Embed Size (px)
DESCRIPTION
PLAN OPERATIVO
Citation preview

HELADOS ARTIKA
Profesor: Gonzalo Gallo
Integrantes:
- Del castillo llacuachaqui Joselyn ciria - Huaytalla Valdez Jorge Luis - Campos Romero Omar eduardo -
2015

Introducción
Hace unos años la familia Mejía, dueños de los helados Ártica, llegaron a Lima provenientes de Arequipa a producir y vender sus helados, sin imaginarse la feroz competencia que encontrarían. Con triciclo en mano y con las muchas ganas del emprendedor provinciano no se intimidaron y a base de esfuerzo se hicieron de una fracción importante del mercado.
A más de diez años de llegar a Lima, helados Ártica con el 12%del mercado de ventas ya se posiciono como la tercera marca de importancia luego de D’Onofrio (65%) y Lamborghini (15%). Los helados Ártica se venden en la mayoría de las regiones del país. El consumo de helados crece a una tasa de 20% al año. Actualmente el consumo de helados es de 1.5 litros por persona al año. Otros helados que se venden en Lima son: Zugatti, Vane vane, Sunny, Happy, Chup, Archi, Amazonas, Antártida, Sunamhi.
Los planes de expansión de Ártica no parecen tener límite, el crecimiento de ventas, a un ritmo del 15% al año, les permite contar con distribuidores en todos los distritos de Lima. Recientemente han inaugurado su nueva planta de producción en Huachipa (de aproximadamente 2,000 m2) para cumplir la meta de vender, solo en Lima, 180 mil helados diarios. Esto les reportará ingresos por S/. 2.7 millones al mes. El éxito de Ártica comenzó hace 16 años en Arequipa, cuando los cuatro hermanos Mejía deciden producir helados destinados a los sectores populares y al precio accesible de S/. 0.50 la paleta, que hasta ahora mantienen. Con ricos sabores y precios bajos se ganaron al público arequipeño con los helados de sauco y queso helado (postre de la región). "No importa que baje nuestro margen de utilidad, pero nuestras ganancias están pensadas en los grandes volúmenes de ventas", confió Enrique Mejía al diario la República, Subgerente General.

INFORMACIÓN GENERAL DE LA EMPRESA
1. BREVE HISTORIA
Helados ártika es una empresa que nació hace más de 10 años en Arequipa, rica en sabor tradición y tecnología, teniendo hoy el gran reto de llegar a todos los hogares y paladares del Perú.
Los hermanos Mejía dueños de los helados ártica, llegaron a lima sin imaginarse la feroz competencia que encontrarían y con triciclo en mano y con muchas ganas de emprendedor no se intimidaron y a base de esfuerzo se hicieron una fracción importante del mercado, incluso llegando a alcanzar el nivel de muchos de los grandes del sector.
El compromiso de la empresa es el de estar presente en los hogares peruanos con una gran variedad de helados de la más originales formas y deliciosos sabores.
NOMBRE DE LA EMPRESA.Helados ARTIKA S.R Ltda.
RUBRO DE LA EMPRESA.Helados ARTIKA es una empresa peruana que produce y comercializa helados. Fue fundada por una emprendedora familia paisana en la ciudad de Arequipa.
2. MISIONSomos una empresa innovadora, productora y comercializadora de helados y alimentos complementarios; que construye relaciones de largo plazo con sus clientes y consumidores, diferenciándose y siendo reconocida por el servicio y la calidad de sus productos.
Estamos comprometidos con propiciar condiciones para el desarrollo integral de nuestros empleados y obtener solidez económica dentro de un marco de responsabilidad social.
3. VISIÓNLa visión y la gran meta que tenemos es la de ser líderes en el Perú, ofreciendo siempre un producto al alcance de todos, delicioso, económico y natural.
4. VALORES
LA HONESTIDAD
Para ARTIKA S.R Ltda. Es fundamental la honestidad en sus colaboradores cuando un ser humano es honesto se comporta de manera transparente con sus semejantes, es decir, no oculta nada, y esto le da tranquilidad. Quien es honesto no toma nada ajeno, ni espiritual ni material: por ende en ARTIKA buscamos personas honradas y cumplidoras de su palabra y de sus compromisos.

EL RESPETO
El respeto es la base fundamental para una convivencia sana y pacífica entre los miembros de una sociedad. Para practicarlo es preciso tener una clara noción de los derechos fundamentales de cada persona, como el derecho a la vida, a un trabajo digno, entre otras. Incluye ser tolerantes y reconocer la dignidad de los otros como seres humanos, con derecho a ser aceptados en su individualidad y su diferencia. Nuestro principal compromiso es que nuestros colaboradores trabajen en un grato ambiente con el respeto que merecen.
LA DISCIPLINA
La disciplina es la capacidad de actuar ordenada y perseverantemente para conseguir un bien. Exige un orden y unos lineamientos para poder lograr más rápidamente los objetivos deseados. La principal necesidad para adquirir este valor, es la auto exigencia; es decir, la capacidad de pedirnos a nosotros mismos un esfuerzo "extra" para ir haciendo las cosas de la mejor manera. El que se sabe exigir a sí mismo se hace comprensivo con los demás y aprende a trabajar y a darle sentido a todo lo que hace.
LA LEALTAD Tiene que ver con el sentimiento de apego, fidelidad y respeto que nos inspiran las personas a las que queremos, la empresa en la que trabajamos, o las ideas con las que nos identificamos. Los que son leales poseen un alto sentido del compromiso y ello les permite ser constantes en sus afectos.
5. UBICACIÓN
Ventas Ignacio Cossío 1510 – la victoriaPlanta: calle las palmeras Mz. E-4 Lote 2 Urb. La capitana – huachipa
6. Principales productos
PRODUCTO PRINCIPAL:
Nosotros viendo las diferentes técnicas de elaboración del helado nos concentraremos en sí de la manera como la fabrica ARTIKA realiza sus productos y veremos también el “por que” de la acogida del público consumidor.
TIPOS DE HELADOS
HELADOS DE CREMA DE LECHE:
Durazno Leche Chocolate Saúco Lúcuma Fresa Queso helado Cerveza Vainilla

HELADOS DE HIELO: Fresa Chicha Piña Naranja
ALASKINOS: Helados de crema de leche de vainilla recubiertos por una capa de helado en hieloZAMBITOS: Helados de crema recubiertos con cobertura de chocolate y bañado con chispas en grajeasTORNILLOS: Helados de crema de leche de diferentes sabores con una cobertura encima de helado de hielo en forma de tornillo con sabores de: fresa, plátano, naranja, guanábana.
LINEA DE PRODUCCION
La empresa ARTIKA tiene una amplia línea de producción con una gran gama de productos de helados deliciosos y nutritivos hechos a base de sabores de frutas exóticas y autóctonas de la Costa, los Andes y la Amazonía del Perú como aguaje, coco, maní, lúcuma, limón, guanábana, maracuyá, mango y muchas frutas más, en nuestras manos son helados deliciosos. Para satisfacer las demandas y necesidades del consumidor.
Línea de paletas Línea de vasos y copasLínea de sándwichesLínea de bombones Línea de litro Línea de helados a granel. Paleta de crema, Rellenas de crema, De Yogurt, helados de hielo, Vasito, De litro, Saccra , Impar, helados de frutas tropicales y crema de leche, helados de aguaje.
7. Principales Clientes
Están orientados principalmente al sector B y C, de la población por ello sus productos tienen un precio más accesible y bastante inferior a comparación de otras marcas.
8. Persona de Contacto
Nombre: Levano Chavez Edu Ricardo.
Edad: 25.
Sexo: Masculino.
Cargo: Asistente de almacén.
II. DESCRIPCIÓN DE LA GESTIÓN DE OPERACIONES EN LA EMPRESA 1. DISEÑO DE PRODUCTOS Y PROCESOS
a. Diseño de sus productos (pasos que siguen para diseñar o mejorar sus Productos)

Salvo en los helados de categoría superior (en los que no se suelen usar), los estabilizantes siempre se utilizan para mejorar la viscosidad de la mezcla, el cuerpo, la incorporación de aire, la textura y propiedades fundentes del helado final. Los estabilizantes también aumentan la percepción de untuosidad y reducen los efectos de los cambios de temperatura durante el almacenamiento. La cantidad y tipo de estabilizante depende de la composición de la mezcla, la naturaleza del resto de los ingredientes, los parámetros del tratamiento y la vida útil prevista para el producto final.
Los emulsionantes se utilizan para mejorar la capacidad de batido de la mezcla y producir un helado de textura suave y seca, además de facilitar el proceso de fabricación.
b. Principales procesos (factores que intervienen en la obtención del Producto o su generación, tipo de proceso productivo, diagramas de flujoDel proceso)
1.- Recepción y selección
En esta etapa se procede de recepcionar todos los ingredientes a utilizar en la preparación de la mezcla y se descartaran todos aquellos que presenten algún tipo de defecto.
2. Dosimetría
Seleccionados los insumos, se procederá al pesado de los mismos de acuerdo a la formulación de la mezcla
previamente calculada en una balanza.
3.- Mezclado
En esta etapa se procederá a unir, todos los ingredientes líquidos (leche, crema de leche, etc.) en primera
instancia y posteriormente se añadirán los sólidos (leche en polvo, azúcar, estabilizantes, etc.). Esta
operación se efectúa en los tanques de mezcla con la ayuda de un agitador. En primera instancia se
mezclará la crema de leche, con la leche en polvo reconstituida, luego se aplicará calor y se agregarán los
otros ingredientes secos. La adición del estabilizante se hace con la mitad del azúcar empleada, con el fin
de lograr una mejor dispersión del estabilizante en la mezcla del helado. La otra mitad se añade a la
temperatura de 50°C aprox. Todos los ingredientes así mezclados reciben el nombre de "mezcla base".
4. Pasteurizado
Por medio de esta operación se favorece le disminución de carga microbiana proveniente de los insumos
utilizados o la contaminación por manipuleo (aumentando su periodo de conservación), ayuda a disolver
los ingredientes de la mezclas, se produce un producto uniforme de mejor sabor. La temperatura empleada
puede ser de: 80°C por 10 minutos o de 63°C por 30 min.
5.-Homogenización
Al igual que en la leche el fin primordial es el de favorecer una mezcla uniforme, reduciendo el tamaño de
los glóbulos de grasa y evitando de esta forma la separación que pudiera producirse luego. Las mezclas
homogenizados producen un helado con más cuerpo, de textura suave, mejora la incorporación de aire

durante el batido y permite el utilizar menos emdulsificantes, es aquí donde agregaremos la grasa natural
al helado para que el helado sea más cremoso.
6.- Moldear
Una vez realizada la homogenización procederemos a colocarlas en los moldes de las paletas.
7.- Enfriado
Luego de pasteurizada y homogenizada la mezcla, esta pasa a ser enfriada rápidamente en una cámara de
refrigeración a temperaturas entre 2 a 4°C por un tiempo de 4 a 5 hrs.
8.-Maduración: Durante esta etapa la grasa se solidifica (se torna cristalina), los estabilizantes se hinchan
así como las proteínas, se mejora la suavidad y el cuerpo del helado, se aumenta la viscosidad y facilita el
incremento del aire durante el batido.
9.- Congelado
Una vez realizada correctamente los pasos anteriores encontraremos propicio un medio de congelamiento
por debajo de los -5°C llegándose hasta los - 10 a -15°C, por un tiempo de sólo segundos o de minutos (15 a
20), dependiendo de le eficiencia de a máquina. Durante esta operación se forman rápidamente los
cristales de agua los cuales tienen que ser pequeños para tener una textura suave del helado, siendo por
ello necesario el enfriamiento rápido. En el caso de adicionar cualquier tipo de fruta ésta debe hacerse
antes de ser batido la mezcla.
10- Desmoldado
Una vez batido y congelado el helado procederemos a desmoldar de las paleteras, para esto contamos con
unos recipientes con agua caliente para que estos se desprendan más rápido y así sea más fluido en
proceso de envasado.
11.-Embolsado
Se envasan en bolsitas de plástico o cualquier otro tipo de envase autorizado.
12.-Endurecimiento
Se realiza en las cámaras de congelación a temperaturas de -20 a -30°C, ya que la mitad del agua se congela
en el batido y la otra mitad se completa en esta etapa la cual se consigue dentro de las 24 hr de
permanencia, para luego ser comercialización.

Flujo del proceso de producción de helado
c. Funcionamiento de la cadena de suministro (aprovisionamiento,Producción, distribución y ventas, variables logísticas que afectanCapacidad de respuesta y eficiencia)
Los helados, una vez envasados en tarinas y tras haber pasado por el túnel de endurecimiento, se meten manualmente en cajas de cartón para 8 unidades para su conservación y posterior distribución al público. El peso del cartón utilizado para la formación de las cajas debe ser de un mínimo de 400 gramos por metro cuadrado y se necesita una cierta rigidez para conseguir la estabilidad necesaria de la caja. Por otra parte, las láminas de cartón deben venir preparadas con todas las líneas para doblar debidamente marcadas y todas las caras formadas.
Una vez que los envases han sido empaquetados en las cajas de cartón y selladas las mismas con cinta adhesiva, se procede a colocarlas ordenadas en varios pisos en los palets, para seguidamente introducirlos en la cámara frigorífica.
Evolución de las ventas. Estacionalidad, el consumo de helados no es continuo a lo largo del año, y sufre una estacionalidad muy marcada por las condiciones climatológicas, como se puede ver en la siguiente tabla:

Periodo Consumo respecto al total a anual (%)
Primer trimestre 8%
Segundo trimestre 40%
Tercer trimestre 47%
Cuarto trimestre 5%
Esto provoca la necesidad de realizar una producción relativamente acorde con el consumo para no tener un almacenamiento prolongado, lo que conlleva que el ritmo de fabricación sea irregular a lo largo del año. Se dividirá cada año en temporada alta (segundo y tercer trimestre) y temporada baja (primer y cuarto trimestre). En temporada alta se fabricará el 80% de la producción anual, dejándose el 20% restante para la temporada baja. El mes de vacaciones se dará previsiblemente en el cuarto trimestre, dejando así reducida la temporada baja a 5 meses de producción.
Para dimensionar la maquinaria se escoge la temporada alta (Abril, Mayo, Junio, Julio, Agosto y Septiembre). Debido a la diferencia de producción según el periodo, y con objeto que la maquinaria no esté sobredimensionada en la temporada baja, se establecerán dobles turnos en la temporada alta.
Partimos de la base que cada mes tiene un promedio de 20 días laborables, en los cuales se realizarán dos turnos de 8 horas cada uno (en temporada alta). De estas 16 horas diarias de trabajo se considerarán solo 14 horas como horas efectivas de producción de helado. Recordemos que el helado propiamente dicho no aparece hasta la salida del mantecador, por lo que las horas de producción de helado serán horas de funcionamiento del mantecador. Así pues:
20 días/mes * 14 horas/día = 280 horas/mes de producción de helado en temporada alta.
La producción teórica deseada cada mes era de 266.667 litros, por lo que:
266.667/280 " 953 litros/hora en máxima producción.
Teniendo en cuenta la producción deseada en cada periodo, el número de turnos en cada uno, el mes de vacaciones que se concederá previsiblemente en el cuarto trimestre, los días de fiesta, las 7 horas efectivas de producción en temporada baja, etc., se puede obtener la Tabla 5, en la que se muestran la producción horaria, diaria y por temporada aproximada que se pretende obtener.
En temporada alta la jornada laboral del primer turno comenzará a las 8:00 y acabará a las 16:00, hora a la que entra el segundo turno, que acabará a las 24:00 horas. En temporada baja se comenzará también a las 9:00 y se acabará a las 17:00 horas.
El personal que también trabaja en temporada baja será el personal contratado fijo, a diferencia del personal del segundo turno, que tendrá una contratación temporal.
Una de las primeras acciones a llevar a cabo cada día será la de preparar la primera expedición de los helados, mediante el transporte de los mismos desde la cámara frigorífica hasta los camiones.

Simultáneamente a esta operación se realizará la primera mezcla de ingredientes del día, y la descarga de los maduradores en dirección al mantecador con el fin de fabricar helado. La recepción de ingredientes y materiales diversos tendrá lugar a lo largo del día, así como la carga y expedición de helados.
DIAGRAMAS DE PRODUCCIÓN
Los diagramas de producción son importantes en la estandarización ya que de ellos se define y realiza
el proceso de producción. En estos se describe el proceso desde la recepción hasta el empaque y
almacenamiento, los procesos y las variables de proceso del mismo.
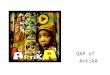
A continuación en la figura 1 se muestra el proceso de elaboración de las barras de vainilla de ARTIKA,
se toma como base este proceso para la elaboración de las barras de los otros sabores, a demás
porque es la que más se consume y por lo tanto la que más se produce. Con las respectivas variables
de proceso
DESCRIPCIÓN DEL PROCESO BARRAS DE YOGURT ARTIKA
El proceso de manufactura del mix completo se divide en dos porciones, una que consiste en la
fabricación de yogurt y el otro es mix base de helado. Las proporciones son 75% mix base y 25%
yogurt. A continuación se explica el proceso en cada una de las porciones.
Porción de yogurt. Partiendo de la base que la leche entera contenga unos sólidos totales
del 12%, se mezcla con leche descremada en polvo hasta elevar la proporción de sólidos
al 16%. Se pasteuriza a 82ºC con retención de 30 minutos. Se homogeniza a 2.500 psi.
Seguidamente se baja la temperatura

a 40 C, para posterior inoculación con cultivo activo. Se incuba por espacio de 6 horas. Luego se agita
y enfría cuando se alcance una acidez de 1.00% expresada como ácido láctico.
Mix Base. Se mezclan todos los ingredientes en el tanque y se pasteuriza hasta lograr
una temperatura de 72ºC. Luego se Retiene por 30 minutos, se homogeneiza y se enfría
por placas hasta bajar a 4ºC.
Después de tener las porciones se continúa con los procesos finales así:
Saborización Se combinan las dos partes anteriores, y se adiciona el saborizante de vainilla
en la proporción indicada. Es necesario equilibrar el nivel de acidez con la solución de
ácido cítrico hasta llevar a una acidez media de 0.70% +/- 0.5%. Por último se deja madurar
por una hora.
Congelación y Empaque Se pasa la mezcla final por la batidora continua y a su vez por la
máquina empacadora, empacando en bolsas individuales de a 100 gramos unidad como
mínimo y 110 máximo. El producto debe tener un overrun aproximado de 84, es decir 165
ml de volumen por barra. Las barras se embalan en canastillas dentro de bolsas plásticas
por 11 unidades, y 12 bolsas por cada canasta o el adecuado según el tipo de canastas
usado. La temperatura mínima de mantenimiento del producto debe ser de -20ºC.
A continuación se nombran las diferentes operaciones del proceso de elaboración de las barras de
yogurt ARTIKA
Recepción. En esta etapa se procede a recepcionar todos los ingredientes que se van a

utilizar en la preparación de la mezcla y se descartaran todos aquellos que presenten
algún tipo de defecto.
Pasteurización. En el caso del helado se puede definir como: el tratamiento térmico de la
mezcla en condiciones tales que las temperaturas alcanzadas y el tiempo de exposición a las
mismas permitan eliminar de las mezclas preparadas, los microorganismos considerados
peligrosos para la salud del ser humano. En general la pasteurización consiste en elevar la
temperatura de la mezcla líquida, con la cual fabricamos el helado, a una temperatura
programada, manteniéndola en ese nivel durante un lapso de tiempo, y luego bajarla lo más
rápidamente posible a 6° C o 4° C que es la temperatura en que se procede con la etapa de
maduración.
Este proceso asegura que por el choque térmico desaparezcan todas las bacterias
(salmonellas, coliformes, streptococos, hongos, levaduras, etc.) que de lo contrario
pueden convertirse en transmisoras desde un simple malestar a problemas mayores.13
Homogenización. Tratamiento que se aplica para impedir que las grasas se separen del resto
del producto. La homogeneización se realiza antes o después del proceso de
pasteurización, el proceso consiste en el paso a presión a través de distintas rendijas muy
finas a una temperatura que oscila entre 55 y 65 °C, bajo una presión de 150 a 200
atmósferas.

Al igual que en la leche el fin primordial es el de favorecer una mezcla uniforme, reduciendo
el tamaño de los glóbulos de grasa y evitando de esta forma la separación que pudiera
producirse luego.
Las mezclas homogenizadas producen un helado con más cuerpo, de textura suave, mejora
la incorporación de aire durante el batido y permite el utilizar menos emulsificantes.
Inoculación. Es el momento en el que se adiciona el cultivo, esto se debe realizar a una
temperatura de 40ºC.
Maduración. Luego de pasterizada y homogenizada la mezcla, esta pasa a ser enfriada
rápidamente en una cámara de refrigeración a temperaturas entre
2 a 4°C por un tiempo de 4 a 72 horas. Durante esta etapa la grasa se solidifica (se
torna cristalina), los estabilizantes se hinchan así como las proteínas, se mejora la suavidad y
el cuerpo del helado, se aumenta la viscosidad y facilita el incremento del aire durante el
batido.
Batido y congelado En esta operación se procede a batir la mezcla madurada y e la vez se le
propicio un medio de congelamiento por debajo de los -5°C llegándose hasta los - 10 a -15°C,
por un tiempo de sólo segundos o de minutos (15 a 20), dependiendo de le eficiencia de
la máquina. Durante esta operación se facilita la incorporación del aire (overrum)
aumentando el volumen del helado en aprox. el doble de la mezcla inicial.
Durante esta operación se forman rápidamente los cristales de agua los cuales tienen que
ser pequeños para tener una textura suave del helado, siendo por ello necesario el
enfriamiento rápido.

Empaque y Almacenamiento En esta etapa del proceso el empaque se realiza
inmediatamente sale de el batido. El almacenamiento se realiza a temperaturas de -20 ºC
para conservar las propiedades del helado de yogurt preferiblemente en cuartos fríos.

RECEPCIÓN
HOMOGENIZACIÓN
MIX
INOCULACIÓN
MADURACIÓN
ENFRIAMIENTO Y AGITACIÓN
MEZCLA
CULTIVO 40ºC 4ºC
YOGURT
6 horas
Acidez 1%Expresada como Ácido láctico
YOGURT
MEZCLA
LECHE EN POLVO ENTERA LECHE EN POLVO DESCREMADA
AZÚCAR LECHE ENTERA ESTABILIZANTE AGUA
Leche en polvo descremada. Leche entera.
Agua
Leche en polvo descremada. Leche entera.
Leche en polvo entera Agua
Estabilizante Azúcar
YOGURT82º X 30 min. 72º X 30 min.
O
2500 psi
ENFRIAMIENTO
MIX
MIX
SABOR
ÁCIDO
PASTEURIZACIÓN
MEZCLA
PASTEURIZACIÓN
MIX HELAD
HOMOGENIZACIÓN
MEZCLA
SABORIZACIÓN Y ACIDIFICACIÓN
MEZCLA

EMPAQUE Y ALMACENAMIENTOEMPAQUE
Peso promedio 110-115 gr
-24ºC
BARRAS DE VAINILLA
Figura 1. Proceso de elaboración barras de vainilla
BATIDO Y DOSIFICACIÓN
BARRA

d. Estudio de la localización de la empresa (razones de la localización=rankingDe factores, proyecciones de nuevos locales)
LOCALIZACION DE LA PLANTA.
ELEMENTOS A CONSIDERAR PARA LA UBICACIÓN DE LA PLANTA
La cercanía de empresas que abastecen de la materia prima es el principal factor a considerar en la
instalación de este tipo de negocio, de igual manera contar con agua potable y energía eléctrica
constante.
Factibilidad de clientes potenciales.
Vías de comunicación accesibles.
Mano de obra disponible
Respecto de la infraestructura de servicios auxiliares que requiere una planta, las plantas
procesadoras de helado requieren de servicios auxiliares para la operación, entre otros los más
importantes destacan:
Agua
Energía eléctrica
Teléfono
Drenaje
Recolección de basura
Seguridad

La localización de la planta es una de las decisiones más importantes que se toman en cuenta en el
desarrollo de cualquier proyecto ya que una vez establecida se vuelve irreversible. El proceso para la
localización de una planta industrial se basa esencialmente en la ubicación de la demanda de mercado,
volumen de materia prima, facilidad de transporte tanto para las materias primas como para el producto
terminado.
La localización de la Planta Procesadora de Helados ARTIKA S.A. (nombre de dicha planta procesadora) se
determinó mediante dos etapas:
Macro localización
Micro localización
a.- Macro localización.
Para llevar a cabo la macro localización se tomaron en cuenta dos tipos de análisis: uno cuantitativo y otro
cualitativo.
Los lugares donde hay una mayor producción de materia prima (frutas) son: Sullana, Piura, Morropón. Por
temas de costos y por tener la Provincia de Piura uno de los mercados más grandes se creó conveniente
aprovechar los recursos de este sector como proveedor de frutas tropicales.
Estos fueron elegidos para realización de la matriz de decisiones tanto cuantitativa como cualitativa.
b.- Micro localización: Una vez definido la localización de la Planta, como el lugar más adecuado para la
instalación de la planta, el siguiente paso es realizar el análisis del micro localización de la planta
analizando las características y servicios que ofrece la zona donde va a funcionar la Planta.
La planta Productora de helado, estará localizada en el departamento de Huachipa, provincia de Lima,
caracterizada por su ubicación estratégica para el desarrollo de actividades productivas agroindustriales.
e. Estudio de la organización del trabajo (diseño de puestos,Compensaciones, condiciones de áreas de trabajo y medición del trabajoRealizado)
Para que el operario logre llevar su trabajo plenamente, es necesario proveerle un ambiente de trabajo adecuado a su entorno, para ello:
Por medio de la observación directa se notó que la iluminación del lugar de trabajo no es la más apropiada, porque existen cuatro lámparas y éstas no se encuentran bien distribuidas; se recomienda colocar más puntos de luz a lo largo y ancho del lugar.

Hay que mejorar las condiciones climáticas del sitio de trabajo hasta hacerlas óptimas, viendo la posibilidad de instalar un aire split que disminuya la fatiga del operador y permita que los equipos utilizados trabajen a un mejor ritmo permitiendo la duración de los productos.
Recomendar orden y reorganización de los equipos de trabajo y materia prima, además de limpieza continua y cuidados logrando del lugar el sitio más óptimo, armónico y agradable de trabajo.
A pesar que se mencionó que el proceso de producción no es tan peligroso, se recomienda organizar y promover un programa de primeros auxilios para prever accidentes.
El método propuesto se analizará siguiendo un procedimiento establecido por la Organización Internacional del Trabajo (OIT), siendo la herramienta principal el examen crítico, el cual consiste en realizar una revisión exhaustiva, minuciosa y detallada, cuestionándose la información que se posee.
Además, el método propuesto se analizará siguiendo otro procedimiento teniendo conocimiento de las técnicas de medición del tiempo, y como herramienta principal el cronómetro, el cual tiene como finalidad determinar el tiempo que invierte el trabajador calificado en llevar a cabo una tarea definida.
Para esto, se utilizará en primera instancia, la técnica del interrogatorio en donde se somete sucesivamente la operación más crítica a una serie sistemática y progresiva de preguntas referidas a cinco aspectos fundamentales como lo son el propósito, lugar, sucesión, medios y personal; con el objeto de combinar, reordenar, reducir y en el mejor de los casos eliminar.
Para la otra parte, cronometraje; se utilizará el método de observación vuelta cero, en donde se somete sucesivamente la operación más crítica a una serie sistemática y progresiva de observaciones directas obteniendo el tiempo empleado en cada elemento, donde el analista puede comprobar la estabilidad o inestabilidad del operario en la ejecución de su trabajo; con el objeto de determinar el tiempo estándar de una operación y, así establecer patrones de referencias.

2. PLANIFICACIÓN DE OPERACIONES
a. Técnicas de pronóstico empleadas (métodos cualitativos y cuantitativos Utilizados
b. Gestión de los inventarios de almacenes (stock de seguridad, sistemas de Inventarios)
MANEJO DE INVENTARIOS
Inventario de (materias para la producción EMPRESA ARTIKA )
Nombre Juan Carlos mejía Dirección la victoria ,Ignacio cossio1510 la victoria Teléfono Compañía de seguros RIMAC SEGURO
Total Precio de CompraS/. 313,300.00
Total artículos inventario
Valor total estimado artículos S/. 93,990.00 13Diferencia Actual/Precio compra S/. 219,310.00
Artículo/descripción Marca/modelo
Nº Identificaci
ón / Serie
/Código / Referencia
Fecha de compra
Lugar de
compra
Precio de
Compra
Valor Actual
Estimado
congeladora marca coldex
10362564582
02/02/2007
LIMA ,LA
VICTORIA
S/. 3,500.00
S/. 1,050.00
moldeador Marca-coldex
25678524621
03/02/2007
LIMA ,LA
VICTORIA
S/. 15,800.0
0S/.
4,740.00
maquinaria para la producciónMarca-MIGSA
24685123672
04/02/2007
LIMA ,LA
VICTORIA
S/. 85,000.0
0
S/. 25,500.0
0
frutas FRESCAS 1452189563
205/02/20
15
LIMA ,LA
VICTORIA
S/. 1,500.00
S/. 450.00
esencias Marca- 2451246358 06/02/20 LIMA ,L S/. S/.

CRAMER 9 15
A VICTORI
A 1,500.00 450.00
empaque Marca-ARTIKA
22543658921
07/02/2015
LIMA ,LA
VICTORIA
S/. 3,500.00
S/. 1,050.00
palitos para el helado Marca-A11254365721
508/02/20
15
LIMA ,LA
VICTORIA
S/. 1,500.00
S/. 450.00
frigorífico Marca-COLDEX
21356245862
09/02/2007
LIMA ,LA
VICTORIA
S/. 8,500.00
S/. 2,550.00
azúcar
Marca-PARAMONG
A2.23251E+1
210/02/20
15
LIMA ,LA
VICTORIA
S/. 3,200.00
S/. 960.00
carros para el medio de trasporte
Marca-NISSAN
22154623581
11/02/2007
LIMA ,NICOLA
S AYLLON VICTORI
A
S/. 35,500.0
0
S/. 10,650.0
0
la planta el lugar de producción
2.13525E+11
12/02/2006
LIMA ,LA
VICTORIA
S/. 100,500.
00
S/. 30,150.0
0
carritos para la venta de helados
Marca-ARTIKA
21352469852
13/02/2007
LIMA , LA
VICTORIA
S/. 50,300.0
0
S/. 15,090.0
0
local 2546325185
214/02/20
07
LIMA,LA VICTORI
AS/.
3,000.00S/.
900.00
El auxiliar contable está encargado de llevar el inventario de producción y de registrar las entradas y salidas de materia prima y producto terminado por medio del kardex. Se ha establecido que como son productos perecederos y naturales no se pueden almacenar más de veinte días y los productos terminados se distribuyen durante los tres días siguientes.

SISTEMA DE REVISIÓN DE STOCK QUE UTILIZA
Ártica no cuenta con un sistema de revisión de stock.-El sistema de REVISION DE STOCK CONTINUA: se maneja alta variabilidad de presentaciones y sabores, el sistema consiste en actualizar el stock registrando de forma inmediata, después de cada transacción.
Nuevo Pedido: cuando el inventario disponible neto se hace igual o inferior al “punto de pedido” (PP).
Tiempo entre pedidos: es variable y depende de la demanda. : Tamaño del lote y el punto de pedido (PP).
Inventarios. Se identifica que la planta no tiene un sistema de inventarios adecuado para los
productos que se manejan, entonces se requiere de la adquisición de un software de manejo
de inventarios y la capacitación del personal que se pueda involucrar en este proceso

El despacho se realizaba por medio de una factura basada en un formato de pedido anteriormente
elaborado por cada tienda el cual se envía posteriormente por fax para luego enviar el pedido a cada
punto. El principal problema encontrado en el despacho es la salida del producto del cuarto frió el cual
no se encontró a la temperatura adecuada de congelación que en el caso de las barras esta en un rango
de -20 a -24ºC.
Recurso Humano. La planta cuenta con un total de 15 personas en producción distribuidas en las
diferentes áreas de trabajo. El horario de trabajo normalmente es de 9 horas de siete de la mañana a
cinco de la tarde de lunes a sábado. Se maneja un solo turno y si hay una producción
adicional se realiza el día domingo o si es necesario en horario nocturno es decir de diez de la
noche a seis de la mañana.
En cuanto a la manipulación del producto desde la recepción de materias primas, su
elaboración, almacenamiento y final distribución; la empresa cuenta con un flujo de proceso
adecuado.
Instalaciones. La planta en la cual se elaboraban los productos de los puntos de venta ARTIKA, tiene
las instalaciones necesarias para el proceso al igual que la maquinaria, y la mano de obra; para
fines de este proyecto se adquirió una maquina dosificadora y empacadora, necesaria para mejorar
el rendimiento de trabajo y de tiempo.
Administración. En cuanto a la administración la planta cuenta con el personal necesario para el
manejo y distribución de los productos, además de estar capacitados, la mayoría ha trabajado en la
planta de producción, lo cual facilita el manejo del producto.

Calidad. Al momento de realizar el diagnostico se observo que no se estaban llenando los
requisitos de calidad exigidos por la empresa contratante y tampoco se llevaban los formatos
ni se realizaban las auditorias correspondientes.
SISTEMAS DE REVISION CONTINUAel sistema de revisión continua es más sensible con los productos de alta variabilidad y por ende si se acelera la demanda se acorta el tiempo de revisión.Observación:Revisión: todos los díasPedidos: únicamente para aquellas que presentan un inventario disponible neto igual o inferior a PP.Punto de Pedido: calculado para cada una de las referencias.El Modelo Recomendado, En El Entorno Actual, Es El De Revisión Continua, Por Su Sensibilidad A Los Cambios De La Demanda Y Por Facilitar La Integración De Los Procesos En Flujo Continuo.
c. Técnicas y herramientas de programación de producción (agregada, plan Maestro producción, requerimiento de materiales/MRP)En referencia a los materiales (ingredientes – materia prima [MP]), no es recomendable hacer cambios en los mismos, ya que influye en la calidad del producto. Es decir, si se opta por adquirir MP más económica, éstas no poseen las características adecuadas y entorpecen la calidad del producto. También, si se adquiere MP de la más costosa el proceso se retarda demasiado debido a la limpieza profunda que habría que realizarle a la máquina.
d. Planificación del mantenimiento (preventivo, correctivo)
la empresa ARTIKA no tiene una planificación de mantenimiento de las maquinas periódicamente .
Se sugiere realizar mantenimiento preventivo a las máquinas periódicamente y así evitar el retraso en los procesos de helados diariamente.

Conclusiones
Que la empresa artika no realiza un preventivo a las maquinas perióticamente y así evitar el retraso en los procesos de helados
Que la empresa artika no cuenta con un stock ya que los pedidos son de forma inmediata.
Que la empresa artika no realiza la vigilancia al momento de realizar el proceso de producción .
Recomendaciones:
Se sugiere que la persona que vigila los procesos de la producción, este
constantemente en esta función y realizando las auditorias correspondientes, para
asegurar la calidad de los productos.
Es necesario exigir al fabricante diligenciar los formatos de calidad, y la continua
capacitación a personal manipulador.
Se requiere de una persona que realice los respectivos análisis microbiológicos
exigidos por la empresa contratante, además de otra que esté al frente del control de
inventarios y todo lo que esto conlleva.
Es importante verificar el estado en que llegan los productos a cada punto de venta.