Embed Size (px)
Citation preview

10 FUJITSU Sci. Tech. J., Vol. 53, No. 4, pp. 10–21 (July 2017)
Fujitsu’s Monozukuri Strategy
Akira Ito Ken Takizawa Akihiko Miyazawa
Fujitsu has expanded its activities to the development department and other supporting de-partments in the form of the Fujitsu Production System (FJPS) since the introduction of the Toyota Production System (TPS) in the production department in 2003. These activities are firmly based on the principle of using Fujitsu’s own information and communications tech-nology (ICT). The digitization of human activities and things is progressing in parallel with advances in ICT and the Internet of Things (IoT), and the analysis and prediction of conditions in the near future using such a wide variety of data is becoming a reality. These developments point to a major transformation in the entire Monozukuri (Japanese way of manufacturing) process. Fujitsu envisions smart Monozukuri as a higher order of Monozukuri that intercon-nects departments and plants as well as suppliers, partners, and customers via a virtual environment. This paper describes the current state of Fujitsu’s Monozukuri platform based on ICT activities that have come to support the evolution of Monozukuri and a next-generation smart Monozukuri platform.
1. IntroductionStarting out as a manufacturer of telecommu-
nications equipment, Fujitsu has grown to become a Monozukuri (Japanese style of manufacturing) enter-prise as well as an information and communications technology (ICT) solutions vendor. Fujitsu has ad-vanced its Monozukuri by utilizing its own ICT. Creating a virtuous cycle between Monozukuri processes and solutions has been a major strength of Fujitsu. At the same time, Fujitsu has come to offer its customers Monozukuri ICT solutions using as reference the en-vironments, tools, and know-how that it has fostered through the effective use of ICT.
This special issue introduces Fujitsu’s approach to constructing a smart Monozukuri platform, advanced technologies supporting that platform, and practical cases of innovative Monozukuri. In this paper, we sur-vey the current state of Monozukuri at Fujitsu, describe Fujitsu’s activities toward smart Monozukuri, and dis-cuss the future outlook for Monozukuri.
2. Monozukuri in the Fujitsu GroupIn this section, we describe the Monozukuri plat-
form that has come to support the evolution of the Fujitsu Production System (FJPS) while touching upon Monozukuri in the Fujitsu Group.
Since establishing the Monozukuri Development Unit in 2003 to enhance Monozukuri processes, Fujitsu has been expanding activities promoting innovation in Monozukuri based on FJPS (Figure 1). In addition to “evolution of development, production, and manu-facturing technology,” we have been working on three themes: “production process innovation,” “supply chain process innovation,” and “development process innovation.”
These activities promoting comprehensive in-novation in Monozukuri including human-machine harmonized production have been a driving force be-hind the ongoing development of FJPS. The following describes each of the above activities.
2.1 Production process innovationFujitsu is promoting innovation activities with
“just-in-time” and “jidoka (automation with a human

11FUJITSU Sci. Tech. J., Vol. 53, No. 4 (July 2017)
A. Ito et al.: Fujitsu’s Monozukuri Strategy
touch)” as two main preconditions of the leveling pro-cess described later. In the area of jidoka, the idea is not simply to save on labor but to create techniques and mechanisms that can respond to changes in prod-uct types and volumes in an agile manner.1) Just-in-time production
Streamlining, single-piece fl ow, and the pull sys-tem are being achieved on the Fujitsu production line. These changes are helping to prevent stagnation in the production process and wasteful overproduction and to improve just-in-time production. In addition, thorough implementation of standardized operations makes it easier to visualize and correct anomalies and to expand the range of mixed production. This, in turn, enables the construction of a production line capable of re-sponding to fl uctuations in production volumes without drops in effi ciency. This approach to shortening lead times and reducing costs is progressing daily in FJPS.2) Jidoka
Fujitsu is promoting jidoka based on the concept of a “production line enabling human-machine harmo-nization.” The following measures are needed to deal effi ciently with changes in the types and volumes of products through human-machine harmonization. • Simplification of setup operations at time of prod-
uct switching (versatility)This measure includes automatic generation
of robot operations, autonomous judgment of work status, automatic generation of work plans, and human-machine communication.• Greater degree of freedom in dividing up work
between human and machines
This means expanding the range of jidoka targets such as the handling of fl exible objects, connector join-ing, soldering, and 3D picking.
These measures include the detection of changes such as fl uctuation in lot characteristics and gradual degradation of equipment, that is, the autonomous ab-sorption of changes and fl uctuations. They also include the absorption by machines (robot systems) of fl uc-tuations in production volumes that have traditionally been dealt with by changing the number of production personnel.
In the above way, Fujitsu has come to place im-portance on two key axes: expansion of the domain capable of being automated by robot systems and improvement in the level of autonomy on the produc-tion line. One successful example of this approach is Fujitsu’s multi-function assembly robot system, which can automatically change between six types of tools and perform multiple types of assembly without a switching setup.3) Use of ICT at production sites
The use of ICT at production sites has been pro-gressing with the aim of shortening the production preparation period. For example, the digital environ-ment of FUJITSU Manufacturing Industry Solution Virtual Product Simulator (VPS), a digital tool using 3D modeling, can be used to evaluate the ease of as-sembly and maintainability of products and to perform process design, prepare work instruction manuals, etc. In addition, the digital environment of Global Protocol for Manufacturing (GP4), which enables production-line simulation, can be used to design
Figure 1Expansion of activities promoting innovation in Monozukuri.
2003 2006 2017
Production process innovation
Developmentprocess innovation
Supply chainprocess innovation
Evolution of development, production, and manufacturing technologies
1935
Application of ICT
FJPS reflecting
Fujitsu Monozukuri

12 FUJITSU Sci. Tech. J., Vol. 53, No. 4 (July 2017)
A. Ito et al.: Fujitsu’s Monozukuri Strategy
product production lines. Production equipment and products that have been digitized using model-based development techniques are also being used to test production equipment and equipment-control software.
2.2 Supply chain process innovationIn the supply chain, Fujitsu is promoting activities
that can suppress fluctuation in materials and facilitate efficient Monozukuri through a two-stage process of leveling off the receipt of orders and shipments by sales and operations planning (S&OP) in the sales depart-ment and leveling off the submittal of orders in the production department.1) S&OP activities
Originating as production innovation in the production department, S&OP activities are aimed at improving Monozukuri by expanding the FJPS concept to suppliers and customers and the supply chain itself. These activities are driving improvements in the opera-tions department and sales department with the aim of leveling off the receipt of orders. Promoting innovation with the sales department is helping to eliminate the stagnation of information transmission through S&OP activities. Constructing a mechanism that can link up with the sales department—even in relation to informa-tion on business negotiations that have yet to produce an order—and updating that information as needed and thereby obtaining an understanding beforehand of large-scale negotiations, sets a foundation for achiev-ing production leveling while meeting delivery dates.2) Promotion of production leveling
Production-leveling activities in the production department are progressing through coordination be-tween the operation and manufacturing departments, and we have been promoting several measures such as production of fixed orders ahead of schedule.
For example, the operations department ex-ecutes a plan-do-check-act (PDCA) cycle with the aim of meeting targets in agreement with the manufacturing department by constructing leveling logic that takes into account the production line configuration (as in mixed production of various types of products on one production line) and by visualizing the level of leveling. The manufacturing department, in turn, works to re-duce production-related factors that hinder leveling off in processes that perform lot-based production because
of equipment-related constraints, such as by making lot sizes smaller through improvements in setup opera-tions. In this way, improvements are being sought on a daily basis so that Monozukuri can be performed with-out a drop in production efficiency even in the event of fluctuating production volumes.
2.3 Development process innovationThe Flexible Technical Computing Platform (FTCP)
supports development work in the Fujitsu Group from product planning to product design and analysis.1) Integration and sharing of design know-how
(FTCP 1.0)Fujitsu set up the FTCP (Figure 2) in 2007 as a de-
velopment environment for company-wide integration. It provides a mechanism for interconnecting a variety of tools and in-house systems essential for product devel-opment, and in this capacity, it has produced significant effects in cost reduction, quality improvement, and greater design efficiencies. In short, FTCP integrates design technologies that are needed from design to production (such as computer-aided design [CAD], computer-aided engineering [CAE], product data man-agement [PDM], design rules, and parts information), and promoting the use of these technologies within the Fujitsu Group has accelerated the consolidation and sharing of design know-how. The early introduction and in-house use of advanced technologies via FTCP has given birth to a virtuous cycle that enhances the technologies available for use and facilitates the con-solidation of new forms of know-how. 2) Extensive testing functions
Testing functions include design rule checks (DRCs) based on design standards and a variety of sim-ulation techniques for electromagnetic field analysis and other purposes. There are about 300 DRC testing functions that include a design for manufacturability (DFM) function for evaluating productivity plus know-how for making design work more efficient. Checks at the design stage can be executed in real time, and design errors can be corrected on the spot, which has the effect of greatly reducing the amount of reworking. Simulation, meanwhile, can be used to verify whether designs are meeting standards. The FTCP enables ef-fective operation of DRC and simulation functions.3) Development and application of an engineering
cloud

13FUJITSU Sci. Tech. J., Vol. 53, No. 4 (July 2017)
A. Ito et al.: Fujitsu’s Monozukuri Strategy
In 2010, with the aim of compiling and managing development know-how within the Fujitsu Group in an integrated manner, Fujitsu began development of an engineering cloud (“Engineering Cloud”) to place all design technologies (tools, standards, libraries, design data, etc.) in the cloud and promote a shift to a compre-hensive design environment in the cloud rather than on the designer’s terminal. Application of this cloud has been expanding in conjunction with usage trials. In general, desktop virtualization tools must deal with many issues including screen responsiveness since CAD and CAE require highly detailed line drawings and high picture quality. For this reason, Fujitsu Laboratories undertook the basic development of proprietary high-speed image compression and transfer technologies, which were then implemented by Fujitsu and applied to its in-house cloud environment.4) Enhancement of design platform (FTCP 2.0)
As the use of simulation in design work came to be accepted, Fujitsu set out to expand its use and re-spond to an even higher level of needs. In the case of commercially available analysis software, calculation speed tends to saturate as the degree of parallelism in computational processing increases, which has been a major problem in terms of cost and performance. To
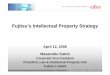
solve this problem, Fujitsu developed solver software, FS-Solver, that prevents a reduction in calculation speed even with increasing model scale and then went on to construct an original analysis environment that can accommodate the development of all sorts of products from ubiquitous devices to large-scale serv-ers. This made it possible to perform a wide range of model analysis from models of individual printed circuit boards (PCBs) to large-scale models of entire prod-ucts. Additionally, in parallel with the above, Fujitsu developed preprocessing (creation of models) and post-processing (visualization of calculation results) techniques for improving effi ciency in analysis work. In this way, Fujitsu has been able to contribute to making a whole series of analysis tasks more effi cient from the incorporation of design data to model creation, highly parallel calculation, and results display (Figure 3).
3. Smart MonozukuriAdvances in ICT and the Internet of Things (IoT)
combined with the digitization of human activities and things are enabling the use of diverse types of data as useful information. The analysis and prediction of conditions in the near future using such a wide vari-ety of data are becoming a reality, and the possibility
Figure 2FTCP development platform.
DRC: Design rule checkPCB: Printed circuit board
Fujitsu Group Development Platform(integrates know-how in development departments)
Flexible Technical Computing Platform (FTCP)
Structural toolsLSI tools Electrical toolsFujitsu FujitsuFujitsu Company A/B Company A/BCompany A/B
Verification technology/DRC
Electrical DRC
... DRC
... manufacturing check
Logical connection check (LvS)
... check
Design standards/Library environment
Parts libraryAnalysis
modeling library
Material properties
library
Design standards
Simulation
Electrical
Signal integrity
Power integrity...
Structural
Thermal-fluid
Reduction of sound...
LSILogic/Delay
...
Strategic toolsWiring support tools
... solver
RVEC*
Knowledge management
Automatic analysis toolsfor collective knowledge
Data/Knowledge/Know-howautomatic systematization tools
LSI CAD 3D CADLSI CAD PCB CAD PCB CAD 3D CAD
* RVEC (Remote Virtual Environment Computing, pron. “re-vec’ ”) is a display acceleration technology that improves the operational responsiveness of screen transfer.

14 FUJITSU Sci. Tech. J., Vol. 53, No. 4 (July 2017)
A. Ito et al.: Fujitsu’s Monozukuri Strategy
of making radical changes to the entire Monozukuri process is coming into view. This is digital innovation targeting Monozukuri. Against the above background, we next describe the form of the next-generation smart Monozukuri conceived by Fujitsu.1),2)
3.1 What is possible with smart Monozukuri?Fujitsu’s objectives with smart Monozukuri from
the viewpoints of customers, society, in-house devel-opment sites, and production sites are summarized in Figure 4. • Customers: Make your dreams come true.• Society: Contribute to the environment as a social
mission.• Development sites: Continuously pursue lower
costs, higher quality, and greater value.• Production sites: Use “only what is needed when
needed.”In Figure 4, the “things” deemed necessary to
achieve the form desired for these four objectives are defi ned on the layer labeled “Things,” and the tech-nologies for achieving these “things” are defi ned on the layer labeled “Technologies.” Here, the core tech-nologies for achieving this layer of technologies are digitization technologies.
3.2 Approach to achieving smart MonozukuriFujitsu’s approach to achieving smart Monozukuri
is shown in Figure 5. In the fi gure, “projection” and “connect (synchronize)” are keywords that best refl ect this approach to achieving effi cient, technology-based Monozukuri dictated by an appropriate level of quality. In this approach, development sites leverage common platform technologies including production and manu-facturing technologies plus ICT to develop and test products and production in a digital environment in ac-cordance with product attributes. Production sites use IoT to interconnect people and a variety of facilities and robots. This process “projects” the digital model created in a development site to a production site. Meanwhile, the state of production sites evolving with genba-ryoku (on-site competence) is immediately fed back into the digital model through IoT technology. With our smart Monozukuri, we aim to promote high-speed evolution in manufacturing through short-cycle verifi cation in the digital environment, high-speed refl ection at the production sites, and integration of genba-ryoku with digital technologies such as ICT and IoT.
Fujitsu is achieving the “things” shown in Figure 4 through smart Monozukuri by integrating the initia-tives shown in Figure 6 at these sites. In the following, we describe the current state of six of these initiatives.
Figure 3Massively parallel analysis solver supporting large-scale models.
FS-Solver (Thermal Flow/Structural)
Parallel calculations scalability
(a) Performance comparison
Create analysis model
Preprocessing
FS-Solver (Thermal Flow/Structural)
-
Calculate and output results
Engineering Cloud environment (Linux)
(b) Analysis process flow
Structuraldesign
Board design
PCB CAD
3D CAD
Mesher(translator)
Create mesh
FS-Solver
Parallel processing
Display results
Post-processing
Calc
ulat
ion
spee
d ra
tio
No. of CPU cores
10,000
1,000
100
10
11 10 100 1,000 10,000
Thermal-fluid analysis (company A)
Structural analysis (company B)
Thermal-fluid analysis (company C)

15FUJITSU Sci. Tech. J., Vol. 53, No. 4 (July 2017)
A. Ito et al.: Fujitsu’s Monozukuri Strategy
Figure 4What is possible with smart Monozukuri?
Human-machine harmonization(human-centric)
•Order-made Monozukuri
•Co-creation with customers and other companies •Quick/Inexpensive
•“My factory” (design – production)•Give form to “things”
•Open innovation sites
•Plants with zero facility failures
•Enhanced product maintenance/service
•Automatic product design
•Monozukuri with “0” defects
•Dynamic allocation • Production-line allocation • Line reconfiguration
•People-friendly plants
Development sites
Customers
•Automatic reflection of improvements
•Acquisition of know-how in a virtual environment
•“Things” production
•Lower costs
•Short-lead-time development
•Optimal design quality
•Monozukuri navigation
•Maintenance/Use of design assets
•Accelerated personnel development
•Flexible production • No setup switching • Support of IoT fluctuations
•“Virtual Obeya” conferencing
•Autonomous/ Intelligent robots
•Fault/Defect prediction
•SCM modeling/ simulation
•Microfabrication•Container fabrication •Rapid manufacturing
•Tool/System linking
•Event sensing
•In-line self-test
•Process auto-generation
•Large-scale coupled analysis
•Rapid prototyping
•Work navigation•DF/RF synchronization
•Authentication, security
•Wiring-support engine
•RVEC
•Telexistence
Opt
imal
SCM
(onl
y w
hat i
s ne
eded
whe
n ne
eded
)
Make your dreams come true
Opt
imal
pro
duct
dev
elop
men
t(c
ost,
qual
ity, v
alue
)
Production sites
Contribute to the environment
•Virtual environment UI
•Real-time analysis
•AR/VR
•CAD/CAE
•Standards/Libraries
•Memory sharing
•Strategic tools
•Model-based development
•Production/Manufacturing simulation
•DMU/DRC
“Things”
Society
•Green design•Green Monozukuri
Technologies
DF: Digitalized factoryRF: Real factoryAR: Augmented realityVR: Virtual realityDMU: Digital mock-upSCM: Supply chain management
Figure 5Approach to achieving smart Monozukuri.
Projection
Connect (synchronize)
TPSDigital factory
Development/Verification environmentDigital product
Customers, maintenance services, product development,
production technologies
Production siteReal product
Real factory
On-site capabilities + IoT system
Common base technologies + ICT infrastructure

16 FUJITSU Sci. Tech. J., Vol. 53, No. 4 (July 2017)
A. Ito et al.: Fujitsu’s Monozukuri Strategy
1) Virtual ObeyaVirtual Obeya (where obeya means “large room”
in Japanese) is a forum constructed in digital space to enable consumers, retired specialists, suppliers, ven-dors, etc. at sites around the world to communicate and participate in Monozukuri. It aims for a Monozukuri process that links design and production sites and that promotes the sharing of product development informa-tion without being limited by place and time.2) Design automation
The functionality, performance, and quality required of products have become increasingly sophis-ticated, and a variety of issues such as heat generation, electromagnetic compatibility (EMC), enclosure design, low-voltage design, and noise have become increas-ingly intertwined. Fujitsu is working to solve these complex and composite issues through a One Platform concept that integrates the CAD/CAE tools used in elec-trical and structural systems and that achieves design automation (Figure 7). The following technologies related to this platform are also being developed.• Composite analysis (coupled analysis)
The need for introducing coupled analysis tech-niques for simultaneously simulating the composite elements of heat, electricity, and structure has been recognized, and in-house trials have begun.• System linking using web API
In addition to coordinating in-house systems related to product development such as FTCP and product data management (PDM), it will also become important to link up the systems of all product-related departments: marketing, design, manufacturing, logis-tics, and so on. To this end, the plan is to standardize the procedures for calling the database tools managed by each department as a Web API and to link up related departments so that each can create even more ad-vanced and superior services.• Advanced design/testing techniques using AI
Operating FTCP in the Engineering Cloud environ-ment enables the history of design data and design processes to be stored as engineering chain manage-ment (ECM) information. In addition, an environment for extracting supply chain management (SCM) infor-mation stored in the production department by a web
Figure 6Map of smart Monozukuri initiatives.
Production allocation adapting to
environmental changes(6) Dynamic allocation
Human-machine harmonization line, on-site improvement activities,operators, production equipment
ProductionDesign
Real-time tuning of manufacturing/testing
conditions(5) Monozukuri navigation
Procurement Logistics MaintenanceProduction
preparations
Dig
ital
Real
Engineering Cloud
Sales
Grasping quality and degradation factors
Virtual ease-of-assembly
testingVPS/MFG
Virtual production line design/testing
GP4
Minimization of machine-downtime effects
Detection of predictors
Visualization
Engineering Cloud Portal RVEC
Virtual prototyping/
testingVPS/DMU
Analysis tools
CAE
Design tools
CAD
Reinforce computer resources
ICT infrastructure
Expansion of Engineering Cloud domain
Creation and prior testing of training data
Robot simulation
Flexible response to changes in type/quality,robust to disturbances
(3) Autonomous manufacturing system
Digital model enhancement
(4) Reflection of on-site improvements
Effective use of design assets and wisdom
(2) Design automation
Remote inter-site communication
(1) Virtual Obeya
Event sensing by IoT platform
Planning
R&D

17FUJITSU Sci. Tech. J., Vol. 53, No. 4 (July 2017)
A. Ito et al.: Fujitsu’s Monozukuri Strategy
API can be constructed, and machine learning as one instance of practical artifi cial intelligence (AI) can be applied to design automation.3) Autonomous manufacturing system
Fujitsu is developing autonomous/cooperative technologies to enable a robot system to “feel,” “think,” and “behave” on its own. This includes automatic tracking of variations in production lots and of aging deterioration of the robot system itself. An automatic generation system for robot programs and an automatic generation system for image-recognition programs3) are also being developed. The automatic generation system for robot programs enables operators to specify robot actions with simple operations. It also can ab-sorb differences in specifi cations among different types of robots so that operators can perform their work with-out having to worry about those differences.
This technology helps to minimize the labor as-sociated with setup switching and work rearrangement and can lower the barriers to introducing robots.4) Automatic reflection of on-site improvements
made by peopleThis technology uses IoT to automatically and
immediately refl ect information such as operator
movement, equipment operations, and operation tim-ing in the corresponding digital factory. The digital factory can thus be brought increasingly closer to the real factory as the latter evolves (Figure 8).5) Monozukuri navigation
The idea of this initiative is to merge various types of information from the production site with the prod-uct design model, support the analysis of defects and
Figure 7One Platform.
SI analysis
FTCP electrical CAE
PI analysis
FTCP electrical CAE
Electromagneticfield analysis
FTCP electrical CAE
Circuit design
FTCP electrical CAD
Board design
FTCP electrical CAD
Structure
FTCP structural CAE(pre/post)
Thermal-fluid
FTCP structural CAE(pre/post)
3D verification
FTCP structural DMU
3D design
Structural CAD
Structural analysis
Front-end GUIs
*3D-CAD data is transmitted to DMU
Back-end services
Electrical noise analysis
PCB design Structural/Thermal-fluid analysis
Structural design
AI: Artificial intelligence
Thermal-fluid analysis solver
Structural analysis solver
DRC engine
AI engine
Parallel automatic processing engine Individual/Group management
Know-how sharing
Structural CADElectrical analysis Electrical CAD
Figure 8Automatic refl ection of on-site improvements.
On-premise GPS Wearable sensorImage tracking
Integrated detection of operator movement/posture, task extraction
Digital factory Real factory

18 FUJITSU Sci. Tech. J., Vol. 53, No. 4 (July 2017)
A. Ito et al.: Fujitsu’s Monozukuri Strategy
their causes using data mining and statistical analy-sis, and construct a model for predicting the state of production.
This prediction model can then be used to tune production facilities in real time and provide improve-ment guidelines to the development and production sites (Figure 9). 6) Monozukuri dynamic allocation
The confi guration of a smart supply chain is shown in Figure 10. In this process, information as-sociated with each type of business is constructed as a data model in the corresponding business cloud, and links are formed between these clouds. All production
information can therefore be shared even if some systems or facilities are not linked up. As a result, the stagnation of things and information can be elimi-nated, which enables not only a shortening of lead times and reduction of inventory but also the constant monitoring of differences with the prediction model. This information can be shared instantly among all the business clouds, which means that measures can be taken immediately on detecting situations that involve risk.
The purpose of dynamic allocation is to coordi-nate different production plants as demand fl uctuates by linking production information from different pro-duction lines and by performing load adjustment and delivery-date negotiations through the help of simula-tions. Another purpose is to coordinate order receiving/placing information through the mutual exchange of parts-supplier process-status information and one’s own production-planning information. In this way, a mechanism for linking production information be-tween companies can be created so that production fl uctuations that take into account a supplier’s parts-production conditions can be absorbed, and parts procurement can be leveled out.
Improving the accuracy of demand prediction is one means of achieving dynamic allocation. To this end, Fujitsu has constructed a demand-prediction mechanism that uses not only past results and infor-mation on major business negotiations but also applies machine learning and big data analysis that combines
Figure 9Monozukuri navigation.
PredictionmodelDevelopment site
Production site
Design model
Statistical model
• Parts variation• Facilities operating conditions• Know-how
• Design information
Real-time tuning
Manufacturing-state prediction, improvement guidelines
Manufacturing-state prediction, improvement guidelines
・Analysis・Mining・Learning
Improvement
Improvement
Figure 10Dynamic allocation.
Logistics informationInventory status
Product informationProduction plan
BCP, BCM BCP: Business continuity planningBCM: Business continuity management
Production line specifications
Parts movementinstruction
Productioninstruction
Production line
Production line
Production line
Customer 1
Customer 2
Parts storage
Parts storage
Parts storage Customer n
...

19FUJITSU Sci. Tech. J., Vol. 53, No. 4 (July 2017)
A. Ito et al.: Fujitsu’s Monozukuri Strategy
estimates from current negotiations and product con-fi guration information. Compared with conventional techniques based on past results, this mechanism achieves high accuracy in demand prediction.
4. Future outlookThe Industrie 4.0 initiative in Germany and the
Industrial Internet Consortium centered about the United States are well underway, and in Japan, the Robot Revolution Initiative (RRI) based on Japan’s Robot Strategy and activities promoting manufacturing business reform through IoT have begun in earnest. Fujitsu has been contributing to these activities as well as to the Industrial Value Chain Initiative (IVI), a private-sector effort.
In step with these trends, Fujitsu will con-struct a “digital Monozukuri platform” to serve as a hub connecting the digital and real worlds through a next-generation Monozukuri infrastructure. A conceptual diagram and the confi guration of this
digital Monozukuri platform are shown in Figures 11 and 12, respectively. This platform interconnects all Monozukuri processes and the Monozukuri fi eld, digital fi eld, and market/customers. In this way, it facilitates links with suppliers and partners and enables immedi-ate feedback from customers.4) Going forward, Fujitsu seeks to promote this digital Monozukuri platform as a de facto standard through the IVI and RRI and to even-tually establish it as an international standard.
The following measures can be viewed as keys to achieving a digital Monozukuri platform.1) Construct a data distribution infrastructure
This means constructing an environment that en-ables uniform access to data and information from the upstream to the downstream.2) Provide a plug-in method for diverse services and
establish data formatsTo further accelerate design work, there is a
need for a plug-in method for using services in the data distribution infrastructure and for data formats to
Figure 11Conceptual diagram of digital Monozukuri platform.
Monozukuri fieldDigital field
Development/Production/
Logistics management
Manufacturing system
Enterprise levelPLM
Production line
Production facilities
Management level
Operation level
Control level
Equipment level
Market/Customers
• Design information management• Technology information management• Know-how management
• CAD/CAE• Virtual conferencing• Cloud
Plant production simulation
Line simulation
• Robot simulation• Machine simulation
• ERP • Production management
• MES • Energy management
• SCADA • Monitoring/Control
PLC
• Robots• Automated machinery• Sensors
1,000 ms or less
100 ms or less
10 ms or less
1 ms or less
Market/Needs Operation information
Digi
tal
Mon
ozuk
uri p
latfo
rm
Procure-ment
PlanningService process
Desi
gn p
roce
ss
Re
aliz
atio
n pr
oces
s
Shipment
Feedback path
Com
mun
icat
ion
path
Control path
PLM: Product lifecycle managementERP: Enterprise resource planningMES: Manufacturing execution system
SCADA: Supervisory control and data acquisitionPLC: Programmable logic controller

20 FUJITSU Sci. Tech. J., Vol. 53, No. 4 (July 2017)
A. Ito et al.: Fujitsu’s Monozukuri Strategy
enable effi cient data exchange among different types of services.3) Perform real-layer control from the digital layer
This will require the formation of control paths from the digital world to the real world and feedback paths from the real world to the digital world to support in real time the different requirements of each level in Figure 11, from PLM to production facilities. In terms of feedback paths, there will be a need not only for feed-back on each level but also feedback from upper and lower levels.4) Form communication paths with the field
This measure involves the formation of paths for accessing outside information and communicating with customers, suppliers, and partners as well as com-munication paths on the digital layer to enable secure connections with the platforms of other companies.
5. ConclusionIn this paper, we examined the evolution of
Monozukuri in the Fujitsu Group, described the current state of Fujitsu’s Monozukuri platform that has sup-ported that growth, and discussed the future outlook for Monozukuri at Fujitsu. Going forward, the plan is to make “smart Monozukuri” a reality through a
next-generation Monozukuri platform and to promote digital innovation in Monozukuri. Fujitsu aims to real-ize its vision of a Human Centric Intelligent Society in the fi eld of Monozukuri and to make far-reaching con-tributions to the advancement and expansion of the manufacturing industry.
References1) J. Matsueda et al.: Internal Initiatives Aiming to Realize
Smart Monozukuri. FUJITSU, Vol. 66, No. 4, pp. 81–88 (2015) (in Japanese).
http://img.jp.fujitsu.com/downloads/jp/jmag/vol66-4/paper11.pdf
2) Fujitsu: Fujitsu Ushers in the Next Generation of Manufacturing with Human-Robot Collaboration.
http://www.fujitsu.com/global/about/resources/news/press-releases/2015/0306-01.html
3) Fujitsu Laboratories: Fujitsu Develops Technology to Automate Construction of Visual-Inspections Programs for Production-Lines.
http://www.fujitsu.com/global/about/resources/news/press-releases/2015/1118-02.html
4) Fujitsu: Fujitsu Begins Sales of Digital Solution “COLMINA” to Create Connected Services in the Manufacturing Industry.
http://www.fujitsu.com/global/about/resources/news/press-releases/2017/0509-01.html
Figure 12Confi guration of digital Monozukuri platform.
Job management Load-balance management/control User management License management Log collection
SCM management
Automated services
Know-how sharing
AI engine
Simulation testing services
DRC engine
Analysis solver
Design information management services
CAD data management
Drawing management
Parts list management
Project management
Robot SI services
Automatic generationof robot motion
programs
Image recognition AI
Production facilities services
...
...
Outside-company services
...
...
ProductionequipmentPLC Robots Sensors
Edge computers
Provide mechanism for linking with various companies and collecting information
Range of PlatformOther companies may provide services on platform
Achieving Monozukuri linking multiple enterprises
Met
aArc
* Factory management
* MetaArc is a digital business platform providing advanced technologies for cloud, mobile, big data, IoT, etc. SI: System integration
Engineering management

21FUJITSU Sci. Tech. J., Vol. 53, No. 4 (July 2017)
A. Ito et al.: Fujitsu’s Monozukuri Strategy
Ken TakizawaFujitsu Ltd.Mr. Takizawa directs production/manu-facturing technology development and the promotion of Monozukuri innovation activities.
Akihiko MiyazawaFujitsu Advanced Technologies LimitedMr. Miyazawa directs integrated devel-opment environments and advanced technology development.
Akira ItoFujitsu Ltd.Mr. Ito directs advanced technology devel-opment and the Monozukuri integrated development environment in Fujitsu’s Service Platform Business.