Embed Size (px)
Citation preview
IMPLEMENTATION OF LEAN MANUFACTURING SYSTEM (LMS) IN MALAYSIA TRADITIONAL
MEDICINES AND HEALTH SUPPLEMENTS INDUSTRY WITH DEVELOPMENT OF QUALITY INSPECTION POINT
BY
KHAIRUS SYAKIRAH BINTI MAHMUD
A dissertation submitted in fulfillment of the requirement for the degree of Masters of Science (Manufacturing
Engineering)
Kulliyyah of Engineering International Islamic University Malaysia
SEPTEMBER 2018

ii
ABSTRACT
Lean manufacturing system (LMS) is a term which is related to manufacturing industry. It means to take away all the unnecessary processes, stages, steps and resources in manufacturing. It is a process that helps the industry to make the production more economical. In the heavy industries such as automotive, steel etc. the lean manufacturing are Omni-present due to ease of implementation. However, industries that relates with medicine and food have not yet adopted the lean manufacturing properly. In these industries the recycle of the product has been strictly controlled by government organizations. To follow their regulation, the implementation of lean manufacturing becomes very difficult due to the material reuse issue concerning hygiene. Sometimes due to less supervision in the beginning of the production process causes problems in the final stages. So, a concern must be put in the early stages of production. Implementation of lean manufacturing in the early stages of pharmaceutical is one of the solutions to deal with this problem. In this thesis, lean manufacturing process both for human and computer vision has been applied in the health and traditional medicine factory to eliminate the unnecessary processes in the factory. For human vision, a new quality inspection point has been designed that comprise a table, two lights and a chair where the workers have inspected the capsules. The light intensity and the response time have also been recorded to find the optimum values. Too bright or too low light has given the workers difficulties to inspect the provided capsules. The suitable light intensity has been found at 468 lux and positioned at the middle of any inspection room. The computer vision has been functioned by using the images of the capsules. The process was done by image processing and edge detection algorithm in Matlab. During this process, all the good capsules were successfully detected through edge detection.
iii
خلاصة البحث
التخلص بمجال التصنیع. یعني ھذا یرتبط مصطلح ھو) LMS( الخالي من الھدر التصنیع نظام عملیة التصنیع. إنھا في الضروریة غیر والموارد والخطوات والمراحل العملیات جمیع من
الصناعات منتشر في الخالي من الھدر اقتصادا. التصنیع أكثر الإنتاج جعل على الصناعة تساعد الصناعات لم تتبنى ذلك، التنفیذ. مع سھولة بسبب ذلك، إلى وما والصلب السیارات مثل الثقیلة
إعادة صحیح. تخضع بشكل الخالي من الھدر حتى الآن التصنیع والطعام بالطب علاقة لھا التي قوانینھم، الحكومیة. لاتباع المنظمات قبل من صارمة لرقابة الصناعات ھذه المنتج في تدویر المتعلقة المواد استخدام إعادة مشكلة بسبب جدا صعبا الخالي من الھدر التصنیع تنفیذ یصبح
بدایة في الإشراف انخفاض بسبب حیانالأ بعض النھائیة في المراحل في مشاكل یحدث .بالنظافةالخالي التصنیع تنفیذ .الإنتاج من الأولى یكون الاھتمام في المراحل أن یجب لذلك، الإنتاج. عملیة
المشكلة. في ھذه مع للتعامل الحلول أحد ھو صناعة الأدویة من الأولى المراحل في من الھدر مصنع في والحاسوب البشریة للرؤیة الخالي من الھدر التصنیع عملیة تطبیق تم الأطروحة، ھذه
للرؤیة المصنع. بالنسبة في الضروریة غیر العملیات من للتخلص التقلیدي والطب الصحة قام حیث وكرسي الأضواء من اثنین طاولة، تضم للجودة جدیدة تفتیش نقطة صممت البشریة،
القیم لإیجاد الاستجابة وزمن الضوء شدة تسجیل النقطة. تم الكبسولات عند ھذه بفحص العمال .المقدمة الكبسولات لفحص للعمال صعوبات جدا المنخفض أو جدا الساطع الضوء المثلى. أعطى
تفتیش. استخدمت غرفة أي منتصف في وموضعة لكس 468 عند المناسبة الضوء شدة على عثر الصور معالجة خلال من العملیة تنفیذ الكبسولات. تم صور استعمالعن طریق الحاسوب رؤیة
الكبسولات جمیع عن كشف العملیة، ھذه . خلالMatlabفي برنامج الحواف كشف وخوارزمیة الحواف. كشف خلال من بنجاح الجیدة
ABSTRACT IN ARABIC

iv
APPROVAL PAGE
I certify that I have supervised and read this study and that in my opinion, it conforms to acceptable standards of scholarly presentation and is fully adequate, in scope and quality, as a thesis for the degree of Master of Science in Manufacturing
………………………………….. Dr. Irfan Hilmy Supervisor
………………………………….. Prof. Md. Yusof Bin Ismail Co-Supervisor
I certify that I have read this study and that in my opinion it conforms to acceptable standards of scholarly presentation and is fully adequate, in scope and quality, as a thesis for the degree of Master of Science in Manufacturing
………………………………….. Dr. Suhaily Binti Mokhtar Internal Examiner
………………………………….. Dr. Tasnim Firdaus Binti Mohamed Ariff Internal Examiner
This thesis was submitted to the Department of Material and Manufacturing Engineering (MME) and is accepted as a fulfillment of the requirement for the degree of Master of Science in Manufacturing
………………………………….. Dr. Mohamed Bin Abd. Rahman Head, Department of Material and Manufacturing Engineering (MME)
This thesis was submitted to the Kulliyyah of Engineering and is accepted as a fulfilment of the requirement for the degree of Master of Science in Manufacturing
………………………………….. Prof. Dr. Erry Yulian T. Adesta Dean, Kulliyyah of Pharmacy

v
DECLARATION
I hereby declare that this dissertation is the result of my own investigations, except
where otherwise stated. I also declare that it has not been previously or concurrently
submitted as a whole for any other degrees at IIUM or other institutions.
KHAIRUS SYAKIRAH BINTI MAHMUD
Signature ........................................................... Date .........................................

vi
INTERNATIONAL ISLAMIC UNIVERSITY MALAYSIA
DECLARATION OF COPYRIGHT AND AFFIRMATION OF FAIR USE OF UNPUBLISHED RESEARCH
IMPLEMENTATION OF (LMS) IN MALAYSIA TRADITIONAL MEDICINES AND HEALTH SUPPLEMENTS INDUSTRY WITH
DEVELOPMENT OF QUALITY INSPECTION POINT
I declare that the copyright holders of this dissertation are jointly owned by the student and IIUM.
Copyright © 2018 KHAIRUS SYAKIRAH BINTI MAHMUD and International Islamic University
Malaysia. All rights reserved.
No part of this unpublished research may be reproduced, stored in a retrieval system, or transmitted, in any form or by any means, electronic, mechanical, photocopying, recording or otherwise without prior written permission of the copyright holder except as provided below
1. Any material contained in or derived from this unpublished research may be used by others in their writing with due acknowledgement.
2. IIUM or its library will have the right to make and transmit copies (print
or electronic) for institutional and academic purposes.
3. The IIUM library will have the right to make, store in a retrieved system and supply copies of this unpublished research if requested by other universities and research libraries.
By signing this form, I acknowledged that I have read and understand the IIUM Intellectual Property Right and Commercialization policy.
Affirmed by KHAIRUS SYAKIRAH BINTI MAHMUD ……..…………………….. ……………………….. Signature Date

vii
ACKNOWLEDGEMENTS
Firstly, it is my utmost pleasure to dedicate this work to my dear parents and my family, who granted me the gift of their unwavering belief in my ability to accomplish this goal: thank you for your support and patience.
I wish to express my appreciation and thanks to those who provided their time, effort and support for this project. To the members of my dissertation committee, thank you for sticking with me.
Finally, a special thanks to Dr. Irfan Hilmy and Prof. Dr. Md Yusof Bin Ismail
for their continuous support, encouragement and leadership, and for that, I am forever grateful.

viii
TABLE OF CONTENTS
Abstract..................................................................................................................... iAbstract in Arabic..................................................................................................... iii Approval Page .......................................................................................................... ivDeclaration ................................................................................................................ v Acknowledgements ................................................................................................... vii Table of contents....................................................................................................... viii List of Tables ............................................................................................................ x List of Figures ........................................................................................................... xi
CHAPTER ONE: INTRODUCTION................................................................... 1 1.1 Background of the Study ......................................................................... 1 1.2 Problem Statement and Its Significance .................................................. 3 1.3 Research Objectives ................................................................................ 4 1.4 Research Questions.................................................................................. 5 1.5 Research Methodology ............................................................................ 5 1.6 Scope....................................................................................................... 7 1.7 Thesis Organization ................................................................................. 8 1.8 Definitions of Terms................................................................................ 8
CHAPTER TWO: LITERATURE REVIEW ..................................................... 10 2.1 Introduction .............................................................................................. 10 2.2 Lean Manufacturing System.................................................................... 10 2.3 Basic Principle of Lean Manufacturing System ...................................... 12 2.4 The Objectives of Lean Manufacturing Implementation ......................... 13
2.4.1 Quality ............................................................................................ 13 2.4.2 Cost ............................................................................................... 14 2.4.3 Time ............................................................................................... 14
2.5 Elements of Lean Manufacturing System ............................................... 15 2.5.1 PDCA Cycle .................................................................................. 17 2.5.2 Value Stream Mapping (VSM) ..................................................... 20 2.5.3 5S Workstation Productivity .......................................................... 21 2.5.4 Dealing with the Seven Deadly Wastes ........................................ 23 2.5.5 The Kaizen Way ............................................................................ 25 2.5.6 Total Productive Maintenance ....................................................... 27
2.6 Good Manufacturing Process for Traditional Medicines and Health Supplements............................................................................................. 28
2.7 Development of Quality Inspection Point ............................................... 30 2.8 Image Processing by Matlab ................................................................... 31 2.9 Chapter Summary .................................................................................... 34
CHAPTER THREE: METHODOLOGY............................................................. 35 3.1 Introduction .............................................................................................. 35 3.2 PDCA Analysis ........................................................................................ 37 3.3 Value Stream Mapping ............................................................................ 37 3.4 Design and Fabricate the Quality Inspection Point ................................. 37

ix
3.5 Installation of Quality Inspection Point................................................... 38 3.5.1 Data Collection............................................................................... 38 3.5.2 Measuring Light Intensity .............................................................. 39 3.5.3 Initial Data Collection .................................................................... 39
3.5.3.1 Time................................................................................... 39 3.5.3.2 Light intensity .................................................................... 40
3.5.4 Final Data Collection ..................................................................... 40 3.5.5 Image Capturing for Matlab .......................................................... 41
3.5.5.1 Image Processing Toolbox ................................................ 41 3.6 Chapter Summary .................................................................................... 42
CHAPTER FOUR: RESULTS AND DISCUSSION .......................................... 44 4.1 Introduction .............................................................................................. 44 4.2 PDCA Analysis ........................................................................................ 44 4.3 Value Stream Mapping ............................................................................ 49
4.3.1 Identify Material Flow................................................................... 49 4.3.2 Identify Possible Improvement ...................................................... 51
4.4 Quality Inspection Process...................................................................... 52 4.5 Data Collection ........................................................................................ 53 4.6 Inspection with computer vision .............................................................. 57 4.7 Chapter Summary .................................................................................... 58
CHAPTER FIVE : CONCLUSION AND RECOMMENDATION ................. 59 5.1 Conclusion ............................................................................................... 59 5.2 Future Recommendations ........................................................................ 60
REFERENCES ...................................................................................................... 61
LIST OF PUBLICATION..................................................................................... 64
APPENDIX A ........................................................................................................ 65
x
LIST OF TABLES
Table 2.1 Japanese words and the meaning 21
Table 4.1 Solution Summary 46
Table 4.2 Planning Steps 46
Table 4.3 Comparison of light intensity 47
Table 4.4 Investment category 49
Table 4.5 Time count of different workers 52
Table 4.6 Lux intensity measurement in different room 54
Table 4.7 Simulation by human vision 56

xi
LIST OF FIGURES
Figure 1.1 : PDCA Cycle 6
Figure 2.1 : PDCA Cycle application to control and continual improvement 18
Figure 3.1 The methodology flow chart 36
Figure 3.2 Proposed inspection table 38
Figure 3.3 Inspection in initial condition 39
Figure 3.4 Inspection in final condition 40
Figure 3.5 Flow of the image detection technique 42
Figure 4.1 Lamp reflector sketch 48
Figure 4.2 VSM current state 50
Figure 4.3 VSM future state 51
Figure 4.4 The (a) close-up and (b) top view of 10 samples 53
Figure 4.5 Layout of the factory X 54
Figure 4.6 Output of different stage using edge detection algorithm 57

xii
LIST OF ABBREVIATIONS
LMS Lean Manufacturing System
TPS Toyota Productive System
SMED Single-minute Exchange of Die
GMP Good Manufacturing Practice
PDCA The Plan, Do, Check and Act
VSM Value Stream Mapping
SME Small and Medium Enterprise
TPM Total Productive Maintenance
OEE Overall Equipment Effectiveness
cGMP Current Good Manufacturing Practice
NPCB National Pharmaceutical Control Bureau
GUI Graphical User Interface
ROI Return of Investment

1
CHAPTER ONE
INTRODUCTION
1.1 BACKGROUND OF THE STUDY
Lean Manufacturing System (LMS) is a leading manufacturing paradigm. It has been
used as the method of minimizing the inventories of raw material, work-in-progress
and finished goods in achieving the production goals. The systematic elimination of
waste in all forms is focused in the production. There are many type of waste that can
be divided in term of saving time and cost for example in rework, material movement
and overproduction (Begam et al., 2014). In manufacturing, raw material wastage is
strictly prohibited because it leads to loss for the company. Other than that, the cost of
the product increases because of the high cost during processing the product (Porter,
2014). Throughout the years, LMS is recognized as one of the most powerful
production system ever created. LMS is originated from Toyota which is a well-
known car manufacturer (Kumar, Kumar, Singh, & Theraja, 2015). LMS has been
applied in the production of the Toyota car called Toyota Productive System (TPS).
Moreover, the application has been used for the large-scale production and being
adapted around the world due to the very good feedbacks and performances (Hartini,
2015). LMS is also a substitute to the traditional mass production. The traditional
mass production is a system works based on the large scale of production volumes
with limited materials to low the product cost. Meanwhile, the LMS worked based on
large varieties of production with high quality material for example new technology
machine. At the same time, the flexibility and continuous learning organization is

2
available and applicable. Moreover, the multi-skilled worker has been motivated in all
aspect and level for example in time management skills (Edwards, 2014).
There are many forms of the LMS that help in increasing quality, reducing cost
and saving the time. The form can be categorized in providing a quality management,
just in time production, eliminating waste and continuous improvement. The form is
consist of the value stream mapping, Kanri (2001) indulged in planning, dealing with
the seven deadly wastes, workstation productivity, standard work, leader standard
work, practical problem solving, seven quality control tools, the kaizen way, quick
changeover, the single-minute exchange of die (SMED) system and total productive
maintenance. On the other hand, the LMS can be implemented individually also. It
results the quality and cost improvement in management practices such as gradually
changing in continuous improvement. In Malaysia, the application and adaptation of
LMS is mostly in automotive, electric and electronic industries where the mass
production is crucial (Gobinath et al., 2015).
In this project, a research has been conducted that focuses on a Malaysian
traditional herb and health supplement industry. The reason of the research is mainly
on implementation of LMS in a Malaysian traditional herb and health supplement
industry that blends with good manufacturing practice (GMP) for traditional
medicines and health supplements. Thus, there is a need of investigating the current
implementation to recognize the current state of the Factory X. Furthermore, the
suitability of LMS that is necessary to be added can be implemented. Therefore, the
development of quality inspection point in the Factory X has been chosen as the case
study.
3
National pharmaceutical control bureau, ministry of health Malaysia has monitored
the plan at plant of the Factory X in traditional medicines and health supplement
(Kongrerk, 2013). Moreover, the GMP requires following the guideline that has been
provided by the bureau. The requirement is found as one of the conditions to be
fulfilled in the evaluation of application for a Manufacturing License. Manufacture
defines as the making or assembling of the product. In addition, manufacturing
incorporates the enclosing or packaging of the product in container with labeling
which is used for the applications in administration.
1.2 PROBLEM STATEMENT AND ITS SIGNIFICANCE
This study is based on Malaysian traditional herb and health supplement industry of a
Factory X. Currently, the capsule produced is evaluated and inspected by utilizing the
human visual system. The quality of the capsule has been evaluated terms of the shape
and hygiene of the capsule to be consumed by the customer (World Health
Organization, 2000). Meanwhile, the production of the capsules and the quality check
process being done by the workers are in non-comfort workstation and involving of
bad postures. For the utilization of the human visual system, the quality-checking
process demands for a worker to remove any defective product. For instance, the total
amount of the capsule under inspection is 100000 which is sorted by the quality of
capsules. Then, a hundred capsules of good quality are separated and inserted into a
bottle.
This process required a long time to finish because it fully depends on human
checking and causes tiredness and fatigue eyes. Quality-check fully based on human-
vision system indicates that all the capsules are required to pass through the quality-
check process in the Factory X. However, the quality check process needs

4
improvement especially for fast inspection and less tiredness and good postures.
Therefore, issues in the Factory X like poor human visual, poor workstation etc. have
been overcome by the development of the quality inspection point in the Factory X.
The quality-check process is done in the quality-check station that provides a good
position for the inspector to move on with the process. In terms of the operation of
human eyes, a poor human visual system is caused by two factors like physical
limitation and subjective judgment of the person responsible for visual inspection.
Here, the physical limitation is originated from the problems related to human eye
sight. On the other hand,, the subjective judgment of human relates to the skills of the
inspector based on his training and experiences. Meanwhile, the poor workstation is
related to the design of the quality inspection point for the worker to do the inspection.
It is necessary to the company to improve the quality checks process to deliver
a good and quality product to the customer efficiently. In the other hand, it is
important to the company to experience more efficient of the quality checking process
with finding the zero defects so as to fulfill the efficient quality checking process, the
development of quality inspection point believed to ensure the quality check process
improved with finding zero defects from the produced capsules. Thus, the rework time
can be eliminated that reduces the time to produce the finishing of products. In LMS,
the design of the quality-check station is a major concern for a factory with an
improved quality-check process.
1.3 RESEARCH OBJECTIVES
The study aimed to achieve the following objectives:
1) To investigate the factors affecting the inspector on capsule quality
inspection station in Factory X.
5
2) To implement the quality inspection process by designing and
fabricating the quality inspection station in Factory X.
3) To analyse the positive impact of the implementation of the quality
inspection station on Factory X.
1.4 RESEARCH QUESTIONS
1. Does quality check point is currently available for the company in
producing capsule product?
2. What causes the non-conformance part in the capsule production?
3. Are the quality inspection points available in each of the production areas?
4. Is the low quality inspection leads to produce non-conformance product?
5. Is the inspector in the factory perceiving the utility of the quality
inspection point while doing inspection?
6. Do the inspector eyes require a good intensity of light in the factory?
7. Do tired eyes lead to low quality check?
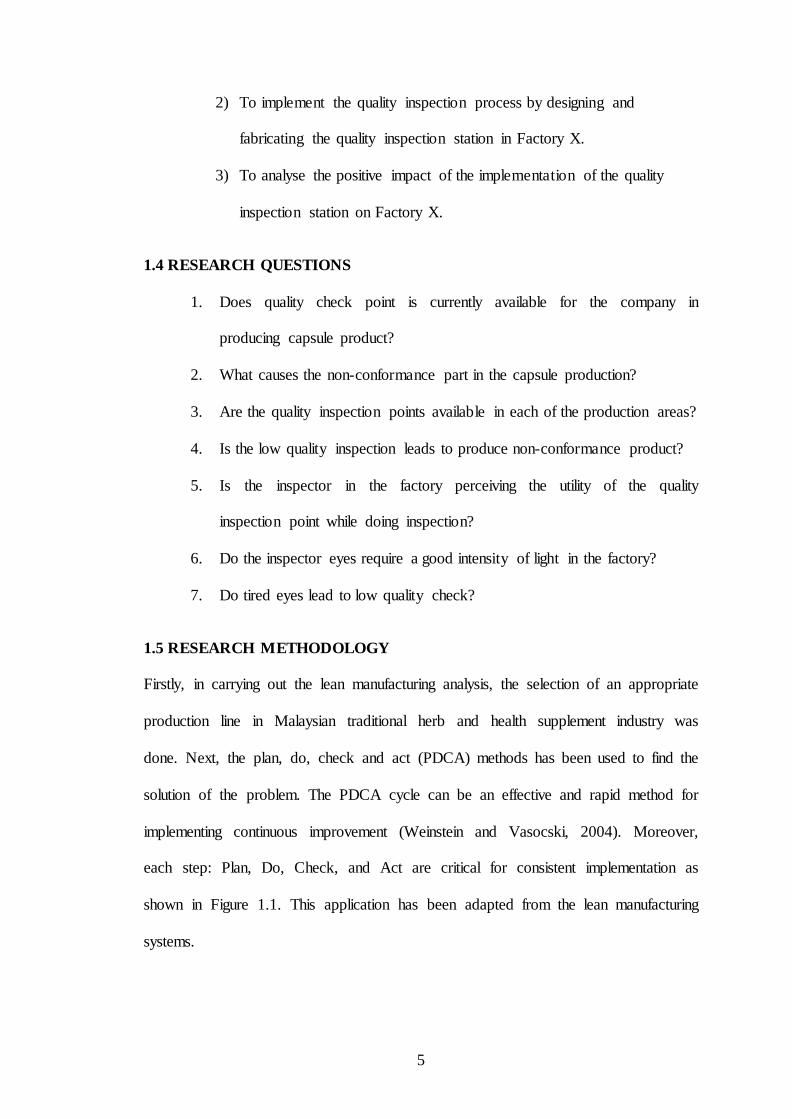
1.5 RESEARCH METHODOLOGY
Firstly, in carrying out the lean manufacturing analysis, the selection of an appropriate
production line in Malaysian traditional herb and health supplement industry was
done. Next, the plan, do, check and act (PDCA) methods has been used to find the
solution of the problem. The PDCA cycle can be an effective and rapid method for
implementing continuous improvement (Weinstein and Vasocski, 2004). Moreover,
each step: Plan, Do, Check, and Act are critical for consistent implementation as
shown in Figure 1.1. This application has been adapted from the lean manufacturing
systems.

6
Figure 1.1 : PDCA Cycle (Moen and Norman, 2006)
A thorough literature review on surveys and research work related to lean
manufacturing systems and good manufacturing practices is conducted to review the
current good manufacturing practices in Malaysian traditional herbs and health
supplement industry X. The attributes of the work are outlined in the following
paragraphs followed by a flowchart of the main methodology steps.
At the beginning, it is observed to identify the factor that influences the quality
process, for example, in capsule production. In LMS the application of value stream
mapping (VSM) is widely used in heavy industry for example in Perodua Sdn. Bhd.
The VSM has been created as a tool to overview the current state of the factory. In the
research, there is one specific room in the Factory X that has been chosen to be used
for the investigation. First and foremost, the identification of the factors that influence
the quality process in capsule production is obtained. In LMS, initial stages of the
process must be passed the quality identification process from the raw material until
finishing goods. Meanwhile, the Factory X applied the quality check process only to
Plan
Do
Check
Action

7
produce capsules. Then, the capsules are preceded to the next process which is
packaging the capsules.
In order to fulfill the second objective, the duration taken for performing the
quality inspection process is recorded through video and observation from initial stage
until final stage for the capsule production in the Factory X.
Thirdly, the quality inspection point is developed to improve the quality check
process. Designing the quality inspection station requires consideration on ergonomic
part that is good for the posture of the inspector and active workstation. The design
consists of few matters that require considering the human visual inspection and the
position of the inspector during quality inspection process. It is noteworthy that the
light intensity matters on human visual inspection while the inspection is carried out
for a long duration. That’s how the third objective has been achieved. In the other
way, it also benefits the inspector for fast identification and inspection of the defects.
Next, after the implementation of the quality inspection point, the time to
perform quality inspection process of capsule after implementation will be measured
and recorded. It is done in such a way to analyze the effect of the quality inspection
point on the improvement of quality inspection process. In the analysis, the time will
be compared between the quality inspection process before and after the implementing
the quality inspection point.
1.6 SCOPE
1. The research is conducted in a small and medium enterprise (SME) company in
Malaysia.
2. The Factory X is a traditional medicines and health supplements industry.
3. The choice of the research based on the limitation of the company.

8
4. Quality inspection point is required to improve the quality check process for the
Factory X benefit.
5. Experiments have been controlled by only checking the defects.
6. Experiments are carried out in a room where isolation is provided so that no
disturbance from contaminant, noise and dust is found.
1.7 THESIS ORGANIZATION
Chapter One provides the brief of the work through introducing the background
study, problem statement and its significance, research objectives, research questions,
research methodology, scope, thesis organisation and definition of terms.
Chapter Two summarizes a thorough literature review with the respect to the
problem statement. Most recent literatures have been reviewed and analysed is this
chapter.
Chapter Three summarizes the work flow, the procedure and the activities to achieve
the objectives of this thesis. Flow diagrams are constructed and explained; and
theories have been elaborated with the aim to achieve the goals of the research.
Chapter Four comprises the outcome of various stages of this thesis. All the results
are illustrated, explained and analysed here.
Chapter Five contains the summary and conclusion of the thesis and future
recommendations are also give in this chapter.
1.8 DEFINITIONS OF TERMS
Lean Manufacturing System
A system, that adapted from Japanese that being applied to reduce cost, save time and
improve productivity in a manufacturer company.
Good Manufacturing Practices

9
Practices apply in maintaining the hygiene of the product during manufacturing
process.
Quality inspection point
A provided place in the production line which has been used for a quality inspection is
called quality inspection point. The station also provides the workstation that can give
the manpower to work with comfort.
Zero Defect
One of the goals in any production station which the defect acquired to be prevented
in any situation.
Fast inspection
It refers to save time in quality inspection. The fast inspection requires a good
workstation which also helps in order to make the inspection become fast.
Light intensity
The light intensity measurement that is detected by human eye is important. The
luminosity function brings standardized model of human visual brightness perception.
Reflection model describes the interaction of light with a surface. By using this
method, the light intensity can be improved.
Human visual inspection
The usage of human eyes to inspect the capsule called visual inspection.
Intention to Use Suitable Light Intensity
It refers to help the manpower eyes from tiredness. The tired eyes have erroneous
effects on the fast quality inspection.
Image processing
The static image has been used to perform a processing technique so that the details
like the number of the capsule can be counted, and defects can be detected.

10
CHAPTER TWO
LITERATURE REVIEW
2.1 INTRODUCTION
Since the study is aimed in implementing of lean manufacturing system on the
traditional medicines and health supplements industry in Malaysia with development
of quality inspection point, it is of important to take a look on the lean manufacturing
systems in terms of its definition and importance. Furthermore, the review emphasizes
on lean manufacturing systems and development of quality inspection point from the
perspective of the systems, the importance of the quality inspection point and for the
inspectors. What should also be covered is the utilisation of light intensity and the
effects to the human visual inspection. Moreover, the ergonomic design for the
inspector in the workstation and the automatic system by using Matlab software.
2.2 LEAN MANUFACTURING SYSTEM
The LMS concept has been practiced in Japan by Toyota since the end of World War
II. The Toyoda family has been decided to change their business from automatic loom
manufacturing to automobile manufacturing (Ohno, 1988). Meanwhile, there was a
highly competitive environment in the foreign market due to other automotive
manufacturing company such as Ford. However, the family business survives are
mostly in the local market of Japan whereas the capital plays a very crucial role which
is mainly responsible for importing the raw materials first and then manufacturing the
materials in small batches. Therefore, the right-hand man named Dr. Shigeo Shingo
and Taiichi Ohno struggled through the obstacle by obstacle together to create a

11
system. The system called Toyota Productive System (TPS) or as known as Just-in-
Time (Liker, 2006). It is a fact that the concept of TPS was pioneered in Japan. The establishment
root concept is believed to have started back in sixteenth century. The interchangeable
concept parts have been introduced by Eli Whitney which is the reason behind the
birth of TPS. The JIT system shows much resemblance that occurred a century later in
the Ford Model T (1910) production in automobile design. The line assembly is the
main line in the manufacturing process of the model. Each part has been set to be
moved continuously without any interruption to the next adding value steps. It is
called as continuous flow of the manufacturing and assembling process. As the result,
henry Ford successfully become the richest man at that time from the successfully
system that has been created and well function. However, the system found some
drawback which is lack in flexibility. The system inability to change occurred because
the push strategy being implemented in the system. The push system defines the
system is relying on the running busy machine without concerning the outcome of the
machine (Singh, 2013). So, the stock will be huge in amount in the form of in progress
or finished goods.
The lesson has been learned from the over stock experience. The Japanese had
studied more on identifying the problem and the solution for the system has come out.
Despite that, the pull system has been created to pull the former process. The system
has been improvised by the Ohno and Shingo as to keep the inventory well in the
company (Sugimori et al., 1977). The system developed in Toyota from 1949 to 1975
was virtually unnoticed by others even inside Japan until the oil crisis took place in
1973. The crisis had shaken the Japan’s economic stability and most of the industries
were closed yet Toyota had successfully overcome the crisis and stood out from the
12
rest (PMP, 2008). Since then, the system has caught the attention of other firms in
Japan. In the western, this system started being popular after the book ‘The machine
that change the world’ written by James Womack published in 1990. The purpose of
this book is to expose the history of the automobile and the details of some of this
manufacturer’s plant. He gave the name; ‘Lean Manufacturing’ to this system.
Thereafter, the concepts were practiced all over the world.
2.3 BASIC PRINCIPLE OF LEAN MANUFACTURING SYSTEM
The product has been valued through the visual understanding of the customer which
means the scope has been decided by the customer. The LMS is required to fulfill the
customer needed in line with consideration of the technology that is used to
manufacture the product (Jones, 1992). Meanwhile, the customer is easily judging the
product based on the ability to visualize the product instead of considering the
technology used behind manufacturing the product. The customer unnecessarily to
think the cost of rejection parts in the production lines but the manufacturer needs to
think the price and the quality during the production running. Some customers are
willingly to pay high price for the product or service if their requirement and
expectation are fulfilled but some product and service can be considered as cost-
effective in the manufacturer minds. Also, the result is same as the requirement and
expectations are fulfilled to the customer (Hayes, 1994). The lean itself means slim or thin. The principle of LMS considers a good
quality product that been through the lean process starting from the raw material until
finish product because a good quality product is supposed to reduce the cost of
production. The quality inspection preservation, rejected part and part replacement are
costly. Therefore, the better the quality of the product the better cost saving can be
![MALAYSIA DEWAN RAKYAT ATURAN URUSAN MESYUARAT … · Dr. Siti Mariah Binti Mahmud [ Kota Raja ] minta MENTERI DALAM ... senarai lokasi pemasangan Sistem Penguatkuasaan Automatik (AES)](https://img.dokumen.tips/doc/110x75/5d5685ca88c993c6438b672f/malaysia-dewan-rakyat-aturan-urusan-mesyuarat-dr-siti-mariah-binti-mahmud-.jpg)




























