Embed Size (px)
Citation preview

7/26/2019 C2 HK he Fe.pdf
http://slidepdf.com/reader/full/c2-hk-he-fepdf 1/10
1
1
Chương 2. THÉP CÓ HÀM LƯỢNG CACBON THẤP
Nhóm thép đa phần có hàm lượng C thấp,thường %C<0,2 (có thể đến 0,25-0,3%)
Để cải thiện cơ tính: thêm NTHK ở mức vilượng hay thấp ( %NTHK 2%) tăngbền, chống ăn mòn…
Tính chất nổi bật: dẻo dai, hàn tốt.
Ứng dụng: Xây dựng nhà cửa, cầu,đường ống dẫn, CN ô tô….
2
2.1. Thép cán nóng thông dụng
1. Thành phần và tính chất
Chiếm 80% khối lượng thép dùng trong
thực tế (ở dạng hình U, I, L) Chủ yếu được sử dụng trong xây dựng
nhà cửa, cầu….
Thành phần: đảm bảo độ dẻo, dai, tínhhàn tốtthành phần C hạn chế <0,22%;
> 0,25% tính hàn kém.
Nếu có các NTHK thì tính theo Cđl (Cđương lượng):
3
15
Cu Ni
5
VMoCr
6
MnCC
dl
Không vượt quá 0,55%
- Nguyên nhân: Khi hàn thép bị chảy (T>10000
C)hạt As bị lớn, khi nguội trong không khí sẽ nhận được F+Xe là X hay Tbền hơn nhưng kéo dẻo giòn,dễ gẫy khi làm việc. Thép có tính công nghệ khá tốt (dễ cắt gọt, biếndạng…) và không đòi hỏi tính nhiệt luyện. Théplàm cốt bê tông dự ứng lực có yêu cầu cơ tínhcao hơn với thành phần C cao có qua Tôi+ram thựchiện ngay ở nhà máy luyện kim (sau cán, kéo)
4
Cơ tính:- Độ bền theo yêu cầu (thấp : 240-26-MPa); nếu caohơn (340-350MPa) giảm bớt 20-25% khối lượng kimloạihiệu quả kinh tế cao- Khi hợp kim hóa vi lượng NTHK có thể đạt đến500MPa- Độ dẻo cao =15-35% (dễ uốn, gập): thông thường=18-20%; tấm mỏng cần dẻo cao hơn(30-35%-vỏ ô tô)- Độ dai tốt: khoảng 500Kj/m2 (chịu rung động như gióbão, va dập do phương tiện giao thông, T thất thường. Tính chống ăn mòn trong khí quyển kém: trong KK ẩm,khí quyển CN: CO2; SO2, H2S…, nước biển có Cl-hạnchế bằng sơn phủ, hợp kim hóa thêm Cr, Cu, P…

7/26/2019 C2 HK he Fe.pdf
http://slidepdf.com/reader/full/c2-hk-he-fepdf 2/10
2
5
2. Thép cacbon thông dụng: Là thép C chất lượng thường Gồm 7 mác thông dụng: CT31-CT61; Phổ biến là: phân nhóm A: CT38; CT51 CT38 : 0,18 ÷
0,21%C; kết cấu thông dụng CT51: 0,30 ÷ 0,35%C; kết cấu chịu lực cao, tính hàn kémhơn (thép vằn) Độ bền thấp <300Mpa, độ dẻo cao 15-30% Nâng cao độ bền bằng kéo thép 6-8% tiết kiệm thép vàbớt công làm sạch gỉ (do gỉ bong khi kéo)
CT38: dùng nhiều như cột, xà, ống, dây, tấm lợp… CT51: chịu lực lớn hơn: lưỡi cày, bánh lồng trong NN,
dụngcụ cầm tay để gia công gỗ… Phân nhóm B và C ít dùng.
6
7
Mác tương đương: Nga: CTx (x=0-6); giống VN Mỹ: TC ASTM 570:Grade 30,33,36,40,45,50,5530,33…là 0,2 theo đơn vị ksi
VD: Grade30, 0,2 =30 ksi (205 MPa; tươngđương CT34Nhật:JIS G3101: SS330, 400, 490,540(b=MPa)
8
Thép làm cốt bê tông
Yêu cầu thép có khả năng chịu kéo, uốn và tải trọng động.
Theo TCVN 1651: chia 4 cấp
Cấp 1 – CI chịu lực thấp nhất: thép tròn trơn , mác CT38
Cấp 2-CII: thép có đốt-mác CT51
Cấp 3- CIII và cấp 4-CIV: cấp chịu lực cao, dùng thép HSLA:thép 35MnSi; 18Mn2Si; 25Mn2Si; 20CrMn2Zr…
Tiêu chuẩn của Mỹ: ASTM
Tròn trơn: b 485MPa; đh 385MPa
Có đốt: b 550MPa; đh 485MPa
Cao hơn CI và CII của VN
Tiêu chuẩn JIS:
Tròn trơn: SR235; SR295
Có đốt: SD295; SD345; SD390; SD490 (0,2= số -MPa)

7/26/2019 C2 HK he Fe.pdf
http://slidepdf.com/reader/full/c2-hk-he-fepdf 3/10
3
9
Thép làm bê tôngdự ứng lực có hàm lượng cacbontrong dải rộng tùy thuộc vào thép (có thể đến 0,8-0,9%C):
Cốt có thể là thép dây, thanh
Có thể là cáp: số sợikhác nhau-xoắnTrước khi làm cốt, thépthường được kéo đểtăng bềnHoặc tôi+ram+BD
10
3. Thép hợp kim vi lượng
Thành phần: khác thép C đôi chút
Vi lượng NTHK: Mn<1,5% + 0,1% NTHK tạo cacbit
mạnh (V,Nb,Ti- ví dụ 0,06%Nb) Cơ tính cao: đh 400-650MPa; b 500-850MPa; 15-
17% Nguyên nhân: do giảm kích thước hạt +sư có mặt
của pha thứ 2.
- Giảm kích thước hạt (tấm thành phẩm có cơ hạt 5-10micro)
- NTHK+ Cơ NL (khống chế quá trình cán-T kết thúc,tốc đô nguội) Pha thứ 2 nho mịn (TiC, NbC,VC…cỡ 10nm) cản trở hạt lớn + hóa bền phân tán.
11
Do hạt nho T biến giòn (T chuyển biến từ dẻosang giòn) rất thấp
Ứng dụng:
- Chế tạo chi tiết cần tính đàn hồi cao, va đập ở Tthấp: ống dẫn khí, dầu, kết cấu ở vùng băng giá
- Chi tiết cần giảm nhẹ trọng lượng - trong ô tô
Nhược điểm: do dh cao khó tạo hình bằng BDdẻo
12
4. Thép song pha (Dual phase – DP) Tổ chức tế vi: Đảo M trên nền F)
F dẻo (không có Xe) +M (đảo nhỏ) cứng:10-20% Cơ tính:
-dh trung bình (300-350MPa)-b sau BD dẻo tăng cao (650-700 MPa – xấp xỉthép HK vi lượng)-Dẻo cao (25-30%): đường cong biến dạng liên tục(không có đoạn nằm ngang hay điểm gãy khúc
tăng liên tục do biến dạng sau BD bằng rèn, dập 500 MPa

7/26/2019 C2 HK he Fe.pdf
http://slidepdf.com/reader/full/c2-hk-he-fepdf 4/10
4
13
• Đường cong biến dạng của thép DP và HSLA
14
Thành phần: %C 0,08-0,15% (thấp)
1-1,5% Mn (khá cao)
Nhiệt luyện: Nhiệt luyện + cơ nhiệt luyện đê chế tạo, cung cấp trước khi sư dụng:
- Cách 1: Nung thép trong khoảng Ac1- Ac3 : F+Astôi: F giữ nguyên, As chuyển biến thành M
- Cách 2: tôi trực tiếp sau cán hạ thấp nhiệt độxuống vùng trong khoảng A1-A3 tôi nhậnđược F+M
- Có thể cho thêm 0,5%Cr, 0,4%Mo để cải thiệnđộ thấm tôi.
15Thép DP có chứa Mnvà Si 16
Ứng dụng:
Nhóm HK vi lượng được sử dụng nhờ đh cao khó BD nguội sử dụng thép DP CN ôtô: mục đích giảm nhe trọng lượng của xe do đô bền cao & tăng liên tục trong qt BD (đường cong Ưs-BD), sau rèn dập đh tăng 500MPa.

7/26/2019 C2 HK he Fe.pdf
http://slidepdf.com/reader/full/c2-hk-he-fepdf 5/10
5
17
• Baì tập :
- Chọn nhiệt độ tôi để thép có tổ chức 2 phamactenxit và ferit cho thép 0,15% C (trong
đó M chiếm 20%)- Phân tích vai trò của các nguyên tô trongthép DP600
18
5. Thép hợp kim thấp, độ bền cao (HSLA):
• Tính chất: cao, cao, tính chống ănmòn tốt (tăng gấp 2-3 lần), tương đối rẻ.
• Hiệu quả kinh tế cao: dùng thép HSLAthay thế cho thép thông dụng;
0,2 = 350MPa tiết kiệm được 15% kim loại,
0,2 = 400MPa tiết kiệm được 25 30%,
0,2 = 600MPa tiết kiệm được 50%.
19
Thành phần:
HKH thấp bằng cácnguyên tố hòatan vàoFerit nhưng ít hạitới tínhhàn: Mn, Si, Cr, Cu và có thể cả Ni, B
Có thểHKH bằng nguyên tố tạo cacbit manh nhưV, Nb giữ độdẻo và độ dai cao (giữhạt nhỏ)
HK hóa bằng 0,20 - 0,30%Cu tăng (gấp 2 4 lần) tính chống ăn
mòn trong khí quyển. +Ni,Cr (0,5% mỗi nguyên tố)+P (<0,15%)tăng thêm tác dụng của Cu.
Dùngtôi + ram đểnângcaođộ bền, có thể đạt σch= 400 ÷ 600MPa(thực hiện ngaytừ nhà máy LK)
Chế tạo:
Tận dụng việc hợpkim hóa tự nhiên (dùng gang luyện từ vùngquặng giầu NTHK),
Sử dụnglại phế liệu làthép HK; dùng các nguyên tốrẻ như Mn, Si
tổng lượng hợpkim < 2,0 2,5%, tổng Cu+Ni+V+Mo 1,0%, mỗinguyên tố 0,5%, Mn có thểcao đến1,0%
20
Ứng dụng:
- Trong CN ô tô, tàu biển, khung toa xe,cầu, xây dựng….
giảm nhẹ kết cấu, nhỏ gọn hơn, ít phải
bảo dưỡng (sơn)….

7/26/2019 C2 HK he Fe.pdf
http://slidepdf.com/reader/full/c2-hk-he-fepdf 6/10
6
21
Bảng thành phần hóa học một số thép HSLA
22
Nhận xét: 3 thép đầu có tính hàn tốt: 19Mn thường dùng
làm ống dẫn dầu, khí đốt dưới áp lực cao đường
kính tới 820mm Thép 14Mn2: làm vỏ lò cao, thiết bị thu bụi Thép 17MnSi, 14CrMnSi dùng trong kết cấu chịu
lực của TB vận tải: dầm ô tô, đóng toa xe 35CrSi, 18Mn2Si: cốt betông dự ứng lực Thép 15CrSiNiCu: tính bền ăn mòn cao (tạo oxyt
Fe và Cu xen kẽ), độ bền cao Thép thươngphẩm châu Âu, Mỹ, Nhật: Cortencầu, dầmôtô, vùng khi hậu biển
23
6. Thép kết cấu C thấp – Thép thấm C: %C: 0,1-0,25% (có thể đến 0,3%) Đảm bảo độ bền và dẻo dai cả trạng thái tôi+ramthấp.Ứng dụng cho các chi tiết làm việc trong điều
kiện chịu mài mòn và va đập ( bánh răng, cam,chốt...)Thép phải thấm C sau đó tôi + ram thấpNếu chỉ có C (thép C), thép dùng làm chi tiết nhỏ(<10-20mm), chịu mòn bình thường
24
NT Hợp kim: Chế tạo chi tiết có kích thước lớn (>30-50mm) Có tác dụng: Tăng tính thấm tôi, nâng cao độ bền,
thúc đẩy quá trình thấm Không dùng thép có Si ( gây thoát C), ít Mn ( hạt
lớn) NTHK thường có là Cr có ái lực với C tăng tốc
quá trình thấm. Dùng riêng Cr hay kết hợp theo nhóm: Cr; Cr- Ni;
Cr-Mn-Ti Ưu điểm của thép thấm hợp kim: Thấm tôi cao hơn ( thép C)- chi tiết càng lớn thể
hiện tính ưu việt càng rõ Ít biến dạng khi tôi →làm chi tiết lớn và phức tạp Chống mài mòn cao hơn ( tạo cácbít hợp kim ổn
định, phân tán và cứng hơn )

7/26/2019 C2 HK he Fe.pdf
http://slidepdf.com/reader/full/c2-hk-he-fepdf 7/107
25
-Giữ được cơ tính ở T>2000C-Ít BD và nứt do được tôi trong dầulàm chi tiếtphức tạp- Có khả năng nâng cao T0 thấm →rút ngắn
thấm (thép có Ti thấm 9500C; thép có Mothấm ở 9200C…)
26
• Cơ tính của thép thấm C sauthấm+tôi+ram thấp:
- Độ cứng bề mặt : 59-63HRC, lõi: 30-
42HRC- Độ dai va đập: 700-1200 kJ/m2
- Độ bền kéo : 600-1200 MPa
Giới hạn dưới ứng với thép C
Giới hạn trên ứng với thép HK
27
Công nghệ thấm:
• Nhiệt độ thấm: ở trạng thái hòa toàn As
>Ac3
Thép C: 880-9000C
Thép HK: có yếu tố giữ cho hạt nhỏ T thấm cao hơnThép có Mo: T =9200C
Thép có Ti: T=9500C
• Thấm thể khí hay thể rắn
• Chiều sâu lớp thấm: 0,1-0,15D (đường kính hay ch iềudày chi tiêt)
Với bánh răng: chiều sâu thấm tính theo mô đun m củarăng: /m=0,2-0,3 : VD: m=1,5 =0,5mm
28
• Chiều sâu thấm càng lớn, thời gian càng dài
• Tốc độ thấm: thể rắn<thể khí
Thể rắn: T=9000C 0,1mm chiều sâu cần 1h nung nóng vàgiữ nhiệt
Thể khí: T=9000C 0,15-0,2mm chiều sâu cần 1h nung nóngvà giữ nhiệt
T=930-9500C: 0,3mm chiều sâu cần 1h nung nóng và giữnhiệt
• Nhiệt luyện sau thấm:
Thép C: sau thấm hạt lớnthường hóa, sau đó tôi+ramthấp
- Nhiệt độ tôi: Bề mặt :%C 0,8-1,0 thép sct
Lõi: 0,2-0,3 %C thép sct

7/26/2019 C2 HK he Fe.pdf
http://slidepdf.com/reader/full/c2-hk-he-fepdf 8/108
29
- Có thể có các cách tôi:
+ Tôi 1 lần: Ttôi=8500C (trung gian cho lõi và BM)
+ Tôi 2 lần: lần 1 cho lõi
lần 2 cho BM+ Ram thấp: 180-2000C, thời gian 1h
Thép HK:
- Do có yếu tố giữ cho hạt nhỏ nên sau thấm tôitrực tiếp: hạ nhiệt xuống đến T tôi
- T tôi: 850-8600C
- Ram thấp ở 180-2000C, thời gian 1h
30
Các mác thép và đặc điểm:
Thép C: C10;C15; C20; C25 và đôi khi CT38- Làm chi tiết 30mm
- Tthấm 9000C hạt lớn (sau thấm thường phảithường hoá)
- tôi nước chi tiết nhỏ, đơn giảnThép Cr: 15Cr; 20Cr; 15CrV- T0= 900-920 tốc độ thấm tăng (do Cr có ái lực
với C)- nhược điểm: quá bão hoà C- áp dụng cho chi tiết 20-40mm ( trục cam ôtô,
chốt piston, trục giữa xe đạp, bánh răng nhỏ)
31
Thép Cr-Ni:
- khắc phục nhược điểm quá bão hoà C →hợpkim hoá thêm Ni, Mn
- mác thép: 20CrNi; 12CrNi3A; 12Cr2Ni4A;12Cr2Ni4WA
- thấm tôi cao (do Cr-Ni) đến 100mm- làm chi tiết quan trọng nhất ( máy bay, ô tô)∗nhược điểm: đắt, dẻo (khó cắt)Thép Cr-Mn-Ti (Mo):
mác thép 18CrMnTi; 25CrMnTi; 30CrMnTi,25CrMnMo ( 0,1-0,09% Ti); 20CrMo
T0 thấm=950ưu điểm: rẻ, gia công dễ, NL đơn giản 32
Thép %C ≈0,18-0,23%. Sau thấm:- Bề mặt : Tổ chức P- Lõi : tổ chức ban đầu P+F

7/26/2019 C2 HK he Fe.pdf
http://slidepdf.com/reader/full/c2-hk-he-fepdf 9/109
33
Độ cứng HRC
3434
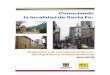
Lõi (X500)
Lớp thấm C trên bánh rănglàm bằng thép 25CrMnTi,trạng thái cân bằng (X50)
Vùng bề mặt ( X500)
35
• Bài tập:Bánh răng trong hộp số ô tô được chế tạo bằng
thép 25CrMnTi thep phương pháp dập nóng,gia công cơ, sau đó mang thấm C, Hãy:
1. Chọn phương pháp: thấm thể khí, rắn?Giải thích lý do chọn phương pháp đó2. Chọn nhiệt độ thấm3. Nếu môđun răng là m=8 thì chiều sâu lớp thấm
chọn là bao nhiêu4. Sau thấm, %C ở bề mặt là bao nhiêu thì đạt yêu
cầu ? (tốt nhất về độ cứng và tính chống màimòn?)
5. Sau thấm nhiệt luyện thế nào?6. Độ cứng bề mặt, trong lõi là bao nhiêu là tốt
nhất (sau tôi +ram) ?36
7. Thép kết cấu có công dụng riêng:
Thép dập nguội:
Đặc điểm Thành phần hóa học:
- %C 0,05-0,2; Si 0,07, hạt nhỏ và đều (cấp 6-8)
- Tổ chức F ( rất ít P)- Độ dẻo cao, dễ dập sâu.
- Thường là thép sôi
- Rẻ
-Hiện nay có xu hướng thay
thế bằng các loại cao cấp
như thép HK vi lượng, DP
hay TRIP

7/26/2019 C2 HK he Fe.pdf
http://slidepdf.com/reader/full/c2-hk-he-fepdf 10/1010
37
Thép dễ cắt: Đặc điểm:- dùng trêncác máy chuyên dùngcắt gọt với tốc độcao.- độ cứng vừa phải: 150-250 HBPhoi dễ gãy, không bám dình vào dao, bề mặt saucắt nhẵn bóng.
Dùng làm bulong, ốc, vít, bạc….không đòi hỏi chịu tải trọng cao, SX vớisản lượnglớn. Thành phần:- %C 0,1-0,4; P 0,08-0,15; S 0,15-0,35; Mn 0,8-1 (đến 1,5% ở
thép 40MnS)tổchức F+ ítP- Do có %S cao nên Mn phải cao tạoMnS: phanày kéo dài theo
phương cán, làm phoi dễ gãy nhưng giảm độ bền và tính liên tụctheo chiều ngang củathép cán.
- P hòatan vào F làmtăngt ínhgiòn của F phoi nhỏvụn.- Do nhiều P và S: thép giảmdẻo, dai, mỏi vàchống ăn mòn.• Mác t hép:12S, 20S, 30S, 40MnS
38
Thành phần và cơ tính thép dễ cắt
HB, %, %PSMn b,MPa
C
2072014600-750
0,050,18-0,3
1,2-1,55
0,35-0,45
40MnS
1852515520-670
0,060,08-0,12
0,7-1,0
0,25-0,35
30S
1683020460-510
0,060,08-0,12
0,6-0,9
0,15-0,25
20S
1603622420-570
0,08-0,15
0,08-0,2
0,6-0,9
0,08-0,1612S
Cơ tínhThành phần hóa học %Mácthép
-Các thép trên đều chứa khoảng 0,15-0,35% Si-Cơ tính đo dọc theo phương cán-Mác tương đương của Mỹ: 1108-1115 (2 mác đầu) chế tạochi tiết nhỏ, 1120-1151 (2 mác sau) chế tạo chi tiết lớn,chịu lực.
39
• Để tăng khả năng tách phoi tốt hơn nữa:thêm Pb, Se, Te những nguyên tốkhông tan vào thép (chỉ xen kẽ giữa hạt Fnhư tạp chất), có T chảy thấp Phoi vụn,
nhưng độc.