Embed Size (px)
Citation preview



CTI Journal, Vol. 33, No. 2 1
The CTI Journal(ISSN: 0273-3250)
published semi-annuallyCopyright 2012 by The Cooling Technology Institute, PO Box 73383, Houston, TX 77273. Periodicals post-age paid at Houston, Texas.
mission statementIt is CTI’s objective to: 1) Maintain and expand a broad base member-ship of individuals and organizations interested in Evaporative Heat Transfer Systems (EHTS), 2) Identify and ad-dress emerging and evolving issues concerning EHTS, 3) Encourage and support educational programs in vari-ous formats to enhance the capabili-ties and competence of the industry to realize the maximum benefit of EHTS, 4) Encourge and support cooperative research to improve EHTS Technol-ogy and efficiency for the long-term benefit of the environment, 5) Assure acceptable minimum quality levels and performance of EHTS and their compo-nents by establishing standard speci-fications, guidelines, and certification programs, 6) Establish standard test-ing and performance analysis systems and prcedures for EHTS, 7) Communi-cate with and influence governmental entities regarding the environmentally responsible technologies, benefits, and issues associated with EHTS, and 8) Encourage and support forums and methods for exchanging technical information on EHTS.
letters/manuscriptsLetters to the editor and manuscripts for publication should be sent to: The Cooling Technology Institute, PO Box 73383, Houston, TX 77273.
subscriptionsThe CTI Journal is published in January and June. Complimentary subscriptions mailed to individuals in the USA. Library subscriptions $45/yr. Subscriptions mailed to individuals outside the USA are $45/yr.
change of addressRequest must be received at subscrip-tion office eight weeks before effective date. Send both old and new ad-dresses for the change. You may fax your change to 281.537.1721 or email: [email protected].
publication disclaimerCTI has compiled this publication with care, but CTI has not Investigated, and CTI expressly disclaims any duty to investigate, any product, service process, procedure, design, or the like that may be described herein. The appearance of any technical data, editorial material, or advertisement in this publication does not constitute en-dorsement, warranty, or guarantee by CTI of any product, service process, procedure, design, or the like. CTI does not warranty that the information in this publication is free of errors, and CTI does not necessarily agree with any statement or opinion in this pub-lication. The entire risk of the use of any information in this publication is assumed by the user. Copyright 2012 by the CTI Journal. All rights reserved.
ContentsFeature Articles8 Natural Draft Cooling Tower Ring Replacement: Unique
Construction Challenges and Solutions Gregory Mailen
26 Novel, Mild Oxidant Improves Cooling Water Treatment Performance Relative to Traditional Oxidizers
Chris Baron
36 Best Practices for Minimizing Drift Loss in a Cooling Tower William C. Miller
56 Wind Effects on the Structural Integrity of Large Diameter Axial Fans in Air Cooled Condensers
Paul J. M. Nelissen62 Fill Testing in Cooling Tower in Case of Fouling Issues Helene Troncin
70 Forward Osmosis Applied to Evaporative Cooling Make-up Water
Peter Nicoll
Special Sections77 CTI Licensed Testing Agencies78 CTICertifiedTowers84 CTIToolKit
Departments2 MultiAgencyPressRelease2 MeetingCalendar4 ViewFromtheTower6 Editor’sCorner
see page 52
see page 10
see page 75see page 59see page 66

2 CTI Journal, Vol. 33, No. 2
CTI JournalTheOfficialPublicationofTheCoolingTechnologyInstitute
Vol.33No.2 Summer2012
Journal CommitteePaulLindahl,Editor-in-ChiefArtBrunn,SeniorEditorVirginiaManser,ManagingDirector/AdvertisingmanagerDonnaJones,AdministrativeAssistantGraphicsbySaritaGraphicsBoard of DirectorsJackBland,PresidentFrankL.Michell,VicePresidentDeanLammering,TreasurerTomToth,SecretaryRaulCastillo,DirectorFrankFoster,DirectorTrevorHegg,DirectorPhilipR.Kiser,DirectorDennisP.(Denny)Shea,DirectorDonZelek,Director
Address all communications to:VirginiaA.Manser,CTIAdministratorCoolingTechnologyInstitutePOBox73383Houston,Texas77273281.583.4087281.537.1721(Fax)
Internet Address:http://www.cti.org
E-mail:[email protected]
Future MeetINg DateS annual Committee Conference Workshop
February 4-7, 2013 July 7-10, 2013 Omni Bayfront Hilton Delmar Corpus Christi, TX San Diego, CA
February 2-6, 2014 Hilton (Greenspoint) Houston, TX
February 8-12, 2015 Sheraton New Orleans, LA
For Immediate ReleaseContact: Chairman, CtI Multi-agency testing Committee
Houston, texas, 2-November-2012The Cooling Technology Institute an-nounces its annual invitation for interested drift testing agencies to apply for potential Licensing as CTI Drift Testing Agencies. CTI provides an independent third party drift testing program to service the industry. Interested agencies are required to declare their interest by March 1, 2013, at the CTI address listed.

CTI Journal, Vol. 33, No. 2 3

4 CTI Journal, Vol. 33, No. 2
View From The Tower As we are almost midway through 2012, as president, I have the good fortune to report that the Cooling Technology Institute is operating much more deliberately and efficiently than our respective national and international governments. Whether we like it or not we are, more than ever, living in a global environment where financial or leadership crises in any country or region have the potential to impact every country and the collec-tive economies as a whole. The recent elections in Egypt and Greece, along with the possible political and economic turmoil associated with the various outcomes, serve to highlight the global impact of seemingly unrelated events in far away places. These recent economic and political crises, whether in Europe, Asia, or the Americas, have been largely blamed on the inability of opposing factions to come to consensus agreement for the good of the individual countries and subsequently, the stability of the global environment. CTI, to date, has been fortunate in that our organization has been able to reach mutually agreeable solutions to issues spanning a wide spectrum of challenges faced by our association and more specific, our three standing committees of Performance and Technology (P&T), Engineering Standards and Maintainence (ES&M), and Water Treating (WT). The success of CTI in being able to operate as a “model for a global volunteer trade association” is no accident. From my perspective, there have been, and continue to be three primary factors associated with our success and continued growth:
• Legacy of CtI as a voluntary/ non partisan organization, dedicated to advancement of common industry goals and standards. Our founding members and honorary life mem-bership honorees are responsible for promoting this spirit of cooperation and their guidance continues to be appreciated in 2012.
• Leadership of individual members and member companies which promote and support involvement in CtI. This has been critical to the emergence of CTI as the global leader in industry standards and practices, and is one reason why our membership continues to grow while other similar trade as-sociations are shrinking in size.
• Well defined organizational structure and the tireless work of our executive administrator and her staff in the Houston headquarters. Our recent past presidents (Dennis Shea and Jess Seawell) are to be commended for their work in enhancing CTI committee and BOD job descriptions along with designated responsibilities. Vicky Manser and her staff should also be recognized for their hard work and adaptation to increased work requirements, superior budgeting perfor-mance in challenging economic times, and helping to insure a disciplined transition between past and newly elected CTI officers and BOD’s.
For all of the above reasons, my transition to CTI president for the 2012 -2013 term, and my newly elected board members, has been virtually seamless, and for this, I offer my humble appreciation.
With the above accomplishments in mind, let us not be complacent. In order for CTI to continue as the global leader for industry guidelines and standards related to evaporative cooling water systems, we must have your sustained support in developing new standards and updating existing documents so that we remain the association leader in all as-pects of cooling water technology and equipment performance.We thus need your presence and active committee participation at our Summer Committee Workshops and Annual Conferences Our “core” members have worked very hard on
development of new standards and updates to several key codes and guidelines which will continue to advance
CTI in our sphere of influence as the industry leader in cooling system codes and standards.As Jess Seawell said in the 2011 Summer Journal issue, “This is the meeting where the work really gets done.”Without the dedicated input from our membership at the summer work-shop, we lose valuable input from the wide spectrum of our member companies and individuals, and thus slow down the final approval process for these important documents. If you are not aware of our newly signed agreement with ECC (Eurovent Certification Company) relative to thermal certification, or STD-159 and STD 202 draft standards, you need to attend the summer workshop to give us your input. Our goal remains to “Get it right the first time”, so the need for revision is minimized. Help us maintain that lofty goal with your help in final development of these important objectives.Once you register for the workshop, the CTI office will automatically send out the latest updates to the scheduled committee meetings so you can attend the ones of your choice. The CTI.Org website has additional information relative to the committee workshop discussion topics.Finally, I would like to congratulate our three new BOD members who are starting their three year terms on the CTI board:Raul Castillo of Dow Chemical, Dean Lammering of Nalco and Tom Toth of Midwest Towers. Raul has just informed CTI that he will be retiring from Dow Chemical, so this will be his last official CTI meeting. Raul has performed in a critical “Owner/ Operator” function role for many years and his experience and advice will be missed going forward. The CTI family is indebted to his involvement with our organization and wishes him the best in his retirement.As your President for the 2012-2013 term, I hope to see a record at-tendance at our upcoming summer committee workshop and I want to thank everyone for their ongoing participation in our “Best in Class Volunteer Organization” CTI truly has no equal.Respectfully submitted,Jack Bland,ChemTreat, retiredCTI President 2012-2013
Jack Bland

CTI Journal, Vol. 33, No. 2 5

6 CTI Journal, Vol. 33, No. 2
Editor’s CornerDear Journal Reader,This year, 2012, appears to be destined as a remark-able period in history. The end of the current Mayan age occurs later this year on 21-December; how the ancient Mayans calculated such a long cycle of planetary and lu-nar rotations and the wobble of the earth’s axis so long ago is a wonder we may never understand. Science says that nothing significant from an as-tronomical perspective will change on the “end” date. It will be interesting to watch how the press handles the event.The end of the year will also see resolution of the uncertainty for economic decisions that always surrounds a Presidential election year, one way or the other. It will be good to see companies be able to decide how they will move forward after the election. Hopefully, many delayed projects will become active again.CTI has its own much smaller scale transition proceeding. Jack Bland is now the CTI President, and will be for the next 1.5 years. Half of his first year is nearly over already. The Committee Workshop will be the first Board meeting since the reorganization that placed more responsibility in the hands of Board members for ongoing activity by the CTI committees. A smaller group of people will attend the Board meeting and the reports from multiple
committees and task groups will now flow through the supervising Board member during the meeting. We continue to work in CTI toward hiring a full time employee to work into the role of Tom Weast as Certification Administrator. After this transition, a change is planned to license individuals from multiple test agencies to do the thermal testing for certification in order to better handle the growth that has occurred, and continues to occur, in the thermal certification program.Finally, as the editor, I’ll make a familiar pitch regarding the need for owner/operator membership in CTI and participation in the codes and standards development process. Owner/operators are neces-sary in the process to keep their perspectives a bal-anced part of the decision making along the way.
Stronger participation is in the best interest of the owner/operator members. There is seldom any problem with finding enough sup-plier or manufacturer participants for the process. So, to owner/operator readers who represent a large segment of the CTI Journal subscribers – please get involved, you are needed.Respectfully,
Paul Lindahl, CTI Journal Editor
Paul Lindahl Editor-In-Chief

CTI Journal, Vol. 33, No. 2 7

8 CTI Journal, Vol. 33, No. 2
Natural Draft Cooling Tower Ring Replacement: Unique Construction Challenges and SolutionsGregory Mailen, EvapTech, Inc.Rory C. McCormick, PPL GenerationDarin Baugher, EvapTech, Inc.
AbstractThis paper presents the technical, logistical, and scheduling challenges encountered to complete the demolition and ring replacement on a Natural Draft Cooling Tower during a 49 day outage. Works included pre-assembly and placement of sixty-four (64) pultruded structural fiberglass modules complete with a two level fire protection system. More than 150 workers logged 94,000 man-hours with zero safety incidents, completing the scope of work two (2) days ahead of schedule, thus allowing early plant restart and commissioning. The completed tower provides PPL Montour additional generation capacity while distributing 261,000 gpm, is 45 feet (13.7 m) high and over 400 feet (121.9 m) in diameter.
IntroductionThe Montour Steam Electric Station, located approximately a mile northeast of Washingtonville, Pennsylvania, is a 2-unit, coal facility with a combined electric output of approximately 1525 megawatts (MW). It is owned and operated by PPL Montour LLC, a subsidiary of PPL Generation, LLC. The parent company is PPL Corporation, headquartered in Allentown, Pennsylvania. PPL currently controls over 19,000 megawatts (MW) of generation capacity with facilities in Pennsylvania, Montana, and Kentucky.Construction of the original Montour Steam Electric Station com-menced during the late 1960’s. Unit 1, at 806 megawatts (MW), was placed in service in 1972. Unit 2, at 819 megawatts (MW), was placed in service during 1973. Figure 1 provides an overall picture of this facility.
Figure 1
The original wood structures of both the Unit 1 and Unit 2 towers had degraded to the point that full ring replacements were warranted. An unexpected failure of part of the Unit 1 tower in 2008 brought the need for prompt action into sharp focus.
Although pultruded fiberglass has become the industry standard, the urgency created by the Unit 1 collapse did not allow for a methodical evalu-ation and design process. PPL compromised for an in-kind Douglas Fir design to replace Unit 1. However, PPL realized the merits of fiberglass materials of construction, which would be the basis for the Unit 2 ring replacement.In 2008, PPL elected to replace the wood ring of the Unit 2 Natural Draft Cooling Tower. The replacement tower was to be constructed utiliz-ing Fire Retardant Reinforced Plastic (FR-FRP) components complemented by a dual stage fire protection system in full compliance with current NFPA Codes and Standards. The final product
was to be constructed complete during the 49 day outage scheduled to commence during Easter Weekend of 2010. The content of this paper will focus on planning, scheduling, and construction works performed between June 2009 and June 2010.
OverviewIndustry leading innovation was demonstrated by employing several unique construction techniques to accommodate the demanding Montour Project Schedule, which was completed during the Spring 2010 Maintenance Outage. All work was completed and the tower was released for operation to the owner, PPL after only 47 days, 2 days ahead of the required 49 day outage schedule.The Scope of Work (SOW) included Asbestos Removal and Abate-ment of Eliminators and Partitions, Demolition and Disposal of the existing wooden ring structure, and replacement with a Pultruded Fi-berglass Structure complete with Fill, Segmented Water Distribution Rings, Fiberglass Canopy, and a dual-level Fire Protection System. The short duration outage required the pre-construction of sixty-four (64) modules in advance of the outage. Each module weighed between 15,000 lbs (6,800 Kg) and 30,000 pounds (13,600 Kg) and measured approximately 30 ft x 30 ft x 25 ft (9.14 m x 9.14 m x 7.62 m). The fill, fill supports, fire protection system, and hot water basins were pre-installed into the modules to the maximum extent possible. During the outage, each module was hoisted and secured into its final positions and interconnected. The modular, pre-assembly approach to erection of the new ring enabled tie-in and detailed work to proceed safely and quickly. The new, fire-retardant fiberglass cross flow ring encircles the ex-isting 370 feet (113 m) tall concrete natural draft shell, as shown in Figure 2:
Gregory Mailen

CTI Journal, Vol. 33, No. 2 9

10 CTI Journal, Vol. 33, No. 2
Figure 2The completed, replacement cooling tower ring is approximately 45 feet (13.7 m) tall and in excess of 400 feet (121.9 m) in outside diameter. Water circulation rates are approximately 261,000 gpm (16,466 L/s). Special engineering design considerations and material selection features were incorporated to allow hot water operating temperatures of up to 140 oF (60 C). Additional features were also incorporated to accommodate winter operating conditions.Replacement Cooling Tower Ring DesignSubsequent to the April 2009 Contract Award, our Engineering and Construction Teams established design criteria necessary to execute this project within the allotted timeline. A decision was made to segment the Cooling Tower Ring into 16 sides, commonly called a hexadecagon, as illustrated in Figure 3. Wedge shaped elements would fill the gap between each rectilinear section.
Figure 3
Each individual rectilinear section was further segmented into Four (4) Modules, presented in Figures 4 and 5, identified as:
• Lower, Left Module “A”• Lower, Right Module “B”• Upper, Left Module “C”• Upper, Right Module “D”
Figure 4
Figure 5
Hence, the resultant hexadecagon structure design consisted of 64 Modules (16 segments x 4 modules per segment) and 16 Wedge Sections.For both the Modules and the Wedge Sections, the Exterior Face incorporated a series of Louvers. The Interior Face included a staggered arrangement of Drift Eliminators. Figure 6 further il-lustrates the Cooling Tower Ring Radial Elevation with Louvers, Drift Eliminators, Fill, Deck, Hot Water Basin, and Distribution System Header Rings.

CTI Journal, Vol. 33, No. 2 11

12 CTI Journal, Vol. 33, No. 2
Figure 6
The lower modules (A & B) would be physically smaller than the upper modules (C & D). The lower modules would have their full complement of Fill and Fill Supports. The upper modules would have a complete complement of Fill, Fill Supports, Hot Water Ba-sins, Decking, and Two (2) Levels of Fire Protection System Piping. Fill and Fill Supports near the interconnection locations between modules, and the wedges between sections would be excluded. Upon completion of the pre-assembly works, the lower modules would weigh approximately 15,000 - 20,000 lbs (6,800 – 9.100 Kg) while the upper modules would weigh approximately 25,000 - 30,000 lbs (11,400 – 13,600 Kg).
Construction PlanDuring the construction planning stages of the project, it was recog-nized that pre-assembly and placement of cooling tower modules of this significant size and weight had never been attempted. Clearly, innovation and several unique construction techniques would be necessary to mitigate risks and enhance the likelihood of a suc-cessful project. Some of the proposed construction techniques were unproven.A decision was made to segment the construction process into the following three phases:
• Phase 1 Mock-up• Phase 2 Pre-assembly• Phase 3 Outage
During the Phase 1 Mock-up, one each of Modules A, B, C, & D would be constructed at an off-site location. Various construction techniques would be tested. Trial lifts would be conducted utilizing a new, massive spreader frame. Rigging techniques would be tested and adjusted. Manpower duties, assignments, and communication requirements would be determined to promote efficiency while maintaining high levels of safety. During Phase 2, extensive preparations would be made at the jobsite. Material Storage areas would be relocated, brush and shrubbery re-moved, and extensive dirt movement would be needed. Provisions would be needed for the addition of adequate road base materials along with accommodations for proper water drainage. The goal here would be to create good working surfaces for construction equipment operations, pre-assembly of Modules, and staging of materials and supplies, all work to be conducted during winter months. Careful planning and mapping of all work areas would
also be necessary to ensure that Phase 2 works would efficiently support the subsequent Phase 3 processes.Phase 3 was show time, a culmination of all prior planning and preparations, providing a complete replacement and operational cooling ring during the short duration, 49 day maintenance outage. The basin was first drained and demucked, existing asbestos materi-als were removed, and new modules were placed. Fire protection systems were interconnected, hot water manifolds were installed, banana supports between the modules and the concrete shell were installed, and canopy panels were added. Hot water supply butterfly valves and bypass valves were replaced, and new steel supports were installed for the twin, 54 inch (1.37 m) diameter hot water risers. Hot water basin walkways and crossovers were added, along with two stairways, and tower lighting. Louvers and eliminators, along with four fire detection systems were installed prior to refilling the basin and placing the replacement cooling tower into service.
Phase 1 Mock-upIn an effort to satisfy all concerns regarding the hoisting and place-ment of large, pre-assembled modules, a decision was made to conduct demonstration testing at one of our manufacturing facilities. Our goals and objectives included testing of a large lifting frame and associated rigging. These efforts were conducted in August and September 2009. Figure 7 shows the engineered frame designed, certified, and tested.
Figure 7
Each lifting frame was approximately 25 ft x 30 ft (7.62 m x 9.14 m) and weighed, nearly 1800 lbs (820 Kg). Heavy duty steel chok-ers and shackles were used to provide four (4) secure lift points.Design of the lifting frames included provisions for twenty-four (24) nylon chokers, as illustrated in Figure 8. These chokers were used for rigging connections to structural fram-ing components within the pre-assembled modules. Rigging at the twenty-four (24) locations of an A-Module is shown in Figure 9.Considerable time and effort was given to fine-tune rigging tech-niques and also to organize timing and placement of workers and equipment. Efficiency and safety were prime considerations. After lower modules were properly indexed, located, and secured, upper modules were rigged and hoisted into place. Workers in man lifts were stationed at the column interconnection locations. Their as-

CTI Journal, Vol. 33, No. 2 13

14 CTI Journal, Vol. 33, No. 2
signments included guiding each local connection into place, install-ing splice brackets, and securing brace interconnects. Figures 10, 11, and 12 provide the sequence of events associated with placement of the final, Module D during our Mock-up Phase of Construction.
Figure 10
Figure 11
Figure 12
Figure 8
Figure 9

CTI Journal, Vol. 33, No. 2 15

16 CTI Journal, Vol. 33, No. 2
Significant findings during the Phase 1 Mock-up included the im-portance of utilizing multiple tag lines to help steer the modules. Even the slightest breeze would spin and sway the modules. Of even more significance was the importance of level rigging of the modules. Keeping the modules within 6 inches (0.15 m) or less was vital for mating and interconnecting the upper modules (C & D) to the lower modules (A & B).
Phase 2 Pre-AssemblyPhase 2 was conducted at the Jobsite, starting in October 2009, continuing for approximately 6 months. In addition to the aforemen-tioned benefits derived from advance site preparations, we found it critical to carefully plan and map locations where modules would be assembled. Real estate availability was limited. Locations for staging materials were one of several important considerations. Modules were assembled in two rows around the periphery of the existing unit 2 cooling tower ring. It was necessary to allow a 60 ft (18.3 M) easement between the two, for access by Cranes and Demolition Equipment that would be used for Phase 3. Pre-assembly of modules close to their final installation and place-ment locations was also important. This would minimize the need to “walk” modules while on the hook, improve crane and module placement efficiency, and minimize risks. Figure 13 presents an example of the early days of the pre-assembly works. Look closely and one will observe the workers wearing proper PPE along with Winter Coats.
Figure 13
Also during the module pre-assembly, piping and appurtenances as-sociated with the fire protection system were installed. There were actually two levels installed, all in the C & D (upper) modules. An example is provided in Figure 14Figure 15 illustrates a forest of pre-assembled modules all in close proximity of each other. A key finding during Phase 2 was the need for provisions to se-cure the modules. Heavy winds would move these modules from their original assembly point. Steel Stakes driven into the ground, supplemented by straps fastened to the modules, resolved this issue.
Closer observation of Figure 15 will reveal cables interconnected between modules and attached to a grounding system. Many of these modules were assembled in close proximity of live, high voltage overhead power lines. During damp weather, these power lines induced a gentle static electric charge within metal parts included in the modules. This static charge, although not a safety hazard, resulted in a slightly unpleasant experience for the workers. Ground cables resolved this issue.
Phase 3 OutageThe third, and final phase of this project commenced Easter Week-end, April 2010. First steps included Basin Draining and Demuck-ing. All power was disconnected to Lighting and Motor Operated Valves. Working around the clock for two days, workers utilizing approximately 30 man-lifts removed all of the asbestos eliminators from the tower interior. On the third day, demolition of the exist-ing structure started. Figures 16 and 17 provide illustrations of the demolition process and the resulting debris.
Figure 14
Figure 15

CTI Journal, Vol. 33, No. 2 17

18 CTI Journal, Vol. 33, No. 2
Figure 16
Figure 17
Demolition of the existing structure was completed within one day. A second day was required to remove all debris from the basin to a temporary staging area, as depicted in Figure 18.
Figure 18
Loading and haulage of debris from the jobsite to a certified and approved landfill would continue for 3 weeks.Figure 19 provides a view of the cooling tower basin, free and clear of all debris. Pre-assembled modules appear in the background.
Figure 19
After further cleaning of the basin, the services of Professional Surveyors, Figure 20, were utilized to survey the basin, locate and map the correct location for each and every module. This effort was extremely important, to ensure that all modules properly in-terconnected.
Figure 20
The first module was rigged and placed into the clean basin, Figure 21, within 24 hrs of demolition and debris removal completion.Placements continued for the subsequent fourteen (14) days, first setting lower Modules A & B, followed by Modules C & D. The Final module placement is illustrated in Figure 22.

CTI Journal, Vol. 33, No. 2 19

20 CTI Journal, Vol. 33, No. 2
Figure 21
Figure 22
When each of the 16 Sections were complete, the wedges and fill at the intersections between Modules, Wedges, Firewalls, and Inter-connecting Fire Protection Piping were installed. These activities are illustrated in Figures 23, and 24.
Figure 23
Figure 24
Modules in close proximity to the hot water supply risers, by neces-sity, were stick built in-place.New Hot Water Supply Butterfly Valves, Headers and Supports, Splash Diverters Boxes, and Nozzles were subsequently installed. These works are shown in Figures 25, 26, and 27.
Figure 25
Figure 26

CTI Journal, Vol. 33, No. 2 21

22 CTI Journal, Vol. 33, No. 2
Figure 27
Wood-laminate canopy support beams and panels were subsequently installed as presented in Figures 28 and 29. Note the important provisions included for safety, including proper PPE, numerous safety lifelines, harness, fall arrestors, and a safety advisor. 100% tie-off was maintained at all times.
Figure 28
Figure 29
Simultaneous to all deck level work, Eliminators (Figure 30) were being installed at the inner ring and Louvers were being installed at the outer ring (Figure 31).
Figure 30
Figure 31
Final steps for the Phase 3 Outage were to complete Stairway Construction, Paint Steel Risers & Supports, and Install Hot Water Basin Walkways & Crossovers. These steps, in-process, are shown in Figure 32 and 33.
Figure 32

CTI Journal, Vol. 33, No. 2 23

24 CTI Journal, Vol. 33, No. 2
Figure 33
And, a close-up view of the finished product is illustrated in Figure 34.
Figure 34
Lasting ImpressionsSeveral initiatives were found to be extremely important for the successful execution of Phase 3. First and foremost was the impor-tance of a detailed schedule. Careful and meticulous considerations should be given not only to work scopes, but also sequence of events. This schedule needs to include float, if possible, and contingencies plans. Once a well devised schedule is established, discipline must be exercised to “Work the Plan”.For most projects, a one and three week look ahead is adequate and acceptable. On fast track projects, it instead is important to have a one and three DAY look ahead. All work being performed needs to be closely tracked and compared against the schedule. If work completions fall off-track, immediate corrective actions and contingency plans needed to be implemented.It is also very important to build a Team and keep all stakeholders actively engaged not only in progress being made, but also advised of the challenges. The Team should include not only the client, but also all subcontractors, superintendents, foremen, and lead men. Solicit advice, recommendations, and help when needed. Clear and concise communications are vital. But humble, direct and over-communicate.To ensure that all scopes of work are well orchestrated, all indi-viduals need to be clearly aware of work scopes and procedures. Actively engage all workers in the project, goals and objectives, and importance of their contributions. Help them take pride in their
work and accomplishments. Provide incentives and recognition for work well done.Divide work areas into small divisions. Routinely, at least once each day, ensure that each work area has a “work plan” and sufficient supplies of materials to support at least three days of activities. Make sure that staffing levels are sufficient to efficiently support timely execution of work scopes. Routinely check all tools for proper working order, repairing or replacing when appropriate. All equipment should be properly serviced, fueled, and in-place at the start of each work day. For the duration of Phase 3, it was critical to have a full-time Con-struction Project Manager (CPM) at the jobsite. The CPM’s duties include monitoring of all activities, meticulous review and reporting of schedule progress, tracking costs for manpower and equipment, fostering a Team building atmosphere, and over-communicating with all involved parties. This CPM needs to be empowered to implement changes and corrective actions whenever necessary or deemed appropriate.Finally, it is extremely important to actively promote and support Safety in the workplace. Enforce proper use of PPE, make sure all tools and equipment are safe, in good repair, and in proper work-ing order. Establish a “Safety First” attitude for the jobsite and all workers. Promote frequent safety communications.Numerous challenges were encountered during the execution of Phase 3. Most notable was weather related issues. Electrical storms, and even windy conditions affected our construction activities. When wind gusts exceeded 10 mph, we were unable to hoist and set modules. To maintain construction progress, contingency plans and workarounds were always available. In the case of electrical storms, few alternatives other than stop-work were available. Safety for the workers always comes first. Sched-ules should have float or contingency plans to allow for weather related anomalies.During Phase 3, work scopes were being performed in numerous areas. In addition to the several locations actively installing com-ponents, PPL was also engaged in some repair, replacement, main-tenance efforts, and new equipment installs. For this project, PPL replaced large butterfly valves and motor operators on the bypass and main hot water circulation piping. Supports for the riser pip-ing were also replaced. One of the main circulating water pumps was removed and replaced. Each of the three fire protection valve houses was totally refurbished. Rust preventative painting was applied to many steel components such as the risers, support steel, and grillage. During the late stages of Phase 3, PPL also installed extensive tower lighting and lightning protection systems. To ensure safe and efficient work performance for all parties, it was extremely important to plan, communicate, and orchestrate on a daily basis, all scopes and areas where work was to be performed by the client, subcontractors, and the cooling tower supplier.
ClosureCareful planning and implementation was the key to successful execution of this project. Over-communications and actively engag-ing all stakeholders as part of the team was found to be not only important, but vital.Projects with significant Work Scopes and aggressive timelines often require unique construction techniques to be utilized. These

CTI Journal, Vol. 33, No. 2 25
techniques need to be tested and proved in advance of a critical path initiative, in this case, a 49 day outage. It is important to perform as much work as possible, in advance of the main event. Site preparations and pre-assembly, to the great-est extent possible, will promote the successful achievement of all goals and objectives in a timely and efficient manner. A detailed schedule that is carefully created, actively monitored and routinely maintained is absolutely necessary. It is further important to “Work the Plan”, engage all stakeholders, and over-communicate. Lastly, Safety for all workers needs to be well advertised and maintained as top priority.The final, Phase 3 Outage activities were completed in Forty-Seven (47) days, two days ahead of schedule. Peak manpower levels ex-ceeded 150 workers, logging in excess of 94,000 man-hours with zero safety incidents or recordables. The Unit 2 Cooling Tower was placed back into service per the schedule and remains fully operational today, providing the cooling capacity demands for PPL Montour.
AcknowledgementsThe authors of this paper wish to thank all participants of the PPL Montour Unit 2 Cooling Tower Ring Replacement for their contri-butions toward the successful execution of this project. The Team, including PPL Montour LLC, numerous subcontractors, and union workers worked in close cooperation to complete all scopes of work efficiently, safely, and ahead of schedule.
Bibliography1. http://www.pplweb.com/PPL+generation/PPL+montour.
htm2. http://www.metso.com/automation/ep_prod.nsf/WebWID/
WTB-041110-2256F-EF2523. http://wikimapia.org/11678604/PPL-montour-generating-
station.

26 CTI Journal, Vol. 33, No. 2
Novel, Mild Oxidant Improves Cooling Water Treatment Performance Relative to Traditional OxidizersChris BaronAshland Inc.
ABSTRACTA low system oxidation-reduction potential (ORP) is desirable to minimize corrosion in recirculating cooling systems. Traditional oxidizers, however, are ineffective at system ORP less than 400 mV for neutral to alkaline pH values. This paper describes a novel, proprietary biocide that is marketed as Bio-sperse™ XD3899 microbiocide and made from the stoichiometric reaction of sodium hypochlorite and ammonium bromide. The resulting active, bromide-activated chloramine (BAC), has been shown to be efficacious towards algae and both sessile and planktonic bacteria, including Legionella species, at significantly lower system ORP. Additional practical benefits observed in commercial applications include reduction/elimination of proprietary biocides and biodisper-sants, improved cooling tower cleanliness, lower corrosion rates, reduced corrosion inhibitor feeds, and water savings.
KEYWORDSAlgae, Biocide, Bacteria, Biofilm, Biosperse XD3899, Bromide-Activated Chloramine (BAC), Cooling Water Treatment, Corro-sion, Industrial Water Treatment, Legionella, Microbial Control, Microbial Growth, Microbiological Fouling, Oxidation-Reduction Potential (ORP), Oxidizer, Planktonic, Sessile.
INTRODUCTIONThe ability to exchange excess heat is equally important to the hu-man body and industrial manufacturing processes. When cooling is impeded, the resulting heat stress can lead to a complete shutdown of the organism in question (whether biological or mechanical). Common mechanisms that can impede cooling in both biologi-cal and mechanical systems include dehydration/loss of water, high dew points, poor evaporation/cooling rates, and pushing the system beyond its recommended operational rate. Mechanical cooling systems, however, have one major impediment to cooling that most biological systems do not: microbiological fouling of the heat exchange surfaces, both internally (i.e., heat exchangers in the manufacturing process) and externally (i.e., the cooling tower).The standard recirculating cooling system for an industrial manu-facturing process consists of water with varying amounts of salinity (and perhaps some organics and suspended solids) that is circulated across heat exchangers to remove excess heat. The water is then passed through a cooling tower where the heat is lost through the process of evaporation. However, native bacteria and fungi find this warm, salty water to be an almost ideal environment for growth
and can form biofilm barriers to heat exchanging processes. Controlling the growth of these biofilms is key to maintaining a robust cooling system.Historically, microbial growth has been controlled primarily by the addition of strong oxidants like chlorine gas or sodium hypochlorite. These oxidants, however, are also strong enough to react with other components in the system, including the metals in the heat exchangers and the corrosion inhibitors added to prevent the reaction of the oxidant with metal. This paper describes a novel, mild oxidant called bromide-activated chloramine (BAC), which has been demonstrated to control microbial growth at significantly lower system ORP and hence at
significantly lower system corrosivities.
BROMIDE-ACTIVATED CHLORAMINEReacting sodium hypochlorite (12.5%) with ammonium bromide (35%) under carefully controlled conditions yields BAC.[1] The novel oxidant is produced onsite using patented dosing equipment and a proprietary monitoring and control system that monitors the pH of the resulting mixture and adjusts the ratio of the two reactants to compensate for degradation of the sodium hypochlorite. With-out this feedback mechanism, the mole ratio of the two reactants would change as the sodium hypochlorite degrades, resulting in excess ammonia (a potential nutrient for microbes) being fed into the cooling tower.Predilution with water and turbulent mixing of the reactants are cru-cial in ensuring an approximately 100% yield of the novel oxidant, BAC. Without these processes, formation of a mixture of different haloamines is possible, and the yield of the reaction (expressed in terms of Hach total oxidizing chlorine) will likely be less than 95% due to the autocatalytic degradation process associated with haloamines.[2-7]The performance of the BAC oxidant is monitored using several standard techniques. Planktonic bacteria levels are measured using either Petri films or dip slides. Sessile bacteria levels are measured directly using stainless steel coupons and visual examinations or indirectly through sulfate reducing bacteria (SRB)) testing. Re-sidual BAC levels are monitored directly using the N,N-diethyl-p-phenylene-diamine (DPD)-based total oxidizing chlorine test and, indirectly, by measuring ORP.
CORROSION RATESThe corrosivity of a cooling water system is primarily a function of the following variables: temperature, pH, ORP, dissolved solids (especially chloride and sulfate ions), and deposits (i.e., under-deposit corrosion). Lowering the system temperature to decrease
Chris Baron

CTI Journal, Vol. 33, No. 2 27

28 CTI Journal, Vol. 33, No. 2
the corrosion rates is rarely an option because this typically has a negative impact on production processes. Adjusting the system pH from near-neutral to more alkaline (pH 8.5 or greater) is often possible with the appropriate modifications to the chemical treat-ment program. Unfortunately, an increase in chemical treatment costs is often associated with this pathway. At a system pH of 8.5 (or greater), use of sodium hypochlorite as the microbiological control agent can also lead to significantly higher chloride levels in the recirculating water, which could potentially increase pitting/crevicing type corrosion and stress-corrosion cracking of stainless steel alloys.[8]When switching from sodium hypochlorite to BAC, the system ORP shifts downward by more than 200 mV but the bromide content increases in the cooling basin. The effects of lower ORP and of chloride and bromide on system corrosivity are discussed below.
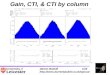
Benefit of Lower Oxidation-Reduction PotentialGaining microbial control of a system that uses a strong oxidant such as sodium hypochlorite, hypobromous acid (HOBr), or chlorine di-oxide (ClO2) is usually obtained when the system ORP is maintained above 500 mV. The effect of switching from a strong oxidant to a mild oxidant such as BAC results in an overall downward shift in system ORP of approximately 200 mV. The investigations presented below identify the benefit of being able to run a system at lower ORP.Investigation #1: Microbial growth on a cooling tower had been controlled with HOBr using an ORP set point of 550 mV to control the addition of the HOBr. Microbial control was generally good with this program, although system microbial counts would eventually exceed 105 cfu/mL and require an occasional dose of isothiazoline to remove biofilm buildup in the system. BAC was proposed as a replacement for the existing treatment program.results: Switching to BAC lowered the system ORP to less than 350 mV, as shown in Figure 1. Microbial control was maintained at the ORP shown in Figure 1 using only BAC. No isothiazoline feeds were required, unlike with the previous microbial control program, which featured a strong oxidizer. Although running a cooling tower at these low potentials would typically cause a tower to become contaminated, no signs of microbial contamination were detected through planktonic and sessile bacteria monitoring, stainless steel coupon testing, or visual inspections.Investigation #2: Another tower system utilized ClO2 with a 550 mV ORP set point to control microbial growth. Microbial control was acceptable with this program except during the summer months when the open decks of the cooling towers developed a thick mat of algae and biofilm. BAC was proposed as a year-round replacement for the existing treatment program.results: Switching to BAC reduced the system ORP to less than 350 mV. Corrosion coupon data from this site revealed dramati-cally reduced corrosion rates, as shown in Figure 2. As discussed in Case Study 2: Recirculating Evaporative Cooling Water System, microbial control was improved relative to the chlorine dioxide-based program and no algae and biofilm formed on the decks during summer months.Conclusions: Running a system at lower ORP minimizes the cor-rosivity of the water without leading to increased microbial growth.
Corrosivity of Chloride and BromideChloride is known to accelerate pitting corrosion and, at tempera-tures above 150 °F, can lead to stress-corrosion cracking of stainless steel.[8] All oxidizing chlorine treatment programs contribute to the system chloride levels through both the native chloride content of the sodium hypochlorite and the generation of chloride from the reaction of the oxidizing chlorine with various components of the system.Programs based on HOBr or BAC also contribute bromide to the system. The effects of bromide on pitting under the conditions of a cooling tower were unknown. Electrochemical experiments designed to assess the pitting potentials of chloride, bromide, and mixtures of the two at pH 8 using either phosphate or borate as the buffer were conducted as described below.Investigation: The corrosivity and pitting potentials for chloride, bromide, and mixtures of the two ranging from 0 to 150 ppm total halide content were evaluated using low-carbon steel electrodes at 60 °C. The experiments were conducted by initiating a potential sweep 100 mV below the corrosion potential and slowly raising the potential to 1000 mV. After a one-minute hold time at 1000 mV, the potential was then slowly swept backwards to the starting potential, as shown in Figure 3.results: Bromide had no significant effect on the pitting potential, as shown in Table 1, indicating that bromide does not contribute to pitting corrosion.Conclusion: Bromide addition to the tower system from the use of BAC does not contribute to an increase in pitting type corrosion in cooling systems.
CONTROL OF BIOFILM AND LEGIONELLA USING BROMIDE-ACTIVATED CHLORAMINEBiofouling of a heat exchanger impedes efficient heat transfer and can lead to failures caused by microbial induced corrosion. Biofouling of a cooling tower system can also reduce water flow, which causes reduced heat removal, and may provide a favorable environment for Legionella bacteria growth.[9-10] BAC has been shown to effectively prevent biofilm formation and to limit the growth of Legionella bacteria.
Biofilm Control Using Slug Dose FeedingTraditional oxidizers typically work best at controlling microbial growth in a cooling system when continuously fed to a system with an ORP set point above 500 mV. Still, these systems often require either occasional slug feeds of a proprietary biocide or an oxidant (hyperhalogenation) to fully control biofilm growth in the system. The latter is especially problematic due to the general reactivity of strong oxidizers.Previous work with BAC in the paper industry has shown that it is uniquely capable of preventing biofilm growth and of removing existing biofilm without having to rely on additions of other biocides or biodispersants. An investigation into the prevention of growth of biofilm in heat exchangers follows.Investigation: Heat exchanger fouling was simulated using a pro-prietary fouling monitoring system that was configured to match the flow rates, metallurgy, and temperature profile of the most critical heat exchanger of the system of interest. Microbial control was achieved by feeding a twice-daily dose of BAC, as shown in Figure 1.

CTI Journal, Vol. 33, No. 2 29

30 CTI Journal, Vol. 33, No. 2
results: No fouling of the heat exchanger was observed, as shown in Figure 4. The absence of biofouling was confirmed by visual inspection of the cooling tower and through routine monitoring of planktonic bacteria using dip slides. Although planktonic bacterial counts were shown to approach 105 cfu/mL immediately prior to a biocide feed, the counts instantaneously dropped to 100 cfu/mL and stayed low for several hours after the feed, as shown in Figure 5. Sessile bacteria monitoring using stainless steel coupons confirmed the absence of biofilm in the system.Conclusions: Regular dose feeding of BAC is sufficient to maintain heat exchanger and cooling tower cleanliness.
Legionella ControlThe ability of BAC to control Legionella growth was assessed in a controlled laboratory and in several commercial cooling towers.Investigation #1: The efficacy of BAC was assessed in a controlled environment using ASTM method #E 0645-07 on two different synthetic cooling waters (pH 7.4 and 8.6). Three different doses (0.5, 1.0, and 5.0 ppm expressed as Hach total oxidizing chlorine) of the biocide were evaluated by adding one dose of the biocide at each concentration level to a beaker and then monitoring the viability of the Legionella population for 24 hours.results: Figures 6 and 7 show that all concentrations assessed gave at least a 100-fold reduction in bacteria counts at one hour, and greater than 1000-fold reductions at four hours. No significant rebound of the microbial population was seen at 24 hours.Investigation #2: Quarterly monitoring of Legionella on four separate cooling towers of a chemical manufacturer located on the Gulf Coast was performed as part of the microbial control package. These towers are run at pH 8.5. At the beginning of the investigation, three different biocides (BAC, sodium hypochlorite, and ClO2) were used on these towers, as shown in Table 2. The towers treated with traditional oxidants were dosed continuously with an ORP set point of 550 mV; the towers treated with BAC were dosed twice daily.results: The data in Tables 2 and 3 show no detectable Legionella growth on the cooling towers treated with BAC. This held true even at the extreme end of the dose interval.Conclusion: BAC was shown to control Legionella growth in a controlled laboratory. Based on these and other performance-based investigations, the towers treated with ClO2 and sodium hypochlo-rite were permanently converted to BAC.
CASE STUDIESBAC has been used to control microbial growth in more than 15 cooling systems in North America. In these applications, several improvements have been documented as described in the following two case studies.
Case Study 1: Recirculating Closed-Loop ChillerBackground: This chilled loop system (2,000,000 gallons) was ex-periencing high bug counts and required high feed rates of corrosion inhibitors. The system was treated for microbial contamination by base-feeding sodium hypochlorite to maintain system free chlorine levels around 0.3 ppm and was slug-fed doses of glutaraldehyde as needed to maintain microbial counts of less than 106 cfu/mL as determined using Petri films. Glutaraldehyde was also employed to enhance biofilm and sulfate-reducing bacteria control.[11-13] The sodium hypochlorite addition rate was adjusted manually based
on daily monitoring of the free chlorine levels of the chilled loop. Corrosion inhibition was maintained by adding a product containing an organic phosphate corrosion inhibitor and a triazole compound. Dose levels were adjusted several times a week based on manual testing of the triazole residuals. BAC was proposed as the solution for these problems.Solution: A trial using BAC was initiated in mid-March. Initial total chlorine and Petri film data indicated that slug doses of BAC every other day would be sufficient to maintain microbial control during the cool spring months. As the heat load on the system increased during the summer months, the Petri film and total oxidizing chlorine data indicated that the treatment strategy needed to be modified to once-a-day slug doses. This strategy, as opposed to the previous treatment program, provided superior microbial control, as shown in Figure 8. As the heat load on the system decreased, the feed rate was adjusted downward based on the results of the microbial testing.results: During the BAC trial, average bug counts were reduced to less than 104 cfu/mL, a significant reduction from the levels seen under the previous biocide program, as shown in Figure 8. Bug counts immediately after a biocide feed were close to sterile (less than 100 cfu/mL). Additionally, no biofilm growth was noted on biofilm coupons installed in the system.Using coupon testing, corrosion rates for low carbon steel and copper were found to be less than 0.4 milli-inches per year (mpy) and less than 0.04 mpy, respectively. These results were equivalent to historic levels and met the needs of the customer for this site. However, these corrosion rates were obtained using approximately 30% less triazole, thereby providing a significant cost savings relative to the previous treatment program. The reductions were likely due to the decrease in system ORP: the switch from sodium hypochlorite to BAC reduced the system ORP to between 50 and 250 mV, levels that with traditional oxidizers would be worrisome but are well within the normal range for BAC oxidant.Summary: Switching from a strong oxidizer (sodium hypochlorite) to a mild oxidizer (BAC) improved control of the planktonic and sessile populations in the closed loop while simultaneously allow-ing for decreased corrosion inhibitor feed without increasing the observed corrosion rates of low carbon steel or copper.
Case Study 2: Recirculating Evaporative Cooling Water SystemBackground: This facility’s four cooling towers (2,500,000 gal-lons) are critically important to plant operations and need to run at peak performance at all times. Expansions to these towers are continuously in the planning stage because the cooling capacity of these towers is often the limiting factor for production at the site. Microbial control was maintained using ClO2, with occasional feeds of glutaraldehyde to penetrate the significant sludge layers in the cold well and to reduce the sulfate-reducing bacteria levels. To ensure that copper corrosion control did not suffer due to the presence of a strong oxidant, tolyltriazole, although costly, was added to the program. The total cooling water treatment program resulted in corrosion rates, scale control, and bug counts that met industry standards.This four-tower system, however, was not trouble-free. Large mats of algae would form on the open decks of the towers, decreasing water flow through the fill to the point were the algae had to be

CTI Journal, Vol. 33, No. 2 31

32 CTI Journal, Vol. 33, No. 2
physically removed at least once a month. BAC was proposed as the solution for this problem.Solution: A trial using BAC was initiated in June. Each tower was dosed twice-daily with BAC. Bug counts were subsequently monitored and found to meet industry standards. Since no regrowth of algae was noted on the open decks, even during the hottest parts of summer, no changes to the treatment strategy were required. results: Reductions in the system chloride levels were realized because less total oxidant was needed to maintain system cleanli-ness. The reduced chloride levels allowed for an additional cycle of concentration and reduced water consumption by approximately 106 gallons per year. The superior biofilm penetration ability of the BAC oxidant allowed for a 95% reduction in the biodispersant level, and the lower corrosivity allowed for a 40% reduction in tolyltriazole while still providing significantly reduced corrosion rates, as shown in Figure 2. Additionally, the BAC program improved worker safety by eliminating the handling and storage of sodium chlorite and sulfuric acid, the precursor chemicals for chlorine dioxide.Summary: Implementation of the BAC program resulted in supe-rior microbial and corrosion control, reduced water consumption (increased cycles of concentration from 5 to 6), reduced chemical usage for multiple chemicals (sodium chlorite, sulfuric acid, tolyl-triazole, and sodium hydroxide), and improved workplace safety.
CONCLUSIONPreventing microbial growth in recirculating cooling systems is necessary to maintain system performance and to prevent poten-tial health hazards related to Legionella. Treatments composed of strong oxidizers such as sodium hypochlorite and ClO2 have been used in conjunction with proprietary biocides and biodispersants to control microbial growth, but their use often results in unintended side-effects (e.g., high corrosion rates, increased chemical usage, and handling of dangerous chemicals). Bromide-activated chloramine (BAC), prepared from the stoichiometric addition of ammonium bromide with sodium hypochlorite under carefully-controlled con-ditions, is able to prevent biofilm growth in recirculating cooling systems at significantly lower system oxidation-reduction potential, thus avoiding many of the undesirable side-reactions associated with strong oxidizers. BAC was also shown to be effective in Legionella control.
ACKNOWLEDGEMENTSThe author wishes to acknowledge the following Ashland employ-ees for their contributions: S. Hodges, D. Emerich, A. Massey, B. Utzka, and S. Vonhamme.
REFERENCES[1] U.S. Patent numbers: Barak, A. Process for the Disinfec-
tion of Waters. US Patent 6478973B1, Nov. 12, 2002; Barak, A. Process and Compositions for the Disinfection of Waters: US 7067063B2, Jun. 27, 2006; Barak, A. Method and Apparatus for Treating Liquids to Inhibit Growth of Living Organisms: US 5976386, Nov. 2, 1999; Barak, A. Method of Treating Liquids to Inhibit Growth of Living Organisms: US 6132628, Oct. 7, 2000; Barak, A. Control of Development of Biofilms in Industrial Process Water: US 7189329, Mar, 13, 2007.
[2] Margerum, D. W.; Gray, E. T.; Jr.; Huffman, R. P. In Or-ganometalics and Organometalloids: Occurrence and Fate in the Environment; Brinkman, F. E., Bellama, J. M. Eds.; American Chemical Society: Washington, D.C., 1978; Chapter 17, pp 278-291.
[3] Gray, E. T., Jr.; Margerum, D. W.; Huffman, R. P. In Or-ganometalics and Organometalloids: Occurrence and Fate in the Environment; Brinkman, F. E., Bellama, J. M. Eds.; American Chemical Society: Washington, D.C., 1978; Chapter 16, pp 264-277.
[4] Kumar, K.; Margerum, D. W. Inorg. Chem. 1987, 26, 2706-2711.
[5] Trofe, T. W.; Inman, G. W.; Johnson, J. D. Environ. Sci. Technol. 1980, 14(5), 544-549.
[6] Baron, C. D. and Margerum, D. W. Unpublished results, Purdue University.
[7] Javert, C. T. and Valentine, R. L. Environ. Sci. Technol. 1992, 26, 577-586.
[8] Roberge, P.R. Handbook of Corrosion Engineering; McGraw-Hill: New York, 1999.
[9] Aqucar Water Treatment Microbiocide 542 and 545, Copy-right © 1989, Bulletin SC-958, Union Carbide Corporation, Specialty Chemicals Division, 39 Old Ridgebury Road, Danbury, Ct, 06817-0001.
[10] E. McCall, J.E. Stout, V.L. Yu, R. Vidic, International Water Conference, 1999, Pittsburg, P.A., Paper Number IWC-99-19.
[11] L.A. Grab, A.B. Theis, NACE Corrosion 92, Paper Num-ber 184, NACE International, P.O. Box 218340, Houston, Texas, 77218-8340.
[12] R.G. Eagar, A.B. Theis, CTI Annual Meeting, February 1987, Technical Paper Number TP-87-1, Cooling Technol-ogy Institute, Houston, Texas.
[13] R.G. Eagar, A.B. Theis, M.H. Turakhia, W.G. Characklis, NACE Corrosion 86, Paper Number 125, NACE Interna-tional, P.O. Box 218340, Houston, Texas 77218-8340.
Figure 1. Oxidation-reduction potential of a cooling tower using the novel bromide-activated chloramine oxidant.

CTI Journal, Vol. 33, No. 2 33

34 CTI Journal, Vol. 33, No. 2
Figure 2. Change in corrosion rate when switching from chlorine dioxide to bromide-activated chloramine. Chlorine dioxide was used April 21 through May 24 and bromide-activated chloramine
was used for the other time intervals.
Figure 3. Tafel plots showing the corrosion behavior of low carbon steel electrodes at pH 8 and 60 °C. The total borate
concentration was 100 mM.
Table 1. Electrochemical corrosion results. All experiments were performed at pH 8 using low carbon steel electrodes.
Figure 4. Absence of fouling as measured using a proprietary fouling monitoring system. The blue dots are actual data
collected during the investigation, while the red line indicates how a fouling system would respond. Fouling factors less than
20 indicate no significant fouling.
Figure 5. Microbial contamination (cfu/mL) as a function of time after a fresh dose of bromide-activated chloramine.
Figure 6. Effect of bromide-activated chloramine oxidant on L. pneumophilia in synthetic cooling water at pH 7.4.

CTI Journal, Vol. 33, No. 2 35
Figure 7. Effect of bromide-activated chloramine oxidant on L. pneumophilia in synthetic cooling water
Table 2. Typical Legionella testing results for a set of cooling towers utilizing three different biocides (bromide-activated
chloramine, sodium hypochlorite and chlorine dioxide).
Table 3. Typical Legionella testing results pre- and post-dosing of the bromide-activated chloramine oxidant.
Figure 8. Bug counts using two different treatment programs (sodium hypochlorite with glutaraldehyde and bromide-activated
chloramine).

36 CTI Journal, Vol. 33, No. 2
byWilliam C. MillerBrentwood Industries, Inc.
Abstract:There are many factors associated with the drift loss potential of a cooling tower. With the greater restric-tions on drift emissions that are now required in many locales, it is important to know all of these factors to make sure that the drift loss of a tower is minimized. This paper will explore the various factors involved for both counterflow and crossflow cooling towers.
IntroductionIn order to study the best practices for minimizing drift loss in a cooling tower it is important to understand exactly what “drift” is and the major factor in its containment, the drift eliminator. From the Cooling Technology Institute’s (CTI) glossary of cooling tower definitions, drift is, “[W]ater lost from a cooling tower as liquid droplets entrained in the exhaust air. It is independent of water lost by evaporation. Units may be in lbs./hr. or percentage of circulat-ing water flow. Drift eliminators control this loss from the tower.”Another way to define drift is: Drift is the spectrum of water drop-lets created by the aerodynamic forces acting on droplets and films within the cooling tower and discharged into the environment. Drift also contains the same chemicals and solids present in the circulating water. It is also important to note that drift is not the condensing water vapor normally emitted from cooling towers, since this is pure water. This visible condensed water vapor is known as the plume. (See Figures 1 & 2.)There are various types of drift eliminators on the market today. The underlying mechanism of the method of drift removal for drift eliminators used in cooling towers is inertial impaction. Drift eliminators force the air and the entrained water droplets to make several directional changes as the moisture laden air passes through the drift eliminator. The system is a two-phase flow – gas and liquid. The liquid has more mass than the gas and thus has greater inertia and resistance to change in motion. Because of the water droplet’s greater mass they deviate from the air streamlines and impact and collect against the surfaces of the drift eliminator. The collected drift water then drains back into the wet section of the cooling tower as its mass accumulates.There are two main types of drift eliminators offered today, blade type eliminators and cellular type eliminators. (See Figures 3 & 4.) Blade type eliminators consist of waveform shaped blades that are commonly assembled into modules via means of spacers and/or caps. As the initial kind of drift eliminator, blade type elimina-tors initially offered drift removal efficiencies of 0.01-0.08% Water Flow (WF) for the early designs, and newer designs improved their
removal efficiencies to 0.002-0.008% WF or better. The first cellular type drift eliminators were designed after blade type eliminators, and offered further im-provements in drift removal efficiencies. Current state of the art eliminators can offer drift removal efficiencies from 0.002-0.0005% WF. Cellular type eliminators also offer benefits in field installation since they are more readily able to be trimmed or notched around penetrations to the drift eliminator plane. Another important factor in the development of drift eliminators is the use of a nesting design (Fig-ure 5) in which adjacent eliminators with matching concave and convex edges are able to fit together and
prevent drift droplets from bypassing the joint between the two eliminators.Drift eliminators designed for use in cooling towers are optimized to work effectively within the general air velocity ranges of cooling towers, 2.0-3.6m/s (400-700FPM), and every eliminator has its own efficiency profile based on its unique design. Based on the inertial impaction theory of operation, at low velocities both the air and the drift droplets are able to pass through the eliminator due to the low inertial values of each. As the air velocity increases, the changes in direction have more impact on the drift droplets and they begin to collect on the eliminator surfaces. At the upper ranges of air velocities the air is able to re-entrain the accumulated drift water and strip it out of the eliminator, a phenomenon known as “break-through.” (See Figure 6.)
Reasons to Eliminate DriftHistorically drift emissions of cooling towers have decreased as drift eliminator designs were refined due to continually evolving forces pushing for reduced drift rates. Towers manufactured in the 1970’s typically had stated drift rates of 0.01% WF, while towers a decade later in the 1980’s cut that in half to 0.005% WF. The turn of the century in 2000 yielded towers typically rated for 0.001% WF, and an ever increasing push today is for drift rates of 0.0005% WF. There are several forces pushing the refinement of drift elimina-tor design and reductions in drift emission rates. One force is the nature of the drift that is emitted and its effect on that with which it comes into contact. As stated in its definition drift contains all of the chemicals and solids contained within the circulating water of the cooling tower. This includes dissolved solids such as salts and other chemicals from the process water, and it also includes any water treatment chemicals used to keep the cooling tower system functioning properly. Drift droplets are also large enough at 20-2000 microns to contain bacteria which may lead to illnesses, such as Legionnaire’s Disease. Since drift droplets contain salts and other chemicals they can have a detrimental effect on surrounding flora and fauna. Drift droplets can also be highly corrosive to surround-ing equipment and environs. Drift emissions from cooling towers
Best Practices for Minimizing Drift Loss In a Cooling Tower
William C. Miller

CTI Journal, Vol. 33, No. 2 37

38 CTI Journal, Vol. 33, No. 2
have been known to spot and mar the paint finish of cars in nearby parking lots. They can also cause costly damage to surrounding equipment and buildings when the corrosive effects damage build-ings and surrounding equipment.Drift droplets can also cause early wear and erosion of fan blades since the droplets hammer at the leading edges of fan blades. Taken to its extreme the result could be a severe reduction in the efficiency of a fan’s capability to move air and a serious concern for structural failure as shown in Figure 7.Another factor pushing the reduction of drift emissions in the United States is the fact that the United States’ Environmental Protection Agency (EPA) considers drift to be a regulated emission from a cooling tower, and the EPA is tightening regulations for PM-10 and PM-2.5 emissions. The EPA’s PM-10 Standard covers particles 10 microns and smaller that, “are likely responsible for adverse health effects because of their ability to reach the lower regions of the respiratory tract.” Particulate matter that is 10 microns and smaller in size is small enough to penetrate the lower regions of the respiratory tract but may not be able to be exhaled out. Under the Clean Air Act the EPA has a mandate to continue to refine and set new air quality standards, and the new standards for PM-2.5 emissions are being given to the various states for enforcement via the appropriate individual state environmental regulatory agencies.
General Tower Design ConsiderationsAdequate Plenum-Induced Draft Counterflow TowersIn induced draft towers the plenum is the area of the tower between the drift eliminators and the fan. The plenum serves as an air transi-tion and equalization chamber in which the air that moved through the fill and drift eliminators is compressed and is forced through the fan out into the surrounding atmosphere. Due to this transition if there is too little room between the drift eliminators and the fan, then the air velocity profile through the drift eliminators may vary widely yielding regions of velocities that exceed the design limits of the drift eliminator. This could yield two negative consequences: 1) the velocity in certain areas may exceed the breakthrough veloc-ity of the eliminator in which case the expected drift rate would be void and 2) higher velocities generally increase the pressure drop across the eliminator which will decrease the thermal performance of the tower.In a counterflow tower an historically accurate rule of thumb, as presented at the 1999 CTI Annual Conference Educational Seminar, for determining an adequate plenum is to have a percentage of fan coverage of at least 80%, where the percentage of fan coverage is defined as the circle projected onto the drift eliminator plane from a cone defined from a 45° angle from the fan cylinder opening. (See Figure 8 and Reference 4.)A general velocity profile across the drift eliminator plane in a tower with an adequate plenum is shown in Figure 9. An adequate plenum allows a greater percentage of the drift eliminator plane to reflect the calculated average air velocity (FanCFM/ACELL). An inadequate plenum forces the majority of the airflow to occur right under the fan cylinder and the resulting air velocities in that limited area can exceed the limits of the drift eliminator’s optimum performance envelope.
-Induced Draft Crossflow TowersComputational Fluid Dynamics (CFD) analysis of a variety of fac-tory assembled induced draft crossflow towers shows that the ple-num dimensions affect the velocity profile across the drift eliminator plane similar to the effect seen in counterflow towers. Figure 10 shows the basic set-up of a crossflow tower and the overall velocity vectors through the tower. Due to the different geometry involved in a crossflow tower with the drift eliminator sections extending in the vertical plane and the fan residing in a horizontal plane, in a double-flow crossflow tower the plenum dimensions can be represented by a ratio of the drift eliminator section height, referred to as “plenum height,” divided by the horizontal distance between the opposing banks of drift eliminators at the mid-height of the drift eliminators, referred to as the “plenum width.” This ratio will define a factor called the Plenum Ratio, (PR).
PR = HP / WP HP = Vertical Height of Plenum (at drift eliminators) WP = Width of Plenum (at mid-height of drift eliminators)Based on the CFD analysis there is a relationship between the Ple-num Ratio and the resulting ratio of the peak air velocity through the drift eliminators compared to the average air velocity through the drift eliminators, hence known as Velocity Ratio (VR).
VR = VPEAK / VAVG VPEAK = Peak air velocity through drift eliminators VAVG = Average velocity through drift eliminatorsThis relationship is shown in Figure 11. What makes this relation-ship important is that with a known average velocity and the plenum ratio defined by the tower geometry you can estimate what the peak velocity will be and then compare that to the breakthrough velocity of the drift eliminator in order to evaluate potential drift issues. Another interesting facet of the CFD analysis is the visualiza-tions that are possible of the air velocity profiles through the drift eliminator plane. Figures 12-16 show two different ways to view the information. Figures 12 and 13 show a three dimensional representation of two different towers. Figure 14 shows a general physical representation of the data contained in Figures 15 and 16 which show a grid format where the magnitudes of the velocities at discrete locations are highlighted by color coding. What is sig-nificant in the grid view is that the locations of velocities higher than 5m/s (1000FPM) are easily observed. The 5m/s (1000FPM) threshold is important because drift testing of an integral drift eliminator shows that the breakthrough velocity is slightly above that. Therefore 5m/s (1000FPM) is considered to be a conserva-tive estimate of a velocity limitation for integral drift eliminators. As you can see between Figures 15 and 16, Figure 16 represents a tower with a much larger section of high velocities over the 5m/s (1000FPM) threshold. As such the tower represented by Figure 16 would have greater drift emissions than the tower represented by Figure 15 if only integral drift eliminators are used. The remedy is to change the drift eliminator to either a separate dedicated drift eliminator, which has better drift removal capabilities and better drainage, or a combination of both an integral drift eliminator and a separate dedicated drift eliminator for towers with the highest peak velocities and highest percentage of grid points over the 5m/s (1000FPM) threshold.

CTI Journal, Vol. 33, No. 2 39

40 CTI Journal, Vol. 33, No. 2
Drift Eliminator Support Considerations-Induced Draft Counterflow TowersThe placement and support of the drift eliminators also has an ef-fect on the performance of the drift eliminators. In a counterflow tower there are two commonly used methods to support the drift eliminators. One method is to use the water distribution laterals as the drift eliminator supports. Another method is to provide an independent support system located above the water distribution headers and laterals designed specifically for the drift eliminators. If the aim is to minimize drift loss from the tower, the preferred method is to follow the second method with the separate indepen-dent DE supports. The benefits for this method are realized by the increased distance the drift eliminators have from the spray nozzles. As separation from the nozzles increases, the likelihood of droplets from the nozzle being sprayed directly onto the drift eliminator decreases. If spray from the nozzles directly impacts the drift eliminators it is possible that the water may flood the eliminator and not allow it to function as designed yielding blocked airflow through the eliminator and/or water actually being sprayed through the eliminator. It is important to note that if an existing tower has the drift eliminators supported by the water distribution system, changing the drift supports to an independent system above the header and laterals will reduce the plenum at which point the Adequate Plenum factors above must be reviewed.
Case Study Tower Type Induced Draft Counterflow towerOriginal DE Supports Config.: Water distribution systemDesired new DE Support Config: Independent support system located 2.1m (7ft) above the top elevation of fill to allow workspace for maintenance crews
*Tower Capabilities based on the following standard nominal HVAC operating conditions:
35°C Hot Water – 29.4°C Cold Water @ 25.6° Wet bulb(95°F Hot Water - 85°F Cold Water @ 78°F Wet bulb)
In this Case Study, the end user had a tower with poor water quality issues that needed weekly maintenance on the water distribution system and fill sections. Maintenance crews had to remove or shift around all of the drift eliminators every time that nozzles and laterals needed cleaned out. The crews would also pull up large pieces of scale and debris from the top fill section during this maintenance. With only a 0.9m (3ft) space between the fill and the drift elimina-tors the crews had to remove drift eliminators in order to be able to complete the weekly maintenance. In order to reduce the handling and wear on the drift eliminators and to allow for ease of movement for the crews, the end user sought to increase the distance from the top fill layer to the drift eliminators from 0.9m (3ft) to 2.1m (7ft). As shown in this Case Study, the unintended consequence of this
change was a drastic reduction in the plenum which resulted in a 6.4% reduction in tower capacity and a drift problem due to result-ing high velocities through the drift eliminators. With a calculated average air velocity of 5.07m/s (998 FPM) and the drift eliminators now being only 0.7m (2ft) from the fan inlet, the drift eliminators are now in the wake zone of the fan inlet and as such velocities are highly variable and the airflow is very turbulent. Various sections of the eliminators located under the annulus defined by the fan blade path experience velocities that exceed the breakthrough velocity of the drift eliminator with the water being stripped right out of the drift eliminators and out through the fan.As illustrated in Case Study 1 due to the need to perform mainte-nance on the mechanical components of a cooling tower, many of which are only accessible from the plenum section of the tower, many tower operators make it a common practice to walk on the drift eliminators. This is against the recommendation of most drift eliminator manufacturers due to safety and performance concerns. Regarding safety concerns, drift eliminators are not designed to be a structural walking surface in a cooling tower, and the common air travel depths of approximately 133-152mm (5.25-6in) limit the loading and span capability of the part. Walking directly on a drift eliminator will also tend to bend the edges of the eliminator where a shoe or boot comes into contact with the drift eliminator. This deformation of the eliminator edge will change its performance altering the pressure drop and drift removal capability. Since main-tenance of the mechanical components is required for the proper upkeep and performance of a cooling tower, it is highly suggested that towers be designed and built with actual dedicated walking surface structures for the purpose of performing said maintenance. If it is unavoidable to walk on the drift eliminators, at the very least, a layer of scaffolding planks long enough to extend beyond the drift eliminator supports be placed on top of the drift eliminators to protect the upper surface of the drift eliminator from foot traffic and to distribute the person’s weight. Extreme care also must be taken by the maintenance personnel to step at the locations of the drift eliminator supports and not mid-span of the drift eliminators where they are weakest.
-Induced Draft Crossflow TowersFor towers with separate dedicated drift eliminators, most induced draft crossflow towers use some type of shelf or tray as the support for the drift eliminators. What is important to consider here is that the supports must be able to drain any collected water back into the “wet” section of the cooling tower. Since the drift eliminator shelves/trays act as a collection point for draining water, the DE supports should have drainage slots or holes to allow the water to move back into the wet/fill section of the tower.For large industrial field erected towers it is also important that the drift eliminators be supported in multiple shorter height sections so that the water is able to drain from each section and not overload the drift eliminator. In general this is to mean that the drift eliminator panel heights match the tower structure heights. Thus for an 11m (36ft) tall tower with vertical bay spacing of 1.8m (6ft) it is better to have 6-1.8m (6ft) drift sections than 3-3.7m (12ft) sections. In this manner there is a reduced chance of the drift eliminator supports fill-ing with water and allowing carryover through the drift eliminators. In induced draft crossflow towers that utilize a splash fill it is im-portant that the drift eliminators be installed far enough from the

CTI Journal, Vol. 33, No. 2 41

42 CTI Journal, Vol. 33, No. 2

CTI Journal, Vol. 33, No. 2 43

44 CTI Journal, Vol. 33, No. 2
splash fill in order to prevent water from directly impinging on the drift eliminators. One guideline or rule of thumb to help prevent this is to make sure that the drift eliminators in the top bay (near-est the fan deck) be at least 305mm (12in) from the splash fill. An important consideration regarding this point is that a tower that changes from a splash fill orientation that was perpendicular to the airflow to an orientation parallel to the airflow will “breathe” bet-ter. This is generally a positive aspect from a thermal performance viewpoint since greater airflow yields more cooling, but from a drift elimination aspect it could have a detrimental effect. If the airflow is increased greatly, then the water flow through the fill section will be shifted more toward the drift eliminators. This shift could violate the distance from splash fill to drift eliminators guideline above, and the increased air velocities may exceed the design velocities of the drift eliminators.Induced draft crossflow towers that use Integral Drift eliminators (“ID”) should be supported per the fill manufacturer’s recommenda-tions. Towers that have multiple lifts of fill with ID should have seals and water diverters installed at each lift interface to ensure that the water draining from the integral drift eliminators of the upper lift is directed toward the center of the fill pack section of the lower lift. The goal is always to have proper water management with respect to the airflow and drift eliminator location.
Installation Details to “Finish the job”Sealing the Drift Eliminator PlaneOne of the most basic factors to consider when looking at a drift eliminator installation and getting the expected drift removal perfor-mance from the cooling tower is that all of the air and its entrained drift must be forced to transit through the drift eliminators. Since the air will always seek the path of least resistance, gaps between adjacent drift eliminator modules, drift eliminator modules and penetrating tower structures (support columns, cross-braces, trans-verse girts, etc.), drift eliminator modules and partition or end walls or tower casing must be avoided to maximize drift removal. One of the largest factors in minimizing drift is the quality of work-manship of the installer. Drift eliminator panels must be installed tightly side-to-side and end-to-end (if applicable). Drift eliminators need to be trimmed to within 1.6mm (1/16th in.) of any obstruc-tion or penetration. At a minimum seals around any obstruction or penetration should also be placed on the “wet side” of the drift eliminators to prevent drift laden air from entering any gaps, and they can also be placed on the “dry side” of the drift eliminators to ensure complete blockage of any gaps. (See Figure 17.) The interface between the drift eliminators and any walls must also be sealed on the “wet side” of the drift eliminators to prevent bypass. Closed cell expanding foam may also be used to close any gaps not covered by other sealers.Another important installation consideration for crossflow towers are seals and diverters at the water distribution level and the cold water basin. If not properly sealed, air can bypass the fill section and go above or below the fill taking with it some of the circulating water. Thus air seals should be placed at the air entering and air exiting side of the hot water basin to prevent this bypass. Seals that extend below the cold water basin operating waterline should also be installed. Water diverters should be placed on the underside of the hot water basin to prevent spray from the nozzles from directly impacting on either integral drift eliminators or separate dedicated
drift eliminators. Water diverters should also be used at vertical fill section transitions to make sure the water is kept within the fill section which helps improve tower performance.
Drift Eliminator Directional OrientationMany of the latest generation drift eliminators have specific di-rectional installation orientations, and it is important to make sure the eliminators are installed correctly. In counterflow towers the highest efficiency eliminators on the market have drainage tips that allow the eliminator to drain the collected water better and help to reduce pressure drop through the drift eliminator. These drainage tips should be installed “down” in order for them to work appropri-ately. (See Figure 18.) In crossflow towers, many eliminators have a directional discharge helping to direct the exhaust air upward. (See Figure 19.) When combined with the usual angled installation of the drift eliminator plane into the airflow, commonly approximately 10deg from the vertical, this also yields a gravity-assisted drainage path for the collected water. If these eliminators are installed upside down, then any water collected in the drift eliminator will be forced out into the plenum via gravity, which is the exact opposite of the intended purpose of the drift eliminator.
Tower Operation ConsiderationsDrift elimination performance is also affected by different tower operation factors, especially those that influence the formation or size of droplets. One example of this is the water treatment program. Water treatment programs that include biodispersants, scale inhibi-tors, and some non-oxidizing biocides are surface-active (surfactant) and cause a reduction in the surface tension of the water. As surface tension decreases droplet sizes also decrease. Since drift eliminators are designed to be effective on typical drift droplets that measure 20-2000µ, a tower being treated with surfactants will have a greater quantity of smaller droplets that are able to pass unimpeded through a drift eliminator. It is for this reason that the latest revision of CTI Drift Test Code ATC-140 limits the surface tension of the circulat-ing water to a minimum of 63 dynes/cm. For comparison pure water at a temperature of 48.9°C (120°F) has a surface tension of 68 dynes/cm. If the goal of a drift test is to measure the absolute lowest drift emissions from a tower, all surface-active treatments should be discontinued at least 72 hours prior to and during the testing period to ensure that the surfactant effects are minimized or removed. Please note that there could be other factors such as regulatory requirements or evaluative reasons for running a drift test that inhibit or preclude discontinuing surfactant use.Another tower operation factor for pressurized water distribution systems is the water pressure. Higher pressure systems will yield smaller droplets, and as in the surface tension impact mentioned above, if the spray system is able to provide a fine enough mist due to high pressure levels, then the smaller droplets may be able to transit the drift eliminators. It is important to remember that specific nozzles are designed for specific operating pressures and changing the system pressure from its design point might yield unforeseen consequences.Drift eliminators, the same as polymer fill products, must be con-ditioned during a “break in period” in order to achieve expected performance. Polymer materials have relatively low “surface energy” which causes water droplets to “bead up” instead of wet-ting out. The break in period provides an opportunity for a very thin layer of mineral scale to form, and this acts as a physical aid

CTI Journal, Vol. 33, No. 2 45

46 CTI Journal, Vol. 33, No. 2
that allows the water film to become fully established. Therefore, just like new fill in a cooling tower that is going to be tested for thermal performance, it is important to let a tower operate under normal conditions for approximately 4-6 weeks before performing any drift tests in order to achieve expected performance from the drift eliminators.
Specifying Drift EliminatorsSince drift eliminators are the items used to control drift emissions from a cooling tower it is important to specify the proper eliminator. A proper drift eliminator specification will detail:
• Expected drift rate• Material thickness and span requirements• Material choice: If the material is a thermoplastic, specify
that the material meets CTI STD-136, “Thermoplastic Ma-terials Used for Film Fill, Splash Fill, Louvers and Drift Eliminators.”
• Operating temperature• Chemical composition of the bulk water• Any other factors that might affect the drift eliminators.
ConclusionsAs drift emissions become a greater concern to cooling tower own-ers and operators and to regulatory organizations, the practices as-sociated with drift elimination will continue to rise in importance. These practices involve everything from tower design and drift eliminator design to installation and actual tower operations. Each aspect must be carefully planned and implemented in order to achieve the best drift removal possible. New tower designs need to incorporate adequate plenums to ensure that the drift eliminators experience airflow profiles across the entire drift eliminator plane that do not exceed the breakthrough velocities of the drift elimina-tors. Modifications to existing towers need to take into account the ramifications of changes to the original design of a tower and how they might affect drift performance. Water and airflow management concerns need to be addressed so that the circulating water is main-tained within the fill section of the tower including water diverters and air/water seals at structural elements of the tower. The cooling tower operator must be vigilant about how he operates the tower and what water treatment protocols are followed. And after all of that is addressed, actual installation must be done by work crews that pay attention to detail, since all of the preceding work can be negated by a sloppy or poor installation. As one seasoned cooling tower industry individual explained once, “A piece of plywood makes a pretty darned good drift eliminator.” However even the best piece of plywood, like the most efficient drift eliminator, will not prevent drift emissions if there are gaps surrounding it allowing the air to bypass it and escape the tower. It is important to note that all guidelines and rules of thumb pre-sented in this paper are suggested measures that, if followed, will help to minimize the drift loss from a tower. Specific situations with special conditions may exist that yield actual data from a drift test with a tower design or with installation practices that are in conflict with these guidelines. If this is the case, then the test data relevant to that specific design would supersede any guidelines or rules of thumb presented herein.
References1. Cooling Tower Products Application Manual, Brentwood
Industries, Inc., P.O. Box 605, Reading, PA 19603, 2011.2. Holmes, T.L. & Chen, G.K., “Design and Selection of
Spray/Mist Elimination Equipment,” Chemical Engineer-ing, October 15, 1984, pp. 82-89.
3. “IDXF” rating software, M R L Corporation, Fort Myers, FL, 2011.
4. Aull, Richard J. & Libert, Jean-Pierre, “Cooling Tower Thermal Design Guidelines”, The Cooling Tower Institute Educational Seminar, New Orleans, LA, 1999.
5. Miller, William C. & Krell, Timothy E., “A Review of Drift Eliminator Performance”, The Cooling Technology Institute, Houston, TX, 2006. (Technical Paper No. TP06-11).
6. Personal communications with Richard J. Aull.7. Personal communications with Timothy E. Krell.8. S.T.A.R. Rating Software, Brentwood Industries, Inc.,
Reading, PA, 2011.9. STAR-CCM+ CFD Software, CD-adapco, 2011.
AcknowledgementsThe author would like to acknowledge the contributions of Mr. Richard J. Aull and Mr. Timothy E. Krell for their input and ideas during the process composing the section on the crossflow tower plenum analysis. Mr. Aull’s experience and knowledge of a large variety of different crossflow towers helped guide the path, and Mr. Krell’s work in the development and operation of the CFD models was critical to the understanding of the relationship presented in this paper.
Appendix ITables & Figures
Figure 1: Cooling Tower Plume

CTI Journal, Vol. 33, No. 2 47

48 CTI Journal, Vol. 33, No. 2
Figure 4: Cellular Type Drift Eliminator
Figure 5: Non-nesting vs Nesting Eliminator Designs
Figure 6: Generic Drift Eliminator – Drift Rate vs Air Velocity Profile
Figure 7: Severely Eroded Fan Blades
Figure 2: Cooling Tower Drift
Figure 3: Blade Type Drift Eliminator

CTI Journal, Vol. 33, No. 2 49

50 CTI Journal, Vol. 33, No. 2
Figure 8: Counterflow tower – Adequate Plenum Rule of Thumb
Figure 9: Adequate vs Inadequate Plenums Air Velocity Profiles (Counterflow towers)
Figure 10: Basic Set-up of CFD Model – Crossflow Tower
Figure 11: Crossflow Tower – Velocity Ratio vs Plenum Ratio

CTI Journal, Vol. 33, No. 2 51

52 CTI Journal, Vol. 33, No. 2
Figure 12: Crossflow Tower XF1 – 3D Velocity Profile
Figure 13: Crossflow Tower XF2 – 3D Velocity Profile
Figure 14: CFD DE Velocity Profile – Crossflow Tower
Figure 15: Crossflow Tower XF1 –Velocity Profile Grid
Figure 16: Crossflow Tower XF2 –Velocity Profile Grid
Figure 17: Sealing Methods for Structural Penetrations of Drift Eliminators Figure
18: High Efficiency Eliminator Drainage Tips (Counterflow towers) Tips go “down” when installed

CTI Journal, Vol. 33, No. 2 53

54 CTI Journal, Vol. 33, No. 2
Figure 19: Crossflow Drift Eliminator Proper Installation Orientation

CTI Journal, Vol. 33, No. 2 55

56 CTI Journal, Vol. 33, No. 2
Paul J. M. NelissenHowden Cooling Fans
Most wind effect studies conducted on the Air Cooled Condenser’s (ACC) have concentrated on the output or performance side of the ACC under windy conditions.This study looks at what happens to the structural integrity of fans under windy conditions in an Air Cooled Condenser.Air cooled condensers, as opposed to traditional field erected cooling towers, are large open struc-tures, where the fans hang below the heat exchanger structure. The fans are fully exposed to the influ-ences of the ambient wind conditions.Air cooled condensers are being build in more remote, dry environ-ments, and in high wind locations.Over the years the air cooled condenser structures have become larger; the fan diameters have increased from typical sizes of 26ft diameters in the 1990’s to the more common 34ft and 36ft diam-eters in today’s designs. These increased sizes are a result of new techniques or “bundle” designs and changes in the manufacture of the heat exchangers, In large field erected cooling towers the fans are shielded on the inlet side by the totally enclosed cooling tower and heat exchanger structure, and on the outlet, or discharge side, by the fan stack.
The open inlet design in the air cooled condenser al-lows the ambient wind to have a major effect on the fan performance because of fluctuating air streams, in fluctuating static pressures, and constantly chang-ing fan blade movements. A number of studies on air cooled condenser and steam turbine performance have been conducted on power generation installations. For instance: • “Performance trends of air-cooled steam con-denser under windy conditions”, CEC-500-2007-124 May 2008• “The effect of screens on air-cooled steam con-denser performance under windy conditions”, 12th Conference on Process Integration, Modeling and Optimization for Energy Saving and Pollution
Reduction• “Wind Effects On Air-Cooled Condensers For Power Plant
Cooling”, |Proceedings of the International Heat Transfer Conference, Paper No. IHTC14-23250 August 8 –13, 2010, Washington, DC, USA
• California Energy Commission ( Maulbetsch et all ) study published FY2011 on 5 ACC’s in the USA
None of these studies considered fan structural integrity.It was also concluded that laboratory conditions could not fully simulate actual full scale power station site conditions.The study presented in this paper started as the result of some catastrophic failures at different air cooled condenser installations around the world; the failures were not connected to a single manu-facturers fan design or supply.This paper covers only part of the total study; similar monitoring and analysis are conducted on three continents, in similar installa-tions, under varying site conditions.The study covers a long term set of field measurement and moni-toring.Time line below is for this study’s installation at Public Service of New Mexico, “Afton Generating Station”, La Mesa, NM located on a mesa at approximately 1,500ft elevation:
2008 Catastrophic failures2009 Spring - Initial installation of monitoring equipment2010 Spring - First upgrade2011 Fall - Second upgrade and expansion of monitors2013 Anticipated end of field measurements
Wind Effects on The Structural Integrity of Large Diameter Axial Fans in Air Cooled Condensers
Paul J. M. Nelissen

CTI Journal, Vol. 33, No. 2 57

58 CTI Journal, Vol. 33, No. 2
Typical wind conditions in the winter season:
Howden Group Technology designed a custom made monitoring system that could easily be applied on various sites and types of installation; that could be installed on rotating equipment, was in-dependent of line power, and would be rugged to withstand harsh temperatures and high wind conditions.This specific site is remote; the nearest intersection is 10 miles, the nearest town is 15 miles, We also preferred to have independent internet service and installed a microwave connection to a communications tower approximately 20 miles from the site, on a hill near Las Cruces, NM The air cooled condenser consists of 10 cells, with 34ft diameter fans, with 7 blades.
The prevailing wind is from the westerly direction.The high wind season is from late October through March
What do we record:8 channels strain gauges9 channels wind speed9 channels wind direction3 channels vibration, X – Y – Z1 channel blade temperature2 channels fan speed and direction2 channels for motor amperes
the recording chain
Communications Antenna

CTI Journal, Vol. 33, No. 2 59
To generate power for the data collection and transmission boxes on the rotating fan hub, Group Technology designed proprietary coils around the gearbox output shaft.
To communicate the data from the data collection boxes on the rotating fan hub to the stationary side and base station and the lap-top computers, we installed a wireless transmission system using a V-link...
Weather stations are installed on the following locations:• On top of the windward side wind wall• In the steel structure upwind from the fan inlet, on the western
side of the air cooled condenser• In the four quadrants at the fan inlet.
All blades are provided with strain gauges, and some blades with multiple gauges.In addition one blade is also provided with temperature gauges.Strain gauges are moved about 1ft away from the blade root where we find the highest stresses, farther on to the airfoil, to assure lon-gevity of the strain gauges. We can measure relative movements and stresses, and we can calculate actual stresses.
The monitoring software is installed in various locations, so Engi-neering staff can monitor progress over the internet from anywhere in the work.The software dashboard shows the following general overview
As well as detailed information:

60 CTI Journal, Vol. 33, No. 2
What do we find:Since the PNM “Afton Generating Station” has been reassigned to a “peaker plant” status, the results have been somewhat limited. However, we have been able to record a vast amount of data in recent months, during the peak windy months, as well as during the cold, below freezing periods in December 2011.A typical set of information for analysis shows:
Initial conclusions:• The strains in fiberglass fan blade construction have not yet
exceeded design parameters.• The fans move in an ‘umbrella’ mode under increasing wind
conditions, as a result of the blades’ moves from loading and unloading in the opposite side from upwind to downwind.
• More monitoring and analysis will continue.

CTI Journal, Vol. 33, No. 2 61

62 CTI Journal, Vol. 33, No. 2
Helene TroncinCooling Systems Process, EDF, France
abstract: Before choosing a fill for a cooling tower refurbishment, EDF requires different tests on several fills. Results of some of these tests are compared, insisting on both thermal performances and fouling sensibility of the fills. Realizing such tests is expensive in terms of time and costs, but the following analysis prove the importance of doing such tests with no a priori concerning fills behaviors.
ContextElectricité de France (EDF) operates 32 cooling towers for its nuclear power plants.In a context of nuclear generation, the main issue for EDF is safety. Cooling towers discussed in this paper only provide cooling of the condenser and are not concerned directly with safety issues. How-ever, EDF makes every effort to ensure their integrity over time and to reflect the industrial legacy they represent.The cooling towers of EDF NPP are located in various places fed by rivers. They were designed to function with untreated raw wa-ter as make up. Sometimes we are applying acid treatments of the circulation water, against scaling.Last years, some towers suffered from important fouling issues and we had to clean, to remove or to replace fills.The performance of the fill is an issue of the highest order in the current industrial context as the efficiency of the fill will have a direct impact on the production of electricity.
IssueThe main challenge for EDF is the overall thermal performance of the cooling provided by the cooling towers. The performance of this cooling is directly related to the fill that was installed. A poor choice of fill can cause various issues:
• A flammable packing may cause degradation of civil engi-neering of the tower,
• A poor intrinsic thermal performance represents significant loss of power generation,
• Deterioration in thermal performance over time also causes a significant loss of power generation. This degradation is usually due to clogging of the packing (organic and / or deposition of scale),
• An excessive weight gain may result in a renovation or a replacement of the fill to restore better thermal performance and / or to avoid damaging the structure of supports. These upgrades represent significant costs.
EDF MethodologyTo avoid these difficulties, EDF has developed four separate and mandatory tests on the fill in order to choose the best suited to their needs:• The first test will assess the flammability of the fill even if it adheres to a fire standard norm. If the fill fails this test, it cannot be installed on one EDF’s cooling towers,• A second test is a thermal performance test on an EDF’s test facility which determines the intrinsic thermal performance of the fill in a given configura-tion independently from the one given by the sup-plier,• A test of mechanical strength is required for the fill film (to assure a safe installation and safe main-
tenance of the fill),• In the last test the fill is subjected to raw water (untreated river
water) directly in the cooling tower in order to determine its fouling sensibility. The fill is installed in weighing baskets arranged in cooling towers and its weight is monitored.
The cross-analysis of these trials is used to choose the most suit-able fill for a dedicated cooling tower i.e. the one that provides the best compromise between the intrinsic thermal performance and its durability. EDF carried out these tests on a large number of fill belonging to different suppliers. This paper presents the results on a wide range of fill in recent years for a given production site. This analysis helps to highlight the importance of conducting these tests even if they represent a long time and costly analysis.
Requirements for Fill choiceFire testsThe risk of a fire in any EDF’s cooling tower is considered unac-ceptable due to major consequences in terms of staff security, availability of the tower and environmental harm that would result. In order to reduce the risk of the fire spreading in a cooling tower, EDF has chosen to implement a specific test to demonstrate self-extinguishing of the fill.The fire test involves the establishment of three independent fire zones: one in the middle of a fill, a second at the intersection of two fill elements and a third at the intersection of four fill sections. The lights are activated one after the other. The test fire consists of 2 liters (about 0.5 US gallons) of burning oil placed a few centimeters from the bottom of the fill.
Fill Testing In Cooling Tower In Case Of Fouling Issues
Helene Troncin

CTI Journal, Vol. 33, No. 2 63
A test is validated if fire stops without reaching the edges of the test section, that means the fire is located in the area at the base of the outbreak of the fire. This is illustrated in the photos below.
Bottom view
Top view after the fire
Some fill designs fail to pass the EDF test despite adhering to stan-dard norms. A non-validated test is shown in the picture below. In that case, it means that the supplier has to increase the amount of chemical inhibitor he has to add to his raw material (PVC mainly).
Mechanical testThe aim of the verification of the mechanical strength is to ensure safe transport, installation and maintenance of the fill. For example, for the film fill, 2 tensile tests are applied, one in parallel direction to sheets, the other one in perpendicular direction to sheets.
Performance testsThermal performance tests are performed on a dedicated test facility that determines both the heat transfer and pressure drop in the con-figuration proposed by the supplier. This facility called MISTRAL belongs to EDF. It is a large building where can be tested fills in both current-and cross against the current. The flow of water and air are adjustable. You can install in it a section of 7mX7m of fill for counter-flow, with a rain of 10 m in height. The water is supplied by the near NPP circulating raw water, with maximum water flow of 600 L/second and the maximum capacity is 25 MW.

64 CTI Journal, Vol. 33, No. 2
Thermal performance tests allow EDF to obtain performance pa-rameters to verify the performance contract submitted by suppliers. Supplier’s proposal will be rejected if the cold water temperature is too high compared to that expected (with a 0.4K tolerance).For the next cross analysis of the results, the results presented in this document are those determined for a thickness of fill always the same (1.5m) and for fixed operating conditions for the same cooling tower (same water flow per m2 for each).Thermal performances are evaluated by comparing the cold water temperature obtained with the different fills.
Weight gainEDF uses two methodologies to estimate the fouling risk for a fill: the first one is the use of a criteria based on the linear flow rate, the second one is based on a weighing campaign directly on the cooling tower thanks to weighing baskets. Principles are explained hereafter.Linear flow rateFirstly, to make a first choice in the fill considering the fouling risk, EDF has developed the concept of linear flow rate for quantification of the risk of crystallisation. It is well known that local crystallisation may occur on some fill sheet corrugations due to local variation in the thickness and tem-perature of water film. And the scaling also depends on the cooling tower design and operation. With a given fill, high specific water flow is better than a low one, as the water film thickness and veloc-ity will be higher. To translate that in calculations, we express a linear flow rate, for each film film and each cooling tower it must be installed. This linear flow rate is the flow of raw water divided by the surface de-veloped by an element of fill (more detailed it is the ratio between flow of raw water and front surface of the whole fill placed in the tower, and the surface developed by an element of fill; in addition, if there is some perforation, we introduce a coefficient to minimize the sheet surface).Finally we obtain a result in liters per hours and per meters that must be higher than 100L/h/m. This limit was estimated after years of observations of the occurrence of evaporation.Weighing of fills in basketsSecondly, EDF feedback has shown that determining the behaviour of fill with respect to scaling or fouling was difficult. EDF chose to address this problem by placing a percentage (about 2 square meters) of the fill in several weighing baskets in the cooling tower in which it is due to be mounted, and by following the evolution of weight gain due to fouling or scaling.
Cross-analysis of tests resultsFor the analysis we present in this paper, the tests were carried out in collaboration with four different fill providers. For privacy reasons, the results presented below do not reveal the names of each fill or that of its supplier. These tests were conducted on four towers of the Bugey nuclear power plant, located on the banks of a river.
Weighing of fillsAnalysis of weight gain is a difficult task as EDF tries to measure the weight increase in normal operation. Such a test is submitted to
different uncontrollable parameters, that change every day: operating conditions, water quality, weather ...Consequently, the results on weight gain are to be taken with cau-tion as they are influenced by multiple uncertainties. The main uncertainties are the following:
• an uncertainty related to the measurement itself (instrument calibration);
• an error due to handling (difficult environment, bulky bas-kets...);
• an uncertainty related to the moisture that may be contained in the deposits at the time of weighing. Concerning this, EDF has just completed a campaign to check moisture it applied for the calculations on the site of Bugey.
• an uncertainty related to different operating conditions: the baskets are not all positioned in the same place in the tower (distributed between the central and peripheral parts of the towers where they were placed);
• In addition, measures are not all done at the same time; that means that the water that flowed through the fill was different both in terms of quality and quantity.
It is used to express weight gain in kg/year/m3 in order to get a value independent of the volume of the basket and the duration of the weighing; then the different results may be directly compared. Anyway we try to have about the same shape for the baskets and minimum of one year (rather 2 years) of weighing. Again for pri-vacy reasons, we “normalized” the results; it means we divided the value of the weight gain by the average value, in order to consider absolute values. Finally we obtain a dimentionless number, that we call “fouling ratio”.

CTI Journal, Vol. 33, No. 2 65

66 CTI Journal, Vol. 33, No. 2
Concerning the weight gain, we studied 9 different fills, and get 11 test results because some fills are installed in several baskets.Let us present the different fill we were able to study:• Five different trickle fills :
o two of them have a shape that is a combination of laths without a specific geometric shape, so that we may consider that some splashing occurs; that are the fills “trickle1” and “trickle2”
o three of them have a shape that may represent flutes, so that we may consider that the water flows through them by presenting essentially a film; that are the fills “trickle3” to “trickle5”
• Four different film fills: fills consisting of sheets of PVC. These four fills have vertical flutes. The samples “film1”, “film2” and “film3” have no corrugation and some perforation, the highest percentage of perforation is for the film fill 1. The film fill “film 4” presents corrugations on its vertical flutes.
The results are presented just below (when there is the same fill, we distinguish it by S1 or S2 for sample 1 or sample 2):
We may first observe that it is difficult to obtain reproducible results: when we take 2 samples, we get results that may be quite different. That confirms that the results are to be taken with caution, as was explained above.Concerning the comparison of different fills, we remark that, ex-cept for 2 values that are very high, the weight gain of film fill are broadly similar, while the results of the trickle fill weighing are quite variable. In addition, there is no big difference between the average results of the weighing of the 2 different series: trickle fill or film fill.Contrary to expectations, a trickle fill proved to be the very heav-ily weighted: it presents the second highest value of fouling ratio.For film fill, we may although remark some facts that confirm what are commonly known on this topic: the point which is subjected to the highest fouling ratio corresponds to the film fill that presents corrugations; in addition, the fill that presents the highest percentage or perforation is the less subjected to fouling.This comparison does not give us any evidence that we can gener-ally apply to further studies: it is necessary for EDF to collect some comparable feedback to conclude to fill behaviour, especially if it is to compare results from different suppliers.
Thermal performance based on the type of fill (type trickle / film)As part of the renovation of fill for cooling towers, EDF has had the opportunity to test many fill designs in different configurations (number of beds, bed orientation ...). The tests were performed to ensure that the minimum required thermal performance was veri-fied. Our feedback shows that such testing provides clarification with suppliers.The discussion below analyses the results by comparing the thermal behaviour of different fill designs tested under similar conditions. The comparison is made on the cold water temperature obtained for the cooling tower after extrapolating the Mistral facility results. The comparison was carried according to the following criteria:
• Selection of trials with a thickness of 1.5m fill,• Selection tests were made with the linear flow characteristic
of the tower operation, • Tests with the same ratio for water flow versus air flow, • Results for the same ambient conditions (wet bulb tempera-
ture of 9 °Celsius). Considering that, we were able to collect results for the fills “trick-le2”, “trickle4” and “trickle5”, and “film1” that we presented above; in addition, there was a film fill that we may call “film5” and for which we only had a thermal result. This “film5” has flutes without corrugationthat are corrugated and that have changing directions (vertical and sloped).To respect the privacy of our partners again, nor the name of the fill neither the supplier of the fill are given in the results. Moreover, the cold water temperatures have been changed (the difference between two temperatures remains right).The obtained results are presented on the figure.Generally, at least for a single supplier, the film fill are deemed more thermally efficient than the trickle fill.The results obtained by comparing fills from several suppliers lead to the following comments:
• Surprisingly, among the tested fills, the most efficient fill is a trickle fill.
• As expected, the fill that is the least efficient is a trickle fill, with some splashing. The differ-ence between the most efficient trickle fill and the most efficient film fill is 0.45K. Such a difference represents a loss of more than one MW for a nuclear power plant.
• As expected, most of the trickle fills have lower performance than fills type film fill.

CTI Journal, Vol. 33, No. 2 67

68 CTI Journal, Vol. 33, No. 2
Overall, fills type film fill tend to have better thermal performance, but this cannot be generalized when comparing the fills supplied by different suppliers. This highlights the importance for EDF conduct-ing thermal performance test before choosing a fill.
Do the most efficient fills are the most susceptible to fouling and scaling?For a nuclear power plant operator, the most suitable fill will be the fill that meets the best compromise between technical and economic factors. Thus, the choice of fill should take into account the enhance-ment of thermal performance (linked to the cost of electricity) and cost of renovation of a cooling tower (if the fill becomes clogged).In our analysis we didn’t use cost factors that are unique to each nuclear power plant. The following graph could be a tool to deter-mine the best fill for refurbishment if used in collaboration with economic factors. The following graph is not sufficient by itself.
Considering the 4 fills we tested in the same conditions, the conclusion is that trickle fills have extreme thermal performance and weighing gain behaviours. One of the trickle fills is the most thermally efficient and the most sensible to fouling of the four fills tested. One the other trickle fills is exactly the opposite. The most interesting fill is the film fill what has a shape with vertical flutes, no corrugation and a high coefficient of perforation.Concerning the difference between the two types of fills the follow-ing conclusion can be given:
• A trickle fill may tend to experience significant clogging,• A trickle fill can be very thermally efficient.
At this level of analysis, the choice of fill will be specific to each production site according to its own constraints in terms of perfor-mance and weight while considering financial concerns.
ConclusionThis analysis was carried out using a series of tests conducted by EDF in collaboration with 4 suppliers of fill in preparation for the refurbishment of some cooling towers at the French nuclear power stations.We made a calculation of “normalization” on the results in order to compare the behaviour of trickle fill with the one of film fillThe analysis was conducted on a set of fills tested under identical conditions:
• For tests of weight gain: only baskets of the same measure-ment site were used to ensure that the comparison is made for baskets that have been at least passed the same water quality
• For thermal performance tests: only identical configurations were used: the same thickness, same size, same flow per unit length of air and water, same wet bulb temperature.
This comparison shows that the behaviour of fills cannot be stan-dardised from a single criterion based on the type of fill (trickle or film fill). To choose a fill, it is important to test it in conditions as close as possible to the future operating conditions.

CTI Journal, Vol. 33, No. 2 69

70 CTI Journal, Vol. 33, No. 2
Peter NicollNeil ThompsonVictoria GrayModern Water Plc
ABSTRACT Modern Water is in the process of developing a number of forward osmosis based technologies, ranging from desalination to power generation. This paper outlines the progress made to date on the development and commercial deployment of a forward osmosis based process for the produc-tion of evaporative cooling tower make-up water from impaired water sources, including seawater.Evaporative cooling requires significant amounts of good quality water to replace the water lost by evaporation, drift and blowdown. This water can be provided by conventional desalination processes or by the use of tertiary treated sewage effluent. The conventional processes are well documented and understood in terms of operation and power consumption. A new process has been successful developed and demonstrated, that provides make-up water directly, using a core platform ‘forward osmosis’ technology.This new technology shows significant promise in allowing various raw water sources, such as seawater, to be used directly in the forward osmosis step, thus releasing the use of scarce and valuable high grade water for other more important uses. The paper presents theoretical and operational results for the process, where it is shown that the process can produce make-up water at a fraction of the opex, when compared to conventional processes. In particular power consumption which in some cases may be as low as 15%, compared to competing processes. Chemical addi-tives to the cooling water (osmotic agent) are retained within the process, thus reducing their overall consumption. Furthermore the chemistry of the cooling water does not support the growth of Legionella pneumophila. Corrosion results are also reported.
1 INTRODUCTIONThe use of evaporative cooling towers is set to increase across the world, driven by both economic and environmental concerns, with a corresponding increase in the demand for make-up water. Usually, this make-up water needs to be of high quality and, where there is an appropriate supply, this water has traditionally been supplied from rivers and mains water supplies, depending on the geographical location. Where these sources are not avail-able, or not available in sufficient quantity, the cost of providing suitable make-up can be costly both in energy and financial terms. This can prevent the installation of an evaporative cooling system
in a particular location. Make-up water has also been provided directly as seawater and more recently treated sewage effluent.In the Middle East region, water for evapora-tive cooling has mainly been supplied using desalinated water, with the occasional use of seawater when the infrastructure and physical location of the site were suitable. As the waste water infrastructure has developed and with the ever increasing demands on desalinated water, treated sewage effluent has become one of the favoured sources for make-up water. This is particularly prevalent in the district cooling sector, where for instance in Dubai [1] and Abu Dhabi, legislative changes prohibit the use of mains supplied water for
new installations.In California the use of open seawater intakes for once through cooling of power stations is being actively discouraged [2], primarily driven by the need to protect the marine environment and is the subject of some debate about suitable economically viable alternatives.It is in this climate, with increasing demands on our resources, that a new and ground breaking technology has been developed for the preparation of make-up water from impaired water sources, ranging from seawater to treated sewage effluent. This process uses forward osmosis, a low pressure and low energy process, to produce desalinated/permeate quality make-up water. This new technique allows the economic use of water sources that otherwise would not be considered for make-up and there-fore extends the applicability of evaporative cooling and just as important allows desalinated water substitution. Thus freeing up valuable potable water or treated sewage effluent for more appropriate use.
2 FOWARD OSMOSISIn order to explain the process, first let us consider the principles of manipulated osmosis. In the industry most people are familiar with reverse osmosis (RO), where high quality permeate is sepa-rated from a feed solution such as seawater or brackish water by a selectively permeable membrane. When the hydraulic pressure of the feed is greater than its osmotic pressure (a property of the solution), essentially pure water flows through the membrane. It can then be collected and used for various purposes, the most common application being the production of fresh water suitable for human consumption or irrigation. This is a high-pressure, high-energy process.
Forward Osmosis Applied To Evaporative Cooling Make-Up Water
Peter Nicoll

CTI Journal, Vol. 33, No. 2 71
“Forward osmosis”, “manipulated osmosis” or just “osmosis” are the terms used to describe the natural phenomenon whereby a solvent flows from a region of lower osmotic pressure across a selectively permeable membrane to an area of higher osmotic pressure (Figure 1). A good example of this in nature is the mechanism whereby plants take up moisture in their root systems and become turgid.We can manipulate two fluids with differing osmotic pressures to exploit this natural phenomenon so that, for instance, we can make essentially pure water flow out of seawater across a selectively permeable membrane to dilute a solution with a higher osmotic pressure. It is important to note that this process takes place without any significant applied pressure, all that is required is to overcome the frictional resistance on either side of the membrane (typically 2 – 3 barg). This is markedly dif-ferent to the case for reverse osmosis where very high pressures may be applied, generally up to 82 barg. High osmotic pressure solutions may be made safely and easily, without any impurities or foulants, by dissolving in water a suitable salt or combination of salts, of which there are many.Successful “real-world” applications of this phenomenon are emerging. One example of these applications has been developed by Hydration Technology Innovations (HTI) in the USA. HTI’s emergency sugar drink [3] can be produced from contaminated water simply by placing a pouch fabricated from a selectively permeable membrane in the available water. The sugar solution inside the pouch has a high osmotic pressure and, over time, clean water flows from the contaminated side to the sugar side to produce an energy drink. Two examples on an industrial scale are Modern Water’s multi-patented manipulated osmosis desalina-tion process which produces drinking water [4], and evaporative cooling make-up water system, the subject of this paper.
3 FORWARD OSMOSIS AND EVAPORATIVE COOLINGHaving established the basic principles of manipulated osmosis, we can now look at how it may be simply applied to the produc-tion of evaporative cooling make-up water. There are two ways it could be applied; as a complete desalination process producing low TDS water (using a two step process) [4] or as just a single forward osmosis step, which is what is considered here.The process is very simple in concept. To draw in water, to replace that lost by evaporation drift and blowdown, the cooling water chemistry is changed to increase its osmotic pressure above that of the feedwater. This high osmotic pressure solution may be known as an “osmotic agent” or “draw solution”. A portion of the high osmotic pressure cooling water is introduced to one side of a selectively permeable membrane and on the other side we have a feedwater such as seawater, brackish water or treated sewage effluent. The natural process of osmosis takes place and essentially pure water flows into the re-circulating cooling water replacing that lost in the process. Figure 2 illustrates a typical arrangement.Like any membrane process a certain amount of pre-treatment is required, which may include screening, multi media filtration or
other suitable systems. Given the inherently low fouling potential of the membranes, less conservative design values for these sys-tems could be used compared to conventional membrane plant.
3.1 Forward Osmosis MembranesThese membranes operate at low pressure, typically 2-3 barg on either side of the membrane with minimal pressure loss. Recov-ery on the feed water side is similar to that of a reverse osmosis plant, with similar limitations based on scaling depending on the feedwater source.The membrane chemistry is suitable for use with oxidising bio-cides used in cooling water systems, unlike most conventional reverse osmosis membranes which are not chlorine resistant. The membranes are contract manufactured to specific design requirements for forward osmosis. It is worthy of note that there have been a number of design/specification improvements over the last three years, with significant improvements in the bulk permeability. The details are commercially sensitive and so are not presented here.
3.2 Osmotic AgentThe question that is often asked is: ‘what is the osmotic agent or draw solution?’ The composition is proprietary but what we can say is that it is based on a safe, economical, readily available commodity chemical which is not corrosive to all normal heat transfer surfaces.Like any cooling water system there is a need for chemical conditioning of the recirculating osmotic agent (cooling water), to minimise biological material and to ensure and to ensure the metallic materials are suitably protected from corrosion.As part of the ongoing development of the process and in par-ticular the chemistry and it’s compatibility both with the forward osmosis membranes and just as importantly the common materi-als found in cooling water circuits. A detailed investigation was undertaken to measure the corrosion rates of various metals that may be used in cooling water systems.These tests were done on the operational demonstration unit, with seawater used as the raw water and an osmotic agent (cooling water) with an osmotic pressure of 55 barg, using both corrosion test coupons and real time on-line corrosion monitors. The ma-terials tested were carbon steel, 304 stainless steel, 316 stainless steel and copper. The results indicated little or no corrosion of the stainless steels and copper, with some corrosion of the carbon steel. The corrosion rates of the carbon steel were significantly reduced after the addition of a corrosion inhibitor based on a blend of phosphonates and carboxylic acids.Further work has been done to determine whether bacteria hazardous to human health were able to grow in the untreated osmotic agent, specifically Legionella pneumophila and Pseu-domonas aeruginosa commonly found in cooling towers. Tests were undertaken at different concentrations of osmotic agent (without any biocide) to determine the minimum inhibitory concentration (MIC). It was found that Legionella pneumophila was unable to grow, but Pseudomonas aeruginosa was able to grow and multiply. Results for the Legionella pneumophila are

72 CTI Journal, Vol. 33, No. 2
presented in Table 1 and graphically in Figure 3. For ease of data analysis, 1000 CFU/ml has been designated for too numer-ous to count (TNTC). The data shows average colony counts of Legionella for various osmotic pressures at 24, 48 and 72 h. Figure 3 clearly demonstrates a MIC equivalent to an osmotic pressure of 3.6 bar.The fact that the Legionella was unable to grow at these low osmotic pressures is particularly significant given its potential to harm human health.
3.3 BlowdownLike any evaporative cooling system the dissolved solids are lost via drift and blowdown, so in the case of manipulated osmosis there could be a loss of the main chemical base of the osmotic agent unless a recovery system is incorporated. A patented system has been developed that recovers and reuses the osmotic agent in the blowdown stream to minimise the loss of chemicals and therefore further improve the economics. There is clearly a loss to the atmosphere via drift, however with modern drift eliminators this is insignificant.The blowdown system is primarily membrane based using ‘loose’ membranes because of the nature and molecular weight of the osmotic agent. It has the added advantage that any large molecular weight additives used in the cooling water are retained and therefore a significant reduction in chemical usage can be achieved. This is an area of ongoing work and may be reported in a future paper.
4 INPUT FROM FORWARD OSMOSIS DESALINATION APPLICATIONAt the heart of this process is the same forward osmosis technol-ogy that has been successfully applied on challenging feedwa-ters at a number of locations across the world. This significant experience has helped the body of knowledge as to how these systems perform in real-world conditions.In September 2008, the world’s first manipulated/forward osmo-sis desalination plant located in Gibraltar on the Mediterranean Sea was commissioned. The local water utility, AquaGib, com-pleted rigorous testing procedures of the product water and on 1 May 2009, water was exported and put into the public water supply. The export of water has continued since that time.A year later, in September 2009, a larger seawater plant was installed in the Sultanate of Oman at the Public Authority of Elec-tricity and Water’s (PAEW) site at Al Khaluf, shown in Figure 4. PAEW selected this site because of the extremely challenging seawater, taken from a very shallow open seawater intake which was sometimes exposed at low tide. The plant shares a common pre-treatment with an existing similarly sized seawater reverse osmosis facility, thus providing a unique opportunity to trial the two technologies on a like-for-like basis.The results from the Al Khaluf plant [3] were significantly bet-ter than expectations, in particular on resistance to fouling and product water quality. The key input to the evaporative cooling process is that despite the atrocious feed water conditions at Al Khaluf, the forward osmosis membranes have not required
cleaning in over two years. This contrasts with the conventional reverse osmosis plant which has required cleaning every two to four weeks and has had a number of membrane changes. This clearly demonstrates the inherent low fouling of the forward osmosis based processes.
5 DEMONSTRATION PLANTFurther confidence in the operation of the system has been ob-tained following the operation of a demonstration / pilot plant. This facility allows the process to be trialled at different Client sites. A pre-requisite was that the design of the plant should not interrupt the operation of an existing cooling water system, so that there was little or no risk to the Client. In order to do this, the plant is completely self-contained and equipped with its own evaporative cooling system. A separate heat exchanger is installed between the heat load supplied by the host.The demonstration unit is housed in a 20-foot container, with an external packaged evaporative cooling tower with a nominal cooling capacity of 50 kW.Feed water can be supplied from any appropriate source rang-ing from treated sewage effluent to seawater. The plant incor-porates a full pre-treatment system for the raw water, based on multi-media filtration. Other systems include the manipulated osmosis membranes and the osmotic agent blowdown recovery system. Hence all aspects of the process can be demonstrated on a Client site.The plant is currently being trialled on a petrochemical plant in Sohar, Oman (Figure 5).
6 CAPEX AND OPEXThe capital cost of a system will be similar to that of a conven-tional reverse osmosis plant designed to operate on the same feed water. Unlike a conventional plant which may use exotic super duplex stainless steels, the manipulated osmosis based system makes extensive use of lower cost plastic components because of the low operating pressures.Let us make the assumption that capex costs are the same for the manipulated osmosis and reverse osmosis processes and consider the differential operational costs for each process. In the case of reverse osmosis we will consider only electricity and in the case of manipulated osmosis, electricity and the cost of osmotic agent lost via drift and blowdown.
6.1 Power consumption comparisonThis comparison is based on the following assumptions:
• Feedwater temperature 25ºC• Pre-treatment requirements the same for MO and RO• Pump overall efficiency 70%• Energy recovery efficiency 70%• Pressure loss across MO membrane systems including
pre-treatment 3 bar• Maximum conversion with MO limited to 30% (very
conservative)• Conversion for RO, 80% - 41% depending on feed TDS

CTI Journal, Vol. 33, No. 2 73

74 CTI Journal, Vol. 33, No. 2
• Cooling tower concentration ratio 5Figure 6 shows the significantly better power consumption of manipulated osmosis when compared to reverse osmosis, across the spectrum of differing feed waters. This is particularly true with seawater, typically being 35,000 – 45,000 mg/l total dis-solved solids (TDS).
6.2 Power and Chemical Operational CostsIt is interesting to note that in the case of manipulated osmosis, without using the osmotic agent recovery system on the blow-down stream, the power consumption does not vary with feed TDS. Indeed the economic advantages of the process increase the more challenging the feed water source.If we now consider the same technical assumptions and the fol-lowing economic assumptions:
• Power US$0.075 / kWh (low)• Osmotic agent US$75 / tonne
Figure 7, shows very clearly the significant economic advantages of the manipulated osmosis process for supplying make-up water. These figures are conservative for manipulated osmosis because we have fixed the conversion (make-up water to feedwater ratio) of the process to 30% across the range of feed water TDS, where in fact the process would have a similar conversion to reverse osmosis. Therefore for any particular case, the process econom-ics are better than illustrated.It will be clear that the manipulated osmosis process becomes increasingly economically attractive the higher the cost of power and the more challenging the feedwater. This does not take account of the other advantages when compared to a reverse osmosis based process including: an increased availability, fewer membrane replacement and lower chemical cleaning costs.
7 DEPLOYMENT OPPORTUNITIESThis innovative technology provides an additional consideration when sitting evaporative cooling towers and the supply of make-up water. Clearly where there is an abundant supply of low cost water of a suitable quality, the process would not be cost effec-tive. However as soon as alternatives are considered, whether seawater cooling with its inherent challenges, or the treatment of seawater, brackish water or treated sewage effluent, it is clear that forward osmosis provides an economical and technically attractive solution. The process is unlikely to be suitable for hyperbolic natural draft cooling towers because of the high drift losses associated with such installations, however it is ideally suited to forced draft towers with appropriate drift eliminators.The system can be easily retrofitted to existing installations where a suitable source of raw water is available to feed the process. An important consideration is that it is quite easy to revert back to a conventional make-up source, in the very unlikely event of plant failure, which of course can be minimised with appropriate design measures. The simplicity of such a switch is illustrated in Figure 8, where initially the cooling tower uses potable water for make-up to increase the sump level followed by a simple switch
to forward osmosis, which then maintains the level replacing the evaporation, drift and blowdown losses.
7.1 Other Make-up Water SourcesThe manipulated process is a new process that provides an alter-native solution to traditional water sources and clearly has distinct economic and technical advantages in particular situations. For ease of comparison the process is compared with seawater and treated sewage effluent water sources in Table 1, both of which have a role to play depending on local conditions.
8 CONCLUSIONS‘Desalination’ is not always about producing low TDS water using what is normally an energy intensive process. The manipu-lated / forward osmosis process has an important role to play in delivering water in a form that is ‘fit for purpose’. In this case providing a source of low TDS make-up water to a recirculating cooling water acting as an osmotic agent (draw solution). The economics and robustness of the process are quite compelling, however as this application of the process is completely new and has not been factored into developers’ planning, it will take some time to become accepted.While this application for the technology is new, there have already been several years operating forward osmosis based processes in very challenging environments, using the same key components. All three of these operational forward osmosis based plants have demonstrated that the process is far less prone to fouling than reverse osmosis, and therefore there can be a high degree of confidence in the robustness and reliability of the core aspect of the process.The particular osmotic agent selected does not support the growth of Legionella at the osmotic pressures generally required to operate the process. Furthermore through the deployment of an osmotic agent recovery system on the blowdown stream, not only is the osmotic agent retained but also large molecular weight cooling water additives, with the potential for significant cooling water dosing chemical reductions.This low-energy, low-fouling membrane based process has the potential to open up evaporative cooling to sites where up until now it has been considered uneconomic. The process lends itself to being retrofitted to existing instal-lations, especially if there is an existing reverse osmosis plant supplying the make-up water, as all the intake and pre-treatment systems will already be in place.Clearly the opportunities for the economic deployment of the process are site specific and will depend on the availability of a suitable feedwater and the cost of power at the site. Where the cost of power is high, the advantages of using this system become greater relative to desalinated or tertiary treated effluent, if these are being considered.

CTI Journal, Vol. 33, No. 2 75
REFERENCES1. Executive Council of Dubai Decree 27, September 20082. Resolution by the California State Lands Commission
regarding once-through cooling in California power plants, California State Lands Commission, 13 April 206
3. Hydration Technologies Inc., Hydration bags - technol-ogy overview, Electronic Source: http://www.htiwater.com/divisions/personal_hydration/about.html
4. P.G. Nicoll & N.A. Thompson ‘Forward Osmosis Desalination: A Commercial Reality’, Proceedings IDA World Congress, Perth, Western Australia, 4 – 9 September 2011.
FIGURES AND TABLES
Figure 1: Manipulated / Forward Osmosis
Figure 2: Evaporative Cooling Make-up Water Process
Figure 3: Growth of Lp at various osmotic pressures employing the agar (CYE) plate
Figure 4: Forward osmosis based desalination plant, Oman
Figure 5: Demonstration plant, Sohar, Oman

76 CTI Journal, Vol. 33, No. 2
Figure 6: Power consumption comparison
Figure 7: Operational cost comparison
Figure 8: Manipulated osmosis operational
Table 1: Growth of Lp at various osmotic*Relative colony size demonstrated good colony size (5) to very
poor minute colonies (1). No growth was valued at 0.
Table 2 - Alternative make-up Water Sources

CTI Journal, Vol. 33, No. 2 77

78 CTI Journal, Vol. 33, No. 2
As stated in its opening paragraph, CTI Standard 201... "sets forth a program whereby the Cooling Technology Institute will certify that all models of a line of water cooling towers offered for sale by a specific Manufacturer will per-form thermally in accordance with the Manufacturer's published ratings..." By the purchase of a "certified" model, the Owner/Operator has assurance that the tower will perform as specified, provided that its circulating water is within acceptable limits and that its air supply is ample and unobstructed. Either that model, or one of its close design family members, will have been thoroughly tested by the single CTI-licensed testing agency for Certification and found to perform as claimed by the Manufacturer.CTI Certification under STD-201 is limited to thermal operating conditions with entering wet bulb temperatures between 12.8°C and 32.2°C (55°F to 90°F), a maximum process fluid temperature of 51.7°C (125°F), a cooling range of 2.2°C (4°F) or greater, and a cooling approach of 2.8°C (5°F) or greater. The manufacturer may set more restrictive limits if desired or publish less restrictive limits if the CTI limits are clearly defined and noted in the publication.
The history of the CTI STD-201 Thermal Performance Certification Program since 1983 is shown in the following graphs. A total of 24 cooling tower manufacturers are currently active in the program.
In addition, 6 of the manufacturers also market products as private brands through other companies. While in competition with each other, these manufacturers benefit from knowing that they each achieve their published performance capability and distinguish themselves by providing the Owner/Operator’s required thermal perfor-mance. The participating manufacturers currently have 66 product lines plus 10 product lines marketed as private brands which result in more than 10,000 cooling tower models with CTI STD-
201 Thermal Performance Certification for cooling tower Owner/Operator’s to select from. The following table lists the currently active cooling tower manufacturers, their products with CTI STD-201 Thermal Performance Certification, and a brief description of the product lines. Those Manufacturers who have not yet chosen to certify their prod-uct lines are invited to do so at the earliest opportunity. You can contact Virginia A. Manser, Cooling Technology Institute, PO Box 73383, Houston, TX 77273 for further information.
Cooling Towers Certified by CTI Under STD-201

CTI Journal, Vol. 33, No. 2 79

80 CTI Journal, Vol. 33, No. 2

CTI Journal, Vol. 33, No. 2 81
Open / Closed Heat Transfer Fan Airflow
http://www.cti.org/certification.shtml Revised 06/01/2012
Manufacturer RevisionNumber
Cooling Towers Certified by the CTI under STD-201Internet links for the Manufacturers, their specific product lines, and the selection information for each product line can be found at:
ModelsTower Type
Date
CTI Certification Validation Number
Product Line
Therflow Series - TFC 09-28-02 0 January 4, 2010 Closed Circuit Cross-flow Axial Induced-draft 5
Therflow Series - TFW 05-28-01 2 January 29, 2010 Open Circuit Cross-flow Axial Induced-draft 33
CKL 05-18-02 2 June 15, 2009 Closed Circuit Combined Axial Induced-draft 10
Eco-Dyna Cool 09-18-03 0 September 14, 2009 Open Circuit Cross-flow Axial Induced-draft 57
Endura Cool 93-18-01 6 May 17, 2007 Open Circuit Cross-flow Axial Induced-draft 33
HKB 09-35-01 1 January 1, 2012 Open Circuit Counter-flow Centrifugal Forced-draft 7
HKD 09-35-02 1 January 16, 2012 Open Circuit Cross-flow Axial Induced-draft 8
KC 11-35-03 0 January 3, 2011 Closed Circuit Cross-flow Axial Induced-draft 4
C-LC 09-20-02 0 September 4, 2009 Closed Circuit Cross-flow Axial Induced-draft 6
LC 96-20-01 2 September 8, 2007 Open Circuit Cross-flow Axial Induced-draft 8
R-LC 10-20-05 0 October 13, 2011 Open Circuit Cross-flow Axial Induced-draft 8
U-LC 10-20-04 1 October 14, 2011 Open Circuit Cross-flow Axial Induced-draft 48
V-LC 10-20-03 0 July 4, 2010 Open Circuit Counter-flow Centrifugal Forced-draft 40
Aquatower Series 01-14-05 2 July 18, 2009 Open Circuit Cross-flow Axial Induced-draft 15
AV Series 98-14-04 1 April 11, 2000 Open Circuit Cross-flow Axial Induced-draft 38
MCW Series 06-14-08 2 May 1, 2007 Open Circuit Counter-flow Centrifugal Forced-draft 68
MD Series 08-14-11 1 May 21, 2012 Open Circuit Counter-flow Axial Induced-draft 183
MHF Series 04-14-07 2 March 10, 2011 Closed Circuit Combined Axial Induced-draft 72
NC Series 92-14-01 16 January 23, 2009 Open Circuit Cross-flow Axial Induced-draft 262
Quadraflow 92-14-02 2 April 11, 2000 Open Circuit Cross-flow Axial Induced-draft 38
MCR Series 05-26-02 2 October 10, 2010 Open Circuit Counter-flow Axial Induced-draft 40
MCXSeries 10-26-05 0 January 4, 2010 Closed Circuit Cross-flow Axial Induced-draft 11
MXR-KM Series 08-26-03 2 December 27, 2010 Open Circuit Cross-flow Axial Induced-draft 220
Nihon Spindle Manufacturing Company,
Ltd.CTA-KX Series 08-33-01 0 May 26, 2008 Open Circuit Cross-flow Axial Induced-draft 34
FRS Series 05-27-03 1 January 2, 2009 Open Circuit Cross-flow Axial Induced-draft 15
FWS Series 04-27-01 3 September 29, 2009 Open Circuit Cross-flow Axial Induced-draft 63
King Sun Industry Company, Ltd.
Mesan Cooling Tower, Ltd.
Marley(SPX Cooling Technologies)
KIMCO (Kyung In Machinery
Company, Ltd.)
Liang Chi Industry Company, Ltd.
HVAC/R International, Inc.
Protec Cooling Towers, Inc.

82 CTI Journal, Vol. 33, No. 2

CTI Journal, Vol. 33, No. 2 83

84 CTI Journal, Vol. 33, No. 2

CTI Journal, Vol. 33, No. 2 85

86 CTI Journal, Vol. 33, No. 2
Advance GRP Cooling Towers Pvt Ltd (India) 49Aggreko Cooling Tower Services 42-43AHR Expo 73Amarillo Gear Company IBC, 9American Cooling Tower, Inc. 39AMSA, Inc. 13BailSco Blades & Castings, Inc 60Baldor Electric Company 33Bedford Reinforced Plastics 45Biofuels Conference & Expo 67Brentwood Industries 37ChemTreat, Inc. 29CleanAir Engineering 5Composite Cooling Solutions, LP 21Cooling Tower Resources 7CTI Certified Towers 78CTI License Testing Agencies 77CTI ToolKit 84Denso 41Dynamic Fabricators 11Electric Power Conference & Exhibition 83Gaiennie Lumber Company 25Glocon 3Howden Cooling Fans 57Hudson Products Corporation 31Industrial Cooling Towers IFC, 2Innovek 54International Chimney 55Kipcon 53KIMCO 15Midwest Towers, Inc. 27Moore Fans 19M.I.T.A. 69Power Gen 65Research Cottrell Cooling 6Rexnord Industries 23C.E. Shepherd Company, LP 51Spraying Services, Inc. 47SPX Cooling Technologies OBCStrongwell 17Tower Performance, Inc. 35, 86Walchem 61
Index of Advertisers