Embed Size (px)
Citation preview

Erhvervsøkonomisk Institut Forfattere:
HA almen – 6. semester Martin Buchtrup Andersen
Bachelorafhandling Rasmus Jacobsen
Vejleder:
Thomas Borup Kristensen
Lean i danske virksomheder
En empirisk undersøgelse
Aarhus School of Business, Aarhus University
Maj 2011

Indhold
1. Executive summary .................................................................................................................................... 1
2. Indledning .................................................................................................................................................. 2
2.1. Problemstilling ....................................................................................................................................... 3
2.2. Problemformulering .............................................................................................................................. 3
2.3. Afgræsning ............................................................................................................................................. 4
3. Metode ...................................................................................................................................................... 4
3.1. Undersøgelsesdesign ............................................................................................................................. 4
3.2. Dataindsamling ...................................................................................................................................... 5
3.3. Udvælgelse af undersøgelsesenheder................................................................................................... 5
3.4. Undersøgelsen ....................................................................................................................................... 6
3.5. Litteratur ................................................................................................................................................ 6
4. Lean teorien ............................................................................................................................................... 7
4.1. Historien ................................................................................................................................................ 7
4.2. De 14 principper .................................................................................................................................... 9
4.2.1. Kategori 1 - Filosofi ............................................................................................................................ 9
4.2.1.1. Princip 1 – Langsitet strategi ......................................................................................................... 9
4.2.2. Kategori 2 – Processer ..................................................................................................................... 10
4.2.2.1. Princip 2 – Kontinuerlig proces flow ............................................................................................ 10
4.2.2.2. Princip 3 – Træk-system .............................................................................................................. 12
4.2.2.3. Princip 4 - Udjævn arbejdsbelastningen ...................................................................................... 13
4.2.2.4. Princip 5 – Jidoka ......................................................................................................................... 14
4.2.2.5. Princip 6 – Standardiser opgaver ................................................................................................. 14
4.2.2.6. Princip 7 – Visuel styring .............................................................................................................. 15
4.2.2.7. Princip 8 – Anvend pålidelig og gennemtestet teknologi ............................................................ 16
4.2.3. Kategori 3 – Mennesker .................................................................................................................. 16
4.2.3.1. Princip 9 - Udvikl ledere ............................................................................................................... 16
4.2.3.2. Princip 10 – Udvikl medarbejdere og teams ............................................................................... 17
4.2.3.3. Princip 11 - Respekter virksomhedens netværk .......................................................................... 17
4.2.4. Kategori 4 – Problemløsning ........................................................................................................... 18
4.2.4.1. Princip 12 – Genchi Genbutsu ..................................................................................................... 18
4.2.4.2. Princip 13 – Træf beslutninger langsomt ved konsensus ............................................................ 18
4.2.4.3. Princip 14 – Bliv en lærende organisation ................................................................................... 19

4.3. Implementering af Lean ...................................................................................................................... 20
4.3.1. Implementeringsmåden .................................................................................................................. 20
4.3.2. Ledelsens indstilling ......................................................................................................................... 20
4.3.3. Kulturændring .................................................................................................................................. 21
4.3.4. Bedste udnyttelse af Lean ............................................................................................................... 21
5. Dannelse af teoretisk fixpunkt................................................................................................................. 22
6. Lean i danske virksomheder .................................................................................................................... 24
6.1. Terma ................................................................................................................................................... 25
6.1.1. Lean i Terma .................................................................................................................................... 25
6.1.2. Vurdering af Lean i Terma ............................................................................................................... 26
6.2. Arla....................................................................................................................................................... 27
6.2.1. Lean i Arla ........................................................................................................................................ 27
6.2.2. Vurdering af Lean i Arla ................................................................................................................... 28
6.3. Grundfos .............................................................................................................................................. 29
6.3.1. Lean i Grundfos ................................................................................................................................ 29
6.3.2. Vurdering af Lean i Grundfos ........................................................................................................... 30
6.4. Bang & Olufsen .................................................................................................................................... 30
6.4.1. Lean i Bang & Olufsen ...................................................................................................................... 31
6.4.2. Vurdering af Lean i Bang & Olufsen ................................................................................................. 31
6.5. Velux .................................................................................................................................................... 32
6.5.1. Lean i Velux ...................................................................................................................................... 32
6.5.2. Vurdering af Lean i Velux ................................................................................................................. 34
6.6. Foss ...................................................................................................................................................... 35
6.6.1. Lean i Foss ........................................................................................................................................ 35
6.6.2. Vurdering af Lean i Foss ................................................................................................................... 36
6.7. Johnson Controls Denmark ................................................................................................................. 37
6.7.1. Lean i Johnson Controls ................................................................................................................... 37
6.7.2. Vurdering af Lean i Johnson Controls .............................................................................................. 38
6.8. Cheminova ........................................................................................................................................... 39
6.8.1. Lean i Cheminova ............................................................................................................................ 39
6.8.2. Vurdering af Lean i Cheminova ....................................................................................................... 40
6.9. Danfoss ................................................................................................................................................ 41
6.9.1. Lean i Danfoss .................................................................................................................................. 41

6.9.2. Vurdering af Lean i Danfoss ............................................................................................................. 42
7. Lean maturity........................................................................................................................................... 43
8. Den finansielle udviklings påvirkning af Lean .......................................................................................... 46
9. Afgørende faktorer ved Lean arbejde ..................................................................................................... 48
9.1. Tilpasning af Lean i Danmark ............................................................................................................... 48
9.2. Ejerskab ............................................................................................................................................... 50
9.3. Formål med Lean ................................................................................................................................. 52
9.4. Implementeringsmåden ...................................................................................................................... 53
9.4.1. Top-down kontra bottom-up ........................................................................................................... 53
9.4.2. Implementeringsmodeller ............................................................................................................... 55
9.5. Virksomhedens størrelse ..................................................................................................................... 55
9.6. Virksomhedens baggrund .................................................................................................................... 56
9.6.1. Produktion ....................................................................................................................................... 56
9.6.2. Virksomhedskultur .......................................................................................................................... 57
9.6.3. Uddannelsesniveau ......................................................................................................................... 57
9.7. Vurdering af de afgørende faktorer .................................................................................................... 58
10. Konklusion ........................................................................................................................................... 59
11. Litteraturliste ....................................................................................................................................... 61
Bilag 1 - Produktivitet ...................................................................................................................................... 63
Bilag 2 - Eksport, lønudvikling og investeringer .............................................................................................. 64
Bilag 3 - Spørgeramme .................................................................................................................................... 65
Bilag 4 - Lean modeller .................................................................................................................................... 67
Bilag 5 - Terma ................................................................................................................................................. 68
Bilag 6 - Arla ..................................................................................................................................................... 72
Bilag 7 - Grundfos ............................................................................................................................................ 76
Bilag 8 - Bang & Olufsen .................................................................................................................................. 80
Bilag 9 - Velux .................................................................................................................................................. 84
Bilag 10 - Foss .................................................................................................................................................. 88
Bilag 11 - Johnson Controls ............................................................................................................................. 92
Bilag 12 - Cheminova ....................................................................................................................................... 96
Bilag 13 - Danfoss .......................................................................................................................................... 100

1
1. Executive summary The past years many Danish companies have adopted the business philosophy, Lean. This thesis will be
restricted to involve Danish manufacturing companies, although Lean is workable in pure sales companies
and public institutions. Lean seems very relevant at the moment, as Denmark is in a problematic situation.
A published report about competitiveness shows that Denmark’s growth, in productivity is the lowest of all
OECD countries in a ten-year period. An analysis of the period 1998-2008 also exposed that the increase in
wages proceeds. If these trends continue, the future for Danish companies will be very challenging. Lean
has its roots in the Toyota Company. In the early years, the Toyota Company was also facing huge a
challenge, as the industry was lead by the Americans and their mass-production methods. In order to deal
with the challenge, they developed The Toyota Production System, which today is known as Lean. Lean
became their solution and today Toyota is one of the world’s largest automobile producers. As Denmark is
facing a poor competitiveness, Lean seems relevant as a solution for the Danish Companies as well.
In relation to the issue above, it is relevant to find out how Lean Danish companies actually are. In this
context the concept Lean Maturity is measured against the Lean tools and the cultural elements of the
philosophy. The nine selected companies, for the study, have all experienced a revenue decline or
stagnation. Because Toyota only experienced growth of the development of the Lean philosophy, it is
interesting to see how the financial development affects the work with Lean. Finally, this thesis will try an
answer whether there are some key factors, in order to achieve a successful Lean implementation. In this
connection, it is also interesting to find out how the companies uses Lean, and whether there are
similarities or differences in the way the philosophy is practiced. The method used to answer these
questions is simply a qualitative method, practiced by visiting the nine companies. These visits include an
interview with the Lean Directors, and a tour in parts of the manufacturing areas.
The study of the nine Danish companies showed great variation in Lean maturity. Only two of the nine
companies are considered as being far, in the implementation of both the Lean tools and with the Lean
culture. In general one of the most obvious discoveries was that these companies worked more specific
with the Lean tools than the culture. “Learning by Doing” is a common way to think Lean, and because
Lean is relatively new for a lot of the companies, it is natural that the Lean tools are in focus at first. In
relation to the financial development, Lean seemed to be used as a solution in order to reach better results
in three of the companies for whom Lean was relatively new. In companies where Lean has been used in a
longer period, the lower turnover did not seem to have an effect on the Lean implementation. In general
though there was a consensus that Lean is a philosophy which is most advantageous in times of growth.
Most of the companies tried to separate redundancies and Lean, because of the employee motivation.
There are several factors that can influence the Lean implementation. This is factors as the ownership, the
company size, and the company roots. A factor like ownership seems very relevant, as companies which are
privately owned, has more freedom in order to think more ahead. This fits the Lean philosophy better that
short thinking. Also the size of the company is important. This factor makes it harder to spread a Lean
culture, and as a result of this the two biggest companies are far behind with this element. That all the nine
companies have whole different roots seems to be the reason why Lean in common is being adapted. The
companies develop their own Lean approach, and therefore often only use parts of the original Lean
theory.

2
2. Indledning Lean er en forretningsfilosofi som de seneste år, er blevet taget til sig af mange danske virksomheder. Flere
private virksomheder og ikke mindst offentlige institutioner, er begyndt direkte at anvende elementer fra
denne filosofi, for at spare på de i forvejen høje omkostninger. Denne opgave vil begrænse sig til at se på,
hvordan Lean bruges i produktionsvirksomheder. Det er ikke nogen hemmelighed, at danske
produktionsvirksomheder står overfor store udfordringer, eftersom Danmarks konkurrenceevne er stærkt
faldende. En konkurrenceevneredegørelse anno 2010 er blevet offentliggjort af regeringen, og her fremgår
det tydeligt, at Danmark er et af de OECD lande der de seneste år har haft det sværest. At Danmark står
overfor en vækstudfordring, kan der ikke sættes tvivl ved. Således viser redegørelsen, at Danmark fra 1998
til 2008 er det OECD land, som har den næstlaveste produktivitetsvækst. Kun Italien har i samme årrække,
oplevet lavere produktivitetsvækst. Dette faktum gør at Danmark står i en akut risiko for, at opleve en
faldende velstandsplacering i forhold til andre OECD lande.1
Specielt de meget høje lønninger gør, at danske virksomheder må optimere deres produktion således, at de
stadig kan konkurrere med de udenlandske virksomheder. Har tænkes ikke blot på
produktivitetsudfordringen, i forhold til andre OECD lande, men også på, at der er en overhængende fare
for at endnu flere arbejdspladser bliver flyttet til Østeuropæiske lande eller eksempelvis Kina. Lønningerne
forsætter med at stige i Danmark, hvilket gør at produktiviteten skal øges kraftigt, hvis Danmark fortsat skal
være attraktivt for produktionsvirksomhederne. Samtidigt skal der fortsat være fokus på kvaliteten i
produktionen, da dette kan være med til at differentiere de danske produkter fra de udenlandske.2 Netop
produktivitet og kvalitet, er noget en forretningsfilosofi som Lean kan hjælpe til at forbedre. Netop derfor
findes denne filosofi højaktuel, i et land som Danmark.
Toyota er kendt af mange som værende skaberen af Lean, og det er deres resultater mange virksomheder
gerne vil gøre kunsten efter, når de vælger at arbejde med Lean. Lean blev langsomt udviklet af Toyota i
midten af det 20. århundrede, for at tage kampen op med de store amerikanske automobilvirksomheder,
der var langt mere effektive. Med deres masseproduktion og samlebånd, og et stort antal producerede
biler, måtte Toyota tænke anderledes. Resultatet blev det vi i dag kender som Lean. En forretningsfilosofi
med stærke rødder i den Japanske kultur. Filosofien bliver i høj grad forbundet med produktionen, men er
faktisk beregnet til at styrke en hel organisation. Filosofien kan også implementeres i handels- og
servicevirksomheder, selvom den er udartet i en produktionsvirksomhed som Toyota3.
Danske produktionsvirksomheder står i høj grad overfor udfordringer, som er lignende de udfordringer
Toyota stod med. Konkurrencen i bilbranchen var i midten af det 20. århundrede hård. Det samme er den
for de danske virksomheder i dag. Flere og flere udenlandske producenter er blevet i stand til, at levere
produkter tilsvarende de danske. Det er derfor klart, at hvis den stigende tendens i lønudviklingen i
Danmark fortsætter, skal vi her i landet blive tilsvarende mere produktive. Det er derfor nødvendigt at opnå
denne stigende produktivitet, for i det mindste at opveje de høje lønninger. Sker dette ikke, kan danske
produktionsvirksomheder meget vel gå en svær fremtid i møde. Derfor er det i denne opgave valgt, at have
fokus på Lean i danske produktionsvirksomheder.
1 Regeringens konkurrenceredegørelse 2010. Produktivitet. Se bilag 1. 2 Regeringens konkurrenceredegørelse 2010. Eksport, Lønudvikling og Investeringer. Se bilag 2. 3 toyota.dk/about/history.aspx

3
2.1. Problemstilling
I denne opgave vil der blive set på en række danske produktionsvirksomheder, som åbenlyst melder ud at
de anvender Lean. I forhold til den danske regerings konkurrenceredegørelse 2010, som der henvises til i
indledningen, findes det relevant at se på hvordan Lean filosofien på bliver brugt i de udvalgte
virksomheder. Det findes desuden interessant at vurdere hvor langt de danske virksomheder er i
implementeringen af Lean, sammenlignet med Toyota hvor filosofien opstod.
De seneste år har Danmark været inde i en svær tid rent økonomisk, og således er landet ikke gået fri af
den internationalt omspændende økonomiske krise. Derfor har mange danske virksomheder oplevet en
nedgang i omsætningen og ordreindgangen, hvilket tydeligt ses i de udvalgte virksomheders regnskaber.4 I
forhold til disse danske virksomheders finansielle udvikling, findes det derfor interessant at finde ud af, om
dette har en påvirkning i forhold til deres arbejde med Lean. Dette findes interessant, da Lean er en
forretningsfilosofi som er udviklet i Toyota, der i mange år siden virksomheden blev grundlagt, udelukkende
har oplevet vækst5. Spørgsmålet bliver derfor om Lean i virkeligheden egentligt er en filosofi, som bedst kan
bruges når der opleves fremgang rent økonomisk. Det er derfor relevant at se, hvordan filosofien bruges
når denne fremgang ikke opleves, og hvordan virksomhederne helt overordnet forholder sig til Lean, i
forbindelse med den finansielle situation.
Til sidst vurderes det som interessant, at gå ind og se på hvilke ligheder og forskelle der er, i de danske
virksomheders måder at bruge Lean på. I den forbindelse om der er nogle faktorer, som er med til at danne
et godt fundament for en succesfuld Lean implementering eller omvendt. Dette findes relevant, da det kan
være med til at inspirere virksomheder, som endnu ikke arbejder med Lean.
2.2. Problemformulering
Hvor Lean modne er de danske virksomheder i denne undersøgelse?
Her vil der blive set på om det er muligt, at måle hvor Lean modne de danske virksomheder er. Herunder
hvilke parametre der er relevante at måle på, og hvorledes virksomhederne ligger i forhold til de valgte
parametre. Desuden vil der blive set på eventuelle tendenser, i forbindelse med Lean modenheden.
Påvirkes Lean implementeringen af virksomhedernes finansielle udvikling?
Det vil her blive belyst om en nedgang eller stagnerende udvikling i omsætningen, har en betydning for
Lean implementeringen. Derudover ønskes det undersøgt, om Lean konkret har eller kan føre til fyringer
hos virksomhederne.
Hvilke faktorer er afgørende for en succesfuld Lean implementering?
Det vil her blive vurderet om de danske virksomheder bruger Lean som i Toyota, eller om de tilpasser Lean
til virksomheden. Ud over dette skal der ses på sammenhænge og forskelle, i virksomhedernes måde at
bruge Lean på. I forlængelse af dette, om der er nogle succesfaktorer i forhold til implementeringen.
Afslutningsvist vil der blive evalueret på, om den valgte metode til undersøgelsen er hensigtsmæssig.
4 Se tabel 6.1 i afsnit 6 5 toyota.dk/about/history.aspx
4
2.3. Afgræsning
For at begrænse opgavens omfang, vil det kun være danske produktionsvirksomheder, der bliver
beskæftiget sig med. I disse virksomheder vil fokus være på virksomhedens produktion, men i tilfælde af at
Lean bruges i hele organisationen, vil dette også tages med i betragtningen. Dette sker da Lean ikke kun er
relateret til produktionen, men er en forretningsfilosofi med berøringsflade i hele organisationen.
I den opgave vil der ikke blive gået i dybden med specifikke værktøjer eller principper. I stedet vil der være
fokus på mere overordnede forhold, og den mere generelle anvendelse af Lean filosofien, da dette har en
større vigtighed for opgavens problemstilling.
I forbindelse med udvælgelse af virksomheder henvises til afsnit 3.3.
3. Metode Overordnet set handler problemorienterede projektarbejde om, at finde svar på et eller flere spørgsmål.
Projektets metode angiver hvorledes spørgsmålene vil blive besvaret. Metoden vedrører begrundelsens
struktur og kvalitet. Videre er det metodens formål, at beskrive de operationelle instrumenter der
anvendes i undersøgelsen. Dette i forhold til indsamling, fortolkning og analyse af data, samt bearbejdning
af teori. Metoden præsenterer således den røde tråd gennem opgaven, og leder læseren ind i opgavens
problemstilling og de tanker der ligger bag.
3.1. Undersøgelsesdesign
Undersøgelsesdesignet vil udforme sig som et komparativt casestudie, men vil dog adskille sig en smule fra
det klassiske komparative casestudie. Det skal ses i den forstand, at de enheder der undersøges ikke blot vil
blive sammenlignet med hinanden. Enhederne vil i lige så høj grad blive sat op mod teoriafsnittet, der
fungerer som et fixpunkt. Det vil sige at enhederne også bliver sammenlignet, med hensyn til hvordan de
ligger i forhold til teorien.
Undersøgelsesenhederne i denne opgave, er de virksomheder der undersøges inden for opgavens
problemstilling. Utraditionelt for casestudier, vil der i denne opgave være mange undersøgelsesenheder.
Traditionelt set består komparative casestudier af få enheder, hvor meget kvalitativt data medtages fra
hver enhed. Eksempelvis igennem interview af respondenter. I denne opgaves tilfælde er det i modsat fald
begrænset med data, men fra flere enheder, hvilket til dels skyldes undersøgelsens sammensætning og
begrænsninger. Alternativt kunne undersøgelsen indeholde rigtig mange enheder, og derimod medtage
kvantitativt data, men dette er ikke hensynsmæssigt i denne opgave. Årsagen til undersøgelsens
udformning skal findes i at få virksomheder, eksempelvis to eller tre, ikke vil kunne danne noget empiri.
Dette er en del opgavens problemstilling, og derfor er det nødvendigt med flere undersøgelsesenheder.
Ligeledes ville mange virksomheder, eksempelvis 100, ikke kunne blive vurderet tilstrækkeligt dybdegående
på baggrund af kvantitative data. Desuden vurderes det at opgavens problemstilling, kan blive analyseret
og vurderet igennem begrænset kvalitativ data fra hver enhed.
Denne undersøgelse kan derfor groft tolkes, som en slags midtervej imellem to teoretiske tilgange, og er
valgt fordi det vurderes til fungere bedst, i forhold til hvad der skal svares på i problemformuleringen.
Undersøgelsen vil indeholde flere enheder, men fra hver enhed kun få respondenter. Disse respondenter er

5
nøje udvalgt fra hver virksomhed. Selve forløbet skal ses ud fra en iterativ proces tankegang. Dvs. en mere
dynamisk tilgang til undersøgelsen, hvor der vil blive medtaget flere virksomheder, alt efter om
resultaterne der kommes frem til er tilfredsstillende eller ej. Mangler der noget mere dybde og indhold i
opgaven, eller er der nogle ting som der mangles svar på, vil der løbende blive taget beslutning om at
medtage flere virksomheder eller respondenter. Der er på forhånd ikke udvalgt hvor mange virksomheder
der skal deltage, og tidsmæssige faktor får derfor en afgørende rolle for antallet af virksomheder. Omkring
8-10 virksomheder vurderes at være nødvendigt, for at give et tilstrækkeligt svar på problemstillingen og
problemformuleringen.
3.2. Dataindsamling
Til at finde svar på problemformuleringen, er det valgt at indsamle primære data. Selve indsamlingen af
dette data, er sket ved hjælp af kvalitativ metode, som består af interviews. Fordelen ved at gøre det
således, skyldes denne metodes fleksibilitet. Der kan eksempelvis løbende foretages justeringer af
spørgsmål i forbindelse med interviews. Det giver mulighed for at både respondent og interviewer kan
præge og perspektivere spørgsmål, samt stille yderligere spørgsmål undervejs. Metoden er reflekterende
og fortolkende, hvilket er yderst oplagt i forhold til denne opgave. Der vælges at arbejde med delvist
strukturerede interviews. Da der er flere enheder der skal sammenlignes, og sættes i relation til fixpunktet,
er det nødvendigt at følge en tilnærmelsesvis samme spørgeramme. Dette sker for at enhederne kan
analyseres ens, og at undersøgelsen bliver konsistent. Dog er det nødvendigt med frihed til emneskift under
interviewet, da opgavens problemstilling kan have flere fortolkninger og arbejdsprocesser, som er
nødvendigt at kunne tage med i undersøgelsen. Se bilag 3 for spørgeramme til interview.
3.3. Udvælgelse af undersøgelsesenheder
I undersøgelsen ønskes der at beskæftige sig med virksomheder, som opfylder visse kriterier. Først og
fremmest er det en selvfølgelig nødvendigt, at virksomhederne arbejder med Lean. Desuden er det vigtigt,
at det er danske produktionsvirksomheder. Det afgørende i forhold til dette er, at virksomhederne har en
del af deres produktion i Danmark. Ikke nødvendigvis hele produktionen. Produktionsvirksomheder er valgt
da disse har den bedste forudsætning, i forhold til at arbejde succesfuldt med Lean. Dette skal ses i lyset af
at Lean er udviklet i en produktionsvirksomhed, og at værktøjerne er lavet til produktionsprocesser. Lean er
en filosofi som kan bruges i en hel organisation, men i forhold til denne opgaves problemformulering,
findes det lettere at se hvor langt virksomhederne er i forhold til Toyota, når disse også har
produktionsanlæg.
Virksomhederne skal være berørt af en økonomisk stagnation, stilstand eller tilbagegang. Dette kriterium er
på baggrund af opgavens problemstilling. Endelig er det et kriterium, at virksomhederne er store og
ressourcestærke. Til definition af en stor og ressourcestærk virksomhed, er det et krav at virksomheden har
en milliardomsætning, i hvert fald inden en eventuel nedgang i omsætningen. Ved at vælge en virksomhed
med en milliardomsætning, kommer opgaven til at omhandle nogle af de største virksomheder i Danmark,
og således ligger de inden for de 350 største danske virksomheder.6 Desuden skal virksomheden have en
høj soliditetsgrad, på omkring 30% eller derover. En høj soliditetsgrad betyder, at virksomheden har en
økonomisk styrke til at imødegå tab. Hvad en høj soliditetsgrad er, afhænger i høj grad af branchen. Der er 6 Top1000.dk

6
sat en grænse på ca. 30%, da dette udtrykker en stabil egenkapital i forhold de samlede aktiver.
Soliditetsgraden skal være omkring de 30%, inden virksomheden bliver berørt af tilbagegang eller
stagnation. Dog kan der undtagelsesvis tages forbehold for soliditetsgraden, hvis virksomheden er
ressourcestærk af en anden årsag, eksempelvis hvis virksomheden er eget af en større koncern.
Som anledning til valg af store, ressourcestærke virksomheder, kan der argumenteres for at disse har
ressourcer til at implementere og arbejde med Lean filosofien. Ligeledes at de i en økonomisk nedgang,
stadig vil kunne være i stand til at fortsætte Lean implementeringen. Hvis disse virksomheder ikke kan
dette, er det sandsynligt at mindre ressourcestærke virksomheder heller ikke kan det, og derigennem kan
man bedre generalisere resultatet af casestudiet.7
3.4. Undersøgelsen
Efter valget af virksomheder, med accept af disse om deltagelse i undersøgelsen, undersøges
virksomhederne i forbindelse med deres arbejde med Lean. Hovedparten af undersøgelsen af hver
virksomhed, sker igennem et interview med en Lean ansvarlig, eller en person med en lignende rolle. For at
opnå konsistens og validitet, vil der desuden forsøges at få en mindre formel snak med en medarbejder,
eller et nærmere indblik i produktionen. Ud fra dette besøg ved virksomheden, dannes der et billede af
virksomheden, og en vurdering af deres Lean arbejde og Lean modenhed. Virksomhederne vil blive
vurderet i forbindelse med fixpunktet, og sammenlignet med de andre virksomheder. En mere detaljeret
beskrivelse, og dybdegående diskussion af virksomhederne, vil kunne findes i bilagene. Efter
gennemgangen af virksomhederne, diskuteres relevante emner inden for opgavens problemstilling.
3.5. Litteratur
Teorien i opgaven er dannet på baggrund af bøgerne The Toyota Way (Liker, 2004), og The Machine that
changed the world (Womack et. al. 1990). Førstnævnte er brugt i forbindelse med de centrale dele af
teorien (De 14 principper), mens sidstnævnte supplere og er brugt i forbindelse med historien i
teoriafsnittet.
Til supplerede viden om Lean og til inspiration, har vi benyttet os af Lean Thinking (Womack et al., 1998),
Ledelse i Skrumpende markeder (Drejer et. al., 2009), 20 Keys to Workplace Improvement (Kobayashi,
1988) og Learning to see (Rother et. al., 2003). Og i forbindelse med vores undersøgelse og metoden, er der
taget udgangspunkt i Case Study Research (Yin, 1989).
7 Flyvbjerg 1991, Vedrørende kritiske cases

7
4. Lean teorien Lean er en forretningsfilosofi som har sine rødder fra Toyota Production System (TPS), der blev udviklet af
Toyota i efterkrigstiden. Begrebet Lean kom først til verden i slut-1980’erne, hvor John Krafcik dannede
begrebet i sin artikel ”Triumph of the Lean Production System”.8 Efterfølgende udviklede Lean sig hurtigt til
en egentlig filosofi med bogen The Machine That Changed the World (Womack et al.1990), som fundament
og startskuddet til en forretningsfilosofi som rent faktisk ”ændrede verden”. Bogen var en empirisk
undersøgelse af automobilindustrien. Den understregede i den grad forskelligheder i måden at producere
biler på, og især var der forskel på de store amerikanske producenter, og den mindre japanske bilproducent
Toyota.
Lean filosofien bygger i høj grad på, at skære produktionen ned til kun at indeholde værdiskabende
aktiviteter. Dette gøres ved at fjerne alle ikke-værdiskabende aktiviteter. Eller med andre ord; fjerne al spild
i produktionen. Ovennævnte bygger ikke kun på processer og værktøjer, men også i høj grad på en
rendyrket tankegang og udvikling af mennesker. For Lean er ikke blot et stykke eller en række af værktøjer,
men en hel filosofi der i sidste ende har til formål, at effektivisere og optimere virksomheden. De centrale
ting i Lean filosofien, og ting som oftest bliver forbundet med Lean begrebet, er nogle værktøjer og
produktionsmetoder der skiller sig væsentligt ud fra den gængse masseproduktionsteori – som der i næste
afsnit gives indblik i.
Siden The Machine That Changed the World, er der kommet stribevis af bøger omkring Lean. Især The
Toyota Way (Liker 2004), er blevet anerkendt og henvist til af mange. Bogen er skrevet ud fra Jeffrey K.
Likers oplevelser, ved at følge Toyota igennem mange år. Af den grund tager den sit udgangspunkt i TPS, og
må anses som værende det grundlæggende fundament til Lean. Ifølge Liker bygger TPS, og hermed Lean,
på 14 principper delt ind i 4 kategorier. Igennem disse principper gøres det klart at Lean ikke blot er en
værktøjskasse, men en overordnet filosofi der inddrager medarbejderne for at forbedre processerne. De 14
principper gennemgås i afsnit 4.2, for at give et nuanceret billede af hvad Lean filosofien er og består af.
4.1. Historien
Lean opstod tilbage i 1940’erne, da man i Japan fandt ud af at masseproduktion ikke var vejen frem. I hvert
fald ikke hvis der skulle konkurreres, med de store amerikanske bilfabrikanter. Lean produktion udspringer
af to tidligere produktionsmetoder, nemlig håndværks- og masseproduktionsmetoderne. De første biler der
blev produceret var fuldstændig specialfremstillet (Håndværksproduktion). De blev bygget af dygtige
trænede medarbejdere, som lavede den bestilte bil lige som kunden ville have det. Den
fremstillingsmetode inden for bilindustrien startede helt tilbage 1880’erne, og eksisterer stadig i dag. Det er
dog en meget omkostningskrævende måde at producere på, og ikke hensigtsmæssig i forhold til at imødegå
en stor efterspørgsel. Efterspørgsel var lige præcis hvad der så småt begyndte at komme på biler, i starten
af 1900 tallet. Henry Ford udviklede derfor en bilmodel, som kunne fremstilles langt mere simpelt. Han
udviklede Ford T modellen, som både var let at fremstille, men som også utrolig brugervenlig. Meningen
var at næsten alle både skulle kunne køre den, men også reparerer bilen selv ud fra en simpel medfølgende
instruktionsbog. Det var starten på masseproduktionen, hvor samlebåndet også for første gang blev
introduceret. Det væsentligste ved masseproduktionen er dog ikke samlebåndet og bevægelsen i sig selv,
8 Womack et. al. 1990, s. 13

8
men nærmere den fuldstændige og konsekvente ombyttelighed af delene, og enkelheden i at knytte dem
sammen. Det var disse innoverende tiltag, som gjorde samlebåndet muligt. Arbejderne udførte de samme
aktiviteter igen og igen, fra dag til dag, fra den stilling hvor de var stationeret. Efterhånden som delenes
ombyttelighed blev forbedret, blev hver arbejders gennemsnitlige opgavetid forkortet. Således gik denne
fra tid fra 514 minutter til 2,3 minutter. Samlebåndet startede ikke som værende bevægeligt, men dette da
dette senere lykkedes at udvikle, faldt opgavetiden hos hver arbejder yderlige9.
Det gik dog lige så stille op for Ford, at én bilmodel ikke passede til alt og alle. Specielt i Europa var der en
større efterspørgsel efter mindre biler, og som konsekvens af dette åbnede Ford i 1930’erne 3 bilfabrikker i
Europa, hvor der blev produceret biler som passede bedre til efterspørgslen rent nationalt.
Alfred Sloan blev i 1923 ansat, som CEO i General Motors. Det skulle vise sig, at Sloan skulle fuldende det
system Ford havde lagt fundamentet for. Han kom med en løsning i forhold til både at standardiserer, for at
spare på produktionsomkostningerne, og samtidig imødegå den varierede kundeefterspørgsel. Metoden
gik ud på at standardisere en lang række mekaniske dele, som fx pumper og generatorer, på tværs af
virksomhedens samlede produktionssortiment. Samtidig kunne han årligt ændre det udvendige udseende,
af de forskellige bilmodeller. Desuden blev der udviklet en lang række funktioner såsom automatisk
gearkasse og aircondition, som kunne installeres i de eksisterende designs, for at fastholde forbrugernes
interesse. Samtidig udviklede Sloan også nye stillinger, som fx virksomhedsøkonomer og
marketingseksperter. Ledelses- og marketingsmæssigt var Sloans tilgang revolutionerende, men selve
Henry Fords grundtanke, om at arbejderne var udskiftelige reservedele fortsatte. De elendige forhold for
den almindelige arbejder i bilindustrien fortsatte, men da Depressionen samtidig faldt omkring 1930, var
vejen for en fagbevægelse lagt. Dette medførte en kamp om lighed og retfærdighed, som alt andet end lige
fik en reducerende effekt, på de eksisterende bilfabrikker.10
Masseproduktionens blomstringstid var dog for alvor i 1955 en realitet, og der blev således solgt mere end
7 mio. biler i USA. Tre store virksomheder gjorde sig især bemærket. Ford, General Motors og Chrysler, stod
for 95% af alle bilsalg, og kun 6 modeller udgjorde 80% af det samtlige antal solgte biler.11
Toyota Production System fødtes, efter at Eiji Toyoda i 1950 havde besøgt Fords Rouge-fabrik i Detroit.
Sammen med Taiichi Ohno fandt de frem til, at den masseproduktionsmetode som blev brugt der, aldrig
ville kunne fungere i Japan. Dette var der en lang række årsager, bl.a. at hjemmemarkedet var meget lille,
og krævede et bredt spektrum af køretøjer. Samtidig måtte flere japanske firmaer, inklusiv Toyota erkende,
at den japanske arbejdsstyrke ikke var villig til, at blive set på som en variabel omkostning. Desuden var
Japan i 1950’erne et meget krigshærget land, hvis økonomi havde mere brug for kapital og fremmed valuta
end omvendt. Med andre ord var man ikke i stand til, at købe sig til den nyeste vestlige
produktionsteknologi. En sidste ting der for alvor var med til at sætte gang i Toyotas bilproduktion, var en
hjælp fra den japanske regeringsside, som nedlagde forbud mod udenlandsk investering i japansk
bilindustri. 12
9 Womack et. al. 1990, s. 29-46 10 Womack et. al. 1990, s. 46-49 11 Womack et. al. 1990, s. 49-54 12 Womack et. al. 1990, s. 56-58

9
Den vestlige massefremstillingsmetode krævede, at man producerede massevis af biler. Der skulle utroligt
mange biler igennem processerne, før at de var økonomisk forsvarlige. Toyota var slet ikke klar til sådan en
fremstillingsproces, derfor gik Ohno ind og så på hvordan disse kunne ændres og forbedres. En af nøglerne
var for Ohno omstillingstiden. Matricerne kunne ændres sådan, at den samme presse kunne fremstille
mange dele. Det var dog en lang proces at skifte matricerne, og derfor gjorde bilproducenterne i vesten
det, at de viede et sæt presser til en speciel del. For Ohno var dette et problem, da det krævede hundredvis
af maskiner, hvis alle dele til biler skulle produceres således. Dette medførte at Ohno købte nogle få
amerikanske maskiner brugt, og udførte en masse eksperimenter med disse. Fra sidst i 1940’erne til
slutningen af 1950’erne, havde Ohno reduceret omstillingstiden fra en dag til 3 minutter. Noget andet
revolutionerende var, at omstillingen skete ved hjælp af almindelige arbejdere, og ikke ved hjælp af
omstillingsspecialister som man brugte i Vesten. Ohno fandt samtidig ud af andre fordele ved at producere
i mindre batches. Ved at fremstille små partier eliminerede man de fragtomkostninger, som var forbundet
med de store lagre af færdigdele. Vigtigt og helt essentielt blev det også at, ved blot at fremstille få dele før
man samlede en bil kunne stansefejl lettere opdages. Dette medførte at arbejderne ved stansemaskinerne
blev mere opmærksomme på kvaliteten, hvilket var med til at eliminere spildet ved store mængder af
defekte dele. Lean produktionen var i gang, men den krævede en dygtig og motiveret arbejdsstyrke.13 Dette
var altså startskuddet til det der i dag kendes som Lean, og der vil nu blive gennemgået en mere
dybdegående beskrivelse af Toyotas Lean principper.
4.2. De 14 principper
Det er nævnt i afsnit 4., at de 14 principper grundlæggende i Lean filosofien er inddelt i fire kategorier. De
fire kategorier omhandler hver en af de fire P’er (på engelsk): filosofien, processer, mennesker & partnere
og problemløsning. Rækkefølgen er ganske essentiel, da filosofien er fundamentet i forhold til de andre
kategorier. Ligeledes er processer et fundament for de to andre næste kategorier og så ledes.
4.2.1. Kategori 1 - Filosofi
Kategorien omhandler den langsigtede filosofi, som Lean bygger på. Det essentielle er at fokus skal være på
den langsigtede bane, frem for at kigge på kortsigtede resultater.
4.2.1.1. Princip 1 – Langsitet strategi
Essensen ved det første princip er, at man skal basere sine ledelsesbeslutninger på en langsigtet strategi,
også selvom det er på bekostning af kortsigtede finansielle mål. Robert B. McCurry, tidligere Executive V.P.
ved Toyota Motor Sales udtrykker det bl.a. i følgende citat:
”The most important factors for success are patience, a focus on long-term rather than short-
term, reinvestment in people, product, and plant, and an unforgiving commitment to quality”14
Den langsigtede filosofi skal dog ikke blot ses i forhold til virksomheden, og den potentielle gevinst ved at
følge den. Den langsigtede filosofi skal ses i et meget større perspektiv, da man som virksomhed skal have
hele samfundet i fokus. Der er stor forskel på at tænke på at lægge strategier, og udføre handlinger der
13 Womack et. al. 1990, s. 58-60 14 Liker 2004, s. 71

10
gavner henholdsvis virksomheden og samfundet bedst. Når det lægges vægt på virksomhedens bedste, vil
det i høj grad være den økonomiske gevinst der tænkes på, både på kort og lang sigt. Formelt set kan de
ansatte og virksomhedens andre interessenters også nævnes, i forhold til hvordan det bedst tænkes at
gavne virksomheden økonomisk i sidste ende. Hvis det derimod ønskes at gavne samfundet bedst mulig,
handler det om at træffe handlinger ud fra hvad der er en gevinst for alle. Dette gøres ved at tænke på
personer på arbejdsmarkedet, og forbrugere fx ved at hjælpe andre virksomheder, oprette arbejdspladser
og servicere potentielle kunder, selvom det ikke er til virksomhedens fordel. For at eksemplificere dette,
startede Toyota i starten af 1980’erne et joint venture med General Motors (GM), hvor de lærte denne
konkurrent principperne i TPS. Dette gjorde de, da GM var den største producent af biler i verden, og på
dette tidspunkt havde det svært produktionsmæssigt. Derved hjalp de samfundet i USA, med velbetalte
produktionsjob til amerikanerne. De tilbagebetalte derved, den hjælp de havde fået fra USA efter 2.
verdenskrig med genopbygning af industrien i Japan.15
At have fokus på samfundet i den langsigtede filosofi, vil i sidste ende kunne have en økonomisk gevinst for
virksomheden. For selvom det på nogle områder handler om at ofre sig, muligvis økonomisk for samfundets
skyld, så giver dette et yderst positivt billede af virksomheden i samfundet. En styrkelse af brand’et.
Dermed ment at selvom Toyota hjælper GM med deres principper i TPS, og alverdens virksomheder i dag
arbejder med Lean, så giver det en kæmpe styrkelse af deres brand. I dag er det alment kendt, at Toyota er
grundlæggeren af Lean, hvilket giver Toyota en karakter af at være produktiv og innovativ.
Den langsigtede filosofi bør være i fokus ved alle beslutninger, og med samfundet foran virksomheden. For
børsnoterede virksomheder kan evnen til at sætte kortsigtede resultater i baggrunden være svær, da der
ofte er fokus på eksempelvis kvartalsregnskaber for at styrke aktieværdien. Ligeledes kan det være et
problem med belønne medarbejdere på præstationer, da disse ofte er kortsigtede præstationer. Af den
grund er det vigtigt at den langsigtede filosofi er gældende i ledelsen og bestyrelsen, og derfra
kommunikeret ud så organisationen er bygget til det. Kort fortalt omhandler det første princip, at man som
virksomhed skal have et filosofisk formål, som virksomheden tilpasses til, og som der arbejdes hen imod. Et
formål der er større end at tjene penge. Kortsigtede resultater skal tilsidesættes, til fordel for en langsigtet
filosofi hvor virksomheden tjener samfundet.
4.2.2. Kategori 2 – Processer
Med den overordnede filosofi på plads gælder det i denne kategori om, at der ved at arbejde med
processerne, kan produceres med fordelagtigt. Kategorien indeholder i alt syv principper, og er hermed en
rigtig stor del af hele Lean filosofien. Helt centralt handler det her om, at eliminere alt spild og sikre at alle
processerne skaber værdi for kunden. De syv principper indeholder en del forholdsvis håndgribelige
værktøjer.
4.2.2.1. Princip 2 – Kontinuerlig proces flow
Det første princip under processer handler om, at der skal skabe et kontinuerligt procesflow, for at bringe
problemerne frem til overfladen. Dette gøres helt elementært ved at fjerne alt spild - eller på japansk
muda. I rigtig mange processer, ikke kun arbejdsrelateret, findes der en masse spild. Klassiske og ganske
15 Liker 2004, side 74-75

11
basale former for spild i hverdagen, er fx når man laver for meget mad eller når man kommer 5 min. for
tidligt til bussen. Der er altså utrolig meget spild i de flestes hverdag. Og i virksomheder hvor der ikke
tidligere blevet arbejdet med muda og Lean generelt, vil der typisk være en del spild. Ifølge Ohno er der syv
former for spild, og en ottende spildtype er tilføjet af Liker16:
- Overproduktion
- Lagre
- Ventetid
- Unødig transport
- Overprocessering
- Fejl
- Unødig bevægelse
- Uudnyttet kreativitet
Overproduktion betyder at der produceres, til et ikke-eksisterende behov. Der kan være mange årsager til
overproduktion, men typisk er det på grund af store seriestørrelser. Denne spildtype anses som en af de
værste, da den skjuler eller er skyld i nogle af de andre spildtyper. Den er fx direkte årsag til lagre, der
kræver brug af ressourcer. Lagre kan både være i form af råmateriale, varer i arbejde (work-in-proces) og
færdigvarer. Ressourceforbruget som lagre er ensbetydende med, er både i form af kapitalbinding og brug
af plads. Den tredje spildtype, ventetid, opstår når varer ikke transporteres eller bliver brugt i
produktionen. Unødvendig transport er flytning af varer ved en fejl, flytning af varer til et midlertidigt sted,
eller ineffektive transport veje. Overprocessering sker når en vare gennemgår en proces eller behandles, på
trods af at produktet ikke forbedres i forhold til kunden. Dette indeholder også når der fx bruges et værktøj
eller maskine, som er unødvendig avanceret eller dyr. At lave fejl i produktionen er en klassisk spildtype,
hvor også reparation af genstanden, internt eller eksternt, anses som spild. Medarbejdere bevæger sig ofte
unødvendigt, fx når redskaber eller varer ikke har en plads nær produktionen. Dette betragtes også som
spild. Den sidste af de 8 spildtyper er tilføjet af Liker, og handler om medarbejdernes manglende
engagement i arbejdet. Hvis de ikke kommer med forbedringer, kreative løsninger, eller udvikler sig, er der
tale om spild.
For at blive opmærksom på de nævnte spildtyper, skal spild ses som processer eller handlinger der ikke
gavner kunden. Kort sagt skal man skelne værdiskabende arbejde fra ikke-værdiskabende arbejde, og så
fjerne det ikke-værdiskabende. For at komme spild til livs, er målet med Lean er at skabe one-piece flow.
Det gøres ved hele tiden at skære spild, i form af ressourcer og tid væk fra processen. At opnå total one-
piece flow er selvfølgelig ikke realistisk, heller ikke for en Lean Enterprise som Toyota. Men det er mere
tankegangen at gå fra store batch’es, til at stræbe mod én enhed af gangen. Derved fjernes spild, og
problemer bliver mere synlige. Begrebet takttid kan bruges til at tilstræbe sig one-piece flow. Ideen er at
den tilgængelige tid man har til rådighed, eksempelvis divideres med en dagsvagt, og med antallet af
enheder der skal produceres. Hvis der eksempelvis skal produceres 900 stk. på en dagsvagt af 8 timer
(28.800 sekunder), så har man 32 sekunder til hver enhed. Takttiden er derved 32 sekunder, hvilket vil sige
at enheden skal være igennem hver proces på 32 sekunder.
16 Liker 2004, s. 28

12
At benytte sig af one-piece flow giver flere fordele. Der kan opnås bedre kvalitet, da hver mand i
produktionen også er inspektør, og derved arbejder på at få løst eventuelle problemer, før enheden skal
videre til næste proces. Hvis en eventuel fejl ikke bliver opdaget og løst, vil den ganske hurtigt blive opdaget
i næste proces. One-piece flow giver også meget fleksibilitet, da hele gennemløbstiden for en enhed bliver
reduceret, og derved bliver det lettere at reagere på kundebehovet. Derudover giver one-piece flow
generelt en højere produktivitet, da alle spildtyper fjernes, og kun værdiskabende arbejde er tilbage.
Et meget brugbart værktøj er value stream mapping. Her analyseres processen ned til mindre detaljer, fra
start til slut. Til at starte med bruges der tid på, at tegne det nuværende proces flow. Dette gøres for at
overskuelig gøre processen, og for derefter at kunne finde ud af hvordan processen kan optimeres. Typisk
vil denne optegning af processen, gøre det muligt at se hvor der fx er stop i produktionen, og ikke mindst
unødvendige mellemlagre. Herefter kan der tegnes et nyt forbedret udkast, som vil give et mere optimalt
flow i processen og således mindske produkternes gennemløbstid. Ved at sammenligne den nuværende og
den fremtidige proces, er der typisk store forskelle og mange muligheder. Næste skridt er at få gennemført
de nødvendige ændringer fysisk i virksomheden.17
4.2.2.2. Princip 3 – Træk-system
Ved typisk masseproduktion skubbes varerne fremad i produktionen. Dette medfører ofte overproduktion,
som resulterer i lagre. Både råvarer lagre, lagre mellem processerne og færdigvarelagre. Det tredje princip
handler om at trække varerne igennem produktionen, altså et træk-system (pull-system). Så i stedet for at
producere til lagre, produceres der til et kundebehov. Kundebehovet kan både være en slutkundes
efterspørgsel af en færdigvare, men også et behov fra den foranliggende arbejdsstation i produktionen. Når
en slutkunde efterspørger en varer, efterspørger den sidste arbejdsstation et halvfabrikat fra den
forudgående arbejdsstation, som efterspørger et halvfabrikat fra den forudgående osv. Varerne trækkes
derved igennem produktionen, og der produceres ikke til mere end det reelle behov.
Princippet er ganske centralt i Lean filosofien, og går populært under betegnelsen Just-in-Time (JIT).
Meningen med JIT og for at det fungere optimalt, er det nødvendigt at der leveres den rette varer, på det
rigtige tidspunkt, på det rette sted og i den rigtige mængde. Såfremt at dette ikke er tilfældet, stopper hele
produktionen. JIT-filosofien bygger på at der ingen lagre behøves, men i praksis kan det være nødvendigt,
at have små mellemlagre så produktionsstop undgås.
For at opnå et fungerende træk-system, er værktøjet kanban helt afgørende. Den bagvedliggende proces i
produktionen, har behov for at vide hvornår den skal producere. For at gøre dette klart, bruger man
kanban, som betyder tegn, kort eller reklametavle. I praksis bruger man netop et kort eller tegn, for at
sætte gang i en proces. Fx kan det være en kasse der bliver sendt fra den foranliggende proces, hvori det
fremgår hvad der skal produceres og i hvilket antal. Når dette er produceret, fyldes enhederne i kassen og
den sendes retur. Dette er ganske enkelt, og det kan let erstattes af en mere nutidig metode såsom en
computerskærm der giver signal.
17 Rother et. al. 2003

13
”The challenge is to develop a learning organization that will find ways to reduce the number of kanban and
thereby reduce and finally eliminate the inventory buffer”18
Som citatet beskriver, så skal man ikke stræbe efter at have så mange kanban i produktionen som muligt.
Tværtimod. Produktionen bør have et flow, hvor kanban er nødvendigt så få steder som muligt. Kanban er
altså kun et hjælpemiddel, til at forbinde og skabe et flow I produktionen.
4.2.2.3. Princip 4 - Udjævn arbejdsbelastningen
Virksomheder der arbejder med Lean, fokuserer ofte i høj grad på muda. Der findes dog to andre begreber
med ”M” som definerer spild, og som er lige så vigtige for at blive mere Lean. Det er henholdsvis Muri og
Mura. De tre ”M’er” fungerer bedst sammen som et system. Hvis der kun fokuseres på muda og dens 8
spildtyper, kan det endda forringe produktiviteten, i forhold til medarbejderne og produktionssystemet.
Muri står for overbelastning af mennesker og udstyr, og sker når mennesker eller en maskine, presses til at
yde udover den naturlige grænse. Dette kan medføre manglende sikkerhed i produktionen, og
kvalitetsproblemer i forhold til hvad der produceres. Mura står for ujævnhed. Mura sker som resultat af
dårlig arbejdsplanlægning, og er en varians i produktionsvolumen. Nogle gange overproduceres der, mens
der andre gange er mangel på arbejde i produktionen. En eliminering af Mura, kan være en løsning på Muri
og Muda. Af den grund kan det være fornuftigt, at kigge på Mura i første omgang.
Mura opstår som nævnt, igennem dårlig arbejdsplanlægning i produktionen. Det der typisk ligger til grund
for det er, at der produceres i større produktionsserier pga. af lange omstillingstider. Eksempelvis
planlægges der ofte, i forhold til produktionen, for én eller to uger af gangen. Dette sker således at et
produkt produceres de første dage, hvor efter det næste produkt produceres osv. Det sidste produkt bliver
derfor først produceret sidste i perioden, om det så er en periode på én eller to uger. Med denne
produktionsmåde, er der derfor et behov for lagre. Det betyder også at der er en risiko for usolgte
produkter. Da de forskellige produkter kræver forskelligt arbejde, af henholdsvis mennesker og maskiner,
opstår der Muri. Endelig bliver virksomheden utrolig ufleksible, i forhold til kunder og leverandører.
For at komme situationen til livs, så der kan produceres mere balanceret, er det nødvendigt at reducere
omstillingstiden. Dette sker igennem Single-Minute Exchange of Die (SMED). Fremgangsmåden er først at
opdele omstillingen i ydre omstilling (external setup), og indre omstilling (internal setup). Dvs. omstilling
der kan ske imens produktionen er gang, og omstilling der ikke kan ske mens produktionen er i gang.
Dernæst gælder det om, at lave indre omstilling om til ydre omstilling. Efterfølgende gælder det så om, at
nedsætte såvel den indre, som den ydre omstillings tid. Det er dog den indre omstillingstid der har højeste
prioritet, da denne optager maskinkapacitet.
Ved reducering af omstillingstiden bliver det givetvis lettere, at have en mere jævn og balanceret
produktion, som går under begrebet Heijunka. Det giver en masse fordele. Først og fremmest bliver
produktionen meget mere fleksible, i forhold til hvad kunderne ønsker, og desuden passer det godt i
forhold til JIT. Man bliver fri for store produktionsserier, og risikoen for usolgte varer mindskes. Muri
elimineres da det giver et mere balanceret forbrug af maskiner og mennesker, og endeligt gavner det
leverandøren.
18 Liker 2004, s. 110

14
4.2.2.4. Princip 5 – Jidoka
Jidoka er et Lean princip der bygger på en kultur hvor produktionen stoppes, for at løse eventuelle
problemer. Dette sker for at den rette kvalitet, opnås første gang. Tilgangen er meget modstridende i
forhold til traditionel masseproduktion, hvor produktionen aldrig må stoppe. Ved masseproduktion skal
produktionen helst være i gang 100% af tiden, for at producere så meget som muligt. Fejlprodukter bliver
taget fra, og behandlet i en eventuel anden afdeling. I Lean filosofien skal produktionen derimod stoppes,
og roden til problemet fixes, sådan at fejlen ikke opstår igen. For i netop en Lean produktion, er det
nødvendigt at lave tingene rigtigt første gang. Der er nemlig ikke nogen buffer(i form af lager), hvis der
skulle opstå et problem.
Selvom det er orden ikke at have produktionen i gang 100% af tiden, i eksempelvis Toyota, så er de mere
produktive end produktioner, som holder produktionen i gang 100% af tiden. Årsagen til dette er at Toyota
igennem tiden har rettet alle de problemer der måtte opstå, og hele tiden forbedre produktionen. Så i dag
stoppes produktionen sjældent i Toyota, men det er helt i orden. Det er nærmest et påbud om, at
produktionen stoppes ved uoverensstemmelser eller problemer i produktionen.
Man deler normalt Jidoka op i fem trin som lyder:
1. Få øje på uregelmæssigheden 2. Stop processen 3. Løs problemet her og nu 4. Undersøg den dybereliggende årsag til fejlen 5. Arbejd på ændringer, der forebygger, at fejlen gentager sig
Et vigtigt element i Jidoka er at få stoppet processen. Til dette anvendes et signal, som går under
betegnelsen Andon. Dette er et signal der bliver udløst af en arbejder produktionen. Typisk er det
arbejderen ved produktionsenheden, hvor fejlen observeres. Et Andon kan være et signal i form af en
lampe der lyser, en høj lyd, eller noget helt tredje. Det vigtigste er blot at produktionen stoppes. I stedet
for at hele produktionslinjen stoppes, kan man gøre brug af fixed-position line stop system. Her er
produktionen delt op i enheder, og hvis en enhed signalerer et stop igennem andon, stoppes kun denne
enhed. Løsning på problemet skal findes indenfor en bestemt periode, fx takttid, eller inden næste produkt
kommer. Hvis dette sker, bliver de andre enheder berørt af produktionsstoppet. Derved bliver hele
produktionen ikke automatisk stoppet ved et problem.
Jidoka er ganske grundlæggende i Lean, og betegnes som et vigtigt fundament i filosofien. Jidoka er
grundlæggende simpelt og logisk. Det betegner en indstilling til arbejdet, hvor alle medarbejdere tager et
selvstændigt ansvar for at rette fejl på stedet. Jidoka er med til at sikre, at de endelige produkter er i
topkvalitet. Systemet kræver samtidig en omfattende gensidig tillid, og respekt mellem ledelse og
medarbejdere. Derudover skal medarbejdere have en vis erfaring, og være uddannet til at kunne udbedre
eventuelle fejl. Ellers fungerer Jidoka ikke. Jidoka har en vis relation til Empowerment, da det at skulle
stoppe produktionen pga. af et mindre problem, giver arbejderen en følelse af ansvarlighed og beføjelse.
4.2.2.5. Princip 6 – Standardiser opgaver
Det sjette princip er ganske simpelt. Her gælder om, at standardisere opgaver og processer. Ikke før man
har standardiserede sine opgaver og processer, er det muligt at kigge på løbende forbedringer (Kaizen

15
bliver gennemgået i afsnit 4.2.4.3). Derudover kan Jidoka i høj grad bedre dyrkes, da det hurtigt kan ses om
den standardiserede procedure er fulgt. I Toyota består standardiseret arbejde af tre ting: Først og
fremmeste den tid der er til at færdiggøre et stykke arbejde, også kaldet takttid, som er nævnt tidligere.
Dernæst en decideret rækkefølge af handlinger eller processer. Endeligt hvor meget lager (ved hånden) den
enkelte arbejder har brug for, i forbindelse med udførelsen af det standardiserede stykke arbejde.
Dette princip bliver ofte forbundet med Taylor’s scientific management. Taylorisme som det ofte bliver
kaldt, går i sin enkelthed ud på at arbejderen bliver instrueret i et stykke arbejde, der skal gøres igennem en
standardiseret arbejdsprocedure. Denne procedure er blevet fastlagt af manageren, efter at have fundet
den mest optimale arbejdsprocedure. Arbejderen har ingen ansvar eller beføjelser, og skal kun udføre et
meget elementært stykke arbejde. Uden at fornærme taylorismen, bliver mennesket betragtet som en
slags maskine. Dette ligger dog i stor kontrast til Lean, da arbejderen her har en form for empowerment
inden for visse rammer. Hvordan arbejdet bedst udføres, og ikke mindst de løbende forbedringer, er noget
som arbejderen selv finder ud af. Derved betragtes arbejderen ikke som en maskine, men mere som en
analytiker og problemløser. Arbejderen får ansvar og beføjelser, hvilket har til hensigt at arbejderen
engagerer sig mere i arbejdet.
I forbindelse med begrebet empowerment, bliver der ofte skelnet mellem en bureaukratisk, og en mere
organisk virksomhed. I en bureaukratisk virksomhed med hierarki, procedurer og kontrol, er der normalt
ikke meget empowerment, modsat en organisk virksomhed. Toyota er et eksempel på en virksomhed, som
kan blive betegnet som en bureaukratisk virksomhed, men alligevel giver arbejderne empowerment. Det
der ligger til grund for at dette kan lade sig gøre, er at der er flere dimensioner end blot bureaukratisk og
organisk. P.S Adler delte modellen op i technical struckture og social structure.19 Først nævnte er delt op i
høj og lav bureaukrati, mens social struckture er delt på coercive og enabling. Toyota er høj bureaukratisk,
men i forhold til den sociale struktur, er virksomheden enabling. Dette åbner op for selvstændighed hos
medarbejderne. Det betyder at arbejderen inddrages i arbejdet, og i forhold til de standardiserede opgaver,
gør de det muligt for arbejderen at kontrollere sit eget arbejde.
4.2.2.6. Princip 7 – Visuel styring
Dette princip handler om at man skal bruge visuel styring, således problemerne kommer frem i lyset. I bund
og grund drejer det sig om, at skabe synlighed i produktionen. Et værktøj til dette går under betegnelsen
5S, og er en måde til at eliminere spild eller få synliggjort problemer. 5S kan betragtes som en mindre
procedure, eller et hjælpe værktøj i forhold til den visuelle styring. 5S består af 5 S’er på japansk, men er
også oversat til 5 S’er på både engelsk og dansk. På danske hedder disse; sortér, system i tingene,
systematisk rengøring, standardisér og selvdisciplin.
Sortér refererer til, at der i første omgang skal ske en sortering af alle genstandene. Dette er vigtigt for at
finde ud af, hvad der er nødvendigt på arbejdspladsen. Sortering sker ud fra farverne grøn, gul og rød.
Grønne ting anvendes dagligt. Gule ting anvendes engang imellem. Røde ting anvendes ikke. Det næste S,
system i tingene, refererer til at alle ting skal have en plads, inden for rækkevidde af den arbejdende
person. Unødvendige bevægelser skal undgås. Uden for rækkevidde skal der også skabes et hjem til trucks,
affald, papir osv. Dette forbedrer arbejdsindretningen eller ergonomien. Systematisk rengøring handler om,
19 Liker 2004, s. 144-145

16
at man systematisk gennemgår arbejdspladsen for grøn, gul og rød. Samtidig skal der indbygges en
systematik der sikrer, at man ikke skal rydde op igen om 6 måneder. Standardiser henfører til
standardisering af det nye niveau, og skal tydeliggøre hvordan arbejdspladsen ser ud. Standardisering kan
eksempelvis ske ved opmærkning. Selvdisciplin kan betragtes som den vigtigste, og samtidig den absolut
sværeste disciplin i 5S. Selvdisciplin handler om, at organisationen naturligt kan fastholde og forbedre det
opnåede 5S-niveau.
Udover 5S i dette princip, handler visuel styring om at skabe overblik. Eksempelvis kan en
planlægningstavle i en produktionsafdeling, erstatte timers planlægning i et ERP-system. Dette skal ses i
forhold til håndtering af hasteordrer, og at skabe større fleksibilitet osv. Desuden kan ledelsen nemt få et
overblik, blot ved at gå en runde i eksempelvis produktionen.
4.2.2.7. Princip 8 – Anvend pålidelig og gennemtestet teknologi
Dette princip bygger på, at mennesker prioriteres højere i hierarkiet end maskiner. Det betyder ikke at
maskiner og teknologi skal erstattes mennesker, men snarere støtte dem i processerne. Derudover er det
vigtigt, at maskiner og teknologi er gennemtestet, og sikret at de forbedre produktionen, inden det
implementeres. Før der tænkes på at implementere ny teknologi, kigges der på hvordan processen kan
forbedres med den nuværende teknologi. Først derefter ses der på mulighederne for ny teknologi, og om
det er overhovedet er muligt at forbedre processen med ny teknologi. Såfremt der ses nogle muligheder,
skal den nye teknologi analyseres til bunds, og der ses på hvorledes den passer på virksomhedens filosofi og
grundprincipper. Mennesker er nemlig over maskiner, og hvis det er muligt, er et pilotprojekt i en afdeling
ideel til at teste ny teknologi. Dette er tilfældet, da man på den måde kan sammenligne med andre
afdelinger, og ikke sætter hele produktionen i fare for nedbrud. Hvis en ny teknologi passer ind,
implementeres den hurtigt, for ikke at sænke processerne i en for lang periode.
Det vigtigste ved dette princip er dog ikke fremgangsmåden ved implementeringen. Det er mere
grundtanken om, at teknologi skal støtte og supporte menneskerne, og ikke erstatte dem. Hvis der
implementeres ny teknologi, er det vigtigt hele tiden at have dette i mente.
4.2.3. Kategori 3 – Mennesker & partnere
Den tredje kategori omhandler mennesker og partnere. Principperne går på at der ved at udvikle
mennesker og partnere, tilføres værdi til organisationen. Derfor skal mennesker og partnere altid
respekteres, udfordres og udvikles.
4.2.3.1. Princip 9 - Udvikl ledere
Det første princip i kategori 3, handler om lederne i virksomheden. Tesen hedder at man skal udvikle
ledere, der virkelig forstår arbejdet, lever efter filosofien, og lærer den videre til andre. I stedet for blot at
indhente ledere fra andre virksomheder, skal man selv udvikle sine ledere internt i virksomheden. Dette
sker for at de forstår, og ikke mindst arbejder efter virksomhedens filosofi. Lean filosofien. Eksempelvis er
alle Toyota ledere udviklet internt, og har arbejdet i virksomheden i mange år. Dette skal de inden de er
”gode” nok som ledere, og arbejder efter The Toyota Way. Gary Convis arbejdede 15 år med Toyota
Produktion System før han blev leder, selvom han havde 21 års erfaring fra både Ford og GM.

17
En leders job skal ikke blot ses, som udførelse af arbejdsrelaterede opgaver og ledelse af mennesker. De
skal også være rollemodeller, i forhold til virksomhedens filosofi, og overfor medarbejderne. Det er vigtigt
at lederne tænker og arbejder Lean, for at medarbejderne under dem gør det lige så. Desuden at det
vigtigt, at lederne forstår arbejdet ned i de små detaljer, så de på bedst mulige vis kan viderelærer
filosofien. I relation til hvordan en Leder skal være, udover at have en dybdegående forståelse for arbejdet,
skal han eller hun styre ud fra et bottom-up udviklingsprincip.
Derved bliver en Lean leder det omvendte af en typisk bureaukratisk leder, der normalt har en generel
ledelsesekspertise, og styrer ud fra et top-down direktiv. Toyota er en hierarkisk virksomhed, men værdien
skabes på gulvet og derved bliver Lean også implementeret ud fra en bottom-up tankegang. Med dette
menes helt konkret, at der ikke er udviklet nogen skabelon på hvordan virksomheden skal se ud efter Lean
implementeringen. Lean er skabt og udvikles fra bunden af.
4.2.3.2. Princip 10 – Udvikle medarbejdere og teams
Hvor det foregående princip omhandlede lederne, omhandler dette princip medarbejderne. Disse skal
ligeledes udvikles og trænes, så de som individer og i teams arbejder efter filosofien. Det er vigtigt at der
skabes en stærk og stabil kultur i virksomheden. Lean opfattelsen skal være udbredt, og udviklet over
mange år. Teams er yderst betydningsfulde for Lean virksomheder. Virksomheden skal bl.a. bruge
tværfunktionelle teams, hvilket er med til at forbedre kvaliteten og produktiviteten. Samtidig er meningen
også at forbedre flowet. I forhold til Toyota er idéen, at hvis man lader teamwork være en del af
fundamentet, så vil individet give deres hjerte og sjæl for at gøre firmet succesfuldt. Teams skal
koordinerer, motiverer og lærer fra hinanden. Det er dog stadig det enkelte individ, som skaber værdien.
Således betyder individerne, og forståelsen af filosofien, også mere end teamwork.
I relation til at medarbejderne kan udføre det bedste stykke arbejde, og fungere i teams, lægges der stor
vægt på individerne. De skal udfordres og respekteres på samme tid. Empowerment er et nøgleord i Lean,
som i denne forbindelse skal opfattes som evnen til at bruge virksomhedens værktøjer til at forbedre
produktionen. Medarbejderne må ikke opfattes som en udskiftelig reservedel, ligesom i taylorismen. I Lean
er det ikke white-collar der er ansvarlig for problemløsning, kvalitetssikring, vedligeholdelse af udstyr og
produktivitet. Det er blue-collar; arbejderne på gulvet. Det er nemlig disse der præstere det værdiskabende
arbejde, og derfor bedst kendte med det aktuelle job, og ikke mindst de aktuelle problemer. Desuden er
det vigtig at medarbejderne er fleksible, sådan at de kan varetage flere roller i produktionen.
På grund af betydningen af medarbejderne og teams, er det vigtigt at have de rette folk. Rekruttering er
derfor altafgørende for opbygningen af kulturen. Hvis rekruttering af nye medarbejdere ikke er en
mulighed, er det vigtigt at træne de eksisterende, sådan at de hele tiden udvikler på det kulturmæssige
plan.
4.2.3.3. Princip 11 - Respekter virksomhedens netværk
For en virksomhed med et netværk af leverandører og partnere, er det vigtigt at have et godt forhold til
dem, da disse har stor betydning for at virksomheden eksistens og daglige drift. Som Lean virksomhed
opfattes Toyota af mange af dens leverandører, som deres bedste kunde, men også den sværeste. For
Toyota stiller utrolig store krav i forhold til pris, levering og kvalitet. Men selvom de stiller krav og udfordre
18
dem, så er de også villige til at hjælpe leverandørerne. Toyota har hjulpet mange af deres leverandører,
med eksempelvis at implementerer Lean. I sidste ende er det nemlig til Toyotas fortjeneste, da de derved
opnår en bedre service fra leverandøren. Især i forhold til Just-in-time, er et godt forhold til leverandøren
vigtigt. Det er afgørende at leverandøren levere varerne når virksomheden skal bruge dem, for at flowet
kan køre optimalt. Just-in-time omfatter hele virksomhedens forsyningskæde, og derfor anser Toyota hele
sin forsyningskæde som en del af virksomheden.
Før man kan begynde decideret at hjælpe sit netværk, i forhold til Lean, er det vigtigt at ens egen
organisation er Lean, og at der arbejdes aktivt ud fra filosofien. En virksomhed skal respektere sit netværk,
men kan godt begynde stille nogle krav til leverandørerne, selvom man internt i organisationen ikke er
tilstrækkelig Lean endnu. Så er det til gengæld vigtigt, at ens krav er rimelige, og i overensstemmelse med
egne kompetencer.
4.2.4. Kategori 4 – Problemløsning
Den sidste kategori og sidste P er problem solving, som drejer sig om løsning af problemer, samt at finde
roden til problemerne. Et af principperne i denne kategori, handler om at man selv skal gå hen og se, for at
forstå situationen. Et andet handler om hvordan beslutninger tages, mens det sidste omhandler
organisatorisk læring, igennem refleksion og løbende forbedringer.
4.2.4.1. Princip 12 – Genchi Genbutsu
Genchi Genbutsu er japansk og betyder, at gå til stedet for at forstå situationen, hvilket er ganske sigende
om dette princip. Udtrykket Gemba er ligeledes et japansk udtryk, som betyder det faktiske sted. Dette
udtryk har været populært at bruge, i stedet for det førstnævnte, muligvis fordi det er lettere at sige ”go to
gemba” end Genchi Genbutsu. Uanset hvilket et man bruger, er meningen den samme. Man skal altid selv
gå til stedet, for at forstå situationen. Det nytter ikke noget, at en leder træffer en beslutning, eksempelvis
vedrørende nogle konkrete ændringer, hvis lederen ikke selv er gået ned i produktionen, for at forstå
situationen. Begrebet kan bruges i stor udstrækning. Essensen er blot, at man skal løse problemer og
forbedre processer ved at gå til kilden og personligt observere. Således kan data kontrolleres, i stedet for at
der teoretisere, på baggrund af hvad andre mennesker, eller computerskærmen fortæller en.
Det er ikke kun daglige ledere, der bør følge denne tanke gang. Også den øverste ledelse bør følge denne
tese, om at skulle gå ud og se på situationen, før beslutninger træffes. Dette er altså i stedet for blot at
have en overfladisk forståelse for situationen. Derfor bør grundtanken altid være at man skal tænke, og tale
på grundlag af personligt efterprøvede oplysninger.
4.2.4.2. Princip 13 – Træf beslutninger langsomt ved konsensus
Princip nummer 13 drejer sig om det japanske udtryk nemawashi. Udtrykket betyder at der skal træffes
beslutninger langsomt ved konsensus. Overvej alle muligheder, og implementer med højt tempo. Når en
beslutning skal træffes er det vigtigt at mange mennesker inddrages, for at se situationen fra mange sider,
og få input fra forskellige tankegange. Alles mening har en betydning. Der skal også ses på flere
alternativer. Man skal ikke blot vælge en enkelt retning, og fordybe sig i denne, før man grundigt har
overvejet alle alternativer. Valget af det bedste alternativ, skal ikke blot tages ud fra et

19
økonomiskperspektiv. Det sker da man hele tiden arbejder på, at opnå en fair løsning for alle parter der
bliver berørt. Når en beslutning er truffet, gælder det om at implementere ændringen så hurtigt som
muligt. Scenen er også sat, da man igennem sine overvejelser har analyseret situationen helt i bund, og
derved ikke efterlader nogle åbne spørgsmål.
4.2.4.3. Princip 14 – Bliv en lærende organisation
Det sidste princip drejer sig om, at blive en lærende organisation. Hermed menes det, at blive en lærende
organisation igennem vedholdende refleksion, og løbende forbedringer. En lærende organisation eller
organisatorisk læring, handler om tilegnelse og anvendelse af nye kompetencer, både i forhold
organisationen og dens medarbejdere.
Kaizen som tidligere er blevet omtalt, er en ganske central del af dette princip. Udtrykket der på dansk kan
oversættes til løbende forbedringer, er først muligt når processerne er stabile og standardiserede. Hvis ikke
dette er tilfældet, er der ikke tale om forbedringer, men blot alternativer. Derved er der ingen sikkerhed
for, at man rent faktisk opnår forbedringer. Kaizen skal ses som en tankegang, og ikke blot bruges som et
værktøj som af og til kommer i centrum. Hvis det bliver brugt som et værktøj, betegnes det ofte som Kaizen
Events. Her sættes der tid af til at forbedre en proces systematisk.
En integreret del af Kaizen, er Toyotas 5-hvorfor analyse (five-why analysis). Meningen er, at der ved
eventuelle problemer spørges dybt ind til roden af problemet. Der spørges ind til hvorfor problemet
opstod, og man bliver samtidig ved med at spørge indtil hvorfor processerne er som de er. Ved at fortsætte
med at spørge hvorfor, kommer man typisk frem til hvilke virksomhedspolitikker, ledelsesbeslutninger eller
kulturmæssige årsager, der kan ligge til grund for problemet. Et eksempel kunne være, at en maskine som
lækker olie, er den umiddelbare grund til at der er olien på gulvet. Fortsættes denne hvorfor analyse, kan
det være sket fordi indkøbsafdelingen bliver belønnet kortsigtet, og derfor tænker kortsigtet. Der er altså
muligvis blevet sparet, da maskinen blev købt.
En anden vigtig del af organisatorisk læring, er det japanske udtryk hansai, som direkte oversat betyder
refleksion. Begrebet er ikke blot en del af Toyotas kultur, men derimod en del af japansk kultur. Børn i
Japan bliver opdraget med udtrykket, og forældrene beder typisk et barn om at gøre hansai, når barnet har
gjort/opført sig forkert. Barnet skal så være ked af det, og prøve at forbedre sin attitude. Et ganske
overfladisk eksempel, da det kan være svært at sætte ord på den japanske kultur. Men som det bruges i
japanske hjem, bruges det også på arbejdspladsen. Medarbejderen som har lavet en fejl, bør være
konfronterer sig selv med problemet. Derefter skal der findes frem til en plan for hvordan problemet løses,
og vedkommende må tro oprigtigt på, at fejlen aldrig sker igen. Hansai kan derfor beskrives som et
mindset, som handler om at selvbevidsthed er det første skridt til forbedringer. Af den grund er kaizen og
hansei tæt forbundet, og virker ikke optimalt uden hinanden. Selvrefleksion, og at tænke på løbende
forbedringer, er derfor helt centralt i det sidste princip.
20
4.3. Implementering af Lean
4.3.1. Implementeringsmåden
Toyota har brugt mange årtier på at indfører Lean (TPS), og derfor kan man ikke forvente at en dansk
virksomhed, uden Lean erfaringer, kan implementere filosofien over en kort periode. Lean implementering
er en lang proces, og ifølge The Toyota Way, er implementeringsmåden ikke helt ligegyldig. De fleste vil
finde det naturligt, at starte med det første P i 4P-modellen. Det er dog derimod processerne, det andet P,
man bør fokusere på i starten.20 For at udvikle sande Lean ledere og medarbejdere, er det nødvendigt at
arbejde med nogle værktøjer for at forstå filosofien. Derfor kan der med fordel tages udgangspunkt i det
tekniske system, og efterfølgende arbejdes på kulturændringer. Lean skal implementeres efter princippet
learning by doing. I det tidlige stadie i implementeringen, bør det være 80% learning by doing, og 20%
træning og information. Essensen i dette er at man lærer tingene bedste ved at gøre dem, og ikke blot
igennem træning, som ikke påvirker det daglige arbejde. Træning giver dog det bedste udbytte, hvis det
efterfølges af doing.
”The best training is training followed by immediately doing.. or doing followed immediate training” 21
At starte med at implementere Lean i en produktlinje, eller afdeling af produktionen, er desuden en god
idé. Dette kaldes for et pilotprojekt. Derved kan medarbejderne fra andre afdelinger, ”gå hen og se” dette
projekt, og lærer af det. Dette giver inspiration til andre afdelinger, og man kan bedre eksperimentere, da
ikke hele virksomheden er omfattet af projektet. Lean skal dog ikke ses som et projekt, men en samlet
ledelsesfilosofi. Til at starte med er det dog i orden, at gøre det på denne måde. Sådan er det også i forhold
til Kaizen, beskrevet i afsnit 4.2.4.3, hvor der er forskel på Kaizen som en kultur, og Kaizen events. At lave
deciderede events kan være en god måde hvorpå, at få kulturen bygget ind i medarbejderne: learning by
doing.
4.3.2. Ledelsens indstilling22
Det blev beskrevet tidligere at ledelsens syn på Lean og indstilling til Lean, har en stor betydning i forhold til
om virksomheden er klar til Lean. Desuden at det har en betydning, for succesgraden af implementeringen.
Ledelsen skal være engageret, og have en langsigtet vision. Dette er nødvendigt for at en rigtig Lean
implementering kan begynde, og for at Lean ikke blot bliver lig med kortsigtede resultater. Resultater der
eksempelvis søges, blot gennem brugen af nogle af de nævnte værktøjer. I forhold til hvor klar ledelsen er
til Lean, er der ofte nogle forhold der gør sig gældende. Tidligere erfaringer med Lean har en stor
betydning. Ledere der tidligere har arbejdet med Lean, med succes, er ofte mere positiv indstillet overfor
Lean, da de har oplevet succesen. Eksempelvis har ledere med erfaring fra TPS, oplevet stor succes i Toyota.
En anden faktor der spiller ind er ansættelsesstrategien i virksomheden. Ved at forfremme og finde
kandidater i organisationen til ledende stillinger, er der større sandsynlighed for at bevare den langsigtede
filosofi. I Toyota ansætter de kun udefrakommende til ”upper-middle-management” stillinger, og det er
20 Liker, 2004, s. 302 21 Liker, 2004, s. 303 22 Liker, 2004, s. 289-295

21
endda kun med blandet succes. Kulturen i Toyota er dog så stærk, at udefrakommende bliver ”presset” til
at følge The Toyota Way, eller alternativt at forlade virksomheden.
Virksomhedens ejerskabsstruktur har også en indflydelse på ledelsens indstilling. Typisk har børsnoterede
virksomheder meget øje for, eksempelvis kvartalsmæssige regnskaber. Dvs. kortsigtede visioner. Da Lean er
en langsigtet filosofi, kan der derfor være uoverensstemmelser med dette. Det er dog muligt med Lean i
børsnoterede virksomheder, men kulturen bliver nødt til at være gennemtrængende. Endelig kan der være
nogle faktorer som Lean-ledere ikke har indflydelse på, som også kan have en betydning. En generel
samfundsøkonomiskkrise, eller et markedsfald kan være afgørende. En krise kan presse virksomheden til at
fokusere på kortsigtede resultater. Bestyrelsen kan også, afhængigt af ejerskabsstrukturen, presse ledelsen
til fokuserer på ren overlevelse. Dermed samtidig fjerne fokus fra Lean i virksomheden.
4.3.3. Kulturændring23
En Implementering af Lean filosofien, er en ændring af kulturen i virksomheden. En kulturændring er meget
svær, da den bygger på mange års historie, og samtidig udvikler sig meget langsomt. Alle virksomheder har
hver deres egen unikke kultur, og en ændring er meget krævende, og bliver derved let en længere proces.
Det er vigtigt at der en klar strategisk vision, og at top ledelsen er engageret (Cummings & Huse, 1989).
Dertil er det vigtigt med en effektiv kommunikation af de nye værdier, og en top-down initieret proces.
Med en top-down initieret proces, menes ikke en top-down implementering, men snarere at beslutningen
om ændringen, er taget i virksomhedens øverste hierarki. (Dobson, 1988). Da Lean filosofien har sine
rødder i Toyota, er den japanske kultur et helt essentielt element i forhold til filosofien. Af den grund kan
filosofien pga. kulturen, være svær at implementere i europæiske lande og USA, hvor kulturen er meget
anderledes fra den japanske.
4.3.4. Bedste udnyttelse af Lean
Lean filosofien, som den er beskrevet i forhold til de 14 principper, betragtes som en helhedsfilosofi. Dette
skal ses ud fra, at Toyota som har opfundet Lean, bruger filosofien i hele dens udformning. Iwao Kobayashi
har skrevet bogen 20 Keys to Workplace Improvement, og teorien i denne bog læner sig meget op ad
Toyotas principper. Således arbejder Kobayashi ud fra tyve ”nøgler”, til at forbedre en arbejdsplads. Der er
store ligheder i forhold til Toyotas principper og Kobayashis teori. Elementerne fra Toyota må i høj grad
siges, at være indeholdt i Kobayashis teori også. Dette gør altså at nogle af Kobayashis tanker kan bruges,
omkring anvendelsen af Toyotas principper. Kobayashi arbejder ud fra, at der er meget stærke relationer
mellem de 20 nøgler. Der kan derfor drages store fordele, ved at anvende alle nøglerne. Forbedres disse
samtidigt, får det en synergetisk effekt. Generelt arbejdes der ud fra de overordnede mål, nemlig at
forbedre kvaliteten, sænke omkostningerne og en hurtigere produktionstid. Nogle af Kobayashis nøgler er
bestemt rettet mod, at forbedre eksempelvis kvaliteten. Alligevel er der så stærke indbyrdes forhold
mellem nøglerne, at det anses for optimalt at bruge alle sammen. Samlet se har alle nøglerne altså i sidste
ende, en eller anden effekt på kvaliteten, omkostningerne og produktionstiden. Der er dog nogle af
nøglerne, som har en mere direkte effekt på et af de tre nævnte områder. Således kan det eksempelvis
vælges, at der fokuseres på at forbedre kvaliteten. Gøres dette kan der tages udgangspunkt i de nøgler,
som umiddelbart har den største effekt på kvaliteten. Det kommer helt an på virksomheden behov, men
23Ian Brooks 2009, s. 270-271

22
som sagt har alle nøglerne en effekt på kvaliteten, og der kan kun skabes synergi ved at bruge alle 20
nøgler24. Således må det siges, at Kobayashis teori læner sig meget op af Toyotas 14 principper. Hos Toyota
handler det også om, at anvende alle principper. Forskellen er blot at der ifølge Kobayashi, samtidig kan
opnås store synergieffekter, ved at anvende hele filosofien. Forsøges det at indføre principperne parallelt,
ved eksempelvis at anvende alle værktøjer, og samtidig have fokus på kulturen, vil dette kunne skabe et
bedre resultat.
5. Dannelse af teoretisk fixpunkt Af afsnit 4 kan det afledes, at Lean ikke er en simpel forretningsfilosofi, og at Lean er særdeles omfattende.
Hvordan Lean kan defineres, er derfor samtidigt svært at fastslå. Det skal især ses i lyset af, at man kan
tolke Lean teorien på forskellige måder. Det er dog indiskutabelt at Lean vedrører værktøjer,
ledelsesprocesser, generelle principper, og ikke mindst noget kultur. Med disse emner som indhold, kan der
derfor tales om en samlet filosofi, en virksomhed driver sin forretning på. En Lean filosofi. Teorien er
dannet ud fra Toyota og deres TPS, hvilket må betegne Toyota som en virksomhed hvor Lean er
implementeret i meget høj grad. Man kan tale om at Toyota er et Lean Enterprise, og at virksomheden er et
mål eller drøm for mange andre virksomheder. At nå så langt med Lean som Toyota er, vurderes som
næsten værende utopi.
Som sagt kan Lean defineres, og fortolkes på mange måder. Eksempelvis ser Gary Convis (den første
amerikanske chef, for Toyota Motor Manufacturing i Kentucky) Lean som en trekant, hvor de tre sider er
henholdsvis teknik, filosofi og ledelse (management), og med mennesker inde i modellen.25 Derudover
bliver Lean ofte fremstillet i ”Lean huset”, bestående af et fundament, bærende søjler, et tag og mennesker
i midten.26 Modellen er en smule mere avanceret, men til gengæld også meget sigende. Opgaven vil dog
tage sit udgangspunkt i den først omtalte model. Dette til dels for at simplificerer fortolkningen, og derved
give et bedre overblik, og til dels for bedre at kunne modificere den til videre brug. For lettere illustrationer
af begge modeller, se bilag 4.
Den ene af de tre sider i trekanten er ledelse. Dette element kan i høj grad sammenholdes, med et af de
andre elementer i trekanten. Nemlig filosofien. Filosofien er i høj grad hvordan man tænker, dvs. hvordan
hele organisationen tænker, og derigennem også ledelsen. Hvordan ledelsen tænker og agerer, afhænger i
høj grad af filosofien i virksomheden. Eksempelvis er ”go to gemba” ganske centralt i filosofien, men også i
hvordan lederne agerer. Alle medarbejderne, ledere som arbejdere, skal arbejde efter ”go to gemba”-
princippet. Således er der flere paralleller imellem filosofi og ledelse, hvilket ligger til grund for, at disse
godt kan betegnes som et element. Ledelsen går derved ind under filosofien.
Det betyder at modellen afledes, til kun at bestå af to elementer. Det tekniske element og filosofien. Det
tekniske element vedrører alle værktøjerne, og forholder sig primært til princip 2 til 7, som er under
kategori 2. Begrebet værktøjer vil i denne opgave blive brugt i stedet for teknisk, da dette begreb findes
mere forståeligt og sigende. Ligeledes ændres det andet element, filosofi til kultur. Dette er bl.a. for ikke at
forveksle dette element, med den samlede Lean filosofi, og det at Lean betragtes som en
24 Kobayashi 1988, s. 4-8 25 Liker, 2004, s. 176 26 Liker, 2004, s. 33

23
forretningsfilosofi. Kultur bruges da det er ganske beskrivende, og ses som et udtryk hvordan en
organisation tænker og arbejder. Derved kommer modellen til, at bestå af de to elementer, værktøjer og
kultur.
Det er en del af denne opgave, at se på virksomheders modenhed i forhold til Lean, dvs. hvor langt
virksomhederne er med implementeringen. Derfor er det relevant, at se på de to afledede elementer. Et
billede af hvor langt en virksomhed er med Lean implementeringen, ses derfor ud fra henholdsvis
værktøjerne og kulturen. Dette vurderes som værende ganske sigende, i forhold til hvor Lean moden
virksomheden er. Da Toyotas Lean modenhed betragtes som utopi, må virksomheden vurderes til at være
langt, både i forhold til værktøjerne og kulturen. Toyota betragtes altså som meget Lean moden. Med dette
som udgangspunkt, kan man derfor godt anskue en virksomhed ud fra de to elementer, uafhængigt af
hinanden. Derved kan man danne en model, hvor den ene akse er værktøjer og den anden kultur.
Virksomhederne i opgaven vil på baggrund af dette, blive vurderet ud fra figur 5.1. Her vil de blive placeret
med udgangspunkt i hvor langt de er, i forhold til implementering af Lean værktøjerne og Lean kulturen.
Som nævnt vurderes Toyota som utrolig Lean moden, og vil derfor ikke bare befinde sig i øverste højre
kvadrat, men helt oppe i øverste højre hjørne af hele Lean Maturity modellen. Toyota, som teorien i
opgaven har sin oprindelse i, betragtes derfor som et fixpunkt, hvilket virksomhederne i opgaven anskues
og placeres efter. Det skal dog tages med forbehold, hvis en virksomhed placeres i øverste højre kvadrat.
Det sker, da virksomhederne også skal placeres rent komparativt, i forhold til de andre virksomheder.
Ligeledes skal det nævnes, at jo længere en virksomhed bevæger sig mod en Lean moden-tilstand, jo
sværere bliver det at bevæge sig yderligere. Derfor bliver det eksempelvis lettere, at gå fra lav til mellem,
en fra mellem til høj.
Figur 5.1 – Lean Maturity model KKuullttuurr
LLaavv
VVæærrkkttøøjjeerr
HHøøjj
VVæærrkkttøøjjeerr
LLaavv
KKuullttuurr
HHøøjj

24
6. Lean i danske virksomheder I dette afsnit gennemgås ni udvalgte virksomheder i forhold til Lean. Beskrivelsen af Lean i virksomheden
kommer først, efterfulgt af en vurdering af deres Lean implementering. Virksomhederne er alle nøje
udvalgt, på baggrund af kriterierne beskrevet i afsnit 3.3. I tabel 6.1 er virksomhedernes økonomiske
nøgletal angivet for de seneste tre regnskabsår.
Omsætning Primært resultat
mio. kr. mio. kr.
2008 2009 2010 2008 2009 2010
Terma * 1.039 1.058 1.113 115 74 2
Arla 49.469 46.230 49.030 1.149 1.412 1.684
Grundfos 19.019 17.061 19.609 1.333 960 2.212
Bang & Olufsen * 4.092 2.790 2.762 195 -496 -34
Velux ** 17.328 15.526 16.790 2.036 2.490 3.067
Foss 1.471 1.282 1.499 221 124 261
Johnson Controls * 1.678 1.490 1.265 5 -70 -50
Cheminova *** 5.664 5.437 5.604 515 11 215
Danfoss 27.535 24.165 31.550 2.099 1.354 5.053
Omsætning pr. ansat Soliditetsgrad
mio. kr. mio. kr.
2008 2009 2010 2008 2009 2010
Terma * 1,02 0,89 0,88 38,4% 28,0% 22,6%
Arla 3,05 2,85 3,02 27,0% 28,0% 29,0%
Grundfos 1,18 1,02 1,12 49,8% 54,6% 60,6%
Bang & Olufsen * 1,59 1,36 1,35 52,0% 57,0% 56,0%
Velux ** 1,08 1,08 1,12 71,9% 80,4% 79,0%
Foss 1,25 1,13 1,32 74,0% 75,0% 75,0%
Johnson Controls * 1,85 1,70 1,68 23,6% 36,8% 35,1%
Cheminova *** 2,97 2,68 2,65 43,1% 36,8% 35,9%
Danfoss 0,87 0,94 1,35 36,0% 35,1% 39,2%
* Regnskabsår: 2007/2008, 2008/2009 og 2009/2010
** VKR Holding
*** Auriga
Tabel 6.1 – Virksomhedernes økonomiske nøgletal Kilde: Virksomhedernes årsregnskab
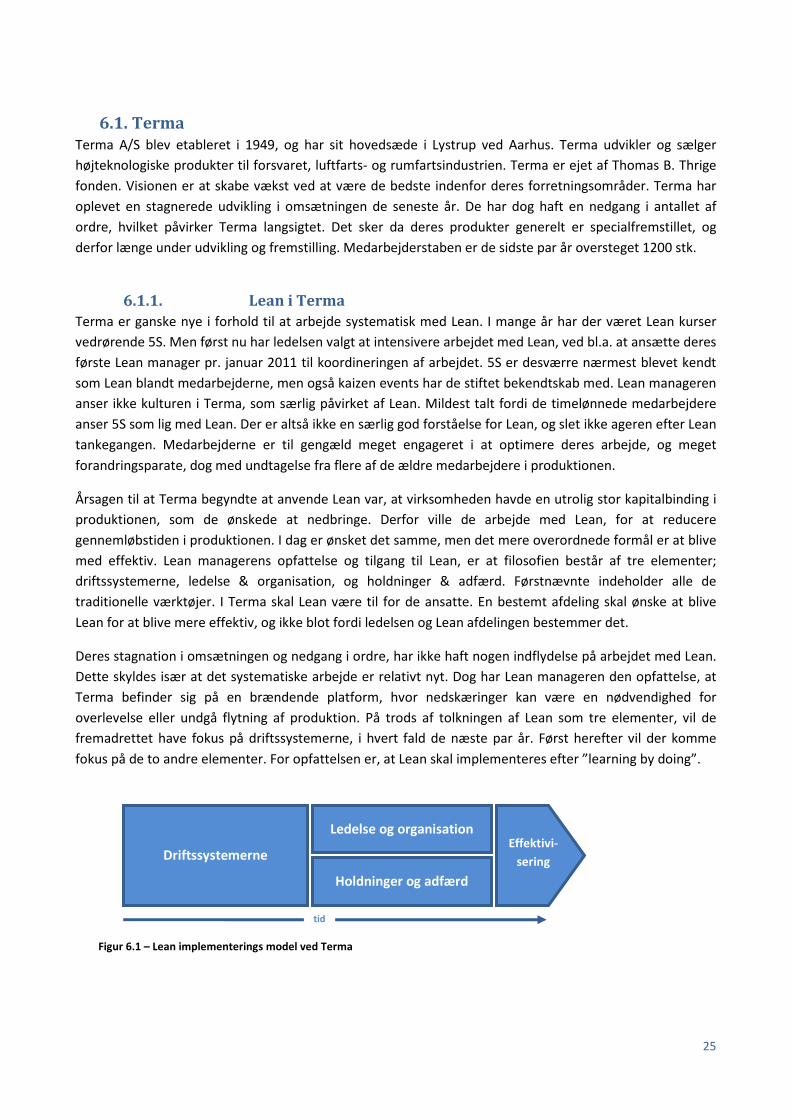
25
6.1. Terma
Terma A/S blev etableret i 1949, og har sit hovedsæde i Lystrup ved Aarhus. Terma udvikler og sælger
højteknologiske produkter til forsvaret, luftfarts- og rumfartsindustrien. Terma er ejet af Thomas B. Thrige
fonden. Visionen er at skabe vækst ved at være de bedste indenfor deres forretningsområder. Terma har
oplevet en stagnerede udvikling i omsætningen de seneste år. De har dog haft en nedgang i antallet af
ordre, hvilket påvirker Terma langsigtet. Det sker da deres produkter generelt er specialfremstillet, og
derfor længe under udvikling og fremstilling. Medarbejderstaben er de sidste par år oversteget 1200 stk.
6.1.1. Lean i Terma
Terma er ganske nye i forhold til at arbejde systematisk med Lean. I mange år har der været Lean kurser
vedrørende 5S. Men først nu har ledelsen valgt at intensivere arbejdet med Lean, ved bl.a. at ansætte deres
første Lean manager pr. januar 2011 til koordineringen af arbejdet. 5S er desværre nærmest blevet kendt
som Lean blandt medarbejderne, men også kaizen events har de stiftet bekendtskab med. Lean manageren
anser ikke kulturen i Terma, som særlig påvirket af Lean. Mildest talt fordi de timelønnede medarbejdere
anser 5S som lig med Lean. Der er altså ikke en særlig god forståelse for Lean, og slet ikke ageren efter Lean
tankegangen. Medarbejderne er til gengæld meget engageret i at optimere deres arbejde, og meget
forandringsparate, dog med undtagelse fra flere af de ældre medarbejdere i produktionen.
Årsagen til at Terma begyndte at anvende Lean var, at virksomheden havde en utrolig stor kapitalbinding i
produktionen, som de ønskede at nedbringe. Derfor ville de arbejde med Lean, for at reducere
gennemløbstiden i produktionen. I dag er ønsket det samme, men det mere overordnede formål er at blive
med effektiv. Lean managerens opfattelse og tilgang til Lean, er at filosofien består af tre elementer;
driftssystemerne, ledelse & organisation, og holdninger & adfærd. Førstnævnte indeholder alle de
traditionelle værktøjer. I Terma skal Lean være til for de ansatte. En bestemt afdeling skal ønske at blive
Lean for at blive mere effektiv, og ikke blot fordi ledelsen og Lean afdelingen bestemmer det.
Deres stagnation i omsætningen og nedgang i ordre, har ikke haft nogen indflydelse på arbejdet med Lean.
Dette skyldes især at det systematiske arbejde er relativt nyt. Dog har Lean manageren den opfattelse, at
Terma befinder sig på en brændende platform, hvor nedskæringer kan være en nødvendighed for
overlevelse eller undgå flytning af produktion. På trods af tolkningen af Lean som tre elementer, vil de
fremadrettet have fokus på driftssystemerne, i hvert fald de næste par år. Først herefter vil der komme
fokus på de to andre elementer. For opfattelsen er, at Lean skal implementeres efter ”learning by doing”.
Driftssystemerne
Ledelse og organisation
Holdninger og adfærd
Effektivi-
sering
tid
Figur 6.1 – Lean implementerings model ved Terma

26
6.1.2. Vurdering af Lean i Terma
Terma er ikke særlig langt med implementeringen af Lean, men de er til gengæld på vej i den rigtige
retning. Dette skal især ses på ansættelsen af deres Lean manager, som har haft succes med Lean i en
anden virksomhed. Ved Terma, herunder Lean manageren, ses Lean som de tre elementer, hvilket ligger
ganske tæt på af den afledte teori i afsnit 5. Den ligner endda til forveksling Gary Convis tilgang til teorien
med trekants-modellen, beskrevet i samme afsnit. Fundamentet til en succesfuld implementering vurderes
derfor til at være god, i forhold til Lean manageren og synet på Lean.
Generelt vurderes det at Termas manglende Lean modenhed efter så mange år, skyldes ledelsen og dens
syn og engagement, i forhold til Lean. Først og fremmest tyder det på at deres syn har været, at Lean blot
har været nogle værktøjer der skulle indføres for at reducere gennemløb tiden. Måden de efterfølgende
har grebet sagen an i forhold til implementeringen, har heller ikke været særlig imponerende, og de har
tydeligvis ikke ønsket at bruge særlig mange ressourcer på ”projektet”. Heldigvis har de nu fået øjnene op
for Lean og hvad det kræver. Det er dog tydeligt, at det stadig er Lean manageren der har mest at sige, og
er den der træffer beslutningerne omkring Lean. Det burde i stedet være ledelsen, med supplement fra
Lean manageren, der gjorde dette. Derfor har Lean manageren også prøvet at påvirke ledelsen, hvilket
betyder at han nu rapporterer direkte til deres VP, og at ledelse er blevet mere synlig i produktionen.
Forståelsen og kendskabet til Lean vurderes ikke til at være særlig godt. Opfattelsen af at 5S er lig med
Lean, er selvfølgelig helt forkert og ikke særlig ideel for Termas fremtidige arbejde med Lean. Det er derfor
nødvendigt, at de får en anden opfattelse af Lean. Da Lean managerens og produktionsledernes opfattelse
af Lean er ganske god, er det vigtig med kommunikation vedrørende Lean, så medarbejdernes opfattelse
kan ændres. Da Terma ønsker at have fokus på driftssystemerne, forstået som værktøjerne, i første
omgang, skal det i høj grad ses som at en implementeringsmåde efter ”learning by doing”-princippet. Som
Lean manageren udtrykker det: ” Før vi kan begynde at tænke Lean, så er vi nødt til at arbejde Lean”.27 Det
kan dog ikke udelukkes, at der ligger andre forhold til grund for denne implementeringsproces. For netop
ved at arbejde med værktøjer, er der mulighed for en forholdsvis hurtig effektivisering, hvilket Terma i den
grad mangler for at forbedre deres resultater.
Der er ingen tvivl om at Terma ikke er særlig modne i forhold til værktøjerne. Med brugen af 5S og en smule
kaizen events, er de knap nok kommet i gang. Kulturmæssigt er de heller ikke særlig langt. Indtrykket er
dog, at der er en rigtig god virksomhedskultur i Terma blandt medarbejderne. De beskrives som engageret i
at optimere deres arbejde og forandringsparate, hvilke må siges at være et rigtig godt fundament til at
opbygge en Lean kultur. Hvis beskrivelsen holder stik, vil introduktionen af nye værktøjer højst sandsynlig,
være ganske behjælpelig til at medarbejderne får en god forståelse for Lean tangegangen, og at de
fremadrettet kan tænke Lean ind i deres arbejde. Men så længe at forståelsen for Lean ikke er en realitet,
vurderes de ikke til at være særdeles langt med implementering af Lean kulturen. På kultursiden vurderes
de ikke til at være helt i nul-punktet, da den nuværende virksomhedskultur har mange paralleller med en
Lean kultur. På trods af en smule bedre kultur sammenlignet med værktøjs-implementeringen, så er det på
værktøjssiden de vil rykke sig mest de kommende år. For det er hovedsagligt værktøjerne der er i fokus de
næste to år. Det vurderes dog, at der vil gå en del år, før Terma får den store succes med Lean. Den bedste
udnyttelse sker nemlig, ved at have et balanceret niveau af de forskellige værktøjer sammen med kulturen.
27 Interview med Lean Manager ved Terma, Søren From. Onsdag d. 2/3 2011

27
6.2. Arla
I 1970 blev Mejeriselskabet Danmark etableret, som sammenlægning af flere små mejeriselskaber. I dag
hedder selskabet Arla, efter flere opkøb og en større fusion med et svensk selskab, netop med navnet Arla.
Arla fungerer som et andelsselskab der ejes af mælkeproducenterne. I dag har Arla Foods produktion i 13
lande, beskæftiger over 16.000 medarbejdere i alt, og har omsætning på lidt under 50 mia. kr. Deres vision
er at være det førende mejeriselskab i Europa, ved at skabe merværdi og tage aktivt lederskab på markedet
for derigennem at opnå den højest mulige mælkepris.28
6.2.1. Lean i Arla
Ifølge Arlas årsrapport er Lean en vigtig del af selskabet. Men Lean kunne sagtens erstattes af et andet
begreb, hvilket deres Director for Global Lean Management også udtrykker. Dette skyldes at det er deres
eget koncept de implementere på deres mejerier, og ikke nødvendigvis har relation til Lean filosofien. Dog
er Lean begrebet anvendt, da det er alment kendt. Lean i Arla er utrolig resultatorienteret og performance
drevet. Fremgangsmåden er således at deres Lean afdeling på omkring 20 mænd, som er bestående af
management konsulenter, gennemgår mejerierne ét af gangen. Inden opstarten af Lean arbejdet i 2009,
havde de ensartet alle mejerierne igennem et governance program, hvilket er fundamentet til Lean
implementeringen. Begreber som forandringsledelse og statistisk kontrol er centrale ved Lean i Arla.
Arla arbejder ud fra en trekants-model med deres mål i midten; World Class Business Performance. I de tre
hjørner er tre faktorer der skal til for at nå målet. Disse faktorer er Effectiveness, Efficiency og Flexibility.
Tanken er, at de skal forbedre sig igennem en bedre udnyttelse af det eksisterende udstyr, spare ressourcer
på udvinding af outputtet og fjerne kompleksitet i processerne. For illustration se figur 6.2. Ud af deres 60
danske mejerier der skal igennem implementeringsprocessen, er de startet med de største. Når Lean
afdelingen besøger mejerierne i 8 uger, laves der først en current state analyse. Herefter opstilles en future
state, hvor en lang række ting skal være forbedret i processerne. Det er så op til ledelsen på mejerierne at
finde en række punkter de vil arbejde med, for at nå til future staten indenfor en bestemt tidshorisont. De
får dog assistance fra Lean teamet, mht. implementeringen og læringen om Lean.
I forbindelse med anvendelsen af værktøjer, bruger de en stor del af dem, fx value stream mapping, 5S og
SMED. Desuden er standardisering vigtigt på mejerierne. På mejerierne er det dog ikke muligt at indføre
pull-system, da deres leverandører, landemændene, levere al den mælk de er i stand til, og det er så op til
mejerierne at omdanne dette input. Eksempelvis omdannes alt overskydende mælk til mælkepulver, og
fungerer derfor som en slags økonomisk buffer, da det er langtidsholdbart. Når Lean afdelingen er på et
mejeri, prøver den på sin vis at implementere Arlas forud udviklede Lean model, hvilket sagtens kan
kategoriseres som et top-down princip. Lean afdelingens funktion er dog også, at belære medarbejderne
om Lean, være synlige og fungere som rollemodeller.
Omsætningsnedgangen i 2009 har hverken været med til at starte, eller ændre arbejdet med Lean.
Ledelsen i Arla har fokus på de langsigtede resultater, og er klar over at Lean skal være blivende. De
løbende forbedringer skal ske ved at der hele tiden opstilles nye mål. Disse mål skal ses i forhold til de tre
faktorer som de arbejder efter. Medarbejderne på mejerierne arbejder dog efter mere kortsigtede mål.
28 Arla’s Årsrapport 2010 og arla.dk

28
Governance programmer World Class
Business
Performance
Effectiveness
Flexibilty Efficiency
Figur 6.2 - Implementeringsmåden og Lean modellen i Arla
6.2.2. Vurdering af Lean i Arla
Arla afskiller sig en del fra undersøgelsens andre virksomheder. Under samtalen med deres Director for
Global Lean Management, bliver ordet performance brugt flittigt. Og det er netop en performance kultur,
Arla ønsker at tilstræbe sig. Lean afdelingen i Arla, arbejder derfor på at implementere værktøjerne og
performance kulturen på hvert mejeri. Da Arla har utrolig mange mejerier, skal ledelsen og medarbejderne
på mejerierne selv være i stand til at sætte nye mål hele tiden.
At ledelsen i Arla engagere sig i Lean arbejdet er selv sagt vigtigt. Men spørgsmålet er om de er interesseret
i Lean, eller om de blot er interesseret i at se resultater. Lean er i denne opgaves perspektiv, meget mere
end blot målbare resultater, og adskiller sig således meget fra Arlas udgave af Lean med de tre faktorer
effectiveness, efficiency og flexibility. Arla har på en eller anden måde fået gjort Lean mere direkte, og
implementeringsprocessen virker meget struktureret, punktlig og ikke mindst meget top-down påvirket i
udførelsen. Det lød desuden til at statistisk kontrol var vigtigt på mejerierne. Spørgsmålet er dog om der
kan forekomme for megen kontrol. For med dette som tilfælde, falder graden af empowerment. Således vil
medarbejderne i mindre grad handle og tænke selv, men mere fungere som brikker som styres af ledelsen.
Arla er en atypisk virksomhed, da de blot skal tage imod alt det der leveres, og derefter producere så meget
som muligt. Dette hænger slet ikke sammen med den oprindelige Lean teori, da det alt andet end lige, vil
føre til periodevise store lagre og generel uhensigtsmæssig overproduktion. Det leder hen til spørgsmålet,
om ikke også 60 mejerier er lige rigeligt i et land som Danmark. Kan produktiviteten øges på de store
mejerier, burde det fører til lukning af mange af de mindre mejerier, hvis ikke Arla inden for de næste år
oplever stor vækst i omsætningen. Om en sådan rationaliseringsstrategi, med færre og større mejerier er
en del af Arlas Lean projekt, findes der ikke svar på, men det kan meget vel blive udfaldet. Det paradoksale
ved ejerskabet er, at en besparelse igennem effektivisering, ikke vil kunne ses på resultatet, men i stedet
medføre højere priser til leverandørerne, altså selskabets ejere - uden betaling af skat først.
I forbindelse med vurderingen af Arlas Lean modenhed, skal det tilføjes at denne tager udgangspunkt i
mejerierne, hvor Lean implementeringen er påbegyndt. Der vurderes altså ud fra de største mejerier der
arbejder med Lean. I forhold til implementeringen af værktøjer, vurderes de til at være relativt langt. Dette
ses også ud fra, at værktøjerne er helt centrale i Arlas Lean, og først til en høj grad af effektivisering.
Omvendt er de ikke langt på kultursiden, da de nærmere har en performance kultur. Dog er der nogle
aspekter fra Lean kulturen. Arla vurderes i fremtiden til fortsat at have fokus på Lean værktøjerne, og til
ikke rigtigt at blive mere Lean i det kulturmæssige perspektiv

29
6.3. Grundfos
Grundfos er en stor privatejet virksomhed med base i Bjerringbro. En årlig produktion på mere end 16 mio.
pumpeenheder gør Grundfos til en af verdens førende pumpeproducenter, repræsenteret med selskaber i
45 lande. Grundfos ønsker at være verdens førende pumpeproducent, og det er deres mission succesfuldt
at udvikle, producere og sælge pumper og pumpesystemer af høj kvalitet over hele verden. Dette med sigte
på at gøre menneskers hverdag lettere, mere komfortabel og samtidig med det mål at bidrage aktivt til et
bedre globalt miljø. Virksomheden oplevede et fald på ca. 2 mia. kr. i omsætningen til 17 mia. i 2009. I 2010
kom de til gengæld ud med et rekordregnskab, med både større omsætning og resultat.29
6.3.1. Lean i Grundfos
Begrebet Lean har været kendt i Grundfos i mange år. Det er dog først de seneste par år, at arbejdet med
Lean har været målrettet. Med en afdeling på syv mand, som vil blive til tredive i fremtiden, og konsulenter
med fortid i Toyota, er de nu på vej til at implementere Lean i alle deres fabrikker. Opfattelsen er at Lean er
en filosofi, tæt relaterende til en religion. En af deres Lean managere udtrykker, at værktøjerne er gode,
men at det i bund og grund handler om hvordan lederne fungere. Derfor er kulturen meget afgørende, for
en god Lean implementering. I de sidste 10-15 år har de arbejdet med nogle få Lean værktøjer, bl.a. Kanban
og 5S. Arbejdet med Lean er først intensiveret de sidste to år. Årsagen til dette er at ledelsen måtte
erkende, at der skulle ske effektiviseringer. Grundfos skulle være mere produktiv, hvilket især var vigtigt i
Danmark, hvor lønningerne er relative høje.
Implementeringsstrategien er at de først vil implementere Lean på en enkelt fabrik, som skal fungere som
et lighthouse projekt. Denne fabrik skal være utrolig Lean og fungere som et forbillede for de andre
fabrikker. I lighthouse fabrikken er de på nuværende tidspunkt nået relativt langt. Der er indført en del
værktøjer. Det største fokus har været på standardiseringer, hvilket er fundamentet til Lean
implementeringen. Dertil er eliminering af spild, reduktions af omstillingstid igennem SMED, Jidoka, Value
stream mapping, 5S og fokus på visualisering, blot nogle af de ting Grundfos arbejder med. Konsulenterne
hjælper Lean afdelingen med at optræne medarbejderne i produktionen. Der er bl.a. interne kurser om fx
5S. De medarbejdere der er på disse kurser, bliver efterfølgende ansvarlige for at give deres viden videre til
kollegaer. Lean afdelingen har også coaching sessions med operations managere, udvalgte
produktionsledere og medarbejdere.
Grundfos ønsker at kopier Toyotas Lean, og ønsker derfor ikke at tilpasse Lean til Grundfos. Dog har de ikke
på nuværende tidspunkt i sinde, at indføre et pull-system. Dette begrundes med, at de ønsker en sikkerhed
overfor kunderne. Ses der bort fra pull-systemet, er mange af de andre værktøjer indført. Dog nedtoner
Lean manageren betydningen af dem, da det mere handler om hvordan lederne agere, og at værktøjerne
blot skal understøtte den opførsel som lederne har. I forhold til hvordan netop lederne agere, er de ikke
helt så langt endnu. Maria Louise mener, at det er noget der skal arbejdes med og at ledelsen kommer
tættere og tættere på Lean tankegangen. Det samme er gældende for den generelle Lean kultur på
fabrikken. I forhold til nedgangen i omsætningen var Lean på det tidspunkt så nyt, at denne udvikling ikke
fik nogen betydning for implementeringen. Dog fortæller Lean manageren, at de dengang ville have svært
ved at arbejde med Lean som de gør i dag. En nedgang i dag vil bestemt få en betydning i forhold til Lean.
29 Grundfos’ årsrapport 2010

30
6.3.2. Vurdering af Lean i Grundfos
Modsat mange andre Lean virksomheder der ønsker at tilpasse Lean, ønsker Grundfos at implementere
Lean efter bogen. De ønsker Lean som i The Toyota Way og ikke Lean Grundfos. Formålet med dette, må
være at opnå nogle af de samme resultater som Toyota har opnået. Spørgsmålet er dog om det er muligt at
kopier Toyota og ligeledes om det vil give samme resultater. Der tales meget om at den japanske kultur har
en vis indflydelse på Lean filosofien, dette diskuteres senere i opgaven.
At Grundfos vil gøre Toyota kunsten efter er meget ambitiøst, men de må dog vurderes at have nogle af de
bedste konsulenter til denne opgave. Det virker dog ikke særlig ideelt, med Toyota kopieringen i mente, at
de ser bort fra pull-systemet, som er ganske centralt i hele Lean filosofien. Derved tilpasser de sig en smule.
Årsagen er et lagerspørgsmål i forhold til sikkerhed, men det kan ikke betvivles, at en virksomhed som
Toyota også ønsker en høj servicegrad. Denne sikkerhed opnår Toyota ved at være Lean, og opmærksom på
at flowet hele tiden kører. Så Grundfos kunne med fordel godt gradvist indføre pull-systemet, så længe de
stadig lavede til lagre og med tiden reducerede lagerstørrelserne.
Ledelsen viser ikke meget involvering og engagement, hvilket Lean manageren heller ikke giver udtryk for.
Med mange ressourcer sat af til Lean, tyder det dog på at Lean alligevel har en vis betydning for ledelsen.
Deres mere konkrete måde at implementerer Lean på, i form af et lighthouse projekt, betragtes som en
rigtig god idé. Via denne metode får de, i hvert fald ved succesfuld implementering, en rollemodel for
hvordan Lean skal implementeres i andre områder. Især i forhold til værktøjerne. Det betyder også at
implementeringen kan foregå mindre problemfrit på andre fabrikker, da man opbygger et kendskab til
fordelene og ulemperne i implementeringen.
I forhold til hvor modne Grundfos er i forbindelse med Lean, er det klart at Grundfos er en smule mere
modne på værktøjssiden end kultursiden. Selvom de er relativt langt med implementeringen af
værktøjerne på fabrikken, så er der stadig stor variation mellem afdelingerne i deres lighthouse. De er altså
lidt bagefter med kultur modenheden, men har med deres kopiering af Toyota Lean, og med hjælp fra
”Toyota konsulenterne”, næsten retning mod øverste højre hjørne i Lean Maturity modellen. Retningen er
dog mere mod værktøjer, da de implementere efter ”learning by doing”-princippet.
6.4. Bang & Olufsen
Struer virksomheden Bang & Olufsen (B&O), beskæftiger sig primært med produkter inden for lyd og
billede. B&O’s produkter ligger i den dyre ende, hvor der lægges vægt på design og kvalitet. Ifølge
virksomhedens vision, ønsker de at have modet til konstant at sætte spørgsmålstegn ved det almindelige, i
jagten på overraskende og langtidsholdbare oplevelser. B&O er børsnoteret og til stor ærgrelse for deres
aktionærer, oplevede de i 2008/2009 et stort fald i omsætningen og et negativt resultat.. På trods af
yderligere fald i omsætningen 2009/2010, blev resultatet betydeligt forbedret. Dog forblev det negativt.30
30 Bang & Olufsens årsrapport 2009/2010

31
6.4.1. Lean i Bang & Olufsen
B&O er berørt af Lean både i produktionen og administrationen. I flere år har de uden relation til Lean,
arbejdet med nogle af værktøjerne, blot pga. sund fornuft i forhold til effektivisering. De har dog ingen
planer om at systematisere og intensivere Lean arbejdet i produktionen, pga. en lav nytteværdi ifølge dem
selv. Til gengæld er de i gang med at starte Lean arbejde op i administrationen, hvor de mener der er meget
der kan optimeres, og fordi gagerne er ganske betydelige i regnskabet. Deres Lean ansvarlige, udtrykker at
Lean er 80% ledelse og ledelsesprocesser og 20% værktøjer. Desuden er synet, at Lean er et middel til
effektivisering, og skal tilpasses virksomheden. Implementeringen i B&O skal ske meget organisk, og en top-
down tilgang er ikke løsningen til implementering. Da Lean handler om ledelse og ledelsesprocesser, er
ledelsen de første der skal tænke Lean. Forandringsledelse er noget der især skal arbejdes med i
virksomheden. Værktøjerne i produktionen tæller 5S, fokus på reduktion af spild, og kanban i begrænset
omfang. Dertil er visualisering og tavlemøder ganske centrale i produktionen. Da arbejdet med værktøjerne
har været uden relation til Lean filosofien, findes der ikke meget Lean kultur i produktionen. Dog er
medarbejderne gode til at selv at tage optimeringsmæssige initiativer, hvilket brugen af værktøjer også
bevidner om. I administrationen har omkring 50 ansatte, været igennem et længere uddannelsesforløb
omkring Lean. Den Lean ansvarlige forklare, at de nu er godt rustet til at starte arbejdet med Lean i
administrationen, og at dette har været med til at øge fokus på Lean og motivationen omkring det. Udover
den Lean ansvarlige, vil der i den kommende tid være en afdeling på 4-5 medarbejdere, der primært
beskæftiger sig med implementering af Lean i administrationen. Selve implementeringsmåden bliver meget
projektorienteret, og tilrettet efter den organiske tankegang. Dvs. at forbedringer som følge af Lean, skal
komme i bølger gennem projektarbejde, og derfra vil de løbende tage stilling til situationen. I praksis vil
arbejdet bl.a. ske igennem 16 ugers analyser af de forskellige afdelinger.
Deres fald i omsætningen har ikke haft en effekt med Lean arbejdet. Især ikke da systematisk arbejde med
Lean er relativt nyt. Det kan dog ikke afvises, af den Lean ansvarlige, at intensiveringen af Lean
implementeringen er sket, som følge af nedgangen i omsætningen, og derved et behov at blive mere
effektiv. For illustrationen af implementeringsmåden ved B&O, se figur 6.4.
6.4.2. Vurdering af Lean i Bang & Olufsen
B&O’s Lean ansvarlige har et lidt specielt syn på Lean. Hans definition, som gerne skulle afspejle B&O’s, er i
grove træk meget efter bogen, men mellem linjerne er det tydeligt, at ikke alle principper i filosofien er lige
vigtige og relevante. Derfor må det i den grad sige, at implementeringen skal tilpasses til B&O. Ledelsen
virker til at være engageret i Lean arbejdet, hvilket også underbyges af, at omkring 50 medarbejdere og
ledere har været igennem et længere uddannelsesforløb. Heriblandt nogle af de øverste i organisationen. I
Ledelsesprocesser
Værktøjer
Organisk
tilgang Effektivisering
Tid
Figur 6.4 – Implementeringsmåden af Lean i Bang & Olufsen
32
forhold til implementeringen af værktøjer i produktionen, bliver der brugt lidt af hvert fra Lean teorien. At
arbejdet ikke er systematisk, og målrettet mod en komplet Lean implementering, virker meget tydeligt. Det
vurderes at nytteværdien ikke er tilstrækkeligt, men man kan nemt blive i tvivl om, hvor grundigt dette er
undersøgt. For jævnfør teorien, kan der være meget mere at hente ved at implementere hele filosofien.
Både det at værktøjer og kultur skal fungere i en symbiose, hvilket den Lean ansvarlige også ankerkender,
men også i forhold til Kobayashi, hvor de forskellige værktøjer understøtter hinanden og giver
synergieffekter.
I forhold til vurdering af B&O’s Lean modenhed, kigges der både på produktionen og administrationen. I
produktionen bruges flere værktøjer, dog langt fra alle. Til gengæld er der ikke meget kultur. Reelt set, ved
medarbejderne i produktionen ikke meget om Lean filosofien, men kun om de anvendte værktøjer. Derfor
arbejder de heller ikke særligt Lean. Dog er det vigtigt at medtage, at tankegangen trods alt stadig rettet
mod optimeringer. Da der endnu ikke gøres brug af Lean værktøjer i administrationen, har
administrationen ikke en positiv indflydelse modenheden i forhold til værktøjer. I administrationen er der
til gengæld opstået en mindre Lean kultur. De er stadig nye med Lean i administrationen, men der er blevet
skabt en stor bevidsthed om filosofien, og et stort engagement. Et godt kulturmæssigt fundament i forhold
til Lean, kan derfor siges at være under opbygning.
6.5. Velux
Velux Gruppen med hovedsæde i Hørsholm, har eksisteret i mere end 60 år. Globalt er Velux et stærkt
brand inden for byggematerialeindustrien, og har salgsselskaber i store dele af verden. VKR Holding ejer
Velux, og beskæftiger omkring 10.000 mennesker, heraf ca. 2400 i Danmark. Velux sælger ovenlysvinduer,
solafskærmning, el-betjening og solvarmesystemer. Helt grundlæggende stræber Velux efter at være en
mønstervirksomhed, der udvikler brugbare produkter, og behandler kunder, leverandører, medarbejdere
og aktionærer(VKR) på eksemplarisk vis. VKR Holding er et meget solidt selskab, og har således en
soliditetsgrad på 80%. Selskabet som ejer Velux, oplevede dog en stor nedgang på 2 mia. i omsætningen i
2009.31
6.5.1. Lean i Velux
Velux har arbejdet med implementeringen af Lean i mange år, og startede allerede i 2001 med at arbejde
med Lean i produktionen. Selve processen med at få indført Lean hos Velux, er delt op i Lean i Service &
Administration og Lean Manufactoring. I Service og Administrationsområdet, kom der fokus på Lean i 2006.
Velux har udviklet deres egne Lean modeller, som i forhold til produktionen hedder Velux Manufactoring
Model (VMM), og i forhold til service og administrationsområdet hedder Velux Proces Model (VPM). I Velux
er der i dag fokus på Lean i alle deres fabrikker. VMM har kørt i længere tid end VPM, og således er der
også en bredere forståelse for Lean på fabrikkerne, end der er på hovedkontoret i Hørsholm. Lean
managernes opfattelse af Lean, er til dels skabt gennem interne kurser i virksomheden, og forståelsen er
derefter blevet bredere og har udviklet sig i takt med, at Velux er blevet mere Lean. Et begreb som
”learning by doing”, er en god beskrivelse af hvordan Lean skal læres og forstås. Desuden anses Lean både
som værende kultur og værktøjer. Det skal være en del af hverdagen, og er ganske enkelt blot sund fornuft.
31 Velux’s årsrapport 2010

33
I ledelsen og administrationen bliver der brugt meget tid på, at identificere mulige indsats områder.
Derefter ses der på hvad der kan gøres, for at forbedre disse områder, og hvilke redskaber der er relevante
at bruge. I produktionen foregår Lean arbejdet en del anderledes. Her tages der udgangspunkt i
værktøjerne, og ikke mindst uddannelse og træning af medarbejderne. I produktionen er der defineret ni
værktøjer, som man bruger på fabrikkerne. De ni værktøjer ses på som et puslespil der ikke går op hvis der
mangler en brik. Formås det, at samle puslespillet, vil der samtidig opleves synergieffekter, og dette af en af
de helt væsentlige pointer ved at indføre Lean værktøjerne synkronisk.
Kernen i VPM er løbende forbedringer, og målet er at maksimere kundens værdi. I service og
administrations området, er tavlemøder noget, som der bliver arbejdet meget med. Hvis der skal ske
løbende forbedringer, skal det bl.a. ske via forslag fra medarbejderne. På trods af at der bruges visse Lean
elementer, gøres det dog klart at der stadig er langt i forhold til at bruge hele VPM modellen. I forhold til at
få maksimeret kundeværdien, gælder det grundlæggende om at der er nogle principper der skal studeres
først. Det er ting som at forstå kunden, skabe synlighed, skabe standarder og ikke mindst opdele
ansvarsområder. Her efter kan der skabes flow, og der kan forebygges at der sker fejl.
I forhold til Lean på Velux fabrikkerne, er VMM efterhånden velimplementeret. Alle de danske fabrikker,
bruge alle værktøjer fra VMM, og det overordnede mål er at forbedre kvalitet og levering og minimere
omkostninger. Den klare strategi for implementeringen er en bottom-up tilgang, da værdien skabes på
gulvet. Værktøjsporteføljen defineret i VMM består af 5S, standardisering, TPM (Total Preventive
Maintenance, som bruges til at understøtte høj OEE på maskiner og udstyr), problemløsning, kontinuerlige
forbedringer, visualisering og quick change over (SMED). Desuden nævnes 2 værktøjer, som anses for at
være specielt svære: Flow og build in quality. På alle disse værktøjer, laves der assessments. Dette gøres for
at overskueliggøre om der er fremdrift. På en skala fra 1 til 5 er fabrikkerne i gennemsnit på 2.1. I 2012 er
målet at dette tal skal op på 3.5. Værktøjerne er på fabrikkerne en del af kulturen, og skal sammen med
værdier som gensidig respekt, forbedringer, engagement og lokale initiativer, hjælpe fabrikkerne til at blive
mere Lean. Udover disse værktøjer køres der jævnligt Kaizen events på fabrikkerne, og kompetence teams
tager også rundt og følger op, samt giver gode råd i forhold til de forskellige tiltag med VMM. I
produktionen, køres der push på forudsigelige højvolumen produkter. Ellers bruges der pull til lavvolumen
produkter. Fabrikkerne har desuden et tæt samarbejde med leverandørerne, hvor der bl.a. laves Value
Stream Mapping, med fokus på processerne og forbedringer.
Hos Velux har finanskrisen resulteret i at organisationen er blevet trimmet, ud fra en ganske almindelig
rationaliseringsmetode. Tilbagegangen i omsætningen har dog ikke haft nogen egentlig betydning, for
Velux’ arbejde med Lean. Hos Velux forsøges der i høj grad, at holde Lean adskilt fra almindelig
rationalisering. Dermed ment at Lean ikke må være en undskyldning for at fyre folk. Velux havde arbejdet i
så lang tid med Lean inden finanskrisen, at det var oplagt at fortsætte implementeringen. Medarbejdere i
overskud, ses i forhold til Lean som en oplagt reinvesteringsmulighed, og ikke en oplagt fyringsmulighed.

6.5.2. Vurdering af Lean i Velux
I VMM og VPM har Velux skabt deres eget Lean koncept. Selve konc
opgavens teoriafsnit, og meget interessant er det, at der er udviklet to modeller således at der er en model
til produktionen og en model til service og administrationsområdet. Af dette kan det tolkes, at det er
forskellige ting der skal lægges vægt på i henholdsvis produktionen og administrationen. Overordnet må
det siges, at Velux fabrikkerne er langt med implementeringen af Lean, og således også markant længere
end i administrationen. På fabrikkerne er bevidstheden om L
både i ledelsen og på selve fabriksgulvet. Kulturmæssigt er Velux rigtig langt, hvilket også er naturligt når
implementeringen startede helt tilbage i 2001. Bl.a. nævnes ”learning by doing” metoden, som ifølg
teorien er den rigtige måde at implementere Lean på. Desuden samarbejdes der også med leverandørerne,
hvilket er en vigtig måde at tænke på. At bruge Value Stream Mapping i samarbejde med leverandørerne,
kan hjælpe med den flowmæssige del, og samtidig hj
Velux har valgt en bottom-up metode, i forhold til implementeringen af VMM, da denne metode passer
bedst ind i den virksomhedskultur der i forvejen eksisterede. Det blev vurderet at i en kultur hvor man i
forvejen var vant til at tænke selvstændigt, ville det ikke fungere med en top
værktøjer fra VMM værktøjskassen, er implementeret på alle danske fabrikker på nuværende tidspunkt. En
gennemsnitlig score på disse værktøjer ligger på 2.1
scoren på mellem 1 og 3 betyder det, at værktøjerne er implementeret og kørende. Ligger scoren på
mellem 3 og 5, betyder dette at der kan ses en direkte forretningsmæssig effekt. Flere fabrikker havde
scores der lå over 3 i snit. Top scoren på 5 blev beskrevet som værende meget symbolsk, da det selvfølgelig
var det der stræbtes efter, men ikke umiddelbart en realistisk score at nå. Dette hænger også godt sammen
med Lean filosofien fra teoriafsnittet, da der
noget at nå mål, og stille sig tilfreds med disse, når der hele tiden er ting der kan forbedres.
Lean bliver fremlagt, som værende en vigtig del af det fremtidige Velux. På produktionsområdet er Velux
allerede så langt, både med kulturen og værktøjerne, at det heller ikke bare kan droppes. Udfordringer er
der dog stadig masser af, og især i forhold ti
i Velux, som sværere i forhold til Lean implementeringen, da det er mere uhåndgribeligt. Netop derfor
udvikledes VPM også, som en hjælp til at få et overblik over de administrative processer, o
mulighed for hvordan disse processer kan forbedres.
Figur 6.5 – Implementering af Lean i Velux
Vurdering af Lean i Velux
I VMM og VPM har Velux skabt deres eget Lean koncept. Selve konceptet læner sig meget op ad Lean i
opgavens teoriafsnit, og meget interessant er det, at der er udviklet to modeller således at der er en model
til produktionen og en model til service og administrationsområdet. Af dette kan det tolkes, at det er
ge ting der skal lægges vægt på i henholdsvis produktionen og administrationen. Overordnet må
det siges, at Velux fabrikkerne er langt med implementeringen af Lean, og således også markant længere
end i administrationen. På fabrikkerne er bevidstheden om Lean ganske stor. Det er noget alle tænker over,
både i ledelsen og på selve fabriksgulvet. Kulturmæssigt er Velux rigtig langt, hvilket også er naturligt når
implementeringen startede helt tilbage i 2001. Bl.a. nævnes ”learning by doing” metoden, som ifølg
teorien er den rigtige måde at implementere Lean på. Desuden samarbejdes der også med leverandørerne,
hvilket er en vigtig måde at tænke på. At bruge Value Stream Mapping i samarbejde med leverandørerne,
kan hjælpe med den flowmæssige del, og samtidig hjælpe med at nedbringe lagre af delkomponenter.
up metode, i forhold til implementeringen af VMM, da denne metode passer
bedst ind i den virksomhedskultur der i forvejen eksisterede. Det blev vurderet at i en kultur hvor man i
ejen var vant til at tænke selvstændigt, ville det ikke fungere med en top-down implementering. Alle
værktøjer fra VMM værktøjskassen, er implementeret på alle danske fabrikker på nuværende tidspunkt. En
gennemsnitlig score på disse værktøjer ligger på 2.1 ud af 5, og må siges at være ganske pænt. Ligger
scoren på mellem 1 og 3 betyder det, at værktøjerne er implementeret og kørende. Ligger scoren på
mellem 3 og 5, betyder dette at der kan ses en direkte forretningsmæssig effekt. Flere fabrikker havde
s der lå over 3 i snit. Top scoren på 5 blev beskrevet som værende meget symbolsk, da det selvfølgelig
var det der stræbtes efter, men ikke umiddelbart en realistisk score at nå. Dette hænger også godt sammen
med Lean filosofien fra teoriafsnittet, da der i princippet ikke er et endeligt mål. Det nytter således ikke
noget at nå mål, og stille sig tilfreds med disse, når der hele tiden er ting der kan forbedres.
Lean bliver fremlagt, som værende en vigtig del af det fremtidige Velux. På produktionsområdet er Velux
allerede så langt, både med kulturen og værktøjerne, at det heller ikke bare kan droppes. Udfordringer er
der dog stadig masser af, og især i forhold til Lean i Service og Administration. Dette område vurderes også
i Velux, som sværere i forhold til Lean implementeringen, da det er mere uhåndgribeligt. Netop derfor
udvikledes VPM også, som en hjælp til at få et overblik over de administrative processer, o
mulighed for hvordan disse processer kan forbedres.
Implementering af Lean i Velux
34
eptet læner sig meget op ad Lean i
opgavens teoriafsnit, og meget interessant er det, at der er udviklet to modeller således at der er en model
til produktionen og en model til service og administrationsområdet. Af dette kan det tolkes, at det er
ge ting der skal lægges vægt på i henholdsvis produktionen og administrationen. Overordnet må
det siges, at Velux fabrikkerne er langt med implementeringen af Lean, og således også markant længere
ean ganske stor. Det er noget alle tænker over,
både i ledelsen og på selve fabriksgulvet. Kulturmæssigt er Velux rigtig langt, hvilket også er naturligt når
implementeringen startede helt tilbage i 2001. Bl.a. nævnes ”learning by doing” metoden, som ifølge
teorien er den rigtige måde at implementere Lean på. Desuden samarbejdes der også med leverandørerne,
hvilket er en vigtig måde at tænke på. At bruge Value Stream Mapping i samarbejde med leverandørerne,
ælpe med at nedbringe lagre af delkomponenter.
up metode, i forhold til implementeringen af VMM, da denne metode passer
bedst ind i den virksomhedskultur der i forvejen eksisterede. Det blev vurderet at i en kultur hvor man i
down implementering. Alle
værktøjer fra VMM værktøjskassen, er implementeret på alle danske fabrikker på nuværende tidspunkt. En
ud af 5, og må siges at være ganske pænt. Ligger
scoren på mellem 1 og 3 betyder det, at værktøjerne er implementeret og kørende. Ligger scoren på
mellem 3 og 5, betyder dette at der kan ses en direkte forretningsmæssig effekt. Flere fabrikker havde
s der lå over 3 i snit. Top scoren på 5 blev beskrevet som værende meget symbolsk, da det selvfølgelig
var det der stræbtes efter, men ikke umiddelbart en realistisk score at nå. Dette hænger også godt sammen
i princippet ikke er et endeligt mål. Det nytter således ikke
noget at nå mål, og stille sig tilfreds med disse, når der hele tiden er ting der kan forbedres.
Lean bliver fremlagt, som værende en vigtig del af det fremtidige Velux. På produktionsområdet er Velux
allerede så langt, både med kulturen og værktøjerne, at det heller ikke bare kan droppes. Udfordringer er
l Lean i Service og Administration. Dette område vurderes også
i Velux, som sværere i forhold til Lean implementeringen, da det er mere uhåndgribeligt. Netop derfor
udvikledes VPM også, som en hjælp til at få et overblik over de administrative processer, og til at åbne

35
6.6. Foss
FOSS er en internationalorienteret virksomhed med beliggenhed i Hillerød, som udbyder højteknologisk
analyse- og måleudstyr. Analyseudstyret fra Foss gør sig især gældende inden for landbrugserhvervet,
fødevareindustrien, den kemiske og farmaceutiske industri. Ifølge virksomhedens idégrundlag ønsker Foss,
at frembringe hurtige, pålidelige, og dedikerede analyseløsninger, der på rutinebasis styrer kvaliteten og
forarbejdningen af produkter. De stræber efter at være de første til at finde nye analyse muligheder, som
kan forbedre deres kunders forretning I 2009 faldt omsætningen hos Foss, med omkring 200 mio.32
6.6.1. Lean i Foss
På relativt få år er Foss gået fra, at Lean var et pilotprojekt i en del af produktionen, til i dag at arbejde med
Lean i hele organisationen. Lean er blevet en del af virksomhedens vision. De konstaterede i 2006, at
produktionen ikke kunne følge med efterspørgslen. Blandt løsningsforslagne blev Lean valgt som middel.
Året efter begyndte Lean implementering, hvilket medførte store ændringer i hele den interne
forsyningskæde. Foss’ tilgang til Lean er, at det ikke kun er en filosofi der har til formål at være
effektivitetsfremmende, men at formålet er at øge den generelle kundeservice og specielt servicegraden.
Foss værdigrundlag er at sikre at deres kunder får de ting de skal, og derudover også sørge for at jordens
befolkning får nogle sunde og sikre fødevarer osv. Lean er bare et middel til at opnå dette. Dog gøres det
klart, at der selvfølgelig også skal være økonomi i det. I Foss har de ikke en decideret Lean manager eller
afdeling. Dette skyldes at Lean er alles projekt, og alle skal være involveret. Endelig skal det tilføjes, at de
anser Lean som en filosofi der skal tilpasses virksomheden.
I produktionen bruges næsten alle tilgængelige Lean værktøjer, i hvert fald dem der giver mening at bruge.
Fx er SMED ikke brugbart i virksomheden, da de ikke har reel maskinproduktion. Og ifølge deres Lean
koordinator, fungerer just-in-time ikke sammen med Lean, da produktionsmedarbejderne derved begynder
at ”bache”33. I administrationen er værktøjerne ikke så synlige som i produktionen. Det menes dog at alle
værktøjerne sagtens kan overføres til administrationen. Implementeringsmæssigt er de dog ikke så langt i
administrationen som i produktionen. Noget af det vigtigste i Foss er visualisering, og at få kortlagt
processerne, hvilket er gældende for hele organisationen.
32 Foss.dk 33 Der skabes grupper af komponenter på en arbejdsstation, inden de rykkes videre til næste station.
Værktøjer
Kultur
Servicegrad
Kundeservice
Figur 6.6 – Implementeringsmåden af Lean ved Foss
Koordinering

36
I Foss består filosofien af både værktøjer og en kultur. Kulturen er vigtig for en god implementering, og i
hele organisationen er kendskabet til Lean stort. Men det er ikke blot krav, at medarbejderne forstår Lean,
de skal også kunne implementere Lean. Dette mål er dog ikke helt indfriet endnu. Alligevel gøres det klart,
at man er kommet relativt langt med Lean implementeringen, og der opnået positive resultater. Resultatet
i nedgangsåret 2009, vurderes samtidig at have været mere presset, uden brugen af Lean. Det skal samtidig
tilføjes at arbejdet med Lean ikke blev ændret, som følge af denne nedgang i omsætningen.
6.6.2. Vurdering af Lean i Foss
Opfattelse af Lean hos Foss, adskiller sig lidt fra de andre virksomheder i denne undersøgelse. Lean er ikke
et middel til effektivisering, men til en bedre kundeservice. Midlet kan derfor også forbedre omsætningen,
og ikke kun resultatet. Opfattelserne er dog ikke så fjerne fra hinanden. For det at fokusere på de
værdiskabende aktiviteter, ligger det implicit i tankegangen, at de ikke-værdiskabende aktiviteter fjernes.
Netop at de ikke-værdiskabede aktiviteter fjernes, er hvad de fleste virksomheder arbejder på. Foss går dog
længere, og har også stort fokus på de værdiskabende aktiviteter. Som nystartet Lean virksomhed, kan det
dog være svært at arbejde efter begge mål. Det sker da man altid kan skrue op for servicegraden, og derved
kundeservice, ved at have lagre, hvilket ifølge teorien betegnes som spild, og dermed påvirker
effektiviteten negativt.
Foss’ opfattelse af Lean er gældende for hele organisationen, også ledelsen. Ledelsen må siges at være
ganske godt involveret i arbejdet, i og med at Lean nu er en del af Foss’ vision. Lige så vigtigt som at
ledelsen er med i Lean, er det at alle andre også er med. For ved Foss er Lean alles projekt og alle er
ansvarlige for Lean. Man kunne nemt tro at der derved ikke var et decideret organisationshierarki og
organisationen var flad, men som ved Toyota er dette faktisk ikke tilfældet. Der er et hierarki, og det er
forskellige ting man er ansvarlig for i forbindelse med Lean. Fælles for dem er samtidig, at der skal være en
fællesforståelse. Kendskabet, forståelsen og Lean tankgangen er dog endnu ikke nået helt igennem til alle
medarbejdere. De beskriver selv, hvordan der er stor forskel medarbejderne imellem. Det er hovedsagligt
blandt medarbejdere længst nede i hierarkiet, at kendskabet til Lean er begrænset blandt nogen. Til
gengæld er det rigtig positivt, at kendskabet til Lean er højere blandt medarbejderen øverst i hierarkiet, da
de derved kan føre deres vide videre. Uden at det dog fungerer, som en decideret top-down proces.
Helhedstilgangen til Lean hos Foss, hvor både kundeservice og jordens befolkning er i fokus, ligner i høj
grad Toyotas. På samme måde ligner de også Toyota, i forhold til det fokus der er på værktøjer og kultur,
samt ønsket om en spredning af filosofien over hele organisationen. Så det vurderes klart at Foss er
kommet langt med implementering af Lean, og i hvert fald er på vej i den rigtige retning. Deres Lean
koordinator forklarede ganske godt hvorledes de ved Foss ser filosofien: ”alt det der ikke kan skrives på
fakturaen til kunden… lad være med at gøre det”34
I forhold til værktøjerne, er de både i produktionen og administrationen nået langt. Specielt er de nået
langt i produktionen, hvor kun få værktøjer ikke er implementeret, og de har også opnået ganske gode
resultater. Foss vurderes derfor til at være meget langt i forhold til værktøjer. Da hele tankegangen i
organisationen er meget Lean præget, og da de har fået Lean kulturen ganske godt ind i de enkelte
medarbejdere, vurderes de også til at være langt med kulturen.
34 Interview med Lean Koordinator ved Foss, Henrik Lindegaard. Tirsdag d. 15/3 2011

37
6.7. Johnson Controls Denmark
Johnson Controls er en global virksomhed, der blev grundlagt i 1885 af Warren Johnson. Virksomheden har
globalt set gennem alle årene vokset sig større, og har i dag et større produkt sortimentet. Johnson
Controls beskæftiger på globalt plan omkring 130.000 mennesker, og omsætter for mere en 30 mia. dollars.
En mere behagelig, sikker og bæredygtig verden, er deres vision. Johnson Controls Denmark, er en del af
den internationale koncern, med en omsætning på ca. 1,5 mia. kr. og omkring 900 ansatte. Virksomheden
med beliggenhed i Højbjerg, er specialiseret i at producere kompressorer, og arbejder ikke med andre af
Johnson Controls koncernens produkter. Den danske virksomhed har både i 2009 og 2010 oplevet faldende
omsætningen, og samtidig et negativt primært resultat, samt negativ udvikling i antallet af medarbejdere.35
6.7.1. Lean i Johnson Controls
Lean hos Johnson Controls Denmark er centralt styret, og påvirket af at koncernen udnytter sin størrelse
globalt set. Det sker ved at uddanne medarbejdere internt, ud fra deres helt egen Lean tilgang, Johnson
Controls Manufacturing Systems. At opnå løbende forbedringer og effektivisering, kræver både kultur og
værktøjer. Empowerment er et vigtigt begreb, da medarbejderne selv skal tænke og komme med forslag til
forbedringer. Hos Johnson Controls Denmark er det vigtigt, at kulturen i virksomheden skal være således, at
alle medarbejderne har en forståelse for Lean. Dette skal kombineres med brug af en lang række
traditionelle Lean værktøjer, i forbindelse med at effektivisere virksomheden. Dette er især med fokus på
værdikæden og omfatter fx 5S, standardiseret arbejde, Kaizen og generelt kontrol. Dernæst skal en
vedholdende ledelse sørge for, at der stadig sker løbende forbedringer gennem flere og mere avancerede
værktøjer. Eksempler på dette er effektiv fejl-finding, problemløsning, og hurtig omstilling (SMED).
Selve implementeringen startede for 14 år siden, men blev for alvor intensiveret for 5 år siden, da der
skulle opnås et højere dækningsbidrag på produkterne. Fabrikken skulle derfor effektiviseres, da den var
truet med lukning. Fabrikken i Højbjerg, arbejder med flere traditionelle Lean værktøjer. Især Value stream
mapping, for derigennem at eliminerer spild i produktionsprocessen. Pull-systemet bliver også brugt, men
det prøves dog at køre tilnærmelsesvis ens produkter i en linje, og holde andre komplekse og
kundespecifikke produkter i en anden afdeling. Lagre rundt omkring forsøger man at holde nede, gennem
et godt samarbejde med indkøbsafdelingen, som er det første skridt mod mere Lean i administrationen
også. Desuden anvendes kanban, just-in-time og visualisering, dog i et begrænset omfang. 5S var der til
gengæld meget fokus på, da var vigtigt at der var styr på delkomponenterne.
35 Johnsoncontrols.dk
Effektivisering Avancerede
værktøjer Værktøjer
Kultur &
bevidsthed
Værdikæde Vedholdende ledelse
tid
Figur 6.7 - Implementeringsproces af Lean ved Johnson Controls
38
I forhold til kulturen forklaredes det, at alle er bevidste omkring Lean. Det er dog nødvendigt med noget
Gemba fra de Lean ansattes side, for at minde medarbejderne om det nogle gange. Hele koncernen har
meget fokus på Lean, både i forhold til ledelsen i Højbjerg og koncernledelsen. Johnson Controls Lean kultur
strækker sig også til et solidt samarbejde med leverandørerne, for at sikre sig at leverandørernes processer
er i kontrol, ved at have egne folk til at gå dem igennem. I forhold til Johnson Controls finansielle udvikling,
var det en overlevelsesstrategi der gjorde, at Lean implementeringen startede. Virksomheden har været
igennem flere fyringsrunder, men disse henvises til en manglende ordreindgang. Fyringer forbindes ikke
med Lean, og i dag bliver medarbejdere i overskud, helst flyttet til andre afdelinger.
6.7.2. Vurdering af Lean i Johnson Controls
Indtrykket hos Johnson Controls fabrikken i Højbjerg er, at den danske virksomhed virker til at være meget
påvirket af, at være en del af en større koncern. Et stort fokus på at tingene skal være i kontrol fra
koncernledelsens side skinner igennem. Fx er de Lean ansatte uddannet internt i koncernen, og ledelsen i
Højbjerg skal videregive Lean resultaterne til koncernledelsen. På den måde fremstår det som et meget
hierarkisk system, men hvor en empowerment kultur samtidig er en vigtig del. En kombination der altså
minder en del om Toyotas tilgang. Der er implementeret en del Lean værktøjer, men det må dog siges at
visualisering kan blive bedre i fabrikken. Her skal der dog også tages højde for, at fabrikken er midt i en
omstrukturering. Ellers er det tydeligt at procesflowet og 5S, er de mest centrale elementer af Lean. 5S
virker centralt da kompressorerne bestod af flere delkomponenter, som det var væsentligt at have styr på
for at produktionen kunne køre flydende.
I forhold til kulturen er langt de fleste medarbejdere bevidste omkring Lean, hvilket også findes ganske
sandsynligt da fabrikken lige har været igennem en omstrukturering pga. Lean implementeringen. Lean
manageren forklarer, at man er nået langt i forhold til Lean kulturen. Det virker dog klart til at vejen er lang
endnu, da det blev gjort klart at de Lean ansatte stadig skulle gøre mange ting selv. Af dette kan det tolkes,
at empowermentdelen ikke er slået helt igennem. Desuden skal der nu ansættes en Lean medarbejder til
kun at stå for 5S, hvilket tyder på at medarbejderne ikke er Lean påvirket nok til selv at klare det. Kaizen ses
desuden som en vigtig del af kulturen, og det virker også til at være noget medarbejderne har en forståelse
for. Således er medarbejderne gode til at komme med inputs i forhold til forbedringer. Udover dette skal
det tætte samarbejde med leverandørerne også kommenteres, da dette er en vigtig del i forhold til Lean
kulturen. At Johnson Controls tilser og kontrollere leverandørerne, er et udtryk for at værdikæden er i
kontrol længere upstream også. Spørgsmålet er dog om de ikke burde koncentrere sig om dem selv først.
Selve måden at implementere Lean på hos Johnson Controls, er meget jævnfør Lean tilgangen beskrevet i
opgavens teoriafsnit. Dette ses også af figur 6.7, som giver en overblik over JCMS tilgangen. Der er således
både fokus på kultur og værktøjer, som også var meget tydeligt under samtalen med Lean manageren og
gennemgangen i produktionen. Det virkede dog som om, at selve arbejdet med Lean kulturen og
værktøjerne skete meget sideløbende, hvor modellen giver et indtryk af at kulturen skal implementeres
først. Dette kan dog tolkes rent illustrativt, i forhold til at der blot skal være en bevidsthed blandt
medarbejderne omkring Lean, før at de hos Johnson Controls begynder at arbejde mere konkret med
værktøjerne. Johnson Controls er en virksomhed på rette vej med hensyn til Lean implementeringen. De
har nået et stykke, men har stadig lang vej endnu, både i forhold til værktøjer og kulturen.
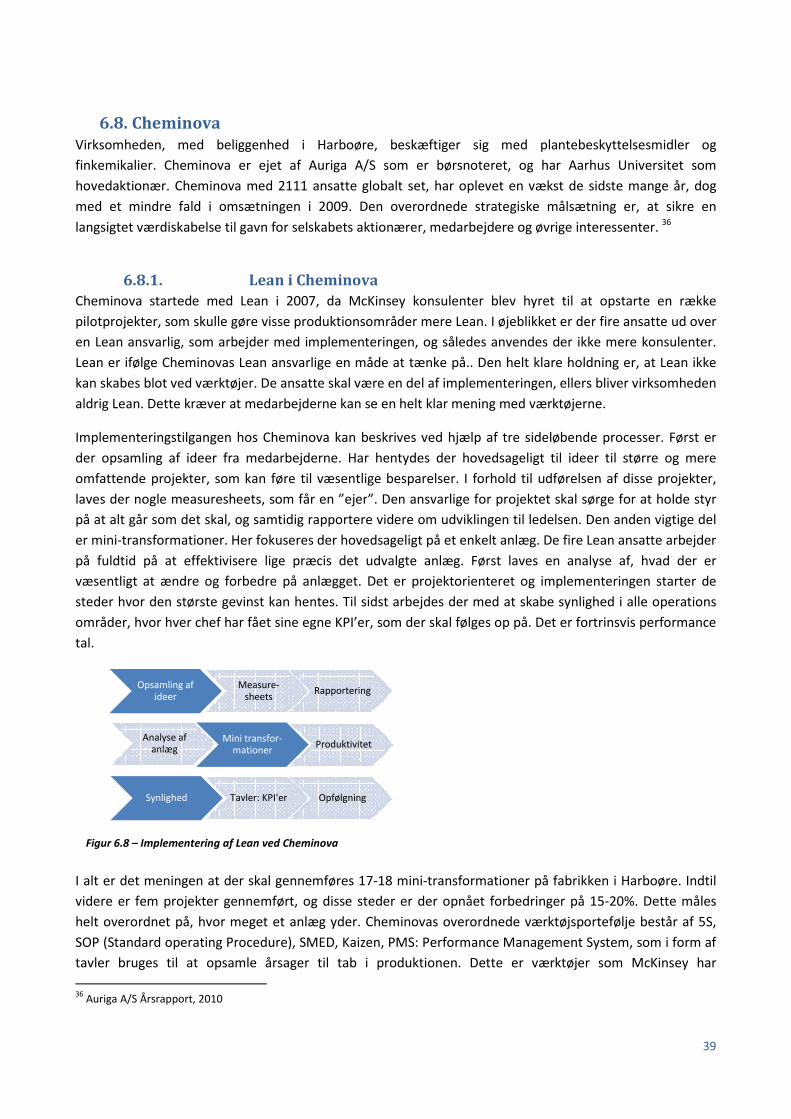
6.8. Cheminova
Virksomheden, med beliggenhed i Harboøre, beskæftiger sig med
finkemikalier. Cheminova er ejet af Auriga A/S som er børsnoteret, og har Aarhus Universitet som
hovedaktionær. Cheminova med 2111 ansatte globalt set,
med et mindre fald i omsætningen i 2009
langsigtet værdiskabelse til gavn for selskabets aktionærer, medarbejdere og øvrige interessenter.
6.8.1. Lean i
Cheminova startede med Lean i 2007, da McKinsey
pilotprojekter, som skulle gøre visse produktionsområder mere Lean. I øjeblikke
en Lean ansvarlig, som arbejder med implementeringen, og så
Lean er ifølge Cheminovas Lean ansvarlige en måde at tænke på.
kan skabes blot ved værktøjer. De ansatte skal være en del af implementeringen, ellers bliver virksomheden
aldrig Lean. Dette kræver at medarbejderne ka
Implementeringstilgangen hos Cheminova kan beskrives ved hjælp af tre sideløbende processer. Først er
der opsamling af ideer fra medarbejderne. Har hentydes der hovedsage
omfattende projekter, som kan føre til væsentlige besparelser. I forhold til udførelsen af disse projekter,
laves der nogle measuresheets, som får en ”ejer
på at alt går som det skal, og samtidig rapportere videre om udviklingen til ledelsen. Den anden vigtige del
er mini-transformationer. Her fokuseres der hovedsageligt på et enkelt anlæg. De fire Lean ansatte arbejder
på fuldtid på at effektivisere lige præcis de
væsentligt at ændre og forbedre på anlægget. Det er projektorienteret og implementeringen starter de
steder hvor den største gevinst kan hentes.
områder, hvor hver chef har fået sine egne KPI’er, som
tal.
I alt er det meningen at der skal gennemføres 17
videre er fem projekter gennemført, og disse steder er der opnået forbedringer på 15
helt overordnet på, hvor meget et anlæg yder
SOP (Standard operating Procedure), SMED, Kaizen, PMS: Performance Management System, som i form af
tavler bruges til at opsamle årsager til tab i produktionen.
36 Auriga A/S Årsrapport, 2010
Opsamling af ideer
Measure-sheets
Mini transfor-mationer
Analyse af anlæg
Synlighed Tavler: KPI'er
Figur 6.8 – Implementering af Lean ved Cheminova
Virksomheden, med beliggenhed i Harboøre, beskæftiger sig med plantebeskyttelsesmidler og
et af Auriga A/S som er børsnoteret, og har Aarhus Universitet som
med 2111 ansatte globalt set, har oplevet en vækst de sidste mange år, dog
indre fald i omsætningen i 2009. Den overordnede strategiske målsætning er, at sikre en
langsigtet værdiskabelse til gavn for selskabets aktionærer, medarbejdere og øvrige interessenter.
Lean i Cheminova
i 2007, da McKinsey konsulenter blev hyret til at opstarte en række
pilotprojekter, som skulle gøre visse produktionsområder mere Lean. I øjeblikket er der fire ansatte ud over
, som arbejder med implementeringen, og således anvendes der ikke mere konsulenter.
ifølge Cheminovas Lean ansvarlige en måde at tænke på.. Den helt klare holdning er, at Lean ikke
kan skabes blot ved værktøjer. De ansatte skal være en del af implementeringen, ellers bliver virksomheden
at medarbejderne kan se en helt klar mening med værktøjer
Implementeringstilgangen hos Cheminova kan beskrives ved hjælp af tre sideløbende processer. Først er
der opsamling af ideer fra medarbejderne. Har hentydes der hovedsageligt til ideer til større og mere
omfattende projekter, som kan føre til væsentlige besparelser. I forhold til udførelsen af disse projekter,
laves der nogle measuresheets, som får en ”ejer”. Den ansvarlige for projektet skal sørge for at holde styr
alt går som det skal, og samtidig rapportere videre om udviklingen til ledelsen. Den anden vigtige del
transformationer. Her fokuseres der hovedsageligt på et enkelt anlæg. De fire Lean ansatte arbejder
på fuldtid på at effektivisere lige præcis det udvalgte anlæg. Først laves en analyse af, hvad der er
væsentligt at ændre og forbedre på anlægget. Det er projektorienteret og implementeringen starter de
steder hvor den største gevinst kan hentes. Til sidst arbejdes der med at skabe synlighed i alle o
chef har fået sine egne KPI’er, som der skal følges op på. Det er fortrinsvis performance
I alt er det meningen at der skal gennemføres 17-18 mini-transformationer på fabrikken i Harboøre
videre er fem projekter gennemført, og disse steder er der opnået forbedringer på 15
hvor meget et anlæg yder. Cheminovas overordnede værktøjsportefølje består af 5S,
g Procedure), SMED, Kaizen, PMS: Performance Management System, som i form af
tavler bruges til at opsamle årsager til tab i produktionen. Dette er værktøjer som McKinsey
Rapportering
Produktivitet
Tavler: KPI'er Opfølgning
Implementering af Lean ved Cheminova
39
plantebeskyttelsesmidler og
et af Auriga A/S som er børsnoteret, og har Aarhus Universitet som
vækst de sidste mange år, dog
. Den overordnede strategiske målsætning er, at sikre en
langsigtet værdiskabelse til gavn for selskabets aktionærer, medarbejdere og øvrige interessenter. 36
til at opstarte en række
t er der fire ansatte ud over
ledes anvendes der ikke mere konsulenter.
Den helt klare holdning er, at Lean ikke
kan skabes blot ved værktøjer. De ansatte skal være en del af implementeringen, ellers bliver virksomheden
værktøjerne.
Implementeringstilgangen hos Cheminova kan beskrives ved hjælp af tre sideløbende processer. Først er
ligt til ideer til større og mere
omfattende projekter, som kan føre til væsentlige besparelser. I forhold til udførelsen af disse projekter,
skal sørge for at holde styr
alt går som det skal, og samtidig rapportere videre om udviklingen til ledelsen. Den anden vigtige del
transformationer. Her fokuseres der hovedsageligt på et enkelt anlæg. De fire Lean ansatte arbejder
t udvalgte anlæg. Først laves en analyse af, hvad der er
væsentligt at ændre og forbedre på anlægget. Det er projektorienteret og implementeringen starter de
abe synlighed i alle operations
skal følges op på. Det er fortrinsvis performance
fabrikken i Harboøre. Indtil
videre er fem projekter gennemført, og disse steder er der opnået forbedringer på 15-20%. Dette måles
Cheminovas overordnede værktøjsportefølje består af 5S,
g Procedure), SMED, Kaizen, PMS: Performance Management System, som i form af
Dette er værktøjer som McKinsey har

40
introduceret, og som Cheminova nu arbejder videre med selv. Kun 5S anvendes samtlige steder, hvor der er
kørt mini-transformationer. Ellers bruges værktøjerne forskelligt, alt efter hvor de kan skabe de største
forbedringer. Desuden bruges OEE tal på alle anlæg, og Kaizen anvendes som et problemløsningsværktøj.
En Lean kultur er ifølge Lean manageren lig med, at forbedringerne kommer af sig selv. Samtidig gøres det
klart, at kulturen i Cheminova ikke er voldsomt Lean påvirket. Der er dog en generel viden omkring Lean,
som har bredt sig gennem informationsmøder i samarbejde med McKinsey.
Underskuddet på fabrikken i Harboøre i 2005 og 2006, satte gang i Lean implementeringen. Cheminova
føler et klart ansvar for lokalsamfundet, og gør generelt meget for deres medarbejdere. Effektiviseringer på
fabrikken i forbindelse med Lean implementeringen har dog haft en hvis indflydelse på de ansatte, og
således forklares det at de i produktionen er gået omkring 10% ned i bemanding.
6.8.2. Vurdering af Lean i Cheminova
Cheminova vil tydeligvis prøve at tilpasse Lean til virksomheden, og ikke implementere Lean som filosofien
udformer sig i opgavens teoretiske afsnit. Lean ses meget som et projekt eller nærmere flere projekter, som
skal gennemføres. Starten på Lean arbejdet virkede en smule top-down præget, ikke mindst på den måde
McKinsey konsulenterne arbejdede på. I dag er de knap så top-down præget, hvilke Lean manageren også
gjorde opmærksom på og tilføjede at konsulentløsningen ikke var Cheminovas fremgangsmåde. Dette
begrundes med den kultur der i forvejen var på fabrikken, og således gav det mere mening at sænke
processen, og lade udbredelsen af Lean ske mere organisk. Indtrykket er også at implementeringsprocessen
i den grad bliver lang, da midlerne er begrænset. Selvom at ledelsen og de fleste medarbejdere er bevidste
om Lean, betyder det ikke at de alle også tænker Lean. Fire mand skal implementere Lean fabrikken med
800 ansatte. Dette tager især lang tid på baggrund af deres implementeringsmåde. Det tager omkring et
halvt år at gennemføre en mini-transformation på et anlæg, hvilket betyder at de ikke kommer ret mange
anlæg igennem på et par år. Og da Lean kulturen er begrænset, vil implementeringen ikke nødvendigvis
være vedvarende, og anlægget vil formentlig gå et skridt tilbage efter besøget fra Lean afdelingen.
Hos Cheminova er der stor fokus på produktivitet, og at opnå dette ved hjælp af en bestemt
værktøjsportefølje. Sandsynligvis har McKinsey konsulenterne haft en stor betydning for lige netop denne
tilgang, da deres umiddelbare mål måtte have været, at skabe synlige resultater på relativt kort tid.
Desuden er der ved Cheminova fokus på, at anvende bestemte værktøjer i bestemte områder, og
anvendelsen af de forskellige værktøjer varierede meget afhængigt af anlægget. Da Cheminova er relativt
nye i forhold til Lean, kan dette godt forsvares, men hvis dette ikke med årene ændres vil de ikke opnå den
optimale effekt, jf. Kobayashi teorien om synergi ved parallelindførsel af principper.
Den Lean ansvarlige var ganske klar over, at der skulle ske kulturændringer for at opnå succes med Lean. En
positiv udmelding, da de netop ser kulturen som altafgørende for en vedvarende Lean implementering,
men også i relation til teorien. Dog er der et fint fundament til en god Lean kultur, da medarbejderne er
meget selvstændigt arbejdende, og det at arbejdsopgavernes sværhedsgrad overgik traditionelle
produktionsmæssige arbejdsopgaver. Såfremt dette er sandt, bør de også være bedre til at imødekomme
en ny kultur, og derved kan en organisk udbredelse godt finde sted. Så selvom den organiske forandring af
kulturen betyder, at de er mere modne i forhold til værktøjs- end kulturdelen, så er der grundlag for en
fremtid hvor Lean er bedre implementeres end tilfældet i dag. Tidshorisonten kan dog være lang.

41
6.9. Danfoss
Danfoss er en stor familieejet virksomhed med mange fabrikker verden over. Danfoss er mest kendt for at
sælge termostater, men beskæftiger sig med et bredt sortiment inden for køle/varme-området. De er
meget fokuseret på klima og energirigtige løsninger. Med 24.000 ansatte er det en af Danmarks største
virksomheder, og virksomheden beskriver sig selv som en ansvarsfuld global samarbejdspartner. I
henholdsvis 2009 og 2010 præsenterede Danfoss deres værste, og bedste regnskab i deres historie. Et stort
underskud i 2009 blev vendt til resultat på 1,3 mia. kr. i 2010 og en 30% stigning i omsætningen.37
6.9.1. Lean i Danfoss
Danfoss besidder en stor Lean afdeling på omkring 100 mænd. Afdelingen går under navnet Danfoss
Business System (DBS). Afdelingen har fire underafdelinger; Danfoss Productivity Programme (DPP), Full
Potentiel Purchasing (FPP), Danfoss Sales Program (DSP) og Product Development Program (PDP).
Førstnævnte blev startet først (2004) i samarbejde med McKinsey, og arbejder med Lean i produktionen.
De andre afdelinger er løbende kommet til, og arbejder med Lean i andre funktioner. Under hver division i
Danfoss har de fire underafdelinger nogle lokalenheder, der arbejder med at implementere Lean. Selve
vedligeholdelsen og rapporteringen tager corporate afdelingen sig af. Ved Danfoss er der stor fokus på
implementeringen af værktøjerne. Kulturdelen er også essentiel, men sværere at implementere.
Danfoss’ fabrikker er delt op i områder/linjer under navnet piloter. Lean afdelingen (DPP) arbejder med
projektorienteret arbejde, i piloterne i 16 uger af gangen. Én uges fact pack, én uges current state analyse,
én uges future state analyse, ti ugers implementering og tre ugers sustain. Denne 16 ugers plan opererer de
altid efter, og er en del af det faste koncept de bruger på hver pilot. Eftersom de har været igennem alle
piloter, kan de i dag ændre lidt på fremgangsmåden. Alternativt kører de også kaizen projekter af tre ugers
varighed. Men generelt er det et koncept fastlagt af DBS, indeholdende nogle bestemte værktøjer. Ved et
pilotprojekt, arbejder to fra DPP afdelingen sammen med en flok medarbejdere fra linjen.
Værktøjskassen som DBS har, indeholder alle de traditionelle Lean værktøjer. I DPP regi er der omkring 15
stk., mens der er lidt færre i de andre afdelinger, som ikke direkte beskæftiger sig med produktionen. Et af
de mest centrale værktøjer, er value stram mapping. Det skal ses ud fra, at der er utrolig meget spild at
reducere. Netop reduktion af spild, er således Lean opfattes ved Danfoss. I forbindelse med værktøjerne er
der utrolig mange målinger ved Danfoss. Dette er nødvendigt for at kunne styre, og vedligeholde Lean
arbejdet i de mange fabrikker verden over. Kulturdelen har stor betydning ved Danfoss. Da de arbejder
meget projektorienteret, ryger meget af Lean implementeringen når de forlader piloten igen. Derfor prøver
de at få så meget kultur ind i medarbejderne som muligt. Tidligere havde Lean teamet alt at sige i
forbindelse med piloterne, men de prøver nu at inddrage medarbejderne i højere grad.
Lean afdelingen (DBS) er relativ dyr afdeling, med så mange ansatte og alle deres rejser. DBS har til gengæld
givet virksomheden store besparelser. Årligt vurderes disse besparelser til at udgøre op mod en halv
milliard kroner. 2010 resultatet skal også delvis tilskrives DBS. Danfoss arbejder med at mål om 10-12%
øget produktivitet om året. Dette mål nåede de i 2010. I alt har de øget produktiviteten med omkring 30%.
37 Danfoss’ årsrapport, 2010

42
Nedganen i 2009 påvirkede på ingen måde arbejdet med Lean. Afskedigelserne var udelukkende på
baggrund af den samfundsøkonomiske krise. Til gengæld blev DBS afdelingen ikke berørt af afskedigelser,
der blev sågar ansat flere. På sigt vil DBS afdelingen dog bestå af færre medarbejdere. 100 ansatte er for
mange til de opgaver de skal imødegå i fremtiden, efter de nu har været igennem alle fabrikker. Arbejdet er
dog langt fra færdigt, da der især skal arbejdes med kulturdelen og nogle af de andre afdelinger, fx DFF.
6.9.2. Vurdering af Lean i Danfoss
Det der er mest iøjnefaldende ved Danfoss i forbindelse med Lean implementeringen, er deres Lean
afdeling. De besidder en meget stor afdeling der beskæftiger sig med filosofien. De bruger altså utrolig
mange ressourcer på effektivisering, men til deres forsvar opnår de også store resultater. For at få Lean ud i
alle hjørner af organisationen og opnå konsistens, er det vigtig med et stort hold af eksperter indenfor
Lean, for at processen ikke trækker i langdrag. Derfor er det næsten hele organisationen, DBS arbejder med
at effektivisere. Det er dog tydeligt at det er i produktionen der indtil videre har været den største fokus.
Men som chefen for DPP forklare, så vil de i fremtiden bruge ekstra ressourcer på fx DFF.
Danfoss implementeringsmåde kan godt betragtes som top-down. De har et fastlagt koncept som
implementeres for hvert pilotprojekt, med de samme værktøjer og den samme procedure. Selv mellem
corporate og de lokale enheder fungerer top-down princippet, hvilket kan forklares med at corporate
bestemmer hvilke værktøjer de lokale enheder må implementere. Hvis de lokale enheder har et nyt
brugbart værktøj, skal det først testes, og så indføres i alle afdelingerne og i alle lokalenhederne. I selve
pilotprojekterne er der også tydelige spor af top-down princippet. De to fra DBS der kommer ud, arbejder
godt nok sammen med folk fra linjen, men et besøg i et pilotprojekt viste tydeligt, at det var de to personer
fra DBS der havde mest at sige, og havde mest viden om Lean. Danfoss arbejder dog med at gøre det
mindre top-down, hvilket også kommer lidt automatisk, da DBS har været hele produktionen igennem og
folk nu kender til Lean. Derved er medarbejderne blevet bedre til selv at komme med input til ændringer.
Ledelsens engagement vurderes til at være stort i betragtning af den store DBS afdeling og fredningen af
den under nedskæringsrunden. Dette giver også fin mening i forhold til ejerskabet, da en familieejet
virksomhed, kan tillade sig at lade resultaterne vente på sig, da ingen hurtige gevinster skal hentes. Det
lægges mest vægt på værktøjerne ift. implementeringsmåden. Kulturen er dog også vigtig, da den er
altafgørende for en vedvarende Lean implementering. Men de mener at kulturen er meget svært at få
implementeret. Dette er som bekendt også rigtigt, og man skal have i mente at virksomheden er utrolig
stor og kompleks, så i første omgang er det fint at implementere værktøjer der øger produktiviteten.
Modningen er altså større ved værktøjer end i forhold til kulturen.
Fact
pack
Current
state
Future
state Implementering Sustain
Projekt i en afdeling
Vedligeholdelse af Corporate
Figur 6.9 – Implementeringen af Lean ved Danfoss (produktionen)
43
7. Lean maturity Gennemgangen af de ni virksomheder i forrige afsnit, skal bruges til at underbygge deres placering i Lean
maturity modellen, med en værktøjs- og kulturakse. Modellen blev præsenteret i afsnit 5, og dannet ud fra
opgavens fixpunkt, som blev udledt i afsnittet. Dette fixpunkt har sit udgangspunkt i teorien, men er
overordnet blevet gjort mere firkantet. Det betyder at Lean indeholder nogle brugbare værktøjer, og en
kultur, som er defineret som en måde at tænke og agere. I grove træk kan det også siges, at kulturen er alt
det som ikke er et værktøj. Det betyder også at begreber som fx ledelsesprocesser og adfærd, begge går ind
under kultur.
I undersøgelsen blev der ved virksomhedsbesøgene snakket om, hvordan Lean blev opfattet, og hvad Lean
indeholder. Der var ikke den store diskussion om hvorvidt værktøjer, var et element i Lean. I forhold til
kultur begrebet, var det nødvendigvis ikke den sammen opfattelse der var gældende. Som ventet var der et
par stykker af virksomhederne, der havde delt kulturbegrebet op i flere dele. Eksempelvis
holdninger/adfærd og hvordan ledelsen agerede. Dette var især virksomheder der havde arbejdet med
konsulentvirksomheden McKinsey. Andre virksomheder har defineret Lean, ved at lave deres egen Lean
model. Dette gælder eksempelvis Velux, Danfoss og også Arla, hvor sidstnævntes tankegang ligger længere
væk fra teorien. Der var dog på ingen måde nogle indsigelser ude i virksomhederne, i at kalde Lean for en
opdeling af værktøjer og kultur. De var på mange områder enige i denne betragtning, men for at arbejde
med Lean, følte flere, at kulturen skulle dele op i nogle elementer for overskueligheden i forbindelse med
implementeringen. På baggrund af overstående vurderes det, at fixpunktet sagtens kan forsvares. I den
forbindelse kan Lean maturity modellen, figur 5.1, godt bruges som vurdering af virksomhedernes Lean
modenhed.
Efter gennemgangen af virksomhederne i undersøgelsen, er det tydeligt at der er en stor forskel på
virksomhedernes modenhed, med hensyn til hvor langt de er i forhold til værktøjerne og kulturen. Blandt
undersøgelsens virksomheder er der altså stor varietet. Det er ganske klart at Terma er den virksomhed der
er mindst Lean, både samlet set, men også i forhold til begge elementer. Som det bliver nævnt i afsnittet
om Terma, er de en smule længere kulturmæssigt ind med implementeringen af værktøjer. Dette
begrundes med medarbejdernes bevidsthed, og deres virksomhedskultur, som har flere paralleller med
Lean kulturen. Alligevel vurderes de til, at være ganske langt nede på kultur-aksen. Med brugen af kun et
værktøj, 5S, og en smule kaizen events, er de dog endnu længere nede på værktøjsaksen. Det skal nemlig
huskes, at 5S ikke bidrager direkte til effektivisering, og at der i Terma nærmest var tvivl om, at det ikke blot
var en slags rengøring frem for 5S. Da Terma nu intensivere arbejdet, vil de formentlig rykke sig en del de
kommende år, men mest i forhold til værktøjer, da det er på det punkt de vil koncentrere sig om først.
En virksomhed der er en smule mere Lean moden end Terma, er B&O. Dog har B&O stadig har langt, i
forhold til andre virksomheder i undersøgelsen. Ved B&O er der Lean elementer, i både produktion og
administration. Det er dog i administrationen, at de fremadrettet ville arbejde med Lean. Her er der
allerede opstået, en mindre grad af Lean kultur. I produktionen bliver der også brugt nogle værktøjer, dog
uden direkte relation til filosofien. Derfor vurderes B&O til, at være en smule længere end Terma på begge
akser.
Cheminova vurderes til at være en del længere end B&O, både i forhold til værktøjer og kultur. De er dog
mest modne i forhold til værktøjerne, hvilket de også selv tilkendegiver. Udviklingen vurderes samtidig ikke

44
til at gå voldsomt stærkt. Dette er især pga. den meget organiske tankegang, i forhold til udviklingen af
kulturen, men også i forhold til deres knappe ressourcer til implementering af værktøjerne.
Johnson Controls vurderes til at have, næsten samme grad af modenhed som Cheminova. Dog har de mere
fokus på, og ikke mindst held til, at implementere kulturen. Derfor bliver de placeret en smule over
Cheminova på denne akse. Dog ikke med stor afstand til Cheminova, da empowerment begrebet ikke helt
er slået igennem blandt medarbejderne. Lean afdelingen skal hjælpe til, for at opretholde Lean niveauet. I
forhold til værktøjerne, vurderes de to virksomheder til at være tilnærmelsesvis lige langt.
Arla er til gengæld utrolig langt med implementeringen af værktøjer, i hvert fald hvis vurderes ud fra de
store mejerier, som Lean afdelingen har været forbi. De gør brug af en lang rækker værktøjer, og har
opnået gode resultater. Af den grund vurderes de til, at krydse midterlinjen på værktøjs-aksen.
Kulturmæssigt vurderes de derimod ikke særligt højt, da kulturen nærmere kan beskrives som en
performance kultur, end en Lean kultur. Hermed med tanke på resultater, som den drivende kraft. Dog er
der flere paralleller, da man i Lean kulturen også ønsker at blive bedre løbende, hvilket trækker Arla en
smule op af aksen. Fremadrettet vil Arla ikke det første stykke tid rykke sig meget, da vurderingen tager
udgangspunkt i mejerierne hvori Lean afdelingen har arbejdet. Derfor vil de blot fokusere på, at udbrede
implementeringen på de resterende mejerier i fremtiden. Hvis deres strategi om løbende at opsætte nye
mål fungerer, så vil de med sandsynlighed rykke sig op af kultur-aksen i fremtiden.
Danfoss er på mange måder også performance drevet, dog ikke helt i samme grad som Arla. Denne
implementeringsmåde gør, at der er meget fokus på værktøjerne. Ikke fordi kulturen bliver tilsidesat, men
fordi det er svært at få den udbredt. Værktøjsmæssigt er Danfoss på samme niveau som Arla, men de er til
gengæld en del længere på kultursiden. Den største forskel på kulturen i Arla og Danfoss, er at Danfoss
faktisk giver udtryk for, at de ønsker en decideret Lean kultur. I de kommende år vil de også fokusere mere
på denne del, og derfor vurderes de til at rykke sig på især kultursiden i fremtiden.
Grundfos der ønsker at implementere Toyota Lean, vurderes ud fra deres lighthouse, til at være mere
modne kulturmæssigt, end de hidtil nævnte virksomheder. Grundfos ønsker Lean som i The Toyota Way, og
implementeringen foregår efter ”learning by doing” princippet, hvilket også betyder de er længere med
implementeringen af værktøjer. I forhold til Lean maturity modellen, vurderes de til at befinde sig midt på
værktøjs-aksen. På kultur-aksen er de ikke helt så langt. Udviklingen vil gå mod øvre højre hjørne, men på
baggrund af ”learning by doing” princippet, vil de modnes mere i forhold til værktøjerne først.
Velux har mange års Lean erfaring, og vurderes til at være meget langt med deres implementering af Lean.
Værktøjerne er implementeret i alle fabrikkerne, og har givet gode resultater. I administrationen bruges der
også værktøjer, men på en anden måde og mere kulturinspireret. Kulturmæssigt er de langt i produktionen,
mens der arbejdes på at forbedre kulturen i administrationen. Deres eget Lean koncept har stor relation til
Toyotas Lean, og derfor lægges der stor vægt på både værktøjer og kultur. De vurderes til at være over
midteraksen, både i forhold til værktøjer og kultur. Dog er de en smule længere med værktøjerne, hvilket
må anses som ganske naturlig, i forhold til at der arbejdes ud fra ”learning by doing” princippet.
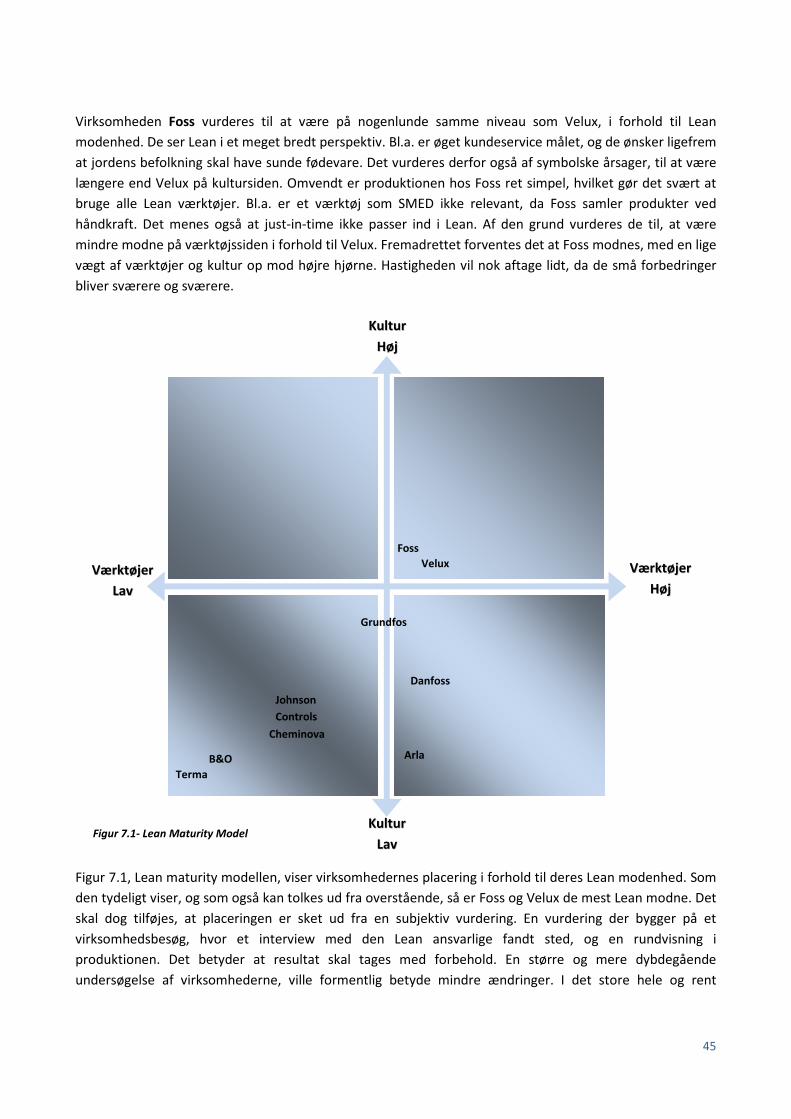
45
Virksomheden Foss vurderes til at være på nogenlunde samme niveau som Velux, i forhold til Lean
modenhed. De ser Lean i et meget bredt perspektiv. Bl.a. er øget kundeservice målet, og de ønsker ligefrem
at jordens befolkning skal have sunde fødevare. Det vurderes derfor også af symbolske årsager, til at være
længere end Velux på kultursiden. Omvendt er produktionen hos Foss ret simpel, hvilket gør det svært at
bruge alle Lean værktøjer. Bl.a. er et værktøj som SMED ikke relevant, da Foss samler produkter ved
håndkraft. Det menes også at just-in-time ikke passer ind i Lean. Af den grund vurderes de til, at være
mindre modne på værktøjssiden i forhold til Velux. Fremadrettet forventes det at Foss modnes, med en lige
vægt af værktøjer og kultur op mod højre hjørne. Hastigheden vil nok aftage lidt, da de små forbedringer
bliver sværere og sværere.
Figur 7.1, Lean maturity modellen, viser virksomhedernes placering i forhold til deres Lean modenhed. Som
den tydeligt viser, og som også kan tolkes ud fra overstående, så er Foss og Velux de mest Lean modne. Det
skal dog tilføjes, at placeringen er sket ud fra en subjektiv vurdering. En vurdering der bygger på et
virksomhedsbesøg, hvor et interview med den Lean ansvarlige fandt sted, og en rundvisning i
produktionen. Det betyder at resultat skal tages med forbehold. En større og mere dybdegående
undersøgelse af virksomhederne, ville formentlig betyde mindre ændringer. I det store hele og rent
KKuullttuurr
LLaavv
VVæærrkkttøøjjeerr
HHøøjj VVæærrkkttøøjjeerr
LLaavv
KKuullttuurr
HHøøjj
Arla
Terma
B&O
Grundfos
Johnson
Controls
Foss Velux
Cheminova
Danfoss
Figur 7.1- Lean Maturity Model

46
komparativt vurderes figur 7.1. dog til, at give et godt billede af virksomhedernes Lean modenhed. Hos alle
virksomhederne er de Lean ansvarlige meget åbne, for at tale om Lean, både i forhold til positive og
negative sider af sagen. Figuren viser et tydeligt billede af, hvordan virksomhederne bevæger sig mod en
mere moden Lean tilstand. Virksomhederne øger modenheden i begge elementer, og bevæger sig fra
nederste venstre hjørne, diagonalt op mod øverste højre hjørne. En ”tendenskurve” i modellen vil være en
smule skæv, ned mod højre hjørne, også hvis Arla ikke var med i undersøgelsen. Der er altså en tendens til,
at virksomhederne er længere på værktøjssiden, end de er på kultursiden. Det passer godt i forhold til
”Learning by Doing”, som også er nævnt i opgavens teori afsnit.
I opgavens indledning blev Lean begrebet meget aktualiseret. Regeringens konkurrenceredegørelse peger i
retning af, at Danmark går en svær tid i møde. Konkurrencemæssigt begynder landet, at stå dårligere i
forhold til mange andre OECD lande. At langt størstedelen af virksomhederne i undersøgelsen ikke er særlig
Lean, må derfor siges at være et problem. Dog er det ikke overraskende, da det er nævnt at produktiviteten
i Danmark ikke vækster nok. I Lean Maturity modellen ses det, at kun Foss og Velux ligger i den øverste
højre kvadrant. Derfor kan det afrundende konstateres, at der på baggrund af denne undersøgelse, stadig
er langt for de fleste af virksomhederne. Lean, som i Toyota, ligger langt væk for alle virksomhederne, og er
som nævnt næsten et umuligt mål. Et mål som der dog i høj grad bør sigtes efter. På trods af at
virksomhederne mangler meget Lean, kan det også tolkes således at der er nogle muligheder. Lean er trods
alt rimeligt nyt for mange af virksomhederne. Derfor er der nogle gode muligheder for, at virksomhederne i
fremtiden kan opnå gode resultater, hvis der altså bliver lagt nogle ressourcer i Lean implementeringen.
Dermed kan disse virksomheder også på sigt, være med til at øge Danmarks konkurrenceevne.
8. Den finansielle udviklings påvirkning af Lean Helt overordnet set er virksomhederne i denne undersøgelse udvalgt på baggrund af, at deres finansielle
udvikling i en periode har været negativ eller generelt stagnerende. Det er derfor interessant at se, om
denne udvikling har haft en indflydelse på arbejdet med Lean eller ej. Lean filosofien er i denne opgave
dannet ud fra The Toyota Way. Virksomheden Toyota oplevede i midten af de 20. århundrede, en positiv
udvikling rent økonomisk38, hvilket vil sige at Lean filosofien er skabt i en virksomhed, som i en lang årrække
har oplevet vækst. Af denne grund er det interessant at se på, hvordan den finansielle udvikling hos
virksomhederne i undersøgelsen, har haft en indflydelse på arbejdet med Lean.
I flere af virksomhederne i denne undersøgelse, har den økonomiske udvikling direkte eller indirekte gjort,
at man er startet med at arbejde med Lean. Terma har eksempelvis en høj kapitalbinding pga. meget dyre
materialer til produktionen, hvilket påvirker økonomien. Så målet med Lean er, at skabe en hurtigere
gennemløbstid i produktionsprocesserne. Lean er derfor til dels påbegyndt af ikke tilfredsstillende
resultater. Hos Terma blev der desuden givet udtryk for, at det er okay at bruge Lean i forbindelse med
teorien om den brændende platform. Det er altså okay at melde ud, at Lean arbejdet kan medføre fyringer.
Eksempelvis, er det bedre at redde arbejdet for nogle, end det er at hele virksomheden skal pakke sammen
og flytte til udlandet. En virksomhed som Cheminova, afslørede at man ind til videre havde afskediget op til
ti procent af bemandingen pga. effektiviseringer i produktionen. Overordnet set er man dog hos Cheminova
fabrikken i Harboøre ikke blevet færre, da fyringer har ført til andre ansættelser. Disse ansættelser er dog
38 Toyota.dk/about/history.aspx

47
forbundet med helt andre funktioner i virksomheden, og således er den sparede arbejdskraft i
produktionen blot blevet udnyttet et andet sted. I Cheminova startede Lean implementeringen også fordi
de havde oplevet utilfredsstillende resultater på fabrikken i Harboøre.
Hos Johnson Controls fortaltes det, at Lean simpelthen var en nødvendighed for fabrikkens overlevelse.
Dækningsbidraget på produkterne skal blive større, hvis ikke den danske virksomhed skal flyttes til
udlandet. Johnson Controls er en del af en stor koncern, og således har det allerede været talt om, at den
danske fabrik skal flyttes til Brasilien.
B&O har inden for det seneste halvandet år intensiveret arbejdet med Lean, og det bliver ikke afvist at det
har noget at gøre med den finansielle udvikling. B&O satser på en stigende omsætning de næste par år, og
håber at de kan holde antallet af medarbejdere på det nuværende niveau. Ved hjælp af Lean skal man med
det nuværende antal medarbejdere, kunne imødegå en større efterspørgsel.
Mange af virksomhederne forklarer, at finanskrisen har ført til at produktionen er blevet slanket mht.
ansatte. Fyringer henføres altså i høj grad til finanskrisen, og derigennem den manglende omsætning. En
virksomhed som Velux, der har brugt Lean siden 2001, forklarer at Lean implementeringen fortsatte under
finanskrisen. Dette blev forklaret ved, at man var nået så langt og derfor kunne implementeringsprocessen
ikke rigtig bremses. Hos Foss er den grundlæggende ide med Lean ikke, at det skal skabe færre
arbejdspladser. Her blev det tydeligt udtrykt at Lean ikke er et rationaliseringsprojekt. Det blev desuden
forklaret, at regnskabet for 2009 med al sandsynlighed havde været værre, hvis ikke de havde kørt Lean
De meget store virksomheder, nemlig Arla og Danfoss, afviser at faldende omsætning har haft en
påvirkning af Lean implementeringen. Hos Arla gøres det klart, at det bare handler om at producere så
meget som muligt, og at blive mere effektive for således at kunne betale mere for deres input. Arla som er
et andelsselskab, skal give så mange penge for mælken som overhovedet muligt, og der frygtes ikke nogen
form for overproduktion. Dette tolkes dog således, at Arla kommer til at lukke mange af de mindre mejerier
i fremtiden, pga. øget effektivitet på de større mejerier. Hvis altså ikke omsætningen kommer til at stige.
Hos Danfoss forklares det, at der er blevet fyret mange ansatte som et resultat af den finansielle udvikling.
Her påpeges det dog, at ingen fra DBS (Lean afdelingen) er blevet fyret. Således fortsatte Lean
implementeringen ufortrødent i 2009. Fyringer bliver altså ikke forbundet med Lean, men det bliver dog
ikke afvist, at der er mulighed for det sker i fremtiden. Da implementeringen af Lean er en beslutning fra
toppen af, har DBS afdelingen desuden den fulde opbakning, og derfor også retten til at beslutte, om nogle
medarbejdere skal afskediges. Det vil hovedsageligt være, hvis der hos nogle ansatte ikke er
samarbejdsvilje i forhold til Lean.
Hos Grundfos forklaredes det, at man ikke var særlig langt med Lean i 2009, og derfor fik den negative
udvikling i omsætningen ikke rigtig nogen indflydelse på Lean implementeringen. Faldet i omsætningen
eller det faldende resultat i 2009, var dog ikke grunden til at Lean implementeringen blev intensiveret. Helt
konkret startede Lean faktisk, fordi at man på nogle produkter ikke kunne imødegå efterspørgslen. Derfor
skulle produktiviteten hæves.
I forhold til om virksomhedernes finansielle udvikling har haft en betydning for arbejdet med Lean, er dette
meget begrænset. Hos Cheminova, Johnson Controls, B&O og til dels Terma, har den økonomiske udvikling
haft den betydning, at man har startet eller intensiveret Lean arbejdet. Generelt er det kun hos Cheminova,

48
at der er blevet fyret medarbejdere, som følge af Lean arbejdet. Hos Terma og Danfoss gøres det klart at
det ikke kan udelukkes, at Lean i fremtiden kan føre til fyringer. Der refereres i høj grad til den økonomiske
krise, når der spørges indtil afskedigelser. Om en nedgangsperioder eller stagnerende udvikling i
omsætningen, har en betydning for Lean implementering, kan derfor ikke konkluderes entydigt. Typisk ser
det ud til, at en del af virksomhederne er startet med Lean efter et omsætningsfald eller et dårligt resultat.
Der hvor Lean implementeringen har været i gang i længere tid, som eksempelvis i Velux, forklares det at
en Lean ikke bare kan bremses når filosofien allerede er udbredt.
Samlet set er der dog bred enighed blandt de Lean ansvarlige i, at Lean er mest optimal når omsætningen
er stigende. Her hentydes der i høj grad til motivationen af medarbejderne, ud fra det perspektiv, at det
ikke er optimalt at disse skal være med til at optimere en arbejdsplads, når det kan koste dem selv jobbet.
Det vurderes altså at det er svært, at motivere medarbejdere til at medvirke til effektiviseringer af
virksomheder, når det kan koste deres eget job. Kun hos Terma blev det gjort klart, at man også kunne
motivere ved at sige, at effektiviseringen er en nødvendighed for hele fabrikkens overlevelse.
9. Afgørende faktorer ved Lean arbejde I dette afsnit vil der blive set på forskellige faktorer, der er specielt synlige i undersøgelsen. Faktorer som
kan have en vis indflydelse på Lean arbejdet, og hvor nogle af dem kan være afgørende for en succesfuld
implementering af Lean filosofien. Der vil blive diskuteret tilpasningsgrad, ejerskab, formål med Lean,
implementeringsmåde, virksomhedsstørrelse og virksomheds baggrund. Et af de gennemgående elementer
i undersøgelsen er, at mange af virksomhederne der tilpasser Lean, og derfor ikke anvender filosofien i den
oprindelige forstand. Dette vil der først blive set på, da der her er dannet et meget tydeligt billede af
tendensen.
9.1. Tilpasning af Lean i Danmark
Lean bliver ofte fremført som noget meget japansk. Filosofien må dog ikke tolkes sådan, at den ikke er
anvendelig andre steder. Der er flere eksempler på danske virksomheder, med succes indenfor Lean.
Således er Novo Nordisk, Novozymes og ikke mindst Lego, virksomheder som allerede er anerkendte i
forhold til Lean pga. de opnåede resultater. Disse virksomheders økonomiske udvikling passer dog ikke ind i
denne opgaves perspektiv, så er derfor ikke medtaget. Desuden skal det tilføjes at Toyotas fabrik i
Melbourne, Australien, er målt som en af de mest effektive samlefabrikker af alle Toyota fabrikker. Derved
kan det altså siges, at den japanske kultur ikke nødvendigvis er altafgørende for at opnå succes med Lean. 39
På trods af at nogle virksomheder står som lysende eksempler på, hvor god en forretningsfilosofi Lean er,
så er der stadig mange steder hvor samme succes ikke opnås. Forskning peger faktisk i en retning af, at
succesraten med Lean implementering er så lav som 10%.40 Det er altså ikke helt enkelt at implementere
Lean, og Lean er samtidig blevet et meget flyvsk begreb. Siden ordet blev introduceret i Bogen The Machine
That Changed The World, har mange virksomheder taget det til sig. En af denne opgavens formål er at se
på, i hvor høj grad at danske virksomheder tilpasser Lean til deres egen virksomhed, eller om de forsøger at
bruger Lean som i The Toyota Way.
39 Drejer et. al. 2009, s. 159. 40 Drejer et. al. 2009, s. 160.

49
Undersøgelsen som er lavet i forbindelse med denne opgave, viser en klar tendens i forhold til
tilpasningsgraden. De Lean ansvarlige rundt omkring i de besøgte virksomheder, ønsker generelt at skabe
deres eget Lean. Figur 9.1 viser at 8 ud af de 9 virksomheder, som har deltaget i denne undersøgelse,
ønsker at bruge Lean og udvikle Lean på deres egen måde. Enten har virksomhederne lavet deres egne
Lean modeller, eller også ønsker de hovedsageligt at anvende de elementer fra Lean, som umiddelbart kan
skabe værdi eller fjerne spild i processerne.
Kun ved besøget hos Grundfos blev der givet udtryk for, at man direkte ville overføre Toyotas Lean filosofi i
virksomheden. At dette også er tilfældet kan underbygges hovedsageligt af to årsager. Først og fremmest
må det siges, at de svar der blev givet i forbindelse med interviewet, pegede meget i retning af Lean som
filosofien udformer sig i opgavens teoretiske afsnit. For det andet er der tidligere Toyota medarbejdere
tilknyttet virksomheden som konsulenter. Disse konsulenter har som opgave, at hjælpe Lean afdelingen
med at gennemføre Lean implementeringen således, at Toyotas principper kommer til at præge Grundfos
fabrikken i Bjerringbro. Der er ingen tvivl om at Grundfos gerne vil køre Lean som Toyota, men direkte at
kopiere Lean fra Toyota, vurderes samtidig som en meget svært og ikke mindst meget tidskrævende
opgave. Dog ikke en umulig opgave med de rigtige kompetencer, set i det lys at Toyota ikke kun kører Lean
på deres japanske fabrikker, men bruger det over hele verden. En af de helt store udfordringer i Lean er pull
systemet, men dette vil de eksempelvis ikke indføre hos Grundfos. I hvert fald ikke i første omgang. Her vil
man gerne have et vist sikkerhedslager at arbejde med, hvilket begrundes med at virksomheden kan tillade
sig det, da den er privatejet. Dette diskuteres i Grundfos afsnittet, og at virksomheden er privatejet burde
ikke have noget med sagen at gøre. Pull i produktionen vurderes som et af de sværere elementer, men på
trods af at Grundfos skal levere produkter med meget kort varsel i visse tilfælde, burde de kunne arbejde
hen mod at blive mere ordreproducerende. At pull i produktionen vælges fra, påvirker det samlede indtryk
af Grundfos således, at deres Toyota tilpassede Lean implementering ikke virker helt gennemført. Deres
tilpasningsgrad i forhold til den oprindelig Lean filosofi, når derfor ikke hundrede procent.
Hos de andre 8 virksomheder i undersøgelsen, er udmeldingen dog ganske klar. Her ønskes det at tilpasse
Lean til virksomheden. Hos de to vestjyske virksomheder B&O og Cheminova, er der nogle fællestræk i
forhold til hvordan virksomhederne skal blive mere Lean. Begge virksomheder har nogle aktionærer de skal
tilfredsstille, alligevel ønskes der ikke en alt for hurtig og ikke-organisk implementeringsproces. Det er af
den simple grund, at den grundlæggende kultur i virksomhederne er meget markant. Implementeringen
specielt i forhold til kulturen, skal ske meget organisk og udvikle sig langsomt. I virksomhederne har mange
af medarbejderne typisk været ansat i utrolig mange år, og derfor argumenteres det for, at der er svært at
ændre på medarbejdernes vaner. Denne kulturændring skal derfor ske meget gradvist. Hos Cheminova er
Tilpasser virksomheden til Lean Tilpasser Lean til virksomheden
Arla, Velux DanfossFoss
Cheminova B&O Johnson Controls Terma Grundfos
Figur 9.1 – Tilpasningsgraden af Lean

50
de dog mere fokuseret på værktøjer og på hurtige resultater, end de hos B&O. Fælles for virksomheder som
Cheminova, B&O, Terma og Johnson Controls er, at de alle vil tilpasse Lean virksomhederne på en måde
hvor de benytter sig af nogle helt bestemte, udvalgte elementer fra Lean filosofien. Disse elementer vælges
ud fra hvad der giver størst nytte. Fx er der hos B&O stort fokus på at bruge Lean i forhold til
administrationen, da denne funktion er meget løntung. Hos Johnson Controls anvendes JCMS, som er deres
svar på Lean. På selve fabrikken er der meget fokus på 5S og flow. Cheminova benytter mange værktøjer i
forbindelse med at forbedre processerne, gennem de såkaldte mini-transformationer. Hos Terma er de ikke
nået voldsomt langt, men her havde der været meget fokus på 5S. Termas Lean Manager gav udtryk for, at
de skal have deres eget Lean, og især have fokus på gennemløbstid pga. høj kapitalbinding i produktionen.
Hos Arla, Velux, Danfoss og Foss, er tilpasningsgraden endnu mere tydelig, hvilket er naturligt nok da disse
virksomheder er længere i Lean implementeringen, og samtidig ikke ønsker at køre Toyota Lean. Arla og
Danfoss er utrolig performance drevet og struktureret i deres Lean implementering, som nærmere kan
betegnes som programmer, der skal køres igennem på deres produktionsfaciliteter. Således er fokussen
hos disse virksomheder også meget på værktøjer, og på direkte målinger og resultater. Velux og Foss er de
virksomheder i undersøgelsen, der skønnes indtil videre at have været igennem den største kulturmæssige
forandringsproces. Velux markerer sig med deres udvikling af VMM og VPM, to modeller udviklet til at gøre
henholdsvis produktionen og administrationen hos virksomheden mere Lean. Foss gør sig bemærket ved at
ikke at have nogen egentlig Lean afdeling, og umiddelbart virker virksomheden ikke særlig hierarkisk, i
forhold til eksempelvis Toyota. Desuden er Foss utrolig kundeorienteret, og der blev grundlæggende ikke
talt meget om fx produktivitet. Hos Foss menes det desuden, at man sagtens kan overføre Lean
værktøjerne fra produktionen til administrationen. Dette er modsat Velux tilgangen som igennem to
implementeringsmodeller viser, at man ikke blot overfører værktøjerne, men tilpasser dem i forhold til hvor
de skal bruges.
Samlet set viser undersøgelsen altså, at virksomhederne i høj grad tilpasser Lean til deres virksomhed. Det
er dog svært at sige hvorledes det er optimalt at tilpasse Lean eller ej. Velux og Foss som er meget
karakteristiske i deres anvendelse af Lean, og vurderes i Lean Maturity afsnittet til at være nået langt. Det
er dog stadig svært, eksempelvis at sammenligne Velux og Grundfos. Velux er nået langt med deres
metode, men har også arbejdet med Lean i længere tid end Grundfos. Derfor er det svært at sige, om
Grundfos med deres implementeringsmetode er lige så langt som Velux, når de også har været i gang i små
10 år. I forhold til at se på hvordan Lean udnyttes optimalt, er det væsentligt at tage nogle forskellige
grundlæggende ting om virksomhederne med i vurderingen. Dette vil der blive set på i de næste afsnit.
9.2. Ejerskab
Ifølge teorien i afsnit 4 er det i forhold til Lean implementeringen, mest optimalt med ikke-børsnoterede
virksomheder. Det er også den opfattelse man får, i forhold til de involverede virksomheder i
undersøgelsen. Der er et tydeligt billede af familie- eller fondsejede virksomheder arbejder bedst med
Lean. I forhold til Lean maturity modellen, er det i hvert fald disse der er mest Lean modne. Dog er
hovedparten af de involverede virksomheder ganske vist privatejet, men tendensen er der alligevel. De
børsnoterede virksomheder er Cheminova, Bang & Olufsen og Johnson Controls (moderselskabet er
børsnoteret i New York). Dog er det vigtigt at huske, at undersøgelsens mindst modne virksomhed, Terma,
er privatejet. I forhold til Terma, kan det ikke des mindre være andre forhold, der har betydning for denne

51
modenhed, bl.a. at det intensive Lean arbejde er relativt nyt for dem. At der ud af ni virksomheder, kun er
tre børsnoterede, kan være en smule usædvanligt, på baggrund af at mange af de store virksomheder (1+
mia. kr. omsætning) er børsnoterede. Om det skyldes et sammenfald i forhold til vores kriterier, eller at
privatejede virksomheder i højere grad arbejder med Lean er ganske uvist.
Grunden til at privatejede virksomheder, skulle have et bedre fundament til Lean implementering i forhold
til børsnoterede virksomheder, ligger i forventningen til resultater. En ledelse i en børsnoteret virksomhed
vil typisk have kortsigtede resultater for øjet, for at opfylde analytikerne og aktionærernes kortsigtede
forventninger. Nogle kan måske være tilbøjelig til at tilsidesætte den langsigtede strategi for at kortsigtede
mål opfyldes. Netop dette kan hæmme Lean implementeringen. Hvis ikke der udvises tålmodighed til
implementeringen, eller hvis ledelsen ikke ofre nok (økonomiske) ressourcer, så kan det være en hæmsko
for en succesfuld implementering af Lean. Ligeledes hvis virksomheden oplever en økonomisk nedgang, er
det nødvendigt at ledelsen, og selvfølgelig også bestyrelsen, ikke nedprioritere Lean arbejdet i sådan en
grad, at implementeringen ikke vedholdes eller værste fald helt stopper.
Foss og Velux er to gode eksempler på privatejede virksomheder, der har Lean som en langsigtet strategi,
ved at gøre Lean til en del af hverdagen. De har ingen aktionærer de skal tilfredsstille på kort sigt. Deres
Lean arbejde er sågar indeholdt i deres vision, hvilket de begge også gjorde opmærksomme på ved
virksomhedsbesøget. Desuden slækkede de ikke på Lean arbejdet under deres respektive nedgang. Dette
gjorde Danfoss heller ikke. De ansatte ligefrem i Lean afdelingen, mens de afskedigede i alle andre
afdelinger, hvilket underbygger deres store engagement. Dog er en privatejerskabsstruktur ikke kun positivt
i forhold til Lean implementeringen, hvilket Grundfos er et godt eksempel på. Bjerringbro virksomheden,
tillader sig, at se bort fra pull produktion med undskyldningen om at den kan tillade sig det, da de er
privatejet.
Arlas ejerskab skiller sig en del ud, fra de øvrige virksomheder i undersøgelsen. Arla er et andelsselskab,
ejet af landmændene, som også er deres leverandører. Da landmændene hellere vil have en fortjeneste
igennem højere mælkepriser end af resultatet, ønsker Arla hellere at hæve mælkeprisen (til landmændene)
end at øge resultatet på bundlinjen. Af den grund bliver formålet med Lean, at blive mere effektive sådan
at de kan være i stand til at betale en højere pris til landmændene. At ejerskabet er således, vurderes at
have en stor indflydelse på, at Arla er så performancedrevet som de er. Det antages dog at landmændene
ikke blot ønsker en høj mælkepris i dag, men også fremadrettet og derfor ikke blot har fokus på kortsigtede
resultater, men også har tanke på fremtiden.
I forhold til undersøgelsestendensen i, at succesen er størst ved de privatejede virksomheder, er der dog
børsnoterede produktionsvirksomheder der har stor succes med Lean. Det er bl.a. Novo Nordisk og
Novozymes som nævnt tidligere i afsnit 9.1. Hvad der er specielt ved disse to virksomheder vides ikke, men
det viser i hvert fald at det ikke er umuligt at have en succesfuld Lean implementering når virksomheden er
børsnoteret. Det handler i bund og grund om at have en engageret bestyrelse og ledelse, som ikke lader sig
friste af kortsigtede resultater.
Summa summarum kan man ud fra undersøgelsen ikke afvise, at ejerskabet har en betydning for Lean.
Således virker det til at privatejede virksomheder, har det bedste fundament til en succesfuld Lean
implementeringen. De klarer sig generelt bedre end de børsnoterede virksomheder, bortset fra en enkelt,
som kun lige er startet med Lean arbejdet. Dette skal dog ikke tolkes resultatmæssigt, men i forhold til

52
succesen i implementeringen. Teorien i afsnit 4 om at privatejede virksomheder har et godt fundament for
Lean, underbygges derfor i høj grad af denne undersøgelse.
9.3. Formål med Lean
Jævnfør teoriafsnittet, afsnit 4, så arbejder Toyota ud fra den filosofi om, at de ønsker at gavne samfundet
mest mulig og ikke kun sig selv. Et meget bredere perspektiv end hos mange andre virksomheder. Sådan en
filosofi kan man ikke sige undersøgelsens virksomheder lever efter. I de fleste tilfælde har de sig selv for
øjet, i forbindelse med Lean implementeringen. De ønsker hovedsageligt at effektivisere sig, og dermed
opnå en omkostningsbesparelse. Derved har Lean en betydning for bundlinjen. Alternativt, kan man have et
lidt bredere formål med Lean, ikke nødvendigvis så bredt som Toyota, men et formål rettet mod ens
kunder. At have kunderne som formål for Lean arbejdet, kan nemlig gavne omsætningen i sidste ende. At
have såvel effektivisering som kundeservice, som formål med Lean kan virke ganske gavnligt, men i relation
til teorien er sidstnævnte mest optimalt. I forbindelse med værdiskabende aktiviteter, handler det ikke blot
om at fjerne de ikke-værdiskabende aktiviteter, men også om at have fokus på og forbedre de
værdiskabende aktiviteter.
I undersøgelsen havde syv af virksomhederne, udelukkende effektivisering som formål med Lean arbejdet.
Dette gjaldt Terma, B&O, Arla, Cheminova, Danfoss, Grundfos og Johnson Controls. Dog var Danfoss
begyndt at kigge mere på kvalitet i forbindelse med Lean. De to resterende virksomheder, kan siges at have
et bredere formål. Ved Foss lå en forbedret kundeservice til grund for Lean arbejdet, mens man ved Velux
havde effektivisering og kundeservice som formål. Dette passer rigtigt godt sammen med, at de to
virksomheder er de mest Lean modne i undersøgelsen.
Det skal siges at kundeservice som formål, ikke entydigt tolkes som det bedste fundament til en succesfuld
Lean implementering, selvom dette er et bredere perspektiv end effektivisering. For som en Lean ansvarlig i
undersøgelsen sagde, så kigger de først på de ikke-værdiskabende aktiviteter. Når de har styr på disse og
fået dem fjernet efter nogle års arbejde, vil de begynde forbedre de værdiskabende aktiviteter. Pointen
med dette er, at formålet kan transformere sig. I takt med at spild fjernes og virksomheden effektiviseres,
kan ressourcerne gradvist bruges andet steds. At Danfoss fx begynder at have større fokus på kvalitet nu,
kan sagtens være fordi, at de nu har fokuseret tilstrækkeligt på spildet og nu kan se Lean i et større
perspektiv.
Virksomheder lever ud fra deres vision. Flere af undersøgelsens virksomheder, har dog ikke et formål med
Lean arbejdet der afspejler virksomhedens vision. I eksempelvis B&O og Grundfos’ vision, er det kunden der
er i fokus. Men i forhold til Lean, er en effektivisering til deres egen fordel (aktionærer og ejere). Johnson
Controls har sågar en meget typisk Toyota vision41, men deres formål med Lean er ligeledes effektivisering.
Omvendt så afspejler Arla og Cheminovas formål med Lean, ganske godt deres vision. Arla vil være i stand
til at tilbyde en høj mælkepris, mens Cheminova ønsker en værdiskabelse til deres aktionærer (og
efterfølgende medarbejdere og andre interessenter). Foss og Velux har derimod kunderne i fokus i deres
vision, hvilket afspejler deres formål med Lean. Selvom der ikke entydigt er en sammenhæng mellem
virksomhedernes vision og deres formål, er det ganske sigende at Velux og Foss stadig følger deres vision i
forbindelse med Lean arbejdet. Dette anses dog også for at være naturligt, når de begge hævder at Lean er
41 “Harmony with People, Society and Environment” – toyota.co.jp/en/vision/message

53
en del af deres vision, og den måde de driver forretning på. Faktum er dog at Lean arbejdet burde have et
formål, som afspejler virksomhedens vision. Hermed ment at der ikke må skabes konflikt imellem dem,
hvilket kan forvirre medarbejderne og andre interessenter.
I undersøgelsens er det altså virksomhederne med kunderne som Lean formål, der er mest Lean modne.
Dette er på trods af, at de fleste har effektivisering som formål. Det kan dog ikke udelukkes at disse
virksomheder, i første omgang har sig selv i fokus og ønsker at opnå effektivisering som et overordnet mål,
for så senere hen at ligge større fokus på kunden. Det er dog bedst at formålet med Lean afspejler
virksomhedens vision, for at undgå konflikter med hvordan organisationen arbejder.
9.4. Implementeringsmåden
Under hvert virksomhedsafsnit i opgaven, er Lean implementeringen beskrevet og vurderet. Som en
fortsættelse til denne vurdering, og ikke mindst i sammenhæng med de andre punkter i dette afsnit, findes
det relevant at se mere overordnet på selve implementeringsmetoden. Det er vurderet at de medvirkende
virksomheder i høj grad tilpasser Lean til virksomheden. Samtidig at ejerskabet, samt ikke mindst
virksomhedernes visioner, er en vigtig brik i forhold til at opnå succes med Lean. Den overordnede
implementeringsmetode er også en væsentlig faktor for succes med Lean, og her tænkes der hovedsageligt
på anvendelsen af tilgange som bottom-up og top-down. Altså hvorledes de medvirkende virksomheder,
åbenlyst benytter sig af en af disse metoder i implementeringsprocessen.
9.4.1. Top-down kontra bottom-up
Meget tydeligt er det i forhold til undersøgelsen, at nogle af virksomhederne er præget af enten en top-
down eller bottom-up tilgang, og at dette har en effekt på implementeringen af Lean. Indtrykket af dette,
er dannet ud fra de interviews der er lavet, hvor der i høj grad blev snakket om måden at implementere
Lean på. De to største virksomheder i undersøgelsen er Arla og Danfoss, og disse virksomheder er også dem
hvor implementeringen bliver forklaret som værende mest top-down præget. Hos Arla som er den absolut
største virksomhed i undersøgelsen, bliver det direkte forklaret at der arbejdes ud fra et top-down princip.
Lean bliver implementeret, nærmest som nogle programmer der køres igennem på mejerierne. Alt i forhold
til Lean er udviklet i en business case, der skal bruges på alle mejerier. Hos Danfoss var udmeldingen om
hvorledes implementeringen sker som en top-down proces, ikke lige så klar, men det blev bestemt ikke
afvist at det nok fungerede lidt sådan. Lean eller rettere DBS afdelingen besidder en stor magt, og kan
fuldstændig gennemføre det der ønskes gennemført, som de selv vil det.
Arla og Danfoss er altså meget markante, set på den måde at de følger top-down metoden, men nu er de
som nævnt også de største virksomheder, hvilket kan have en stor betydning. Af flere årsager virker top-
down som en naturlige retning for Arla og Danfoss. Med henholdsvis mange mejerier og fabrikker kan det
virke mere kontrolleret, at køre implementeringen top-down, og begge virksomheder har kun i relativt kort
tid arbejdet med Lean. Hurtige og synlige resultater, er også et af målene for disse virksomheder. Et mål
som allerede er indfriet. Det vurderes dog ud fra teorien, at en stor del af empowerment kulturen risikerer
at gå tabt ved en top-down metode. Det ses også i Lean Maturity modellen, at Arla og Danfoss begge er
meget fokuseret på Lean værktøjer frem for kulturen, og dette fremstår derfor lidt som en naturlig top-
down tendens. Cheminovas implementeringsmåde er også til en hvis grad top-down præget, da Lean

54
fungerer som et i forvejen udviklet program, der skal køres igennem på alle fabrikkens anlæg. Her skal
implementeringen ske langsomt, men det er mere i den forstand, at de tager ét anlæg af gangen.
Andre virksomheder i undersøgelsen viste dog mere tegn på en bottom-up tilgang. Her kan det nævnes at
en virksomhed som Foss, byggede meget på empowerment kultur, og den er også meget lidt hierarkisk i
forhold til Lean implementeringen. Mange ændringer bliver foretaget af selve medarbejderne på gulvet, og
ikke efter en ordre fra en produktionsleder eller lignende. Hos Velux bliver det udtrykt, at de benytter
bottom-up tilgangen, da værdien skabes på gulvet og ikke gennem Lean afdelingen.
Ved B&O, Terma, Johnson Controls og Grundfos, er tilgangen ikke særlig tydeliggjort. B&O er ikke særlig
struktureret i deres Lean arbejde, mens Terma ikke er særlig langt med implementeringen. Lean hos
Johnson Controls og Grundfos er centralstyret, men der er til gengæld ikke på forhånd, udarbejdet en
skabelon for hvordan eksempelvis fabrikken skal se ud. Derfor er top-down elementerne ikke lige så
tydelige hos disse virksomheder, og samtidig skal det siges, at Gemba hos Johnson Controls og Grundfos var
meget gennemtrængende. Dette ses da de Lean ansatte i stor stil arbejdede på gulvet hos
produktionsmedarbejderne. Dette vurderes at have en stor effekt på Lean kulturen, og kan godt føre til at
Lean implementeringen i de kommende år bliver mere bottom-up præget. Produktionsmedarbejderne
arbejder tæt sammen med Lean afdelingen, og dette kan næsten ikke få andet end en positiv effekt i et
fremtidigt perspektiv.
I forhold til hvilken tilgang der er bedst vurderes det, at Lean skal bruges som filosofien udformer sig i
teorien. Tilgangen skal derfor i størst grad være bottom-up. Det er den tilgang Toyota selv ligger størst vægt
på, og jf. princip 9 i teoriafsnittet, ønsker Toyota hovedsagelig ledere som tænker bottom-up. Hvor en
typisk top-down leder blot giver ordre, og sørger for at medarbejderne efterlever disse, er en bottom-up
leder i højere grad vejledende. Helt naturligt er det dog rent organisatorisk at Toyota bruger bottom-up
tilgangen, da selve filosofien langsomt udviklede sig her. For virksomheder der er relativt nye i forhold til
Lean, vurderes det dog at en hundrede procent bottom-up tilgang næsten er umulig at følge. Top-down
prægede virksomheder som Arla og Danfoss må siges indtil videre, at være succesfulde i deres arbejde med
Lean. Det kan ikke endegyldigt konkluderes hvad der er bedst, men i meget store virksomheder er det
næsten umuligt og meget tidskrævende udelukkende at arbejde ud fra bottom-up. En kombination af de to
tilgange er bestemt ikke umulig, og for større virksomheder kan det være en fordel at starte med top-down
tilgangen. Efter de første implementeringsrunder er kørt i organisationen, kan fokus herefter skifte til at
blive mere bottom-up orienteret, således at arbejdet med det kulturelle aspekt intensiveres og en
empowerment kultur kan begynde at opbygges.
Hvis Arla og Danfoss ikke fokuserer mere på bottom-up tilgangen i fremtiden, vil der være en stor chance
for, at der kommer et ”tilbagefald” med værktøjerne når Lean afdelingen forlader et mejeri eller en fabrik.
Kulturen skal gerne påvirkes for at forbedringerne kan blive vedvarende, og ikke mindst for at der sker
yderligere forbedringer uden hjælp fra Lean afdelingen. Ved Danfoss blev der da også meldt ud, at de i
øjeblikket og fremover ville bruge bottom-up tilgangen i højere grad. Dette ville også være nemmere, da
medarbejderne nu har et bedre bekendtskab til Lean tankegangen. Derved prøver de at gå fra top-down til
bottom-up implementering.

55
9.4.2. Implementeringsmodeller
Samlet set ligner implementeringsmodellerne meget hinanden, på trods af at virksomhederne jf. afsnit 9.1
forsøger at tilpasse Lean til virksomheden. Der indgår mange af de samme elementer. Værktøjer er der
fokus på helt generelt, og her skiller B&O sig ud som den virksomhed der har absolut mindst fokus Lean
værktøjer. Der bruges få værktøjer i produktionen, og arbejdet med dem, ønskes ikke struktureret eller
intensiveret fremadrettet. Ellers er det forskelligt hvad der i virksomhederne bliver lagt mest vægt på i
forhold til Lean, som det også bliver nævnt i afsnit 9.1 omkring tilpasning af Lean. Mange af
virksomhederne vælger nogle elementer fra Lean teorien, og bruger således ikke Lean fuldendt. Dette er
med stor sandsynlighed tilfældet, da Lean er relativt nyt i mange virksomheder. Det kan også tolkes som
om, at det kan være lidt uoverskueligt at implementere alle Lean elementer, og derfor vælges de elementer
der vurderes at kunne tilføre mest værdi.
Velux er en virksomhed der har brugt Lean i mange år, og her har man valgt at bruge rigtig meget fra Lean
teorien. Således er Velux også det eneste sted hvor det var et krav, at alle deres definerede værktøjer skal
bruges alle steder. Denne tankegang passer godt med teorien fra Kobayashi, afsnit 4.3.4, hvor
synergieffekterne er en af nøglerne til succes. Synergi opnås ved at kombinere principperne og
implementere dem parallelt. På samme måde er det en del af filosofien hos Velux, at alle værktøjerne skal
anvendes. Dette vurderes, at være medvirkende til at skabe synergi også, og samtidig ønskes det hos Velux
at værktøjerne skal følges ad, i forhold til den assesment der bliver lavet på dem. Velux er altså den eneste
virksomhed i undersøgelsen, der arbejder med Lean på den optimale måde jf. Kobayashi, og som direkte
tror på synergieffekter. Virksomheden er dog også den virksomhed der har arbejdet længst tid
koncentreret med Lean. Det virker derfor naturligt at de er kommet til et punkt, hvor det ønskes at få det
optimale ud af Lean implementeringen, ved at bruge så meget fra teorien som muligt.
Undersøgelsen viser altså, at virksomhederne er forskellige i tilgangen til top-down og bottom-up
principperne. De to største virksomheder benytter sig i høj grad af top-down, hvilket passer godt til dem
pga. størrelsen og deres fokus på værktøjer. En mere bottom-up præget tilgang er mere ideel jf. teorien,
men virksomheder som er nye i Lean faget, kan med fordel benytte sig af top-down, da bottom-up kan
være meget tidskrævende og besværlig. Det anses dog som vigtigt at få indført bottom-up tilgangen, for
opnå vedvarende resultater igennem en Lean kultur. Det er nemlig vigtigt, at have både kultur og værktøjer
med i Lean arbejdet, for ikke at glemme vigtigheden i at kombinere alle Lean elementerne for en
synergieffekt.
9.5. Virksomhedens størrelse
Virksomhederne i undersøgelsen er alle store og ressource stærke. Dog er der alligevel et stort spænd,
omsætningsmæssigt, imellem Terma og Arla med henholdsvis ca. en mia. og 49 mia. kr. I forhold til ansatte
er der omkring 24.000 ansatte i Danfoss mod kun 1.100 i Foss. To af de mindste virksomheder, målt på
både omsætning og antal ansatte, Terma og Foss, ligger i hver sin ende af Lean modenheds skalaen.
Alligevel er der nogle mindre tendenser man kan opfange i undersøgelsen i forhold til størrelsesforholdet.
Netop Foss, som er utrolig Lean moden sammenlignet med de andre virksomheder, er en lille virksomhed i
det samlede perspektiv. Den er kommet utrolig langt på trods af, at den kun har arbejdet med Lean i få år.
At de er kommet så langt, skyldes til dels deres størrelse, formentligt. For modsat virksomheder som

56
eksempelvis Danfoss og Grundfos, så kan de eksekvere tiltag meget hurtigere, da organisationen ikke er så
stor. For at Danfoss og Grundfos skal kunne implementere Lean forholdsvis hurtigt, er det nødvendigt for
dem at have en meget stor Lean afdeling, hvilket de også har opbygget ved fx Danfoss. Velux som er tæt på
samme modenhedsniveau som Foss, er også en stor virksomhed (omsætning og ansatte), men de har til
gengæld arbejdet med Lean filosofien i mange år. Derfor er der en mindre sammenhæng i mellem hvor
hurtigt implementeringen sker, og størrelsen på virksomheden. Dog er en vigtig faktor stadigt, hvor
engageret ledelsen er i Lean arbejdet og hvor mange ressourcer den er villig til at ofre for en succesfuld
implementering. Ulempen ved mindre virksomheder er dog, at de ikke er helt så kapitalstærke som de
store. Selvom alle undersøgelsens virksomheder er ressourcestærke, så er der alligevel en forskel mellem
dem. Terma og Cheminova er eksempelvis en smule presset økonomisk og er, i sammenhold med ledelsens
engagement, ikke i stand til at ofre mange flere ressourcer på Lean arbejdet.
Små virksomheder kan hurtigt implementere Lean filosofien pga. organisationsstørrelsen, men de er til
gengæld ikke så ressourcestærke, hvilket kan begrænse indsatsens og gøre dem mere sårbare i
økonomisktrængte tider. En vigtig faktor i størrelsesforholdet, er helt klart ledelsens Lean engagement. For
med en virksomhed som Terma, viser Foss’ store succes med Lean, at der er gode muligheder for blive
mere Lean på relativt kort tid, hvis implementeringen intensiveres og ledelsen dedikerer sig.
Virksomhedernes baggrund har dog ud over selve størrelsen, også en betydning for hvor svært det kan
være at implementere Lean. Dette ses der på i næste afsnit.
9.6. Virksomhedens baggrund
En virksomheds baggrund kan være ganske betydelig for en succesfuld Lean implementering.
Virksomhedens baggrund kan meget godt beskrives som et fundament, som Lean filosofien skal bygges op
på. Derfor er det ikke uinteressant hvordan fundamentet ser ud. I dette afsnit ses der på om nogle af
virksomhederne pga. deres baggrund, står overfor større eller mindre udfordringer i forbindelse med Lean
implementeringen end andre.
9.6.1. Produktion
Selvom alle undersøgelsens virksomheder er produktionsvirksomheder, er der store forskelle i
sværhedsgraden i produktionen. Foss’ produktion er meget præget af samlearbejde. I grove træk indkøber
de delkomponenterne og samler dem ved håndkraft. Uden at have det store kendskab til produktionen,
vurderes dette til at være mere simpelt end ved produktionen i eksempelvis Grundfos og Danfoss. Netop de
to virksomheder har også flere forskellige slags produkter under deres divisioner. De har altså en mere
avanceret og differentieret produktion. Af den grund kan Lean, med tanke på de specifikke værktøjer, være
sværere at implementere. Værktøjerne kan i hvert fald være mere tidskrævende at implementere. Dog kan
der også være mere at hente ved avancerede produktioner, da spildet kan være sværere at se ved første
øjekast. Yderligere er det værd at tilføje at nogle produktioner, begrænser brugen af nogle bestemte
værktøjer. Da Foss ikke har en maskinproduktion, er SMED ikke et brugbart værktøj. Desuden kan Arla og
Cheminova ikke gøre brug af alle værktøjer, da disse virksomheder har en procesproduktion. Jo mere
produktionsprocesserne hos virksomhederne minder om Toyotas, desto mere kan virksomhederne også
benytte sig af Lean værktøjerne.
57
9.6.2. Virksomhedskultur
Virksomhedskulturen kan også være afgørende for Lean implementeringen, både i relation til en succesfuld
implementering og hastigheden for implementeringen. En virksomhedskultur hvor medarbejderne er åbne
for forandringer, gerne vil udfordres og hvor der opfordres til at tage ansvar, er et ganske godt fundament
til en Lean kultur. På baggrund af denne undersøgelses virksomhedsbesøg, er det svært at danne sig et
fuldstændigt billede af kulturen i de pågældende virksomheder. Heldigvis var de Lean ansvarlige ganske
åbne om virksomhedskulturen, og hos to virksomheder virkede virksomhedskulturen især til at have en
betydning.
Cheminova og B&O ligger meget isoleret i det vestjyske. Da medarbejderne ikke har så mange alternative
jobmuligheder, har de typisk arbejdet der i rigtig mange år. Det betyder at jobbet med stor sandsynlighed
er blevet meget rutinepræget, og at medarbejderne er rigtig godt inde i processerne i deres respektive
arbejdsopgave. Det virker til at have den betydning, at de er knapt så omstillingsparate og ikke ynder
forandringer, hvilket der indirekte blev givet udtryk for ved disse virksomheder. Derved får de det sværere
ved at arbejde med Lean. Både det at ingen skal komme og fortælle hvordan de skal gøre deres arbejde,
men også ved at tænke selvstændigt i måder at optimere processerne på. Ved Terma var det derimod
omvendt med virksomhedskulturen, som virkede til at være en mere forandringsvillig kultur. Dette
underbygger igen, at der er et godt fundament for, at Terma kan få succes med Lean.
9.6.3. Uddannelsesniveau
Da netop Terma laver nogle avancerede produkter, antages det at arbejdsprocesserne er krævende, og
deres ansatte har et vist uddannelsesniveau for at kunne varetage jobbet. Dette gør at medarbejderne er
bedre til at forstå Lean tankegangen, men også mere ændringsvillig. Uddannelsesniveauet blandt de
ansatte kan også have stor betydning når der snakkes top-down kontra botton-up. Jo højere
uddannelsesniveau, jo større incitament til at gører brug af bottom-up princippet. For man må antage at
medarbejdere uden nogen form for uddannelse, ikke er i stand til at tænke selvstændigt i samme grad som
folk med en uddannelse. I afsnittet om Cheminova nævnes det også, at den Lean ansvarlige så det
uddannelsesmæssige niveau hos Cheminova, som et plus i forhold til at arbejde med Lean. Alligevel ønskes
det her at implementeringen skal ske langsomt, da den grundlæggende virksomhedskultur er meget
karakteristisk.
For at opsummere tyder det altså på, at virksomhedens baggrund kan have en betydning for Lean arbejdet.
Jo mere avanceret en produktion er, jo svære må det også være at implementere Lean værktøjerne, eller i
hvert fald mere tidskrævende. Der kan dog også være mere spild at fjerne. Virksomhedskulturen i
virksomheden kan være et godt fundament til Lean, hvis den har mange paralleller med Lean kulturen,
eksempelvis forandringsparathed. Og endelig kan uddannelsesniveauet have en betydning, ikke mindst i
forhold til implementeringshastigheden, men også i relation til brugen af top-down kontra bottom-up
principperne. Virksomhederne i denne undersøgelse er geografisk spredte, og laver vidt forskellige
produkter. Dette falder umiddelbart godt sammen med, at virksomhederne arbejder på deres egen måde
med Lean. Nogle har større nytteværdi af visse Lean elementer end andre, og netop derfor tilpasses Lean
disse virksomheder.

58
9.7. Vurdering af de afgørende faktorer
Af ovenstående afsnit kan det tolkes, at der er visse faktorer som er væsentlige i forhold til at få
implementeret Lean succesfuldt. Det skal dog gøres klart, at der ikke er nogen entydig konklusion på
hvordan Lean bliver en succes. Generelt er der nogle faktorer, som passer godt sammen. I afsnittet er der
både nogle faste faktorer og nogle variable faktorer. De faste faktorer er eksempelvis ejerskabet,
virksomhedens størrelse (som dog kan påvirkes over tid), og ikke mindst virksomhedens baggrund. De
variable faktorer er fx hvor i høj grad Lean ønskes tilpasset til virksomheden, formålet med Lean og
implementeringsmåden(bottom-up kontra top-down). Der vil nu blive set på, om der er nogle tydelige eller
afgørende sammenhænge, mellem nogle af de faste og variable faktorer.
Ses der først på den faste faktor, ejerskab, er der nogle klare elementer man kan drage fordel af i forhold til
dette. Der bliver generelt givet udtryk for en større frihed hos de privatejede virksomheder, hvilket kan
være fordelagtigt i forhold til Lean implementeringen. At resultaterne eksempelvis ikke skal falde med det
samme gør, at man i højere grad kan tillade sig, at følge en bottom-up tilgang. Her vil resultaterne ikke
være så synlige i starten, men jf. teorien og ikke mindst en virksomhed som Velux, kan det med tiden
medføre stor succes med Lean. Ud over dette kan det siges, at formålet med Lean heller ikke behøver at
være så resultatorienteret. Formålet kan sagtens være at yde høj kundeservice, uden at dette vil være en
skuffende vision. I børsnoterede virksomheder kan det sandsynligvis stille ledelsen overfor et problem, hvis
målet blot er høj kundeservice. Det sker da aktionærerne vil se resultater, og at det altså er mere
resultatorienteret at have effektivisering som formål. Resultater kan dog sagtens skabes ved at have
kunden i fokus, da dette som fx i Foss både medføre at man vil effektivisere sig ved at gøre arbejdet til en
god pris, og samtidig have en høj kvalitet. Samtidig kan en ekstraordinær god kundeservice føre til mersalg.
Virksomhedens størrelse vurderes som en meget afgørende faktor, og det virker umiddelbart til at denne
faktor er mindst lige så afgørende som ejerskabet. Dette vurderes ud fra de to største virksomheder i
undersøgelsen Arla og Danfoss. Ejerskabet i disse virksomheder er helt forskelligt, men i forhold til de tre
variable faktorer adskiller de sig ikke i særlig høj grad. De har udviklet deres helt eget Lean program,
arbejder med interne konsulenthuse, deres implementeringsmetode er top-down præget, og det ønskes at
effektivere organisationen. Danfoss har altså på trods af at virksomheden er privatejet, valgt at fokusere på
faktorer som i høj grad kan skabe hurtige resultater. Velux er dog et eksempel på, at en stor virksomhed
kan anvende bottom-up tilgangen, men om dette også har været metoden siden 2001 vides ikke.
Implementeringsmåden er som nævnt variabel, og derfor kan den sagtens gå fra top-down til bottom-up,
som også forklares i afsnit 9.4 om Implementeringsmåden. Det vurderes jf. de to afsnit om henholdsvis Arla
og Danfoss, at der for meget store virksomheder, kan drages fordel af en top-down implementering af
Lean. I hvert fald på kort sigt. På længere sigt skal der tænkes med bottom-up, da dette ifølge teoriafsnittet,
er måden hvorpå en Lean kultur skabes og hele tiden forbedres.
I forhold til den sidste faste faktor, virksomhedens baggrund, ses der også nogle tendenser. Den kulturelle
baggrund kan nemlig have en betydning, for valget af implementeringsmåde. I de to vestjyske
virksomheder, er der en meget stærk grundlæggende kultur, hvilket betyder at Lean i høj grad skal tilpasses
virksomheden. Lean skal i højere grad være en filosofi, som man langsomt vender sig til at arbejde med.
Selvom implementeringsmåden hos Cheminova har været top-down præget i selve udførelsen, men der
blev også givet udtryk for at Lean skal bredes langsomt og mere organisk, som hos B&O. Der kan altså være

59
nogle stærke kulturelle rødder, som gør at det findes nødvendigt at tilpasse Lean. Tilpasse filosofien
således, at det ikke er noget ansatte skal tvinges til at bruge, men snarere få øje for og dermed lyst til at
bruge. Både hos Cheminova og B&O var en afgørende faktor i forhold til Lean, at implementering skal ske
langsomt.
Der er altså en lang række afgørende faktorer, som uundgåeligt går hen og får indflydelse på Lean
implementeringen. Der er nogle tendenser i forhold til hvordan disse faktorer kombineres, men også store
forskelle. Det vurderes overordnet set at det er vigtigt for virksomhederne, at finde ud af hvad man vil med
Lean. At se på hvordan Lean passer ind i virksomheden, og vurdere hvor mange ressourcer man vil bruge på
det, er en god start. Herfra kan der lægges en strategi for hvordan Lean implementeringen skal gribes an. I
forhold til de faste faktorer ejerskab, størrelse og baggrund, vurderes det at der kan drages nogle fordele
ved at have disse faktorer med i betragtningen, når den strategiske planlægning af Lean implementeringen
skal lægges eller omlægges. Generelt er der ikke nogen undskyldning for ikke at bruge Lean, og specielt ikke
for danske virksomheder. Her er produktiviteten ikke i top, og når lønningerne samtidig er høje, må det
siges at Lean i høj grad virker som fremtidens løsning. Problemet er at Lean kan virke dyrt, og ikke mindst
uoverskueligt. Det er yderst forståeligt at virksomheder som Terma, B&O, Johnson Controls og Cheminova,
er blevet fokuseret på Lean efter en presset periode med hensyn til økonomien. Det er dog synd at den
økonomiske udvikling skal være så afgørende for, at starte eller intensivere Lean implementeringen.
10. Konklusion På baggrund i de 14 principper der beskriver Lean filosofien, kan Lean tolkes på mange måder. Ud fra
teorien kan der uddrages to elementer, som er ganske forklarende for filosofien. Værktøjer er det ene
element, og kultur er det andet. Vurderingen af virksomhedernes Lean modenhed, sker derfor ud fra disse
to elementer. Illustrativt kan et diagram opstilles, hvor de to elementer udgør de to akser. Virksomheder
der ikke er Lean, placeres i bunder af begge akser, mens Toyota må antages være placeret i toppen af
begge akser, altså i øverste højrehjørne.
Hos undersøgelsens ni virksomheder, er der stor variation mellem deres modenhed. Foss og Velux er de
mest Lean modne. Den ene er dog mere moden på kultur end på værktøjer, og omvendt. I den anden ende,
befinder Terma sig, efterfulgt af B&O. Terma er ganske ny inden for Lean, mens B&O ikke arbejder
systematisk med Lean i produktionen, men netop er begyndt i administrationen. Cheminova og Johnson
Controls er en smule mere modne. Endnu mere modne er Grundfos, Danfoss og Arla. Arla skiller sig særligt
ud, ved at være meget mere moden i forhold til værktøjer, end i forhold til kultur. En tydelig tendens er, at
virksomhederne er mest modne i forhold til værktøjer. Dette er givetvis fordi værktøjerne giver en
hurtigere virkning, men især fordi de implementerer efter ”learning by doing”-princippet. På trods af at
virksomhederne i undersøgelsen åbenlyst melder ud, at de arbejder med Lean, er der stadig langt i forhold
til Lean i Toyota. Kun to virksomheder, Foss og Velux, ligger i den øverste højre kvadrant i Lean Maturity
modellen. Således må det også siges, at der er meget der kan og burde arbejdes på. Lean er dog trods alt
relativt nyt i mange af virksomheder, og forhåbentligt vil der ske positive ændringer i Lean Maturity
modellen i fremtiden. Specielt taget Danmarks konkurrencemæssige situation i betragtning.
Lean er en filosofi der af de besøgte virksomheder vurderes, at være mest optimal i en vækst periode.
Vækst skal dog ikke ses som en forudsætning. Flere af virksomhederne har først for alvor startet eller

60
intensiveret Lean implementeringen, pga. at der er oplevet et fald i omsætningen, eller et ikke-
tilfredsstillende resultat. Dette er tilfældet hos Cheminova, Johnson Controls og B&O. Ellers har den
økonomiske udvikling ikke haft den store betydning for Lean implementeringen, specielt ikke for de
virksomheder der har arbejdet med Lean i mange år. Fyringer og Lean holdes generelt helst adskilt, og kun
hos Cheminova henvises fyringer direkte til Lean. Virksomheder som Terma og Danfoss, vil dog ikke
udelukke at Lean kan føre direkte til afskedigelser i fremtiden.
Undersøgelsen viser at der er visse faktorer, som kan være afgørende i forhold til at få implementeret Lean
succesfuldt. Der kan dog langt fra gives nogle garantier. Der findes nogle faste faktorer som ejerskab,
virksomhedens størrelse og virksomhedens baggrund. De variable faktorer er i denne opgave
tilpasningsgraden af Lean, formålet med Lean og implementeringsmåden, hvor især tilgangene top-down
og bottom-up har betydning. I forhold til ejerskabet er privatejet umiddelbart det mest optimale, da der er
mere frihed til at tænke langsigtet. Dette faktum passer godt til bottom-up tilgangen. De private
virksomheders formål med Lean, behøver heller ikke nødvendigvis at være effektivisering. De kan have et
bredere perspektiv som fx kundeservice, hvilket de to mest Lean modne virksomheder i undersøgelsen har.
Virksomhedens størrelse kan have en stor betydning for implementeringsmåden, da top-down metoden
her virker oplagt, og samtidig ser ud til at skabe resultater. På baggrund af teorien anses der dog som
nødvendigt med noget bottom-up, for at opnå en Lean kultur og vedvarende resultater. Virksomhedernes
baggrund tæller hvor avanceret produktionen er, virksomhedskulturen og udannelsesniveauet. Som følge
af at virksomhederne alle har en forskellig baggrund, vælger hovedparten i høj grad til tilpasse Lean.
Afrundingsmæssigt anses det derfor som vigtigt, at der laves en analyse af virksomheden, og at der ses på
hvad man gerne vil med Lean, før strategien lægges for implementeringen. Det har de mest Lean modne
virksomheder i undersøgelsen gjort, og således ses der positivt på Lean i fremtiden Danmark.
Problemstillingen i opgaven, er besvaret igennem et casestudie med ni danske produktionsvirksomheder.
Konklusionen er af den grund, dannet på baggrund af information hentet hos disse virksomheder. Dette
betyder at konklusionens indhold, og graden af generalisering, direkte begrænser sig igennem
metodevalget, når den begrænsede undersøgelses tid, også tages med i betragtningen.
Den anvendte metode til besvarelse af opgavens problemstilling, vurderes alligevel som værende
hensigtsmæssig. Dette skal ses i forhold til et eventuelt alternativt metodevalg. Alternativet kunne være en
metode, af kvantitativ karakter. Oplevelsen ved udarbejdelsen af denne opgave er dog, at dette ikke vil
være en egnet løsning. Denne vurdering skal ses i lyset af, at det eksempelvis ikke er muligt, at lave et
fyldestgørende spørgeskema vedrørende problemstillingen. Lean kan betragtes ganske bredt, og det kan
bedst håndteres ved den kvalitative metode. Det var ganske tydeligt, at de forskellige begreber under Lean
filosofien, havde forskelligt indhold og andre betydninger for mange af virksomhederne. Derfor ville en
kvantitativ metode ikke være særlig praktiserbar, da validiteten i høj grad ville svækkes ved, at elementerne
inden for Lean vil blive tolket forskelligt. Den kvalitative metode giver mulighed for, gradvist at tilpasse
spørgsmålene således, at man også er sikker på der snakkes om de samme ting. Hvis en kvantitativ metode
var gunstig til besvarelse af problemstillingen, kunne man til gengæld bedre generalisere resultatet pga. af
de flere respondenter. Men da dette ikke er tilfældet, vurderes den valgte metode til at være
hensigtsmæssig. Desuden kan undersøgelsen med fordel bruges som udgangspunkt, til en mere
dybdegående undersøgelse af de konkrete problemstillinger, hvilket tidsbegrænsningen afstår denne
opgave fra.

61
11. Litteraturliste
BØGER
Liker, Jefferey K. (2004): The Toyota Way – 14 Management Principles from the world’s greatest
manufacturer. McGraw-Hill
Womach, James P.; Jones, Daniel T.; Roos, Daniel (1991): Princippet der ændrede verden – Trimmet
produktion. HarperPerennial/Centrum
Drejer, A.; Eskildsen J.K.; Brandi, S.; Hildebrandt, S. (2009): Ledelse i skrumpende markeder. Børsens Forlag
Kobayashi, Iwao (1988): 20 Keys to workplace Improvement. Productivity Press
Brooks, Ian (2009): Organisational Behaviour - Individuals, Groups and Organisation. Pearson Education
Limited
Yin, Robert K. (1989): Case Study Research – Design and methods – Applied Social Research Methods Series.
Sage Publications
Flyvbjerg, B. (1991): Rationalitet og magt : Bind I: Det konkretes videnskab. Akademisk Forlag
Rother, Mike.; Shook, John (2003): Learning to see - Value Stream Mapping to Add Value and Eliminate
MUDA. Lean Enterprise Institute
HJEMMESIDER
Top1000.dk
Toyota.dk
Arla.dk
Foss.dk
Johnsoncontrols.dk
toyota.co.jp/en/vision/message
oem.dk
ÅRSRAPPORTER
Terma, 2010
Arla, 2010

62
Grundfos, 2010
Bang og Olufsen, 2010
VKR (Velux), 2010
Foss, 2010
Johnson Controls Danmark, 2010
Auriga (Cheminova), 2010
Danfoss, 2010
KILDER
Søren From, Terma (Lystrup)
Michael Klit, Terma (Lystrup)
Maria Louise Bisgaard, Grundfos (Bjerringbro)
Brian Dohn-Bassøe, Arla (Viby J.)
Freddy Hedegaard Nielsen, Bang & Olufsen (Struer)
Anders Ellegaard, Velux (Østbirk)
Jacob Kjeldgaard Olsen, Velux (Hørsholm)
Henrik Lindegaard, Foss (Hillerød)
Martin Lund, Johnson Controls (Højbjerg)
Niels Bækdal, Cheminova (Harboøre)
Jens Andresen, Danfoss (Nordborg)
Tak til
Vejleder Thomas Borup Kristensen

63
Bilag 1
Kilde: oem.dk – Publikationer - Konkurrenceevneredegørelse 2010

64
Bilag 2
Kilde: oem.dk – Publikationer - Konkurrenceevneredegørelse 2010

65
Bilag 3
Spørgeramme - til interviews af Lean ansvarlige i virksomhederne
Indledningsvist:
• Navn:
• Stilling:
• Uddannelse & Lean baggrund:
• Tidligere erfaring:
Fakta:
• Hvor lang tid har i arbejdet med Lean?
• Hvor stor en del af virksomheden er omfattet af Lean?
• Hvor mange ansatte arbejder direkte med Lean implementering(En Lean afdeling)?
• På hvilke områder arbejder I med Lean? (Administration, fabrikker osv.)
• Arbejder fabrikkerne sammen omkring Lean eller gør de det selvstændigt?
Lean opfattelsen:
• Hvad er din definition af Lean?
• Ser du din opfattelse af Lean, som den alment gældende opfattelse i virksomheden?
Brugen af Lean
• Hvad er jeres formål med at arbejde med Lean?
• Har I fokus på langsigtede resultater frem for kortsigtede finansielle resultater?
• Kan du nævne nogle konkrete elementer af Lean, som i bruger i jeres virksomhed?
• I forhold til din opfattelse af Lean, hvad føler du så i lægger mest vægt på?
• Er der nogle forhold i Lean, som du synes i bruger for lidt, eller måske decideret mangler?
• Er nogle elementer af Lean som i har valgt at droppe? (Evt. pga. manglende resultater)
Fordybning i værktøjerne
• Er du bekendt med følgende, benytter I jer af det og hvordan er effekten?
• Muda – eliminering af spild
� Value Strem Mapping
• Træk-system
� Just-in-time
� Kanban
• Heijunka (udjævning af arbejdsbelastningen)
� Mura & muri (brug af SMED)
• Jidoka (stod produktionen, ret fejl = rette kvalitet første gang)

66
� Andon
• Standardiserede opgaver
• Visuel styring
� S5
Fordybning i filosofien
• Når I skal bruge nye ledere der er berørt at Lean, foretrækker I så at rekruttere udefra eller udvikle
dem internt i virksomheden?
• Hvor vigtigt er det for Jer at ledere på forskellige niveauer har et stort kendskab til Lean?
• I hvor høj grad går I op i at udvikle velfungerende teams i produktionen og den øvrige organisation?
• I hvor høj grad går I op I at udvikle medarbejderne, så de følger virksomhedens Lean filosofi?
• Udfordre I jeres leverandører og andre partnere, ved at stille krav og udfordre dem?
• Hjælper I jeres leverandører med at forbedre sig i nogen grad?
• Benytter I jer af meningerne med begreberne Gemba eller Genchi Genbutsu?
• Er I hurtige til at træffe strategiske eller taktiske beslutninger i virksomheden?
• Har I mange overvejelser og muligheder inde i billedet?
• Ved implementeringen derefter, hvor hurtige er I så (i hvilket tempo)?
• Reflektere I løbende om jeres processer er tilfredsstillende?
• Laver i løbende forbedringer I jeres organisation?
• Er det en kultur i jeres virksomhed, hele tiden at reflektere og lave løbende forbedringer?
Lean i forhold til virksomhedens situation:
• Hvad har grundlæggende været årsagen til tilbagegangen i omsætningen i år XXXX?
• Havde jeres tilbagegang i omsætningen nogen indflydelse på hvordan I brugte Lean?
• Hvad er årsagen til afskedigelserne i år XXXX?
• Har jeres brug af Lean, på nogen måde haft indflydelse på udviklingen i antallet af medarbejdere?
Lean processen
• Hvordan i kom i frem til at Lean var noget i ville bruge i jeres virksomhed?
• Hvordan kom i så fra tanken, til selv begyndelsen af Lean implementeringen?
• Hvordan foregik/foregår implementeringen i praksis?
• Hvor langt føler i at I er nået med implementeringen af Lean?
Målinger og resultater
• Bruger i nogle konkrete metoder, til at måle på eventuelle forbedringer produktionsprocessen?
• Kan nogle af jeres målingsresultater direkte henføres til Lean?
Lean, fremtiden og DK
• Hvordan ser du Lean i et fremtidigt perspektiv, i forhold til jeres virksomhed?
• Ser du Lean som fremtiden for Danske virksomheder?

67
Bilag 4
Lean filosofi
Visualisering
Standardiserede processer
Heijunka
Just-in-time
Jidoka
Bedste kvalitet – Laveste omkostning – Kortest
gennemløbstid – Højeste sikkerhed – Højeste moral
Reduktion af spild
Mennesker og teamwork
Løbende forbedringer
Teknisk Ledelse
Filosofi
Mennesker
Figur 1 - Lean trekanten Kilde: Liker (2004)
Figur 2 - Lean huset Kilde: Liker (2004)

68
Bilag 5
Lean i Terma
Terma har pr. januar 2011 ansat deres første Lean Manager, Søren From og han skal nu føre Terma hen
imod en mere Lean virksomhed. Søren har erfaring med Lean fra sit tidligere arbejde og står nu alene med
ansvaret for at sætte gang i flere års stillestående Lean tilstand. Søren er blevet tilknyttet Termas største
afdeling Integrated Defenses System, som er en af de to afdelinger i virksomheden som arbejder med Lean.
Efter en samtale med henholdsvis Søren From og en produktionsleder, Michael Klit, er der blevet dannet et
klart billede af Termas arbejde med Lean. Hermed menes hvordan der tænkes Lean blandt medarbejderne,
og hvor langt Terma er med implementeringen. Sørens opfattelse af Lean er dannet på baggrund af et tæt
samarbejde med to McKinsey konsulenter på hans tidligere arbejdsplads. Han ser Lean som tre elementer.
Først og fremmest er der driftssystemerne, som er de mere håndgribelige og synlige værktøjer. Dette kunne
bl.a. være Value Stream Mapping, SMED, 5S osv. Det andet element er ledelse og organisation. Ifølge
Søren, er det vigtigt at dette element er målrettet og performance drevet. Det sidste element er holdninger
og adfærd. Her refereres direkte til kulturen i virksomheden. Søren har et klart billede af, at Lean er for
medarbejdernes skyld, hvilket han prøver at overføre til Terma.
”Hvis jeg går ud til en produktionsleder og siger nu skal vi køre Lean i dit område, så allerede der er kæden
hoppet af. Jeg vil hellere at han kommer og spørg mig, fordi vi laver Lean for hans hverdag skal blive
bedre”42
Terma startede i sin tid med Lean fordi de havde en utrolig stor kapitalbinding i produktionen, og ledelsen
vurderede at den rentebærende gæld ville blive et problem i fremtiden. Deres produkter er af særlig høj
teknologisk karakter og har dertil en høj binding pr. produkt. Eksempelvis nævnte Søren From en
komponent til fly, som havde en værdi på over $25.000 pr. stk. Ledelsen på daværende tidspunkt, ville
derfor opnå en hurtigere gennemløbstid ved at implementere Lean. Rent praktisk fik Terma hjælp af AMU
konsulenter som holdte interne Lean kurser, primært om 5S. Derfor er 5S i dag kendt af alle i
organisationen, timelønnede som administrative medarbejdere, og det er et vigtigt værktøj i produktionen.
Udover 5S, er også Kaizen kendt, da de løbende kører nogle Kaizen events. Terma har tidligere forsøgt sig
med andre Lean værktøjer, men ifølge Søren har forsøget på implementeringen ikke været helhjertet nok,
og derfor ikke været en succes. I forhold til kulturen i Terma, så anser Søren den ikke til at være særligt
påvirket af Lean. Mange timelønnede har et indtryk af, at 5S er essensen af Lean. Dog er de meget
engageret i at optimere deres arbejde, og er ifølge Søren, forandringsparate. Dog skal det tilføjes at de
ældre arbejdere er knap så modtagelige overfor nye inputs. Søren vurderer ud fra forandringsparatheden,
at de har et fint fundament til at opbygge en god Lean kultur.
Termas nedgang i ordre og stagnerende omsætning, har ifølge Søren, ikke haft nogen indflydelse på
arbejdet med Lean. Deres afskedigelser har ikke været på bekostning af Lean, men kan bedre henføres til
den samfundsøkonomiske udvikling. Samtidig kan de stigende produktionsomkostninger i forhold til
omsætningen de seneste par år, ifølge Søren, ikke tildeles arbejdet med implementering af Lean. Dette er
dels fordi Lean investeringerne har været begrænset og dels fordi at Terma direkte har investeret i nye
42 Interview med Lean Manager ved Terma, Søren From. Onsdag d. 2/3 2011
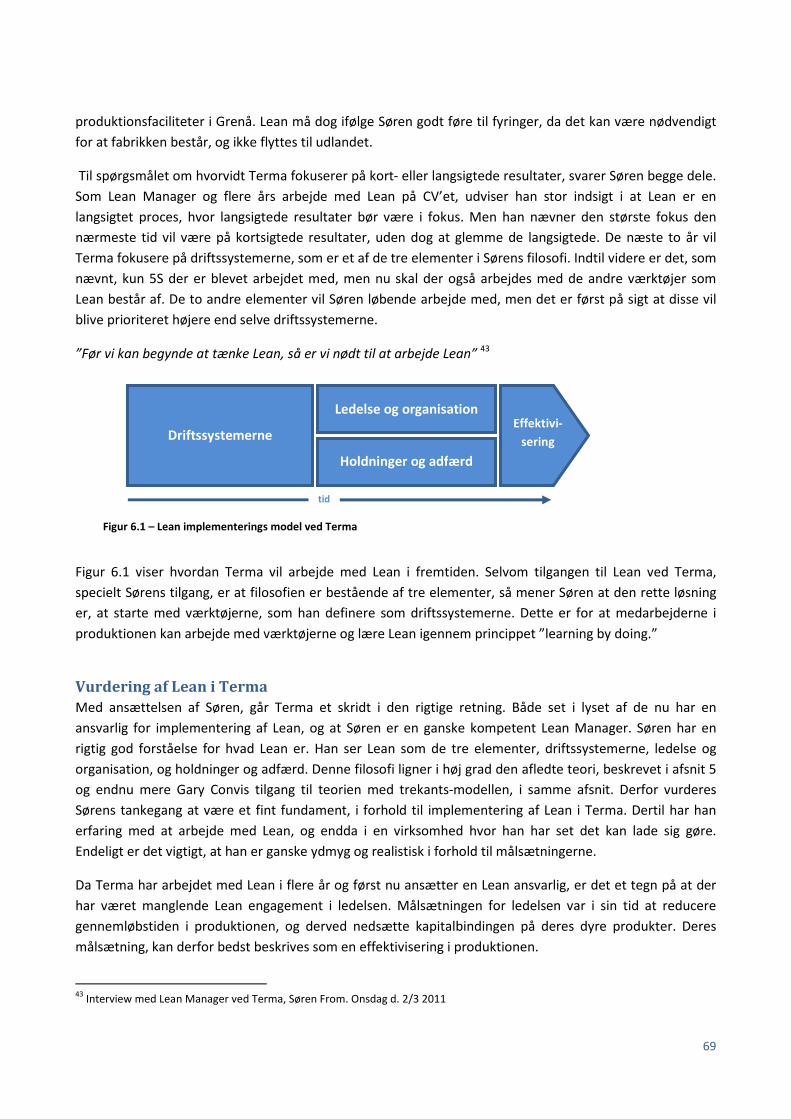
69
produktionsfaciliteter i Grenå. Lean må dog ifølge Søren godt føre til fyringer, da det kan være nødvendigt
for at fabrikken består, og ikke flyttes til udlandet.
Til spørgsmålet om hvorvidt Terma fokuserer på kort- eller langsigtede resultater, svarer Søren begge dele.
Som Lean Manager og flere års arbejde med Lean på CV’et, udviser han stor indsigt i at Lean er en
langsigtet proces, hvor langsigtede resultater bør være i fokus. Men han nævner den største fokus den
nærmeste tid vil være på kortsigtede resultater, uden dog at glemme de langsigtede. De næste to år vil
Terma fokusere på driftssystemerne, som er et af de tre elementer i Sørens filosofi. Indtil videre er det, som
nævnt, kun 5S der er blevet arbejdet med, men nu skal der også arbejdes med de andre værktøjer som
Lean består af. De to andre elementer vil Søren løbende arbejde med, men det er først på sigt at disse vil
blive prioriteret højere end selve driftssystemerne.
”Før vi kan begynde at tænke Lean, så er vi nødt til at arbejde Lean” 43
Figur 6.1 viser hvordan Terma vil arbejde med Lean i fremtiden. Selvom tilgangen til Lean ved Terma,
specielt Sørens tilgang, er at filosofien er bestående af tre elementer, så mener Søren at den rette løsning
er, at starte med værktøjerne, som han definere som driftssystemerne. Dette er for at medarbejderne i
produktionen kan arbejde med værktøjerne og lære Lean igennem princippet ”learning by doing.”
Vurdering af Lean i Terma
Med ansættelsen af Søren, går Terma et skridt i den rigtige retning. Både set i lyset af de nu har en
ansvarlig for implementering af Lean, og at Søren er en ganske kompetent Lean Manager. Søren har en
rigtig god forståelse for hvad Lean er. Han ser Lean som de tre elementer, driftssystemerne, ledelse og
organisation, og holdninger og adfærd. Denne filosofi ligner i høj grad den afledte teori, beskrevet i afsnit 5
og endnu mere Gary Convis tilgang til teorien med trekants-modellen, i samme afsnit. Derfor vurderes
Sørens tankegang at være et fint fundament, i forhold til implementering af Lean i Terma. Dertil har han
erfaring med at arbejde med Lean, og endda i en virksomhed hvor han har set det kan lade sig gøre.
Endeligt er det vigtigt, at han er ganske ydmyg og realistisk i forhold til målsætningerne.
Da Terma har arbejdet med Lean i flere år og først nu ansætter en Lean ansvarlig, er det et tegn på at der
har været manglende Lean engagement i ledelsen. Målsætningen for ledelsen var i sin tid at reducere
gennemløbstiden i produktionen, og derved nedsætte kapitalbindingen på deres dyre produkter. Deres
målsætning, kan derfor bedst beskrives som en effektivisering i produktionen.
43 Interview med Lean Manager ved Terma, Søren From. Onsdag d. 2/3 2011
Driftssystemerne
Ledelse og organisation
Holdninger og adfærd
Effektivi-
sering
tid
Figur 6.1 – Lean implementerings model ved Terma
70
Indtil nu, tyder det heller ikke på at der er brugt særligt mange ressourcer på Lean. Der har været nogle
interne kurser af nogle AMU konsulenter. Valget af netop disse konsulenter, har været pga. af et
kommunalt tilskud, kan man indirekte tyde af Søren. Uden at vide meget om netop disse konsulenters
kompetencer, lyder det ikke særligt ambitiøst af ledelsen, når den træffer beslutninger på baggrund af
muligheder for kortsigtede besparelser. Ledelsen er dog efter Sørens ansættelse blevet mere engageret og
optaget af Lean arbejdet, især deres Vice President.
Medarbejderne er, efter Sørens opfattelse, ikke særligt Lean bevidste. Da deres kurser primært har
omhandlet 5S, har de fået den opfattelse, at 5S er lig med Lean. Dette er selvfølgelig helt forkert og ikke
særlig ideel for Termas fremtidige arbejde med Lean. Det er nødvendigt, at de får en anden opfattelse af
Lean. Heldigvis har deres produktionsledere, som har en teamleder funktion, et bedre billede og forståelse
af Lean. Her refereres til samtalen med Michael Klit. Af den grund er kommunikation fra deres Lean
Manager og produktionsledere til medarbejderne, ganske essentielt for at deres opfattelse af Lean kan
ændres. Dertil er det også vigtigt med yderligere kurser, hvor andre værktøjer og principper præsenteres.
Søren indrømmer åbenlyst at der ikke er en Lean kultur i virksomheden. Det må også siges at være ganske
naturligt, når medarbejderne i høj grad tror, at Lean er lig med 5S. Men han nævner også, at fundamentet
til at opbygge en god Lean kultur er der. Dette underbygges også af samtalen med produktionslederen,
Michael. Så selvom de ikke er ret langt kulturmæssigt, så er der et grundlag for at de på sigt tænker mere
Lean i Terma. Derfor kan man godt argumenterer for, at de ikke befinder sig helt i nulpunktet på
kultursiden. For selvom at de ikke har rykket sig specielt meget kulturmæssigt efter påbegyndelsen af Lean
arbejdet, har de i forvejen været omstillingsparate og motiveret overfor forbedringer, hvilket er ganske
centralt i Lean. Sørens tilgang til, at man først kan tænke Lean, når man arbejder Lean, stemmer fint
overens med teorien, ”learning by doing” jf. afsnit 4.3.1. Så når de, de næste par år, har fokus på
driftssystemerne, betyder det, at der højst sandsynligt går rigtig mange år før, at man kan snakke om en
generel Lean kultur i virksomheden. Til deres forsvar, skal det dog tilføjes at Toyotas kultur, og hele deres
Lean (TPS) filosofi, blev skabt over flere årtier. Så selvom de ikke er særligt langt, hvad angår Lean kultur, er
de på rette vej.
Generelt vurderes det at Termas manglende Lean modenhed, efter så mange år, skyldes ledelsen og dens
syn og engagement i forhold til Lean. Først og fremmest, tyder det på, at deres syn har været, at Lean blot
har været nogle værktøjer der skulle indføres for at reducere gennemløbtiden. Måden de efterfølgende har
grebet sagen an på, i forhold til implementering, har heller ikke været særlig imponerende, og de har
tydeligvis ikke ønsket at bruge særlig mange ressourcer på ”projektet”. Heldigvis har de nu fået øjnene op
for Lean og hvad det kræver. Ansættelsen af Søren er derfor et skridt i den rigtige retning. Man kunne så
spørge om han alene mand, kan klare opgaven. Såfremt at han inddrager produktionslederne, som
heldigvis har et fint kendskab til Lean, kan det formentlig godt lade sig gøre. Efter Søren er kommet til, har
han formået, at få ledelsen endnu mere engageret i Lean arbejdet, og også gjort dem mere synlige i
produktionen, som medarbejderne ønsker. Det er også i samarbejde med ledelsen, at Søren er kommet
frem til en ny strategi i forhold til implementering af Lean. Det er dog tydeligt at Søren har mest at sige og
er den, der træffer beslutningerne omkring Lean. Dette burde dog være ledelsen der gjorde dette, så Søren
har derfor også prøvet at få ledelsen mere med ind i arbejdet, sådan at Søren nu rapportere direkte til
deres VP. Deres nye strategi som strækker sig over 5 år, lyder ganske realistisk. At fokusere på værktøjerne
de første to år, lyder også fornuftig i henhold til, at de først skal arbejde Lean før de kan tænke Lean. På

71
længere sigt og først når de har styr på deres egen organisation, vil de begynde at kigge den samlede supply
chain, herunder deres samarbejde med leverandører.
Det er utrolig tydeligt, at Terma ikke er særlig Lean modne, hverken i forhold til værktøjer eller kultur. I
produktionen arbejdes der med 5S og de har flere års erfaring. Det er endda ikke sikkert, at man kan
kategorisere det som 5S, da selv Søren kan være i tvivl, om det er en form for rengøring eller 5S. Det
betyder, at medarbejderne formentlig ikke er helt klar over formålet med 5S og det nok kræver en ny,
systematisk oplæring i værktøjet. Kaizen events gøres der brug af, men igen her, lyder det ikke til, at det har
givet den store effekt, hverken i forhold til effektivisering eller forståelse for Lean kulturen.
Det lyder til at der er en rigtig godt virksomhedskultur i Terma blandt medarbejderne. De beskrives som
engageret i at optimere deres arbejde og forandringsparate, hvilke må siges at være et rigtig godt
fundament til at opbygge en Lean kultur. Hvis beskrivelsen holder stik, vil introduktionen til nye værktøjer
højst sandsynlig, være ganske behjælpelig til, at medarbejderne får en god forståelse for Lean tangegangen,
og at de fremadsigtet kan tænke Lean ind i deres arbejde. Men så længe at forståelsen for Lean ikke er en
realitet, vurderes de ikke til at være særdeles langt med implementering af Lean kulturen. Terma er derfor
ikke helt uden en Lean kultur, da den nuværende virksomhedskultur har flere paralleller med Lean.
På trods af, at Terma vurderes til at være en smule længere kulturmæssigt, end med værktøjerne, så er det
på værktøjssiden, at de vil rykke sig mest de kommende år. For det er hovedsagligt værktøjerne der er i
fokus de næste to år. Søren vil indføre de værktøjer der er relevante for Terma igennem ”learning by
doing”-princippet. Så selvom Søren regner med, at de vil rykke sig langt i forhold til implementeringen af
værktøjer de næste par år, så vil medarbejderne samtidig få en bedre forståelse for hvad Lean er. Derfor vil
de langsomt tænke mere Lean og derved få en bedre Lean kultur. Dog vil de først fokusere på selve
implementeringen af kulturen om nogle år, da Søren ser dette som et mere langsigtet projekt. Først til den
tid vil Terma begynde at få den bedste effekt med Lean, da værktøjerne og kulturen derfor får en
synergieffekt.

72
Bilag 6
Lean i Arla
Hos Arla er Lean blevet en vigtig del af udviklingen i selskabet, dette fremgår af deres årsrapport, hvor
begrebet nævnes flere gange, og pointeres som et af nøglepunkterne i den strategiske udvikling.44 Brian
Dohn-Bassøe er ansat som Director for Global Lean Management, og har det overordnede ansvar for Arlas
danske drift steder. Arla er det største selskab i denne undersøgelse, og Brians ansvarsområder omfatter
således også omkring 60 mejerier, hvoraf det største har en omsætning på op imod 4 mia. Brian er
civilingeniør fra DTU, i produktion og ledelse, og har flere års erfaring fra konsulentbranchen med
effektivisering, organisering og governance arbejde i virksomheder.
Brian gjorde det meget klart, at Lean hos Arla, bestemt ikke må ses på som en religion. Lean kunne være
erstattet af andre begreber, som eksempelvis Production Excellence eller Operational Excellence, men er
valgt fordi det er et ord der efterhånden, er alment kendt. Arbejdet med Lean er meget resultatorienteret,
og sættes hos Arla meget i forbindelse med begreberne Performance Management og Governance.
Governance er ifølge Brian en vigtig forudsætning for at den videre Lean implementering, og i forhold til
begrebet refereres der til det, at få ensartet mejerierne i forhold til sammensætningen og
produktionsprocesserne. Når dette er gjort ligger fundamentet klart, til at der kan køres Lean programmer,
og især når Arla har så mange mejerier, som det er tilfældet, ser Brian dette som et helt centralt punkt i
forhold til at opnå succes med Lean hos Arla. Desuden ser Brian et begreb som forandringsledelse og ikke
mindst statistisk kontrol som værende utrolig vigtig.
Brian tydeliggjorde Arlas strategi i forhold til Lean projektet ved hjælp af en model, hvor han i midten skrev
World Class Business Performance, som er målet med arbejdet. Uden om dette mål var tegnet en trekant,
hvor der i hvert hjørne, var skrevet de væsentligste faktorer i forhold til at nå målet. Den første af de tre
faktorer er Effectiveness, som i Arla fx kunne være at der kørtes 10-20% mere råmælk igennem mejerierne,
med det eksisterende udstyr. Altså en forholdsvist omkostningsfri effektivisering, hvor målet er så stort
output som muligt i forhold til inputratioen. Dernæst påpegede Brian Efficiency, som den næste vigtige del
af strategien. Her refereres der til, at der eksempelvis kunne sættes et mål, i forhold til at spare 10-30% på
eksempelvis pr. kilo ost, eller pr. liter mælk der produceres. Dette kunne eksempelvis ske ved, at der kunne
stå fem medarbejdere ved et samlebånd i stedet for syv. Den sidste faktor i modellen er Flexibility, som
eksempelvis kunne omfatte, at fjerne så meget kompleksitet i processerne som muligt. Det kunne
eksempelvis ske ved at samle produkter i større familier. For illustration henvises til figur 6.2.
Selve Lean implementeringen startede i efteråret 2009, så det er stadig ganske nyt i Arla regi. Brian
udviklede konceptet, og fremlagde det for ledelsen som godkendte planen, og således kunne projektet
altså gå i gang. Det skal tilføjes at, forinden Arla startede selve deres Lean projekt, havde Brian kørt
governance programmer på de danske mejerier. Dette var sket med succes, således mejerierne var blevet
mere ensartet, med den fordel at den samme overordnede Lean forretningsplan kunne anvendes på alle
mejerier. Selve konceptet er der brugt et års tid på at udvikle, og er altså Arlas eget unikke koncept. Arlas
Lean afdeling består af lidt over 20 mand, og meningen er at denne afdeling skal fungere som et internt
konsulenthus. Disse konsulenter skal dog ses som management konsulenter, ikke deciderede Lean
44 Arla’s årsrapport 2010

73
konsulenter, forklarer Brian. Gruppen besøger så et mejeri af gangen, og her er der indtil videre kun blevet
besøgt de helt store mejerier, hvor der er de største besparelser at hente.
Selv processen foregår således, at Lean teamet laver en Current State analyse. Der ses på den nuværende
situation, i forhold til de kritiske faktorer. Herefter opstilles der en Future State, hvor en lang række ting
skal være forbedret i processerne. Det er så op til ledelsen på mejerierne at finde en række punkter de vil
arbejde med, for at nå til future staten inden for en bestemt tidshorisont. De får dog assistance fra Lean
teamet mht. implementeringen og læringen om Lean. Meningen med denne metode er, at der skal
opbygges en kultur hvor ledelsen i mejerierne hele tiden selv sætter nye mål i forhold til forbedringer. Lean
holdet vil være på det samme mejeri 8 uger i streg, og Brian nævner det er vigtigt at de kommer ud og er
synlige, og således fungere som rollemodeller for ledelsen og de ansatte på de forskellige mejerier. Selve
metoden er dog stadig, ifølge Brian selv, en top-down metode. Det skal forstås på den måde, at
beslutningerne for hvordan tingene skal gøres, bliver truffet i den øverste ledelse i Viby. Når noget er
godkendt af ledelsen i Viby, skal det forstås af topledelsen i hvert mejeri, og derefter af mejeriet
produktionsledere, og på den måde stille og roligt implementeres.
I forhold til brugen af værktøjer, så er det for Brian ligegyldig hvad de hedder, så længe de blot er med til at
optimere processerne. De gør eksempelvis brug af value stream mapping, 5S og SMED, men de bliver kun
brugt de steder hvor det for alvor giver mening. Standardisering af processerne er også et vigtigt element
hos Arla, men et meget væsentligt element som pull produktion er dog ifølge Brian ikke muligt for Arla at
anvende. Dette sker da Arla er et andelsselskab, som i princippet er ejet af deres underleverandører,
landmændene. Det skaber den situation, at landmændene levere så meget mælk de har lyst til, og det er
derefter op til Mejerierne at omdanne deres leverancer til produkter så billigt som muligt. For hele
selskabet gælder det om at få afsat så meget som muligt, og heldigvis er det således at overskydende mælk
kan omdannes til mælkepulver, der fungerer som en slags buffer, da det er langtidsholdbart.
Brian henfører direkte faldet i omsætningen i 2009, til et fald i mælkepriserne. Omsætningens overordnede
stagnerende udvikling, har hverken været med til at starte eller ændre arbejdet med Lean. Projektet med at
gøre Arlas mejerier mere Lean, omfatter kun få store mejerier indtil videre, men disse mejerier har opnået
store resultater, fortæller Brian, som samtidig gør det klart at det ikke har kostet nogle stillinger indtil
videre. Dette skal dog ses i lyset af, at de store mejerier hele tiden kører fuld kapacitet, og at det derfor
heller ikke er oplagt at fyre nogle af de ansatte. Ledelsen i Arla har fokus på de langsigtede resultater, og er
klar over at Lean skal være blivende. De løbende forbedringer skal ske ved at der hele tiden opstilles nye
mål. Disse mål skal ses i forhold til de tre faktorer Brian stillede op, nemlig Effectiveness, Efficiency, og
Flexibility. For den almindelige produktionsmedarbejder, vil der altså hele tiden være nye relativt
kortsigtede mål, mens det hos ledelsen er resultater på længere sigt der er gældende.

74
Vurdering af Lean i Arla
Lean i Arla adskiller sig meget fra opgavens teoretiske udgangspunkt, det fremgik meget tydeligt under
samtalen med Brian. Han gjorde det samtidig meget klart, at det heller ikke er meningen at Lean i Arla skal
ligne Toyota Lean. Lean er blot et udtryk for, at de hele tiden skal blive bedre og mere effektive. Brian
brugte ordet performance utrolig meget, og af dette tolkes der at man hos Arla vil forsøge at få etableret en
form for performance kultur. Denne kultur eller tankegang, skal de Lean teamet i Arla sørge for bliver en
del af de mejerier, de besøger. De kan naturligvis ikke være på alle mejerier på samme tid, så derfor skal
medarbejderne og ledelsen på hvert mejeri optrænes i selv, hele tiden at sætte nye mål. Brian virkede
utrolig målrettet og meget professionel. Han virkede meget sikker på, at den Lean metode de hos Arla
havde sat sammen, var den helt rigtige for virksomheden. Brian har et stort ansvar, og han må derfor også
antages at have en stor effekt på den måde Lean implementeres og kommer til at fungere i Arla.
Ud over den meget performance orienterede tilgang, nævnte Brian også at forandringsledelse var vigtig.
Ledelsen skal involvere sig, og det er klart indtrykket, at den gør, efter som Brian referere direkte til Arlas
Vice President. Der kan så sættes spørgsmålstegn ved, om ledelsen hos Arla er interesseret i Lean eller om
de blot er interesseret i at se resultater. Lean er i denne opgaves perspektiv er meget mere end blot
målbare resultater, og adskiller sig således meget fra Arlas udgave af Lean med de tre faktorer
effectiveness, efficiency og flexibility. Arla har på en eller anden måde fået gjort Lean mere firkantet, og
implementeringsprocessen virker meget struktureret, punktlig og ikke mindst meget top-down påvirket i
udførelsen. Brian fik det hele til at lyde meget kontrolleret, og nævnte også at statistisk kontrol var noget
der bliver gjort meget ud af. Det interessante i forhold til dette er, om der kan forekomme for meget
kontrol. Ønsker Arla fx også at de har fuldstændig kontrol med medarbejderne, så kan der i hvert fald tales
om en meget anden kultur end Lean kultur som den oprindeligt er opstået. Bliver medarbejderne for
kontrolleret, vil graden af empowerment med al sandsynlighed falde i Arla. Således vil medarbejderne i
mindre grad handle og tænke selv, men mere fungere som brikker som styres af ledelsen.
Uden et besøg på et mejeri, kan der ikke direkte konkluderes på hvor meget medarbejderne tænker Lean,
eller om det rent faktisk kun er ledelsen på mejerierne der har en ordentlig forståelse for det. Brian gjorde
det dog klart, at sådan noget som 5S var noget medarbejderne blev undervist i, og også forskellige andre
værktøjer. Det må derfor formodes, at medarbejderne på de mejerier hvor Arlas Lean hold kommer ud, får
et vist kendskab til Lean. Det bliver dog Arla Lean og ikke Lean som i denne opgaves teoriafsnit. Brian
Governance programmer World Class
Business
Performance
Effectiveness
Flexibility Efficiency
Figur 6.2 - Implementeringsmåden og Lean modellen i Arla

75
nævnte at løbende forbedringer også var en vigtig del af Lean i Arla, og formår de at få
produktionsmedarbejderne til at tænke den vej også, er deres Lean koncept meget interessant. Lean er dog
ikke en del af administrationen endnu, og på hovedkontoret i Viby var der ikke noget generelt kendskab til
Lean, udover hos dem der direkte arbejdede med det.
Det er svært at vurdere kulturen ved Arla, men den vil blive styrke på hvert mejeri, efterhånden som der
køres Lean projekter. Skal kulturen beskrives må det blive som en performance kultur, en kultur hvor
resultater er afgørende, og forbedringer nås ved hele tiden at sætte ny mål. For at dette kan lykkedes
forklare Brian også, at forskellige værktøjer er essentielle, men om det er deciderede Lean værktøjer er
ligegyldigt, så længe de hjælper til forbedringer. Arlas interne konsulent hus består, som det blev nævnt i
foregående afsnit, af omkring 20 mand. Disse Lean medarbejdere har forskellige roller, og deraf vil en del
stå for implementering af traditionelle værktøjer. Andre vil stå for målinger, og en som Brian vil have det
strategiske overblik. Med den implementeringsmåde, kommer Arla i forhold til Lean maturity til at virke en
meget mere værktøjsfokuseret, end kultur fokuseret. Dette virker Brian også til at være ganske bevidst om.
Han vil gerne have en kultur i mejerierne hvor medarbejderne selv er gode til at opstille nye mål, men
værktøjerne er det væsentlige for at blive bedre, og målinger nødvendige for at vurdere forbedringerne.
Brian forklarer også at Arla er en proces virksomhed, og at dette har haft stor betydning for den Lean
tankegang der er udviklet. Han mener ikke at Arla kan arbejde på samme måde som fx Toyota, og forklarer
at deres Arlas Lean er noget der er brugt lang tid på at udvikle, således at det er tilpasset Arlas på forhånd
ensartede mejerier. I forhold til den økonomiske udvikling, fandtes det relevant at spørge Brian om Arla
ikke i princippet kunne komme til at producere for meget, i forhold til det efterspurgte. Dette mente Brian
ikke var et problem, da Arlas produkter næsten altid kunne sælges. De skal producere så meget som muligt,
og det der ikke sælges i første omgang bliver til mælkepulver. Strategien med blot at producerer som
meget som muligt, falder slet ikke sammen med den oprindelige Lean teori. Det vil alt andet end lige føre til
periodevise store lagre, og generel uhensigtsmæssig overproduktion. Det leder hen til spørgsmålet, om
ikke også 60 mejerier er lige rigeligt i et land som Danmark. Kan produktiviteten øges på de store mejerier,
burde det fører til lukning af mange af de mindre mejerier, hvis ikke Arla inden for de næste år oplever stor
vækst i omsætningen. Om en sådan rationaliseringsstrategi med færre og større mejerier er en del af Arlas
Lean projekt, svare Brian ikke konkret på, men det kan meget vel blive udfaldet.
I forbindelse med at deres leverandører, landmændene, også er selskabets ejere, forholder det sig sådan, at
jo mere effektive mejerierne bliver, jo højere pris kan Arla betale til leverandørerne. Traditionelt set vil
resultaterne af en effektivisering påvirke resultatet direkte, men da der skal betales skat af resultatet før
uddeling af dividender, ønsker landmændene naturligvis at få besparelserne igennem en højere pris til dem
selv igennem deres salg til mejerierne.
I forbindelse med vurderingen af Arlas modenhed, skal det tilføjes at der tages udgangspunkt i mejerierne
hvor deres Lean afdeling har været forbi og implementeret Lean. Der vurderes altså ud fra de største
mejerier der arbejder med Lean. I forhold til implementeringen af værktøjer, vurderes de til at være relativt
langt. De bruger stort set hele paletten af værktøjer og med de besparelser de har opnået taler resultaterne
for sig selv. Til gengæld er de ikke ret modne på kultursiden, for der er ikke meget Lean kultur i Arla.
Kulturen er ren performance drevet. Igennem deres performance kultur, er der dog nogle paralleller med
Lean kulturen der gør, at deres kultur alligevel kan forbindes med Lean. Desuden lærer de lidt om Lean ved
at arbejde Lean.

76
Bilag 7
Lean i Grundfos
Begrebet Lean har været kendt i Grundfos i mange år. Det er dog først de seneste par år, at arbejdet med
Lean har været målrettet. I dag har virksomheden en Lean afdeling på ca. syv mand. Ifølge deres Lean
Projekt Manager, Maria Louise Bisgaard, vil denne afdeling beskæftige op mod 30 personer i fremtiden. De
er allerede i gang med at ansætte flere medarbejdere i afdelingen. Maria Louise er uddannet civilingeniør,
og har sin Lean viden fra bl.a. sin overbygning og oplæring i Grundfos. Oplæringen internt i virksomheden,
gør sig gældende for de fleste Projekt Managers viden om Lean i Grundfos. Det betyder at Maria Louise
deler den samme opfattelse af Lean, som de andre i Lean afdelingen. Hun ser Lean som en filosofi, og i
afdelingen tales der om at det faktisk er en religion. Hun mener at værktøjerne er gode, men at det i bund
og grund handler om, hvordan lederne fungere. Derfor er kulturen meget afgørende for en god Lean
implementering.
De sidste 10-15 år har Grundfos fabrikkerne i et vist omfang arbejdet med forskellige Lean værktøjer,
heriblandt Kanban og 5S. Det har været isolerede projekter, uden den store sammenhæng. Resultaterne
har heller ikke været særlig prangende. Et mere målrettet arbejde med Lean startede for et par år siden,
efter at ledelsen måtte erkende, at der skulle ske effektiviseringer. Grundfos skulle være mere produktiv,
hvilket især var vigtigt i Danmark, hvor lønningerne er relative høje. En Lean afdeling blev oprettet, men det
var først efter at Grundfos fik tilknyttet konsulenter, med en fortid i Toyota, at arbejdet virkelig blev
intensiveret og succesfuldt. Indtil da, troede de faktisk at de var relativt langt med implementeringen, men
efter tilknytningen af konsulenterne, måtte de erkende at de havde lang vej endnu. I den afdeling af
produktionen hvor Maria i øjeblikket er i gang med et Lean projekt, var alternativet at der skulle oprettes
en helt ny produktionslinje, hvis ikke produktiviteten blev øget. Produktiviteten er allerede blevet øget,
således med hele 60% efter at Lean arbejdet startede.
Fremgangsmåden er forholdsvis simpel. De ønsker at effektivisere en fabrik efter Lean filosofien i så høj
grad, at den skal være en rollemodel for de øvrige fabrikker. Denne fabrik fungerer som et lighthouse
projekt. Lean afdelingen samt konsulenterne, arbejder derfor målrettet på at effektivisere denne fabrik.
Konsulenterne hjælper Lean afdelingen med at optræne medarbejderne i produktionen. Der er bl.a. interne
kurser om fx 5S. De medarbejdere der er på disse kurser, bliver efterfølgende ansvarlige for at give deres
viden videre til kollegaer. Lean afdelingen har også coaching sessions med fabrikkens operations managere
og udvalgte produktionsledere. Derudover er der også coaching sessions med udvalgte
produktionsmedarbejdere. I afdelingerne arbejder de i teams, uden en egentlig teamleder, men hvor
medarbejderne får tildelt ansvarsområder, såsom sikkerhed eller 5S. Lighthouse fabrikken er dog ikke den
eneste fabrik, de i øjeblikket arbejder med. Samtidig foregår der Lean arbejde på andre fabrikker, dog i et
mere begrænset omfang. Ved ansættelser i Lean afdelingen, bliver de i stand til at arbejde intensivt med
Lean på flere fabrikker samtidigt. Så jo større Lean afdeling, jo hurtigere vil Lean implementeringen ske.
I lighthouse fabrikken er de på nuværende tidspunkt nået relativt langt. Der er indført en del værktøjer. Det
største fokus har været på standardiseringer, hvilket er fundamentet til Lean implementeringen. Dertil er
generel eliminering af spild, reduktions af omstillingstid igennem SMED, Jidoka, Value stream mapping, 5S
og fokus på visualisering blot nogle af de ting Grundfos arbejder med. Maria Louise siger også direkte at de

77
bruger de fleste Lean værktøjer. Det er dog også nogle der ikke bruges. Andon er på nuværende tidspunkt
ikke i brug i nogen form, men vil formentlig blive det. Et pull-system er heller ikke i brug. Maria Louise
forklarer at Grundfos har brug for et lager. Mange af deres kunder forventer at kunne få en pumpe med det
samme, da der kan være tale om akutte behov. Og da Grundfos ikke er børsnoteret, kan de tillade sig at
have en lidt større sikkerhed i form af lagre, da de ikke har et bundlinje resultat der skal sikres til
aktionærerne. Selvom Grundfos er relativt langt med implementeringen af værktøjer, i hvert fald på
lighthouse fabrikken, så nedtoner Maria Louise betydningen af dem:
”Det handler i bund og grund ikke om værktøjerne, det handler om hvordan lederne agere, fordi at
værktøjerne skal blot understøtte den opførsel som de har”45
I forhold til hvordan netop lederne agere, er de ikke helt så langt endnu. Maria Louise mener, at det er
noget der skal arbejdes med og at ledelsen kommer tættere og tættere på Lean tankegangen. Ligesom Lean
afdelingen lægger deres arbejdsplads ude i produktionen, blandt produktionsmedarbejderne, så får
direktøren også et arbejdsområde ude i produktionen. Ledernes handlemåde og den generelle kultur i
virksomheden, er noget der arbejdes med, men det er noget der vil tage lang tid. Maria Louise mener, at de
er rigtig langt med Lean om 10 år. ”Filosofien blev udviklet over omkring 60 år i Toyota”46. I forhold til
produktionsmedarbejdernes bevidsthed omkring Lean, er den gået fra at være en vifte af værktøjer, til at
folk nu ved at det er en filosofi. Selvom der er langt til en egentlig Lean kultur, gøres der en del for at få
medarbejderne til at tænke Lean, ved at arbejde Lean. Fx præmieres medarbejderne ved at komme med
forslag til forbedringer og derved gøre dem i stand til at arbejde og tænke Kaizen.
I 2009 havde Grundfos et større fald i omsætningen. På daværende tidspunkt var arbejdet med Lean ikke
særlig intensivt og af den grund ikke særlig berørt af nedgangen. Maria Louise fortæller at produktionen
ikke lignede sig selv, og at man ikke i samme grad kunne arbejde målrettet med Lean. Til spørgsmålet om
hvorvidt en eventuel stor nedgang, her i 2011, ville påvirke Lean arbejdet, måtte Maria Louise konstatere,
at det helt sikkert ville have en vis betydning. Helt konkret ville de skulle arbejde med nogle andre ting, og
fokus ville ligge et andet sted end i dag. Det ville formentlig også betyde færre medarbejdere, vurdere
Maria Louise.
I forhold til de kort- og langsigtede mål, har Grundfos fokus på begge. De har nogle meget specifikke tre
måneders mål. Det er disse der er med til at holde processen i gang. Det er igennem dem, medarbejderne
skal kunne se fremskridt og som skal give dem motivation. Men set fra ledelsens synspunkt, så er det de
langsigtede resultater der har den største betydning. Til spørgsmålet om, i hvor høj grad Grundfos prøver at
tilpasse Lean, svarede Maria Louise, at de ikke prøver at tilpasse Lean til Grundfos. Målet er, at indføre Lean
efter bogen. De ønsker Toyota Lean i virksomheden, og ikke deres egen Grundfos Lean.
Grundfos benytter sig i høj grad af målinger. Også i forhold til at måle effekten af arbejdet med Lean. I
produktionen får man også hurtigt et indtryk af betydningen af målingerne. På diverse tavler kan man nemt
se effekten af Lean arbejdet. Et tilfældigt kig på en medarbejders formiddags arbejdsopgave afslører, at
vedkommendes effektivitet er steget med over 100%, i forhold til hvad der tidligere kunne laves på en time.
Dette var dog også i den afdeling i lighthouse fabrikken, som er længst med Lean, og derfor ikke et billede
på den samlede implementeringsproces i Grundfos.
45 Interview med Lean Projekt Manager ved Grundfos, Maria Louise Bisgaard. Fredag d. 11/3 2011 46 Interview med Lean Projekt Manager ved Grundfos, Maria Louise Bisgaard. Fredag d. 11/3 2011
78
Vurdering af Lean i Grundfos
Maria Louises opfattelse af Lean er ikke til at tage fejl af, og denne opfattelse må anses, for at være
gældende for hele Lean afdelingen, da de bliver oplært internt. At Grundfos’ implementerings filosofi
afviger fra mange andre virksomheders, er en hel anden ting. For modsat mange andre Lean virksomheder,
der ønsker at tilpasse Lean, ønsker Grundfos at implementere Lean efter bogen. De ønsker Lean som i The
Toyota Way og ikke Lean Grundfos. Formålet med dette, må være at opnå nogle af de samme resultater
som Toyota har opnået. Spørgsmålet er dog, om det er muligt at kopier Toyota og ligeledes om det vil give
samme resultater. Der tales meget om, at den japanske kultur har en vis indflydelse på Lean filosofien, og
at Lean derfor bør tilpasses efter land og virksomhed. At Grundfos nu vil gøre Toyota kunsten efter, er
derfor meget ambitiøst. Men de må også anses for at have nogle af de bedste konsulenter til denne
opgave. Dog virker det lidt mærkeligt, at de kun fokuserer på produktionen og ser bort fra
administrationen. Formentlig vil Lean blive en del af administrationen på sigt, også selvom det ikke blev
udtrykt ved besøget. Ligeledes er det underligt at Grundfos ser bort fra pull-systemet, som er ganske
centralt i hele Lean filosofien. Ved at gøre dette, kan man godt argumentere for at de faktisk tilpasser Lean
til virksomheden. Det var i hvert fald også indtrykket, at deres Lean konsulenter med fortid i Toyota, ikke
var positivstemte overfor denne beslutning. For årsagen til at stadig at skubbe produktionen, var et
lagerspørgsmål i forhold til sikkerhed, men man må da også formode, at en virksomhed som Toyota, også
ønsker en høj servicegrad. Denne sikkerhed opnår Toyota ved at være Lean og opmærksom på at flowet
hele tiden kører. Så Grundfos kunne med fordel godt indføre pull-systemet, så længe de stadig producerer
til lagre og med tiden reducerede lagerstørrelserne. Hermed ment at lageret i princippet laver bestillingen
til produktionen, og de så gradvist går over til et fuldstændigt pull-system.
Ledelsens involvering og engagement har en stor indflydelse på Lean implementeringen. Indtil nu, har
ledelsen i Grundfos ikke været særlig involveret. Men det lyder til, at Lean afdelingen har fået ledelsen til at
blive mere engageret, og også prøver at få ledelsen ud i produktionen. Dertil skal det huskes, at med en så
relativ stor Lean afdeling, som Grundfos får i fremtiden og deres ambitiøse plan, må det betyde at Lean er
en vigtig del for ledelsen. Dog virker det som om at alt vedrørende Lean i Grundfos, kun kommer fra Lean
afdelingen. Hvis ledelsen blev mere engageret og var med i større Lean beslutninger, ville det give et langt
bedre signal til medarbejderne i virksomheden. Heldigvis for Grundfos, virker det til at ledelsen bevæger sig
den rigtige vej, selvom det bedste ville være, hvis ledelsens engagement kom uden Lean afdelingens
indblanding.
Bevidstheden om Lean blandt medarbejderne i Grundfos, betragtes som ganske god. Højest er den
selvfølgelig blandt dem der arbejder mest med værktøjerne. Men blandt disse som netop er kommet i gang
med at arbejde med Lean, er der ikke en decideret Lean kultur endnu. Som Maria Louise nævner, er det
selvfølgelig noget der arbejdes på. Og tilgangen til at man først skal arbejde med Lean, før man kan tænke
Lean, er ganske passende. I forhold til kulturen virker det ganske fortrøstningsfuldt, at de har konsulenter
med en fortid i Toyota. For med dem i huset, kan man kun forvente at kulturen er et afgørende mål for en
succesfuld Lean implementering, hvilket Maria Louise også giver udtryk for.
Der skal ikke herske nogen tvivl om, at Grundfos’ implementerings strategi, anses som ganske spændende
med deres kopiering af Toyota Lean og tilknytning af konsulenter med fortid i netop Toyota. Disse
konsulenter bør i hvert fald være nogle af de bedste til denne opgave. Man kan dog godt være bange for, at
de ikke tager højde for den danske kultur. Grunden til at mange andre danske virksomheder tilpasser Lean,

79
er formentlig fordi, at de tager højde for den danske kultur. Kun tiden vil vise om Grundfos får held med
det. Et problem der eventuelt kan opstå som følge af disse ”Toyota konsulenter” er, at disse og Lean
afdelingen kan modarbejde hinanden. Dette kunne for eksempel være i forbindelse med push/pull-
systemet, som der er uoverensstemmelser omkring. Sådanne uoverensstemmelser kunne der godt opstå
flere af som følge af, at Grundfos gerne vil kopier Toyota Lean, men alligevel vælger at tilpasse sig på nogle
bestemte områder.
Deres mere konkrete måde at implementerer Lean på, i form af et lighthouse projekt, betragtes som en
rigtig god idé. Via denne metode får de, i hvert fald ved succesfuld implementering, en rollemodel for
hvordan Lean skal implementeres. Især i forhold til værktøjerne. Det betyder også at implementeringen kan
foregå mindre problemfrit på andre fabrikker, da man nu kender til hvordan det skal gøres og ikke gøres.
Motivationen på de andre fabrikker må også påvirkes, da de nu kan se at Lean kan forbedre effektiviteten
og eventuelt arbejdsglæden. Endelig betragtes det også som den rigtige løsning, at have den nuværende
bemanding i Lean afdelingen og forøge den til omkring 30 i fremtiden. For i fremtiden kan de arbejde på
flere fabrikker og samtidig implementere det forholdsvis ensartet, da de har en fabrik som rollemodel og
medarbejderne i afdelingen er blevet oplært internt.
I forhold til vurdering af Grundfos’ Lean modenhed, er det klart at Grundfos er mere modne på
værktøjssiden end kultursiden. I deres lighthouse har de implementeret en bred vifte af Lean værktøjerne
og de har allerede nu opnået gode resultater. Det er vigtigt at tilføje, at vurderingen tager sit udgangspunkt
i lighthouse fabrikken, da denne ganske godt viser, hvorledes implementeringen af de andre fabrikker vil
forløbe sig i den nærmeste fremtid. Selvom de er relativ langt med implementeringen af værktøjerne på
fabrikken, så er der stor variation mellem afdelingerne og nogle afdelinger halter en smule efter. Alligevel
vurderes de til at være nået et godt stykke vej med værktøjerne. I forhold til kultur, er de en smule mindre
modne. Selvom de halter lidt bagefter med kultur modenheden, så har de med kopieringen af Toyota Lean
og med hjælp fra ”Toyota konsulenterne”, næsten retning mod Toyota og en stor modenhed indenfor både
værktøjer og kultur. Dog skal de ikke forvente at nå Toyotas Lean, da dette er ganske utopi. Selvom det er
Toyota Lean de prøver at implementere, med ligelig fordeling af værktøjer og kultur, så er retningen for
fremtiden en lille smule mere mod værktøjerne. Dette skyldes at implementeringsmåden er, at de først
kommer til at tænke Lean når de arbejder Lean.

80
Bilag 8
Lean i Bang & Olufsen
I Bang & Olufsen (B&O) er Lean noget forholdsvist nyt, men de har været bekendt med filosofien i mange
år. I deres produktion har de i mange år haft flere elementer og værktøjer fra Lean indarbejdet, uden at det
har været med henblik på at blive Lean. Årsagen til dette, skal mere eller mindre tilskrives sund fornuft til at
optimere produktionen. Først inden for det sidste halvandet år, har Lean været noget, de i virksomheden
har arbejdet målrettet med. Freddy Nielsen er den ansvarlige for Lean i B&O og har over 17 års erfaring i
virksomheden. Generelt er han ansvarlig for strategiske projekter i B&O, men i øjeblikket og fremover er
det Lean der er i fokus. Inden for det sidste års tid, er der derfor sket flere Lean tiltag.
Freddys har et klart billede af at Lean er en filosofi. En filosofi der handler 80% om ledelse og
ledelsesprocesser, og de resterende 20% om værktøjer. Det betyder at der skal arbejdes med
forandringsledelse, og at ledelsen er de første der skal tænke Lean. Han mener generelt at Lean skal
tilpasses virksomheder. Da B&O fx er en meget lidt autoritær virksomhed, bør der tages hensyn til dette, i
forhold til hvordan Lean skal implementeres. Freddy er overbevist om at Lean ikke er et mål, men et middel
som skal bruges til at opnå et mål, fx produktivitet og effektivisering. Samtidig vurdere han, at Lean
implementeringen skal ske meget organisk i B&O, og forklare at en klassisk top-down
implementeringsmåde ikke er løsningen. Se implementeringsmåden illustreret i figur 6.4.
Freddy fortæller at det målrettede arbejde med Lean, startede efter at ledelsen de seneste år har fået
øjnene op for Lean filosofien. Ledelsen er blevet påvirket eksternt, bl.a. i form af bestyrelsesarbejde i andre
Lean virksomheder. Derfor er en Lean afdeling nu for alvor under opsejling. Freddy vil komme til at stå i
spidsen for denne afdeling med 4-5 andre ansatte. B&O har fået assistance fra en ekstern konsulent, som
bl.a. har stået for et længere uddannelsesforløb. Forløbet er så småt gennemført, og har omfattet omkring
50 ansatte, primært ledere og mellemledere.
Som det blev nævnt tidligere, har B&O brugt flere værktøjer i produktionen i mange år. Det har dog på
ingen måde været særlig systematisk, og er det heller ikke i dag. Værktøjerne er kommet løbende og uden
direkte relation til Lean. Ifølge Freddy fungerer det rigtig fint, og folkene i produktionen er selv gode til tage
optimeringsmæssige initiativer. Et mere målrettet arbejde med Lean i produktionen, tror man hos B&O,
ikke har den store nytteværdi i forhold til hvordan det går i øjeblikket. Af den grund har B&O valgt, at der
ikke skal fokuseres yderligere på produktionen i deres arbejde med Lean. Det skal der til gengæld i
administrationen. Omkostningerne i form af gager til funktionærer er i dag større end de timelønnede, og
derved en betydelig post i deres regnskab. Derudover er der utrolig mange optimeringsmuligheder i
administrationen. Fremadrettet er det derfor i administrationen at Lean skal implementeres. Lean i
administrationen skal dog tilpasses meget grundigt. Afdelingerne er meget forskellige og Freddy mener
derfor at man ikke bare kan implementere Lean på samme vis i afdelingerne.

81
Værktøjerne der arbejdes med i produktionen tæller 5S, fokus på reduktion af spild, og kanban i begrænset
omfang. Da de ikke er påvirket af Lean filosofien og Freddy ikke har en direkte kontakt til produktionen, er
han ikke i stand til at svare på om der bruges flere Lean værktøjer, blot under et andet navn. En rundtur i
produktionen viste dog at nævnte redskaber var i brug. Visualisering og tavlemøder var ligeledes også
ganske tydelige på rundturen. I administrationen er der ikke direkte indført nogen konkrete værktøjer
endnu, da de stadig befinder sig tidligt i processen. Dog kunne Freddy fortælle om snarligt kommende
projekter, hvor grupper af de Lean uddannede kommer til at analysere forskellige afdelinger i op til 16 uger.
Dette skulle gerne give sig udslag i synlige resultater. Netop projektorienteret arbejde, er noget B&O i høj
grad vil benytte sig af i forbindelse med at implementere Lean i administrationen.
Produktionen er altså foran administrationen i forhold til Lean værktøjer, men det samme kan ikke siges
om kulturen. Lean kulturen er nemlig begrænset i produktionen, hvilket skyldes at man ikke har arbejdet
målrettet med Lean i produktionen. Til gengæld er der en god selvstændig kultur i forhold til at optimere
produktiviteten, hvilket også skal ses i lyset af at de uafhængigt har indført værktøjer med forbindelse til
Lean. Lean kulturen i administrationen er det seneste års tid, blevet forstærket kraftigt. Det skyldes i høj
grad deltagelse i det omtalte uddannelsesforløb. Kulturen er derfor rykket fra at være ikke-eksisterende, til
at folk nu er bevidste om Lean er og er begyndt at tænke Lean. Det er dog stadig på et meget begrænset
niveau. Freddy ser dog gode fremadrettede muligheder, da han oplever en stor motivation og engagement,
blandt de medarbejdere der havde været på Lean kursus.
B&O’s fald i omsætningen har ikke haft nogen direkte indflydelse på selve arbejdet med Lean. Men Lean
værktøjerne der benyttes i produktionen, henføres, som nævnt, heller ikke til en målrettet Lean
implementeringsproces. Og i administrationen, er det nye, mere målrettede arbejde med Lean, først startet
inden for det sidste års tid. Arbejdet med Lean i administrationen, vil Freddy dog ikke afvise som en
reaktion på tilbagegangen i omsætningen. Nedgangen har haft store konsekvenser for resultatet, og derfor
er der blevet fokus på hvordan virksomheden kan optimeres. De nedskæringerne der har været, henføres
direkte til den samfundsøkonomiske krise og trimning af organisationen, og ikke at der er blevet brug for
færre hænder pga. brug af Lean. De nødvendige fyringsrunder er gennemført og der forventes ikke flere
nedskæringer i fremtiden, heller ikke i forbindelse med Lean arbejdet. Omvendt forventer de hos B&O
heller ikke at ansætte flere i den nærmeste fremtid. Der forventes vækst i omsætningen, men meningen er
at deres nuværende kapacitet, skal kunne imødegå dette igennem bedre produktivitet og en mere effektiv
organisation.
Ledelsesprocesser
Værktøjer
Organisk
tilgang Effektivisering
Tid
Figur 6.4 – Implementeringsmåden af Lean i Bang & Olufsen

82
En overordnet Lean strategi i virksomheden er ikke fuldstændig fastlagt. Forbedringer som følge af Lean,
skal komme i bølger gennem projektarbejde, og derfra vil de løbende tage stilling til situationen og
fremtiden i forhold til Lean. Freddy udtrykker ganske klart, at B&O har Lean med i deres fremtidige
perspektiv og er ganske bevidst omkring, at det er et langvarigt projekt, da Lean kræver forandringer.
Specielt kulturen bliver udfordrende at påvirke for B&O, men Freddy er ikke i tvivl om hvordan Lean
implementering skal gribes an i forholdet mellem kultur og værktøjer. Han ser det som to ting der
komplementere hinanden:
”Du kan ikke lave kulturen uden værktøjerne. Det omvendte holder heller ikke. Så ingen af delene bliver der
lagt mest vægt på”47
Fremadrettet kan Freddy ikke angive hvilke konkrete elementer af Lean, herunder nogle bestemte
værktøjer, der tages i brug eller kommer i fokus. For, at ledelsen bestemmer nogle bestemte dele af Lean til
implementering, efter top-down-princippet, er ikke måden at gøre det på ifølge ham. De skal i stedet kigge
på hvad der er relevant i hver afdeling. Det er langt fra de samme elementer som er nødvendigt i de
forskellige afdelinger, da B&O er en forholdsvis kompleks virksomhed, hvor forskellige Lean værktøjer, vil
gøre gavn i forskellige afdelinger.
Vurdering af Lean i Bang & Olufsen
B&O’s Lean ansvarlige, Freddy, har et lidt flyvsk syn på Lean. Hans definition er i grove træk meget efter
bogen, men mellem linjerne er det mere tydeligt at ikke alle principper i filosofien er lige vigtige og
relevante. Lean skal ifølge Freddy ikke implementeres The Toyota Way. De ønsker at have B&O-Lean i
virksomheden. En tilpasset form. Der er stor forskel på den japanske mentalitet og kultur, og den danske.
Selvom han ikke helt vil erkende det, er forskellen endnu større mellem den japanske og den vestjyske.
Det er utrolig vigtigt at ledelsen er engageret i arbejdet med Lean. Derfor er det positivt for B&O at ledelsen
igennem uddannelsesforløbet har fået øjnene op for filosofien. Freddy refererer direkte til deres VP, hvilket
bevidner om hvor stor værdi Lean har for ledelsen. Ledelsen er altså ganske engageret, spørgsmålet er så,
hvorfor de ikke vil ofte yderligere ressourcer på et mere systematisk Lean implementering i produktionen.
I forhold til implementering af værktøjer i produktionen, må de siges at være OK med. At arbejdet ikke er
systematisk og målrettet mod en komplet Lean implementering er en hel anden ting. De hævder at
nytteværdien ikke er tilstrækkeligt Men man kan nemt blive i tvivl om hvor grundigt de har undersøgt
dette. Et andet forhold de lidt ignorerer, er de andre gevinster ved den komplette Lean filosofi. For i en
kultur hvor der opfordres til løbende forbedringer og empowerment, er der grundlag for en større
arbejdsglæde blandt medarbejderne. Selvom dette empowerment er under visse rammer i forbindelse med
Lean, kan den have stor betydning for medarbejdere der normalt arbejder under noget i relation til
taylorisme. Det virker nemlig som om de kun kigger på værktøjerne når de beslutter ikke at arbejde
målrettet med Lean i produktionen. De overser lidt hvad en Lean kultur egentlig kan have af betydning og
den synergi værktøjerne og kulturen har sammen. Ligeledes kan der være en synergieffekt at hente, ved at
implementere flere værktøjer jævnfør afsnit 4.3.4.
47 Interview med Lean Manager ved Terma, Søren From. Onsdag d. 2/3 2011

83
At de modsat i produktionen, vælger at arbejde målrettet med implementering af Lean i administrationen
er yderst positiv. Det virker også ganske logisk at de vil arbejde med Lean i administrationen, da denne
funktion kan blive meget mere produktiv. Desværre er det ikke planen at man efter fokus på
administration, vil begynde at arbejde systematisk på produktionen. For at arbejde med Lean alle steder i
Struer virksomheden, kunne sagtens give nogle synergi effekter. Dog må man håbe at en opbygning af Lean
kulturen i administrationen smitter af i produktionen, da de på forskellig vis har et samarbejde.
I forhold til placering af B&O i Lean Maturity modellen, skal der selvfølgelig tages forbehold for at det
målrettede arbejde ikke er i produktionen, men i administrationen. Derved skiller virksomheden sig ud i
forhold til de andre i undersøgelsen. Det er især besynderligt at de som produktionsvirksomhed, ligesom de
andre virksomheder, ligger deres fokus i administrationen. Til undersøgelsens forsvar, har de dog Lean
elementer i produktionen i form af forskellige værktøjer.
I produktionen bliver der brugt flere værktøjer fra værktøjskassen. De gør dog langt fra brug af den samlede
”værktøjskasse” og derfor vurderes de ikke til at være særlig modne på værktøjssiden, især ikke i
betragtning af værktøjerne ikke er med henblik på at blive Lean. Da der endnu ikke gøres brug af Lean
værktøjer i administrationen, har administrationen ikke en positiv indflydelse modenheden i forhold til
værktøjer. Med henblik på kulturen i virksomheden, er den på nuværende størst i administrationen. Dette
billede vil formentlig heller ikke ændring sig i fremtiden. Kulturen i produktionen er stærkt begrænset, hvis
ikke ikke-eksisterende. Det eneste der trækker op, når der kigges på produktionen er, at man i begrænset
omfang tænker Lean når man arbejder Lean. I administrationen har de det sidste år, fået stor bevidsthed
om Lean og deres engagement taler for sig selv, ifølge deres Lean ansvarlige. Kulturmæssigt er de altså ikke
langt endnu, men med deres viden om Lean og engagement, har de et rigtig godt fundament til en god
Lean kultur. Derfor vil de i fremtiden opleve en stigende Lean tankegang, der er som resultat af
uddannelsen og indførelsen af værktøjer i de administrative funktioner.

84
Bilag 9
Lean i Velux
Velux har arbejdet med implementeringen af Lean i mange år, og startede allerede i 2001 med at arbejde
med Lean i produktionen. Selve processen med at få indført Lean hos Velux, foregår i to baner, og er
således delt op i Lean i service og administration og Lean Manufactoring. Jacob Kjeldgaard Olsen er
uddannet civil ingeniør, og er ansvarlig for Service og Administrationsområdet, hvor Lean startede i 2006
hvor Jacob også blev ansat. Jacob havde før hen været ansat i konsulentbranchen, hvor han hovedsagligt
havde arbejdet med procesoptimering. I Lean Manufactoring sidder Anders Ellegaard som ansvarlig for
implementeringen. Anders har været ansat hos Velux i 13 år, og i de seneste 5 år har han siddet med
ansvaret for Lean i produktionen.
Lean har altså i flere år været en del af Velux, og i alle fabrikker er der i dag fokus på Lean. I forhold til Velux
hovedkontor i Hillerød, gør Jacob det dog klart, at det ikke er samtlige medarbejdere der har en direkte
forståelse for Lean, men at det bliver flere og flere, som årene er gået. Ledelsen er dog meget aktiv i
forhold til Lean implementeringen. Således skal det også siges, at Jacob direkte referere her til, og jævnligt
er til møde med ledergruppen.
Møderne med Jacob og Anders viste at man hos Velux i høj grad er inspireret af Lean, men at teorien i høj
grad tilpasses forhold til virksomheden. Lean konceptet og dets anvendelses muligheder er godkendt af
ledelsen, og er den alment gældende opfattelse i virksomheden. Lean managernes opfattelse af Lean er til
dels skabt gennem interne kurser i virksomheden, og forståelsen er derefter blevet bredere og har udviklet
sig i takt med, at Velux er blevet mere Lean. Anders tilføjer at ”Learning by doing”, er en god beskrivelse af
hvordan Lean skal læres og forstås. Lean er hverdag og i bund og grund sund fornuft.
Både Jacob og Anders ser Lean som en kultur, men også en række redskaber. Desuden er det vigtig at
analysere afdelinger, eller områder i virksomheden, for at finde ud af hvad der er relevant at arbejde med.
Eksempelvis er tilgangen hos Velux meget forskellig, i henholdsvis produktionen, og ledelse og
administrationen.
I ledelsen og administrationen, som Jacob også referere til som corporate funktionerne, forklare han at der
bliver brugt meget tid på, at identificere mulige indsats områder. Der efter ses der på hvad der kan gøre, for
at forbedre disse områder, og hvilke redskaber der er relevante at bruge. Der laves altså en form for
diagnose i samarbejde med medarbejderne, og derefter kan de eksempelvis står tilbage med 3-5 indsatser
som er nødvendige i forhold til et område. Det kunne eksempelvis være en højere grad af synlighed, og en
løsning i form af tavler. Velux har udviklet deres helt eget Lean koncept, på service og
administrationsområdet, og har deres eget Lean hus, som de arbejder ud fra.
Lean i produktionen foregår noget anderledes. Her tages der udgangspunkt i værktøjerne, og ikke mindst
uddannelse og træning af medarbejderne. I produktionen er der defineret ni værktøjer, som man bruger på
fabrikkerne. Synlige performance tavler rundt i afdelinger af produktionen, viser så hvor god hver afdeling
er i forhold til hvert værktøj. Anders gør det samtidig klart, at alle fabrikkerne skal arbejde med alle
værktøjerne. Værktøjerne supplere nemlig hinanden, i implementeringen af dem skal gerne ske i takt. Hos
Velux laves der helt konkrete målinger på, hvor langt hver fabrik er med hvert værktøj. Det nytter ifølge

Anders ikke noget, at en fabrik er nået meget langt med et værktøj, men er bagud på andre. Han ser de ni
værktøjer, som et puslespil der ikke går op hvis der mangler en brik. Formås det at samle puslespillet, vil
der samtidig opleves synergieffekter, og de
værktøjerne parallelt.
Velux startede med Lean projekter i produktionen, og herefter er det noget der er kommet gradvist.
Efterhånden som der er gennemført nogle projekter, og disse projekter har
det naturligt at køre flere projekter, og stille og roligt gøre Lean til en kultur i virksomheden. To forretnings
modeller, bruges i forbindelse med Lean hos Velux. I Jacobs område, Service og administration, bruges
Velux Process Model (VPM). I produktionen kaldes modellen Velux Manufactoring Model (VMM), og i dag
køre disse modeller sideløbende.
VPM startede som en slags pilotprojekter. En vigtig del i forbindelse med at begynde på disse projekter var,
at det skete i områder hvor medarbejderne selv havde lyst til det. Der startede omkring 5 pilotprojekter op,
og i de involverede afdelinger blev der set på hvilke tiltag der var oplagte. Målet med projekterne var at
skabe nogle resultater, som kunne synliggøre at Lean var et e
steder. Disse pilotprojekter kørte med succes, og herefter blev målet med Lean, at det ikke blot var noget
som skulle være på afdelingsniveau, til nu skulle være på organisationsniveau. Dette er stadig en proces der
er i gang, og målene i forhold til de tidligere projekter er mere langsigtede fælles mål for organisationen.
Der skal ske en kulturforandring, og denne forandring er ifølge Jacob i gang, men han tilføjer at der stadig
er folk i service og administrationso
Lean i produktionen startede som nævnt i 2001, og dette betyder også at Velux er længere med
implementeringen af VMM, end de er med VPM. Grundlæggende begyndte Lean i produktionen, også med
mindre projekter, men er efterhånden blevet en del af hverdagen på fabrikkerne. VMM’s overordnede
formål er, at forbedre kvalitet, levering og omkostninger. Det var disse områder man ønskede og stadig
ønsker at forbedre, og derfor udvikledes VMM.
Ifølge Jacob er der hos Velux hovedkontor i Hillerød, ved at være lagt et godt fundament for at arbejde
videre med Lean. Kulturen er ikke noget ud til alle, men løbende uddannelse af medarbejderne og jævnlig
konsulenthjælp har bestemt haft sin effekt. Kernen i VPM er løbende forbe
maksimere kundens værdi. I service og administrations området, er tavlemøder noget, som der bliver
arbejdet meget med. Hvis der skal ske løbende forbedringer skal det ske bl.a. ske via forslag fra
medarbejderne. Alle forslag der kom
som et Just do it projekt. Er det et helt simpelt indgreb, kan det oftest udføres med det samme. Andre
Figur 6.5 – Lean implementering ved Velux
Anders ikke noget, at en fabrik er nået meget langt med et værktøj, men er bagud på andre. Han ser de ni
værktøjer, som et puslespil der ikke går op hvis der mangler en brik. Formås det at samle puslespillet, vil
der samtidig opleves synergieffekter, og dette af en af de helt væsentlige pointer ved at indføre Lean
Velux startede med Lean projekter i produktionen, og herefter er det noget der er kommet gradvist.
Efterhånden som der er gennemført nogle projekter, og disse projekter har haft nogle positive udfald, er
det naturligt at køre flere projekter, og stille og roligt gøre Lean til en kultur i virksomheden. To forretnings
modeller, bruges i forbindelse med Lean hos Velux. I Jacobs område, Service og administration, bruges
ocess Model (VPM). I produktionen kaldes modellen Velux Manufactoring Model (VMM), og i dag
VPM startede som en slags pilotprojekter. En vigtig del i forbindelse med at begynde på disse projekter var,
r hvor medarbejderne selv havde lyst til det. Der startede omkring 5 pilotprojekter op,
og i de involverede afdelinger blev der set på hvilke tiltag der var oplagte. Målet med projekterne var at
skabe nogle resultater, som kunne synliggøre at Lean var et effektivt koncept, som burde bruges flere
steder. Disse pilotprojekter kørte med succes, og herefter blev målet med Lean, at det ikke blot var noget
som skulle være på afdelingsniveau, til nu skulle være på organisationsniveau. Dette er stadig en proces der
er i gang, og målene i forhold til de tidligere projekter er mere langsigtede fælles mål for organisationen.
Der skal ske en kulturforandring, og denne forandring er ifølge Jacob i gang, men han tilføjer at der stadig
er folk i service og administrationsområdet, der ikke er ordentligt inde i Lean endnu.
Lean i produktionen startede som nævnt i 2001, og dette betyder også at Velux er længere med
implementeringen af VMM, end de er med VPM. Grundlæggende begyndte Lean i produktionen, også med
, men er efterhånden blevet en del af hverdagen på fabrikkerne. VMM’s overordnede
formål er, at forbedre kvalitet, levering og omkostninger. Det var disse områder man ønskede og stadig
ønsker at forbedre, og derfor udvikledes VMM.
elux hovedkontor i Hillerød, ved at være lagt et godt fundament for at arbejde
videre med Lean. Kulturen er ikke noget ud til alle, men løbende uddannelse af medarbejderne og jævnlig
konsulenthjælp har bestemt haft sin effekt. Kernen i VPM er løbende forbedringer, og målet er at
maksimere kundens værdi. I service og administrations området, er tavlemøder noget, som der bliver
arbejdet meget med. Hvis der skal ske løbende forbedringer skal det ske bl.a. ske via forslag fra
medarbejderne. Alle forslag der kommer frem, bliver kategoriseret. Et forslag kan fx blive kategoriseret,
projekt. Er det et helt simpelt indgreb, kan det oftest udføres med det samme. Andre
Lean implementering ved Velux
85
Anders ikke noget, at en fabrik er nået meget langt med et værktøj, men er bagud på andre. Han ser de ni
værktøjer, som et puslespil der ikke går op hvis der mangler en brik. Formås det at samle puslespillet, vil
tte af en af de helt væsentlige pointer ved at indføre Lean
Velux startede med Lean projekter i produktionen, og herefter er det noget der er kommet gradvist.
haft nogle positive udfald, er
det naturligt at køre flere projekter, og stille og roligt gøre Lean til en kultur i virksomheden. To forretnings
modeller, bruges i forbindelse med Lean hos Velux. I Jacobs område, Service og administration, bruges
ocess Model (VPM). I produktionen kaldes modellen Velux Manufactoring Model (VMM), og i dag
VPM startede som en slags pilotprojekter. En vigtig del i forbindelse med at begynde på disse projekter var,
r hvor medarbejderne selv havde lyst til det. Der startede omkring 5 pilotprojekter op,
og i de involverede afdelinger blev der set på hvilke tiltag der var oplagte. Målet med projekterne var at
ffektivt koncept, som burde bruges flere
steder. Disse pilotprojekter kørte med succes, og herefter blev målet med Lean, at det ikke blot var noget
som skulle være på afdelingsniveau, til nu skulle være på organisationsniveau. Dette er stadig en proces der
er i gang, og målene i forhold til de tidligere projekter er mere langsigtede fælles mål for organisationen.
Der skal ske en kulturforandring, og denne forandring er ifølge Jacob i gang, men han tilføjer at der stadig
mrådet, der ikke er ordentligt inde i Lean endnu.
Lean i produktionen startede som nævnt i 2001, og dette betyder også at Velux er længere med
implementeringen af VMM, end de er med VPM. Grundlæggende begyndte Lean i produktionen, også med
, men er efterhånden blevet en del af hverdagen på fabrikkerne. VMM’s overordnede
formål er, at forbedre kvalitet, levering og omkostninger. Det var disse områder man ønskede og stadig
elux hovedkontor i Hillerød, ved at være lagt et godt fundament for at arbejde
videre med Lean. Kulturen er ikke noget ud til alle, men løbende uddannelse af medarbejderne og jævnlig
dringer, og målet er at
maksimere kundens værdi. I service og administrations området, er tavlemøder noget, som der bliver
arbejdet meget med. Hvis der skal ske løbende forbedringer skal det ske bl.a. ske via forslag fra
mer frem, bliver kategoriseret. Et forslag kan fx blive kategoriseret,
projekt. Er det et helt simpelt indgreb, kan det oftest udføres med det samme. Andre

86
forslag falder ind under kategorien løbende forbedringer. Der bliver i et sådan tilfælde snakket om, hvordan
forslaget, eller måske problemet lettest løses, og hvordan det er opstået. Er der ressourcer til at gå i gang
med opgaven, gøres dette med det samme. Til sidst kan et forslag komme i kategorien planlagte
forbedringer. Dette kan være 12 måneders planer hvori der indgår Kaizen Events. Det vil oftest være store
projekter, som går på tværs af funktioner. Jacob nævner, at dette eksempelvis kunne være, at være endnu
hurtigere til at komme på markedet med produkterne, og samtidig være mere innovative. At køre Kaizen
events i Jacobs område, service og administration, er forholdsvist nyt. Grunden til at man ikke er startet
med det tidligere, er fordi Jacob ønskede der skulle være et kulturmæssigt fundament i forhold til at tænke
Lean, før sådan projekter startes.
På trods af at der bruges visse Lean elementer, forklare Jacob dog at der stadig er langt i forhold til at bruge
hele VPM modellen. I forhold til at få maksimeret kundeværdien, gælder det grundlæggende om, at der er
nogle principper der skal studeres først. Det er fx at forstå kunden, skabe synlighed, skabe standarder og
ikke mindst opdele ansvarsområder. Her efter kan der skabes flow, og forebygge at der sker fejl.
I forhold til Lean på Velux fabrikkerne, er VMM efterhånden velimplementeret. Det forklarer Anders, som
samtidig påpeger at alle de danske fabrikker, bruge alle værktøjer fra VMM. Den klare strategi for
implementeringen er en bottom-up tilgang, da værdien skabes på gulvet. Værktøjsporteføljen i VMM
består af 5S, standardisering, TPM (forklar), Problemløsning, kontinuerlige forbedringer og quick change
over (SMED). Anders nævner desuden 3 værktøjer, som er specielt svære: Flow, Build in quality og Just in
time. Alt disse elementer kaldes i VMM værktøjer, og på disse laves der assessment; målinger af hvor langt
hver fabrik er med hvert værktøj. Dette gøres for at overskueliggøre om der er fremdrift. Mål sættes også
løbende op, og på en skala fra 1 til 5 er fabrikkerne i gennemsnit på 2.1. I 2012 er målet at dette tal skal op
på 3.5. Værktøjerne er på fabrikkerne en del af kulturen forklare Anders, og skal sammen med værdier som
gensidig respekt, forbedringer, commitment og initiativer, hjælpe fabrikkerne til at blive mere Lean.
Udover disse værktøjer køres der jævnligt Kaizen events på fabrikkerne, og kompetence teams tager også
rundt, og følger op samt giver gode råd i forhold til de forskellige tiltag med VMM. I forhold til push og pull i
produktionen forklarer Anders, at der køres push på forudsigelige højvolumen produkter. Ellers bruges der
pull i forhold til lav volumen produkter. Samtidig har man hos fabrikkerne et tæt samarbejde med
leverandørerne, og der laves Value Stream Mapping i samarbejde med flere af disse. Her er der fokus på
processerne og hvordan de kan forbedres, og dette har været en succes, fortæller Anders og samtidig
påpeger at det er til begges fordel. I forhold til Lean kulturen på fabrikkerne, fortæller Anders at man er
nået rigtig langt. Lean er her blevet en del af hverdagen, og alle er bevidste omkring det. Således er
fabrikkerne heller ikke afhængige af konsulenter, da disse stort set ikke kommer mere. Det stoppede for et
år siden, da man følte Lean implementeringen kunne klares ved intern kompetence.
Der findes ikke noget isoleret regnskab for Velux, men VKR Holding som ejer selskabet havde, som mange
andre en tilbagegang i omsætningen i 2009, og et lille fald i antallet af medarbejdere. Jacob forklarer dog,
at de hos Velux havde været gode til at forudse finanskrisen, og således fik justeret kapaciteten inden den
for alvor trådte ind. Organisationen blev trimmet, ud fra en ganske almindelig rationaliseringsmetode.
Jacob forklarer dog, at denne tilbagegang ikke har haft nogen egentlig betydning for Velux arbejde med
Lean. Hos Velux forsøges der i høj grad at holde Lean adskilt fra almindelig rationalisering. Dermed ment at
Lean ikke må være en undskyldning for at fyre folk. I tilfælde hvor fyringer er nødvendigt, må Lean ikke
være grunden, men kan sagtens være oplagt at sætte i fokus bagefter. Tilbagegangen satte ikke en stopper

87
for den videre implementering af Lean, men at Velux havde arbejdet i så lang tid med Lean inden
finanskrisen, vurdere Jacob som en væsentlig grund til at de fortsatte arbejdet. De var simpelthen nået så
langt, i hvert fald i forhold til produktionen, at implementeringen var oplagt at forsætte med samme fart.
Desuden gjorde Jacob opmærksom på, at en medarbejder som var i overskud, mere var en oplagt
reinvesteringsmulighed end en mulig afskedigelse. Implementeringen af Lean kan sagtens medføre
overkapacitet i forskellige afdelinger, men er det i forhold til medarbejdere, skal disse blot udnyttes andre
steder hvor der er mere brug for det.
Vurdering af Lean i Velux
I VMM og VPM har Velux skabt deres eget Lean koncept. Selve konceptet læner sig meget op ad Lean i
opgavens teoriafsnit, og meget interessant er det, at der er udviklet to modeller således at der er en model
til produktionen og en model til ledelse og administrationsområdet. Af dette kan det tolkes, at det er
forskellige ting der skal lægges vægt på, og at de mere traditionelle Lean værktøjer ikke føles lige så
anvendelige i forhold til de administrative processer.
Overordnet må det siges, at Velux fabrikkerne var langt med implementeringen af Lean, og således også
markant længere her end i Ledelse og Administrationsområdet. Forståeligt nok eftersom denne proces har
varet ved i længere tid. På Velux danske fabrikker er bevidstheden om Lean både ifølge Anders og Jacob
ganske stor. Det er noget alle tænker over, både i ledelsen og på selve fabriksgulvet. Kulturmæssigt er Velux
altså rigtig langt især på fabrikkerne, hvilket også er naturligt når implementeringen er startet helt tilbage i
2001. Flere udtalelser underbygger også dette. Bl.a. nævner Anders Learning By Doing, som ifølge teorien
er den rigtige med at implementere Lean på. Desuden samarbejdes der også med leverandørerne, hvilket
er en vigtig måde at tænke på. At bruge Value Stream Mapping i samarbejde med leverandørerne, kan
hjælpe med den flowmæssige del, og samtidig hjælpe med at nedbringe lagre af delkomponenter.
Anders fortæller også at de hos Velux har valgt en bottom-up metode, i forhold til VMM, da denne metode
passede bedst ind i den virksomhedskultur der i forvejen eksisterede. I en kultur hvor man i forvejen var
vant til at tænke selvstændigt, ville det ikke fungere med en top-down implementering ifølge Anders.
”Learning by Doing” tankegangen passer også godt her på, da de mere konkrete Lean værktøjer altså kan
implementeres og så der fra kan der så arbejdes med hele tiden at blive bedre på hvert værktøj. Alle
værktøjer fra VMM værktøjskassen, var implementeret på alle danske fabrikker på nuværende tidspunkt.
En gennemsnitlig score på disse værktøjer på hver fabrik på 2.1 ud af 5, må dette siges at være ganske
pænt. Ligger scoren på mellem 1 og 3 betyder det, at værktøjerne er implementeret og kørende. Ligger
scoren på mellem 3 og 5, betyder dette at der kan ses en direkte forretningsmæssig effekt. Anders
forklarede at flere fabrikker havde scores der lå over 3 i snit. Top scoren på 5 virkede meget symbolsk, da
det selvfølgelig var det der stræbtes efter, men ikke en realistisk score at nå ifølge Anders. Dette hænger
også godt samme med den oprindelige Lean filosofi fra teoriafsnittet, da det endelige mål skal være umuligt
at nå. Dette nytter ikke noget at nå mål, og stille sig tilfreds med disse, når der hele tiden er ting der kan
forbedres. Begge Lean ansvarlige er enige om, at Lean er en del af det fremtidige Velux. Udfordringer er der
dog stadig masser af, og især i forhold til service og administration. Både Anders og Jacob forklarer, at de
vurderer at det er sværere at arbejde med Lean på dette område, da det er mere uhåndgribeligt. Netop
derfor er VPM udviklet, som en hjælp til at få et overblik over de administrative processer, og til at åbne
mulighed for hvordan disse processer kan forbedres.

88
Bilag 10
Lean i Foss
Hos Foss startede arbejdet med Lean i 2007. Intensiteten med arbejdet steg for alvor i 2008, og i dag
arbejder hele organisationen med Lean. Modsat mange andre virksomheder der arbejder med Lean, har
Foss ikke en reel Lean afdeling eller Lean Manager. Men en af dem der arbejder mest med Lean, er Henrik
Lindegaard, der overordnet set er ansvarlig for at virksomhedens koncepter hænger sammen. Her tænkes
der især på deres Lean koncept i forhold til hele deres forsyningskæde. Som han også selv udtrykker det, er
hans opgave at sikre at kunderne får den ydelse de ønsker.
Det er også sådan Henrik ser Lean. Lean er at give kunden, det han bestiller i bedste kvalitet og til den
bedste pris. Intet andet. Det betyder at alt ikke-værdiskabende skal skæres væk i organisationen. Ligeledes
er hans syn, at Lean ikke skal forstås som en filosofi der kun har til formål at være effektivitetsfremmende,
men at formålet er at øge den generelle kundeservice og specielt servicegraden. Fokus skal altså være på
kunden. At virksomheden ikke har en reel Lean afdeling, afspejler i høj grad Henriks syn på hvordan man
bør implementere og arbejde med Lean. For Lean er alles projekt, hvor alle er involveret. Hvis ikke alle
bliver involveret, så er det ikke alles projekt. Derfor går det ikke, at det kun er én mand eller afdeling der
arbejder med implementeringen. Henrik kan derfor bedre anses som en koordinator end en manager. Hans
klare holdning er desuden, at Lean ikke bare kan copy pastes fra en virksomhed til en anden, men at Lean
skal tilpasses den enkelte virksomhed.
I 2006 konstaterede man i Foss, at produktionens evne til at følge med salget, ikke var tilstrækkelig og
dermed var en begrænsning for vækstmulighederne. Det var åbenlyst, at der skulle ske noget. Først blev
produktionsledelsen udskiftet. Nyt blod skulle til for at der kunne ske ændringer. Derefter blev der lavet en
current state analyse i samarbejde med konsulenthuset Valcon. Af forskellige midler til at komme deres
problem til livs, fandt de frem til at Lean var løsningen. I første omgang kørte de et mindre Lean pilotprojekt
i produktionen, som i øvrigt havde succes. I maj 2008 skete der for alvor ændringer i organisationen. Deres
to fabrikker blev selvstændige i produktionen. Dertil blev der oprettet to støttefunktioner. Sourcing der
skulle stå for alt indkøb og samarbejde med leverandører. Den anden støttefunktion skulle stå for
logistikorganisationen, og fik ansvar for at koncepterne på tværs af forsyningskæden hang sammen. Lean
findes i dag, ikke bare i produktionen og forsyningskæden, men i hele virksomheden. Så på relativt få år, er
det gået fra et Lean pilotprojekt i en del af produktionen, til at arbejde med Lean i hele forsyningskæden til
i dag hvor Lean er en del af virksomhedens vision.
Da hele organisationen er berørt af Lean, er ledelsen det selvfølgelig også. Ledelsen er derfor ganske
bevidst med Lean og engageret i arbejdet. Det har bl.a. den betydning at Foss følger en langsigtet strategi i
forhold til Lean, hvilket Henrik bekræfter. Selvom de er nået relativt langt på bare tre år, er der utrolig lang
vej endnu og som Henrik udtrykker det, så er de først færdig med første runde om ca. 5 år. For at bevare
motivationen blandt medarbejdere, så de ikke blot arbejder i én lang proces, så er der nogle mere
kortsigtede strategier. Disse skal ses om Lean projekter, hvor der først laves en current state og derefter en
future state. Herefter arbejdes der hen imod future state med dette som mål. I forhold til den langsigtede
strategi, bruger Foss deres lageromsætningshastighed, som indikator for hvor langt de er nået.

89
I produktionen i Foss bruger de næsten hele rækken af Lean værktøjer. De hævder i hvert fald at bruge dem
der er relevante for dem, og som giver mening at bruge. Et besøg i produktionen understreger da også
brugen af de mange Lean værktøjer. Og et blik på deres tavler, viser i høj grad de opnåede resultater og de
mål som de stræber efter. For at udjævne arbejdsbelastningen, kan Foss ikke gøre brug af fx SMED, da
virksomheden ikke har en decideret maskinproduktion. Produktionen i Foss består udelukkende af
samlearbejde, dog i den mere avancerede ende af skalaen. Ligeledes er Just-in-time heller ikke aktuel for
virksomheden. Dette forklarer Henrik ved, at hvis forsyningskæden ikke er stabil, så ødelægges alle andre
muligheder for at køre pull hvis man skal leve op til just-in-time, da folk derved begynder at ”bache”, for at
være på forkant. Ifølge Henrik, passer just-in-time derfor ikke ind i deres produktion.
I administrationen er værktøjerne ikke så synlige som i produktionen. Henrik mener dog at man sagtens kan
overføre værktøjerne fra produktionen. Det virker dog ikke umiddelbart til at værktøjerne i
administrationen er implementeret i samme grad som i produktionen. Synlighed eller i Lean sprog;
visualisering, er noget der gør sig gældende, både i produktionen og administrationen. De fokuserer utrolig
meget på synlighed og det fungerer i høj grad som et fundament til Lean implementeringen. Dertil nævner
Henrik, at det er utrolig vigtigt at få beskrevet processerne, i såvel produktionen som i administrationen, så
de ud fra dem kan se på forbedringer. Standardiseringer og value stream mapping bliver altså flittigt brugt.
Der er et stort kendskab til Lean i Foss. Dette gør sig gældende i hele organisationen. Alle medarbejdere har
været igennem et Lean awareness forløb og deltaget i spil relateret til Lean. Og i virksomheden stilles der
ikke blot krav til at man forstår Lean, de skal også kunne implementere Lean. For som Henrik udtrykker det,
hvis de ikke kan implementere det, kan de ikke være rollemodeller for dem længere nede i
organisationshierarkiet. Og da Lean er et projekt for alle, bør alle kende det og kunne arbejde med det.
Målet om at alle skal være bevidste omkring Lean og kunne implementere det, er endnu ikke indfriet.
Henrik mener at alle i nogen grad er bevidste omkring Lean, det er dog ikke alle der er i stand til at ændre
processer. Det der er afgørende for om de i stand til at foretage ændringer, er især hvis de tidligere har
været med til at prøve det og selvfølgelig deres Lean modenhed, udtrykker Henrik.
Henrik påpeger at deres mindre gode regnskab i 2009, havde set en del ringere ud, hvis ikke virksomheden
dengang arbejdede med Lean. Et udtryk for at Lean har haft en yderst positiv effekt på driften. Samtidig
mener Henrik at man ikke bør implementere Lean hvis man er i krise. For en implementering koster mange
penge. Eksempelvis bruger Foss rigtig mange ressourcer på Lean. En virksomhed i krise vil højst sandsynlig
slække på ressourcerne der afsættes til Lean arbejdet, og derved bliver implementeringen ikke ideel. Han
mener desuden at effekten er langt større og langvarig, hvis implementeringen ikke er et rationaliserings
projekt. At implementere Lean for at effektivisere er ifølge Henrik helt forkert, da Lean er til for at forbedre
kundeservicen i sidste ende. Foss værdigrundlag er at sikre at deres kunder får de ting de skal, og
derudover også sørge for at jordens befolkning får nogle sunde og sikre fødevarer osv. Lean er bare et
middel til at opnå dette. Dertil indrømmer Henrik at der selvfølgelig også skal være økonomi i det. For at
vende tilbage til Lean og Foss’ nedgang i 2009, så påvirkede denne nedgang ikke Lean arbejdet på nogen
måde. Og de afskedigelser de havde, var kun i relation til den økonomiske krise beskrevet tidligere.

90
Vurdering af Lean i Foss
Henriks opfattelse af Lean som afspejler hele Foss’ opfattelse af Lean, skiller sig en del ud i forhold til
mange andre, specielt i forhold til de andre virksomheder i denne undersøgelse. Mange ser Lean som et
middel til effektivisering i organisationen, mens de hos Foss anser Lean som et middel til at opnå en bedre
kundeservice. Ved en effektivisering har man normalt fokus på resultatet, hvorimod man ved at forbedre
sin kundeservice, i modsat fald, har større fokus omsætningen. For i sidste ende kan en god kundeservice
give en større omsætning. Derved at de to syn på Lean meget forskellige, men alligevel ikke så langt fra
hinanden. For i Lean teorien handler det om at levere en specificeret varer til kunden og intet andet. For at
gøre dette skal varen være som bestilt, dvs. i den rette kvalitet, mængde og i rette tid. Og i relation til ”intet
andet”, så skal alt hvad der ikke gavner kunden ikke være der, dvs. alt spild skal væk. Det handler altså om
at identificere værdiskabende aktiviteter, hvorefter man skærer de ikke-værdiskabende aktiviteter væk, for
netop at fokusere på de værdiskabende aktiviteter. Så i forhold til Foss, ligger fjernelsen af spild implicit i
deres tilgang til Lean. Af den grund kan man godt argumentere for at Foss’ tilgang ligger sig meget tættere
på teorien, da de netop fokusere på de værdiskabende aktiviteter i stedet for kun at fokusere på at fjerne
de ikke-værdiskabende aktiviteter.
Selvom det, at have fokus på effektivisering og kundeservice er i tæt relation i forhold til Lean teorien, så
kan det godt være svært at kombinere i praksis. For hvis Foss eksempelvis har stor fokus på kundeservicen,
fx ved at sikre en høj servicegrad, så er der chancer for at det bruges for mange ressourcer på dette. Foss
kunne for eksempel sikre en høj servicegrad igennem et større lager, hvilket strider imod de traditionelle
Lean principper. Derved kan det altså blive begrænset hvor meget man fokuserer på effektiviseringen. Man
kan dog godt argumentere for at jo mere Lean man bliver, jo nemmere er det at fokusere både på
effektivisering og kundeservice. Men til at starte med kan effektivisering være nemmest at have i fokus, da
resultaterne kan være nemmere at opnå og resultaterne er mere synlige.
Foss’ opfattelse af Lean er gældende for hele organisationen, også ledelsen. Ledelsen må siges at være
ganske godt involveret i arbejdet, i og med at Lean nu er en del af Foss’ vision. Dette validere også at Foss
følger en langsigtet Lean strategi, hvilket også blive bekræftet i at kundeservice er i centrum, da det må
betegnes som mere langsigtet end effektivisering generelt. Lige så vigtigt som at ledelsens er med i Lean, er
det at alle andre også er med. For ved Foss er Lean alles projekt og alle er ansvarlige for Lean. Man kunne
nemt tro at der derved ikke var et decideret organisationshierarki og organisationen var flad, men som ved
Værktøjer
Kultur
Servicegrad
Kundeservice
Figur 6.6 – Implementeringsmåden af Lean ved Foss
Koordinering
91
Toyota er dette faktisk ikke tilfældet. Der er et hierarki og det er forskellige ting man er ansvarlig for i
forbindelse med Lean. Fælles for dem, er dog at der skal være en fællesforståelse. For som beskrevet i
forrige afsnit, så skal hver medarbejder være en rollemodel for medarbejdere længere nede i hierarkiet.
Udover helhedstilgangen til Lean, hvor kundeservice er i fokus og at Foss ønsker at sørge for jordens
befolkning, ligner Foss i høj grad Toyota i forhold til en lige fordeling af fokus på værktøjer og kultur, samt
en spredning af filosofien over hele organisationen. Så det vurderes klart at Foss er kommet langt med
implementering af Lean. Men kendskabet og forståelsen blandt medarbejderne ved Foss er langt fra
fuldkommen. Henrik beskriver selv hvordan der er stor forskel i hvor meget medarbejderne kender til Lean.
Det er hovedsagligt blandt medarbejdere længst nede i hierarkiet at kendskabet til Lean er begrænset
blandt nogen. Til gengæld er det rigtig positivt at kendskabet til Lean er højre blandt medarbejderen højere
oppe i hierarkiet, da de derved kan overføre viden nedad.
Foss ganske langt med brugen af værktøjer, både i produktionen og den øvrige administration. Som nævnt,
viste en gennemgang i produktionen klart brugen af værktøjerne og med tanken om at administrationen
brugte værktøjer i samme grad, må det antages at spildet i administrationen er tilstrækkelig skåret fra. Dog
er administrationen en smule efter produktionen i implementeringen og nogle afdelinger er stadig
forholdsvis grønne i Lean faget. Det der især har været kendetegnet ved Foss, er deres tilgang til Lean og
deres implementeringsproces. På ganske få år, virker det til at de er kommet meget langt med
implementering af en filosofi hvor spildet er skåret væk og der er fokus på kunden. Henrik forenklede det:
”alt det der ikke kan skrives på fakturaen til kunden… lav vær med at gøre det”48
Citatet er ganske sigende hvordan Foss arbejder, men også hvor langt de er med implementeringen af Lean.
For der er ingen tvivl om at Foss er ganske langt med implementeringen. I forhold til værktøjer, har de
implementeret de fleste, både i produktionen og administrationen. Succesen med den har været stor, især i
produktionen indtil videre. Der er et relativ stor kendskab til Lean i organisationen og kulturmæssigt er de
ganske modne. De seneste år, er de derfor blevet meget modne, både i forhold til værktøjer og kultur. Det
er også den udvikling, Foss kan se frem imod de næste par år. Om 5 år hvor Henrik beskriver at de vil være
færdige med runde 1, vil være et tidspunkt hvor de er meget tæt på øvre højre hjørne i matricen. Foss’
fordel ved implementering af Lean kan dog også betragtes som nemmere pga. deres størrelse, da omfanget
er begrænset og kommunikationen lettere.
48 Interview med Lean koordinator ved Foss, Henrik Lindegaard. Tirsdag d. 15/3 2011
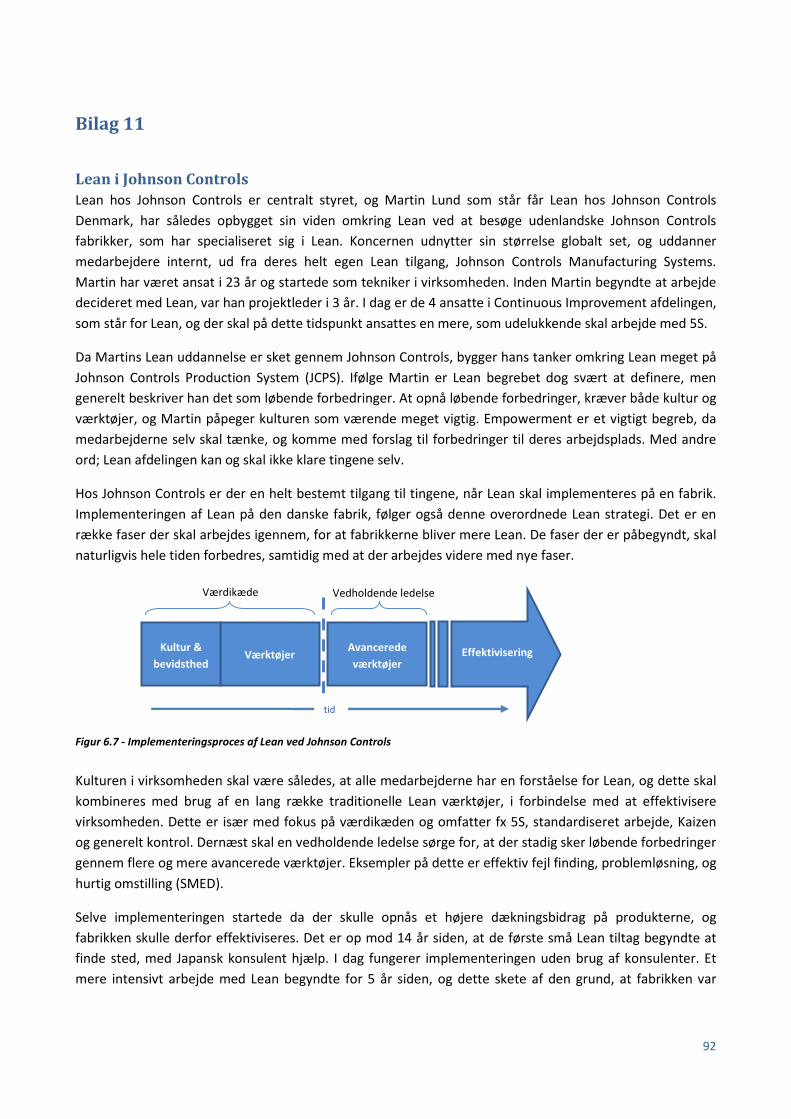
92
Bilag 11
Lean i Johnson Controls
Lean hos Johnson Controls er centralt styret, og Martin Lund som står får Lean hos Johnson Controls
Denmark, har således opbygget sin viden omkring Lean ved at besøge udenlandske Johnson Controls
fabrikker, som har specialiseret sig i Lean. Koncernen udnytter sin størrelse globalt set, og uddanner
medarbejdere internt, ud fra deres helt egen Lean tilgang, Johnson Controls Manufacturing Systems.
Martin har været ansat i 23 år og startede som tekniker i virksomheden. Inden Martin begyndte at arbejde
decideret med Lean, var han projektleder i 3 år. I dag er de 4 ansatte i Continuous Improvement afdelingen,
som står for Lean, og der skal på dette tidspunkt ansattes en mere, som udelukkende skal arbejde med 5S.
Da Martins Lean uddannelse er sket gennem Johnson Controls, bygger hans tanker omkring Lean meget på
Johnson Controls Production System (JCPS). Ifølge Martin er Lean begrebet dog svært at definere, men
generelt beskriver han det som løbende forbedringer. At opnå løbende forbedringer, kræver både kultur og
værktøjer, og Martin påpeger kulturen som værende meget vigtig. Empowerment er et vigtigt begreb, da
medarbejderne selv skal tænke, og komme med forslag til forbedringer til deres arbejdsplads. Med andre
ord; Lean afdelingen kan og skal ikke klare tingene selv.
Hos Johnson Controls er der en helt bestemt tilgang til tingene, når Lean skal implementeres på en fabrik.
Implementeringen af Lean på den danske fabrik, følger også denne overordnede Lean strategi. Det er en
række faser der skal arbejdes igennem, for at fabrikkerne bliver mere Lean. De faser der er påbegyndt, skal
naturligvis hele tiden forbedres, samtidig med at der arbejdes videre med nye faser.
Kulturen i virksomheden skal være således, at alle medarbejderne har en forståelse for Lean, og dette skal
kombineres med brug af en lang række traditionelle Lean værktøjer, i forbindelse med at effektivisere
virksomheden. Dette er især med fokus på værdikæden og omfatter fx 5S, standardiseret arbejde, Kaizen
og generelt kontrol. Dernæst skal en vedholdende ledelse sørge for, at der stadig sker løbende forbedringer
gennem flere og mere avancerede værktøjer. Eksempler på dette er effektiv fejl finding, problemløsning, og
hurtig omstilling (SMED).
Selve implementeringen startede da der skulle opnås et højere dækningsbidrag på produkterne, og
fabrikken skulle derfor effektiviseres. Det er op mod 14 år siden, at de første små Lean tiltag begyndte at
finde sted, med Japansk konsulent hjælp. I dag fungerer implementeringen uden brug af konsulenter. Et
mere intensivt arbejde med Lean begyndte for 5 år siden, og dette skete af den grund, at fabrikken var
Effektivisering Avancerede
værktøjer Værktøjer
Kultur &
bevidsthed
Værdikæde Vedholdende ledelse
tid
Figur 6.7 - Implementeringsproces af Lean ved Johnson Controls

93
truet med lukning. Planen var at produktionen skulle flyttes til Brasilien, og dette kunne kun undgås ved at
effektivisere den danske fabrik.
Johnson Controls fabrikken i Højbjerg, arbejder med flere traditionelle Lean værktøjer. Martin brugte især
Value stream mapping, for derigennem at eliminere spild i produktionsprocessen. En rundvisning i
produktionshallerne viste, at der var lavet meget om. Martin forklarede at det tidligere havde mindet om
almindelig håndværksproduktion, hvor et område koncentrerede sig om at producere en enhed. Nu var der
skabt mere flow i processen, og stationer som produkterne skulle igennem. Det mindede nu mere om
masseproduktion, og desuden var der oprettet ”hospitaler”, små områder, som produkter kan overføres til,
hvis der findes fejl. Der skal skabes et godt flow mellem produktionsenhederne, hvor der er fokus på takt
tiden. En svær ting hos Johnson Controls er, at ikke mange produkter er standardiseret. Alligevel prøver de
at køre tilnærmelsesvis ens produkter i en linje og holde andre komplekse og kundespecifikke produkter i
en anden afdeling.
Pull-systemet bliver også brugt. Dette er dog helt oplagt, da virksomheden kun producere til ordre. Alt hvad
der var af lager, var komponenter som skulle bruges til at lave kompressorerne. Disse små lagre rundt
omkring, forsøges at holdes nede, gennem et godt samarbejde med indkøbsafdelingen. Lean elementer der
desuden finder er kanban, just-in-time og visualisering, dog i et begrænset omfang. 5S var der til gengæld
meget fokus på, og dette forklarede Martin ved, at virksomheden i høj grad var en samle virksomhed, og
derfor skal der være styr på delkomponenterne. Desuden var det vigtigt, at der var styr på de værktøjer der
skal bruges til at samle kompressorerne.
Administrationen er også så småt begyndt at blive påvirket af Lean, men i første omgang skal det ske i
forhold til arbejdet på tværs af produktionen og administrationen, sådan at produktionen ikke bliver
svækket med arbejdet med Lean fordi administrationen ikke er Lean. Et eksampel her på, er samarbejdet
med indkøbsafdelingen, der skal være klar over at produktionen ikke skal have for store lagre.
I forhold til kulturen forklarede Martin, at alle var bevidste omkring Lean. Dog var det stadig vigtigt at Lean
ansatte omkring dem til at holde dem i ørene. Martin sad selv meget tæt på produktionen, og forklarede
også at han brugte meget af tiden her. Han mente de er nået et godt stykke med kulturen, men at der
stadig var plads til forbedringer. Forandringsvilligheden er dog de seneste år blevet markant bedre, men de
ældre ansatte, som typisk har været der i mange år, er generelt sværere at nå igennem til. Ledelsen hos
fabrikken i Århus, er også meget opmærksomme på Lean, hvilket Martin kunne mærke ved, at der hele
tiden skulle fremlægges hvilke tiltag der var gjort, og hvilke forbedringer disse tiltag havde medført.
Desuden kan det godt mærkes at virksomheden er en del af en større koncern, vis ledelse også ligger pres
på ledelsen i Århus. Hele koncernen har meget fokus på Lean eller JCMS som det kaldes internt. Johnson
Controls Lean kultur strækker sig også til, et solidt samarbejde med leverandørerne. Globalt set er
koncernen meget stor, hvilket også gør dem meget magtfulde forklare Martin. Således kan de tillade sig at
sætte krav til pris og kvalitet, og samtidig sikre de sig at leverandørernes processer er i kontrol, ved at have
egne folk til at gå dem igennem.
I forhold til Johnson Controls finansielle udvikling, har Lean klart haft en betydning. Det var som det
nævntes en overlevelsesstrategi der gjorde, at Lean implementeringen startede. Virksomheden har været
igennem flere fyringsrunder, men disse henviste Martin til en manglende ordreindgang. De har dog ikke
fyret nogen i forbindelse med Lean, og i dag bliver medarbejdere i overskud, flyttet til andre afdelinger.

94
Lean er således ikke en rationaliseringsproces, men noget der startede for at opnå et højere
dækningsbidrag pr. produkt. Lean er klart en del af Johnson Controls fremtidsplaner, og inden længe skal
der lægges en helt fast plan for de fremtidige mål. Planen skal gælde for år 2016, og er således en 5 års
plan, hvori de bl.a. skal have besluttet om der skal laves flow line overalt. Martin forklare at fabrikken i
Højbjerg, godt kunne gå hen og blive et slags videnscenter, hvor der udvikledes nye prototyper eller
specialprodukter.
Vurdering af Lean i Johnson Controls
Martin er et godt eksempel på en Lean manager der er uddannet internt i en koncern. Derfor bygger hans
syn på Lean også på Johnson Controls koncernens Lean tilgang. Han viden omkring Lean virkede dog meget
bred, og han virker derfor ikke for bundet af JCMS tankegange, som kan ses i figur 6.7.
Selve ledelsen på fabrikken i Højbjerg, virkede ifølge Martin til at være meget fokuseret på Lean. Den
danske virksomhed virkede til at være meget påvirket af, at være en del af en større koncern. Et stort fokus
på, at tingene skulle være i kontrol fra koncernledelsens side skinnede igennem. Fx det at Martin er
uddannet internt i koncernen, og at ledelsen i Højbjerg således skulle videregive Lean resultaterne til
koncernledelsen. På den måde fremstod det som et meget hierarkisk system, men hvor en empowerment
kultur samtidig er en vigtig del. En kombination der altså minder en del om Toyotas tilgang. Desuden
anvendes der en del Lean værktøjer i forhold i produktionen, og det må her siges at Johnson Controls er
nået et pænt stykke af vejen. Alligevel må det siges, at gennemgangen af produktionen også afslørede, at
noget som visualisering kunne blive bedre. Der var opsat tavler i produktionen, men disse virkede lidt gemt
væk. Det skal dog her siges, at omstruktureringen i produktionen, ikke var helt på plads endnu, og at dette
bestemt kan have haft en indflydelse på ordnen. Ellers var det tydeligt, at proces flowet og 5S var de mest
centrale elementer af Lean, indtil videre i hvert fald. 5S virker også som et meget naturligt værktøj at
anvende, og Martin argumenterede også for at det var en stor hjælp i en virksomhed som den deres, der
lavede kompressorer. Hvis der er styr på delkomponenterne, og de værktøjer der skal bruges til at samle
dem, kan selve processen også gå mere flydende. Der var dog lidt et problem i forhold til samlingen af
kompressorerne, og det var, at fejl blev opdaget for sent. Dette gjorde Martin dog opmærksom på, var et
meget svært problem at løse, da kompressorerne først kan testes til sidst i produktionsprocessen. En meget
lille fejl i svejsningen, kan betyde at produkterne ikke er brugbare.
At langt de fleste medarbejdere er bevidste omkring Lean, findes ganske sandsynligt da fabrikken lige har
været igennem en omstrukturering. Denne omstrukturering skyldes Lean, og da den berørte mange
medarbejdere, må det antages at mange er blevet bekendt med Lean begrebet. På trods af at Martin
vurderede at de var nået langt med kulturen, er holdningen at Johnson Controls mangler et stykke vej
endnu. Dette vurderes ud fra, at det stadig virkede som om der var meget Martin skulle gøre selv. Han gav
udtryk for, at der stadig blevet rodet en del, og at det var nødvendigt at de Lean ansatte hjalp med at sørge
for orden. Af dette kan det tolkes, at empowermentdelen ikke er slået helt igennem. Hvis empowerment
kulturen var mere udbredt, ville de ansatte selv sørge for fx orden, da 5S har været i implementeringsfasen
i længere tid. Situationen var at der skulle ansættes en ny medarbejder, til kun at stå for 5S. Det vurderes
dog at de Lean ansatte skulle kunne koncentrere sig om nye forbedringer og tiltag, i stedet for
vedligeholdelse af allerede gennemførte tiltag, hvis Lean kulturen for alvor var nået igennem.

95
Martin så Kaizen som en vigtig del af kulturen, og det virkede også til at være noget, medarbejderne havde
en forståelse for. Således forklarede han, at medarbejderne var gode til at komme med inputs i forhold til
forbedringer. Udover det, skal det tætte samarbejde med leverandørerne også kommenteres, da dette er
en vigtig del i forhold til Lean kulturen. At Johnson Controls tilser og kontrollere deres leverandører, er et
udtryk for at værdikæden er i kontrol længere upstream også. Dette er en vigtig del af Lean, da
ineffektivitet og kvalitetsmæssige problemer fra en leverandør, i sidste ende også gør et komplet produkt
dårligt på prisen og kvaliteten.
Selve måden at implementere Lean på hos Johnson Controls, er meget jævnfør Lean tilgangen beskrevet i
opgavens teoriafsnit. Dette ses også på figur 6.7, som giver en overblik over JCMS tilgangen. Der er således
både fokus på kultur og værktøjer, som også var meget tydeligt under samtalen med Martin. Det virkede
dog som om, selve arbejdet med Lean kulturen og værktøjerne skete meget sideløbende, hvor modellen
giver et indtryk af at kulturen skal implementeres først. Dette kan dog tolkes rent illustrativt, som at der
blot skal være en bevidsthed blandt medarbejderne omkring Lean, før at de hos Johnson Controls begynder
at arbejde mere konkret med værktøjerne. Martin forklarede også, at kulturen og bevidstheden omkring
Lean, var noget der stadig arbejdedes meget intenst på.
Johnson Controls er en virksomhed på rette vej mht. Lean implementeringen. De har nået et stykke, men
har stadig lang vej endnu. Det trækker ned i forhold til deres modenhed, at der ikke er helt styr på Lean
endnu. Empowerments-princippet er ikke helt sivet ind endnu hos medarbejderne og Lean afdelingen skal
hjælpe for meget til for at opretholde tilstand.

96
Bilag 12
Lean i Cheminova
Niels Bækdal er ansvarlig for Lean implementeringen i Cheminova, og har været ansat i virksomheden i ca.
33 år. Tidligere har Niels været chef i en anden afdeling, så hans viden omkring Lean stammer fra
efteruddannelse. Denne efteruddannelse startede i 2007, da McKinsey konsulenter blev hyret, til at
opstarte en række pilotprojekter, som skulle gøre visse produktionsområder mere Lean. I øjeblikket er der
fire ansatte ud over Niels, som arbejder med implementeringen, og således anvendes der ikke mere
konsulenter.
Niels har en opfattelse af, at Lean overordnet set er en måde at tænke på. Den helt klare holdning er, at
Lean ikke kan skabes blot ved værktøjer. De ansatte skal være en del af implementeringen, ellers bliver
virksomheden aldrig Lean. Dette kræver ifølge Niels, at medarbejderne kan se en helt klar mening med de
værktøjer der arbejdes med, ellers er der ikke motivation.
Niels ser på tre helt overordnede elementer, som er essentielle i forhold til Lean implementeringen på
Cheminova;
Opsamling af ideer bredt fra fabrikkerne. Har hentydes der hovedsageligt til ideer til større og mere
omfattende projekter, som kan føre til væsentlige besparelser. I forhold til udførelsen af disse projekter,
laves der nogle measuresheets, som får en ”ejer”. Den ansvarlige for projektet, skal sørge for at holde styr
på at alt går som det skal, og samtidig rapportere videre om udviklingen til ledelsen.
Den anden vigtige del er mini-transformationer. Her fokuseres der hovedsageligt på et enkelt anlæg.
Cheminova fabrikken i Harboøre, består af mange anlæg i forskellige størrelser. De fire Lean ansatte har så
et halvt år, hvor de på fuldtid arbejder med kun at effektivisere lige præcis det udvalgte anlæg. Først og
fremmest laves der en analyse, af hvad der er væsentligt at ændre og forbedre på anlægget. Det er meget
projektorienteret arbejde, og implementeringen starter i de steder hvor den største gevinst umiddelbart
kan hentes. Dette er projekter man vil gennemføre med Cheminova medarbejdere, og ikke konsulenter, da
Niels mener det passer med til kulturen i virksomheden.
Til sidst arbejdes der med at skabe synlighed i alle operations områder. Hver chef har fået sine egne KPI’er,
som de skal følge op på. Dette er KPI’er som hovedsageligt består af forskellige performance tal. Ellers er
der indført tavler i produktionsområder også. Dette er performance tavler og problemløsningstavler.
Det helt klare formål med Lean i Cheminova er, at sikrer fabrikken i Harboøre består. Niels forklare at
virksomheden altid har givet et pænt overskud (her refereres til fabrikken i Harboøre alene), men da den
danske fabrik i 2005 og 2006 pludselig gav underskud, blev det fra bestyrelsens side besluttet at der skulle
gøres noget. Det blev vurderet at en almindelig rationaliseringsmetode ikke ville være optimal til at få
virksomheden på rette vej igen. Lean implementeringen var altså en beslutning fra bestyrelsens side, og
minimum en gang om året er Lean et emne der bliver taget frem til bestyrelsesmøder.
I alt er det meningen at der skal gennemføres 17-18 mini-transformationer, rundt omkring på Cheminovas
fabrik i Harboøre. Indtil videre er 5 projekter gennemført, og disse steder er der opnået forbedringer på 15-
20%. Dette måles helt overordnet på hvor meget et anlæg yder.

97
Meget få ting er implementeret på samtlige Cheminovas produktionsanlæg, men synlighed er noget der er
blevet arbejdet med. Således er alle anlæg udstyret med tavler, med minimum 2 KPI’er. De steder som ikke
har været igennem mini-transformationer, er det dog ikke så vedholdende forklare Niels, og tilføjer, at det
er lang tid at vente, til Lean teamet kommer hele vejen rundt. Udover synlighed måles der OEE tal på alle
anlæggene til at identificere spild.
Cheminovas overordnede værktøjsportefølje består af 5S, SOP (Standard operating Procedure), SMED,
Kaizen, PMS: Performance Management System, som i form af tavler bruges til at opsamle årsager til tab i
produktionen. Desuden anvendes som nævnt KPI’er og OEE tal. Dette er værktøjer som McKinsey har
introduceret, og som Cheminova nu arbejder videre med selv.
Det eneste værktøj der for alvor anvendes alle steder, hvor der er kørt mini-transformationer, er 5S. Her
nævner Niels at der har været stor succes med dette, specielt i værkstederne rundt omkring på fabrikken,
da orden her, er en nøglefaktor. SMED bliver hovedsageligt brugt på tapperierne, da der her bruges meget
tid på at stille maskiner om. Alle værktøjer anvendes altså ikke alle steder, men der hvor de findes mest
relevante og dermed tilfører mest værdi eller fjerner spild. Kaizen anvendes i forbindelse med projekterne,
hovedsageligt når en maskine ikke køre ordentligt. Hvis den fx går i stykker for meget, eller bare har for
mange stops, laves der en konkret Kaizen på den maskine, hvor årsagerne til fejlene søges.
Niels forklarer at produktionsanlæggene består af processer, og derfor kan det være svært at gennemskue
hvor fejlene sker. Derfor søges der konstant efter de konkrete flaskehalse. Optimering af flowet er utrolig
vigtigt, derfor bruges fejlfinding i forbindelse med stop meget. Overordnet er der meget fokus på at finde
den teoretiske kapacitet.
Pull systemer fungerer ikke rigtigt i Cheminova forklarer Niels, da de ikke rigtigt kan ordreproducere. De
laver kemikalier til landbruget, hvilket er meget sæsonbetonet, da hele efterspørgslen ligger i efteråret og
foråret alt efter klimaet. Derfor producerer de hele året rundt til lager, således de kan imødekomme
efterspørgslen. De kører dog pull på andre områder. I forhold til reparation af pumper, danner der sig ofte
et stort lager. I forhold til denne situation er de nu gået fra blot at få repareret pumperne fra en ende af, til
at udvælge hvilke pumper der er væsentligst at reparere i forhold til den interne efterspørger.
En Lean kultur er ifølge Niels lig med, at forbedringerne kommer af sig selv. At tage hjem og være tilfreds
med dagens arbejde, og helt bestemt mene at man har nået sine mål, er ikke en Lean kultur, da ting altid
kan forbedres. Niels prøver selv at skubbe på, i forhold til at gøre det til noget naturligt at følge op på de
områder hvor der er sket ændringer. Han tror dog kultur implementeringen er en proces man bliver nød til
at lade køre, og acceptere at det tager tid.
Samtidig gøres det klart, at kulturen i Cheminova ikke er voldsomt Lean påvirket. Der er dog en generel
viden omkring Lean, som har bredt sig gennem informationsmøder, i samarbejde med McKinsey.
Empowerment eksisterer indenfor visse rammer, men det er noget der skal arbejdes på da medarbejdernes
knowhow er vigtigt i en virksomhed som Cheminova hvor der i forvejen var et generelt krævende
produktionsarbejde. I starten var der lidt modstand, eksempelvis i forbindelse med 5S, men så snart
medarbejderne kunne se at implementeringen gav mening, hjalp det meget.

Cheminova har intet reelt samarbejde med leverandørerne. S
vurderer at de er forholdsvis langsomme til at få gennemført taktiske ændringer. Der er en del processer en
beslutning skal igennem. Alt efter beslutningens omfang, og evt. omkostningerne, kan det godt tage noget
tid.
Underskuddet på fabrikken satte som nævnt gang i Lean implementeringen, og generelt har den finansielle
udvikling hos Cheminova haft stor indflydelse på arbejdet med Lean. Niels nævner at man ikke er gået ud
og meldt en brændende platform, da det ikke er Cheminovas måde at gøre det på.
ansvar for lokalsamfundet, og gør generelt meget for deres medarbejdere, i form af at tilbyde
efteruddannelse og eksempelvis deltidsjob hvis dette er nødvendigt. Desuden er der stor økonomisk
sikkerhed for de ansatte, også de timel
Effektiviseringer på fabrikken i forbindelse med Lean implementeringen har dog haft en hvis indflydelse på
de ansatte, og således forklares det, at der produktionen er gået omkring 10% ned i bem
konsekvens af effektiviseringerne. Dog ses der også meget på den naturlige afgang, da det helst er på
denne måde man ser folk stoppe i virksomheden
Vurdering af Lean i Cheminova
Overordnet set vil Cheminova forsøge, at tilpasse Lean deres virksomhed, og ikke implementere Lean som
filosofien udforme sig i opgavens teoretiske afsnit. Tankegangen hos den Lean ansvarlige var i høj grad, at
der skulle bruges nogle værktøjer. Disse værktøjer skal
samtidig skal der også bygges videre på en Lean kultur for at sikre at forbedringer er vedholdende, og at
yderligere forbedringer i høj grad kommer af sig selv internt i fabrikken.
Lean ses meget som et projekt, el
bestyrelsen side. Implementeringen start
toppen, og implementeringen skete ved hjælp af konsulenter. Dette er dog ikke indtrykket i d
nuværende situation, hvor den Lean ansvarlige også gør opmærksom på, at det med at køre alle
projekterne igennem med konsulenter ikke var den rigtige
kultur der i forvejen er på fabrikken, og således giver det
udbredelsen af Lean ske mere organisk. Indtrykket er også at processen i det tilfælde bliver lang, da
midlerne er begrænset. På trods af at ledelsen er bevidst om Lean, betyder det ikke, at de alle nødvendigvis
også tænker Lean. Det samme er gældende for medarbejderne. Cheminova er samlet set en ret stor fabrik,
Opsamling af ideer
Measuresheets
Mini transformationer
Analyse af anlæg
Synlighed Tavler: KPI'er
Figur 6.8 – Implementering af Lean ved Cheminova
bejde med leverandørerne. Så langt er man ikke kommet
vurderer at de er forholdsvis langsomme til at få gennemført taktiske ændringer. Der er en del processer en
beslutning skal igennem. Alt efter beslutningens omfang, og evt. omkostningerne, kan det godt tage noget
som nævnt gang i Lean implementeringen, og generelt har den finansielle
udvikling hos Cheminova haft stor indflydelse på arbejdet med Lean. Niels nævner at man ikke er gået ud
og meldt en brændende platform, da det ikke er Cheminovas måde at gøre det på. Cheminova føler et klart
ansvar for lokalsamfundet, og gør generelt meget for deres medarbejdere, i form af at tilbyde
efteruddannelse og eksempelvis deltidsjob hvis dette er nødvendigt. Desuden er der stor økonomisk
sikkerhed for de ansatte, også de timelønnede, da der her gives et halvt års fratrædelse ved fyring.
Effektiviseringer på fabrikken i forbindelse med Lean implementeringen har dog haft en hvis indflydelse på
de ansatte, og således forklares det, at der produktionen er gået omkring 10% ned i bem
konsekvens af effektiviseringerne. Dog ses der også meget på den naturlige afgang, da det helst er på
denne måde man ser folk stoppe i virksomheden
Vurdering af Lean i Cheminova
set vil Cheminova forsøge, at tilpasse Lean deres virksomhed, og ikke implementere Lean som
filosofien udforme sig i opgavens teoretiske afsnit. Tankegangen hos den Lean ansvarlige var i høj grad, at
der skulle bruges nogle værktøjer. Disse værktøjer skal anvendes der hvor det gav mest mening, og
samtidig skal der også bygges videre på en Lean kultur for at sikre at forbedringer er vedholdende, og at
yderligere forbedringer i høj grad kommer af sig selv internt i fabrikken.
Lean ses meget som et projekt, eller nærmere flere projekter, som skal gennemføres, besluttet fra
bestyrelsen side. Implementeringen start virkede en smule top-down præget, da beslutningen kom fra
toppen, og implementeringen skete ved hjælp af konsulenter. Dette er dog ikke indtrykket i d
nuværende situation, hvor den Lean ansvarlige også gør opmærksom på, at det med at køre alle
projekterne igennem med konsulenter ikke var den rigtige måde for Cheminova. Dette begrundes med den
kultur der i forvejen er på fabrikken, og således giver det mere mening at sænke processen, og lade
udbredelsen af Lean ske mere organisk. Indtrykket er også at processen i det tilfælde bliver lang, da
midlerne er begrænset. På trods af at ledelsen er bevidst om Lean, betyder det ikke, at de alle nødvendigvis
tænker Lean. Det samme er gældende for medarbejderne. Cheminova er samlet set en ret stor fabrik,
Measure-Rapportering
Mini transfor-Produktivitet
Tavler: KPI'er Opfølgning
Implementering af Lean ved Cheminova
98
å langt er man ikke kommet endnu. Niels
vurderer at de er forholdsvis langsomme til at få gennemført taktiske ændringer. Der er en del processer en
beslutning skal igennem. Alt efter beslutningens omfang, og evt. omkostningerne, kan det godt tage noget
som nævnt gang i Lean implementeringen, og generelt har den finansielle
udvikling hos Cheminova haft stor indflydelse på arbejdet med Lean. Niels nævner at man ikke er gået ud
Cheminova føler et klart
ansvar for lokalsamfundet, og gør generelt meget for deres medarbejdere, i form af at tilbyde
efteruddannelse og eksempelvis deltidsjob hvis dette er nødvendigt. Desuden er der stor økonomisk
ønnede, da der her gives et halvt års fratrædelse ved fyring.
Effektiviseringer på fabrikken i forbindelse med Lean implementeringen har dog haft en hvis indflydelse på
de ansatte, og således forklares det, at der produktionen er gået omkring 10% ned i bemanding, som
konsekvens af effektiviseringerne. Dog ses der også meget på den naturlige afgang, da det helst er på
set vil Cheminova forsøge, at tilpasse Lean deres virksomhed, og ikke implementere Lean som
filosofien udforme sig i opgavens teoretiske afsnit. Tankegangen hos den Lean ansvarlige var i høj grad, at
anvendes der hvor det gav mest mening, og
samtidig skal der også bygges videre på en Lean kultur for at sikre at forbedringer er vedholdende, og at
ler nærmere flere projekter, som skal gennemføres, besluttet fra
down præget, da beslutningen kom fra
toppen, og implementeringen skete ved hjælp af konsulenter. Dette er dog ikke indtrykket i den
nuværende situation, hvor den Lean ansvarlige også gør opmærksom på, at det med at køre alle
måde for Cheminova. Dette begrundes med den
mere mening at sænke processen, og lade
udbredelsen af Lean ske mere organisk. Indtrykket er også at processen i det tilfælde bliver lang, da
midlerne er begrænset. På trods af at ledelsen er bevidst om Lean, betyder det ikke, at de alle nødvendigvis
tænker Lean. Det samme er gældende for medarbejderne. Cheminova er samlet set en ret stor fabrik,

99
for fire ansatte at implementere Lean på, da der trods alt er over 800 ansatte. Det tager omkring et halvt år
at gennemføre en mini-transformation på et anlæg, og dette kan godt gå hen og være for lang tid. Er Lean
kulturen for langt bagud, vil der med stor sandsynlig ske tilbagefald i forhold til arbejdet med Lean
værktøjerne, som den Lean ansvarlige også udtrykker at er eksempler på.
Hos Cheminova er der meget fokus på effektivitet, og at opnå dette ved hjælp af en bestemt
værktøjsportefølje. Sandsynligvis har McKinsey konsulenterne haft en stor betydning for lige netop denne
tilgang, da deres umiddelbare mål må være at skabe synlige resultater på relativt kort tid. I forhold til
værktøjerne, bliver der også fokuseret meget på, at anvende bestemte værktøjer i bestemte områder. På
trods af en pæn række anvendte værktøjer, bruges de ikke parallelt i alle deres anlæg hvor der har været
mini-transformationer. Da Cheminova er relativt nye i forhold til Lean, kan dette godt forsvares, men hvis
dette ikke med årene ændres, vil de ikke opnå den optimale effekt, jf. Kobayashi teorien om synergi ved
parallelindførsel af principper.
Det skal dog siges at den Lean ansvarlige hos Cheminova, er fuldstændig klar over, at der i hvert fald skal
ske nogle kulturelle ændringer, for at Lean arbejdet skal forblive en succes. Dette er klart en positiv
udmelding i forhold til Lean teorien, da de er en smule kulturmæssig bagud i forhold til værktøjssiden.
Fundamentet til at opbygge en Lean kultur virker dog til at være mulig, da der forklares at medarbejderne,
før Lean arbejdet, var vant til at arbejde selvstændigt og at arbejdsopgaverne generelt i forhold til
sværhedsgraden overgik traditionelle produktionsmæssige arbejdsopgaver. Vurderingen er dog hos Lean
manageren, at en mere Lean præget kultur skal udbredes organisk. Samtidig ønskes der ikke at øge
intensiteten i forhold til Lean implementeringen, da processen ikke skal virke som en top-down metode.
Mange af de ansatte har været i virksomheden i mange år, og dette kan bestemt også have en betydning
set i forhold til det at skulle omstille sig til nye arbejdsmetoder.

100
Bilag 13
Lean i Danfoss
Danfoss har en utrolig stor afdeling der beskæftiger sig med Lean. Afdelingen hedder Danfoss Business
System (DBS) og opererer inden for Danfoss’ fem divisioner. DBS er delt op i fire afdelinger, Danfoss
Productivity Programme (DPP), Full Potentiel Purchasing (FPP), Danfoss Sales Program (DSP) og Product
Development Program (PDP). Førstnævnte blev startet først og arbejder med Lean i produktionen. DBS
med dens fire afdelinger er en corporate funktion, men under hver division har de en lokal afdeling. Jens
Andreasen er Senior Director i DBS og chef for den lokale DPP afdeling under divisionen Refrigeration &
Conditioning. En rundtur i produktionen i Kolding og en samtale med Jens, gav et indtryk af hvordan
Danfoss arbejder med Lean. DBS startede i 2004 med DPP med hjælp fra McKinsey. Senere hen (2007) blev
FPP og DSP også startet, og i 2009 startede de PDP, uden hjælp fra McKinsey. Corporateafdelingen står for
vedligeholdelse, mens lokalafdelingerne står for implementeringen. I forhold til implementeringsmetoden
forklarede Jens, at der er stort fokus på anvendelse af Lean værktøjer hos Danfoss. Kulturdelen er også
meget væsentlig, men svær at arbejde med og ikke mindst meget afhængig af lederen af hvert projekt.
Ellers var Lean ifølge Jens lig med DBS, da han selv var uddannet internt i virksomheden.
Siden påbegyndelsen af Lean implementeringen, har Danfoss i dag været rundt på alle deres fabrikker i
verden. Fabrikkerne er delt op i områder/linjer som de kalder piloter og fremgangsmåden er at et team
arbejder med et pilotprojekt i 16 uger. Én uges fact pack, én uge current state analyse, én uges future state
analyse, ti ugers implementering og tre ugers sustain. Denne 16 ugers plan operere de altid efter og er en
del af de faste koncept de bruger på hver pilot. Undtagelsesvis forkorter de perioden hvis det er et specielt
projekt og hvis det er mindre, bliver det i stedet for til et kaizen projekt over tre uger. Efter de nu har været
alle piloter på fabrikkerne igennem, omkring 160 piloter er kørt, arbejder de nu med lidt færre piloter og på
en anden måde. Teamet der arbejder på en pilot, består af en navigatør og en navigatørtrainee, samt en
række medarbejdere fra linjen. Generelt implementerer de efter et fastlagt koncept, som de selv har
fremstillet. Konceptet er ejet af DBS og de lokale afdelinger har nærmest et påbud om at bruge de
værktøjer som DBS stiller til rådighed. De lokale afdelinger kan ikke blot implementere et nyt værktøj, som
ikke er under DBS. Se figur 6.9 for implementeringen og figur 6.10 for organisationshierarkiet i afdelingen
for Lean, DBS.
Fact
pack
Current
state
Future
state Implementering Sustain
Projekt i en afdeling
Vedligeholdelse af
Corporate
Figur 6.9 – Implementeringen af Lean ved Danfoss (produktionen)
101
Værktøjskassen som DBS har, indeholder alle de traditionelle Lean værktøjer. I DPP regi, er der omkring 15
stk., mens de er lidt færre i de andre afdelinger, som ikke direkte beskæftiger sig med produktionen. En
gennemgang i produktionen, i en afdeling hvor der foregår et pilot projekt, viser også tydelige tegn på Lean.
Og en detaljere konceptfase beskrivelse af en navigatør, viser at de koncentrerer sig meget om value stram
mapping. Under dette er der nemlig utrolig meget spild at reducere. Netop reduktion af spild, er hvorledes
Lean opfattes ved Danfoss. I forbindelse med værktøjerne, er der utrolig mange målinger ved Danfoss.
Dette er nødvendigt for at kunne styre og vedligeholde Lean arbejdet i de mange fabrikker verden over.
Kulturdelen har stor betydning ved Danfoss. Da de arbejder meget projektorienteret, ryger meget af Lean
implementeringen når de forlader piloten igen. Derfor prøver de at få så meget kultur ind i medarbejderne
som muligt. Tidligere havde Lean teamet alt at sige i forbindelse med piloterne, men de prøver nu at
inddrage medarbejderne i højere grad.
DBS består af omkring 100 ansatte, en afdeling og dens arbejde som er vigtigt for ledelsen. Under den store
nedskæringsrunde i 2009, var afdelingen den eneste der ikke blev berørt. Der blev sågar ansat flere.
Afdelingen er meget dyr for Danfoss, da de ansatte rejser meget, også uden for Danmark og med ophold af
længere varighed. Men DBS har til gengæld givet virksomheden store besparelser. Årligt vurderes disse
besparelser til at udgøre op mod en halv milliard kroner. 2010 resultatet skal også delvis tilskrives DBS.
Danfoss arbejder med at mål om 10-12% øget produktivitet om året. Dette mål nåede de i 2010. I alt har de
øget produktiviteten med omkring 30%. En øget produktivitet er netop også hvad formålet med Lean
arbejdet er. Beslutningen om at arbejde med Lean blev truffet af beslutningen i 2004 og med nogle
konkrete mål om at reducere omkostningerne og øge kapaciteten. I forhold til Lean i hele forsyningskæden,
vælger Danfoss først at fokusere på sig selv, før den begynder at arbejde målrettet med Lean i forbindelse
med leverandørerne.
Nedganen i 2009 påvirkede på ingen måde arbejdet med Lean. Afskedigelserne var udelukkende på
baggrund af den samfundsøkonomiske krise. Danfoss havde dog ikke travlt med at melde ud, at
afskedigelserne ikke var i relation til Lean, da medarbejderne gerne må vide at Lean kan koste
medarbejdere på sigt, dog ikke nødvendigvis. Chefen for DPP, angiver også at Lean fungerer bedst i vækst,
efter tesen om at man enten øger kapaciteten eller bliver færre medarbejdere. At Lean er noget helt
essentielt i Danfoss, blev gjort klart da absolut ingen af de ansatte fra DBS blev fyret da der skulle
nedskæres. Således fortsatte denne i forvejen relativt store afdeling, med Lean implementeringen efter
planen.
På sigt er det meningen at DBS afdelingen skal bestå af færre medarbejdere. De har nu været igennem de
mange piloter i fabrikkerne og skal selvfølgelig blive ved med at arbejde med dem. Men 100 ansatte er for
mange til de opgaver de skal imødegå i fremtiden. Der skal arbejdes mere med kulturen i fremtiden, sådan
at en egentlig Lean kultur bygges op. Der er indtil videre blev sparet meget med arbejdet i DPP.
Fremadrettet er der derfor mere at hente i nogle af de andre afdelinger, eksempelvis FPP.
Vurdering af Lean i Danfoss
Det der hurtigt falder en i øjnene ved Danfoss i forbindelse med Lean implementeringen, er deres Lean
afdeling. De besidder en meget stor afdeling der beskæftiger sig med filosofien. I hele koncernen er der
således ansat omkring 100 mænd i DBS, hvilket er et relativt højt antal. De bruger altså utrolig mange
ressourcer på effektivisering, men til deres forsvar, opnår de også store resultater. Derudover skal man
102
huske at Danfoss er en meget stor virksomhed med 24.000 ansatte, og udvikling og produktion inden for
flere forretningsområder. For at få Lean ud i alle hjørner af organisationen og opnå konsistens, er det vigtig
med et stort hold af eksperter indenfor Lean, for at processen ikke trækker i langdrag. De 100 mænd er dog
ikke kun beskæftiget i produktionen, da det kun er DPP der arbejder der. De tre andre afdelinger i DBS
arbejder med Lean i mere administrative jobs. Derfor er det næsten hele organisationen, DBS arbejder med
at effektivisere. Det er dog tydeligt at det er i produktionen der indtil videre har været den største fokus.
Men som chefen for DPP forklare, så vil de i fremtiden bruge ekstra ressourcer på fx FPP.
Danfoss implementeringsmåde kan godt betragtes som top-down. De har et fastlagt koncept som
implementeres for hvert pilotprojekt, med de samme værktøjer og sammen procedurer. Heldigvis har hvert
afdeling (DFF, FPP, DSP og PDP) et forskelligt koncept, da de ikke skal bruge det samme koncept i
henholdsvis produktionen og udviklingsafdelingen. Med dette skal forstås at brugen af værktøjer og
målinger ikke bruges på samme måde og ikke at man ikke kan overføre alle værktøjer til administrationen.
Selv mellem corporate og de lokale enheder, fungerer top-down princippet, hvilket kan forklares med at de
corporate bestemmer hvilke værktøjer de lokale enheder må implementere. Hvis de lokale enheder har et
nyt brugbart værktøj, skal det først testes og så indføres i alle afdelingerne og i alle lokalenhederne. I selve
pilotprojekterne er der også tydelige spor af top-down princippet. De to fra DBS der kommer ud, arbejder
godt nok sammen med folk fra linjen, men et besøg i et pilotprojekt, viste tydeligt at det var de to personer
fra DBS der havde mest at sige og havde mest viden om Lean. Danfoss arbejder dog med at gøre det mindre
top-down, hvilket også kommer lidt automatisk da DBS har været hele produktionen igennem og folk nu
kender til Lean. Derved er medarbejderne blevet bedre til selv at komme med input til ændringer.
Med den måde som Danfoss implementere Lean på, er det iøjnefaldende at der lægges meget vægt på
værktøjerne. Der snakkes utrolig meget værktøjer, og deres koncept består primært at værktøjer som skal
implementeres. Det er dog ikke fordi de ikke er klar over kulturens vigtighed. De mener nemlig at kulturen
er altafgørende for en vedvarende Lean implementering. Men de mener at kulturen er meget svært at få
implementeret og sker rigtig langsomt over meget lang periode. Dette er som bekendt også rigtigt, og man
skal have i mente at virksomheden er utrolig stor og kompleks, så i første omgang er det fint at
implementere værktøjer der øger produktiviteten. Ved at de implementerer værktøjerne og arbejder med
dem, får de derved forståelsen og begynder at tænke mere Lean jf. ”learning by doing”-princippet.
Ledelsens engageret vurderes til at være stort i betragtning af den store DBS afdeling og fredningen af den
under nedskæringsrunden. Dette giver også fin mening i forhold til ejerskabet, da en familieejet
virksomhed kan tillade sig at lade resultaterne vente på sig, da ingen hurtige gevinster skal hentes.
Denne implementeringsmåde betyder også at de er mere modne med værktøjerne end med kulturen. I
fremtiden er det hensigten at DBS afdelingen skal blive mindre. Dette er ganske forståeligt, da meningen er
at merværdien skal skabes af medarbejderne selv. Dette vil ske når Danfoss er mere Lean modne, men der
skal dog ikke være tvivl om at Lean i Danfoss er helt centralt, og vil således også være det i fremtiden. Den
overordnede ledelse i Danfoss har givet mange beføjelser til DBS afdelingen, som stort set har frit slag i
forhold til at træffe beslutningen. Samtidig var DBS afdelingen helt fredet i forhold til fyringsrunderne i
2009, og meningen er at medarbejdere der går fri i takt med at afdelingen bliver mindre, får andre stillinger
rundt omkring i Danfoss organisationen, alt efter kvalifikationer. Lean kulturen er den største udfordring i
fremtiden, og i en så stor virksomhed som Danfoss kommer det til at tage tid, hvis der skal skabes en total
kulturændring. Chefen for DPP forklarer også, at kulturændringerne de steder hvor der bliver kørt piloter er
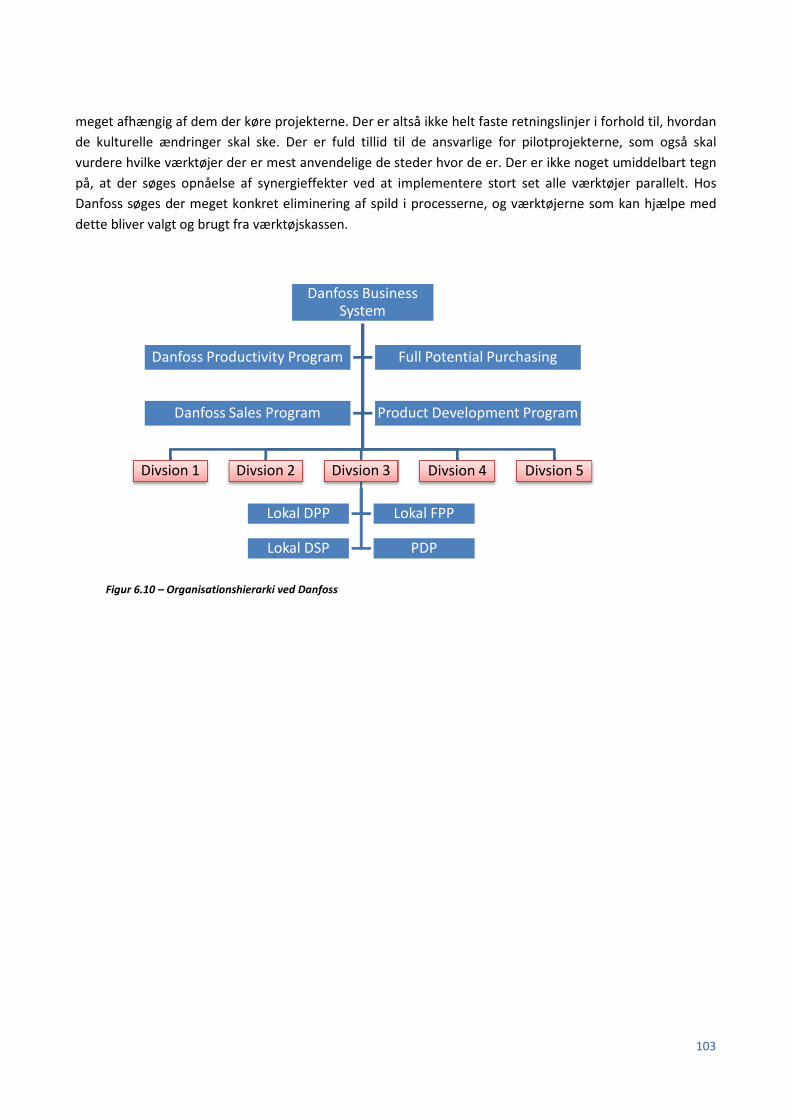
meget afhængig af dem der køre projekterne. Der er altså ikke helt faste retningslinjer i forhold til, hvord
de kulturelle ændringer skal ske. Der er fuld tillid til de ansvarlige for pilotprojekterne, som også skal
vurdere hvilke værktøjer der er mest anvendelige de steder hvor de er. Der er ikke noget umiddelbart tegn
på, at der søges opnåelse af synergieffe
Danfoss søges der meget konkret eliminering af spild i processerne, og værktøjerne som kan hjælpe med
dette bliver valgt og brugt fra værktøjskassen.
Divsion 1 Divsion 2
Lokal DPP
Lokal DSP
Danfoss Productivity Program
Danfoss Sales Program
Figur 6.10 – Organisationshierarki ve
meget afhængig af dem der køre projekterne. Der er altså ikke helt faste retningslinjer i forhold til, hvord
de kulturelle ændringer skal ske. Der er fuld tillid til de ansvarlige for pilotprojekterne, som også skal
vurdere hvilke værktøjer der er mest anvendelige de steder hvor de er. Der er ikke noget umiddelbart tegn
på, at der søges opnåelse af synergieffekter ved at implementere stort set alle værktøjer parallelt. Hos
Danfoss søges der meget konkret eliminering af spild i processerne, og værktøjerne som kan hjælpe med
dette bliver valgt og brugt fra værktøjskassen.
Danfoss Business System
Divsion 2 Divsion 3
Lokal DPP Lokal FPP
Lokal DSP PDP
Divsion 4 Divsion 5
Danfoss Productivity Program Full Potential Purchasing
Danfoss Sales Program Product Development Program
Organisationshierarki ved Danfoss
103
meget afhængig af dem der køre projekterne. Der er altså ikke helt faste retningslinjer i forhold til, hvordan
de kulturelle ændringer skal ske. Der er fuld tillid til de ansvarlige for pilotprojekterne, som også skal
vurdere hvilke værktøjer der er mest anvendelige de steder hvor de er. Der er ikke noget umiddelbart tegn
kter ved at implementere stort set alle værktøjer parallelt. Hos
Danfoss søges der meget konkret eliminering af spild i processerne, og værktøjerne som kan hjælpe med
Divsion 5
Product Development Program





























