Embed Size (px)
Citation preview

The DIRA-GREEN project has received funding from the European Union’s Seventh
Framework Programme managed by REA-Research Executive Agency under grant agree-
ment 286803. 13 consortium members (5 research organisations, 3 associations with
Small and Medium Sized Enterprises and 5 Small and Medium Enterprises) are working
on the realization of the project since 1st October 2011; each of them has its defined tasks
in the work plan.
Project progress 2-3
Market watch 4
Technology watch 5
Meetings 6
Conference 7
Consortium 8
Contact info 9
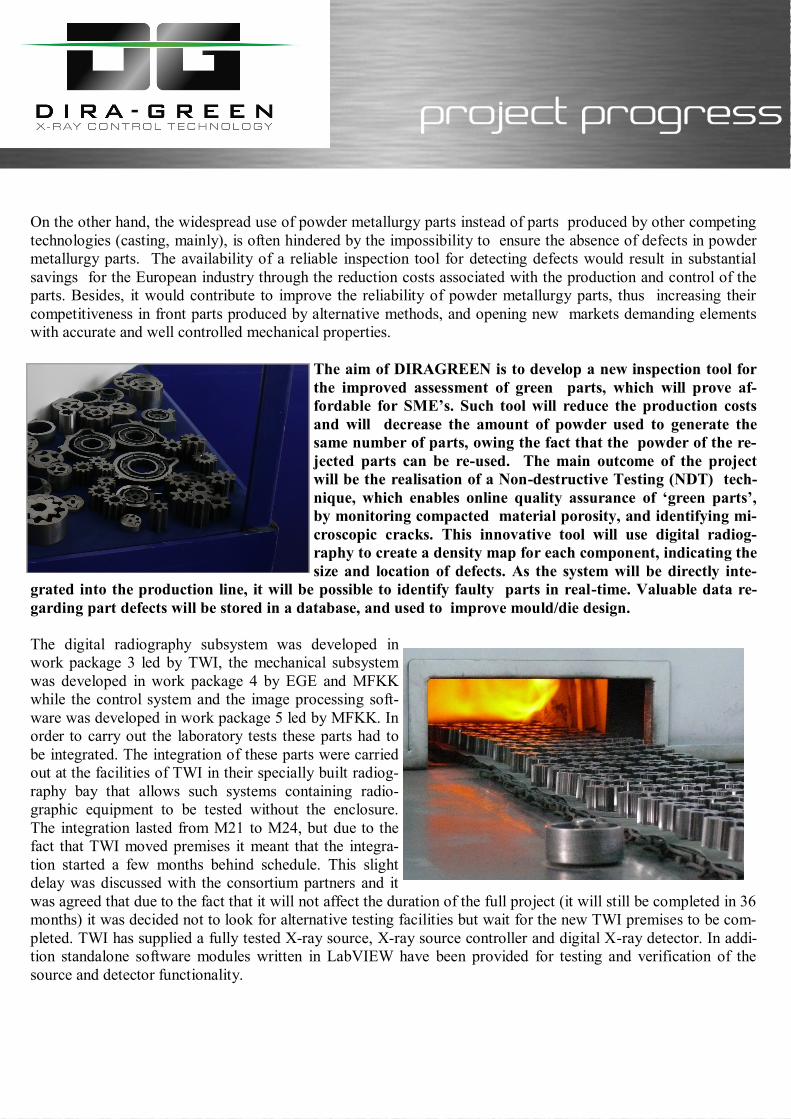
Powder metallurgy is the major manufacturing route
for a wide range of industrial parts such as transmission
and gearbox steel parts for automotive, cemented car-
bides and high speed steels for metal, wood or stone-
working, magnets and soft magnetic materials, fine ce-
ramics, refractory metals, bearings, etc. All these parts
are produced by cold pressing a powder in a die and
sintering the resulting green body in a furnace. A tool
set for die pressing costs between 1.000 and 100.000 €.
The design of a tool set for a new product is made with
a trial-and-error procedure that generates surplus costs (up to 50% of the initial tooling
costs) and delays (several weeks or months). Furthermore, the optimization of the pro-
cess is time consuming, due to the lack of fast and systematic systems instruments and
procedures for the inspection of the material. In addition to the costs related to the devel-
opment of the pressing tools, a major concern in powder metallurgy relies on the unpre-
dictable formation of defects on the parts. While shrinking defects, and even surface
cracks, are often detectable by inspection, internal defects are hard to detect. During the
very early stage of compaction, the powder redistributes itself by flowing between sec-
tions of the die cavity. However, when the applied pressure is increased the powder
movement gets restricted and shearing can occur unless the magnitude and the direction
of the pressure are properly coordinated. Shearing can result in a density gradient within
the parts. The density gradient is not always severe enough for an associated crack to
form upon ejection. Unfortunately, nowadays there is no reliable method able to inspect
parts and detect local defects in green state powder metallurgy parts.
Test inspection systems, such as eddy current and
magnetic bridge testing, magnetic particle inspection,
X-ray radiography, gas permeability testing, and
gamma ray density determination, have been demon-
strated inaccurate, and often also too expensive for
being introduced in the industry. The lack of an ade-
quate inspection system has important implications
from the point of view of production, since it increas-
es the number of rejected parts after the sintering
process.
On the other hand, the widespread use of powder metallurgy parts instead of parts produced by other competing
technologies (casting, mainly), is often hindered by the impossibility to ensure the absence of defects in powder
metallurgy parts. The availability of a reliable inspection tool for detecting defects would result in substantial
savings for the European industry through the reduction costs associated with the production and control of the
parts. Besides, it would contribute to improve the reliability of powder metallurgy parts, thus increasing their
competitiveness in front parts produced by alternative methods, and opening new markets demanding elements
with accurate and well controlled mechanical properties.
The aim of DIRAGREEN is to develop a new inspection tool for
the improved assessment of green parts, which will prove af-
fordable for SME’s. Such tool will reduce the production costs
and will decrease the amount of powder used to generate the
same number of parts, owing the fact that the powder of the re-
jected parts can be re-used. The main outcome of the project
will be the realisation of a Non-destructive Testing (NDT) tech-
nique, which enables online quality assurance of ‘green parts’,
by monitoring compacted material porosity, and identifying mi-
croscopic cracks. This innovative tool will use digital radiog-
raphy to create a density map for each component, indicating the
size and location of defects. As the system will be directly inte-
grated into the production line, it will be possible to identify faulty parts in real-time. Valuable data re-
garding part defects will be stored in a database, and used to improve mould/die design.
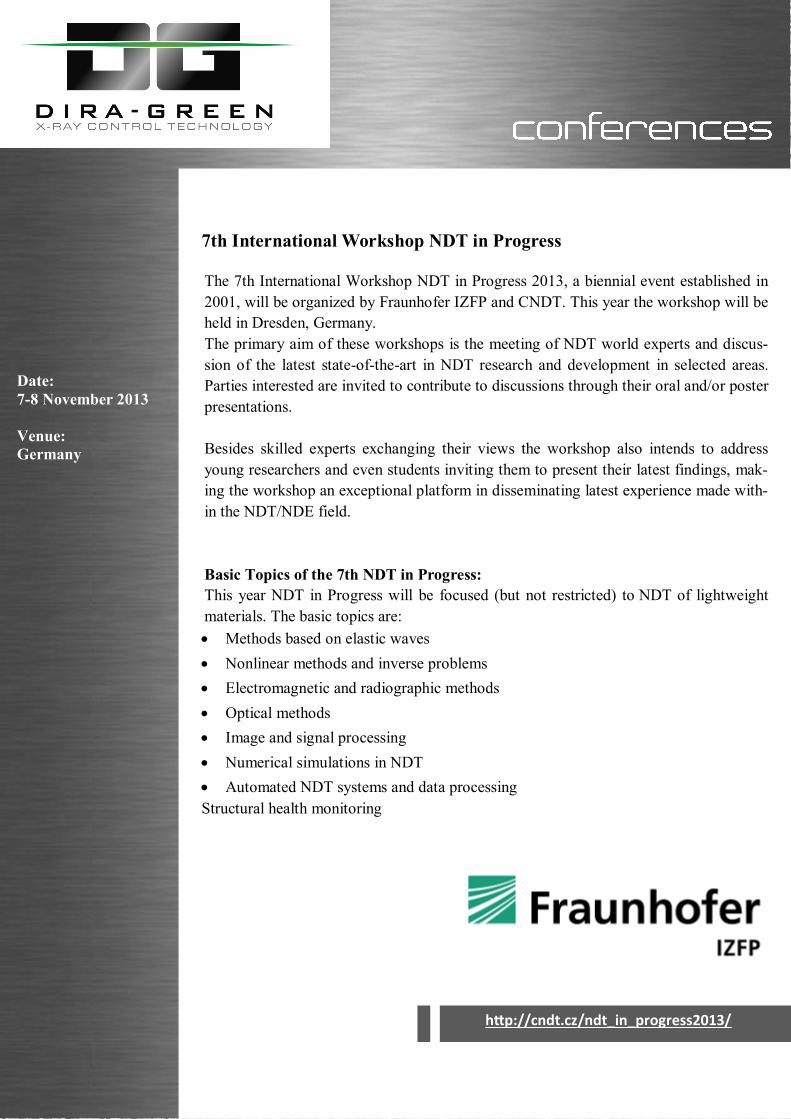
The digital radiography subsystem was developed in
work package 3 led by TWI, the mechanical subsystem
was developed in work package 4 by EGE and MFKK
while the control system and the image processing soft-
ware was developed in work package 5 led by MFKK. In
order to carry out the laboratory tests these parts had to
be integrated. The integration of these parts were carried
out at the facilities of TWI in their specially built radiog-
raphy bay that allows such systems containing radio-
graphic equipment to be tested without the enclosure.
The integration lasted from M21 to M24, but due to the
fact that TWI moved premises it meant that the integra-
tion started a few months behind schedule. This slight
delay was discussed with the consortium partners and it
was agreed that due to the fact that it will not affect the duration of the full project (it will still be completed in 36
months) it was decided not to look for alternative testing facilities but wait for the new TWI premises to be com-
pleted. TWI has supplied a fully tested X-ray source, X-ray source controller and digital X-ray detector. In addi-
tion standalone software modules written in LabVIEW have been provided for testing and verification of the
source and detector functionality.

There are a large number of competing companies producing x-ray inspection systems.
For inline inspection, X-ray inspection systems are driven by specific industrial
application demands.
PCB inspections in electronic industry
Cracks and Failure Analysis of structural parts
Implants/Protheses analysis
Composite and plastic parts analysis
Analysis of Rocks/Minerals and parts in metallurgic industry
Automotive Components Inspection
Footwear products inspection
During the last few decades several NDT techniques have emerged in the powder metal-
lurgy industry. While some of these methods are currently being used to inspect finished
PM components, none is capable of carrying out internal density mapping. More signifi-
cantly, these technologies have significant shortcomings that include: high expense, elab-
orate safety measures, highly trained personnel requirements, low reliability, low
throughput, difficulty with online implementation, and the inability to provide detailed
density mapping. Taken together, these design flaws significantly diminish the usefulness
of these technologies.
Among the main competing companies are:
North Star
It offers a broad range of x-ray equipment including conveyor systems with sources from
100 to 450 kV suited for various applications.
http://www.4nsi.com/digital-x-ray-products/x-view-products/x-view-x-scan
Toshiba
Company offers full range of x-ray inspection systems for user tailored applications, with
micro focus sources and flat panel detectors.
http://www.toshiba-itc.com/cat/en/prod05.html
Durr NDT
Company proposes cost effective x-ray inspection solutions based on TDI (Time Delay
Integration) sensors suitable for various line inspection applications.
http://www.namikon2001.com/02/uploads/553.file/DRL_80-640_GB.pdf

A Novel Crack Detection Methodology for Green-State Powder Metal-
lurgy Compacts using an Array Sensor Electrostatic Testing Approach
Powder Metallurgy Research Center (PMRC)
Department of Electrical and Computer Engineering
*Metal Processing Institute
Worcester Polytechnic Institute
Worcester, MA 01609
This paper briefly reviews a new instrumentation approach developed for the elec-
tric resistivity testing of green-state P/M compacts. Rapid testing of the green-state speci-
mens is made possible through a special-purpose sensor configuration, which incorpo-
rates a matrix of 10 by 10 spring-loaded needle contacts with pin spacing of 0.1 inches.
The sensor permits the detection of hairline flaws with surface openings as small as 20
microns. A quantitative analysis of defect resolution is conducted to lay the foundations
for the experimental and validation phase of the sensor development. In particular, a di-
pole model representation for flaws embedded in the compact is proposed. Further, by
incorporating Gaussian random noise to the voltage recordings, measurement uncertain-
ties can be explored. This model is utilized to investigate the depth a flaw can be detect-
ed based on a given signal-to-noise ratio of the instrument.
http://www.wpi.edu/Images/CMS/MPI-PMRC/0502-c7.pdf
Infra-Red and On-Line Testing of Green-State and Sintered PM Parts
for Process Control
This research will concentrate on the formulation of a mathematical model capable of
predicting the temperature distribution and heat flow in P/M parts and its relations to the
supplied current, injection method, geometry and the thermo-physical properties of these
parts. This model will subsequently be employed as a reference to aid in actual measure-
ments of infrared signatures over the surface and its correlation to the detection of surface
and subsurface flaws and inhomogeneity. In this progress report we will develop the the-
oretical background of IR testing of green state and sintered P/M compacts in terms of
the governing equations, boundary conditions, and analytical and numerical solutions.
Our main emphasis is placed on modeling various flaw sizes and orientations in an effort
to determine flaw resolution limits as a function of minimum temperature distributions.
Preliminary measurements have shown that this IR testing methodology can successfully
test both green-state and sintered samples.
http://www.wpi.edu/Images/CMS/MPI-PMRC/0302-1.pdf

Day 1 - 1st of October, 2013
14:00 – 14:15 Introduction and welcome (TWI)
14:15 – 14:30 Project status up-date, administrative issues (MFKK)
14:30 – 14:50 Control software development update – (MFKK)
14:50 – 15:00 Graphical user interface discussion – (MFKK & ALL)
15:00 – 15:30 Integration
Digital Radiography (TWI)
Mechanical and control (MFKK)
Enclosure (UBRUN)
15:30 – 15:45 Coffee break
15:45 – 17:00 Prototype demonstration (TWI & MFKK)
Day 2 – 2nd of October, 2013
09:30 - 09:35 Introduction and welcome (TWI)
09:35 – 09:45 Day 1 summary (MFKK)
09:45 - 10:15 Status discussion and suggestion (ALL)
10:15 – 11:00 Training on the prototype (ALL)
11:00 – 11:15 Coffee break
11:15 – 11:35 Dissemination activities and IPR protection (MFKK & All)
11:35 – 11:50 Further Work (MFKK)
11:50 – 12:00 Schedule of next meetings, any other business (MFKK)
12:00 – 13:00 Buffet Lunch
Meeting Suggested location Suggested time
M27 Istanbul, Turkey –
EGE / TOZ January 2014
M36 Budapest, Hungary -
MFKK September 2014
Scheduled meetings
The M24 General meeting was held in Port Talbot, 1-2 October, 2013.
In the meeting, the main topic was the system integration.
Agenda:
7th International Workshop NDT in Progress
The 7th International Workshop NDT in Progress 2013, a biennial event established in
2001, will be organized by Fraunhofer IZFP and CNDT. This year the workshop will be
held in Dresden, Germany.
The primary aim of these workshops is the meeting of NDT world experts and discus-
sion of the latest state-of-the-art in NDT research and development in selected areas.
Parties interested are invited to contribute to discussions through their oral and/or poster
presentations.
Besides skilled experts exchanging their views the workshop also intends to address
young researchers and even students inviting them to present their latest findings, mak-
ing the workshop an exceptional platform in disseminating latest experience made with-
in the NDT/NDE field.
Basic Topics of the 7th NDT in Progress:
This year NDT in Progress will be focused (but not restricted) to NDT of lightweight
materials. The basic topics are:
Methods based on elastic waves
Nonlinear methods and inverse problems
Electromagnetic and radiographic methods
Optical methods
Image and signal processing
Numerical simulations in NDT
Automated NDT systems and data processing
Structural health monitoring
http://cndt.cz/ndt_in_progress2013/
Date:
7-8 November 2013
Venue:
Germany

International Symposium on SHM and NDT
The aim of the Symposium is to provide an overview on the latest breakthroughs
in SHM (Structural Health Monitoring) and NDT (Non-Destructive Testing) and
their interactions with various industrial fields. It comprises a series of invited lec-
tures given by internationally acknowledged experts/researchers in the field:
Leonid Gelman (Condition Monitoring)
Chair in Vibro-Acoustic Monitoring
Department of Applied Mathematics and Computing, Cranfield University, UK
Novel Signal Processing Techniques for Condition Monitoring (abstract)
Tomasz Barszcz (SHM & Condition Monitoring)
President of EC Systems
AGH University of Science & Technology, Krakow, Poland
Monitoring of wind turbines – bridging industry and research (abstract)
Gerd Dobmann (SHM)
Fraunhofer Institut für Zerstörungsfreie Prüfverfahren (IZFP), Germany
On-line monitoring of material degradation due to fatigue by using sensor principles based on micromag-
netic and ultrasonic NDT (abstract)
http://lva.insa-lyon.fr/symposium2013
Date:
29 November 2013
Venue:
Lyon, France
Hervé Trétout (NDT)
Dassault Aviation, France
Xavier Maldague (NDT by Infra-red thermography and vision)
Computer Vision and systems laboratory,
Electrical and Computing engineering department,
Etienne Martin (NDT for nuclear industry)
EDF, Direction Production Ingénierie, CEIDRE, Saint Denis, France
NDT for nuclear industry : needs and trends for the future (abstract)
Patrice Masson (SHM)
Groupe d’Acoustique de l’Université de Sherbrooke (GAUS)
Université de Sherbrooke, Québec, Canada
Increasing the robustness in damage imaging (abstract)
Frederic Cegla (NDE)
Department of Mechanical Engineering
Imperial College of London, UK
ATEKNEA—Ateknea Solutions Limited Liability Company
www.ateknea.com
TWI Limited—TWI
www.twi.co.uk
Inovege Arastirma Gelisterme Proje Danismanlik Sanayi ve Ticaret Lim-
ited Sirketi—EGE
www.inovege.com
IfU GmbH—IFU
www.ifu.de
University of Brunel—UBRUN
www.brunel.ac.uk
Turkish Powder Metallurgy Association—TPMA
www.turkishpm.org
European Powder Metallurgy Association – EPMA
www.epma.com
Associazione Italiana Prove non Distruttive—AIPnD
www.aipnd.it
ALTA LAB S.R.L.—ALTA
www.altalab.it
Gammatec Engineering GmbH—GAMMA
www.gammatec.com
Tozmetal Ticaret ve Sanayi A.S.—TOZ
www.tozmetal.com
MIMItalia Srl.—MIMI
www.mimitalia.com
Sinterpres S.L.—SINTER
www.sinterpres.com

Dear Readers,
We would like to inform you that as of 26.08.2013 the following changes occurred in the legal details of the Project Coordinator:
The name of our company MFKK Feltalálói és Kutató Központ
Szolgáltató Kft. has been changed to
ATEKNEA Solutions Hungary Kft.
The legal address of the company has also changed from H-1119
Budapest, Tétényi út 93. to H-1119 Budapest, Tétényi út 84-86.
The official e-mail address of the project [email protected] has been
changed to [email protected]

The research leading to these results has received funding from the
European Union's Seventh Framework Programme managed by REA-Research Executive Agency:
http://ec.europa.eu/research/rea (FP7/2007-2013) under grant agreement n0 FP7-SME-2012,
286803-DIRA-GREEN.
Project Coordinator
ATEKNEA Solutions Hungary
Limited Liability Company
84-86 Tétényi út , Budapest
H-1119, Hungary
www.diragreen.eu






























