Embed Size (px)
Citation preview

GENERAL OVERVIEW OF HAZARDOUS WASTE INCINERATION
Philip C. Lin, Ph.D. Risk Reduction Engineering Laboratory
Office of Research and Development U.S. Environmental Protection Agency
Cincinnati, Ohio
ABSTRACT
Improper disposal of hazardous materials generated by industries in the U.S. in the past several decades has prompted the Congress to enact a series of environmental laws to govern and cleanup hazardous waste. Conventional methods of waste disposal, such as landfilling and deep-well injection, arebeing restricted. Waste minimization, recycling, and treatment are being vigorously pursued. Although there are many different treatment methods, such as p h y s i c a l / c h e m i c a l t r e a t m e n t and stabilization/solidification methods, incineration is the most universally applicable. Incineration, which is capable of the highest degree of waste destruction, is considered to be able to destroy the broadest range of hazardous waste. However, incineration may produce residuals in the ash and emit undesired trace amounts of unburned hazardous waste, incomplete combustion by-products, metals, and particulates. This paper is to review the current technology available and practice of incineration of halogenated hydrocarbons; regulations and standards for incinerators, boilers, and furnaces; and results from field evaluations of the incineration of various hazardous wastes in the early 1980's. Recent incineration research by the USEPA is also discussed.
INTRODUCTION
Improper disposal of hazardous materials generated by industries in the U.S. in the past several decades has prompted the Congress to enact a series of laws to control the hazardous waste. The first federa lhdards for control of incineration emi yions were enacted under
provisions of the Clean Air Act (CAA) in 1970. Only particulate emissions from incineration sources were regulated. In 1976, the Resource Conservation and Recovery Act (RCRA), which defined and identified hazardous waste and provided provisions for controlling the storage, transport, treatment, and disposal of hazardous waste, was enacted. Incineration of polychlorinated byphenyls (PCBs) was controlled in May 1979 under rules established under the Toxic Substances Control Act (TSCA) of 1976. The rules prohibited further manufacture of PCBs after July 2, 1979, set limits on PCB use in commerce, and established regulations for proper disposal. In 1980, a national fund to assist the clean-up of uncontrolled waste sites created by poor disposal practices was established under the Comprehensive Environmental Response, Compensation, and Liability Act (CERCLA). On June 24, 1982, the final incinerator standards of performance were published in the Code of Federal Regulations (CFR) under 40 CFR 264.343. The Hazardous and Solid Waste Act (HSWA) of 1984 amended and reauthorized RCRA to establish a strict timetable for restricting untreated hazardous waste from land disposal. By 1990, most wastes were restricted and required to be pretreated by Best Demonstrated Available Technology (BDAT) before disposal. The 1986 Superfund Amendments and Reauthorization Act (SARA) reauthorized the Superfund programs and greatly expanded the provisions and funding of the initial Act. SARA also emphasized the need to select clean-up technologies that would result in a permanent decrease in the toxicity, mobility, or volume of hazardous materials. The impact of these various statutes will be a significant modification of waste management practices.'
257
REGULATIONS AND STANDARDS
Environmental regulations and standards promulgated under various federal statutes are chronologically listed as follows:
Revulations and Standards for Incinerators
1.
2.
Clean Air Act (CAA, 1970)
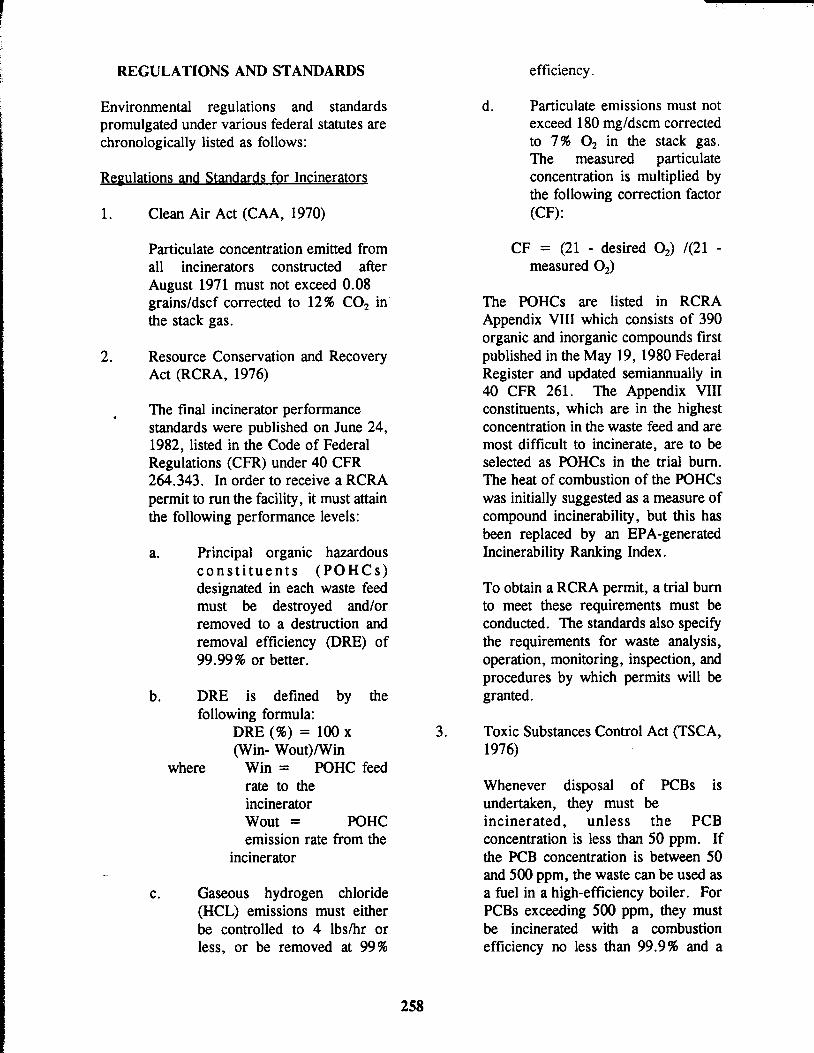
Particulate concentration emitted from all incinerators constructed after August 1971 must not exceed 0.08 grainddscf corrected to 12% CO, in the stack gas.
Resource Conservation and Recovery Act (RCRA, 1976)
The final incinerator performance standards were published on June 24, 1982, listed in the Code of Federal Regulations (CFR) under 40 CFR 264.343. In order to receive a RCRA permit to run the facility, it must attain the following performance levels:
a. Principal organic hazardous c o n s t i t u e n t s ( P O H C s ) designated in each waste feed must be destroyed and/or removed to a destruction and removal efficiency (DRE) of 99.99% or better.
b. DRE is defined by the following formula:
DRE (A) = 100 x (Win- Wout)/Win
where Win = POHC feed rate to the incinerator Wout = POHC emission rate from the
incinerator
c. Gaseous hydrogen chloride (HCL) emissions must either be controlled to 4 lbs/hr or less, or be removed at 99%
efficiency.
d. Particulate emissions must not exceed 180 mg/dscm corrected to 7% 0, in the stack gas. The measured particulate concentration is multiplied by the following correction factor (CF):
CF = (21 - desired 0,) 421 - measured 0,)
The POHCs are listed in RCRA Appendix VI11 which consists of 390 organic and inorganic compounds first published in the May 19, 1980 Federal Register and updated semiannually in 40 CFR 261. The Appendix VI11 constituents, which are in the highest concentration in the waste feed and are most difficult to incinerate, are to be selected as POHCs in the trial burn. The heat of combustion of the POHCs was initially suggested as a measure of compound incinerability, but this has been replaced by an EPA-generated Incinerability Ranking Index.
To obtain a RCRA permit, a trial burn to meet these requirements must be conducted. The standards also specify the requirements for waste analysis, operation, monitoring, inspection, and procedures by which permits will be granted.
3. Toxic Substances Control Act (TSCA, 1976)
Whenever disposal of PCBs is undertaken, they must be incinerated, unless the PCB concentration is less than 50 ppm. If the PCB concentration is between 50 and 500 ppm, the waste can be used as a fuel in a high-efficiency boiler. For PCBs exceeding 500 ppm, they must be incinerated with a combustion efficiency no less than 99.9% and a
258

4.
5 .
a.
b.
DRE of 99.9999 % and meet a number of specific incinerator operating conditions, such as combustion temperature, residence time, stack oxygen concentration. The combustion efficiency (CE) is the ratio of the following:
CE = CO/(CO+CO2)
Further manufacture of PCBs was prohibited after July 2, 1979.
Dioxin Rule2 (promulgated on January 14, 1985 under RCRA) The incinerator must be capable of achieving 99.9999% DRE for chlorinated dioxins or similar compounds.
Superfund Amendments and Reauthorization Act (SARA, 1986)
Reauthorized the Superfund program and expanded the provisions and funding.
Emphasized the need to select clean-up technologies that will result a significant decrease in the toxicity, mobility, and/or volume of hazardous materials.
Proposed Regulations - on Boilers and Furnaces
On May 6, 1987, EPA proposed rules to control the burning of hazardous waste in boilers and furnaces. They were promulgated in December, 1990. The following performance standards must be met:
1. 99.99 % DRE for each selected POHC in the waste feed.
2. 99.9999% DRE for dioxin and other extremely toxic substances.
3. Risk-based emission limits for carcinogenic metals (arsenic, beryllium, cadmium and hexavalent
chromium) must meet the ratio of 1 out of 100,Ooo.
4. Risk-based emission limits for noncarcinogenic metals (antimony, barium, lead, mercury, silver and thallium). must meet minimal levels.
5 . Risk-based emissions limit for HCL is set to 20 ppm or less in the volume of flue gas.
6. A 100 ppm limit is required for CO emissions, corrected to 7% O2 and based on a 60-minute average, in order to minimize the amounts of PICS.
The proposed regulations for boilers and furnaces cover 12 categories including:
1.
2.
3.
4.
Aggregate kilns, lime kilns, cement kilns, phosphate kilns.
Blast furnaces, halogen acid furnaces.
Smelting, melting and refining furnaces.
Coke ovens.
CURRENT PRACTICE AND TECHNOLOGIES
Incineration
Incineration is a process that employs decomposition via thermal oxidation at high temperature to destroy the organic waste. In 1981, EPA estimated that the annual hazardous waste generation was about 250 million metric tons (MMT) which was confirmed in separate studies by the Congressional Office of Technology Assessment (OTA) in 1983’ and the Congressional Budget Office (CBO) in 1985.4 Of this, approximately 47 MMT per year could have been incinerated. However, the CBO projected that only 2.7 MMT were
259

actually incinerated in 1983. A 1981 EPA study also estimated that approximately 3.8 MMT of hazardous waste was disposed in over 1300 industrial boilers and furnaces.’ These numbers are illustrated in Figures 1 and 2. This estimate does not include wastes generated from uncontrolled hazardous waste sites. The implementation of the HSWA (1984) land disposal restriction regulations and generator concern for long-term liability will result in increased utilization of incineration for ultimate disposal.
Thermal Destruction Svstems
Three types of thermal destruction systems (incinerators, boilers, and furnaces) are discussed below.
1: Incinerators
Various types of incinerators are available for handling different physical forms of hazardous waste. An incinerator typically includes a primary and a secondary combustion chamber. Pollution control devices for reducing particulate, hydrogen chloride, sulfur oxides, metals and other emissions may be added. The most common types of incinerator designs are as follows:
a. Liquid injection
Liquid wastes are blended and then pumped into the combustion chamber through atomizing devices.
b. Rotary kiln
Rotary kilns generally consist of a rotating kiln and an afterburner. Afterburners are used to ensure complete combustion of flue gases before their treatment for air pollutants. The rotary kiln incinerator can generally be
used for the destruction of solid organic hazardous waste.
C. Fixed hearth
Fixed hearth is also called a controlled air, a starved air, or a pyrolytic incinerator. The starved air condition causes most of the volatile fraction to be destroyed in the primary chamber with 50-8096 of stoichiometric air and chamber temperature at 1200- 1800F. The resultant smoke and pyrolytic products pass to the secondary chamber where excess air is injected to complete the combustion reactions. This type of incinerator generally has a smaller capacity than liquid injection or rotary kiln incinerators.
d. Fluidized bed
Fluidized beds are either circulating or bubbling bed d e s i g n s . O p e r a t i n g temperatures are maintained in the 1400-1600F range and excess air requirements range from 100 to 150 percent. It is generally used for sludges or shredded solid materials. Fluidized bed incinerators offer high gas-to-solid ratios, high heat transfer, and uniform temperatures through out the bed.
e. Fume incineration Fume incinerators are used to destroy gases or fume wastes. Wastes are injected by pressure or atomization through the burner nozzles.
260

2. Boilers and Furnaces significant percentage of total cost of operation.
Boilers are constructed to produce steam. The concept of disposing of hazardous wastes in boilers has centered around industrial boilers. Wastes are cofired with conventional fuels in these boilers. Furnaces used include cement kilns, blast furnaces and smelters.
Air Pollution Control Devices (APCD)
Combustion gases generally need to be further treated in an air pollution control system. The presence of chlorine and other halogens in the waste requires a scrubbing or absorption step to remove HC1 and other halo-acids. Particulate emissions require collection devices of moderate efficiency to meet the RCRA emission standard (0.08 grainddscf). The most common system used for the air pollution control is a quench, followed by a venturi scrubber (particulate removal), a packed tower adsorber (acid gas removal) and a demister .
1. Wet Scrubber Systems
These may include spray towers, centrifugal scrubbers, and venturi scrubbers, etc.
a. Venturi scrubbers
Venturi scrubbers involve the injection of a liquid, usually water or a water/caustic solution, into the exhaust gas stream as it passes through the throat. The fine-atomized liquid entrains fine particles and a portion of the absorbable gases from the gas stream. They are reliable and simple to operate but they often require significant pressure drop across the throat (60-120 in. of water)' which represents a
b. Packed bed scrubbers
These are vessels filled with packing material such as polyethylene saddles. The liquid is fed to the top of the vessel, with the gas flowing countercurrent to it. The liquid wets the packed material to remove the acid gas from the stack gases.
C. Plate tower scrubbers
They are similar to packed bed scrubbers, relying on absorption for the removal of contaminants. They are mostly used with liquid injection incinerators for absorption of soluble gaseous pollutants such as HCl and SOX. For rotary kiln or fixed hearth facilities with high ash feeds, venturi scrubbers are also used in series with packed bed scrubbers.
2. Dry Sorbent Injection (DSJ)
Dry alkali sorbents are injected into the flue gas downstream of the combustor outlet and upstream of the particulate matter control device to form salts. The removal efficiency depends on flue gas temperature, sorbent type and feed rate, and the extent of sorbent mixing with the flue gas.
3. Wet Electrostatic Precipitation (ESP)
4. Ionizing Wet Scrubbers (IWS)
5 . Fabric Filters
ESP, IWS, and fabric filters are used
261

for small particle removal.
6. Spray Dryer (SD)
Lime or limestone slurry is injected into the SD, the water in the slurry evaporates to cool the flue gas and the lime/CaCO, reacts with acid gases to form salts that can be removed by a particulate matter control device. The key design and operating parameters that affect SD performance a re SD outlet temperature and lime-to-acid gas ratio.
Residuals and Ash Handling
Ash is frequently accumulated on-site prior to hwardous waste land disposal. It may be dewatered or may be chemically (fixation/stabilization) prior to disposal. Residuals generated by the APCD contain particulates, absorbed acid gases which have reacted to become salts and small amounts of organic contaminants. The suspended contaminants can be concentrated before disposal. The waters may either be returned to the process or treated and discharged to sewers as necessary.
PERFORMANCE TESTING OF THERMAL DESTRUCTION
FACILITIES IN THE EARLY 1980's
EPA conducted performance testing at several thermal destruction facilities in the early 1980's. Complete test reports have been published for 8 incinerators, 11 industrial boilers, and 8 furnaces. These data as well as trial burn results from 14 RCRA applicants for incinerators have been summarized in an EPA report, "Permit Writer's Guide to Test Burn Data - Hazardous Waste Incineration. 'I7
Results of these studies (on the DREs, etc) have been summarized, and compared with the hazardous waste incinerator standards and proposed boiler and furnace regulations, by Dempsey and Oberacker of the USEPA in
1988.5 Their comparisons are reproduced and shown in Figure 3 through Figure 16. It was concluded that properly designed thermal destruction systems equipped with suitable air pollution control devices can meet or perform better than the requirements set by the regulations.
RECENT STUDIES
Recent studies (1988) on hazardous waste cofired in industrial boilers under nonsteady or offset conditions by EPA have demonstrated that industrial boilers can provide adequate thermal environments for hazardous waste destruction, achieving an average DRE of 99.998% for RCRA toxic organic^.^^^ Results from a pilot-scale boiler cofiring test (1988) to investigate nonsteady effects on DRE have also revealed that unburned POHCs and PICs could be adsorbed on soot deposited on boiler surfaces during cofiring and desorbed back into the combustion gases after waste cofiring ceases, an effect which has been termed hysteresis." The impact of this hysteresis on the DRE for POHCs was further tested in a full-scale hysteresis study on a watertube package boiler in 1990 by EPA to determine if the hysteresis effect actually exists, and if so, to evaluate its effect on DRE measurements. Results from POHC cofiring tests - Trichloroethylene (TCE) and Monochlorobenzene (MCB)- under sooting and nonsooting conditions indicated that DREs were generally low during the sooting operations, only three to four "nines". The hysteresis effect does exist: however, it does not significantly affect the DRE performance." During 1988 and early 1989, other halogenated hydrocarbons wastes were incinerated." Over 300,000 gallons of EDB (ethylene dibromide) pesticide were incinerated at commercial hazardous waste incineration facilities. Sulfuric acid was fired into the kiln to prevent the release of bromine to the atmosphere. EDB (qH,Br,) is a liquid halogenated hydrocarbon which was registrated as a pesticide in 1948 and is carcinogenic, mutagenic, and has adverse
262

reproductive effects. The level of bromine in the stack gas was non-detectable and particulate emissions were 0.0081 to 0.0123 grainddscf corrected to 7% COz. Figure 17 shows that the DREs of the EDB were at least 6 nines. It is obvious that properly operated incinerators are able to destroy a wide range of hazardous wastes.
CONCLUSIONS
Incineration is capable of the highest degree of waste destruction and is able to destroy the broadest range of hazardous waste. It can greatly reduce the solid waste volume, recover heat energy from the combustion process, and permanently destroy the waste. If the incinerators are properly designed and operated, incineration remains the most efficient and available technique for disposal of most organic wastes. More research is needed to study on how to reduce the trace amounts of unburned hazardous wastes, products of incomplete combustion, haloacids, halogen gases, metals and particulates in stack gases and residuals in the ash.
REFERENCES
1.
2.
3.
4.
E. T. Oppelt, "Incineration of Hazardous Waste: A Critical Review," the Journal of the Air Pollution Control Association (JAPCA), Vol., No. 5, 1987.
U.S. EPA, "Dioxin Rule," Federal Register, January 14, 1985.
U. S. EPA, "Standards Applicable to Owners and Operators of Hazardous Waste Treatment Facilities; Interim Final Rule and Proposed Rule," Federal Register 47(122, Part 9327516-27535, June 24, 1982.
U.S. Congress, Congressional Budget O f f i c e , " H a z a r d o u s W a s t e Management: Recent Change and
5 .
6.
7.
8.
9.
1
P o l i c y A l t e r n a t i v e s , " U . S . Governmental Printing Office, 1985.
C. Dempsey and D. Oberacker, o f I n c i ne r a t io n
Performance," Presented at the Engineering Foundation's Conference on "Hazardous Waste Management Technologies ," Mercersberg , Pennsylvania, August 7-12, 1988.
0 v e r v i e w
U.S. EPA, "Polychlorinated Biphenyls (PCBs) Manufacturing, Processing, Destruction in Commerce, and Use Prohibition, I' Federal Register, Vol. 52, No. 87, 1987.
U.S. EPA, "Permit Writers Guide to Test Burn Data - Hazardous Waste Incineration, 'I EPA-625/6-86/012, 1986.
M. Wool, C. Castaldini, and H. Lips, "Engineering Assessment Report: Hazardous Waste Cofiring in Industrial Boilers Under Nonsteady Operating Conditions," Acurex Summary Report
Cincinnati, Ohio, July 1989. TR-86-103/ESD, U.S. EPA/RREL,
H. B. Mason, et al. "Pilot-Scale Boiler Cofiring Tests to Investigate Nonsteady Effects, 'I Proceedings of the 14th Annual EPA Research Symposium on Land Disposal, Remedial Action, Incineration and Treatment of Hazardous Waste, Cincinnati, Ohio, May 9-11, 1988, EPA/600/9-88/021,7/88, pp.332-345.
H. B. Mason, J. A. Nicholson, M. Chan, R. J. Derosier, and R. Gale, "Pilot-Scale Testing of Boiler Waste Cofiring-Hysteresis Effects, 'I Midwest Research Institute report, U.S. EPA, ORD, EPA Contract No. 68-03-3241, August 1988.
263

11. G. D. Hinshaw, S. W. Klamm, G. L. Huffman and P. C. L. Lin, "Sorption and Desorption of POHCs and PICs in a Full-Scale Boiler Under Sooting Conditions", Presented at the 16th Annual research Symposium on Hazardous Waste, Cincinnati, Ohio April 3-5, 1990.
12. D. Oberacker and C. Stangel, "Incinerating Ethylene Dibromide and Dinoseb Stocks," Presented at the U.S. EPA's 15th Annual Research Symposium on Remedial Action, Treatment and Disposal of Hazardous Waste, Cincinnati, Ohio, April 10, 1989.
264

NON-INCINERABL E 202.03 MMT
LE T
Fig. 1. Annual Hazardous Waste
Fig. 2. lncinerable Hazardous Waste
265
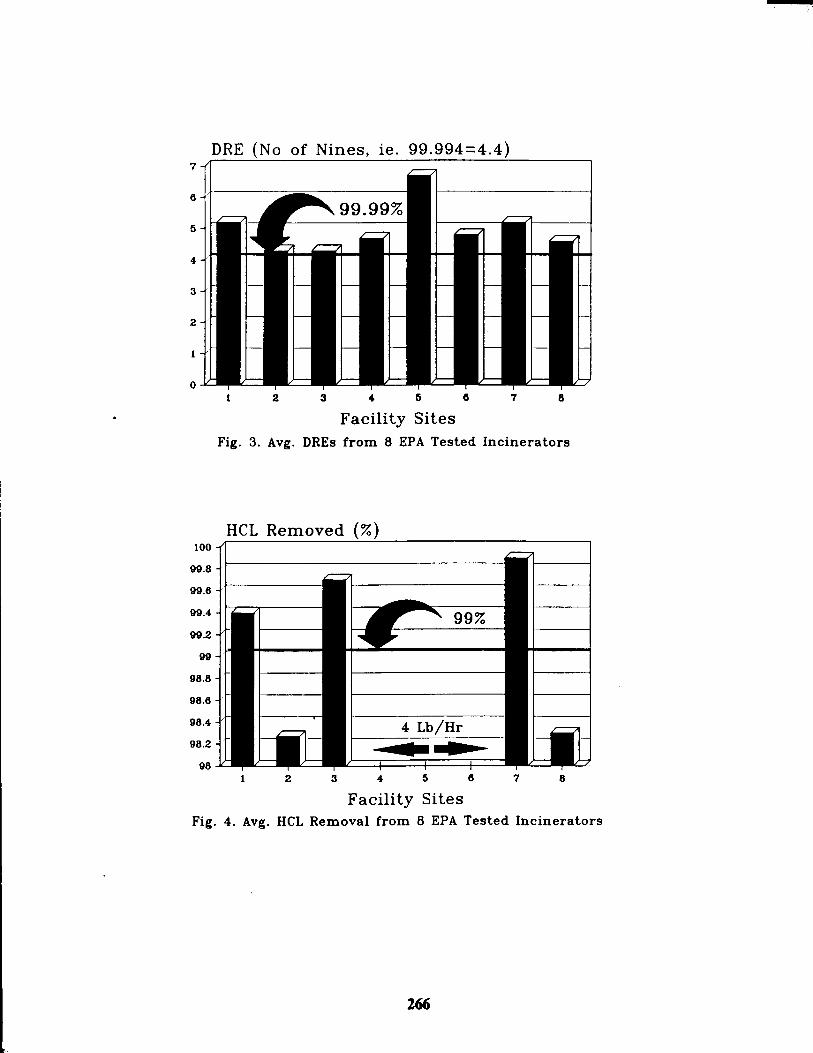
DRE ( N o of Nines, ie. 9 9 . 9 9 4 ~ 4 . 4 ) 7
I 1 2 3 4 5 6 7 8
Facility Sites Fig. 3. Avg. DREs from 8 EPA Tested Incinerators
HCL Removed (%) 100 4
98.6
98.4
98.2
98 1 2 3 4 5 6 7 8
Facility Sites Fig. 4. Avg. HCL Removal from 8 EPA Tested Incinerators
266
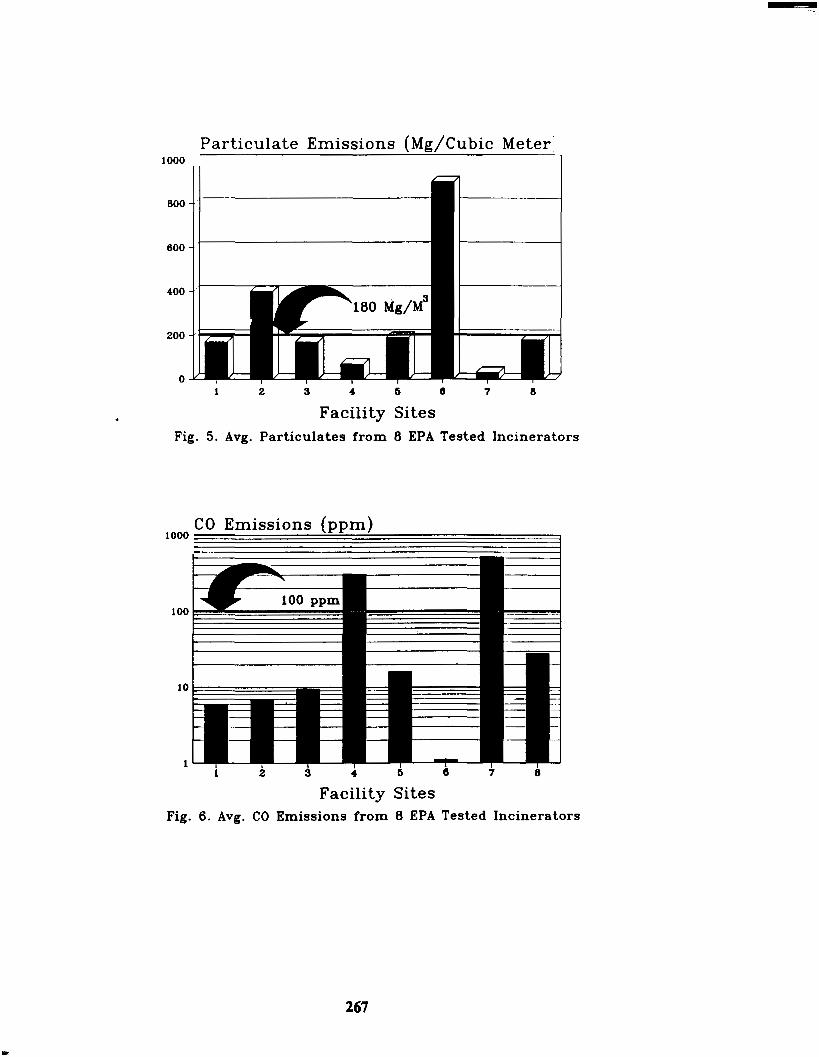
Particulate Emissions (Mg/Cubic Meter: 1000
800
000
400
200
0 1 2 3 4 ti 0 7 8
Facility Sites Fig. 5. Avg. Particulates from 8 EPA Tested Incinerators
CO Emissions (ppm) .- - , 1000 1
i 2 3 4 5 7 8
Facility Sites Fig. 6. Avg. CO Emissions from 8 EPA Tested Incinerators
267
B

DRE (No of Nines, ie. 99.994=4.4) 6-fl
ll 99.99%
1 2 3 4 5 6 7 8 9 1 0 1 1 1 2 1 3 1 4
Facility Sites Fig. 7. Avg. DREs from 14 RCRA Applicants
HCL Removed (%) 100 4
99.5
99
98.5
98 1 2 3 4 5 6 7 8 9 1 0 1 1 1 2 1 3 1 4
Facility Sites Fig. 8. Avg. HCL Removal from 14 RCRA Applicants
268
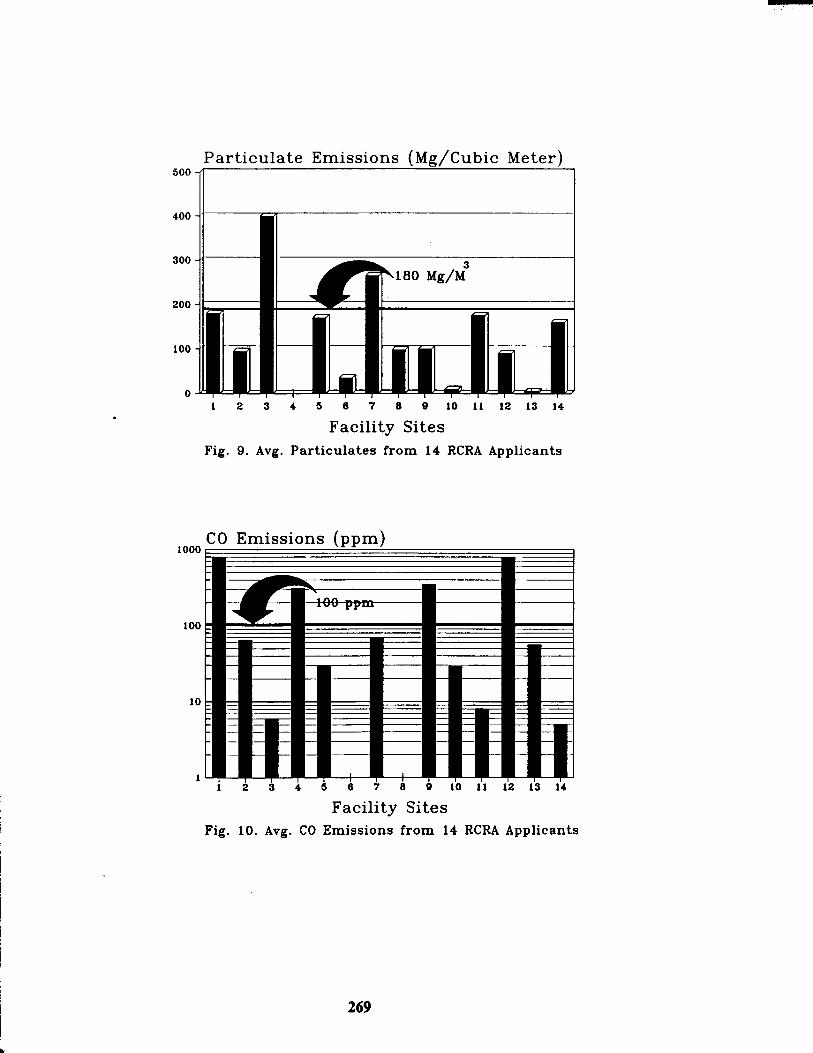
Part iculate Emissions (Mg/Cubic Meter)
500 > 300
200
100
0 I 2 3 4 5 6 7 8 9 1 0 1 1 1 2 1 3 1 4
Facility Sites Fig. 9. Avg. Particulates from 14 RCRA Applicants
CO Emissions (ppm) 1000 I 1
100
10
1
Facility Sites Fig. 10. Avg. CO Emissions from 14 RCRA Applicants
269

DRE (No of Nines, ie. 99.994=4.4) 1
.99%
A B C D E F C H I
Facility Sites Fig. 11. Avg. DREs from 11 Boilers
J K
Particulate Emissions (MdCubic Meter)
800
600
400
200
A B C D E F C H I J K
Facility Sites Fig. 12. Maximum Particulates from 11 Boilers
270
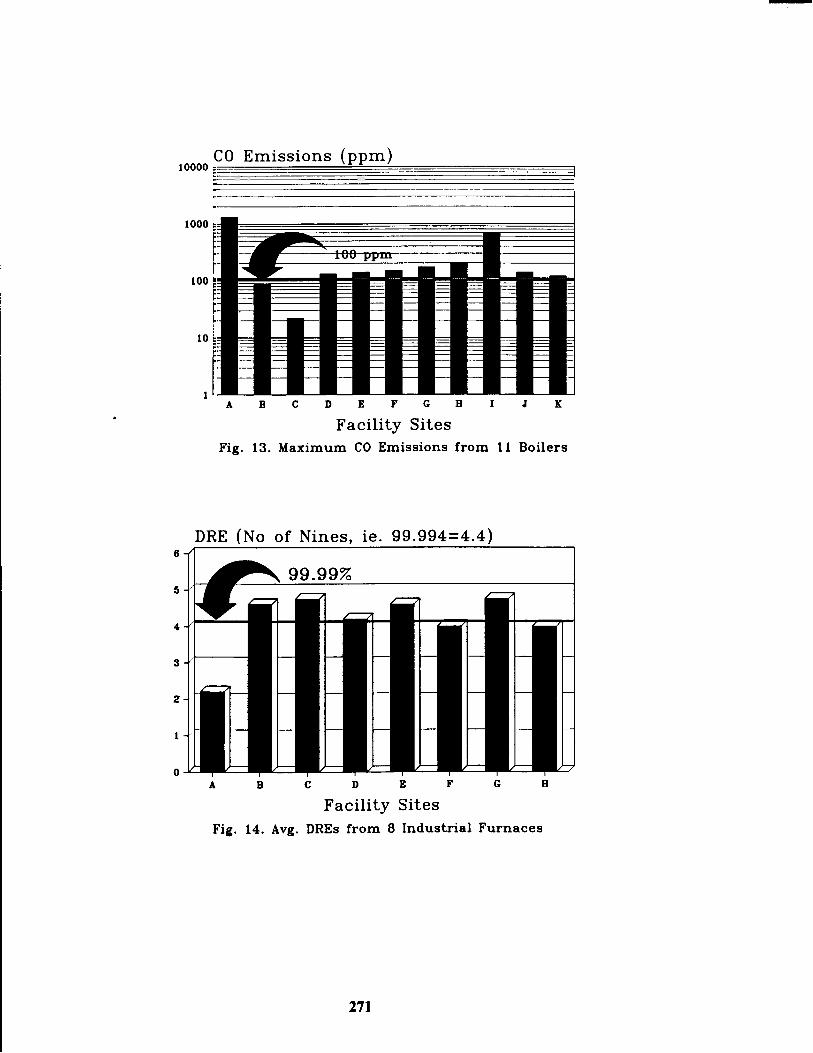
CO Emissions (ppm) 10000
1000
IO0
10
1 A B C D E F C B I J K
Facility Sites Fig. 13. Maximum CO Emissions from 1 1 Boilers
DRE (No of Nines, ie. 9 9 . 9 9 4 ~ 4 . 4 )
A B C D E P C H
Facility Sites Fig. 14. Avg. DREs from 8 Industrial Furnaces
271

Particulate Emissions (Mg/Cubic Meter)
I 300
250 -
200 -
150 -
100 -
50 -
0-y A B C D E F
Facility Sites c E
Fig. 15. Avg. Particulates from 8 Industrial Furnaces
CO Emissions (ppm) 1000
100
10
1
Facility Sites Fig. 16. Maximum CO Emissions from 8 Industrial Furnac
272
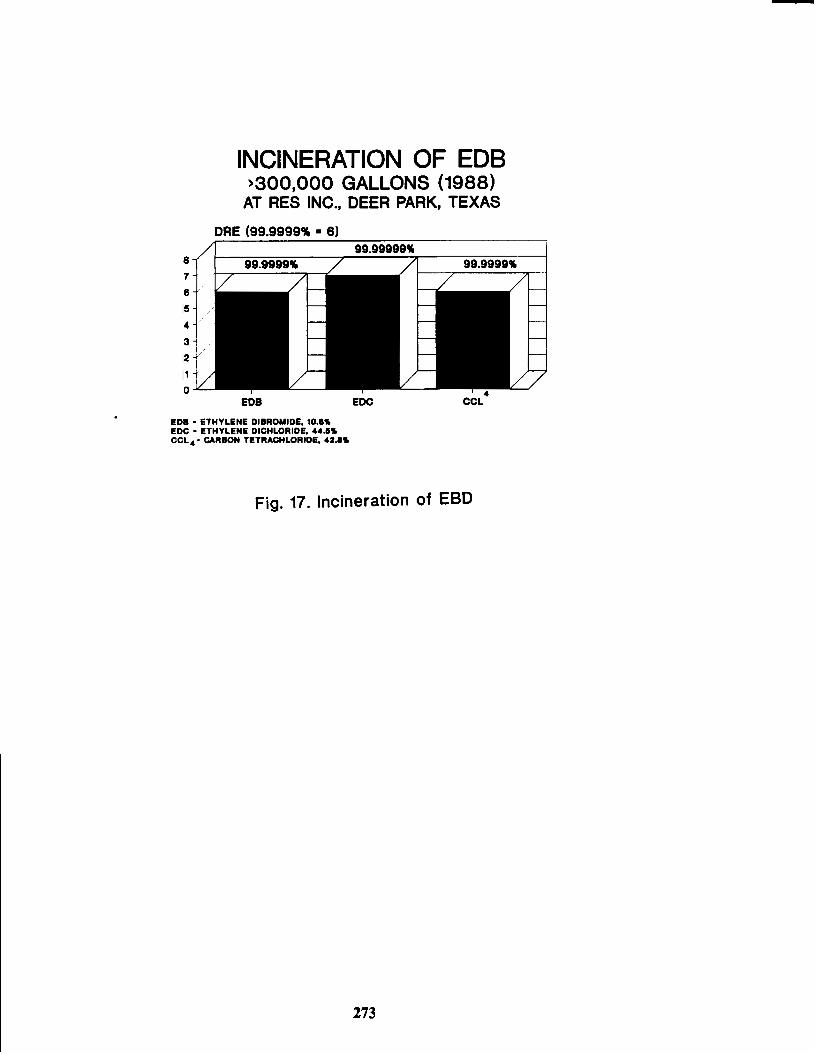
INCINERATION OF EDB >300,000 GALLONS (1988)
AT RES INC., DEER PARK, TEXAS
DRE (99.9999% 6) 99.99999%
8 / 99.9999%
EDB EDC
EDS - ETHYLENE DIBROYIDE. 10.8% EDC - ETHYLENE DICHLORIDE. 44.6% C C L ~ - CARBON TETRACHLORIDE. 42.an
CCL
Fig. 17. Incineration of EBD
273