Embed Size (px)
Citation preview

focused on process simulation Strona 1 z 14
CHEMCAD: Skrócenie czasu przejścia na nową produkcję w istniejącej
instalacji
Wstęp
Wytwarzanie różnych produktów za pomocą jednej instalacji produkcyjnej jest dla jej użytkowników
korzystnym rozwiązaniem. Elastyczność produkcji jest istotną kwestią. Podczas gdy cykl życia
instalacji wynoszący od 20 do 40 lat pozostał niezmieniony, cykle życia produktów ulegają skróceniu.
Ponadto, w zglobalizowanym świecie coraz szybciej zmienia się rodzaj, jakość, cena i dostępność
zasobów niezbędnych do produkcji. Możliwość elastycznej reakcji zakładów chemicznych na takie
zmiany, zarówno poprzez modyfikacje aparatury jak i wprowadzanie nowych produktów, przynosi
znaczące korzyści ekonomiczne.
Dokładna komputerowa symulacja procesów produkcyjnych pomaga w krótkim czasie przeprowadzić
analizę i ocenę różnych scenariuszy surowcowo-produktowych. Konsekwentnie uwzględnia się przy
tym ograniczenia termodynamiczne i aparaturowe. Bez takiej symulacji weryfikacja nowych
scenariuszy wymagałaby przeprowadzenia kosztownych i pracochłonnych eksperymentów w
instalacjach produkcyjnych. Podczas doświadczeń takich instalacje nie mogą być z reguły
wykorzystywane do produkcji.
Jeśli znane są konkretne, w idealnym przypadku zoptymalizowane parametry pracy instalacji
produkcyjnej dla poszczególnych scenariuszy, do przerw w produkcji dochodzi podczas przestawiania
się z jednej kombinacji produktowo-surowcowej na inną. Minimalizacja przerw w produkcji
uwarunkowanych czasem przestawiania się na inny produkt za pomocą symulatora procesów
CHEMCAD jest przedmiotem niniejszego artykułu.
Za pomocą konkretnego przykładu z dziedziny oleochemii zaprezentujemy, jak z pomocą CHEMCADa
można określić optymalne punkty pracy w stanie ustalonym, oszacować brakujące parametry
instalacji oraz obliczyć, przeanalizować i zoptymalizować zmienność takich parametrów, jak np.
stężenie produktu w czasie
Studium przypadku, oleochemia
Przemysł oleochemiczny, jako przetwórca produktów naturalnych i pochodzących z recyklingu, ma
tradycyjnie do czynienia z wahaniami w składzie surowców do swoich procesów. Aby dla następnych
procesów stworzyć możliwie jak najbardziej niezmienne parametry surowców zasilających, można na
wejściu podłączyć aparaturę destylacyjną, w której silne wahania składu olejów surowcowych
zostaną ograniczone do zdefiniowanego poziomu.
Takie urządzenie destylacyjne jest przedmiotem niniejszego studium przypadku. W tabeli 1
zaprezentowano skład różnych olejów surowcowych. Wynika z niej, że skład chemiczny nawet
czystych olejów surowcowych może być bardzo różny. W przypadku stosowania mieszanek olejów
oraz wykorzystywania olejów z recyklingu występuje jeszcze więcej kombinacji.

focused on process simulation Strona 2 z 14
Tabela 1: Skład różnych olejów z surowców odnawialnych
Nienasycone kwasy tłuszczowe Jednonasyc
one Wielonasycone
Nazwa zwyczajowa
Kwas kaprylo
wy
Kwas kapryno
wy
Kwas lauryno
wy
Kwas mirystyno
wy
Kwas palmityno
wy
Kwas stearyno
wy
Kwas arachido
wy
Kwas oleinowy
Kwas linolo
wy
Kwas linoleno
wy
Numer CAS 124-07-2
334-48-5
134-07-7
544-63-8 57-10-3 57-11-4 506-30-9 112-80-1 60-33-
3 463-40-
1
CHEMCAD ID 540 545 890 902 912 550 1534 549 548 1529
Rodzaj oleju C8:0 C10:0 C12:0 C14:0 C16:0 C18:0 C20:0 C18:1 C18:2 C18:3
Olej migdałowy 7,0% 2,0% 69,0% 17,0%
Olej kokosowy 8,3% 6,0% 46,7% 18,3% 9,2% 2,9% 6,9% 1,7%
Tłuszcz
kokosowy 25,0% 38,0% 32,0% 3,0%
Oliwa 11,0% 3,6% 75,3% 9,5% 0,6%
Olej palmowy 0,1% 0,1% 0,9% 1,3% 43,9% 4,9% 39,0% 9,5% 0,3%
Olej z ostu 0,3% 5,5% 1,8% 0,2% 79,4% 12,9%
Za pomocą dwóch podłączonych szeregowo kolumn destylacyjnych można skutecznie ograniczyć
spektrum poszczególnych kwasów tłuszczowych. Podczas pierwszej destylacji oddziela się przy tym
niepożądane substancje łatwowrzące, a podczas drugiej destylacji niepożądane substancje
wysokowrzące.
Na ilustracji 1 przedstawiono schemat procesu w takiej dwustopniowej instalacji destylacji.
Ilustracja 1: Schemat procesu dwustopniowej instalacji do destylacji do uzdatniania zasilającego oleju surowcowego

focused on process simulation Strona 3 z 14
Rozpatrywane są dwa różne składy olejów surowcowych, dla których w wyniku destylacji należy
uzyskać po jednym spektrum oleju produktowego. Ciężki olej surowcowy i ograniczenia dla ciężkiego
oleju surowcowego zestawiono w tabeli 2, natomiast odpowiednie dane dla oleju lekkiego znajdują
się w tabeli 3.
Tabela 2: Skład surowca zasilającego i specyfikacja produktu dla pierwszego scenariusza surowcowo-produktowego (ciężki olej)
SUROWIEC
ZASILAJĄCY
PRODUKT
Ilość 10 m³/h Dolna
granica
Górna
granica
C8 ilości
śladowe - 0,1%
C10 ilości
śladowe - 0,1%
C12 1,6% - 0,5%
C14 0,9% - 0,5%
C16 10,3% - 60,0%
C18 75,7% 96,0% -
C20 11,5% - 30,0%
Dane w procentach masowych

focused on process simulation Strona 4 z 14
Tabela 3: Skład surowca zasilającego i specyfikacja produktu dla drugiego scenariusza surowcowo-produktowego (lekki olej)
SUROWIEC
ZASILAJĄCY
PRODUKT
Ilość 10 m³/h Dolna
granica
Górna
granica
C8 5,0% - 0,1%
C10 10,0% - 2,0%
C12 40,0% 50,0% -
C14 20,0% 15,0% 28,0%
C16 13,0% 6,0% 14,0%
C18 12,0% 4,0% 14,0%
C20 ilości
śladowe - 0,1%
Dane w procentach masowych
Optymalne parametry pracy
Po ustaleniu wartości ciśnień w kolumnach, dla każdej kolumny pozostają dwie zmienne swobodne.
W niniejszym przykładzie jako zmienne projektowe wybrano liczbę orosienia oraz moc cieplną kotła.
Ograniczenia aparaturowe dla tych zmiennych wynikają między innymi z istniejących powierzchni
wymiany ciepła w skraplaczu i kotle. W rozpatrywanym przypadku można w normalnej sytuacji
założyć, że wydajność wymienników ciepła jest w porównaniu z obciążalnością kolumny czynnikiem
mocniej ograniczającym, tak że podczas optymalizacji należy uwzględnić jedynie ograniczenia mocy
cieplnej kotła oraz skraplacza. Ograniczenia i warunki dodatkowe zestawione zostały w tabeli 4.
Pozostałe właściwości instalacji zamieszczone są w tabeli 5.
Tabela 4: Definicja scenariusza optymalizacji
Granice i warunki dodatkowe
Zmienna projektowa Dolna
granica
Górna
granica
Liczba orosienia w kolumnie
1 (R/D 1) 0,1 20

focused on process simulation Strona 5 z 14
Moc kotła kolumny 1 (QR 1) 0,3 MW 3 MW
Liczba orosienia w kolumnie
2 (R/D 2) 0,01 20
Moc kotła kolumny 2 (QR 2) 50 kW 500 kW
Warunek dodatkowy
Moc QC1 skraplacza
kolumny 1 ≤ 3 MW
Moc QC2 skraplacza
kolumny 2 ≤ 500 kW
Jako optymalny tryb pracy określa się tutaj taki punkt pracy, w którym strumień produktu jest
maksymalny. Koszty mediów w stosunku do kosztów wsadu są więc pomijane.
Tabela 5: Właściwości dwustopniowej instalacji do destylacji z ilustracji 1.
Cecha Kolumna 1 Kolumna 2
Nr urządzenia 4 5
Nr surowca zasilającego 3 5
Nr produktu górnego 4 7
Nr produktu dolnego 5 6
Ciśnienie 35 mbar (a) 10 mbar (a)
Liczba stopni 18 6
Półka zasilana 12 6
Model kolumny SCDS
Model półki Równowagowy
Model równowagi ciecz-
para UNIFAC

focused on process simulation Strona 6 z 14
Model entalpowy Ciepło utajone (LATE)
Do optymalizacji wykorzystuje się zaimplementowane w systemie CHEMCAD narzędzie „Process
Optimizer“ [optymalizator procesu]. Może on uwzględnić aż do 120 niezależnych zmiennych i 120
warunków dodatkowych. Oprócz sekwencyjnego algorytmu SQP, CHEMCAD oferuje jeszcze jeden
symultaniczny algorytm SQP oraz minimalizację metodą gradientu zredukowanego „Reduced
Gradient“. Symultaniczny oznacza przy tym, że schemat przepływowy rozwiązywany jest
symultanicznie (tzn. metodą zorientowaną równaniami), a nie iteracyjnie. Ponieważ rozpatrywany
schemat przepływowy nie zawiera strumieni obiegowych, sekwencyjny i symultaniczny algorytm SQP
daje taki sam wynik. Zaprezentowane tutaj scenariusze optymalne otrzymano metodą sekwencyjną
SQP.
Wyniki obliczeń optymalizacyjnych przedstawione zostały na ilustracjach 2 i 3. W przypadku ciężkiego
oleju surowcowego 38% masy surowca zasilającego, względnie 48% kwasu tłuszczowego C18,
przeszło do produktu, a w przypadku lekkiego oleju surowcowego odpowiednio 48%, względnie 63%
kwasu tłuszczowego C12. Optymalne parametry pracy zaprezentowano w tabeli 6.
Surowiec zasilający Kocioł Głowica skraplacza
Ilustracja 2: Zmiana składu strumienia materiału podczas przebiegu procesu dla zoptymalizowanego scenariusza „ciężki olej
surowcowy”
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
Feed SumpfKolonne 1
KopfKolonne 2
Prz
epły
w m
aso
wy
w k
g/h
C20 C18 C16 C14 C12 C10 C8

focused on process simulation Strona 7 z 14
Surowiec zasilający Kocioł/Kolumna 1 Głowica skraplacza/Kolumna 2
Ilustracja 3: Zmiana składu strumienia materiału podczas przebiegu procesu dla zoptymalizowanego scenariusza „lekki olej
surowcowy”
Tabela 6: Wartości zmiennych projektowych i status warunków dodatkowych dla poszczególnych wartości optymalnych
scenariuszy pracy.
Scenariusz
Zmienna projektowa Ciężki olej
surowcowy
Lekki olej
surowcowy
Liczba orosienia w
kolumnie 1 (R/D 1) 10,8 2,6
Moc kotła kolumny 1 (QR
1) 3 MW 2,03 MW
Liczba orosienia w
kolumnie 2 (R/D 2) 0,65 0,01
Moc kotła kolumny 2 (QR
2) 286 kW 364 kW
Warunek dodatkowy
0
1000
2000
3000
4000
5000
6000
7000
8000
9000
10000
Feed SumpfKolonne 1
KopfKolonne 2
Prz
epły
w m
aso
wy
w k
g/h
C20 C18 C16 C14 C12 C10 C8

focused on process simulation Strona 8 z 14
Moc chłodnicza QC1 w
skraplaczu kolumny 1 1,6 MW 0,99 MW
Moc chłodnicza QC2 w
skraplaczu kolumny 2 500 kW 500 kW
W obu scenariuszach możliwy byłby większy uzysk produktu, gdyby nie występowało ograniczenie
mocy chłodniczej skraplacza głowicowego w drugiej kolumnie. Tym samym obliczenia
optymalizacyjne dają dodatkowo konkretne wskazówki dotyczące wąskich gardeł, tzn. jakie
modyfikacje instalacji mogą przyczynić się do ulepszenia produkcji. W rozpatrywanym przypadku jest
to zwiększenie maksymalnej mocy chłodniczej w skraplaczu 2. kolumny, na przykład poprzez niższą
temperaturę zasilania wody chłodzącej lub zastosowanie dodatkowego wymiennika ciepła.
Zmiana surowcowo-produktowa
Aby przeprowadzić symulację przestawienia się z produktu lekkiego na produkt ciężki konieczne jest
uwzględnienie akumulacji (masy i energii). Pominąć można przy tym objętość rurociągów w stosunku
do objętości poszczególnych półek kolumn oraz wymienników ciepła (skraplacz głowicowy i kocioł).
Dzięki temu założeniu można bez żadnych zmian przekształcić rozpatrywany dotychczas schemat
przepływowy w stanie ustalonym w dynamiczny schemat przepływowy. Aby prawidłowo
zamodelować akumulację w kolumnach, konieczne są jednak jeszcze dodatkowe założenia i dane. Dla
skraplacza głowicowego i kotła kolumny można poprzez stabilną regulację poziomu cieczy przyjąć
stałe wartości objętości. Średnicę kolumn można obliczyć bazując na obliczeniach punktu zalewania
dla wypełnienia za pomocą zintegrowanego w CHEMCADzie narzędzia „Sizing Tool”. Do obliczenia
zmiennego zatrzymania cieczy na poszczególnych półkach kolumn konieczne jest posiadanie
dodatkowych danych geometrycznych, przy czym również w tym wypadku do ich określenia
pomocne będzie narzędzie „Sizing Tool” systemu CHEMCAD. Parametry geometryczne istotne dla
symulacji dynamicznej zestawiono dla obu kolumn w tabeli 7.
Tabela 7: Parametry geometryczne do symulacji dynamicznej
Parametr Kolumna 1 Kolumna 2
Nr urządzenia 4 5
Średnica 3,96 m 2,44 m
Odstęp między półkami 0,61 m 0,61 m
Objętość cieczy w skraplaczu /
zbiorniku skraplacza 1,0 m³ 0,5 m³
focused on process simulation Strona 9 z 14
Objętość cieczy w kotle 2,0 m³ 1,0 m³
Szerokość spływu półki 0,22 m 0,22 m
Wysokość przelewu 0,05 m 0,05 m
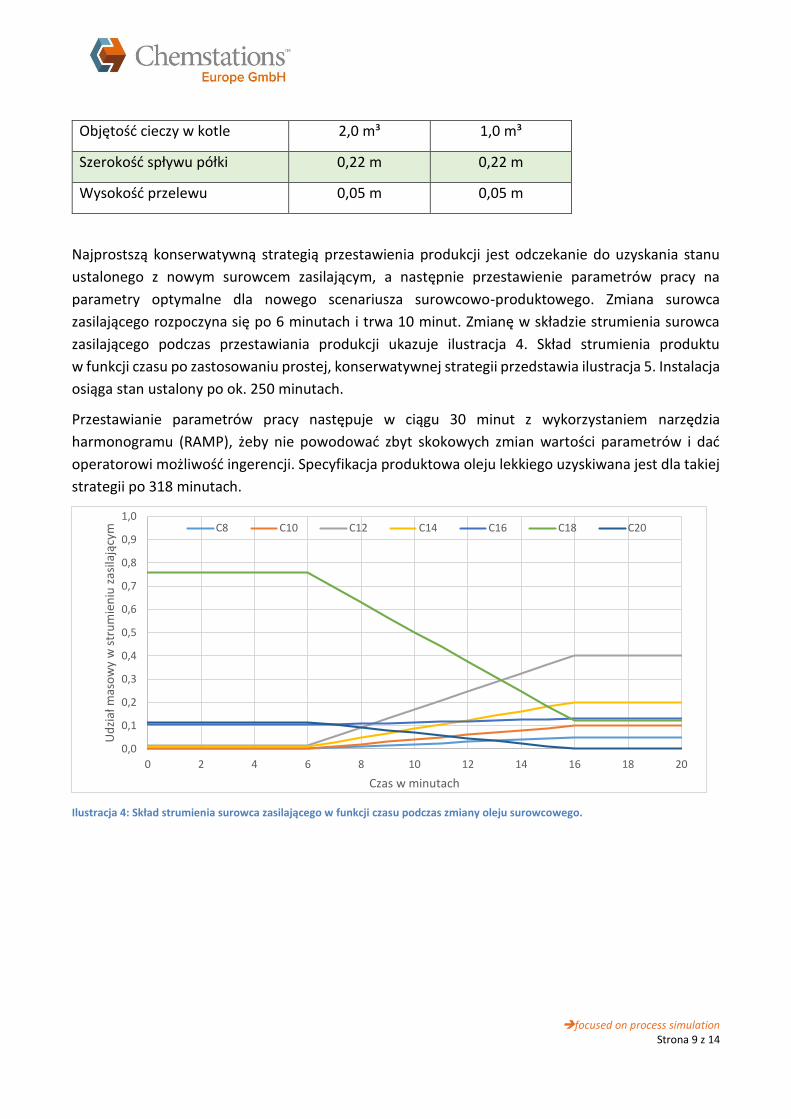
Najprostszą konserwatywną strategią przestawienia produkcji jest odczekanie do uzyskania stanu
ustalonego z nowym surowcem zasilającym, a następnie przestawienie parametrów pracy na
parametry optymalne dla nowego scenariusza surowcowo-produktowego. Zmiana surowca
zasilającego rozpoczyna się po 6 minutach i trwa 10 minut. Zmianę w składzie strumienia surowca
zasilającego podczas przestawiania produkcji ukazuje ilustracja 4. Skład strumienia produktu
w funkcji czasu po zastosowaniu prostej, konserwatywnej strategii przedstawia ilustracja 5. Instalacja
osiąga stan ustalony po ok. 250 minutach.
Przestawianie parametrów pracy następuje w ciągu 30 minut z wykorzystaniem narzędzia
harmonogramu (RAMP), żeby nie powodować zbyt skokowych zmian wartości parametrów i dać
operatorowi możliwość ingerencji. Specyfikacja produktowa oleju lekkiego uzyskiwana jest dla takiej
strategii po 318 minutach.
Ilustracja 4: Skład strumienia surowca zasilającego w funkcji czasu podczas zmiany oleju surowcowego.
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0 2 4 6 8 10 12 14 16 18 20
Ud
ział
mas
ow
y w
str
um
ien
iu z
asila
jący
m
Czas w minutach
C8 C10 C12 C14 C16 C18 C20

focused on process simulation Strona 10 z 14
Ilustracja 5: Skład strumienia produktowego w funkcji czasu przy zastosowaniu prostej, konserwatywnej strategii.
Jeśli pozwoli się na uruchomienie obiektów harmonogramu (RAMP) już na początku zmiany
strumienia surowca zasilającego, czas do osiągnięcia wymaganej specyfikacji produktu zmniejszy się
do 213 minut. Strategia taka nie jest niczym niezwykłym przy planowanych przestawieniach
produkcji. Przebiegi udziałów masowych poszczególnych komponentów strumienia produktowego
przedstawiono na ilustracji 6.
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0 50 100 150 200 250 300 350 400
Ud
ział
mas
ow
y w
str
um
ien
iu p
rod
ukt
ow
ym
Czas w minutach
C8 C10 C12 C14 C16 C18 C20

focused on process simulation Strona 11 z 14
Ilustracja 6: Skład strumienia produktowego w funkcji czasu przy zastosowaniu prostej strategii.
Optymalizacja dynamiczna
Narzędzie „Process Optimizer“ systemu CHEMCAD można również wykorzystać do optymalizacji
procesów dynamicznych. W niniejszym przykładzie zminimalizowany ma być czas osiągnięcia
specyfikacji produktowej. Jako wielkości decyzyjne wybierane są wartości docelowe obiektów
harmonogramu (RAMP). Zgodnie z wyżej opisanymi strategiami parametry pracy mają zostać
zmienione tylko jeden raz.
Jednak nawet przy takim ograniczeniu możliwa jest redukcja czasu przestawiania się na inny produkt
o więcej niż połowę, tj. do 93 minut. Po osiągnięciu specyfikacji produktowej następuje przestawienie
na optymalne parametry pracy.
Przebieg parametrów pracy przedstawiono na ilustracji 7, a przebieg składu strumienia
produktowego, na ilustracji 8.
Za pomocą interfejsu CHEMCAD – Excel można w łatwy sposób wykonać wizualizację monitorowania
dotrzymania specyfikacji produktu. Ilustracja 9 ukazuje zoptymalizowany przebieg zmiennych
projektowych, kiedy i która specyfikacja została osiągnięta oraz ile granic zostało ogółem
przekroczonych.
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0 50 100 150 200 250 300
Ud
ział
mas
ow
y w
str
um
ien
iu p
rod
ukt
ow
ym
Czas w minutach
C8 C10 C12 C14 C16 C18 C20

focused on process simulation Strona 12 z 14
Ilustracja 7: Wartości zmiennych projektowych w funkcji czasu po minimalizacji czasu przestawiania się na inny produkt.
Ilustracja 8: Skład strumienia produktowego w funkcji czasu po minimalizacji czasu przestawiania się na inny produkt.
Ilustracja 9: Naruszenie specyfikacji produktu; 0: stężenie w obrębie specyfikacji 1: stężenie poza specyfikacją; Wszystkie: suma
wszystkich skłądników.
0
2
4
6
8
10
12
14
16
0 20 40 60 80 100 120 140 160 180 200
War
tość
zm
ien
nej
pro
jekt
ow
ej
Czas w minutach
R/D 1
QR 1 [MW]
R/D 2
QR 2 x 10 [MW]
0,0
0,1
0,2
0,3
0,4
0,5
0,6
0,7
0,8
0,9
1,0
0 20 40 60 80 100 120 140 160 180 200
Ud
ział
mas
ow
y w
str
um
ien
iu
pro
du
kto
wym
Czas w minutach
C8 C10 C12 C14 C16 C18 C20
0
1
2
3
4
0 20 40 60 80 100 120 140 160 180 200
Akt
ywn
e g
ran
ice
Czas w minutach
C8 C10 C12 C14
C16 C18 C20 Alle

focused on process simulation Strona 13 z 14
Jak pokazano na ilustracji 9, przy przestawianiu się na optymalne parametry pracy specyfikacja
produktu nie zostaje osiagnięta przez 3 minuty. Stężenie kwasu tłuszczowego C18 spada w tym
okresie czasu do wartości o 4% poniżej dolnej granicy. Aby uniknąć takiego zdarzenia, można na
przykład inaczej sformułować problem optymalizacji. O tym, czy takie krótkotrwałe przekroczenia
wartości granicznych są istotne i należy je uwzględniać, trzeba zadecydować w każdym konkretnym
przypadku.
W otrzymanym scenariuszu minimalnego czasu przestawiania się na inny produkt nie chodzi również
o globalne optimum. Obliczenia gradientów funkcji celu (= czas przestawiania się na inny produkt) w
odniesieniu do zmiennych projektowych następuje numerycznie z ilorazem różnicowym. Wybór
szerokości kroku podczas tworzenia ilorazu różnicowego ma zatem znaczący wpływ na lokalne
minimum znalezione metodą SQP. Często decydującą kwestią nie jest znalezienie matematycznie
prawidłowego minimum funkcji docelowej. Obliczenia optymalizacyjne są dla zakładu opłacalne już
wtedy, gdy redukcji ulegnie czas przestawiania się na inny produkt.
Globalne optimum i „Process Simulation Cup”
Jeśli przeprowadzi się optymalizację z dodatkowymi punktami zmiennych projektowych, możliwe
będzie dalsze zredukowanie czasu przestawiania się na inny produkt, jednak problem
optymalizacyjny stanie się bardziej złożony. Za pomocą trybu OTS (Operator Training System)
możliwa jest całkowita rezygnacja z obiektów harmonogramu (RAMP), a zamiast tego możliwe jest
swobodne przestawianie zaworów regulacyjnych dla powrotu (R/D 1 i R/D 2) oraz doprowadzania
pary (QR 1 i QR 2).
Jak dalece można jeszcze zredukować czas przestawiania się na inny produkt i jak duży jest potencjał,
jeśli dozwolony jest więcej niż jeden skok zmiennych projektowych? Na pytania te odpowie „Process
Simulation Cup 2015”. Celem jest znalezienie globalnego minimum czasu przestawiania się na inny
produkt dla danego procesu. Pod adresem http://www.process-simulation-cup.com/ można złożyć
swoje propozycje modyfikacji zmiennych projektowych i od razu otrzymać wyliczony na tej podstawie
czas przestawiania się na inny produkt.
Zakończona powodzeniem realizacja w praktyce
Czas przestawiania się na inny produkt oraz potencjał redukcji tego czasu są różne dla każdej instalacji
i każdego scenariusza surowcowo-produktowego. Poza tym należy zastanowić się, jak bardzo
szczegółowy musi być dynamiczny model procesu, np. w odniesieniu do danych geometrycznych
(wymiarów aparatury). Ponadto wyniki symulacji należy porównać z rzeczywistymi danymi instalacji
i dokonać tym sposobem weryfikacji modelu procesu. W praktyce, ustalone w wyniku optymalizacji
dynamicznej skale czasowe nie są z reguły przenoszone w prosty sposób. Realizowane są raczej

focused on process simulation Strona 14 z 14
ustalone przez CC- DYNAMICS kryteria przełączania, takie jak np. wartości temperatury określonych
półek. W oparciu o te nowe kryteria przełączania opracowuje się optymalne schematy ruchowe dla
operatorów instalacji.
Firma Infraserv GmbH & Co. Knapsack KG we współpracy z Chemstations oferuje usługi w zakresie
wyżej opisanej realizacji. Na przykład dla klienta z branży oleochemicznej zminimalizowano czasy
przestawiania się na inny produkt dla 12 scenariuszy surowcowo-produktowych, a poprzez
dodatkowo uzyskany czas produkcji zredukowano jeszcze zużycie surowców i energii.
Podsumowanie
CHEMCAD jest pakietem oprogramowania zawierającym wszystkie potrzebne narzędzia do statycznej
i dynamicznej symulacji i optymalizacji procesów. Dzięki pełnej integracji narzędzi do optymalizacji
procesów (Process Optimizer), wymiarowania aparatury (Sizing Tool) oraz symulacji dynamicznej (CC-
DYNAMICS) możliwe jest szybkie i łatwe przeliczenie scenariuszy i opracowanie propozycji ulepszeń.
Właściciele i użytkownicy instalacji mogą we wszystkich fazach uzyskać wsparcie i poradę w firmie
Infraserv GmbH & Co. Knapsack KG, która już wielu klientom pomogła znacznie zredukować koszty
eksploatacji w produkcji.
W razie zainteresowania innymi publikacjami, materiałami edukacyjnymi, szkoleniami lub innymi rozwiązaniami z użyciem CHEMCAD, prosimy o kontakt: E-mail: [email protected] Tel.: +49 (0)30 20 200 600 www.chemstations.eu Autorzy:
Jan Schöneberger
Moritz Wendt





























