Embed Size (px)
Citation preview

Energy Systems and Technology
Prof. Dr.-Ing. B. Epple
Otto-Berndt-Straße 2
64287 Darmstadt / Germany
Phone: +49 6151 16 23002
www.est.tu-darmstadt.de
Freiberg Conference
12-16 June 2016, Cologne, Germany
Improving Response Rates of Acid Gas Absorber
Columns C. Heinze, C. Higman, J. Marasigan, B. Epple

Energy Systems and Technology Prof. Dr.-Ing. B. Epple
Overview
Background/Motivation
Project Scope
Results
Outlook
8th International Freiberg Conference
2

Energy Systems and Technology Prof. Dr.-Ing. B. Epple
Background
Fluctuating renewable sources (wind, solar)
other generating resources must be able to
accommodate
EPRI-Report on IGCC Flexibility
Bottleneck for increased ramp rates is the Acid
Gas Removal (AGR) unit
Hypothesis was developed
8th International Freiberg Conference
3
conventional
solar
wind

Energy Systems and Technology Prof. Dr.-Ing. B. Epple
Main IGCC Components
8th International Freiberg Conference
4
Gasifier Syngas
Cooling
Saturator Gas
Turbine HRSG
Steam
Turbine
Acid Gas
Removal
Sulphur
Recovery
Sulphur or H2SO4
O2
Flue gas
WWT
Waste Water/ Salt
CO Shift
Slag
~
Coal
O2
Coal
Preparation
N2
N2
ASU
CO2
~

Energy Systems and Technology Prof. Dr.-Ing. B. Epple
Functionality of AGR
Configuration of Absorber Column and Rectification Column
Absorber:
Chemical or physical solvent absorbs acid gases (H2S and CO2)
Internals can be random or structured packings or trays
Rectification:
Solvent is regenerated by heating and/or flashing
Details can be more complicated, particularly if selectivity (separation of H2S from CO2) is required.
8th International Freiberg Conference
5
Offgas
Steam or
waste heat
Raw gas
Clean gas
Regenerator Absorber

Energy Systems and Technology Prof. Dr.-Ing. B. Epple
Typical Tray Type Internals
8th International Freiberg Conference
6
Downcomer submerged to avoid
gas bypassing
Hold-up Sieve Tray other tray designs like
valve trays are possible

Energy Systems and Technology Prof. Dr.-Ing. B. Epple
AGR Ramping – Current Experience
Solvent flow ratio controlled from gas flow
(proportional)
Ramp up:
Operators limit ramp up speed; typical limit is < 3 %/min
From experience faster ramps lead to sulfur-
breakthrough
Sulfur-breakthrough even occurs with solvent flow kept
at 100%
Ramp down:
Experience with very fast ramp down on multi-gasifier
installations exist.
No syngas quality issues occur.
8th International Freiberg Conference
7
FRC102
FR101
LIC102
AR101
LV-101
FV-102
LIC101
LV-102
FRC103
A
B=K x A
FFY101
H2S+COS
FV-103
HHZ
HSD
CLEAN GAS
SOLVENT
SOLVENT
RAW GAS
H2S LOADED SOLVENT
H2S LOADED SOLVENT
35
34
10
11
82

Energy Systems and Technology Prof. Dr.-Ing. B. Epple
Hypothesis
In the EPRI-Report, a hypothesis was developed
to explain poor ramp rate capability of acid gas
absorbers.
Hypothesis
1. At higher operating loads the liquid levels (hold-up)
on the trays are higher than at lower loads.
2. During ramp up transient, the additional liquid
inventory must be built up over the whole column.
3. The upper tray levels will increase first, robbing flow
to lower trays, which, being starved, will become
ineffective.
4. This could be solved by additional liquid supply to
lower columns.
8th International Freiberg Conference
8
Lean
Solvent
Raw Gas
Clean Gas
Rich
Solvent
Energy Systems and Technology Prof. Dr.-Ing. B. Epple
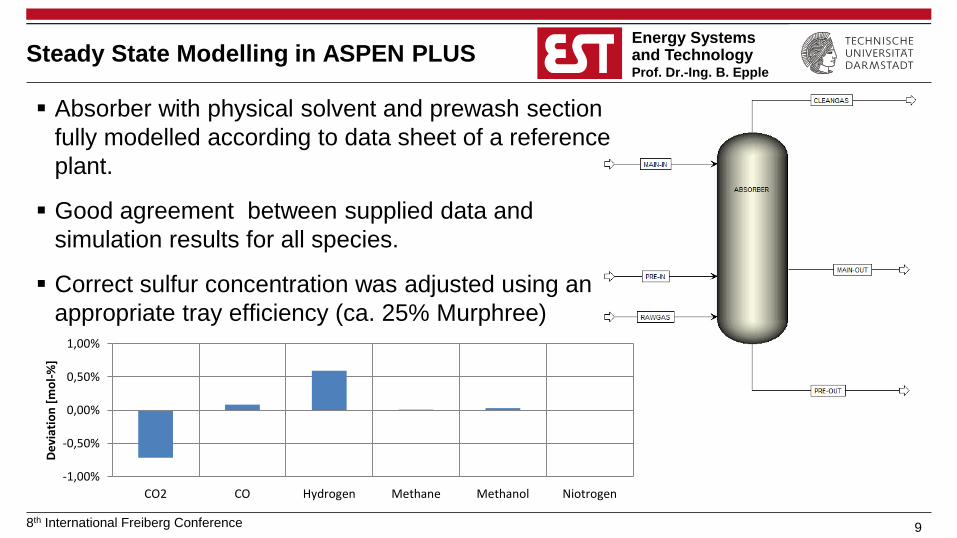
Steady State Modelling in ASPEN PLUS
Absorber with physical solvent and prewash section
fully modelled according to data sheet of a reference
plant.
Good agreement between supplied data and
simulation results for all species.
Correct sulfur concentration was adjusted using an
appropriate tray efficiency (ca. 25% Murphree)
8th International Freiberg Conference
9
-1,00%
-0,50%
0,00%
0,50%
1,00%
CO2 CO Hydrogen Methane Methanol Niotrogen
De
viat
ion
[m
ol-
%]

Energy Systems and Technology Prof. Dr.-Ing. B. Epple
Dynamic Modelling in ASPEN Dynamics
Qualitatively ASPEN Dynamics can demonstrate the expected H2S concentration
profile over time for a ramp of 40% in 6 min (ca. 6.7 %/min)
Result is independent of absolute values/Murphree efficiency
8th International Freiberg Conference
10

Energy Systems and Technology Prof. Dr.-Ing. B. Epple
Dynamic – Weir Equation
For transient gas flow but constant solvent flow
No sulfur peak occurs in standard ASPEN Dynamics
simulation
Simple weir model in ASPEN only considers liquid
height
More sophisticated Stichlmair1
equation implemented
Considers the effect of bubbling and
foaming of solvent caused by the
gas flow
Improvement leads to simulation
results that match the expectations
8th International Freiberg Conference
11
0
0,04
0,08
0,12
0,16
30 45 60 75 90
Su
lfu
r co
ncen
trati
on
[p
pm
]
Time [min]
Stichlmair
Standard ASPEN model
1 Stichlmair J.; Dimensionierung des Gas/Flüssigkeit‐Kontaktapparates
Bodenkolonne, Teil 3. Chemie Ingenieur Technik. 1978;50:453-6.

Energy Systems and Technology Prof. Dr.-Ing. B. Epple
Developing a Rapid Response Concept
Base case:
Standard arrangement as used in previous
simulations.
Rapid Response Absorber
Top Feed Type:
Provide additional solvent to the column and feed it
into the top.
Bottom Feed Type:
Provide additional solvent to the column and feed it
into an additional inlet halfway down the column.
Additional solvent flow is calculated via a
differential controller (proportional to change
rate)
8th International Freiberg Conference
12
FIC102
FI101
FFY101
LIC101
FIC102
FFY101
dFdt

Energy Systems and Technology Prof. Dr.-Ing. B. Epple
Results – Performance of the RRA
8th International Freiberg Conference
0
0,3
0,6
0,9
1,2
1,5
30 45 60 75 90
Su
lfu
r C
on
cen
trati
on
[p
pm
]
Conventional Absorber
Top Feed Type
Bottom Feed Type
0
0,3
0,6
0,9
1,2
1,5
30 45 60 75 90
Su
lfu
r C
on
cen
trati
on
[p
pm
]
Time [min]
Ramp Speed: 3,3 %/min
Ramp Speed: 6,7 %/min
13

Energy Systems and Technology Prof. Dr.-Ing. B. Epple
Results – Summary
Root cause of the poor transient behavior is
the hold-up build-up.
Both RRA approaches show promising
results.
With faster ramps, the Bottom Feed Type is
advantageous.
The downcomer only allows a certain solvent
flow. Higher flows will lead to flooding of the top
trays.
The absolute values for sulfur slip must be
considered as provisional at this stage, since
the dynamic model is not yet validated.
8th International Freiberg Conference 14
Lean Solvent
Raw Gas
Clean Gas
Rich Solvent

Energy Systems and Technology Prof. Dr.-Ing. B. Epple
Outlook
Model improvements and model additions:
Other tray limitations
Rate-based effects
Adding desorber to the model
Validation of the ASPEN model as well as
experimental data for chemical absorption
Investigation of packed columns
to confirm that the hypothesis
applies here as well
8th International Freiberg Conference
15

Energy Systems and Technology Prof. Dr.-Ing. B. Epple
Acknowledgement
8th International Freiberg Conference
The authors thank EPRI for funding this work!
16





























