Embed Size (px)
Citation preview
Construction and Building Materials 31 (2012) 265–272
Contents lists available at SciVerse ScienceDirect
Construction and Building Materials
journal homepage: www.elsevier .com/locate /conbui ldmat
Characterization of rutting performance of warm additive modifiedasphalt mixtures
Wenbin Zhao ⇑, Feipeng Xiao, Serji N. Amirkhanian, Bradley J. PutmanDepartment of Civil Engineering, Clemson University, Clemson, SC 29634-0911, United States
a r t i c l e i n f o
Article history:Received 21 June 2011Received in revised form 27 December 2011Accepted 27 December 2011Available online 28 January 2012
Keywords:Warm mix asphalt (WMA)Warm additiveRuttingPermanent deformationBinder rheology
0950-0618/$ - see front matter � 2012 Elsevier Ltd. Adoi:10.1016/j.conbuildmat.2011.12.101
⇑ Corresponding author.E-mail address: [email protected] (W. Zha
a b s t r a c t
Driven by the reduction in fuel consumption and CO2 emission in producing and placing asphalt concrete,the warm technology has gained a lot of interests in the recent years in academia and/or industry. Warmadditives are available both in a liquid and solid state; there are concerns over the rutting performance ofWMA. The purpose of this study is to investigate and characterize the effects of various warm additiveson the rutting performance of asphalt concrete with different binders and mixing temperature applica-tions. The results showed that the lowered mixing temperature increases the rutting susceptibility dueto reduced binder aging. The wax warm additives stiffen the binder, and can offset the rutting problemrendered by the lowered mixing temperature, while the chemical warm additives have the same ruttingperformance as the control mixtures.
� 2012 Elsevier Ltd. All rights reserved.
1. Introduction
The technologies that are used to produce and place asphaltconcrete at a relatively lower temperature than the traditionalhot mix asphalt (HMA) are generally referred to as warm mixasphalt (WMA). The occurrence of these technologies was origi-nated in Europe in the attempt to reduce fuel consumption in pro-ducing asphalt concrete in the face of stringent environmentalregulations (CO2 and noxious substances emission from traditionalasphalt mixture production). Now it has generated waves of inter-est in US among industry practitioners and academic researchers.The general information, industry practices, and environmentalbenefits about WMA technology can be found in literature [1,2].
Rutting is one of the most important distresses for asphalt pave-ments. It is caused by material consolidation and lateral movementdue to repeated heavy wheel loadings on the various pavementlayers/subgrade. The distress is manifested by a depressed rutalong the wheel path on the pavement surface. The rutting distressis viewed as not a structure failure, but a serious safety hazard tovehicles because hydroplaning can occur in the presence of ruttingin rainy weather, resulting in serious traffic accidents. Moreover,vehicles tend to be pulled towards the rut path, making it difficultto drive. Many factors can contribute to the rutting distress ofpavement, such as environment (high temperature), truck speedand tire contact pressure; the methods to prevent the rutting are
ll rights reserved.
o).
primarily through engineering an asphalt mixture with improvedshear resistance to withstand problems posed by the environmentand traffic loadings. However, the addition of warm mix additivesinto the asphaltic mixture can complicate the engineering process;more knowledge is needed to assess the influence of the warmadditives to the pavement rutting performance.
The rutting performances with some of the commonly usedwarm additives have been investigated individually by previousresearch. Research showed that Sasobit� and Evotherm� do notincrease the rutting potential, and rutting potential did increasedue to lowered mixing temperature [3,4]. Xiao et al. did researchon the WMA rutting performance with moist aggregate [5], theresults showed the mixture with Sasobit� additive exhibited thebest rutting resistance, while the mixture containing Asphamin�
and Evotherm� additives generally showed a similar rut resistanceto the control mixture. However, the research did not quantitativelyseparate the possible effect the warm additives on the asphalt bin-der from the effect of lowered temperature due to reduced aging,and there is possible interaction effect between warm additivesand aging rate. Further, the WMA technology has been evolvedsince its emergence; various warm additive products are availablein the market. The chemical components and physical propertiesvary from product to product. The diversity in the warm additivesmakes the selection of warm additives different; apple-to-applecomparison on their rutting performance should be gained throughfurther research to facilitate the warm additive selection.
The objective of this research is by incorporating various warmadditives in the study to compare the rutting performance of these

Table 1Mixing and compacting temperatures.
Treatment levels Mixing temperatures Compacting temperatures
�C �F �C �F
High level 150 302 135 275Medium level 135 275 120 248Low level 120 248 105 221
266 W. Zhao et al. / Construction and Building Materials 31 (2012) 265–272
additive modified asphaltic mixtures with the control group andamong themselves, and further to characterize the influence ofwarm mix modification on permanent deformation performance.
2. Experimental plan
A three-factor, full level, well balanced experiment was planned and carried outin a well-controlled lab environment to fulfill the objectives of this study. Threeexperimental factors are warm additive, mixing and compacting temperaturesand asphalt binder source. Only one aggregate source is utilized. The Asphalt Pave-ment Analyzer (APA) was conducted to evaluate the rutting performance of themixtures. After the APA test, the binders were extracted from some selected mix-ture types, identifying the possible causative relationship between rheologicalproperties and the rutting performance. The experimental design flow chart is pre-sented in Fig. 1. The rationales for the main experimental factors utilized are pre-sented in the following paragraphs.
2.1. Warm additive
To characterize the rutting performance of warm mix asphaltic mixtures, vari-ous warm additives are needed for further inductive reasoning with respect to moregeneral inference. Four warm additive products were identified and employed inthis study, so that their performance can be compared to the traditional HMA con-trol mix and among themselves as well. All the additives are not involved in foam-ing technology/mechanism. Two additives are in solid state at the roomtemperature, while the other two additives are viscous liquid. The warm additiveswere selected in such a way that the characterization of the products from thesetwo categories (wax and chemical) could be possibly investigated.
2.2. Mixing temperature
Three levels of mixing and compaction temperatures were adopted in the study.Warm mix asphalt is produced at temperatures in the range of 16–55 �C (30–100 �F) lower than the typical hot mix asphalt [2]. The range of mixing temperaturefrom 120 �C to 150 �C was studied through three temperature levels with an inter-val of 15 �C (Table 1). Further, this temperature arrangement allows the effect oftemperatures on rutting performance to be separated from the warm additives.The temperature arrangement can also allow the effect to be evaluated throughchanges in binder aging during the production process. The compaction tempera-tures are lower than the mixing temperatures by 15 �C at every treatment level.
2.3. Binder source
Three binder sources and one aggregate were utilized in the study. Asphalt iscomprised of various compounds, and is usually melted into a liquid state by apply-ing heat to a predetermined temperature before mixing with aggregates. In thisstudy, the utilized warm additives were either organic waxes or chemicals; at theelevated mixing temperature, the chemicals in the asphalt and warm additivesmay interact with each other in various ways such as physical interaction or chem-ical reaction. The alleged interactions can further influence the properties of theasphaltic mixtures made with the warm additives. Compared with asphalt, the min-eral components in aggregate material are relatively stable and inert; therefore,warm additives are more likely to interact and undergo chemical reaction with bin-der than aggregate. It is very important to examine whether the effects of the warmadditives on the mixture properties, if any that would be found in this study, will bevalid just in one particular asphalt binder or many binders. Utilizing binder fromdifference sources/grades can provide a wide context in which the warm additiveeffects would be characterized.
0 (No Additive) Additive A Additive B
Binder N: PG 58-28 Binder C: PG 64-22 Binder I: PG 64-22
Additive C Additive D
High: 150 C
Medium: 135°C
Low: 120 C
Mixing Temperature
Extract binder from selected mixtures; Conduct DSR tests
Fig. 1. The experimental design flow chart.
3. Materials
3.1. Warm additives
Four warm additive products were investigated in the experi-ment; the binder without any additive was the control and referredas ‘‘virgin binder’’ throughout this paper. All the additives involveno foaming mechanism in producing WMA. The manufacturer rec-ommended dosages were adopted to add the warm additives intothe asphalt mixtures. Additives A and B are wax products; bothwere added at a rate of 1.5% by the weight of asphalt binder. Addi-tives C and D are identified as chemical products at the room tem-perature, and added at a rate of 0.3% and 0.5% by the weight ofasphalt binder, respectively. The physical properties of the warmadditives are presented in Table 2.
All the additives were added into the binder before mixing, andthe uniformity of the subsequent binders were achieved by thor-ough hand blending at the target mixing temperatures. During thisblending process, a certain amount of physical effort was requiredto overcome the resistance of the binder to the blending spatula.The degree of resistance was a reflection of the viscosities of themodified binders at the corresponding temperatures. Comparedto the virgin binder (no warm additives), the same level of blendingeffort was noticed to stir the additives A and B modified binders.However, an appreciable lower blending effort was required inblending binder with additives C or D, as compared with the effortin blending virgin binder (no warm additives). This may indicatethe manufacturer recommended additive dosage might not be en-ough to obtain and adequate viscosity level such as the one speci-fied for HMA mixing (0.28 ± 0.03 Pa s). When the binders weremixed with aggregate to produce asphaltic mixtures, the mixingtime at lower temperatures for virgin and chemical-modified bind-ers (additives A and B) was extended to a longer period to obtain auniform binder coating. The viscosity reduction and workability ofWMA binder using the same warm additives can be found in an-other study [6]. Nevertheless, this paper mainly focuses on theeffects and characterization of warm additives on the ruttingperformance of WHA mixtures, rather than the workability.
3.2. Asphalt binders
Two PG 62-22 binders were used in this study. They were desig-nated as binder C and I, respectively. One PG 58-28 softer binderwas utilized and designated as binder N; it came from the same as-phalt binder terminal as binder I. The Superpave binder physicalproperties are listed in Table 3. It should be noted that the rankingof the G⁄/sind for the original binders Rolling Thin Film Oven (RTFO)residue binders is the same: at their corresponding test tempera-tures, binder C has the highest value, followed by binder N, thenby binder I.
3.3. Aggregate
The aggregate used in this research was from a quarry in SouthCarolina. It is composed predominantly of quartz and potassiumfeldspar. The related physical properties of the aggregate are re-ported in Table 4.
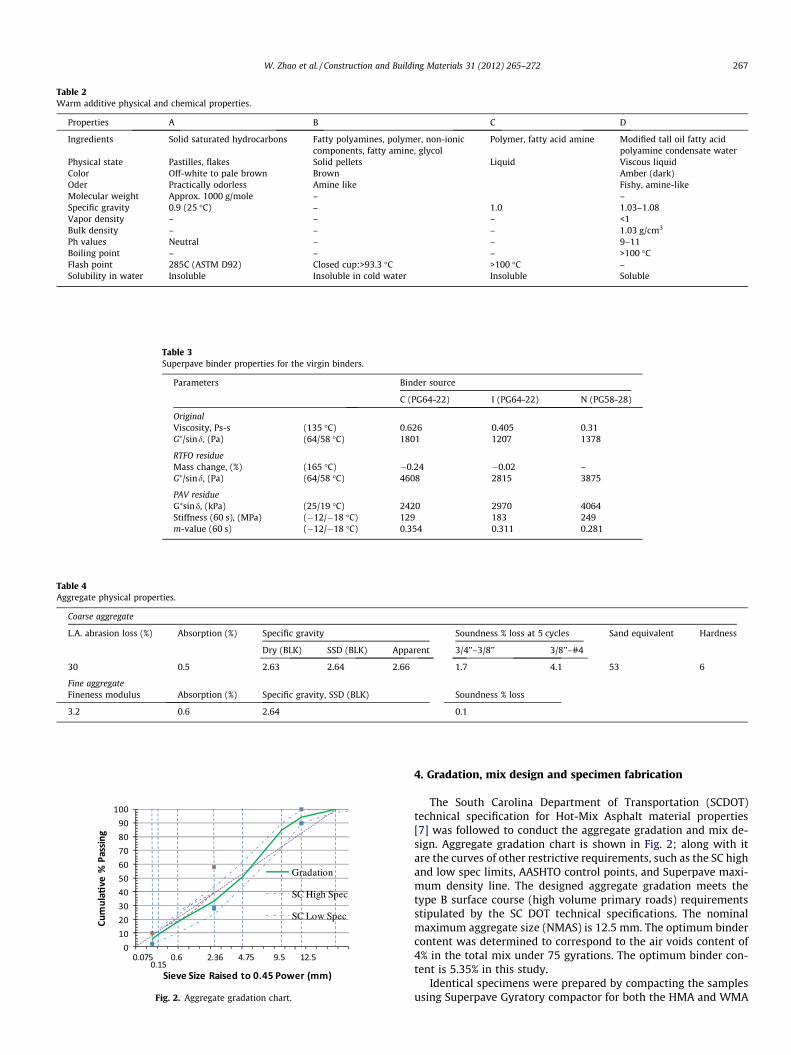
Table 2Warm additive physical and chemical properties.
Properties A B C D
Ingredients Solid saturated hydrocarbons Fatty polyamines, polymer, non-ioniccomponents, fatty amine, glycol
Polymer, fatty acid amine Modified tall oil fatty acidpolyamine condensate water
Physical state Pastilles, flakes Solid pellets Liquid Viscous liquidColor Off-white to pale brown Brown Amber (dark)Oder Practically odorless Amine like Fishy, amine-likeMolecular weight Approx. 1000 g/mole – –Specific gravity 0.9 (25 �C) – 1.0 1.03–1.08Vapor density – – – <1Bulk density – – – 1.03 g/cm3
Ph values Neutral – – 9–11Boiling point – – – >100 �CFlash point 285C (ASTM D92) Closed cup:>93.3 �C >100 �C –Solubility in water Insoluble Insoluble in cold water Insoluble Soluble
Table 3Superpave binder properties for the virgin binders.
Parameters Binder source
C (PG64-22) I (PG64-22) N (PG58-28)
OriginalViscosity, Ps-s (135 �C) 0.626 0.405 0.31G⁄/sind, (Pa) (64/58 �C) 1801 1207 1378
RTFO residueMass change, (%) (165 �C) �0.24 �0.02 –G⁄/sind, (Pa) (64/58 �C) 4608 2815 3875
PAV residueG⁄sind, (kPa) (25/19 �C) 2420 2970 4064Stiffness (60 s), (MPa) (�12/�18 �C) 129 183 249m-value (60 s) (�12/�18 �C) 0.354 0.311 0.281
Table 4Aggregate physical properties.
Coarse aggregate
L.A. abrasion loss (%) Absorption (%) Specific gravity Soundness % loss at 5 cycles Sand equivalent Hardness
Dry (BLK) SSD (BLK) Apparent 3/4’’–3/8’’ 3/8’’–#4
30 0.5 2.63 2.64 2.66 1.7 4.1 53 6
Fine aggregateFineness modulus Absorption (%) Specific gravity, SSD (BLK) Soundness % loss
3.2 0.6 2.64 0.1
Fig. 2. Aggregate gradation chart.
W. Zhao et al. / Construction and Building Materials 31 (2012) 265–272 267
4. Gradation, mix design and specimen fabrication
The South Carolina Department of Transportation (SCDOT)technical specification for Hot-Mix Asphalt material properties[7] was followed to conduct the aggregate gradation and mix de-sign. Aggregate gradation chart is shown in Fig. 2; along with itare the curves of other restrictive requirements, such as the SC highand low spec limits, AASHTO control points, and Superpave maxi-mum density line. The designed aggregate gradation meets thetype B surface course (high volume primary roads) requirementsstipulated by the SC DOT technical specifications. The nominalmaximum aggregate size (NMAS) is 12.5 mm. The optimum bindercontent was determined to correspond to the air voids content of4% in the total mix under 75 gyrations. The optimum binder con-tent is 5.35% in this study.
Identical specimens were prepared by compacting the samplesusing Superpave Gyratory compactor for both the HMA and WMA

268 W. Zhao et al. / Construction and Building Materials 31 (2012) 265–272
mixtures involved in this study. The target air voids content wasset at 4% for the APA rut test. Two replicates were fabricated foreach treatment combination.
5. Test method
5.1. The APA test
Asphalt Pavement Analyzer was utilized to investigate therutting susceptibility of the mixtures. The standard test procedurethat was followed in this study can be found in AASHTO TP 63-03,determining rutting susceptibility of Hot-Mix Asphalt (HMA) Usingthe Asphalt Pavement Analyzer. The APA test is a simulative test;the load on the samples applied by the rolling wheels through thepressurized hose simulates the loading situations of heavy vehiclesas their tires are passing on the pavement. Not only the load mag-nitude but also the repeated loading mode makes the test a goodcandidate to evaluate an asphaltic material’s resistance to rutting.Research shows the APA test results have a good correlation withthe rutting performance under the accelerated pavement testingwith a heavy vehicle simulator [8]. Other researchers have shownthe APA rut depths are correlated well to field performances whenloading and environmental conditions are appropriate [9,10].
In this study the test temperature was set at either 64 �C (147 �F)or 58 �C (136 �F), depending on the binder high temperature grade.The hose pressure was set at 700 ± 35 kPa (100 ± 5 psi), cylinderload on each wheel was set 445 ± 22 N (100 ± 5 lbf.); after 8000loading cycles, the rut depths were measured manually.
5.2. Binder extraction
To identify the possible correlation between the rheologicalproperties of the warm additive modified binders and the ruttingperformance, the effort was made to extract the binders from themixtures and conduct binder test subsequently. Since the binderextraction requires tremendous lab work, only nine mixtures weresubjected to binder extraction; their mix codes (treatment combi-nation) are listed in Table 5.
A Rotavapor evaporator and other centrifuge devices were usedto conduct the binder extraction. The test protocol was per SCDOTtest designation: SC-T-95 [11].
5.3. Binder rheology test
The Dynamic Shear Rheometer (DSR) was used to conduct thebinder rheology test for the recovered binders. Initially, the valuesof the test parameters, such as the plate oscillation speed and sam-ple strain control level were adopted from a RTFO residue sampleDSR test. However, the aging degree during the mixing and com-paction did not reach the same level as a RTFO aging process canhave, which made the test impossible. The parameter values wereadopted by following the DSR tests for original binders, namely anoscillation speed of 10 rad/s and 12% of strain control.
Table 5Mixes subjected to binder extraction.
Mix code Binder source Mixing temperature Warm additive
IL0 I (PG64-22) Low 0 (no additive)ILA I (PG64-22) Low AILB I (PG64-22) Low BILC I (PG64-22) Low CILD I (PG64-22) Low DIMA I (PG64-22) Mid/medium AIHA I (PG64-22) High ACLA C (PG64-22) Low ANLA N (PG64-22) Low A
6. Results and discussions
A general linear model procedure was carried out to conductthe statistical analysis. In this 3-factored experiment, the rut depthresults can be partitioned into 8 sections: 3 main factor terms, 3two-way factor interaction terms, 1 three-way interaction term,and an experimental error term. The Analysis of Variance (ANOVA)test was used to determine whether each of the factor effects wassignificant or not. The level of test significance was set at 5%; inother words, there are 5% of chances to make a type I error inthe hypothesis test. If the p-value of a test result is less than 5%,the alternative hypothesis that not all treatment means are thesame will be accepted as true. The ANOVA table of the statisticaltest is presented in Table 6, and detailed discussions are given inthe following sections.
6.1. Main factor effects
Statistical analysis shows that the binder source had a signifi-cant effect on the mixtures’ rutting performance. The binder sourceeffects due to binder source difference are presented in Fig. 3.Mixtures using binder source C had the best rut performance andbinder N (PG 58-28) was better than binder I (PG 64-22). It shouldbe noted that the APA test temperature for binder N was 58 �C,while the test temperature for binder I was 64 �C. Virgin binderhigh temperature parameter, G⁄/sind, is an index of the stiffnessof the virgin binders. The values of the parameter (in Table 3) de-crease from binder C to binder I, following the same pattern astheir effects on rutting performance. The agreement between thebinder G⁄/sind values and their corresponding rutting performanceindicates that the validity of using this parameter to predict ruttingperformance due to the virgin binder stiffness.
The effects of mixing and compacting temperatures on rutdepth were statistically significant in this study. Their effects arepresented in Fig. 4. The mean rut depth for those mixtures mixedat a high mixing temperature is the lowest; as the mixing temper-ature lowers, rut depths increase. The results are consistent withthe authors’ expectation. The reason is that less binder age-harden-ing will occur as the mixing temperature lowers; therefore, thebinder becomes less stiff and more susceptible to rutting as com-pared to the traditional HMA mixtures. This might warrant that astiffer binder or an asphaltic material such as a reclaimed asphaltpavement (RAP) can be used to offset the rutting problem whenlower mixing temperature is involved.
The relationship between the temperature change and the rutdepth appears to be nonlinear in Fig. 4. From the medium to lowmixing temperature, the increase in the mean rut depth is greater,as compared to the high to medium production temperature range.This indicates a nonlinear binder aging rate across the loweredtemperature; when the mixing temperature drops, the rate ofaging slows down correspondingly.
The statistical analysis reveals that the warm additive effect onrutting results was significant. The alternative hypothesis is thatnot all the warm additive treatment means are the same. The gra-phic illustration of the warm additive effect is presented in Fig. 5.As noticed, the mean rut depths of chemical warm additives areat the same level as the control binder (no additive). It is necessaryto conduct multiple comparison analysis to discern which warmadditive treatments are different from the control binder.
Turkey’s analysis was conducted, and the results are shown inTable 7. As noticed, the mean values of rut depths of the A and B(wax) modified mixtures are different from the control mixtureand the chemical additive modified mixtures. While no distinct dif-ference between the control binder and chemical additive treatedbinders was observed, they were categorized into one statisticalgroup. When wax additives were added into the binder, they stiff-

Table 6ANOVA table of the statistical analysis.
Source DF Seq SS Adj SS Adj MS F statistic P value Significant?
Binder sources (BS) 2 8.707 11.843 5.922 6.030 0.005 YesTemperatures (T) 2 40.991 36.106 18.053 18.390 0.000 YesWarm additives (WA) 4 116.148 112.255 28.064 28.590 0.000 YesBS � T 4 19.342 18.864 4.716 4.800 0.002 YesBS �WA 8 3.205 3.206 0.401 0.410 0.910 NoT �WA 8 15.318 15.346 1.918 1.950 0.074 NoBS � T �WA 16 51.737 51.737 3.234 3.290 0.001 YesError 47 46.142 46.142 0.982Total 91 301.590
NIC
6.6
6.4
6.2
6.0
5.8
5.6
5.4
5.2
5.0
Binder Source
Mea
n of
Rut
Dep
th (
mm
)
Tested at 64°C PG 64-22
Tested at 64°C PG 64-22
Tested at 58°C PG 58-28
Fig. 3. Binder source effects on rutting performance.
NIC
6.6
6.4
6.2
6.0
5.8
5.6
5.4
5.2
5.0
Fig. 4. Mixing temperature effect on mean rut depth.
DCBA0
7.5
7.0
6.5
6.0
5.5
5.0
4.5
4.0
Warm Additive
Mea
n of
Rut
Dep
th (
mm
)
(no additive) Control
Wax
Wax
Chemical Chemical
Fig. 5. Warm additive effect on rutting depth.
W. Zhao et al. / Construction and Building Materials 31 (2012) 265–272 269
ened the binder and the rutting resistance increases accordingly.Chemical additives added at the studied dosages did not softenthe binder; their rutting behaviors are statistically the same asthe virgin binder. Wax additives can increase the binder stiffness,and offset the rutting susceptibility due to a lower production tem-perature associated with WMA technology. However, the stiffeningeffect of wax additives might have negative influence on mixtures’resistance to cracking.
6.2. 2-way interaction
Strong evidence (p-value = 0.91) shows that no interactionoccurred between warm additives and the binder source. This isvery important because the finding regarding the warm additiveeffects is valid across all of the asphalt binders employed in thisstudy, even though the binders came from different source and dif-fer in the properties. This indicates that the warm additive effectsare not binder-specific and can be interpreted to be applicable to awider range of binder sources. The interaction plot is presented inFig. 6.
The statistical analysis shows that there was no sufficient evi-dence (p-value = 7.4%) to claim an interaction effect between warmadditives and mixing temperatures with regard to the rutting re-sults. As noticed in Fig. 7, overall, there is no interaction effect.Since the warm additive effect is the focus of this study, this nointeraction result indicates that the warm additive effects are valid,regardless of the mixing/compaction temperatures employed inthis study. Therefore, the additive effects on rutting performanceare not mixing temperature specific. Moreover, Additive C had arelatively lower variability across the mixing temperatures as com-pared to other warm additives. It can be inferred that the aging ef-fect is not sensitive to mixing temperature and additive C might
have some anti-aging effect. In other words, when mixing temper-ature is elevated for mixtures containing additive C, the oxidationdegree does not increase as much as observed in other warm addi-tive modified mixtures. On the other hand, it appears the mean rutdepths in the mixtures containing additive D scatter to a larger ex-tent compared to the wax additive modified mixtures. This indi-cates that the binder aging might be sensitive to temperaturechange in the presence of additive D. However, the degree of datascattering across the mixing temperatures might be attributed touncontrollable experimental errors. The real reason remainsunknown; whether some chemical additives can accelerate or slowthe aging process requires further investigations.
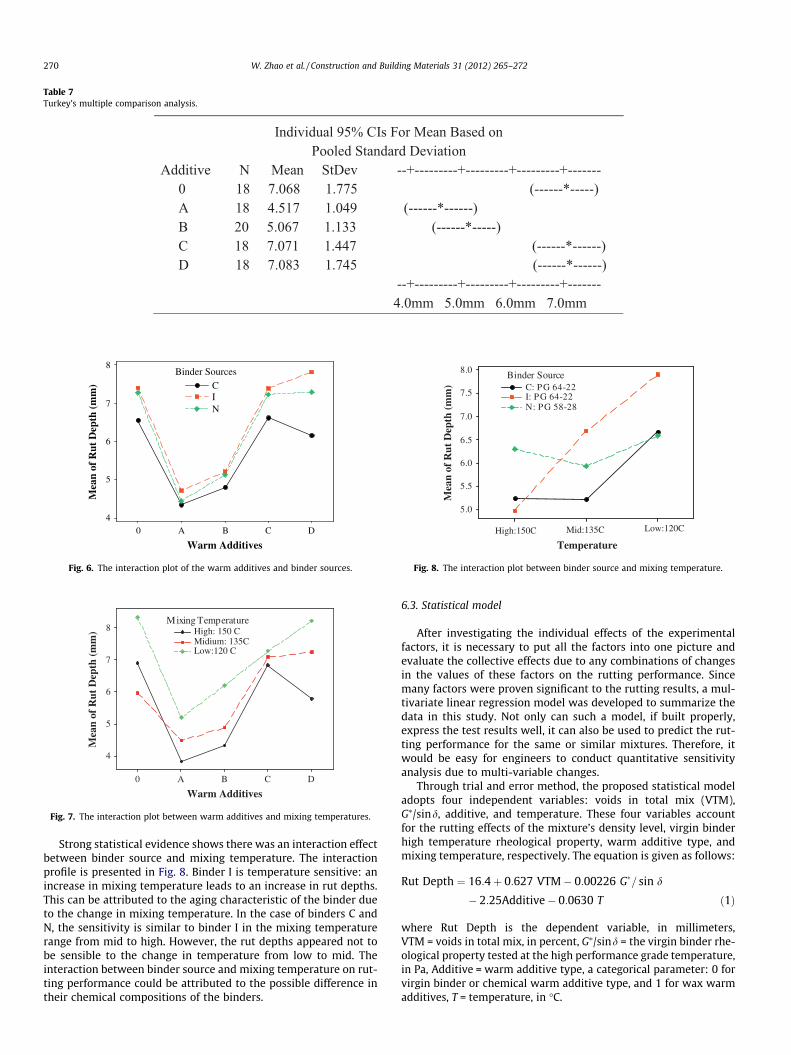
Table 7Turkey’s multiple comparison analysis.
DCBA0
8
7
6
5
4
Warm Additives
Mea
n of
Rut
Dep
th (
mm
) CIN
Binder Sources
Fig. 6. The interaction plot of the warm additives and binder sources.
DCBA0
8
7
6
5
4
Warm Additives
Mea
n of
Rut
Dep
th (
mm
) High: 150 CMidium: 135CLow:120 C
Mixing Temperature
Fig. 7. The interaction plot between warm additives and mixing temperatures.
8.0
7.5
7.0
6.5
6.0
5.5
5.0
Temperature
C: PG 64-22I: PG 64-22N: PG 58-28
High:150C Mid:135C Low:120C
Binder Source
Mea
n of
Rut
Dep
th (
mm
)
Fig. 8. The interaction plot between binder source and mixing temperature.
270 W. Zhao et al. / Construction and Building Materials 31 (2012) 265–272
Strong statistical evidence shows there was an interaction effectbetween binder source and mixing temperature. The interactionprofile is presented in Fig. 8. Binder I is temperature sensitive: anincrease in mixing temperature leads to an increase in rut depths.This can be attributed to the aging characteristic of the binder dueto the change in mixing temperature. In the case of binders C andN, the sensitivity is similar to binder I in the mixing temperaturerange from mid to high. However, the rut depths appeared not tobe sensible to the change in temperature from low to mid. Theinteraction between binder source and mixing temperature on rut-ting performance could be attributed to the possible difference intheir chemical compositions of the binders.
6.3. Statistical model
After investigating the individual effects of the experimentalfactors, it is necessary to put all the factors into one picture andevaluate the collective effects due to any combinations of changesin the values of these factors on the rutting performance. Sincemany factors were proven significant to the rutting results, a mul-tivariate linear regression model was developed to summarize thedata in this study. Not only can such a model, if built properly,express the test results well, it can also be used to predict the rut-ting performance for the same or similar mixtures. Therefore, itwould be easy for engineers to conduct quantitative sensitivityanalysis due to multi-variable changes.
Through trial and error method, the proposed statistical modeladopts four independent variables: voids in total mix (VTM),G⁄/sind, additive, and temperature. These four variables accountfor the rutting effects of the mixture’s density level, virgin binderhigh temperature rheological property, warm additive type, andmixing temperature, respectively. The equation is given as follows:
Rut Depth ¼ 16:4þ 0:627 VTM� 0:00226 G�= sin d
� 2:25Additive� 0:0630 T ð1Þ
where Rut Depth is the dependent variable, in millimeters,VTM = voids in total mix, in percent, G⁄/sind = the virgin binder rhe-ological property tested at the high performance grade temperature,in Pa, Additive = warm additive type, a categorical parameter: 0 forvirgin binder or chemical warm additive type, and 1 for wax warmadditives, T = temperature, in �C.
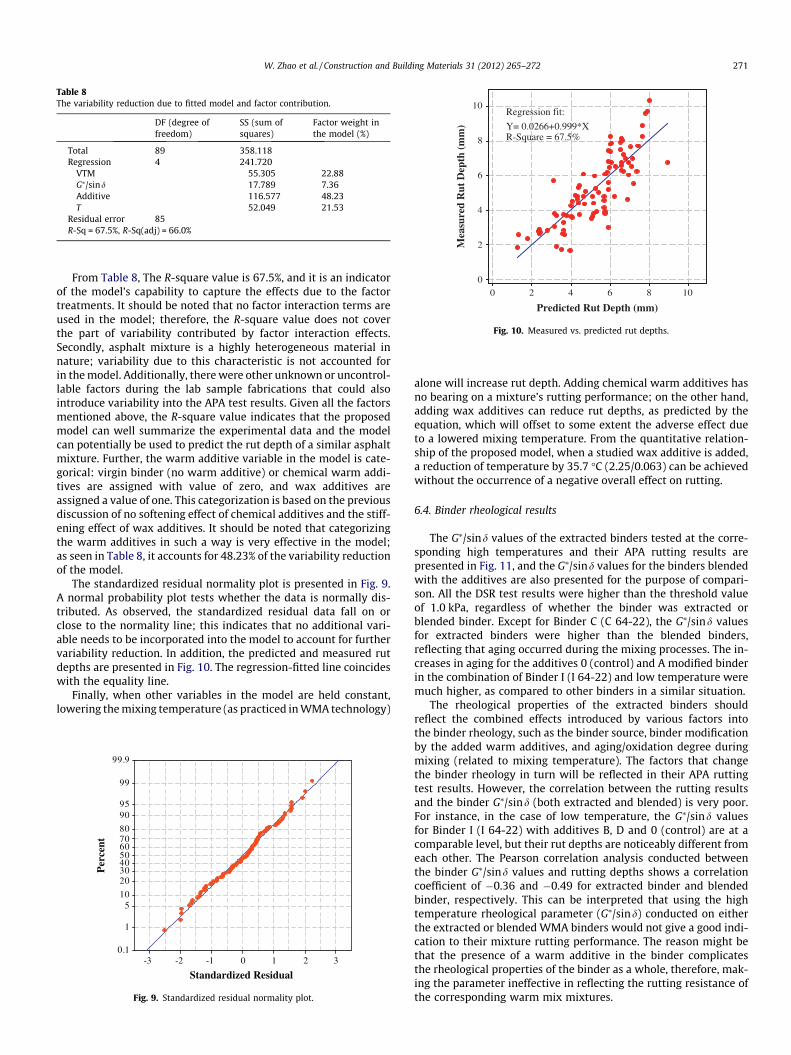
Table 8The variability reduction due to fitted model and factor contribution.
DF (degree offreedom)
SS (sum ofsquares)
Factor weight inthe model (%)
Total 89 358.118Regression 4 241.720
VTM 55.305 22.88G⁄/sind 17.789 7.36Additive 116.577 48.23T 52.049 21.53
Residual error 85R-Sq = 67.5%, R-Sq(adj) = 66.0%
0 2 4 6 8 10
10
8
6
4
2
0
Predicted Rut Depth (mm)
Mea
sure
d R
ut D
epth
(m
m)
R-Square = 67.5%Y= 0.0266+0.999*X
Regression fit:
Fig. 10. Measured vs. predicted rut depths.
W. Zhao et al. / Construction and Building Materials 31 (2012) 265–272 271
From Table 8, The R-square value is 67.5%, and it is an indicatorof the model’s capability to capture the effects due to the factortreatments. It should be noted that no factor interaction terms areused in the model; therefore, the R-square value does not coverthe part of variability contributed by factor interaction effects.Secondly, asphalt mixture is a highly heterogeneous material innature; variability due to this characteristic is not accounted forin the model. Additionally, there were other unknown or uncontrol-lable factors during the lab sample fabrications that could alsointroduce variability into the APA test results. Given all the factorsmentioned above, the R-square value indicates that the proposedmodel can well summarize the experimental data and the modelcan potentially be used to predict the rut depth of a similar asphaltmixture. Further, the warm additive variable in the model is cate-gorical: virgin binder (no warm additive) or chemical warm addi-tives are assigned with value of zero, and wax additives areassigned a value of one. This categorization is based on the previousdiscussion of no softening effect of chemical additives and the stiff-ening effect of wax additives. It should be noted that categorizingthe warm additives in such a way is very effective in the model;as seen in Table 8, it accounts for 48.23% of the variability reductionof the model.
The standardized residual normality plot is presented in Fig. 9.A normal probability plot tests whether the data is normally dis-tributed. As observed, the standardized residual data fall on orclose to the normality line; this indicates that no additional vari-able needs to be incorporated into the model to account for furthervariability reduction. In addition, the predicted and measured rutdepths are presented in Fig. 10. The regression-fitted line coincideswith the equality line.
Finally, when other variables in the model are held constant,lowering the mixing temperature (as practiced in WMA technology)
3210-3 -2 -1
99.9
99
9590
80706050403020
105
1
0.1
Standardized Residual
Per
cent
Fig. 9. Standardized residual normality plot.
alone will increase rut depth. Adding chemical warm additives hasno bearing on a mixture’s rutting performance; on the other hand,adding wax additives can reduce rut depths, as predicted by theequation, which will offset to some extent the adverse effect dueto a lowered mixing temperature. From the quantitative relation-ship of the proposed model, when a studied wax additive is added,a reduction of temperature by 35.7 �C (2.25/0.063) can be achievedwithout the occurrence of a negative overall effect on rutting.
6.4. Binder rheological results
The G⁄/sind values of the extracted binders tested at the corre-sponding high temperatures and their APA rutting results arepresented in Fig. 11, and the G⁄/sind values for the binders blendedwith the additives are also presented for the purpose of compari-son. All the DSR test results were higher than the threshold valueof 1.0 kPa, regardless of whether the binder was extracted orblended binder. Except for Binder C (C 64-22), the G⁄/sind valuesfor extracted binders were higher than the blended binders,reflecting that aging occurred during the mixing processes. The in-creases in aging for the additives 0 (control) and A modified binderin the combination of Binder I (I 64-22) and low temperature weremuch higher, as compared to other binders in a similar situation.
The rheological properties of the extracted binders shouldreflect the combined effects introduced by various factors intothe binder rheology, such as the binder source, binder modificationby the added warm additives, and aging/oxidation degree duringmixing (related to mixing temperature). The factors that changethe binder rheology in turn will be reflected in their APA ruttingtest results. However, the correlation between the rutting resultsand the binder G⁄/sind (both extracted and blended) is very poor.For instance, in the case of low temperature, the G⁄/sind valuesfor Binder I (I 64-22) with additives B, D and 0 (control) are at acomparable level, but their rut depths are noticeably different fromeach other. The Pearson correlation analysis conducted betweenthe binder G⁄/sind values and rutting depths shows a correlationcoefficient of �0.36 and �0.49 for extracted binder and blendedbinder, respectively. This can be interpreted that using the hightemperature rheological parameter (G⁄/sind) conducted on eitherthe extracted or blended WMA binders would not give a good indi-cation to their mixture rutting performance. The reason might bethat the presence of a warm additive in the binder complicatesthe rheological properties of the binder as a whole, therefore, mak-ing the parameter ineffective in reflecting the rutting resistance ofthe corresponding warm mix mixtures.
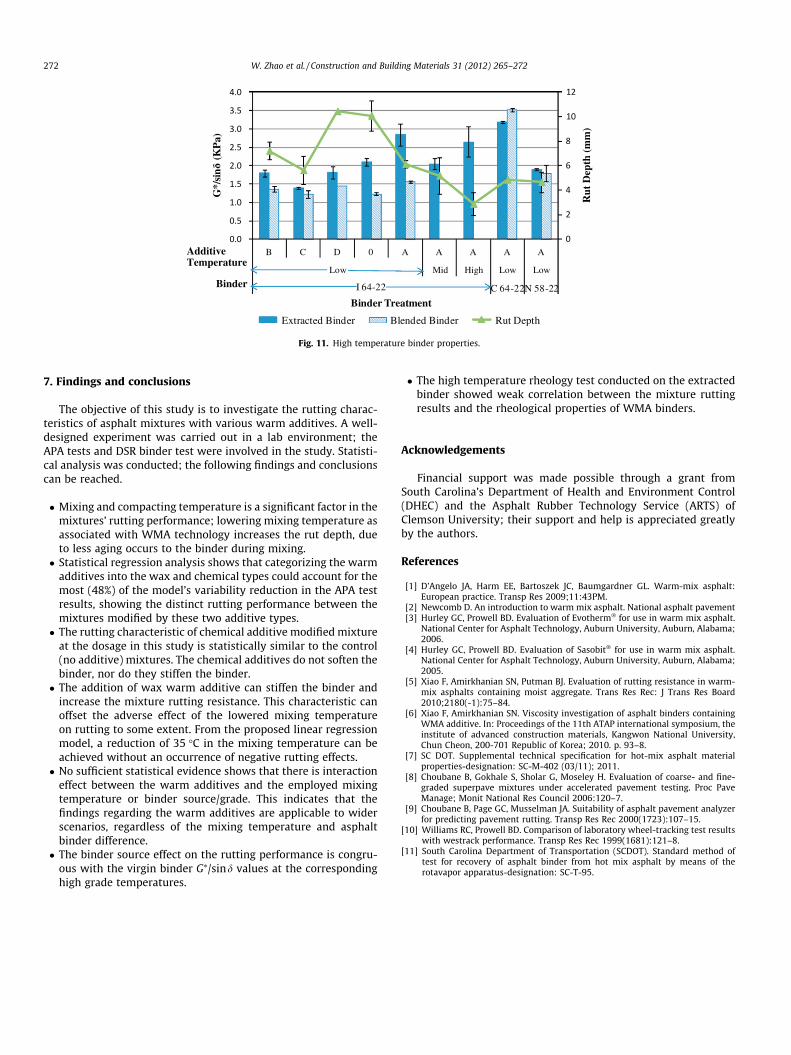
B C D 0 A A A A A
Low Mid High Low Low
I 64-22 C 64-22N 58-22
Rut
Dep
th (
mm
)
Binder Treatment
Extracted Binder Blended Binder Rut Depth
AdditiveTemperature
Binder
G*/
sin
(KP
a)
Fig. 11. High temperature binder properties.
272 W. Zhao et al. / Construction and Building Materials 31 (2012) 265–272
7. Findings and conclusions
The objective of this study is to investigate the rutting charac-teristics of asphalt mixtures with various warm additives. A well-designed experiment was carried out in a lab environment; theAPA tests and DSR binder test were involved in the study. Statisti-cal analysis was conducted; the following findings and conclusionscan be reached.
� Mixing and compacting temperature is a significant factor in themixtures’ rutting performance; lowering mixing temperature asassociated with WMA technology increases the rut depth, dueto less aging occurs to the binder during mixing.� Statistical regression analysis shows that categorizing the warm
additives into the wax and chemical types could account for themost (48%) of the model’s variability reduction in the APA testresults, showing the distinct rutting performance between themixtures modified by these two additive types.� The rutting characteristic of chemical additive modified mixture
at the dosage in this study is statistically similar to the control(no additive) mixtures. The chemical additives do not soften thebinder, nor do they stiffen the binder.� The addition of wax warm additive can stiffen the binder and
increase the mixture rutting resistance. This characteristic canoffset the adverse effect of the lowered mixing temperatureon rutting to some extent. From the proposed linear regressionmodel, a reduction of 35 �C in the mixing temperature can beachieved without an occurrence of negative rutting effects.� No sufficient statistical evidence shows that there is interaction
effect between the warm additives and the employed mixingtemperature or binder source/grade. This indicates that thefindings regarding the warm additives are applicable to widerscenarios, regardless of the mixing temperature and asphaltbinder difference.� The binder source effect on the rutting performance is congru-
ous with the virgin binder G⁄/sind values at the correspondinghigh grade temperatures.
� The high temperature rheology test conducted on the extractedbinder showed weak correlation between the mixture ruttingresults and the rheological properties of WMA binders.
Acknowledgements
Financial support was made possible through a grant fromSouth Carolina’s Department of Health and Environment Control(DHEC) and the Asphalt Rubber Technology Service (ARTS) ofClemson University; their support and help is appreciated greatlyby the authors.
References
[1] D’Angelo JA, Harm EE, Bartoszek JC, Baumgardner GL. Warm-mix asphalt:European practice. Transp Res 2009;11:43PM.
[2] Newcomb D. An introduction to warm mix asphalt. National asphalt pavement[3] Hurley GC, Prowell BD. Evaluation of Evotherm� for use in warm mix asphalt.
National Center for Asphalt Technology, Auburn University, Auburn, Alabama;2006.
[4] Hurley GC, Prowell BD. Evaluation of Sasobit� for use in warm mix asphalt.National Center for Asphalt Technology, Auburn University, Auburn, Alabama;2005.
[5] Xiao F, Amirkhanian SN, Putman BJ. Evaluation of rutting resistance in warm-mix asphalts containing moist aggregate. Trans Res Rec: J Trans Res Board2010;2180(-1):75–84.
[6] Xiao F, Amirkhanian SN. Viscosity investigation of asphalt binders containingWMA additive. In: Proceedings of the 11th ATAP international symposium, theinstitute of advanced construction materials, Kangwon National University,Chun Cheon, 200-701 Republic of Korea; 2010. p. 93–8.
[7] SC DOT. Supplemental technical specification for hot-mix asphalt materialproperties-designation: SC-M-402 (03/11); 2011.
[8] Choubane B, Gokhale S, Sholar G, Moseley H. Evaluation of coarse- and fine-graded superpave mixtures under accelerated pavement testing. Proc PaveManage; Monit National Res Council 2006:120–7.
[9] Choubane B, Page GC, Musselman JA. Suitability of asphalt pavement analyzerfor predicting pavement rutting. Transp Res Rec 2000(1723):107–15.
[10] Williams RC, Prowell BD. Comparison of laboratory wheel-tracking test resultswith westrack performance. Transp Res Rec 1999(1681):121–8.
[11] South Carolina Department of Transportation (SCDOT). Standard method oftest for recovery of asphalt binder from hot mix asphalt by means of therotavapor apparatus-designation: SC-T-95.