Embed Size (px)
Citation preview

열교환기 사용지침서
M3 M6 M10 TS6 T2 T5
TL3 TL6 M15 TL10 TL15 T20
TS20 MX25 M30 MA30 TL35

2
3
목 차
주요 구성요소
기능
전열판 식별
반용접형 열교환기
설치 전
요구사항
들어올리기
세우기
가동 준비 (Start-up)
설비 운전
운전 정지
현장 세척 (CIP)
분해 세정
조립
압력 테스트
가스켓 교체
목 차
개 요
설 치
운 전
유지보수
7
8
8
8
9
9
10
11
12
13
13
14
15
18
22
22
4
머리말
머리말
본 매뉴얼은 열교환기 설치, 작동 및 유지보수에 필요한
정보를 담고 있습니다.
안전 주의사항
열교환기는 알파라발의 지침에 따라 사용되고 유지보수
되어야 합니다. 열교환기 취급 부주의로 인해 상해를 입거나
자산 손실 등의 심각한 결과를 초래할 수 있습니다.
알파라발은 본 지침서를 따르지 않아 초래된 손실이나
상해에 대해서는 책임지지 않습니다.
열교환기는 특정 재질, 유체 종류, 온도 및 압력에 맞게
사용되어야 합니다.
본 매뉴얼은 아래의 열교환기 모델을 대표합니다.
• 작은 모델
M3, M6, M10, TS6, T2, T5, TL3, TL6
• 큰 모델
M15, TL10, TL15, T20, TS20, MX25, M30, MA30, TL35
매뉴얼 도움말
열교환기 도면
본 매뉴얼에 언급된 열교환기 도면은 열교환기 공급시 함께
제공된 도면들을 의미합니다.
보증 사항
보증 사항은 열교환기 공급 전 체결된 계약 내용에 따라
다릅니다. 보증 사항은 계약서 또는 특정 조항을 명시한
계약서를 모두 포함합니다. 만약 보증 기간 내 문제가 발생할
경우 알파라발 담당자와 상의하시기 바랍니다. 담당자에게
열교환기 운전일을 함께 알려주시기 바랍니다.
권고
아래의 경우, 알파라발 담당자와 상의해 주시기 바랍니다.
• 전열판을 증판할 경우 새로 적용해야 할 *조임치수
(A-measurement)
• 운전 온도와 압력을 변경하거나 공정 유체를 다른 매체로
변경하여 가스켓 재질을 재선정해야 하는 경우
* (역주) 조임치수 : 전열판 총합의 조임거리로 프레임
플레이트(Frame plate)와 프레셔 플레이트(Pressure plate)
사이의 거리를 말함
경 고 !
조치를 취하지 않으면 심각한 상해를 입을 수 있는 경우를 의미합니다.
주 의 !
조치를 취하지 않으면 일부 상해를 입을 수 있는 경우를 의미합니다.
유 의 !
조치를 취하지 않으면 자산 손실을 입을 수 있는 경우를 의미합니다.
열교환기 보관
알파라발은 계약시 특별한 요청이 없는 한, 열교환기가
바로 운전에 들어갈 수 있는 상태로 납품하고 있습니다.
하지만, 설치 이전까지 포장 상태를 그대로 유지해주시기
바랍니다. 한 달 이상 장기간 보관할 경우, 불필요한 손상을
막기 위해 특별한 주의가 필요합니다.
만약 열교환기 보관 관련하여 의문이 있으시면, 알파라발과
상의해 주시기 바랍니다.
포장 박스 내에 보관하기
열교환기 보관 장소의 특성을 미리 알고 계시다면 주문시
알파라발에게 알려주시어 필요한 조치를 취할 수 있도록
미리 협의해 주시기 바랍니다.
내부 보관
• 보관 장소 온도는 15~20℃, 습도는 70%가 좋습니다.
• 가스켓 손상을 막으려면 보관 장소 내 전기 모터나 용접
장비와 같은 오존 발생 장비가 있어선 안됩니다.
• 가스켓 손상을 막으려면 유기 용매제나 산은 없어야 하며,
직사광선, 강한 복사열, 자외선은 피해 주시기 바랍니다.
• 조임볼트는 윤활제를 발라주어야 합니다.
외부 보관
열교환기가 외부에 보관되어야 한다면, 내부 보관에서
요구한 모든 주의 사항을 따라야 합니다. 또한 외부 환경
변화에 대비한 보호가 매우 중요합니다.
보관중인 열교환기는 육안으로 매 3개월 마다 아래와 같이
상태를 확인하셔야 합니다.
• 조임 볼트(Tightening bolt)의 윤활 상태
• 금속 입출구(Port) 상태
• 전열판과 가스켓 전체 보호 상태
5
머리말
유 의 !
알파라발은 계약에 명시된 보증 기간내에 보관 장소를 검사할 수 있는 권한이 있습니다. 검사일자는 적어도 10일 이전에는 협의되어야 합니다.
운행 중단
특정한 이유로 열교환기를 멈추고 오랜 기간 운전하지
않는다면 “내부 보관” 지침서를 참고해 주시기 바랍니다.
보관 이전에 아래 사항을 참고해 주시기 바랍니다.
• 조임치수 측정(프레임과 프레셔 플레이트 사이의
A치수를 측정해 주십시오.)
• 열교환기 양측 매체가 완전히 배출되었는지 확인하십시오.
• 매체에 따라 열교환기를 세관 및 건조하셔야 합니다.
• 배관과 연결되지 않았다면, 연결구를 보호덮개로 덮어야
하며 플라스틱 또는 합판지를 사용하시면 됩니다.
• 전열판 전체를 자외선이 투과하지 않는 불투명 비닐
등으로 덮어 주십시오.
장기간 보관 후 설치 가동
열교환기가 1년 이상 가동 중지된 경우, 재가동시 누수의
위험이 있습니다. 이러한 문제를 피하려면 가스켓의 탄성을
유지할 수 있도록 하기와 같은 조치가 필요합니다.
1. 열교환기가 올바르게 설치되어 있지 않다면 PAGE 9
“설치” 지침을 참고해 주십시오.
2. 프레임과 프레셔 플레이트 사이의 조임치수(A치수)를
측정해 주십시오.
3. 프레셔 플레이트에 부착된 발판을 제거해 주십시오.
4. 조임 볼트를 풀어 주십시오. PAGE 15 “개방” 지침을
참고해 주십시오. 측정 거리가 실제 조임 치수의 1.25배가
될 때까지 열교환기를 풀어 개방해 주십시오.
5. 가스켓 복원을 위해 열교환기를 24~48시간 동안 그대로
놓아 두십시오. 시간은 길수록 더 좋습니다.
6. PAGE 18 “조립” 또는 PAGE 20 “TL6-B 조립”,
PAGE 21 “TL15-B 조립” 지침에 따라 다시 조립하십시오.
7. 알파라발은 수압 시험 테스트 실행을 권장합니다. 매체가
(일반적으로 물 사용) 열교환기에 갑작스런 충격을 주지
않도록 간격을 두어 투입되어야 합니다. 열교환기 도면에
언급된 디자인 압력까지 테스트 시행하는 것을 권고하고
있습니다.
6
머리말
환경 규정 준수
알파라발은 열교환기가 깨끗하고 효율적인 운전을 할 수
있도록 최선의 노력을 하고 있습니다. 환경적인 면을 고려하여
제품 개발, 디자인, 제조 및 서비스를 시행하고 있습니다.
포장 해체
• 포장 재질은 나무, 플라스틱, 판지, 그리고 일부 경우,
금속끈 등을 사용하고 있습니다.
• 나무와 판지는 에너지 재활용을 위해 재사용할 수 있습니다.
• 플라스틱은 공인된 처리업체를 통해 재활용되거나
폐기될 수 있습니다.
• 금속 끈은 재활용처리될 수 있습니다.
유지 보수
• 유지보수 기간 동안 오일 및 낡은 부품은 교체되어야 합니다.
• 모든 금속 부품은 재활용으로 처리할 수 있습니다.
• 낡거나 결함있는 전기 부품은 공인된 재활용 업체에게
보내야 합니다.
• 오일과 모든 낡은 비금속 부품은 해당 국가의 규정에
근거하여 처리되어야 합니다.
폐기
노후한 장비는 해당 국가의 규정에 따라 재활용처리되어야
합니다. 또한 장비에 공정상의 유체가 남아 있다면 적절한
방법에 따라 처리되어야 합니다. 폐기 관련하여 의문이
있으시면, 알파라발과 상의하여 주십시오.
7
개 요
개 요
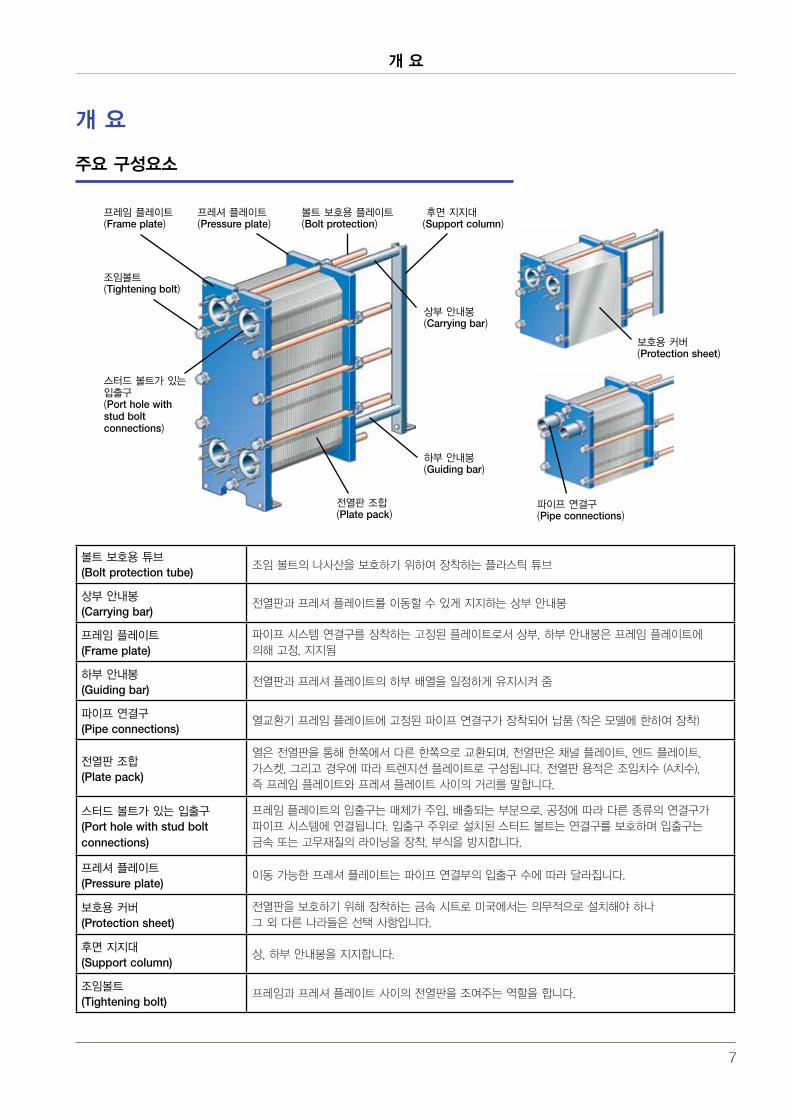
볼트 보호용 튜브
(Bolt protection tube)조임 볼트의 나사산을 보호하기 위하여 장착하는 플라스틱 튜브
상부 안내봉 (Carrying bar)
전열판과 프레셔 플레이트를 이동할 수 있게 지지하는 상부 안내봉
프레임 플레이트
(Frame plate)파이프 시스템 연결구를 장착하는 고정된 플레이트로서 상부, 하부 안내봉은 프레임 플레이트에
의해 고정, 지지됨
하부 안내봉
(Guiding bar)전열판과 프레셔 플레이트의 하부 배열을 일정하게 유지시켜 줌
파이프 연결구
(Pipe connections)열교환기 프레임 플레이트에 고정된 파이프 연결구가 장착되어 납품 (작은 모델에 한하여 장착)
전열판 조합
(Plate pack)
열은 전열판을 통해 한쪽에서 다른 한쪽으로 교환되며, 전열판은 채널 플레이트, 엔드 플레이트,
가스켓, 그리고 경우에 따라 트렌지션 플레이트로 구성됩니다. 전열판 용적은 조임치수 (A치수),
즉 프레임 플레이트와 프레셔 플레이트 사이의 거리를 말합니다.
스터드 볼트가 있는 입출구
(Port hole with stud bolt connections)
프레임 플레이트의 입출구는 매체가 주입, 배출되는 부분으로, 공정에 따라 다른 종류의 연결구가
파이프 시스템에 연결됩니다. 입출구 주위로 설치된 스터드 볼트는 연결구를 보호하며 입출구는
금속 또는 고무재질의 라이닝을 장착, 부식을 방지합니다.
프레셔 플레이트
(Pressure plate)이동 가능한 프레셔 플레이트는 파이프 연결부의 입출구 수에 따라 달라집니다.
보호용 커버
(Protection sheet)전열판을 보호하기 위해 장착하는 금속 시트로 미국에서는 의무적으로 설치해야 하나
그 외 다른 나라들은 선택 사항입니다.
후면 지지대
(Support column)상, 하부 안내봉을 지지합니다.
조임볼트
(Tightening bolt)프레임과 프레셔 플레이트 사이의 전열판을 조여주는 역할을 합니다.
주요 구성요소
프레임 플레이트(Frame plate)
조임볼트(Tightening bolt)
스터드 볼트가 있는 입출구(Port hole withstud boltconnections)
상부 안내봉(Carrying bar)
프레셔 플레이트(Pressure plate)
전열판 조합(Plate pack)
하부 안내봉(Guiding bar)
파이프 연결구(Pipe connections)
보호용 커버(Protection sheet)
볼트 보호용 플레이트(Bolt protection)
후면 지지대(Support column)
8
기 능
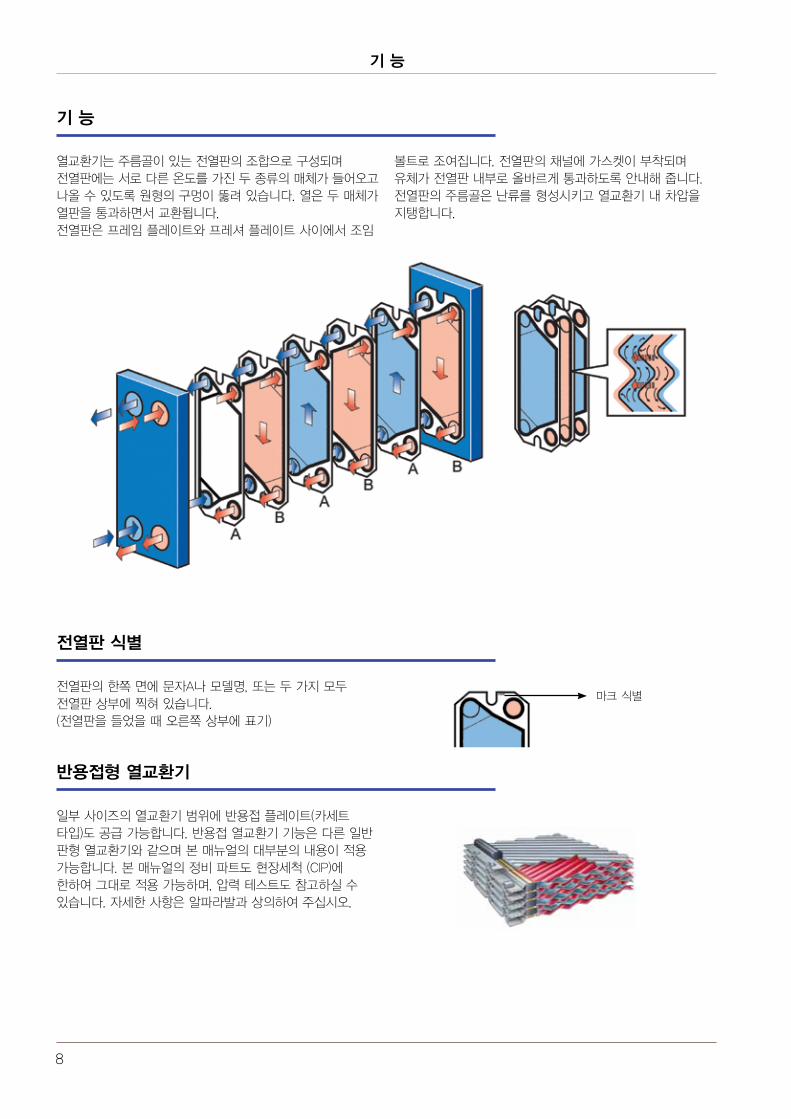
열교환기는 주름골이 있는 전열판의 조합으로 구성되며
전열판에는 서로 다른 온도를 가진 두 종류의 매체가 들어오고
나올 수 있도록 원형의 구멍이 뚫려 있습니다. 열은 두 매체가
열판을 통과하면서 교환됩니다.
전열판은 프레임 플레이트와 프레셔 플레이트 사이에서 조임
볼트로 조여집니다. 전열판의 채널에 가스켓이 부착되며
유체가 전열판 내부로 올바르게 통과하도록 안내해 줍니다.
전열판의 주름골은 난류를 형성시키고 열교환기 내 차압을
지탱합니다.
전열판의 한쪽 면에 문자A나 모델명, 또는 두 가지 모두
전열판 상부에 찍혀 있습니다.
(전열판을 들었을 때 오른쪽 상부에 표기)
기 능
마크 식별
일부 사이즈의 열교환기 범위에 반용접 플레이트(카세트
타입)도 공급 가능합니다. 반용접 열교환기 기능은 다른 일반
판형 열교환기와 같으며 본 매뉴얼의 대부분의 내용이 적용
가능합니다. 본 매뉴얼의 정비 파트도 현장세척 (CIP)에
한하여 그대로 적용 가능하며, 압력 테스트도 참고하실 수
있습니다. 자세한 사항은 알파라발과 상의하여 주십시오.
전열판 식별
반용접형 열교환기
유지보수 공간열교환기의 원활한 유지보수를 위하여 (전열판의 원활한 장착
및 탈착) 최소한의 여유 서비스 공간이 필요합니다. 공급된
열교환기 도면을 참고하십시오.
설치대 (Foundation)열교환기 프레임을 충분히 지탱하기 위해 수평의 기초 설치용
바닥이 필요합니다.
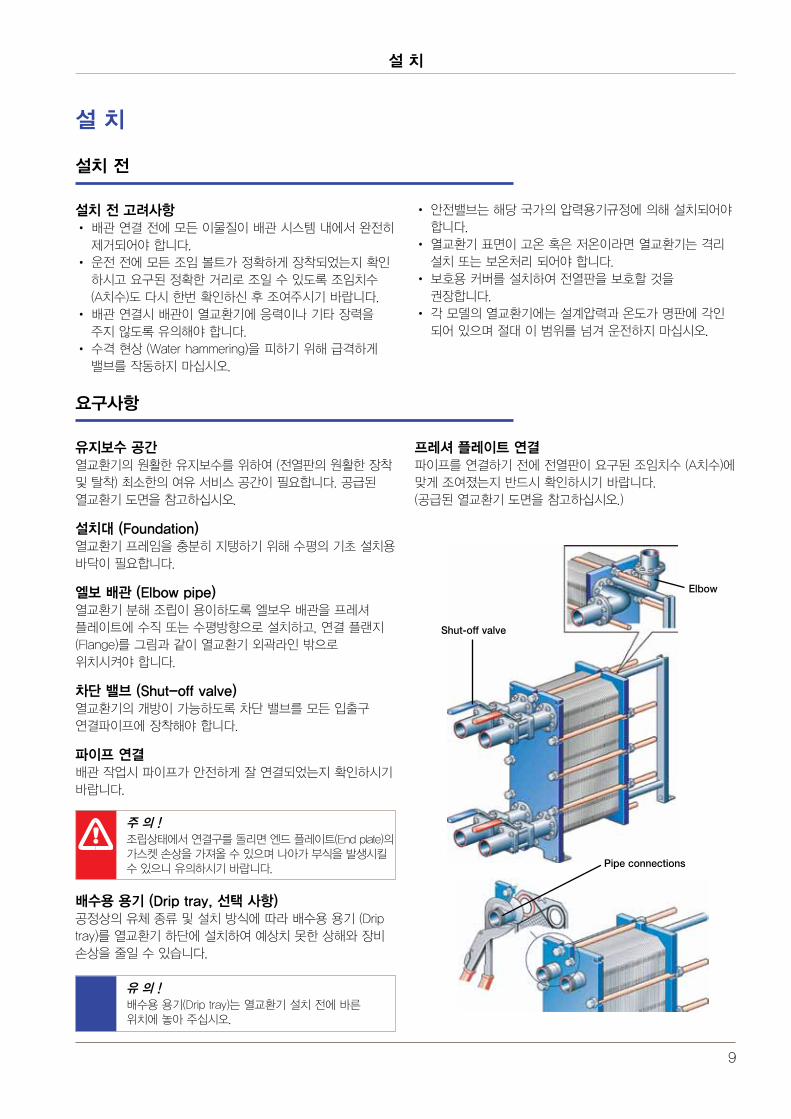
엘보 배관 (Elbow pipe)열교환기 분해 조립이 용이하도록 엘보우 배관을 프레셔
플레이트에 수직 또는 수평방향으로 설치하고, 연결 플랜지
(Flange)를 그림과 같이 열교환기 외곽라인 밖으로
위치시켜야 합니다.
차단 밸브 (Shut-off valve)열교환기의 개방이 가능하도록 차단 밸브를 모든 입출구
연결파이프에 장착해야 합니다.
파이프 연결배관 작업시 파이프가 안전하게 잘 연결되었는지 확인하시기
바랍니다.
배수용 용기 (Drip tray, 선택 사항)공정상의 유체 종류 및 설치 방식에 따라 배수용 용기 (Drip
tray)를 열교환기 하단에 설치하여 예상치 못한 상해와 장비
손상을 줄일 수 있습니다.
프레셔 플레이트 연결파이프를 연결하기 전에 전열판이 요구된 조임치수 (A치수)에
맞게 조여졌는지 반드시 확인하시기 바랍니다.
(공급된 열교환기 도면을 참고하십시오.)
9
설 치
설치 전 고려사항• 배관 연결 전에 모든 이물질이 배관 시스템 내에서 완전히
제거되어야 합니다.
• 운전 전에 모든 조임 볼트가 정확하게 장착되었는지 확인
하시고 요구된 정확한 거리로 조일 수 있도록 조임치수
(A치수)도 다시 한번 확인하신 후 조여주시기 바랍니다.
• 배관 연결시 배관이 열교환기에 응력이나 기타 장력을
주지 않도록 유의해야 합니다.
• 수격 현상 (Water hammering)을 피하기 위해 급격하게
밸브를 작동하지 마십시오.
• 안전밸브는 해당 국가의 압력용기규정에 의해 설치되어야
합니다.
• 열교환기 표면이 고온 혹은 저온이라면 열교환기는 격리
설치 또는 보온처리 되어야 합니다.
• 보호용 커버를 설치하여 전열판을 보호할 것을
권장합니다.
• 각 모델의 열교환기에는 설계압력과 온도가 명판에 각인
되어 있으며 절대 이 범위를 넘겨 운전하지 마십시오.
주 의 !
조립상태에서 연결구를 돌리면 엔드 플레이트(End plate)의 가스켓 손상을 가져올 수 있으며 나아가 부식을 발생시킬 수 있으니 유의하시기 바랍니다.
유 의 !
배수용 용기(Drip tray)는 열교환기 설치 전에 바른 위치에 놓아 주십시오.
설 치
Shut-off valve
Elbow
Pipe connections
설치 전
요구사항
10
설 치
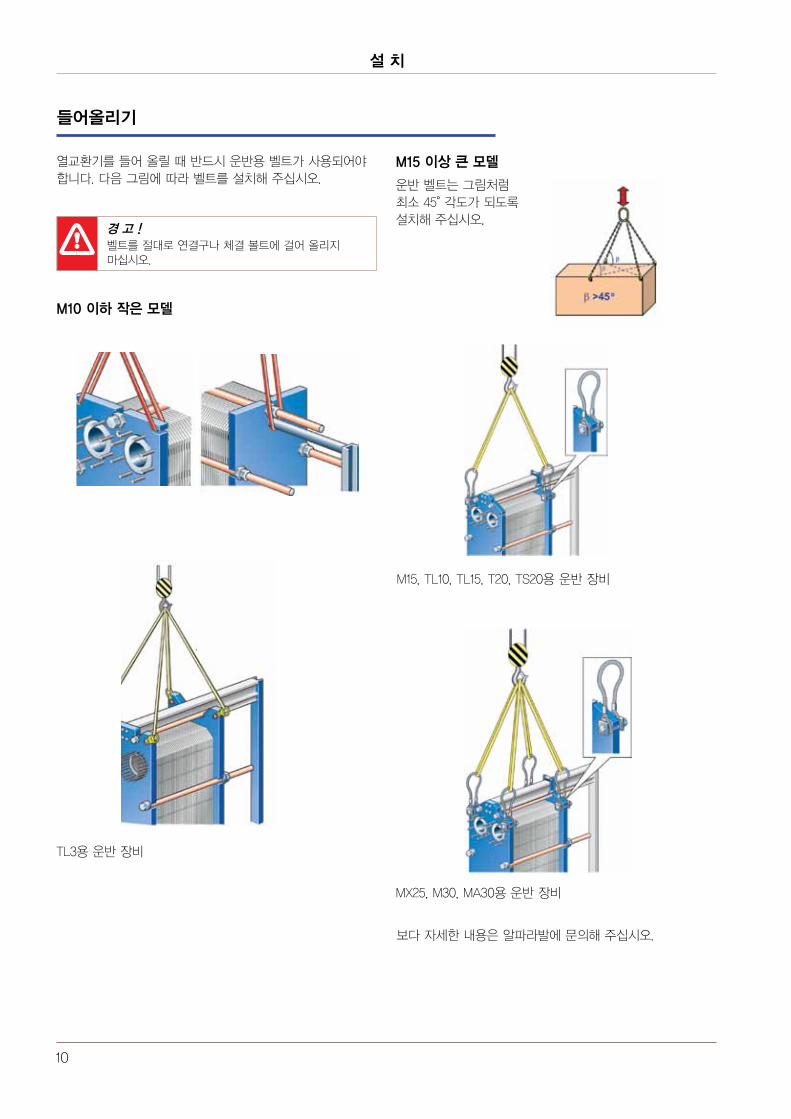
열교환기를 들어 올릴 때 반드시 운반용 벨트가 사용되어야
합니다. 다음 그림에 따라 벨트를 설치해 주십시오.
경 고 !
벨트를 절대로 연결구나 체결 볼트에 걸어 올리지 마십시오.
들어올리기
MX25, M30, MA30용 운반 장비
M10 이하 작은 모델
M15 이상 큰 모델
M15, TL10, TL15, T20, TS20용 운반 장비
TL3용 운반 장비
보다 자세한 내용은 알파라발에 문의해 주십시오.
운반 벨트는 그림처럼
최소 45° 각도가 되도록
설치해 주십시오.
11
설 치
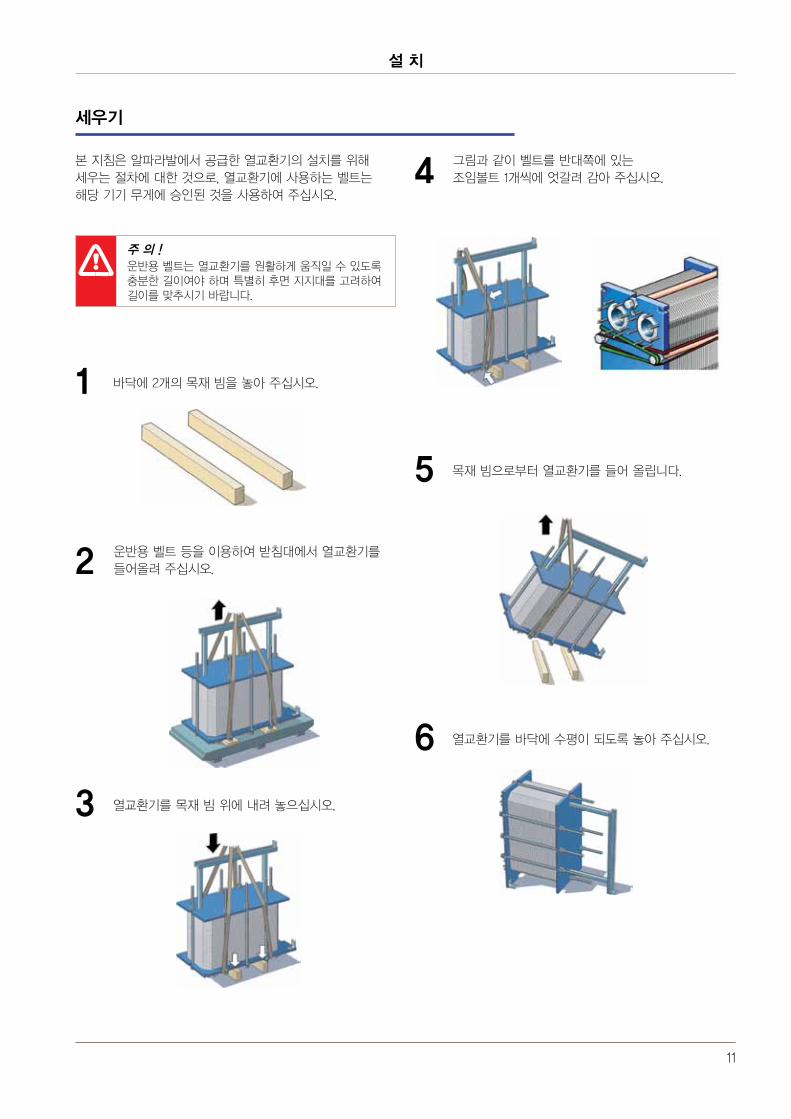
본 지침은 알파라발에서 공급한 열교환기의 설치를 위해
세우는 절차에 대한 것으로, 열교환기에 사용하는 벨트는
해당 기기 무게에 승인된 것을 사용하여 주십시오.
주 의 !
운반용 벨트는 열교환기를 원활하게 움직일 수 있도록 충분한 길이여야 하며 특별히 후면 지지대를 고려하여 길이를 맞추시기 바랍니다.
1
2 운반용 벨트 등을 이용하여 받침대에서 열교환기를
들어올려 주십시오.
4 그림과 같이 벨트를 반대쪽에 있는
조임볼트 1개씩에 엇갈려 감아 주십시오.
바닥에 2개의 목재 빔을 놓아 주십시오.
3 열교환기를 목재 빔 위에 내려 놓으십시오.
5 목재 빔으로부터 열교환기를 들어 올립니다.
6 열교환기를 바닥에 수평이 되도록 놓아 주십시오.
세우기
12
운 전
운 전
유 의 !
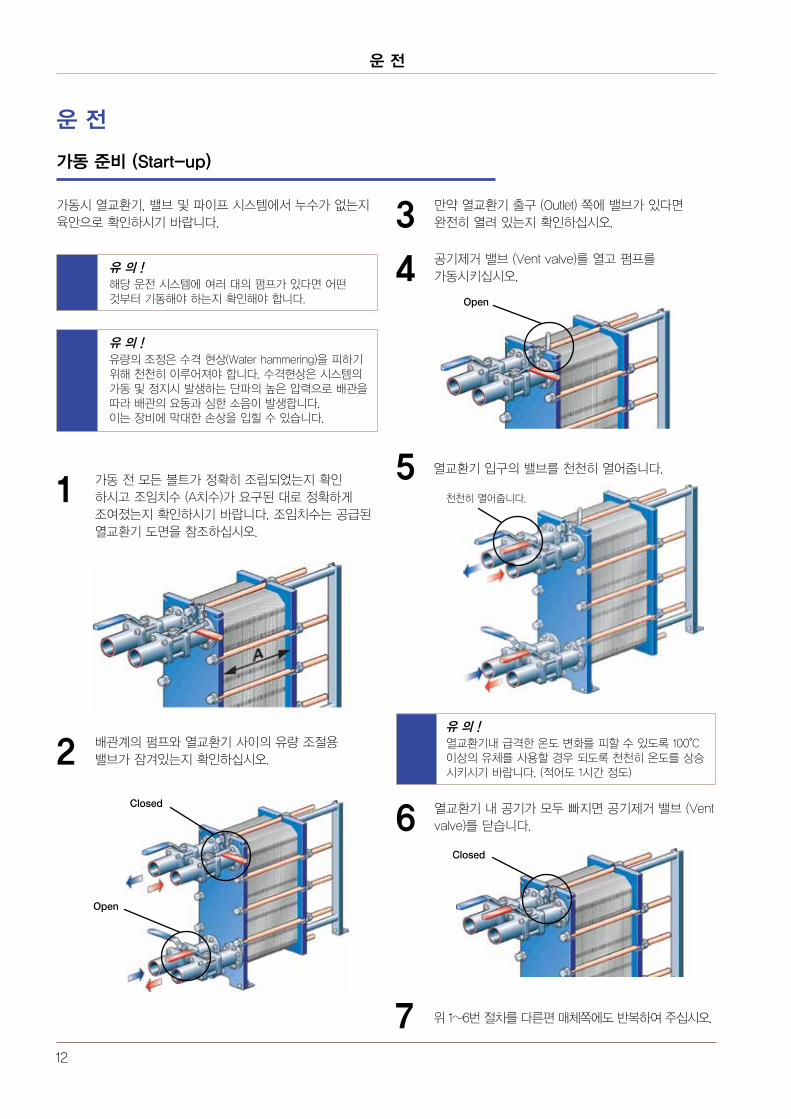
열교환기내 급격한 온도 변화를 피할 수 있도록 100°C 이상의 유체를 사용할 경우 되도록 천천히 온도를 상승시키시기 바랍니다. (적어도 1시간 정도)
1 가동 전 모든 볼트가 정확히 조립되었는지 확인
하시고 조임치수 (A치수)가 요구된 대로 정확하게
조여졌는지 확인하시기 바랍니다. 조임치수는 공급된
열교환기 도면을 참조하십시오.
2 배관계의 펌프와 열교환기 사이의 유량 조절용
밸브가 잠겨있는지 확인하십시오.
3 만약 열교환기 출구 (Outlet) 쪽에 밸브가 있다면
완전히 열려 있는지 확인하십시오.
4 공기제거 밸브 (Vent valve)를 열고 펌프를
가동시키십시오.
6 열교환기 내 공기가 모두 빠지면 공기제거 밸브 (Vent
valve)를 닫습니다.
5 열교환기 입구의 밸브를 천천히 열어줍니다.
7 위 1~6번 절차를 다른편 매체쪽에도 반복하여 주십시오.
유 의 !
해당 운전 시스템에 여러 대의 펌프가 있다면 어떤 것부터 기동해야 하는지 확인해야 합니다.
유 의 !
유량의 조정은 수격 현상(Water hammering)을 피하기 위해 천천히 이루어져야 합니다. 수격현상은 시스템의 가동 및 정지시 발생하는 단파의 높은 압력으로 배관을 따라 배관의 요동과 심한 소음이 발생합니다. 이는 장비에 막대한 손상을 입힐 수 있습니다.
가동시 열교환기, 밸브 및 파이프 시스템에서 누수가 없는지
육안으로 확인하시기 바랍니다.
Closed
Closed
Open
Open
천천히 열어줍니다.
가동 준비 (Start-up)
13
운 전
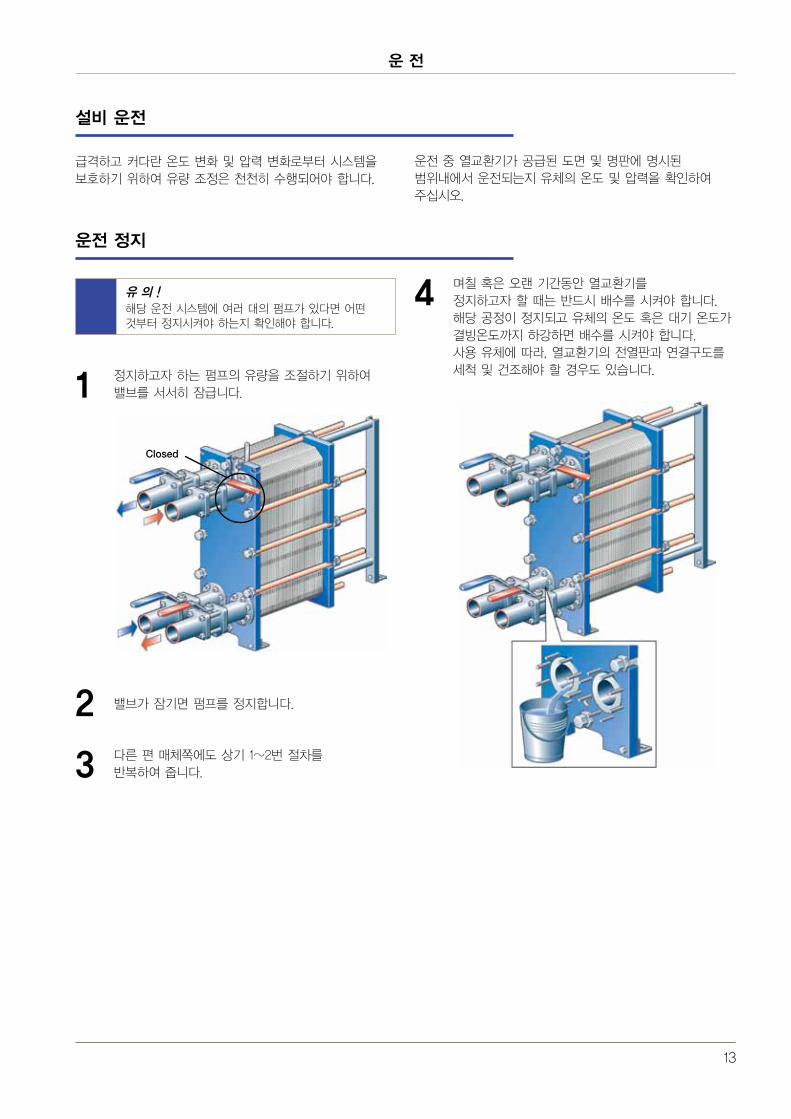
급격하고 커다란 온도 변화 및 압력 변화로부터 시스템을
보호하기 위하여 유량 조정은 천천히 수행되어야 합니다.
유 의 !
해당 운전 시스템에 여러 대의 펌프가 있다면 어떤 것부터 정지시켜야 하는지 확인해야 합니다.
1 정지하고자 하는 펌프의 유량을 조절하기 위하여
밸브를 서서히 잠급니다.
3 다른 편 매체쪽에도 상기 1~2번 절차를
반복하여 줍니다.
4 며칠 혹은 오랜 기간동안 열교환기를
정지하고자 할 때는 반드시 배수를 시켜야 합니다.
해당 공정이 정지되고 유체의 온도 혹은 대기 온도가
결빙온도까지 하강하면 배수를 시켜야 합니다.
사용 유체에 따라, 열교환기의 전열판과 연결구도를
세척 및 건조해야 할 경우도 있습니다.
2 밸브가 잠기면 펌프를 정지합니다.
운전 정지
설비 운전
Closed
운전 중 열교환기가 공급된 도면 및 명판에 명시된
범위내에서 운전되는지 유체의 온도 및 압력을 확인하여
주십시오.

14
유지보수
최상의 열교환기 상태를 유지하기 위해 정기적인 유지보수가
필요합니다. 전열판은 정기적으로 세척되어야 하며 세척
빈도는 유체와 온도 같은 여러 요소에 의해 결정됩니다.
유지보수
이는 CIP, 화학순환세정기를 이용하여 열교환기를 개방하지
않은 상태에서 현장에서 전열판을 세관하는 방식입니다.
화학순환세정기는:
• 오염물을 세정하고 석회퇴적물을 제거합니다.
• 소제된 표면의 보호피막형성은 부식의 발생률을 낮추어
줍니다.
• 배수 전에 세정액을 중화시킬 수 있습니다.
경 고 !
화학 약품 취급시, 안전화, 보호 장갑, 보호 안경과 같은 안전 장비를 착용하십시오
경 고 !
산성의 세척제는 피부와 눈에 심각한 상해를 끼칠 수 있습니다.
알파라발은 권장된 절차에 따라 시행할 경우, 열판, 가스켓
또는 접착제가 위험하지 않음을 보장합니다.
만약 CIP 현장 세척이 불가능할 경우, 분해 세정을 실시해야
합니다. PAGE 15 “분해 세정” 방법을 참고해 주십시오.
CIP 장비
Model서비스 가능한 최대 전열판 수
CIP20 CIP40 CIP200M3 90 - -M6 89 178 250M6-M 62 124 250M10-B 40 81 320M10-M 27 53 277TS6-M 56 110 184T2-B 51 - -T5-B 80 80 80T5-M 50 50 50TL3-B 150 150 150TL3-P 120 120 120TL6-B 64 129 400
M15 이상 큰 모델
M10 이하 작은 모델
Model서비스 가능한 최대 전열판 수
CIP200 CIP400 CIP800 CIP1800M15-B/BD/E/M 316 600 600 600TL10-B/P 333 522 522 522TL15-B 165 257 665 665T20-B/M/P 160 348 700 700TS20-M 176 382 841 1971MX25-B/M 83 180 395 925M30 48 103 227 532MA30-M/S/SM 49 107 234 549TL35-B 55 120 263 617
화학세정제
세정제 설 명AlfaCaus 페인트, 지방질, 기름 및 미생물을
제거할 수 있는 강알칼리 용액
AlfaPhos 산화금속, 녹, 석회 및 기타 다른 무기물의 오염물을 제거할 수 있는 산성 용액
AlfaNeutra AlfaPhos 사용 후 배수 전에 중화시키기 위해 사용하는 강알칼리 용액
Alfa P-Neutra Alfa P-Scale 중화용액
Alfa P-Scale 초기 탄화된 오염물 혹은 기타 무기물의 오염을 제거하기 위한 산성 파우더
AlfaDescalent 무기물의 오염을 제거하는데 사용하는 무해한 산성 세정제
AlfaDegreaser 기름, 그리스, 왁스 오염물을 제거하기 위해 사용하는 무해한 세정제
현장 세척 (CIP, Cleaning-in-place)
3가지 세척 방법이 있으며 PAGE 14의 “현장세척(Cleaning-
in-place)” 혹은 PAGE 15의 “분해 세정” 방법을 참고해
주시거나 저희 알파라발 서비스 센터로 연락주십시오.
15
유지보수
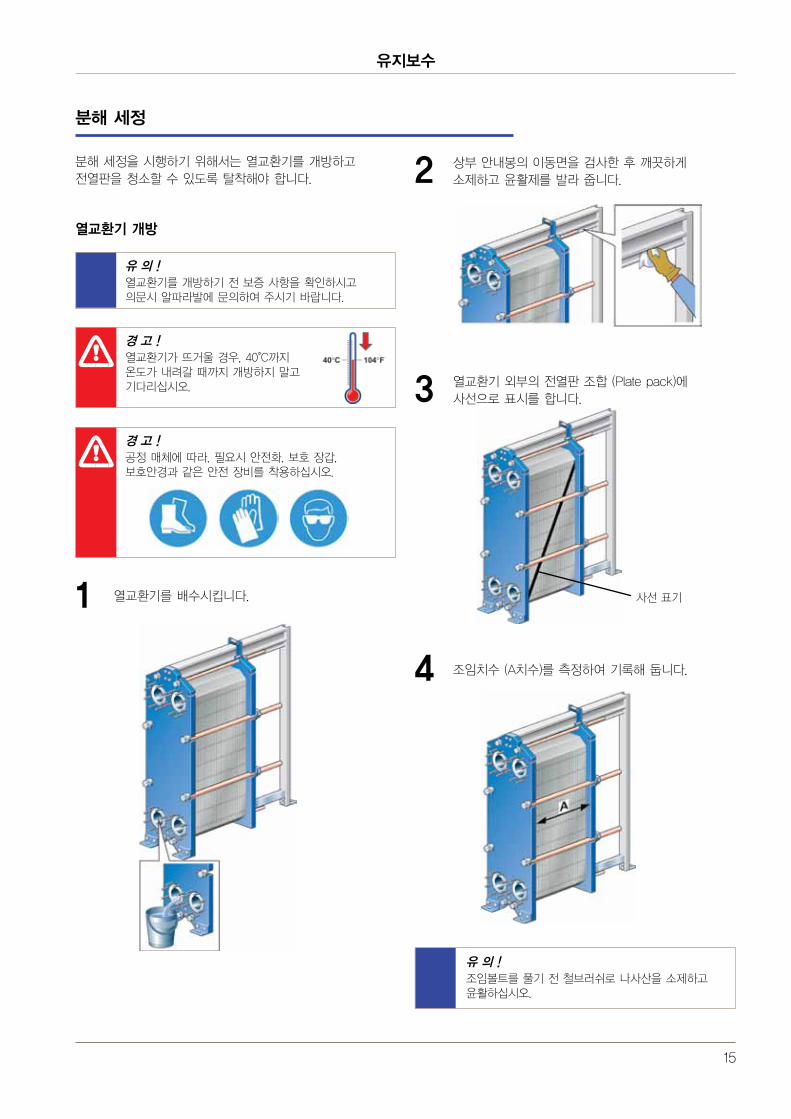
분해 세정을 시행하기 위해서는 열교환기를 개방하고
전열판을 청소할 수 있도록 탈착해야 합니다.
열교환기 개방
경 고 !
열교환기가 뜨거울 경우, 40°C까지 온도가 내려갈 때까지 개방하지 말고 기다리십시오.
경 고 !
공정 매체에 따라, 필요시 안전화, 보호 장갑, 보호안경과 같은 안전 장비를 착용하십시오.
유 의 !
열교환기를 개방하기 전 보증 사항을 확인하시고 의문시 알파라발에 문의하여 주시기 바랍니다.
유 의 !
조임볼트를 풀기 전 철브러쉬로 나사산을 소제하고 윤활하십시오.
1 열교환기를 배수시킵니다.
2 상부 안내봉의 이동면을 검사한 후 깨끗하게
소제하고 윤활제를 발라 줍니다.
3 열교환기 외부의 전열판 조합 (Plate pack)에
사선으로 표시를 합니다.
4 조임치수 (A치수)를 측정하여 기록해 둡니다.
사선 표기
분해 세정
16
유지보수
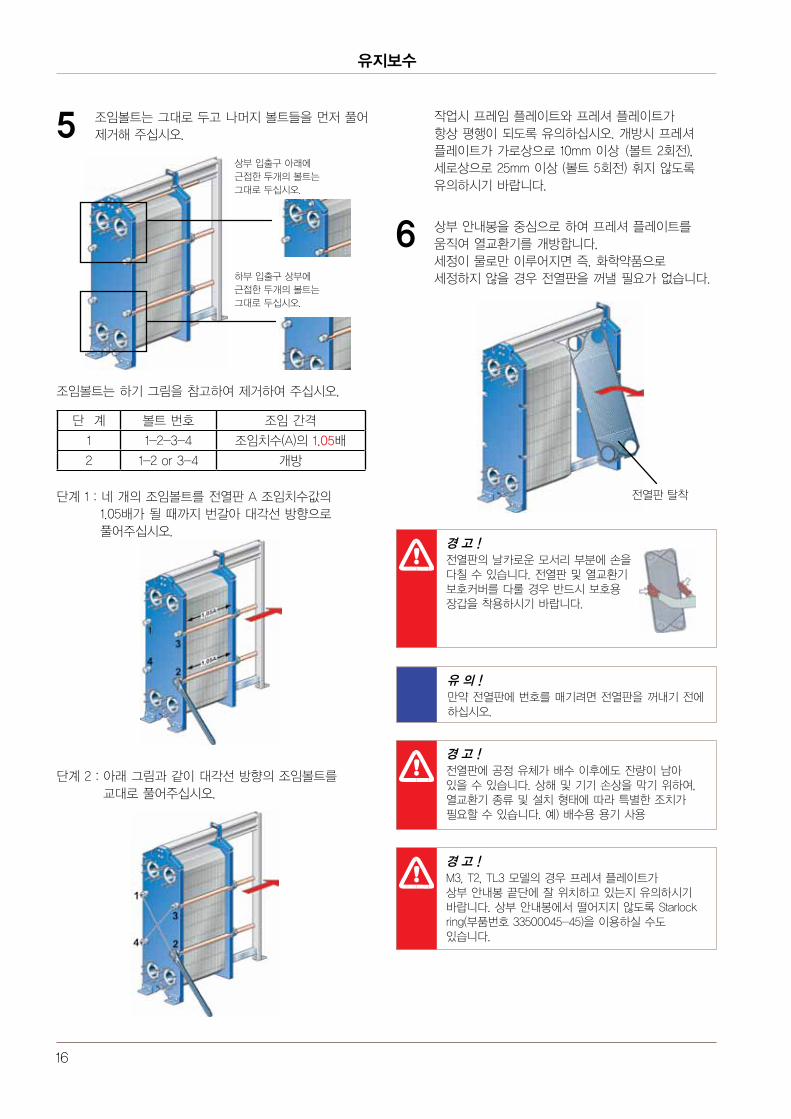
5 조임볼트는 그대로 두고 나머지 볼트들을 먼저 풀어
제거해 주십시오.
6 상부 안내봉을 중심으로 하여 프레셔 플레이트를
움직여 열교환기를 개방합니다.
세정이 물로만 이루어지면 즉, 화학약품으로
세정하지 않을 경우 전열판을 꺼낼 필요가 없습니다.
조임볼트는 하기 그림을 참고하여 제거하여 주십시오.
단 계 볼트 번호 조임 간격
1 1-2-3-4 조임치수(A)의 1.05배
2 1-2 or 3-4 개방
단계 1 : 네 개의 조임볼트를 전열판 A 조임치수값의
1.05배가 될 때까지 번갈아 대각선 방향으로
풀어주십시오.
단계 2 : 아래 그림과 같이 대각선 방향의 조임볼트를
교대로 풀어주십시오.
경 고 !
전열판에 공정 유체가 배수 이후에도 잔량이 남아 있을 수 있습니다. 상해 및 기기 손상을 막기 위하여, 열교환기 종류 및 설치 형태에 따라 특별한 조치가 필요할 수 있습니다. 예) 배수용 용기 사용
경 고 !
M3, T2, TL3 모델의 경우 프레셔 플레이트가 상부 안내봉 끝단에 잘 위치하고 있는지 유의하시기 바랍니다. 상부 안내봉에서 떨어지지 않도록 Starlock ring(부품번호 33500045-45)을 이용하실 수도 있습니다.
경 고 !
전열판의 날카로운 모서리 부분에 손을 다칠 수 있습니다. 전열판 및 열교환기 보호커버를 다룰 경우 반드시 보호용 장갑을 착용하시기 바랍니다.
유 의 !
만약 전열판에 번호를 매기려면 전열판을 꺼내기 전에 하십시오.
작업시 프레임 플레이트와 프레셔 플레이트가
항상 평행이 되도록 유의하십시오. 개방시 프레셔
플레이트가 가로상으로 10mm 이상 (볼트 2회전),
세로상으로 25mm 이상 (볼트 5회전) 휘지 않도록
유의하시기 바랍니다.
상부 입출구 아래에
근접한 두개의 볼트는
그대로 두십시오.
하부 입출구 상부에
근접한 두개의 볼트는
그대로 두십시오.
전열판 탈착
17
유지보수
열교환기 세정
경 고 !
산성의 세척제는 피부와 눈에 심각한 상해를 끼칠 수 있습니다.
경 고 !
공정 매체에 따라, 필요시 안전화, 보호 장갑, 보호 안경과 같은 안전 장비를 착용하십시오.
경 고 !
스테인레스 스틸로 된 전열판을 염산으로 닦지 마십시오. 330ppm 이상의 염소를 함유한 물은 세척용제로 사용 하시면 안됩니다. 알루미늄으로 된 상부 안내봉이나 후면 지지대는 화공약품이 닿지 않도록 주의하십시오.
경 고 !
필요시 보호용구를 장착하시고 열교환기 내 사용된 매체 및 오염물로 인한 위험이 없는지 미리 살피시기 바랍니다.
유 의 !
열교환기 개방 후 수동 세정시 가스켓이 손상되지 않도록 유의하십시오.
유 의 !
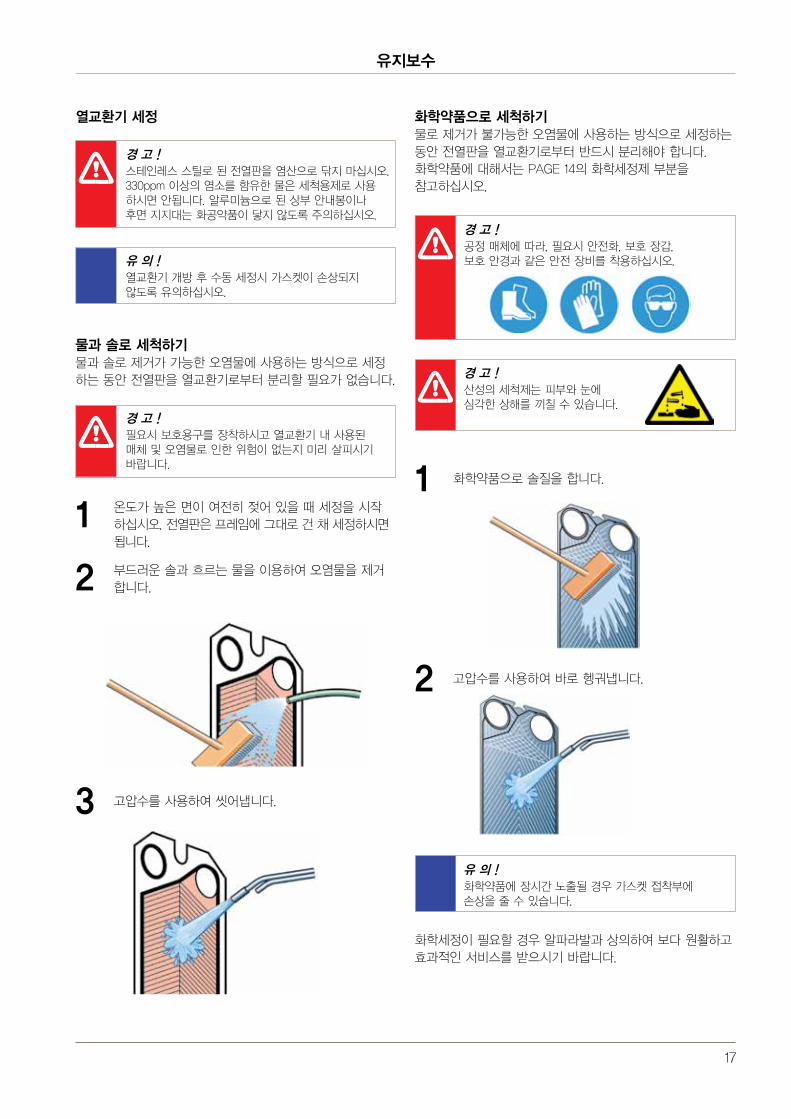
화학약품에 장시간 노출될 경우 가스켓 접착부에 손상을 줄 수 있습니다.
물과 솔로 세척하기물과 솔로 제거가 가능한 오염물에 사용하는 방식으로 세정
하는 동안 전열판을 열교환기로부터 분리할 필요가 없습니다.
1 온도가 높은 면이 여전히 젖어 있을 때 세정을 시작
하십시오. 전열판은 프레임에 그대로 건 채 세정하시면
됩니다.
2 부드러운 솔과 흐르는 물을 이용하여 오염물을 제거
합니다.
3 고압수를 사용하여 씻어냅니다.
1 화학약품으로 솔질을 합니다.
2 고압수를 사용하여 바로 헹궈냅니다.
화학약품으로 세척하기물로 제거가 불가능한 오염물에 사용하는 방식으로 세정하는
동안 전열판을 열교환기로부터 반드시 분리해야 합니다.
화학약품에 대해서는 PAGE 14의 화학세정제 부분을
참고하십시오.
화학세정이 필요할 경우 알파라발과 상의하여 보다 원활하고
효과적인 서비스를 받으시기 바랍니다.
18
유지보수
유 의 !
만약 가스켓이 잘못 장착되면 가스켓 홈으로부터 올라오거나 밖으로 돌출될 것입니다.
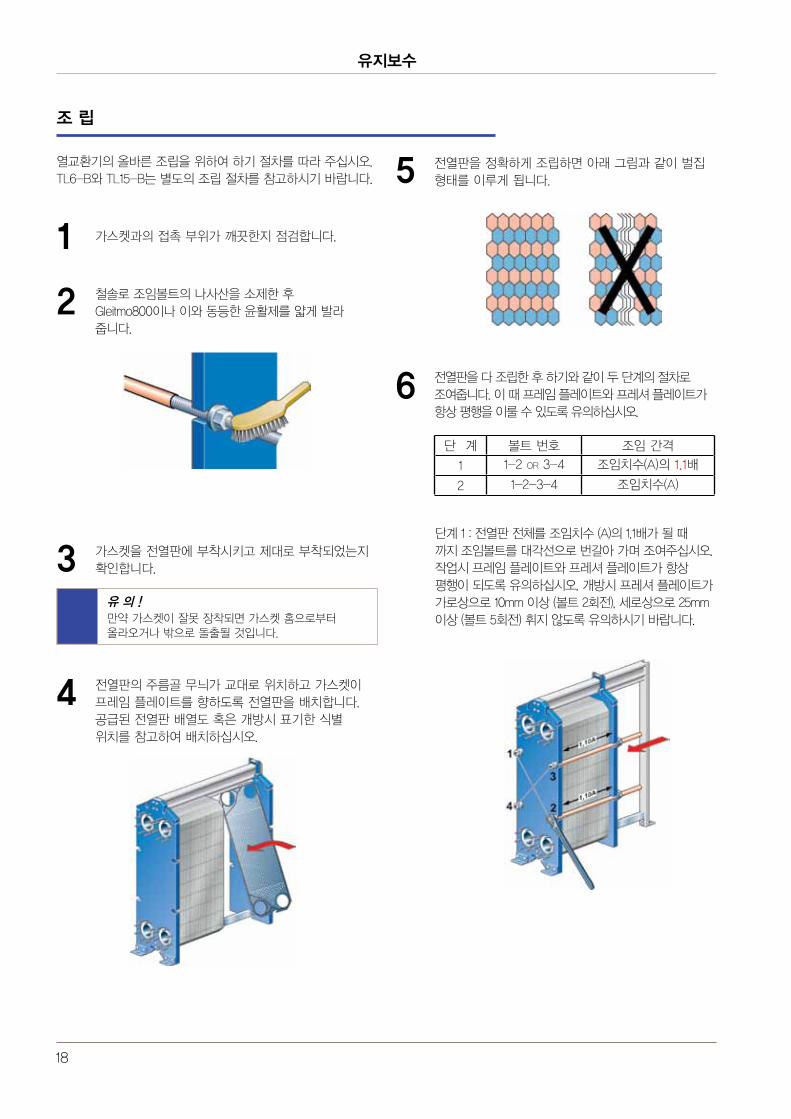
4 전열판의 주름골 무늬가 교대로 위치하고 가스켓이
프레임 플레이트를 향하도록 전열판을 배치합니다.
공급된 전열판 배열도 혹은 개방시 표기한 식별
위치를 참고하여 배치하십시오.
2 철솔로 조임볼트의 나사산을 소제한 후
Gleitmo800이나 이와 동등한 윤활제를 얇게 발라
줍니다.
3 가스켓을 전열판에 부착시키고 제대로 부착되었는지
확인합니다.
5 전열판을 정확하게 조립하면 아래 그림과 같이 벌집
형태를 이루게 됩니다.
6 전열판을 다 조립한 후 하기와 같이 두 단계의 절차로
조여줍니다. 이 때 프레임 플레이트와 프레셔 플레이트가
항상 평행을 이룰 수 있도록 유의하십시오.
단계 1 : 전열판 전체를 조임치수 (A)의 1.1배가 될 때
까지 조임볼트를 대각선으로 번갈아 가며 조여주십시오.
작업시 프레임 플레이트와 프레셔 플레이트가 항상
평행이 되도록 유의하십시오. 개방시 프레셔 플레이트가
가로상으로 10mm 이상 (볼트 2회전), 세로상으로 25mm
이상 (볼트 5회전) 휘지 않도록 유의하시기 바랍니다.
1 가스켓과의 접촉 부위가 깨끗한지 점검합니다.
열교환기의 올바른 조립을 위하여 하기 절차를 따라 주십시오.
TL6-B와 TL15-B는 별도의 조립 절차를 참고하시기 바랍니다.
조 립
단 계 볼트 번호 조임 간격
1 1-2 or 3-4 조임치수(A)의 1.1배
2 1-2-3-4 조임치수(A)
19
유지보수
볼트 규격
베어링박스(Bearing box)의 볼트
워셔(Washer)의 볼트
Nm kpm Nm kpm
M24 450 45
M30 900 90
M39 1300 130 2000 200
M48 2100 210 3300 330
수동으로 조일 경우 조임토크는 추정하여 조여 줍니다.
만약 요구된 조임치수 (A)로 조립할 수 없다면;
• 전열판 총수와 도면상의 조임치수 (A)를 확인하십시오.
• 모든 너트 (Nut)와 베어링 박스가 원활히 움직이는지
점검하고 그렇지 않을 경우, 소제 후 윤활유를 바르거나
신품으로 교체하십시오.
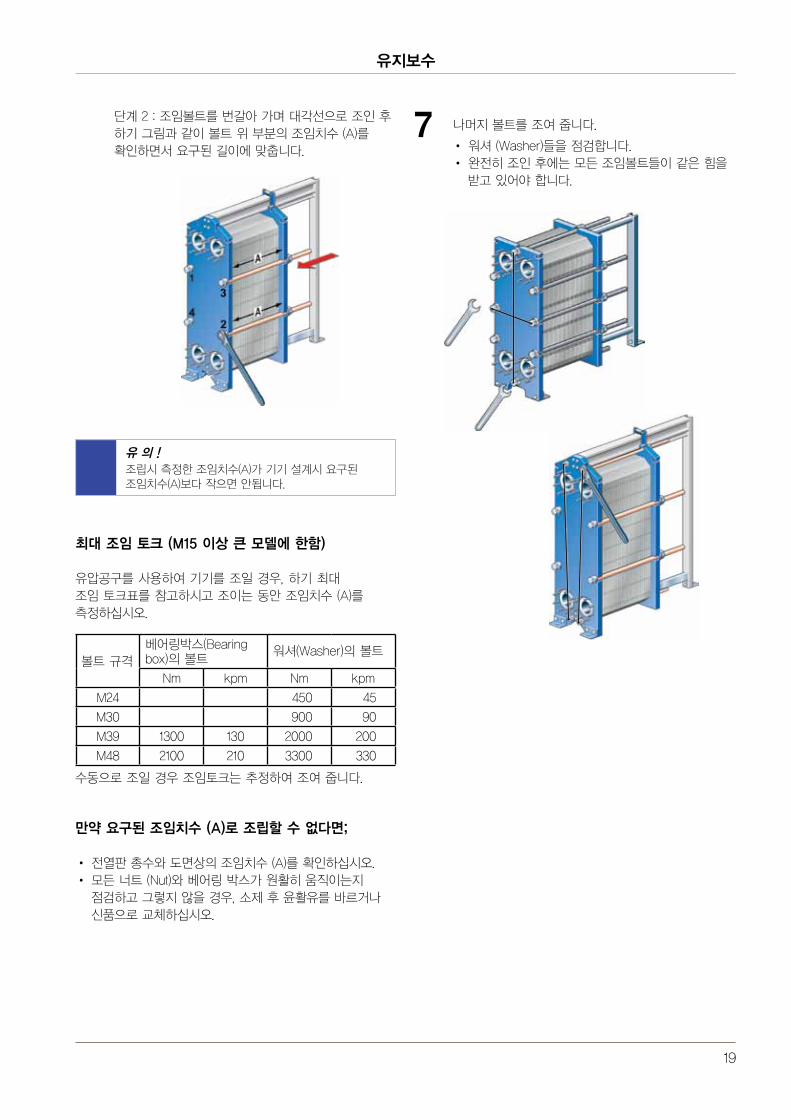
7 나머지 볼트를 조여 줍니다.
• 워셔 (Washer)들을 점검합니다.
• 완전히 조인 후에는 모든 조임볼트들이 같은 힘을
받고 있어야 합니다.
최대 조임 토크 (M15 이상 큰 모델에 한함)
유압공구를 사용하여 기기를 조일 경우, 하기 최대
조임 토크표를 참고하시고 조이는 동안 조임치수 (A)를
측정하십시오.
유 의 !
조립시 측정한 조임치수(A)가 기기 설계시 요구된 조임치수(A)보다 작으면 안됩니다.
단계 2 : 조임볼트를 번갈아 가며 대각선으로 조인 후
하기 그림과 같이 볼트 위 부분의 조임치수 (A)를
확인하면서 요구된 길이에 맞춥니다.
20
유지보수
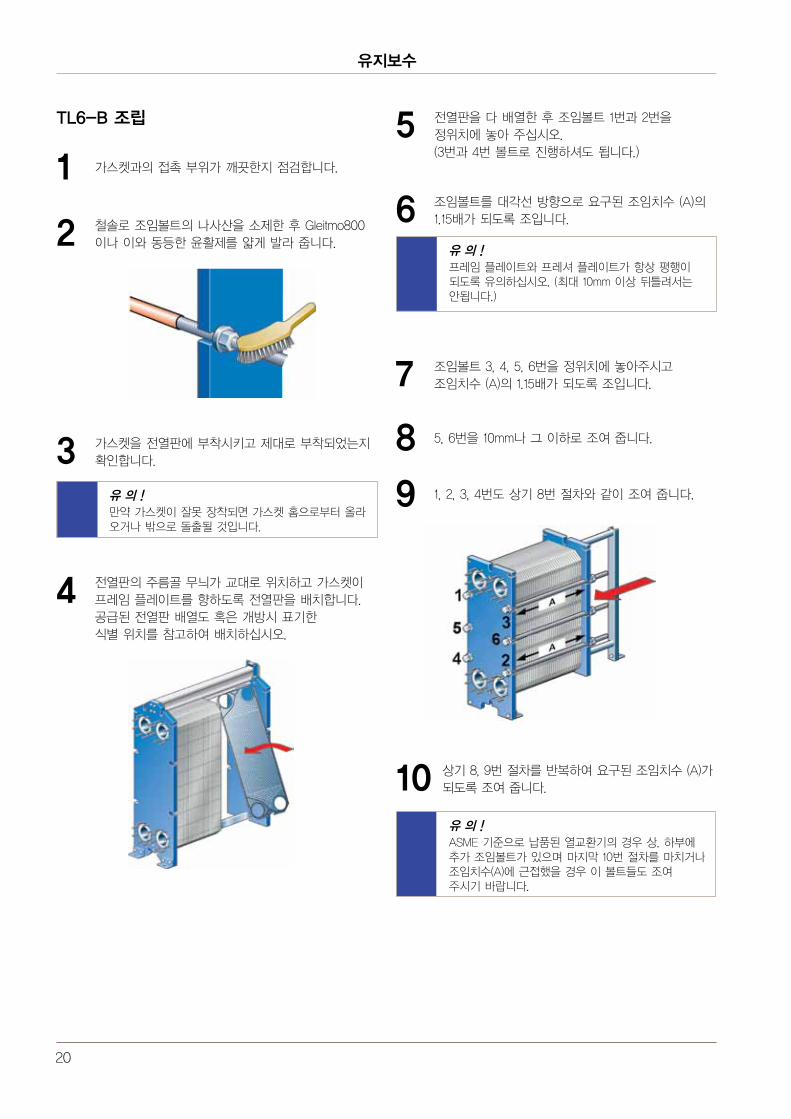
7 조임볼트 3, 4, 5, 6번을 정위치에 놓아주시고
조임치수 (A)의 1.15배가 되도록 조입니다.
8 5, 6번을 10mm나 그 이하로 조여 줍니다.
9 1, 2, 3, 4번도 상기 8번 절차와 같이 조여 줍니다.
10 상기 8, 9번 절차를 반복하여 요구된 조임치수 (A)가
되도록 조여 줍니다.
유 의 !
ASME 기준으로 납품된 열교환기의 경우 상, 하부에 추가 조임볼트가 있으며 마지막 10번 절차를 마치거나 조임치수(A)에 근접했을 경우 이 볼트들도 조여 주시기 바랍니다.
유 의 !
만약 가스켓이 잘못 장착되면 가스켓 홈으로부터 올라 오거나 밖으로 돌출될 것입니다.
3 가스켓을 전열판에 부착시키고 제대로 부착되었는지
확인합니다.
2 철솔로 조임볼트의 나사산을 소제한 후 Gleitmo800
이나 이와 동등한 윤활제를 얇게 발라 줍니다.
4 전열판의 주름골 무늬가 교대로 위치하고 가스켓이
프레임 플레이트를 향하도록 전열판을 배치합니다.
공급된 전열판 배열도 혹은 개방시 표기한
식별 위치를 참고하여 배치하십시오.
5 전열판을 다 배열한 후 조임볼트 1번과 2번을
정위치에 놓아 주십시오.
(3번과 4번 볼트로 진행하셔도 됩니다.)
6 조임볼트를 대각선 방향으로 요구된 조임치수 (A)의
1.15배가 되도록 조입니다.
1 가스켓과의 접촉 부위가 깨끗한지 점검합니다.
유 의 !
프레임 플레이트와 프레셔 플레이트가 항상 평행이 되도록 유의하십시오. (최대 10mm 이상 뒤틀려서는 안됩니다.)
TL6-B 조립
21
유지보수
유 의 !
만약 가스켓이 잘못 장착되면 가스켓 홈으로부터 올라 오거나 밖으로 돌출될 것입니다.
2 철솔로 조임볼트의 나사산을 소제한 후 Gleitmo800
이나 이와 동등한 윤활제를 얇게 발라 줍니다.
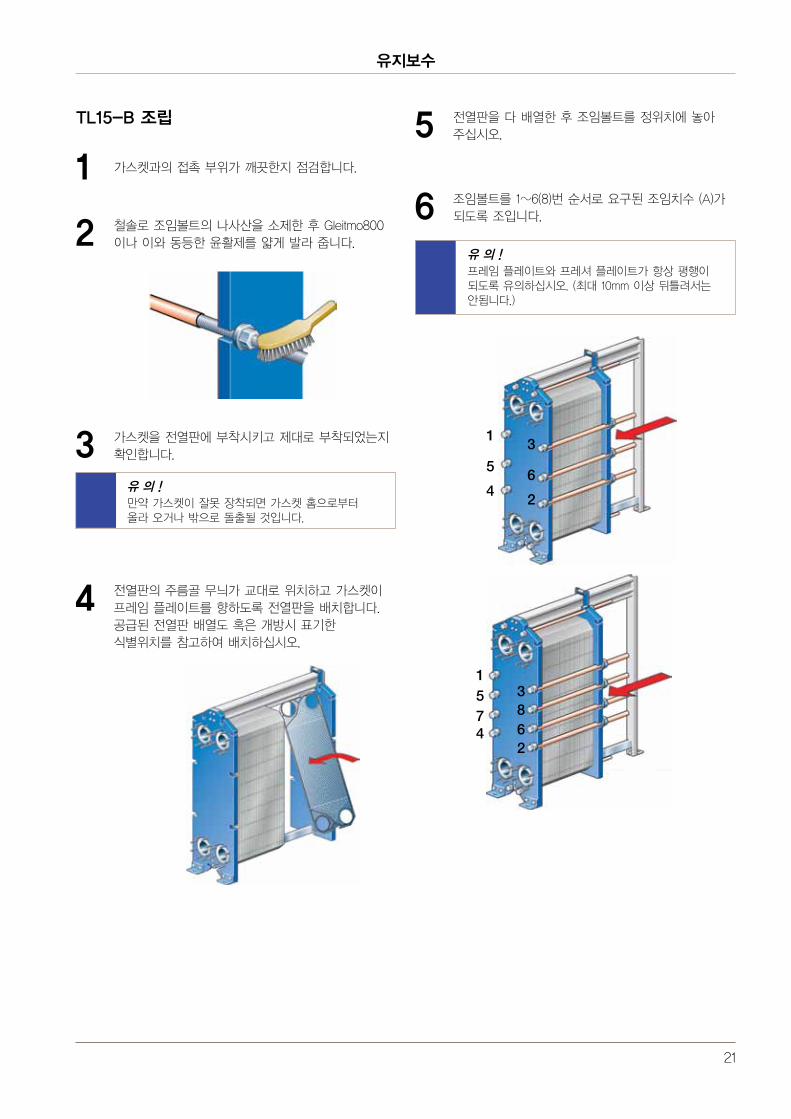
5 전열판을 다 배열한 후 조임볼트를 정위치에 놓아
주십시오.
3 가스켓을 전열판에 부착시키고 제대로 부착되었는지
확인합니다.
4 전열판의 주름골 무늬가 교대로 위치하고 가스켓이
프레임 플레이트를 향하도록 전열판을 배치합니다.
공급된 전열판 배열도 혹은 개방시 표기한
식별위치를 참고하여 배치하십시오.
1 가스켓과의 접촉 부위가 깨끗한지 점검합니다.
TL15-B 조립
6 조임볼트를 1~6(8)번 순서로 요구된 조임치수 (A)가
되도록 조입니다.
유 의 !
프레임 플레이트와 프레셔 플레이트가 항상 평행이 되도록 유의하십시오. (최대 10mm 이상 뒤틀려서는 안됩니다.)
1
1
3
38
5
57
6
6
4
4
2
2
22
유지보수
주 의 !압력 테스트는 실제 열교환기 운전 압력과 동일한 압력으로 시행해야 하며 절대 명판에 표기되어 있는 디자인 압력 이상으로 시행해서는 안됩니다.
열교환기를 가동하기 전, 정비, 부품 교체 혹은 전열판
구성의 변화가 있는 경우, 조립을 완벽히 한 후에 압력
테스트를 통하여 열교환기 조립 및 밀봉 상태를 확인하도록
권고하고 있습니다.
압력 테스트는 한쪽씩 실시하며 한번에 10분 정도 진행하는
것을 권고하고 있습니다. 냉동 장비용 열교환기나 물과
섞이면 안 되는 유체를 사용하는 열교환기는 수압 테스트
이후 완전하게 건조시킬 것을 권고 드립니다.
압력 테스트에 대한 자세한 사항은 알파라발에 문의하여
주십시오.
하기 절차는 가스켓 교체가 필요할 경우에 해당하는
지침으로, 필드 가스켓 (Field gasket, 일반 채널 플레이트
가스켓), 링 가스켓 (Ring gasket), 엔드 가스켓 (End gasket,
맨 앞, 뒤 전열판용 가스켓)의 장착에 대한 것입니다.
유 의 !사용 가스켓을 제거하기 전에 조립된 방식을 먼저 확인해 주십시오.
유 의 !
열교환기를 개방하기 전 보증 사항을 확인하시고 의문시 알파라발에 문의하여 주시기 바랍니다.
유 의 !특히 엔드 가스켓의 경우 확인이 필요합니다.
유 의 !
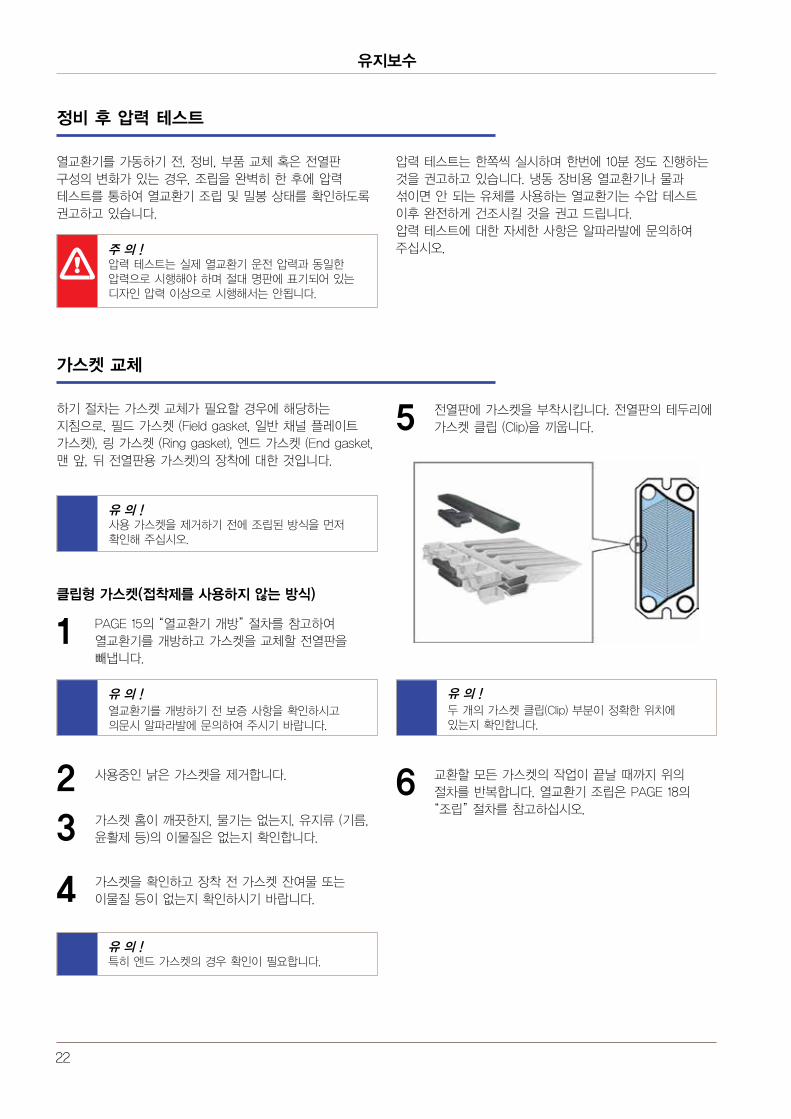
두 개의 가스켓 클립(Clip) 부분이 정확한 위치에 있는지 확인합니다.
1 PAGE 15의 “열교환기 개방” 절차를 참고하여
열교환기를 개방하고 가스켓을 교체할 전열판을
빼냅니다.
3 가스켓 홈이 깨끗한지, 물기는 없는지, 유지류 (기름,
윤활제 등)의 이물질은 없는지 확인합니다.
4 가스켓을 확인하고 장착 전 가스켓 잔여물 또는
이물질 등이 없는지 확인하시기 바랍니다.
5 전열판에 가스켓을 부착시킵니다. 전열판의 테두리에
가스켓 클립 (Clip)을 끼웁니다.
6 교환할 모든 가스켓의 작업이 끝날 때까지 위의
절차를 반복합니다. 열교환기 조립은 PAGE 18의
“조립” 절차를 참고하십시오.
2 사용중인 낡은 가스켓을 제거합니다.
클립형 가스켓(접착제를 사용하지 않는 방식)
정비 후 압력 테스트
가스켓 교체
23
유지보수
접착형 가스켓
알파라발에서 권장하는 접착제를 사용하십시오. 접착용
가스켓의 사용 지침서는 접착제와 함께 공급됩니다.
반용접형 열교환기 가스켓
클립형 가스켓을 사용하는 반용접형 열교환기의 경우,
본 지침서를 참고하시고 전열판 배열리스트를 참고하시기
바랍니다.
MX25와 TL15 클립 애드 (Clip-ad) 가스켓 장착
상기 두 가지 모델에 적용되는 클립 애드 (Clip-ad)
가스켓은 입출구 (Port) 주위는 기존의 클립형 (Clip-on)의
방식을 취하고, 전열판의 가스켓 홈 부분은 접착테이프로
고정시키는 방식을 취합니다.
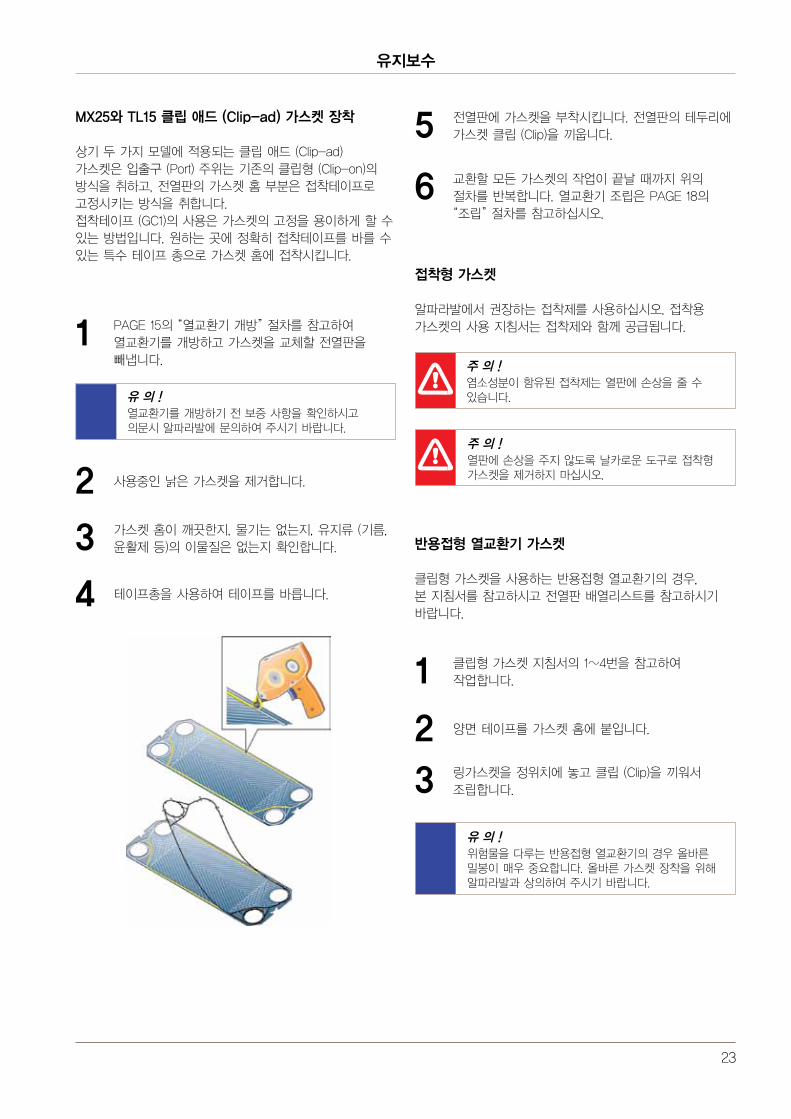
접착테이프 (GC1)의 사용은 가스켓의 고정을 용이하게 할 수
있는 방법입니다. 원하는 곳에 정확히 접착테이프를 바를 수
있는 특수 테이프 총으로 가스켓 홈에 접착시킵니다.
유 의 !
열교환기를 개방하기 전 보증 사항을 확인하시고 의문시 알파라발에 문의하여 주시기 바랍니다.
유 의 !
위험물을 다루는 반용접형 열교환기의 경우 올바른 밀봉이 매우 중요합니다. 올바른 가스켓 장착을 위해 알파라발과 상의하여 주시기 바랍니다.
1 PAGE 15의 “열교환기 개방” 절차를 참고하여
열교환기를 개방하고 가스켓을 교체할 전열판을
빼냅니다.
3 가스켓 홈이 깨끗한지, 물기는 없는지, 유지류 (기름,
윤활제 등)의 이물질은 없는지 확인합니다.
1 클립형 가스켓 지침서의 1~4번을 참고하여
작업합니다.
3 링가스켓을 정위치에 놓고 클립 (Clip)을 끼워서
조립합니다.
5 전열판에 가스켓을 부착시킵니다. 전열판의 테두리에
가스켓 클립 (Clip)을 끼웁니다.
6 교환할 모든 가스켓의 작업이 끝날 때까지 위의
절차를 반복합니다. 열교환기 조립은 PAGE 18의
“조립” 절차를 참고하십시오.
2 사용중인 낡은 가스켓을 제거합니다.
2 양면 테이프를 가스켓 홈에 붙입니다.
4 테이프총을 사용하여 테이프를 바릅니다.
주 의 !
염소성분이 함유된 접착제는 열판에 손상을 줄 수 있습니다.
주 의 !
열판에 손상을 주지 않도록 날카로운 도구로 접착형 가스켓을 제거하지 마십시오.
알파라발 소개
알파라발은 전문화된 제품 및 엔지니어링
솔루션을 공급하는 선도적인 글로벌
제조업체로서 장비, 시스템 및 서비스를
통해 고객 프로세스의 성능을 최적화하는데
지속적으로 최선을 다하고 있습니다.
알파라발은 석유, 담수화 공정, 화학, 음료,
식품, 전분 및 제약 등의 산업분야에서 가열,
냉각, 분리 및 유체 이송 부분에 솔루션을
제공하고 있습니다.
알파라발은 전세계에 걸친 네트워크를 통해
100여 개국에서 고객이 계속 앞서 갈 수
있도록 긴밀하게 협력하고 있습니다
알파라발 연락처
알파라발 웹사이트 www.alfalaval.com을 통해
언제나 업데이트된 전세계 알파라발 연락처를
확인하실 수 있습니다.
한국알파라발(주)
본사 : 서울시 중구 광희동 1가 216 광희빌딩 8층
Tel : (02) 3406-0600 (대표)
Fax : (02) 3406-0702
서비스 센터 : 경기도 평택시 포승읍 도곡리 1216
Tel : (031) 683-7867
Fax : (031) 683-7870
www.alfalaval.com
Heat Exchanger Manual. 201103-KO
ALF
A L
AVA
L is
a t
rade
mar
k re
gist
ered
and
ow
ned
by A
lfa L
aval
Cor
pora
te A
B.
Cop
yrig
ht (c
) 201
1. A
ll R
ight
s R
eser
ved.
w
ww
.foto
skrif
t.se













![Seetrol ANY Manual · 2012-10-31 · Seetrol Slave 설정 메뉴에서 문구가 표시되지 않도록 설정하실 수 있습니다. 자막표출안에 체크하시면 [원격지원중]문구가](https://img.dokumen.tips/doc/110x75/5fae1a17f01da10f516e6693/seetrol-any-2012-10-31-seetrol-slave-eeoe-eee-oeoee.jpg)















