Embed Size (px)
Citation preview

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 1/22
PRESENTATION ON
GROUP TECHNOLOGY
PREPARED BY -
CHINTAN SHAH (06DME027)
JAIMIN PATEL (06DME031)

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 2/22
WHAT IS GROUP TECHNOLOGY
Group Technology is a manufacturing philosophy inwhich the parts having similarities (Geometry ,manufacturing process and/or function) are grouped
together to achieve higher level of integration betweenthe design and manufacturing function of a firm.
AIM –
To reduce work-in-progress
Improve delivery performance by reducing leadtimes.

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 3/22
WHAT IS GROUP TECHNOLOGY
Group Technology is an engineering andmanufacturing methodology that groupthe parts together based on their
similarities in order to achieve economiesof scale in job & batch production system.
It is the technique for manufacturing smallto medium lot size batches of parts ofsimilar process, geometry, size & shape.

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 4/22
GT is based on general principle that manyproblems are similar and by grouping similar
problem a single solution can be found to a setof problem thus saving time & effort.
The group of similar part is known as PARTFAMILY
The group of machinery used to process an
individual part family is known as MACHINECELL

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 5/22
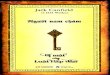
Lathe m/c Drilling m/c Grinding m/c Assembly
AssemblyDrilling m/cMilling m/c
AssemblyGrinding m/cMilling m/c
GROUP LAYOUT WHERE MACHINE ARE ARRANGED AS PER PROCESS

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 6/22
METHOD OF GROUP CLASSIFICATION
Visual Inspection
Classification & Coding
Production Flow analysis.

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 7/22
Visual Inspection
In this method are classified on the basis ofvisual judgment. It involves arranging the partsinto families by visually examining the physical
parts or their photographs. It is achieved byphotographing parts using scale and sorting intoclasses by eye.
This method is carried out by experts.
This is an inexpensive & less Accurate method.

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 8/22
Classification & Coding
Coding is define as process of allocatingsymbol to the parts. The symbol representdesign characteristics of parts ,
manufacturing attributes or both
Classification is the process dividing theset of parts into part family.

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 9/22
There are 3 construction method forcode.
1. Mono code
2. Poly code
3. Mix or Hybrid code.

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 10/22
Mono code :
It means the interpretation of each
succeeding symbol depends upon thevalue of the proceeding symbol
Here the first group indicates the majorgroups such as casted part , machinedpart , sheet metal parts etc. The seconddigit may indicates the shape of partssuch as rotational , rectangular etc.
The main benefit of this type ofmethod is that it provides largeinformation in a short code.

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 11/22
POLYCODE
This is a fixed position code where each classhas a fixed position and code independent ofother classes.
This is most suitable method whenmanufacturing processes have to be described.

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 12/22
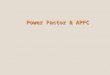
Interpretation of different code
Code Interpretation
1 Material2 Material shape
3 Material chemistry
4 Production quantity
5 Surface finish
6 Tolerance
7 Machine element orientation

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 13/22
Mixed or hybrid code
Combinatation of mono code & poly code
There are 3 types of part classification &
coding system which are mostly use byorganization.
1. Optiz classification system
2. MICLASS system3. Code system

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 14/22
Optiz classification system
Form code :
it define design attributes such aspart geometry , dimensions & features. This are
first 5 codes “12345” Supplementary code :
this are describemanufacturing attributes such as information
related to raw material , tolerance , surfacefinish & accuracy. This are represented afterform code by next 4 digit “6789”

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 15/22
Secondary code :
This are use to identify the
production process & sequence. This aredenoted by 4 alphabets “ABCD”

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 16/22
MICLASS SYSTEM
This type of part classification & coding methodhelps to automate & standardize no of design ,manufacturing & management function.
It name stands for metal institute classificationsystem.
It consist of 12 to 30 digit. the first 12 digit arestandard & can be use for any part & other 18digit can be use as per requirement of company

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 17/22
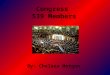
INTERPRETATION OF DIFFERENT DIGIT
DIGITS INTERPRETATION
1 Main shape
2 , 3 Shape element
4 Position of shape
5 , 6 Element
7 Main dimensions
8 Dimension ratio
9 , 10 Auxiliary dimension
11 ,12 Tolerance code & Material code

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 18/22
Production Flow analysis
It is used to eliminate all necessary routes, or material flow paths , in order to findout the simplest material system.
In this method route sheet is used to findout the sequence of operation to becarried out on different machine tool

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 19/22
MACHINE CELL DESIGN
The concept of GT can be implementedeffectively in cellular manufacturing whichconsists of one or more manufacturing or
machine cells. Machine cell may be defined as a group of
closely located workstations where multiple ,sequential operation are performed on one or
more families of similar raw material , parts ,components , products or information carrrier.

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 20/22
ADVANTAGES OF GT.
Reduction in number of drawings
Reduction in set up and production time
Improved machine loading
Reduces manufacturing lead time Leads to automated process planning
Less material movement
Reduces change in set up
Better utilisation of tools and equipments
Less number of defects and rejections

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 21/22
LIMITATIONS
High cost of implementation.
Rearranging of machine is very difficultand time consuming process.
There are large number of grouptechnology codes.
It is not be suitable when very widevarieties of product are manufactured

7/27/2019 grouptechnology-140412022931-phpapp01
http://slidepdf.com/reader/full/grouptechnology-140412022931-phpapp01 22/22
THANK YOU