters including suchfactors. The following equation was obtained as anappropriate result;
CI = 30.5 -~0.726Ar'~ I . 17Pl ~I .231...
.(1)g .*...
where, Pl (volo/o) : the porosity corresponding to the
pores being larger than 0.01 mmlg (masso/o) : Ioss on ignition of core particle.
A correlation coefficient of 0.90 was obtained com-paring the CI calculated by Eq. (1) with that ob-tained by the experiments (see Fig. I I). Thegranule
PCcould not be arranged in the similar way. It
maybe because property of PCas core particles was
iOO
90:~(.'
ul BOul
OE 70
O_ 50
1:,Q'* 50::,
u,oa, 40
~:30
2020 30 40 50 BO 70 BO 90 iOO
Calculated [CI] (masso/Q)
Fig. 11. Comparisonbetweencalculated andmeasuredcoa-lescence indices for the several types of modelgranules sintered under various conditions.
22

ISIJ International, Vol. 31 (1991), No. l
significantly changed during' sintering due to theself-softening.
The regression coefficient of lg is considerably large
in Eq. (1) in terms of' the effective value for CI. Ig
mayalmost originate in decomposition of combinedwater of core particles. If the formed steam due tothe decomposition remained as bubbles in the liquid
formed around core particles, it would increase in the(structural) viscosity of the liquid and decrease in the
strength of the sintered granules. The decomposi-tion of combined water normally finishes prior to
500'C and liquid ibrmation occurs above 1200'C.Hence, if the inside temperature of a granules is
homogeneous,the decrease in the strength due to the
above mechanismwill not happen. It can happen,however, if a certain temperature distribution wouldbe bcriven by an adiabatic condition and endothermicreactions in the granule and so forth. In order to
confirm this, it is necessary to analyze further thethermal condition in the granule considering heat-
and masstransfer and reactions. In addition, recrys-tallization of limonite ores has been observedll) at
over 1200'C and such a phenomenonmayalso affect
the strength. These will be a further subject of this
study.
5. Conclusions
The sintering experiments were conducted usingthe tablets and model granules in order to obtainfundamental information for the granule design ol'
raw mixtures of the iron ore sintering process, ibcusing
on the strength of sintered granules. The results ob-tained were summarizedas fol]ows :
(1) The relative fluidity of the flne mixtures athigh temperatures can be qualitatively estimated con-sidering liquidus temperature shownin an appropriatephase diagram which correspond to the compositionof' main components. However, CaOconcentration
at the peak of the measured relative fluidity wasseveral mass par cents higher than that estimated
from the phase diagram ibr every used iron ores.(2) A fair linear relation was obtained between
the relative fluidity oi' the adhering layers oi' modelgranules and the strength of the sintered modelgran-ules for each type of granules. Thedifferences amongthe slopes of the relations for the used granule types
were not large, therefore, the slope was likely inde-
pendent on the kind of core particles.
(3) The dominant factors governing the strengthof the model granules after sintering were pointed outby the results of a linear regression analysis ibr themeasuredstrength of sintered granules. Fraction ofthe pores being larger than 0.01 mmand loss onignitions are the estimated factors on the core parti-cles.
1)
2)
3)
4)
5)
6)
7)
8)
9)
lO)
ll)
12)
REFERENCESE Kasal J Yagl and Y Omori: 4th Int. Symp.Agglom-eration, ed. by C. E. Capes. Book Crafters Inc., Chelsea,(1985), 777.
T. Haga, A. Oshio, H. Fukuda, H. Yoshimoto and M.Kagawa: Tetsu-to~Hagand, 70 (1984), S17.
M. Omizu, S. Umezu.Y. Sensui, J. Kodamaand Y. Hida:Tetsu-lo-Hagand, 71 (1985), S794.T. Kawaguchi, K. Kuriyama, S. Sato and K. Takata:Tetsu-to-Hagand, 73 (1987), 1924.
N. Sakamoto, H. Noda, Y. Iwata, H. Saito and T. Miya-shita : Trans. Iron Steel Inst. Jpn., 28 (1988), 619.
H. Ono, K. Iida, N. Kusakabe, C. Usui and Y. Hida:CAMP-ISIJ, I (1988), 1057.
S. Wu,E. Kasai and Y. Omori: Proc. of the 6th Int. Ironand Steel Congress, ed. by ISIJ, ISIJ, Tokyo, (1990), 15.
J. Okazaki, Y. Hida and N. Kasai: CAMP-ISIJ, 2(1989),
966.
B. Phillips and A. Muan: J. Am. Cerara. Soc., 42 (1959),
413.
Y. Takeda, S. Nakazawaand A. Yazawa: J. Min. Metall.
Inst. Jpn., 97 (1981), 473.
Y. Hida, K. Ito, J. Okazaki, M. Sasaki and Y. Umezu:Tetsu-to-Hagani, 68 (1982), 2166.
T. Furui, M. Kawazu, K. Sugawara, T. Fujihara, M.Kagawa, A. Sawamuraand S. Uno: Seiletsu h'enk~yu,
(1976), No. 288, 9.
23