Embed Size (px)
Citation preview

Cost Analysis for China's
EMM Industry
Li Weijian

Capacity:2.4million MT
• Achievements:2011 98% of the world's total
Output:1.48 million MT
downturn since 2012 Ningxia,Xinjiang added:600-700,000 MT
Recession Over-capacity
slow growth of Chinese economy South China added:300,000 MT
Currently and for a long time in the future, competition in EMM sector is mainly in cost production,involving ore resources, eletric power cost, advanced technology and managerial expertise.
The Chinese EMM industry has made remarkable achievements in the last
decade but has suffered recession since 2012.
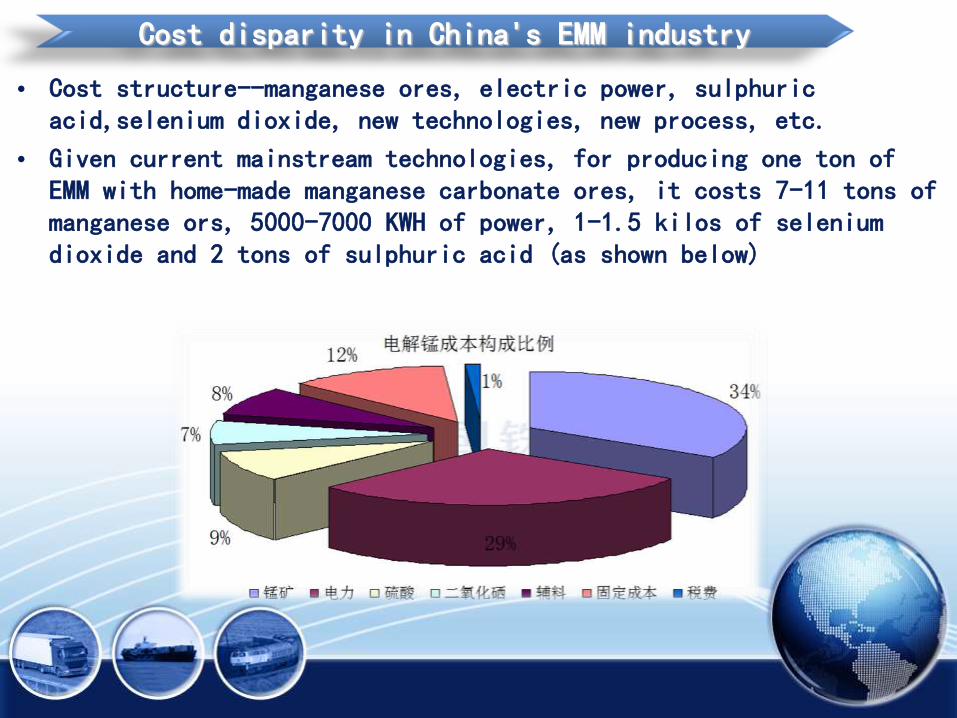
• Cost structure--manganese ores, electric power, sulphuric acid,selenium dioxide, new technologies, new process, etc.
• Given current mainstream technologies, for producing one ton of EMM with home-made manganese carbonate ores, it costs 7-11 tons of manganese ors, 5000-7000 KWH of power, 1-1.5 kilos of selenium dioxide and 2 tons of sulphuric acid (as shown below)
Cost disparity in China's EMM industry

1. Domestic manganese ore • resource • exploration
• market
2. Power cost • Chongqing Xiushan
• Guizhou • Guangxi • Hunan • Ningxia • Xinjiang
3.
Selenium dioxide
4.Sulfuric acid
Regional Cost disparity in China's EMM industry
1.1 Manganese resources
Statistics from the US: by 2012, China has a manganese reserve of 44 million tons (manganese metal)
Statistics from Ministry of Land and Resources of PRC: by 2010, 23 provinces in China mainland had discovered and explored 450 manganese mining areas with a proven deposit of 892.3432 million tons of ores
Carbonate manganese ore is account for 73% of all manganese ores, followed by ferromanganese ore and manganese oxide. Lean ore outweighs high-grade ore, taking up 94.6% of the country’s total. The national average grade of manganese ores is 19%, less than half of the international average.

Xinjiang Aketao Manganese mine is high-
grade with an average grade of 35.8% in
manganese carbonate, deposits are 4-8
miters thick with huge exploitation
potential
Guangxi Debao Zurong Manganese mine
has a deposit of 100 million tons
containing manganese oxide minerals and
manganese carbonate, easy to extract
Guizhou Songtao deep carbonate
manganese deposits exhibit
promising prospects
Major achievements in domestic manganese exploration in recent years

• Citic Dameng Xialei mining, Riandeng Dongping mining, Jingxi County Mine,Debao mine
Guangxi
• Dounan Manganese Company Yunnan
• Changyang Gucheng manganese company Hubei • Songtao Fanjingshan, Sanhe manganese mine, Wanshan Penjiashan Manganese mine
Guizhou
• Xiushan Tianxiong manganese mine, Yudong, Laoshangou, Chengkou manganese Chongqing
• Akeaomu manganese mine Xinjiang
• Wafangzi manganese deposit Liaoning
1.2 Manganese exploration
China has formed a production system for 25 million tons of manganese ore
annually. Major manganese mines and mining enterprises include:

1.3 The Manganese Market
Affected by the steal market, electricity price and other factors, ferroalloy and
EMM plants suffered from low operating rate. Generally, domestic demands for
manganese ore is low and the price is stable. The following table shows the price
trend in major carbonate manganese ores.
Graph 1

Graph 2: EMM 99.7% Mainstream Price Trend 2006-2013 (Unit: yuan/ton)
Graph 2 demonstrates the mainstream price trend of EMM 99.7% from 2007 to
2013. Carbonate manganese price is affected directly by EMM price, because the
carbonate manganese price trend line and EMM price trend line are highly
consistent.
5000
10000
15000
20000
25000
30000
2006-2013年电解锰主流价格走势
电解锰…

1
• Impacted by low operating rate and low demands for manganese, the price of Mn 45% from Australia dropped by 4.0 yuan/ton, and Mn 38% from South Africa dropped by nearly 6.0 yuan/ton.
2
• Major foreign manganese mines enhance their monopoly over manganese resources, and possess absolute control over China’s resources and over the price changes of manganese. They are able to determine the shipment amount and avoid price downturns or fluctuations. What’s mentioned in Point 1 is rare.
3
• The Indian economy continues to grow
• Korean pure manganese imports
• Malaysia built a huge smelting plant, needing great amounts of manganese shipment. So manganese price is expected to remain high.
Price of imported manganese ore dropped in 2013

Chart 3: The outer stock chart of manganese January-December, 2013
(Unit: dollar/ton)
4
4.5
5
5.5
6
6.5
美元
/吨度
2013年1-12月锰矿外盘行情走势图
澳锰块矿mn45.5-46%
南非mn37.5%
南非mn32%

25
30
35
40
45
50
55
60
元/吨度
2013年1-12月进口主流锰矿行情走势图
澳洲锰块矿(CML)mn46%fe5%天津港报价
南非锰矿mn38fe5(6-75mm)连云港、天津港主流成交价
Chart 4: Imported manganese market price January-December, 2013 (Unit:
dollar/ton)
2 Electricity cost: electricity cost accounts for 25%-35% of manganese metal cost, therefore, the
price of electricity and local subsidiary policies have a direct bearing on cost
control of EMM.
Chongqing, Guizhou, Guangxi and Hunan:
Most EMM companies pay 0.5-0.7 yuan/KWH. Electric power
cost is relatively high.
Power cost lower in Ningxia and Xinjiang
Ningxia: Basic electricity price for major industries is
0.45yuan/KWH, even lower for certain enterprises.
Kashi and Kezhou in Xinjiang: benchmark power price is
0.422 yuan/KWH for general big industries , and 0.363
yuan/KWH for enterprises using transformer with loading
capacity of 315 kilovolt ampere. The favorable power price in
these regions may attract EMM companies to relocate.
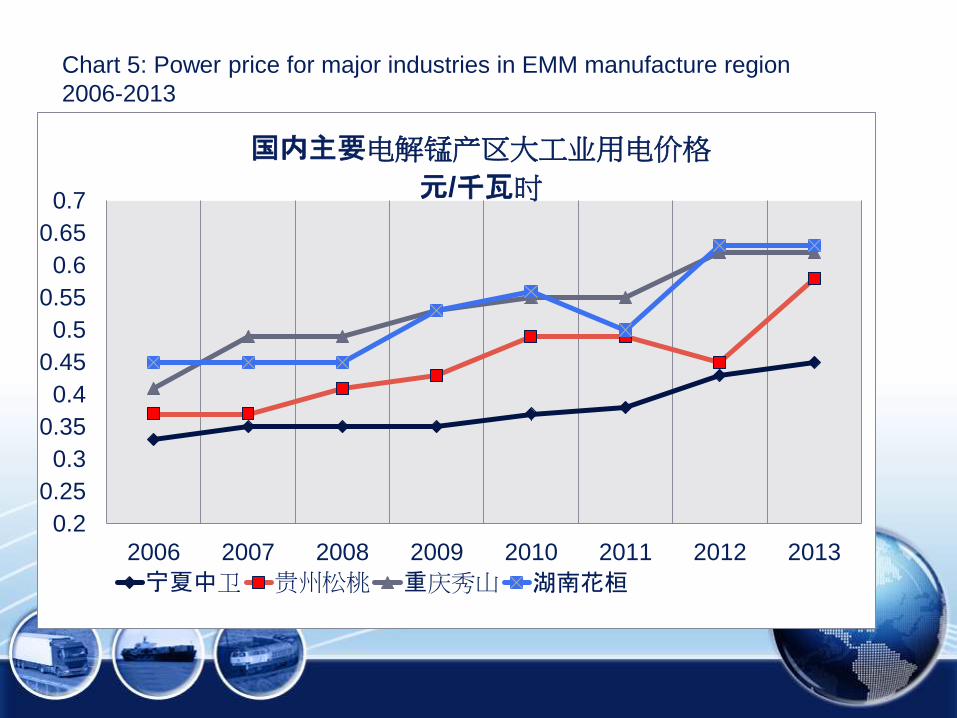
Chart 5: Power price for major industries in EMM manufacture region
2006-2013
0.2
0.25
0.3
0.35
0.4
0.45
0.5
0.55
0.6
0.65
0.7
2006 2007 2008 2009 2010 2011 2012 2013
国内主要电解锰产区大工业用电价格
元/千瓦时
宁夏中卫 贵州松桃 重庆秀山 湖南花桓
3 selenium dioxide
Functions:
It’s mainly used in EMM industry. 1-1.5 kilos of selenium dioxide produce one ton of EMM (depending on what process employed, could be reduced to 0.8 kilos for some enterprises). It takes up 5%-8% of the total production cost of EMM.
Price movements:
The price of selenium dioxide has remained low since 2011 Thanks to the EMM price increase to 14,000 yuan/ton, selenium dioxide price rose to 520 yuan/kilo in early 2013 but dropped to 252yuan/kilo later due to EMM price drop and international selenium price drop and hit
250yuan/kilo low at the end of 2013, an decrease of nearly 50%.
Reasons for price drops:
1. Operating rate of EMM plants is low, contributing to demand decrease 2. Process and technology upgrade reduces consumption of selenium dioxide
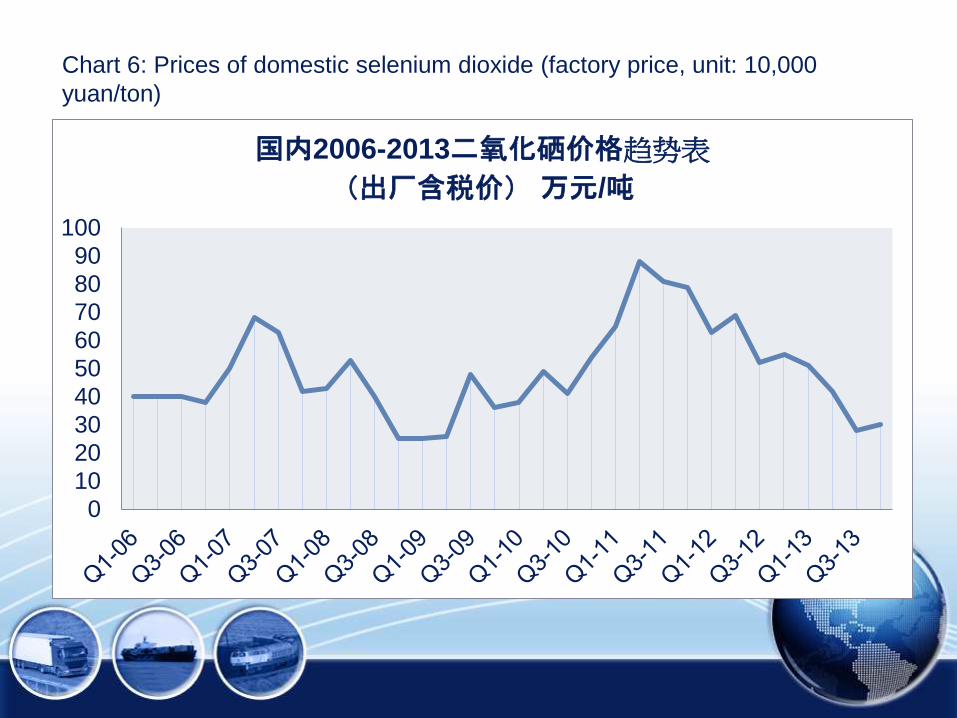
Chart 6: Prices of domestic selenium dioxide (factory price, unit: 10,000
yuan/ton)
0
10
20
30
40
50
60
70
80
90
100
国内2006-2013二氧化硒价格趋势表
(出厂含税价) 万元/吨

Chart 7: Domestic prices of selenium dioxide January-December 2013
(unit: yuan/kilo)
150
200
250
300
350
400
450
500
550
600
元/千克
2013年1-12月98%二氧化硒报价趋势表
二氧化硒报价
4 Function of sulfuric
acid
Functions:
Industrial sulfuric acid is one of the main raw materials for EMM. To produce one ton of EMM costs two tons of sulfuric acid. Due to transportation constraints, the factory price of sulfuric acid varies among different regions, from 100 yuan/ton to 500 yuan/ton. Under current price, sulfuric acid cost accounts for 5%-10% of the total cost of EMM
Price trend:
The sulfuric acid market suffered from dual stress in 2013. Most smelting plant has high stocks, so sulfuric acid price is stable and relatively low. Due to different transportation cost, the price varied among regions. In Chongqing Xiushan, Hunan Huayuan, Guizhou Songtao and Guangxi, the factory price is 350-500 yuan/ton. Ningxia enjoys the lowest price of 170 yuan/ton.
Trend:
With the enhancement of manganese oxide reduction and roasting technologies, an increasing number of companies are using high-grade imported manganese ores, leading to reduced consumption of sulfuric acid which curbs the price rise of sulfuric acid and cuts EMM production cost.
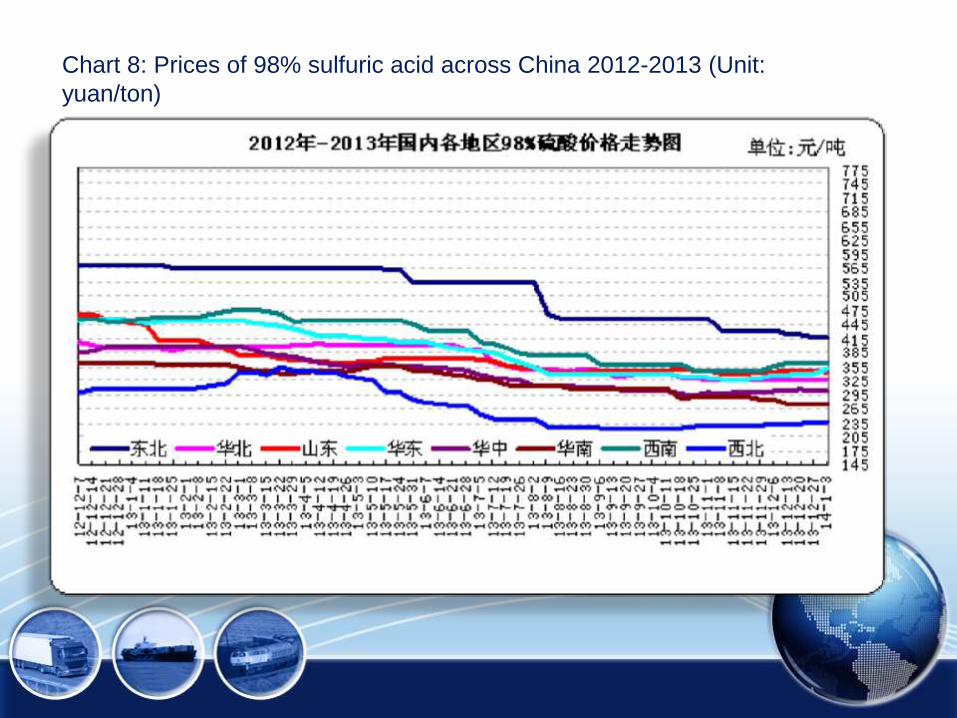
Chart 8: Prices of 98% sulfuric acid across China 2012-2013 (Unit:
yuan/ton)

Chart 9: Sulfuric acid prices in four smelting plants in Hunan, Chongqing and
Guangxi (Unit: yuan/ton)
0
100
200
300
400
500
600
1月 2月 3月 4月 5月 6月 7月 8月 9月 10月 11月 12月
湖南株洲冶炼厂
湖南永利
广西南方冶炼厂
中化重庆涪陵化工
Future cost competition in EMM industry
EMM industry will continue to suffer from high costs of ores, power
and labor and over-capacity. Impacted by the unpromising steel industry,
the price stress from downstream steel enterprises and the challenge
from high-silicon silicomanganese, the export of EMM is facing a doom
future. It’s hardly possible for EMM export to rise remarkably in 2014.
Export difficulty, domestic sale surplus and more fierce market
competition will make cost control the foremost for EMM enterprises.
The future competition in EMM industry will be competition of
comprehensive strength including technology, ores, coal and power. A
company with advantage in these areas could become the leader in
EMM industry.

Ore and power cost take up at least 60% of the total cost.
1 .Northwest Northwest China boasts coal advantage and could reduce power cost by
building captive power plants.
2. Guizhou, Chongqing, Yunnan and Sichuan: Besides mines, they have their own hydropower stations to reduce power
cost. Therefore, China’s EMM industry will go beyond the “Manganese Delta”,
Ningxia and Guangxi. The industry layout will change to adapt to ore, coal
and power conditions. Such adjustments is conducive to more rational
utilization of resources and environmental protection, and will ease the
stress on resources supply caused by high concentration of the industry.
To survive the fierce market competition in the future, EMM enterprises
have to rely on technological upgrade for cost reduction, cut ore
consumption and ensure a metal recovery rate of over 85%. If the
comprehensive power consumption is less than 6000kw.h/t, the cost can be
lowered to less than 11,500 yuan/ton.
To realize the above goals, we should adopt new process and
technologies, including energy saving DC power station, oxide reduction
process and equipment, large powder grinder, fully-automatic press filter,
complete set of new-style electrolytic bath, automatic washing board, dryer,
etc.
Ore dressing process
• From dry and wet magnetic separation to full dry magnetic separation
• Example: Citic Dameng Citic Dameng improves metal recovery rate from 88% to over 95% by
using full dry magnetic separation technology, and reduces manganese
content in tailings from 8% to 3%. The equipment is fully automatic, cutting
1/3 of manual workers and realizing zero emission of waste water from ore
dressing. The enhancement of ore dressing process is significant to EMM
industry, for it can reduce production cost of EMM and emission of
pollutants. According to preliminary test, if the grade of ores increases by
1%, a 50,000-ton EMM plant can save 6 million yuan of production cost
annually and reduce manganese slag by 38,000 tons. Apparently, that’s
magnificent.
In recent years some enterprises made breakthrough in ore
dressing process, reduction process, electrolysis process and
succeeded in cost control.

Reduction Process
•The industrialization of reduction process for high-grade manganese
oxide greatly reduce the consumption of raw materials in EMM sector.
•Example: Ningxia Tianyuan Manganese Company Ltd.
Ningxia Tianyuan Manganese Company Ltd. Developed lying calciner
reduction technology and vertical calciner reduction technology for high-
grade manganese dioxide, which improve recovery rate from 60% to
98% and are widely applied to production. It reduces the energy
consumption and material consumption throughout the process,
improves manganese utilization rate by 10% and cut manganese slag by
60%.
Milling process
•Large equipment greatly improves productivity. EMM milling process
developed through Raymond milling, hall milling and vertical milling.
•Example: Citic Dameng
Citic Dameng increases single machine yield of ore powder from 10
tons/day to 1600 tons/day by using large vertical minus-pressure
grinders, up by 160 times. Vertical grinder realizes the automatic control
over all each step, saves 90% of labor cost than Hall milling and cut
power cost by 40%. It employs circulating fan and plenum-pulse bag
filter for dust removal, significantly reducing dust pollution and bettering
work condition.
Electrolysis process
•The wide use of environment friendly RPP electrolysis bath and
cathode plate has considerably reduced energy consumption in
electrolysis process. •Energy-saving RPP electrolysis cell is made of insulative, high-
strength, good welding performance materials which can prevent liquid
leakage, electric leakage and environmental pollution. It also
overcomes the problems of traditional pine electrolysis cell which
easily erodes under acid condition, conducts electricity and increase
power consumption. RPP has exquisite structure that boasts better
strength, conductivity, and easy to maintain. As a result, DC power
consumption drops from 7000 KWH/ton to less than 6000 KWH.
Summary
Due to resource and technological difference, EMM production cost varies
among different regions:
Some enterprises in the northwest and Xinjiang, thanks to the
resource, coal and electricity advantage and application of new
technologies, enjoy a cost with tax of within 10,000 yuan/tons (excluding
mainland transportation cost) In South China and “Manganese Delta”, there are companies that
also enjoy a cost with tax f within 10,000 yuan/tons, for they have
resource, electricity and technology advantage. Other enterprises all have to pay for a production cost of over
12,000 yuan/ton and are likely to be eliminated in future competition, for
they have no resource, technology, management or policy advantage. To eliminate over-capacity through cost competition and market
competition is a principle of EMM industry. It’s also a inevitable path
towards the goal of “energy conservation, consumption reduction, pollutant
reduction and cleaner production”.
• It can be concluded that for an EMM enterprise to survive the
fierce market competition under the circumstances of economic
recession and over-capacity, it must make use of its resource,
power and coal advantage, adopt advanced technology and
equipment, intensify awareness of market competition, rely on
circular economy, improve managerial skills and reduce cost as
much as possible, thus outcompeting its rivals and winning the
competition in the end.
Summary

Thank you !





























