Embed Size (px)
DESCRIPTION
Absorber Pupuk
Citation preview
BAB II
TINJAUAN PUSTAKA
2.1 Bahan Baku dan Produk
2.1.1 Bahan Baku
a. Gas Alam
Penyediaan dan konversi gas alam PT. PIM dilaksanakan oleh EXXON
MOBIL INDONESIA. Gas alam ini mengandung kotoran-kotoran yang dapat
mengakibatkan gangguan selama operasi berlangsung. Kotoran-kotoran tersebut
diantaranya zat-zat padat, air, Heavy Hidro Carbon (HHC), senyawa-senyawa phosfor
dan karbondioksida.
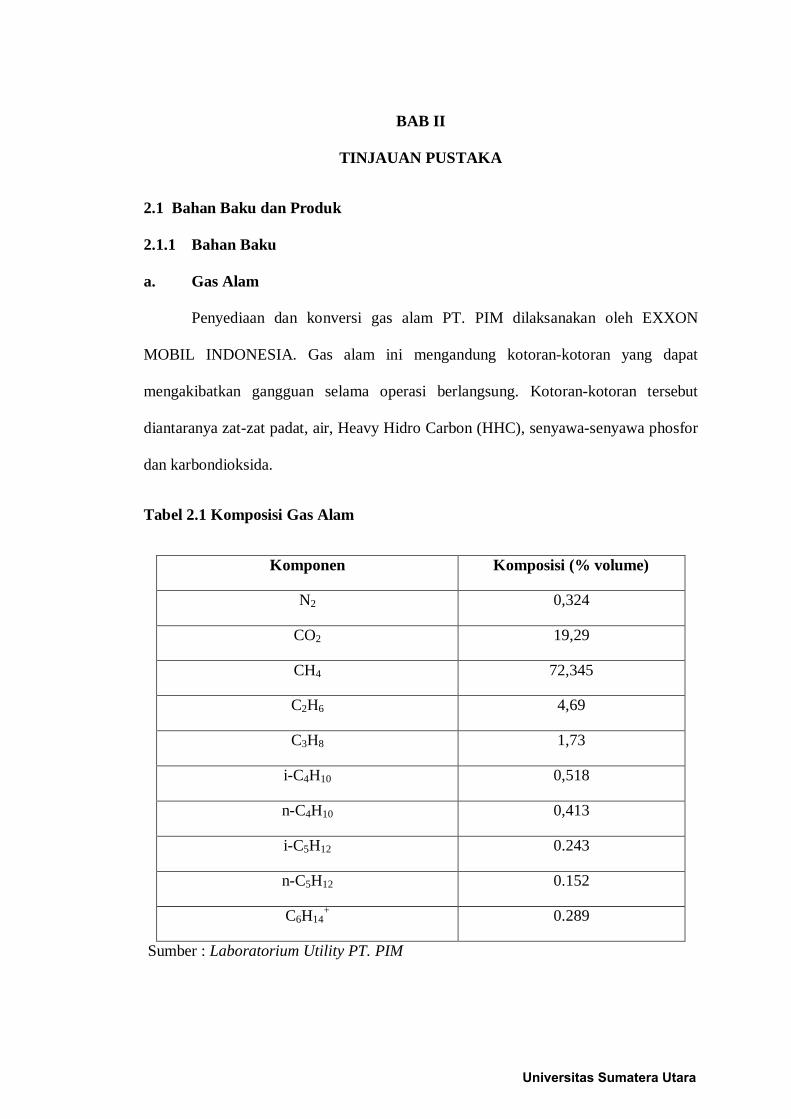
Tabel 2.1 Komposisi Gas Alam
Komponen Komposisi (% volume)
N2 0,324
CO2 19,29
CH4 72,345
C2H6 4,69
C3H8 1,73
i-C4H10 0,518
n-C4H10 0,413
i-C5H12 0.243
n-C5H12 0.152
C6H14+ 0.289
Sumber : Laboratorium Utility PT. PIM
Universitas Sumatera Utara
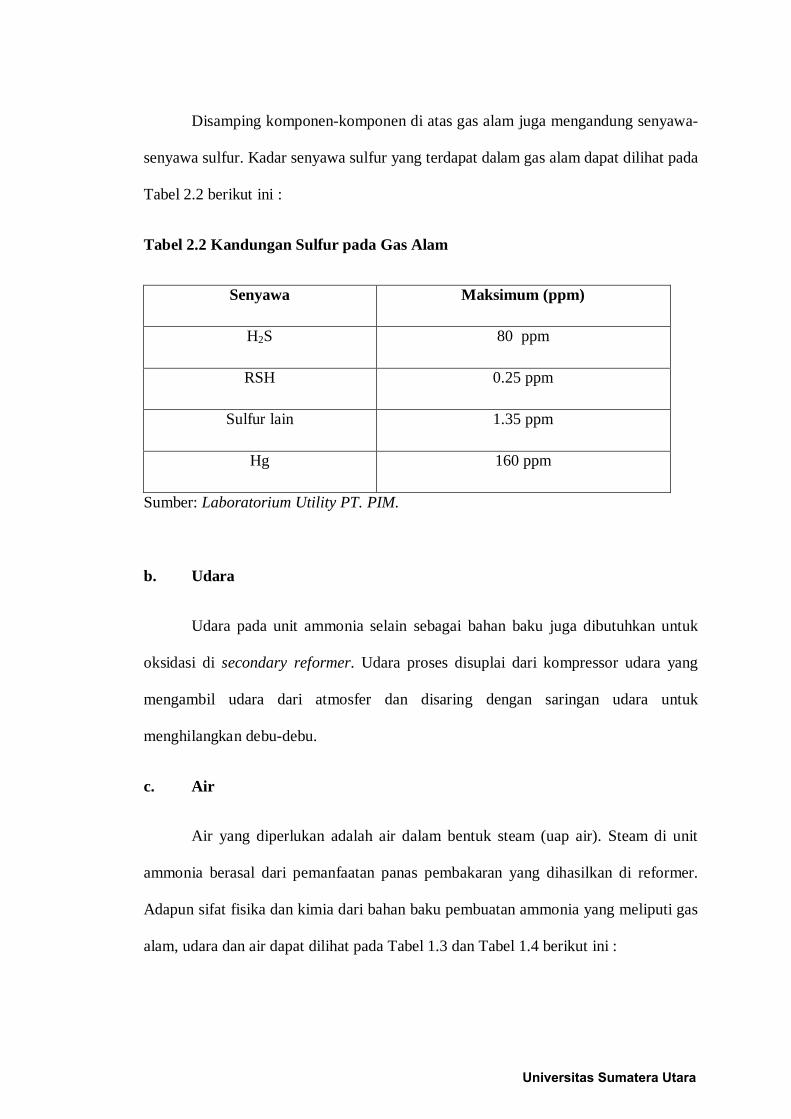
Disamping komponen-komponen di atas gas alam juga mengandung senyawa-
senyawa sulfur. Kadar senyawa sulfur yang terdapat dalam gas alam dapat dilihat pada
Tabel 2.2 berikut ini :
Tabel 2.2 Kandungan Sulfur pada Gas Alam
Senyawa Maksimum (ppm)
H2S 80 ppm
RSH 0.25 ppm
Sulfur lain 1.35 ppm
Hg 160 ppm
Sumber: Laboratorium Utility PT. PIM.
b. Udara
Udara pada unit ammonia selain sebagai bahan baku juga dibutuhkan untuk
oksidasi di secondary reformer. Udara proses disuplai dari kompressor udara yang
mengambil udara dari atmosfer dan disaring dengan saringan udara untuk
menghilangkan debu-debu.
c. Air
Air yang diperlukan adalah air dalam bentuk steam (uap air). Steam di unit
ammonia berasal dari pemanfaatan panas pembakaran yang dihasilkan di reformer.
Adapun sifat fisika dan kimia dari bahan baku pembuatan ammonia yang meliputi gas
alam, udara dan air dapat dilihat pada Tabel 1.3 dan Tabel 1.4 berikut ini :
Universitas Sumatera Utara
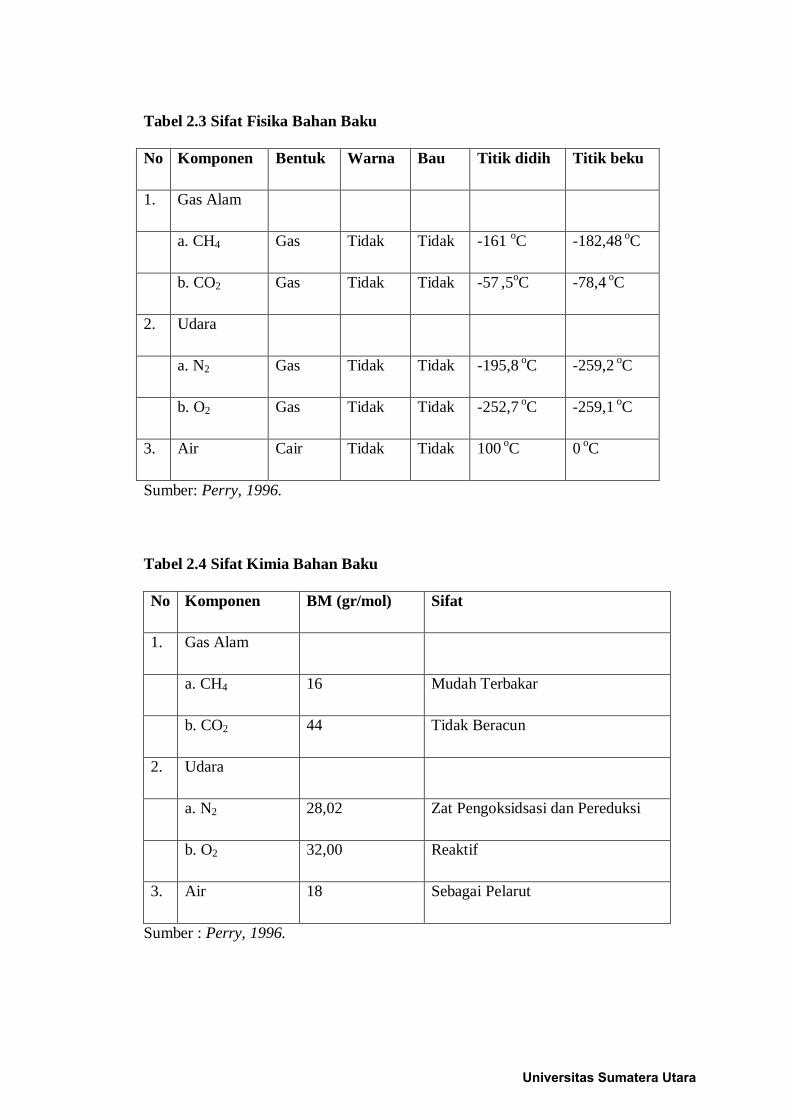
Tabel 2.3 Sifat Fisika Bahan Baku
No Komponen Bentuk Warna Bau Titik didih Titik beku
1. Gas Alam
a. CH4 Gas Tidak Tidak -161 oC -182,48 oC
b. CO2 Gas Tidak Tidak -57 ,5oC -78,4 oC
2. Udara
a. N2 Gas Tidak Tidak -195,8 oC -259,2 oC
b. O2 Gas Tidak Tidak -252,7 oC -259,1 oC
3. Air Cair Tidak Tidak 100 oC 0 oC
Sumber: Perry, 1996.
Tabel 2.4 Sifat Kimia Bahan Baku
No Komponen BM (gr/mol) Sifat
1. Gas Alam
a. CH4 16 Mudah Terbakar
b. CO2 44 Tidak Beracun
2. Udara
a. N2 28,02 Zat Pengoksidsasi dan Pereduksi
b. O2 32,00 Reaktif
3. Air 18 Sebagai Pelarut
Sumber : Perry, 1996.
Universitas Sumatera Utara
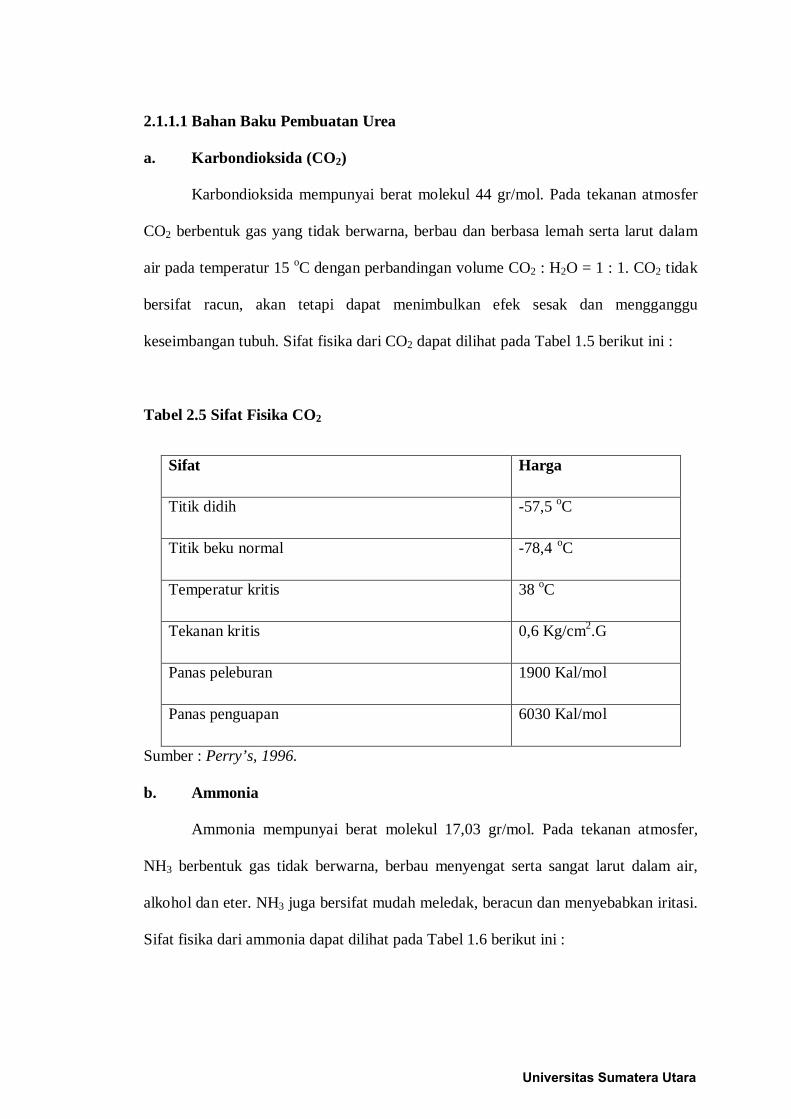
2.1.1.1 Bahan Baku Pembuatan Urea
a. Karbondioksida (CO2)
Karbondioksida mempunyai berat molekul 44 gr/mol. Pada tekanan atmosfer
CO2 berbentuk gas yang tidak berwarna, berbau dan berbasa lemah serta larut dalam
air pada temperatur 15 oC dengan perbandingan volume CO2 : H2O = 1 : 1. CO2 tidak
bersifat racun, akan tetapi dapat menimbulkan efek sesak dan mengganggu
keseimbangan tubuh. Sifat fisika dari CO2 dapat dilihat pada Tabel 1.5 berikut ini :
Tabel 2.5 Sifat Fisika CO2
Sifat Harga
Titik didih -57,5 oC
Titik beku normal -78,4 oC
Temperatur kritis 38 oC
Tekanan kritis 0,6 Kg/cm2.G
Panas peleburan 1900 Kal/mol
Panas penguapan 6030 Kal/mol
Sumber : Perry’s, 1996.
b. Ammonia
Ammonia mempunyai berat molekul 17,03 gr/mol. Pada tekanan atmosfer,
NH3 berbentuk gas tidak berwarna, berbau menyengat serta sangat larut dalam air,
alkohol dan eter. NH3 juga bersifat mudah meledak, beracun dan menyebabkan iritasi.
Sifat fisika dari ammonia dapat dilihat pada Tabel 1.6 berikut ini :
Universitas Sumatera Utara
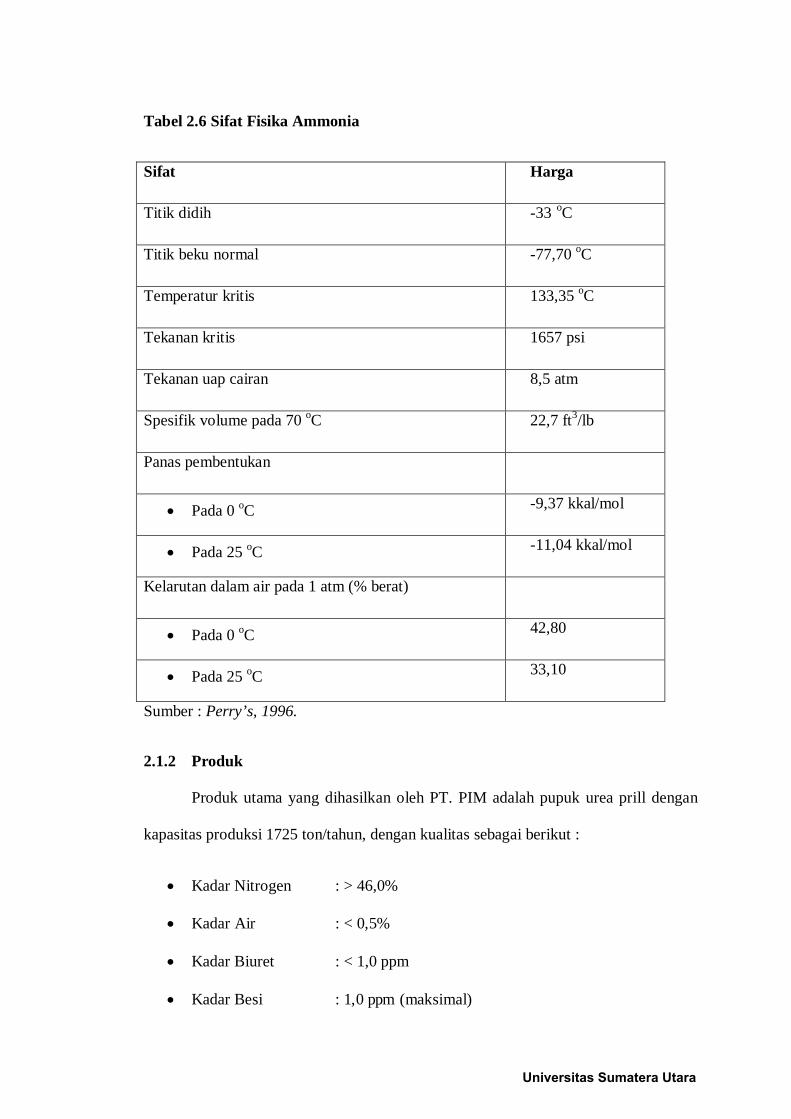
Tabel 2.6 Sifat Fisika Ammonia
Sifat Harga
Titik didih -33 oC
Titik beku normal -77,70 oC
Temperatur kritis 133,35 oC
Tekanan kritis 1657 psi
Tekanan uap cairan 8,5 atm
Spesifik volume pada 70 oC 22,7 ft3/lb
Panas pembentukan
• Pada 0 oC -9,37 kkal/mol
• Pada 25 oC -11,04 kkal/mol
Kelarutan dalam air pada 1 atm (% berat)
• Pada 0 oC 42,80
• Pada 25 oC 33,10
Sumber : Perry’s, 1996.
2.1.2 Produk
Produk utama yang dihasilkan oleh PT. PIM adalah pupuk urea prill dengan
kapasitas produksi 1725 ton/tahun, dengan kualitas sebagai berikut :
• Kadar Nitrogen : > 46,0%
• Kadar Air : < 0,5%
• Kadar Biuret : < 1,0 ppm
• Kadar Besi : 1,0 ppm (maksimal)
Universitas Sumatera Utara
• Ammonia bebas : 150 ppm (maksimal)
Proses produksi pengolahan bahan baku menjadi pupuk urea di PT. Pupuk
Iskandar Muda dibagi menjadi tiga unit, yaitu : unit utility, unit ammonia dan urea.
(Anonymous, 1958 )
2.1.1 Absorbsi
Absorbsi adalah proses pemisahan bahan dari suatu campuran gas dengan cara
pengikatan bahan tersebut pada permukaan absorben cair yang diikuti dengan
pelarutan. Kelarutan gas yang akan diserap dapat disebabkan hanya oleh gaya-gaya
fisik (pada absorpsi fisik) atau selain gaya tersebut juga oleh ikatan kimia (pada
absorbsi kimia). Komponen gas yang dapat mengadakan ikatan kimia akan dilarutkan
lebih dahulu dan juga dengan kecepatan yang lebih tinggi. Karena itu absorbsi kimia
mengungguli absorpsi fisik. Fungsi Absorbsi dalam industri adalah untuk
meningkatkan nilai guna dari suatu zat dengan cara merubah fasenya,contohnya pada
proses pembuatan formalin yang berfase cair yang berasal dari formaldehid yang
berfase gas dapat dihasilkan melalui proses absorbsi. Di dalam proses absorbsi
terdapat istilah absorben yang merupakan cairan yang dapat melarutkan bahan yang
akan diabsorpsi pada permukaannya, baik secara fisik maupun secara reaksi
kimia.Absorben sering juga disebut sebagai cairan pencuci. Adapun persyaratan
absorben antara lain :
1. Memiliki daya melarutkan bahan yang akan diabsorpsi yang sebesar mungkin
(kebutuhan akan cairan lebih sedikit, volume alat lebih kecil).
2. Selektif
3. Memiliki tekanan uap yang rendah
Universitas Sumatera Utara
4. Tidak korosif.
5. Mempunyai viskositas yang rendah
6. Stabil secara termis.
7. Murah
Jenis-jenis bahan yang dapat digunakan sebagai absorben adalah :
1. Air ( H2O ) yang dapat digunakan untuk gas-gas yang dapat larut, atau untuk
pemisahan partikel debu dan tetesan cairan.
2. Natrium hidroksida ( NaOH ) yang dapat digunakan untuk gas-gas yang dapat
bereaksi seperti asam.
3. Asam sulfat ( H2SO4 ) yang dapat digunakan untuk gas-gas yang dapat bereaksi
seperti basa.
2.1.2 Kolom Absorbsi
Kolom absorbsi adalah suatu kolom atau tabung tempat terjadinya proses
pengabsorbsi (penyerapan/penggumpalan) dari zat yang dilewatkan di kolom/tabung
tersebut. Proses ini dilakukan dengan melewatkan zat yang terkontaminasi oleh
komponen lain dan zat tersebut dilewatkan ke kolom ini dimana terdapat fase cair dari
komponen tersebut.
2.1.3 Absorber dan Striper
Absorber dan stripper adalah alat yang digunakan untuk memisahkan satu
komponen atau lebih dari campurannya menggunakan prinsip perbedaan kelarutan.
Solut adalah komponen yang dipisahkan dari campurannya sedangkan pelarut (solvent
; sebagai separating agent) adalah cairan atau gas yang melarutkan solut. Karena
Universitas Sumatera Utara
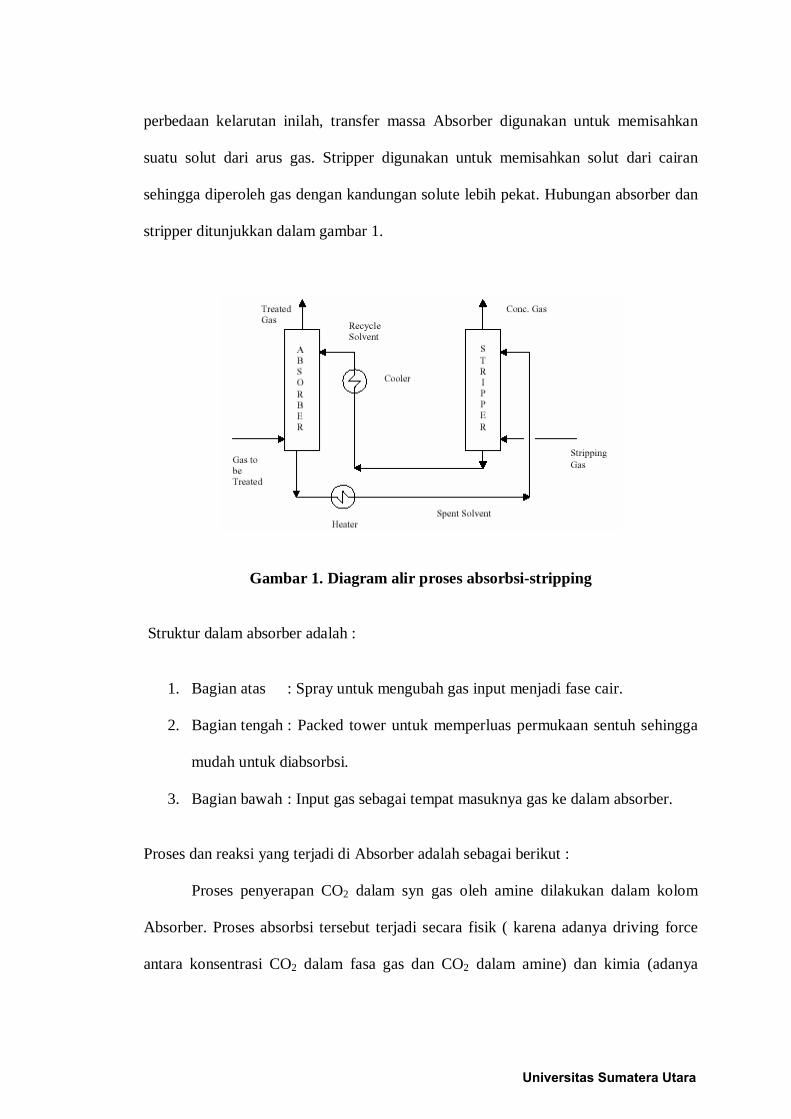
perbedaan kelarutan inilah, transfer massa Absorber digunakan untuk memisahkan
suatu solut dari arus gas. Stripper digunakan untuk memisahkan solut dari cairan
sehingga diperoleh gas dengan kandungan solute lebih pekat. Hubungan absorber dan
stripper ditunjukkan dalam gambar 1.
Gambar 1. Diagram alir proses absorbsi-stripping
Struktur dalam absorber adalah :
1. Bagian atas : Spray untuk mengubah gas input menjadi fase cair.
2. Bagian tengah : Packed tower untuk memperluas permukaan sentuh sehingga
mudah untuk diabsorbsi.
3. Bagian bawah : Input gas sebagai tempat masuknya gas ke dalam absorber.
Proses dan reaksi yang terjadi di Absorber adalah sebagai berikut :
Proses penyerapan CO2 dalam syn gas oleh amine dilakukan dalam kolom
Absorber. Proses absorbsi tersebut terjadi secara fisik ( karena adanya driving force
antara konsentrasi CO2 dalam fasa gas dan CO2 dalam amine) dan kimia (adanya
Universitas Sumatera Utara
reaksi asam-basa) dimana CO2 dalam air bersifat asam lemah dan MDEA bersifat basa
lemah. Adapun reaksi yang terjadi di Absorber adalah sebagai berikut :
CO2 + H2O + MDEA MDEAH+ + HCO3-
Proses ini berjalan reversible, artinya kita bisa membalik reaksinya menjadi pelepasan
CO2 dari amine dengan merubah kondisi operasi. Dalam absorber, syn gas yang kaya
akan CO2 dikontakkan dengan lean amine. Proses absorbsi disukai terjadi pada
pressure tinggi dan temperature rendah. Karena itulah lean amine dipompa dengan
tekanan tinggi lewat bagian atas absorber untuk dikontakkan dengan raw gas yang
masih bertekanan tinggi dari bagian bawah. Agar penyerapan berjalan efektif maka
dipasanglah bed packing atau tray pada bagian tengah absorber untuk memperluas
permukaan kontak gas dan liquid. Amine yang telah menyerap CO2 disebut rich amine
dan akan menjalani proses flashing (penurunan tekanan) untuk melepas hidrokarbon
yang terabsorbi dan proses regenerasi di kolom stripper untuk melepaskan CO2 dari
amine. Kondisi operasi Stripper adalah kebalikan dari Absorber, dimana proses
pelepasan CO2 dari rich amine disukai terjadi pada pressure rendah dan temperature
tinggi. hal ini bisa terjadi karena proses absorbsi tadi adalah reversible. Karena itulah
dipasang reboiler pada bagian bawah stripper untuk menaikkan temperature. CO2 yang
terlepas biasanya dibuang ke lingkungan atau menjalani proses pembakaran sebelum
dibuang. Sedangkan amine yang sudah tidak mengandung CO2 dipompa kembali ke
Absorber, tentunya ditambah make-up karena adanya loss amine dalam sistem
tersebut. Amine yang digunakan dicampur dengan air pada konsentrasi tertentu.
Semakin tinggi konsentrasi amine, semakin tinggi kemampuan menyerap CO2, namun
larutan menjadi korosif. Begitu juga sebaliknya, jika kadar amine berkurang,
kemampuan menyerap CO2 menurun, namun larutan tidak terlalu korosif.
( http://www.chem-is-try.org)
Universitas Sumatera Utara

2.2 Sarana Produksi
Sarana produksi pabrik PT. PUPUK ISKANDAR MUDA terdiri dari beberapa
unit, yaitu :
2.2.1 Unit Utility
Unit ini berfungsi memproses penyediaan bahan baku kebutuhan seperti :
• Air bersih untuk bahan baku, air untuk pendinginan, air bebas mineral untuk
ketel uap, uap air, udara instrumen tenaga listrik dan oksigen serta nitrogen.
• Bahan baku berupa air diperoleh dari Krueng Peusangan, tenaga listrik
dibangkitkan oleh gas turbin generator yang berkapasitas deisgn 15 MW.
• Bahan baku udara yang diperoleh dari udara bebas di dalam fractination
columm didinginkan dengan berdasarkan perbedaan titik embun, sehingga
unsur oksigen dan nitrogen dapat dipisahkan.
2.2.2 Unit Ammonia
Unit ini berkemampuan memproduksi ammonia 1170 ton/hari atau 386.000
ton/tahun, menggunakan proses Kellog dari Amerika dengan bahan baku gas alam,
uap air dan udara. Gas alam dibebaskan dari senyawa impurities (senyawa-senyawa
pengotor) kemudian diubah menjadi gas sintesa H2, CO2 dan N2. Gas sintesa
kemudian dikonversikan menjadi ammonia, setelah beberapa reaksi dan pemurnian,
ammonia ini siap dikirim untuk proses pabrik urea atau sebagai produk langsung
ammonia.
Universitas Sumatera Utara

Proses pembuatan ammonia terdiri dari beberapa unit dan sistem, yaitu :
2.2.2.1 Sistem Persiapan Gas Umpan Baku
Gas alam dari PT. Arun NGL. Co dengan tekanan 32 kg/cm2G dan suhu 26 0C
dialirkan ke dalam fuel and feed gas knock out drum (51-116-F) untuk memisahkan
senyawa hidrokarbon berat. Dari ko drum sebagian gas alam digunakan sebagai bahan
bakar dan sebagian lagi sebagai bahan baku proses.
Sistem persiapan gas umpan baku terdiri dari beberapa tahapan proses, yaitu:.
1. Desulfurizer
Gas alam sebagai bahan baku proses dialirkan ke dalam desulfurizer (51-102-
DA/DB) yang berisikan sponge iron, yaitu potongan-potongan kayu yang telah di
impregnasi dengan Fe2O3. Sponge iron berfungsi menyerap sulfur yang ada dalam gas
alam. Masing-masing desulfurizer mempunyai volume 49,1 m3. Umur operasinya
diperkirakan 90 hari untuk kandungan H2S di dalam gas alam maksimum 80 ppm dan
keluar dari desulfurizer dengan kandungan H2S < 5 ppm. Desulfurizer beroperasi pada
tekanan 27 Kg/cm2G dan suhu 26,7 °C.
Reaksi yang terjadi adalah :
Fe2O3 + 3H2S Fe2S3 + 3H2O
2 Mercury Guard Chamber (51 – 109 – D)
Gas yang dikeluarkan dari desulfurizer mengalir ke mercury guard chamber
(51 – 109 – D) yang berfungsi untuk memisahkan Hg yang terdapat dalam gas alam.
Mercury yang ada di dalam gas dirubah menjadi senyawa mercury sulfida dan
kemudian diserap pada permukaan karbon aktif.
Universitas Sumatera Utara
Reaksi yang terjadi adalah :
Hg + S → HgS
Mercury guard chamber beroperasi pada tekanan 26,4 Kg/cm2G dan suhu
27°C. Diharapkan gas yang keluar dari mercury guard chamber ini memiliki
kandungan < 160 ppb.
3 CO2 Pretreatment Unit (CPU)
CO2 Pretreatment Unit (CPU) merupakan unit tambahan di pabrik ammonia
yang berfungsi untuk menurunkan kandungan CO2 pada aliran gas umpan. Gas CO2
dihilangkan dengan cara penyerapan dengan menggunakan absorber dan melepaskan
dengan menggunakan stripper. CPU yang ada di PT. Pupuk Iskandar Muda adalah
benfield lo-heat design, menggunakan sebuah absorber satu tingkat dan sebuah
regenerator satu tingkat (stripper) dengan satu lean solution flash tank. Masukan CPU
adalah sebagian dari aliran gas umpan dari mercury guard chamber, sedangkan
keluarannya bergabung dengan keluaran mercury guard chamber yang di by-pass
menuju hydrotreater.
4. Hydrotreater (51 – 101 – D)
Fungsi alat ini adalah untuk mengubah sulfur organik menjadi anorganik
(H2S). Katalis yang digunakan adalah Cobalt Molybdenum (CoMo) sebanyak 28,3 m2.
Dengan adanya katalis CoMo dan penambahan H2 yang berasal dari keluaran
synthesis gas compressor (51 – 103 – J), diharapkan sulfur organik dapat terurai
menjadi sulfur anorganik (H2S). Hidrotreater beroperasi pada tekanan 42,4 Kg/cm2G
dan suhu 371 °C.
Universitas Sumatera Utara

Reaksi yang terjadi adalah :
RSH + H2 → RH + H2S
5. ZnO Guard Chamber (51- 108 – D)
H2S yang terbentuk pada Hydrotreater (51-101-D) diserap di ZnO Guard
Chamber (51-108-D) yang berisi oksidasi seng. Disini H2S di ubah menjadi ZnS, pada
suhu 343 °C dan tekanan 42,3 Kg/cm2G.
Reaksi yang terjadi adalah :
H2S + ZnO → ZnS + H2O
Umur ZnO lebih kurang 5 tahun dengan batas kandungan H2S < 5 ppm pada
aliran masuk dan 0,1- 0,2 ppm pada aliran keluar.
2.2.2.2 Sistem Pembuatan Gas Sintesa
Sistem ini bertujuan untuk mengubah gas yang berasal dari sistem persiapan
gas umpan baku menjadi gas CO, CO2 dan H2 melalui tahapan proses sebagai berikut:
1. Primary Reformer (51 – 101 – B)
Primary Reformer terdiri dari dua seksi, yaitu seksi radiasi dan seksi konveksi.
Gas proses masuk ke Primary Reformer bersama dengan superheater steam dengan
perbandingan steam dengan karbon 3,5 : 1 untuk mengubah hidrokarbon menjadi CO,
CO2 dan H2.
Ada dua jenis katalis yang digunakan untuk kelangsungan reaksi reforming
pada Primary Reformer, yaitu katalis nikel (ICI – 25 – 4) pada bagian sebelah atas dan
pada bagian sebelah bawah diisi dengan katalis potash (ICI – 57 – 4) yang gunanya
Universitas Sumatera Utara
untuk melindungi katalis nikel dari deposit karbon. Masing-masing katalis diisi
sebanyak 10,57 m3.
Primary Reformer beroperasi pada tekanan 34-36 Kg/cm2G dan temperatur
480-826 °C. Diharapkan gas yang keluar dari primary reformer memiliki methane
leakage (CH4 leakage) berkisar antara 9-11 %.
Reaksi utama yang terjadi di primary reformer adalah sebagai berikut :
CH4 + H2O → CO + 3H2
CO + H2O → CO2 + H2
2. Secondary Reformer (51 – 103 – D)
Untuk menyempurnakan reaksi reforming yang terjadi di Primary Reformer
(51-101-B), gas dialirkan ke Secondary Reformer (51-103-D) yang juga berfungsi
untuk membentuk gas H2, CO dan CO2. Aliran gas ini dicampurkan dengan aliran gas
udara yang mengandung O2 dan N2. Gas, steam dan udara mengalir ke bawah melalui
suatu unggun yang berisi katalis nikel, sehingga mengakibatkan temperatur gas
sebelum masuk katalis bertambah tinggi.
Reaksi yang terjadi pada secondary reformer yaitu reaksi pembakaran dan reaksi
methane reforming.
Reaksi pembakaran adalah sebagai berikut :
CH4 + 2O2 → CO2 + 2H2O
2H2 + O2 → 2H2O
Universitas Sumatera Utara
Reaksi methan reforming adalah sebagai berikut :
CH4 + CO → CO + 3H2
CO + H2O → CO2 + H2
Secondary Reformer beroperasi pada suhu ± 1003 oC dan tekanan 31 kg/cm2G.
Panas yang dihasilkan dari reaksi diatas dimanfaatkan oleh primary reformer waste
heat boiler (51-101-CA/CB) dan selanjutnya dimasukkan lagi ke secondary reformer
waste heat boiler (51-102-C) untuk dimanfaatkan sebagai pembangkit kukus (boiler
feed water). Gas yang keluar dari secondary reformer setelah didinginkan oleh dua
buah waste heat exchanger tersebut temperaturnya menjadi 371 oC.
3. Shift Converter
Gas CO dalam gas proses yang keluar dari secondary reformer diubah menjadi
CO2 pada shift converter yang terdiri atas dua bagian, yaitu :
a. High Temperature Shift Converter / HTS (51-104-DA).
b. Low Temperature Shift Converter / LTS (51-104-DB).
Gas proses yang keluar dari secondary reformer (51-103-D) dimasukkan ke
bagian atas high temperature shift converter (51-104-DA), dibagian ini CO yang ada
dalam gas proses diubah menjadi CO2 yang sebanding dengan jumlah H2 yang
dihasilkan dengan menggunakan katalis Fe2O3 yang memiliki volume isian 55,9 m3.
HTS beroperasi pada suhu 342-371 °C dan tekanan 25-28 Kg/cm2G sehingga
kecepatan reaksi berjalan cepat sedangkan laju perubahannya rendah.
Reaksi yang terjadi adalah :
CO + H2O → CO2 + H2 Q = +
Universitas Sumatera Utara
Gas proses yang keluar dari HTS, sebelum masuk ke LTS diturunkan
temperaturnya di dalam alat penukar panas. Proses yang terjadi pada LTS sama
dengan proses yang ada di HTS. Pada LTS berisi katalis oksida Cu dengan volume
unggun 66 m3. Kondisi operasi pada LTS yaitu pada tekanan 33 kg/cm2G dan
temperatur 246 oC, sehingga kecepatan reaksi berjalan lambat sedangkan tingkat
koversinya tinggi.
2.2.2.3 Sistem Pemurnian Gas Sintesa
Pada sistem ini CO dan CO2 dipisahkan dari gas sintesa. Pemisahan ini perlu
dilakukan karena CO dan CO2 dapat meracuni katalis pada ammonia konverter (51-
105-D), sehingga CO dan CO2 diubah menjadi metan pada metanator. Proses
pemurnian gas sintesa ini terdiri dari dua tahapan proses, yaitu:
a. Main CO2 Removal
b. Methanator (51-106-D)
a. Main CO2 Removal
Tujuan dari CO2 Removal adalah untuk menyerap CO2 yang terbentuk dari
Primary dan Secondary Reformer serta hasil konversi di Shift Converter. CO2
merupakan produk samping (side product) dari pabrik Ammonia dan digunakan
sebagai bahan baku Pabrik Urea. Kemurnian produk CO2 pada seksi ini adalah 99,9%
vol. Unit ini merupakan unit kedua dari proses activated MDEA pada PT.Pupuk
Iskandar Muda.
Universitas Sumatera Utara
Peralatan utama main CO2 Removal terdiri dari :
a. CO2 Absorber (61-101-E)
b. CO2 Stripper (61-102-E)
Gas umpan dialirkan ke absorber dan dikontakkan langsung dengan larutan
activated MDEA dengan konsentrasi 40%Wt. CO2 dalam aliran gas diserap secara
proses fisis dan kimia. Kemudian larutan aMDEA diregenerasi pada tekanan rendah
dan temperatur tinggi di striper.
Gas dengan temperatur 70oC masuk ke absorber melalui inlet sparger dan
mengalir keatas melalui packed bed. Larutan lean dari atas tower mengalir kebawah
melalui packed bed dan terjadi kontak antara gas dengan lean solution sehingga CO2
dapat terserap ke larutan. Gas sinthesa yang bebas dari CO2 keluar dari bagian atas
tower dengan temperatur 48 0C masuk ke bagian unit synthesa loop dengan komposisi
CO2 yang terikut adalah 0,1 % Vol.
CO2 yang telah terlucuti mengalir ke atas melalui bagian direct contact cooler
yang dilengkapi tray untuk didinginkan menggunakan air yang disirkulasikan dari
pompa, sehingga temperatur CO2 di bagian atas stripper menjadi 40 0C. fungsi tray
direct contact cooler adalah untuk memperluas area kontak antara dua fluida sehingga
didapatkan hasil yang optimum.
c. Methanator (51 – 106 – D)
Fungsi dari Methanator adalah untuk merubah gas CO dan CO2 yang masih
lolos dari CO2 absorber menjadi CH4 yang bersifat tidak bereaksi, karena gas CO dan
CO2 merupakan racun bagi katalis di ammonia converter. Methanator pada dasarnya
Universitas Sumatera Utara
merupakan suatu bejana yang diisi dengan katalis. Katalis yang digunakan berupa
katalis nikel terkalsinasi dengan volume unggun 23,88 m3.
Reaksi yang terjadi adalah :
CO + 3H2 CH + H2O
CO2 + 4H2 CH4 + 2H2O
Methanator beroperasi pada tekanan 26,7 kg/cm2G dan temperatur 330 oC.
Karena panas yang dihasilkan dari reaksi ini, maka temperatur gas sintesa naik
menjadi 366 oC. Gas sintesa yang keluar dari methanator mempunyai batasan
kandungan CO dan CO2 maksimum 10 ppm.
2.2.2.4 Sistem Sintesa Ammonia
Gas sintesa murni dengan perbandingan volume H2 dan N2 sebesar 3 : 1,
sebelum dialirkan ke Ammonia Converter (51-105-D) terlebih dahulu tekanannya
dinaikkan dengan Syn Gas Compressor (51-103-J) sampai tekanan 150 kg/cm2G.
Ammonia converter terdiri dari sebuah shell tekanan dan keranjang diisolasi bagian
luarnya. Keranjang tersebut dibagi menjadi sebuah penukar panas umpan keluar dan
sebuah katalis section yang terdiri dari dua buah unggun katalis adiabatic dengan
aliran radial dan sebuah penukar panas antara unggun yang ditempatkan ditengah-
tengah unggun katalis bagian atas. Penukar panas ini berfungsi sebagai pemanas awal
dari umpan masuk, arah aliran umpan berlawanan dengan gas panas hasil reaksi yang
berasal dari unggun katalis terakhir.
Universitas Sumatera Utara
Reaksi yang terjadi pada ammonia konverter adalah sebagai berikut :
N2 + 3H2 2NH3
Ammonia converter dioperasikan pada temperatur 480 oC dan tekanan 150
kg/cm2G.
2.2.2.5 Sistem Pendinginan Ammonia
Untuk memberikan pendinginan pada ammonia diperlukan suatu sistem
pendinginan untuk mengkondensasikan ammonia yang ada dalam gas sintesa, gas
buang, serta gas pada interstage kompresor gas sintesa. Sistem pendinginan dilakukan
dalam tiga tahap, yaitu :
1. Memberi pendinginan untuk mengkondensasikan ammonia yang ada dalam
sintesa loop.
2. Memberi pendinginan untuk mengkondensasikan ammonia yang ada dalam gas
buang.
3. Mendinginkan gas pada interstage kompresor gas sintesa.
Sistem ammonia recovery berfungsi untuk menyerap NH3 yang terkandung
didalam gas buang yang masuk ke ammonia recovery yaitu gas bertekanan rendah
yang berasal dari ammonia let down tank (51-107-F) kemudian didinginkan dan
dikondensasikan terlebih dahulu pada Ammonia Unitized Chiller sebelum masuk ke
Refrigerant Reservoir. Uap yang tidak terkondensasi dikembalikan ke sistem dan zat
yang tidak bereaksi dari chiller dikirim ke unit daur ulang ammonia. Uap ammonia
yang terbentuk pada berbagai chiller, flush drum, dan storage tank dimasukkan dalam
Centrifugal Refrigerant Compressor. Kompressor ini bekerja berdasarkan sistem
pemampatan bertingkat untuk memanfaatkan ammonia sebagai media pendingin.
Universitas Sumatera Utara
Kompressor ini dioperasikan untuk memenuhi kebutuhan tekanan pada stage flush
drum. Disamping itu juga dapat menaikkan tekanan dari aliran ammonia yang
mengalami flushing, sehingga memungkinkan ammonia terkondensasi setelah terlebih
dahulu didinginkan dalam refrigerant condenser.
Kondensasi ammonia terjadi dalam refrigerant reservoir pada temperatur 42,2
°C. Produk bawah dari refrigerant condenser ini dikirimkan ke unit urea, sedangkan
produk atasnya mengalami daur ulang pendinginan flush gas chiller dengan media
pendinginan ammonia cair dari dari stage flush drum.
Produk ammonia yang dihasilkan terdiri dari dua jenis yaitu produk dingin dan
produk panas. Produk dingin yang mempunyai temperatur -33 oC dikirim ke tangki
penyimpanan ammonia. Sedangkan produk panas dengan temperatur 30 oC dikirim ke
pabrik urea.
2.2.2.6 Sistem Daur Ulang Ammonia (Ammonia Recovery Unit/ARU)
Unit ini berfungsi untuk menyerap NH3 yang terkandung didalam gas buang
sehingga diperoleh effisiensi produk ammonia yang lebih tinggi. Sebagai bahan yang
masuk ke ammonia recovery adalah gas buang bertekanan rendah yang berasal dari
ammonia let down tank (51 – 107 – F) dan flush drum gas chiller (51 – 126 – C) yang
dicampurkan dan dipisahkan kandungan ammonianya pada tekanan 15 Kg/cm2G dan
suhu -26 °C.
Penyerapan kandungan ammonia yang ada dalam campuran gas buang
dilakukan dalam packed absorber dengan dua tingkat penyerapan dan sirkulasi yang
berlawanan arah antara gas-gas dengan air. Gas-gas yang keluar dari menara absorber
dikirim ke primary reformer sebagai bahan bakar.
Universitas Sumatera Utara
Ammonia yang keluar sebagai hasil penyerapan selanjutnya dengan ammonia
cair dari first stage refrigerant flush drum (51 – 110 – F) untuk diproses kembali.
2.2.2.7 Sistem Daur Ulang Hidrogen (Hidrogen Recovery Unit/HRU)
Unit daur ulang hidrogen merupakan unit tambahan di pabrik ammonia
sehingga dengan adanya unit ini diharapkan akan dapat menaikkan nilai tambah dari
gas buang di pabrik ammonia yang selama ini hanya dimanfaatkan untuk gas bakar.
Prinsip kerja HRU adalah pemisahan gas proses (H2) dari campuran gas buang
didalam membran Fibre Prism Separator, untuk selanjutnya digunakan kembali pada
proses pembuatan ammonia.
Masukan HRU adalah gas buang yang bertekanan tinggi yang berasal dari
purge gas separator (51 – 108 – F). Gas buang masuk ke unit prism separator pada
suhu -23 °C dengan laju alir 11,459 Nm3/hr dan tekanan 140 Kg/cm2G. Menghindari
pembekuan di dalam scrubber (51 – 201) suhu dinaikkan menjadi -5 °C di preheater
(51 – 215). Gas buang yang telah dipanaskan mengandung 2,1 % ammonia diserap di
scrubber untuk mengurangi kandungan ammonia.
Aqua ammonia dengan kandungan 30 % dikirim ke stripper (51 – 162 –E)
untuk dipisahkan dari campurannya dan dikirim ke flush drum (51 – 110 – F). Gas
buang bebas ammonia yang keluar dari scrubber dimasukkan ke feed heater (51 –
203), disini gas buang yang telah jenuh air dipanakan sampai suhu 5 °C diatas titik
embun untuk mencegah terkondensasinya cairan di dalam fiber prism sparator (51 –
204) yang di dalamnya terdapat saringan yang dapat memisahkan H2 dari gas yang
masuk ke sparator.
Universitas Sumatera Utara
H2 yang telah terpisah dikirim ke HPC (103 – J) syn gas compressor. Gas
proses yang masih memiliki sedikit kandungan H2 dikirim ke second stage prism
separator. Prism separator ini terdiri dari lima prism separator. H2 yang terpisah lalu
dikirim ke LPC (103 – J). Kemudian gas miskin H2 dialirkan ke reformer sebagai
bahan bakar. Sedangkan third stage separator belum dioperasikan, karena tekanan
yang keluar dari stage ini terlalu rendah sehingga produknya belum dapat
dimanfaatkan. Kemurnian H2 yang keluar diharapkan bisa mencapai lebih besar dari
99,7 %.
2.2.3 Unit Urea
Dengan menggunakan proses Mitsui Toatsu Total Recycle C.Improved, unit ini
mampu memproduksi pupuk urea butiran dengan kapasitas terpasang 1.725 ton/hari,
atau 570.000 ton/tahun. Urea butiran yang dihasilkan, dimasukkan dalam bulk storage
ataupun ke unit pengantongan.
Urea dibuat dengan mereaksikan ammonia (NH3) dan karbondioksida (CO2).
Larutan urea murni dikristalkan secara vakum, kemudian dilelehkan kembali dalam
melter dengan menggunakan steam sebagai pemanas, dari atas Prilling Tower lelehan
urea diteteskan yang kemudian akan memadat setelah didinginkan dengan udara.
( Anonymous, 1994 )
Universitas Sumatera Utara