Embed Size (px)
Citation preview

1
Katedra Mechaniki Maszyn Włókienniczych http://www.bhp-k412.p.lodz.pl/
http://twitter.com/occupationsafe http://twitter.com/BHPBHPBHP
BEZPIECZEŃSTWO PRACY
OPERATORÓW MASZYN I URZĄDZEŃ
Wykład sformułował Jerzy Zajączkowski
Studia podyplomowe BHP
Kierunek Inżynieria Bezpieczeństwa Pracy
Specjalność BHP na kierunku Edukacja Techniczno-Informatyczna
Ilustracje i filmy dostępne są w Internecie na stronach:
http://images.google.pl/ oraz http://www.youtube.com/ po wpisaniu angielskiej nazwy.
Słowniki:
http://translate.google.pl/ http://www2.getionary.pl/
http://www.tektron.ie/terminology.htm http://www.howjsay.com/
Dokumentacja powypadkowa on-line http://www.ciop.pl/18234.html
Część I: MASZYNOZNAWSTWO
Część II: PRZECIWWYPADKOWE ZABEZPIECZENIA MASZYN
Część III: BEZPIECZEŃSTWO OBSŁUGI MASZYN I URZĄDZEŃ
Część IV: WPŁYW DRGAŃ NA ZDROWIE PRACOWNIKA
2011..2015
Politechnika Łódzka

2
Bezpieczeństwo Pracy Operatorów Maszyn w Skrócie
Maszyny i urządzenia muszą posiadać certyfikat stanowiący deklarację oceny zgodności z przepisami w zakresie bhp.
Operator musi posiadać uprawnienia do wykonywania danej pracy.
Pracodawca musi sprawdzić czy operator posiada wymagane dokumenty i czy posiada potrzebne kwalifikacje i umiejętności
Operator musi dokonać sprawdzenia sprzętu przed rozpoczęciem pacy, a po zakończeniu musi pozostawić maszynę w stanie bezpiecznym.
Musi być dobrze zaznajomiony z instrukcja obsługi i zasadami bhp.
Musi informować o wszystkich potrzebnych naprawach.
Uruchomienie niesprawnej maszyny musi być uniemożliwione.
Operator musi nosić odzież ochronna i odpowiednie do zagrożeń środki ochrony osobistej.
Pracodawca prowadzi nadzór nad przestrzeganiem zasad bhp.
Maszyna musi być zabezpieczona przed włączeniem przez osoby nieupoważnione.
Maszyna musi być eksploatowana i serwisowana zgodnie z dokumentacją techniczną.
W przypadku serwisowania, możliwość uruchomienia musi być ograniczona techniczne tylko do osoby serwisującej maszynę.
Maszyna musi być zabezpieczona przed zagrożeniami wynikającymi z zaniku zasilania.
Maszyna musi posiadać zabezpieczenia chroniące pracownika przed zagrożeniami, jakie mają miejsce w układzie napędowym, w miejscu
obróbki, w miejscu podawania surowca, odbioru produktu i w układach transportujących.
Stosujemy różnego typu osłony, urządzenia zabezpieczające, zabezpieczenie przez zapewnienie odległości lub właściwe położenie, stosujemy
ssawki odpylające i wyciągi oraz izolacje cieplną elementów gorących.
Niektóre wymagania specyficzne dla określonych maszyn i urządzeń:
Maszyny od obróbki drewna muszą posiadać zabezpieczenia przed odrzutem i przed zetknięciem ręki z ostrzem narzędzia. Powinny mieć
instalacje odpylające.
Maszyny od obróbki metalu muszą być tak zabezpieczone, aby nie nastąpiło wyrwanie lub rozerwanie materiału lub narzędzia. Muszą być
zabezpieczenia chroniące pracownika przed takim zagrożeniem, a także przed odpryskami.
Maszyny samojezdne (pojazdy, traktory, koparki, spychacze, wózek widłowy) muszą mieć zabezpieczenie przed przygnieceniem operatora w
wypadku wywrócenia się. Jeżeli istnieje takie zagrożenie, to operator musi być zapięty w pasy bezpieczeństwa lub specjalną uprząż.
Maszyny do obróbki żywności muszą być tak skonstruowane i tak eksploatowane, aby były przestrzegane wymagania sanitarno-higieniczne.
W przypadku maszyn narażających pracownika na drgania lub hałas muszą być przestrzegane zasady ochrony zdrowia przed skutkami
takich zagrożeń.
Maszyny do produkcji wyrobów z tworzyw sztucznych muszą mieć zabezpieczenia uniemożliwiające pochwycenia pracownika przez
zamykającą się formę, zabezpieczenia pracownika przed oparzeniami i zabezpieczenia przed trującymi gazami.
Spawacz musi mieć specjalną odzież ochronną i środki ochrony osobistej, musi być wykluczona możliwość zatrucia gazami, możliwość
wzniecenia pożaru, możliwość porażenia prądem.
Zabezpieczenia maszyn.
Uruchomieniu maszyny towarzyszy sygnał dźwiękowy i świetlny. Jeżeli kilku pracowników obsługuje maszynę, to pomiędzy sygnałem
i ruchem musi być opóźnienie, pozwalające tym pracownikom na awaryjne niedopuszczenie do rozruchu. Włączniki i pedały mają
zabezpieczenia przed niezamierzonym uruchomieniem.
Uruchamianie z ograniczonym ruchem stosujemy na przykład do zapoczątkowania pobierania taśmy, smarowania długiego łańcucha itp.
Włączniki wymagające ciągłego nacisku umożliwiają szybkie zatrzymanie maszyny w sytuacjach niebezpiecznych. Jeżeli angażują obie ręce,
to uniemożliwiają pracownikowi sięgniecie ręką w niebezpieczne miejsce.
Jeżeli czynności musi towarzyszyć pewne zagrożenie, to stosujemy elementy przypominające (np. świetlne, dżwiękowe) o powstającym
zagrożeniu.
Wyłącznik awaryjny: powinien być widoczny, łatwo dostępny także, gdy maszyna jest długa . Powinien mieć kształt umożliwiający
uruchomienie dowolną częścią ciała. Ponowne uruchomienie maszyny możliwe dopiero po anulowaniu jego działania.
Wyłączniki krańcowe.
Urządzenia zabezpieczające przed podnoszeniem ciężaru powyżej nośności dźwigu.
Zawory bezpieczeństwa.
Zabezpieczenia przed rozpoczęciem serwisowania.
Maszyna musi być odłączona trwale od źródła energii w taki sposób, aby nikt oprócz osoby wykonującej serwisowanie nie mógł je j włączyć.
Energia zakumulowana w maszynie musi być uwolniona (np. energia w sprężynach, w sprężonym powietrzu, energia kinetyczna kół
zamachowych, maszyna musi wystygnąć).
Zabezpieczenie na wypadek zaniku zasilania.
W przypadku zaniku zasilania maszyna musi osiągnąć stan bezpieczeństwa: elementy trzymane w uchwytach zasilanych energią
(magnetycznych, hydraulicznych) muszą mieć zabezpieczenie przed wyrzuceniem ich w obszar, w którym przebywać mogą ludzie, elementy
podnoszone muszą być zabezpieczone przed spadnięciem przez zastosowanie hamulców zaciskanych sprężynami. Po włączeniu zasilania
energią maszyna nie może samoczynnie kontynuować przerwanej pracy.

3
Osłony stałe zabezpieczające przed dostępem do miejsc niebezpiecznych, powinny być tak zamocowane, aby ich zdjęcie wymagało
posiadania specjalnego klucza lub powinny być sprzężone z układem sterującym tak, aby po ich zdjęciu nie było możliwe uruchomienie
maszyny, a ich zdjęcie zatrzymywało maszynę.
Osłony regulowane pozwalają na takie ich ustawienie, aby zminimalizować dostęp do miejsc niebezpiecznych, stosownie do wielkości
materiału, ale muszą pozwolić na realizację zadań produkcyjnych.
Osłony samonastawne poprzez kontakt z materiałem obrabianym same dostosowują się tak, aby zakryć w maksymalnym stopniu narzęd zie.
Osłony i drzwi sprzężone są połączone z układem sterowania tak, aby nie można było ich otworzyć, jeżeli jest zagrożenie takie jak ruch,
temperatura, ciśnienie itp. Jeżeli są otwarte, to nie jest możliwe uruchomienie maszyny.
Osłony barierowe zamykają dostęp do miejsca niebezpiecznego, jeżeli jest zagrożenie i umożliwiają dostęp, gdy nie ma zagrożenia.
Osłony automatyczne zmuszają pracownika do opuszczenia miejsca niebezpiecznego (przez powolne wypychanie) z chwilą, gdy powstaje
zagrożenie.
Paski ograniczające zasięg ruchu rąk pracownika tak, aby nie mógł włożyć ręki w obszar niebezpieczny i wymuszają w ten sposób używanie
narzędzi.
Paski wyciągające ręce pracownika z obszaru niebezpiecznego z chwilą, gdy powstaje tam zagrożenie (odciągacze /wyciągacze).
Kurtyny świetlne mogą być stosowane tylko wtedy, gdy po wykryciu zagrożenia maszyna zatrzyma się zanim operator włoży rękę w obszar
zagrożenia. Stosowane są na przykład w prasach hydraulicznych, gdzie ruchy są powolne. W maszynach gdzie zespół narzędzia połączony
jest z układem napędowym za pomocą sprzęgła elektromagnetycznego rozłącznego, co umożliwia natychmiastowe odłączenie go od układu
napędowego i zatrzymanie za pomocą hamulca, zanim zagrożenie będzie realne. W innym wypadku kurtyny świetlne nie są wystarczającym
zabezpieczeniem, ale mogą uruchamiać sygnały ostrzegawcze przypominające o powstałym zagrożeniu.
Ogrodzenia świetlne, skanery i czujniki podłogowe mają wadę polegająca na tym, że choć zapewniają bezpieczeństwo przez zatrzymanie
maszyny, to jednak nie powstrzymują intruza od wejścia w obszar niebezpieczny. Operator musi od nowa rozpoczynać proces produkcyjny.
Kurtyny świetlne wykrywają tylko wtargnięcie w obszar niebezpieczny (przekroczenie linii w której są ustawione), o ile maszyna jest
włączona. Jeżeli człowiek wejdzie tam w czasie gdy maszyna jest wyłączona, to jego obecność nie będzie wykryta.
Skanery i czujniki podłogowe mają tę przewagę, że wykrywają obecność człowieka w obszarze niebezpiecznym.
Eliminowanie zagrożeń w miejscu podawania surowca i odbioru produktu.
Stosowanie osłon świetlnych nie zezwalających na realizacje procesu, jeżeli jest zagrożenie, w przypadku przenośników odróżniających
materiał od ciała pracownika, stosowanie osłon barierowych otwierających się na czas wkładania i wyjmowania materiału i zamykających
się na czas wykonywania pracy, drzwi sprzężonych, w przypadku wsypów stosowanie siatek lub długich gardzieli, stosowanie podajników
automatycznych lub półautomatycznych, wyrzutników produktu, stosowanie robotów manipulatorów, stosowanie urządzeń dźwigowych do
podawania i odbioru elementów o dużej masie.
Zabezpieczenia przeciw odrzutowi pił tarczowych to kliny rozczepiające, jednokierunkowe zębatki dociskane sprężyną do deski i rolki
dociskowe.
Zabezpieczenia przeciw odrzutowi strugarek stanowią wałki podające i odbierające.
Urządzenia odpylające, zasysające pył, trociny.
Zapory chroniące operatora maszyny stacjonarnej przed najechaniem wózkiem.
Kabina operatora odporna na siły działające w przypadku wywrócenia się pojazdu (koparka) lub spadnięcia ładunku na kabinę (wó zek
widłowy).
Pasy bezpieczeństwa, uprząż bezpieczeństwa, liny z pochłaniaczem energii.
Chwytacz pękniętego łańcucha w ile łańcuchowej.
Urządzenia wykorzystujące siłę bezwładności, która pojawia się, gdy ma miejsce nietypowe dla normalnej pracy przyspieszenie: pasy
bezpieczeństwa, hamulec piły łańcuchowej, klin zakleszczający hamulec szynowy windy uruchomiany regulatorem odśrodkowym.
Urządzenia odróżniające produkt właściwy od innych niepożądanych elementów i uruchamiające awaryjne zatrzymanie maszyny w razie ich
wykrycia.
Urządzenia aktywujące szybkie wycofanie elementów roboczych lub aktywujące szybkie działanie zabezpieczeń.
Interfejs bezpieczeństwa odbiera sygnały z układu sterowania maszyny i ze wszystkich detektorów zagrożenia. Jeżeli którykolwiek z
czujników przesyła sygnał zagrożenia, to interfejs przejmuje sterowanie maszyną i doprowadza ją do stanu bezpieczeństwa.
Ocena ryzyka:
http://www.pip.gov.pl/html/pl/prewencja/ocena_ryzyka_zawodowego/94000000.php

4
http://www.pip.gov.pl/html/pl/prewencja/ocena_ryzyka_zawodowego/91000002.php
Międzynarodowe karty charakterystyki zagrożeń zawodowych: http://www.ciop.pl/10862.html
Znaki ostrzegawcze BHP - Google
Dz.U. 2008 nr 199 poz. 1228
Rozporządzenie Ministra Gospodarki z dnia 21 października 2008 r. w sprawie zasadniczych wymagań dla maszyn
http://isap.sejm.gov.pl/DetailsServlet?id=WDU20081991228
Dz.U. 2002 nr 191 poz. 1596, Rozporządzenie Ministra Gospodarki z dnia 30 października 2002 r. w sprawie minimalnych wymagań
dotyczących bezpieczeństwa i higieny pracy w zakresie użytkowania maszyn przez pracowników podczas pracy.
http://isap.sejm.gov.pl/DetailsServlet?id=WDU20021911596
Dz.U. 2001 nr 79 poz. 849, Rozporządzenie Ministra Gospodarki z dnia 18 lipca 2001 r. w sprawie trybu sprawdzania kwalifikacji
wymaganych przy obsłudze i konserwacji urządzeń technicznych.
http://isap.sejm.gov.pl/DetailsServlet?id=WDU20010790849
Dz.U. 2005 nr 157 poz. 1318, Rozporządzenie Ministra Gospodarki i Pracy z dnia 5 sierpnia 2005 r. w sprawie bezpieczeństwa i higieny
pracy przy pracach związanych z narażeniem na hałas lub drgania mechaniczne
http://isap.sejm.gov.pl/DetailsServlet?id=WDU20051571318
Część I: MASZYNOZNAWSTWO
Słowo wstępne
Pracownik zajmujący się sprawami bezpieczeństwa musi posiadać elementarną wiedzę
techniczną, aby zrozumieć zagrożenia, jakie mają miejsce w przemyśle.
Większość wypadków śmiertelnych ma miejsce w miejscu kontaktu człowieka z maszyną.
Warunkiem wyeliminowania wypadków jest rozumienie działania maszyn oraz znajomość
zabezpieczeń.
Umiejętność zrealizowania praktycznego własnych pomysłów wymaga wykonania projektu
przy współpracy z właściwymi specjalistami.
Wszystkie maszyny składają się z takich samych części, jednak są pomiędzy nimi zasadnicze
różnice, ze względu na zadania, jakie wykonują.
Charakterystyczne cechy odróżniające maszyny:
W przypadku dźwigów zewnętrzna siła obciążająca jest ściśle określona i jest to podnoszony
ciężar. Ze względu na jego znaczną wielkość, prędkości podnoszenia są małe.
Od obrabiarek oczekujemy dużej dokładności.
Od maszyn włókienniczych oczekujemy dużej wydajności. Z tego względu mamy do
czynienia z dużymi przyspieszeniami, a co za tym idzie dużymi siłami bezwładności,
szczególne, gdy występuje tam ruch zwrotny. Zewnętrzne siły są małe, bowiem ciężar
wyrobu włókienniczego nie jest duży. Duża dokładność elementów roboczych nie jest
konieczna.
Maszyna składa się z silnika, przekładni, innych mechanizmów przekształcających ruch oraz
z elementów roboczych wykonujących pracę użyteczną.
Napęd bezpośredni bez przekładni rzadko jest stosowany, bowiem wymagałby silnika
znacznych rozmiarów.
Zwykle stosujemy małe silniki o dużych prędkościach obrotowych. Duże siły robocze
uzyskujemy przez zastosowanie przekładni, która zwiększa siłę, a zmniejsza prędkość,
zgodnie z zasadą, że w układzie bez strat praca wykonana równa się pracy otrzymanej.

5
Ze względu na to, że bezpośrednio za silnikiem siły są małe, pierwszą przekładnią jest zwykle
przekładnia pasowa. Jej zaletą jest elastyczność i cichobieżność. Następna jest przekładnia
zębata zwana reduktorem. Dostarcza ona duże momenty sił z małymi prędkościami
obrotowymi.
Własności wytrzymałościowe materiałów (strength of materials)
Zagrożenia można ograniczyć przez poprawną konstrukcję i obliczenia z uwzględnieniem
właściwości wytrzymałościowych materiałów, zmęczenia, zużycia, przeciążeń itd.
W ustalaniu technicznych przyczyn wypadku zasadniczą rolę odgrywają badania
doświadczalne własności materiałów.
Do najważniejszych z nich należą: badania wytrzymałości, twardości i badania mikroskopowe
struktury.
Naprężenia to wielkość siły działającej na jednostkę powierzchni =F/A.
Dla każdego materiału doświadczalnie określa się naprężenia, przy których następuje trwałe
odkształcenie (Re granica plastyczności), naprężenia, przy których następuje rozerwanie
próbki (Rm wytrzymałość na rozerwanie) oraz naprężenia, przy których następuje zniszczenie
próbki poddanej ściskaniu.
Elastic limit, yield stress, ultimate stress:
http://images.google.pl/
Przeprowadza się badania twardości powierzchni. Polegają one na wciskaniu w powierzchnię
z określoną siłą kulki (HB), stożka (HRC) lub ostrosłupa (HV) i pomiarze wielkości
powstałego odcisku. (Hardness: Brinell, Rockwell, Vickers)
Żeliwo i stal (cast iron and steel)
Żeliwo jest to stop żelaza z węglem, o zawartości węgla większej niż wynosi rozpuszczalność
węgla w żelazie ( > 2,11%). Jest stosowane na odlewy.
Stal jest to stop żelaza z węglem o zawartości węgla mniejszej niż wynosi rozpuszczalność
węgla w żelazie tzn. < 2%. Produkowane stale zawierają do około 0,8%. Powyżej 0,8%
wytrzymałość maleje, mimo że twardość nadal rośnie.
Stal wytwarzana jest w hutach w postaci wyrobów walcowanych. Są to blachy, płyty, pręty,
rury oraz kształtowniki: kątowniki, teowniki, dwuteowniki, ceowniki.
Obróbka cieplna - HEAT TREATMENT 4..6:
http://www.technologystudent.com/equip1/equipex1.htm
6
http://www.technologystudent.com/index.htm
Hartowanie jest to zabieg cieplny mający na celu zmianę struktury krystalicznej stali. Polega
na nagrzaniu do temperatury, w której zachodzi przemiana struktury krystalicznej, wygrzaniu
w tej temperaturze, a następnie szybkim chłodzeniu.
Hartowanie zwiększa twardość i wytrzymałość. Hartowność stali zależy od zawartości węgla.
Powinna ona być, co najmniej 0,4%. Stale niskowęglowe dla zwiększenia ich twardości
nawęgla się i hartuje powierzchniowo.
Stal ma budowę krystaliczną. Składa się z ziaren o różnej orientacji struktury.
Kryształ ma małą wytrzymałość na poślizg wzdłuż płaszczyzn, jakie tworzą atomy.
Odwrotnie jest przy próbie oderwania atomów od siebie w sieci krystalicznej, bowiem siły
wiążące atomy w sieci są duże.
Wytrzymałość stali uzyskujemy utrudniając poślizg przez zwiększenie roli sił wiążących
atomy w sieci.
Im bardziej skomplikowana jest powierzchnia tworzona przez granice ziaren, tym większa
jest wytrzymałość. Jest to wynikiem wzajemnej niezgodności płaszczyzn poślizgu
poszczególnych ziaren.
Powyżej temperatury przemiany mamy kryształy zawierające atomy żelaza Fe w narożach
i w środku ścian bocznych (austenit), poniżej temperatury przemiany kryształ zawiera atomy
Fe w narożach i w środku sześcianu (ferryt).
W przypadku kryształu austenitu w środku sześcianu nie ma Fe, a za to jest miejsce na
węgiel C.
W czasie przemiany kryształów austenitu (14 atomów Fe) w kryształy ferrytu (9 atomów Fe)
zmienia się ilość atomów tworzących kryształ, co oznacza całkowitą przebudowę sieci.
Jeżeli chłodzenie jest szybkie, to nowo utworzone kryształy nie zdążą w pełni pozbyć się
z wnętrza uwięzionych tam atomów węgla C i ziarno może być postrzegane jako zbiór
drobniejszych ziaren. Tak powstała struktura nosi nazwę martenzytu. Jest to struktura
drobnoziarnista o dużej wytrzymałości. Hartowność zależy od zawartości procentowej węgla.
Przy jego braku zjawisko to nie zachodzi.
Jeżeli przyczyną katastrofy był nieprawidłowy materiał, to mikroskopowe badania jego
struktury pozwalają na wykrycie tego faktu. Podobnie przydatne są badania wytrzymałości
i twardości.
Odpuszczanie i odprężanie polega na nagrzaniu poniżej temperatury przemiany krystalicznej i
powolnym chłodzeniu. Usuwa się w ten sposób naprężenia wewnętrzne.
Naprężenia hartownicze cieplne wynikają z różnej szybkości chłodzenia warstwy
powierzchniowej i rdzenia przedmiotu. Naprężenia strukturalne są wynikiem różnej gęstości
faz występujących w materiale podczas obróbki.

7
Stale zwykłej jakości oznacza się wykorzystując Re:
Re [MPa] Rm [MPa] HB C%
S185 185 315
S195 195 335 110 0,15
S215 215 375 120 0,22
S235 235 410 140 0,25
S275 275 490 160 0,35
S315 315 590 180 0,45
S345 345 690 200 0,55
Stale o podwyższonej jakości oznacza się wykorzystując zawartość węgla, np. stal o
zawartości węgla 0.35% oznacza się C35.
Znak stali
Temp. hart.
Re
[MPa]
Rm
[MPa]
HRC
C35 Stal walcowana 440 700
Odprężona 310 480
840°C Hartowana, chłodzona w wodzie
1845 53
880°C Hartowana, chłodzona w oleju 1690 50
C45 Stal walcowana 460 750
Odprężona 330 540
820°C Hartowana, chłodzona w wodzie
2270 58
860°C Hartowana, chłodzona w oleju 1980 55
C55 Stal walcowana 500 825
Odprężona 350 550
805°C Hartowana, chłodzona w wodzie
2510 61
845°C Hartowana, chłodzona w oleju 2120 57
C60 Stal walcowana 540 875
Odprężona 370 580
800°C Hartowana, chłodzona w wodzie
2670 63
840°C Hartowana, chłodzona w oleju 2430 60
C75 Stal walcowana 600 1000
Odprężona 370 570
785°C Hartowana, chłodzona w wodzie
3000 67
825°C Hartowana, chłodzona w oleju 2760 64
Domex Hardenable Steel -High Carbon Steel, Hot rolled sheet for quenching and tempering.
8
Temperatury podczas obróbki stali 45:
Temperatura hartowania 820 - 860 °C - woda lub olej
Temperatura normalizowania 840 - 870 °C - chłodzenie w spokojnym powietrzu
Temperatura kucia 1100 - 850 °C (austenit)
Temperatura odprężania 600 - 650 °C - chłodzenie w spokojnym powietrzu
Temperatura zmiękczania 650 - 700 °C - chłodzenie powolne
Temperatura odpuszczania 550 - 660 °C - powietrze
Zależnie od zawartości węgla czynnik chłodzący (decydujący o szybkości chłodzenia) musi
być tak dobrany, aby stal zahartowała się, ale nie następowało pęknięcie.
http://www.multistal.com.pl/
http://www.bodex.pl/
http://pkm.edu.pl/index.php
http://pl.wikipedia.org/wiki/Stal
http://pl.wikipedia.org/wiki/Staliwo
Wytrzymałość w zależności od rodzaju obciążenia
Strength of materials
http://images.google.pl/
Rozciąganie, ściskanie i ścinanie (tension, compression, shear)
Naprężenia obliczamy dzieląc wielkość siły przez pole przekroju.
Wytrzymałość sprawdzamy porównując naprężenia do naprężeń dopuszczalnych.
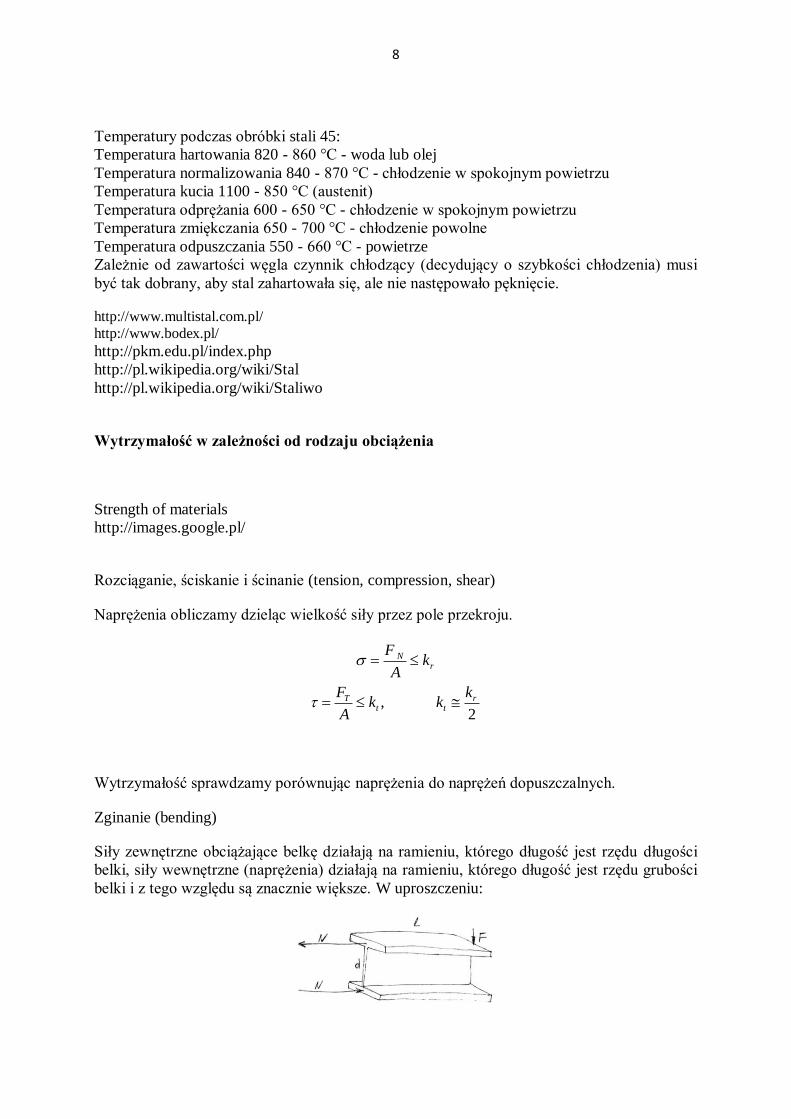
Zginanie (bending)
Siły zewnętrzne obciążające belkę działają na ramieniu, którego długość jest rzędu długości
belki, siły wewnętrzne (naprężenia) działają na ramieniu, którego długość jest rzędu grubości
belki i z tego względu są znacznie większe. W uproszczeniu:
2, r
ttT
rN
kkk
A
F
kA
F
9
d
lFN
NdFl
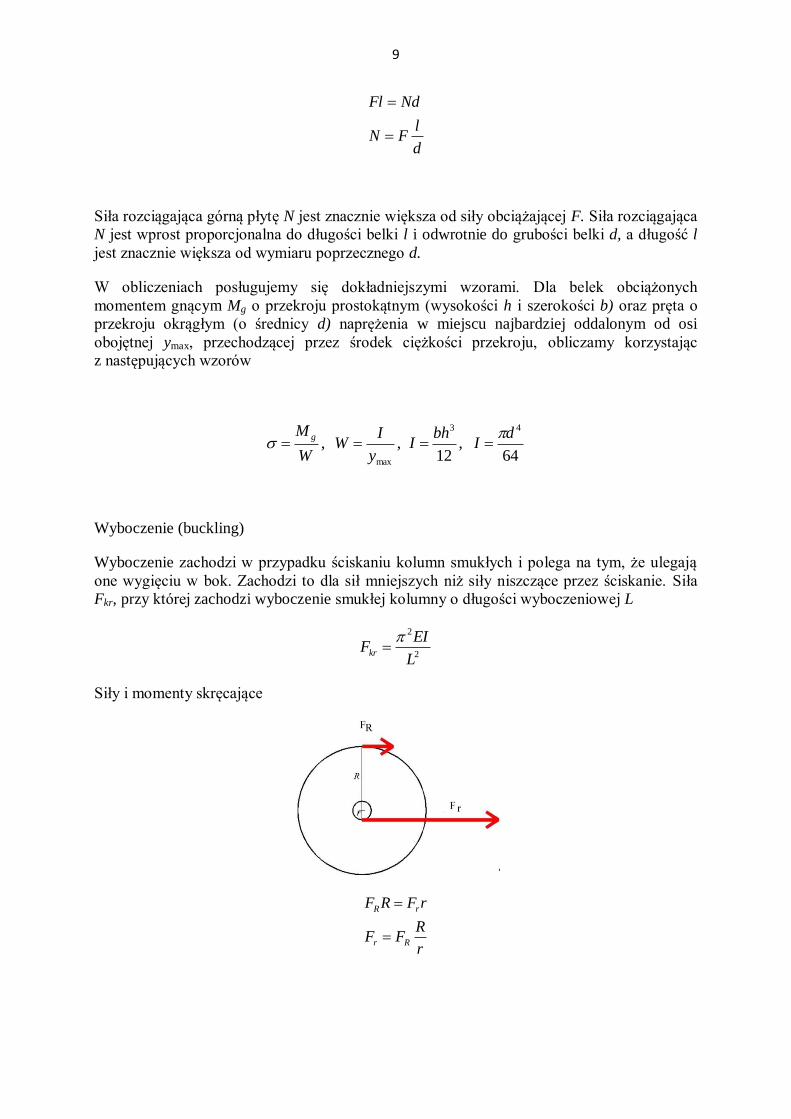
Siła rozciągająca górną płytę N jest znacznie większa od siły obciążającej F. Siła rozciągająca
N jest wprost proporcjonalna do długości belki l i odwrotnie do grubości belki d, a długość l
jest znacznie większa od wymiaru poprzecznego d.
W obliczeniach posługujemy się dokładniejszymi wzorami. Dla belek obciążonych
momentem gnącym Mg o przekroju prostokątnym (wysokości h i szerokości b) oraz pręta o
przekroju okrągłym (o średnicy d) naprężenia w miejscu najbardziej oddalonym od osi
obojętnej ymax, przechodzącej przez środek ciężkości przekroju, obliczamy korzystając
z następujących wzorów
64,
12,,
43
max
dI
bhI
y
IW
W
M g
Wyboczenie (buckling)
Wyboczenie zachodzi w przypadku ściskaniu kolumn smukłych i polega na tym, że ulegają
one wygięciu w bok. Zachodzi to dla sił mniejszych niż siły niszczące przez ściskanie. Siła
Fkr, przy której zachodzi wyboczenie smukłej kolumny o długości wyboczeniowej L
2
2
L
EIFkr
Siły i momenty skręcające
r
RFF
rFRF
Rr
rR

10
Siła działająca na połączenie koła z wałem FR jest znacznie większa od siły obciążającej
koło Fr.
Naprężenia skręcające wał i kąt skręcenia wału obliczamy z zależności
Naprężenia wewnętrzne
Szczególnie niebezpieczne są naprężenia wewnętrzne, bowiem mogą powodować nagłe
niespodziewane zniszczenie mimo braku obciążenia zewnętrznego.
Naprężenia wewnętrzne powstają ze względu na rozszerzalność cieplną metalu:
- w czasie krzepnięcia odlewów, kiedy to najpierw krzepnie powierzchnia, co
determinuje wymiary zewnętrzne, później krzepnie środek, który kurczy się i wtedy
jego wymiary kolidują z tymi wcześniej nadanymi przez skrzepniętą powierzchnię
- w czasie spawania, ze względu wysoką temperaturę spoiny i nienagrzanie dalszych
obszarów materiału spawanego oraz późniejsze kurczenie się spoiny wraz z jej
stygnięciem
Usuwa się je przez wyżarzanie.
Naprężenia wewnętrzne mogą być skutkiem wadliwego montażu. W przypadku budynków
mogą być skutkiem osiadania gruntu i mogą powodować pękanie ścian
Jeżeli w konstrukcji są naprężenia wewnętrzne, to konstrukcja wydaje się być nieobciążona,
a tymczasem niewielkie dodatkowe obciążenie może spowodować pęknięcie.
Wytrzymałość zmęczeniowa (fatigue)
Material fatigue
http://images.google.pl/
Jeżeli siła obciążająca jest zmienna i wywołuje drgania elementu sprężystego, wtedy drobne
zmiany, jakie zachodzą w czasie każdego cyklu sumują się. Z tego względu pękniecie
następuje przy naprężeniach mniejszych od wytrzymałości statycznej. Przez wytrzymałość
zmęczeniową stali Zg0 rozumiemy graniczne naprężania, przy których nie nastąpi zniszczenie
materiału mimo obciążenia go ponad N=1 000 000 razy. Wynosi ona od 0.3 do 0.55 Rm.
Własności zmęczeniowe stali 45 (MPa), N=107
32,
16/4
0
0
3
dI
GI
lM
kd
M
s
ss

11
Stan obróbki Zgo
MPa
Zrj
MPa
Zrc
MPa
Zso
MPa Zgo/Rm
hartowana 820 °C, woda,
odpuszczczana 560 °C 300 360 270 150 0.46
Koło samochodu, który przebył drogę 100 tys. km wykonało 50 mln obrotów. Jeżeli droga
samochodu wynosi =100 000 km=100 000 000 m, a obwód koła=*d=3,14*0,6=1,88 m2 m
to ilość obrotów koła=100 000 000/2=50 000 000=50*106 .
Aluminium nie ma granicznej wytrzymałości zmęczeniowej. Z tego względu element może
być poddany obciążeniom tylko określoną ilość razy. Po przekroczeniu tej ilości obciążeń
elementy aluminiowe muszą być wymienione.
Kompozyty poddane długotrwałym zmiennym obciążeniom zginającym ulegają stopniowo
narastającemu rozwarstwieniu i tracą własności wytrzymałościowe.
Jeżeli kształt sprężyn (resorów) uległ trwałej zmianie, to powinny być one zastąpione
nowymi, a nie regenerowane. Zamiana kształtu może świadczyć o zmianach zmęczeniowych.
Wewnętrzne wady i pęknięcia można wykryć za pomocą defektoskopów ultradźwiękowych.
Ostre, niepłynne zmiany kształtu elementu i nieciągłości takie jak rowki, zmiany średnicy
i otwory powodują spiętrzenie naprężeń. Może to być zwiększenie 1,2 do 3 krotnego, zależnie
od ostrości karbu.
Metody wytwarzania
Forging press, steel rolling machine, profile extrusion, iron casting, sand molding
http://www.youtube.com/
Obróbka plastyczna: kucie (forging), ciągnienie na trzpieniu, przepychanie, gięcie, wyoblanie,
tłoczenie.
Odlewanie (molding, casting) z wykorzystaniem form piaskowych i gipsowych, modeli z
wosku, form ceramicznych.
Obróbka skrawaniem: toczenie, frezowanie, struganie, szlifowanie.
Wysoką dokładność wałków, dużych otworów i płaszczyzn uzyskujemy przez szlifowanie.
Wysoką dokładność otworów o małej średnicy otrzymujemy przez rozwiercanie.
Literatura
Odlewnie - SMALL SCALE ALUMINIUM CASTING i PEWTER CASTING -1..10:
http://www.technologystudent.com/equip1/equipex1.htm
Machining, lathe, turning, milling machine, grinding machine, metal planer
http://www.youtube.com/
12
Machine Shop Trade Secrets: A Guide to Manufacturing Machine Shop Practices by James A.
A. Harvey
Harvey Metalworking - Doing it Better: Machining, Welding, Fabricating by Tom Lipton
Rysunek techniczny (technical drawing)
Podstawowe umiejętności sporządzania i czytania rysunków technicznych. Rysowanie rzutów
i przekrojów, wymiarowanie, oznaczanie dokładności i chropowatości, sporządzanie
rysunków części spawanych i rysunków złożeniowych.
Literatura:
T. Dobrzański: Rysunek Techniczny Maszynowy- WNT
Zbiór Polskich Norm – Rysunek Techniczny Maszynowy, WN-Warszawa,
Katalogi i Normy Części Maszyn WN-Warszawa
http://czajek3.republika.pl/ Manual of Engineering Drawing – Google
Descriptive Geometry - Youtube http://www.uwm.edu.pl/edu/sobieski/pliki/dydaktyka/gigi/04_tolerowanie_i_chropowatosc.pdf
http://pl.wikipedia.org/wiki/Chropowato%C5%9B%C4%87_powierzchni
Dokładność wykonania, pasowania.
Dokładność wykonania określa się podając wymiar nominalny oraz dopuszczalny
maksymalny i minimalny, zwykle poprzez podanie odchyłek od wymiaru nominalnego.
Różnica pomiędzy maksymalnym i minimalnym wymiarem nazywa się tolerancją.
Stosuje się oznaczenia symboliczne.
Położenie pola tolerancji względem wymiaru nominalnego określa się literami.
Duże litery dotyczą otworu, małe dotyczą walka.
Litery H i h oznaczają, że pole tolerancji przylega do wymiaru nominalnego.
Szerokość pola tolerancji określa klasa dokładności wyrażona liczbą.
Na podstawie oznaczenia symbolicznego wymiar rzeczywisty można wyrazić wielkością
liczbową korzystając z tablic.
Pasowania ruchowe: średnica wałka jest mniejsza od średnicy otworu.
Pasowania wtłaczane: średnica wałka jest większa od średnicy otworu.
Pasowania mieszane są pośrednie.

13
Dla ograniczenia ilości narzędzi najczęściej stosuje się zasadę stałego otworu, a tylko czasami
stałego wałka.
Przykład oznaczenia
Stosowane pasowania kół zębatych na wale: od przylgowego H7/j6 do lekko wtłaczanego
H7/r6.
Połączenia klejone, lutowanie i spawanie
Klejenie polega na łączeniu elementów za pomocą kleju, który przekształca się w ciało stałe
przez wyschnięcie lub przez reakcję chemiczną jego składników.
Stosujemy kleje jedno i wieloskładnikowe, elastyczne lub kruche po wyschnięciu.
Lutowanie polega na łączeniu elementów za pomocą roztopionego metalu, ale bez
nadtopienia elementów łączonych.
Lutowanie miękkie (soldering) przeprowadza się w temperaturze <400°C, najczęściej
w temperaturze od 183 do 215°C uzyskanej za pomocą lutownicy. Jako lut stosujemy
najczęściej stop cyny i ołowiu.
Lutowanie twarde (brazing) przeprowadza się w temperaturze >450°C, najczęściej
w temperaturze 870 do 980 °C uzyskanej za pomocą płomienia palnika. Lut to najczęściej
mosiądz. Używamy: skroplony gaz (propan, butan, propyn, propadien)+ tlen + palnik +
iskrownik + drut mosiężny. Stosuje się także lutowanie oporowe i indukcyjne.
http://www.technologystudent.com/equip1/equipex1.htm
Lutowanie - HEAT TREATMENT 1..3:
Spawanie (welding) polega na łączeniu elementów za pomocą roztopionego metalu
z nadtopieniem elementów łączonych.
W odróżnieniu od lutowania, ze spawaniem elementów stalowych wiąże się zagrożenie
nadmiernego stopienia się elementów łączonych oraz powstawanie tlenków, które nie mają
wytrzymałości.
Literatura The Art of Welding by Ryan Friendlinghaus and William L. Galvery
Nity
Solid and blind rivet

14
Nity stosujemy tam, gdzie mamy trudności ze spawaniem, na przykład do łączenia blach
aluminiowych. Obliczamy nity na ścinanie, łączone blachy osłabione przez otwory obliczamy
na rozerwanie i ścinanie.
Śruby, wkręty, szpilki
Bolts, screws, stud bolts
Hex bolt, ball screws
http://images.google.pl/
Śruba jest równią pochyłą nawiniętą na walcu.
Stosujemy gwinty jedno- dwu- i trójzwojne.
Gwint może mieć przekrój trójkątny, prostokątny, trapezowy symetryczny
lub niesymetryczny.
Praca siły obracającej śrubę równa się sumie pracy siły podnoszącej ciężar i pracy sił tarcia.
Śruba niesamohamowna ma gwint stromy. Można ją wprawić w ruch obrotowy działając na
nią siłą wzdłuż osi śruby. Śruba niesamohamowna nie będzie utrzymywała nacisku.
W przypadku śrub samohamownych (self-locking) gwint nie jest stromy. Nie można wywołać
ruchu obrotowego śruby przez działanie na nią siłą wzdłuż osi śruby.
W przypadku podnośnika śruba musi być samohamowna, aby podnoszony ciężar nie opadł
pod działaniem siły ciężkości.
Dla pras napędzanych silnikiem śruby nie są samohamowne. Jeżeli śruba jest samohamowna
to silnik ją zakręci, ale później nie będzie mógł jej odkręcić. Dokręcana jest, bowiem siłą
silnika powiększona o siłą bezwładności. Odkręcana będzie tylko siłą silnika, przy małym
momencie rozruchowym.
Śruby pociągowe niesamohamowne mają większą sprawność, czyli mniejsze straty energii na
pokonanie sił tarcia.
Śruby złączne muszą być samohamowne.
Śruby luźne dociskają do siebie elementy łączone. Siły styczne do powierzchni styku
przenoszone są przez siły tarcia na tych powierzchniach. Siły tarcia są proporcjonalne do siły
nacisku śrub i współczynnika tarcia powierzchni. Śruby są rozciągane. Ustalenie wzajemnego
położenia powierzchni łączonych wymaga zastosowania dwóch kołków pasowanych (fitted
locating pin).
Rdzeń śruby obliczamy na rozciąganie, śrubę ściskaną na wyboczenie. Obliczamy wysokość
nakrętki (nut) tak, aby naprężenia na docisk na gwincie były mniejsze od dopuszczalnych.
Jeżeli materiał śruby i nakrętki jest ten sam to H=0.8d.
15
Śruby pasowane (fit bolts, fitted bolts) mają trzpień wciśnięty do otworu i one przenoszą siły
styczne do powierzchni łączonych. Śruby z trzpieniem pasowanym ustalają wzajemne
położenie elementów łączonych i nie wymagają stosowania kołków ustalających. Trzpień
śruby obliczamy na ścinanie.
Śruby najczęściej mają łeb sześciokątny lub łeb z gniazdem sześciokątnym. Mogą być dzięki
temu mocno dokręcone Wkręty mają we łbie gniazdo dla wkrętaka. Z tego względu nie mogą
być tak mocno dokręcone jak śruby.
Jeżeli dwa elementy są skręcone śrubą, to oddziałują one na siebie z siłą, z jaką jest śruba
zakręcona tzw. napięciem wstępnym śruby. Jeżeli obciążymy łeb śruby siłą osiową, to nie
przeniesie się ona na trzpień śruby, lecz przejmie wzajemne oddziaływanie elementów
łączonych powodując spadek tego oddziaływania. Jeżeli siła będzie większa od napięcia
wstępnego śruby, to siła wzajemnego oddziaływanie elementów łączonych spadnie do zera,
a siła w całości będzie przeniesiona na rdzeń śruby.
Siła napięcia wstępnego śruby może być zadana przez zastosowanie klucza
dynamometrycznego, gdzie na skali ustawia się wartość siły, powyżej której zapadka
pośrednicząca odłącza trzonek od uchwytu.
Zależność pomiędzy wydłużeniem śruby Ls i ściśnięciem elementów skręcanych Lp
znajdujemy z równości sił
Śruby muszą być zabezpieczone przed odkręcaniem. Stosuje się przeciwnakrętki, podkładki
sprężyste, podkładki odginane, podkładki odginane na nakrętce wewnątrz otworu posiadające
występ wprowadzany do rowka w śrubie, zawleczki przełożone przez otwór w śrubie
i nakrętce, drut przełożony przez otworki wykonane w łbach lub nakrętkach kilku śrub. Śruby
i nakrętki z ząbkowanym kołnierzem blokującym odkręcanie, mogą powodować uszkodzenie
powierzchni styku. Stosuje się też odkształcenie gwintu tuż za nakrętką za pomocą punktaka.
Śruby nie są szczelne i jeżeli jest taka możliwość, to ciecze i gazy przeciekają po gwincie.
W takim wypadku konieczne jest uszczelnienie gwintu. Stosuje się taśmę z tworzywa
sztucznego nawiniętą na gwint, pakuły, kleje a rzadko cynę, która lutuje śrubę z elementem
łączonym po podgrzaniu palnikiem śruby do roztopienia cyny i w tym stanie dokręceniu
śruby. W niektórych przypadkach może wystarczyć uszczelka pod łbem śruby. Nakrętki tak
nie można uszczelnić. Skuteczne są uszczelki na powierzchniach stykających się, nie
dopuszczające płynu do śruby.
Śruby i wkręty można zabezpieczać przed odkręcaniem i przeciekaniem za pomocą
specjalnych klejów.
Obliczenie:
L
AEL
L
AELFF
L
EALF
EA
FLl
pp
pss
sps
,
,

16
http://pkm.edu.pl/index.php http://www.tribology-abc.com/calculators/c3_3.htm
Wypadki zdarzają się, jeżeli:
• śruba pasowana zostanie zastąpiona śrubą luźną
• nie są włożone kołki ustalające przed założeniem śrub luźnych
• nie zostaną założone zabezpieczenia przed odkręcaniem
• zostaną użyte śruby mające inną średnicę, inny skok lub ilość zwojów
• zostaną użyte śruby o niewłaściwej długości (za krótkie lub za długie)
• zostaną użyte śruby z niewłaściwego materiału - podróbki zamiast oryginalnych
• śruba ze stali wysokowęglowej zostanie zastąpiona śrubą ze stali niskowęglowej
• śruba ze stali hartowanej zostanie zastąpiona śrubą niehartowaną
• śruby są dokręcone z niewłaściwą siłą
Śruby na wirujących elementach nie powinny wystawać nad ich powierzchnię, bowiem mogą
pochwycić pracownika za odzież. Jeżeli wystają, to musi być uniemożliwiony kontakt
człowieka z nimi.
Śruby i wkręty ulegają korozji. Gdy je wymieniasz, nie kieruj się podobieństwem do tych
usuwanych, które mogą być wadliwe, ale dobierz je zgodnie z dokumentacją.
Śruby wytwarza się metodą skrawania lub walcowania. Korzysta się z narzynek
i gwintowników.
Łożyska toczne
Rolling bearings
Ball, roller, needle, spherical, taper, thrust bearings
http://vento.com.pl/
http://www.skf.com/group/index.html
http://www.dnctbearing.com/
http://pkm.edu.pl/index.php
Łożyska kulkowe, wałeczkowe, igiełkowe, baryłkowe, kulkowe wahliwe, stożkowe, kulkowe
liniowe, wzdłużne.
Łożyska, wały i korpusy muszą być tak skonstruowane i zmontowane, aby ich
wzajemne położenie było trwale ustalone. Realizujemy to za pomocą zmiany średnicy
walu, tulejek dystansowych, nakrętek z podkładkami zabezpieczającymi przed
odkręceniem, płytek przykręcanych do końca wału, pokrywek otworu oraz za pomocą
pierścieni osadczych.
Pierścienie osadcze sprężynujące stosujemy na końcach wałów, natomiast unikamy
ich stosowania w części środkowej wału, ze względu na to, że powodują spiętrzenie
naprężeń.

17
Ze względu na niedokładność współosiowości otworów, w których osadzane są
łożyska, nie zaleca się konstruowania wałów na trzech podporach.
W przypadku osadzenia wału na dwóch łożyskach, problem niewspółosiowości
otworów można rozwiązać stosując łożyska wahliwe kulkowe lub baryłkowe.
Łożyska toczne muszą być osadzone z odpowiednimi do ruchu i obciążeń
pasowaniami.
Jeżeli np. pierścień wewnętrzny nie jest wystarczająco ciasno osadzony na wale, (czyli
średnica wału jest zbyt mała) to zdarza się w praktyce, szczególnie, jeżeli smar nie jest
wymieniany i stwardnieje, że wał obraca się względem pierścienia wewnętrznego
i wyciera się. Jeżeli jest to wirnik silnika to po pewnym czasie przestaje się obracać
i uzwojenie silnika pali się.
Jeżeli średnica wału (w stosunku do średnicy pierścienia) jest zbyt duża, to pierścień
wewnętrzny ulega nadmiernemu rozciągnięciu, co powoduje ściskanie elementów
tocznych i szybkie zużycie łożyska.
W skrajnym przypadku zaciśnięcie łożyska, spowodowane niewłaściwymi
pasowaniami pierścienia wewnętrznego lub zewnętrznego, może skutkować takim
odkształceniem elementów tocznych, że nie będą się one toczyć, lecz ślizgać po
bieżni. Wynika to z znacznego wzrostu oporu toczenia. Zjawisko to może zachodzić
także z powodu nadmiernego obciążenia elementu tocznego siłami zewnętrznymi, co
może mieć miejsce w łożyskach w których odległość pomiędzy elementami tocznymi
jest zbyt duża.
Może dochodzić nawet do sprężystego spłaszczenia elementów tocznych, które
ścierając się mogą utracić kształt okrągły, uzyskując trwałe spłaszczenie, co skutkuje
szybkim zużyciem łożyska.
Pierścień, który się obraca powinien być osadzony z pasowaniem ciasnym, a pierścień
nieruchomy z pasowaniem suwliwym. Przykładowo, jeżeli jest obciążenie miejscowe
pierścienia zewnętrznego (najczęściej wałek obraca się) to otwór może być wykonany
z pasowaniem H7, a wałek k5. Jeżeli jest obciążenie miejscowe pierścienia
wewnętrznego (na przykład kolo jezdne na nieruchomej osi) to otwór może być
wykonany z pasowaniem M7, a wałek h6.
Jeżeli łożysko toczne znajduje się w odrębnej obudowie, to powinna mieć ona
pokrywki z pierścieniami uszczelniającymi wał, najczęściej filcowymi oraz powinna
być wypełniona smarem stałym wymienianym w określonych okresach. Stosuje się też
oprawy dzielone, tak skonstruowane, że zasłaniają łożysko i nie wymagają
dodatkowych pokrywek.
Rolą smaru jest mycie łożyska i usuwanie z powierzchni cząstek metalu przez
pochłanianie ich do objętości smaru. Jeżeli nie ma smaru, to cząstki wybite z
powierzchni tocznych przylegają do powierzchni tocznych zwiększając wymiary
elementów, co skutkuje zacieraniem się łożyska.
Łożyska w korpusach, w których znajdują się inne mechanizmy smarowane olejem,
powinny być smarowane tym samym olejem, powinny być osłonięte od zewnątrz
pokrywkami, a jeżeli wał wychodzi z korpusu, to pokrywka powinna mieć pierścień
uszczelniający gumowy. Rolą oleju jest mycie łożyska i usuwanie z powierzchni
cząstek metalu. Cząstki te pozostawiane są w filtrze oleju.
Pokrywki łożysk tocznych mają chronić pracowników przed uderzeniem kulkami lub
wałeczkami w wypadku, gdy koszyk utrzymujący elementy toczne pęknie.
W przypadku smarowania olejem stosujemy pierścienie uszczelniające gumowe.
Kierunek wargi pierścienia jest taki, aby ciśnienie dociskało ją do wału.
Łożyska smarowane smarem plastycznym uszczelniamy pierścieniem filcowym.

18
W celu zapobiegania wycieku płynu wzdłuż wałów napędowych pomp, mieszadeł i
mikserów stosuje się podwójne uszczelnienia mechaniczne. Każde z nich składa się z
dwóch pierścieni, jeden osadzony na wale i względem niego uszczelniony O-ringiem,
dociskany sprężyną do drugiego nieruchomego pierścienia, uszczelnionego O-ringiem
względem obudowy. Powierzchnie styku pierścieni muszą być płaskie, gładkie,
prostopadłe do osi wału, smarowane i chłodzone, a materiały pierścieni tak dobrane,
aby zmniejszyć zużycie powierzchni. Ze względu na różnicę ciśnień pomiędzy
wnętrzem i na zewnątrz, która może doprowadzić do wycieku, powierzchnie ślizgowe
są docierane.
Do zdejmowania łożysk tocznych z wałów stosujemy ściągacze śrubowe. Szczęki
ściągacza ciągną z pierścień wewnętrzny łożyska.
Luz w łożysku stożkowym podlega okresowej kontroli i regulacji. Łożysko nie może
być zaciśnięte, co powoduje naciski montażowe na elementy toczne i szybkie ich
zużycie. Wielkość luzu nie może być większa niż to jest konieczne ze względu na
rozszerzalność cieplną w czasie pracy. Na przykład, jeżeli w wyniku błędnej regulacji
łożysko przedniego koła samochodu zostało zaciśnięte, to będzie się grzało i opona
będzie gorąca, co można szybko ustalić.
Obliczenia łożysk tocznych prowadzimy korzystając z katalogu producenta. Mamy
statystycznie ustaloną zależność pomiędzy ilością obrotów L i siłą F obciążająca łożysko
k
F
F
L
L
2
1
1
2
k=3 dla kulkowych, k=3,33 dla rolkowych. Obciążenie poprzeczne przy którym nominalna
trwałość wynosi 1 000 000 obrotów nazywana jest nośnością dynamiczną i wartość ta
podawana jest w katalogu łożysk. Siły działające ukośnie oraz siły zmienne w czasie
zastępuje się siłami ekwiwalentnymi. Wzory znajdziemy w katalogu producenta.
Należy sprawdzić czy wały i oprawy łożysk są zamocowane i nie mogą się przemieszczać.
Wał musi być zabezpieczony przed ruchem osiowym.
Łożyska ślizgowe
Journal bearing
http://images.google.pl/
Łożysko ślizgowe składa się z panewki i wału. Wał wykonany jest ze stali. Ta część wału,
która znajduje się w panewce ma powierzchnię nawęglaną, hartowaną i szlifowaną. Panewka
wykonana jest ze stopów miedzi (brązy) lub cyny (biały metal). Ze względu na niską
wytrzymałość tych materiałów panewka musi mieć odpowiednią szerokość.

19
Obracający się wał wciąga swoją powierzchnią olej „pod siebie”. Wytworzyć się tam może
tak duże ciśnienie, że wał nie dotyka panewki. W tym wypadku mówimy, że łożysko
pracujące na zasadzi klina smarnego.
Z łożyskiem ślizgowym pracującym na zasadzie wyciskania oleju mamy do czynienia
w przypadku sił o zmiennym kierunku. Zanim wał dotrze do panewki wyciskając olej,
zaczyna przemieszczać się w przeciwną stronę.
Olej wypływa bokami i dlatego musi być ciągle dostarczany z odpowiednią
wydajnością i pod odpowiednim ciśnieniem, aby zapewnić wypełnienie przestrzeni
łożyskowej. Istotne znaczenie ma tu szerokość panewki.
Olej chłodzi łożyska.
Olej spływa do misy olejowej, na dno korpusu lub do zbiornika, skąd jest pompowany
ponownie do łożysk.
Dla usunięcia z oleju cząstek metalu stosuje się filtry.
Cała instalacja olejowa musi być szczelna tak, aby olej nie wydostawał się na
zewnątrz.
W czasie pracy (z wyjątkiem rozruchu) nie powinno dochodzić do kontaktu
metalicznego czopa z panewką.
Spadek ciśnienia może prowadzić do kontaktu metalicznego czopa i panewki, co
oznacza szybkie zniszczenie wału. Z tego względu musi być sygnalizacja informująca
o ciśnieniu oleju.
Oleje mogą zawierać dodatki EP/AW (extreme pressure / antiwear) zmniejszające
zużycie łożyska.
W czasie uruchamiania dochodzi do kontaktu metalicznego czopa i panewki.
W rezultacie tego z upływem czasu średnica wewnętrzna panewki powiększa się
powodując stopniowy spadek ciśnienia oleju. Po pewnym czasie ciśnienie dochodzi do
wartości, przy której mamy stały kontakt metaliczny czopa z panewką. Dalsze zużycie
panewek zachodzi szybko, prowadząc do uszkodzenia powierzchni czopów wału.
Dokonując pomiaru ciśnienia oleju można ocenić stopień zużycia panewek. Naprawa
we wczesnym okresie sprowadza się do wymiany panewek. W późnym okresie
konieczne jest szlifowanie czopów wału, co wymaga specjalnych obrabiarek i jest
możliwe tylko wtedy, gdy czopy były nawęglane i hartowane na wystarczająco dużą
głębokość. Stosujemy wtedy panewki o odpowiednio mniejszej średnicy wewnętrznej
stosownie do zmienionej średnicy wału.
W przypadku prowadnic ślizgowych hydrostatycznych film olejowy powstaje na skutek
podawania czynnika tworzącego warstwę pod ciśnieniem.
W przypadku prowadnic ślizgowych hydrodynamicznych film olejowy powstaje podczas
ruchu dzięki temu, że powierzchnie były skrobane.
Obliczenia: http://pkm.edu.pl/index.php

20
Sprężyny
Springs
Stosowane są sprężyny płaskie (np. resory), śrubowe naciskowe i naciągowe, sprężyny
spiralne.
Obliczenia sprężyn śrubowych prowadzimy biorąc pod uwagę skręcanie i ścinanie drutu oraz
wytrzymałość zmęczeniową materiału.
Ugięcie sprężyny x śrubowej powstaje w rezultacie skręcania drutu i zależy od średnicy drutu
d, średnicy sprężyny D, ilości zwojów N i modułu sprężystości postaciowej G. Możemy
obliczyć stałą sprężyny ks.
ND
Gd
x
Fk
Gd
NDFx
Dx
GI
lM
ss
s
s
3
4
4
3
0
8
8
2,
Częstość drgań własnych
21
2
00 ,, mmmmkm
k
Obliczenia sprężyn śrubowych prowadzimy biorąc pod uwagę skręcanie i ścinanie drutu oraz
wytrzymałość zmęczeniową materiału
.48
,32
,
2
1
,2
,
23max
0
4
00
0
0
max
d
F
d
DF
W
MdI
d
IW
DFM
A
F
W
M
ss
s
ssss

21
Masa m1 porusza się ruchem oscylacyjnym y względem masy m2.
Przemieszczenie sumy mas statyczne i graniczne dynamiczne powyżej rezonansu, gdy środek
ciężkości jest nieruchomy, wynoszą
.
,,
21
1
21
2111
21
22122112
21
221121
mm
ym
mm
xmxm
mm
xmmxmxmxxu
mm
xmxmx
k
gmgmu
cdyn
cstat
Obciążenie działające na sprężyny
.,21n
FFkugmmF sdyn
Przeprowadź obliczenia dla: m1=1 kg, m2=110 kg, y=0.01 m, d=0.008 m, D=0.05 m, ilość
zwojów N=5.5, G=E/(2*(1+v)), v=0.3, ilość sprężyn n=16, =300 rad/s. Po
przeprowadzeniu obliczeń otrzymujemy 0=93 rad/s, max=19,7 MPa.
http://bhp-k412.p.lodz.pl/wibrizol.xls
http://www.springs.com.pl/kat_nacisk.php
Sprężyny poddane zmiennym obciążeniom ulegają zmęczeniu, co oznacza gromadzenie się
wewnętrznych pęknięć, czasami stopniową zmianę wymiarów i po pewnym czasie pęknięcie.
Sprężyn, których wymiary uległy zmianie nie naprawiamy, lecz wymieniamy.
Demontując maszynę, pamiętamy o tym, że sprężyny mogą mieć zakumulowaną energię
i mogą „wystrzelić”. Z tego względu muszą być najpierw odprężone.
Obliczenia: http://pkm.edu.pl/index.php

22
Sprzęgła
Coupling, clutch
http://images.google.pl/
http://www.haberkorn.pl/index/pl/artykuly/4 http://www.directindustry.com/prod/nexen-group-inc/linear-brake-for-guide-rail-13614-123922.html#prod_123922
Sprzęgła służą do połączenia dwóch wałów współosiowych w celu przekazywania momentu
siły.
Ze względu na to, że nie można zapewnić idealnej współosiowości wałów, stosuje się
sprzęgła podatne sprężyście lub luźne, na przykład zębate, a także przeguby na przykład
Cardana (universal joint U-joint).
Sprzęgła podatne zawierają sprężyny stalowe lub elementy kompozytowe (composite coupler,
composite disc couplings).
Jeżeli silnik połączony jest z maszyną sprzęgłem sztywnym, to musi być on podparty
elastycznie, co ma umożliwić ruch wynikający z niewspółosiowości wałów. W innym
wypadku łożyska szybko się zużyją, a nawet może pęknąć wał wskutek zmęczenia.
Stosujemy sprzęgła nierozłączne (coupling) i rozłączne (clutch).
Sprzęgła podatne skrętnie umożliwiają poślizg w chwili rozruchu, a także w przypadku
zmienności obciążenia.
Sprzęgła rozłączne umożliwiają odłączenie elementów roboczych od napędu. Najczęściej są
to sprzęgła cierne. Elementy cierne sprzęgła dociskane są do siebie sprężyną, a rozłączane
siłownikiem.
Sprzęgła elektromagnetyczne pozwalają na zdalne odłączenie elementów roboczych od
napędu, co pozwala na szybkie ich zatrzymanie.
Sprzęgło cierne samochodowe: http://auto.howstuffworks.com/clutch1.htm
Nadmierna redukcja biegu w stosunku do aktualnej prędkości prowadzi do utraty własności
ciernych (wyślizgania) okładzin. Jest to spowodowane tym, że hamowanie odbywa się wtedy
na okładzinach sprzęgła. Takie zniszczenie sprzęgła objawia się tym, że począwszy od
pewnej prędkości zwiększanie gazu nie powoduje wzrostu prędkości pojazdu, mimo
wzrastającej prędkości silnika.
Stosuje się też sprzęgła cierne stożkowe. Sprzęgło synchronizacyjne w skrzyni biegów to
stożek cierny w otworze stożkowym. Prędkość kół zębatych jest zrównywana przez złączenie
stożków.

23
W przypadku, gdy jedna z tarcz sprzęgła ciernego przymocowana jest do ostoi, to sprzęgło
pełni role hamulca.
Innym rodzajem sprzęgła rozłącznego jest sprzęgło kłowe.
Sprzęgło odśrodkowe działa po przekroczeniu określonej prędkości, kiedy siła odśrodkowa
dociśnie szczęki cierne do bębna, wewnątrz którego one się znajdują.
Sprzęgło hydrauliczne umożliwia poślizg względny.
Sprzęgła bezpieczeństwa (torque limiters, safety coupling, safety clutch) ograniczają wielkość
przekazywanego momentu siły. Jeżeli obciążenia jest zbyt duże, to następuje rozłączenie lub
poślizg i nie dochodzi do przekazania napędu. Zwykle wielkość obciążenia granicznego
ustawiamy zmieniając śrubą napięcie wstępne sprężyny.
http://www.directindustry.com/prod/nexen-group-inc/brake-for-linear-guide-rail-13614-123922.html
Sprzęgła jednokierunkowe przekazują napęd tylko w jedną stronę. Są to zapadki zębate lub
cierne.
Połączenia wielowypustowe składają się z tulei z rowkami wzdłużnymi i wałka, na którego
powierzchni są wypusty wchodzące w rowki tulei. Wykonuje je się na prasach korzystając
z przeciągaczy. Mogą być pasowane na powierzchniach bocznych wypustów lub na średnicy.
W przypadku częstego ruchu osiowego stosuje się wielowypusty z kulkami, zamieniającymi
tarcie na toczenie. Rzadko stosuje się połączenia w kształcie wieloboku.
Wały, wielowypusty, sprzęgła, koła zamachowe, wirujące bębny i zbiorniki mogą okręcić
odzież wokół siebie i z tego względu muszą być odpowiednio osłonięte. Niedopuszczalne
jest, aby z nieosłoniętych części wirujących wystawały śruby, wpusty lub inne elementy,
które mogą pochwycić odzież. To samo dotyczy szprych kół wirujących i łopatek
wentylatora, które muszą być zakryte. Należy liczyć się z tym, ze osłony mogą być zdjęte, na
przykład w celu naprawy urządzenia i na powrót nie założone. Musi to podlegać kontroli.
Obliczenia: http://pkm.edu.pl/index.php
Hamulce
Brakes
http://images.google.pl/ http://auto.howstuffworks.com/auto-parts/brakes/brake-types/brake3.htm
http://auto.howstuffworks.com/auto-parts/brakes/brake-types/disc-brake1.htm

24
http://auto.howstuffworks.com/auto-parts/brakes/brake-types/drum-brake1.htm
http://auto.howstuffworks.com/auto-parts/brakes/brake-types/anti-lock-brake1.htm
Hamulce samochodowe wykorzystują układy pneumatyczne lub hydrauliczne.
Hamulce hydrauliczne zwiększają siłę działająca, kosztem drogi pedału hamulca. Stosuje się
wspomaganie wykorzystując energię silnika napędowego.
W maszynach stosowane są hamulce bębnowe, tarczowe, taśmowe, szynowe, bezstykowe
elektryczne prądami wirowymi.
Maszyny z napędem elektrycznym mogą mieć dodatkowo hamowanie polegające na
przełączeniu zasilania elektrycznego tak, aby silnik dawał moment przeciwny do
napędowego. W niektórych maszynach nie wolno tego stosować (na przykład w tokarkach,
frezarkach ze względu kierunkowe działanie noży).
W samochodzie hamulce przednie i tylne mają oddzielne obwody hydrauliczne. Są one
połączone i w obydwu utrzymywane jest to samo ciśnienie. Jeżeli jest przeciek w jednym z
tych obwodów, to jest on odłączany. Drugi będzie działał i będą działały hamulce przednie
lub tylne. Skok pedału zwiększy się.
W niektórych maszynach (dźwignice, przyczepy ciężarówek) szczęki hamulcowe dociskane
są za pomocą sprężyn. Dzięki temu w przypadku zaniku zasilania hamulce działają,
powodując zatrzymanie ruchu.
Hamulce stosowane w maszynach, inaczej niż hamulce samochodowe, mają najczęściej
szczęki na zewnątrz bębna i szczęki zaciskane są siłownikiem elektromagnetycznym.
Samochody ciężarowe mają hamulce pneumatyczne. Naciśnięcie pedału hamulca otwiera
zawór sterujący ciśnieniem dopływającego sprężonego powietrza ze zbiorników do
siłowników. W przypadku przyczepy hamulce uruchamiane są za pomocą sprężyn, a wzrost
ciśnienia w układzie hamulcowym przyczepy powoduje odhamowanie kół. Na takiej samej
zasadzie działa hamulec postojowy, dlatego nie jest możliwe uruchomienia samochodu przed
naładowaniem zbiorników ciśnieniowych.
Do hamowania wagonów stosuje się hamulce pneumatyczne wyposażone w zbiorniki
sprężonego powietrza. W przypadku zaniku elektryczności do sterowania zaworami
wykorzystuje się akumulatory.
Przełożenie przekładni
Ratio of power transmission devices
http://science.howstuffworks.com/gear-ratio3.htm
http://science.howstuffworks.com/gear-ratio4.htm
Celem przekładni jest zwiększenie sił przez zmniejszenie prędkości. Przekładnie
charakteryzuje przełożenie, które równa się ilorazowi prędkości obotowych , ilorazowi
momentów sił M, ilorazowi średnic D, a w przypadku kół zębatych ilorazowi ilości zębów z.
25
60
2
1
2
1
2
2
1
1
2
2
1
2211
21
n
z
z
D
D
n
n
r
ri
rr
vv
W przypadku przekładni wielostopniowych przełożenie przekładni jest iloczynem przełożeń
na poszczególnych stopniach.
Przekładnie cięgnowe
http://adventure.howstuffworks.com/outdoor-activities/snow-sports/snowmobile2.htm
http://www.roymech.co.uk/Useful_Tables/Drive/Timing_belts.html
Przekładnie pasowe (belt transmission). Stosuje się pasy (belts) bez końca o przekroju
okrągłym, pasy płaskie (flat), klinowe (V-belt). Długość pasa zmienia się ze zmiana
temperatury otoczenia. Przekładnia pasowa musi mieć napinacz pasa. Należy liczyć się
z poślizgiem pasa względem kół. Naprężenia w pasie obliczamy biorąc pod uwagę naciąg,
zginanie i siłę odśrodkową. Projektując przekładnie cięgnową, musimy pamiętać o tym, że
odległość osi kół musi być odpowiednio dobrana do długości pasów, dostępnych w handlu i
do średnic kół pasowych.
Pasy zębate (synchronous / timing belts) pozwalają na uniknięcie poślizgu. Wykonywane są
z elastomerów (gumy, neoprenu, polyurethanu, polychioroprenu), wzmocnione są stalowymi
linkami, włóknami szklanymi, aramidem lub kevlarem. Powierzchnia jest nylonowa.
Pasy zębate podlegają rozciąganiu i zginaniu, a zęby są dociskane na powierzchniach styku
i podlegają ścinaniu.
Koła pasowe (pulley) wykonuje się ze stali, żeliwa, aluminium lub nylonu. Muszą być
wyważone i muszą pracować z prędkością, dla jakiej były zaprojektowane. Nie wolno
stosować kół uszkodzonych, mających pękniętą szprychę.
Ze względu na to, że pas może pochwycić ubranie pracownika, przekładnie te muszą być
zabezpieczone w taki sposób, aby kontakt pracownika z nimi w czasie, gdy kola wirują był
niemożliwy. Osłony muszą zabezpieczać pracownika na wypadek, gdyby pas spadł z kół
napędowych.

26
Nie musimy osłaniać indywidualnie pasów, jeżeli są w miejscu, które zawiera tylko układy
napędowe, jeśli to miejsce, jako całość jest zamknięte.
ISO 5294:1989, ISO 5296-1:1989:
http://www.brecoflex.com/
http://www.brecoflex.com/download/E213.PDF
http://www.beltcorp.com/products.html
http://www.beltcorp.com/timing.html
http://www.komerc.pl/konstrukcja-i-eksploatacja-lancucha
Przekładnia łańcuchowa (chain transmission) składa się z łańcucha, kół łańcuchowych
(sprocket) i napinacza łańcucha. Z upływem czasu łańcuch wydłuża się, ze względu na
zużycie połączeń jego elementów. Główne zagrożenia to złapanie za odzież lub pęknięcie
łańcucha.
Przekładnie łańcuchowe muszą być osłonięte. Osłony muszą chronić pracownika przed
uderzeniem w przypadku gdyby łańcuch pękł, jak również przed pochwyceniem pracownika
za ubranie. Wyjątek stanowią łańcuchy napędzane ręcznie.
Przekładnie zębate
Gears: spur, helical and double helical, bevel and hypoid, worm, epicyclic and harmonic
drive, internal gears, non-circular, rack and pinion
http://images.google.pl/
http://www.haberkorn.pl/index/pl/artykuly/1
http://en.wikipedia.org/wiki/Gear
http://www.engineersedge.com/gear_menu.shtml
Stosujemy koła zębate walcowe i stożkowe o zębach prostych lub ukośnych, a także listwy
zębate dla ruchu zwrotnego.
Koła o zębach prostych charakteryzują się nagłym wejściem zębów w zazębienie.
Towarzyszy temu uderzenie zęba o ząb. Z tego powodu przekładnie o zębach prostych są
hałaśliwe.
Koła o zębach skośnych (helical gears) charakteryzują się tym, że zęby wchodzą w zazębienie
stopniowo, a w zazębieniu jest ich kilka równocześnie. Dzięki temu nie są tak hałaśliwe jak
przekładnie o zębach prostych. Wyłamać ząb ukośny jest też trudniej. Ukośne zazębienie
powoduje istnienie sił wzdłuż osi wału i wymaga stosowania łożysk, które takie siły
przenoszą.

27
Przekładnię wielostopniowe zamknięte w korpusie nazywane są reduktorami. Smarowanie
przekładni jest zanurzeniowe. Koła zębate rozpylają olej tworząc mgłę olejową. Oleje
zawierają dodatki zmniejszające zużycie przekładni (cynk, fosfor).
Przekładnia ślimakowa (worm gear speed reducer) składa się z mosiężnej ślimacznicy i
wykonanego ze stali hartowanej ślimaka. Ślimak to śruba o jednym lub dwóch zwojach, która
pełni rolę koła zębatego. Przekładnia ślimakowa ma zwykle duże przełożenia. Przykładowo,
jeżeli ślimak ma 1 ząb (zawinięty śrubowo), ślimacznica 50 zębów, to przekładnia ma
przełożenie 50.
Przekładnia ślimakowa jest samohamowna. Możliwy jest napęd przekładni ślimakowej tylko
od strony ślimaka. Przekładnia powoduje duże straty mocy spowodowane tarciem, ma niską
sprawność i grzeje się.
Przekładnie planetarne (planetary gear) składają z jarzma z satelitami (tarcza z osadzonym na
jej obwodzie kołami zębatymi planetarnymi) oraz dwóch innych kół zębatych,
współosiowych z jarzmem. Jarzmo i obydwa koła są współosiowe, ale mogą obracać się
niezależnie od siebie.
Jarzmo obraca się, koła planetarne zazębiają się z pozostałymi kołami. Zwykle jedno z kół
jest unieruchomione. Jeżeli napędzane są obydwa to przekładnia staje się mechanizmem
różnicowym.
Przekładnie planetarne i mechanizmy różnicowe mogą mieć koła zębate walcowe lub
stożkowe.
Ferguson Paradox (XVIIIw)
Trzy koła z prawej strony mają odpowiednio 99, 101 i 100 zębów. Jeżeli to ostatnie nie
obraca się wokół własnej osi to po pełnym obrocie koła 99 i 101 obrócą się o jeden ząb. Taka
sama odległość osi kół (mimo innej ilości zębów) możliwa jest dzięki korekcji linii zęba
(przesunięciu promieniowym). Przekładnia daje duże przełożenie n. p. 100. Szeregowo
połączona z przekładnią ślimakową o przełożeniu 50 pozwala na osiągnięcie przełożenia
5000. Znajduje zastosowanie w lotnictwie i w robotyce.
http://science.howstuffworks.com/gear-ratio3.htm http://science.howstuffworks.com/gear-ratio4.htm
http://www.zakgear.com/

28
http://www.stepanlunin.com/
Kształt zęba określony jest linią o nazwie ewolwenta (circle involute). Jest to linia, jaką
narysuje ołówek przymocowany do końca nitki odwijanej ze szpulki.
z = ilość zębów, t = podziałka, d0 = średnica podziałowa, m = moduł, dw = średnica
wierzchołków zębów, h = wysokość zęba
Zarys zębów można korygować przez niewielkie odsunięcie narzędzia nacinającego lub
dosunięcie od nacinanego koła. Wielkość korekcji określa współczynnik korekcji x, który
może być odpowiednio dodatni lub ujemny. Korekcja umożliwia zmianę odległości osi kół.
Ma wpływ na wytrzymałość zębów.
Punkt styku zębów znajduje się na linii działania, która jest prostopadła do zarysu w miejscu
styku.
Zęby obliczamy na zginanie oraz na naciski. Statyczne naprężenia gnące znajdujemy z
zależności
.6
,
,,2/
,
2LsW
W
M
HFMd
MF
PM
g
tgs
ts
Oznaczenia: Ms moment napędowy, P moc, =2n/60 prędkość kątowa obliczanego koła, Ft
siła, d średnica, Mg moment gnący, H wysokość zęba, L długość zęba (szerokość koła
zębatego), s grubość zęba. Wykonując podstawienia, otrzymamy
Lm
Fq
Lm
F
mL
F
mL
mF
tL
mF
tsmmH
ttttt
5,47
2
5,13
2
625,2
6
2/
25,2
2,25,1
222
mmh
mddmzd
tmdzt
w
25.1
2,
,
00
0

29
Naciski pod działaniem siły statycznej obliczamy z wzoru Hertza
.2/,sin,/1,cos/
,11
1
2
2
2
1
2
1
21
drrKFF
EE
KK
L
Fp
tn
n
Oznaczenia: kąt (przyporu) pomiędzy siłą Ft styczną do koła i siłą Fn prostopadłą do
powierzchni zęba, promień krzywizny zęba, liczba Poissona, E moduł Younga.
Warto zauważyć, że naciski na ząb są wprost proporcjonalne do pierwiastka z siły nacisku Fn
i odwrotnie proporcjonalne do pierwiastka z szerokości koła L.
Po wykonaniu podstawień dla stali mamy uproszczone wzory do obliczeń wstępnych modułu
i nacisków:
21
11676098,
ddL
Fp
Lk
Fqm t
g
t
Współczynnik q zależy od korekcji oraz ilości zębów i mieści się w przedziale wartości
2≤q≤5.5. Wszystkie wielkości w tych wzorach wrażone są w jednostkach podstawowych
układu SI (m, N, Pa) .
Naprężenia dopuszczalne na zginanie kg określamy biorąc po uwagę wytrzymałość
zmęczeniową uwzględniając spiętrzenie naprężeń.
Przyjąć naciski dopuszczalne po hartowaniu odniesione do granicy plastyczności w stanie
zmiękczonym stali p=3.85Re.
Przykład

30
Obliczyć statyczne naprężenia gnące i naciski dla przekładni:
Ft=10000 N, d1=0.085 m, d2=0.51 m, L=0.05 m, m=0.005 m, =20/180,
1==0.3, E1=E2=210*109
Pa.
Naprężenia gnące i naciski p:
=5.47*10000/0.05/0.005=218.8*106Pa=218.8 MPa,
MPa. 1120Pa112018197751.0
1
085.0
1
05.0
10000676098
p
Google: Contact Stress: Permissible/Allowable
http://mechdesigner.support/index.htm?contact-fatigue-cams-cam-followers.htm
Należy jeszcze uwzględnić zwiększone odkształcenia w chwili wejścia zębów w kontakt, co
skutkuje zwiększeniem naprężeń. W przypadku małej dokładności wykonania, skutkującej
niedopasowaniem wchodzących w zazębienie zębów, naprężenia i naciski mogą być jeszcze
większe. Obliczenia uwzględniające powyższe czynniki przeprowadzamy korzystając ze
wzorów AGMA lub ISO. Naprężenia dopuszczalne na zginanie ustalamy uwzględniając
wytrzymałość zmęczeniową oraz spiętrzenie naprężeń u podstawy zęba.
http://bhp-k412.p.lodz.pl/mmprog/gear.txt
Średnicę ds wału obliczamy biorąc pod uwagę moment gnący Mg i skręcający Ms. Oznaczmy
długość wału l, odległości koła od łożysk a i b, reakcje łożysk R
64,
3,
1,0
,32/
,
,,,,
422
3
3
2
max
2
max
sF
g
zs
g
s
z
g
zgsz
gBA
dI
EIl
bFay
k
Md
kd
M
W
MMMM
ball
FabM
l
aFR
l
bFR
Tutaj, F oznacza siłę poprzeczną działającą na wał, kg oznacza naprężenia dopuszczalne na
zginanie, naprężenia, E moduł Younga.
W przypadku długich wałów musimy sprawdzić ugięcie fF w miejscu osadzenia kół zębatych,
a także kąt ugięcia wału w miejscu osadzenia łożysk, jeżeli nie są to łożyska wahliwe.

31
222222
6,
6,
3la
EJl
Fabl
EJl
Fb
EJ
bFaf baF
Wszystkie elementy muszą być zabezpieczone przed ruchem osiowym, a koła obrotowe przed
ruchem obrotowym względem wału.
Koło zębate mocowane jest do walu za pomocą wpustu, znajdującego się jednocześnie
w rowku w wale i w rowku w kole zębatym. Pasowanie wpustu N9/h9.
Siła działająca na wpust Fr
22
srts
dF
dFM
Ze względu na to, że średnica wału ds jest zwykle znacznie mniejsza od średnicy koła
napędowego d, siła działająca na połączenie koła z wałem Fr jest znacznie większa od siły
obciążającej koło Ft.
Naciski w rowku i na wpust obliczamy biorąc pod uwagę połowę wysokości wpustu
cdd
d
r kkkA
F75,0,
Naprężenia ścinające wpust
2, r
tt
t
r kkk
A
F
Obliczenia:
http://pkm.edu.pl/index.php
http://www.tribology-abc.com/calculators/key.htm
Jeżeli średnica wału jest mała w porównaniu do średnicy koła zębatego, to obliczona
wytrzymałościowo długość wpustu może być większa od szerokości uzębienia, co wymaga
szerszej piasty.
Dla umożliwienia wprowadzenia koła na wał, zarówno otwór jak i wał mają wejście stożkowe
(fazę). Stosowane pasowania kół zębatych na wale: od przylgowego H7/j6 do lekko
wtłaczanego H7/r6.
Chropowatość wału dla połączeń wtłaczanych 1.25m. Chropowatość wału dla łożysk
ślizgowych i pierścieni uszczelniających gumowych, łożysk kulkowych <=0,32m.
W przypadku powierzchni, na których występuje poślizg chropowatość ma wpływ na zużycie.
W przypadku połączenia wciskanego „zgniecenie” chropowatości, jakie zachodzi w czasie

32
wciskania powoduje zmniejszenie średnicy i przez to zmniejszenie wcisku i siły przenoszonej
przez to połączenie.
Łożyska toczne dobieramy tak, aby średnica wewnętrzna łożysk odpowiadała średnicy wału.
Średnica zewnętrzna ograniczona jest przez rozstaw osi kół zębatych. W przypadku kół
stożkowych i kół o zębach skośnych stosujemy łożyska stożkowe. Obliczenia prowadzimy
według katalogu łożysk tocznych biorąc pod uwagę reakcje łożysk oraz prędkość obrotową.
Pasowania łożysk tocznych: obciążenie miejscowe pierścienia zewnętrznego: otwór H7,
wałek k5, obciążenie miejscowe pierścienia wewnętrznego: otwór M7, wałek h6.
Należy pamiętać, że w łożyskach wałeczkowych pierścień zewnętrzny nie jest zabezpieczony
przed przesuwaniem względem wewnętrznego, co powoduje, że konieczne jest jego ustalenie.
Łożyska stożkowe wymagają okresowej regulacji luzu.
Pierścienie osadcze rozprężne nie powinny być stosowane w środkowej części wału,
ponieważ rowki powodują spiętrzenie naprężeń. Dla osiowego ustalenia elementów na wale
stosujemy wtedy tuleje dystansowe.
http://www.g503.com/forums/viewtopic.php?t=54214
http://www.zeltech.pl/
http://www.befared.com.pl/
http://www.pkm.edu.pl/index.php/component/content/article/84-tolerancje/280-00010336
http://pkm.edu.pl/index.php
Przekładnie powinny być zamknięte w korpusie.
Stosujemy smarowanie rozbryzgowe olejem przekładniowym. Olej musi być
okresowo wymieniany.
Korpus powinien posiadać wlew i spust oleju oraz wskaźnik poziomu oleju.
Połączenie przekładni z silnikiem lub maszyną musi być wolne od skutków
niewspółosiowości wałów. Stosuje się sprzęgła elastyczne lub podparcie elastyczne
silnika.
Tylko przekładnie wolnobieżne lub służące do regulacji mogą nie spełniać tych
warunków.
Skrzynia biegów:
http://auto.howstuffworks.com/automatic-transmission6.htm http://www.motortrend.com/roadtests/coupes/112_0403_2004_audi_tt_quattro_coupe/photo_01.html Automatyczna skrzynia biegów: http://auto.howstuffworks.com/automatic-transmission.htm
Mechanizm różnicowy stosowany w samochodzie: http://auto.howstuffworks.com/differential2.htm
Jeżeli samochód jedzie wzdłuż linii prostej to obie półosie maja tę samą prędkość, a satelita
nie obraca się wokół swojej osi.
Mechanizm różnicowy rozdziela napęd z jednego wału na dwa koła niezależnie. Dzięki temu,
jeżeli samochód jedzie po łuku, to koło na zewnętrznej może obracać się szybciej od koła na
wewnętrznej stronie samochodu. Gdyby tego mechanizmu nie było, to obydwa koła

33
poruszałyby z taką samą prędkością obrotową (jedno z tych kół szybciej, a drugie wolniej niż
wymaga tego toczenie bez poślizgu). Powstałe w ten sposób poślizgi powodowałyby
zdzieranie się opon.
Mechanizm jest jednak źródłem kłopotu. Jeżeli samochód „zaryje” się w śniegu, piasku lub
błocie i nie chce ruszyć, to wtedy tylko jedno koło obraca się (z podwójną prędkością),
a drugie jest nieruchome. Zwykle to nieruchome koło jest przyczyna kłopotu. Przed nim jest
przeszkoda, której pokonanie przewyższa możliwą do rozwinięcia przez drugie koło siłę
tarcia. Można spróbować ruszyć z drugiego biegu.
Napęd na cztery koła: http://auto.howstuffworks.com/four-wheel-drive4.htm
W przypadku motoreduktorów mamy rozwiązany problem połączenia wału silnika z wałem
przekładni. Taki zespół ma mniejsze wymiary niż ekwiwalentny silnik.
Silnik napędowy powinien być połączony z maszyną za pomocą przekładni pasowej lub
sprzęgłem elastycznym. W innym wypadku powinien być zamocowany do podłoża na
sprężystych podporach. Wynika to z faktu, że nie jest możliwe idealne ustawienie
współosiowe wałów silnika i maszyny.
Po przetarciu komutatora lub łożysk łatwopalnym płynem musimy poczekać aż do jego
całkowitego wyparowania. Iskra, jaka tam pojawi się po uruchomieniu silnika mogłaby
doprowadzić do wybuchu oparów i rozerwania obudowy.
Przekładnie bezstopniowe
Variators
http://images.google.pl/
Bezstopniowe wariatory cierne to przekładnie o płynnej zmianie przełożenia. Przykładem
jest przekładnia złożona z dwóch stożków ustawionych tak, że podstawa jednego stożka jest
naprzeciwko wierzchołka drugiego stożka. Tworzące stożków są do siebie równoległe. Napęd
z jednego stożka przekazywany jest na drugi stożek przez element pośredniczący, stykający
się z obydwoma stożkami. Jego przesuw oznacza zmianę przełożenia.
Mechanizmy dźwigniowe
Linkage mechanisms
www.bhp-k412.p.lodz.pl/mm.pdf

34
Mechanizm korbowy, mechanizm korbowo–wahaczowy i mechanizm jarzmowy
Związki pomiędzy współrzędnymi określającymi położenia elementów mechanizmu
znajdujemu zastępując go układem zamkniętych wieloboków wektorów i rządając aby
wypadkowa każdego z nich była rowna zero.
Mechanizm i odpowiadające mu wieloboki wektorów.
Przyrównując do zera sumy składowych tych wektorów otrzymany układ równań
algebraicznych. Otrzymany układ równań może być potraktowany jako funkcja, mająca
wartość zero, a jej miejsca zerowe znajdujemy metodą Newtona, zilustrowaną na rysunku.

35
Pierwsze (a) i kolejne przybliżenia (b) miejsca zerowego uzyskane przez zastąpienie krzywej
za pomocą stycznej.
Kolejne punkty reprezentują funkcję ruchu mechanizmu.
Otrzymujemy ciąg wartości współrzędnych elementów mechanizmu, zobrazowany na
rysunku jako ciąg punktów. Prowadzimy wielomian przez kilka sąsiednich punktów.
Obliczamy pierwszą i drugą pochodną wielomianu.
Związek pomiędzy momentami sił i siłami działającymi na elementy mechanizmu oraz ich
przemieszczeniami znajdujemy korzystając z zasady prac wirtualnych uwzględniając siły
bezwładności.
0dd i j
jx
i
xFMji
Moment napędowy M(t) silnika jako funkcję czasu znajdujemy z równania
T
MM
t
M s d
d
Tutaj, Ms(ddt) oznacza charakterystykę statyczną silnika w funkcji prędkości kątowej wału
ddt, T oznacza stałą czasową. Otrzymany układ równań różniczkowych rozwiązujemy
korzystając z metody Runge-Kutta.

36
W obliczenia wstępnych często można przyjąć dla ruchu oscylacyjnego funkcję harmoniczną,
a prędkość wału jako stałą i równą prędkości znamionowej silnika. Mamy wówczas
,2sin2
1
d
d
,2sin2
1cossin
d
d
d
d
d
d
,sind
d
d
d
,0dd,sin,
2
0
2
2
0
2
00
2
2
22
0
2
2
22
2
2
0
ΦXmΦ
XFM
ΦΨBΦΦΨΨBΦ
Ψ
Φ
ΨB
Φ
ΨMM
ΦΨBΨ
Bt
BM
ΨMΦMΦΨΨtΦ
X
Tutaj B oznacza bezwładność, 0 oznacza amplitudę ruchu zmiennego, prędkość kątową
wału napędowego.
Dokładne obliczenia opisane są w podręczniku Mechanika Maszyn dostępnym na stronie
http://www.bhp-k412.p.lodz.pl
Mechanizmy dźwigniowe powinny być zamknięte w korpusie z olejem podobnie jak
reduktory i mechanizmy krzywkowe.
Wały korbowe są wykonane, jako odkuwki (zwykle stal C45). Czopy łożyskowe są
nawęglane i hartowane. Stosuje się też staliwne odlewy. W przypadku produkcji jednostkowej
wykonuje się wały składane lub toczone z pręta. Obliczane są na zginanie i skręcanie.
Korbowód (łącznik), powinien być lekki, zwykle wykonywany jest jako odkuwka. Aby
możliwy był montaż, może być dzielony. Obliczany jest na wyboczenie, a części okrągłe na
zginanie.
Mechanizmy, przenoszące duże obciążenia, mają zazwyczaj łożyska ślizgowe, smarowane
olejem pod ciśnieniem. Stopniowy spadek ciśnienia jest objawem zużycia panewek, nagły
spadek oznacza awarię. Spadek poniżej wartości dopuszczalnej oznacza konieczność
naprawy.
Łożyska, szczególnie te, w których ruch jest wahliwy, powinny być ślizgowe, smarowane
pompą olejowa, utrzymującą ciśnienie oleju, zapobiegające kontaktowi metalicznemu wału
z panewka. Łożyska toczne, z wyjątkiem łożysk igiełkowych, nie nadają się ze względu na
mały kąt oscylacji i wynikające z tego obciążenie tylko kilku elementów tocznych.
Dobrym przykładem jest mechanizm korbowy w silniku spalinowym.
Panewka musi być zabezpieczona przed obrotem i wysunięciem. W odróżnieniu od czopów,
panewki wykonuje się z metali miękkich: stopów miedzi lub cyny. Dzięki temu zużycie
głównie ich dotyczy, a nie wału. Panewki są tanie w porównaniu do wału korbowego.

37
Olej do czopów korbowych doprowadzany jest przez odpowiednie nawiercenia w wale
korbowym.
Najpierw w wale wykonuje się otwory przelotowe, później są one zaślepiane tak, aby olej
trafił na miejsce smarowane. Jeżeli kołki zaślepiające nie były dopasowane, to w nowych
maszynach mogą wypaść, co skutkuje spadkiem ciśnienia oleju i wymaga natychmiastowego
zatrzymania maszyny.
Wały, korby, korbowody, wahacze i tłoki muszą być osłonięte, jeżeli pracownik mógłby mieć
z nimi kontakt.
Powyższe uwagi nie dotyczą mechanizmów służących do regulacji lub przenoszących małe
obciążenia, jak na przykład maszyny szyjące.
Obliczenia mechanizmów dźwigniowych realizujemy korzystając z metod komputerowych.
Podręcznik Mechanika Maszyn dostępny na stronie http://www.bhp-k412.p.lodz.pl
Mechanizmy krzywkowe
Cam mechanisms
http://www.youtube.com/
http://images.google.pl/
Funkcję określającą ruch popychacza sklejamy z funkcji elementarnych zapewniając ciągłość
w miejscach sklejenia.
Funkcja ruchu popychacza z postojem w górnym i dolnym położeniu
Aby krzywa zamknięta określająca zarys krzywki była nieruchoma na płaszczyźnie, zamiast
obracać krzywkę, obracamy ostoję wraz z popychaczem. Obwiednia kolejnych położeń
popychacza stanowić będzie zarys krzywki. Jeżeli popychacz zakończony jest rolką to
otrzymamy dwie obwiednie: zewnętrzną i wewnętrzną.

38
Krzywki jako obwiednie kolejnych położeń popychacza płaskiego i okrągłego
Współrzędne zarysu krzywki znajdujemy rozwiązując układ równań
.0,, yxF
.0,,
yx
F
Pierwsze z nich określa rodzinę linii, określających kształt części popychacza, stykającej się z
krzywką, a drugie to jego pochodna.
Naciski na krzywkę obliczamy korzystając z wzoru Hertza.
W mechanizmach krzywkowych sterujących, ze względu na małe siły, popychacz, aby nie
odrywał się od krzywki, dociskany jest do krzywki sprężyną.
W przypadku krzywek roboczych, ze względu na duże siły, stosuje się drugą krzywkę zamiast
sprężyny.
Krzywki sprzężone

39
Krzywka z rowkiem wymaga stosowania oddzielnych toczków dla obydwu ścianek rowka.
Każdy z toczków obraca się w przeciwnym kierunku.
Jeżeli siły są znaczne, to pierścień toczka musi być odpowiednio gruby, aby nie uginał się i
nie blokował łożyska i tym samym swojego ruchu obrotowego.
Z tego samego względu stosujemy łożyska igiełkowe, gdzie odległość pomiędzy igiełkami
jest mniejsza niż pomiędzy kulkami czy wałeczkami.
Aby uniknąć problemów ze współosiowością krzywki i toczka, ten ostatni nie jest walcem,
lecz baryłką o dużym promieniu baryłkowatości, na przykład średnica toczka kilka
centymetrów, a promień baryłkowatości 2 m.
Krzywki przenoszące duże obciążenia powinny być zamknięte w korpusie, podobnie jak
reduktory i mechanizmy dźwigniowe.
Na miejsce styku powinien być natryskiwany olej, którego zadaniem jest chłodzenie i mycie.
Wał wykonujący ruch obrotowo zwrotny powinien mieć łożyska ślizgowe smarowane olejem
pod ciśnieniem. Łożyska toczne, z wyjątkiem łożysk igiełkowych, nie nadają się ze względu
na mały kąt oscylacji.
Osłoń krzywki, wahacze i tłoki, jeżeli pracownik mógłby mieć z nimi kontakt.
Obliczenia mechanizmów krzywkowych realizujemy korzystając z metod komputerowych.
Podręcznik Mechanika Maszyn dostępny na stronie http://www.bhp-k412.p.lodz.pl
Część II. PRZECIWWYPADKOWE ZABEZPIECZENIA MASZYN
ACCIDENT PREVENTION DEVICES
Literatura: Occupational & Safe Health Administration:
http://www.osha.gov/SLTC/machineguarding/index.html
http://www.osha.gov/Publications/osha3170.pdf
http://www.osha.gov/Publications/OSHA3170/3170-02R-2007-English.html
http://www.osha.gov/Publications/OSHA3170/osha3170.html
Safeguarding Equipment and Protecting Workers from Amputations. Small Business Safety and Health Management Series. U.S.
Department of Labor . Occupational Safety and Health Administration. OSHA 3170 2001
Canadian Centre for Occupational Health and Safety:
http://www.ccohs.ca/oshanswers/
http://www.ccohs.ca/oshanswers/safety_haz/
http://www.ccohs.ca/oshanswers/ergonomics/
Washington State Department of Labour & Industries:
http://www.lni.wa.gov/Safety/default.asp
http://www.lni.wa.gov/WISHA/Rules/machinesafety/default.htm
http://www.lni.wa.gov/Safety/ Dostosowanie maszyn do minimalnych wymagań w zakresie bezpieczeństwa i higieny pracy - PIP
Państwowa Inspekcja Pracy
NCDENR, Workplace Safety Manual, NAVIGATION QUICK LINKS, North Carolina Department of Environment and Natural Resources:
http://www.enr.state.nc.us/safety/
Dave Macdonald: Practical Machinery Safety, Elsevier

40
John Ridley, Dick Pearce: Safety with Machinery, Butterworth Heinemann, Elsevier imprint
Cherie Berry, Allen McNeely, Kevin Beauregard, Bobby R. Davis: A Guide to Machine Safeguarding. Division of Occupational Safety and
Health. N.C. Department of Labor
Lockout Tagout -Texas Department of Insurance, Provided by Division of Workers’ Compensation Pub No. HS96 -100D (8-06)
Industrial Accident Prevention Association www.iapa.ca
http://www.machinesafety.net/machine_safety_products.html
WorkSafe – Western Australia
http://www.safetyline.wa.gov.au/index.html
Machinery And Equipment Safety: http://www.commerce.wa.gov.au/worksafe/
Unitad States Safety Commission
http://www.cpsc.gov/
Guidelines for Safety Use of Machinery
United States Department of Labor: http://www.dol.gov/
Ontario Ministry of Labour: http://www.labour.gov.on.ca/english/hs/websites.php
DMB Safety and Health Policies and Procedures - SAFE WORK REQUIREMENTS
http://www.enr.state.nc.us/safety/
http://www.rockfordsystems.com/
OSU Environment Health and Safety: http://ehs.okstate.edu/links/machine.htm
Diversified Fall Protection Ltd: http://www.fallprotect.com/machine-guard.html
Uniguard Machine Guard: http://www.uniguardmgc.com/
Short Run: http://www.shortrunpro.com/ SafeWork SA: http://www.safework.sa.gov.au
Tektron: http://www.tektron.ie/safety_guide.htm
ROZPORZĄDZENIE MINISTRA GOSPODARKI, PRACY I POLITYKI SPOŁECZNEJ z dnia 10 kwietnia 2003 r. w sprawie
zasadniczych wymagań dla maszyn i elementów bezpieczeństwa (Dz. U. z dnia 23 maja 2003 r.) Rozdział 8 - Procedury oceny zgodności
DOSTOSOWANIE MASZYN DO MINIMALNYCH WYMAGAŃ W ZAKRESIE BEZPIECZEŃSTWA I HIGIENY PRACY:
Zagrożenia mechaniczne w miejscu pracy
Typowe zagrożenie związane z układem napędowym to pochwycenia i wciągnięcie za odzież
przez wystające śruby, wystający wpust, pochwycenie przez przekładnię pasową, przekładnię
zębatą, nie w pełni osłonięte koło, przenośnik ślimakowy. Na obracający się wał, szczególnie
nie gładki, może nawinąć się odzież. Koła szprychowe muszą być osłonięte. Musimy
pamiętać, że gdy koło obraca się, szprychy są niewidoczne.
Musimy zabezpieczyć pracowników przed zagrożeniami, jakie stwarzają obracające się lub
wirujące części przez zastosowanie jednego lub więcej sposobów. Przykładowo, jeżeli to
możliwe, to kupujemy wentylatory, które mają łopatki wykonane z podatnego tworzywa
sztucznego, a nie z metalu. W razie wypadku skutki będą mniej groźne. Choć jest tam
podstawowe zabezpieczenie w postaci osłony, to jednak po pewnym czasie, gdy łożyska się
zaczną zacierać, użytkownik zdejmie osłonę i niestety nie założy.
Częstą przyczyną wypadków są pospiesznie wykonane tymczasowe prowizoryczne naprawy
układu napędowego, mające na celu utrzymanie produkcji. Takie postępowanie jest
zabronione.
Pompy i dmuchawy wirnikowe dużej mocy od strony ssania mogą wciągnąć przedmioty.
Miejsca, w których wykonywane są operacje produkcyjne muszą być zabezpieczone. Są to na
przykład stykające się ze sobą obracające się walce, które mogą pochwycić odzież lub rękę
pracownika. Narzędzia skrawające: noże, wiertła, frezy, ściernice. Narzędzia do obróbki
plastycznej takie jak matryce, stemple.
W miejscu obróbki wypadki najczęściej zdarzają się, jeżeli pracownik chce ratować produkt
i odruchowo poprawia ułożenie przedmiotu obrabianego lub usuwa z obszaru obróbki
przedmiot, który tam nie powinien być. Może to być na przykład odpad z poprzedniego cyklu

41
pracy itp. Takie odruchowe działanie jest zwykle bardzo szybkie (aby zdążyć) i pracownik nie
ma czasu na zastanowienie się i dlatego powinno być uniemożliwione odpowiedną zaporą.
Zagrożenia:
Włożenie ręki w obszar obróbki.
Wyrwanie lub pęknięcie przedmiotu obrabianego.
Wyrwanie lub pęknięcie narzędzia.
Uderzenie odłamkiem, wiórem itp.
Musimy zabezpieczyć pracowników przed zagrożeniami, jakie istnieją w miejscu obróbki.
Zabezpieczamy pracowników przed zagrożeniami, jakie stwarzają części wykonujące ruch
posuwisto-zwrotny lub obrotowy.
Musimy zabezpieczyć pracowników przed zagrożeniami, jakie stwarzają ruchome
powierzchnie mające ostre brzegi, szwy, wystające gwoździe lub śruby. Jeżeli krawędzie nie
muszą być ostre, to należy je stępić (zaokrąglić). Trzeba usunąć chropowatości na brzegach
i powierzchniach oraz wyeliminować otwory stanowiące potencjalne pułapki
Musimy zabezpieczyć pracowników przed elementami mającymi ruch nie w pełni określony
jak np. wióry, iskry, odpryski, strugi płynu. W tym wypadku pracownik nosi okulary
ochronne.
Zapobiegamy zagrożeniom, jakie stwarzać mogą układy pneumatyczne i hydrauliczne. Ich
elementy muszą być tak skonstruowane aby:
maksymalne ciśnienie nie było przekroczone
zanik ciśnienia nie powodował zagrożenia
nie uległy uszkodzeniu np. przedziurawieniu
przy zaniku zasilania musi być automatycznie zlikwidowane ciśnienie
Przewody do transportu płynów powinny wytrzymywać przewidziane naprężenia oraz być
zamocowane i zabezpieczone przed zewnętrznymi naprężeniami i napinaniem.
Należy podjąć środki ostrożności eliminujące zagrożenie spowodowane pęknięciem
przewodu, takie jak nagłe przemieszczenie albo uwolnienie strumienia cieczy pod wysokim
ciśnieniem.
Części gorące muszą być zaizolowane lub odgrodzone siatką, aby uchronić pracowników
przed poparzeniami, muszą być wyraźne oznakowane.
Musimy zabezpieczyć miejsca gdzie są:
ruchome części, które mogą chwycić pracownika (napęd)
narzędzia wykonuje pracę, np. nóż, wiertło itp.
fruwające cząstki: iskry, wióry, odpryski, krople lub strugi płynów, a także unoszący
się pył
gorące elementy

42
elementy pod napięciem
Przykłady zabezpieczeń:
Osłony
Urządzenia zabezpieczające
Zabezpieczenie przez zapewnienie odległości
Zabezpieczenie przez właściwe położenie
Ssawki odpylające
Izolacja
Maszyny stwarzają zagrożenie odniesienia obrażeń przez obsługę w miejscu pracy są
przyczyną poważnych obrażeń takich jak:
złamania, zmiażdżenia
obcięcie palców lub kończyn
uszkodzenie oka
oparzenia gorącymi częściami lub chemikaliami
porażenia elektryczne
uszkodzenie słuchu spowodowane hałasem
Maszyny powinny być zbudowane z uwzględnieniem zasad ergonomii, zapewniając
bezpieczne warunki pracy.
Powinny zabezpieczać pracownika przed:
urazami
nadmiernymi drganiami i hałasem
działaniem niebezpiecznych substancji chemicznych
porażeniem prądem elektrycznym, działaniem promieniowania
niebezpiecznym działaniem innych czynników środowiska pracy
Mamy kilka sposobów ograniczania zagrożeń:
osłony i urządzenia zabezpieczające
procedury bezpieczeństwa i bezpiecznej obsługi
środki ochrony osobistej
Za spełnienie tych wymagań odpowiada producent.
Dopuszczanie maszyn do eksploatacji
Najważniejszy przepis w zakresie ochrony pracy, mianowicie kodeks pracy
stanowi, że
"Niedopuszczalne jest wyposażanie stanowisk pracy w maszyny i inne urządzenia
techniczne, które nie spełniają wymagań dotyczących oceny zgodności".
Pod pojęciem "oceny zgodności" należy rozumieć obowiązkowy certyfikat na znak
bezpieczeństwa lub deklarację zgodności.

43
Deklaracja zgodności - to oświadczenie producenta lub jego upoważnionego
przedstawiciela stwierdzające, na jego wyłączną odpowiedzialność, że maszyna
jest zgodna z zasadniczymi wymaganiami.
Do obowiązków pracodawcy należy wyposażenie stanowisk pracy w maszyny, które
spełniają wymagania BHP określone w przepisach.
Maszyny nie spełniające tych wymogów należy wyposażyć w zabezpieczenia
z uwzględnieniem warunków lokalnych. Należy to do obowiązków pracodawcy.
Montaż i eksploatacja maszyn powinny być zgodne z dokumentacją techniczno-
ruchową lub instrukcją obsługi.
Maszyny powinny być eksploatowane w sposób minimalizujący ryzyko dla
pracowników.
Należy opracować program bezpieczeństwa obejmujący identyfikację zagrożeń, ich
unikanie i zmniejszanie.
Należy go wdrożyć i zapewnić jego przestrzeganie.
Należy powierzyć pisemnie kompetentnym osobom odpowiedzialność za
bezpieczeństwo na każdym stanowisku pracy.
Należy zapewnić, aby maszyny były obsługiwane zgodnie z instrukcją.
Należy szkolić pracowników w rozpoznawaniu zagrożeń i znajomości metod ich
unikania.
Szkolenia muszą być prowadzone regularnie i muszą być dokumentowane.
Gdzie są zagrożenia w maszynie:
Układ sterowania
Miejsce podawania surowca i odbioru produktu
Miejsce obróbki
Układ napędowy
Transport, przenośniki, podnośniki, żurawie
Miejsca gdzie może być uwolniona energia
Zagrożenia mają miejsce w czasie uruchamiania, obróbki, zatrzymywanie, regulacji,
nastawiania, czyszczenia, konserwacji, naprawy.
Stanowisko pracy, jego wymiary i wzajemne usytuowanie jego elementów powinno
odpowiadać wymaganiom wynikającym z możliwości pracownika oraz charakteru pracy.
Jeżeli praca nie wymaga stałej pozycji stojącej, to należy zapewnić pracownikowi możliwość
siedzenia. Konstrukcja siedziska powinna umożliwiać jego regulację. Pozycja ciała powinna
zapewniać sensoryczną kontrolę czynności oraz bezpieczne wykonywanie pracy. Jeżeli praca
wymaga stałej pozycji stojącej, to należy umożliwić pracownikowi odpoczynek w pobliżu
miejsca pracy w pozycji siedzącej.
Rozmieszczenie wyposażenia na stanowisku pracy powinno zapewniać bezpieczne
wykonywanie czynności roboczych.

44
Oświetlenie powinno zapewniać dobrą widoczność obszaru wymagającego obserwacji oraz
bezpieczne wykonywanie czynności roboczych.
Stanowisko pracy powinno znajdować się na powierzchni równej, bez progów i śliskich
nawierzchni.
Wymagania stawiane wszystkim rodzajom maszyn:
wymagania ogólne
wymagania stawiane zabezpieczeniom, metody zabezpieczeń
wymagania zależne od szczególnych zagrożeń
Musimy zabezpieczyć pracowników od zagrożeń, jakie stwarzają maszyny w miejscu pracy
Wymagania ogólne
Musimy upewnić się, że maszyny, które były zaprojektowane do posadowienia są tak
umocowane, że nie będą się przemieszczały lub przewracały w czasie pracy.
Zabezpieczamy pracowników przed możliwością potknięcia się i poślizgnięcia się w pobliżu
maszyny. Stawianie dużych kroków na śliskiej powierzchni jest szczególnie niebezpieczne.
W pobliżu maszyn stwarzających zagrożenie, podłoga powinna wykluczać możliwość
poślizgnięcia się. Przyczyną wypadku może być na przykład wyciek oleju lub wody.
Można zastosować:
maty przeciwpoślizgowe
kraty ściekowe
przeciwpoślizgowe kompozycje podłogowe
skuteczne środki konserwacji podłogi
jeżeli podłoga była pastowana to pasta, która nie wsiąknęła, musi być wytarta
Schody na zewnątrz budynku powinny być pod dachem, aby nie były pokryte wodą lub
lodem. Jeżeli nie są pod dachem, to powinny mieć taką formę, aby woda na ich powierzchni
nie utrzymywała się, lecz spłynęła. Schody powinny mieć poręcze.
Upewniamy się, że pracownicy używają środki ochrony osobistej: do zabezpieczenia oczu,
twarzy, głowy, ciała, rąk, nóg, stop, ramion. Są to okulary ochronne, hełmy, okrycia głowy,
rękawiczki, płaszcze nieprzemakalne, jednorazowe okrycia, buty ochronne, tarcze ochronne,
bariery.
Organizujemy obszar pracy tak, aby uniknąć stwarzania zagrożeń.
Musimy zapewnić wystarczającą ilość miejsca dookoła maszyny tak, aby każdy pracownik
mógł wykonywać pracę, pobierać materiał, odłożyć produkt, sprzątnąć bez wchodzenia
w kolizje z innym pracownikiem lub maszyną, nie przebywał w miejscu gdzie odbywa się
ruch.

45
Zapewnij wystarczającą ilość miejsca tak, aby pracownicy mogli dostarczyć materiał do
maszyny i odebrać produkt bezpiecznie.
Przejścia pomiędzy maszynami i drogi transportowe:
Do stanowiska pracy musi być zapewnione bezpieczne dojście wysokości
nie mniejszej niż 2 m.
Przejścia powinny mieć szerokość co najmniej 0,75 m, a dla ruchu
dwukierunkowego co najmniej 1 m.
Jeżeli pracownicy są niepełnosprawni to należy dostosować stanowiska
pracy oraz dojścia do ich możliwości.
W miejscach gdzie odbywa się mechaniczny transport, załadunek i rozładunek szerokość
przejść pomiędzy maszynami i dróg transportowych powinna być większa od koniecznej o
odpowiedni margines bezpieczeństwa. Muszą być one utrzymywane w czystości, bez
uszkodzeń i bez przeszkód, które mogłyby stwarzać zagrożenie.
Drogi transportowe powinny być odpowiednio oznaczone. Stosujemy linie namalowane na
podłodze, ale także słupki, flagi, stożki, baryłki i inne.
Pomosty, na których oprócz samochodów przemieszczają się również ludzie, powinny mieć
wyodrębniony dla nich chodnik w odpowiedniej odległości od samochodów. Powinny być
one wyposażone w poręcze.
Rozmieszczenie stanowisk pracy powinno zapewniać bezpieczny dostęp, umożliwiać szybką
ewakuację w razie w razie powstania zagrożenia, umożliwiać udzielenie szybkiej pomocy.
Drogi dojścia i ewakuacyjne powinny być oświetlone i oznakowane.
Przełączniki
Emergency switch off, E-Stop, lockout / tagout, load limiter, hold-to-run device, anti-repeat
devices, limited INCH
http://images.google.pl/
Upewniamy się czy sterowanie maszyną spełnia wymagania BHP.
Musimy upewnić się, że każda maszyna ma wyłącznik, osiągalny dla operatora bez
konieczności przemieszczania się.
Upewnić się, że operator może dosięgnąć wszystkie przełączniki bez sięgania w miejsca,
w których występuje ryzyko. Nie dotyczy to elementów regulacji.
Jeżeli naciśnięcie włącznika START nie uruchomiło maszyny z jakichś przyczyn (np.
naciśnięty był przycisk STOP), to po usunięciu tych przyczyn maszyna nie powinna ruszyć
samoczynnie. Konieczne musi być ponowne naciśnięcie włącznika.
Jeżeli przycisk Start nie uruchamia maszyny, to nie wolno uporczywie próbować
uruchomienia, bowiem może to spowodować uszkodzenie układu elektrycznego.

46
Długie maszyny obsługiwane przez więcej niż jedną osobę powinny mieć włącznik
z opóźnionym działaniem. Najpierw wysyłany jest słyszalny sygnał dźwiękowy i świetlny,
a dopiero po określonym czasie (>=15s), potrzebnym do zajęcia bezpiecznej pozycji przez
pozostałych pracowników, maszyna rusza. W tym czasie mogą oni nie dopuścić do
uruchomienia maszyny przez użycie wyłącznika awaryjnego. Przykład: maszyny drukarskie.
Maszyna wyłączona powinna być zabezpieczona przed włączeniem przez nieupoważnione
osoby.
Uwaga ogólna: włączniki, przełączniki muszą być tak zabezpieczone, aby nie stwarzały
możliwości nieumyślnego naciśnięcia, które stwarza zagrożenie.
Stosujemy przyciski wymagające głębokiego wciśnięcia, nie działające przy przypadkowym
naciśnięciu.
Włączniki ręczne mogą być zabezpieczone przed niezamierzonym ich włączeniem przez
umieszczenie ich poniżej poziomu pulpitu tak, aby nie wystawały powyżej poziomu lub za
pomocą otaczających je kołnierzy.
Włączniki naciskane stopami muszą być tak osłonięte, że niezamierzone ich przestawienie
w pozycje pracy nie jest możliwe. Pedały mogą być zabezpieczone przez zastosowanie
odpowiednich osłon tak, aby naciśnięcie pedału było możliwe dopiero po wsunięciu stopy
pod osłonę.
Musimy upewnić się, że maszyna nie uruchomi się samoczynnie, gdy zasilanie będzie
przywrócone po jego zaniku.
Do tego celu służy następujące urządzenie: VOLTAGE DROP OR POWER
INTERRUPTION PROTECTION -„SENSING-SAF-START”
W przypadku zaniku zasilania maszyna musi osiągnąć stan bezpieczeństwa: elementy
trzymane w uchwytach zasilanych energią (magnetycznych, hydraulicznych) muszą mieć
zabezpieczenie przed wyrzuceniem ich w obszar, w którym przebywać mogą ludzie, elementy
podnoszone muszą być zabezpieczone przed spadnięciem przez zastosowanie hamulców
zaciskanych sprężynami.
Upewniamy się, że wyłącznik awaryjny spełnia następujące wymagania:
są koloru czerwonego
są łatwo osiągalne z miejsca operatora w normalnej pozycji
są utrzymywane w dobrym stanie
muszą być ręcznie resetowane przed ponownym uruchomieniem maszyny
Awaryjne odłączanie (Emergency switch off) całkowicie odłącza zasilanie, chroniąc
pracownika przed porażeniem elektrycznym.
Wyłącznik różnicowoprądowy (residual current device) rozłącza obwód, gdy wykryje, że
prąd elektryczny wypływający z obwodu nie jest równy prądowi wpływającemu. Zmniejsza
zagrożenie porażeniem prądem elektrycznym. Nie jest skuteczny w przypadku gdy człowiek
dotknie równocześnie zera i fazy. Stosowany jako ochrona dodatkowa, obok samoczynnego
wyłączenia zasilania mającego miejsce w przypadku bezpośredniego zwarciu pomiędzy fazą
i obudową.

47
Awaryjne zatrzymanie (E-Stop) zatrzymuje maszynę w razie niebezpiecznego jej działania.
Wyłączniki zwykle maja dużą powierzchnie w kształcie „kapelusza grzyba”. Pozwala to na
naciśnięcie ich dowolną częścią ciała.
Po zatrzymaniu maszyny (OFF) za pomocą Safety Switch przyciskamy Reset Button
i przywracamy normalną pozycję Safety Switch.
Stosuje się też wyłączniki awaryjne zdalne.
Rozporządzenie ministra transportu i gospodarki z dnia 20 grudnia 2005 r. w sprawie
zasadniczych wymagań dla maszyn i elementów bezpieczeństwa2) (Dz. U. z dnia 28 grudnia
2005 r.). Rozdział 2. Zasadnicze wymagania w zakresie bezpieczeństwa i ochrony zdrowia
dotyczące projektowania oraz wytwarzania maszyn i elementów bezpieczeństwa
„§ 20. 1. Maszyna powinna być wyposażona co najmniej w jeden wyłącznik awaryjny, w celu
wyeliminowania istniejącego lub możliwego do wystąpienia niebezpieczeństwa.
2. Przepisu ust. 1 nie stosuje się do:
1) maszyn, w których wyłącznik awaryjny nie obniżyłby ryzyka albo nie skróciłby czasu
zatrzymania, albo nie umożliwił podjęcia specjalnych środków niezbędnych do
przeciwdziałania zagrożeniu;
2) maszyn przenośnych, trzymanych w ręku i prowadzonych ręką.
3. Wyłącznik awaryjny powinien:
1) mieć wyraźnie rozpoznawalne i widoczne oraz szybko dostępne elementy sterownicze;
2) możliwie jak najszybciej zatrzymać niebezpieczny proces, bez stwarzania dodatkowego
zagrożenia;
3) w koniecznych przypadkach inicjować lub umożliwiać zainicjowanie pewnych ruchów
zabezpieczających.
4. Z chwilą ustania aktywnego działania na element sterowniczy wyłącznika awaryjnego, po
wygenerowaniu sygnału zatrzymania, sygnał ten powinien być podtrzymany przez
zablokowanie tego wyłącznika, aż do chwili, w której wyłącznik zostanie w sposób
zamierzony odblokowany.
5. Nie powinno mieć miejsca zablokowanie wyłącznika awaryjnego bez wygenerowania
sygnału zatrzymania. Odblokowanie zablokowanego wyłącznika może nastąpić wyłącznie
przez wykonanie odpowiedniej czynności, przy czym odblokowanie to nie powinno ponownie
uruchomić maszyny, a tylko umożliwić jej uruchomienie.
§ 21. W przypadku maszyn lub ich części zaprojektowanych w celu wspólnego działania,
producent powinien zaprojektować i wykonać maszynę w taki sposób, aby wyłączniki, w tym
wyłącznik awaryjny, mogły zatrzymać nie tylko samą maszynę, ale i wszystkie urządzenia
umieszczone przed nią lub za nią w ciągu technologicznym, jeżeli dalsze działanie tych
urządzeń może być niebezpieczne.”

48
Stosuje się przycisk bezpieczeństwa SAFE, który uniemożliwia działanie włącznika. Jeżeli
SAFE jest aktywny to przycisk START nie działa. Musi być dezaktywowany SAFE, aby
START działał. Nie jest wystarczający w przypadku napraw lub konserwacji.
Serwisowanie
Jeżeli maszyna nie jest używana albo jest regulowana, czyszczona lub smarowana to musi być
odłączona w taki sposób, aby była zablokowana (Lockout/Tagout procedure) możliwość jej
włączenia przez osoby inne niż osoba serwisująca maszynę. Stosujemy zamki, kłódki. Musi
być też widoczna informacja o niebezpieczeństwie, zabraniająca włączania maszyny ,,Uwaga
naprawa – nie uruchamiać".
Procedury odłączania mają na celu odizolowanie maszyny od źródła energii oraz pozbawienia
energii zakumulowanej w maszynie.
Powinny być wdrożone ogólne zasady:
Tylko osoby przeszkolone na danej maszynie i posiadające uprawnienia mogą wykonywać
obsługę maszyny.
Maszyna musi być wyposażona w takie urządzenie, które odłączając maszynę od źródła
zasilania, pozbawia ją także energii w niej zakumulowanej np. w sprężynie, która mogłyby
uwolnić się w czasie serwisowania. Pamiętać należy, że energia mogła być zakumulowana
w sprężonym powietrzu, w układach hydraulicznych, jako energia siły ciężkości, jako energia
termiczna, chemiczna, radioaktywna. Wirujące koła muszą być zatrzymane. Gorące elementy
muszą wystygnąć. Materiały niebezpieczne muszą być usunięte.
Pracownik obsługujący/serwisujący maszynę musi przestrzegać zasad odłączania. Osoba
przeprowadzająca serwisowanie lub konserwację powinna mieć własny odrębny klucz
(własną kłódkę, do której nikt inny nie ma klucza) pozwalający na odłączenie maszyny tak,
aby żadna inna osoba nie mogła włączyć tej maszyny w czasie serwisowania. Pracownik
stosujący tę procedurę powinien poinformować osoby przebywające w pobliżu o swoim
działaniu.
Maszyna powinna być zwyczajnie wyłączona przed jej odłączeniem z zastosowaniem
urządzenia blokującego.
Urządzenie odłączające powinno być zainstalowane w miejscu, gdzie maszyna może być
odizolowana od źródła energii.
Po odłączeniu maszyny, a przed rozpoczęciem serwisowania należy sprawdzić czy maszyna
na pewno nie działa (np. naciskając START), zdarza się, bowiem, że przez pomyłkę
odłączono inną maszynę.
Każda czynność musi być dokończona tak, aby pozostawiony obiekt nie stwarzał zagrożenia.
Na przykład wymieniając śruby, po ich wyjęciu, nie można pozostawić dokończenia pracy
innemu pracownikowi, lecz samemu trzeba włożyć nową śrubę i ją zamocować.

49
Maszyna nie może być przywrócona do eksploatacji przed usunięciem narzędzi służących do
serwisowania lub konserwacji i przed sprawdzeniem czy jakaś osoba nie znajduje się
w obrębie maszyny.
Po zakończeniu naprawy uruchomienie następuje po uzyskaniu zgody pracodawcy.
Kończąc pracę lub serwisowanie pozostawiamy nastawy i wzajemne położenie elementów
w stanie domyślnym, to znaczy tak, aby maszyna działała bezpiecznie po ponownym jej
uruchomieniu
Rozpoczynając pracę musimy sprawdzić czy poprzedni użytkownicy lub serwisanci
pozostawili ją w stanie zapewniającym bezpieczne uruchomienie.
Maszyna powinna być wyposażona w wyłączniki zatrzymujące jej działania w przypadku
przekroczenia dopuszczalnych wartości: położenia, prędkości, sił, ciśnienia, temperatury itp.
Maszyny, których regulacja wymaga pominięcia zabezpieczeń powinny być wyposażone
w takie urządzenie włączające, które z chwilą zwolnienia nacisku zatrzymuje maszynę (hold-
to-run device).
Do tego typu włączników zalicza się także naciskowe włączniki elektronarzędzi, które jednak
mogą być blokowane.
W pojazdach szynowych stosowany jest czuwak, które jeżeli nie jest naciśnięty, to powoduje
zatrzymanie pociągu.
Stosuje się urządzenia zapobiegające samo-powtarzaniu czynności uruchomienia (anti-
repeat).
Stosuje się włączniki powodujące ograniczony ruch maszyny (limited inch) na przykład do
2,5 cm. Utrzymywanie ciągłego nacisku nie powoduje ciągłego ruchu.
Czy działa sygnał ostrzegawczy przy uruchamianiu maszyny?
Czy jest i czy jest stosowana pisemna instrukcja obsługi, czyszczenia, napraw?
Czy dostęp do kluczyków jest ograniczony tylko do upoważnionych osób, ponoszących za to
odpowiedzialność?
Zwracamy uwagę na drgania maszyny. Zwiększenie drgań oznacza zbliżającą się awarię. Wielu katastrof samolotowych można było uniknąć, gdyby zmiana poziomu drgań była
potraktowana jako sygnał ostrzegawczy.
Musimy kontrolować poziom drgań oraz zapobiegać nadmiernym drganiom maszyny, które
mogłyby stworzyć zagrożenie dla pracowników. Nie dopuszczamy do pracy z nadmierną
prędkością. Narzędzia i wyposażenie muszą pracować z prędkościami nie przekraczającymi
wartości znamionowych. Parametry elementów i zespołów napędzanych muszą być zgodne
z prędkością silnika napędowego.
Działania, które mogą prowadzić do przekroczenia prędkości:

50
Wymiana podzespołów w czasie naprawy - zainstalowanie silnika podobnego na wygląd, ale
o innej prędkości znamionowej, niewłaściwe napięcie zasilania, zmiana rozmiaru lub typu
elementów lub zespołów napędzanych.
Zabezpieczamy pracowników, którzy regulują lub naprawiają maszyny. Musimy upewnić się,
że maszyna jest całkowicie zatrzymana i odłączona od źródła mocy przed:
regulacją lub naprawą
usuwaniem materiału lub odpadków z maszyny
Ta zasada nie dotyczy maszyn, które muszą być w ruchu, aby je prawidłowo wyregulować.
Elementy układu napędowego są utrzymywane w dobrym stanie przez cały czas.
Zapewniamy smarowanie ruchomych części i prawidłową pracę łożysk
Punkty obsługi, smarowania, regulacji itp. powinny znajdować się poza niebezpiecznym
obszarem.
Musimy sprawdzać elementy układu napędowego, co najmniej co 60 dni, aby upewnić się że
wszystkie:
osłony spełniają wymagania
zachowana jest właściwe ich ustawienie
śruby nie są poluzowane
Musimy zabezpieczyć pracowników, którzy zajmują się smarowaniem maszyn w ruchu przez:
wyposażenie w narzędzia takie jak smarownice z wystarczająco długimi
końcówkami pozwalającymi na trzymanie rąk z dala od niebezpiecznych
ruchomych części
wymaganie aby nosili ściśle dopasowaną odzież
Zauważ, że takie rzeczy jak odzież, włosy, naszyjniki mogą być chwycone przez maszynę i są
źródłem zagrożenia.
Musimy upewnić się, że pojemniki do których spływa olej (misy olejowe itp.) są dobrze
zamocowane
Przed serwisowaniem maszyna musi być pozbawiona źródeł energii, także tej zakumulowanej. Mimo
że prąd jest odłączony, maszyna może być dalej niebezpieczna ze względu na zakumulowana
energię.
Zanim przystąpisz do serwisowania pamiętaj, że płyny w rurach mogą być pod ciśnieniem.
Układy hydrauliczne mogą być pod bardzo wysokim ciśnieniem np. 14 MPa i mogą mieć
wysoką temperaturę. Mogą powodować poważne zranienia. Szczególnie niebezpieczne jest
to dla oczu. Cienki niewidoczny strumyk może także przebić skórę. Nie sprawdzamy ręką,
lecz płytką, na której pojawi się wtedy ciecz. Dokonując serwisu stosuj się do instrukcji.
Upewnij się, że pompa jest wyłączona.
Skieruj i opuść sprzęt na dół.
Upewnij się, że olej nie jest pod ciśnieniem.
Musisz mieć okulary ochronne.

51
Jeżeli nastąpi wyciek, to trzeba zetrzeć płyn.
Stosuj przepływomierz do kontroli przepływu.
Korzystaj ze znaków graficznych i plakatów.
Osłony
Machine guards, machine shields, adjustable guards, self-adjusting guards, automatic guards,
interlocked guards, distance guards, barrier guards, interlocked gates, controlled safety
machine guards, safety mats, pressure sensitive edges, safety light curtains, safety laser
scanner, accidents prevention devices
http://images.google.pl/
Osłony muszą spełniać następujące wymagania:
nie stwarzają dodatkowego zagrożenia np. nie posiadają ostrych krawędzi lub szczelin
pomiędzy osłoną i ruchomymi częściami, które mogą złapać i zacisnąć odzież
wykonane są z trwałych materiałów, mocnych wystarczająco, aby wytrzymać siły,
które na nie działają
są pewnie zamocowane do maszyny, a jeżeli to nie jest możliwe to do ostoi (budynku)
uniemożliwiają rękom i innym częściom ciała dostęp do miejsc niebezpiecznych
uniemożliwiają obiektom (odpadkom, np. wiórom) upadnięcie lub wyrzucenie na lub
w kierunku pracownika
są prawidłowo zainstalowane, ustawione i utrzymywane w dobrym stanie
nie mają otworów w żadnym punkcie większych niż dopuszczalne, im dalej jest
zagrożenie tym większe mogą być otwory
Osłony stałe układu napędowego, chroniące przed wciągnięciem przez wirujące koła lub
walce. Ich konstrukcja musi zapewniać możliwość regulacji napięcia pasa lub łańcucha.
Osłony składane, osłony harmonijkowe z tworzyw sztucznych osłaniające prowadnice stołu,
wałki, śruby i inne elementy maszyn.
Osłony nastawiane przesuwne lub odchylne służące do ograniczenia wielkości obszaru
niebezpiecznego do koniecznego minimum. Przezroczyste osłony muszą być systematyczne
czyszczone.

52
Osłony regulowane: jeżeli konieczny jest dostęp do obszaru zagrożenia, to stosuje się osłony
regulowane, nastawiane w taki sposób, aby zapewnić możliwość pracy przy maksymalnym ograniczeniu zagrożeń.
Osłona miejsca obróbki może być związana z uchwytem narzędzia lub z uchwytem
przedmiotu obrabianego.
Osłony sprzężone (interlocked guards) działają w taki sposób, że jeżeli osłona jest zdjęta lub
otwarta, to maszyna nie da się uruchomić, a jeżeli jest w ruchu to musi się zatrzymać lub
osłony nie da się zdjąć przed jej zatrzymaniem.
Podobnie stosujemy drzwi (drzwiczki) sprzężone z włącznikami. Przesuw lub obrót drzwi
uruchamia włącznik. Maszyna nie ruszy, jeżeli drzwi są otwarte. Maszyna da się uruchomić
dopiero po zamknięciu drzwi. Gdy drzwiczki są otwarte, włącznik umieszczony
w zamknięciu zostaje zwolniony i maszyna zatrzymuje się. Dodatkowo mogą być wtedy
automatyczne włączane hamulce.
Nie wolno używać włączników sprzężonych do uruchomienia maszyny. Przykład wypadku.
Po naciśnięciu START maszyna nie ruszyła będąc zablokowana przez interlock drzwi
Pracownik zamknął drzwi i wtedy maszyna ruszyła, powodując wypadek. Sprzężenie
(interlock) powinno być tak zainstalowane, aby nie było możliwe użycie go do uruchomienia
maszyny.
Stosuje się zawiasy z wyłącznikiem (hinged safety switches). Wyłączniki montowane
w zawiasach drzwi są trudne do pominięcia (obejścia). Stosuje się blokady (safety interlock
switches) bezdotykowe magnetyczne bez części ruchomych.
Przykładowe zastosowanie. Za otwieraną osłoną znajduje się gorąca para wodna. Po jej
otwarciu, para może poparzyć twarz pracownika. Z tego względu zawór, przez który
przechodzi dostarczana para jest sprzężony z zamkiem osłony. Dopiero zamknięcie zaworu
pozwoli na otwarcie zamka i osłony.
Inny przykład. Aby móc otworzyć osłonę trzeba włożyć kluczyk, przekręcić go i wyjąć.
Uruchomienie maszyny nie jest teraz możliwe, nawet po zamknięciu osłony. Potrzebny jest
kluczyk, aby zamknąć zamek.
Stosujemy wyłączniki krańcowe położenia, temperatury, ciśnienia, zawory bezpieczeństwa,
które uruchamiają procesy bezpieczeństwa po przekroczeniu dopuszczalnych wielkości.
Jeżeli pojawi się problem z działaniem maszyny i masz zamiar ten problem rozwiązać,
wyłącz najpierw maszynę.
Osłony automatyczne zajmują pozycję, odpychając ręce pracownika, gdy cykl maszyny
rozpoczyna się. Maszyna działa tylko wtedy, gdy osłony są we właściwym położeniu,
uniemożliwiającym dostęp do niebezpiecznych miejsc. Nadają się do maszyn o powolnych
ruchach (automatic push away guards).
Osłony samodostosowujące się w miarę wykonywania operacji pod wpływem ruchu
narzędzia lub przedmiotu obrabianego odchylają się tyle, ile trzeba, aby wejść w materiał
obrabiany, ale utrzymują ostrze całkowicie zakryte dla pracownika. Stosowane na przykład
w pilarkach tarczowych ręcznych i stołowych.

53
Zawsze istnieje zagrożenie, że pracownik będzie chciał włożyć rękę w obszar niebezpieczny.
Czasami może to być sprowokowane przez nietypowe zachowanie się materiału obrabianego
np. zagięcie lub zsunięcie się.
Kurtyny świetlne i ogrodzenia świetlne wykorzystują laser działający w podczerwieni.
Rejestrują fakt wtargnięcia w obszar niebezpieczny, ale nie kontrolują samego obszaru.
Muszą być tak zainstalowane, aby natychmiast po wykryciu wtargnięcia zatrzymywały
maszynę. Nie mogą być zastosowane w przypadku, gdy maszyny nie można zatrzymać
natychmiast.
Ogrodzenia świetlne działają dokładnie tak samo, ale otaczają maszynę a nie tylko miejsce
obróbki. Ich wadą jest to, że przypadkowa osoba, która zanadto zbliży się do maszyny
powoduje jej zatrzymanie. Nie ma tej wady zwykłe ogrodzenie.
Skaner laserowy kontroluje określony obszar. Rejestruje zarówno wtargnięcie jak i fakt
przebywania w miejscu niebezpiecznym. Rozpoznaje fakt zbliżania się osoby do strefy
niebezpiecznej, identyfikuje miejsce wtargnięcia i zatrzymuje pracę maszyny. Światło odbite
porównywalne jest z przechowywanym w pamięci obrazem. Daje różne sygnały w zależności
od odległości od zagrożenia. Emitowany promień lasera, przeczesuje obszar dzięki lustru
obracanemu silnikiem.
Musimy upewnić się, że kurtyny świetlne reagują na obecność ręki lub innej części ciała,
a także innego przedmiotu. Mają dobrze widoczne dla operatora wskaźniki pokazujące, kiedy
urządzenie działa lub jest pominięte
Tylko osoby upoważnione regulują kurtyny świetlne, dokonują zmiany w ustawieniach
warunków działania, naprawy, zerowania i dostrajania.
Musimy uniemożliwić dostęp do miejsc niebezpiecznych, które nie są chronione kurtynami.
Osłony barierowe stosowane są w maszynach, których natychmiastowe zatrzymanie nie jest
możliwe. Ich zadaniem jest uniemożliwienie pracownikowi włożenia ręki w obszar
niebezpieczny w czasie cyklu pracy.
Sterowane osłony otwierane stosowane są, jeżeli ruch maszyny może być wstrzymany szybko
Zasadą jest, że maszyna nie może pracować, jeżeli osłona nie jest zamknięta. Gdy pracownik
zamknie osłonę, to maszyna będzie mogła rozpocząć pracę. Jeżeli osłona zostanie otwarta
maszyna zatrzymuje się lub zawraca.
Samonastawne osłony otwierane otwierają się, aby umożliwić wykonanie danej operacji (np.
włożenie materiału), a następnie same zamykają się. Obróbka wykonywana jest za
zamkniętymi osłonami.
Przy wyborze zabezpieczeń, osłony barierowe powinny być zawsze brane pod uwagę jako
pierwsze.
Powinny uniemożliwiać włożenie palca o obszar niebezpieczny w czasie, gdy
występuje zagrożenie.
Muszą zapewniać konieczny dostęp.
54
Nie powinny same stwarzać zagrożenia przez zaczepienie i zaciśnięcie, np. rękawa.
Osłona otwierana typu „A” uniemożliwia włożenie ręki w obszar zagrożenia w czasie cyklu
pracy, umożliwia w czasie postoju.
Osłona otwierana typu "B" jest zamknięta, gdy ruch roboczy w dół stwarza zagrożenie, a jest
otwarta, gdy nie ma zagrożenia w czasie powrotu narzędzia.
Należy upewnić się że:
Osłona barierowa wraca do pozycji otwartej, jeżeli napotka przeszkodę
Jest tak skonstruowana, że gdy jest zamknięta, pracownicy nie mogą włożyć
ręki w miejsce niebezpieczne bokiem, nad lub pod.
Powiązane z osłoną barierową wyłączniki wstrzymują ruch maszyny, jeżeli
bariera nie jest zamknięta
Nie można ich ominąć
Działanie jest takie, że w przypadku zerwania powiązania maszyny z barierą
nie jest możliwe działanie maszyny
Musimy upewnić się, że zabezpieczenia:
Powodują zatrzymanie ruchomych elementów, zanim pracownik wejdzie z nimi
w kolizję, a układ musi być ręcznie przywrócony do stanu początkowego
(zresetowany) zanim będzie ponownie uruchomiony.
Uniemożliwiają włożenie ręki (lub innej części ciała) w obszar niebezpieczny
w czasie cyklu pracy, gdy istnieje zagrożenie.
Stałe ogrodzenia z siatki.
Maszyna jest otoczona stałym ogrodzeniem z furtką z włącznikami drzwiowymi. Im bliżej
jest zagrożenie od zapory tym musi być ona wyższa tak, aby skutecznie uniemożliwić tam
dostęp rąk pracownika.
Tymczasowe zapory z prętów i składane barykady stosujemy w miejscach, w których
pojawiło się zagrożenie i musimy uniemożliwić dostęp.
Zapory stałe stosuje się dla ochrony maszyny i pracownika przed pojazdami.
Aby mieć dostęp do górnej części maszyny stosuje się platformę ze schodami.
Inne urządzenia zabezpieczające
Two-hand controls, two-hand tripping device, arm-type restraints, awareness barier,
pullbacks/pullouts, trip rod, trip wire, safety blocks
http://images.google.pl/

55
Listwy i zderzaki zawierające wyłączniki. Jeżeli ruchoma część napotka przeszkodę to ją
zatrzymują, cofają i zatrzymują maszynę. Mają zastosowanie tylko do maszyn gdzie
natychmiastowe zatrzymanie jest możliwe. Przykład zastosowania: ruchomy stół maszyny,
drzwi zamykane automatycznie .
Czujniki podłogowe znajdują się pod matą. Wykrywają obecność człowieka na macie. Jeżeli
człowiek będzie w miejscu niebezpiecznym, to maszyna zatrzyma się.
Jeżeli maszyna zostanie zatrzymana z powodu obecności na macie człowieka, to zejście tego
człowieka z maty nie może powodować przywrócenia ruchu maszyny. Musimy sprawdzić czy
podłogowe czujniki obecności reagują na nacisk.
Czujniki podłogowe muszą spełniać następujące wymagania:
Wykrywać obecność i nieobecność człowieka.
Wysyłać sygnał zatrzymujący maszynę, jeżeli którykolwiek z elementów układu
zabezpieczającego zepsuje się.
Wysyłać sygnał zatrzymujący maszynę w razie obecności człowieka na macie.
W razie zatrzymania, maszyna ruszy dopiero po ponownym uruchomieniu.
Są rozmieszczone tak, aby uniemożliwić pracownikowi niezauważone wejście
w obszar w czasie, gdy jest tam zagrożenie .
Mają wskaźnik informujący o tym, że działa prawidłowo.
Kurtyny świetlne działają, gdy ktoś przekracza granicę obszaru zagrożonego. Jeżeli w
obszarze niebezpiecznym już ktoś jest, to nie wykrywają jego obecności. Aby uniknąć takiego
zagrożenia stosujemy maty z czujnikami podłogowymi lub skanery.
Przykładowo ruchy robotów mogą mieć długie cykle. Kolejne ruchy nie zawsze się
powtarzają i mogą zaskoczyć osobę znajdującą się w pobliżu. Ze względu na dużą prędkość,
siła uderzenia jest duża i może spowodować poważne obrażenia. Z tego względu
zabezpieczamy je korzystając z ogrodzeń stałych, ale też kurtyn świetlnych i czujników
podłogowych.
Elektromechaniczny wykrywacz obecności w miejscu niebezpiecznym jest to czujnik lub pręt
wchodzący w odpowiednią odległość od miejsca zagrożenia w chwili uruchamiania operacji.
Jeżeli jest przeszkoda uniemożliwiająca zejście wykrywacza w to miejsce, wtedy cykl pracy
nie rozpocznie się
Włączniki wymagające ciągłego nacisku obu rąk (two-hand control) uniemożliwiać mają
sięgnięcie ręką w obszar niebezpieczny. Zabezpieczają tylko pracownika obsługującego
maszynę. Innych znajdujących się w pobliżu nie zabezpieczają. Urządzenie łatwe do obejścia.
Włączniki wymagające tylko naciśnięcia obydwiema rękami (two-hand trip). Można
stosować pod warunkiem, że pracownik po naciśnięciu nie będzie mógł włożyć ręki w obszar
niebezpieczny.
Należy upewnić się, że urządzenie zabezpiecza obie ręce przed wypadkiem oraz
Wymaga zastosowanie obydwu rąk w czasie wykonywania operacji, także
w pierwszym cyklu pracy.

56
Jest zabezpieczone przed auto powtarzaniem (nie tak jak naciśniety klawisz
komputera).
Jeżeli maszynę obsługuje dwóch pracowników, to myszą być dwie pary włączników.
Włączniki są ulokowane wystarczająca daleko od miejsca zagrożenia, aby pracownik
nie zdążył włożyć tam ręki zanim maszyna zatrzyma się.
Ograniczniki to paski nałożone na dłonie i ograniczające ruch rąk w taki sposób, że nie jest
możliwe włożenie ręki w obszar niebezpieczny. Wymuszają stosowanie szczypiec.
Odciągacze to paski nałożone na dłonie i wyciągające ręce z obszaru niebezpiecznego
z chwilą pojawienia się tam zagrożenia. Zamocowanie do rąk musi być niezawodne np. nie
może się poluzować, ześlizgnąć. Jeżeli rękawice zostaną uchwycone (jeżeli są używane), to i
tak ręka będzie wycofana z miejsca zagrożenia.
Urządzenia wykorzystujące siłę bezwładności, która pojawia się, gdy ma miejsce nietypowe
dla normalnej pracy przyspieszenie: pasy bezpieczeństwa, hamulec piły łańcuchowej, klin
zakleszczający hamulec szynowy windy uruchomiany regulatorem odśrodkowym.
Urządzenia odróżniające produkt właściwy od innych niepożądanych elementów
i uruchamiające awaryjne zatrzymanie maszyny w razie ich wykrycia. Stosowane na
przykład, gdy ręka mogłaby być pochwycona przez walce.
Urządzenia wykorzystujące ładunek elektrostatyczny, którego odpływ w razie dotknięcia
ręką, uruchamia system raptownego wycofania narzędzia i zatrzymania maszyny. Stosowane
na przykład w pilarkach do drewna.
Urządzenia aktywujące szybkie wycofanie elementów roboczych lub aktywujące
zabezpieczenia, działające z wykorzystaniem substancji wybuchowych (aktywacja poduszki
powietrznej ~0.05 sekundy).
Urządzenia uniemożliwiające niekontrolowane pochwycenie przedmiotu przez element
roboczy i rzucenie nim w niewłaściwym kierunku (kliny rozszczepiające odsuwające drewno
od narzędzia, zapadki blokujące niewłaściwy ruch deski, wałki prowadzące deskę).
Stosuje się bariery przypominające pracownikowi o wejściu w obszar niebezpieczny:
Bariery optoelektroniczne włączające sygnał dźwiękowy.
Bariery mechaniczne włączające sygnał dźwiękowy. Jest to linka lub pręt
ograniczający dostęp przypominają, że wchodzimy w obszar niebezpieczny.
Wyłączniki awaryjne powinny dostępne w każdym miejscu. Można to zrealizować
wykorzystując pręt lub linkę.
Stosuje się podpory zabezpieczające przed opadnięciem młota w czasie wymiany matrycy,
naprawy lub konserwacji maszyny.
Jeżeli drzwi mają być hermetyczne, to czasami stosuje się jako uszczelki, gumowe rurki
pompowane powietrzem.

57
Stosujemy monitoring. Telewizja przemysłowa (kamery i rejestratory monitorujące pracę)
przez dokumentowanie przestrzegania zasad bhp wymusza prawidłowe zachowania
Bezpieczne podawanie surowca i wydawanie produktu
Feeding machine, output
http://images.google.pl/
Upewniamy się, że zasilanie surowcem oraz odbiór produktu spełniają stawiane im
wymagania.
Stosujemy automatyczne lub półautomatyczne podawanie surowca, zasilanie magazynkiem
obrotowym, ześlizgiem, suwakiem, suwakiem z magazynem. Stosuje się też matrycę
suwakową lub przesuwną płytę stołu.
Stosujemy automatyczne, półautomatyczne, mechaniczne i pneumatyczne wyrzutniki
produktu.
Stosuje się bezpieczne podawanie i odbiór za pomocą robota, który podaje materiał i odbiera
produkt samodzielnie, stwarzać może jednak zagrożenie ze względu na długi cykl ruchów. To
zagrożenie eliminujemy przez zastosowanie ogrodzenia obszaru pracy.
Stosuje się zrobotyzowane taśmy produkcyjne.
W przypadku podawania ręcznego musimy upewnić się, że narzędzia do ręcznego zasilania i
odbioru:
• są odpowiednie do wykonywanej pracy
• nie stwarzają ryzyka w czasie ich stosowania
• mają rozmiar i kształt pozwalający na utrzymywanie rąk poza obszarem zagrożenia
• są skonstruowane w taki sposób, że przy kontakcie z maszyną nie będą ulegały
uszkodzeniom
Zastępcze narzędzia do ręcznego zasilania i odbioru takie jak pręty itp. nie mogą być
stosowane w zamian za przeznaczone do tego celu bezpieczne narzędzia specjalne.
Zagrożenia można ograniczyć w istotnej mierze, przez zwiększenie niezawodności
elementów, z których zbudowany jest układ:
• zasilania
• sterowania
• zabezpieczeń
Jeżeli konieczne jest podawanie ręczne, to pracownicy muszą być w tym kierunku
przeszkoleni.
Do ciężkich przedmiotów korzystaj z mechanicznego transportu, przenośników, wciągników,
żurawi, suwnic.
Maszyny te muszą mieć

58
oznaczone dopuszczalne obciążenie tak, aby było ono czytelne i zawsze widoczne.
zabezpieczenie utrzymujące łańcuch i obciążenie w dowolnej pozycji.
bezpieczne haki
Przenośnik na kołach do rozładunku samochodu
Przenośnik powinien mieć zderzaki w krańcowych położeniach, gdzie odbywa się
załadunek bądź rozładunek.
We wszystkich punktach obsługi przenośniki powinny mieć wyłącznik.
Przenośnik powinien być wyposażony w wyłączniki we wszystkich miejscach gdzie
zasila on maszynę oraz istnieje tam zagrożenie przekucia lub zaczepienia ubrania
(złapania).
Do materiałów sypkich stosujemy przenośniki ślimakowe. Osłony powinny być sztywne
i szczelne. Wsyp wydłużony lub z siatką, aby pracownik chcąc go przepchać, nie sięgnął
w miejsce niebezpieczne.
Trzeba przeczytać:
Rozporządzenie ministra transportu i gospodarki z dnia 20 grudnia 2005 r.
w sprawie zasadniczych wymagań dla maszyn i elementów bezpieczeństwa (Dz. U. z dnia 28
grudnia 2005 r.). Rozdział 2: Zasadnicze wymagania w zakresie bezpieczeństwa i ochrony
zdrowia dotyczące projektowania oraz wytwarzania maszyn i elementów bezpieczeństwa.
Rozporządzenie ministra gospodarki z dnia 30 października 2002 r. w sprawie minimalnych
wymagań dotyczących bezpieczeństwa i higieny pracy w zakresie użytkowania maszyn przez
pracowników podczas pracy. (Dz. U. z dnia 18 listopada 2002 r.)
DYREKTYWA MASZYNOWA
Wykaz aktów dotyczących bezpieczeństwa i higieny pracy przy obsłudze maszyn i urządzeń Centralny Instytut Ochrony Pracy CIOP Obsługa maszyn http://www.ciop.pl/9630.html http://www.ciop.pl/13602.html
Projektowanie zabezpieczeń
Przez bezpieczeństwo funkcjonalne (functional safety) rozumiemy tę część sytemu
bezpieczeństwa, która reaguje na błędy zasilania, błędy obsługi, awarie i zmiany w otoczeniu.
Celem tego sytemu jest uwolnienie maszyny od nieakceptowanego ryzyka zagrożenia
zdrowia człowieka.
Układ sterujący zabezpieczeniami powinien stanowić interfejs (interface), czyli powinien
pośredniczyć pomiędzy układem sterującym maszyną a układem napędowym rozumianym,
jako suma elementów aktywujących i dezaktywujących maszynę, odpowiedzialnych za
dostarczanie energii roboczej i surowców, z których najważniejsze to silniki napędowe,
siłowniki, sprzęgła rozłączne i hamulce, zawory przez które przepływają płyny, elementy

59
grzejne itp. Do interface docierają sygnały z układu sterującego oraz elementów
wykrywających zagrożenie takich jak: blokady (interlock switches), kurtyny świetlne,
skanery, czujniki podłogowe, wyłączniki awaryjne i inne. W razie wykrycia zagrożenia przez
te elementy lub w przypadku zerwania z nimi łączności, układ sterujący zabezpieczeniami
(interface) przejmuje sterowanie maszyną i doprowadza ją do stanu bezpieczeństwa, to
znaczy zatrzymuje maszynę w bezpieczny sposób.
Najniższe koszty ponosimy, jeżeli wdrażamy zasady bezpieczeństwa w początkowym okresie
projektu, najwyższe jeżeli wdrażamy po wykonaniu obiektu. Wtedy jest to najtrudniejsze.
Dlatego praktykuje się eliminację zagrożeń na etapie konstruowania maszyny. Wymaga to
ocena ryzyka w miejscu pracy i zastosowania specjalizowanych zabezpieczeń.
Wymagania stawiane zabezpieczeniom: muszą chronić pracownika przed zagrożeniami,
muszą wyeliminować lub kontrolować zagrożenia, muszą być trudne do obejścia, same nie
mogą stwarzać zagrożenia, muszą być łatwe w użyciu, muszą dawać odpowiedni poziom
bezpieczeństwa, muszą nie utrudniać normalnej pracy maszyny
W przypadku zaniku zasilania energią maszyna musi osiągnąć stan bezpieczeństwa: elementy
trzymane w uchwytach zasilanych energią (magnetycznych, hydraulicznych) muszą mieć
zabezpieczenie przed wyrzuceniem ich w obszar, w którym przebywać mogą ludzie.
Elementy podnoszone muszą być zabezpieczone przed spadnięciem przez zastosowanie
hamulców zaciskanych sprężynami. Po przywróceniu zasilania energią maszyna nie może
samoczynnie kontynuować przerwanej pracy.
Hierarchia ograniczenia zagrożeń:
Wyeliminuj przyczynę zagrożenia.
Zastosuj osłony i inne zabezpieczenia.
Zastosuj sygnały ostrzegawcze.
Zastosuj środki ochrony osobistej.
Przeprowadź szkolenie.
Projektant systemów zabezpieczających powinien, w możliwie największym stopniu,
wyeliminować możliwość wadliwego działania elementów systemu zabezpieczającego.
Stosuje się trzy metody:
Wykluczenie wadliwego działania.
Redundancja, czyli nadmiarowość.
Samosprawdzanie układów zabezpieczających (self checking).
Musi wykluczyć następujące sytuacje:
Utratę sygnału (napięcia w obwodach bezpieczeństwa).
Utratę zdolności działania przełączników (np. zaspawanie, przepalenie).
Utratę funkcji monitorowania.
Niezdolność do doprowadzenia do stanu bezpieczeństwa w przypadku pojawienia się
zagrożenia.
Możliwość celowego odłączenia lub ominięcia układów zabezpieczających.

60
Maszyna powinna być tak skonstruowana, aby w przypadku awarii osiągała stan
bezpieczeństwa.
Przykłady: hamulce dźwigów, gdy nie ma prądu w sieci, zaciskane są sprężyną, semafor przy
braku zasilania opada do pozycji poziomej pod własnym ciężarem.
Niezawodność określamy jako prawdopodobieństwo, że system będzie działał poprawnie
przez określony czas w określonych warunkach.
Sterowana niezawodność układów, to zdolność maszyny do osiągnięcia stanu bezpieczeństwa
w przypadku niezadziałania układów zabezpieczających.
Niezawodność sterowana układu zabezpieczającego oznacza, że jest on tak zaprojektowany,
wykonany i zainstalowany, że niezadziałanie jednego z jego elementów nie spowoduje jego
nie działania, lecz spowoduje, że maszyna nie wykona następnego cyklu pracy.
Redundancja, czyli nadmiarowość to stosowanie podwojonych systemów zabezpieczających
np.: podwójne układy sprzęgające osłony z napędem, podwójne systemy wyłączające. W
niektórych systemach stosuje się trzykrotną nadmiarowość zabezpieczeń. Jeżeli jeden system
nie zatrzyma maszyny w razie wystąpienia zagrożenia, to drugi system zatrzyma maszynę.
Sensory mogą nie zauważyć zagrożenia lub zauważyć, lecz systemy wyłączające mogą nie
zadziałać.
Dywersyfikacja, czyli zróżnicowanie, to stosowanie wielu różnych zabezpieczeń chroniących
przed tym samym zagrożeniem. Jeżeli w układzie redundancyjnym obydwa systemy ochronne
są takie same, to mogą równocześnie nie zadziałać, ponieważ mają te same cechy. Jeżeli drugi
z nich oparty jest na innej zasadzie niż ten pierwszy lub składa się z innych elementów, to
wada ta jest usunięta i niezawodność jest większa.
Self-checking (samosprawdzanie) to zdolność systemu zabezpieczającego do sprawdzania
poprawności działania swoich elementów.
Zewnętrzne urządzenie monitorujące to sprzężenie zwrotne, które aktywnie sprawdza
urządzenia zewnętrzne, kontrolowane przez system zabezpieczający. Stosowane są do
monitorowania modułów interfejsu, układu sterowania oraz mechanicznie połączonych
styków i styczników. Jeżeli stan niebezpieczny jest stwierdzony, to następuje odłączenie
maszyny.
Styki zabezpieczeń i monitoringu połączone mechanicznie, dzięki czemu zmieniają położenie
równocześnie. Jeżeli jedna para styków ulegnie zespawaniu, to pozostałe styki nie dadzą się
przełączyć
W niektórych przypadkach wymaga się odłączania wszystkich przewodów, a nie tylko
aktywnych, czyli odłączanie obydwu przewodów zasilających..
W zakładzie musimy opracować pisemne procedury bezpiecznej obsługi maszyn, wdrożyć
program bezpieczeństwa, przeprowadzać szkolenia i doradztwo BHP. Muszą być stosowane
środki ochrony osobistej.
Czynniki mające wpływ na niezawodność człowieka: doświadczenie, wyszkolenie, złe
nawyki, wydolność fizyczna, wydolność mentalna, zdrowie, wiek, zmęczenie, stres, stan
umysłu (uprzedzenia, nastawienie, postawa, emocje), ergonomiczność stanowiska, procedury

61
bezpieczeństwa, zmienność warunków, proces technologiczny, materiały, inni pracownicy,
właściwe narzędzia, urządzenia zabezpieczające, pogoda, temperatura, oświetlenie, pora dnia,
zanieczyszczenie powietrza, kurz, hałas, środki ochrony osobistej.
Analiza: czy pracownicy są wyszkoleni do wykonywanej pracy, czy ich wydolność fizyczna
jest adekwatna do wykonywanej pracy, czy nie pracują w stresie wywołanym pracą lub
sprawami osobistymi?
Czy warunki pracy nie uległy zmianie czyniąc normalne procedury BHP niewystarczające?
Czy materiały i narzędzia są właściwe i działają poprawnie, a zabezpieczenia działają
poprawnie? Czy osobiste wyposażenie ochronne jest używane?
Czy kierownictwo nadzoruje przestrzeganie zasad BHP, a pracownicy je przestrzegają? Jouni Kivisto-Rahnasto – Machine safety design. An approach fulfilling European safety requirements: http://www.vtt.fi/inf/pdf/publications/2000/P411.pdf
http://www.machinesafety.net/ http://www.sti.com/ http://www.schmersalusa.com/ http://www.iapa.ca/pdf/machine.pdf http://www.controldesign.com/resource_centers/machine_safety.html http://www.newmantools.com/flexbar/ General Safety & Health Standards http://dbs.idaho.gov/safety_code/
Zagrożenia mechaniczne w budownictwie
IDAHO Division of Building Safety: http://dbs.idaho.gov/safety_code/
Fall Protection for the Construction Industry. Oregon OSHA, www.orosha.org
Fall Protection, Learning for Life. Michael C. Wright – PE, CSP, CPE – President Moniqua Suits – Director of
Training. Safety Throuhg Engineering STE - DESIGN, PROTECT, EDUCATE.
Materiały sypkie (piasek, ziarno, śnieg) mogą być przyczyną zaduszenia. Wejście do silosu
lub przebywanie w wykopie grozi uduszeniem. Często osunięcie ziemi ma miejsce, gdy
pracuje koparka. Człowiek zasypany nie może oddychać nie tylko z powodu braku powietrza,
ale także z powodu niemożności rozszerzania klatki piersiowej i brzucha. Odkopanie samej
głowy nie jest wystarczające i nie zapobiega uduszeniu. Podobne zjawisko może wystąpić w
tłumie, kiedy to klatka piersiowa nie może się rozszerzać z powodu dociśnięcia. Może tu
wystąpić dodatkowo efekt domina, kiedy to wszyscy się przewracają. Jeżeli będziemy mieli
ręce opuszczone, to będą one przyciśnięte i nie będziemy ich mogli użyć do wyswobodzenia
się. W przypadku zasypania przez śnieg, wydychana para wodna powoduje oblodzenie śniegu
w pobliżu ust i powietrze zawarte w śniegu nie dociera do człowieka.
Studnie, szamba itp. powinny być odpowiednio zabezpieczone.
Niezabezpieczony wykop grozi osunięciem się ziemi, zasypaniem i uduszeniem znajdujących
się tam ludzi.
Pochyłe lub stopniowane ściany chronią przed obsunięciem ziemi.
Podeprzyj ściany konstrukcją z elementami rozpierającymi.
Musi być prawidłowe wejście do wykopu.
Musi być bezpieczny sposób wyjścia z wykopu w zasięgu.
Ciężki sprzęt musi być z dala od brzegów wykopu. To samo dotyczy wykopanej ziemi
i innych materiałów.

62
Na budowach poważnym zagrożeniem są obiekty spadające z dźwigów, rusztowań itp.
Musimy zabezpieczyć pracowników przed tym zagrożeniem.
Zabezpieczmy pracę na wysokości, z której upadek jest niebezpieczny.
Stosujemy odpowiednie siatki usytuowane tak, aby chroniły pracownika przed zderzeniem
z podłożem w razie upadku. Osoby pracujące na brzegu, gdzie kończy się siatka, muszą mieć
dodatkowo uprząż. Siatka chroni osoby będące na niższych kondygnacjach przed spadającymi
przedmiotami.
Człowiek wychylający się przez barierę, nie zawsze zdaje sobie sprawę z tego, że jego środek
ciężkości może przesunąć się poza barierę, stopy przestają wtedy naciskać na podłoże. Górna
część ciała może przeważyć dolną, co spowoduje wypadnięcie.
Stosujemy uprząż tak zbudowaną, aby główne obciążenie przenoszone było przez pośladki.
Jeżeli pasy nie obejmują pośladków, ale na przykład obejmują brzuch to spowodują groźne
obrażenia wewnętrzne.
Lina musi posiadać pochłaniacz energii wydłużający się tak, aby zapewnić odpowiednią
długość drogi hamowania. Lina bez pochłaniacza powoduje nagłe zatrzymanie, co skutkuje
obrażeniami ciała.
Obszar pracy musi posiadać dużą ilość zaczepów, do których pracownik może łatwo
przymocować linę karabińczykiem z każdego miejsca, w którym będzie przebywał.
Pracownika przebywającego na rusztowaniu lub platformie roboczej zabezpieczamy
dodatkowo liną. W przypadku pracy na ruchomej platformie roboczej lina musi być
zamocowana na dachu, a nie do platformy, która może spaść. Pracownik przypina swoją
uprząż do tej liny i w razie potrzeby obniżenia lub podniesienia platformy, przepina się we
właściwe miejsce na linie (US Patent 4,560,029). Na płaskim dachu stosujemy liny
ogradzające obszar pracy od krawędzi i ostrzegające ludzi o niebezpieczeństwie. W
przypadku prac szczególnie niebezpiecznych dobrze jest zatrudnić osobę obserwująca
przestrzeganie zasad bezpieczeństwa i ostrzegającą o powstających zagrożeniach.
Dodatkowe uwagi dotyczące budynków.
1. W blokach mieszkalnych, w których instalacje gazowe są w piwnicach, nie powinno być
przejść piwnicznych pomiędzy klatkami schodowymi. Nie powinno też być żadnych,
nawet małych otworów w (ścianach oddzielających klatki schodowe) pozwalających na
rozprzestrzenianie się gazu pod całym budynkiem.
Bezpieczniej jest, jeżeli butle i jak największa część instalacji gazowych znajduje się na
zewnątrz budynku.
Jeżeli zimą gleba jest zmarznięta, gaz wydostający się z pękniętych rur w ziemi nie może
ulotnić się do atmosfery i może przedostać się do budynku np. rurami z przewodami
elektrycznymi.
W hotelach, jeżeli kuchnia jest na niskiej kondygnacji, to w przypadku pożaru odcięta
może być droga ewakuacji.

63
2. Dachy powinny być spadziste o kącie nachylenia ułatwiającym zsuwanie się śniegu.
Dodatkowo, nachylenie zmniejsza wielkość siły prostopadłej do powierzchni. Jeżeli są
wejścia boczne (tzn. nie od szczytu), to powinien być ganek uniemożliwiający zasypanie
osoby wychodzącej zsuwającym się śniegiem. Jeżeli dachy są takie, że śnieg nie zsuwa
się, to należy go usuwać tak, aby nie nastąpiło jego nagromadzenie. Jeżeli dach jest płaski
i znajduje się bezpośrednio na ogrzewanym pomieszczeniem (nie ma pod nim nie
ogrzewanego strychu) to jest on podgrzewany od spodu. Wtedy śnieg topi się, a następnie
przekształca się w lód, co może utrudnić jego usuwanie. Należy zwrócić uwagę na fakt, że
grubość warstwy śniegu nie jest miarą jego ciężaru, bowiem ubija się ona samoczynnie
pod własnym ciężarem.
Część III: BEZPIECZEŃSTWO OBSŁUGI MASZYN I URZĄDZEŃ
Literatura: BHP w praktyce- B. Rączkowski
Occupational & Safe Health Administration:
http://www.osha.gov/
http://www.osha.gov/SLTC/machineguarding/index.html
http://www.osha.gov/Publications/OSHA3170/3170-02R-2007-English.html
North Carolina Department of Environment and Natural Resources:
http://www.enr.state.nc.us/safety/
Washington State Department of Labour & Industries:
http://www.lni.wa.gov/ National Institute for Occupational Safety and Health:
http://www.cdc.gov/niosh/topics/machine/
Państwowa Inspekcja Pracy:
European Agency for Safety and Health at Work:
http://osha.europa.eu/pl/oshnetwork/focal-points/poland
http://www.komers-bhp.pl/ustawybhp.html
Health and Safety Executive:
http://www.hse.gov.uk/pubns/
http://www.ehow.com/
http://auto.howstuffworks.com/
https://www.safework.sa.gov.au/
http://www.technologystudent.com/equip1/equipex1.htm
Dziennik Ustaw z 2000 r. Nr 40 poz. 470, ROZPORZĄDZENIE MINISTRA GOSPODARKI z dnia 27 kwietnia 2000 r. w sprawie
bezpieczeństwa i higieny pracy przy pracach spawalniczych. ROZPORZĄDZENIE MINISTRA GOSPODARKI z dnia 27 kwietnia 2000 r. w sprawie bezpieczeństwa i higieny pracy przy pracach
spawalniczych. (Dz. U. z dnia 19 maja 2000 r.)
Spawane łukiem elektrycznym
Arc welding, plasma arc welding, tungsten arc welding, plasma cutting, laser cutting,
Literatura http://www.icd.pl/opis_ciecia_plazma.xml http://netspaw.pl/ciecie-plazma-przewodnik-po-technologii,38.html Bradley K. Rein, Lance Fluegel, Arizona Cooperative Extension:
http://nasdonline.org/document/1087/d000873/arc-welding-safety.html http://www.mydiscounttools.com/estore/articles/welding/Weldingsaftey.html Lutowanie - HEAT TREATMENT 1..3: http://www.technologystudent.com/equip1/equipex1.htm http://www.ehow.com/video_4426747_helmet-safety-tips-arc-welding.html

64
http://en.wikipedia.org/wiki/Arc_welding http://www.oxarc.com/welding_safety_guide.ydev
Elektrodą jest drut spawalniczy. Posiada otulinę, z której powstaje osłona gazowa, chroniąca
spoinę przed utlenianiem.
Cięcie elektrodą wymaga zdmuchiwania roztopionego metalu. Może to być realizowane za
pomocą nadmuchu.
Cięcie palnikiem plazmowym odbywa się w temperaturze 10000-20000°C. Plazma to
skoncentrowany za pomocą dyszy strumień sprężonego zjonizowanego gazu przewodzącego
prąd elektryczny. Otrzymujemy ją przez przepuszczanie strumienia sprężonego powietrza lub
innego gazu przez łuk elektryczny, wytworzony pomiędzy nietopliwą elektrodą i ciętym
przedmiotem.
Laserowe cięcie metali ma przewagę nad cięciem plazmowym, gdyż jest bardziej precyzyjne
i mniejsze jest zużycie energii. Większość laserów przemysłowych nie nadaje się do cięcia
metalu o większej grubość metalu, także ze względu na koszty.
Elektrody nie topiące się wykonuje się z wolframu (tungsten). Spoina powstaje z podawanego
do łuku elektrycznego drutu spawalniczego.
Elektroda musi mieć właściwe zakończenie zależne od tego czy spawamy prądem stałym czy
zmiennym. Spawa się w osłonie gazowej.
Jako osłonę stosuje się między innymi gazy szlachetne (argon, hel), a także nieszlachetne
(CO2) oraz mieszaniny gazów.
Stosuje się spawanie plazmowe (łukiem elektrycznym) pod osłoną gazową z zasileniem
proszkiem metalowym.
Gaz stanowiący osłonę gazową może powodować zatrucie i aby tego uniknąć musi być
wentylacja.
Bezpieczeństwo spawacza przy korzystaniu ze spawania elektrycznego.
Zawsze miej na sobie odpowiednie środki ochrony osobistej w czasie pracy.
Musisz mieć osłonę oczu, ognioodporny hełm, ubranie niepalne, skórzaną górną część
i długie spodnie, bez kieszeni, w które mogłaby wpaść iskra lub roztopiony metal, spodnie
bez mankietów z tego samego powodu, górna część z pełnymi rękawami (nie podwiniętymi)
niewpuszczana w spodnie, ale wypuszczona na spodnie tak, aby za pasek nie mogła wpaść
iskra lub roztopiony metal, kołnierz zapięty pod szyją z tego samego powodu, ognioodporne
rękawice i buty. Stosuje się hełm z filtrem otwieranym dla uzyskania widoczności, dający
swobodę obydwu rękom lub osłonę oczu z filtrem chroniącym przed promieniowaniem
trzymaną w jednym ręku.
Główne zagrożenia: poparzenia, porażenie prądem, pożar, zatrucie gazami
Stosuje się prąd stały lub zmienny. W przypadku prądu stałego elektroda może być
podłączona do dodatniego lub ujemnego bieguna. Ma to wpływ na spoinę. Obwód zamknięty:

65
100-600A (1000), obwód otwarty: 30-40V (80). Spawarki transformatorowe, inwerterowe,
półautomaty spawalnicze: napięcie zasilania 230V, prąd 40-160A, ceny 240 do 2000 zł
Elementy spawane powinny być uziemione.
Elementy spawane powinny być umieszczone na ognioodpornej powierzchni na wysokości
wygodnej dla pracownika, o ile to możliwe.
Elementy spawane powinny być zabezpieczone przed przemieszczaniem i powinny być
uziemione.
Kable powinny być tak umieszczone tak, aby iskry i stopiony metal na padały na nie.
Jeżeli spawanie musi odbywać się na metalowej powierzchni, to spawacz powinien stać na
niepalnej macie izolacyjnej.
Nie spawaj jeżeli temperatura jest poniżej minus18°C. Jeżeli materiały spawane mają niższą
temperaturę to należy je podgrzać do 7,5 cm od spoiny.
Pękaniu można zapobiec przez podgrzewanie elementów łączonych oraz napawanie wstępnej
warstwy buforowej z miękkiego materiału spawalniczego.
Nie spawaj, jeżeli powierzchnie są mokre, pada deszcz lub śnieg, lub para się skrapla na
powierzchni a także przy dużym wietrze
Nie wolno zanurzać elektrody w wodzie celem schłodzenia.
Spawanie na wysokości wymaga zabezpieczenia przed upadkiem.
Zainicjowanie łuku elektrycznego polega na zbliżeniu elektrody do elementu spawanego.
Końcówkę elektrody zbliżając do elementu spawanego poruszamy po łuku okręgu lub
pionowa ku dołowi.
Przy spawaniu wewnątrz zbiorników lub innych małych pomieszczeń stosować indywidualny
wyciąg wyziewów gazowych, ale także ochronę dróg oddechowych, stosować oświetlenie
elektryczne zasilane napięciem 24V.
Nie próbuj korzystać ze sprzętu bez odpowiedniego szkolenia i bez certyfikatu.
Przestrzegaj ściśle instrukcji.
Wyłącz, usuń i zabezpiecz uszkodzony sprzęt, powiadom odpowiednie służby
o konieczności naprawy.
Spawarka musi być wyposażona w wyłącznik znajdujący się w pobliżu.
Zabezpiecz siebie i innych przed pryskającymi iskrami. Upewnij się, że oczy są
chronione także, gdy odłupujesz żużel.
Podłoga w pobliżu miejsca spawania musi być bezpieczna, bez zbędnych
przedmiotów. Najlepiej betonowa lub ceramiczna. Nie może być drewniana,
z tworzyw sztucznych lub tekstylnych. Pożar może rozpocząć się później po
zakończeniu spawania, gdy nas tam już nie ma. Jeżeli jest palna to trzeba ją pokryć
materiałem niepalnym, np. warstwą piasku.

66
Trzymaj palne przedmioty w bezpieczne odległości (co najmniej 12 m). Nie można
mieć zaolejonych szmat, papieru i innych łatwopalnych materiałów w pobliżu.
Na rękach powinieneś mieć odpowiednie izolacyjne rękawice robocze
Nie używaj zaoliwionych rękawic i poplamionych smarami innych części odzieży.
Miejsce gdzie będzie okładzina spoina powinno być oczyszczone do czystego metalu.
Upewnij się czy spawarka jest uziemiona.
Biegunowość nie może być zmieniona w czasie działania spawarki.
Zabezpiecz siebie i innych w pobliżu przed iskrami i promieniowaniem. Szczególnie
zagrożone są oczy, ale także inne części ciała mogą doznać oparzeń. Jeżeli w pobliżu
są inni pracownicy to, aby chronić ich przed promieniowaniem stosuje się ekrany
ochronne 60 cm nad podłożem, tak usytuowane, aby nie hamowały przepływu
powietrza wentylacji.
Gaśnica musi być zawsze w pobliżu. Iskry mogą dotrzeć nawet 12 m od spoiny.
Unikaj wilgoci, ręce muszą być suche przez cały czas (także nie spocone). Wilgoć
może być przyczyną porażenia prądem. Nie wolno spawać elektrycznie na deszczu.
Nie wdychaj szkodliwych gazów.
Nigdy nie stosuj łuku elektrycznego w odniesieniu do butli i innych zbiorników,
w których kiedyś był łatwopalny materiał (butle, zbiorniki paliwa), nawet, jeżeli teraz
są puste.
Nie izolowana część uchwytu elektrody nie może dotykać podłoża, gdy jest pod
prądem. W innym wypadku nastąpi zapłon.
Utrzymuj kable w stanie suchym, nie powinny być zaoliwione, nie powinny być
poplątane, powinny być bez węzłów i pętli.
Najlepiej spawać na zewnątrz budynku, jeżeli musisz spawać w zamkniętej
przestrzeni, to musi być zapewniona wentylacja ze względu na wydzielające się gazy.
Twoje ubranie musi być odporne na płomienie. Całe ciało musi być chronione przed
poparzeniami łukiem elektrycznym.
Upewnij się, że kable są właściwie zainstalowane i są utrzymywane w dobrym stanie.
Nie obciążaj ich.
Jeżeli spawarka jest na kółkach to musi być zabezpieczona przed ruchem.
Oznacz gorące przedmioty, aby nikt się nie poparzył.
Jeżeli masz rozrusznik serca może nastąpić interferencja z polem
elektromagnetycznym.
Nie używaj generatora prądu do napędu innych narzędzi podczas spawania.
Kończąc pracę odłącz spawarkę od zasilania i sprawdź czy nie został zaprószony
ogień
Stół spawacza
Powierzchnię górna może stanowić stalowy ruszt, przez który spadają odpadki na wysuwaną
tacę z piaskiem znajdująca się pod spodem. Osłony pionowe zapobiegają rozprzestrzenianiu
się iskier.
Powierzchnię górną może stanowić płyta betonowa lub ceramiczna, na przykład z cegły
odpornej na temperaturę
67
Jeżeli spawamy na płycie metalowej, to posypujemy ją piaskiem, aby się nic nie przyspawało
do płyty.
Spawanie gazowe
Gas welding, oxyacetylene
Welding Theory Application http://www.mydiscounttools.com/estore/articles/welding/Weldingsaftey.html http://www.weldguru.com/welding-safety.html
http://www.weldguru.com/
Stosujemy palniki acetylenowo-tlenowe, które pozwalają na spawanie i przecinanie.
Mamy oddzielne palniki do spawania, cięcia, nagrzewania i zginania.
W przypadku cięcia w jednej rurce jest już mieszanina tlenu i acetylenu, w drugiej dodatkowy
tlen do zdmuchiwania.
Zagrożenia: ogień, oparzenia, pożar, wybuch, oczy, trujące płomienie, zamknięta przestrzeń,
upadek.
Zawsze miej na sobie odpowiednie środki ochrony osobistej w czasie pracy
Oczy chronimy przed promieniowanie za pomocą okularów z zaciemniającym filtrem.
Wymagana skórzana górna część i długie spodnie, fartuch, skórzane rękawice spawacza,
skórzane buty. Stosuje się też kaski.
W przypadku cięcia wymagane są zatyczki do uszu.
W momencie zapłonu wydziela się duża ilość sadzy, zalecana jest maseczka.
Przed podjęciem pracy operator musi przejść szkolenie. Nie wolno obsługiwać spawarki
acetylenowo-tlenowej bez ukończonego szkolenia.
Kierownictwo musi sprawdzić czy spawacz posiada certyfikat uprawniający go obsługi
takiego sprzętu i wykonywania tej pracy.
Nie wystawiaj butli z gazem na nadmierne ciepło.
Sprawdź czy w pobliżu nie ma łatwopalnych materiałów i czy jest gaśnica.
Oleje i smary nie mogą znajdować się w pobliżu spawarki.
Nie używaj tlenu, jako substytutu sprężonego powietrza, nie podawaj go do zamkniętych
przestrzeni.

68
Ze względu na różnice w oznakowaniu kolorami zależne od kraju, butle muszą być oznaczone
nie tylko kolorem, ale także muszą być na nich napisy określające rodzaj gazu.
W Polsce: tlen - butla niebieska (ale tlen medyczny - biała ), acetylen - butla kasztanowa,
dawniej była żółta.
https://pl.wikipedia.org/wiki/Butla_gazowa
Są dwa regulowane zawory: do tlenu i acetylenu.
Są dwa mierniki na każdej butli, ten z prawej pokazuje ciśnienie w zbiorniku, ten z lewej
pokazuje ciśnienie w linii.
Sprawdź wszystkie połączenia przed zapaleniem palnika.
Gdy otwierasz zawór, nigdy nie stój na wprost regulatora lub za nim.
Uważaj, aby ubranie nie nasiąkło tlenem lub acetylenem.
Najpierw przedmuchujemy palniki w kolejności acetylenu i tlenu.
Ponownie otwieramy acetylen, zapalamy go i następnie tlen
Zamykamy w kolejności acetylen i tlen.
Szczegółowy opis czynności jest niżej.
Natychmiast zakręć obie butle, gdy płomień cofnie się - najpierw tlen, następnie acetylen
Nigdy nie otwieraj obydwu zaworów przed zapaleniem płomienia.
Przedmuchaj zawory zanim ustawisz regulator.
Zwolnij śrubę regulatora przed otwarciem zaworu. Otwieraj zawór powoli.
Rozpoczynając pracę wykonaj kolejno następujące czynności:
Otwórz zawór butli z acetylenem.
Otwórz zawór acetylenu palnika o jedną czwartą obrotu. Uważaj, aby ubranie nie
nasiąkło acetylenem.
Nastaw regulatorem ciśnienie acetylenu.
Zakręć zawór palnika. Mamy teraz oczyszczoną linię.
Powoli całkowicie otwórz zawór butli tlenowej.
Otwórz zawór tlenu palnika o jedną czwartą obrotu. Uważaj, aby ubranie nie nasiąkło
tlenem.
Nastaw regulatorem ciśnienie tlenu.
Zakręć zawór tlenu palnika. Mamy teraz oczyszczoną linię.
Otwórz zawór palnika acetylenu jedną czwartą obrotu i zapal.
Otwórz zawór tlenu palnika jedną czwartą obrotu.
Ustaw płomień neutralny.
Kończąc pracę wykonaj kolejno następujące czynności:

69
Zamknij zawór acetylenu palnika najpierw, później zawór tlenu..
Zamknij zawór acetylenu butli najpierw, później zawór tlenu.
Otwórz zawór palnika acetylenu i tlenu, aby zlikwidować ciśnienie w regulatorze
i wężach.
Regulator pozostawiamy w takie pozycji, aby sprężyna nie była napięta..
Zamknij zawory palnika.
Nie opuszczaj stanowiska zanim nie zakończysz tych czynności.
Do zapalania używaj iskrownika (striker, spark lighter) o odpowiedniej długości.
Nie używaj zapałek lub zapalniczki, aby palce nie były zbyt blisko płomienia.
Nie zapalaj od gorącego metalu, płomień może popłynąć po powierzchni.
Ze względu na możliwe wycieki gazu nie wolno palić papierosów w pobliżu butli.
Zapal acetylen zanim otworzysz zawór z tlenem.
Stosuj właściwe ciśnienie i rozmiary końcówek.
Spawaj w odległości co najmniej 1,5 m od butli.
Nie kieruj płomienia na dół, na węże, nie chodź z zapalnym palnikiem itp.
Jeżeli spawasz w pomieszczeniu, to jeżeli to możliwe trzymaj butle na zewnątrz.
Jeżeli butle są na wózku na kółkach, to muszą być on zabezpieczone przed ruchem.
Nigdy nie zawijaj węża na palnikach lub na zaworach.
Węże powinny mieć zawory kontrolne w prawidłowej pozycji.
Musisz mieć właściwą wentylację lub wyposażenie do zapewnienia oddychania.
Nie tnij i nie spawaj zbiorników, w których były substancje łatwo palne, wybuchowe. Muszą
być całkowicie opróżnione, wyczyszczone i wymagają szczególnej ostrożności.
Trzymaj z dala wąż od iskier, gorącego metalu, ostrych krawędzi oraz najechania przez ciężki
sprzęt.
Stój z boku w stosunku do wypływu gazu.
Ochronny kołpak musi być na miejscu. Unikaj uderzenia, które mogłoby spowodować iskrę.
Butle muszą być w pozycji pionowej przymocowane do ściany tak, aby nie mogły się
wywrócić.
Przechowuj butle z acetylenem i tlenem oddzielnie w wymaganej odległości
Nie podnoś butli za kołpak lub zawory.
Jeżeli butla przecieka lub działa nieprawidłowo nie próbuj jej naprawiać. Skontaktuj się
z dostawcą.

70
Nie stosuj olejów i smarów na złączach tlenu lub acetylenu.
Nigdy nie uderzaj w regulatory i zawory tlenu lub acetylenu.
Zanim zapalisz palnik upewnij się, że wąż, zbiorniki lub łatwopalne materiały nie będą
wystawione na działanie płomienia lub iskier.
Pamiętaj, że acetylen jest pod wysokim ciśnieniem.
Nigdy nie używaj go, jeżeli nadciśnienie jest większe niż 15 PSI=0,1034 MPa≈1 at=1 kG/cm2
(ciśnienie absolutne 2 at).
Acetylen powyżej tego ciśnienia łatwo wybucha.
Temperatura płomienia acetylenu 3300 °C, temperatura topnienia stali 1535 °C. Trzymaj
płomień z dala od butli.
Nie skieruj palnika na butle, aby nie nastąpił wybuch butli z acetylenem. Zapalona butla
porusza się jak rakieta.
Nie trzymaj końcówki palnika zbyt blisko elementów spawanych.
Nie używaj końcówki, która nadmiernie się rozgrzała.
Nie używaj palnika, który przecieka.
Nigdy nie odchodź od płonącego palnika, nie pozostawiaj zaworów otwartych.
Nie zmieniaj niczego, nie eksperymentuj z butlami, regulatorami, palnikami lub innym
wyposażeniem.
Nie transportuj butli bez kołpaków.
Zawory pustych butli muszą być zamknięte
Nigdy nie spawaj zamkniętego zbiornika bez odpowiedniej wentylacji.
Stosuj specjalne wózki z łańcuchami do przemieszczania butli.
Butle nie mogą być transportowane z założonymi miernikami.
Zwolnij ciśnienie w regulatorach po skończonej pracy.
Przecinanie musi odbywać się z prędkością według instrukcji.
Pamiętaj, że palnik jest gorący po użyciu.
Stosuj zawsze właściwą dyszę do cięcia i spawania.
Raz na rok przestudiuj instrukcję obsługi.
Zwykle krawędzie spawanych blach kształtuje się specjalnie na przyjęcie spoiny.

71
Spoiny oblicza się na ścinanie.
http://en.wikipedia.org/wiki/Thermite_welding
http://en.wikipedia.org/wiki/Exothermic_welding
Samochody
http://auto.howstuffworks.com/auto-parts/brakes/brake-types/brake3.htm
http://auto.howstuffworks.com/auto-parts/brakes/brake-types/disc-brake1.htm
http://auto.howstuffworks.com/auto-parts/brakes/brake-types/drum-brake1.htm
http://auto.howstuffworks.com/auto-parts/brakes/brake-types/anti-lock-brake1.htm http://auto.howstuffworks.com/anti-lock-brake1.htm
ABS (Atiblockiersystem) (Anti-Lock Brake System) – zapobiegają blokowaniu kół, dzięki
czemu samochód utrzymuje sterowność. Czujnik mierzy prędkość obrotową kół i przy jej
zaniku układ zwalnia nieco hamulce. Na śliskiej drodze pozwalają na uzyskanie sterowności,
ale mogą wydłużać drogę hamowania w stosunku do umiejętnego hamowania bez ABS.
Kierowca mający samochód z systemem ABS wie, że może silnie nacisnąć na pedał hamulca,
układ ABS ograniczy siłę hamowania by nie doszło do zablokowania kół i niekontrolowanego
poślizgu. W takich sytuacjach, szczególnie u kierowców bojących się ostro hamować z
powodu niebezpieczeństwa wpadnięcia w niekontrolowany poślizg, system ABS powoduje
skrócenie drogi hamowania. Ale jeżeli hamowanie odbywa się na zakręcie lub z jakichś
powodów samochód porusza się bokiem, to system ABS może prawie całkowicie wyłączyć
hamowanie. System ABS wydłuża drogę hamowania w sytuacjach, gdy na nawierzchni o
dobrej przyczepności znajduje się warstwa luźna (np. liście, piasek, śnieg, błoto). W takiej
sytuacji zablokowane koła przetarłyby cienką warstwę i nastąpiłoby zwiększenie siły
hamowania, natomiast w układzie z systemem ABS koło jedzie po śliskiej warstwie.
Samochody ciężarowe oraz naczepy mają hamulce pneumatyczne.
W samochodach osobowych stosuje się hamulce hydrauliczne. Hamulce mają wspomaganie,
ale tylko wtedy, gdy silnik pracuje. Jeżeli jest wyłączony, to wymagana jest duża siła nacisku
na pedał.
Wspomaganie działa następująco: jeżeli silnik pracuje, to z obydwu stron membrany jest
podciśnienie, w czasie hamowania otwiera się zawór i ciśnienie atmosferyczne działa
dodatkowa na membranę.
Jeżeli uszczelka siłownika zaciskającego hamulec ulegnie uszkodzeniu, to nastąpi wyciek
płynu hamulcowego, który pokryje szczęki, powodując utratę ich własności ciernych.
Dotyczy to jednego hamulca i objawia się to skręcaniem samochodu w czasie hamowania.
Sytuacja jest gorsza w przypadku hamulców bębnowych niż w tarczowych.
Jeżeli samochód sam skręca w czasie hamowania, oznacza to, że koło po jednej stronie
samochodu nie jest hamowane. Zwykle jest to spowodowane zaoliwieniem okładzin płynem
hamulcowym.
72
W czasie hamowania siła bezwładności dociska przednie koła do jezdni, a odrywa tylne.
Z tego powodu przednie koła mogą rozwinąć większą siłę tarcia bez poślizgu, co pozwala na
stosowanie z przodu mocniejszych hamulców.
Zarówno siła bezwładności pojazdu jak i siła tarcia kół o jezdnie są proporcjonalne do masy
pojazdu. Szybkość hamowania jak i rozruchu można zwiększyć stosując siłę docisku do
bieżni inną niż siła ciężkości.
Hamulce to najważniejsza część pojazdu! Wadliwie działające hamulce są jedną z głównych
przyczyn wypadków. Pamiętaj, że samochód to potencjalne narzędzie zbrodni.
Jeżeli okładziny szczęk lub klocków są mokre z powodu deszczu, głębokiej kałuży lub mycia
samochodu, to trzeba zahamować, aby nagrzały się i wyschły.
Nie czekaj aż pedał hamulca będzie pulsował (nie dotyczy pulsacji przeciwpoślizgowych) lub
aż usłyszysz nietypowe dźwięki.
Jeżeli będziesz czekał aż usłyszysz dziwne dźwięki, to może nastąpić uszkodzenie bębnów
hamulcowych, co zwiększy koszt naprawy.
Raz na miesiąc sprawdź poziom płynu hamulcowego. Uzupełnij, jeżeli trzeba stosując ten
sam płyn.
Uważa się, że hamulce trzeba sprawdzać co 24 000 do 32 000 km, zależnie od tego jak
jeździsz.
Droga hamowania na suchym asfalcie przy prędkości 20 mile/h =32 km/h powinna być nie
większa niż 30 feet=9,14 m.
W takich samych warunkach hamulec ręczny powinien zahamować samochód po przebyciu
drogi nie dłuższej niż 55 feet=16,76 m.
Jeżeli w czasie hamowania koła toczą się (bez poślizgu), to hamująca siła tarcia może być
dwa razy większa niż wtedy, gdy zablokowane ślizgają się po jezdni (lub toczą się
z poślizgiem, czyli za wolno obracają w stosunku do prędkości jazdy).
Poślizg może zachodzić także wtedy, gdy koło obraca się. Aby koło toczyło się bez poślizgu
musi zachodzić zgodność pomiędzy prędkością kątową koła i prędkością liniową środka koła.
Prędkość liniowa środka koła powinna być równa iloczynowi prędkości kątowej koła i jego
promienia v=r. Ta zgodność określona jest związkiem, jaki zachodzi pomiędzy nimi dla
swobodnie toczącego się walca.
Jeżeli zachodzi zjawisko poślizgu to samochód nie „słucha” kierownicy.
Aby odzyskać sterowność wciskamy sprzęgło i zwalniamy hamulec. Samochód będzie teraz
„słuchał” kierownicy.
Wtedy ruch obrotowy kół jest wywołany siłą tarcia kół o jezdnię, a więc pochodził będzie od
ruchu postępowego i będzie spełniony podany wcześniej warunek.
73
Na śliskiej jezdni, aby nie wpaść w poślizg, hamujemy samochód trzymając wciśnięte
sprzęgło. Jeżeli wyczuwamy poślizg, to na chwilę zwalniamy nieco nacisk na pedał hamulca,
tylko do odzyskania przyczepności, a następnie ponownie go naciskamy.
Taka technika hamowania skutkuje szybszym zużyciem hamulców niż wtedy, gdy sprzęgło
wciskane jest pod koniec hamowania i wykorzystane jest hamowanie silnikiem.
Problem jest trudniejszy gdy pojawi się ruch boczny.
Jeżeli pod samochodem nie ma śniegu, a napęd jest na przednie koła, to można wykorzystać
nieośnieżoną jezdnię do uzyskania prędkości początkowej (rozbiegu). Cofnij tyle ile można
pozostając przednimi kolami na nieośnieżonej jezdni i wtedy rusz szybko do przodu, może
uda ci się przejechać przez śnieg, jaki jest przed samochodem.
Jeżeli hamujesz przejeżdżając z dużą prędkością przez kałużę, to pomiędzy kołem a jezdnią
może powstać „klin smarny”, tak jak w łożysku ślizgowym lub pod motorówką, którą
nazywamy ślizgaczem. W konsekwencji koła nie będą kontaktowały się z jezdnią i hamulce
nie będą działały.
Jeżeli ze względu na awarię, zdjęcie nogi z pedału gazu nie daje spodziewanego efektu, to
można włożyć but pod pedał gazu i pociągnąć pedał do góry.
Odcięcie paliwa powoduje, że hamuje silnik sprężając powietrze pod tłokiem, pod
warunkiem, że samochód jest na biegu i sprzęgło nie jest wciśnięte. Samochód zachowa się
tak jak wtedy, gdy braknie paliwa.
Jeżeli nie działają hamulce i chcemy w ten sposób zatrzymać samochód to przekręcamy
kluczyk „na raz”, aby nie zablokować kierownicy. Pamiętać jednak musimy, że utracimy
wspomaganie kierownicy i hamulców.
Przejeżdżając przez dziury w jezdni nie hamujemy, jeżeli nie grozi nam najechanie na kogoś.
Wtedy koło wytoczy się z dziury. Uniemożliwienie obracania się koła hamulcem może
spowodować jego uszkodzenie.
Z góry zawsze zjeżdżamy na biegu, dzięki czemu silnik hamuje i nie pozwala na nadmierny
wzrost prędkości. Nie wolno zjeżdżać na luzie. W takim wypadku samochód zacząłby się
rozpędzać, a ograniczanie jego prędkości hamulcami mogłoby okazać się nieskuteczne.
Hamulce rozgrzewają się, co a przy długim okresie hamowania mogłoby doprowadzić nawet
do ich „spalenia”. Podobny problem mamy, jeżeli przez zapomnienie jedziemy
z zaciągniętym hamulcem ręcznym.
Nadmierna redukcja biegu w stosunku do aktualnej prędkości prowadzi do utraty własności
ciernych (wyślizgania) okładzin sprzęgła. Jest to spowodowane tym, że hamowanie odbywa
się wtedy na okładzinach sprzęgła. Takie zniszczenie sprzęgła objawia się tym, że począwszy
od pewnej prędkości zwiększanie gazu nie powoduje wzrostu prędkości pojazdu, mimo
wzrastającej prędkości silnika. Sprzęgło może ulec zniszczeniu, jeżeli będziemy trzymać bez
potrzeby stopę na pedale sprzęgła.
Ze względu na poziomo działającą boczną siłę odśrodkową zwolnij prędkość na zakręcie.

74
Parkując zimą, zostawiaj samochód na biegu wstecznym. W samochodach ciężarowych, gdzie
mamy hamulce pneumatyczne, stosujemy hamulec postojowy. W samochodach osobowych
zaciągnięcie hamulca ręcznego może spowodować przymarznięcie okładzin do koła.
Osoba siedząca na tylnym siedzeniu, jeżeli nie jest zapięta w pasy, to w przypadku zderzenia,
będzie przemieszczać się do przodu, zagniatając pomiędzy pasem a oparciem przedniego
siedzenia, osobę siedząca przed nią. Osoba siedząca z tyłu powinna się zapinać w pasy nie
tylko dla własnego bezpieczeństwa, ale przede wszystkim dla bezpieczeństwa osoby siedzącej
z przodu. Jeżeli przyspieszenie przy zderzeniu czołowym będzie 10g, to człowiek ważący
80kg uderzy z siłą taką, jak gdyby ważył 800kg, siła będzie 10 razy większa niż siła
ciężkości.
Przy skręcie w lewo może dojść do kolizji bocznej. W tym wypadku osoby siedzące z prawej
strony pojazdu są w mniejszym stopniu chronione pasem, który zapobiega tylko ich
wyrzuceniu z samochodu, ale nie chroni głowy przed uderzeniem. Pas kierowcy może się
wypiąć ze względu na nacisk jego ciała na dźwignię pasa. Przy dużej sile kierowca nie
zapięty w pasy może nawet wylecieć przez prawą szybę boczną.
Jeżeli silnik zgaśnie nam na skrzyżowaniu lub na przejeździe kolejowym i musimy je
natychmiast opuścić, ze względu na mknące kolizyjnie z nami pojazdy, to nie odłączamy
biegu ani sprzęgła, ale uruchamiamy rozrusznik kluczykiem, jeżeli jest taka techniczna
możliwość. Pozwoli nam to uciec z miejsca zagrożenia, nawet przy braku paliwa. Napęd
całego samochodu będzie pochodził od akumulatora i rozrusznika, a nie od silnika.
Przy zderzeniu czołowym przednia część pojazdu zgniatana jest siłą bezwładności masy
tylnej części. Z tego względu samochód mający silnik z tyłu jest bardziej niebezpieczny niż
ten, który ma silnik z przodu. Koło zapasowe i inny ładunek bagażnika, jeżeli nie są
zamocowane to będą przemieszczać się do przodu.
Zanim wysiądziesz z samochodu wrzuć wsteczny bieg i zabierz kluczyki.
Po zatrzymaniu samochodu na poboczu, wysiadając możesz być „skasowany” przez
nadjeżdżające samochody, nie licz na to że cię ominą.
Zmiana koła na poboczu jest bardzo niebezpieczna, bowiem samochody, szczególnie
ciężarowe z przyczepą, czasami nieco zjeżdżają na pobocze. Jeżeli zmiana koła musi być
wykonana, to trzeba zatrzymać się jak najdalej od szosy. Najlepiej zjechać z drogi, jeżeli jest
taka możliwość. Na miękkim gruncie podnośnik może się przewrócić. Aby temu zapobiec
można wcześniej podłożyć deseczkę pod podnośnik, a pod samochód poziomo drugie koło,
co zapobiegnie uderzeniu samochodu w grunt, w razie przewrócenia się podnośnika.
Wystrzegaj się tzw. ostrej jazdy. Uważaj na tych, którzy wyprzedzają „slalomem”, zmieniając
pasma ruchu.
Jeżeli pieszy nie patrzy na ciebie, to może w każdej chwili wtargnąć na jezdnię.
Kierowca powinien tak jechać, aby w żadnych okolicznościach nie potrącić pieszego, a
pieszy tak przechodzić przez jezdnie, aby nie dać się przejechać. Zanim postawisz nogę
na jezdni oraz w czasie przechodzenia przez jezdnię, rozglądaj się, także wtedy gdy masz
pierwszeństwo.

75
Musimy mieć prawidłowe nawyki. Po zatrzymaniu pojazdu przy włączonym silniku, najpierw
zdejmujemy nogę z pedału sprzęgła, a na końcu z pedału hamulca. Pozwoli to uniknąć
konsekwencji, jakie będą miały miejsce w przypadku zapomnienia wyrzucenia biegu na luz.
(W przypadku gdy samochód nie jest na luzie, to rusza do przodu, a my hamulcem mu to
uniemożliwiamy, silnik zgaśnie.)
Jeżeli czekasz na zmianę światła i żaden samochód nie stoi za tobą, to trzymaj hamulec
wciśnięty, bowiem może się zdarzyć, że nadjeżdżający z tyłu samochód wepchnie cię na
przejście dla pieszych, a nawet na skrzyżowanie. Zatrzymawszy się dobrze jest mieć pewną
odległość od zebry. Nie jedź za blisko poprzednika, bowiem gdy zmienią się światła na żółte,
może on ostro hamować.
Jeżeli niedawno otrzymałeś prawo jazdy, to pamiętaj, że młodzi kierowcy często powodują
wypadki. Przećwicz trasę do szkoły lub pracy w niedziele rano w towarzystwie bardziej
doświadczonego kierowcy. Stopniowo nabywaj praktyki na tej trasie. W tym początkowym
okresie nie jedź po nieznanych sobie trasach. Później stopniowo, w ten sam sposób, naucz się
kolejnych tras. Z upływem czasu nabędziesz praktyki, która pozwoli ci na samodzielne
jeżdżenie na dowolnych trasach. Kierowcy znają swoje miasto i chcąc nie chcąc jeżdżą na
pamięć.
Jadąc za miastem utrzymuj odległość tak, aby wyprzedzający mógł wjechać pomiędzy jadące
samochody tzn. przed twój samochód. Inne postępowanie może prowadzić do zderzenia
czołowego i śmierci nie tylko wyprzedzającego, ale także jadących z przeciwka.
47% wypadków nocą ma miejsce z udziałem czarnych samochodów.
1/6 wypadków ma miejsce w godzinach szczytu.
W razie uczestniczenia w wypadku. policja sprawdzi czy kierowca korzystał z komórki w
czasie jazdy.
W USA 500 do 1000 osób rocznie traci życie przez kierowców rozmawiających przez
komórkę. Wypadek: kierowca rozmawiający przez komórkę zignorował znak STOP, uderzył
w bok samochodu zabijając zapięte w fotelik dziecko. Rozmowa przez komórkę, w znaczne
większym stopniu niż rozmowa z osobą w samochodzie, zmusza nas do skupienia całej uwagi
na rozmówcy i niejako przenosi nas myślami w inne miejsce, co zmniejsza skupienie uwagi na
bezpieczeństwie jazdy, szczególnie przy słabej podzielności uwagi. Zestawy głośnomówiące
częściowo tylko poprawiają sytuacje.
Zawsze trzeba liczyć się z możliwością popełnienia błędu przez innych kierowców, co nie
powinno wikłać nas w wypadek.
Przywileje wynikające z przepisów, przysługujące kierowcy, są przez niego traktowane, jako
jego „terytorium”, którego pilnie strzeże, a naruszenie którego wprawia go w gniew.
Gdy siadamy za kierownicą każda sekunda staje się dla nas bardzo „ważna” nawet, gdy nam
się nie spieszy.
Połowa kierowców ma skłonności do agresji siedząc za kierownicą. Agresywne zachowanie
kierowców jest przyczyna wielu wypadków.

76
Jazda agresywna (road rage) najczęściej dotyczy mężczyzn w wieku do 30 lat. Charakteryzuje
ją: używanie klaksonu, znaki światłami, jazda zderzak w zderzak, gesty i wyzwiska,
blokowanie drogi. Unikaj kontaktu wzrokowego z agresywnym kierowcą, nie otwieraj szyby,
nie wychodź z auta, także w trakcie stłuczki, nigdy nie pytaj o drogę.
Zdarza się, że promienie słoneczne dochodzące „z za świateł na skrzyżowaniu” powodują że
wydaje się, że światła nie działają.
Jeżeli samochód wpadnie do rzeki, to drzwi i okien może nie dać się otworzyć, ze względu na
napór wody. Zależy to od głębokości na jakiej znajdzie się pojazd. Pasy bezpieczeństwa
należy otworzyć, zanim zatrzask znajdzie się w wodzie. Później mogą nie dać się wypiąć.
Jeżeli samochód jest do góry kołami to trzeba przyjąć pozycje głową do góry. Gdy samochód
napełni się wodą, drzwi będzie można otworzyć. Nie trzeba tracić tlenu na zbędny wysiłek
i zanim zaleje nam twarz, trzeba nabrać powietrza do płuc. Najlepiej otworzyć drzwi lub okno
zanim samochód zanurzy się. Szybę boczną można wybić metalowym młoteczkiem ze
„szpicem” (lokalnie uszkadza szybę bez jej ugięcia), mimo naporu wody, odłamki wpadną
wraz z wodą do środka samochodu. Kierunek, w którym znajdziemy powierzchnię wody,
wskażą bąbelki które zobaczymy wypuszczając powietrze. W zimnej wodzie zagrożeniem jest
szybkie wychłodzenie mięśni rąk, które powoduje ich sztywnienie i uniemożliwia ich ruch.
Jeżeli łożyska ślizgowe silnika są zużyte, to są większe luzy i spada ciśnienie oleju. Można je
zmierzyć, pamiętać jednak należy, że musi być olej o właściwej lepkości oraz że lepkość jest
wyższa zaraz po uruchomieniu zimnego silnika, a spada dopiero ze wzrostem temperatury
silnika. Upraszczając można powiedzieć, że kontrolka oleju może zaświecić się dopiero po
nagrzaniu się silnika.
Jeżeli silnik jest zużyty, to jest luz pomiędzy tłokiem a cylindrem i spaliny przedostają się pod
tłok. Dym jest widoczny, jeżeli jest zdjęty korek wlewu oleju.
Przy dużych przyspieszeniach w czasie hamowania, przyspieszania i na zakręcie, siła
bezwładności powoduje przemieszczenie oleju, co może skutkować chwilowym zakłóceniem
smarowania. Są konstrukcje, w których ten problem nie występuje.
http://auto.howstuffworks.com/diesel1.htm
http://auto.howstuffworks.com/seatbelt.htm
Pasy bezpieczeństwa zapobiegają wypadnięciu pasażera przez szybą. Redukują
niebezpieczeństwo osób siedzących z przodu o 50%, rzadko przyczyniają się do śmierci.
Osoba siedząca z tyłu powinna zapinać pasy nie tylko dla własnego bezpieczeństwa, ale
przede wszystkim dla bezpieczeństwa osoby siedzącej z przodu. Jeżeli nie jest zapięta w pasy,
to w przypadku zderzenia, będzie przemieszczać się do przodu, zgniatając pomiędzy pasem a
oparciem przedniego siedzenia osobę siedząca przed nią. Jeżeli przyspieszenie przy zderzeniu
czołowym będzie 10g , to człowiek ważący 80kg uderzy z siłą taką, jak gdyby ważył 800kg
(siła będzie 10 razy większa niż siła ciężkości).

77
Sprawdzaj czy pasy nie wypinają się pod wpływem siły naciągu. Z upływem czasu wadliwe
zatrzaski zużywają się.
Kobieta w ciąży zapina dolny pas poniżej brzucha, nigdy na brzuchu lub nad brzuchem.
Górny pas z dala od szyi, ma być pomiędzy piersiami. Fotel odsunięty jak najdalej do tyłu.
Poduszka powietrzna wymaga zapiętych pasów.
Pas nawinięty jest na szpulę. Sprężyna spiralna pozwala na wyciągniecie pasa, a potem go
trochę napina.
Mamy następujące rodzaje pasów bezpieczeństwa:
Mechanizm reagujący na zmniejszanie prędkości, opóźnienie ruchu postępowego
samochodu. W czasie gwałtownego hamowania wahadło wychyla się, w konsekwencji
tego zapadka wsuwa się pomiędzy zęby blokując obrót i tym samym odwijanie pasa
Mechanizm reagujący na wzrost prędkości obrotowej szpuli, działa jak sprzęgło
odśrodkowe. Siła odśrodkowa szpuli powoduję wysunięcie się dźwigni poza obwód
koła. Powoduje ona przesunięcie się krzywki w pozycję, gdzie jej zęby zazębiają się
z zębami koła zapadkowego uniemożliwiając jego obrót i odwijanie pasa.
Czujnik wykrywający kolizję, powoduje zapłon materiału wybuchowego i gaz
przesuwa tłoki i listwę zębatą powodując wstępne napięcie pasa na początku kolizji.
Niektóre pasy mają ograniczniki siły. Może to być wałek skrętny szpuli, lub zszyte fałdy pasa.
Nazbyt duża siła powoduje prucie się szwów, jakimi są utworzone fałdy.
Poduszka powietrzna:
http://auto.howstuffworks.com/airbag.htm
Czujniki wykrywające kolizję znajdują się z przodu pojazdu. Powodują reakcję chemiczną, w
której wyniku substancja stała NaN3 + KNO3 wytwarza azot. Po kolizji gaz ulatuje przez
otworki.
W razie wybuchu poduszki powietrznej odłamki pokrywy mogą przeciąć powierzchnię
zewnętrzną oka, co prowadzi do wycieku płynu. Zdarza się, że nie jest to od razu zauważone.
Jeżeli jesteśmy zbyt blisko poduszki (8 cm) to możemy odnieść obrażenia. Najlepiej, aby ta
odległość wynosiła co najmniej 25 cm.
Aby to osiągnąć należy ustawić siedzenia w odpowiedniej odległości od kierownicy
i z odpowiednim odchyleniem.
Jednak ustawienie musi być takie, aby nogi mogły wywrzeć wymagany nacisk na pedały,
a ręce sprawnie posługiwały się kierownicą.
Jeżeli kierownica jest regulowana to należy ją tak ustawić, aby poduszka nie uderzyła w twarz
lub szyję, lecz w klatkę piersiową.
Podobny efekt można osiągnąć regulując wysokość siedzenia, jeżeli jest taka możliwość.
78
Na wypadek kolizji bocznej stosuje się poduszki powietrzne boczne. Kolizje boczne stanowią
30% wszystkich kolizji. 40% poważnych obrażeń wynika z bocznych kolizji. Poduszki
boczne chronią głowę. Thorax airbag redukuje obrażenia przy bocznej kolizji o 25%.
W przypadku dzieci obowiązują inne zasady. Poduszka powietrzna może spowodować nawet
śmierć dziecka siedzącego zbyt blisko. Dotyczy to także poduszek bocznych.
Małe dzieci powinny korzystać z właściwego dla wieku siedzenia zwróconego tyłem do
kierunku jazdy. Wysokość oparcia musi być taka, aby zapewnić całkowite oparcie głowy.
Jeżeli są trzy tylne siedzenia, to fotelik zamocowany do środkowego chroni dziecko przy
kolizji bocznej.
Alkohol i niektóre leki opóźniają reakcję kierowcy.
Pijany kierowca nie jest w stanie włożyć kluczyka do stacyjki, jeżeli stacyjka i kluczyk mają
konstrukcje „bez ułatwień trafienia”. Niestety, zwykle konstrukcja jest tak pomyślana, aby
ułatwić włożenie kluczyka.
Gdyby kierowca zareagował o pół sekundy wcześniej:
60% kolizji związanych z najechaniem na przeszkodę nie miałaby miejsca
1/3 zderzeń czołowych nie miałaby miejsca
Ponad 1/3 kolizji spowodowana jest przypadkowym zjechaniem na przeciwległy pas ruchu.
2/3 wszystkich wypadków związanych z najechaniem jest wynikiem nieuwagi kierowcy.
20% wypadków jest spowodowane zbyt małym odstępem od jadącego z przodu pojazdu.
http://www.autocentrum.pl/technika/adaptacyjny-tempomat/
Instrukcja BHP kierowcy
Zagrożenia: ruch pojazdów, cofanie, wysiadanie i wsiadanie, niezamocowany ładunek
wywrócenie, nierówny teren, zmiażdżenia
Kierowca musi znać instrukcje, sprawdzić stan techniczny, nie używać wadliwego
sprzętu, informować właściwe osoby o konieczności naprawy. Zwróć szczególną
uwagę na rozdziały omawiające jazdę na pochyłościach, nierównym terenie,
przekraczaniu wody.
Kierownictwo musi sprawdzić czy obsługa ma wymagane kwalifikacje.
Kierowca musi sprawdzić pojazd przed jazdą czy działają i są czyste: wycieraczki,
światła, kierunkowskazy, lusterka, a także czy lampki kontrolne nie wskazują
problemów. Uszkodzenia muszą być zgłoszone do naprawy, a wadliwy sprzęt nie
może być użyty. Zimą przed jazdą, szron musi być całkowicie usunięty z szyb.
Dodatkowo, aby para nie skraplała się na szybach, włączamy ogrzewanie
z nadmuchem na szybę przednią oraz ogrzewanie szyby tylnej.
Kierowca i pasażer muszą korzystać z zabezpieczeń, mieć zapięte pasy.
Kierowca jedzie ostrożnie, nie agresywnie. Musi liczyć się z tym, że inni użytkownicy
drogi mogą popełnić błąd. Pieszy, który na nas nie patrzy, może nagle wtargnąć na
jezdnię. Dużo wypadków jest na przejściach dla pieszych. Rowerzystę wyprzedzamy

79
w bezpiecznej odległości. Pamiętamy o tym, że rower nie jest pojazdem statecznym,
a rowerzysta nie widzi z tyłu.
Uważaj na nierównym terenie, można się wywrócić. Trzymaj się z daleka od dziur,
skał i innych przeszkód.
Wjechanie na krawężnik jedną stroną samochodu z dużą prędkością może się
skończyć wywróceniem samochodu (resor gwałtownie ugnie się a następnie
wyprostuje przewracając samochód na bok).
Korek paliwa musi być szczelnie zakręcony, aby nie było wycieku paliwa, jeżeli
samochód wywróci się. Zakręcając korek możemy napotkać na wprowadzający w błąd
opór, który może być wynikiem tego, że korek wkręca się ukośnie. Jeżeli ten problem
powtarza się, to trzeba gwint korka posmarować olejem silnikowym.
Nie jeźdź po terenie, na którym woda jest powyżej opon.
Trzymaj ręce i nogi na właściwym miejscu, kierownicę oburącz.
Nie obciążaj ładunkiem powyżej zaleceń producenta.
Materiały i przedmioty przewożone muszą być zabezpieczone przed spadnięciem
Jedź ostrożnie, przestrzegaj przepisów, nie przekraczaj prędkości dopuszczalnej.
Dużo wypadków śmiertelnych powodują pijani kierowcy, pomimo że jest ich niewielu
oraz kierowcy jadący z nadmierną prędkością.
Ryzyko wynikające z niewyspania jest prawie równe temu wynikającemu ze spożycia
alkoholu.
Utrzymuj bezpieczną odległość od innych pojazdów.
Nie omijaj pojazdów stojących przed przejściem dla pieszych, także nie wyprzedzaj
pojazdów przejeżdżających przez te przejścia.
Planuj jazdę tak, aby zminimalizować cofanie. W czasie cofania (nie tylko przed
rozpoczęciem) patrz czy czegoś nie ma z tylu. Szczególnie uważaj na dzieci, które
mogą być niewidoczne. Dobrze jest skorzystać z pomocy obserwatora, ale najlepiej
mieć zainstalowaną kamerę wsteczną, pamiętaj jednak, że ta pokazuje tylko teren za
samochodem, wiec nie widać pojazdów nadjeżdżających.
Parkuj w bezpiecznym miejscu, nie zasłaniając szczególnie ważnych miejsc, nie
powodując utrudnienia innym kierowcom, jeżeli teren nie jest oświetlony pozostaw
światła postojowe.
Nie pozostawiaj pojazdu z włączonym silnikiem, wyłącz, zahamuj lub zostaw na
biegu wstecznym, zabierz kluczyki i zamknij
Przestrzegaj szczególnych zasad odnoszących się do danego pojazdu.
Jadąc z prędkością większą od dozwolonej, ponosimy pełną odpowiedzialność w razie
wypadku, także gdy mamy pierwszeństwo.
Dodatkowe wyposażenie bezpieczeństwa:
V2V car to car safety communications (vehicle to vehicle) – ostrzega przed zagrożeniem
wynikającym z potencjalnie kolidującej z nami jazdy innych pojazdów, na przykład przy
skręcie w lewo, przy ruchu innego pojazdu na czerwonych światłach.
Lane assist – zapobiega zjechaniu na inny pas ruchu .
Park assist – ułatwia parkowanie.
Typowe błędy popełniane kierowcę:

80
Nadmierna prędkość, nie utrzymywanie odległości, niezauważenie świateł stopu, błędna
ocena skuteczności hamulców w rzeczywistych warunkach jazdy, zapomnienie włączenia
kierunkowskazów, zamyślenie się, „krótkie” zaśnięcie, wykonanie manewru mimo braku
widoczności, spowodowanego zasłonięciem obszaru manewru np. przejazd przez
skrzyżowanie, wyprzedzanie na zakręcie.
http://www.abc-szkolenia.eu/uslugi/adr.html
Zalecane źródła wiedzy na temat maszyn i narzędzi do obróbki drewna
Rozporządzenie ministra gospodarki z dnia 14 kwietnia 2000 r. w sprawie bezpieczeństwa
i higieny pracy przy obsłudze obrabiarek do drewna. Dz. U. Nr 36, poz. 409.
http://www.ciop.pl/5516.html
Centralny Instytut Ochrony Pracy CIOP - użytkowanie pilarek:
http://www.ciop.pl/5907.html
Państwowa Inspekcja Pracy PIP: http://www.pip.gov.pl/html/pl/doc/07040087.pdf
Pilarka łańcuchowa
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: chain saw
Działanie piły: http://home.howstuffworks.com/chainsaw.htm
Szczegółowa instrukcja ścinania drzew – by Ben Hoffman - Good Felling Practices:
http://www.woodweb.com/knowledge_base/Good_Felling_Practices.html http://www.ciop.pl/5907.html
http://www.pip.gov.pl/html/pl/doc/07040087.pdf
http://www.husqvarna.com/pl/las/podczas-pracy/bezpieczenstwo/wymogi-bezpieczenstwa-pilarki/
Odbicie (kick-back) spowodowane jest nagłą zmianą długości ramienia a reakcji R oraz
kierunku ruchu zębów łańcucha.

81
Zagrożenia: odbicie, napotkane w drewnie gwoździe, wiatr, niekontrolowany ruch,
szczególnie zagrożone są nogi głowa szyja, pochwycenie ubrania, odpryski (fruwające
kawałki), upadające lub toczące się pnie, ubytek słuchu powodowany przez hałas, bóle w
plecach, zatrucia: spalinami, roślinami, drgania powodujące chorobę białych palców.
http://pl.wikipedia.org/wiki/Objaw_Raynauda
Okaleczenia powstają z powodu: odbicia pilarki 60 %, przewrócenia się operatora 10%,
zerwania łańcucha 7%.
Piła łańcuchowa spalinowa zawiera system tłumienia drgań rękojeści oraz wibroizolację
silnika.
Łańcuch przemieszcza się w rowku prowadnicy. Dolna część w naszym kierunku. Jest
smarowany za pomocą pompki oleju
Napęd pochodzi od silnika spalinowego, chłodzonego powietrzem nadmuchiwanym
łopatkami.
Napęd z silnika na łańcuch przenosi sprzęgło odśrodkowe po osiągnięciu odpowiedniej
prędkości
Rozrusznik bezwładnościowy (pociągamy za linkę) posiadający magneto wytwarzające iskrę.
Wytwarzany prąd zmienny przechodzi przez transformator osiągając 20000V.
Spaliny są pozbawiane iskier przez pochłaniacz.
Układ wydechowy spalin zawiera tłumik hałasu, kieruje spaliny taka by nie leciały na
pracownika i pochłania iskry. Nie korzystaj z piły, jeżeli nie jest sprawna.
Stosuje się skórzaną obejmę, stanowiącą zabezpieczenie przed wyrwaniem uchwytu z ręki
w razie odbicia. Zabezpiecza ona rękę.
Osłona zabezpiecza rękę przed kontaktem z łańcuchem, jeżeli się ręka obślizgnie.
Jeżeli osłona przesunie się do przodu, to włączy hamulec łańcucha.
Uaktywnia się, gdy piła obróci się, odbije się.
Hamulec można także uruchomić naciskając na osłonę.
82
Wyłącznik STOP można aktywować, gdy ręka jest na tylnej rękojeści.
Przepustnica posiada zabezpieczenie przed przypadkowym otwarciem
Dolna część rękojeści jest rozszerzona i ma chronić rękę w przypadku pęknięcia łańcucha.
Chwytacz łańcucha ma chwycić łańcuch, jeżeli pęknie lub spadnie.
Operator musi mieć ukończony kurs obsługi pił łańcuchowych zanim będzie zatrudniony do
tej pracy. Należy sprawdzić czy operator posiada kwalifikacje i umiejętności obsługi zanim
piła będzie uruchomiona.
Operator musi dokonać sprawdzenia sprzętu przed pracą. Musi być dobrze zaznajomiony
z instrukcja obsługi. Musi informować o wszystkich potrzebnych naprawach. Uruchomienie
niesprawnej piły musi być uniemożliwione.
Noś odpowiednie do zagrożeń środki ochrony osobistej w tym rękawice chroniące przed
drganiami, skaleczeniem, zimnem i wilgocią (inaczej niż w przypadku innych maszyn do
obróbki drewna), kask, ochronę twarzy i oczu, słuchu, spodnie z nakładką chroniącą przed
skaleczeniem piłą, wysokie nieprzemakalne skórzane obuwie ochronne. Ochrona twarzy musi
zabezpieczać przed wdychaniem trocin.
Buty powinny zapewniać ochronę przed piłą, wykonane z zastosowaniem balistycznego
nylonu, kevlaru i innych materiałów odpowiednich do tego celu. Zwykle są to buty
z cholewami, na gumie antypoślizgowe.
Stosujemy rękawice antywibracyjne.
Ochraniacze nóg i kurtka ochronna, zawierają włókna blokujące piłę.
Nie noś luźnej biżuterii, łańcuszków. Zalecana jest wygodna, dobrze dopasowana odzież.
Zanim uruchomisz silnik, upewnij się, że ostrze nie dotyka do żadnego przedmiotu.
Uruchom piłę tylko wtedy, gdy przedmiot cięty jest w bezpośredniej bliskości. Nigdy nie idź
z uruchomioną piłą, idąc podnosisz uda do góry i możesz dotknąć piły, można się także
potknąć i przewrócić.
Aby uchronić się przed odbiciem (uderzeniem zwrotnym), nie tnij piłą powyżej swojej głowy.
Nie tnij czubkami ostrzy łańcucha.
Jeżeli koniec pilarki będzie stykał się drzewem, to zacznie on „wjeżdżać” powodując obrót
piły w rękach i uderzenie ostrzem w pracownika. Odbicie może nastąpić jeżeli koniec pilarki
dotknie sąsiedniego pniaka.
Gdy siła tnąca działa na końcu prowadnicy prostopadle do niej, to powstaje znaczny moment
obrotowy na ramieniu równym długości prowadnicy piły. Operator może być tym
zaskoczony, ponieważ takiego działania nie było, gdy piła kontaktowała się z drzewem swą
długą częścią.
Stosuje się specjalne konstrukcje łańcucha zmniejszająca odbicie.

83
Jeżeli to możliwe, to stosuje się osłoną zakrywająca końcówkę piły.
Stosuje się hamulec bezwładnościowy (inertia chainbrake), który działa w każdej pozycji
w przypadku odbicia, gdy są duże przyspieszenia. Reaguje na nietypowy dla normalnej pracy
ruch piły.
Szczególne zagrożenie powstaje, jeżeli w drewnie jest ukryty gwóźdź
Nie pozwól, aby druga osoba była w pobliżu, gdy piła pracuje.
Nigdy nie zaczynaj cięcia, jeżeli podłoże obszaru pracy nie zapewnia bezpiecznego
(pewnego) oparcia.
Gdy silnik pracuje zawsze trzymaj piłę mocno w dwóch rękach. Obejmuj rękojeść mocnym
chwytem placów i kciuka.
Gdy silnik pracuje utrzymuj łańcuch piły z dala od ciała.
Zawsze wyłącz silnik przed opuszczeniem piły w dół.
Tnij piłą tylko w miejscu gdzie jest dobra wentylacja.
Przecinając pamiętaj o naprężeniach, jakie powstają w ciętym przedmiocie. Na stronie
ściskanej może powstać zacisk piły, a na stronie rozciąganej nagłe pęknięcie.
Kontroluj napięcie łańcucha, zbyt luźny spadnie, zbyt napięty będzie się rozgrzewał i szybko
się zużyje. Pamiętaj o smarowaniu.
Nie używaj piły, jeżeli źle się czujesz lub jesteś pod wpływem alkoholu.
Obcinając gałęzie bądź z drugiej strony pnia, jeżeli to jest możliwe.
Stój po tej stronie, na którą odcięty pniak nie stoczy się na ciebie.
Korzystaj ze stojaków podpierających pniak.
Tniemy 1/3 z góry, potem z dołu.
Unikaj cięcia z piłą pomiędzy nogami, tnij tak, aby nogi nie były na drodze cięcia.
Nie stój na kłodzie i nie tnij pomiędzy stopami.
Nie stój okrakiem nad kłodą.
Zawsze pomyśl, gdzie poleci łańcuch jeżeli pęknie. Ani ty ani inni ludzie nie powinni być na
linii łańcucha.
Łańcuch nie powinien mieć kontaktu z drobnymi przedmiotami lub śmieciami, które
rozrzuci.
Pociągnięcie pracownika na przecinane drewno może mieć miejsce, gdy dolna część łańcucha
zostanie zatrzymana przez zaciśnięcie w szczelinie lub napotka na przykład gwóźdź. Piła
wtedy pociągnie operatora do przodu i może on utracić nad nią kontrolę.

84
Stosuje się kliny rozszczepiające uniemożliwiające zbliżenie do siebie odciętych części.
Zatrzymanie łańcucha może mieć miejsce, jeżeli piła nie osiągnęła maksymalnej prędkości
przed zetknięciem z drzewem.
Odepchnięcie od przecinanego drewna może mieć miejsce, gdy górna część łańcucha zostanie
zatrzymana przez zaciśnięcie w szczelinie lub gdy zaczepi się przy wycofywaniu piły.
Na kierunek upadku drzewa ma wpływ wiatr, pochylenie drzewa, niezrównoważenie
wynikające z asymetrii korny drzewa. Trzeba zwrócić uwagę na drzewa i inne obiekty
w pobliżu. Czasami trzeba najpierw przyciąć gałęzie od strony, która może przeważyć,
doprowadzając drzewo do upadku w niepożądanym kierunku. Czasami przydatne są liny
ograniczające pole upadku. Drzewo zawieszone na gałęziach innego drzewa stanowi
zagrożenie. Wycina się zawiasę w pniu na stronie, na którą przewidujemy przewrócenie
upadającego drzewa. Jest to trójkątne podcięcie o rozwartości około 70 (60 do 90) stopni na
głębokości około 1/3 grubości pnia, mające działać jak zawiasa. Wykonanie zawiasy nie
oznacza, że drzewo automatycznie przewróci się na jej stronę. Z drugiej strony pnia wycina
się głęboki rzaz ścinający (szczelina), na wysokości nieco powyżej wierzchołka kąta zawiasy.
Jeżeli teraz drzewo nie wywraca się samoczynnie, to trzeba wbić klin zapoczątkowujący
wywracanie. Trzeba wcześniej zaplanować drogę ucieczki.
Jeżeli jest silny wiatr, to nie ścinamy drzew.
Stosuj następujące środki ostrożności, gdy uzupełniasz paliwo:
Przechowuj benzynę we właściwym pojemniku. Nie pal papierosów, gdy masz do czynienia
z benzyną. Pamiętaj o elektryczności statycznej, jaka może być nagromadzona powodując
przeskok iskry pomiędzy piłą i pojemnikiem na benzynę (metal i plastik). W czasie
uzupełniania paliwa silnik musi być zatrzymany. Nie rozlej paliwa lub oleju. Jeżeli to się
zdarzy należy usunąć wyciek z podłoża. Nie odkrywaj zbiornika z paliwem, jeżeli silnik
pracuje. Odległość piły od miejsca, gdzie było nalewana paliwo musi być >3 m. Utrzymuj
rękojeści suche, czyste i wolne od oleju lub paliwa
Pilarki tarczowe stołowe
ROZPORZĄDZENIE MINISTRA GOSPODARKI z dnia 14 kwietnia 2000 r. w sprawie bezpieczeństwa i higieny pracy przy obsłudze obrabiarek do drewna.
http://www.ciop.pl/5516.html
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: table saw

85
Zagrożenia wypadkiem: Wypadki zdarzają się w czasie cięcia, jeżeli pracownikowi poślizgnie
się ręka lub gdy trzyma dłoń zbyt blisko ostrza. Zdarzają się też w czasie usuwania drewna
i trocin ze stołu. Innym zagrożeniem jest odrzut deski w kierunku pracownika.
Piła posiada mechanizm pozwalający na ustawienie jej pod katem do płaszczyzny stołu.
Piła posiada mechanizm pozwalający na regulację wielkości wystającej części piły ponad
poziom stołu. Jeżeli oś obrotu piły znajduje się na końcu wychylnego ramienia, to możliwe
jest szybkie jej schowanie poniżej powierzchni stołu, w razie powstania zagrożenia.
Pilarka posiada prowadnicę ustalająca szerokość odcinanej deski do cięcia wzdłużnego oraz
suwak prowadzący do cięcia deski w poprzek słojów, z nastawianym kątem obrotu deski
względem piły.
Stosuje się osłony nad piłą, które dostosowują się samoczynnie do grubości deski i pozostają
w kontakcie z nią.
Dla umożliwienia wykonywania rowków stosuje się samo dostosowująca się do grubości
deski osłonę na wysięgniku.
Jeśli osłona górnej części piły regulowana jest ręcznie to należy ją ustawić na wysokości do
10 mm nad płaszczyzną przecinanego drewna.
Zęby piły są rozchylone z płaszczyzny piły (o grubość zęba każdy) na przemian w lewo i
prawo („szrank” piły) lub mają przylutowane nakładki szersze niż wynosi grubość tarczy, co
powoduje, że szerokość cięcia (rzaz) jest większa niż grubość tarczy.
Odrzut (kick-back uderzenie zwrotne) ma miejsce, gdy piła odrzuci drewno z powrotem w
kierunku pracownika. Gdy piła obraca się zęby z jednej strony idą w dół, z drugiej w górę. Te,
które idą w górę mogą poderwać drewno i rzucić je z powrotem na pracownika z dużą
prędkością np. 200km/h. Zwykle ma to miejsce gdy pracownik popycha deskę nie centralnie,
lecz naciska ją blisko prowadnicy. Przednia część rozciętej deski zbliża się wtedy do
unoszących się do góry zębów piły. Może się to także zdążyć, jeżeli wysokość piły nie jest
prawidłowa, piła jest wadliwa lub drewno jest złej jakości na przykład jest zmarznięte, są w
nim sęki lub gwoździe. Częściej ma to miejsce, gdy tniemy wzdłuż słojów niż w poprzek.
Stosujemy klin rozszczepiający, tak zamontowany, aby odsuwał brzegi rozcięcia deski od
zębów piły, co zapobiega jej poderwaniu do góry.
Jeżeli w celu wykonania rowka w desce od spodu klin rozszczepiający był usunięty, to po
wykonaniu takiej pracy musi być on przywrócony.
Innym sposobem zabezpieczenia przed odrzutem jest zębatka, która wbija się w deskę przy
ruchu deski do tyłu.
Można stosować rolki dociskowe.
Stosujemy specjalne piły o konstrukcji zapobiegającej odrzutowi.
Podstawowe zasady bezpieczeństwa dla maszyn do obróbki drewna:

86
Dla zapewnienia bezpieczeństwa powinno się stosować się podawanie
zmechanizowane.
Elementy tnące powinny być za osłonami wszędzie tam gdzie to jest możliwe
Maszyny muszą być utrzymywane w dobry stanie, remonty i konserwacja muszą być
przeprowadzane we właściwym terminie.
Musi być odpowiednie oświetlenie.
Urządzenia odpylające włączamy przed rozpoczęciem pracy.
Przed wymianą piły maszynę odłączamy od prądu.
Przed ponownym włączeniem do sieci włącznik musi być w pozycji wyłączonej
(OFF).
Piła musi obracać się zanim wejdzie w kontakt z ciętym drewnem.
Podstawowe zasady dotyczące wszystkich pracowników pracujących przy obróbce drewna:
Tylko osoby posiadające odpowiednie kwalifikacje mogą obsługiwać maszynę.
Procedury bezpiecznej obsługi musząa być znane i przestrzegane.
Pracownik musi mieć właściwe ubranie, aby nie było uchwycone przez ruchome
części.
Oczy powinny być chronione okularami.
Jeżeli jest hałas należy stosować odpowiednie nauszniki.
Powinna działać urządzenia odpylające.
W przypadku występowania zapylenia należy stosować maski.
Jeżeli maszyna nie jest używana, to musi być tak odłączona, aby osoba
nieupoważniona nie mogła włączyć maszyny.
Jeżeli maszyna jest regulowana, czyszczona lub smarowana, to musi być wyłączona
i zabezpieczona w taki sposób, aby tylko osoba wykonująca serwisowanie mogła ja
włączyć.
Nie wolno odwracać uwagi pracownika od jego pracy rozmową lub w inny sposób.
Nie wolno mieć na rękach rękawic w czasie obsługi maszyny do obróbki drewna.
Przed osadzeniem tarczy piły należy oczyść powierzchnie styku tarczy z pierścieniem
dociskowym z trocin, w celu równomiernego zaciśnięcia przylegających płaszczyzn.
Tarcza musi być zamocowana pewnie oraz centrycznie.
Piły tarczowe stosowane są do cięcia wzdłuż linii prostej.
Pracownik ustawia wysokość i kąt ostrza oraz odległość prowadnicy. Następnie
trzymając deskę, popycha ją w kierunku ostrza.
Prowadnica zapewnia cięcie wzdłuż linii prostej oraz ustala szerokość odciętej części.
Pod koniec operacji pracownik przyjmuje taką pozycje, aby miejsce przyłożenia ręki
było z dala od ostrza lub popycha materiał dodatkowym kawałkiem drewna.
Należy stosować dodatkowy kawałek drewna do popychania desek o niewielkich
rozmiarach oraz do mijania ostrza.
Jeżeli muszą być cięte wąskie deski, to należy stosować ruchomy zacisk trzymający
deskę. Pracownik popycha zacisk trzymając go za uchwyt, mając ręce z dala od piły.
Zawsze należy trzymać ręce z dala od linii cięcia.
Celowe jest stosowanie rolek dociskowych zapobiegających odrzutowi.
Piła powinna mieć hamulec zatrzymujący ja natychmiast po wyłączeniu. Jeżeli
hamulca nie ma, to pracownik powinien nadzorować piłę aż do jej zatrzymania.

87
Piły tnące wzdłuż słojów powinny być wyposażone w urządzenia uniemożliwiające
odrzucenie drewna w kierunku pracownika, tak skonstruowane, aby prowadzić
i trzymać mocno drewno dla każdej możliwej grubości
Piła musi być ostra.
Stosuj właściwą piłę. Przykładowo nie używaj piły poprzecznego cięcia do cięcia
wzdłuż.
Prędkość piły powinna być taka, jaką zaleca producent.
Zachowuj właściwe odległości.
Stojąc z boku unikniesz zranienia spowodowanego przez uderzenie.
Cięte drewno musi być właściwie podparte, zarówno ta część, która jest już przecięta
jak i ta, która dopiero będzie.
Zapewnić ciętemu drewnu właściwe i mocne prowadzenie, aby uniknąć uderzenia
zwrotnego.
Unikaj poprzecznego cięcia długich desek, które wyginają się pod własny ciężarem.
Wymagają one dociśnięcia blisko piły. Są też zagrożeniem dla innych ludzi w pobliżu.
W czasie cięcia drewna będą wyrzucane w powietrze wióry, drzazgi, odłamki drewna
a nawet ułamane zęby piły.
Usuń uszkodzone piły z użycia.
Zawsze noś okulary ochronne.
Inne potencjalne zagrożenie:
Wypadek może się zdarzyć, jeżeli pracownik będzie miał kontakt z piłą lub elementami
napędu pod blatem. Ostrze pod blatem powinno być osłonięte zabezpieczając pracownika
w przypadku, gdy tam włoży rękę.
Elementy napędu takie jak koła zębate, pasowe i pasy, koła łańcuchowe i łańcuchy napędowe
muszą być osłonięte.
HSE – Haealth and Safety Exwcutive - Safe use of vertical spindle moulding machines:
http://www.hse.gov.uk/pubns/wis18.pdf
Guidelines For the Safe Use of Woodworking Machinery. Department of Labour TE TARI
MAHI. New Zealand
Pilarki grzbietnice, ukośnice
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: chop saw, miter saw
Zagrożenia: Uderzenie zwrotne, przecięcia, skaleczenia, oparzenia, amputacje, pochwycenie
i zaciśnięcie, ostre krawędzie, kurz, odłamki, drzazgi, porażenie elektryczne, hałas.
Wymagania podstawowe:
88
Zapoznaj się z instrukcją zwracając szczególną uwagę na zasady pracy
i bezpieczeństwo obsługi.
Możesz obsługiwać tę maszynę pod warunkiem, że masz odpowiednie przeszkolenie
i certyfikat. Zanim kierownictwo dopuści pracownika do maszyny musi sprawdzić czy
posiada on odpowiednie kwalifikacje.
Sprawdź maszynę przed użyciem. Sprawdź czy ustawienie jest prawidłowe, czy
ruchome elementy są współliniowe. Dokładnie zapoznaj się z właściwym użyciem:
włącznika, dolnej osłony, deflektora iskier, zaciskami.
Upewnij się, że wszystkie zabezpieczenia i osłony są na miejscu.
Stosuj piłę tylko na pewnym podłożu z wystarczającą przestrzenią do manewrowania
i przy pewnym podparcia przedmiotu.
Stosuj tylko rekomendowane rozmiary i prędkości.
W czasie pracy nie noś rękawic lub luźnej odzieży.
Zawsze noś odpowiednie środki ochrony osobistej: oczu, rąk, twarzy i słuchu. Maska
przeciwpyłowa powinna być użyta, jeżeli pył powstaje w czasie cięcia.
Stosuj właściwy rodzaj piły stosownie do materiału i sposobu cięcia. Obchodź się
z piłą starannie, przed użyciem sprawdzaj czy nie ma pęknięć. Dokręć śruby
wrzeciona tak, aby dobrze trzymały piłę. Stosuj tylko kołnierze dostarczone z piłą.
Usuń natychmiast uszkodzoną piłę i zastąp ją nową.
Upewnij się, że piła i elementy mocowania są prawidłowo założone i dobrze
zaciśnięte.
Doprowadź piłę do pełnej prędkości zanim zaczniesz ciąć.
Tnij tylko jeden przedmiot i stosuj właściwe mocowanie przedmiotu ciętego.
Widoczna część ostrza powinna być jak najmniejsza, utrzymuj górną osłonę blisko
materiału ciętego, doregulowaną do właściwej wysokości zgodnie z instrukcją
producenta.
Jeżeli ostrze pęknie lub zatrzyma się przez zaklinowanie, wyłącz maszynę
natychmiast.
Powiadom kierownictwo o uszkodzeniach i zabezpiecz sprzęt tak, aby w stanie
wadliwym nie było możliwe jego uruchomienie.
Piły tarczowe na wysięgniku
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: radial arm saw
Zagrożenia: uderzenie zwrotne, przecięcia, pochwycenie i zaciśnięcie, skaleczenia,
amputacje, oparzenia, ostre krawędzie, drzazgi, odłamki, kurz, hałas, porażenie prądem.
Wymagania podstawowe:
Zapoznaj się z instrukcją producenta. Zwracaj szczególną uwagę na część, w której
opisana jest prawidłowa obsługa i zasady bezpieczeństwa.

89
Musisz być przeszkolony, zdać egzaminy i musisz posiadać odpowiednie certyfikaty
zanim zaczniesz używać maszynę.
Sprawdź maszynę przed użyciem.
Sprawdź czy wszystkie osłony i zabezpieczenia są na miejscu i mechanizm powrotny
(auto return) działa prawidłowo.
Osłona samoczynnie unosi się na wysokość drewna.
Ręce muszą mieć właściwe oparcie w czasie cięcia.
Nie noś luźnej odzieży i rękawic w czasie pracy.
Zawsze stosuj środki ochrony osobistej zabezpieczające wzrok i słuch. Maska
przeciwpyłowa powinna być użyta, jeżeli jest taka potrzeba.
Materiał przecinany musi być prawidłowo podparty.
Cięcie powinno odbywać się płynnie.
Odłącz maszynę od prądu zanim zaczniesz serwisowanie lub naprawę. Stosuj
procedury zabezpieczające przed uruchomieniem w czasie serwisowania.
Nie używaj wadliwie działającej maszyny, natychmiast poinformuj odpowiednie
służby o uszkodzeniach. Zabezpiecz uszkodzoną maszynę przed możliwością
uruchomienia.
Kończąc pracę stosuj właściwe procedury wyłączenia maszyny.
Co najmniej raz na rok przestudiuj ponownie instrukcję bezpiecznej obsługi.
Pilarki taśmowe
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: bandsaw lub band Saw
Wymagania podstawowe:
Piła musi być osłonięta.
Nie noś rękawic, chroń oczy.
Podczas ciecia materiałów o małych wymiarach należy stosować urządzenia
pomocnicze, pozwalające na bezpieczne przesuwanie tych materiałów do piły
taśmowej,
Szerokość szczeliny we wkładce przepustowej powinna być odpowiednia do
wymiarów piły,
W przypadku stwierdzenia nadmiernego jej zużycia należy wymienić wkładkę
przepustową,
Materiał cięty powinien być mocno trzymany.
Piła powinna być zabezpieczona przed spadaniem.
Maszyna powinna być wyposażona w hamulce kół taśmowych uruchamiane w razie
zerwania się piły,
Koła taśmowe oraz piła, z wyjątkiem obszaru cięcia, powinny być osłonięte,

90
Pilarki taśmowe powinny mieć urządzenie do napinania piły.
Górny prowadnik powinien być 1/4 cala =6,35 mm nad materiałem ciętym.
Piła powinna mieć pełną prędkość zanim zetknie się z materiałem ciętym.
Materiał powinien leżeć płasko na stole i być przesuwany z prędkością dostosowana
do prędkości cięcia piły.
Maszyna musi być odłączona od prądu, jeżeli ma być regulowana.
Zatrzymujemy ją doprowadzając najpierw do najniższej prędkości.
Właściwa piła i prędkość musi być dobrana do wykonywanej pracy.
Tnąc wzdłuż linii krzywej nie doprowadzaj do zaciśnięcia piły przez jej skręcenie.
Strugarki do drewna
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: wood planer
http://www.sawdustmaking.com/Planer/planer.htm
Zagrożenia: Przecięcia, skaleczenia, amputacje, oparzenia, odrzut (kick-back uderzenie
zwrotne), odłupane ostre kawałki, drzazgi, fruwające odpryski, kurz, poślizgnięcie,
potknięcie, upadek
Podstawowe elementy robocze: rolka zasilająca, łamacz wiórów (w formie listwy na której
odłamuje się wiór w końcowej fazie), głowica tnąca, listwa dociskowa, rolka wydająca.
Ruch ostrza i deski są przeciwne. Wiór jest cienki na początku, później gruby
Powierzchnia deski po wystruganiu jest gładka.
Wymagania podstawowe:
Głowica tnąca musi mieć stała metalową osłonę lub tak regulowaną, by ręce
operatora były w bezpiecznej odległości od noży.
Osłony powinny być z blachy lub żeliwne o właściwych rozmiarach.
Osłona musi automatycznie dostosowywać się do deski.
Osłona pozostaje w kontakcie z materiałem obrabianym przez cały czas.
Głowica tnąca musi być cylindryczna, a noże muszą być tak ustawione, że nie wystają
więcej niż to jest zalecane przez producenta.
Noże muszą być wyważone, muszą być ostre i muszą być dobrze zamocowane
Wałki zasilające muszą być tak osłonięte, aby w żadnym punkcie operator nie mógł
tam włożyć ręki, osłony mają być przymocowane do ramy wałków i doregulowują się
wraz z nimi do grubości drewna.
Muszą być zabezpieczenia przed odrzutem (uderzeniem zwrotnym). Noże obracając
się w przeciwną stronę do ruchu deski, mogą wprawić ją w ruch zwrotny w
płaszczyźnie zamiast zebrać wiór.
Zabezpieczeniem jest zestaw rolek lub innych elementów po stronie zasilania. Muszą
one dawać wystarczającą siłę i działać dla każdej grubości drewna.

91
Operator musi być przeszkolony przez posiadającego uprawnienia instruktora, zanim
przystąpi do pracy. Zanim rozpocznie samodzielną pracę należy zweryfikować jego
umiejętności.
Zapoznaj się z instrukcją obsługi. Zwróć szczególną uwagę na zasady bezpiecznej
obsługi.
Upewnij się, że na podłodze w pobliżu maszyny nie ma przedmiotów, o które można
się potknąć.
Sprawdź wyposażenie przed użyciem. Sprawdź przeciwwypadkowe zabezpieczenia.
Sprawdź czy w desce nie ma gwoździ.
Zawsze stosuj środki ochrony osobistej, okulary ochronne i ochronę słuchu.
Nie noś rękawic, luźnej biżuterii lub luźnej odzieży.
Nie można strugać desek zbyt krótkich lub zbyt cienkich.
Nigdy nie zmieniaj nastaw przed wyłączeniem maszyny i przed zatrzymaniem
wirowania. Nie pozostaw kluczy regulacyjnych.
Maksymalna odległość osłony od drewna 2 mm.
Upewnij się, że działa zabezpieczenie przed odrzutem.
Ustaw głębokość strugania nie większą niż 2 mm.
Włącz odpylanie.
Jeżeli występuje zapylenie, to stosuje się maskę chroniącą układ oddechowy.
Strugaj wzdłuż słojów z równomierną prędkością
Operator powinien stać z boku, aby uniknąć odrzutu.
Wklęsłe deski umieść wklęsłością opartą o stół
Ręce nie mogą znajdować się bliżej niż 10 cm od głowicy tnącej, gdy się obraca.
Nie strugaj materiału posiadającego wady.
Aby trzymać palce z dala od ostrzy stosuj dodatkowy kawałek drewna do popychania.
Nie używaj niesprawnej maszyny i sprzętu. Natychmiast zawiadom odpowiednie
służby o konieczności naprawy. Niesprawna maszyna musi być wyłączona z użytku.
Musisz znać położenie wyłącznika.
Nigdy nie pozostawiać urządzenia podczas jego pracy.
Co najmniej raz na rok przypomnij sobie zasady bezpiecznej obsługi.
Wymieniając noże podnosimy je dwoma magnesami lub na końcach nie dotykając
ostrzy.
Przed przeprowadzeniem regulacji, wyłącz maszynę i poczekaj aż głowica się
zatrzyma.
Przystępując do sprzątania, zresetuj głębokości cięcia do zera, zresetuj wszystkie
zabezpieczenia i wyłącz maszynę. Pozostaw maszynę czystą i zabezpieczoną
Narzędzia ręczne o napędzie elektrycznym – elektronarzędzia
Using Power Tools: http://www.csupomona.edu/~clhoke1/usingpowertools.html
http://www.evenfallstudios.com/woodworks_library/portable_machine_tools_tc_9-524.pdf
Stosowane są: nożyce i wycinarki do blach, pilarki i noże tarczowe, pilarki brzeszczotowe,
młotki, szlifierki i polerki, wiertarki, strugarki do drewna, frezarki, wkrętaki.

92
Źródłem wiedzy o bezpiecznym użytkowaniu elektronarzędzi są Polskie Normy (X 301 –
X 323) oraz instrukcja obsługi, która musi być dostępna. Narzędzie musi mieć tabliczkę
znamionową.
W instrukcji powinna być podana ważona wartość skuteczna przyspieszenia drgań
działających na kończyny górne operatora, jeżeli wartość ta, określona na podstawie
odpowiedniej metody badania, przekroczy 2,5 m/s2
Należy stosować następujące zasady:
Pracownik musi mieć suche ręce.
Narzędzie tnące nie może napotkać na swej drodze kabla.
Zanim włożysz kabel sprawdź czy przycisk nie jest w pozycji włączonej.
Wymieniając narzędzie wyjmij wtyczkę z gniazdka.
Bądź zawsze gotowy do natychmiastowego zatrzymania i odłączenia narzędzia.
Ciężkie narzędzia przewidziane do trzymania oburącz nie mogą być trzymane jedną
ręką.
Zaleca się, aby pod materiałem obrabianym, znajdowała się deska.
Nie zaleca się stosowania elektronarzędzi do obróbki metalu.
Przewody elektryczne powinny być zabezpieczone przed wilgocią i uszkodzeniem
Przed odłożeniem lub przenoszeniem należy je wyłączyć.
Konserwacja i naprawa powinny być wykonywane tylko przez osoby uprawnione.
Nie wolno udostępniać osobom nie znającym zasad ich użytkowania i instrukcji
obsługi.
Każdorazowo przed przystąpieniem do pracy należy sprawdzić wzrokowo obudowy
przewodów, wtyczek, jeżeli uszkodzone oddać do naprawy.
Po zakończeniu prac wyłączyć z sieci i zabezpieczyć przed włączeniem przez osoby
nieupoważnione
Upewnij się, że pracownik:
Posiada uprawnienia.
Zna instrukcję obsługi.
Sprawdza narzędzie przed rozpoczęciem pracy.
Używa je zgodnie z instrukcją.
Narzędzie uszkodzone jest natychmiast usunięte z użytku.
Zabrania się
Wykonywania napraw przez nieuprawnionych pracowników.
Postępowania niezgodnie z przepisami, instrukcjami i poleceniami nadzoru.
Pozostawiania bez nadzoru narzędzi podłączonych sieci.

93
Ręczna pilarka tarczowa - elektronarzędzia
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/ Wpisać: circular saw
http://www.ciop.pl/5907.html
Upewnij się, że przenośne piły tarczowe można bezpiecznie używać.
Jeżeli piła ma średnicę większą niż 2 cale (5,1 cm) stosuj włączniki wymagające
stałego nacisku.
Usuń uszkodzone piły.
Wymagania, jakie muszą spełniać osłony przenośnych pił tarczowych o średnicy >2cali:
Górna osłona przykrywa piłę na głębokość zębów z wyjątkiem małego łuku
pozwalającego na pochylenie podstawy dla ukośnego cięcia.
Dolna osłona przykrywa piłę na głębokość zębów z wyjątkiem małego łuku
pozwalającego na: cofnięcie osłony i dotarcie do ciętego materiału.
Osłona automatycznie i natychmiast wraca na pozycję przykrywającą ostrze, gdy piła
jest wycofana i nie kontaktuje się z przedmiotem.
Pilarka posiada wziernik, przez który widzimy linę narysowaną ołówkiem na ciętej
desce.
Kierunek zębów jest taki, że dociskają deskę do ramki znajdującej się nad deską.
Chroń oczy.
Upewnij się, że masz właściwa piłę dla danego materiału.
Zanim zaczniesz zmieniać piłę, wyciągnij wtyczkę z kontaktu.
Pracownik stoi z jednej strony linii cięcia w czasie cięcia.
Sprawdź zabezpieczenia i nigdy ich nie usuwaj.
Położenie piły względem płytki opierającej się o deskę jest regulowane zależnie od
głębokości cięcia. Ostrze powinno być tak ustawione, aby nie wystawało więcej niż
3,2 mm=1/8 cala z materiału ciętego. Głębokość cięcia trzeba dostosować do grubości
materiału + 1/8 cala =3,2 mm.
Zanim zaczniesz ciąć, narzędzie musi być oparte o materiał cięty, ale piła nie może
dotykać materiału przed jej uruchomieniem.
Materiał cięty musi być właściwie podparty – nie na kolanach lub stopach.
Nigdy nie odsłaniaj piły w czasie cięcia.
Piłę można wycofać unosząc nad deskę dopiero (prostopadle do ciętej deski), gdy się
zatrzyma.
Nigdy nie wycofuj piły obracającej się, może to spowodować odbicie i obcięcie palca.
Zęby z tyłu idą na dół, zaczepią o deskę i piła uniesie się tam do góry z zębami nie
zasłoniętymi.
Piła w spoczynku musi mieć zasłonięte ostrze.
Nigdy nie trzymaj obracającej się piły u swego boku.
Wymieniając piłę upewnij się, że wtyczka jest wyciągnięta z gniazdka, zablokuj
listewką obrót piły i odkręć kluczem w środku piły.

94
Wyrzynarka piła o ruchu posuwisto zwrotnym - elektronarzędzia
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: jigsaw
Zastosowanie do drewna: miękkiego o grubości 1 do1,5 cala (2,5 do 3,8 cm) oraz do drewna
twardego o grubości <3/4 cala (1,9 cm).
Wymagania podstawowe:
Chroń oczy.
Nie możesz mieć krawata, niespiętych długich włosów itp.
Stosuj właściwe ostrza do danej pracy.
Wyciągnij wtyczkę z gniazdka przed wymianą ostrza.
Podstawa piły musi opierać się mocno o cięty materiał.
Włącznik musi być wyłączony (OFF) zanim włożysz wtyczkę do gniazdka.
Silnik musi być włączony i piła musi być w ruchu zanim dotkniesz nią ciętego
materiału.
Tnąc wzdłuż linii krzywej nie doprowadzaj do skręcenia ostrza. Promień krzywizny
zależy od szerokości ostrza.
Materiał cięty musi być podparty, nie tnij podpory, stołu.
Trzymaj piłę mocno
Ręce z dala od ostrza.
Jeżeli ostrze pęknie lub zakleszczy się natychmiast wyłączyć maszynę.
Nit tnij małych kawałków.
Nie stosuj za dużej siły i prędkości, aby ostrze nie pękło.
Nigdy nie wycofuj ostrza z materiału w czasie ruchu. Uderzy w materiał i pęknie.
Zaczekaj aż się zatrzyma.
Ostrza muszą mieć ząbki skierowane do przodu.
Jeżeli początek cięcia ma być w środku deski to wywierć otwór, aby zapoczątkować
tam cięcie
Przenośna frezarka
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/

95
http://images.google.pl/
Wpisać: portable router
Służy do kształtowania brzegów i naroży przedmiotów drewnianych. Pozwala także na
wycięcie płytkich otworów o różnych kształtach.
Wymagania podstawowe:
Zawsze wyciągnij kabel z gniazdka przed wymianą narzędzia i przed regulowaniem.
Zanim włożysz wtyczkę do gniazda upewnij się, że włącznik jest wyłączony (OFF).
Sprawdź ustawienia.
Zanim przystąpisz do wykonywania pracy na właściwym materiale wykonaj próbę na
innym.
Trzymaj maszynę oburącz i przesuwaj powoli.
Względny kierunek ruchu musi być przeciwny do ruchu ostrzy.
Po zakończeniu wyłącz maszynę (OFF) i połóż na boku.
W przypadku otworu, jego głębokość nie powinna być większa od 6,35 mm=1/4cala.
Wiertarki - elektronarzędzia
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: drill
Wymagania podstawowe:
Chroń oczy.
Stosuj właściwe wiertło do materiału, inne do drewna, inne do metalu i inne do
betonu. Musi być ostre i silnie zamocowane.
Materiał w którym wiercimy otwór musi być zamocowany.
Wiertło musi osiągnąć właściwą prędkość zanim dotknie materiału.
Na powierzchni metalu wykonujemy najpierw „punkt” (w którym ma być wywiercony
otwór) korzystając z punktaka.
Wiercimy prostopadle do powierzchni. Wiertło łatwo się łamie i nie można wiercić
pod katem do powierzchni, robić nim rowków, wiercić w miejscu gdzie jest próg lub
krawędź.
Po przewierceniu otworu, wykonujemy mały ruch osiowy, bez wyjmowania wiertła
z otworu, aby oczyścić otwór.
Po zakończeniu wiercenia odłączmy wiertarkę od prądu, wyjmujemy wiertło
i kładziemy na właściwe miejsce.
Wycofując narzędzie pamiętaj, że w momencie opuszczania materiału, zachowuje ono
się znacznie mniej statecznie niż przy wchodzeniu w materiał.

96
Szlifierki - elektronarzędzia
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: hand grinder
Zagrożenia:
Zagrożenia: rzut materiału szlifowanego na pracownika (kickback), tarcza ścierna może
pęknąć, hałas, kurz, ostre odłamki mogą spowodować poważne obrażenia oczu, iskry mogą
spowodować pożar materiałów łatwopalnych.
Wymagania podstawowe:
Muszą być zamontowane osłony w sposób właściwy, aby chronić pracownika przed
kontaktem ze ściernicą, a także przed odłamkami na wypadek pęknięcia ściernicy.
Pracownik musi mieć założone okulary ochronne. Stosuj osłonę twarzy, ochronę
słuchu. Wskazana jest także odzież ochronna.
Wskazane jest noszenie kasku, fartucha, butów ochronnych i rękawic.
Luźna odzież może być pochwycona przez szlifierkę.
Przestrzegaj instrukcji, musisz być wyszkolony.
Nie rozmawiaj w czasie pracy.
Kabel nie może mieć kontaktu ze ściernicą
Nie szlifuj stojąc na mokrej powierzchni.
Nie kładź szlifierki z obracającą się ściernicą, musi być wyłączona i wyłącznik musi
być w pozycji wyłączonej (OFF).
Sprawdź czy tacza nie jest uszkodzona i zamocuj ją właściwie.
Na tarczy musi być czytelna etykieta.
Lekko uderzając, sprawdź ściernicę na dźwięk (czy nie jest pęknięta) zanim ją
założysz.
Mokre lub uszkodzone ściernice muszą wyrzucone.
Ściernice muszą być przechowywane w temperaturze pokojowej, zamarznięte mogą
pęknąć.
Osłony muszą być na miejscu.
Obroty szlifierki nie mogą być wyższe od dopuszczalnych dla tarczy.
Na powierzchni szlifowanej nie mogą leżeć żadne drobiazgi, gdyż ściernica może
rzucić nimi.
Narzędzie musi być właściwie dobrane do danej pracy.
Nie mocuj szlifierki w imadle.
Mocuj w imadle drobne przedmioty szlifowane.

97
Ściernica musi mieć osłony, wyjątkiem są ściernice o średnicy <=5 cm (2 cale).
Zanim dotkniesz materiału szlifowanego, ściernica powinna osiągnąć pełną prędkość.
Nikt nie może przebywać przed ściernicą.
Stosuj gładki kontakt ściernicy z materiałem szlifowanym, unikaj uderzeń
i nadmiernego nacisku.
Jeżeli ściernica jest zimna, dociskaj ją powoli, aż się rozgrzeje.
Szlifuj tak, aby osłony chroniły cię przed iskrami i opiłkami.
Szlifuj tak, aby iskry nie leciały na ciebie i innych.
Nie szlifuj w pobliżu materiałów, które mogą zapalić się od iskier.
Trzymaj narzędzie oburącz.
Stój mocno na nogach, nie wychylaj się.
Uważaj na naroża, będzie nagłe szarpniecie, gdy ściernica dotknie drugiej
powierzchni.
Ściernica szlifuje obwodem, nie stosuj nacisku bocznego na ściernicę lub koło tnące.
Nigdy nie blokuj włącznika, zwolnienie nacisku na włącznik (puszczenie) ma
zatrzymać ściernicę.
Stosuj właściwe części zamienne.
Jeżeli pojawią się nadmierne drgania wyłącz szlifierkę i sprawdź.
Nowa zamontowana ściernica lub tarcza tnąca powinny się obracać bez obciążenia
jedną min, zanim rozpoczęta będzie praca
Nigdy nie stosuj nacisku, aby zatrzymać ściernicę.
Stosuj szlifierki z samonastawnymi osłonami, jeżeli szlifujesz trudno dostępne
powierzchnie.
Stosuj szlifierkę z poślizgowym sprzęgłem bezpieczeństwa lub innym wyposażeniem
elektronicznym chroniącym przed odbiciem (kickback - uderzenie zwrotne).
Prędkość szlifierek powinna być okresowo sprawdzana.
Zanim przystąpisz do zmiany ściernicy, wyciągnij wtyczkę z gniazdka.
Ze szlifierką i ściernicami obchodzimy się ostrożnie, aby ich nie uszkodzić.
Szlifierki pneumatyczne muszą pracować według zalecanego ciśnienia powietrza.
Stosuj wyciąg, jeżeli to możliwe.
Koła tnące stosowane do cięcia materiałów budowlanych. W środku stal, na zewnątrz
materiał ścierny (diament) i spoiwo. Maksymalny otwór nie powinien być większy niż ¼
średnicy
Szlifierka taśmowa - elektronarzędzia
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: belt sander
Wymagania podstawowe:
98
Materiał szlifowany musi być oparty, ale nie może mieć za małych rozmiarów lub
musi być zamocowany.
Wyciągnij wtyczkę przed wymianą taśmy ściernej.
Trzymaj ręce na uchwytach, z dala od powierzchni szlifującej.
Nie przeciążaj silnika naciskając zbyt dużą silą, ciężar narzędzia powinien tu
wystarczyć.
ROZPORZĄDZENIE MINISTRA TRANSPORU I GOSPODARKI z dnia 20 grudnia 2005
r. w sprawie zasadniczych wymagań dla maszyn i elementów bezpieczeństwa (Dz. U. z dnia
28 grudnia 2005 r.). Rozdział 3. Zasadnicze wymagania w zakresie bezpieczeństwa i ochrony
zdrowia, dotyczące niektórych rodzajów maszyn
Narzędzia pneumatyczne - napędzane sprężonym powietrzem
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: pneumatic tools
Wiertarki, szlifierki, nitownice itd.
Gwoździarka inaczej młotek pneumatyczny do wbijania gwoździ - jeżeli zabezpieczenie są na
miejscu, to strzela pod warunkiem, że dotyka deski. Może się jednak zdarzyć, że poprzednio
wystrzelony gwóźdź napotkał na twardą przeszkodę, zgiął się i pozostał w pistolecie, blokując
go. Wtedy może wystrzelić po podłączeniu do instalacji bez naciśnięcia spustu, na przykład,
gdy pracownik będzie zaglądał w wylot szukając przyczyny.
Nikt nie może znaleźć się na linii strzału.
Pracownik musi przestrzegać instrukcji bezpiecznej obsługi narzędzia.
Wymagania podstawowe:
Pracownik musi być przeszkolony w zakresie obsługi i bhp zanim będzie mógł
używać narzędzie. Tylko osoby przeszkolone mogą korzystać z narzędzi.
Pracownik musi przestrzegać instrukcji bezpiecznej obsługi narzędzia.
Pracownikowi nie wolno usuwać osłon i blokować zabezpieczeń.
Jeżeli narzędzie nie jest używane, to pracownik musi odłączyć narzędzie
pneumatyczne od zasilania powietrzem.
Nie wolno używać narzędzia pneumatycznego, jeżeli druga osoba znajduje się
w odległości mniejszej niż 10 stóp (3 m).
Tnące krawędzie narzędzia muszą być ostre.
Narzędzia muszą być przechowywane w suchym bezpiecznym miejscu.

99
Potrzebne wyposażenie osobiste:
Okulary ochronne
Maska przeciw kurzowa
Wkładki do uszu zmniejszające szkodliwość hałasu
Przeciw wibracyjne rękawice oraz ochrona na nadgarstki
Musisz upewnić się, że narzędzie pod wpływem sprężonego powietrza nie wystrzeli jakiegoś
elementu.
Potrzebna jest dławnica, jeżeli narzędzie nie ma pozytywnej metody trzymania dodatków.
Zabezpiecz pracowników przed kontaktem ze sprężonym powietrzem.
Jeżeli czyścisz za pomocą sprężonego powietrza upewnij się, że praca jest bezpieczna. W tym
celu musisz:
Ciśnienie powietrza zredukować do mniejszego od 30 p.s.i.=0,2 MPa statycznego
ciśnienia w dyszy
Używać skutecznego sposobu kierowania fruwającymi odłamkami lub wiórami. Może
to być stożek dookoła dyszy, bariera, ekran, zastawka, przegroda
Możesz używać ciśnienia większego od 30 p.s.i. =0,2 MPa, jeżeli używasz dyszy
z otworami, nacięciami lub zapadkami, które redukują przepływ powietrza do
mniejszego niż 30 p.s.i. =0,2 MPa, jeżeli dysza zostanie zablokowana
Musisz upewnić się, że plastikowe rurki oraz połączenia są odpowiednie do ciśnienia
Musisz zamknąć dopływ powietrza do narzędzia, zanim je odłączysz, chyba, że jest
tam automatyczny zawór, który to robi
Odłącz narzędzie od sprężonego powietrza, zanim przestąpisz do jego reperacji
Upewnij się, że narzędzie pneumatyczne nie wystrzeli jakichś elementów (gwoździ,
zszywek itp.) w innych okolicznościach niż przy wykonywaniu przewidzianego
zadania
Sprężarka (compressor)
ROZPORZĄDZENIE RADY MINISTRÓW z dnia 16 lipca 2002 r. w sprawie rodzajów urządzeń
technicznych podlegających dozorowi technicznemu.
http://www.ciop.pl/5692.html http://archiwum.ciop.pl/5692.html
19 lipca 2016 roku wchodzą w życie postanowienia nowej dyrektywy w sprawie urządzeń
ciśnieniowych 2014/68/UE, popularnie zwanej PED.

100
Rozporządzenie ministrów: pracy i opieki społecznej, przemysłu ciężkiego oraz zdrowia
z dnia 13 kwietnia 1951 r. w sprawie bezpieczeństwa pracy przy sprężarkach powietrznych.
(Dz.U.1951.22.174).
http://www.lexperfekt.pl/bhp/maszyny/sprezarki.pdf
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: piston compressor
Przeczytaj instrukcje ze zrozumieniem, stosuj się do niej i zachowaj ją.
Zwróć uwagę na wszystkie ostrzeżenia umieszczone na sprężarce i w instrukcji.
Wszystkie osłony i zabezpieczenia muszą być na miejscu.
Nie wolno używać sprężarki bez prawidłowo działającego zaworu bezpieczeństwa. Wypadki
śmiertelne najczęściej powodowane są jego awarią.
Sprężarka posiada nastawialne automatyczne sterowanie ciśnienia. Samoczynnie rusza, gdy
ciśnienie jest za małe i zatrzymuje się, gdy osiągnie nastawioną wartość.
Nie przekraczaj maksymalnego nastawienia fabrycznego.
Nie ustawiaj ciśnienia większego niż dopuszczalne dla narzędzia, które zasilane jest
sprężonym powietrzem.
Sprężarka włącza się automatycznie, nie dotykaj jej.
Wentylator chłodzący będzie pracował także po zatrzymaniu sprężarki i dopiero po jego
zatrzymaniu można odłączyć zasilanie.
Sprężarka jest gorąca w czasie pracy. Nie dotykaj sprężarki w czasie pracy i zaraz po
wyłączeniu.
Nie rozpyl w powietrzu substancji, która zassana przez sprężarkę może spowodować wybuch.
Nie kieruj na człowieka strumienia sprężonego powietrza.
Stosuj okulary ochronne.
Powietrze ze sprężarki nie nadaje się do oddychania.
Nie spawaj i nie naprawiaj zbiornika, jeżeli jest uszkodzony to musi być wymieniony.
Istnieje ryzyko porażenia prądem. Odłącz od prądu przed dokonaniem serwisowania.
101
Sprężarka musi być właściwie uziemiona. Nie może pracować na deszczu, powinna być pod
dachem.
Odprowadzaj skropliny codziennie po zakończeniu pracy sprężarki. Nie odprowadzenie
skroplin powoduje rdzewienie wewnątrz, co osłabia zbiornik i może spowodować gwałtowny
jego wybuch. Aby odprowadzić skropliny, otwórz zawór powoli, jeżeli jest to mała sprężarka
przechyl ją tak, aby wypłynęły wszystkie skropliny.
Zawsze odłącz prąd i usuń powietrze ze zbiornika przed jego serwisowaniem.
Stosuj się do instrukcji smarowania - większość awarii jest wynikiem niewłaściwego
smarowania.
Wyłącz sprężarkę, jeżeli przestajesz ją używać.
Pompy, dmuchawy, wentylatory
http://www.wwdmag.com/
http://www.kingpumps.com/PDFs/AMT-Pumps/SM-00593.pdf
Pompa odśrodkowa (promieniowa) działa w następujący ten sposób. Płyn dostarczany jest do
środka wirnika. Łopatki wirnika wprawiają go w ruch wirowy. Płyn pod wpływem sil
odśrodkowych uzyskuje prędkość, a co za tym idzie ciśnienie. Zbierany jest na obwodzie
wirnika przez kolektor. Uzyskane ciśnienie pozwala na transport płynu do góry.
Pompa osiowa posiada wirnik z łopatkami. Łopatki pełnią rolę równi pochyłej, po której
zsuwa się płyn uzyskują w ten sposób prędkość. Stosuje się do transportu poziomego.
Musisz mieć instrukcję i zapoznać się z nią.
Tylko wykwalifikowane osoby mogą obsługiwać pompę.
Dokładnie sprawdź pompę po dostarczeniu czy nie jest uszkodzona.
Przy maszynach nie noś luźnej odzieży.
Utrzymywanie w ruchu pompy, która ma zatkany otwór wlotowy lub wypływowy jest
przyczyna nadmiernego wzrostu temperatury.
Pompa nadmiernie nagrzana może spowodować oparzenia.
Jeżeli temperatura wzrośnie nadmiernie zatrzymaj pompę i poczekaj aż się wychłodzi.
Nic przy niej nie rób, niczego nie otwieraj, czekaj aż ostygnie.
Później trzeba ja odpowietrzyć. Zajrzyj do instrukcji.
Zachowaj ostrożność w czasie pracy pompy.
Nie używaj pompy bez zabezpieczeń.
Pompuj tylko płyny, do których jest ona zaprojektowana.
Nie pompuj płynów łatwopalnych lub wywołujących korozję, jeżeli nie jest ona do
tych celów zaprojektowana.
Zwracaj uwagę na to czy pompa obraca się we właściwym kierunku, obroty w
kierunku przeciwnym mogą spowodować odkręcenie wirnika, uszkodzenie obudowy
i innych części.
Pompa powinna być jak najbliżej zbiornika z płynem, który ma być pompowany.
Sprawdź czy w łożyskach jest smar zanim pompę zainstalujesz.
Zależnie od wielkości podnoś pompę za pomocą odpowiedniego sprzętu, korzystaj
z napraw kompetentnego serwisu.

102
Nigdy nie uruchamiaj pustej pompy, możesz ją w ten sposób uszkodzić. Musi być
napełniona płynem, inaczej nie zacznie pompować. Zawór zwrotny (foot valve, check
valve) uniemożliwia cofanie płynu, umożliwiając przepływ tylko w jednym kierunku,
co zapewnia utrzymanie zalanego wodą całego przewodu ssącego.
Nie pozwól, aby pompa działała, jeżeli zawór jest zamknięty.
Sprawdzaj sito czy nie jest zapchane.
Pompa musi być zabezpieczona przed możliwością przemieszczania się.
Nigdy nie włączaj pompy w atmosferze, w której mogą pojawić się są gazy o
zdolności wybuchowej, jeżeli nie jest ona do takich celów zaprojektowana.
Remontując nigdy nie usuwaj napisów ostrzegawczych i tabliczek znamionowych.
Zanim zaczniesz pracować nad pompą, musisz ją odłączyć od napędu.
Jeżeli temperatura może spaść poniżej zera, to opróżnij pompę całkowicie z wody, aby
nie zamarzła
Nie pracuj pod ziemia sam i bez odpowiedniej wentylacji.
Jeżeli bezpiecznik odłączy pompę, rozpoznaj przyczynę awarii.
Jeżeli pompa była przeciążana i zatrzymała się, poczekaj 10 min zanim ją ponownie
uruchomisz.
Sprawdzamy szczelność zaworów.
Kończąc pracę należy odciąć dopływ wody do węży gumowych, które mogą pęknąć
pod ciśnieniem.
W przypadku zaworów elektromagnetycznych zaciskanych sprężyną może się
zdarzyć, że pomiędzy gniazdem i grzybkiem zostanie złapane, np. ziarnko piasku, co
powoduje że zawór pozornie zamknięty przepuszcza powoli płyn, dlatego kończąc
pracę należy odciąć dopływ płynu głównym zaworem.
Zawory mogą źle funkcjonować w niskich temperaturach, ze względu na to, że płyn
może zamarznąć
Obrabiarki do metali
ROZPORZĄDZENIE MINISTRA GOSPODARKI z dnia 6 listopada 2002 r. w sprawie bezpieczeństwa i higieny pracy przy obsłudze obrabiarek skrawających do metali.
http://www.ciop.pl/6082.html
Zasady ogólne:
Montaż i eksploatacja obrabiarek muszą być przeprowadzone zgodnie z dokumentacją
techniczno-ruchową i instrukcją obsługi.
Narzędzia skrawające i przyrządy pomiarowe przechowuje się w szafkach, na regałach
lub stojakach. Powinny być oddzielone od miejsca składowania przedmiotów
obrabianych.
Obrabiarka powinna posiadać osłony chroniące pracownika przed urazami. Także
przed zagrożeniami jakie mogą powodować wióry oraz rozbryzg cieczy chłodzących.
Osłony nastawne - ochrona przed rozbryzgiem cieczy
103
Przed uruchomieniem obrabiarki trzeba dokonać sprawdzenia stanu technicznego
zabezpieczeń.
Upewnij się, że maszyna ma działające wszystkie osłony i zabezpieczenia
Pracownicy muszą być zabezpieczeni przed wiórami, pyłem, pryskającym
chłodziwem i ściekami.
Obrabiarki wyposażone w uchwyt hydrauliczny lub pneumatyczny powinny być
wyposażone w urządzenia blokujące, uniemożliwiające wyrzucenie zamocowanego
przedmiotu w przypadku zaniku ciśnienia w układzie zasilania.
Uruchomienie urządzenia blokującego powinno uniemożliwiać kontynuowanie
obróbki skrawaniem oraz być sygnalizowane sygnałem świetlnym lub dźwiękowym.
Ustaw osłony i zabezpieczenia zaraz po naprawie, jeżeli były zdjęte
Nie próbuj zatrzymać ruchomych elementów ręką lub ciałem.
Przed użyciem sprawdź narzędzia czy są w dobrym stanie.
Przed rozpoczęciem obróbki upewnij się, że przedmiot obrabiany i narzędzie są
dobrze zamocowane.
Wszystkie śruby powinny być ukryte lub nie powinny wystawać.
Zabronione jest, aby wrzeciona i inne dostępne wirujące elementy miały wystające
śruby, bowiem mogą chwycić za ubranie.
Tylko jedna osoba powinna obsługiwać maszynę lub włączniki.
Nie nachylaj się nad maszyną.
Skoncentruj się na pracy i nie prowadź zbędnych rozmów, gdy ją wykonujesz.
Przechodząc nie potrąć pracownika obsługującego maszynę
Zawsze zdejmij rękawice przed obsługą maszyny.
Jeżeli przedmiot jest ostry lub szorstki i musisz mieć rękawice, aby go trzymać, to
dostarcz go do uchwytu po wyłączeniu maszyny.
Nie pozostawiaj narzędzi i ciężkich przedmiotów na maszynie nawet, gdy jest
wyłączona. Jeżeli metalowy przedmiot spadnie na stopę to spowoduje zranienie.
Zatrzymaj maszynę, jeżeli chcesz dokonać zmian, na przykład zmienić prędkość.
Należy wybrać narzędzie właściwego rozmiaru i typu do wykonywanej pracy.
Ułamane narzędzie może spowodować wypadek.
Narzędzia muszą być ostrzone regularnie.
Obchodź się ostrożnie z ostrymi narzędziami. Nie bierz ich gołymi rękami.
Przedmiot obrabiany musi być zamocowany w specjalnym uchwycie lub imadle.
Zawsze stosuj właściwe materiały.
Powinny być zainstalowane urządzenia uniemożliwiające otwarcie maszyny podczas
pracy.
Ruchome osłony powinny być oznaczone barwami i znakami bezpieczeństwa.
Uchwyty magnetyczne, hydrauliczne i próżniowe muszą mieć blokady (safety
interlock switches) na wypadek zaniku siły uchwytu.
Osłony muszą zabezpieczać przed sytuacją, gdy materiał obrabiany (lub narzędzie)
zostanie wyrwany z uchwytu
Jeżeli układ hydrauliczny lub pneumatyczny traci szczelność i zaczyna przeciekać, to
urządzenia przez niego zasilane muszą się automatycznie blokować lub inaczej
zabezpieczać, aby chronić pracowników.
Pracownicy muszą być zabezpieczeni przed wiórami, pyłem, pryskającym
chłodziwem i ściekami.

104
Oświetlanie stanowiska pracy powinny być zasilane prądem o napięciu 24V, a jego
natężenie powinno zapewniać widoczność pozwalającą na bezpieczne wykonywanie
pracy.
Jeżeli istnieje ryzyko poparzenia, to należy wyposażyć obrabiarki w osłony, a gdy jest
to niemożliwe, to wyposażyć obsługę w środki ochrony indywidualnej.
Obrabiarki należy tak zabezpieczyć, aby nie stwarzały zagrożeń dla innych stanowisk
pracy, pracowników i transportu
W czasie przerw w pracy narzędzia skrawające powinny być odsunięte od przedmiotu
obrabianego.
Niedopuszczalne jest pozostawianie obrabiarki bez nadzoru, a tym bardziej
zezwalanie na jej obsługiwanie osobom nieuprawnionym.
Po zakończeniu pracy włączniki główne i wyłączniki awaryjne należy zablokować.
Po zakończeniu pracy narzędzia muszą być zwrócone na miejsce składowania, czyste
i w dobrym stanie, uszkodzonych tam nie wkładamy.
Po zakończeniu pracy maszynę należy oczyścić.
Nigdy nie usuwaj wiórów gołymi rękami.
Do usuwania krótkich wiórów i odłamków korzystaj ze szczotki, a nie placów lub
szmat. Wióry powinny być na bieżąco odprowadzane na składowisko zakładowe.
Nigdy nie miej na rękach i nie używaj szmaty do czyszczenia ruchomych części
maszyny, gdyż może być pochwycona.
Do usuwania długich wiórów korzystaj ze szczypiec.
Jeżeli tworzy się wiór wstęgowy, to należy zastosować zgarniacze wiórów oraz
mechaniczny przenośnik do ich usuwania na składowisko.
Jeżeli nie ma możliwości mechanicznego usuwania wiórów, to należy wyposażyć
obrabiarkę w narzędzia pozwalające na ich bezpieczne usuwanie.
Wióry gromadzące się w zbiorniku powinny być systematycznie usuwane w miejsce
gdzie nie stwarzają zagrożeń dla pracowników.
Nie wolno usuwać wiórów sprężonym powietrzem.
Nie używaj sprężonego powietrza do czyszczenia ubrania.
Jeżeli używasz sprężonego powietrza do oczyszczenia części, to załóż okulary
ochronne, kieruj wąż w dół, od siebie i innych osób.
Do zakładania przedmiotów obrabianych o masie > 10 kg należy stosować urządzenia
wspomagające pracę.
Przedmiot w przyrządzie mocującym musi być tak zamocowany, aby podczas obróbki
nie przemieścił się lub co gorsza nie został wyrwany, w rezultacie działania sił
skrawania lub sił bezwładności.
Jeżeli stosowany jest uchwyt hydrauliczny lub pneumatyczny, to obrabiarka musi być
wyposażona w urządzenia blokujące, których zadaniem jest uniemożliwienie
wyrzucenie przedmiotu obrabianego w przypadku zaniku ciśnienia w układzie
zasilania. Uruchomienie blokady powinno zatrzymać obrabiarkę i uruchomić sygnał
świetlnym lub dźwiękowy.
Drogi transportowe powinny spełniać wymagania określone przepisami.
Transport zmechanizowany przedmiotów obrabianych należy tak zorganizować, aby
nie powodował zagrożenia dla ruchu pracowników i transportu
wewnątrzzakładowego.
Elementy przenośnika przedmiotów obrabianych przebiegające nad przejściami dla
pracowników muszą znajdować się na wysokości, co najmniej 2,5 m od podłogi
i muszą być osłonięte.

105
Rękawy pracownika powinny być opięte przy nadgarstkach, powinien on mieć nakrytą
głową
Nie pracuj sam po godzinach.
Zamiast rękoma dotykaj materiału obrabianego pomocniczymi narzędziami,
przyrządami.
Jeżeli obrabiasz macor (ceramika obrabialna), micarta (impregnowane fenolikami
materiały celulozowe), phenolics, etc, aby nie wdychać kurzu, korzystaj z odsysacza
lub płynu zmywającego “BLASO-CUT”
NIE SZLIFUJ I NIE OBRABIAJ MATERIAŁÓW RADIOAKTYWNYCH
I TRUJĄCYCH np. beryl, azbest.
NIE WYKONUJ PRAC KTÓRE SĄ DLA CIEBIE NOWE, SZUKAJ POMOCY
OSÓB KOMPETENTNYCH
Podczas pracy obrabiarki nie wolno:
Nakładać pasów napędowych i regulować ich naciągu.
Dokonywać czynności konserwacyjnych w przypadku, jeżeli jest to niezgodne
z instrukcją obsługi.
Chłodzić narzędzie lub obrabiany przedmiot za pomocą mokrego czyściwa,
Zatrzymywać uchwyt ręką,
Naprawa i konserwacja:
Przed przystąpieniem do czyszczenia lub konserwacji obrabiarki należy wyłączyć jej
napęd i zabezpieczyć przed uruchomieniem. Osoba wykonująca serwisowanie musi
mieć pewność, że nie jest możliwe uruchomienie maszyny. Stosuje się na przykład
zamki, kłódki itp. do których klucz w czasie serwisowania posiada wyłącznie
serwisant.
Naprawy mogą być dokonywane wyłącznie przez osoby upoważnione. Należy
umieścić tablice ostrzegawczą z napisem: ,,Uwaga naprawa – nie uruchamiać".
Po zakończeniu naprawy uruchomienie następuje po uzyskaniu zgody pracodawcy.
Zabezpieczenia i konstrukcje ochronne.
Jeżeli przedmiot obrabiany przemieszcza się poza obrys obrabiarki, to obszar ten
powinien być osłonięty. Jeżeli nie jest to możliwe, to stosujemy sygnalizacją świetlną
lub dźwiękową, która musi uruchamiać się w czasie przemieszczania się przedmiotu.
Jeżeli uchwyty i tarcze zabierakowe nie są zabezpieczone na całej przestrzeni roboczej
stałymi osłonami to muszą być zastosowane urządzenia blokujące, uniemożliwiające
otwarcie osłony podczas obróbki.

106
Stoły obrotowe należy wyposażyć w osłony chroniące przed urazami, jakie mogą
spowodować wióry lub ciecz chłodząca.
W ręcznych dyszach ciśnienie powietrza, w warunkach statycznego przepływu, musi być
mniejsze niż 30psi=2,1 kG/cm2=0,2 MPa
Tokarki do metalu
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: lathe, turret lathe
Tokarki - ENGINEERING: 10..16 :
http://www.technologystudent.com/equip1/equipex1.htm
Tokarka posiada wrzeciono z uchwytem trójszczękowym, suport z imakiem nożowym, okular
na łożu (podtrzymka), konik. W przypadku toczenia w kłach końcówki wałka maja nakiełki,
a ruch obrotowy realizowany jest przez zabierak.
Tokarki powinny być wyposażone w osłony i inne zabezpieczenia chroniące pracownika
przed uderzeniem wiórami, odłamkami a także przed ochlapaniem chłodziwem. Dotyczy to
również okolicy tokarki.
Obowiązuje ubranie robocze, rękawy winny być zapięte, bluza wpuszczona w spodnie. Nie
wolno pracować z rękawicami lub bandażem na rękach.
Musi być prawidłowe oświetlenie. Ważna jest czystość i porządek. Nie wolno kłaść niczego
na łożu i wrzecienniku.
Gdy powstają wióry odpryskowe należy pracować w okularach.
W czasie toczenia nie wolno dokonywać pomiarów, dotykać rękoma przedmiotów
obrabianych i innych części wirujących.
Nie wolno kłaść żadnych przedmiotów ani narzędzi na łożu i skrzynce wrzeciona tokarki.
Uchwyt tokarski, noże, wiertła mogą być mocowane lub wymieniane tylko przy wyłączonej
tokarce.
Wymagania podstawowe
Stosujemy ochronę oczu.

107
Osłony powinny być wyposażona w urządzenie blokujące jej otwarcie podczas pracy
obrabiarek.
Jeżeli przedmiot obrabiany ma średnicę większą od średnicy uchwytu lub jego
powierzchnia ma nieregularny kształt, to powinny być założone osłony lub inne
urządzenia zabezpieczające w obszarze, w którym istnieje zagrożenie: uchwyt, nóż
Uchwyty powinny być osłonięte.
Stosujemy osłony z sprzężone (interlock), mogą być stosowane ogrodzenia.
Pedały powinny być osłonięte, aby nie było możliwe ich przypadkowe naciśnięcie.
Wymieniając uchwyt, chronimy prowadnice nakrywając je deską.
Nie kładziemy narzędzi na prowadnicach.
Ręce pracownika nie mogą mieć kontaktu z wiórami. Do usuwania wiórów używamy
odpowiednich narzędzi (szczypce, haczyki), nie wolno używać w tym celu sprężonego
powietrza.
Przedmioty obrabiane oraz narzędzia muszą być zamocowane pewnie, aby nie
nastąpiło ich wyrwanie ze szczek uchwytu pod wpływem sił skrawania i siły
odśrodkowej.
Pracownik musi być zabezpieczony przed zagrożeniem, jakie niesie ze sobą
niewystarczająca siła uchwytu trzymającego materiał i nóż.
Po zakończeniu mocowania obrabianego przedmiotu, należy wyjąć klucz z otworu
uchwytu, a przed uruchomieniem wrzeciona należy sprawdzić czy nie pozostawiono
tam tego klucza.
Da zaciśnięcia szczęk stosujemy klucz wypychany sprężyną, co uniemożliwia jego
pozostawienie we wrzecionie.
Należy ręcznie obrócić wrzeciono, aby upewnić się, że przedmiot obrabiany nie
zaczepia o coś.
Stosujemy osłony zatrzymujące przedmiot obrabiany, jeżeli wypadnie z uchwytu
Stosujemy urządzenia ostrzegawcze wizualne lub dźwiękowe tak ulokowane, aby były
widoczne lub słyszalne dla operatora i informujące go o tym, że siła zacisku
w uchwycie spadła do zera
Przedmioty długie muszą być odpowiednio podparte.
Jeżeli mocuje się je w kłach tokarki, to przedmiot obrabiany musi posiadać na swoich
powierzeniach czołowych nakiełki (stożkowe nawiercenia).
Nie należy dotykać uchwytów i tarcz zabierakowych przed zatrzymaniem maszyny.
Powinno się stosować osłony lub bariery ostrzegające o obecności ręki pracownika
w obszarze przedmiotu obrabianego.
Jeżeli pojawią się drgania, natychmiast zatrzymujemy maszynę.
Nie zatrzymujemy tokarki przez odwrócenie kierunku obrotów.
Najlepiej stosować tokarki sterowane numerycznie (CNC = computer numerical
control).
Frezarki pionowe
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/

108
Wpisać: milling cutter lub vertical miller
Frezarki - ENGINEERING: 10..16:
http://www.technologystudent.com/equip1/equipex1.htm
http://mmu.ic.polyu.edu.hk/Visual_c/mill_1/mill1.htm
http://www.americanmachinetools.com/how_to_use_a_milling_machine.htm
Typowe czynności: wybór i założenie właściwego freza, zamocowanie przedmiotu
obrabianego do stołu, sterowanie ruchem stołu tak, aby podawać obrabiany przedmiot pod
obracający się i tnący frez, dokonywanie pomiaru obrabianego przedmiotu.
Maszyna ta jest bardzo niebezpieczna, jeżeli jest niewłaściwie obsługiwana.
Typowe sytuacje, kiedy dochodzi do amputacji:
W czasie zakładania lub zdejmowania obrabianego przedmiotu, dokonywania
pomiarów, gdy frez obraca się. Po odłączeniu napędu należy poczekać aż frez
zatrzyma się.
W czasie przeprowadzania serwisowania lub konserwacji, przy takich czynnościach
jak regulacja maszyny, wymiana lub smarowanie części, likwidacja zakleszczeń, gdy
frez jest zatrzymany przez przeciążenie, usuwanie wiórów, czyszczenie, obracanie
przedmiotu, jeżeli maszyna nie jest zatrzymana lub frez się obraca.
Luźna odzież, naszyjnik lub włosy pracownika mogą zostać zawinięte wokół freza lub
zostanie złapana rękawica.
Do mocowania materiału frezowanego na stole stosujemy imadło lub uchwyty specjalne.
Stół może być podniesiony lub upuszczony korbą, może być przesuwany w kierunku
narzędzia.
Głowica może być ustawiona pod kątem, może być opuszczana. W nowym położeniu musi
być zabezpieczona.
Przycisk start/stop musi być łatwo dostępny dla operatora.
Zasady podstawowe:
Należy stosować się do instrukcji obsługi.
Parametry skrawania muszą być właściwie ustawione.
Tylko osoba przeszkolona może ja obsługiwać.
Noś okulary ochronne.
Nie noś rękawic, pierścionków, zegarka, luźnej odzieży, zwiąż z tyłu długie włosy.
Uchwyt lub imadło musi być zamocowane do stołu.
Zamocuj materiał obrabiany mocno w uchwycie, frez zakładamy jako ostatni.
Frez jest ostry i nie wolno zakładać go gołą ręką.
Stosuje się samozamykające osłony otaczające frez gdy stół jest wycofany.
Stosuje się osłony z interlokami (safety interlock switches) wokół stołu.
Jeżeli maszyna jest wyposażona w hamulec freza, to powinien być stosowany podczas
otwierania lub usuwania osłony ochronnej.

109
Zanim uruchomisz maszynę:
Sprawdź czy są osłony układu napędowego.
Sprawdź zamocowanie freza.
Sprawdź zamocowanie materiału obrabianego.
Zasady podstawowe:
Śruby mocujące nie mogą znaleźć się na drodze narzędzia.
Stół musi być wolny od zbędnych przedmiotów.
Wrzeciono i jego podpory nie mogą dotknąć materiału.
Elementy sterujące są w pozycji neutralnej.
Nie eksperymentuj z elementami sterującymi.
Zakładając materiał obrabiany, odsuń frez jak najdalej, aby nie dotknąć go
przypadkowo ręką.
Obrabiaj najpierw największa powierzchnię.
Trzymaj ręce, szczotki, szmaty z dala od obracającego się freza.
Usuwaj wióry, odłamki za pomocą ssawki, szczotki itp. dopiero po zatrzymaniu freza.
Powierzchnia obrabiana ma być wolna od odłamków, nic na niej nie powinno leżeć.
Podłoga w pobliżu frezarki ma być czysta i wolna od plam oleju.
Osłony muszą być założone, aby odłamki nie uderzyły pracownika. Chronią
pracownika przed gorącymi wiórami.
Korzystaj z automatycznej obsługi, materiał będzie zbierany z właściwą prędkością.
Pracownik musi nadzorować pracę maszyny.
Ma okulary ochronne i fartuch, ręce trzyma z dala od freza, co najmniej 30 cm.
Nie nachylaj się nad maszyną, nie opieraj o nią rąk.
Nie reguluj w czasie frezowania.
Nie wolno zbierać zbyt grubej warstwy materiału w jednym przejściu, aby frez nie
pękł, a jego odłamki nie rozprysły się.
Powinieneś wdrożyć następujące zasady:
Zainstaluj osłony freza, które samoczynnie go zakrywają, gdy stół jest wycofany.
Załóż sprzężone osłony barierowe z interlokami (safety interlock switches) dookoła
stołu. Jeżeli maszyna jest wyposażona w hamulec freza, to powinien być on włączony,
gdy otwieramy lub zdejmujemy osłony.
Zastosuj osłony chroniące przed rozbryzgiem chłodziwa i wiórów lub osłony
barierowe, jeżeli dadzą one skuteczna ochronę dla pracownika lub gdy jest
niepraktycznie osłaniać frez.
Nie mogą być używane takie imadła i uchwyty, które uniemożliwiają korzystanie
z zabezpieczeń lub utrudniają ich regulację.
Musisz wdrożyć procedury bezpieczeństwa i okresowo sprawdzać czy są stosowane.
Pracownicy obsługujący maszynę muszą być przeszkoleni przez doświadczonych
instruktorów, zanim zaczną wykonywać pracę samodzielnie.
Jeżeli operator ma dokonać pomiaru, to musi najpierw wycofać uchwyt z
przedmiotem obrabianym spod narzędzia tnącego, a narzędzie nie może się wtedy
obracać.
Zabronione jest dokonywanie pomiarów i usuwanie wiórów, odprysków, jeżeli frez
obraca się. Mogą być one usuwane szczotką, ale frez musi być zatrzymany.

110
Nie można zostawiać maszyny z otwartymi osłonami po wyjęciu materiału
obrabianego.
Maszyna musi być odłączona, jeżeli nie jest używana.
Pracownik nie może mieć rękawic, luźnej odzieży, naszyjników, włosy musi mieć
krótkie lub opięte, albo musi mieć nakrycie głowy.
Naprawa i konserwacja może być przeprowadzana po odłączeniu maszyny od prądu
i uniemożliwieniu włączenia jej osobie innej niż wykonującym naprawę.
Frezarki poziome
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: milling cutter, horizontal milling machine, horizontal miller
Wymagania podstawowe:
Układ napędowy powinien być całkowicie osłonięty.
Zamocowanie freza powinno być pewne.
Nie wolno używać stępionych frezów.
Przedmioty skrawane mocuje się w imadle lub bezpośrednio na stole frezarki.
Zamocowanie powinno wykluczać możliwość wyrwania przedmiotu obrabianego.
Osłony i inne zabezpieczenia powinny uniemożliwiać zetknięcie ręki pracownika
z frezem, a także przed uderzeniem wiórami i rozpryskiem płynu chłodzącego.
Podnosząc ciężkie przedmioty, a także imadło korzystamy z pomocy.
Zanim przystąpimy do usuwania wiórów, zatrzymujemy maszynę:
Wióry usuwamy szczotką, a nie ręką, nie wolno używać sprężonego powietrza.
Nie sięgamy ręka nad lub w pobliżu freza.
Zwykle obróbkę prowadzimy tak, aby wzajemne kierunki ruchu ostrzy kontaktujących się
z materiałem i materiału były przeciwne. W tej konfiguracji nadanie innego kierunku
obrotów freza spowodować może ułamanie ostrza.
Zauważmy, że wiór nie ma stałej grubości. Frez wchodzi w materiał stycznie i wiór na
początku jest cienki, a wejście jest płynne.
Działanie odwrotne tzn. od grubego do cienkiego wymaga odwrotnego freza, może
powodować uderzenia i drgania.
Najlepiej stosować frezarki sterowane numerycznie (CNC = computer numerical control).

111
Wytaczarka
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: boring machine lub borer
Zagrożenia: pochwycenie, zmiażdżenia.
Wypadki zdarzają się w czasie obróbki, ustawiania, regulacji, usuwania wiórów.
Bywają bardzo poważne wypadki takie jak obcięcie kończyny, zgniecenie czaszki.
Zasady podstawowe:
Pracownik musi być dobrze wyszkolony.
Przyczyną wypadków jest zwykle złe wyszkolenie pracownika.
Wrzeciono nie powinno mieć wystających śrub.
Ogrodzenie chroni przed dostępem innych osób.
Można stosować kurtyny świetlne i wyłączniki podłogowe.
Musi być właściwe oświetlenie umożliwiające obserwację.
Jeżeli konieczny jest ruch stołu lub wrzeciona w celu dokonania ustawienia, to stosuje
się dodatkowe zabezpieczenia.
W tym wypadku, działanie interloków (interlock switches) może być chwilowo
zawieszone przez wyłącznik dostępny dla pracownika, a ruch maszyny powinien być
realizowany przez włączniki hold-to-run, gdzie rękojeść wymaga ciągłego nacisku,
zwolnienie ucisku zatrzymuje działanie. Taki włącznik ogranicza skutki wypadku.
Stosuje się wyłączniki TRIP teleskopowe, także doczepiane magnetycznie na stole.
Zastosowanie wyłączników typu TRIP, uruchamiających hamulce, pozwala na
zmniejszenie skutków wypadku.
Wyłącznik awaryjny (emergency stop) powinien uruchamiać hamowanie.
Musi być dostępny z każdego miejsca gdzie przebywać może pracownik.
Jego odblokowanie nie powinno uruchamiać maszyny, ale jest warunkiem działania
procedury uruchamiania.
Jeżeli hamowanie obejmuje hamowanie elektryczne, to samoczynne odłączenie prądu
następuje po zahamowaniu.
Przyciski sterujące muszą być oznaczone w sposób zrozumiały, a dostęp do nich nie
może wiązać się z zagrożeniami.
Elementy napędu muszą być osłonięte. Jeżeli jest tam potrzebny dostęp, to powinny
być stosowane osłony z blokadami (interlock switches).
Usuwanie wiórów odbywa się przy zatrzymanym wrzecionie.
Muszą być stosowane środki ochrony osobistej: odzież robocza, ochrona oczu.
HSE: Safeguarding at horizontal boring machines http://www.hse.gov.uk/pubns/eis28.pdf

112
Wiertarka
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: drill
Zasady podstawowe:
Napęd musi być osłonięty.
Stosować można teleskopowe osłony wiertła, osłony płytowe, przezroczyste,
wychylne.
Chroń oczy.
Prędkość musi być właściwa do materiału.
Wiertło musi osiągnąć właściwą prędkość zanim dotknie materiału.
Wiertło musi być osadzone centrycznie i na pełna głębokość. Klucz musi być wyjęty
natychmiast po zakręceniu.
Praca mysi być tak wykonana, aby wiertło nie uszkodziło stołu. Stosuje się podkład
drewniany.
Przedmiot obrabiany musi być solidnie zamocowany.
Wiertło popychamy gładko z prędkością pozwalającą na wyjście wiórów i nie
nagrzanie się.
Wiercimy prostopadle do powierzchni, nie wiercimy w miejscu uskoku, na krańcu lub
pod kątem.
Nie zatrzymujemy ręką wrzeciona, lecz czekamy aż samo się zatrzyma.
Maszynę oczyszczamy z wiórów i płynu.
Szlifierki (grinder)
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: grinding machine
Zagrożenia: skaleczenia, amputacje, uszkodzenie oczu przez cząstki fruwające, pęknięcie
ściernicy, uderzenie odłamkiem lub wyrwanym z uchwytu przedmiotem, hałas, wdychanie
substancji trujących, pyłu.
Szlifowanie pozwala na osiągnięcie dokładnych wymiarów i dużej gładkości powierzchni.
Szlifuje się nie tylko metale, ale także, drewno, szkło, ceramikę, tworzywa sztuczne, gumę
itd.

113
Szlifierki do otworów i wałków, szlifierki bezkłowe, szlifierka do wałów korbowych,
szlifierki do płaszczyzn.
Płaszczyzny mogą być szlifowane obwodowo i czołowo.
Zasady podstawowe:
Osłony i inne zabezpieczenia muszą być na miejscu. Stosuj środki ochrony osobistej.
Nie szlifuj w pobliżu łatwopalnych materiałów, które mogą zapalić się od iskier.
Po założeniu nowej ściernicy, zachowaj ostrożność. Jeżeli pojawią się jakieś
nieprawidłowości natychmiast je usuń.
Noś okulary ochronne
Luźna odzież lub krawat, może być chwycona w maszynę, co może skończyć się
tragicznie. Noś fartuch lub kombinezon.
Materiał szlifowany dotyka tarczy w jej dolnej części, nigdy w górnej.
Nie pozwól, aby tarcza chwyciła materiał szlifowany.
Przedmiotu szlifowanego nie może być dociskany do ściernicy zbyt dużą siłą.
Jeżeli mimo podjętych środków ostrożności niebezpieczeństwo pęknięcia lub
rozerwania elementów ruchomych istnieje nadal, tak jak w przypadku tarcz ściernych,
elementy ruchome powinny być zamontowane i umiejscowione w taki sposób, aby
w przypadku rozerwania się ich odłamki pozostawały wewnątrz osłony.
Uchwyty do mocowania przedmiotów obrabianych w szlifierkach do otworów
powinny mieć osłony regulowane, stosownie do długości przedmiotu obrabianego.
Ściernice po wyjściu ze szlifowanego otworu powinny być automatycznie osłaniane.
W szlifierkach przedmiot obrabiany mocowany jest w szczękach lub w kłach.
W przypadku szlifowania płaszczyzn stosuje się uchwyt w postaci stołu
elektromagnetycznego.
Powinna być sygnalizacja świetlna informująca o przyłączeniu zasilania
elektrycznego.
Ściernice powinny być przechowywane w sposób nie narażający je na uszkodzenia lub
wilgoć.
Przed użyciem ściernica powinna być sprawdzona czy nie posiada pęknięć i ubytków.
Należy zbadać ściernicę na dźwięk: nieuszkodzona ściernica wydaje czysty,
charakterystyczny dźwięk, uszkodzona wydaje dźwięk głuchy i brzęczący.
Przed zamontowaniem ściernica powinna być wyważona.
Ściernice ostrzy się przez zdzieranie powierzchni dla odsłonięcia ostrych ziaren,
nadania kształtu i wycentrowania.
Ściernice należy umocować na trzpieniu wrzeciona za pomocą stalowych tarcz
o średnicach zewnętrznych wynoszących co najmniej 1/3 średnicy tarczy ściernej.
Pomiędzy ściernicą a tarczami oporową i dociskową umieszcza się elastyczne
podkładki o grubości od 1 do 1,5 mm. Błędne zamontowanie spowoduje pęknięcie
ściernicy.
Nadmierna prędkość może być przyczyną wypadku.
Tarcze ścierne powinny być osłonięte w celu zabezpieczenia pracownika przed
zagrożeniami powstającymi podczas szlifowania, w szczególności w wyniku
rozerwania się tarczy.
Amputacje zdarzają się, gdy ręka pracownika wejdzie w miejsce obróbki.

114
Sytuację powodujące wypadek:
Szlifowanie boczna stroną ściernicy, jeżeli nie jest ona do tego celu przeznaczona.
Niewystarczające osłony ściernicy.
Źle zamocowany przedmiot obrabiany.
Wadliwa, niewyważona ściernica.
Włożenie narzędzia pomiędzy ściernicę i przedmiot obrabiany, powodujące pęknięcie
ściernicy i rozrzut odłamków.
Wykonywanie jakichkolwiek czynności z przedmiotem obrabianym (poprawianie,
czyszczenie) lub ręczne zatrzymywanie ściernicy w czasie, gdy ściernica obraca się
Możesz zmniejszyć zagrożenia:
Zainstaluj osłony i inne zabezpieczenia.
Musi być właściwe mocowanie przedmiotu obrabianego.
Jeżeli używany jest przycisk nożny to musi on być zabezpieczony przed
przypadkowym naciśnięciem.
Trzeba wdrożyć metody bezpieczne pracy.
Pracownicy obsługujący maszynę muszą być przeszkoleni przez doświadczonych
instruktorów, zanim zaczną wykonywać pracę samodzielnie.
Pracownik musi sprawdzić ściernicę czy nie jest pęknięta, niewyważona, luźno
założona.
Powinien sprawdzić osłony miejsca obróbki i jeżeli trzeba, to poprawić je przed
rozpoczęciem pracy.
Pracownik nie może mieć rękawic, luźnej odzieży, naszyjników, włosy musi mieć
krótkie lub opięte, albo musi mieć nakrycie głowy.
Musi trzymać ręce z dala od miejsca obróbki.
Zabronione jest dokonywanie pomiarów, czyszczenie jeżeli ściernica obraca się lub
stół porusza się.
Naprawa i konserwacja może być przeprowadzana po odłączeniu maszyny od prądu
i uniemożliwieniu włączenia jej osobie innej niż wykonująca naprawę.
Podczas pracy na szlifierce pracownik obsługujący maszynę nie powinien znajdować
się w płaszczyźnie obrotu ściernicy, na wypadek gdyby ściernica pękła.
Jeżeli szlifierka nie jest wyposażona w przezroczyste osłony lub ekrany chroniące
przed urazami, to pracownik powinien być wyposażony w środki ochrony
indywidualnej.
Stoły powinny mieć sztywną konstrukcją i możliwość regulacji ich położenia w celu
zapewnienia bezpiecznych warunków szlifowania i w celu ustawienia niezbędnego
luzu pomiędzy stołem i ściernicą.
Szlifierki pracujące bez płynu chłodzącego, powinny być wyposażone w urządzenia
ochraniające oczy pracownika.
Szlifierki do płaszczyzn: przedmiot szlifowany kładziony jest na stole magnetycznym.
Szlifierki do płaszczyzn powinny mieć osłony chroniące pracownika przed:
płynem chłodzącym,
odpadami towarzyszącymi procesowi szlifowania,
odłamkami ściernicy,
115
przedmiotem szlifowanym na płycie elektromagnetycznej w przypadku przerwania
zasilania prądem.
Przeciągarki pionowe i poziome
Zdjęcia i rysunki dostępne są na stronie http://images.google.pl/
Wpisać: horizontal broaching machine, vertical broaching machine, broach
Mają napęd hydrauliczny, działają podobnie jak prasy.
Przekształcają otwór walcowy w rowkowany, przez przepchnięcie lub przeciągnięcie
przez niego przeciągacza (broach), mającego następujące jeden po drugim w szeregu,
coraz większe ostrza.
Wykonują wielowypusty (spline), a także gwint w lufie karabinowej (thread in the
barrel of a rifle). Gwintowanie luf karabinów wymaga równoczesnych ruchów
liniowego i obrotowego.
Musisz posiadać instrukcję obsługi i bhp.
Musisz mieć właściwe środki ochrony osobistej, nie możesz mieć na sobie luźnej
odzieży.
Przeciągacz musi mieć ostre zęby, dlatego potrzebne są gumowe rękawice noszone
przez cały czas.
Posługujemy się nim ostrożnie, gdyż gdy pokryty olejem może się łatwo wysunąć się
z rąk i upaść na stopy. Musisz mieć buty chroniące stopy na wypadek spadnięcia na
nie przeciągacza.
Zawsze trzymaj ręce i inne części ciała z dala od ruchomych części.
Musisz upewnić się, że osłony i inne zabezpieczenia są na miejscu.
Musisz wiedzieć, gdzie znajduje się wyłącznik awaryjny.
Przeciągacz musi być smarowany i chłodzony olejem. Nie przegrzewaj przeciągacza.
Musisz posiadać dokumentację produktu, w tym rysunki z zaznaczoną dokładnością w
celu kontroli jakości.
Musisz upewnić się, że maszyna jest właściwie nastawiona, a narzędzie ma wymaganą
dokładność.
Musisz upewnić się, że elementy są bezpiecznie zamocowane, bez odkształceń.
Trzymaj obie ręce na rękojeściach, kiedy maszyna pracuje. Zwolnienie nacisku
powoduje zatrzymanie maszyny.
Musisz zawsze trzymać ręce i ciało z dala od ruchomych części.
Upewnij się, że narzędzia są prawidłowe dla rodzaju wykonywanej pracy.
Upewnij się, że prawidłowo korzystasz z przeciągacza, zęby zwrócone ostrzami w
kierunku ruchu roboczego.
Użyj odpowiedniego chłodziwa podczas przeciągania.
Nigdy nie zostawiaj przeciągacza w miejscu, gdzie może być uszkodzony.

116
Nigdy nie zostawiaj maszyny bez nadzoru. Zawsze wyłączyć zasilanie, gdy nie jest w
użyciu.
Musisz przestrzegać określonych procedur pracy i zasad bhp, znać zagrożenia i
stosować środki ochrony indywidualnej.
Musisz korzystać z instrukcji i szkoleń.
Zawsze zwracaj narzędzia na miejsce po ich użyciu.
Nie należy modyfikować przeciągarki.
Prasy i młoty (forging)
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: mechanical press, hydraulic press, pneumatic press
Wykuć forge, odkuwka forging, stal kuta wrought steel
WorkSafe Victoria: http://www.worksafe.vic.gov.au/forms-and-publications/forms-and-publications/hot-pressing-and-forging-
machines-minimising-the-risk-of-injury
http://www.ponarzywiec.com.pl/prasa_do_kucia_na_goraco
Rodzaje pras: mechaniczne, hydrauliczne, pneumatyczne i inne (korbowa - mimośrodowa,
śrubowa).
Kucie służy do wytwarzania półproduktów. Charakteryzuje się ruchem powtarzanym.
Kucie może być swobodne lub matrycowe. Wykuwanie prowadzi się na zimno lub gorąco.
Operacje kowalskie: przecinanie, przebijanie, wydłużanie, spęczanie, wyginanie, odsadzanie,
zgrzewanie.
Stosujemy narzędzia: kleszcze (szczypce) do trzymania i manipulowania, siekiery kowalskie
do przecinania, przecinaki, podcinki, przebijaki, trzpienie, odsadzki kowalskie, znakowniki,
ciągadła do przeciągania prętów i rur, przyrządy do pomiarów (miary, przymiary, macki).
Prasowanie i tłoczenie realizowane jest ruchem pojedynczym
Górna część matrycy zamocowana jest do suwaka, który porusza się ruchem posuwisto
zwrotnym w kierunku dolnej matrycy. Wyrób jest formowany pomiędzy matrycami.
Po wykonaniu cyklu pracy, wyrób jest automatycznie lub ręcznie wyjmowany, nowy materiał
jest wkładany i proces jest powtarzany.
117
Zagrożenia związane z ręczną obsługą to amputacje, poślizgnięcia, uszkodzenia mięśni
wynikające z złej postawy ciała, powtarzającego się dużego wysiłku, nieodpowiednich
narzędzi.
Oszacuj ryzyko pracy, warunki fizyczne stanowiska pracy, umiejętności i doświadczenie
operatora.
Prasa musi być właściwie posadowiona.
Zasady podstawowe:
Musi być opracowana i dostępna instrukcja bezpiecznej obsługi.
Pracownicy muszą być przeszkoleni, muszą znać zagrożenia, znać procedury.
Wyszkol pracowników, upewnij się, że rozumieją instrukcję, monitoruj przestrzeganie
instrukcji.
Muszą być mocne osłony tam gdzie to możliwe, z tyłu, z boków, aby zapobiec
kontaktowi ciała z niebezpiecznymi częściami maszyny. Jest zasadą, że całkowicie
uniemożliwiamy dostęp do miejsca niebezpiecznego, jeżeli obrabiany materiał może
być włożony do matrycy i nie ma konieczności trzymania lub przemieszczania
materiału kleszczami w czasie formowania
Wyłącznik bezpieczeństwa musi być czytelnie oznaczony i łatwo dostępny z każdego
miejsca, w którym może być operator w czasie wykonywania czynności roboczych.
Pedały muszą być osłonięte tak, aby nie można było na nie nadepnąć przypadkowo.
Muszą być zabezpieczone przed samo powtarzaniem.
Muszą być dostępne odpowiednio długie narzędzia, między innymi kleszcze tak, aby
pracownik nie zbliżał ręki do miejsca niebezpiecznego. Ich rękojeści nie mogą być
ostre, a pracownik musi umieć się nimi posługiwać. Kontroluj czy są używane.
Kleszcze muszą być sprawdzane czy zachowują własności odpowiednie do pracy.
Musi być odpowiednie oświetlenie.
Nieuwaga jest główną przyczyną poważnych zranień rąk.
Zorganizuj miejsce pracy ergonomicznie, podłoga musi być w takim stanie, aby nie
można było się na niej potknąć lub poślizgnąć.
Zastosuj osłony barierowe, aby zapobiec zagrożeniom, jakie mogą wynikać
z potknięcia się operatora, który wykonuje pracę wymagającą dużego wysiłku
fizycznego. Bariera powinna być solidna z możliwością dostosowania do wzrostu
operatora. Rozważ zastosowanie odpowiedniego oparcia dla stóp.
Aby zmniejszyć ryzyko wystąpienia problemów z mięśniami szkieletowymi zastosuj
narzędzia i urządzenia wspomagające pracownika przez zmniejszenie wymaganego
wysiłku.
Zorganizuj stanowisko pracy tak, aby zmniejszyć hałas. Stosuj środki ochrony słuchu.
Upewnij się, że pracownicy używają właściwego narzędzia w czasie czyszczenia
odkuwki i nie wkładają rąk w miejsce niebezpieczne.
Kucie na gorąco stali odbywa się w temperaturach: stal: 1150 °C do 1260 °C, mosiądzu 530
°C do 815 °C, aluminium 440 °C do 490°C. Istnieje poważne ryzyko wystąpienia poparzeń ze
względu na płomienie i gorące powierzchnie.
Aby zmniejszyć to ryzyko zastosuj osłony na wejściu gorącego materiału i wyjściu
półproduktu. Zidentyfikuj i jeżeli to możliwe osłoń gorące powierzchnie. Stosuj oznakowanie

118
informujące o wysokie temperaturze. Stosuj odpowiednie środki ochrony osobistej. Należy
chronić układ oddechowy.
Ze względu na odpryski zagrożone są oczy i inne części ciała operatora.
Aby zmniejszyć ryzyko zastosuj odpowiednie osłony i środki ochrony osobistej: oczu,
skórzane rękawice, odzież ochronną, bezpieczne obuwie.
Celem zabezpieczeń jest spowodowanie, aby ręce pracownika nie znalazły się w miejscu
niebezpiecznym w czasie zamykania matrycy.
Zabezpieczenia muszą spełniać co najmniej jeden z poniższych warunków:
spowodować nie wykonanie lub zatrzymanie ruch suwaka, jeżeli ręce pracownika są
w obszarze pracy
uniemożliwić pracownikowi włożenie ręki w to miejsce w czasie zamykania matrycy,
wycofać ręce na czas
uniemożliwić pracownikowi wkładanie tam rąk
wymagać naciśnięcia rękoma przycisków sterujących znajdujących się w takiej
odległości, że pracownik nie zdąży tam włożyć rąk lub suwak zakończy ruch w dół
zanim zdąży tam włożyć ręce
miejsce obróbki musi być osłonięte zanim cykl pracy rozpocznie się, co zapobiegnie
włożeniu tam ręki, zanim matryca się zamknie lub wstrzyma ruch suwaka
poruszającego się ku dołowi
Ilość wypadków będzie znacznie zmniejszona, jeżeli praca będzie tak przebiegała, że
pracownik nie będzie w ogóle musiał wkładać rąk pomiędzy matryce.
Pracownik, mimo że nie będzie musiał, to jednak czasami włoży ręce pomiędzy matryce,
jeżeli będzie taka możliwość. Dlatego warto stosować urządzenia uniemożliwiające sięgnięcie
ręką do obszaru niebezpiecznego i wymuszające stosowanie kleszczy.
Prasy których nie można zatrzymać w czasie trwania cyklu pracy.
Najczęstsze są amputacje palców. Dochodzi do nich, gdy pracownik ma ręce w miejscu
obróbki. Przyczyną są złe zabezpieczenia, które pozwalają na to, aby pracownik miał tam ręce
po uruchomieniu mechanizmu. Na przykład ma to miejsce, gdy pracownik instynktownie
sięgnie tam ręką, aby poprawić ułożenie materiału lub usunąć inny odpad. Zdarza się to także,
gdy operator jest wybity z rytmu pracy albo obróci się i niechcący naciśnie pedał lub
pracownik jest uchwycony pomiędzy blachę a maszynę w czasie ruchu suwaka. Zdarza się
też, że układ zabezpieczeń jest wadliwy lub został odłączony w celu usunięcia trudności
powstałych w czasie wykonywania pracy.
W przypadku pras, które można zatrzymać dopiero po wykonaniu pełnego cyklu (Full-
Revolution) stosowane są następujące zabezpieczenia w miejscu obróbki:
Urządzenia automatycznie wyciągające ręce z miejsca zagrożenia za pomocą
pasków założonych na dłonie operatora (pullback-odciągacz).
Paski założone na dłonie operatora uniemożliwiające włożenie ręki w miejsce
niebezpieczne (restraint – ogranicznik).

119
Włączniki wymagające użycia obydwu rąk typu naciskamy i puszczamy.
Puszczenie przycisku nie zatrzymuje maszyny i dlatego musi być inne
zabezpieczenie uniemożliwiające włożenie ręki w miejsce niebezpieczne.
Osłony ruchome typu A.
W prasach, które można zatrzymać w każdej chwili (Part-Revolution) stosowane są
następujące zabezpieczenia w miejscu obróbki:
Podobnie jak poprzednio:
Urządzenia automatycznie wyciągające ręce z miejsca zagrożenia za pomocą pasków.
założonych na dłonie operatora (pullback - odciągacz, wyciągacz).
Paski założone na dłonie operatora uniemożliwiające włożenie ręki w miejsce
niebezpieczne (restraint – ograniczniki).
Dodatkowo można stosować następujące zabezpieczenia:
Przyciski na dwie ręce typu naciskamy i trzymamy (puszczenie przycisku zatrzymuje
maszynę).
Urządzenia wykrywające obecność ręki w miejscu zagrożenia.
Kurtyny świetlne.
Osłony ruchome typu A lub B.
W przypadku gdy do obróbki krawędzi blach stosuje się osłony świetlne muszą być one
właściwie ustawione tak, aby przepuszczały blachę, ale reagowały na rękę. Wypadki zdarzają
się, jeżeli po zmianie materiału giętego na inny nie były przestawione na ten nowy materiał
i są niewidome w pewnych miejscach.
Przykłady niedziałających prawidłowo zabezpieczeń:
Zabezpieczenia są odłączone, aby zwiększyć wydajność, aby umożliwić włożenie
małego przedmiotu do obróbki lub aby mieć lepszą widoczność.
Włącznik na dwie ręce jest tak przekształcony, aby działał w przypadku użycia jednej
ręki.
Urządzenia takie jak odciągacze czy ograniczniki (pullbacks, restraints) nie są
doregulowane do danego pracownika.
Gdy przy prasie, która powinna być obsługiwana przez jednego człowieka, jest dwóch
ludzi, jeden zajmuje się materiałem obrabianym a drugi uruchamia prasę.
Nie odłączenie maszyny od napędu, jeżeli ma być zakładana nowa matryca, wykonana
regulacja, naprawa, czyszczenie lub smarowanie.
Czasami przyczyną wypadku jest zepsucie się maszyny lub zabezpieczeń.
Zabezpieczenia muszą uniemożliwiać włożenie ręki lub palca w miejsce robocze, nad,
pod i z boku.
Wymieniając matryce:
Maszyna musi być odłączona od źródeł energii w taki sposób, aby nikt z wyjątkiem
osoby dokonującej wymianę nie mógł jej uruchomić. Dotyczy to także układów
pneumatycznych, hydraulicznych.

120
Koło zamachowe musi być zatrzymane.
Aby zapobiec opadnięciu młota w czasie wymiany matrycy korzystaj z podpory
młota o regulowanej wysokości lub innych zabezpieczeń.
Odłącz pedał w czasie wymiany matryc, jeżeli służy on do uruchomienia suwaka.
Wypadek
Pracownik położył pilota sterującego na maszynie, a następnie wymieniając matrycę pochylił
się naciskając brzuchem na pilota. Został zmiażdżony.
Inspekcja i konserwacja
Sprawdzaj działanie zabezpieczeń codziennie.
Wykonaj procedury testujące przed rozpoczęciem pracy.
Sprawdź stan narzędzi i czy są właściwe do danej pracy.
Musi być ustanowiony i przestrzegany skuteczny program przeglądów, konserwacji
i remontów.
Maszyna musi być serwisowana regularnie, przechowuj dokumentację serwisowania
i napraw.
Ustanów okresowe i regularne inspekcje wyposażenia, osłon i zabezpieczeń
dokonywane przez wyszkolonych w tym celu pracowników.
Zachowaj pisemny opis wyników każdej inspekcji zawierający datę, podpis osoby
dokonującej inspekcję, numery seryjne lub inne identyfikatory sprawdzanego
wyposażenia.
Przed przystąpieniem do serwisowania, regulacji, czyszczenia maszyna musi być
odłączona tak, aby nikt z wyjątkiem serwisanta nie mógł jej uruchomić. Nie
zastosowanie tej procedury prowadzi do niebezpiecznych wypadków.
W czasie serwisowania prasy, kiedy osłony są zdjęte, nie wolno uruchamiać maszyny
w zwykłym trybie, ale w trybie Limitem Inch – czyli urządzenia przesuwającego
suwak o jeden cal (cal po calu). Dotyczy prasy, której suwak można zatrzymać
w każdym położeniu.
Nie wolno naprawiać maszyny, jeżeli możliwy jest ruch roboczy suwaka.
Nie wolno uruchamiać ruchu suwaka korzystając z interloków (safety interlock
switches).
Maszyny do produkcji wyrobów z tworzyw sztucznych - wtryskarki

121
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: plastic injection molding machine, extrusion molding, blow molding, vacuum
forming
http://www.tworzywa.pwr.wroc.pl/pdf/artykuly/article_PlastNews_bhp5.pdf
PLASTIC EQUIPMENT: 1..11: http://www.technologystudent.com/equip1/equipex1.htm
Health and Safety Executive:
http://www.hse.gov.uk/pubns/ppis4.pdf
https://www.osha.gov/SLTC/etools/machineguarding/plastics.html
http://www.injection-molding-resource.org/
http://www.plastemart.com/ http://www.bpf.co.uk/bpfindustry/process_plastics_extrusion_blow_moulding.cfm
http://www.haiflymachinery.com/html_news/Operation-Injection-Molding-Machine-40.html
http://www.haiflymachinery.com/html_news/maintenance-of-injection-mould-machine-42.html
Materiały termoplastyczne: polistyren, nylon, polipropylen itd.
Forma jest podgrzewana.
Granulki są podgrzewane. Gdy osiągną odpowiednią temperaturę, rusza przenośnik
ślimakowy.
W rezultacie tworzywo jest wpychane do nagrzanej formy.
Forma jest studzona, otwierana i wyjmowany jest produkt
Potencjalne zagrożenia: zmiażdżenia i amputacje ręki po pochwyceniu np. rękawa, oparzenia.
Bezpieczeństwo obsługi wtryskarek
Osłony odgradzające od gorących powierzchni powinny dać się otworzyć dopiero, gdy
temperatura spadnie do bezpiecznego stanu. W tym celu elektromagnetyczne zamki są
sprzężone z miernikiem temperatury.
Obszar, w którym może dojść do zranienia, chroniony kurtynami świetlnymi, tak
ustawionymi, aby w czasie pracy miał tam dostep robot, ale nie człowiek.
Większość wypadków jest spowodowana tym, że zabezpieczenia są usunięte lub nie
działają. Zdarza się, że naciskowe zabezpieczenia sprzężone osłon (interlock safety
switch) są zablokowane celowo, na przykład zamiast pełnej osłony są tylko ramki bez
blachy osłonowej, a czasami są zablokowane przez zanieczyszczenia.
Zapewnij właściwą wentylację chroniącą pracownika przed wydzielającymi się
gazami szkodliwymi dla zdrowia.
Pamiętaj, że podłoga ma być czysta, bez zbędnych przedmiotów.
Stosuj się do zasad konserwacji, zwracaj uwagę na hałas.
Zapobieganie
Prawidłowo działające zabezpieczenia uniemożliwiające włożenie ręki
w niebezpieczne miejsca w czasie pracy maszyny.

122
Aby zabezpieczyć formę przed zamknięciem i pochwyceniem ręki stosuj
zabezpieczenia sprzężone (safety interlock switches).
Nie usuwaj, nie zmieniaj lub w inny sposób nie obchodź osłon i innych zabezpieczeń
Nie próbuj sięgnąć pod, nad, z boku osłony.
Jeśli osoba stojąca na podłodze może sięgnąć nad maszyną do obszaru gdzie jest
forma, zainstaluj odpowiednie osłony.
Zapewnij szkolenie osobie obsługującej maszynę.
Zagrożenia przy ręcznym zasilaniu: oparzenia, pochwycenia, upadki.
Zapobieganie:
Aby zapobiec poparzeniom, elementy mające temperaturę > 80 stopni C powinny być
osłonięte izolacją cieplną lub siatką uniemożliwiającą ich dotknięcie.
Umieść znaki ostrzegawcze na elementach, które nie mogą być tak osłonięte.
Noś odzież ochronną mającą pełne rękawy, osobiste wyposażenie ochronne, chroń
twarz.
Aby zapobiec pochwyceniu, nie wkładaj ręki w miejsce zasilania surowcem.
Miejsce zasilania granulatem przykryj stałą osłoną z siatki.
Nie wspinaj się na maszynę. Aby mieć dostęp do miejsc położonych wysoko stosuj
drabiny, schody, platformy.
Zagrożenia w czasie serwisu: porażenie prądem, amputacje, zmiażdżenia.
Zapobieganie:
Stosuj się ściśle do procedur serwisowania: napraw, smarowania itd.
Pamiętaj, że urządzenia zabezpieczające chronią tylko w czasie zwykłej pracy
maszyny, a nie w czasie serwisowania.
Sprawdzenia wykonywane codziennie i po zmianie formy
Czy zamocowane są na miejscu i czy działają interloki (safety interlock switches)?
Czy forma może zamknąć się, jeżeli osłona jest otwarta?
Czy wszystkie osłony są zamknięte, a kluczyk jest wyjęty?
Jeżeli tak, czy mechaniczne ograniczniki są nastawione poprawnie, szczególnie po
zmianie formy?
Sprawdzenia wykonywane raz na miesiąc
Czy osłony są utrzymywane na miejscu za pomocą połączeń, które wymagają
narzędzi, aby je otworzyć?
Czy zabezpieczenia sprzężone są poprawnie zainstalowanie i przymocowane do
osłon?
Czy niebezpieczny ruch może mieć miejsce przy otwartych osłonach i niedziałających
zabezpieczeniach?
Czy sprzężone urządzenia zabezpieczające uruchamiają stowarzyszone układy
hydrauliczne, pneumatyczne lub elektryczne?
123
Tam gdzie jest dwukanałowy system zabezpieczający (tzn, hydrauliczny
i elektryczny), czy każdy z kanałów może zatrzymać niebezpieczny ruch, który
kontroluje?
Czy zabezpieczenia wymagające zasilania działają poprawnie?
Czy zamocowania giętkich przewodów są prawidłowe?
Czy włączniki działające na klucz działają poprawnie?
Czy wyłącznik bezpieczeństwa zatrzymuje maszynę i uniemożliwia jej dalszy ruch?
Czy możliwa jest praca lub jakikolwiek niebezpieczny ruch maszyny po reaktywacji
wyłącznika bezpieczeństwa przed zresetowaniem maszyny?
Jeżeli jest zainstalowany sygnalizator dźwiękowy czy działa poprawnie?
Czy zabezpieczania uniemożliwiające otwarcie osłon w czasie pracy działają?
Czy przewody elektryczne nie posiadają wizualnych oznak uszkodzenia?
Czy osłony zakrywające napęd i sterowanie są zamknięte, klucz jest wyjęty i znajduje
się u osoby odpowiedzialnej?
Czy izolacja cieplna jest i czy jest nieuszkodzona, czy wskaźniki ostrzegające przed
temperaturą są na miejscu?
Czy czujniki wykrywające obecność człowieka działają poprawnie?
Bezpieczeństwo w czasie zmiany formy
Wypadki zdarzają się w czasie ustawiania. Dzieje się to z powodu tego, że podwójne
zabezpieczenia są wtedy nieaktywne. Nastawiacze powinni otrzymać dokładną i jasną
instrukcję, jak wykonać mają swoją pracę w sposób bezpieczny.
Przed zmianą formy
Element wtryskujący powinien być cofnięty od formy, a dysza zamknięta.
Zanim umożliwiony będzie dostęp, napęd mechanizmów powinien być odłączony.
Powinno być dostępne odpowiednie wyposażenie potrzebne do wyjęcia formy
i wstawienia nowej.
Zmiana formy z działającymi zabezpieczeniami- metoda preferowana
Nie wolno wymieniać formy, dokonywać ustawień lub prób bez upewnienia się, że
matryce oraz mechanizm wtryskiwacza nie ruszy, kiedy osłony są otwarte
Jeżeli jest konieczne wykonanie czynności w miejscach niebezpiecznych
(chronionych przez zabezpieczenia) to wszelkie ruchy maszyny powinny być
uniemożliwione wyłącznikiem bezpieczeństwa - mimo że działają zabezpieczenia.
Jeżeli wymiana formy przedłuża się, kiedy to moc nie jest potrzebna, maszyna
powinna być odcięta od zasilania, a energia zakumulowana powinna być uwolniona.
Zmiana formy wymagająca zdjęcia zabezpieczeń.
Jeżeli osłony były zdjęte albo zabezpieczenia sprzężone odłączone, maszyna musi być
odłączona od zasilania prądem, a energia zakumulowana powinna być uwolniona.
Po zmianie formy
Upewnij się, że stosowane przewody giętkie są odpowiednie dla medium
i temperatury.

124
Jeżeli zabezpieczenia były ponownie instalowane, zanim maszyna zostanie przekazana
do eksploatacji, właściwe sprawdzenia według list przeprowadzanych przy
miesięcznej konserwacji powinny być przeprowadzone, aby udowodnić, że działają
poprawnie.
Pracownik obsługujący maszynę powinien dokonywać sprawdzeń zawsze przed
rozpoczęciem produkcji.
http://resources.alibaba.com/topic/800094652/_Injection_molding_machine_and_maintenance_of_the_daily_preventive_maintenance_.htm
http://www.dakumar.com/ http://blog.chinamasterbatch.com/tech/the-general-maintenance-of-injection-molding-machine.html
Traktory
http://www.enr.state.nc.us/safety/
North Carolina Department of Environment and Natural Resources Health and Safety Authority: Safe use of all terrain vehicles (ATVs) in agriculture and forestry
Bibliographies and Literature of Agriculture, No. 125 October 1993 A Review of Farm Accident Data Sources
and Research: Review of Recently Published and Current Research. Jack L. Runyan. “Most traumatic injuries
involve machinery, with tractors being involved in most fatal accidents.”
Zagrożenia: ruch pojazdów i pieszych, wywrócenie, nierówny teren, doły, rowy, stromy teren,
rozrzucane grudy, wsiadania, wysiadanie, poślizgnięcia się, upadek, zmiażdżenie,
pochwycenie, cofanie się, drgania, hałas, burza, także: żmije, osy lub trujące rośliny, jak
barszcz Sosnowskiego i inne.
Dlaczego traktor nie ma resorów?
Prędkość ciągnika jest mała i wystarczają opony, które pochłaniają wstrząsy.
Gdyby były resory, to korpus miałby tendencję do drgań i niekontrolowanego ruchu, co
mógłby przyczynić się do wywrócenia traktora.
Drgania mogłyby powodować zmienną wysokość położenia podczas pracy, co miałyby
wpływ na zmienną głębokość orki.
Układ sterowania traktora różni się od układu sterowania samochodem.
Oprócz kierownicy możemy manewrować traktorem przez użycie pedałów hamulców
i oddzielnych sprzęgieł sterowanych dźwigniami.
Nowoczesne traktory rolnicze mają zwykle 4 lub 5 pedałów na podłodze.
Pedał z lewej strony steruje sprzęgłem. To samo zadanie pełni przycisk na dźwigni zmiany
biegów.

125
Dwa pedały z prawej strony służą do hamowania. Lewy pedał zatrzymuje lewe tylne koło,
a prawy pedał zatrzymuje prawe koło. Niezależność hamowania kół zwiększa sterowność,
gdy napęd jest tylko na tylne kola. Ma to znaczenie, gdy trzeba wykonać ostry zakręt lub w
błocie, gdy koło wiruje ze względu na utratę przyczepności (trakcji).
Aby zatrzymać traktor operator naciska obydwa pedały równocześnie.
Najdalej z prawej strony jest pedał przyspieszenia (gazu). Inaczej niż w samochodach, do
sterowania gazem mamy też dźwignię. Traktor może mieć też dodatkowo pedał działający
odwrotnie, to znaczy, gdy go naciśniemy, to zmniejszamy prędkość.
Piąty pedał (usytuowany na wprost fotela) służy do blokady mechanizmu różnicowego
tylnych kół, co wymusza taki sam ruch prawego i lewego kola, przez co zapobiega utracie
trakcji („zaryciu się w błocie”).
Jeżeli mamy napęd na cztery kola, to możemy mieć także możliwość blokady mechanizmu
różnicowego napędu na cztery kola.
W rolnictwie 32% wypadków śmiertelnych ma związek z traktorami. Połowa z nich
spowodowana jest wywróceniem traktora.
Chociaż niewiele jest wywróceń do tyłu, to jednak szanse przeżycia w takim przypadku są
nikłe - w 85% przypadków kończy się to śmiercią.
Traktor może obrócić się wokół tylnej osi, jeżeli gwałtownie ruszymy pod górę, pociągniemy
ciężar zamocowany powyżej osi kół lub gdy opony przymarzną do gruntu.
Środek ciężkości traktora jest około 61 cm przed i 25 cm powyżej tylnej osi, 70% ciężaru
spoczywa jest na tylnej osi.
Wywrócenie do tyłu trwa 1.5 sekundy. Stan z którego nie ma powrotu osiąga się w ¾
sekundy.
Zdarza się, że traktor wywraca się przygniatając człowieka. Aby uwolnić poszkodowanego
potrzebny jest wtedy dźwig, a zanim on zostanie ściągnięty na miejsce wypadku,
przygnieciony człowiek cierpi z bólu i może umrzeć z upływu krwi.
Jadąc pod górę, siła ciężkości jest bliżej tylnej osi. W przypadku gwałtownego ruszenia
dodaje się do siły ciężkości siła bezwładności i wtedy ich wypadkowa może wyjść poza tylną
oś.
Wywróceniem grozi jazda w poprzek zbocza, a także jazda w pobliżu rowu po zahamowaniu
kół z jednej tylko strony.
Traktory, które mają węższy rozstaw kół przednich niż tylnych są bardziej narażone na
boczne wywrócenia. Jeżeli traktorzysta nie ma zapiętych pasów, to może być przygnieciony.
Traktor musi mieć konstrukcję zabezpieczającą traktorzystę przed przygnieceniem w
przypadku wywrócenia. Jest to kabina. Traktor bez kabiny powinien mieć za siedzeniem
pałąk, na którym oprze się po wywróceniu, co ma chronić głowę.

126
Traktorzysta powinien być przypięty do fotela pasami bezpieczeństwa, chroniącymi go przed
wypadnięciem z traktora w czasie wywrotki, co ochroni go przed przygnieceniem przez
traktor .
Ciągnięta przez traktor przyczepa powinna mieć hamulce. Zahamowanie traktora bez
zahamowania przyczepy powoduje jej zarzucenie i możliwe ściągnięcie traktora z jezdni do
rowu lub na drzewo.
Przyczepa powinna mieć światła stopu i kierunkowskazy.
Uwagi ogólne:
Kierownictwo sprawdzi czy traktorzysta ma uprawnienia.
Traktorzysta sprawdza maszynę przed użyciem, zna instrukcję obsługi. Nie ma
dostępu do kluczyków do uszkodzonych traktorów, które przekazane są służbom
remontowym.
Utrzymuj szyby, wycieraczki, lustra, światła w czystości.
Operator jest zapięty w pas lub inną uprząż.
Jeżeli jest, sprawdź czy nie jest uszkodzona ochrona na wypadek wywrócenia
(Rollover Protective Structures - ROPS).
Noś środki ochrony osobistej odpowiednie do zagrożeń. Ochrona oczu, słuchu. Jeżeli
jest wiatr i kurz stosuj maskę przeciwpyłową..
Wchodząc na maszynę lub schodząc z niej korzystaj ze stopni i uchwytów. Pamiętaj
o kontakcie trzypunktowym: dwie stopy i ręka lub dwie ręce i stopa. Nie zeskakuj
z maszyny.
Sprawdź czy nie ma pęknięć w maszynie, czy są wszystkie śruby i czy nie są luźne,
czy nie ma przecieków.
Trzymaj się z daleka od kabli i ruchomych części, pasów, kół zamachowych,
wentylatorów itd.
Nigdy nie uruchamiaj maszyny z innego miejsca niż miejsce kierowcy.
Uważaj na ruch w rejonie dróg.
Bądź ostrożny na pochyłym gruncie. Uważaj na dziury lub wypłukane bruzdy,
ogranicz prędkość.
Przed rozpoczęciem pracy obejdź teren, aby rozpoznać ukryte przedmioty w trawie,
Szczególnie niebezpieczny jest teren niestabilny, grząski, sypki.
Unikaj pracy przy dołach, rowach.

127
Pamiętaj, że doły czasami są zarośnięte lub zalane wodą i z tego powodu mogą być
niewidoczne, a wjechanie w dół jedną stroną może spowodować wywrócenie traktora
i przygniecenie człowieka.
Zredukuj prędkość przed skręcaniem i hamowaniem.
Gdy wjeżdżasz na jezdnię połącz pedały hamulców. Pedały muszą być połączone, gdy
jedziesz z duża prędkością. Upewnij się, że obydwa koła hamują równocześnie przy
nagłym zahamowaniu. Nie połączenie pedałów skutkuje wjechaniem do rowu i
przewróceniem traktora.
Jedź z bezpieczna prędkością, szczególnie na nierównym terenie.
Wyjeżdżając z rowu lub wjeżdżając na pochyłość puszczaj sprzęgło powoli. Bądź
gotowy do szybkiego naciśnięcia sprzęgła, jeżeli przednie koła unoszą się nad grunt.
Bądź ostrożny, jeżeli tylne koła ugrzęzną w błocie lub wpadną w dół. Wycofaj się z
tego miejsca, jeżeli to jest możliwe.
Nie może być osób pieszych w rejonie pracy.
Nie pozostawiaj maszyny, gdy silnik pracuje. Wyłącz go zaciągnij hamulec
parkingowy, gdy maszyna nie jest używana.
Wyłącz silnik i zabierz kluczyk, gdy dokonujesz regulacji.
Naprawa od spodu wymaga specjalnego stanowiska pracy.
Nie używaj uszkodzonego sprzętu.
Nie pozwól nikomu pracować pod uniesionymi dołączonymi urządzeniami bez
odpowiednich zabezpieczeń.
Zawsze opuść elementy robocze, gdy nie pracują.
Przeguby Cardana (universal joints) z wielowypustem muszą być osłonięte, aby nie
mogły złapać odzieży i nawinąć jej, co jest częstą przyczyną wypadków.
Pamiętaj o miejscach gdzie może dojść do zmiażdżenia, pochwycenia gdy dołączasz,
odłączasz lub poprawisz elementy dołączone.
Nie uzupełniaj olejów, smarów, a także nie reguluj maszyny w czasie pracy silnika.
W czasie pracy tylko operator może przebywać na maszynie.
Nie zjeżdżaj na luzie ze zbocza. Długotrwale hamowanie grozi spaleniem okładzin
hamulców i utratą ich właściwości.
Planuj pracę tak aby zminimalizować cofanie. Zawsze zobacz co jest z tyłu, korzystaj
z pomocy obserwatora jeżeli to możliwe. Upewnij się, że ostrzeżenia stosowane przy
cofaniu działa poprawnie.

128
Wybierz bezpieczne i dobrze widoczne miejsce do parkowania.
Upewnij się, że sprzęt jest prawidłowo zabezpieczony przed transportem.
Jeżeli korzystasz z kosiarki, to utrzymuj ją na właściwej wysokości nad gruntem tak,
aby zapobiec rzucaniem grudami ziemi lub kamieniami. Upewnij się, że osłona
chroniąca przed rozrzucaniem grud jest na miejscu i jest w dobrym stanie.
Kosząc w dół zbocza pamiętaj o małej efektywności hamulców.
Nie koś zbyt blisko ogrodzeń, słupków, itp.
W zbożu napotkać można gniazda os.
Jeżeli masz demontować kosiarkę, to wyłącz maszynę, zaciągnij hamulce i poczekaj
aż ostrza zatrzymają się.
Obsługa musi raz na rok przestudiować instrukcję, szczególnie w zakresie BHP.
Pojazd z przyczepą
Zagrożenia: ruch pojazdów, cofanie, nierówny teren, zmiażdżenia.
1. Kierowca musi znać instrukcje, sprawdzić stan techniczny, nie używać wadliwego
sprzętu, informować właściwe osoby o konieczności naprawy.
2. Kierownictwo musi sprawdzić czy obsługa ma wymagane kwalifikacje.
3. Przyczepa musi mieć hamulce. Zahamowanie pojazdu bez zahamowania przyczepy
powoduje jej zarzucenie w bok i możliwe ściągnięcie pojazdu z jezdni do rowu lub na
drzewo. Możliwe jest także najechanie, wywrócenie i nakrycie pojazdu od góry.
4. Trzymaj się z dala od ruchomych części.
5. Jedź powoli, jeżeli teren jest nie równy.
6. Nigdy nie jedź zbyt blisko rowu lub wykopu.
7. Uważaj na przewody elektryczne u góry.
8. Nigdy nie uruchamiaj pojazdu z innego miejsca niż z miejsca kierowcy.
9. Stosuj środki ochrony osobistej odpowiednie do zagrożeń.
10. Osoby postronne powinny trzymać się z dala.

129
11. Uważaj na kamienie i nierówności na drodze.
12. Ładunek powinien być ułożony i właściwie zamocowany.
13. W czasie pracy tylko obsługa może przebywać na stanowisku pracy.
14. Planuj manewrowanie, aby zminimalizować cofanie. Musisz mieć pewność, że
niczego z tyłu niema, korzystaj z pomocy, sygnały informujące o cofaniu muszą być
sprawne.
15. Przyczepa powinna mieć światła stopu i kierunkowskazy.
16. Nie pozostawiaj pojazdu z włączonym silnikiem. Wyłącz silnik, zaciągnij hamulec,
zabierz kluczyki.
Rozporządzenie ministra rolnictwa i gospodarki żywnościowej w sprawie bezpieczeństwa i higieny pracy przy obsłudze ciągników, maszyn, narzędzi i urządzeń technicznych stosowanych w rolnictwie.
Kombajn:
http://www.bhpwrolnictwie.pl/pdf/artykuly/kombajn.pdf
http://www.wrp.pl/kombajn-zbo%C5%BCowy-%E2%80%93-bezpiecznie
http://www.hse.gov.uk/pubns/ais6.pdf
Koparki i koparko-ładowarki
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: digging machine lub excavator accident
Zanim zaczniesz pracować na koparce musisz mieć uprawnienia. Przeczytaj uważnie
i ze zrozumieniem instrukcję obsługi. Osoba, która tego nie zrobiła nie ma prawa
pracować na koparce.
Musisz siedzieć w miejscu przeznaczonym dla operatora maszyny.
Stosuj pasy bezpieczeństwa.
Drgania koparki przenoszące się na grunt, mogą spowodować jego osunięcie się do
wykopu i wywrócenie koparki.

130
Maszynę obsługuje tylko jedna osoba. Nie wolno pracować na koparce, jeżeli inna
osoba jest w pobliżu.
Wypadki zdarzają się, jeżeli inne osoby znajdują się w obszarze pracy koparki.
Upewnij się, że nikt nie przebywa w pobliżu.
Nie pracuj na koparce, jeżeli osłony są zdjęte
Nie wolno zastępować sworzni dłuższymi od oryginalnych. Większość wypadków
spowodowana jest przez zaczepienie o wystające sworznie.
Nie używaj koparki, jeżeli łyżka nie jest w dobry stanie.
Bądź ostrożny. Upewnij się, że osoba obsługująca koparkę rozumie jak silna jest to
maszyna i jeżeli nieprawidłowo obsługiwana jak bardzo jest niebezpieczna, może
spowodować poważne obrażenia lub śmierć.
W czasie wykonywania robót ziemnych nie powinno dopuszczać się do tworzenia się
nawisu gruntu.
Koparka w czasie pracy powinna być ustawiona w odległości od wykopu co najmniej
0,6 m poza granicą klina naturalnego odłamu gruntu.
Przy wykonywaniu robót ziemnych sprzętem zmechanizowanym należy wyznaczyć
w terenie strefę niebezpieczną i odpowiednio ją oznakować.
Przebywanie osób pomiędzy ścianą wykopu a koparką, nawet w czasie postoju jest
zabronione.
Powinna być kabina ochronna na wypadek przewrócenia się (ROPS, or Rollover
Protective Structure). Pracownik musi być zapięty w pasy bezpieczeństwa.
Koparka przemieszcza się z łyżka w dolnym bezpiecznym położeniu.
Ograniczenie możliwości wywrócenia się
Ogranicz prędkość na nierównym terenie, jeżeli są tam doły, głazy lub teren jest
pochyły.
Ładowarka nie może jechać z ciężarem uniesionym do góry, gdyż siły bezwładności
mogą zrzucić ciężar w czasie hamowania, ruszania lub na zakręcie.
Skręcaj powoli.
Nie mocuj ciężaru do elementów, które nie są do tego celu przeznaczone.
Unikaj skręcania pod górę.
Wykonuj pracę z przodu z łyżką jak najniżej. Podnoś ją tylko wtedy, gdy jest to
konieczne.
Złącz pedały hamulców zanim zaczniesz jechać z prędkością transportową.
Sprzęt budowlany może być używany tylko na terenie pozwalającym na bezpieczną
pracę.
Operator powinien zapoznać się wcześniej z trenem i zaplanować pracę.
Poruszaj się w górę i w dół zbocza, a nie prostopadle do zbocza.

131
Operator musi znać zakres i ograniczenia sprzętu.
Operator musi być świadomy śliskich powierzchni (błoto, lód, śnieg), aby dostosować
manewrowanie do warunków.
Spychacz
Filmy, zdjęcia i rysunki dostępne są na stronach:
http://www.youtube.com/
http://images.google.pl/
Wpisać: bulldozer accident, crawler tractor
Zagrożenia mają miejsce w czasie wsiadania i wysiadania, cofania, w czasie burzy, na
stromym terenie.
Kierownictwo sprawdzi czy operatorzy maja certyfikaty potwierdzające ich
kwalifikacje do obsługi maszyny.
Operator przeprowadzi sprawdzenie maszyny przed przystąpieniem do obsługi. Musi
znać instrukcję obsługi, natychmiast raportować o uszkodzeniach. Nie wolno mu
używać niesprawnej maszyny.
Noś właściwie do zagrożeń środki ochrony osobistej. Musisz mieć ochronną odzież,
przede wszystkim buty i hełm.
Prędkość musi być dopasowana do warunków terenowych. Należy unikać przeszkód.
Operator pracuje w pozycji siedzącej, musi być zapięty w pasy na wypadek nagłych
szarpnięć, które mogą go wyrzucić z maszyny, co może spowodować poważne
obrażenia a nawet śmierć.
Operator musi zapoznać się z terenem przed rozpoczęciem pracy.
W czasie pracy, tylko operator może przebywać na maszynie.
Operator musi mieć świadomość czy ktoś nie pojawił się w obszarze pracy.
Nigdy nie uruchamiaj maszyny z innego miejsca niż z miejsca operatora.
Zaplanuj pracę, taka by zminimalizować cofanie. Zawsze sprawdź, co jest z tyłu przed
cofaniem, skorzystaj z pomocy obserwatora, jeżeli to możliwe. Upewnij się czy
sygnały cofania działają właściwie.
Nie zjeżdżaj z góry na luzie.
Operator musi znać podziemne instalacje (gaz, przewody elektryczne).

132
Jeżeli używasz spychacz do przewrócenia np. drzew, upewnij się, że nie ma
w pobliżu ludzi. Pracuj tak, aby nie spadły one na ciebie.
Używając maszyny do sprzątania, do usuwania przedmiotów, operator musi zdawać
sobie sprawę z możliwości spadnięcia tych przedmiotów na ziemię. Jeżeli nie ma
widoczności skorzystaj z pomocy obserwatora.
Nikt nie może stać na haku.
Praca przy krawędzi gruntu jest szczególnie niebezpieczna, grozi obsunięciem się
terenu.
W hałdach zdarzają się puste jamy, w które spychacz może się zapaść i zostać
zasypany. Z tego względu operator powinien mieć zestaw ratunkowy do oddychania i
wezwania pomocy.
Pod górę poruszaj się z mała prędkością.
Skręcanie na pochyłym zboczu grozi wywróceniem.
Doczepianie innych składników, które będą ciągnięte zwiększa zagrożenia i wymaga
szczególnej uwagi.
Jeżeli holujesz coś ciężkiego w dół jedź na niskim biegu. Nie jedź na luzie.
Po pracy ustaw lemiesz w dolnej pozycji. Zapobiegnie to jego wywróceniu oraz
opadnięciu ciężaru na kogoś. Jeżeli pracujesz z lemieszem w górnym położeniu, musi
być ono bezpiecznie zablokowane, aby nie opadło. Nie trzymaj stóp pod nim, gdy je
regulujesz lub zmieniasz.
Nie zeskakuj z pojazdu. Korzystaj ze stopni i chwytów.
Jeżeli parkujesz maszynę, obniż pług do gruntu, ustaw hamulec i biegi.
Pracując na zboczu, nikt nie może na nim przebywać.
Należy używać pasów bezpieczeństwa lub równoważnego wyposażenia.
Przed transportem upewnij się, że wszystko jest zabezpieczone.
Parkuj w miejscu bezpiecznym i dobrze widocznym.
Musisz wiedzieć gdzie jest gaśnica i czy jest sprawna.
Rozporządzenie ministra infrastruktury z dnia 6 lutego 2003 r. w sprawie bezpieczeństwa
i higieny pracy podczas wykonywania robót budowlanych (Dz. U. z dnia 19 marca 2003 r
http://www.pip.gov.pl/html/pl/doc/pdf/031.pdf
Rozporządzenie ministra infrastruktury w sprawie bezpieczeństwa i higieny pracy podczas
wykonywania robót budowlanych. Rozdział 10. Roboty ziemne § 143.

133
Rozporządzenie ministra gospodarki w sprawie bezpieczeństwa i higieny pracy podczas
eksploatacji maszyn i innych urządzeń technicznych do robót ziemnych, budowlanych
i drogowych.
Rozporządzenie ministra transportu i gospodarki w sprawie zasadniczych wymagań dla
maszyn i elementów bezpieczeństwa. Rozdział 4: Zasadnicze wymagania w zakresie
bezpieczeństwa i ochrony zdrowia, zapobiegające szczególnym zagrożeniom powodowanym
przez przemieszczanie się maszyny § 59. 1.
Roboty ziemne:
http://www.wrzesnia.com.pl/instrukcja_bhp_67.html http://www.pip.gov.pl/html/pl/doc/pdf/031.pdf
Betoniarki
http://www.wrzesnia.com.pl/instrukcja_bhp_8.html
Wymagane są okulary ochronne, gdy maszyna pracuje
Osoby alergiczne na kurz i cement nie mogą obsługiwać maszyny
Cement podrażnia skórę, umyj ręce, jeżeli miały kontakt z cementem.
Długie włosy muszą być związane z tyłu, aby nie dostały się pomiędzy ruchome
części. Nie należy nosić naszyjników itp.
Nie należy sięgać do pojemnika ręką, jeżeli maszyna jest podłączona do prądu, nawet
jeżeli jest nieruchoma. W razie uszkodzenia izolacji mokry cement może być pod
napięciem
Należy mieć odpowiednie obuwie (nie sandały) i ubranie robocze.
Zagrożenia w budownictwie:
Wypadki w budownictwie. Przyczyny, skutki, zapobieganie: http://www.ciop.pl/27253
https://osha.europa.eu/pl/publications/factsheets/pl_15.pdf
Fall Protection for the Construction Industry. Oregon OSHA, www.orosha.org
Ilustracje wypadków:
http://www.jniosh.go.jp/icpro/jicosh-old/english/cases/sacl/saigai04e/saigai04e.htm

134
Wózek widłowy
Filmy – na stronie
http://www.youtube.com
Wpisać: forklift accident
Literatura:
http://www.safework.nsw.gov.au/health-and-safety/safety-topics-a-z/forklifts
Oregon OSHA, OR-OSHA 221, www.orosha.org
Forklift Safety
http://www.cbs.state.or.us/osha/educate/materials/Forklift-Safety-251/1-251w.pdf
A review of safe operations and work practices when operating and working around powered
industrial trucks.
http://abc-szkolenia.eu/uslugi/wozki-widlowe.html
Wózki pracujące wewnątrz budynku mają napęd elektryczny. Na zewnątrz budynku, ze
względu na deszcz, możliwe jest zwarcie przewodów elektrycznych.
Wózki pracujące na zewnątrz budynku mają napęd silnikiem spalinowym. Ze względu na
wydzielane spaliny jego zastosowanie wewnątrz budynków jest ograniczone, wymaga dobrej
wentylacji i stałej kontroli zawartości tlenku węgla w powietrzu.
Wózek widłowy ma napęd na przednie koła, ale skręt wykonuje tylnymi kołami.
Pusty wózek może być mniej stateczny niż prawidłowo obciążony. Na stateczność wózka ma
także wpływ ciśnienie w oponach i pochyłość podłoża.
Na wywrotność wózka ma wpływ fakt, że koła przednie wózka stanowią „jakby punkt
podparcia dźwigni dwustronnej”, na której z jednej strony jest przewożony ładunek, a z
drugiej przeciwwaga. Obydwie siły działają pionowo.
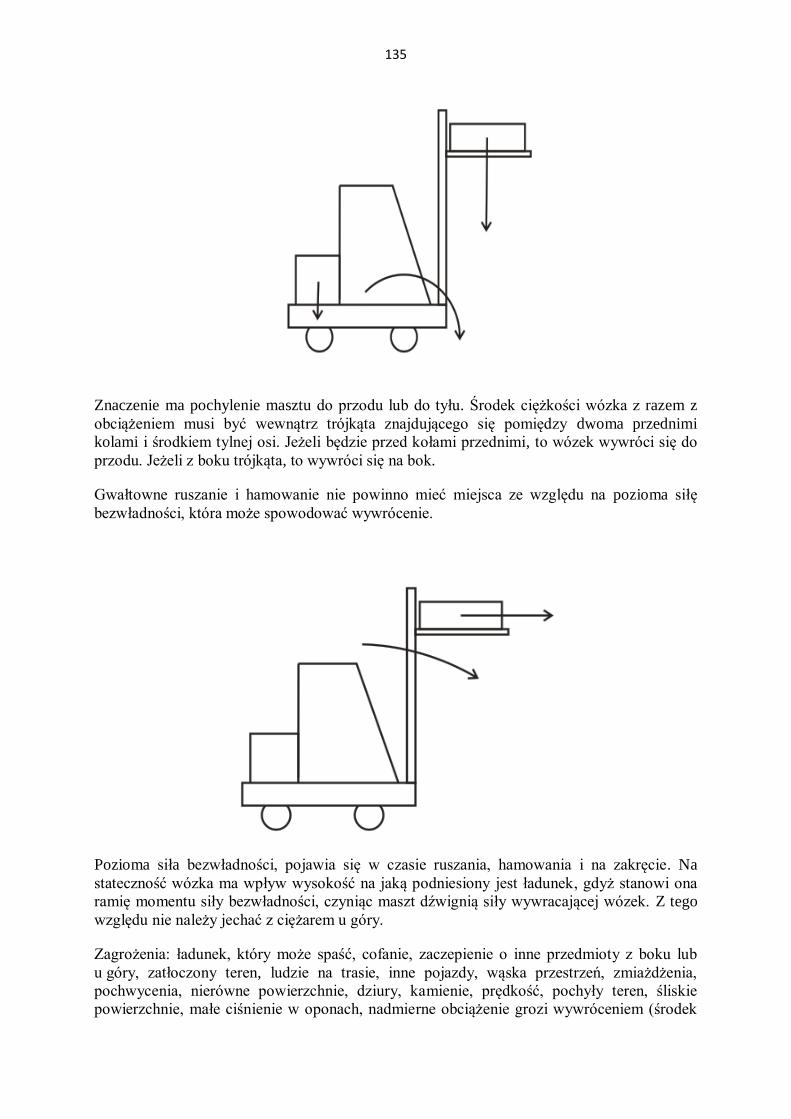
135
Znaczenie ma pochylenie masztu do przodu lub do tyłu. Środek ciężkości wózka z razem z
obciążeniem musi być wewnątrz trójkąta znajdującego się pomiędzy dwoma przednimi
kolami i środkiem tylnej osi. Jeżeli będzie przed kołami przednimi, to wózek wywróci się do
przodu. Jeżeli z boku trójkąta, to wywróci się na bok.
Gwałtowne ruszanie i hamowanie nie powinno mieć miejsca ze względu na pozioma siłę
bezwładności, która może spowodować wywrócenie.
Pozioma siła bezwładności, pojawia się w czasie ruszania, hamowania i na zakręcie. Na
stateczność wózka ma wpływ wysokość na jaką podniesiony jest ładunek, gdyż stanowi ona
ramię momentu siły bezwładności, czyniąc maszt dźwignią siły wywracającej wózek. Z tego
względu nie należy jechać z ciężarem u góry.
Zagrożenia: ładunek, który może spaść, cofanie, zaczepienie o inne przedmioty z boku lub
u góry, zatłoczony teren, ludzie na trasie, inne pojazdy, wąska przestrzeń, zmiażdżenia,
pochwycenia, nierówne powierzchnie, dziury, kamienie, prędkość, pochyły teren, śliskie
powierzchnie, małe ciśnienie w oponach, nadmierne obciążenie grozi wywróceniem (środek

136
ciężkości przed kołami przednimi), pusty wózek łatwiej się wywraca niż prawidłowo
obciążony.
Po każdej zmianie lub przed rozpoczęciem nowej zmiany musi być dokonane sprawdzenie.
Wózek musi być wyłączony z użycia, jeżeli mamy niesprawne hamulce, niesprawny układ
kierowniczy, niesprawne inne elementy sterujące, uszkodzone koła lub ogumienie, wadliwe
przeciwwagi, uszkodzone widły, mamy wycieki, pojawiają się iskry. Także, gdy dostrzeżemy
inne wady nawet, gdy brak jest tabliczki znamionowej.
Ludzie znajdujący się w otoczeniu wózka widłowego są narażeni na niebezpieczeństwo:
operator może mieć ograniczoną widoczność w czasie cofania, hałas w otoczeniu może
powodować słabą słyszalność sygnału dźwiękowego.
1. Operator musi przejść szkolenie z pozytywnym wynikiem i musi posiadać certyfikat
uprawniający go do tej pracy. Później raz na rok powinien przeczytać instrukcję.
2. Kierownictwo, zanim zatrudni operatora, musi sprawdzić czy operator ma właściwe
uprawnienia i czy nadaje się do tej pracy.
3. Operator musi znać instrukcję.
4. Przed rozpoczęciem pracy musisz sprawdzić wózek widłowy (silnik, hamulce, sygnał
dźwiękowy itd.). Jeżeli wózek ma hamulce pneumatyczne, upewnij się czy jest
właściwe ciśnienie zanim ruszysz.
5. Pracownik musi trzymać się z dala od ruchomych części mechanizmów, które mogą
pochwycić go za ubranie i spowodować amputację lub zmiażdżenie
6. Sprzęt wadliwy musi być wyłączony z użycia tak, aby inna osoba nie mogła go
uruchomić oraz przekazany do naprawy. Nie wolno używać sprzętu, który zagraża
bezpieczeństwu.
7. Upewnij się, że przeciwwagi się na miejscu.
8. Napis określający nośność wózka musi być umieszczony na nim. Nie wolno
przekraczać nośności.
9. Nie wolno przemieszczać wózka, jeżeli ładunek nie jest bezpiecznie umieszczony na
właściwym miejscu.
10. Szczególnie groźne jest podnoszenie przedmiotów o nieregularnych kształtach.
11. Należy sprawdzić stan palet przed każdym użyciem. Nie wolno używać uszkodzonych
palet. Załadowane elementy okrągłe muszą być zablokowane aby nie stoczyły się.
Operatorzy powinni znać przenoszone chemikalia i powinni przestrzegać zasad
bezpieczeństwa i przepisów dotyczących postępowania z chemikaliami.
12. Całkowicie zatrzymaj się zanim zaczniesz podnosić. Musisz znać ciężar ładunku.
Musi być mniejszy od ładowności wózka. Upewnij się czy widły weszły pod paletę
prawidłowo. Powinny wejść jak najgłębiej. Muszą nieco unieść paletę. Teraz jedź do
tyłu, gdy się już wycofasz to obniż paletę 5 do 8 cm nad podłoże.

137
13. Podczas podnoszenia lub opuszczania ładunku, gdy wózek stoi w miejscu, wózek nie
powinien być na biegu z wciśniętym sprzęgłem, lecz w pozycji neutralnej, czyli biegi
na luzie.
14. Nie może na wózku jechać druga osoba.
15. Pasy bezpieczeństwa muszą być zapięte. Chronią pracownika w przypadku
wywrócenia wózka.
16. Należy jeździć powoli tak, aby można było zahamować w razie powstania
zagrożenia. Gwałtowne ruszanie może zaskoczyć innych, a hamowanie doprowadzić
do wywrócenia.
17. Ograniczyć ruch wózków w miejscach gdzie jest dużo ludzi. Najlepiej odseparować
ruch wózków od ruchu pieszych.
18. Jeżeli jest duży hałas stosuj światła migające.
19. Sprawdź czy wózek z ładunkiem zmieści się w przejściu zanim tam wjedziesz.
20. Szczególnie duże zagrożenie powstaje, jeżeli ładunek jest szerszy od wózka. Jeżeli
zawadzi o regały, to mogą one runąć.
21. Uważaj na krańce drogi, nieprawidłowe zjechanie z krawężnika może spowodować
wywrócenie wózka.
22. Jadąc, bacznie obserwuj wszystko, co może kolidować z wózkiem, także patrz do
góry, aby o nic nie zawadzić.
23. Nie jedź ukosem po pochyłościach. Siła ciężkości działa pionowo i na wzniesieniu nie
jest prostopadła do podłoża. Z tego względu może wyjść poza obręb kół powodując
wywrócenie wózka. Sytuacja pogarsza się, jeżeli dodatkowo działa pozioma siła
bezwładności.
24. Nie jedź po sypkim gruncie.
25. Zbliżaj się do przedmiotu powoli na wypadek, gdyby pomiędzy wózek a przedmiot
wszedł człowiek.
26. Operator musi być pewien, że nikt nie znajdzie się na drodze jazdy. Nie jedź
w kierunku człowieka, za którym jest stała przeszkoda.
27. Przedmiot należy tak pobrać, aby był bezpiecznie usadowiony i nie spadł.
28. Wózek musi posiadać zabezpieczenie kierowcy przed spadającymi przedmiotami,
barierę tak aby uniesiony przedmiot nie przechylił się do tyłu (LBR load backrest), a
jeżeli spadnie to zatrzyma się na osłonie górnej kabiny (FOPS falling object protective
structures).
29. Zabezpieczenia muszą być takie, aby nie przesłaniać widoczności
138
30. W czasie jazdy widły powinny być w najniższej pozycji. Jeżeli masa m jest na
widłach na wysokości h, to siła bezwładności jaka pojawia się przy hamowaniu,
ruszaniu i na zakręcie wynosi F=ma, działa poziomo dając moment obrotowy równy
M=mah wywracający wózek.
31. Operator zwolni prędkość i użyje sygnału dźwiękowego, jeżeli ma
utrudnioną widoczność, na przykład narożnik zasłania widok.
32. Naprzeciwko narożnika regału (węgieł) najlepiej założyć stałe lustra obserwacyjne
wewnętrzne, w których będzie widoczna droga za zakrętem.
33. Jeżeli jest duży hałas stosuj światła migające.
34. Jeżeli wielkość wiezionego ładunku jest taka, że nie mamy widoczności to jedziemy
wstecz lub korzystamy z ciągniętej przyczepy
35. Ponieważ wózek widłowy kierowany jest tylnymi kołami, cofając operator obserwuje
podążanie za wychyleniem kół tylnych podczas skrętu. Gdyby (jadąc do przodu)
rozpoczął skręcanie będąc blisko ściany, to mogłoby się zdarzyć, że tylne koła najadą
na tą ścianę.
36. Można wykorzystać zapory uniemożliwiające wejście innych osób na trasę przejazdu.
37. Nikomu nie wolno przebywać ani przechodzić pod uniesionym ładunkiem.
38. Szczególna ostrożność jest konieczna w przypadku pochylania ładunku. Pochylanie do
przodu jest zabronione z wyjątkiem momentu pobierania ładunku i chwili kładzenia
go na miejsce.
39. Przedmiot kładziemy tak, aby nie spadł. Wycofując się z palety upewnij się, że widły
jej nie pociągną za sobą
40. Podczas transportu ładunku, należy pochylić maszt do tyłu, tak aby obciążenie
przylegało do pionowego oparcia. Jeżeli widły są puste to maszt powinien być
pochylony do tyłu, dzięki czemu czubki wideł będą uniesione do góry, co zapobiegnie
kontaktowi wideł z podłożem. Jeżeli jest zaparkowany, to widły powinny leżeć płasko
na podłożu.
41. Uważaj na dziury, tłuste plamy, gruz, kamienie i inne przeszkody.
42. Ze względu na ograniczoną wytrzymałość elastycznych węży unikaj gwałtownych
obciążeń układu hydraulicznego.
43. Wszystkie nieużywane wózki muszą mieć maszt w pozycji pionowej, widły w dolnej
pozycji, silnik wyłączony, hamulec zaciągnięty, uruchomienie osobom
nieupoważnionym uniemożliwione.
44. Transport wózka. Nie wolno zjeżdżać ani wjeżdżać na przyczepę, jeżeli nie jest ona
zablokowana i zahamowana. Wózek transportowany musi być zabezpieczony przed
możliwością ruchu na przyczepie. Opuszczone widły dotykające podłogi, wózek
oparty o podniesioną pionowo rampę, a także blokada ruchu kół podnoszą stateczność.

139
45. W przypadku wózków widłowych z silnikiem spalinowym może dojść do zatrucia
tlenkiem węgla, jeżeli normy zawartości CO w powietrzu zostaną przekroczone.
Zbiornik paliwa napełniamy na zewnątrz z wyłączonym silnikiem.
46. Konstrukcja wózka nie może być zmieniona i należy stosować oryginalne części
zamienne. Jeżeli wózek skonstruowany był do podnoszenia ludzi, to wyposażony jest
w kabinę
Wózek do palet: drążek powinien mieć zamki otrzymujące go w pozycji pionowej wtedy,
gdy nie jest w użyciu. Rolki powinny być ustawione do tyłu.
Przepisy i informacje:
Operator wózka jezdnego widłowego
MIĘDZYNARODOWA KARTA CHARAKTERYSTYKI ZAGROŻEŃ ZAWODOWYCH
http://www.ciop.pl/10947.html
http://setmil.pl/udt,38.html http://www.bhp.org.pl/Article847.html
Przenośniki
https://www.safework.sa.gov.au/
Wypadki dotyczą złapania ręki lub palca pomiędzy ruchome części.
Zdarzają się w czasie czyszczenia i konserwacji.
Sięgania w miejsce niebezpieczne w celu usunięcia przedmiotu, który spowodował
awarię.
Pochwycenia odzieży.
Zagrożenia spowodowane są niewłaściwym osłonięciem napędu. Szczególnej uwagi
wymagają te, które działają nad głowami pracowników. Wypadki dotyczą także osób
wchodzących na przenośnik lub idących obok.
Materiały powinny być umieszczone w sposób pewny, stateczny, bezpieczny.
Gdy materiał jest usuwany z przenośnika, obsługa musi troszczyć się o bezpieczeństwo rąk.
Przenośniki szczeblakowe (Slat Conveyors)
Osłoń wszystkie elementy układu napędowego: koła łańcuchowe, łańcuchy, pasy.
Zabezpiecz uniemożliwiając bliski dostęp do miejsc niebezpiecznych przenośnika.
Trudno zastosować tę metodę w odniesieniu do przenośników rolkowych, które mają
obracające się rolki na całej długości.

140
Zastosuj sygnały ostrzegawcze: znaki, światła, jeżeli nie można zabezpieczyć inaczej.
Jeżeli przenośnik nie pracuje, to miejsca zasilania muszą być osłonięte.
Przycisk START musi mieć zabezpieczenie przed przypadkowym uruchomieniem.
Muszą być wdrożone procedury odłączania od zasilania umożliwiające bezpieczną
konserwację.
Przejścia nad lub pod przenośnikiem powinny być w bezpiecznej odległości lub
inaczej zabezpieczone.
Przejścia nad przenośnikiem powinny znajdować się tam, gdzie jest najbardziej
prawdopodobne, że pracownicy będą musieli przejść na druga stronę.
Przejścia pod przenośnikiem muszą mieć zabezpieczenia sufitowe.
Wszędzie tam, gdzie mogą iść ludzie, umieść znaki informujące o zagrożeniu.
Przenośnik musi być wyposażony w układy sprzężone, które wyłączą napęd
w przypadku przeciążenia, lub zatrzymania spowodowanego zablokowaniem.
Zatrzymanie jednego przenośnika musi powodować zatrzymanie następnych w ciągu.
Warunkiem ponownego uruchomienia przenośnika, po użyciu wyłącznika
awaryjnego, musi być jego zresetowanie.
Powinien być wyłącznik awaryjny uruchamiany liną wzdłuż całego przenośnika.
Przenośnik taśmowy (Belt Conveyor)
Zagrożenia w miejscu gdzie przenośnik jest ładowany i rozładowywany na końcach. Tam pas
lub łańcuch nawija się na koło napędowe.
Zagrożenia są także w miejscach gdzie taśma zmienia kierunek z poziomego na pochyły lub
przenośnik zrzuca materiał na kolejny przenośnik.
Jeżeli nie można w pełni zabezpieczyć tych miejsc osłonami, ze względu na to, że nie
możliwa byłaby ich praca, to zabezpiecz przez uniemożliwienie tam dostępu pracownikom,
a także przez umieszczenie znaków i sygnałów ostrzegawczych.
W przypadku wysokiej temperatury taśma wykonana jest ze stalowej siatki.
Przenośnik ślimakowy, śrubowy (Screw Conveyors)
Zagrożenia mają miejsce, jeżeli osłona śruby jest zdjęta.
Ruchome elementy powinny być całkowicie osłonięte.

141
Jeżeli to możliwe, to w miejscu gdzie materiał jest wsypywany lub wydawany powinny być
siatki.
Jeżeli materiał jest taki, ze siatki nie mogą być użyte to lej wsypowy powinien być tak długi,
aby pracownik nie mógł sięgnąć ręką do ślimaka.
Jeżeli materiał przenoszony musi być widoczny to osłony powinny być przezroczyste lub
kraty.
Jeżeli koryto musi być odsłonięte to musi być uniemożliwiony do niego bliski dostęp.
Stosujemy ogrodzenia w odpowiedniej odległości lub odpowiednio wysokie.
Przenośnik łańcuchowy (Chain Conveyors)
Zagrożenia: ruchome łańcuchy, których osłonięcie utrudni wykonanie zadania.
Zabezpieczamy przez uniemożliwienie bliskiego dostępu oraz znaki i sygnały ostrzegawcze.
Przenośnik rolkowy napędzany łańcuchem
Zagrożenia są w miejscu gdzie łańcuch wchodzi się na koło łańcuchowe, w miejscach gdzie
są rolki, pas, na końcach przenośnika w miejscu załadunku i rozładunku, w miejscu gdzie jest
zmiana kierunku, zagrożenie stwarza też układ napędowy.
Przenośnik powinien mieć osłony i inne zabezpieczenia tak skonstruowane, aby można było
je doregulować tak, aby zminimalizować zagrożenia. Na przykład, jeżeli przedmioty
transportowane są małe i nie jest wykorzystywana cała szerokość przenośnika, to część
niewykorzystywana powinna być osłonięta.
Co musisz zrobić:
Określ procedury bezpiecznej obsługi przenośnika, wyszkol pracowników i dokonuj
okresowej inspekcji sprawdzającej przestrzeganie tych procedur.
Tylko wyszkoleni pracownicy mogą obsługiwać przenośniki.
Pracownicy muszą być wyszkoleni w zakresie wykonywanej pracy w pobliżu
przenośnika i wiedzieć gdzie są i jak się uruchamia wyłączniki awaryjne.
Pracownicy nie mogą wchodzić na przenośnik.
Pracownicy muszą być poinstruowani o tym, że przechodzić mogą na drugą stronę
przenośnika tylko w miejscach, specjalnie do tego celu skonstruowanych, mających
odpowiednie zabezpieczenia.
Naprawa, konserwacja i smarowanie odbywają się po odłączeniu przenośnika od
napędu. W czasie ruchu przenośnika pracownicy nie powinni nic robić w pobliżu
miejsc niebezpiecznych (NIP). Jeżeli jakieś czynności wymagają nie odłączenia

142
przenośnika, to stosujemy długie narzędzia (na przykład smarownice) tak, aby ręce
były z dala od miejsc niebezpiecznych.
Pracownicy nie mogą mieć luźnej odzieży, krawatów, naszyjników, włosy muszą być
krótkie, a jeżeli są długie, to pod czapką lub ściśle opięte.
Taśma produkcyjna
Jak uczynić pracę przy taśmie bardziej bezpieczną.
Jeżeli zadania do wykonania wymagają większego ruchu całego ciała, praca powinna
być wykonywana w pozycji stojącej.
Wysokość przenośnika taśmowego (konwejera) powinna być uzależniona od
koniecznego wysiłku pracownika oraz wymiarów przedmiotu obrabianego. Będzie to
pomiędzy 65 do 120 cm.
Dla prac precyzyjnych i mikroelektroniki wysokość powinna być 95 cm do 120 cm,
idealnie 5 cm powyżej wysokości łokcia.
Jeżeli to możliwe, to zaleca się, aby pozycja pracownika była siedząca, a łokcie miały
oparcie.
Dla lekkich prac wysokość powinna być 5 do 10 cm poniżej łokci. Pozycja siedząca
jest opcjonalna.
Dla ciężkich prac wysokość powinna być 20 do 40 cm poniżej łokci. Z wyjątkiem
odpoczynku, pozycja siedząca przy wykonywaniu prac ciężkich nie jest zalecana.
Niezależnie od tego czy pracownik wykonuje pracę w pozycji siedzącej czy stojącej,
powinien mieć właściwą ilość miejsca dla stop i kolan.
Pracownik powinien mieć taka ilość miejsca, by mógł wykonywać pracę bez
przeszkód.
Pojemniki powinny być łatwo dostępne, ułożone w sposób przemyślany, taka by
uniknąć zbędnych, powtarzających się złożonych ruchów.
Rozważ możliwość zastosowania podpór i przeciwwag, jeżeli używane narzędzia są
ciężkie.
Krok (szybkość) taśmy powinien być ustawiony pomiędzy możliwościami najbardziej
i najmniej zręcznego pracownika; największa prędkość nie powinna być większa niż
10 m/min.
W pracach montażowych pracownicy powinni mieć możność ustawienia kroku taśmy
tak, aby zdążyli wykonać swoje zadania.

143
Pomyśl o zastosowaniu mat przeciw zmęczeniowych, może to być guma, miękkie
maty włókiennicze, winyl, drewno. Wielogodzinna praca na twardym podłożu
zwiększa zmęczenie i powoduje problemy ze stopami.
Ze względów bezpieczeństwa, ale także dla umożliwienia napraw, do przenośnika
taśmowego musi być dostęp z obydwu stron, nawet wtedy, gdy praca wykonywana
jest z jednej strony.
Jeżeli ludzie muszą przechodzić na drugą stronę przenośnika, to musi nad nim być
bezpieczny most z poręczami.
Dźwignice
Dźwignice podlegają pod dozór techniczny i powinny być poddane badaniom okresowym
przeprowadzanym przez właściwe organy dozoru technicznego.
Rozporządzenie Rady Ministrów w sprawie rodzajów urządzeń technicznych podlegających
dozorowi technicznemu.
http://www.ciop.pl/5692.html
http://www.enr.state.nc.us/safety/
Podnośniki osób
W czasie pracy podnośnik nie stoi na kołach, lecz na łapach wsporników.
Zagrożenia: upadek, przeszkody nad głową, zaciśnięcia – pochwycenia (NIP - Pinch Points),
nierówne powierzchnie, porażenie elektryczne, kurz, napięcie mięśni pleców i szyi
1. Operator musi dokonać sprawdzenia przed rozpoczęciem pracy. Musi znać instrukcję,
zgłaszać naprawy. Wyłączać (lockout and tagout) tak, aby uniemożliwić uruchomienie
osobom nieuprawnionym.
2. Pracownik, który ma być operatorem, musi przejść kompetentne szkolenie dające
uprawnienia.
3. Operator musi mieć właściwą odzież, zgodnie z zaleceniami producenta oraz
zagrożeniami występującymi w zakładzie, w tym zabezpieczenia przed spadnięciem:
lina lub pas umożliwiający przyjęcie właściwej pozycji, mający okucie umożliwiające
przepięcie (positioning belt and lanyard).
4. Ze względu na możliwość spadnięcia przedmiotów, dostęp do obszaru w pobliżu
dźwigu musi być uniemożliwiony za pomocą barier, taśm itp.
5. Dźwig przed użyciem musi być poziomowany zgodnie z instrukcją. Podstawa musi
mieć wsporniki mające łapy (stopy), dające pewne oparcie o twardy grunt.
W przypadku wątpliwości, co do gruntu, należy stosować dodatkowe drewniane belki
lub metalowe płyty zapobiegające przemieszczeniu lub zapadnięciu się w
144
grunt. Mimo, że dźwig stoi na wysuniętych wspornikach, koła powinny być
pozostawione blisko stałego gruntu.
6. Pracownik nie może wspinać się na dźwig, stać na innych elementach niż na
platformie, wychylać się z platformy itp.
7. Druga osoba przebywająca na dole powinna obserwować dźwig i pracownika.
8. Na platformie nie może być sumaryczny ciężar większy niż to jest przewidziane
w instrukcji.
9. Na platformie nie może być więcej osób niż to jest przewidziane w instrukcji.
10. W przypadku zaniku prądu postępuj zgodnie z instrukcją, stosuj awaryjne opuszczanie
(emergency lowering device), zwykle jest to dźwignia obok jednostki napędowej.
11. Trzymaj się z dala od miejsc, w których może być złapana odzież lub części ciała
(pinch points, NIP).
12. Korzystaj z pomocy drugiego pracownika przy przemieszczaniu dźwigu.
13. Nigdy nie przemieszczaj dźwigu, gdy jest podniesiony do góry.
Zblocza i liny stalowe
Podobnie jak przekładnie, wielokrążki pozwalają na zwiększenie siły kosztem prędkości. Ile
razy siła ciągnąca może być mniejsza od podnoszonego ciężaru (przełożenie) zależy od ilości
i konfiguracji bloczków.
Liny dźwigowe wykonuje się z drutów ciągłych (a nie z odcinków jak to jest w przypadku
przędzy), ze stali ocynkowanej o dużej wytrzymałości (1200 do1800 MPa). Stosuje się drut
o średnicy 0,5 do 2 mm. Łączenie lin na długości i wykonywanie węzłów na linach lub
łańcuchach jest zabronione.
Gruba lina wymaga koła o dużej średnicy. Jeżeli średnica koła jest tylko trzykrotnie większa
od średnicy liny to spadek wytrzymałości jest rzędu 50%. Jeżeli jest 30 razy większa od
średnicy liny to ten spadek wytrzymałości jest rzędu kilku procent.

145
Wzrost kąta pomiędzy linami powoduje wzrost siły S przy niezmienionej sile obciążającej.
Zmiana równoległego układu liny wchodzącej na bloczek i schodzącej z bloczka na układ pod
katem może spowodować peknięcie liny.
Jeżeli lina wymaga smarowania w czasie, gdy się przesuwa, należy to robić w miejscu gdzie
zbiega z koła. Stosujemy wtedy napęd ręczny lub za pomocą włącznika zapewniającego ruch
ograniczony (limitem inch).
Maszyny samojezdne, które mogą zbliżyć się na niebezpieczną odległość do napowietrznych
linii elektrycznych powinny być wyposażone w sygnalizatory napięcia. Trzeba pamiętać o
tym, że latem w czasie upałów, przewody linii napowietrznych wydłużają się ze względu na
rozszerzalność cieplną, co powoduje obniżenie ich zwisu w części środkowej pomiędzy słupami.
W razie zerwania kabla, w gruncie może pojawić się napięcie zmieniające się stopniowo w
zależności od odległości od miejsca gdzie nastąpiło zetknięcie kabla z gruntem. Z tego względu w
obszarze niebezpiecznym napięcie porażające człowieka zależy od długości kroku osoby tam
znajdującej się. Podobne zagrożenie pojawia się w otoczeniu miejsca, w które uderzył piorun.
Zdarza się, że dźwigi na samochodzie a także wywrotki (i kombajny rolnicze) zaczepiają o
wiadukty lub przewody trakcji elektrycznej tramwajów lub pociągów.
Żuraw na ciężarówce (crane truck), na platformie jezdnej
Zagrożenia: ruch uliczny, ruch wahadłowy ciężaru, podnoszenie, zawieszony ciężar, hałas,
parkowanie.
1. Operator musi być wyszkolony i posiadać licencję. Kierownictwo musi sprawdzić czy
obsługa jest przeszkolona i posiada uprawnienia.
2. Operator musi wykonać sprawdzenie przed rozpoczęciem pracy. Musi znać instrukcję,
niezwłocznie raportować o nieprawidłowościach, nie uruchamiać wadliwego sprzętu.
SF
SSF ,090cos,180,
2cos2
,2
cos2

146
3. Wysięgnik musi być co najmniej w odległości 3 m od linii elektrycznej.
4. Wspornik i hak musi być sprawdzany codziennie czy nie ma pęknięć, odkształceń,
przecieków oleju, luźnych sworzni, nakrętek, śrub.
5. Sprawdzaj codziennie liny i łańcuchy.
6. Przed jazdą sprawdzaj czy wysięgnik jest w prawidłowej pozycji. Nigdy nie podróżuj
z wysięgnikiem podłączonym do napędu, wielowypust ma być rozłączony (PTO=
power take-off)
7. Nigdy nie przekraczaj dopuszczalnego obciążenia wspornika w danej pozycji,
korzystaj z instrukcji.
8. Tylko jedna osoba może obsługiwać wysięgnik i tylko jedna osoba będzie
sygnalizować i asystować operatorowi.
9. Wsporniki jako podpory (outriggers) na gruncie muszą być zabezpieczone przed
obrotem, służą do tego zamki (safetylocks and safety lights), powinny mieć
sygnalizację świetlną, trzeba je obserwować czy działają prawidłowo. Wsporniki nie
mogą być używane w innym celu niż oparcie,
10. Nie przemieszczaj wysięgnika, jeżeli wsporniki nie są ustawione na gruncie.
11. Jeżeli masz pracować na miękkim gruncie, podkładaj drewniane belki lub metalowe
płyty pod wsporniki.
12. Zmieniając kierunek ruchu wysięgnika rób to powoli, nie oscyluj (wahaj) nim. Nie
wykorzystuj wysięgnika do pchania lub ciągnienia, gdyż jest on przystosowany tylko
do sił pionowych, a nie poziomych..
13. Nie ciągnij przedmiotów w kierunku operatora.
14. Niebezpieczny jest długi poziomy i niezrównoważony ładunek, który może przeważyć
i zgnieść kabinę kierowcy.
15. Niebezpieczny jest przedmiot podnoszony z wody, gdyż może być nią wypełniony lub
nasiąknięty i z tego powodu znacznie cięższy.
16. Jeżeli to możliwe, to korzystaj ze zdalnego sterowania (remote control) wysięgnikiem
(boom).
17. Nie stosuj łańcuchów i chwytaków.
18. Operator musi mieć zapięte pasy lub inna uprząż.
19. Utrzymuj okna, wycieraczki i lusterka w czystości.
20. Wsiadając i wysiadając korzystaj ze stopni i uchwytów, nie zeskakuj z pojazdu.
21. W czasie pracy, personel może przebywać tylko w miejscu do tego przeznaczonym.
147
22. Planuj pracę taka by zminimalizować cofanie, patrz do tyłu, gdy cofasz, jeżeli to
możliwe korzystaj z pomocy obserwatora, upewnij się, że system ostrzegania
o cofaniu działa prawidłowo.
23. Parkuj w bezpiecznym miejscu.
24. Musisz mieć na sobie odzież ochronną i właściwe do zagrożeń środki ochrony
osobistej.
25. Pamiętaj, aby gaśnica była sprawna.
Suwnice i żurawie z kabiną (overhead crane, crane)
Dźwignice muszą być poddawane badaniom okresowym przeprowadzanym przez właściwe
organy dozoru technicznego.
Dźwignica musi mieć tablice z oznaczeniem dopuszczalnego udźwigu.
Dźwig powinien mieć automatyczny ogranicznik wielkości ciężaru podnoszonego, wyłączniki
krańcowe, hamulce działające w przypadku zaniku zasilania.
Operator powinien stosować podstawowe zasady bezpiecznej pracy przed uruchomieniem
dźwignicy, w trakcie pracy i po jej zakończeniu.
Obsługa musi ściśle przestrzegać instrukcji obsługi i eksploatacji.
Jeżeli stwierdzi uszkodzenie, to musi unieruchomić suwnicę i zawiadomić przełożonego.
Obsługa bezpośrednio jest odpowiedzialna za bezpieczeństwo
Jeżeli nie spełnione są przepisy BHP, to pracownik ma prawo wstrzymać się od
wykonywania pracy (nawet jeżeli ma inne polecania), a jeżeli pozostawanie na stanowisku
pracy jest niebezpieczne, to ma prawo oddalić się. Ma obowiązek zawiadamiając o tym
przełożonego.
Urządzenia stwarzające zagrożenie: zblocza hakowe, chwytaki, trawersy, krawędzie
przejezdnych wciągarek, krawędzie czołownic oraz wózków jezdnych, mechanizmu jazdy itp.
powinny być pomalowane barwami bezpieczeństwa.

148
Im ciężar na haku jest dalej od osi dźwigu, tym większy jest moment siły działający na dźwig.
Im dłuższy wysięgnik, tym mniejszy udźwig.
Zawiesia, haki muszą spełniać wymagania określone w przepisach. Muszą mieć napis
określający dopuszczalne obciążenie oraz termin ostatniego i następnego badania.
Dopuszczalne obciążenie robocze zawiesi jest uzależnione od wielkości kąta między cięgnami.
Łączenie lin na długości i wykonywanie węzłów na linach i łańcuchach jest zabronione.
Stopień zużycia haków i ocenę ich przydatności do dalszej pracy przeprowadza osoba
posiadającą odpowiednie kwalifikacje przed rozpoczęciem każdej zmiany roboczej.
Zabronione jest zakładanie elementu na hak, jeżeli jego wymiary uniemożliwiają włożenie go
na dno gardzieli haka.
Hak powinien mieć zapadkę zabezpieczającą zaczep ładunku przed wypadnięciem z gardzieli
haka. Zapadka powinna być taka, aby założenie zaczepu wymagało dociśnięcia zapadki do
trzonu haka, tym samym jej otwarcie przez znajdujący się na haku zaczep ładunku nie było
możliwe.
Drzwi kabiny suwnicy powinny mieć zamki.
Na końcach toru jezdnego suwnicy powinny być umieszczone odboje.
Suwnica musi być wyposażona w zderzaki.
Suwnice powinny być wyposażone w wyłączniki krańcowe.
Zbliżanie się do wyłączników krańcowych powinno się odbywać z małą prędkością.
Wyłączniki krańcowe zabezpieczają przed skutkami nie zatrzymania spowodowanego
uszkodzeniami lub nieuwagą suwnicowego. Zabrania się używania ich, jako normalnego sposobu
zatrzymania suwnicy
Suwnice pracujące na otwartym powietrzu powinny być wyposażone w odgromniki, wiatromierze oraz
muszą być zabezpieczone przed samoczynnym przemieszczeniem się.
Żuraw musi posiadać oświetlenie pozycyjne o zmroku i w nocy.
Złącza szyn jezdnych żurawi powinny nie utrudniać dylatacji termicznej szyn.
Jeżeli drzwi kabiny są powyżej 0,3 m nad pomostami, to powinny być zainstalowane
schody lub drabinki z poręczami.
W zimie w kabinie temperatura powinna być nie niższa 15°C, a w lecie nie większa od
zewnętrznej.
Operator steruje żurawiem i obserwuje teren w pozycji siedzącej.

149
Musi mieć zapewnioną możliwość opuszczenia kabiny w dowolnym położeniu żurawia.
Odległość pomiędzy podwoziem a zewnętrznym obiektem obsługiwanym musi być co
najmniej 0,75 m.
Zabrania się:
składowania materiałów pomiędzy żurawiem a obiektem obsługiwanym
przebywania ludzi w tym obszarze
pozostawiania zawieszonego ładunku na haku w czasie, gdy żuraw nie pracuje
wyrywania słupów, przeciągania wagonów kolejowych, podnoszenia zamrożonych lub
zakleszczonych przedmiotów
podnoszenia żurawiem ciężarów o nieznanej masie
instalowania dodatkowych lamp na żurawiu
podnoszenia ładunku, jeżeli ma miejsce ukośne ułożenie liny
Zasięg haka żurawia musi być większy o co najmniej o 0,5 m od położenia środka ciężkości
ładunku i miejsca jego układania.
Poziome przenoszenie ładunku powinno odbywać się na wysokości nie niżej niż 1 m nad
obiektami znajdującymi się na drodze przenoszonego ładunku.
Przemieszczanie ładunku bezpośrednio nad ludźmi lub nad kabiną kierowcy samochodu jest
zabronione.
Pracownik obsługujący dźwig budowlany powinien mieć swoje stanowisko w odległości nie
mniejszej niż 6 m od konstrukcji dźwigu, przy czym musi mieć on możliwość obserwacji ruchu
platformy.
Dźwig powinien posiadać urządzenia sygnalizacyjne, umożliwiające porozumiewanie się
operatora z pracownikami biorącymi udział w załadunku i rozładunku.
Dostęp z pomostów do platform szybowych dźwigów budowlanych należy zabezpieczyć
ruchomymi zaporami o wysokości 1,1 m, w odległości 0,3 m od krawędzi pomostu.
Ładunek przewożony na platformie musi być zabezpieczony przed możliwością zmiany
położenia.
Dźwignica powinna być wyposażona w sprzęt przeciwpożarowy.
Każda niezależna jednostka dźwigu musi mieć własny hamulec działający
samoczynnie w przypadku zaniku zasilania.

150
Każda niezależna jednostka dźwigu musi mieć dodatkowe hamowanie
zapobiegające rozpędzeniu się. Nie dotyczy jednostek z samohamownym
napędem ślimakowym.
Winda
Winda: silnik, hamulec, koło napędzające linę, kabina i przeciwwaga
http://science.howstuffworks.com/elevator3.htm
Kabina jest podnoszona za pomocą 6 do 8 lin.
Inaczej niż we wciągarkach, gdzie lina nawijana jest na bęben, w przypadku windy lina
przełożona jest przez obracające się kolo. Na jednym jej końcu jest kabina, na drugim jest
przeciwwaga. Koło napędowe sprzężone jest z lina siłą tarcia. Różnica pomiędzy ciężarem
kabiny i przeciwwagi musi być mniejsza od sumarycznej siły tarcia liny o kolo napędowe.
W innym wypadku lina zacznie się ślizgać po kole i winda zacznie spadać, jeżeli nie będzie
zabezpieczeń.
Kabina porusza się po prowadnicach.
Przeciwwaga składa się z metalowych ciężarów o wadze kabiny zawierającej 45% obciążenia
znamionowego.
Przeciwwaga porusza się po szynach na rolkach.
Spód przeciwwagi i spód kabiny są połączone łańcuchem, pomagającym w zrównoważeniu
zmieniającej się długości liny znajdującej się nad kabiną.
Są zabezpieczenia przed wypadnięciem z szyn.
Zastosowanie silników prądu stałego pozawala na gładkie przyspieszanie i hamowanie.
Wykorzystuje się zestaw silnik prądu zmiennego + prądnica + silnik prądu stałego.
Hamulce zaciskane są sprężyną.
Sterowanie wykorzystuje sprzężenie zwrotne powiązane z położeniem kabiny.
U góry i na dole szybu znajdują się wyłączniki krańcowe.
Sterowane są także drzwi zewnętrzne.
W piwnicy na podłożu znajduje się bufor, który pochłonie energię, zatrzymując kabinę bez
ofiar śmiertelnych, jeżeli kabina dotrze tam z normalną prędkością, z jaka się porusza.

151
Prędkość jest sterowana, jeżeli układy sterujące nie działają, to zasilanie silnika jest
zatrzymane i układ jest hamowany. Winda jest wyposażona w zabezpieczenia zamocowane
do kabiny.
Jeżeli kabina przekroczy prędkość znamionową od 15 do 25%, to siła odśrodkowa
wirujących dźwigni spowoduje zazębienie znajdujących się na niej haków z występami
w nieruchomym kole.
W rezultacie tego, lina układu sterującego (nie nośna) kontrolująca prędkość windy zatrzyma
się, co spowoduje przesunięcie klina (przymocowanego do liny) względem windy
i zadziałanie hamulca szynowego chwytającego szynę, hamując i zatrzymując kabinę.
Automatycznie odłączony jest wtedy napęd i włączone hamulce.
http://science.howstuffworks.com/elevator5.htm
W kabinie jest czujnik podłogowy, a także czujnik otwartych drzwi.
Czujniki wykrywają obecność w wejściu zapobiegając zamykaniu drzwi. Dawniej były to
listwy reagujące na dotyk, obecnie wykorzystuje się światło niewidzialne. Ograniczona jest
siła działająca na drzwi na wypadek gdyby został tam uwięziony przedmiot. Drzwi wtedy się
otwierają. Stosuje się wyłączniki sprzężone (safety interlock switches). Jeżeli drzwi nie są
zamknięte to winda nie ruszy. Nie da się otworzyć windy w czasie jazdy. Jeżeli mimo
wszystko drzwi zostaną siłą otwarte w czasie jazdy, to wyłączniki (safety interlock switches)
zatrzymają windę.
Czujniki położenia w szybie włączają zwalnianie prędkości i zatrzymanie windy tak, aby nie
zatrzymała się wyżej lub niżej podłogi, następuje automatyczne poziomowanie drzwi kabiny
do podłogi.
W windzie jest dzwonek alarmowy i wyłącznik awaryjny
W razie zaniku prądu, powinno być awaryjne zasilanie pozwalające na oświetlenie windy.
Awaryjne zasilanie powinno umożliwić doprowadzenie windy do drzwi szybu umożliwiając
ewakuację.
W przypadku pojawienia się dymu lub ognia, układ sterujący powinien sprowadzić windę na
parter umożliwiając ewakuację. Jeżeli nie jest to właściwe miejsce do ewakuacji, gdyż tu jest
pożar, to powinno być możliwe dotarcie do kolejnego zapasowego poziomu, na przykład do
piwnicy, z której jest wyjście awaryjne.
DZIENNIK USTAW Z 2005 R. NR 263 POZ. 2198 ROZPORZĄDZENIE MINISTRA
GOSPODARKI z dnia 8 grudnia 2005 r. w sprawie zasadniczych wymagań dla dźwigów i ich
elementów bezpieczeństwa (Dz. U. z dnia 30 grudnia 2005 r.).
ROZPORZĄDZENIE MINISTRA TRANSPORU I GOSPODARKI z dnia 20 grudnia 2005 r.
w sprawie zasadniczych wymagań dla maszyn i elementów bezpieczeństwa (Dz. U. z dnia 28
grudnia 2005 r.). Rozdział 5: Zasadnicze wymagania w zakresie bezpieczeństwa i ochrony
152
zdrowia, zapobiegające szczególnym zagrożeniom związanym z podnoszeniem § 84. 1.
ELEVATOR SAFETY: GIVE THE MINER A BRAKE. Thomas D. Barkand. U.S.
Department of Labor Mine Safety and Health Administration. Protecting Miners' Safety and
Health Since 1978. www.msha.gov, http://www.dol.gov/
Schindler - Safety Elevator Safety Features: http://www.us.schindler.com/sec-index/sec-kg/sec-kg-safety/sec-kg-profile-safety-elevatorsafetyfeatures.htm
Drukarnia
Stosuje się tylko kilka kolorów podstawowych. Duża ilość kolorów uzyskiwana jest przez
zastosowanie różnej intensywności kolorów składowych. Kolory podstawowe: cyjanowy,
fioletowy i żółty (CMY Cyan Magenta Yellow), dodatkowo czarny K (CMYK). Dla
zwiększenia zakresu barw stosuje się czasami sześć kolorów podstawowych.
Drukarki laserowe
Bęben otrzymuje ładunek elektrostatyczny. Elektrostatyczny obraz utworzony jest na bębnie
przez częściowe usunięcie ładunku laserem. Toner zawiera elektrycznie naładowany proszek
składający się z pigmentu i plastiku. Ujemnie naładowane kuleczki przyciągają dodatnie
cząstki tonera. Toner jest rozprowadzany na powierzchni bębna. Elektrostatyczny obraz na
powierzchni bębna posiada większy ładunek ujemny niż kuleczki i odbiera im toner. Papier
otrzymuje większy ładunek niż bęben i odbiera z niego toner. Papier przechodzi pomiędzy
parą podgrzanych walców, które topią plastik przyklejając toner do papieru. Kolorowa
drukarka wykonuje te czynności 4-krotnie: CMYK.
Maszyny drukarskie:
Z papierem na rolkach (Roll-to-Roll Offset Printing Press)
Z papierem w arkuszach (Sheet-Fed Offset Printing Press)
Maszyny drukarskie stosuje się do nakładania tekstu lub rysunku na papier, tkaninę lub taśmę
z tworzywa sztucznego. Papier pobierany jest z rolki lub pobierany z nakładu arkuszy.
Obraz tworzony przez ink rollers na plate cylinder jest przekazywany przez offset cylinder na
papier położony na impression cylinder.
Papier przechodzi kolejno przez 3 do 6 takich zespołów. Nakładane są kolejno 3 kolory +
czarny oraz 2 kolory rozszerzające zakres CMYK osiągalnych kolorów, zgodnie z trójkątem
barw.

153
Wypadki zdarzają się podczas czyszczenia i konserwacji, gdy palce pracownika zostaną
chwycone przez obracające się cylindry.
Ma to miejsce w czasie:
próby wyciągnięcia papieru z pomiędzy cylindrów,
ręcznego wkładania tam papieru w czasie (set-up) ustawiania maszyny.
Wypadek 1: Pracownik dodawał tuszu, powodując zanieczyszczenie w rejonie obracających
się cylindrów. Gdy próbował je usunąć, cylindry złapały jego rękę i zmiażdżyły. Musiała być
później amputowana.
Wypadek 2: Pracownik próbował zetrzeć zeschłą farbę z obracającego się cylindra. Skutek
ten sam, co poprzednio.
Zabezpieczenia:
Muszą być osłony i inne zabezpieczenia w niebezpiecznych miejscach: elementy
robocze (zaciśnięcie pomiędzy cylindrami NIP), elementy układu napędowego.
Stosujemy osłony barierowe i osłony w miejscu styku cylindrów (NIP). Osłona nipu
powinna być jak najbliżej cylindra, a kat pomiędzy osłoną i powierzchnią cylindra nie
może być mniejszy niż 60°.
Miejsca, do których pracownik nie musi mieć dostępu, muszą mieć osłony barierowe.
Osłony stałe, które operator musi otwierać raz a zmianę lub częściej, muszą wymagać
specjalnego klucza.
Jeżeli wymagany jest częsty dostęp, to zastosuj osłony sprzężone (interlock),
uniemożliwiające uruchomienie maszyny, gdy osłona nie jest zamknięta, jej otwarcie
powoduje zatrzymanie maszyny, a zamknięcie nie uruchamia automatycznie maszyny.
Jeżeli musisz wykonać jakieś czynności przy obracających się cylindrach, stosuj
limited inch, ale tak ustawiony tak, aby eliminował zagrożenie.
Maszyna musi być uruchamiana procedurą startową, a nie na przykład interlokiem
(safety interlock switches).
Stosuj dodatkowe zabezpieczenia trzymające człowieka z dala od niebezpiecznych
miejsc, a także zatrzymujące maszyną: wyłączniki dostępne w każdym miejscu takie
jak listwy lub linki.
Pamiętaj, że wyłączenie maszyny, także wyłączniki sprzężone (interclok), nie
zatrzymują ruchu cylindrów natychmiast, co może być przyczyną wypadku.

154
Maszyny drukarskie powinny być wyposażone w system sygnalizacyjny:
Maszyna obsługiwana przez więcej niż jednego pracownika musi być wyposażona w
urządzenia ostrzegawcze świetlne dobrze widoczne, o wystarczającej jasności oraz
dźwiękowe informujące o stanie: praca, bezpieczeństwo, zbliżające się
niebezpieczeństwo.
Elementy świetlne muszą mieć wystarczającą jasność, aby były dobrze widoczne
Elementy dźwiękowe muszą być na tyle głośnie, aby były dobrze słyszalne, mimo
ogólnego hałasu panującego w hali.
System ostrzegawczy musi być uruchomiony, co najmniej na 2 min przed ruszeniem
maszyny.
Następujące zasady muszą być wdrożone:
Musisz wdrożyć procedury bezpiecznej obsługi i kontrolować ich stosowanie.
Pracownicy muszą być przeszkoleni w stopniu umożliwiającym im samodzielną pracę.
Muszą wiedzieć, że smarowanie i inne czynności serwisujące mogą być wykonywane
tylko wtedy, gdy maszyna jest zatrzymana.
Muszą wiedzieć, że jeżeli to niemożliwe, to nie wolno zbliżać się do miejsc, które
mogą pochwycić (NIP).
Zainstalowanie sytemu smarowania na odległość z zastosowaniem rurek, śrub
regulacyjnych eliminuje to zagrożenie.
Zabronione jest noszenie luźnej odzieży, naszyjników, zwisających włosów.
Serwisowanie przeprowadzaj z zastosowaniem ruchu ograniczonego cal po calu (Inch-
Safe-Service). Dotyczy to także wyciągania zakleszczonego papieru, czyszczenia,
smarowania, regulacji, podawania nowej rolki papieru i innych. W razie serwisowania
maszyna musi być tak odłączona, aby nikt oprócz serwisanta nie mógł jej włączyć
Maszyny i urządzenia przemysłu spożywczego
http://isap.sejm.gov.pl/search.jsp
http://www.lni.wa.gov/ Kitchen Safety -Texas Workers' Compensation Commission Workers' Health and Safety Division Safety Education & Training Programs- Pub. No. HS04-074A(3-06)

155
Części maszyn mające bezpośredni kontakt z żywnością muszą być łatwe do umycia
i dezynfekcji. Nie mogą korodować (np. ze stali nierdzewnej), muszą być nietoksyczne, nie
absorbować żywności, muszą być gładkie, bez nieciągłości lub uszczelnione tak, aby żywność
nie mogła pozostać w szczelinach. Stosowane środki smarujące muszą być nietoksyczne,
specjalne do maszyn produkujących żywność.
Części maszyn nie mające kontaktu z żywnością powinny być także odporne na korozje,
łatwe do umycia i dezynfekcji. Pozwoli to na uniknięcie ryzyka przeniesienia zanieczyszczeń
do żywności.
Maszyny pakujące muszą wykluczać możliwość przypadkowego umieszczenia
w opakowaniach innych elementów, takich jak smar, części metalowe itp. Kluczowe
znaczenia ma czystość instalacji sprężonego powietrza.
Rozporządzenie ministra transportu i gospodarki z dnia 20 grudnia 2005 r. w sprawie
zasadniczych wymagań dla maszyn i elementów bezpieczeństwa (Dz. U. z dnia 28 grudnia
2005 r.). Rozdział 3.
Zasadnicze wymagania w zakresie bezpieczeństwa i ochrony zdrowia, dotyczące niektórych
rodzajów maszyn.
„§ 54. 1. Maszyny przeznaczone do przygotowywania i przetwarzania żywności, w
szczególności do: gotowania, zamrażania, rozmrażania, mycia, przemieszczania,
pakowania, przechowywania, transportu lub dystrybucji, powinny być zaprojektowane
i wykonane w taki sposób, aby uniknąć ryzyka infekcji, choroby lub zarażenia.
2. W celu uniknięcia ryzyka infekcji, choroby lub zarażenia należy przestrzegać
następujących zasad higieny:
1) materiały stykające się z żywnością lub przeznaczone do kontaktu z żywnością
powinny spełniać wymagania określone w przepisach dotyczących bezpieczeństwa
żywności; maszyna powinna być zaprojektowana i wykonana w taki sposób, aby
materiały te mogły być czyste przed każdym użyciem;
2) wszystkie powierzchnie wraz ze złączami powinny być gładkie, bez wypukłości
i szczelin powodujących gromadzenie się substancji pochodzenia organicznego;
3) połączenia powinny być zaprojektowane w taki sposób, aby zredukować do minimum
występy, krawędzie i wgłębienia; wskazane jest spawanie lub inne łączenie ciągłe, przy
którym nie należy używać śrub, wkrętów ani nitów, z wyłączeniem przypadków gdy jest
to ze względów technicznych nie do uniknięcia;
4) powierzchnie będące w kontakcie z żywnością powinny nadawać się do łatwego
czyszczenia i dezynfekowania, po usunięciu, tam gdzie jest to możliwe, łatwych do
zdemontowania części; powierzchnie wewnętrzne powinny mieć krzywizny o promieniu
umożliwiającym ich dokładne czyszczenie;
5) należy zapewnić możliwość usunięcia z maszyny, bez przeszkód, cieczy
pochodzących albo z samej żywności, albo stosowanych w celu czyszczenia,
156
dezynfekowania i płukania, o ile to możliwe, należy przewidzieć do tego celu specjalny
tryb pracy maszyny, zwany "czyszczeniem".
3. Maszyna powinna być zaprojektowana i wykonana w taki sposób, aby:
1) do miejsc, których nie można czyścić, nie przenikały ciecze, nie przedostawały się
organizmy żywe, w szczególności owady, ani nie gromadziły się substancje organiczne;
w przypadku maszyn nieustawianych na łapach ani na kółkach, wymagania te mogą być
spełnione przez umieszczenie uszczelnienia między maszyną a jej podstawą lub
stosowanie uszczelnionych zespołów;
2) żadne substancje pomocnicze - smary, nie mogły pozostawać w kontakcie
z żywnością;
3) w koniecznych przypadkach można było sprawdzić czy wymaganie, o którym mowa
w pkt 2, jest spełnione w sposób nieprzerwany.
§ 55. Dołączona do maszyny stosowanej w przemyśle spożywczym instrukcja powinna
wskazywać zalecane środki i metody czyszczenia, dezynfekcji i płukania nie tylko dla
miejsc łatwo dostępnych w maszynie, ale także dla tych miejsc, do których dostęp jest
niemożliwy lub niezalecany, w szczególności do przewodów rurowych, które muszą być
czyszczone w takim położeniu, w jakim zostały zabudowane. ……”
Zanim rozpoczniesz pracę:
Musisz być przeszkolony.
Musisz mieć osobiste wyposażenie ochronne.
Osłony muszą być założone i wszystkie zabezpieczenia muszą prawidłowo
działać.
Zapoznaj się z instrukcją i wykonuj czynności zgodnie z instrukcją.
Bądź ostrożny.
Drzwi do pomieszczeń (np. chłodni) powinny dać się otworzyć zarówno od wewnątrz jak i od
zewnątrz.
Drzwi do pomieszczeń, w których odbywa się rozrost ciasta lub fermentacja powinny mieć
szyby umożliwiające podgląd.
Rury, przez które płynie gorąca woda mszą być pokryte izolacją, aby zapobiec oparzeniom
lub odgrodzone siatką.
Olej smarujący powinien być doprowadzany odpowiednio długimi rurkami do punktów
smarnych, aby zapobiec wchodzeniu pracownika w miejsca niebezpieczne.
Nad pojemnikami, w których odbywa się mycie powinny być wyciągi. Nie dotyczy to mycia
zmywarek automatycznych.

157
Bezpieczeństwo w kuchni
Kitchen Safety -Texas Workers' Compensation Commission Workers' Health and Safety Division Safety Education & Training Programs- Pub. No. HS04-074A(3-06)
• Przenosząc gorące naczynia, korzystaj z suchej grubej ściereczki lub rękawiczek. Jeśli to są
duże naczynia korzystaj z pomocy innych pracowników. Rękawiczki powinny być niepalne i
nienasiąkliwe.
• Uchwyty naczyń muszą być z dala od palników i od przejścia
• Zgaś nieużywane palniki.
• Unikaj noszenia luźnej odzieży, mankiety powinny być zapięte.
• Nie chlap wodą, jeżeli smażysz w oleju, stosuj metalowy koszyczek do powolnego
zanurzania żywności w oleju.
• Opuszczając stanowisko pracy, poinformuj innych, co jest gorące.
• Uważaj na innych w otoczeniu, aby chronić ich przed zagrożeniem.
• Stosując gorącą parę wodną, pamiętaj o ubraniu ochronnym, ochronie oczu, gumowym
fartuchu, ochronie rąk.
Noże
Pamiętaj, że nóż jest niebezpieczny.
Powinien być właściwie naostrzony, rękojeść nieuszkodzona.
•Nigdy nie kieruj ostrza w stronę innej osoby.
• Stosuj właściwy nóż do danej pracy.
• Tnij od siebie, nigdy do siebie. Żadna część ciała nie powinna być na drodze noża w czasie,
gdy się zagłębia. Dla przytrzymania stosuj widelec, a nie palce.
• Stosuj deskę do krojenia, a pieniek do rąbania. Zapobiega to stępieniu ostrza a także
poślizgnięciu się ostrza.
Kładąc nóż pamiętaj, aby nie wystawał poza obręb stołu.
Przyrządy do ostrzenia powinny być w dobrym stanie

158
• Trzymaj rękojeść noża pewnie w czasie mycia. Pamiętaj, że środki myjące powodują, że nóż
może być śliski.
Upadki
• Wycieraj natychmiast rozlaną ciecz. Poślizgnięcie jest niebezpieczne.
• Myj blaty, podłogi codziennie zgodnie z planem.
• Przejścia powinny być wolne cały czas
• Podłoga musi być bezpieczna, szczególne zagrożenie stwarzają dziury, wystające elementy,
sznury, węże i inne przeszkody.
Pojemniki
Zbiorniki powinny być szczelnie zamknięte, stosuj zamki, klamki, aby kurz nie
przedostawał się do środka.
Pokrywy dużych zbiorników w otwartym położeniu powinny być zabezpieczone przed
przypadkowym zamknięciem, jeżeli pracownik ma wejść do środka, np. specjalny
zatrzask dla położenia otwartego,.
Jeżeli zbiornik jest głębszy niż 152 cm (5 stóp), to muszą być drabiny wewnątrz i na
zewnątrz.
Pokrywy włazów powinny być sprzężone z napędem, aby zapobiegać załadunkowi lub
rozładunkowi, gdy są otwarte.
Maszyna musi być bezpiecznie zamocowana do stołu lub podłogi.
Maszyna musi mieć odpowiednie zabezpieczenia chroniące pracownika przed urazem:
w miejscu obróbki
w miejscu gdzie może mieć miejsce złapanie pomiędzy elementy (NIP)
spowodowanym wirującymi częściami, fruwającymi kawałkami
Mikser (blender)
Zanim uruchomisz mikser, upewnij się, że trzepaki są prawidłowo zamocowane, a dzieża jest
unieruchomiona tak, aby nie mogła się poruszyć.
Musisz być pewien, że mieszadła i pojemnik są odpowiednio zamocowane.

159
Jeżeli coś wpadnie do pojemnika, nie wyjmuj tego w czasie mieszania, lecz najpierw
zatrzymaj maszynę.
Nie otwieraj pojemnika w czasie mieszania.
Upewnij się, że jest zatrzymany zanim otworzysz na przykład w celu dodania
surowca.
Wyłącz i wyjmij kabel z gniazdka przed wyjmowaniem zawartości lub myciem.
Stosuj wszystkie zabezpieczania, w jakie jest wyposażony.
Noś właściwe ubranie robocze, unikaj luźnego ubrania oraz biżuterii, która może być
chwycona przez maszynę, pociągając ciebie i powodując poważne zranienia lub nawet
śmierć.
Może zdarzyć się, że fartuch zostanie złapany przez mikser nie posiadający zabezpieczeń.
Muszą być sprawne wyłączniki.
W przypadku dużych maszyn, gdzie wsypuje się duże ilości mąki, powinno być
zapewnione oparcie dla worka, a miejsce wsypywania powinno być na wysokości
dogodnej dla człowieka.
Nad miejscem gdzie jest wsypywana mąka powinny być wyciągi.
Wymagamy, aby mikser można było otworzyć dopiero po zatrzymaniu mieszadła.
Pamiętaj, że po odłączeniu silnika elektrycznego wirnik nadal wiruje.
Czas hamowania zależy od wielkości masy mieszanej.
Zamek blokuje możliwość otwarcia tak długo, aż zatrzyma się wirnik.
Dzięki sprzężeniu zamków, mikser można uruchomić tylko wtedy, gdy jest zamknięty.
Maszyny muszą być uziemione. Jeżeli poczujesz mrowienie lub elektryczny szok wyłącz
maszynę, zabezpiecz przed użyciem i zawiadom przełożonego.
Osłony i inne zabezpieczenia muszą być na miejscu i muszą prawidłowo działać.
Jeżeli były zdjęte w celu czyszczenia, regulacji lub naprawy, maszyna musi być
unieruchomiona a jej włączenie uniemożliwione. Ponowne uruchomienie może być
dokonane po ich ponownym założeniu
Trzymaj ręce i palce z dala od maszyn. Nie próbuj ich naprawiać lub regulować, jeżeli
nie są wyłączone lub wtyczka jest w gniazdku.
Używaj szczotki, a gdzie trzeba mopa na kiju, do usunięcia resztek i czyszczenia
maszyny. Upewnij się, że maszyna jest wyłączona i wtyczka wyjęta z gniazdka.
Jeżeli używałeś krajalnicy, po zakończeni czynności, ustaw nóż na zero. Wycierając
nóż rób to od środka do brzegu, aby nie wejść w kontakt z ostrzem.

160
Jeżeli korzystasz ze zmywarki naczyń, załaduj ją prawidłowo. Nie przeładuj jej. Nie
stosuj siły. Jeżeli taca się zablokuje, użyj pręta z hakiem, aby ją wyciągnąć. Noś
rękawice, aby uniknąć kontaktu ze środkami chemicznymi użytymi do mycia.
Używając młynków lub zgniataczy (tenderizers) itp. stosuj narzędzia do podawania
surowca, nie wkładaj tam palców. Pamiętaj, że wszystkie osłony muszą być na
miejscu, kiedy maszyna pracuje.
Dzielarki ciasta
Dzielarka ciasta posiada lej wsadowy, wałki podające, nóż nagarniający i nóż odcinający
ciasto.
Zabezpiecz, osłoń ruchome części.
Zamknięcia powinny być zabezpieczone przed otwarciem wskutek drgań.
Osłony po otwarciu powinny być zabezpieczone przed samoczynnym zamknięciem.
Otwarcie lub zdjęcie osłon automatycznie odłącza napęd.
Zabezpiecz ręcznie zasilane wałki do ciasta.
Wałkowanie ciasta na pizze
Wałki muszą być osłonięte.
Muszą być założone osłony, ich otwarcie zatrzymuje maszynę.
Osłona może być perforowana, aby umożliwić obserwację ciasta.
Musi być zainstalowane urządzenie wyłączające, działające w taki sposób, aby jeżeli coś
innego niż ciasto (np. ręka) dostanie się między wałki, to powinny się one natychmiast
zatrzymać.
Wałkowarka zwrotna – wałkowanie odbywa się pomiędzy walkami. Ciasto wędruje na
przenośniku raz na lewą stronę, raz na prawą.
Muszą być założone osłony z obydwu stron.
Muszą one być sprzężone z napędem tak, aby otwarcie ich powodowało zatrzymanie
maszyny (lub zmieniało kierunek od strony dotkniętej osłony z pobierania na
wydawanie).

161
ROZPORZĄDZENIE MINISTRA HANDLU WEWNĘTRZNEGO z dnia 31 sierpnia 1963
r. w sprawie bezpieczeństwa i higieny pracy w zakładach przemysłu piekarniczego. (Dz. U.
Nr 45 poz. 252.)
http://isap.sejm.gov.pl/search.jsp
Piece piekarskie - bakery ovens
Piece do chleba
1) Wyłącznik bezpieczeństwa musi być blisko pracownika.
2) Zawory bezpieczeństwa muszą być ulokowane tak, aby były dostępne.
3) Główny zawór bezpieczeństwa, który umożliwia odcięcie paliwa lub pary musi być
niezależny od innych zaworów bezpieczeństwa.
4) Sprawdzaj, co dwa tygodnie
wszystkie zabezpieczenia,
wyłącznika bezpieczeństwa,
szczelność rur.
5) Sprawdzaj instalacje ciśnieniowe po pierwszym uruchomieniu, a później przynajmniej
co 6 miesięcy.
6) Raz na rok powinna być przeprowadzona kontrola przez serwis producenta.
Pracownik musie być przeszkolony i posiadać świadectwo lekarskie potwierdzające dobry
stan zdrowia.
Musi przestrzegać zasady higieny, myć ręce i dbać o czystość sprzętu.
Przed rozpoczęciem pracy powinien dokonać sprawdzenia stanu pieca i sprzętu piekarskiego.
Musi być prawidłowe oświetlenia.
Praca musi być wykonywana zgodnie z instrukcją.
Utrzymywać, określone procesem technologicznym, parametry pieca.

162
Nie dotykać wypieków gołą ręką, stosować rękawice ochronne, stosować inne narzędzia
pomocnicze jak popychacze, grabki, by ułatwić sobie manipulowanie gorącym pieczywem.
Należy pamiętać, że temperaturę może przekraczać nawet +300°C.
http://www.wrzesnia.com.pl/instrukcja_bhp_50.html
Pakowarki
Zarówno wyłącznik zatrzymujący krajalnicę jak i pakowarkę muszą być dostępne w
tym samym miejscu.
Maszyna musi być zabezpieczona przed przypadkowym włączeniem.
Elementy grzejne pakowarki muszą być osłonięte, a sama osłona musi być tak
ulokowana, aby nie parzyła obsługi.
Maszyna do pączków: musi być oddzielne odprowadzanie oparów z obszaru smażenia oraz
dymu powstającego ze spalania paliwa
Kociołki do topienia czekolady
Ogrzewanie za pomocą gorącej wody.
Pokrywa na zawiasach, pod nią ruszt na składniki.
Pokrywa posiada sprzężenie z zasilaniem energią.
Musi być uniemożliwiony dostęp ręką do mieszadła.
Mikrofalówka - microwave oven
http://healthyliferoutine.com/diseases-caused-microwave-ovens-youve-probably-ignored-2/
Korzysta z fal elektromagnetycznych
Mikrofalówka musi być w przybliżeniu na takiej wysokości, aby można było łatwo
wyjmować gorącą żywność.
Przeczytaj i stosuj się do zasad opisanych w instrukcji.
Nie można włączać kuchenki beż żywności wewnątrz. Podczas prób sprawdzających
działanie kuchenki można włożyć szklankę z wodą.
Otwory wentylacyjne nie mogą być przykryte.

163
Urządzenia nie należy pozostawiać ani używać na zewnątrz. Nie używaj kuchenki
w pobliżu zlewów ani innych mokrych powierzchni. Nie należy używać kuchenki,
jako szafki.
Jeżeli funkcja grill nie jest używana, to istnieje ryzyko pożaru spowodowane
pozostałościami żywności. Aby temu zapobiec, należy z tej funkcji skorzystać
przynajmniej raz w miesiącu na 10 min, co pozwoli na oczyszczenie elementów.
Nie należy gotować żywności zbyt długo, aby się nie zapaliła.
Nie należy podgrzewać ani stosować (np. do mycia) zapalnych materiałów wewnątrz
lub w pobliżu kuchenki. Opary mogą spowodować zagrożenie pożarem lub
wybuchem.
Jeżeli produkt znajdujący się w kuchence zapali się, to należy trzymać drzwiczki
zamknięte. Wyłączyć korki lub wyjąć wtyczkę z gniazdka.
Żywność powinna być przykryta, aby nie pryskała. Nie może to jednak być szczelnie
zamknięty pojemnik, aby nie nastąpił wzrost ciśnienia pary i wybuch.
Nie wolno wkładać jajek w całości, puszek z żywnością, gdyż wybuchną jak granat.
Bądź ostrożny otwierając przykryte naczynia. Otwieraj je z dala od twarzy, ponieważ
może tam być zwiększone ciśnienie gorącej pary.
Nie wkładaj do mikrofali metalu, folii, talerzy pomalowanych na srebrną lub złotą
farbą.
Nie wolno używać kuchenki mikrofalowej do smażenia na oleju, ponieważ nie jest
możliwe kontrolowanie jego temperatury i możliwe jest jego przypalenie, a nawet
zapłon.
Wyjmując produkt z mikrofali stosuj odpowiednie wyposażenie, aby uniknąć
poparzenia.
Upewnij się, że uszczelnienie drzwiczek nie jest uszkodzone lub zanieczyszczone.
Nie używaj mikrofali, jeżeli drzwiczki są uszkodzone lub się nie domykają.
Uszkodzone mogą emitować szkodliwe promieniowanie.
Utrzymuj wnętrze w czystości.
Jeżeli dostrzeżesz iskrzenie wewnątrz mikrofali, natychmiast wyłącz ją, wyciągnij
kabel z gniazdka i zgłoś to przełożonemu.
Mikrofalówka może wchodzić w interferencje w pracującymi urządzeniami
stymulującymi rytm pracy serca (pacemakers).
Kobiety ciężarne nie powinny przebywać blisko działającej mikrofalówki.
Należy używać rękawic lub innych ochraniaczy, aby zapobiec poparzeniom podczas
dotykania naczyń.

164
Pamiętaj, że żywność przyrządzana w mikrofalówce może pozostawać gorąca w
środku długo jeszcze po wyłączeniu mikrofali.
Kuchnia gazowa
Pokrętła-przyciski nie mogą być zalana wodą.
Iskrowniki nie mogą być pokryte tłuszczem.
Musi być drożny wywietrznik.
Instalacja gazowa musi mieć wykonaną próbę szczelności.
Filtr wyciągu absorbuje tłuszcz. Musi być czyszczony regularnie, raz na miesiąc -
najlepiej wymienić.
Czujniki dymu i temperatury musisz sprawdzać.
Gdy z powodu chwilowego zaniku dopływu gazu zgaśnie płomień lub zostanie zalany,
wtedy dopływ gazu zostaje automatycznie odcięty. Realizuje to układ złożony z
termopary, elektromagnesu i zaworu elektromagnetycznego.
Jeżeli w kuchni używane są rękawice, to muszą być niepalne, a także nieprzemakalne,
na wypadek oblania wrzątkiem.
Lodówka
Musi być odmrożona i umyta co 3 miesiące.
Otwór na odpływ skroplin nie może być zatkany.
Wstępnie ustaw temperaturę na wartość średnią.
Upewnij się, że stara żywność jest usunięta, także z zamrażalnika.
Dobrze mieć w lodowce termometr do kontroli temperatury
Zmywarka
Usuń resztki z talerzy przed włożeniem do zmywarki.
Oczyść filtr.
Pamiętaj o środkach myjących, odtłuszczających i o soli.
Ustaw tace prawidłowo, nie przeładuj zmywarki.
Ze względu na środki używane do mycia, korzystaj z gumowych rękawic.
Parownik ciśnieniowy (pressure cooker):
Pasteryzacja (100kPa, temperatura 121°C, 3 min.)

165
Ciśnienie wytwarza się początkowo w temperaturze wrzenia wody wewnątrz zamkniętego
zbiornika, dzięki czemu ono zwiększa się i wzrasta temperatura. Po zakończeniu, ciśnienie
jest powoli zmniejszane tak, że zbiornik może być bezpiecznie otwarty.
Nie otwieraj pokrywy, jeżeli jest włączony.
Zanim zdejmiesz pokrywę zamknij dopływ pary i zaczekaj aż ciśnienie się wyrówna.
Obszar w otoczeniu parownika powinien być utrzymany w czystości.
Otwierając parownik stój tak, aby pokrywa była pomiędzy nim a tobą – to znaczy
z tyłu pokrywy za zawiasem.
Usuwając gorące tace z parownika używaj rękawic.
Transportuj cieknące tace na wózku. Niesione nad podłogą zabrudzą ją stwarzając
możliwość poślizgnięcia się
Jeżeli tace są ułożone w stos, to wyjmuj je kolejno zaczynając od góry.
Rozdrabniarki, młynki
Osłony muszą być sprzężone z napędem tak, aby maszyna nie pracowała, jeżeli są
otwarte lub zdjęte.
Miejsce zasilania powinno mieć ruszt lub zasilanie powinno odbywać się za pomocą
przenośnika.
Emulgatory: osłony muszą być sprzężone z napędem tak, aby maszyna nie pracowała, jeżeli
są otwarte lub zdjęte.
Krajalnice do chleba
Krajalnica musi być ustawiona na zero, jeżeli nie jest używana. Wycierając ostrze, rób
to od środka do brzegu.
Ostatni bochenek musi być popychany w kierunku noży mechanicznie.
Musi istnieć sprzężenie pomiędzy napędem i osłonami miejsc niebezpiecznych tak,
aby w razie ich otwarcia noże zatrzymywały się natychmiast.
Zabezpiecz pracowników dokonujących ostrzenia noży przez zainstalowanie osłon
barierowych mających otwory minimalne, ale wystarczające do dokonanie ostrzenia
noży.
Musi być automatyczne hamowanie noży taśmowych po wyłączeniu silnika.
Maszynki do mielenia mięsa (meat grinder).
Zagrożenia: amputacja ręki, jeżeli pracownik włoży rękę w gardziel podającą mięso.

166
Musi być założona taca zasilająca. Musi być używany popychacz właściwych rozmiarów.
Nie wolno rozbierać maszyny włączonej do prądu.
Piła taśmowa do cięcia mięsa
Ze względów higienicznych musi być wykonana ze stali nierdzewnej.
Obydwa koła napędzające piłę powinny mieć hamulce.
Zagrożenia: amputacja palców z powodu obsunięcia się ręki, odbioru mięsa zbyt blisko
ostrza, pęknięcie piły.
Zasady podstawowe
Koła muszą być osłonięta.
Stół, może się przemieszczać lub obracać, wyposażony jest w osłonę do popychania
mięsa, chroniącą pracownika podczas przesuwania mięsa.
Ostrze piły jest wyposażone w osłonę. Piła powinna być osłonięta w maksymalnie
możliwym stopniu.
Pracownik musi być wyszkolony, nie może mieć rękawic, naszyjnika, zwisających
włosów, luźnej odzieży.
Nie wolno usuwać mięsa w czasie ruchu piły.
Regulacja, naprawa mogą być przeprowadzane po odłączeniu piły.
Jeżeli piła nie jest używana, to musi być wyłączona, a jej włączenie przez osobę
nieupoważnioną musi być uniemożliwione.
Przy obsłudze maszyn nie używamy rękawic.
Rzeźnik posługujący się ostrymi narzędziami ręcznymi korzysta z rękawic i fartucha
odpornych na przecięcie. Cut resistant gloves, butcher's Apron.
Krajalnice (food slicers)
http://osha-compliance-manual.blogspot.com/2010/09/food-slicers-safeguarding-for-
specific.html
Nóż musi być osłonięty w maksymalnie możliwym stopniu.
Wszystkie zabezpieczenie muszą być założone i prawidłowo działać.
Jeżeli włącznik nie jest naciśnięty, to automatycznie uruchomione jest hamowanie.
Zawsze stosuj narzędzie do popychania i wyjmowania.
Nie wkładaj rąk do środka w celu mieszania lub popychania.
Nie rób tego ręką szczególnie, jeżeli jest to mały kawałek.
Wyłącz maszynę i wyciągnij wtyczkę, zanim zaczniesz ją rozbierać i czyścić.

167
Typy krajalnic
Krajalnice zasilane grawitacyjnie gravity feed slicers. Krajalnice mają pochyły wózek
napędzany ręcznie lub silnikiem. Pionowe noże poruszają się oscylacyjnie, na
przemian jeden do góry, drugi na dół. Są stosowane do krojenia chleba, gotowanego
lub pieczonego mięsa, a także do krojenia innej żywności
Krajalnice zasilane poziomo horizontal feed slicers. Krajalnice mają poziomy wózek.
Piły poruszają się poziomo ruchem oscylacyjnym.
Krajalnice bekonu bacon slicer. Krajalnice mają poziomy wózek oraz pionowy nóż
obrotowy działający podobnie do siekiery. Wózek ma uchwyty trzymające mięso.
Maszyny te nie powinny być używane do krojenia żywności o śliskiej powierzchni lub
o nieokreślonym kształcie. Na przykład ogórki i pomidory nie mogą być bezpiecznie
trzymane na wózku.
Zagrożenia
Głównym zagrożeniem jest nóż, który może spowodować ucięcie palców lub dłoni.
Przy mechaniczne napędzanym wózku (gravity slicer) ręka lub rękaw pracownika
może zostać uchwycona pomiędzy wózek i ramę maszyny.
W przypadku krajalnicy bekonu bacon slicer napędzanej silnikiem może się zdarzyć,
że ręka pracownika zostanie popchnięta w kierunku noża przez oparcie mięsa na
wózku.
Środki ostrożności
Krajalnice grawitacyjne i poziome (gravity, horizontal feed slicers)
Ostrze noża musi być osłonięte wszędzie a wyjątkiem miejsca gdzie zachodzi cięcie.
Osłona musi być założona na stałe, jeżeli jest zdejmowana w celu mycia, to musi być
sprzężenie uniemożliwiające włączenie maszyny przy braku osłony.
Po stronie pracownika powinien być prowadnik kciuka przykrywający ostrze na końcu
każdego cięcia.
W niektórych maszynach nóż musi być wyjęty w celu umycia. W tym wypadku nóż
powinien mieć uchwyt pozwalający na wyjęcie go bez dotykania ostrza. Można
posługiwać się magnesem.
Płytka do ustawiania grubości plastra powinna być ukształtowana stosownie do ostrza
noża tak, aby zapobiec zranieniu w tym obszarze.
Wózek powinien mieć urządzenie popychające mięso do ostatniego plastra,
zapobiegające wejściu ręki pracownika w kontakt z nożem. Urządzenie popychające
powinno mieć rączkę. Praca bez tego urządzenia nie powinna być możliwa.

168
Nóż powinien być ostry. Tępy nóż wymaga większego wysiłku pracownika, co
zwiększa ryzyko poślizgnięcia się.
Gdy pracuje ostrzarka, wszystkie osłony muszą być na miejscu. Płytka grubości
plastra powinna być w pozycji zerowej, z wyjątkiem maszyn ze zdejmowalną
ostrzarką.
W przypadku krajalnic grawitacyjnych (gravity slicers) odpowiednia plastikowa lub
metalowa perforowana osłona wózka powinna znajdować się po stronie pracownika,
aby zapobiec przypadkowemu zetknięciu się z nożem.
Mycie krajalnicy
Krajalnica powinna być całkowicie umyta i wysterylizowana, po każdym okresie
użycia.
Prawidłowo używa się oddzielnego sprzętu dla mięsa surowego i gotowanego. Jeżeli
musi być użyta ta sama maszyna, to musi być ona umyta i zdezynfekowana po mięsie
surowym, przed krojeniem mięsa gotowanego..
Przed myciem
Przed myciem wyłącz maszynę, wyjmij wtyczkę z gniazdka, zdejmij osłony.
Jeżeli ostrze będzie myte w maszynie, ustaw płytkę grubości plastra w pozycji zero.
Jeżeli nóż będzie zdejmowany, należy stosować urządzenie do trzymania noża.
Mycie maszyny z zastosowaniem sterylizatora
Nie wolno wewnątrz myć rękami, stosuje się mop.
Usuń resztki żywności.
Myj roztworem detergentu i sterylizatora.
Zdezynfekuj wszystkie powierzchnie kontaktujące się z żywnością za pomocą
właściwego środka bakteriobójczego. Pozostaw na tych powierzchniach substancję
bakteriobójcza przez czas potrzebny do zlikwidowania bakterii, zgodnie z instrukcja
producenta tej substancji.
Zauważ:
Jeżeli nóż nie jest wyjmowany w celu mycia, lecz myty jest w maszynie, to powinien
być myty od środka i należy go obracać.
Dostępne są środki zwierające równocześnie detergent i sterylizator, dzięki czemu
obydwa zabiegi wykonywane są w jednej operacji.

169
Po umyciu
Złóż maszynę tak, aby jej nie zainfekować.
Sprawdź czy osłony są założone, włącz i przetestuj jej działanie.
Wyłącz maszynę, wyjmij wtyczkę z gniazdka, przykryj maszynę świeżym nakryciem
lub odpowiednia wysterylizowaną osłoną.
Nie wolno ci myć maszyny, jeżeli nie byłeś do tego przeszkolony.
Tramwaj
Zagrożenia: cofanie, wsiadanie i wysiadanie, niezabezpieczony ładunek, zmiażdżenia
i pochwycenia, ruch uliczny, złe oświetlenie, burzowa pogoda, wzburzony pasażer.
1. Motorniczy musi mieć licencję uprawniająca go do kierowania tramwajem. Musi znać
instrukcję.
2. Kierownictwo ma obowiązek sprawdzić czy motorniczy posiada uprawnienia.
3. Przed uruchomieniem tramwaju motorniczy musi przeprowadzić sprawdzenie stanu
technicznego według formularza, także czy niema wycieków. Musi poinformować
kierownictwo o potrzebnych naprawach. Pojazd niesprawny musi być wyłączony
z użytku (lockout/tagout).
4. Motorniczy sprawdza czy jest sprawna gaśnica, zestaw pierwszej pomocy i co najmniej
trzy trójkąty ostrzegawcze.
5. Motorniczy musi wiedzieć czy są piesi w pobliżu.
6. Musi zatrzymywać tramwaj na przystankach, zgodnie z rozkładem jazdy. Jeżeli jest
taka możliwość, to informuje pasażerów o przystankach. Ma kontakt telefoniczny z
centrum, na wypadek awarii.
7. Wszyscy pasażerowie oraz ich bagaże muszą być bezpiecznie ulokowani przed
uruchomieniem pojazdu. Ilość pasażerów nie może przekraczać ilości dopuszczalnej.
8. Przed ruszeniem motorniczy patrzy w lusterko boczne i środkowe. Musi mieć
pewność, że nikt już nie wsiada ani nie wysiada. Zdarza się, że w ostatniej chwili ktoś
próbuje wsiąść lub wysiąść. Musi zamknąć drzwi. Niezamknięte drzwi były główną
przyczyną wypadków. Groźna sytuacja to pochwycenie pasażera stojącego na jezdni
za ubranie. Czasami torba jest w tramwaju, pasek zatrzaśnięty przez drzwi, a pasażer
na ulicy.
9. Nie wolno jechać z otwartymi drzwiami.
170
10. Nie wolno wypuszczać lub wpuszczać pasażerów w innym miejscu niż przystanek.
Wyjątek to awaria uniemożliwiająca dalsza jazdę. Jeżeli jest taka możliwość, to trzeba
wtedy ostrzec pasażerów o zagrożeniach na jezdni.
11. Wsiadając, wysiadając korzystaj ze stopni i poręczy. Nie wyskakuj z pojazdu.
12. Jeżeli miejsce motorniczego jest wyposażone w pasy bezpieczeństwa, to muszą być
one zapięte. Dawniej motorniczy musiał stać.
13. Motorniczy musi przestrzegać ograniczenia prędkości.
14. Musi pamiętać, że droga hamowania tramwaju jest dłuższa niż samochodu. Duże
znaczenie ma szybkość reakcji motorniczego na bodźce.
15. Musi umieć utrzymywać uwagę przez cały czas pracy i mieć zdolność do dostrzegania
zagrożeń.
16. Okna przednie, wycieraczki, lusterka a także okna boczne i tylne muszą być czyste.
17. Światła przednie, tylne, awaryjne, skręcania, stopu muszą być czyste.
18. Cofając sprawdź czy nie ma kogoś z tyłu, korzystaj z pomocy drugiej osoby. Upewnij
się czy światła i inne sygnały cofania są sprawne.
19. Motorniczy musi mieć świadomość wysokości pojazdu.
20. Musi umieć sobie radzić z trudnymi pasażerami, musi być zainteresowany
zapewnieniem komfortowej jazdy pasażerom.
21. Podnosząc wózek inwalidzki upewnij się, że wszystkie cztery koła są oparte i ich ruch
uniemożliwiony.
22. Nie pozostawiaj pojazdu z włączonym silnikiem. Jeżeli pojazd nie jest w użyciu
zabierz kluczyki i nastaw hamulec parkingowy. Klin podłożony pod koła z właściwej
strony zabezpieczy go przed staczaniem się z pochyłości.
Bezpieczeństwo pociągu
Transport koleją jest dużo bardziej bezpieczny od transportu samochodowego (23 razy).
Dodatkowo kolej odciąża drogi, czyniąc je bardziej bezpieczne.
Podróż pociągiem ja bardzo bezpieczna. Nie dlatego, że kolizje się nie zdarzają, ale ze
względu na ilość ofiar w czasie kolizji.

171
Samolot ma najmniejszą ilość wypadków na kilometr przebytej drogi, ale szanse przeżycia w
razie wypadku są małe. Ilość zabitych w porównaniu do ilości rannych jest duża. Ma na to
wpływ wysokość oraz duża ilość paliwa.
Zderzenia pociągu z innym pociągiem są rzadkie i głównie są wynikiem wadliwej
sygnalizacji. Czasami awarii układów elektrycznych, czasami nieuwagi maszynisty.
Kolizje z samochodami są częstsze. 95% wypadków z udziałem pociągów dotyczy
samochodów (3/4) oraz pieszych, także motocyklistów i rowerzystów. W większości są
wynikiem błędu kierowcy lub pieszego. Wzrokowa ocena prędkości pociągu jest niemożliwa.
Ze względu na jego długość, zawsze wydaje się, że jedzie dużo wolniej niż to jest naprawdę.
Droga hamowanie pociągu jest długa, możliwości skręcenia w celu uniknięcia kolizji nie ma,
dlatego też pociąg ma zawsze pierwszeństwo.
Teren torów jest własnością kolei i wkraczanie na ten teren, w innych miejscach niż
przeznaczone do tego, jest zabronione.
Pociąg może pojawić się w każdej chwili. Pociągi towarowe nie są umieszczone w rozkładach
jazdy pociągów pasażerskich i zwykle nie wiemy, kiedy się pojawią.
W razie czołowego zderzenia pociągów zgnieceniu ulegają pierwszy i drugi wagon. Tam są
ofiary śmiertelne. Wagony te zgniatane są przez naciskające na nie pozostałe wagony. Siła
nacisku na pierwszy wagon jest tym większa, im więcej pociąg ma wagonów.
Aby zmniejszyć ilość ofiar, za lokomotywą może być doczepiony wagon towarowy.
Obecnie nowoczesne pociągi są krótkie i opisany problem nie jest tak groźny.
Zdarza się najechanie z tyłu i wówczas zagrożony jest ostatni wagon.
W przypadku długich pociągów skład po zderzeniu może ulec wyboczeniu, co powoduje, że
zniszczeniu mogą ulec także środkowe wagony.
Maksymalna prędkość pociągów jest limitowana, przez jakość torów i nie może być
przekraczana.
Ze względy na siłę odśrodkową prędkość musi być zmniejszona na zakręcie. Urządzenia
zabezpieczające powinny to robić automatycznie.
Dużym zagrożeniem jest możliwe wyboczenie termiczne torów prowadzące do wypadnięcia z
szyn.
Przedłużona jazda z zaciśniętymi hamulcami spowoduje spalenie szczęk, co skutkuje ich
niezdolnością do hamowania.
W pociągu są hamulce bezpieczeństwa, gaśnice oraz zestawy pierwszej pomocy.
Telefony są obecnie powszechnie dostępne.
W drzwiach powinny być blokady sprzężone (safety interlock switches) uniemożliwiające
otwarcie drzwi w czasie jazdy.

172
Uniemożliwiają one uruchomienie pociągu w przypadku, gdy drzwi są otwarte.
Blokady sprzężone powinny być także w drzwiach maszynisty. Wypadki zdarzają się, jeżeli
ich nie ma, a maszynista otwiera drzwi w czasie jazdy.
Systemy bezpieczeństwa stosowane w pociągach
Hamulec zespolony pneumatyczny lub elektropneumatyczny działa we wszystkich wagonach
równocześnie. Zawory sterujące układem sprężonego powietrza są zasilane z akumulatorów,
na wypadek zaniku napięcia.
RADIO-STOP
Uruchamia samoczynne hamowanie pociągów (SHP) znajdujących się w miejscu zagrożenia,
jeżeli nie jest bezpośrednio podłączony, to maszynista po odebraniu sygnału uruchamia
hamulce.
Czuwak pasywny, może to być pedał, przycisk, uchwyt.
Dead man's pedal, switch, touch sensor, seat switch.
W przypadku utraty przytomności przez maszynistę, pedał zostaje zwolniony i włączają się
hamulce.
Jeżeli nie jest stale wciśnięty to uruchamia hamowanie.
Czuwak aktywny (CA) - Dead-man's vigilance device
Ze względu na to, że czuwak pasywny jest łatwy do obejścia, obecnie montuje się czujniki
aktywności maszynisty.
Sprawdza czujność maszynisty co 1 min. Jeżeli prędkość>1,1Vmax lub maszynista nie
reaguje na sygnał świetlny, później dźwiękowy, to po 3 sekundach uruchamia hamowanie
Samoczynne hamowanie pociągu
Urządzenie SHP składa się z:
1. Części przytorowej. Jest to rezonator torowy SHP, znajduje się on przy torze w odległości
200 m od semafora lub tarczy ostrzegawczej
2. W pociągu jest czujnik taborowy
3. Urządzenia wykonawcze to generator SHP
4. Działanie:

173
Sygnał z części przytorowej przekazany jest do czujnika taborowego. Generator SHP
uruchamia sygnał świetlny, później dźwiękowy, który maszynista musi skasować. Jeżeli
tego nie zrobi, to po około 5 sekundach urządzenie SHP samoczynnie wdroży nagłe
hamowanie.
System automatycznego ostrzegania (AWS= Automatic Warning System).
Gdy maszynista dociera do żółtego, podwójnych żółtych lub czerwonego sygnalizatora,
włącza się sygnał dźwiękowy w kabinie.
Po usłyszeniu sygnału dźwiękowego maszynista musi potwierdzić to naciskając guzik.
Jeżeli tego nie zrobi w czasie 6 sekund, hamulce bezpieczeństwa włączą się automatycznie.
Automatycznie zabezpieczenie pociągu (ATP = Automatic Train Protection)
Jest to system skomputeryzowany.
ATP działa następująco:
Gdy zbliża się do sygnalizatora, wtedy do pociągu dociera informacja, w jakiej odległości jest
następny sygnalizator oraz czy jest czerwony, żółty czy zielony. Mając te informacje oraz
prędkość pociągu komputer oblicza, kiedy pociąg powinien rozpocząć zwalnianie prędkości.
Jeżeli maszynista nie zacznie hamować, hamulce włączą się automatycznie.
System ostrzegawczy zabezpieczający automatycznie (TPWS = Train Protection Warning
System). System do prędkości 75 mph = 120,7 km/h zapobiega zignorowaniu sygnalizatorów
i uniemożliwia kontynuowanie jazdy, której konsekwencją byłoby zderzenie czołowe z innym
pociągiem.
System kontroluje prędkość, automatycznie hamuje, jeżeli jest za duża, aby zatrzymać się na
czas w przypadku czerwonego światła.
System działa także przy zbliżaniu się do peronów. Zapewnia zmniejszenie prędkości i nie
dopuszcza do najechania na zderzaki buforowe.
Tripcock
System jest używany w londyńskim metrze. Automatyczne włącza hamowanie, jeżeli pociąg
próbuje minąć czerwone światła lub gdy mija z nadmierną prędkością.

174
System składa się z dwóch części: jedna jest przy torach ma dźwignię, druga zamocowana jest
do układu hamulcowego pociągu.
Jeżeli pociąg ma być zatrzymany, dźwignia przy gruncie unosi się i uruchamia mechanizm
zamocowany do pociągu.
Zapobieganie poślizgowi kół (WSP = Wheel Slip Protection)
WSP zapobiega blokowaniu kół i poślizgowi w czasie hamowania. Działa podobnie do ABS
(Automatic Braking System) w samochodach.
Piaskowanie w czasie hamowania (Sanding in Braking)
Jeżeli tory są śliskie to piasek jest sypany sprężonym strumieniem powietrza w czasie
hamowania i przyspieszania.
Czarna skrzynka (Black Boxes)
Podobnie jak w samolocie, nagrywane jest wszystko, co jest ważne w czasie jazdy. Jeżeli miał
miejsce nie groźny wypadek, to cała informacja jest przegrywana do notebooka w celu
wyjaśnienia problemu.
W przypadku poważnego wypadku, czarna skrzynka jest zabierana i służy jako dowód w
czasie śledztwa.
Opadające liście
Liście na torach pod wpływem ciśnienia kół i deszczu zwęglają się tworząc podobną do
teflonu twardą i śliską warstwę. Usuwanie tej warstwy jest trudne i wymaga stosowania
specjalnych metod usunięcia. Z tego względu drzew, z których liście mogłyby padać na tory
nie powinno być w pobliżu torów.
Jeżeli warstwa taka powstanie na torach, to stosuje się specjalne pasty o piaszczystej
konsystencji, szczególnie na trudnych odcinkach torów na przykład na pochyłościach.
Lepiej jest wykorzystać pociąg mający odpowiednie wyposażenie pozwalające na zmycie
liści strumieniem wody, zanim dojdzie do powstania tej warstwy.
Maszynista
Maszynista jest odpowiedzialny za bezpieczny i punktualny przewóz pasażerów i towarów.
Maszynista uzyskuje zgodę na ruszenie ze stacji sygnalizatorami świetlnymi lub za pomocą
ręcznego sygnału od pracownika stacji.
Sygnalizatory świetlne na trasie pokazują czy można kontynuować jazdę czy trzeba
zatrzymać się.

175
Maszynista musi:
znać trasę i system sygnalizacyjny w szczegółach
znać zmiany, jakie są wprowadzane w ostatniej chwili
przeprowadzić kontrolę elementów, od których zależy bezpieczeństwo przed
wyruszeniem w trasę
podporządkować się sygnalizacji
obsługiwać system bezpieczeństwa, hamulce i inne urządzenia
przestrzegać prędkości i stosować się do ograniczeń
zapewnić pasażerom bezpieczną, wygodną i punktualną jazdę
dostrzegać zagrożenia i jeżeli trzeba stosować procedury bezpieczeństwa
umieć rozwiązywać problemy, a jeżeli to nie jest możliwe, to informować o nich
kierownictwo telefonicznie
napisać raport po zakończeniu jazdy, uwzględniając powstałe problemy i trudności
Maszynista musi
być człowiekiem odpowiedzialnym, świadomym zagrożeń i znaczenia bezpieczeństwa
posiadać zdolność koncentracji i obserwacji
szybko reagować i mieć zdolność do spokojnego radzenia sobie z trudnymi sytuacjami
mieć dobrą pamięć, aby znać skomplikowany system, przepisy, a także trasy
nie mieć skłonności do ryzyka
polegać na sobie, umieć przebywać sam przez długi czas
mieć zdolność do komunikowania się, wyraźnie mówić
zdolność do pracy bez bezpośredniego nadzoru
dobry wzrok i słuch
prawidłowo rozpoznawać kolory
rozumieć zagadnienia mechaniki i elektryczności

176
Maszyny włókiennicze
Health and Safety Executive:
http://www.hse.gov.uk/index.htm
http://www.hse.gov.uk/textiles/
Szwalnia
Zagrożenia: ostre narzędzia, skaleczenia, przekłucia, poślizgnięcia i upadki, chemikalia, ból
w plecach, powtarzalne czynności,
Cięcie tkanin (fabric cutting)
Operator ustawia materiał, gdy maszyna nie tnie, materiał leży na płycie z drobnymi
otworkami (perforowanej). W czasie cięcia podciśnienie powietrza (ssanie od spodu)
utrzymuje materiał
Operator musi mieć przeszkolenie do tej pracy.
Zasady BHP muszą być przestrzegane.
Muszą być prowadzone działania organizacyjne, kontrolne i dyscyplinarne
wymuszające przestrzeganie zasad BHP.
Operatorzy muszą znać procedury, jakie muszą być przestrzegane w razie wadliwego
działania maszyny.
Obszary niebezpieczne muszą być jasno oznakowane, dostęp do nich uniemożliwiony.
Musi działać system sygnalizacyjny informujący o tym, że nóż jest w ruchu.
Muszą być osłony uniemożliwiające dostęp do ostrza, a osłony regulowane muszą
całkowicie przykrywać ostrze.
Instalacja elektryczna nie może być uszkodzona.
Muszą być dostępne i powinny być stosowane rękawice odporne na przecięcie.
Musi być przeprowadzana regularna kontrola oświetlenia, osłon, ustawienia stołu i
innych elementów.
Należy przeprowadzać analizę zagrożeń, także pod kątem wyposażenia osobistego.
Należy zorganizować system usuwania odpadków.
Musi być dostępna dokumentacja bezpiecznej wymiany ostrza.
Czynności takie wykonywać mogą tylko osoby wyszkolone w tym celu.
Zużyte ostrza muszą być są usunięte.
Stosuj komputerowo sterowane laserowe cięcie.
Maszyny szyjące (sewing machines)
Jeżeli chcesz zobaczyć jak działają to wejdź na tę stronę:
http://home.howstuffworks.com/sewing-machine1.htm
Stębnówka, owerlok, hafciarka, maszyna szyjąca do skóry

177
Musi być założone na stałe zabezpieczenie zapobiegające przebiciu palca przez igłę, ale
nieutrudniające nawlekania nici. Jest to osłona igieł (needle guard), bariera, którą napotka
palec, jeżeli wejdzie w obszar niebezpieczny.
Stosuje się czujnik, który gdy wykryje, że palec jest na drodze narzędzia, to nie zostanie
rozpoczęty cykl pracy
Noś ubranie ochronne, okulary ochronne, maseczkę przeciwpyłową.
Nigdy nie nawlekaj nici lub nie wymieniaj igły we włączonej maszynie.
Upewnij się, że osłony i zabezpieczenia są na miejscu i działają.
Jeżeli używasz kleje, rozpuszczalniki lub żywice, zapoznaj się z procedurami
obchodzenia się z nimi (MSDS = Material Safety Data Sheet6).
Utrzymuj porządek, tylko to, co konieczne powinno być w obszarze pracy.
Pytania kontrolne:
Czy osłona igły jest na miejscu?
Czy oświetlenie pozostaje włączone, gdy silnik jest zatrzymany?
Czy pas klinowy i koło pasowe mają osłony?
Czy siedzenie pozwala na właściwą postawę i umożliwia łatwy ruch?
Czy przewody elektryczne nie leżą na podłodze? Izolacja przewodów elektrycznych
musi być nieuszkodzona. Przewody muszą być prawidłowo założone.
Czy system jest regularnie kontrolowany?
Czy nowi pracownicy byli poinstruowani na temat zagrożeń i znaczenia osłon?
Czy osłona igły jest doregulowana indywidualnie do wielkości palca szwaczki?
Czy pracownicy wiedzą, że trzeba zdjąć stopę z pedału, gdy zmieniają igłę lub
nawlekają nić?
Czy pracownicy odłączają prąd przed wykonaniem regulacji i zmiany igły?
Maszyny przędzalnicze przygotowawcze
Osłony zapobiegające zetknięciu z ruchomymi częściami muszą być na miejscu.
Blokady sprzężone osłon (safety interlock switches) muszą działać poprawnie tak, aby
nie było możliwe ich ominięcie.
Jeżeli maszyna jest wyposażona w trzepadła, to muszą być one za osłonami. Osłony
muszą być tak powiązane z napędem, że ich otwarcie w czasie pracy jest niemożliwe
oraz uruchomienie maszyny z otwartymi osłonami jest niemożliwe.
Otwory do czyszczenia znajdujące się w zasięgu trzepadła lub wentylatora muszą być
zamknięte w czasie pracy maszyny.
Układ zasilający surowcem musi mieć osłony uniemożliwiające zaczepienie się
odzieży pracownika w czasie pracy.
Maszyna musi być wyposażona w magnetyczny eliminator zanieczyszczeń żelaznych.

178
Zgrzeblarki (carding machines)
Bębny, pokrywki, szarpacz, zbieracz muszą być wyposażone w odpowiednie osłony, które
muszą być na miejscu w czasie pracy maszyny.
Rolki, wałki i inne ruchome części muszą być bezpiecznie skonstruowane i osłonięte.
Osłony i drzwi muszą być sprzężone z układem napędowym (interlocked gates).
Sprzężenia osłon (interlocked guards) muszą uniemożliwiać dostęp do
niebezpiecznych miejsc, aż do chwili zatrzymania ruchu.
Musi być stosowana pisemna instrukcja obsługi, czyszczenia i napraw.
Przy uruchamianiu maszyny musi działać sygnał ostrzegawczy.
Osłony muszą być wystarczająco wysokie, aby uniemożliwić dostęp do ruchomych
części i muszą być one w zgodzie z przejściami i poręczami.
Stosujemy włączniki powodujące ograniczony ruch maszyny (limited inch), aby
pojedyncze naciśnięcie guzika powodowało obrót bębna > 25 mm, ale < 75 mm. Nie
jest możliwe wywołanie ruchu ciągłego przez powtarzane naciski.
Czyszczenie i usuwanie odbywa się przy zatrzymanej maszynie lub za pomocą limited
inching.
Jeżeli zasilanie taśmą musi być realizowana w ruchu, to korzystamy z limited inch.
System limited inch ma być używany tylko przez przeszkolony personel.
Należy upewnić się, że po użyciu limited inch następne czynności są bezpieczne.
W czasie używania limited inch operator musi widzieć wszystkie zagrożenia i innych
pracowników.
Rutynowa obsługa jest przeprowadzana, gdy maszyna jest zatrzymana i odizolowana.
Użycie zapasowego kluczyka musi być ograniczone do nierutynowych operacji, które
muszą być rejestrowane.
W maszynach ręcznie zasilanych, dostęp do niebezpiecznego obszaru jest ograniczono
do niezbędnego minimum.
Condenser przekształcający szeroki produkt zebrany z bębna w wąską taśmę musi być
prawidłowo zabezpieczony.
Nad wałeczkami muszą być wyłączniki awaryjne.
Źródła radioaktywne muszą być monitorowane regularnie.
System zabezpieczeń musi uwzględnić zagrożenia związane z wchodzeniem na
maszynę.

179
System zabezpieczeń musi uwzględniać podnoszenie wałów i innych ciężkich
obiektów.
Niebezpieczne czynności takie jak zasilanie, zakładanie taśmy, muszą być
przeprowadzone wyłącznie przez osoby specjalnie przeszkolone.
Należy stosować system zezwoleń na wykonanie takich czynności.
Przędzarki (spinning machine)
Pracownicy muszą przestrzegać instrukcji zabraniających noszenia luźnej odzieży,
naszyjników itp. i muszą mieć odpowiednio zabezpieczone włosy.
Wszystkie części napędu i wały muszą być osłonięte lub w bezpiecznej odległości.
Tam gdzie jest regularny dostęp wymagane jest stosowanie systemu interlock.
Zabezpieczenia te muszą być sprawne.
Tylny obszar jednostronnej maszyny musi być w pełni osłonięty lub dostęp musi być
tam zablokowany.
Hamulce muszą być sprawne. Muszą być stosowane procedury kontroli i naprawy
hamulców.
Musi być stosowany bezpieczny system czyszczenia maszyny.
Osłony i zabezpieczenia punktów przędących muszą być na miejscu.
Wszystkie mechanizmy napędowe muszą być w pełni osłonięte.
Wyłączniki awaryjne muszą być łatwo dostępne dla pracownika w dowolnym miejscu
maszyny.
Włącznik powodujący ograniczony ruch maszyny (limited inch) musi być
dopasowany do wysokiej prędkości maszyny.
Dostęp do miejsc regulacji i pomniejszych napraw musi być ograniczony do
przeszkolonych i upoważnionych pracowników. Muszą oni przestrzegać
dokumentacji.
Dostęp do kluczyków musi być ograniczony tylko do upoważnionych osób,
ponoszących za to odpowiedzialność.
Tam gdzie ręcznie usuwa się zrywy stosuje się udokumentowany bezpieczny sposób.
Automatyczne systemy załadowania i zdejmowania są uruchamiane przez dwa ręczne
przyciski z bezpiecznego miejsca.

180
Musi być stosowany bezpieczny system usuwania przędzy.
Automatyczne tworzenie nawoju stożkowego (automatic cone winder)
Układ napędowy musi być zakryty osłonami. Osłony muszą być powiązane z napędem tak,
aby nie możliwa była praca przy otwartych osłonach i niemożliwe było otwarcie osłon w
czasie pracy maszyny.
Krosno (loom)
Krosno musi być wyposażone w osłonę minimalizującą niebezpieczeństwo wyrzucenia
czółenka. Musi mieć zabezpieczenie przed możliwością uruchomienia go w czasie naprawy
lub regulacji. Może to być zrealizowane za pomocą układu wyłączanego kluczykiem
będącym w posiadaniu osoby wykonującej naprawę.
Mechanizmy napędowe muszą być całkowicie osłonięte.
Koła z ramionami (ze szprychami) muszą być osłonięte.
Przycisk uruchamiający musi być taki, że nie jest możliwe przypadkowe
niezamierzone uruchomienie.
Ruchome części muszą być osłonięte lub w bezpiecznej odległości.
Mechanizm wprowadzania wątku musi być odpowiednio zabezpieczony.
W krosnach czółenkowych muszą być osłony zabezpieczające.
Miejsca mogące uchwycić odzież pracownika muszą być osłonięte.
Dostęp do górnego mechanizmu Jacquarda musi być bezpieczny. Stosuje się schody i
platformę.
Rączki, otwory i prowadnice muszą być w widoczny sposób oznaczone.
Muszą być noszone zabezpieczenia uszu przed hałasem, a obszary obowiązku ich
noszenia powinny być są oznaczone.
Snowarka
Dostęp do obszaru zagrożenia musi być uniemożliwiony.
181
Układ napędowy musi być prawidłowo osłonięty.
Przekładnie łańcuchowe muszą być osłonięte.
Hamulce bezpieczeństwa muszą być w pełni skuteczne.
Gdy urządzenia zabezpieczające nie są aktywne, tylko ręczny obrót lub powolny
napęd silnikowy mogą być jedynymi metodami wprawienia w ruch.
Czujniki ciśnienia zatrzymują maszynę w przypadku zaniku ciśnienia.
Kołnierze wałów nie mogą być uszkodzone.
System kontroli zabezpieczeń musi działać poprawnie.
Blokady (interlock) muszą działać prawidłowo.
Wspornik wału osnowowego musi mieć właściwą nośność i być zabezpieczony przed
spadnięciem.
Mechanizm podnoszenia powinien być sprawdzany.
Płaskie maszyny dziewiarskie (knitting machine)
Pracownicy muszą przestrzegać instrukcji zabraniających noszenia luźnej odzieży,
naszyjników, a także posiadania długich niezabezpieczonych włosów.
Osłony muszą być zgodne ze standardami. Jeżeli są otwarte, to niemożliwe jest
uruchomienie maszyny.
Maszyna musi zatrzymywać się automatycznie, jeżeli osłony zostaną otwarte.
Jeżeli elementy mające ruch zwrotny wychodzą poza obręb maszyny, to musi tam być
odpowiednie zabezpieczenie.
Tył maszyny musi mieć odpowiednią metalową osłonę.
Koła szprychowe muszą być osłonięte.
Mechanizmy muszą być całkowicie osłonięte.
Osłony i inne zabezpieczenia muszą zapobiegać dostępowi w niebezpieczne obszary.
Jeżeli pracownik musi wejść na maszynę, to muszą być stopnie i platforma
zmniejszająca ryzyko upadku.
Musi być jest stosowana dokumentacja usuwania wymiany płytek i igieł.

182
Okrągłe maszyny dziewiarskie (circular knitting machines)
Układy napędowy, krzywki, igły, cylindry pneumatyczne.
Musi być dostępna i używana instrukcja obsługi.
Pracownicy przestrzegają instrukcji zabraniających noszenia luźnej odzieży,
naszyjników, mają odpowiednio zabezpieczone włosy.
Muszą być właściwe osłony i zabezpieczenia.
Jeżeli osłony są otwarte, to niemożliwe jest uruchomienie maszyny.
Maszyna musi zatrzymywać się automatycznie, jeżeli osłony zostaną otwarte.
Bębny i koła wzorcowe muszą być całkowicie zabezpieczone.
Pasy muszą być za osłonami.
Należy sprawdzić czy blokady (interlock) działają prawidłowo.
Przyciski włączników powodujących ograniczony ruch maszyny (limited inch) muszą
być łatwo rozróżnialne.
Prowadniki przędzy muszą być prawidłowe.
Musi być nieuszkodzona izolacja.
Wyłącznik bezpieczeństwa musi być widoczny, rozróżnialny i łatwo dostępny.
Musi być stosowana instrukcja sprężonego powietrza do czyszczenia maszyny.
Maszyna musi być zatrzymywana, kiedy jest regulowana.
Należy przestrzegać środki ostrożności w czasie zdejmowania produktu.
Musi być przeprowadzane regularne czyszczenie zgodnie z instrukcją obsługi.
Pracownicy muszą w pełni rozumieć działanie maszyny i towarzyszące zagrożenia.
Wykończalnictwo
Elementy układu napędowego, w tym wały muszą być prawidłowo osłonięte.
Wejścia pomiędzy wały muszą być poprawnie chronione za pomocą nowoczesnych
zabezpieczeń.
183
Układy hamulcowe muszą być regularnie sprawdzane.
Podawanie do maszyn czyszczących (gumowe igły, kolce) musi być bezpieczne.
Części gorące muszą być zaizolowane, aby uchronić pracowników przed
poparzeniami.
Wirówki odwadniające (hydroextraktors) muszą mieć blokady (interlock)
uniemożliwiające dostęp w czasie ruchu i muszą mieć właściwie zamocowane biorące
pod uwagę niewyważenie.
Kalandry (calenders)
Wejścia pomiędzy wały (nips) po stronie wchodzącej muszą być osłonięte na całej długości
i ustawione tak, aby zabezpieczyć palce pracownika przed wciągnięciem pomiędzy wały lub
pomiędzy wały a osłony oraz skonstruowane tak, aby materiał mógł być podawany pomiędzy
nie bezpiecznie.
Suszarki (stenters):
Wejście łańcucha na koło łańcuchowe musi być osłonięte.
Miejsca styku (nipy) pomiędzy walcami i tkaniną oraz walcami muszą być tak
zabezpieczone, aby nie był możliwy dostęp.
Elementy mocujące tkaninę (pins) są zasłonięte w miejscu gdzie jest łatwy dostęp.
Uniemożliwione jest wchodzenie pracowników na górę w celu ponownego
zamocowania tkaniny (pins).
Noże rozcinające muszą mieć odpowiednie zabezpieczenia.
Muszą być zabezpieczenia przed wybuchem gazu.
Szczotkowanie, drapanie, strzyżenie (brushing, raising, cropping machines:
Wchodzące nipy muszą być osłonięte.
Blokady (interlock) muszą chronić przed dostępem do wszystkich ostrzy.
W czasie ostrzenia muszą być stosowane zabezpieczenia.
Sposoby czyszczenia muszą być bezpieczne.

184
Pralnice
Maszyny do prania na sucho i suszenia muszą mieć blokady (interlock) zapobiegające
wejściu w celu czyszczenia w czasie ruchu.
Operatorzy pralnic na sucho muszą być przeszkoleni w obsłudze i rutynowej
konserwacji, ze szczególnym uwzględnieniem miejsc, w których są zagrożenia.
Pralnice na sucho muszą być właściwie konserwowane i sprawdzane ze względu na
wycieki.
Muszą być wdrożone procedury na wypadek wycieku rozpuszczalnika do prania na
sucho.
Urządzenia dozujące muszą być właściwie zabezpieczone.
Maszyny ciśnieniowe do wykończania muszą mieć osłony stałe lub z blokadami
(interlock).
Muszą być wyznaczeni konkretni pracownicy mający odpowiednie przeszkolenie do
prac niebezpiecznych.
Pracownicy wykonujący szczególne prace (np. wejście na maszynę w celu regulacji,
założenia materiału lub sprawdzenia) muszą być przeszkoleni do stosowania
specjalnych technik realizacji tych zadań w sposób bezpieczny.
Zbiorniki ciśnieniowe muszą być poddawane regularnej inspekcji.
Muszą być wdrożone procedury informowania o wyciekach.
Muszą być procedury konserwacji wózków tak, aby funkcjonowały prawidłowo.
Pracownicy wykonujący ciężkie prace (podnoszenie, pchanie, ciągnięcie) muszą mieć
być tak dobrani, aby mieli odpowiednie możliwości fizyczne i muszą być do tego
przygotowani.
Wstęp do niebezpiecznych miejsc osobom nieupoważnionym musi być
uniemożliwiony.
Zwory bezpieczeństwa (safety devices) maszyn ciśnieniowych muszą być sprawdzane
codziennie.
Autoklaw
Urządzenia bezpieczeństwa: zawory, mierniki ciśnienia, lampki kontrolne,
sygnalizatory ostrzegawcze itd. muszą być łatwe do odczytania i zrozumienia.
Muszą one być łatwo dostępne dla obsługi niezależnie od wzrostu.

185
Jeżeli maszyna ma automatyczne otwieranie drzwi, to musi tam być samoczynne
wyłączenie i sygnał ostrzegawczy.
Musi być właściwy zawór bezpieczeństwa.
Musi być właściwy miernik ciśnienia.
Maksymalne ciśnienie pracy musi być oznaczone w sposób widoczny.
Musi być właściwy zawór redukujący ciśnienie lub inne podobne urządzenie.
Musi być zawór odcinający linię wejściową dla każdej maszyny.
Musi być urządzenie umożliwiające doszczelnienie.
Musi być urządzenie umożliwiające szybkie otwieranie drzwi.
Autoklaw musi być poddany kontroli zgodnie ze schematem.
Musi być system zezwalający na sprawdzenie wnętrza zbiornika z dowolnego
powodu.
Musi być przechowywany rejestr tygodniowej kontroli urządzeń bezpieczeństwa.
Autoklaw musi być sprawdzany przez kompetentną osobę w określonych odstępach
czasu, a odpowiedzialne kierownictwo musi znać raport.
Operatorzy muszą być w pełni poinstruowani, jakie są prawidłowe procedury, cel
i funkcje urządzeń obsługi i bezpieczeństwa.
Barwinie w warunkach atmosferycznych (atmospheric dyeing machinery)
Tkanina lub dzianina całkowicie zanurzona w kąpieli barwiącej.
Zawory i inne urządzenia sterujące otwartych zbiorników muszą być właściwie
ustawione, nie może grozić wrzenie lub wylanie się kąpieli.
Dysze powinny być tak są skonstruowane, aby był zmniejszony hałas.
Części gorące muszą być zaizolowane lub osłonięte.
Zbiorniki muszą mieć pokrywy zapobiegające wylaniu się,
Z podłogi musi być odprowadzenie cieczy.
Miejsca gdzie przepływa kąpiel muszą być osłonięte, odgrodzone i wyraźnie
oznaczone.

186
Jeżeli pracownik przygotowujący roztwór znajduje się sam w oddzielnym
pomieszczeniu, to musi on mieć możliwość wezwania pomocy.
Musi być ograniczony dostęp do miejsca, w którym odbywa się nawijanie lub
składanie.
Jeżeli używane są ramy typu 'A' to musi być zabezpieczenie przed ich wywróceniem.
Drukowanie
Drukowanie płaskie i obrotowe (flat and rotary screen printing)
Miejsca niebezpieczne muszą być osłonięte lub inaczej zabezpieczone.
Szerokie maszyny mają platformy i przejścia.
Jeżeli są stosowane: laser, ultrafiolet lub inne specjalne światło, to muszą być
zabezpieczenia uniemożliwiające działanie tych promieni na człowieka.
Barwienie pod ciśnieniem
Zasady określone w instrukcji muszą być przestrzegane.
Muszą działać prawidłowo zawory bezpieczeństwa.
Musi być ustawione właściwe ciśnienie.
Bezpieczne ciśnienie i temperatura muszą być wyraźnie zaznaczone.
Rura doprowadzająca musi mieć właściwy zawór redukcyjny lub inne podobne
urządzenie.
Muszą być poprawnie działające zabezpieczenia termiczne.
Jeżeli używane są niebezpieczne substancje, to muszą być stosowane właściwe
zabezpieczenia.
Urządzenia (wyłączniki, zawory) bezpieczeństwa muszą być łatwo dostępne, a ich
oznaczenie zrozumiałe.
Tam gdzie maszyny są wzajemnie połączone, muszą być odpowiednie zabezpieczenia.
Muszą być dostępne urządzenia umożliwiające zerwanie uszczelki drzwi (multi-bolted
door).
Dla szybko otwieranych drzwiczek muszą być odpowiednie urządzenia ostrzegające.
Gorące części muszą być zaizolowane lub osłonięte.

187
Musi być właściwa wentylacja umożliwiająca szybkie i skuteczne usunięcie pary
wodnej.
Jeżeli ma miejsce nawijanie lub automatyczne zasilanie, to wyłącznik bezpieczeństwa
musi być łatwo dostępny dla pracownika tak, aby było możliwe natychmiastowe
zatrzymanie.
Maszyna musi mieć kompletne wyposażenie, a jej otoczenie musi być właściwie
utrzymywane.
Jeżeli stosowane są niebezpieczne substancje, to pracownicy muszą przejść
przeszkolenie i muszą być wdrożone systemy bezpiecznego postępowania, musi też
być odpowiednia dokumentacja.
Należy stosować system kolorowych oznaczeń, mający na celu uniknięcie pomyłek.
Pracownicy muszą znać procedury postępowania na wypadek wycieku.
Jeżeli pracownik musi wejść w obszar ryzyka, to wymagane jest zezwolenie.
Jeżeli pracownik ma podnosić lub przesuwać ciężary, to powinny być przeprowadzone
pomiary i odpowiednia analiza wysiłku. Pracownik musi być przeszkolony w zakresie
takich czynności.
Na wypadek zapchania się rur, musi funkcjonować system usuwania tego problemu
i musi być na to dokumentacja.
Musi być raportowanie o wadach, uszkodzeniach, przeciekach itp.
Musi być wdrożony system bezpiecznej obsługi układów nawijania, składania,
zasilania.
Muszą być zabezpieczenia przed poparzeniem resztkami gorącej wody.
Układy ciśnieniowe muszą być poddane dozorowi technicznemu.
Pracownicy muszą być przeszkoleni w zakresie postępowania awaryjnego.
Muszą być procedury bezpiecznego posługiwania się substancjami sproszkowanymi.
Muszą być stosowane środki ochrony osobistej.
Pracownicy muszą potrafić rozpoznać objawy uczulenia itp. na dane substancje.
Musi być prowadzony rejestr stanu zdrowia takich pracowników.

188
Rozwłóknianie szmat (garnetting)
Maszyna posiada zęby rozdzierające szmaty na części, przygotowując recyklingowe
wypełnienie materaca.
Pracownicy muszą być przeszkoleni.
Maszyna musi mieć osłony z blokadami (interlock) czasowymi, uniemożliwiającymi
dostęp do niebezpiecznych miejsc w czasie, gdy odbywa się ruch.
Musi działać system odpylania przez odsysanie.
Musi funkcjonować system sprawdzania poprawnego działania układów przed
rozpoczęciem pracy.
Musi istnieć dokumentacja procedur czyszczenia i konserwacji.
Pracownicy usuwający pył z układu odpylania muszą mieć odpowiednie
zabezpieczenia.
Musi funkcjonować system przeciwpożarowy.
Spilśnianie, folowanie (non-woven felting)
Przełączniki, wyłączniki awaryjne itp. muszą być łatwo dostępne dla pracownika
niezależnie od jego wzrostu.
Musi funkcjonować system testowania, prawidłowego ich działania przed
rozpoczęciem pracy.
Miejsca niebezpieczne: elementy napędu, elementy wykonawcze, elementy gorące itp.
muszą być właściwie osłonięte tak, aby nie był możliwy dostęp do nich.
Zapasowe części ostre muszą być tak przechowywane, aby nie każdy miał do nich
dostęp.
Musi działać system odpylania. Pracownicy zajmujący się tym systemem muszą być
przeszkoleni i posiadać odpowiednie wyposażenie.
Pracownicy obsługi, pracownicy zajmujący się czyszczeniem, naprawami,
konserwacją, regulacją muszą być przeszkoleni. Musi być na to dokumentacja.
Musi funkcjonować system podnoszenia i transportu po stronie zasilania i odbioru.
Jeżeli pracownik musi wejść na wyższy poziom, to muszą być schody lub drabiny.

189
Broń palna
Pistolet
Filmy – na stronie
http://www.youtube.com
wpisać: pistol accident lub pistol assembly http://www.sviguns.com/4001.php http://www.focus.pl/jak-to-dziala/zobacz/publikacje/pistolet-typu-beretta/ http://www.biggerhammer.net/manuals/ http://homestudy.ihea.com/advanced/42cleanhandg.htm
http://www.backwoodshome.com/articles2/ayoob85.html
Zagrożenia: rany postrzałowe, przypadkowy strzał, zranienie oka, uszkodzenie słuchu,
chwycenie przez „uszczypnięcie”, niewłaściwe przechowywanie i uszkodzenia sprzętu.
Gwint w lufie wprowadza pocisk w ruch obrotowy, co nadaje mu stateczność utrzymania
kierunku lotu.
Zewnętrzne elementy pistoletu: lufa, zamek, muszka, szczerbinka, kurek, bezpiecznik, spust,
kabłąk, uchwyt, magazynek. Pistolet wyposażony jest w kaburę
Wyceluj, tak aby w jednej linii były cel, muszka, szczerbinka i dominujące oko.
Pistolet TT - po wystrzeleniu z magazynka ostatniego naboju zamek zatrzymuje się
w tylnym położeniu. Pistolet nie posiada zewnętrznego bezpiecznika, aby zabezpieczyć broń
należy ustawić kurek na zębie zabezpieczającym.
TT charakteryzuje się sporym odrzutem. Pocisk z nabojem 7,62x25 mm. Przed pociskiem
wystrzelonym z TT chronią kamizelki balistyczne klasy NIJ-IIIA. TT to broń dość
niezawodna, prosta, lekka, ale przestarzała. Zasięg skuteczny 50 m.
Półautomatyczny pistolet M9 Beretta http://www.focus.pl/jak-to-dziala/zobacz/publikacje/pistolet-typu-beretta/
Elementy: lufa, zamek, uchwyt, magazynek 15 naboi, muszka, szczerbinka, bezpiecznik,
spust, kurek, wyrzutnik, wskaźnik załadowania, przycisk rozbierania pistoletu, stop zamka.
Ładowanie:
Wkładamy magazynek.
Popychamy go aż usłyszymy "klik".
Kierując lufę w bezpiecznym kierunku łapiemy za suwak zamkowy i ciągniemy go do
tyłu do oporu.
Puszczamy zamek, zezwalając mu na powrót do jego normalnej pozycji. W ten sposób
nabój został wprowadzony do komory nabojowej i kurek został napięty. Broń jest
gotowa do oddania strzału.

190
Jeżeli nie masz zamiaru strzelać, natychmiast zabezpiecz ją, kierując w bezpiecznym
stronę. W tym celu obróć dźwignię zabezpieczająca " bezpiecznik " ku dołowi. To
automatycznie „obniży” kurek do pozycji „pół napiętej” i zablokuje spust
uniemożliwiając jego ruch. Broń jest naładowana i nie można jej kierować w stronę,
w którą nie mamy zamiaru strzelać.
Oddanie strzału:
Wyceluj.
Obróć dźwignię zabezpieczającą "bezpiecznik" w górę (off).
Pociągnij spust. Będzie to długi skok, który spowoduje napięcie kurka, uderzenie
kurka i wystrzał. (Inaczej niż w TT, tu nie pociągamy bezpośrednio za kurek).
Następne pociągnięcia za spust będą krótkie.
Po oddanym strzale, zamek przemieści się do tyłu i powróci do normalnej pozycji.
Spowoduje to wyrzut pustej łuski, wprowadzenie nowego naboju do komory
nabojowej oraz napnie kurek.
Jeżeli wystrzelisz drugi nabój, spust będzie miał teraz krótszy skok, ponieważ kurek
jest już napięty.
Możesz ręcznie napiąć kurek po obróceniu bezpiecznika do pozycji "fire."
Po wystrzeleniu ostatniego pocisku z magazynku, suwak pozostanie w tylnym
położeniu z otwartą komorą nabojową.
Rozładowanie pistoletu:
Skieruj broń w bezpieczną stronę.
Obróć bezpiecznik w dół do "safe." To zluzuje kurek.
Naciśnij przycisk układu trzymającego magazynek. Magazynek zostanie uwolniony.
Pociągnij suwak zamkowy do tyłu aż się zatrzyma. Spowoduje to wyrzucenie
niewystrzelonego naboju z komory nabojowej.
Ważne, aby wykonać te czynności w podanej kolejności. Jeżeli zmienisz kolejność,
najpierw opróżnisz komorę nabojową, a później wyjmiesz magazynek, broń będzie
naładowana, ponieważ na miejsce wyrzuconego naboju wejdzie następny
z magazynka.
Obróć dźwignie zabezpieczająca w dół "safe" luzując kurek i blokując spust.
http://www.sviguns.com/4001.php
Infinity Model Pistol:

191
Na uchwycie jest bezpiecznik, który nie pozwala na uruchomienie spustu, jeżeli pistolet
nie jest trzymany właściwie za rękojeść. Posiada bezpiecznik zamka, który pozwala
zablokować ruch zamka i kurka.
BHP
Zapoznaj się z działaniem broni i z zagrożeniami. Musisz mieć odpowiednie
przeszkolenie.
Musisz mieć pewność, że broń jest sprawna.
Przestrzegaj instrukcji konserwacji i czyszczenia. Broń musi być czyszczona po
każdym użyciu, także nowa broń przed pierwszym użyciem.
Zawsze obchodź się z bronią tak jak gdyby była nabita.
Nigdy lufa nie może być skierowana na człowieka nawet, gdy jesteś pewien, że nie
jest nabita.
Zdarza się, że osoba trzymająca broń, gdy usłyszy dźwięk z tyłu, odruchowo obraca
się razem z bronią, co jest szczególnie niebezpieczne.
Jeżeli nie celujesz, lufa musi być skierowana w bezpiecznym kierunku, ku dołowi.
Broń powinna być zabezpieczona odpowiednim mechanizmem.
Broń może być użyta tylko zgodnie z prawem.
Bądź pewien celu i tego, co jest za nim.
Pamiętaj, że po wystrzale będzie odrzut broni.
Pistolet trzymamy w jednym ręku z dala od twarzy.
Jeżeli chcemy pomóc sobie drugą ręką, to nie może ona znaleźć się na ruchomych
częściach lub tam gdzie będzie wyrzucana łuska i część gazów, uwaga osoby
leworęczne – łuska z pistoletu wyrzucana jest na prawą stronę.
Trzymamy mocno i „wysoko na rękojeści”, aby zminimalizować obrót, jaki ma
miejsce w rezultacie odrzutu.
Aby osiągnąć celność muszka musi być widoczna w szczerbince, w jednej linii
z celem, ale dla tego oka, które jest w jednej linii z nimi. Powinno to być oko
dominujące, czyli to, którego widzenie pokrywa się z widzeniem obuocznym.
Upewnij się, że amunicja jest odpowiednia do danej broni. Lufa może zostać
rozerwana z powodu użycia niewłaściwej amunicji.
Trzymaj palec prosto, z dala od spustu, na zewnątrz kabłąka, jeżeli nie jesteś gotów do
strzału.
Zwracaj uwagę na otoczenie, nie przekraczaj linii.
Chroń uszy i oczy. Oczy narażone są na odpryski od celu, a także w czasie rozbierania
broni w przypadku niekontrolowanego odprężenia sprężyny.
Rozładuj broń, trzymaj mechanizm otwarty przed wręczeniem jej drugiej osobie.
Przerywając ogień rozładuj, otwórz mechanizm, wyjmij magazynek połóż broń
poziomo.
Pamiętaj, że w przypadku broni półautomatycznej, pocisk może być w komorze
nabojowej nawet po wyjęciu magazynka.
Nie strzelaj do twardych powierzchni, a także do wody. Grozi to rykoszetem. Wtedy
tor pocisku odbitego lub odprysku (np. od ściany) jest niekontrolowany, może trafić
nawet w osobę strzelającą. Jeżeli strzał był oddany do takiej przeszkody, to nie używaj
tej broni. Może się zaciąć

192
Za tarczą powinna być przeszkoda pochłaniająca pocisk. Dostęp w to miejsce musi
być uniemożliwiony.
Jeżeli broń leżała na ziemi upewnij się czy w lufie nie ma piasku, błota, śniegu itp. Ze
względu na zaostrzony kształt pocisku może się on zaklinować na tej „drobinie” i nie
opuścić lufy, co doprowadzi do wyrzutu gazów w ręku. Może być to spowodowane
także przez pozostawiony w lufie smar konserwacyjny.
Osobiście sprawdź czy broń, którą bierzesz do ręki jest rozładowana. Jeśli załadowana
stosuj się do zasad bezpieczeństwa.
Aby uniknąć przypadkowego wystrzału nie rzucaj broni i nie baw się nią. Nie opieraj
broni o ścianę, drzewo lub inny przedmiot. Broń, która się przewróci może wypalić.
Nie wchodź z bronią na drzewo lub plot.
Broń musi być we właściwych sposób przechowywana, jeżeli nie jest w użyciu. Jeżeli
niepotrzebnie jest pod ręką, to może zdarzyć się wypadek. Musi być uniemożliwiony
dostęp do broni i amunicji ludzi nieupoważnionych. Broń nie może znaleźć się w
rękach dzieci. Dzieci wykazują szczególne zainteresowanie bronią i będą próbowały
znaleźć do niej dostęp.
Jeżeli jest taka możliwość, to można zastosować przyrząd i kłódkę zakładaną za
spustem (w ramach obszaru kabłąka), tak, aby nie było możliwe jego wciśnięcie.
Zabezpieczy to przed użyciem przez osoby nieupoważnione.
Broń przechowywana lub transportowana musi być rozładowana z nabojów.
Broń i amunicja powinny być przechowywane oddzielnie. Amunicja w metalowych
pojemnikach, w chłodnym i suchym miejscu o małych wahaniach temperatury. Garaż
nie jest odpowiednim miejscem, ze względu na wahania temperatury.
Zabezpiecz broń zgodnie z zasadami.
Stara, nieużywana broń musi być sprawdzona przez specjalistę.
Nie używaj broni, jeżeli jesteś pod wpływem leków, alkoholu lub jesteś przemęczony,
zdenerwowany itp. Osoby „porywcze” nie powinny posiadać broni. Stan psychiczny
osób, które były napadnięte nie jest dobrym wskazaniem na posiadanie broni.
Nigdy nie strzelaj z ostrej amunicji w górę, gdyż spadający pocisk może zabić. Do
góry strzela się z amunicji ślepej tzn. bez pocisku.
Biorąc do ręki cudzą broń, zostawiamy na niej nasze odciski palców.
Nigdy nie używaj broni, jako narzędzia do innych celów.
Czyszczenie broni
Lufę czyścimy wyciorem ze szczotka nasyconą płynem do czyszczenia.
Kończymy, gdy szmatka nałożona na koniec wycioru jest czysta.
Lekko oliwimy broń, a następnie wycieramy nadmiar oleju.
Automat Kałasznikowa AK 1947 (7,62 mm)
Filmy: na stronie
http://www.youtube.com

193
Wpisać: ak47
Karabin AK jest to broń samoczynno-samopowtarzalna działająca na zasadzie odprowadzenia
gazów przez boczny otwór w lufie do komory gazowej.
Przełącznik uruchamiany dźwignią umieszczoną na prawej ściance komory zamkowej. Może
zajmować trzy położenia: dolne (P) - umożliwiające prowadzenie ognia pojedynczego,
środkowe (C) - ognia ciągłego oraz górne - powodujące zabezpieczenie broni. Karabinek
można zabezpieczyć z kurkiem napiętym i wprowadzonym nabojem do komory nabojowej
lub po rozładowaniu broni i zwolnieniu kurka.
Zasięg max. ok. 800 m, zasięg skuteczny ok. 350 m (pojedynczo), ok. 100 m (serie),
Nabój 7,62 × 39 mm wz. 43, magazynek 30 nab.
Elementy celownicze to muszka i celownik. Suwadło ze sprężyną powrotną odryglowuje
zamek i napina kurek.
Część IV: WPŁYW DRGAŃ NA ZDROWIE PRACOWNIKA
Drgania przenoszące się na ciało ludzkie mogą być przyczyną chorób zawodowych.
Wzbudzanie drgań przez maszyny
Drgania wzbudzane są przez niewyważone układy wirujące. Eliminujemy je
wyważając układ. Obracające się wały nie powinny obracać się z prędkością bliską
lub większą od kołowej częstości drgań własnych.
Silne drgania wzbudzane są w maszynach, w których ma miejsce ruch zwrotny.
Dotyczy to maszyn, w których są mechanizmy dźwigniowe lub krzywkowe.
Drgania swobodne, rezonans drgań wymuszonych
Każdy układ charakteryzuje występowaniem drgań swobodnych. Im wyższa sztywność tym
częstość swobodnych drgań własnych układu jest wyższa, im większa jest masa tym niższa.
Drgania swobodne wywołane są przez nadanie odkształcenia lub prędkości w chwili
początkowej. Podlegają one tłumieniu i zanikają z upływem czasu. Dotyczy to także drgań
wywołanych pojedynczym impulsem siły.
Jeżeli częstość zmian siły F=F1sint, działającej na ciało o masie m, podparte elementem
podatnym o sztywności k, równa się lub jest bliska częstości drgań własnych 0=(k/m)0.5
, to
zachodzi zjawisko narastaniem amplitudy drgań zwane rezonansem.
tFkxma sin1

194
tmF
x
sin/
22
0
1
Tłumienie ogranicza amplitudę drgań wymuszonych w obszarze rezonansu.
Układ mechaniczny charakteryzuje się posiadaniem wielu postaci drgań i wielu częstości
drgań własnych. Przykładowo belka może drgać przyjmując kształty sinusoidy mającej
dowolną ilość miejsc zerowych, co oznacza, że ma nieskończona ilość postaci i częstości
drgań własnych. To samo dotyczy płyt i powłok.
Wibroizolacja
Jeżeli maszyna spoczywa na sztywnym podłożu, to siły działające na nią są równoważone
przez podłoże i przenoszą się na ostoję, na przykład na budynek. Jeżeli maszyna podparta jest
sprężyście i umożliwiony jest jej ruch, to siły te częściowo mogą być zrównoważone przez
siły bezwładności, które towarzyszą ruchowi maszyny. Aby zminimalizować ten ruch, można
do maszyny sztywno przymocować znaczną masę, którą opieramy na sprężystych podporach.
Może to być na przykład żelbetonowy fundament lub płyty stalowe. Wibroizolacja ma
miejsce tylko powyżej częstości rezonansowej. W celu ograniczenia drgań przy
przechodzeniu przez rezonans wykorzystujemy tłumienie.
Drgania przenoszone na ciało człowieka
Ciało ludzkie ma wiele postaci drgań, charakteryzujących się wieloma częstościami drgań. Są
one związane z poszczególnymi organami ciała. W przypadku pojawienia się siły o częstości
równej częstości drgań własnych danego organu, jego drgania maja zwiększoną amplitudę.
Zmienne odkształcenia będące rezultatem drgań, powodują działanie szybkozmiennych
obciążeń na krew i inne płyny w organizmie. Może to powodować lokalne zaburzenia
krążenia (np. w dłoniach trzymających młot pneumatyczny). Wynika to z faktu, że opór, jaki
stawiają płyny jest proporcjonalny do kwadratu prędkości.
Pomiary drgań
Wielkości charakteryzujące drgania to częstość f, częstość kołowa f, wielkość
odkształcenia drgającego elementu, prędkość i przyspieszenie. Jeżeli drgania są opisane
funkcją harmoniczną, to odkształcenie y, przyspieszenie a oraz zależności pomiędzy nimi
mają postać:

195
.,
,,
,2,sin,cos,sin
maxmaxmaxmax
2
maxmax
2
maxmax
2
maxmaxmax
avva
ayya
ftyatyvtyy
Z podanych zależności wynika, że przy utrzymaniu stałej prędkości vmax, zależność pomiędzy
przyspieszeniem amax i częstotliwością jest liniowa. Dla człowieka fakt ten ma znaczenie,
ponieważ opór przepływu płynów jest zależny od prędkości przepływu. Uwzględniamy to
korzystając z funkcji wagowych.
Dużym przyspieszeniom amax nie koniecznie towarzyszą duże odkształcenia ymax, gdyż zależy
to także od częstości . Jest to ważna obserwacja, ponieważ wytrzymałość materiałów zależy
przede wszystkim od wielkości odkształceń, a dopiero wytrzymałość zmęczeniowa od ilości
cykli odkształcenia.
W przypadku drgań przechodzących na ludzi, zagrożenie chorobą zależy od organu
pobudzonego do drgań, wielkości drgań, częstości drgań, kierunku i czasu trwania.
Pomiar drgań prowadzony jest w trzech kierunkach i dotyczy głownie miejsca kontaktu ciała
z elementem wywołującym drgania. Przykładowo drgania na ciało traktorzysty przenoszą się
od stóp, siedzenia, rąk i pleców. Drgania pracownika posługującego się młotem
pneumatycznym przenoszą się od rąk. Rozróżniamy drgania ciała ogólne i miejscowe.
Dokonuje się pomiaru przyspieszenia a drgań ciała w pozycji stojącej, siedzącej i leżącej,
a także pomiaru drgań rąk w trzech prostopadłych kierunkach.
Częstotliwości dzielone są na pasma o szerokości proporcjonalnej do częstotliwości. Są to
pasma o szerokości oktawy lub 1/3 oktawy, mające kolejne centralne częstości odpowiednio
fn+1=2fn lub fn+1=21/3
fn. Mówimy o analizie oktawowej i tercjowej.
Dokonuje się analizy widmowej drgań korzystając z szybkiej transformaty Fouriera (FFT),
która wartościom pomiarów przyporządkowuje amplitudy poszczególnych harmonicznych
i w konsekwencji, pozwala zastąpić przebieg funkcji sumą funkcji harmonicznych o różnych
częstościach.
n
nnn tfAAa 2cos0
Dokonując pomiaru przyspieszenia musimy pamiętać, że dużym przyspieszeniom nie
koniecznie towarzyszą duże przemieszczenia, gdyż zależy to także od częstości
(amax=ymax2). Aby uwzględnić szkodliwość każdej częstości (amax=vmax), amplitudy
przyspieszeń odpowiadające poszczególnym częstościom mnożymy przez (ułamkową)
funkcję wagową (frequency weighting filter), otrzymując w ten sposób przyspieszenie

196
ważone aw. Funkcje wagowe uwzględniające częstotliwość nazywamy filtrami. Mamy (ISO
8041) oddzielne ważące filtry dla drgań rąk oraz drgań całego ciała pionowych i poziomych.
http://www.ccohs.ca/oshanswers/phys_agents/vibration/vibration_measure.html
http://www.rion.co.jp/english/
Funkcję czasu opisującą przebieg przyspieszeń w ruchu drgającym zastępuje się wartością
średnią kwadratową obliczaną, jako pierwiastek ze średniej kwadratów wyników (rms = root
mean square).
N
aaaa
ttt
tatataa N
rms
22
3
2
2
2
1
2
3
2
2
2
1 .......
..........
.............
N
aaaaa Nwww
rmsw
22
3
2
2
2
1,
.......
Jest to skuteczna wartość przyspieszenia ważona w dziedzinie częstotliwości.
Jeżeli całkowita ekspozycja na drgania jest sumą ekspozycji dla różnych przyspieszeń
ważonych częstością, to wielkość równoważną przyspieszenia odpowiadającą całkowitemu
czasowi narażenia obliczamy
..........
.............
321
3
2
32
2
21
2
1,
ttt
tatataa www
eqw
Ze względu na to, że odczucie jest proporcjonalne do logarytmu bodźca stosuje się skalę
logarytmiczną na wykresach lub wartość określaną, jako poziom przyspieszeń drgań
(VAL=Vibration Acceleration Level)
][10
log10
2
6dB
aL rms
eq
Biorąc pod uwagę fakt, że średnia kwadratowa (rms) nie pokazuje maksymalnych
chwilowych wartości, przyrządy pomiarowe rejestrują wartości pików (peak, peak-to-peak),
co pozwala określić iloraz tych wartości do wartości średniej kwadratowej tak zwany crest
fator=peak/rms.
Jeżeli iloraz wartości maksymalnej do wartości średniej przekracza wartość stwarzającą
zagrożenie (>9), to muszą być wzięte pod uwagę: dawka drgań VDV oraz maksymalne
wartości chwilowe drgań (MTV).

197
Dawkę drgań uwzględniającą czas ekspozycji na drgania, oblicza się, jako czwartego stopnia
pierwiastek z sumy czwartych potęg wyników pomiarów pomnożonych przez czas ich
trwania (VDV = vibration dose value, eVDV=estimated vibration dose value)
4 4
3
4
2
4
14
0
4 ........ tatatadtaVDV www
T
w
Czwarte potęgi stosujemy ze względu na to, że są one bardziej wrażliwe na nagłe wstrząsy
(shock).
Maksymalne wartości chwilowe drgań (MTVV=maximum transient vibration value ISO
8041) obliczamy, jako biegnąca w czasie t0 średnia kwadratowa (running rms) obliczana w
krótkich chwilach =1s
0
2
0
max
1 0
0
taMTVV
dttata
w
t
t
ww
Szkodliwość drgań zależy nie tylko od amplitudy przyspieszenia i częstości drgań, ale
także od czasu narażenia pracownika na drgania. Uśrednioną i ważoną wielkość
ekspozycji na drgania przelicza się na czas zmiany
8
8t
aA
Bierzemy pod uwagę rzeczywisty czas ekspozycji, czyli tylko czas, kiedy narzędzie jest w
ręku pracownika, jest włączone i wykonuje pracę. Pamiętać należy, że rzeczywiste drgania
na stanowisku pracy mogą być większe od tych, jakie opisane są w instrukcji obsługi.
Jeżeli pracownik korzystał z różnych narzędzi to sumujemy ekspozycje w następujący
sposób
....888
8 32
322
212
1 t
at
at
aA
Przykład: Pracownik posługiwał się szlifierką o przyspieszeniu 5 m/s2 przez 2,5 h oraz
młotem o przyspieszeniu 15 m/s2 przez 10 min. Dzienne narażenie na drgania łącznie
wyniesie

198
2,8504398
60/1015
8
5,258 22 A
W Excelu
=PIERWIASTEK(5*5*2,5/8+15*10/60/8)
Narażenie na drgania pochodzące od rąk.
Wartość ekspozycji (ostrzegawczej) działania (Exposure Action Value) dla drgań
transmitowanych od rąk EAV A(8)=2,5 m/s2
Wartość graniczna ekspozycji (Exposure Limit Value) dla drgań transmitowanych od rąk
ELV A(8)=5 m/s2
Narażenie na drgania całego ciała:
Wartość ekspozycji (ostrzegawczej) działania (Exposure Action Value) dla drgań całego ciała
EAV A(8)=0,5 m/s2
Wartość graniczna ekspozycji (Exposure Limit Value) dla drgań całego ciała ELV
A(8)=1,15 m/s2
Jeżeli A(8) przekracza EAV należy podjąć działania kontrolne i zapobiegawcze.
Jeżeli A(8) jest większe od ELV to pracownikowi nie wolna wykonywać takiej pracy.
Podstawowa metoda ochrony zdrowia pracownika narażonego na drgania polega na
ograniczeniu czasu pracy do czasu dopuszczalnego, określonego przez A(8). Realizujemy
to stosując pracę rotacyjną, przekazując pracę innemu pracownikowi, aby żaden pracownik
nie był narażony na nadmierną ekspozycję na drgania EAV.
Drgania pochodzące od rąk
Jeżeli zmierzona wartość dziennej ekspozycji A(8) przekracza
ostrzegawczą wartość dziennego narażenia pracownika na drgania rąk
EAV=2,5 m/s2, to należy podjąć działania kontrolne i zapobiegawcze.
Jeżeli zmierzona wartość dziennej ekspozycji A(8) przekracza graniczną
wartości dziennego narażenia pracownika na drgania rąk ELV=5 m/s2,
to pracownikowi nie wolno wykonywać takiej pracy.
Syndrom białych palców - choroba Raynauda

199
http://antywibracyjne.pl/biale-palce-zespol
https://en.wikipedia.org/wiki/Vibration_white_finger
Choroba dotyczy operatorów elektronarzędzi, narzędzi pneumatycznych, narzędzi
z silnikami spalinowymi. Przykładowe maszyny: wiertarka, młot pneumatyczny, piła
łańcuchowa, kosiarka ręczna z silnikiem spalinowym itp.
Choroba spowodowana jest niedokrwieniem palców, możliwe też, że uszu i nosa. Palce
robią się białe i bolą. Na powstanie schorzenia ma wpływ praca w niskiej temperaturze
otoczenia. Ludzie pracujący z wibrującymi narzędziami są bardziej na nią podatni. Może
doprowadzić do konieczności amputacji palców.
Zabezpieczenie pracownika przed drganiami wymaga wybrania narzędzia emitującego jak
najmniejsze drgania, stosowania wyposażenia pochłaniającego drgania (np. rękawice),
prawidłowego sposobu wykonywania pracy oraz programów edukacyjnych.
Stosowanie antywibracyjnych pił łańcuchowych pozwala znacznie zredukować poziom
drgań. Piły te wymagają właściwej konserwacji oraz okresowej wymiany pochłaniaczy
drgań. Produkowane są też antywibracyjne narzędzia pneumatyczne takie jak młoty,
nitownice, przecinarki, łamacze.
Drgania pochodzące od pneumatycznych narzędzi redukujemy stosując:
tłoki różnicowe umożliwiające zmniejszenie nacisku palców na narzędzie
rękojeść z miękką okładziną poduszką powietrzną zmniejszającą drgania rąk
odpowiednią wibroizolację, poduszkę powietrzną zmniejszającą drgania rąk
Antywibracyjne rękawice
Antywibracyjne rękawice, zrobione z materiału wiskoplastycznego
w ograniczonym stopniu pochłaniają drgania o niskiej częstości, które są
najbardziej szkodliwe. Skuteczność dla wysokich częstotliwości jest duża.
Dają nieznaczną ochronę przed chorobą Raynauda. Chronią jednak przed
otarciami, zranieniami, niską temperaturą i w ten sposób zmniejszają ryzyko
zachorowań. Antywibracyjne rękawice nie mogą być ciasne.
Antywibracyjne rękawice powietrzne:
Zrobione są z materiału tłumiącego drgania, zawierają połączone komórki
wypełnione powietrzem.
Zmniejszają działanie drgań, uderzeń, umożliwiają mniejszy ścisk dłoni, chronią
przed chłodem i otarciami.

200
Rękawica musi być giętka, tak, aby nie wymagała wysiłku do jej dopasowania do
uchwytu. Z tego powodu izolator nie może być sztywny i gruby.
Z tego samego powodu kciuk powinien być przeciwstawny.
Antywibracyjne rękawice (wg ISO 10819):
Muszą mieć średnią ważoną przepuszczalność <1 w zakresie średnich
częstotliwości 16-400 Hz oraz <0.6 w zakresie wysokich częstotliwości
100-1600 Hz.
Muszą chronić dłoń aż do opuszków palców.
Narzędzia mające antywibracyjne uchwyty wykonane z tworzywa wiskoplastycznego
zmniejszają skutki drgań i poprawiają warunki chwytu.
Antywibracyjna piła łańcuchowa ma:
Dopasowane elastyczne uchwyty i gumowe pochłaniacze drgań.
Wibroizolatory zapobiegające przenoszeniu się drgań silnika i piły na uchwyt.
Poduszka powietrzna chroniąca łokieć dając mu oparcie:
Zawiera nadmuchiwane komory powietrzne pozwalające na osiągniecie
właściwego ściśnięcia mięśni i chrząstek.
Chroni przed wstrząsami i drganiami poprzecznych ścięgien.
Stosujemy, gdy mamy do czynienia z powtarzanym ruchem ręki, szczególnie
wtedy, gdy towarzyszy temu silny uścisk, skręcenie ramienia, uderzenie tak jak to
jest przy grze w tenisa lub narzędzia takiego jak młot.
Oprócz narzędzi antywibracyjnych i rękawic pracownik może zmniejszyć zagrożenie:
Trzymaj drgające narzędzie stosując minimalny, ale konieczny uścisk.
Noś właściwe ubranie, rękawice i chroń się przed chłodem.
Stosuj przerwy w pracy, aby przywrócić właściwe ukrwienie.
Opieraj narzędzie zamiast je trzymać siłą mięśni.
Nie używaj wadliwych narzędzi.
Narzędzia powinny być naostrzone.
Korzystaj z porad lekarza.
Praca taka powinna być wykonywana rotacyjnie, na zmianę z innymi
pracownikami.
Przestrzegaj terminów smarowanie i remontów.
Stosuj wyposażenie ochronne – rękawice itd.

201
Nie pal papierosów, które pogarszają krążenie.
Edukacja
Programy szkoleń pozwalają zwiększyć świadomość zagrożeń. Powinny obejmować
właściwą obsługę i konserwację. Drgające maszyny emitują również hałas, dlatego
szkolenie powinno obejmować również to zagrożenie.
Testowanie narzędzi i antywibracyjnych rękawic
W celu określenia zagrożeń i ich zmniejszenia dokonujemy identyfikacji charakterystyki
spektralnej oraz pomiarów tłumienia. Pomiary wykonujemy zgodnie z normami, za
pomocą akcelerometru w trzech kierunkach umieszczonego na rękojeści narzędzia lub
pomiędzy rękawicą i rękojeścią.
Badania rękawic: mierzona jest średnia kwadratowa przyspieszenia drgań (rms) dla
częstości 6.3Hz - 1600Hz dla 1/3 pasma oktawy. Za bazowy uznaje się kierunek, w którym
zachodzi ściskanie.
Drgania całego ciała
Jeżeli zmierzona wartość dziennej ekspozycji A(8) przekracza
ostrzegawczą wartość dziennego narażenia pracownika na drgania
całego ciała EAV=0,5 m/s2, to należy podjąć działania kontrolne i
zapobiegawcze.
Jeżeli zmierzona wartość dziennej ekspozycji A(8) przekracza
graniczną wartości dziennego narażenia pracownika na drgania
całego ciała ELV=1,15 m/s2, to pracownikowi nie wolno wykonywać
takiej pracy.
Jeżeli jakaś część ciała podlega dużym drganiom, na przykład wzmocnionym rezonansowo
i energia ulega rozproszeniu wewnątrz ciała, to mają miejsce rozmaite skutki drgań: wzrasta
tętno, częstość oddechu, powstają dolegliwości mięśniowe lub problemy z przewodem
pokarmowym.
Podział drgań:
Choroba ruchowa wywoływana jest przez drgania o niskiej częstotliwości. W
podróży, na statku, (choroba morska - trzeba się położyć – na leżąco nie odczuwa się
mdłości), czasami też w samolocie, w autobusie, a nawet przy grach komputerowych
w wirtualnej rzeczywistości

202
Drgania całego ciała o średniej częstotliwości. Mamy z nimi problemy będąc
kierowcą, zależy od budowy siedzenia, może powodować bóle pleców.
Drgania przekazane do rąk o wysokiej częstotliwości. Pochodzą od narzędzi
elektrycznych lub pneumatycznych
Organy narażone na przedłużone działanie drgań:
Kręgosłup jest szczególnie wrażliwy na drgania o częstości 4-12 Hz.
Układ trawienny jest szczególnie wrażliwy na drgania o częstości 4-5 Hz (rezonans
brzucha, żołądka).
Układ sercowo-naczyniowy narażony na przedłużone działanie drgań o częstości
<20Hz powoduje przyspieszone bicie serca i trudności oddechowe.
Oczy – drgania powodują zmniejszenie ostrości wzroku.
Drgania mogą powodować trwałe uszkodzenia organów.
Psychologiczne skutki drgań zaczynają się od 85 dB. Są to trudności ze spaniem (65-70dB),
dyskomfort, poirytowanie, spadek wydajności pracy. Jednak zwykle środowisko uważa się za
skażone drganiami, gdy wynoszą one 90dB.
Drgania mogą powodować problemy z realizacją zadań pracownika:
przez zaburzenie postrzegania zmysłami
powodując trudności w zrozumieniu otrzymywanych informacji i ich przetwarzaniu
powodując zmęczenie i osłabienie motywacji
powodując chroniczny stres
Operatorzy maszyn ciężkich takich jak traktory, koparki, spychacze, a także kierowcy
narażeni są na drgania pochodzące od stóp, siedzenia, pleców i rąk
W zależności od źródła drgań mamy:
Drgania o niskich częstościach spowodowane przez kontakt opon z nierównościami
terenu.
Drgania o wysokich częstościach wywoływane przez silnik i przekładnie.
Wstrząsy będące efektem wpadnięcia w dziurę w podłożu lub zderzenia
z przeszkodami, jakie napotkają na drodze.
Krótkotrwałe drgania o częstości w zakresie 2-20 Hz o wielkości 1 m/s2 mogą powodować
bóle brzucha, w klatce piersiowej, bóle głowy mdłości, zburzenia równowagi.
Długotrwałe narażenie na drgania może powodować poważne problemy zdrowotne,
szczególnie dotyczy to kręgosłupa i przewodu pokarmowego.
Problemy zdrowotne przy silnych drganiach, to choroba ruchowa, problemy zmysłu
równowagi powodujące mdłości.

203
Przy narażeniu na drgania w długim okresie czasu:
uszkodzenia kości i stawów, problemy lędźwiowo kręgosłupowe, bóle w krzyżu
hemoroidy
przepuklina
problemy z trawieniem wynikające z drgań organów wewnętrznych
problemy urologiczne
problemy sercowe, naczyniowe, zmienność ciśnienia krwi, żylaki
osłabienie wzroku, nieostrość widzenia
problemy nerwicowe, zmęczenie, utrata apetytu, skłonność do irytacji, ból głowy,
bezsenność, impotencja
zmniejszona koordynacja rąk
przemęczenie
Objawy przy drganiach o częstościach od 1 to 20Hz:
złe samopoczucie 4-9Hz
ból głowy 13-20Hz
dolnej szczęki 6-8Hz
dotyczą mowy 13-20Hz
gardło 12-16Hz
ból w klatce piersiowej 5-7Hz
ból brzucha 4-10Hz
zwiększone oddawanie moczu 10-18Hz
napięcie mięśni 13-20Hz
trudności z oddychaniem 4-8Hz
skurcz mięśni 4-9Hz
Zmniejszenie zagrożeń wymaga:
Oceny zagrożeń pochodzących od drgań
Ograniczenia czasu przebywania pracowników na drgających powierzchniach
Stosowania eliminacji drgań i wibroizolacji, tak, aby drgania maszyn nie przenosiły
się na podłogę, siedzenia itp.
Utrzymywania sprzętu i maszyn w dobrym stanie, aby nie były źródłem drgań
Instalacji tłumików drgań
Korzystania z usług specjalistów
Stworzenia odpowiedniego programu kontroli, monitoringu i stosowania go regularnie
Prowadzenia szkoleń, w tym na temat objawów chorób wywołanych drganiami
Prowadzenia systematycznych badań lekarskich
Należy zminimalizować narażenie na drgania przez:

204
zmniejszenie drgań u źródła: właściwa konstrukcja, dobry stan maszyny i elementów
roboczych, wibroizolacja, eliminacja drgań, tłumiki
zmniejszenie przewodzenia drgań
zmniejszenie drgań u celu: właściwa konstrukcja kabiny, fotela, podłogi
Pojazdy i maszyny robocze ciężkie i powinny spełniać następujące warunki:
Sprzęt musi być w dobrym stanie, szczególnie układ zawieszenia oraz ciśnienie
w kołach
Kabina powinna być ustawiona na wibroizolatorach
Zawieszenie na resorach lub sprężynach powinno mieć tłumiki pochłaniające nagłe
wstrząsy
Kierownica powinna mieć wspomaganie
Oparcia dla pleców powinny być regulowane
Siedzenie powinno być specjalnie zaprojektowane, tak, aby zmniejszało skutki drgań
i wstrząsów
Siedzenia powinny być regulowane ze względu na położenie i ciężar ciała
Operator musi ograniczyć prędkość na nierównym terenie, a raz na godzinę lub dwie musi
wysiąść z maszyny i wyprostować się.
Kupując maszynę trzeba zainteresować się jej parametrami w zakresie narażenia pracownika
na drgania.
Jeżeli to możliwe, należy stosować zdalne sterowanie.
Maszyny stacjonarne powinny mieć właściwie dobraną wibroizolację. Zwykle będzie to
fundament, ciężki korpus lub płyta stalowa ustawione na sprężynach.
Należy przestrzegać terminów smarowanie i remontów, stosować narzędzia w dobrym stanie
oraz stosować odpowiednie wyposażenie ochronne.
Najlepsze metody redukcji drgań to te, które wymagają instalacji na stale i trwale zmniejszają
drgania. Osobiste wyposażenie ochronne uważane jest za mniej skuteczne, ponieważ
pracownik może go nie używać. Redukcji drgań towarzyszy redukcja hałasu.
Literatura:
Directive 2002/44/EC of the European Parliament and of the Council of 25 June 2002 on the
minimum health and safety requirements regarding the exposure of workers to the risks
arising from physical agents (vibration). Article 16(1) of Directive 89/391/EEC)
ISO 5349 Standard Mechanical vibration - Measurement and evaluation of human exposure to
hand-transmitted vibration.
ISO 2631 Standard Mechanical Vibration and Shock - Evaluation of human exposure to
whole-body vibration.

205
ISO 10326 Standard Mechanical vibration - Laboratory method for evaluation vehicle seat
vibration.
ISO 8041 Standard Human response to vibration — Measuring instrumentation.
Seat selection guidelines to reduce whole-body vibration exposure levels in the SA mining
industry by J. Gunaselvam and J.L. van Niekerk- The Journal of The South African Institute
of Mining and Metallurgy VOLUME 105 REFEREED PAPER NOVEMBER 2005
Human exposure to mechanical vibration when operating special foundation equipment -
Dipl.-Ing. Wolfgang Kummer, BG BAU, Prevention.
EU WBV Guide to good practice on Whole-Body Vibration.
NASA- Natural And Induced Environments:
http://msis.jsc.nasa.gov/sections/section05.htm
NSW Environment & Heritage
J. Zajączkowski -Mechanika Maszyn
http://en.wikipedia.org/wiki/Vibration
Przykładowe mierniki drgań:
http://svantek.com.pl/pub/files/File/produkty/manual/948/human.pdf
http://www.castlegroup.co.uk/
Hałas
http://www.skcinc.com

![Stosowanie maszyn i urządzeń wiertniczych 311[40].Z2naftowka.pl/zsp4/media/pomoce/wiertnik/maszyny_i_urzadzenia.pdf · napędzanych maszyn roboczych w stan ruchu, zależnie od ich](https://img.dokumen.tips/doc/110x75/5c761fc009d3f2ff328be8e1/stosowanie-maszyn-i-urzadzen-wiertniczych-31140-napedzanych-maszyn-roboczych.jpg)



























