Embed Size (px)
Citation preview

Pergamon PII: S0956-053X(96)00068-2
Waste Management, Vol. 16, No. 4, pp. 289-294, 1996 Copyright © 1996 Elsevier Science Ltd
Printed in Great Britain. All rights reserved 0956-053X/96 $15.00 + 0.00
ORIGINAL CONTRIBUTION
DESTRUCTION OF ACETONE USING A SMALL-SCALE ARC JET PLASMA TORCH
H. R. Snyder, C. B. Fleddermann and J. M. Gahl Department of Electrical and Computer Engineering, The University' of New Mexico, Albuquerque, NM 87131, U.S.A.
ABSTRACT. A small-scale thermal plasma torch has been constructed to determine the feasibility of its use to dispose of hazardous solvent wastes. The system has been studied using acetone as a test compound. The plasma jet is generated using argon and a commercial AC/DC welding supply. The system is operated using torch currents ranging from 50 to 200 A and solvent flow rates in the range 0-200 ml/h. Oxygen is added to alter the chemistry occurring in the reaction chamber. The destruction of acetone and the relative amounts of the reaction by-products are monitored using a residual gas analyzer. The pyrolysis products consist primarily of CO, CH 4, C2H2, C2H 4, and other CxHy radicals when no oxygen is added to the system. By adding oxygen to the system, thermal oxidation processes occur that increase the production of CO2 and significantly decrease the amount of acetone in the exhaust gases. This paper includes data on the destruction efficiency of acetone as a function of solvent flow rate, torch power, argon flow rate and oxygen injection rate. The results indicate that greater than 99% destruction efficiency of acetone can be achieved with addition of oxygen to the reaction mixture using an arcjet current of 75 A. Copyright © 1996 Elsevier Science Ltd
INTRODUCTION
Decomposition of liquid hazardous wastes using thermal plasma arcjet reactors is a promising tech- nology that has several distinct advantages over other thermal processes. I Arcjets are characterized by very high temperatures and allow for fast and complete pyrolysis of liquid organic compounds. These plasma arc systems are relatively simple, are compact and have the potential to be used as mobile waste treatment units. Since the plasma is generated electrically rather than by using combustion pro- cesses, which require large air/fuel ratios to be effec- tive, there is a significant reduction in the volume of gas that must be heated. Furthermore, the ultravio- let radiation emitted by thermal plasmas offers a greater efficiency in destroying certain waste streams such as chlorinated hydrocarbons, t If this technol- ogy is demonstrated to be economically competitive with conventional technologies, plasma arc systems could have significant application in destroying liquid wastes in the United States.
RECEIVED 11 NOVEMBER 1995; ACCEPTED 19 JULY 1996. Acknowledgement--This work was supported by the U.S. Depart- ment of Energy through the WERC program, administered by New Mexico State University.
289
With these potential advantages it is not surpris- ing that fundamental research in destroying waste streams using plasma torches is increasing. For example, a counter-flow liquid injection plasma pro- cessing system has been studied by Hun et al. 2 This design atomizes organic liquid wastes in a narrow jet which opposes the plasma jet injected from a DC plasma torch and provides for an area of substantial mixing between the two jets. This system demon- strated destruction and removal efficiencies of greater than 99.99% for benzene flow rates of 1.0 ml/min at a plasma torch power level of 20 kW. This represents a rather low destruction rate with specific energy requirements of 1.3 megajoules per gram of waste material destroyed which, by itself, cannot be considered economically practical. If the average cost of power is $0.07 per kWh, it would cost over $30 to destroy one kilogram of benzene. A joint research program of the U.S. Environmental Protec- tion Agency and the New York Department of Environmental Conservation built a plasma-arc sys- tem for destruction of liquid waste which is rated at 55 gallons& (200 l/h) and is housed in a trailer 45 feet long (13.5m)? A test run using carbon tetrachlo- ride (CC14) was conducted and results indicate that the system is capable of achieving greater than the 99.99% destruction efficiencies required under RCRA standards for liquid waste. Westinghouse is

290 H.R. SNYDER ET AL.
developing a plasma pyrolysis unit which uses a non-transferred arc system to decompose polychlori- nated biphenyls (PCB) that exit into a scrubber sys- tem to remove HC1. 4 The liquid by-products of this system are simply run off to the sanitary sewer sys- tem, and the gas effluent is released to an off-gas stack.
These examples demonstrate that waste remedia- tion using thermal plasmas is moving into the com- mercial stage of.development. However, applying this technology for small quantity generators will require greater efficiencies per unit of energy expended since plasma torches are extremely energy intensive. The purpose of this study is to determine ways to increase the thermal efficiency of a non- transferred AC plasma torch by varying a number of operating parameters (current, voltage, waste flow, oxygen flow) and to understand the relation- ship between the destruction efficiency and these parameters. Acetone was chosen as a surrogate material for other ketones that are considered to be toxic wastes.
APPARATUS AND PROCESS DESCRIPTION
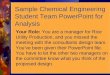
A schematic diagram of the AC arcjet plasma reac- tor is shown in Fig. 1. The arcjet reactor consists of a cylinder of brass 15 cm long and 10 cm in diame- ter with a hollow conical region bored into the cylin- der. A tantalum nozzle acts as the anode, and a 0.31 cm diameter tungsten rod serves as the cathode. Oxi- dizing gases are not used as a plasma gas since they quickly damage the metal cathode and anode via oxidation reactions. Argon, an inert gas, is used to generate the plasma because it limits erosion of the electrodes and does not actively participate in chemi- cal reactions with material injected into the plasma stream. The plasma gas is introduced through a tan- gential port at the back of the torch which induces a strong vortex action to the gas flow and ensures the continuous motion of the electric arc on the elec- trode surface, s This motion subsequently distributes both the heat load and electrode wear over a much larger surface area. A commercial arc welding sup- ply is used to power the plasma torch.
The acetone and other reactants are introduced transversely into the plasma stream via an injection port located 2.5 cm downstream from the electrode gap. This ensures that any oxidizing agents, such as oxygen, that are used to enhance the decomposition of compounds, are introduced into the plasma downstream from the arc, preventing electrode ero- sion, and also assures stability in the electric arc pro- cess and the generation of the thermal plasma. Acetone is injected using a carrier gas (argon) to atomize the liquid. This technique accelerates the heat transfer from the plasma to the acetone because the surface-to-volume ratio becomes greater for the
Arcdet Plasma Reactor
Coolant Out
Ceramic Insulator
Argon
Tungsten Cslhode
Coolant In
Oxygen
Copper Anode
RGA ~ ] [
Exhaust
FIGURE 1. Schematic diagram of the arcjet plasma reactor.
liquid droplets. Oxygen is also injected at this point so that there is complete mixing of the acetone and the oxidizing agent.
Downstream from the injection point, a quartz reaction chamber extends 30 cm to an exhaust port. Argon is introduced via a side port into the chamber to allow for quenching of the reaction mixture since this is an effective and simple means of rapidly cool- ing the reaction mixture. Quenching of the high tem- perature reaction mixture rapidly prevents the formation of undesirable by-products that develop at lower temperatures. The gas phase products are sampled and fed to a differentially pumped residual gas analyzer (RGA). Since the sampling port is loc- ated far from the plasma torch, only stable species present in the exhaust gas are detected. The output of the RGA is displayed on an IBM-compatible PC using a software package provided by the manufac- turer. The RGA operates basically as a mass spec- trometer and the software displays partial pressure versus number of atomic mass units. The software does not compensate for the fact that the molecules have different ionization cross-sections, so that the display gives only relative peak heights. The temper- ature of the plasma jet exiting the torch operating under various conditions was estimated by placing Cu, Ni, Ti, Rh, Mo, and W wires, which have differ- ent melting temperatures, in the path of the plasma stream at the point where the liquid waste is intro-

DESTRUCTION OF ACETONE 291
duced into the plasma stream. For a given set of conditions, a lower temperature limit is established when a particular type of wire melts when placed into the plasma.
RESULTS AND DISCUSSION
Pyrolysis of Acetone In order to characterize the gas phase chemistry occurring in the arcjet reactor, the exhaust gas com- position was monitored as processing conditions (waste flow, arcjet power, oxygen flow) were varied. Figure 2 shows a sample mass spectra obtained when acetone was injected at 100 ml/h and the AC arcjet is turned off. Owing to the fragmentation occurring in the mass spectrometer several carbon- containing species are detected. These peaks corre- spond to similar spectra obtained from previously published mass spectral data of acetone with similar ionizer electron energies. 6 The most significant peaks occur at 58, 43 and 15 amu. These peaks are associ- ated with acetone and dissociated fragments created via the following reaction
C H 3 C O C H 3 ----> C H 3 C O + C H 3
Minor peaks occur at 13, 14, 41, 42 amu due to the subsequent removal of one or more hydrogen atoms from the above. The peaks occurring at 26, 27, 28 amu correspond to CzH, C2H2 and CO respectively. Finally, water which condenses on the walls of the RGA results in peaks at 18 amu and 17 amu due to H20 and the OH radical, respectively.
A typical spectrum with the torch operating at 100 A with the same acetone flow rate as before is shown in Fig 3. There is a significant reduction in the acetone and the C2H30 peaks along with an increase in the peak occurring at 28 amu. Since ethy- lene, C2H4, and carbon monoxide have the same atomic mass (28 amu), it is not possible to distin- guish between these two compounds using the RGA measurement. However, there is a large increase in the production of hydrogen evident in this spectrum, so most of the 28 amu signal can be attributed to the production of CO and not to an increase in ethy- lene (C2H4). In addition, there appears to be an increase in the peak associated with acetylene (C2H2) at atomic mass 26. Since one method to form acety- lene is from ethylene, this increase in acetylene indi- cates that the contribution at 28 amu from C~H4 is decreasing. Based on these arguments, the conclu- sion is that the increased signal at 28 amu is due to the production of carbon monoxide generated from the decomposition of acetone.
The large drop in the methyl peak at 15 amu indi- cates that there is a great deal of dissociation of hydrogen from methyl groups when the torch is on. A further indication of this is that there is a substan-
t -
O F- t -
~ J t _
eL u
o m
l O - S . , . , . , . , . , . , . , , . , . , . ,
1 0 .6
1 0 .7
1 0 " '
1 0 -~
A r
C H x
on(2+)
Hydrogen [
t ..... II
Argon(* )
C 2 H x
• Inl . . . .
C H 3 C O
i l l Acetone
5 I0 15 20 25 30 35 40 45 50 55 60
Mass / Charge
FIGURE 2. Typical RGA spectrum with arcjet off.
10 "s . , . , . , • , . , . , . , . , . , , . , .
t -
O F-
t _
t _
m
o m 4 . t tm
10 " i
10 .7
10 "s
10 .9 0
Hydrogen
C H x
. . . . ,I,i
Argon(+)
Argon(2+)
CO
C 2 H x I
• hi . . . . .
C H 3 C O
I , . i . i
5 1 0 1 5 2 0 2 5 3 0 3 5 4 0 4 5 5 0 5 5 6 0
Mass / Charge
F I G U R E 3 . T y p i c a l R G A s p e c t r u m w i t h a r c j e t o n .
tial amount of carbon soot deposited in the reactor under these conditions where very little oxygen is present. The carbon is generated from the decompo- sition of acetone after all hydrogen and oxygen bonds have been broken. The most significant indi- cation that hydrogen is dissociated from methyl groups is the substantial increase in the hydrogen peaks, both atomic and molecular. Generally, these peaks increase as the current increases when oxygen is not present. Operating the arcjet reactor with argon/acetone mixtures yields significant decomposi- tion of acetone.
In order to characterize the volume decomposition capabilities of the arcjet reactor, different flow rates of acetone were injected in the plasma stream, and the destruction of acetone was measured using the RGA. The efficiency of acetone destruction as a function of acetone flow rate at a constant torch current is shown in Fig. 4. The percentage efficiency is calculated as
"q : [(Por-Pon)/Po ] × 100
where Pofr represents the partial pressure of acetone with the arcjet off and Po, represents the partial

292 H . R . S N Y D E R ET AL.
.o
L.
t6ol~ . . . . . . . . . . . . . . .
90
8O
7 0 !
60
50
4O
20 ' 25 so 7s ~oo 12s ~so tTs zoo
Acetone (ml/hr)
FIGURE 4. Acetone destruction efficiency as a function of acetone flow rate.
pressure of acetone with the arcjet on. The graph shows a marked decrease in the efficiency of acetone destruction as the acetone flow rate increases. The heat of vaporization of acetone at 25°C is 30.99 kJ/mol and for the argon flow rate used in this experiment, one can expect a temperature drop for the plasma gas of 19.3°C for each milliliter of acetone injected. For large injection rates, the temperature drop of the plasma gas can be signifi- cant enough to affect the residence time needed to decompose the acetone. Hence, a decrease in destruction efficiency is expected. Other studies have also shown that injecting material transversely into an axial turbulent gas stream causes the flow to become more laminar, thus reducing the mixing character of the axial and transverse flow fields. 7 The arcjet used in this study injects material in a similar manner and an increase in the amount of material injected into the plasma stream might cause less complete mixing and a reduced destruction efficiency.
Plasma Temperature Effects on Destruction Efficiency Since the arcjet transfers the electrical energy to the plasma gas through ohmic heating, the temperature of the plasma stream should increase with current. The approximate temperature of the plasma at the point where the liquid solvents are injected versus arcjet current is shown in Fig. 5. These data points represent minimum temperatures that were estab- lished by placing metal wires with different melting temperatures into the plasma. A linear relation is not expected since the heat transfer rate to the surround- ing walls of the arcjet increases as the temperature of the plasma increases. Consequently, the thermal effi- ciency of the arcjet decreases as the temperature increases.
The destruction efficiency of acetone for various arcjet currents at a constant acetone flow rate is shown in Fig. 6. The destruction efficiency increases
~ g w g I g " $ ~ I
t_
2000 ¢D
[ [-¢ 1s6o
t06o Ill . . . . . . . . . . . 60 so 1oo 12o 14o ~6o ~so zoo
Current (A)
FIGURE 5. Plasma temperature as a function of arcjet current.
80
Q 60
t~
,Io
I ! ! t
2~40a 6 0 8 0 1 0 0 1 2 0
Are Current (A)
FIGURE 6. Destruction efficiency as a function of arcjet current.
2000
1800
k 1600
g ~ 1400
8
I
4O
i !
6 0 8 0
A r g o n ( S C F H )
t
100 1 2 0
FIGURE 7. Plasma temperature as a function of plasma gas
flow rate.
as the current increases primarily because the tem- perature of the plasma gas is higher and because the torch current becomes more stable at higher cur- rents. At torch currents less than 50 A, the arc becomes very unstable and causes variation in the current that effectively decreases the efficiency of acetone destruction.
The estimated temperatures using the different metal wires for the arcjet operating at a constant 100 A current and various plasma flow rates are shown in Fig. 7. For a specific current, higher temperatures

DESTRUCTION OF ACETONE 293
0
I .
8 0 - , • , - , • , • . • ,
7 0
6 0
5 0
4 0
3 0
2 0
1 0
l0 i i I i i i
2 0 3 0 4 0 5 0 6 0 7 0 8 0
Plasma Gas Flow (SCFH)
FIGURE 8. Destruction efficiency as a function of argon flow rate.
100
t _
9 0
8 0
7 0
601 i i i i i
2 4 6 8 1 0 1 2
Oxygen Injection Rate (SCFH)
FIGURE 9. Destruction efficiency as a function of oxygen injection rate.
of the plasma gas are obtained by reducing the plasma gas flow rate. This allows more heat to be transferred from the arc to the gas per unit mass. However, this causes the torch to have a lower ther- mal efficiency since at higher temperatures there is more heat transfer to the surrounding structure. The basic objective of an arc plasma reactor is to trans- fer as much heat as possible to the plasma and reduce the heat flow to the surrounding structure.
The effect of changing the plasma gas flow while the torch current remains constant is shown in Fig. 8. The difference in the efficiencies between the flow rates is mainly attributed to the difference in the temperatures of the gas at different flow rates, although the residence time is increased at lower plasma gas flow rate. Under these conditions the best efficiencies are obtained at less than 40 SCFH argon flow rates.
Oxygen Enrichment Oxygen enrichment in incineration processes increases the rate of combustion, resulting in a higher temperature, higher rate of reaction and higher gas velocity) The adiabatic flame tempera- ture is the maximum flame temperature attainable
1 4 , - , - , • , . , .
_= O
[ . .
1 2
1 0
8
6
4
2
0
O
2 4 6 8 1 0 1 2
Oxygen Flow (SCFH)
FIGURE 10. Partial pressure of carbon dioxide and carbon monoxide in the exhaust stream as a function of oxygen injection rate.
under ideal conditions. However, the temperatures in arc plasmas greatly exceed the maximum attain- able temperature in combustion processes. The main motivation for adding oxygen in thermal plasma reactors is to suppress formation of undesirable products and enhance the formation of desirable products such as C02. Oxygen enrichment is con- ducive to higher destruction efficiencies due to improved oxidative kinetics since the rate of reaction is dependent on the concentration of reactants as well as the temperature.
The destruction efficiency of acetone for various oxygen injection flow rates is shown in Fig. 9. The total amount of gas, argon plus oxygen, injected with the acetone was kept constant at 10 SCFH. The only variable was the ratio of oxygen to argon injected along with the liquid acetone. The graph shows clearly that oxygen enhances the destruction efficiency under the set of arcjet operating parame- ters that were established for this experiment. Also, the operating character of the arcjet changed with addition of oxygen to the injection mixture since combustion processes were occurring. Furthermore, with the addition of oxygen, there was no soot deposited in the reaction chamber, which implies that the carbon generated from the decomposition of acetone is forming carbon dioxide and carbon monoxide.
The generation of carbon dioxide and carbon monoxide due to the decomposition of acetone for various oxygen flows is shown in Fig. 10. The decomposition of acetone is more complete since there are significant reductions in the acetone peak and there is a large increase in the CO2 concentra- tion. Quantifying the concentrations of C H 3 C O and methyl species is difficult since these species are arti- facts of the mass spectra• Figure 11 shows an RGA output when there is complete destruction of acetone where the acetone flow rate was 25 ml/h, the arcjet current was 75 A, and the oxygen injection rate was

294 H.R. SNYDER ET AL.
lO-S . , . , . , . , . , . , . , . , . , . , . , .
t_ O b" I 0 "
L.
~ 10 .7 t_
~ 1o"
Hydrogen
10-9 , . , 0 5
Ar on(2+)
Argon(+)
CO C02
Oiygen
.[ , l . . . . . . . . . . . .
10 15 20 25 30 35 40 45 50 55 60
Mass / Charge
FIGURE 11. R G A spectra with arcjet current at 75 A and oxygen injection o f 5 SCFH.
5 SCFH. The intermediate compounds CH3CO, CH2CO and CH3 have been eliminated, indicating that the destruction is greater that 99% with CO, CO2, H20 and H2 being generated. The generation of CO and H2 indicates that there is incomplete combustion taking place; however, introducing oxy- gen into the reaction mix greatly enhances the over- all efficiency of liquid solvent destruction.
CONCLUSIONS
Destruction of liquid solvents using an arcjet reactor has a strong potential for achieving high destruction efficiencies by optimizing the various operating parameters of the torch design such as argon flow rate and oxygen injection. Addition of oxygen was shown to enhance the decomposition of acetone to greater than 99% destruction efficiency and generate
benign by-products such as carbon dioxide and water. In the pyrolysis mode, lowering the plasma gas flow or increasing the arcjet current, increased the temperature of the plasma and subsequently raised the destruction efficiency. Using oxygen injec- tion, acetone at a flow rate of 25 ml/h was com- pletely removed from the detection limits of this system. This rate of removal is comparable to other systems tested, but uses almost an order of magni- tude less power, which indicates that there are plasma system parameters that can be changed to enhance the efficiency of waste destruction. Using this system other liquid solvents such as TCE and TCA will be tested in the future.
R E F E R E N C E S
1. Lee, C. C. Plasma systems. In: Standard Handbook of Haz- ardous Waste Treatment and Disposal. McGraw Hill, New York (1990),
2. Han, Q. Y., Heberlein, J. and Pfender, E. Feasibility study of thermal plasma destruction of toxic wastes in a counterflow liquid injection plasma reactor. J. Mater. Synth. Proc. 1(1): 25 (1993).
3. Lee, C. and Huffman, G. L. Innovative thermal destruction technologies. Environ, Prog. 8(3): 190 (1989).
4. Donaldson, A. C., Apa, R. P., Eddy, T. L. and Flinn, J. E. A review of plasma destruction o f hazardous mixed waste. Heat Trans. Therm. Plasma Proc. 161:41 (1991).
5. Pfender, E. Electric arcs and arc gas heaters. Gas Electron. 1 291 (1978).
6. Cornu, A. and Mossot , R. (eds) Compilation of Mass Spectral Data. Heyden and Son, Presses Universitaires de France, Paris (1966).
7. Prouix, P., Mostaghini, J. and Boulos, M. Modeling the va- porization o f small metallic particles in a dc plasma jet. Heat Trans. Therm. Plasma Proc. 161:155 (1991).
8. Ding, M. G. The use of oxygen for hazardous waste incinera- tion. Therm. Proc. 1:181 (1989).
Open for discussion until 28 February 1997