Embed Size (px)
Citation preview

Medpodjetniški izobraževalni center Velenje
1
Procesi spajanja
Te aj varjenja 1č
Jože Hrovat dipl.ing

Medpodjetniški izobraževalni center Velenje
2
Pomembnost spajanja
Široka uporaba v proizvodnji� Veliko število uporabnikov� Stroški so proporcionalni na inu proizvodnječ� Tveganje in stroški napa nih spojev so zelo velikič
Obsežna znanost

Medpodjetniški izobraževalni center Velenje
3
Metode spajanja
Mehani ne metode (rastavljive zveze)č� Vija enje,kovi enje,…. č č
Lotanje in spajkanje (nerastavljive zveze)� Osnovni material se ne pretali � Nizke temperature
Varjenje (nerastavljive zveze)

Medpodjetniški izobraževalni center Velenje
4
Pojem varjenja
Varjenje je spajanje dveh ali ve enakih ali črazli nih materialov materialov s pomo jo č čtaljenja ali pritiska, s dodajnim ali brez dodajnega materiala.Na ta na in se pridobi čhomogen zvarni spoj (zvarni spoj brez napak z ustreznimi mehanskimi in ostalimi lastnostmi.
Zveza je nerastavljiva
Medpodjetniški izobraževalni center Velenje
5
Trendi varjenja Uporaba moderne opreme za varjenje( invertorji,
impulzno varjenje,naprave,avtomatizacija in robotizacija varjenja,….
Visoka ponovljivost Moderne metode za kontrolo zvarov (metode s ali
brez porušitve) Uporaba modernih materialov, ki zagotovijo lažje in
trdnejše konstrukcije Ekonomi nostč

Medpodjetniški izobraževalni center Velenje
6
Sorodni procesi
Lotanje (trdo in mehko) Metalizacija Toplotno rezanje
� Plamensko, plazma, laser

Medpodjetniški izobraževalni center Velenje
7
Osnovne skupine varjenja
Varjenje s taljenjem Varjenje s pritiskom

Medpodjetniški izobraževalni center Velenje
8
Energija potrebna za varjenjeRazne obl.energ.
Difuzijsko varjenje
Plamenskovarjenje
Alumino-termi no čvarjenje
Mehanska energ.Elektri na energijačKemijska energija
El.oblo no čvarjenje
El. Uporovno var.
Kovaško var.
Varjenje z zakritimoblokom
Varjenje z elektro-nskim snopom
Varjenje s plazmo
Varjenje v zaš itni čatmosferi
Livarsko varjenje
Varjenje z laserjem
Vro zrakč
Torno var.
Varjenje z ultrazvokom
Eksplozijsko varjenje
Varjenje s stiskanjem

Medpodjetniški izobraževalni center Velenje
9
Elektri ni oblokč Oblok je vzpostavljen med
dvema elektrodama v zaš iti čplina
� 10 do 2000 As in 10 do 500V
Snop ioniziranega plina je visoke temperature
Velika kineti na energija se čob udarcu na obdelovanec spremeni v toploto, ki je dovolj visoka, da tali osnovni material
+
- Katoda - pol
Anoda + pol
oblok temperatura
4000-6000oC

Medpodjetniški izobraževalni center Velenje
10
Elementi zvarnega spoja s postopkom varjenja so: Obmo je taljenjač Obmo je toplotno vplivanega podro ja TVPč č
Vsako od navedenih obmo ij se sestoji iz ve podro ij. č č če pride do slabih rezultatov, smo v enem od podro ij Č č
zvarnega spoja, lahko to ima za posledico porušitev zveze (veriga je toliko mo na, kolikor je mo an njen č čnajšibkejši len ).čPri ve ini materialov prihaja pri postopku varjenja s čtaljenjem do velikih strukturnih transformacij , obstajajo pa materiali, ki jih ta transformacija ne prizadene (Aluminij, feritna jekla).

Medpodjetniški izobraževalni center Velenje
11
Energija v obloku
Q = 0.06EI
v
Q = energija obloka kJ/mmE = tok ampsI = napetost Vv = hitrost pomika mm/min
Nizki vnos energije• mala prevaritev• nepopolno taljenje• visoka hitrost ohlajanja• nezaželene fazne transformacije• vodikove razpoke
Visok vnos energije• mo na prevaritevč• po asno ohlajanječ• hitro strjevanje, velika možnost razpok• nižja žilavost in raztezek• možnost nezaželenih u inkovč (korozija)

Medpodjetniški izobraževalni center Velenje
12
Elektro oblo ni procesič
REO – ro no elektro oblo no varjenječ č
EPP – varjenje pod praškom TIG - gas tungsten arc welding (GTAV) MIG, MAG - gas-metal arc welding (GMAW)

Medpodjetniški izobraževalni center Velenje
13
Ro no elektro oblo no varjenječ č
REO

Medpodjetniški izobraževalni center Velenje
14
vodnik
+
-
vodnik
Izvor energije(trafo)
Osnovni material
Reo proces (Ro no elektro oblo no)č č
Obložena elektroda
stržen
Talina
Žlindra
var

Medpodjetniški izobraževalni center Velenje
15
Minimalna strojna oprema
Izvor energije (ac, dc generator ali transformator ) Držalo elektrod in vodniki
� Za prenos energije do 300 amps
Toplotni š it z zaš itnim steklomč č
Posebno kladivo za odstranjevanje žlindre Rokavice, ki zaš itijo roke varilcač
Medpodjetniški izobraževalni center Velenje
16
Uporabnost
REO postopek ima široko podro je uporabe čpri proizvodnem varjenju, navarjanju in reparaturnem varjenju ve ine metalnih čmaterialov. Toda zaradi ekonomi nosti (male čhitrosti varjenja - orientacijsko od 1,5 do 2 kg/depozita na uro) ga uporabljamo za krajše zvare, obi ajno do debeline do 20 mm pri čsoležnih in kotnih zvarih.

Medpodjetniški izobraževalni center Velenje
17
oplaš ene elektrodeč Najpogostejše Izdelana je iz žice in enakomerno
nanešene mineralne obloge. Iz žice in mineralne obloge med
varjenjem nastajajo procesi, ki omogo ajo nastanek ustreznega čvara.
Delimo jih na:� stopnjo legiranja vara
(malo,srednje in mo no legirane)č� debelino plaš a (tanko, srednje in č
debelo oplaš ene)č

Medpodjetniški izobraževalni center Velenje
18
Lastnosti elektrodnega plaš ač
Š iti raztaljeno kovino pred žlindro, kisikom..č
Omogo a varjenje z istosmernim tokomč
Izboljša izolacijo, vžiganje, stabilnejši oblok Vpliv na obliko kapljic in hitrost odtaljevanja Oblikuje teme zvara Upo asni ohlajanje talineč

Medpodjetniški izobraževalni center Velenje
19
Delitev glede na kemijsko sestavo
A-kisle (Fe,Mn,Si) B-bazi ne (veliko Ca)č
C-celulozne (gorljive snovi) O-oksidativne (Fe in Mg oksid) R-rutilne( kremen in Ti dioksid) V-elektrode, ki imajo poseben plašč

Medpodjetniški izobraževalni center Velenje
20
Elektrode za C-Mn jekla
E4110, E4111 - celulozna� Za prisilne lege
E4112, E4113 - rutilna� Enostavno varjenje, za splošno uporabo
E4824 – z železovim prahom (rutile)� Za visoko produktivno varjenjee
E4816, E4818, E4828 – Bazi na nizka čvsebnost vodika
� Visoka žilavost,mala možnost razpok

Medpodjetniški izobraževalni center Velenje
Klasifikacija elektrod EN 499- 95
Kemi na sestava)č(Mn,Mo,Ni)
Žilavost CharpyMin 47JPri temperaturi v
Vsebnost vodika v zvaru H5-H15
E 46 3 1Ni B 5 4 H5Trdnost N/mm2 Oznake:35, 38, 42, 46, 50 Pozicije varjenje
1, 2, 3, 4, 5
Vrsta toka in izkoristek %1, 2, 3,4, 5, 6, 7,8
Oznaka-tip plaščaA-kiselB-bazičenC celulozniR-rutilni+RR; RC;RA;RB

Medpodjetniški izobraževalni center Velenje
22
Prednosti REO
Zelo široka splošna uporaba: � Doma a uporaba pri lahkih konstrukcijahč� Težke konstrukcije, delavnice in gradbiš ač� Visoka integriteta (nuklearni reaktorji, tla ne č
posode)
Idealno za razmere, kjer je dostop varilnega mesta otežen, gradbiš a, znotraj plovil, čpodvodno varjenje
Zelo široka pokritost z dodajnim materialom

Medpodjetniški izobraževalni center Velenje
23
Slabosti REO
Nizka produktivnost� Nizke mo ič� Nekontinuirana uporaba (menjava elektrod)
Visoka stopnja vodika v plaš u elektrodč
Nevarno delo� Možnost poškodb zaradi el. napetosti

Medpodjetniški izobraževalni center Velenje
24
Oblo no varjenje pod praškomč
EPP
Medpodjetniški izobraževalni center Velenje
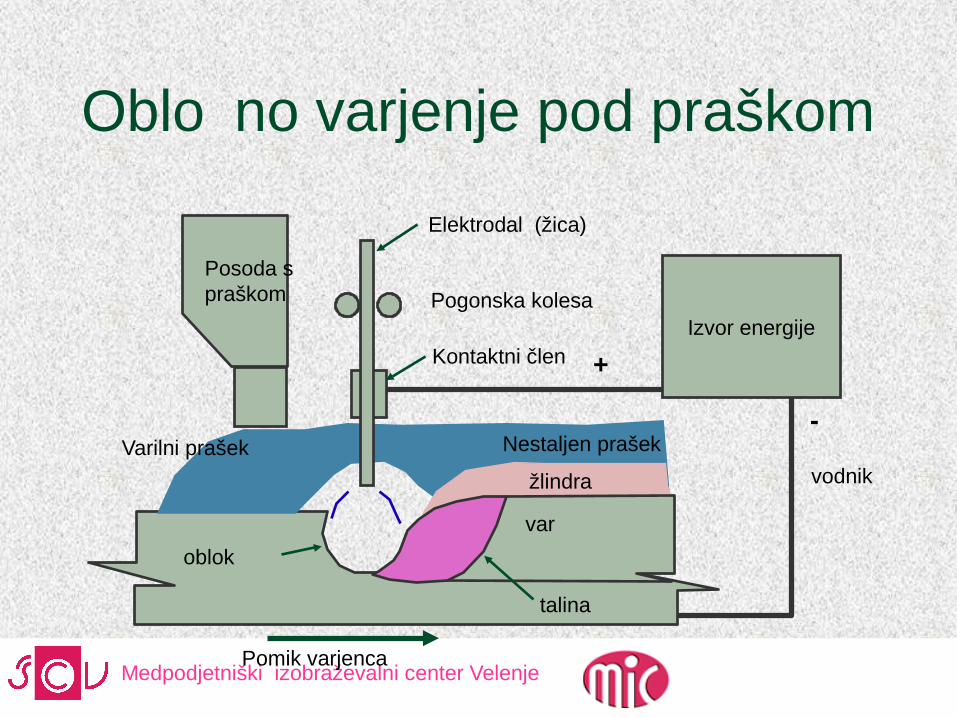
Izvor energije
vodnik
-
+
Oblo no varjenje pod praškomč
Pomik varjenca
Varilni prašek
Posoda spraškom
Nestaljen prašek
Elektrodal (žica)
Pogonska kolesa
Kontaktni člen
žlindra
var
talina
oblok

Medpodjetniški izobraževalni center Velenje
Zna ilnisti varjenja pod praškomč
Visoka produktivnost� 2 do 10 kg/uro� Ve kot 2m/minč
Okorne,drage in težke naprave
Samo ravno in pre no čvodenje
Primerno za debeline 6 mm in ve č
Primerno za varjenje fero materialov

Medpodjetniški izobraževalni center Velenje
27
Naprave
Izvor energije Varilna glava in kontrolna
ploš ač Vodila Posoda z praškom Podnožna konstrukcija

Medpodjetniški izobraževalni center Velenje
28
Dodajni materiali
Neoplaš ena žicač Zaš itni prašekč
� Aglomerirani, sintrani, taljeni� Kemijska sestava� Kisli (primerni za varjenje z visokimi tokovi, enostavni za uporabo)
� Bazi ni ( dolegirajo zvar, zagotovijo odli ne mehanske lastnosti č čzvara)
� Osnovna surovina vseh praškov je (kremen, manganova ruda, kalcit, magnezit, dolonit, glinica in jadovec
� namembnost� Praški za visoke jakosti varilnega toka (600-5000A) za hitra varjenja
tankih plo evinč

Medpodjetniški izobraževalni center Velenje
Uporabnost
Ravni robovi Nizki stroški
predpriprave zvarnega mesta
Visoke delovne hitrosti Maximalna debelina
� 16 mm en prehod, 20 mm dva prehoda
Enojni prehod začasno podprto
Dvojni prehod

Medpodjetniški izobraževalni center Velenje
30
Varjenje debelih materialov
En ali ve prehodovčV ali U predpripravaNizke mo i tokačNeomejena debelinaOdli en zvarni spojč
kot60˚
1.5mm max
6mm

Medpodjetniški izobraževalni center Velenje
31
Uporaba EPP Varjenje v vodoravnem položaju Varjenje debelejših materialov Za ve je dolžineč
Za dosego odli nih mehanskih lastnosti čzvarov
Za varjenje bakra Za lepe zvare Možna je avtomatizacija

Medpodjetniški izobraževalni center Velenje
32
VARJENJE V ZAŠ ITNI ČATMOSFERI
Gas metal arc welding (MAG;MIG)Gas tungsten arc welding (TIG)

Medpodjetniški izobraževalni center Velenje
33
TIG Oblo no varjenječ
Alternativni naziv - GTAW,TIG (Tungsten Inert Gas), Argonarc
Oblok gori med elektrodo iz volframa in varjencem v zaš itni atmosferi činertnega plina
Varjenje poteka brez dodajnega materiala ali pa dodajamo material v obliki gole varilne žice

Medpodjetniški izobraževalni center Velenje
TIG postopek
Usmerjevalnik plina
gorilnik
Plinska leča(opcija)
Inertniplin
Izvor energije
Vodnik (-)
Vodnik (+)
Dodajni material
oblok
Var
Talina
Hlajenje
Volframovaelektroda

Medpodjetniški izobraževalni center Velenje
35
Prednosti procesa TIG
Velika koncentracija energije obloka Primerna hitrost varjenja Majhna deformacija osnovnega materiala Uspešno varjenje tankih plo evinč
Kontrolirano vodenje obloka Nobenih škodljivih ostankov na varjencu Lep videz zvara Med varjenjem ni brizganja

Medpodjetniški izobraževalni center Velenje
36
Slabosti procesa TIG
Varilne naprave so dražje Težji transport naprav Pri varjenju kaljivih jekel je nevarnost razpok
ve ja, ker zvar ni zaš iten z žlindroč č
Postopek ni primeren za delo na prostem, ker veter lahko odnaša zaš itni plinč

Medpodjetniški izobraževalni center Velenje
Oprema za TIG varjenje
Izvor varilnega toka Hladilni sistem Jeklenka z zaš itnim č
plinom Gorilnik z razli nimi vodič
Visokofrekven ni vžig in čregulacijski sistem
Elektroda v držalu vpeta v kontaktno pušo

Medpodjetniški izobraževalni center Velenje
38
Zaš itni plinič Argon
� Poceni-pridobivanje iz zraka� Težji od zraka-dobro pokrivanje zvara� Zagotovi isti zvar pri varjenju Al in Mg zlitinč
Helij� Delo z višjimi tokovi� Višja temperatura obloka� Globja penetracija� Hitrejše varjenje
Carbon Dioxid� Visok hladilni u inekč� Poceni� Mo no brizgač� Nima podobnih inertnih karakteristik kot Argon in Helij

Medpodjetniški izobraževalni center Velenje
39
Avtomatsko varjenje cevi po TIG postopku

Medpodjetniški izobraževalni center Velenje
40
VARJENJE V ZAŠ ITNI ČATMOSFERI MIG IN MAG
Gas metal arc welding (MIG, MAG, CO2 welding)

Medpodjetniški izobraževalni center Velenje
41
MIG, MAG postopek
Pri MAG varjenju se elektri ni oblokč
vzpostavi s kratkim stikom- kresanjem med varilno žico in varjencem v atmosferi zaš itnega plina.Po vzpostavitvi obloka sledi č
dodajanje žice za varjenje v elektri ni oblok,ter č
taljenje žice in formiranje zvara.

Medpodjetniški izobraževalni center Velenje
42
Osnovni material Povratni vodnik
+
_
Izvorenergije
MIG, MAG postopek
Gorilnik
var
talina
Pomik žice
Podajalec žice
Za itni čplin

Medpodjetniški izobraževalni center Velenje
43
Oprema za MIG in MAG varjenje
Izvor energije Transportna naprava
� Lahko je integrirana ali samostojna
gorilnik � ro ni(polavtomarski) č� Dobavljivi so avtomatski� Možnost robotizacije

Medpodjetniški izobraževalni center Velenje
44
Prednosti procesa MIG in MAG Razvit je širok spekter dodajnih materialov Nizka cena naprav za varjenje Ustreznost za malo in velikoserijsko
proizvodnjo Možnost varjenja v vseh legah Zadovoljiva hitrost dela (ni menjave elektrode) Možnost avtomatizacije in robotizacije Kvaliteten zvar in dobre mehanske lastnosti

Medpodjetniški izobraževalni center Velenje
45
Slabosti procesa MIG in MAG Kvaliteta je v veliki meri odvisna od veš in č
varilca Velika koncentracija sproš anja plinov pri č
varjenju Mo no svetlobno onesnaževanje okoliceč
Zagotoviti je potrebno dobro ventilacijo Dolgotrajno delo ima lahko posledice na
zdravje varilca






















