Embed Size (px)
Citation preview
BỘ GIÁO DỤC VÀ ĐÀO TẠO
TRƯỜNG ĐẠI HỌC MỎ - ĐỊA CHẤT
NGUYỄN CHÍ BẢO
NGHIÊN CỨU ẢNH HƯỞNG CỦA LƯU LƯỢNG VÀ TỐC ĐỘ
CHUYỂN ĐỘNG TƯƠNG ĐỐI GIỮA ĐẦU PHUN VỚI CHI TIẾT
ĐẾN CHẤT LƯỢNG BỀ MẶT PHUN PHỦ BẰNG CÔNG NGHỆ
PHUN NHIỆT KHÍ TỐC ĐỘ CAO – HVOF
LUẬN ÁN TIẾN SĨ KỸ THUẬT
HÀ NỘI – NĂM 2017
BỘ GIÁO DỤC VÀ ĐÀO TẠO
TRƯỜNG ĐẠI HỌC MỎ - ĐỊA CHẤT
NGUYỄN CHÍ BẢO
NGHIÊN CỨU ẢNH HƯỞNG CỦA LƯU LƯỢNG VÀ TỐC ĐỘ
CHUYỂN ĐỘNG TƯƠNG ĐỐI GIỮA ĐẦU PHUN VỚI CHI TIẾT
ĐẾN CHẤT LƯỢNG BỀ MẶT PHUN PHỦ BẰNG CÔNG NGHỆ
PHUN NHIỆT KHÍ TỐC ĐỘ CAO – HVOF
Ngành : Kỹ thuật Cơ khí động lực
Mã số : 62 52 01 16
LUẬN ÁN TIẾN SĨ KỸ THUẬT
NGƯỜI HƯỚNG DẪN KHOA HỌC:
1. PGS. TS. ĐINH VĂN CHIẾN
2. PGS. TS. TRIỆU HÙNG TRƯỜNG
HÀ NỘI - NĂM 2017

LỜI CAM ĐOAN
Tôi xin cam đoan luận án này là công trình nghiên cứu khoa học của
riêng tôi. Các số liệu trình bày trong luận án được phản ánh hoàn toàn trung
thực. Các kết quả nghiên cứu trong luận án chưa có ai công bố trong bất kỳ
công trình nghiên cứu nào.
Hà Nội, ngày 20 tháng 6 năm 2017
Tác giả luận án
Nguyễn Chí Bảo
ii
LỜI CẢM ƠN
Tôi xin gửi lời cảm ơn sâu sắc và chân thành nhất đến hai thầy hướng
dẫn khoa học là PGS.TS. Đinh Văn Chiến và PGS.TS. Triệu Hùng Trường là
cán bộ giảng dạy Trường Đại học Mỏ - Địa chất. Các thầy đã tận tình hướng
dẫn, chỉ bảo và động viên trong suốt quá trình nghiên cứu để tôi có thể hoàn
thành luận án này.
Tôi xin được bày tỏ lòng biết ơn sâu sắc tới các thầy, cô giáo Bộ môn
Máy và Thiết bị mỏ; Khoa Cơ điện; Phòng Đào tạo Sau đại học; Ban lãnh đạo
Trường Đại học Mỏ - Địa chất; Trường Đại học công nghiệp Hà Nội đã tạo
mọi điều kiện giúp đỡ tôi trong suốt thời gian làm luận án cũng như các đóng
góp quý báu về luận án.
Tôi cũng xin được gửi lời cám ơn các nhà khoa học, tập thể giảng viên
bộ môn: Công nghệ, sức bền vật liệu, Máy và thiết bị cơ khí - Khoa Cơ khí;
và đồng nghiệp Trung tâm cơ khí Trường Đại học công nghiệp Hà Nội và
Viện Khoa học Vật liệu, đã đóng góp ý kiến, tư vấn, hỗ trợ, tạo điều kiện
thuận lợi nhất cho tôi trong suốt quá trình làm thực nghiệm của luận án.
Tôi xin được bày tỏ lòng biết ơn đến sự giúp đỡ quý báu của Công ty
TNHH Dịch vụ Kỹ thuật Quang Khánh - TP. Vũng Tàu đã tạo điều kiện giúp
đỡ tôi làm thực nghiệm theo đúng quy trình yêu cầu của luận án.
Cuối cùng tôi xin được gửi lời cảm ơn sâu sắc nhất tới gia đình, bố, mẹ,
vợ, con, anh, chị, em và các bạn đồng nghiệp đã luôn động viên, giúp đỡ tôi
về vật chất và tinh thần trong thời gian nghiên cứu và hoàn thành luận án.
Tác giả luận án
iii
MỤC LỤC
LỜI CAM ĐOAN .............................................................................................. i
LỜI CẢM ƠN ................................................................................................... ii
DANH MỤC CÁC KÝ HIỆU VÀ CHỮ VIẾT TẮT ...................................... vi
DANH MỤC CÁC HÌNH VẼ VÀ ĐỒ THỊ .................................................. viii
DANH MỤC CÁC BẢNG BIỂU .................................................................... xi
MỞ ĐẦU ........................................................................................................... 1
Chương 1: TỔNG QUAN PHƯƠNG PHÁP PHUN NHIỆT ........................... 6
1.1. Công nghệ phun kim loại ....................................................................... 6
1.2. Các phương pháp phun nhiệt ................................................................ 11
1.2.1. Các phương pháp phun nhiệt ......................................................... 11
1.2.2. Ứng dụng của các phương pháp phun nhiệt .................................. 15
1.3. Các nghiên cứu về phun nhiệt khí tốc độ cao HVOF trên thế giới ...... 16
1.4. Các nghiên cứu về phun nhiệt ở Việt Nam .......................................... 21
1.5. Những vấn đề đặt ra cần nghiên cứu .................................................... 24
Kết luận chương 1 ....................................................................................... 28
Chương 2: CƠ SỞ KHOA HỌC CỦA PHƯƠNG PHÁP PHUN NHIỆT
KHÍ VÀ ĐỘNG LỰC HỌC QUÁ TRÌNH PHUN HVOF ................ 29
2.1. Lý thuyết về sự hình thành lớp phủ ...................................................... 29
2.2. Quá trình phun HVOF .......................................................................... 33
2.2.1. Quá trình cháy và lưu lượng khí của hệ thống phun HVOF .......... 34
2.2.2. Ưu điểm và nhược điểm của hệ thống phun HVOF ...................... 36
2.2.3. Đặc điểm của lớp phủ phun bằng công nghệ HVOF ..................... 37
2.3. Tính chất của lớp phủ ........................................................................... 38
2.3.1. Cấu trúc lớp phủ ............................................................................. 40
2.3.2. Thành phần của lớp phủ phun nhiệt ............................................... 41
2.3.3. Sự lắng đọng của lớp phủ ............................................................... 42
iv
2.3.4. Ứng suất dư .................................................................................... 43
2.3.5. Độ cứng .......................................................................................... 45
2.3.6. Độ xốp ............................................................................................ 46
2.3.7. Độ bám dính ................................................................................... 47
2.4. Cơ sở nhiệt động lực học quá trình phun HVOF ................................. 49
2.4.1. Động lực học dòng khí ................................................................... 51
2.4.2. Động lực học hạt ............................................................................ 55
2.5. Các yếu tố ảnh hưởng đến chất lượng lớp phủ bằng công nghệ HVOF
...................................................................................................................... 60
2.5.1. Ảnh hưởng của dịch chuyển tương đối giữa đầu phun và chi tiết . 60
2.5.2. Ảnh hưởng của các tham số động học phun .................................. 63
2.5.3. Ảnh hưởng của vật liệu phun và lưu lượng cấp bột ....................... 65
Kết luận chương 2 ....................................................................................... 66
Chương 3: VẬT LIỆU, TRANG THIẾT BỊ, PHƯƠNG PHÁP PHUN VÀ
XÁC ĐỊNH ĐẶC TÍNH LỚP PHỦ ................................................... 67
3.1. Vật liệu phun phủ ................................................................................. 67
3.1.1. Vật liệu nền .................................................................................... 67
3.1.2. Vật liệu bột phun ............................................................................ 68
3.2. Lập quy trình thử nghiệm ..................................................................... 70
3.3.1. Thiết bị phục vụ thực nghiệm ........................................................ 74
3.3.2. Thiết bị phun .................................................................................. 74
3.4. Phun phủ thực nghiệm .......................................................................... 78
3.4.1. Kế hoạch thực nghiệm ................................................................... 78
3.4.2. Tiến hành thực nghiệm ................................................................... 79
3.4.3. Xây dựng hàm hồi quy thực nghiệm .............................................. 81
3.4.4. Hình ảnh các mẫu thực nghiệm ...................................................... 82
3.5. Thiết bị đánh giá chất lương lớp phủ.................................................... 83
v
3.6. Phương pháp đánh giá chất lượng lớp phủ ........................................... 84
3.6.1. Phương pháp xác định độ cứng lớp phủ ........................................ 84
3.6.2. Phương pháp xác định độ xốp lớp phủ .......................................... 86
3.6.3. Phương pháp xác định độ bền bám dính lớp phủ........................... 87
3.6.4. Phương pháp chụp ảnh SEM .......................................................... 94
Kết luận chương 3 ....................................................................................... 95
Chương 4: KẾT QUẢ THỰC NGHIỆM VÀ ĐÁNH GIÁ ............................ 96
4.1. Kết quả thực nghiệm ............................................................................. 96
4.2. Kết quả và ảnh hưởng của các thông số đến độ xốp lớp phủ ............... 98
4.2.1. Ảnh hưởng của lưu lượng cấp bột phun tới độ xốp lớp phủ .......... 99
4.2.2. Ảnh hưởng của tốc độ quay chi tiết tới độ xốp lớp phủ .............. 101
4.2.3. Ảnh hưởng của dịch chuyển súng phun tới độ xốp lớp phủ ........ 102
4.3. Kết quả và ảnh hưởng của các thông số đến độ bám dính lớp phủ .... 105
4.3.1. Ảnh hưởng của lưu lượng cấp bột phun tới độ bám dính lớp phủ
................................................................................................................ 106
4.3.2. Ảnh hưởng của tốc độ quay của chi tiết tới độ bám dính lớp phủ108
4.3.3. Ảnh hưởng của lượng dịch chuyển đầu phun tới độ bám dính lớp phủ
................................................................................................................ 109
4.4. Kết quả và ảnh hưởng của các thông số đến độ cứng lớp phủ ........... 112
4.5. Phân tích tổ chức tế vi và liên kết biên giới 2 lớp .............................. 114
Kết luận chương 4 ..................................................................................... 117
KẾT LUẬN VÀ KIẾN NGHỊ....................................................................... 119
DANH MỤC CÁC CÔNG TRÌNH ĐÃ CÔNG BỐ .................................... 120
TÀI LIỆU THAM KHẢO ............................................................................. 121
PHỤ LỤC ...................................................................................................... 127
vi
DANH MỤC CÁC KÝ HIỆU VÀ CHỮ VIẾT TẮT
Ký hiệu và
chữ viết tắt Ý nghĩa từ viết tắt
αc Hệ số giãn nở nhiệt của lớp phủ (/0C)
αs Hệ số giãn nở nhiệt của vật liệu nền (/0C)
APS Phun Plama không khí (Air Plasma Spray)
CFD Động lực học dòng tính toán (Computational FluidDynamics)
CS Phun lạnh (Cold Spray)
D Đường kính ngoài của mẫu thực nghiệm (mm)
d Đường kính trong của mẫu thực nghiệm (mm)
d1, d2 Đường chéo vết lõm (µm)
DGun Phun nổ
Ec Mô đun đàn hồi của lớp phủ (Pa)
Es Mô đun đàn hồi của vật liệu nền (Pa)
F Diện tích tiếp xúc giữa lớp phủ và mẫu (mm2)
h Chiều cao lớp phủ, (mm)
HVAF Phun tốc độ cao khí nhiên liệu (High Velocity Air - Fuel)
HVOF Phun nhiệt khí tốc độ cao (High Velocity Oxygen-Fuel)
L Khoảng cách từ đầu súng phun đến bề mặt kim loại nền (mm)
LPG Hỗn hợp nhiên liệu ở thể khí (Liquefied Petroleum Gas)
LPPS Phun Plama áp suất thấp (Low Pressure Plasma Spray)
M Số MACH (trong điều kiện tiêu chuẩn M = 346 m/s).
m Lưu lượng cấp bột phun (gam/phút)
n Tốc độ quay của chi tiết khi phun (vòng/phút)
P Lực nén tiếp tuyến giữa mặt tiếp xúc của lớp phủ và bề mặt
kim loại nền (KN).
QHTN Quy hoạch thực nghiệm
vii
Ký hiệu và
chữ viết tắt Ý nghĩa từ viết tắt
Ra Sai lệch trung bình số học các giá trị tuyệt đối của profile
trong khoảng chiều dài chuẩn (µm)
S Lượng dịch chuyển súng phun sau 1 vòng quay của chi tiết
(mm/vòng)
SEM Kính hiển vi điện tử quét (Scanning Electron Microscope)
SVL Diện tích quy ước vết lõm (µm2)
Ứng suất bám dính của lớp phủ hợp kim với kim loại nền
(MPa)
σc Ứng suất do làm nguội (Pa)
σq Ứng suất do tôi (Pa)
tc Độ dày của lớp phủ (m)
Tf Nhiệt độ lắng đọng (0C)
Tm Nhiệt độ nóng chảy của một lớp mỏng (°C)
Ts Nhiệt độ của vật liệu nền (°C)
ts Độ dày của vật liệu nền (m)
TR Nhiệt độ môi trường (0C)
Ứng suất bám trượt (MPa)
Vct Tốc độ chuyển động của bề mặt chi tiết khi phun (m/phút)
VPS Phun Plama chân không (Spray Plasma Vacuum)
γ Độ xốp lớp phủ (%)
viii
DANH MỤC CÁC HÌNH VẼ VÀ ĐỒ THỊ
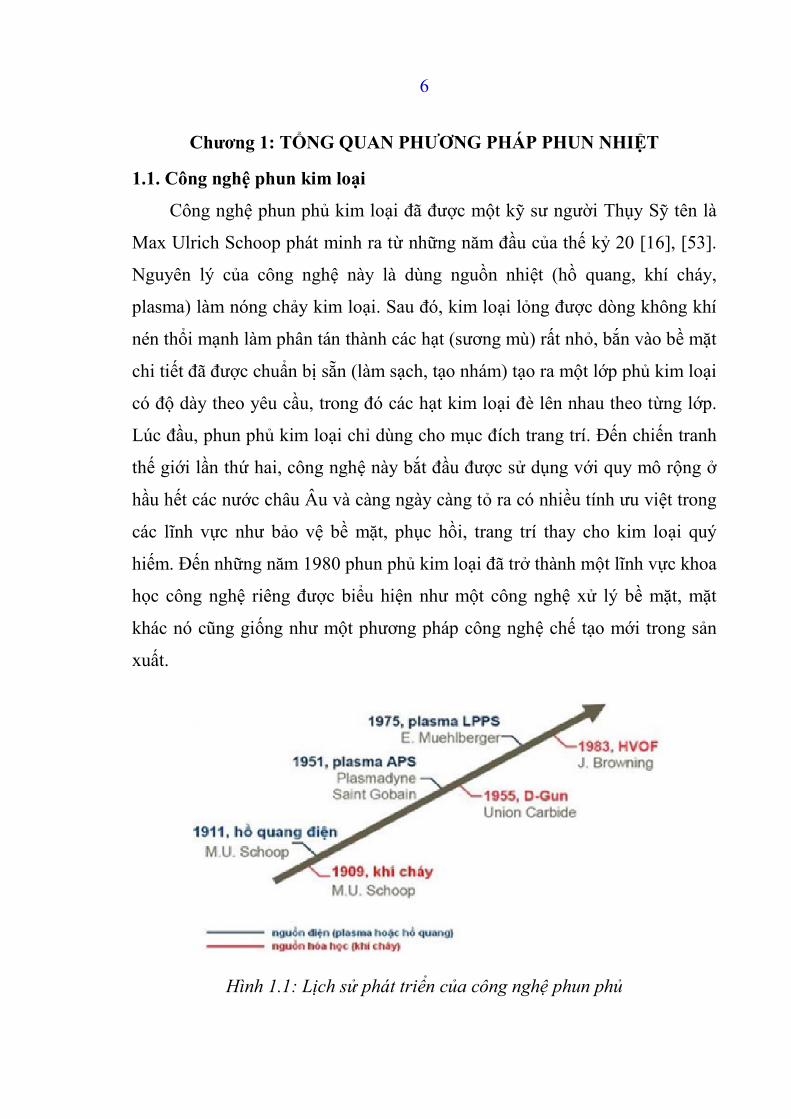
Hình 1.1: Lịch sử phát triển của công nghệ phun phủ ...................................... 6
Hình 1.2: Ứng dụng của công nghệ HVOF trong các lĩnh vực ........................ 9
Hình 1.3: Quá trình phun nhiệt và phân loại theo nguồn nhiệt ....................... 12
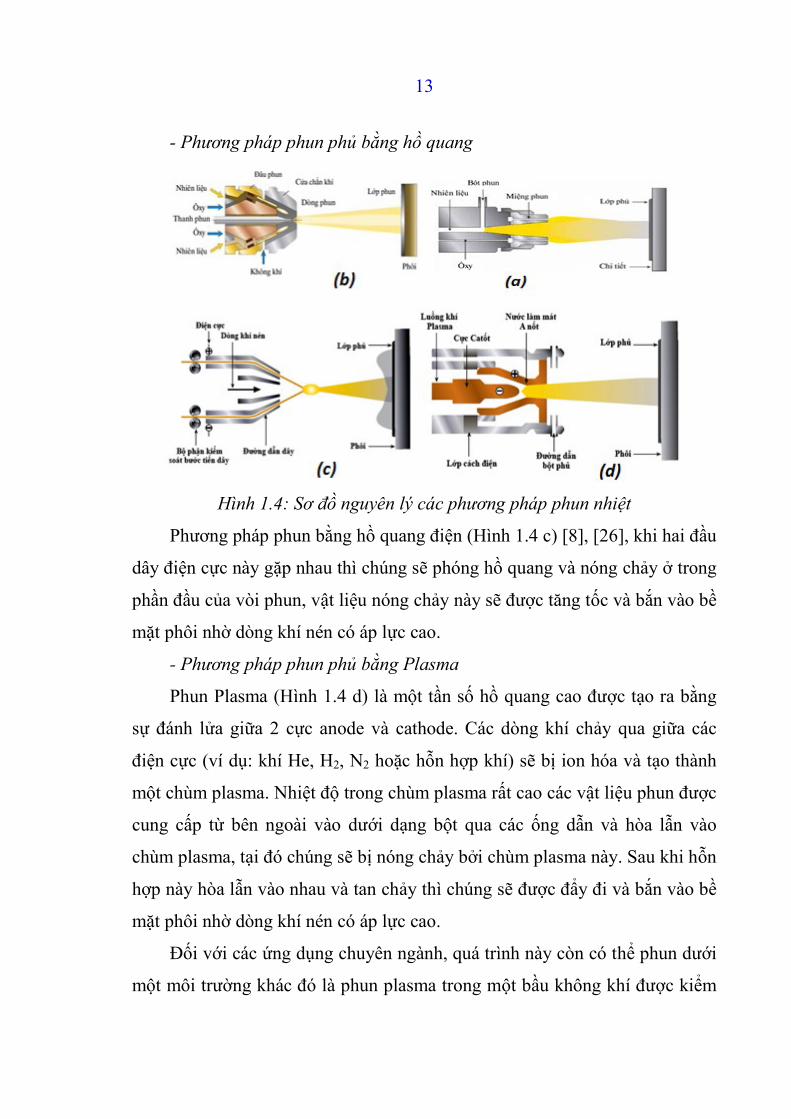
Hình 1.4: Sơ đồ nguyên lý các phương pháp phun nhiệt ................................ 13
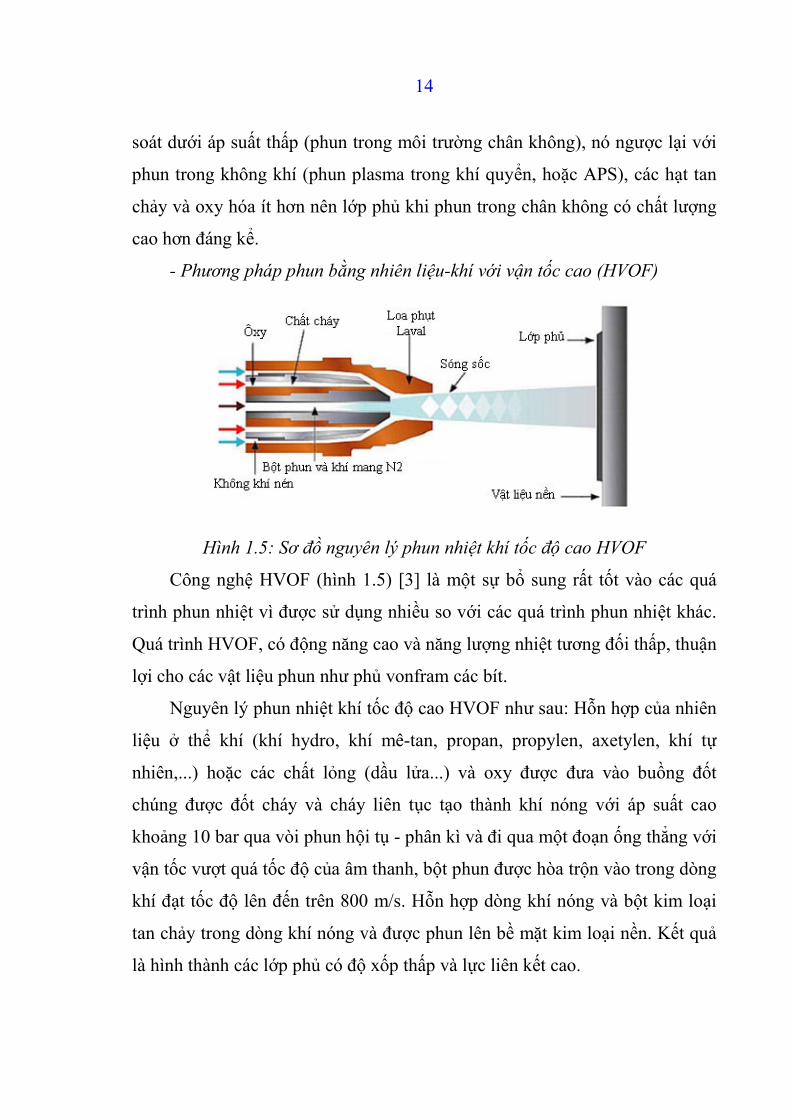
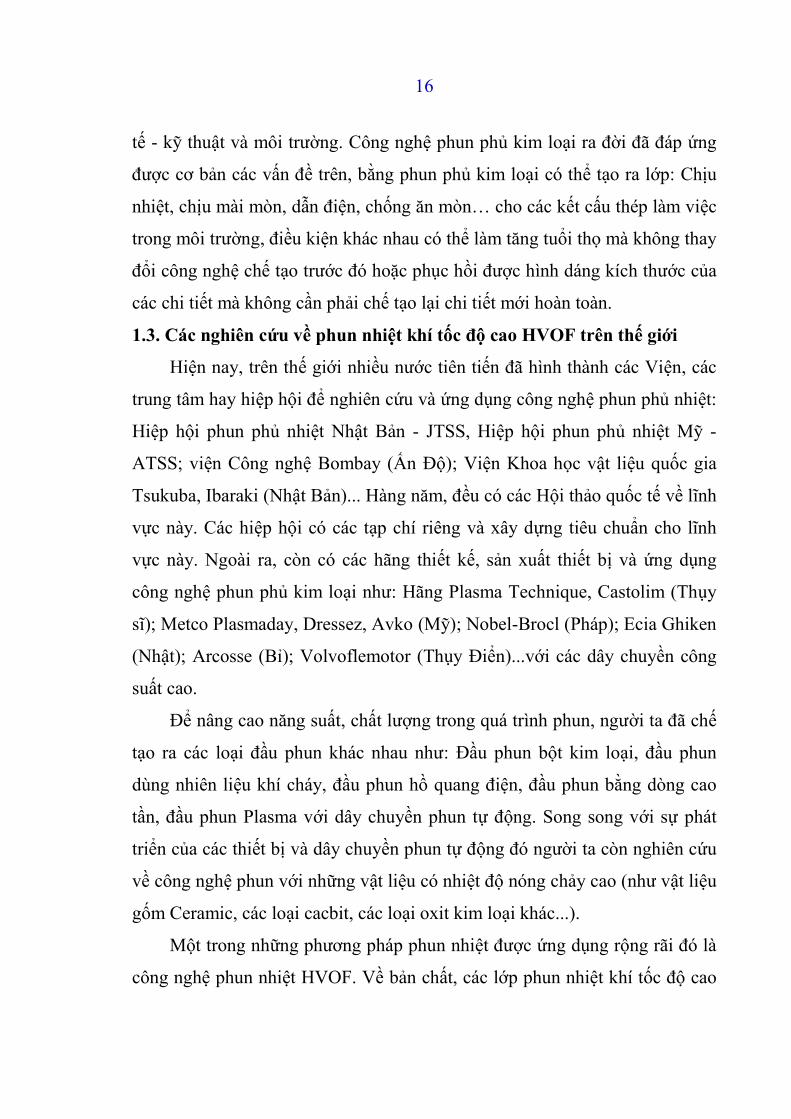
Hình 1.5: Sơ đồ nguyên lý phun nhiệt khí tốc độ cao HVOF ......................... 14
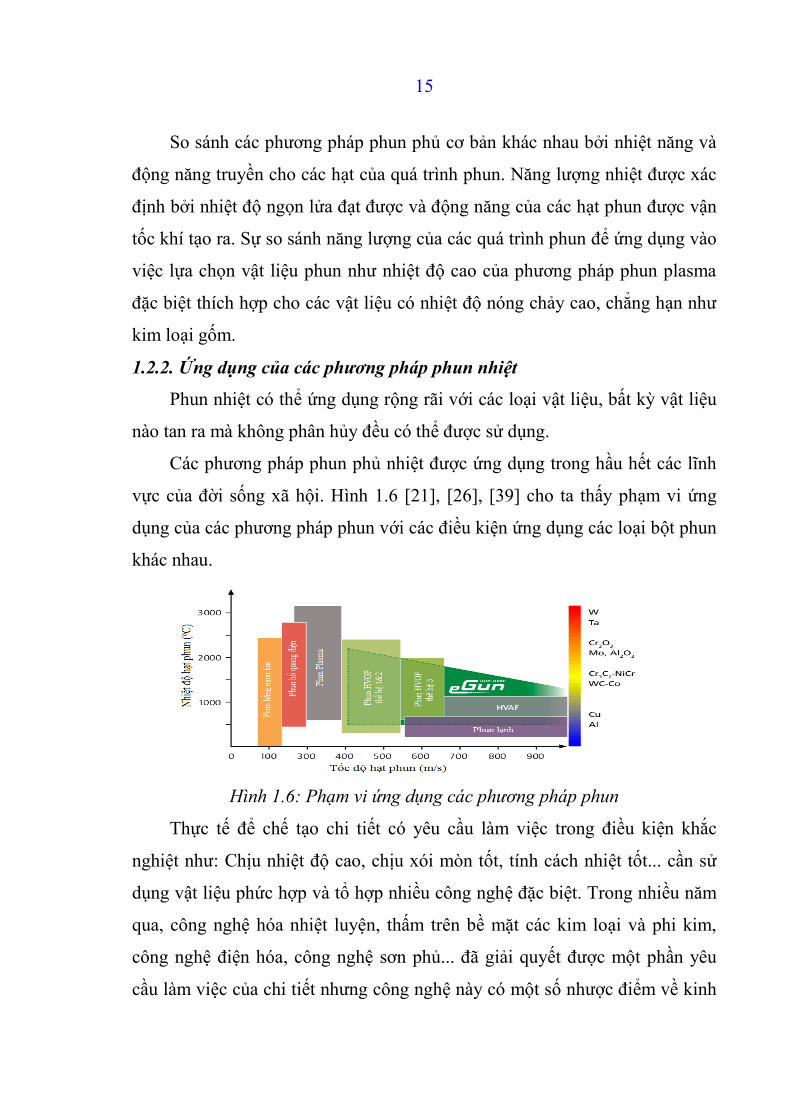
Hình 1.6: Phạm vi ứng dụng các phương pháp phun ...................................... 15
Hình 1.7: Sơ đồ tương tác hình thành lớp phủ ................................................ 25
Hình 1.8: Sơ đồ biểu diễn các yếu tố trong quá trình phun. ........................... 26
Hình 2.1: Các giai đoạn quá trình phun nhiệt ................................................. 30
Hình 2.2: Phân bố mật độ chùm hạt và sự chồng chất các chùm hạt phun .... 32
Hình 2.3: Hình ảnh hạt bột phun khi tiếp xúc với bề mặt nền ........................ 32
Hình 2.4: Sơ đồ dòng vật liệu phun va đập hình thành lớp phủ ..................... 33
Hình 2.5: Vận tốc dòng khí trong hệ thống HVOF theo áp suất buồng súng . 34
Hình 2.6: Sự hình thành sóng xung kích của dòng phun có áp suất cao hơn áp
suất môi trường ..................................................................................... 35
Hình 2.7: Sơ đồ trạng thái của lớp kim loại mỏng rơi trên bề mặt ................. 39
Hình 2.8: Sơ đồ mặt cắt cấu trúc của lớp phủ phun nhiệt ............................... 39
Hình 2.9: Sơ đồ cấu trúc lớp phủ. ................................................................... 40
Hình 2.10: Mặt cắt ngang của cấu trúc tấm mỏng sau khi đông đặc .............. 42
Hình 2.11: Sơ đồ ứng suất kéo ........................................................................ 44
Hình 2.12: Sơ đồ ứng suất nén ........................................................................ 45
Hình 2.13: Biểu diễn cấu trúc rỗ xốp của lớp phủ phun nhiệt ........................ 46
Hình 2.14: Biểu diễn sự va chạm của hạt phun trên bề mặt nhấp nhô theo tiết
diện ngang ............................................................................................. 48
Hình 2.15: Kết cấu vòi phun HVOF. .............................................................. 49
Hình 2.16: Kết cấu sung và quá trình phun phủ HVOF. ................................ 50
ix
Hình 2.17: Ảnh đồ trường nhiệt độ trong buồng đốt ...................................... 53
Hình 2.18: Trường áp suất trong quá trình phun HVOF ................................ 53
Hình 2.19: Tốc độ và nhiệt độ của hạt ............................................................ 58
Hình 2.20: Phân bố hạt trong quá trình phun .................................................. 59
Hình 2.21: Tốc độ và nhiệt độ theo cỡ hạt ...................................................... 59
Hình 2.22: Mô tả quá trình chuyển động hình thành lớp phủ ......................... 62
Hình 2.23: Hình ảnh tốc độ dòng phun theo từng vị trí. ................................. 64
Hình 2.24: Mô tả lượng dịch chuyển tương đối giữa súng phun với chi tiết .. 64
Hình 3.1: Mẫu phun bằng thép 40Cr............................................................... 68
Hình 3.2: Hình ảnh bột phun Cr3C2– NiCr ..................................................... 69
Hình 3.3: Quy trình phun nhiệt khí tốc độ cao HVOF.................................... 71
Hình 3.4: Thiết bị thực nghiệm phun nhiệt khí tốc độ cao HVOF ................. 75
Hình 3.5: Mẫu trong khi phun ......................................................................... 83
Hình 3.6: Kiểm tra nhiệt độ mẫu ..................................................................... 83
Hình 3.7: Các mẫu thực nghiệm thép 40Cr phun phủ bộtcác bít Cr3C2-NiCr
bằng phương pháp HVOF .................................................................... 83
Hình 3.8: Vết đo độ cứng Vicker. ................................................................... 85
Hình 3.9: Ảnh chụp kết quả đo độ xốp lớp phủ. ............................................. 87
Hình 3.10: Nguyên lý xác định độ bền bám dính theo ASTM C633-13. ....... 88
Hình 3.11: Nguyên lý xác định độ bền bám dính theo JIS-H-8666-1980. ..... 89
Hình 3.12: Sơ đồ mẫu thử bền bám dính theo JIS H 8666 - 1980 .................. 90
Hình 3.13: Sơ đồ mô tả trình tự xác định độ bám dính lớp phủ ..................... 91
Hình 3.14: Kích thước khuôn ép và mẫu thử .................................................. 92
Hình 3.15: Đồ thị biểu diễn giá trị lực nén khi đo độ bám dính lớp phủ ........ 93
Hình 4.1: Đồ thị 3D biểu diễn mối quan hệ (m) đến độ xốp lớp phủ. .......... 100
Hình 4.2: Đồ thị 2D biểu diễn mối quan hệ (m) đến độ xốp lớp phủ. .......... 100
Hình 4.3: Đồ thị 3D biểu diễn mối quan hệ (n) đến độ xốp lớp phủ. ........... 101
x
Hình 4.4: Đồ thị 2D biểu diễn mối quan hệ (n) đến độ xốp lớp phủ. ........... 101
Hình 4.5: Đồ thị 3D biểu diễn mối quan hệ (S) đến độ xốp lớp phủ. ........... 103
Hình 4.6: Đồ thị 2D biểu diễn mối quan hệ (S) đến độ xốp lớp phủ. ........... 103
Hình 4.7: Ảnh chụp đo độ xốp mẫu số 110. ................................................. 104
Hình 4.8: Đồ thị 3D biểu diễn mối quan hệ (m) đến độ bám dính lớp phủ. . 107
Hình 4.9: Đồ thị 2D biểu diễn mối quan hệ (m) đến độ bám dính lớp phủ. . 107
Hình 4.10: Đồ thị 3D biểu diễn mối quan hệ (n) đến độ bám dính lớp phủ. 108
Hình 4.11: Đồ thị 2D biểu diễn mối quan hệ (n) đến độ bám dính lớp phủ. 109
Hình 4.12: Đồ thị 3D biểu diễn mối quan hệ (S) đến độ bám dính lớp phủ. 110
Hình 4.13: Đồ thị 2D biểu diễn mối quan hệ (S) đến độ bám dính lớp phủ. 110
Hình 4.14: Ảnh chụp đo lực để tính độ bám mẫu số 110 ............................. 111
Hình 4.15: Ảnh vết đo độ cứng tại cáclớp. ................................................... 114
Hình 4.16: Ảnh soi vùng biên giới liên kết ................................................... 115
Hình 4.17: Ảnh SEM liên kết lớp phủ. ......................................................... 116
xi
DANH MỤC CÁC BẢNG BIỂU
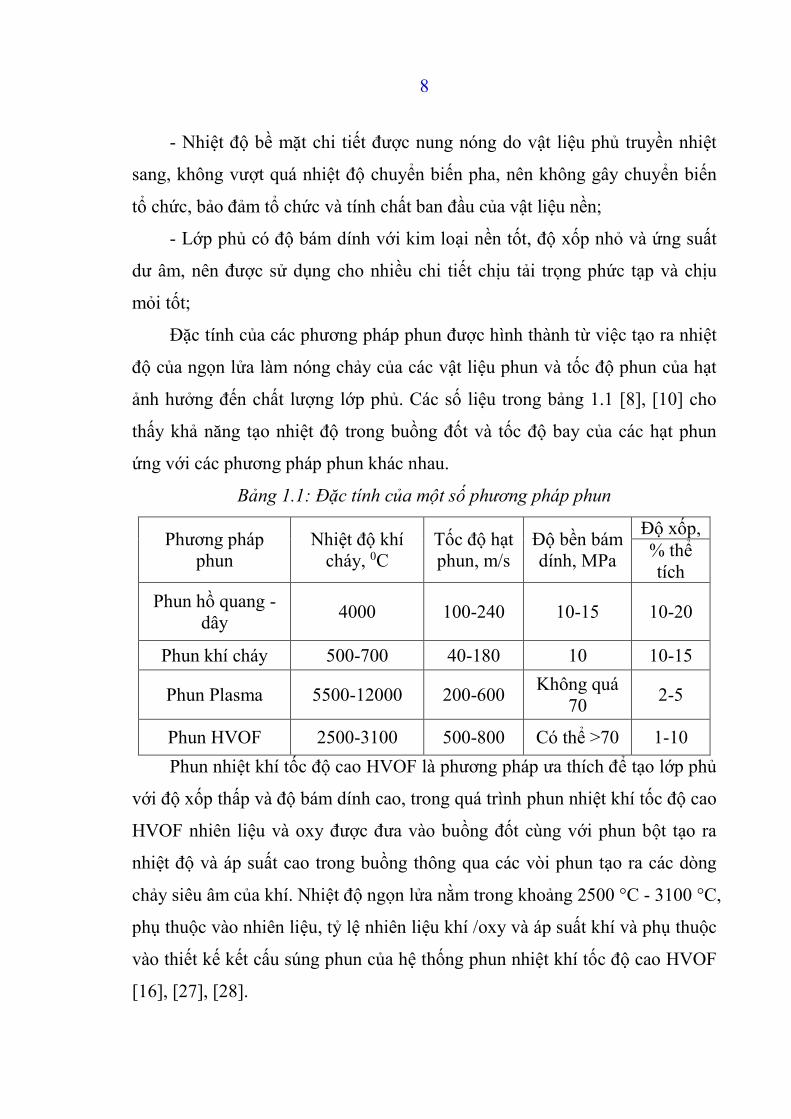
Bảng 1.1: Đặc tính của một số phương pháp phun ........................................... 8
Bảng 1.2: Sự khác biệt giữa các thế hệ của hệ thống HVOF .......................... 10
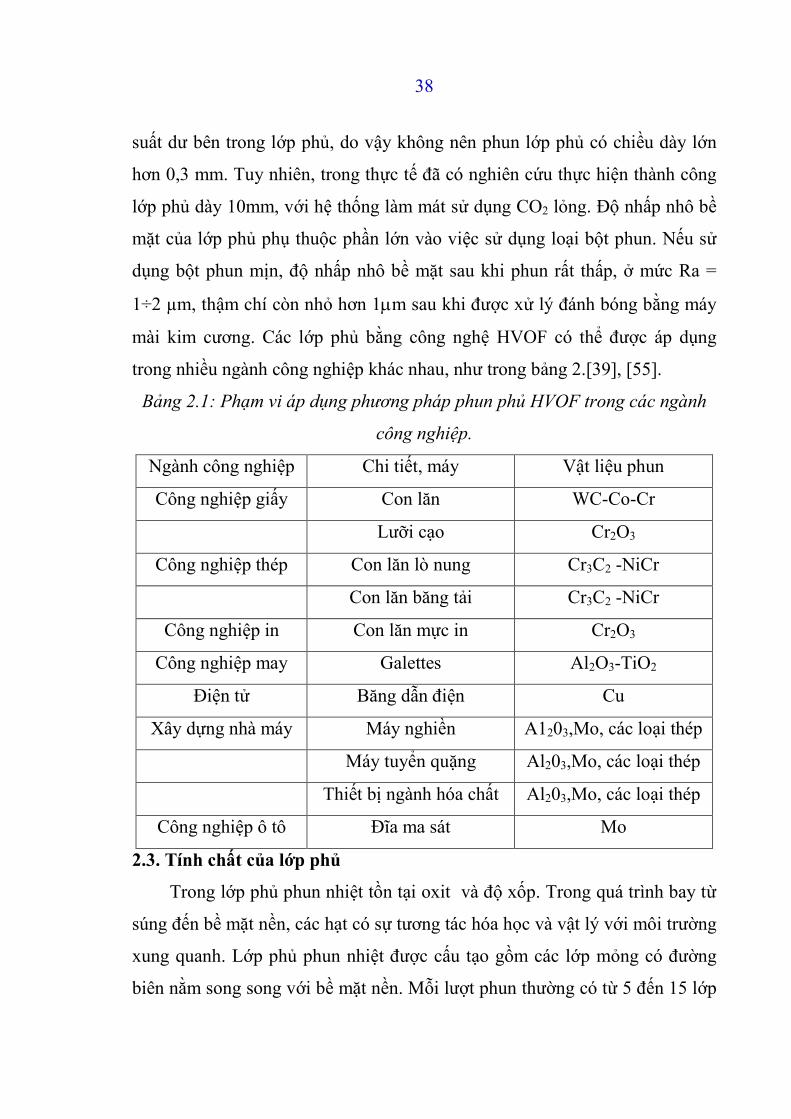
Bảng 2.1: Phạm vi áp dụng phương pháp phun phủ HVOF trong các ngành
công nghiệp. .......................................................................................... 38
Bảng 2.2: Sự khác nhau của độ xốp trong lớp phủ HVOF. ............................ 47
Bảng 3.1: Thành phần hoá học của thép 40Cr. ............................................... 67
Bảng 3.2: Cơ tính của thép 40Cr. .................................................................... 67
Bảng 3.3: Thành phần của bột phủ Cr3C2 – NiCr theo nhà cung cấp ............. 69
Bảng 3.4: Bảng hoạch đồ thực nghiệm phun HVOF ...................................... 79
Bảng 3.5: Giá trị của các yếu tố và tên mẫu thực nghiệm .............................. 80
Bảng 4.1: Kết quả đo lực và tính độ bám τ theo công thức (3.7). .................. 96
Bảng 4.2: Kết quả các thông số đo độ xốp lớp phủ ........................................ 97
Bảng 4.3: Sai số độ xốp giữa hàm thực nghiệm và hàm quy hoạch. .............. 98
Bảng 4.4: Sai số độ bám giữa hàm thực nghiệm và hàm quy hoạch ............ 105
Bảng 4.5: Kết quả đo độ cứng lớp phủ theo các thông số. ........................... 112
1
MỞ ĐẦU
1. Lý do chọn đề tài
Phun phủ nhiệt khí tốc độ cao (High Velocity Oxygen-Fuel, viết tắt là
HVOF) là một kỹ thuật phun nhiệt được ứng dụng từ những năm 1980. So
sánh với các phương pháp phun nhiệt khác (phun hồ quang điện, phun plasma,
phun khí cháy, phun nổ,…), phun phủ nhiệt khí tốc độ cao HVOF có các đặc
trưng nổi bật như mật độ, độ bền bám dính và độ cứng tốt hơn. Do đó, công
nghệ này tạo được lớp phủ sử dụng rộng rãi trong nhiều ngành công nghiệp
mang lại hiệu quả kinh tế cao.
Hiện nay, nghiên cứu ứng dụng công nghệ phun phủ nhiệt khí tốc độ cao
HVOF trên thế giới được phát triển mạnh nhằm tạo lớp phủ kim loại và hợp
kim có chất lượng tốt, nâng cao tuổi thọ của các chi tiết máy dạng trục bị mòn
trong công nghiệp. Tại Việt Nam, một số cơ sở nghiên cứu và doanh nghiệp
sản xuất cơ khí đã đầu tư thiết bị phun phủ nhiệt khí tốc độ cao HVOF. Tuy
nhiên, các nghiên cứu về công nghệ HVOF chưa nhiều.
Gần đây có một số nghiên cứu trong nước như: “Nghiên cứu ảnh hưởng
của một số yếu tố công nghệ đến độ bền bám dính của lớp phủ kim loại được
phun bằng phương pháp nhiệt khí” đã nghiên cứu ảnh hưởng của khoảng cách
phun, áp suất khí thổi, áp suất oxy đến độ bền bám dính, độ bền bám trượt, độ
bền kéo lớp phủ Ni-Cr-Si-B trên thép C45 thực hiện bằng công nghệ phun
nhiệt khí oxy axetylen; “Nghiên cứu ứng dụng công nghệ phun phủ để nâng
cao chất lượng bề mặt chi tiết máy” nghiên cứu ảnh hưởng của tốc độ trung
bình dòng kim loại phun (v), lưu lượng cấp bột phun (m) và khoảng cách
phun (L) đến độ cứng, độ xốp, độ bám dính và độ mài mòn lớp phủ bột hợp
kim 67Ni18Cr5Si4B trên nền thép C45 bằng công nghệ phun plasma. Và
“Nghiên cứu ảnh hưởng của một số thông số công nghệ đến chất lượng phục
hồi bề mặt trục có hình dạng phức tạp bị mòn bằng công nghệ phun phủ”
2
nghiên cứu ảnh hưởng của một số thông số công nghệ như khoảng cách phun,
tốc độ dòng phun khi phun bột hợp kim 67Ni18Cr5Si4B trên nền trục thép
C45.
Ngoài ra, một số đề tài khoa học công nghệ cấp Bộ, Ngành về công nghệ
HVOF cũng đã được thực hiện. Tuy nhiên, hiện chưa có các nghiên cứu
chuyên sâu về ảnh hưởng của lưu lượng cấp bột phun và tốc độ chuyển động
tương đối giữa đầu phun với chi tiết tới chất lượng lớp phủ bề mặt sau khi phu
bằng công nghệ HVOF.
Xuất phát từ lý do trên NCS đặt vấn đề “Nghiên cứu ảnh hưởng của lưu
lượng và tốc độ chuyển động tương đối giữa đầu phun với chi tiết đến chất
lượng bề mặt phun phủ bằng công nghệ phun nhiệt khí tốc độ cao-HVOF ”
làm hướng nghiên cứu của đề tài luận án.
2. Mục đích nghiên cứu
Đưa ra phương pháp tính toán xác định được ảnh hưởng của lưu lượng
cấp bột và tốc độ chuyển động tương đối giữa đầu phun với chi tiết đến chất
lượng lớp phủ bột hợp kim Cr3C2-NiCr trên nền trục thép 40Cr bằng công
nghệ HVOF.
3. Đối tượng và phạm vi nghiên cứu
* Đối tượng nghiên cứu:
Bề mặt trụ ngoài thép 40Cr có kích thước 60, 70 và 80 kích thước
đường kính trong 30, chiều dài 60 mm được phủ lớp bột hợp kim Cr3C2-
NiCr dày 0,6 mm bằng công nghệ HVOF.
* Phạm vi nghiên cứu:
Nghiên cứu ảnh hưởng của lưu lượng cấp bột phun (m gam/phút) và tốc
độ chuyển động của phôi (n vòng/phút), tốc độ dịch chuyển của đầu phun (S
mm/vòng) đến chất lượng lớp phủ bột các bít Cr3C2-NiCr trên nền trục thép
40Cr bằng phương pháp phun nhiệt khí tốc độ cao HVOF như sau:
3
Thông số công nghệ Mức thay đổi
0 1 2
m (gam/phút) 25 35 45
n (vòng/phút) 57 130 170
S (mm/vòng) 3 6 9
4. Phương pháp nghiên cứu
Phương pháp nghiên cứu lý thuyết kết hợp với thực nghiệm.
Về lý thuyết: Ứng dụng các lý thuyết, các tài liệu khoa học liên quan đến
sự hình thành và tính chất lớp phủ bột hợp kim trên nền thép bằng công nghệ
HVOF. Lý thuyết về xử lý số liệu thực nghiệm, các phần mềm tính toán.
Về thực nghiệm: Tạo mẫu thực nghiệm, thiết kế và chế tạo đồ gá, phun
trên mẫu thực nghiệm; xác định độ xốp, độ bám dính, độ cứng của lớp phủ
với bề mặt nền thép 40Cr. Tạo cơ sở để xây dựng phương trình toán học, các
đồ thị dạng 2D, 3D phản ánh mối quan hệ giữa độ xốp, độ bám dính, độ cứng
với các thông số công nghệ (m, n và S) đến chất lượng lớp phủ.
5. Ý nghĩa khoa học và thực tiễn của luận án
Ý nghĩa khoa học:
Đã xây dựng được mô hình thí nghiệm bằng phương pháp quy hoạch
thực nghiệm để phân tích đánh giá sự ảnh hưởng của 3 thông số công nghệ
chính quá trình phun HVOF gồm: lưu lượng cấp bột phun (m, gam/phút), tốc
độ dài của vết phun tại tâm điểm va đập của chùm vật liệu phun trên bề mặt
chi tiết hình trụ quay ( n vòng/phút hoặc Vct, mm/phút) và tốc độ di chuyển
của đầu súng phun theo phương dọc tâm trục chi tiết phun (S mm/vòng hoặc
mm/giây) đến tính chất cơ lý của lớp phủ bề mặt sau khi phun.
Đã nghiên cứu khảo sát đánh giá các mẫu phun bằng phương pháp
HVOF nhận được theo quy hoạch thực nghiệm và tính toán xây dựng mô hình
toán học mô tả quan hệ giữa 3 thông số đầu vào và các hàm mục tiêu đầu ra
4
gồm độ xốp lớp phủ, độ bền bám dính lớp phủ, độ cứng tế vi của lớp phủ
Cr3C2-NiCr với nền thép 40Cr.
Đã nghiên cứu khảo sát và chụp ảnh tổ chức tế vi vật liệu lớp phủ trên
một số mẫu thí nghiệm điển hình nhận được theo quy hoạch thực nghiệm,
phân tích đánh giá đặc tính của chúng để làm rõ ảnh hưởng của 3 thông số
phun đã chọn (m, V, S) đến chất lượng lớp phủ HVOF trong phạm vi miền
khảo sát lựa chọn của luận án.
Ý nghĩa thực tiễn: Kết quả nghiên cứu có thể làm tài liệu tham khảo
trong việc lựa chọn công nghệ, thiết bị để phục hồi hoặc chế tạo mới các chi
tiết máy trong khai thác mỏ, máy công cụ nhằm đáp ứng kịp thời sản xuất,
hạn chế nhập ngoại góp phần giảm giá thành sản phẩm, cải thiện đời sống
người lao động.
6. Bố cục của luận án
Luận án gồm phần mở đầu, bốn chương và phần kết luận.
Chương 1: Tổng quan phương pháp phun nhiệt;
Chương 2: Cơ sở khoa học của phương pháp phun nhiệt khí và động lực
học quá trình phun HVOF ;
Chương 3: Vật liệu, trang thiết bị, phương pháp phun và xác định đặc tính
lớp phủ;
Chương 4: Kết quả thực nghiệm và đánh giá.
7. Luận điểm bảo vệ
Bằng thực nghiệm làm rõ sự hình thành lớp phủ bột hợp kim Cr3C2-NiCr
trên nền trục thép 40Cr và liên kết giữa lớp phủ với kim loại nền.
Bằng phương pháp lý thuyết và thực nghiệm đã xác định được mối quan
hệ ảnh hưởng của các thông số công nghệ (m, n và S) đến độ xốp, độ bám
dính và hình ảnh biên giới liên kết giữa lớp phủ với kim loại nền khi sử dụng
phương pháp phun nhiệt khí tốc độ cao HVOF.
5
Đã đưa ra vùng thông số công nghệ phun (m, n và S) hợp lý để cho độ
xốp lớp phủ nhỏ nhất và độ bám dính lớp phủ lớn nhất khi phun bằng phương
pháp phun nhiệt khí tốc độ cao HVOF:
m (gam/phút) n (vòng/phút) S (mm/vòng)
35 130 3
8. Điểm mới của luận án
Xác định được quy luật ảnh hưởng của một số thông số công nghệ phun
(m, n và S) đến chất lượng lớp phủ, tạo cơ sở khoa học cho việc đánh giá ảnh
hưởng của các thông số công nghệ này đến độ xốp, độ bám dính, độ cứng lớp
phủ bột hợp kim Cr3C2-NiCr trên nền trục thép 40Cr bằng công nghệ phun
nhiệt HVOF. Có thể làm tài liệu tham khảo trong giảng dạy, nghiên cứu và là
cơ sở để lựa chọn các loại vật liệu phủ và kim loại nền khác nhau trong công
nghệ phun nhiệt khí tốc độ cao HVOF.
6
Chương 1: TỔNG QUAN PHƯƠNG PHÁP PHUN NHIỆT
1.1. Công nghệ phun kim loại
Công nghệ phun phủ kim loại đã được một kỹ sư người Thụy Sỹ tên là
Max Ulrich Schoop phát minh ra từ những năm đầu của thế kỷ 20 [16], [53].
Nguyên lý của công nghệ này là dùng nguồn nhiệt (hồ quang, khí cháy,
plasma) làm nóng chảy kim loại. Sau đó, kim loại lỏng được dòng không khí
nén thổi mạnh làm phân tán thành các hạt (sương mù) rất nhỏ, bắn vào bề mặt
chi tiết đã được chuẩn bị sẵn (làm sạch, tạo nhám) tạo ra một lớp phủ kim loại
có độ dày theo yêu cầu, trong đó các hạt kim loại đè lên nhau theo từng lớp.
Lúc đầu, phun phủ kim loại chỉ dùng cho mục đích trang trí. Đến chiến tranh
thế giới lần thứ hai, công nghệ này bắt đầu được sử dụng với quy mô rộng ở
hầu hết các nước châu Âu và càng ngày càng tỏ ra có nhiều tính ưu việt trong
các lĩnh vực như bảo vệ bề mặt, phục hồi, trang trí thay cho kim loại quý
hiếm. Đến những năm 1980 phun phủ kim loại đã trở thành một lĩnh vực khoa
học công nghệ riêng được biểu hiện như một công nghệ xử lý bề mặt, mặt
khác nó cũng giống như một phương pháp công nghệ chế tạo mới trong sản
xuất.
Hình 1.1: Lịch sử phát triển của công nghệ phun phủ
7
Để đánh giá sự phát triển mạnh mẽ của công nghệ phun phủ kim loại, có
thể dựa trên cơ sở sự phát triển của thiết bị và phạm vi ứng dụng trong lĩnh
vực công nghiệp và đời sống. Lịch sử phát triển của công nghệ phun phủ
được thể hiện ở sơ đồ hình 1.1 [11].
Công nghệ phun kim loại ngày càng được quan tâm do có ý nghĩa quan
trọng và quyết định đến tính chất của vật liệu lớp phủ vì nó tạo ra một lớp bề
mặt có khả năng đáp ứng các điều kiện làm việc như chịu mài mòn, chống ăn
mòn, chịu nhiệt... Công nghệ phun phủ kim loại còn được sử dụng trong
nhiều lĩnh vực với các mục đích khác nhau như:
- Bảo vệ chống gỉ, chống ăn mòn trong môi trường khí quyển, môi
trường đất và nước.
- Tạo ra lớp dẫn điện trên bề mặt không dẫn điện, dùng cho trang trí cho
các công trình kỹ thuật.
- Phục hồi các chi tiết máy bị mài mòn.
- Sửa chữa khuyết tật cho vật đúc hoặc các khuyết tật xuất hiện khi gia
công cơ khí, tiết kiệm được các kim loại quý hiếm.
Hiện nay công nghệ phun phủ kim loại nói chung và phương pháp phun
nhiệt khí nói riêng tuy còn rất mới so với các công nghệ khác nhưng đã được
ứng dụng rộng rãi trong nhiều ngành công nghiệp, đặc biệt là trong cơ khí chế
tạo máy, giao thông vận tải, dầu khí, hàng không... và đã trở thành một công
nghệ không thể thiếu trong quá trình phục hồi chi tiết bị mài mòn.
- Phun nhiệt có thể sử dụng vật liệu có cơ lý hóa tính khác nhau: kim
loại, hợp kim, các bít kim loại, ô xít gốm, vật liệu chịu nhiệt, các vật liệu có
nhiệt độ nóng chảy khác nhau, nhiệt độ làm việc không quá 800oC;
- Thiết bị phun nhiệt có thể tạo ra các tốc độ phun khác nhau phù hợp với
các loại vật liệu phun và yêu cầu bám dính khác nhau;
- Có thể phủ được các chiều dày khác nhau từ 10 m đến 10 mm;
8
- Nhiệt độ bề mặt chi tiết được nung nóng do vật liệu phủ truyền nhiệt
sang, không vượt quá nhiệt độ chuyển biến pha, nên không gây chuyển biến
tổ chức, bảo đảm tổ chức và tính chất ban đầu của vật liệu nền;
- Lớp phủ có độ bám dính với kim loại nền tốt, độ xốp nhỏ và ứng suất
dư âm, nên được sử dụng cho nhiều chi tiết chịu tải trọng phức tạp và chịu
mỏi tốt;
Đặc tính của các phương pháp phun được hình thành từ việc tạo ra nhiệt
độ của ngọn lửa làm nóng chảy của các vật liệu phun và tốc độ phun của hạt
ảnh hưởng đến chất lượng lớp phủ. Các số liệu trong bảng 1.1 [8], [10] cho
thấy khả năng tạo nhiệt độ trong buồng đốt và tốc độ bay của các hạt phun
ứng với các phương pháp phun khác nhau.
Bảng 1.1: Đặc tính của một số phương pháp phun
Phương pháp
phun
Nhiệt độ khí
cháy, 0C
Tốc độ hạt
phun, m/s
Độ bền bám
dính, MPa
Độ xốp,
% thể
tích
Phun hồ quang -
dây 4000 100-240 10-15 10-20
Phun khí cháy 500-700 40-180 10 10-15
Phun Plasma 5500-12000 200-600 Không quá
70 2-5
Phun HVOF 2500-3100 500-800 Có thể >70 1-10
Phun nhiệt khí tốc độ cao HVOF là phương pháp ưa thích để tạo lớp phủ
với độ xốp thấp và độ bám dính cao, trong quá trình phun nhiệt khí tốc độ cao
HVOF nhiên liệu và oxy được đưa vào buồng đốt cùng với phun bột tạo ra
nhiệt độ và áp suất cao trong buồng thông qua các vòi phun tạo ra các dòng
chảy siêu âm của khí. Nhiệt độ ngọn lửa nằm trong khoảng 2500 °C - 3100 °C,
phụ thuộc vào nhiên liệu, tỷ lệ nhiên liệu khí /oxy và áp suất khí và phụ thuộc
vào thiết kế kết cấu súng phun của hệ thống phun nhiệt khí tốc độ cao HVOF
[16], [27], [28].
9
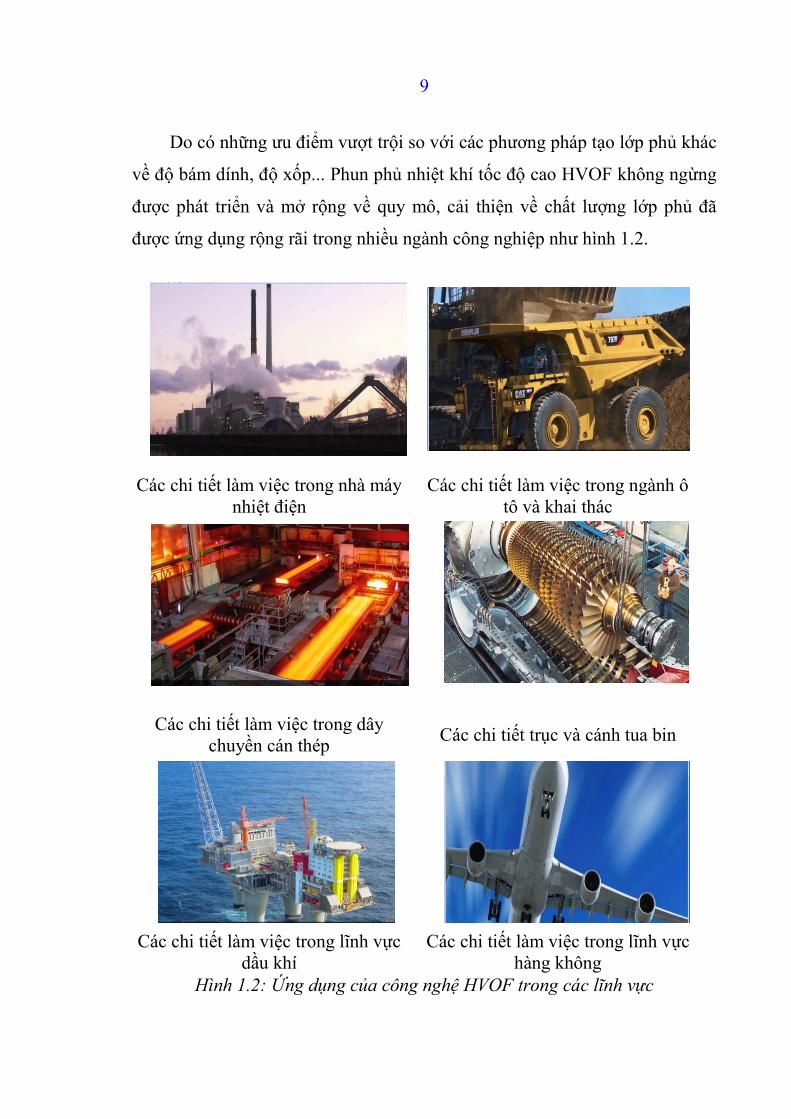
Do có những ưu điểm vượt trội so với các phương pháp tạo lớp phủ khác
về độ bám dính, độ xốp... Phun phủ nhiệt khí tốc độ cao HVOF không ngừng
được phát triển và mở rộng về quy mô, cải thiện về chất lượng lớp phủ đã
được ứng dụng rộng rãi trong nhiều ngành công nghiệp như hình 1.2.
Các chi tiết làm việc trong nhà máy
nhiệt điện
Các chi tiết làm việc trong ngành ô
tô và khai thác
Các chi tiết làm việc trong dây
chuyền cán thép Các chi tiết trục và cánh tua bin
Các chi tiết làm việc trong lĩnh vực
dầu khí
Các chi tiết làm việc trong lĩnh vực
hàng không
Hình 1.2: Ứng dụng của công nghệ HVOF trong các lĩnh vực
10
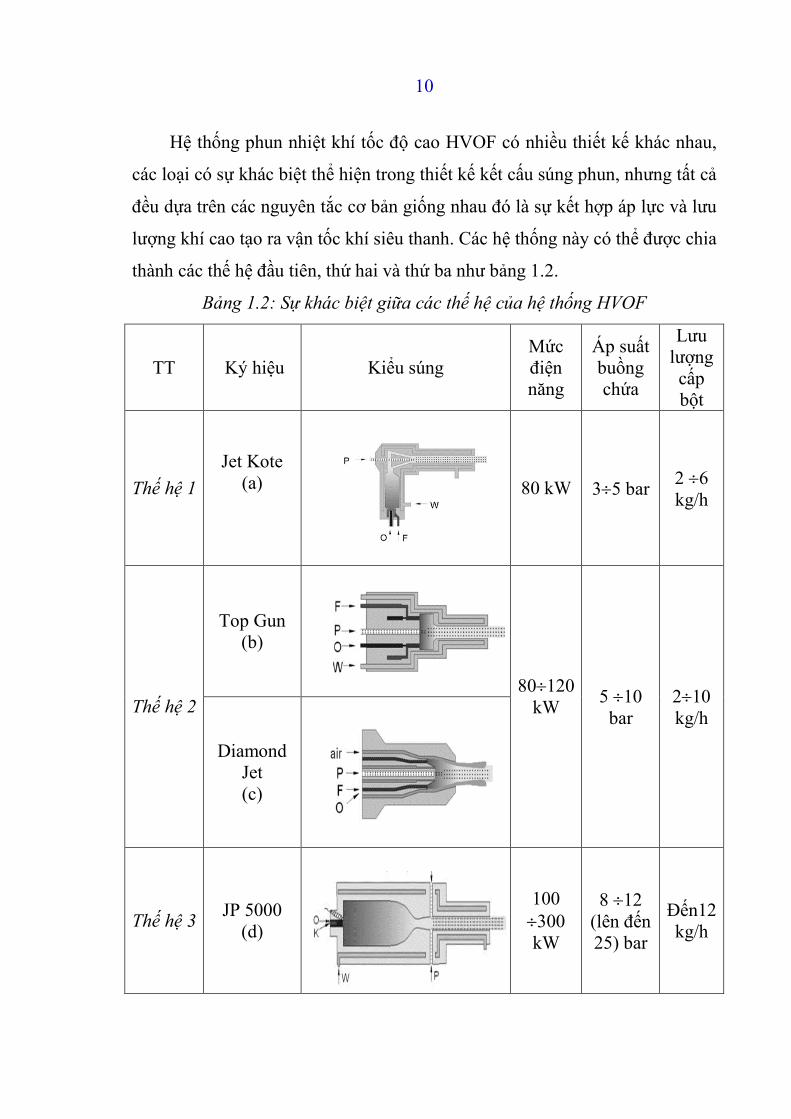
Hệ thống phun nhiệt khí tốc độ cao HVOF có nhiều thiết kế khác nhau,
các loại có sự khác biệt thể hiện trong thiết kế kết cấu súng phun, nhưng tất cả
đều dựa trên các nguyên tắc cơ bản giống nhau đó là sự kết hợp áp lực và lưu
lượng khí cao tạo ra vận tốc khí siêu thanh. Các hệ thống này có thể được chia
thành các thế hệ đầu tiên, thứ hai và thứ ba như bảng 1.2.
Bảng 1.2: Sự khác biệt giữa các thế hệ của hệ thống HVOF
TT Ký hiệu Kiểu súng
Mức
điện
năng
Áp suất
buồng
chứa
Lưu
lượng
cấp
bột
Thế hệ 1
Jet Kote
(a)
80 kW 35 bar 2 6
kg/h
Thế hệ 2
Top Gun
(b)
80120
kW
5 10
bar
210
kg/h
Diamond
Jet
(c)
Thế hệ 3 JP 5000
(d)
100
300
kW
8 12
(lên đến
25) bar
Đến12
kg/h
11
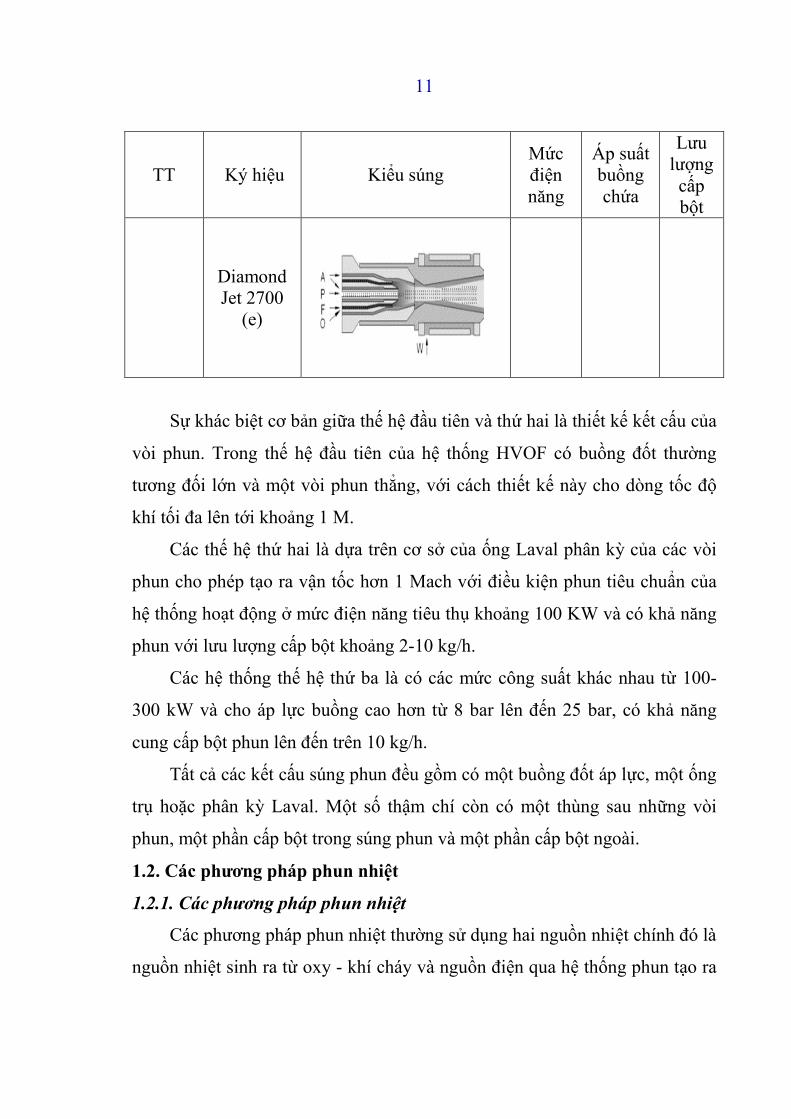
TT Ký hiệu Kiểu súng
Mức
điện
năng
Áp suất
buồng
chứa
Lưu
lượng
cấp
bột
Diamond
Jet 2700
(e)
Sự khác biệt cơ bản giữa thế hệ đầu tiên và thứ hai là thiết kế kết cấu của
vòi phun. Trong thế hệ đầu tiên của hệ thống HVOF có buồng đốt thường
tương đối lớn và một vòi phun thẳng, với cách thiết kế này cho dòng tốc độ
khí tối đa lên tới khoảng 1 M.
Các thế hệ thứ hai là dựa trên cơ sở của ống Laval phân kỳ của các vòi
phun cho phép tạo ra vận tốc hơn 1 Mach với điều kiện phun tiêu chuẩn của
hệ thống hoạt động ở mức điện năng tiêu thụ khoảng 100 KW và có khả năng
phun với lưu lượng cấp bột khoảng 2-10 kg/h.
Các hệ thống thế hệ thứ ba là có các mức công suất khác nhau từ 100-
300 kW và cho áp lực buồng cao hơn từ 8 bar lên đến 25 bar, có khả năng
cung cấp bột phun lên đến trên 10 kg/h.
Tất cả các kết cấu súng phun đều gồm có một buồng đốt áp lực, một ống
trụ hoặc phân kỳ Laval. Một số thậm chí còn có một thùng sau những vòi
phun, một phần cấp bột trong súng phun và một phần cấp bột ngoài.
1.2. Các phương pháp phun nhiệt
1.2.1. Các phương pháp phun nhiệt
Các phương pháp phun nhiệt thường sử dụng hai nguồn nhiệt chính đó là
nguồn nhiệt sinh ra từ oxy - khí cháy và nguồn điện qua hệ thống phun tạo ra
12
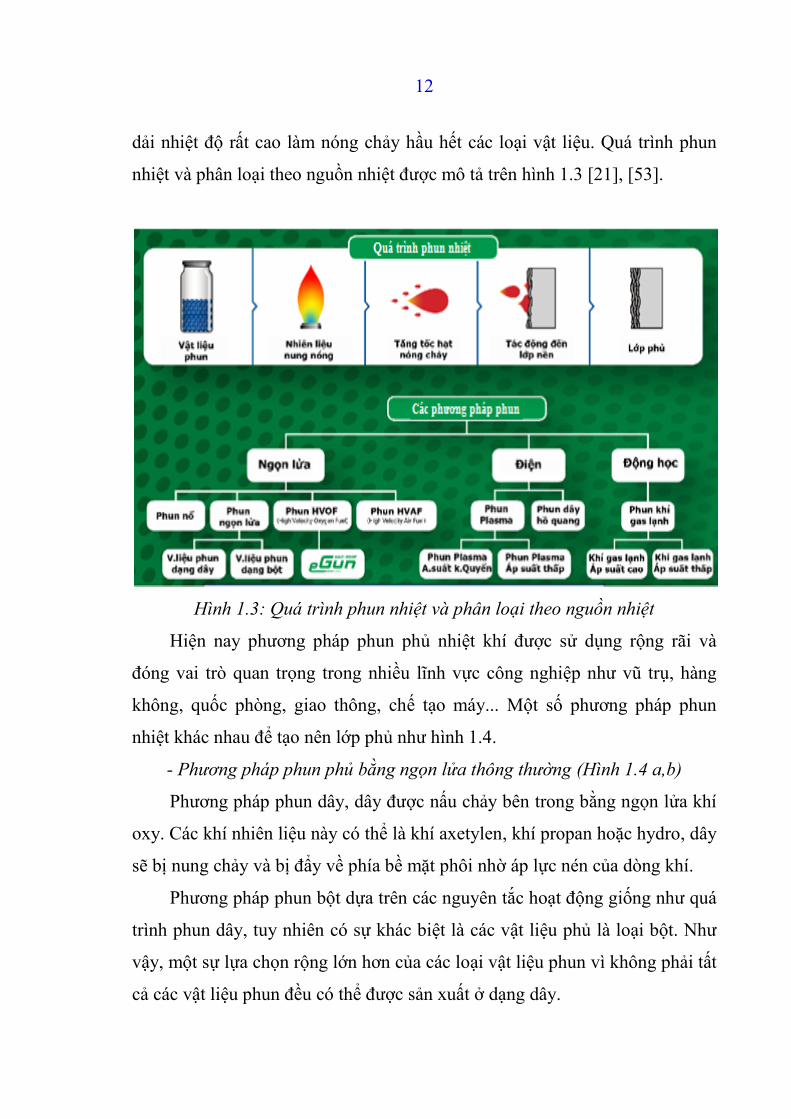
dải nhiệt độ rất cao làm nóng chảy hầu hết các loại vật liệu. Quá trình phun
nhiệt và phân loại theo nguồn nhiệt được mô tả trên hình 1.3 [21], [53].
Hình 1.3: Quá trình phun nhiệt và phân loại theo nguồn nhiệt
Hiện nay phương pháp phun phủ nhiệt khí được sử dụng rộng rãi và
đóng vai trò quan trọng trong nhiều lĩnh vực công nghiệp như vũ trụ, hàng
không, quốc phòng, giao thông, chế tạo máy... Một số phương pháp phun
nhiệt khác nhau để tạo nên lớp phủ như hình 1.4.
- Phương pháp phun phủ bằng ngọn lửa thông thường (Hình 1.4 a,b)
Phương pháp phun dây, dây được nấu chảy bên trong bằng ngọn lửa khí
oxy. Các khí nhiên liệu này có thể là khí axetylen, khí propan hoặc hydro, dây
sẽ bị nung chảy và bị đẩy về phía bề mặt phôi nhờ áp lực nén của dòng khí.
Phương pháp phun bột dựa trên các nguyên tắc hoạt động giống như quá
trình phun dây, tuy nhiên có sự khác biệt là các vật liệu phủ là loại bột. Như
vậy, một sự lựa chọn rộng lớn hơn của các loại vật liệu phun vì không phải tất
cả các vật liệu phun đều có thể được sản xuất ở dạng dây.
13
- Phương pháp phun phủ bằng hồ quang
Hình 1.4: Sơ đồ nguyên lý các phương pháp phun nhiệt
Phương pháp phun bằng hồ quang điện (Hình 1.4 c) [8], [26], khi hai đầu
dây điện cực này gặp nhau thì chúng sẽ phóng hồ quang và nóng chảy ở trong
phần đầu của vòi phun, vật liệu nóng chảy này sẽ được tăng tốc và bắn vào bề
mặt phôi nhờ dòng khí nén có áp lực cao.
- Phương pháp phun phủ bằng Plasma
Phun Plasma (Hình 1.4 d) là một tần số hồ quang cao được tạo ra bằng
sự đánh lửa giữa 2 cực anode và cathode. Các dòng khí chảy qua giữa các
điện cực (ví dụ: khí He, H2, N2 hoặc hỗn hợp khí) sẽ bị ion hóa và tạo thành
một chùm plasma. Nhiệt độ trong chùm plasma rất cao các vật liệu phun được
cung cấp từ bên ngoài vào dưới dạng bột qua các ống dẫn và hòa lẫn vào
chùm plasma, tại đó chúng sẽ bị nóng chảy bởi chùm plasma này. Sau khi hỗn
hợp này hòa lẫn vào nhau và tan chảy thì chúng sẽ được đẩy đi và bắn vào bề
mặt phôi nhờ dòng khí nén có áp lực cao.
Đối với các ứng dụng chuyên ngành, quá trình này còn có thể phun dưới
một môi trường khác đó là phun plasma trong một bầu không khí được kiểm
14
soát dưới áp suất thấp (phun trong môi trường chân không), nó ngược lại với
phun trong không khí (phun plasma trong khí quyển, hoặc APS), các hạt tan
chảy và oxy hóa ít hơn nên lớp phủ khi phun trong chân không có chất lượng
cao hơn đáng kể.
- Phương pháp phun bằng nhiên liệu-khí với vận tốc cao (HVOF)
Hình 1.5: Sơ đồ nguyên lý phun nhiệt khí tốc độ cao HVOF
Công nghệ HVOF (hình 1.5) [3] là một sự bổ sung rất tốt vào các quá
trình phun nhiệt vì được sử dụng nhiều so với các quá trình phun nhiệt khác.
Quá trình HVOF, có động năng cao và năng lượng nhiệt tương đối thấp, thuận
lợi cho các vật liệu phun như phủ vonfram các bít.
Nguyên lý phun nhiệt khí tốc độ cao HVOF như sau: Hỗn hợp của nhiên
liệu ở thể khí (khí hydro, khí mê-tan, propan, propylen, axetylen, khí tự
nhiên,...) hoặc các chất lỏng (dầu lửa...) và oxy được đưa vào buồng đốt
chúng được đốt cháy và cháy liên tục tạo thành khí nóng với áp suất cao
khoảng 10 bar qua vòi phun hội tụ - phân kì và đi qua một đoạn ống thẳng với
vận tốc vượt quá tốc độ của âm thanh, bột phun được hòa trộn vào trong dòng
khí đạt tốc độ lên đến trên 800 m/s. Hỗn hợp dòng khí nóng và bột kim loại
tan chảy trong dòng khí nóng và được phun lên bề mặt kim loại nền. Kết quả
là hình thành các lớp phủ có độ xốp thấp và lực liên kết cao.
15
So sánh các phương pháp phun phủ cơ bản khác nhau bởi nhiệt năng và
động năng truyền cho các hạt của quá trình phun. Năng lượng nhiệt được xác
định bởi nhiệt độ ngọn lửa đạt được và động năng của các hạt phun được vận
tốc khí tạo ra. Sự so sánh năng lượng của các quá trình phun để ứng dụng vào
việc lựa chọn vật liệu phun như nhiệt độ cao của phương pháp phun plasma
đặc biệt thích hợp cho các vật liệu có nhiệt độ nóng chảy cao, chẳng hạn như
kim loại gốm.
1.2.2. Ứng dụng của các phương pháp phun nhiệt
Phun nhiệt có thể ứng dụng rộng rãi với các loại vật liệu, bất kỳ vật liệu
nào tan ra mà không phân hủy đều có thể được sử dụng.
Các phương pháp phun phủ nhiệt được ứng dụng trong hầu hết các lĩnh
vực của đời sống xã hội. Hình 1.6 [21], [26], [39] cho ta thấy phạm vi ứng
dụng của các phương pháp phun với các điều kiện ứng dụng các loại bột phun
khác nhau.
Hình 1.6: Phạm vi ứng dụng các phương pháp phun
Thực tế để chế tạo chi tiết có yêu cầu làm việc trong điều kiện khắc
nghiệt như: Chịu nhiệt độ cao, chịu xói mòn tốt, tính cách nhiệt tốt... cần sử
dụng vật liệu phức hợp và tổ hợp nhiều công nghệ đặc biệt. Trong nhiều năm
qua, công nghệ hóa nhiệt luyện, thấm trên bề mặt các kim loại và phi kim,
công nghệ điện hóa, công nghệ sơn phủ... đã giải quyết được một phần yêu
cầu làm việc của chi tiết nhưng công nghệ này có một số nhược điểm về kinh
16
tế - kỹ thuật và môi trường. Công nghệ phun phủ kim loại ra đời đã đáp ứng
được cơ bản các vấn đề trên, bằng phun phủ kim loại có thể tạo ra lớp: Chịu
nhiệt, chịu mài mòn, dẫn điện, chống ăn mòn… cho các kết cấu thép làm việc
trong môi trường, điều kiện khác nhau có thể làm tăng tuổi thọ mà không thay
đổi công nghệ chế tạo trước đó hoặc phục hồi được hình dáng kích thước của
các chi tiết mà không cần phải chế tạo lại chi tiết mới hoàn toàn.
1.3. Các nghiên cứu về phun nhiệt khí tốc độ cao HVOF trên thế giới
Hiện nay, trên thế giới nhiều nước tiên tiến đã hình thành các Viện, các
trung tâm hay hiệp hội để nghiên cứu và ứng dụng công nghệ phun phủ nhiệt:
Hiệp hội phun phủ nhiệt Nhật Bản - JTSS, Hiệp hội phun phủ nhiệt Mỹ -
ATSS; viện Công nghệ Bombay (Ấn Độ); Viện Khoa học vật liệu quốc gia
Tsukuba, Ibaraki (Nhật Bản)... Hàng năm, đều có các Hội thảo quốc tế về lĩnh
vực này. Các hiệp hội có các tạp chí riêng và xây dựng tiêu chuẩn cho lĩnh
vực này. Ngoài ra, còn có các hãng thiết kế, sản xuất thiết bị và ứng dụng
công nghệ phun phủ kim loại như: Hãng Plasma Technique, Castolim (Thụy
sĩ); Metco Plasmaday, Dressez, Avko (Mỹ); Nobel-Brocl (Pháp); Ecia Ghiken
(Nhật); Arcosse (Bỉ); Volvoflemotor (Thụy Điển)...với các dây chuyền công
suất cao.
Để nâng cao năng suất, chất lượng trong quá trình phun, người ta đã chế
tạo ra các loại đầu phun khác nhau như: Đầu phun bột kim loại, đầu phun
dùng nhiên liệu khí cháy, đầu phun hồ quang điện, đầu phun bằng dòng cao
tần, đầu phun Plasma với dây chuyền phun tự động. Song song với sự phát
triển của các thiết bị và dây chuyền phun tự động đó người ta còn nghiên cứu
về công nghệ phun với những vật liệu có nhiệt độ nóng chảy cao (như vật liệu
gốm Ceramic, các loại cacbit, các loại oxit kim loại khác...).
Một trong những phương pháp phun nhiệt được ứng dụng rộng rãi đó là
công nghệ phun nhiệt HVOF. Về bản chất, các lớp phun nhiệt khí tốc độ cao
17
HVOF rất đa dạng phức tạp, các đặc tính và cấu trúc tế vi của lớp phủ phụ
thuộc rất nhiều vào thông số của quá trình phun. Mặc dù lớp phủ phức tạp,
nhưng công nghệ HVOF vẫn được sử dụng rộng rãi trong thực tế, cho phép sử
dụng các loại vật liệu khác nhau để tạo lớp phủ trong điều kiện khác nhau,
môi trường làm việc khắc nghiệt như: ăn mòn, mài mòn và nhiệt độ cao... Sự
phát triển của phương pháp này là một bước tiến quan trọng trong các ngành
công nghiệp và đây cũng là lĩnh vực có những bước tiến mới với tốc độ phát
triển nhanh chóng, điều này đã tác động tới nhiều lĩnh vực trong các ngành
công nghiệp và đã mang lại hiệu quả trong ứng dụng thực tiễn [54].
Trong thực tế các chi tiết, thiết bị làm việc trong môi trường điều kiện
khắc nghiệt như: Nhiệt điện, lò hơi, tua bin khí, động cơ đốt trong và các chi
tiết trong công nghiệp, lò đốt chất thải... trong quá trình vận hành sử dụng sẽ
chịu ảnh hưởng thường xuyên bởi tình trạng xói mòn, ăn mòn, mài mòn dẫn
đến các chất có tính ăn mòn sẽ thâm nhập với bề mặt làm giảm hiệu suất làm
việc của chi tiết, thiết bị. Những giải pháp để che chắn bảo vệ tạo lớp phủ
phần nào đó đã giảm chi phí bảo trì của các thiết bị này mang lại hiệu quả tốt
về mặt kinh tế và đã có các nhà nghiên cứu về lĩnh vực này như:
Guilemany JM [31] khảo sát vai trò độ dày của lớp phủ trong các tác
động bảo vệ ăn mòn thép khác nhau của công nghệ HVOF với lớp bột phủ
Cr3C2-NiCr. Các ứng dụng cho thấy độ dày của lớp phủ tăng không ảnh
hưởng lớn đến đặc tính chống ăn mòn lớp phủ, trong quá trình phun sự lắng
đọng của lớp phủ đóng vai trò quan trọng trong khả năng chống lại hiện tượng
ăn mòn của thép.
Wang BQ và đồng tác giả [67] thực hiện các thực nghiệm kiểm tra mức
độ xói mòn ở nhiệt độ cao đối với các lớp phủ phun HVOF bao gồm:
75Cr3C2-25NiCr gốm kim loại, Cr3C2, Cr2O3 phủ gốm thấp và phủ lớp
FeCrSiB. Khi thử nghiệm đã mô phỏng các điều kiện xói mòn và đã xác định
18
khả năng chống xói mòn của các lớp phủ có liên quan chặt chẽ đến vi cấu trúc
của lớp phủ, thành phần và tính chất của các hạt.
Stein KJ và đồng tác giả [61] đã nghiên cứu xác định tối ưu cho khả
năng chống xói mòn. Mức các bít thấp hơn trong lớp phủ quá trình oxy hóa
của các hạt các bít giảm dẫn đến sự hình thành của các oxit khác nhau và các
kim loại các bít giàu. Những oxit có thể có chặn các lỗ rỗng giữa ranh giới
lớp nền với lớp phủ, và tác động như những rào cản khuếch tán đến sự khuếch
tán vào bên trong của lớp oxy hóa.
Kamal S và đồng tác giả [41] đã nghiên cứu khả năng tác động của quá
trình oxy hóa theo chu kỳ của lớp phủ Cr3C2-NiCr trên các hợp kim khác
nhau. Nó đã được quan sát thấy rằng tất cả các hợp kim tuân theo một quy
luật tỷ lệ parabol của quá trình oxy hóa. Các kết quả trên lớp phủ Cr3C2-NiCr
cho thấy khả năng chống oxy hóa tốt hơn do sự hình thành của Cr2O3 mỏng
nhỏ gọn và chất kết dính trên bề mặt của lớp phủ trong quá trình oxy hóa.
Souza RC [58] đã so sánh ảnh hưởng của lớp phủ Cr3C2-25NiCr và WC-
10Ni áp dụng quá trình HVOF và mạ crom cứng vào khả năng chống biến
dạng, mài mòn và chống ăn mòn của thép cho thấy khả năng chống mỏi trục
cao và hiệu suất tốt hơn so với mạ crom.
Đã có nhiều công trình nghiên cứu về công nghệ phun nhiệt khí tốc độ
cao HVOF được cấp bằng sáng chế như: Edward Miller và cộng sự đã nghiên
cứu công nghệ phun nhiệt HVOF, vật liệu nóng chảy được phun với tốc độ
cao, kết quả cho thấy lớp phủ có độ bám dính tốt và độ cứng cao [26].
Warren Nelson và cộng sự đã nghiên cứu về độ xốp khi phủ 2 lớp vật
liệu MCrAlY/Polyester bằng công nghệ phun nhiệt khí tốc độ cao HVOF, kết
quả cho thấy khi phủ 2 lớp sẽ làm tuổi thọ của lớp phủ và tuổi thọ của vật liệu
nền tăng [29], [39].
Để có cường độ liên kết cao nhằm nâng cao tuổi bền, đáp ứng yêu cầu
19
làm việc của chi tiết và bảo vệ các kết cấu làm việc trong môi trường xâm
thực, các đặc tính của lớp phủ cũng được quan tâm nghiên cứu Theo Parker
và Kutner cho rằng chất lượng lớp phủ khi phun bằng phương pháp phun
nhiệt khí tốc độ cao HVOF có cường độ liên kết, độ cứng cao hơn và độ xốp
thấp hơn so với lớp phủ khi phun bằng phương pháp phun Plasma [55].
Picas và cộng sự đã nghiên cứu và so sánh lớp phủ CrNi20 khi thực hiện
bằng công nghệ HVOF lên piston và van so với phương pháp mạ crom cứng
thông thường, kết quả cho thấy độ cứng tế vi của lớp phủ tốt hơn so với mạ
Cr, các kết quả về cấu trúc tế vi lớp phủ và khả năng chịu ứng suất là rất khả
quan và có thể thay thế cho phương pháp mạ crom truyền thống [38].
Lima và cộng sự đã nghiên cứu độ bám dính lớp phủ khi phun bằng công
nghệ phun nhiệt HVOF giữa kim loại và gốm, đã tiến hành đo các thông số về
cấu trúc tế vi, độ cứng, độ nhám và độ bám dính, kết quả cho thấy độ bám
dính với bề mặt là gốm thấp còn độ bám dính với bề mặt nền là kim loại cao
hơn [23].
Jie Chen và cộng sự [37] nghiên cứu lớp phủ thép không gỉ 316L bằng
công nghệ phun nhiệt HVOF, hệ thống phun nhiệt khí tốc độ cao HVOF áp
suất cao với áp suất buồng đốt lên đến 3,0 MPa sử dụng ngọn lửa thấp và tốc
độ cao thực hiện lớp phủ thép không gỉ 316L, kết quả cho thấy áp suất buồng
đốt cao hơn khi vận tốc cho phép của hạt cao hơn. Tỷ lệ oxy nhiên liệu và
khoảng cách phun có ảnh hưởng nhiều tới trạng thái nóng chảy của hạt.
Shukla và cộng sự [65] nghiên cứu tuổi thọ của lớp phủ Cr3C2-25%NiCr
khi tiếp xúc với môi trường nhiệt độ cao, các tác giả đã nghiên cứu tuổi thọ
của lớp phủ trong một chu kỳ, sự thay đổi chất nền và bề mặt phủ được xem
xét trong các khoảng thời gian 10, 30, 50 giờ, kết quả cho thấy tuổi thọ của
lớp phủ tuân theo quy luật parabol.
20
Ngoài ra, trong báo cáo của Parker [52] đã cho thấy sự phát triển của
việc sử dụng công nghệ phun nhiệt HVOF trong các ngành công nghiệp, đặc
biệt là trong ngành công nghiệp hàng không và trong lĩnh vực quốc phòng
ngành công nghiệp dầu khí, ngành công nghiệp ô tô, ngành công nghiệp
giấy/bột và các ngành công nghiệp chế tạo máy. Tác giả Tan. J,C [62] đã chỉ
ra quá trình phun nhiệt bằng công nghệ HVOF có khả năng tạo nên các thành
phần khác biệt. Nó đã được công nhận rằng các đặc tính chịu mài mòn của
lớp phủ được phun bằng công nghệ HVOF là vượt trội so với phương pháp
khác như APS. Li [46] đã so sánh khả năng chống mài mòn của lớp phủ
Cr3C2-25 NiCr được phun bởi công nghệ APS và HVOF. Họ nhận thấy rằng
sức chống mài mòn của Cr3C2-25 NiCr trong điều kiện tác động khác nhau
tăng theo thứ tự của APS áp suất thấp, APS áp suất không khí đến HVOF.
Các hệ thống phun nhiệt khí tốc độ cao HVOF Cr3C2-25 NiCr cho thấy tác
động chống mài mòn là tốt hơn do cấu trúc dày đặc hơn và độ xốp nhỏ. Kết
quả tương tự đã được thực hiện bởi tác giả V.V Sobolev và các cộng sự [66]
nghiên cứu lớp phủ HVOF và ứng dụng.
Phun nhiệt khí tốc độ cao HVOF đã được nghiên cứu rộng rãi để phủ lớp
chống ăn mòn mài mòn, có khá nhiều công trình nghiên cứu về các tính chất
ăn mòn và hiệu suất của lớp phủ HVOF. Sức chống mài mòn của lớp phủ
McrAlY, oxy hóa trong môi trường, oxy hóa khác nhau đã được nghiên cứu
và so sánh với các VPS phủ bởi Pawlowski [53] .
J A. Picas và các cộng sự [38] cũng đã nghiên cứu tác dụng ảnh hưởng
của nhiệt độ cao tới lớp phủ CrC-NiCr được phun bằng phương pháp HVOF
kết quả từ nghiên cứu này đã chứng minh rằng các loại bột CrC-NiCr được
phun bằng phương pháp HVOF có thể là một giải pháp hy vọng để cải thiện
cho các chi tiết thiết bị làm việc tốt cải thiện khả năng chống mài mòn ở nhiệt
độ khoảng 900°C.
21
Dominique Poirier và các cộng sự [27] đã nghiên cứu kỹ thuật phun
nhiệt khí tốc độ cao HVOF khi phun bột Cr3C2 NiCr trên nền thép và đã đưa
ra kết luận ảnh hưởng của khoảng cách phun (khoảng 200 mm), tốc độ phun
(khoảng 750- 850m/s) và nhiệt độ hạt (khoảng 18000C) là điều kiện thông số
phù hợp để giảm ứng suất và độ xốp.
Qua nghiên cứu tìm hiểu về công nghệ phun nhiệt khí tốc độ cao HVOF
trên thế giới thấy rằng đã có rất nhiều nhà khoa học nghiên cứu về lĩnh vực
này, nhưng để tạo thành lớp phủ có chất lượng tốt thì còn tùy thuộc vào điều
kiện và rất nhiều yếu tố công nghệ ảnh hưởng tới sự hình thành lớp phủ. Các
nghiên cứu trên chủ yếu nghiên cứu về ảnh hưởng của tốc độ phun, lưu lượng
khí, nhiên liệu, nhiệt độ hạt, khoảng cách phun,... trên một số vật liệu nền và
vật liệu phủ đến chất lượng lớp phủ và nghiên cứu mức độ bám dính, độ xốp,
chịu nhiệt chịu mài mòn, chịu tác động môi trường của lớp phủ.. nhưng chưa
có công trình nào nghiên cứu ảnh hưởng của chuyển động tương đối giữa chi
tiết và súng phun bằng công nghệ HVOF.
1.4. Các nghiên cứu về phun nhiệt ở Việt Nam
Ở Việt Nam, công nghệ phun phủ nhiệt đang trong giai đoạn nghiên cứu,
ứng dụng các thành quả của thế giới. Đã có một số đề tài cấp Bộ, cấp Nhà
nước được triển khai nghiên cứu và ứng dụng công nghệ phun phủ nhiệt
mang lại hiệu quả kinh tế cao như:
Đề tài, mã số KHCN 05 – 07 – 03, nghiên cứu xác định độ cứng, độ bám
dính, độ bền uốn lớp phủ bột hợp kim Ni-Cr-B-Si trên nền thép CT38, kết quả
nghiên cứu ứng dụng vào phục hồi trục pit tông thủy lực, đế pit tông bơm tại
công ty kỹ nghệ hàn Việt Nam đảm bảo yêu cầu đề ra [10].
Đề tài, mã số KC 05.10, nghiên cứu xác định độ chịu mài mòn và độ
bám dính lớp phủ bột hợp kim ZRO-182 trên nền vật liệu Nimonic 263 (được
sử dụng chế tạo ống vòi voi trong các nhà máy nhiệt điện) có lớp phủ trung
22
gian bột hợp kim NiCrAlY, kết quả cho thấy độ bám dính với kim loại nền
đạt 378 kG/cm2, độ xốp lớp trung gian 2%, tuy nhiên các kết quả nghiên cứu
mới chỉ dừng lại ở mức phòng thực nghiệm [1].
Đề tài, mã số: 01C-01/04-2009-2, nghiên cứu ảnh hưởng của khoảng
cách phun, vận tốc phun, lưu lượng phun đến độ xốp, độ bám dính lớp phủ
bột hợp kim Cr20Ni3 trên nền trục thép 40Cr bằng phương pháp phun nổ,
ứng dụng kết quả nghiên cứu vào phục hồi trục khuỷu xe tải CAT 773E tập
đoàn than - khoáng sản Việt Nam làm cho tuổi thọ tăng gấp 4 lần so với mua
mới và giá thành chỉ bằng 30% mua mới [2].
Đề tài, mã số 256-08 RD/HĐ-KHCN, nghiên cứu độ cứng, độ chịu mài
mòn lớp phủ bột cacbit crom 75Cr3C2-25NiCr bằng phương pháp phun
Plasma với tốc độ quay của lô sấy khoảng 39,93 m/phút, tốc độ dịch chuyển
đầu phun 2,5 mm/ vòng quay lô sấy, kết quả so sánh các tính chất của lớp phủ
bằng vật liệu cácbit crom với lớp mạ crom cứng cho thấy độ cứng tế vi bề mặt
lớp phủ, khả năng gia công sau khi phủ, cũng như khả năng chịu mài mòn của
lớp phủ tốt hơn nhiều so với lớp mạ crom cứng, đồng thời có khả năng chịu
mài mòn gấp 2,5 lần so với lớp mạ crom cứng [14].
Một số nghiên cứu khác theo hướng ứng dụng cũng được đề cập trong
các công trình nghiên cứu như: nghiên cứu xác định độ cứng, độ xốp, độ bám
dính và độ chịu mài mòn của lớp phủ hợp kim 67Ni18Cr5Si4B trên nền thép
C45 bằng phương pháp Plasma [5], kết quả nghiên cứu cho thấy độ bám dính
của lớp phủ hợp kim 67Ni18Cr5Si4B có lớp lót trung gian (Ni5Al) tăng 25%
so với trường hợp phun phủ không có lớp lót trung gian; nghiên cứu ảnh
hưởng của khoảng cách phun, áp suất khí thổi, áp suất oxy đến độ bền bám
dính, độ bền bám trượt, độ bền kéo lớp phủ Ni-Cr-Si-B trên thép C45 phun
theo phương pháp ngọn lửa oxy axetylen [6], kết quả cho thấy chế độ phun tối
ưu của 3 thông số bằng phương pháp ngọn lửa oxy axetylen là: khoảng cách
23
phun: 170 - 200mm; áp suất khí thổi: 0,3 - 0,4 MPa và áp suất khí oxy: 0,20 -
0,22 MPa.
Đã có một số cơ sở sản suất ứng dụng công nghệ phun phủ nhiệt như:
Liên doanh dầu khí Vietsopetro; Viện nghiên cứu cơ khí; Viện Cơ khí
Năng lượng và Mỏ; Viện Công nghệ Bộ Quốc phòng, Công ty Cơ khí sửa
chữa Thủy Lợi; Viện Kỹ thuật giao thông; Cơ khí Quang Trung; Đại học
Bách khoa Hà Nội; Nhà máy Cơ khí Đạm Hà Bắc.
Công xưởng A42 phục hồi một số cánh tuabin động cơ máy bay bằng công
nghệ phun Plasma; Viện nghiên cứu máy - Bộ Công Thương, Viện Công nghệ -
Tổng cục công nghiệp quốc phòng đã tiến hành nghiên cứu thiết kế đầu phun
plasma nhưng kết quả hạn chế và chưa đưa vào ứng dụng thực tế; Viện nghiên
cứu Cơ khí thực hiện phun bảo vệ hàng vạn mét vuông giàn khoan dầu bằng
máy phun cầm tay ЭM-14 của Nga.
Trong những năm gần đây, Công ty TNHH dịch vụ kỹ thuật Quang Khánh
- Vũng Tàu đã sử dụng công nghệ HVOF phục hồi thành công nhiều chi tiết máy
có giá trị kinh tế cao như thân tuabin, Turbine thủy lực 10-HT-3001A, cánh
bơm, trục bơm 8002A, nhà máy đạm Phú mỹ; Trục phân phối bia Dung Quất;
Trục khuỷu tàu HQ-957-X51- Bộ Quốc Phòng; Trục bơm ép vỉa Đại Hùng...
Hiện nay, ở Việt Nam đã có nhiều ngành, đơn vị đầu tư thiết bị để
nghiên cứu: phun phủ Plasma (Viện Công nghệ - Tổng cục công nghiệp quốc
phòng; Viện nghiên cứu cơ khí); Phun nổ (Viện Cơ khí Năng lượng và Mỏ);
phun phủ nhiệt khí (Đại học Bách Khoa Hà Nội; Viên Nghiên cứu cơ khí;
Viện Công nghệ - Tổng cục công nghiệp quốc phòng...). Nghiên cứu phun
phủ trong chân không PVD (Trường Đại học Bách Khoa Hà Nội). Nghiên cứu
phun phủ Plasma – chân không – TINA (Viện nghiên cứu và ứng dụng công
nghệ). Phun nhiệt khí tốc độ cao (HVOF) - Công ty TNHH dịch vụ kỹ thuật
Quang Khánh - Vũng Tàu; Xí nghiệp cơ điện – Vietsovpetro.
24
Công trình của tác giả Phạm Văn Liệu [8] đã nghiên cứu ảnh hưởng của
một số thông số công nghệ như khoảng cách phun, tốc độ dòng phun... khi
phun bột hợp kim 67Ni18Cr5Si4B trên nền trục thép C45 đến chất lượng lớp
phủ bằng phương pháp HVOF.
Hiện nay, công nghệ phun phủ nhiệt được ứng dụng rộng rãi, bởi việc
lựa chọn vật liệu phun và vật liệu nền trong phạm vi rộng. Vật liệu được sử
dụng chủ yếu trong phun nhiệt là kim loại và các bít. Lớp phủ phun nhiệt chủ
yếu được sử dụng để bảo vệ các chi tiết hoặc phục hồi từ các dạng mòn khác
nhau như: bảo vệ bề mặt chi tiết trong ngành khai thác dầu mỏ, bảo vệ các kết
cấu trong môi trường xâm thực, ngành công nghiệp ô tô và các ngành công
nghiệp hàng không, vũ trụ.
Từ xu hướng nghiên cứu và những thành tựu đạt được của phương pháp
phun nhiệt khí tốc độ cao HVOF cho thấy rằng hướng nghiên cứu của các tác
giả đã tập trung vào việc nâng cao chất lượng lớp bề mặt của chi tiết bằng
cách phủ lên bề mặt của chi tiết một lớp kim loại hoặc hợp kim có tính chịu
nhiệt, chịu mài mòn cao, nhằm đáp ứng các điều kiện làm việc khác nhau.
Tuy nhiên chưa có tác giả nào nghiên cứu, ứng dụng lớp phủ bột các bít
Cr3C2 - NiCr lên bề mặt trục thép 40Cr bằng công nghệ HVOF với các chế độ
công nghệ như lưu lượng cấp bột phun (m), chuyển động tương đối giữa chi
tiết và đầu phun (n, S) để đánh giá mức độ ảnh hưởng chế độ phun đến chất
lượng của lớp phủ. Hơn nữa, trong các ngành công nghiệp có rất nhiều chi tiết
bị mòn, đặc biệt là các chi tiết dạng trục được chế tạo từ thép 40Cr hoặc
những vật liệu có cơ tính tương đương cần được phục hồi.
1.5. Những vấn đề đặt ra cần nghiên cứu
Phun nhiệt khí tốc độ cao HVOF là một quá trình rất phức tạp, trong đó
có một lượng lớn các thông số ảnh hưởng đến việc hình thành lớp phủ. Những
thông số này bao gồm đặc điểm phần cứng (kết cấu hình học súng phun) và
25
thông số quá trình phun như: khí đốt, mật độ dòng khí, và bột nguyên liệu,
chế độ phun (khoảng cách, góc phun, tốc độ di chuyển giữa chi tiết với súng
phun, dịch chuyển giữa các lớp phun…). Trong quá trình phun, các hạt bột
được đưa vào vùng nhiệt độ rất cao và tốc độ lớn nên đã nhanh chóng nóng
lên đến nhiệt độ nóng chảy của nó hoặc cao hơn. Nhiệt độ cao này có thể gây
ra sự bay hơi của bột hoặc một số thành phần của nó thậm chí có thể dẫn đến
sự chuyển đổi thành phần. Do tính chất phức tạp này của kỹ thuật phun nhiệt
khí tốc độ cao HVOF nên để đạt được lớp phủ với đặc tính mong muốn là một
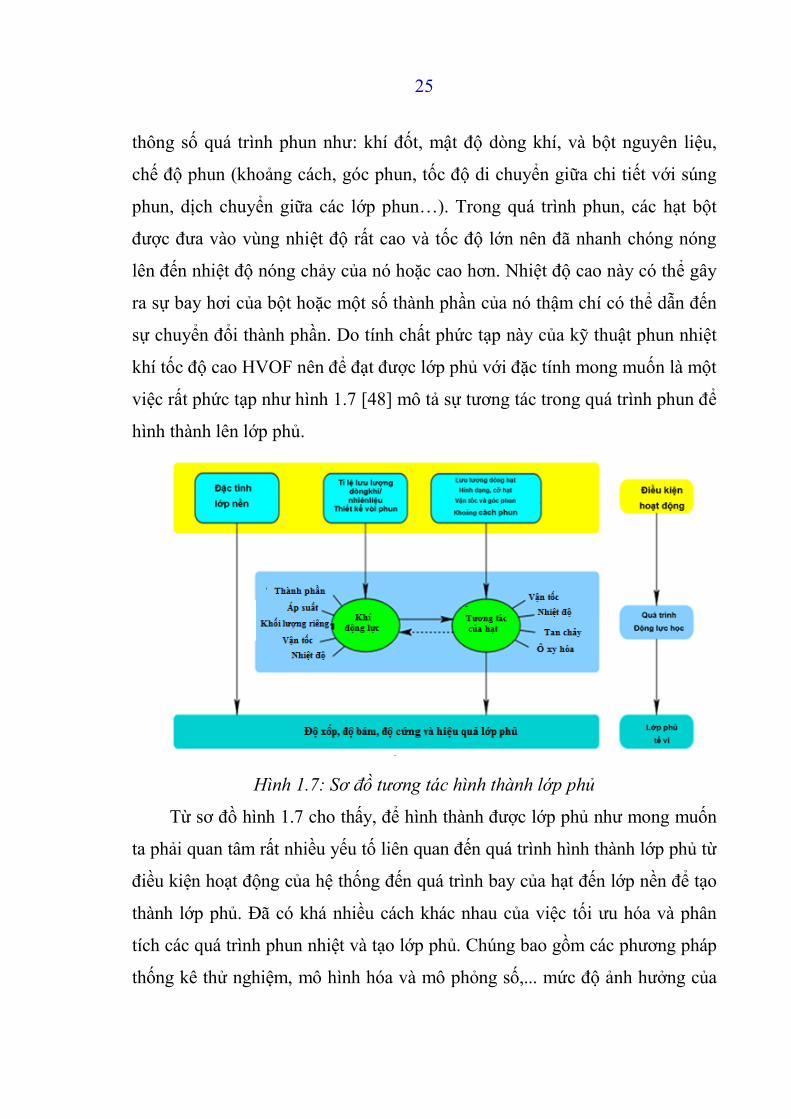
việc rất phức tạp như hình 1.7 [48] mô tả sự tương tác trong quá trình phun để
hình thành lên lớp phủ.
Hình 1.7: Sơ đồ tương tác hình thành lớp phủ
Từ sơ đồ hình 1.7 cho thấy, để hình thành được lớp phủ như mong muốn
ta phải quan tâm rất nhiều yếu tố liên quan đến quá trình hình thành lớp phủ từ
điều kiện hoạt động của hệ thống đến quá trình bay của hạt đến lớp nền để tạo
thành lớp phủ. Đã có khá nhiều cách khác nhau của việc tối ưu hóa và phân
tích các quá trình phun nhiệt và tạo lớp phủ. Chúng bao gồm các phương pháp
thống kê thử nghiệm, mô hình hóa và mô phỏng số,... mức độ ảnh hưởng của
26
các thông số trong qui trình phun nhiệt khí tốc độ cao HVOF đối với từng
trường hợp cụ thể là hoàn toàn khác nhau.
Chất lượng lớp phủ tốt với các đặc tính phù hợp và hiệu quả cần thiết
cho các ứng dụng cụ thể là các mục tiêu trong sản xuất của quá trình phun
nhiệt. Để đạt được mục tiêu này cần một sự tìm hiểu sâu hơn về các phương
pháp phun. Bắt đầu từ nguyên liệu, quá trình phun và các hạt, chất nền tương
tác với nhau có ảnh hưởng đến sự hình thành của lớp phủ với vi cấu trúc khác
nhau. Để kiểm soát tốt hơn về phun nhiệt, các thiết bị khác nhau đã được phát
triển trong thập kỷ qua, những công cụ chẩn đoán đã được phát triển giúp điều
chỉnh tốt hơn và đo lường các quá trình phun đồng thời hỗ trợ để hiểu được
tác động của các tham số quá trình khác nhau về tình trạng hạt trong quá trình
bay tạo nên lớp phủ (lưu lượng khí, nhiệt độ hạt và vận tốc).
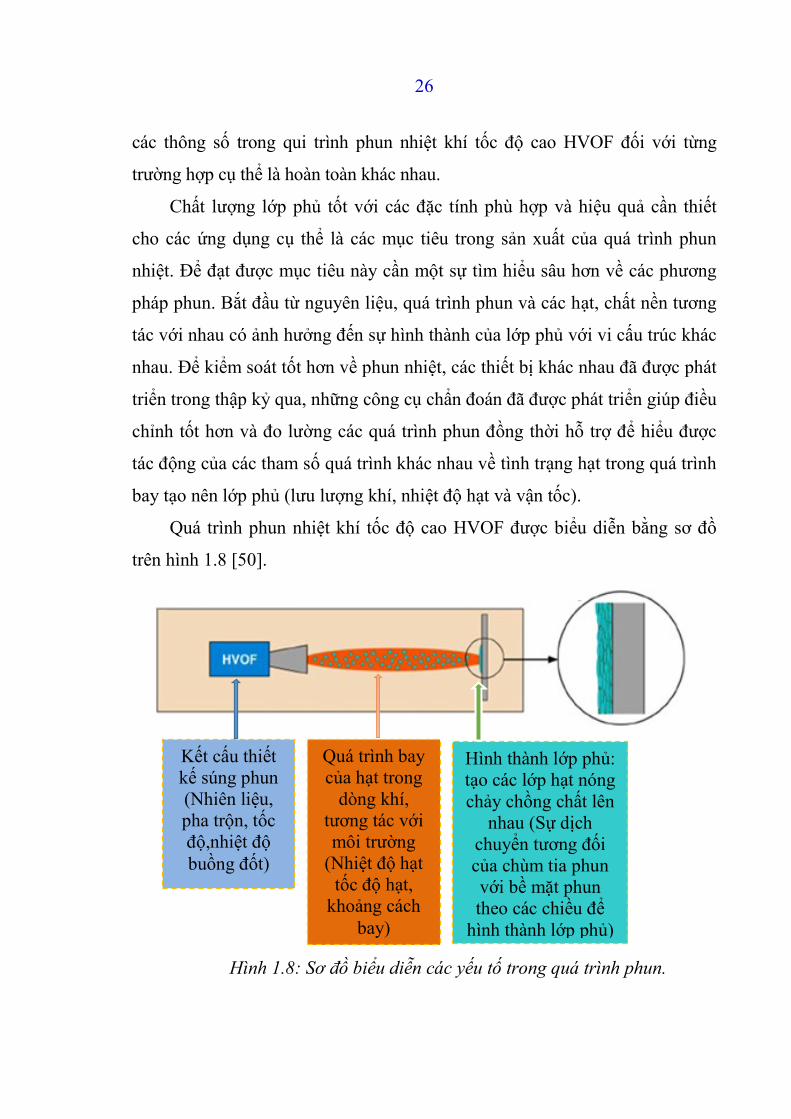
Quá trình phun nhiệt khí tốc độ cao HVOF được biểu diễn bằng sơ đồ
trên hình 1.8 [50].
Hình 1.8: Sơ đồ biểu diễn các yếu tố trong quá trình phun.
Kết cấu thiết
kế súng phun
(Nhiên liệu,
pha trộn, tốc
độ,nhiệt độ
buồng đốt)
Hình thành lớp phủ:
tạo các lớp hạt nóng
chảy chồng chất lên
nhau (Sự dịch
chuyển tương đối
của chùm tia phun
với bề mặt phun
theo các chiều để
hình thành lớp phủ)
Quá trình bay
của hạt trong
dòng khí,
tương tác với
môi trường
(Nhiệt độ hạt
tốc độ hạt,
khoảng cách
bay)
27
Từ sự tương tác trong phun nhiệt khí tốc độ cao HVOF theo hình 1.8
thấy rằng, để đạt được lớp phủ theo yêu cầu thì phải kết hợp rất nhiều yếu tố:
từ vật liệu nền, vật liệu phun, kết cấu súng phun, nhiên liệu phun, áp suất
buồng đốt, nhiệt độ hạt, tương tác của hạt trong quá trình bay với môi trường,
nhiệt độ hạt, khoảng cách bay,tương tác của dòng hạt lên bề mặt nền. Do vậy
việc nghiên cứu chế độ công nghệ như lưu lượng cấp bột phun (m), chuyển
động tương đối giữa chi tiết và đầu phun (n, S) để xác định mức độ ảnh
hưởng chế độ phun đến chất lượng của lớp phủ là cần thiết trong quá trình
thực hiện phun HVOF.
Công nghệ HVOF có nhiều ưu điểm nổi bật mà các công nghệ khác
không có được. Công nghệ này được nhập ngoại, trong quá trình tiếp nhận và
sử dụng thiết bị, về tính năng cơ bản của thiết bị đã được các nhà cung cấp
khuyến cáo và đưa ra hướng dẫn sử dụng. Nhưng khi sử phải lựa chọn điều
chỉnh các thông số chế độ phun cho phù hợp với các điều kiện thực tiễn như
(tốc độ phun, khoảng cách phun, góc phun...) đã có các nhà nghiên cứu tìm
hiểu và đã đưa ra khuyến cáo còn mức độ ảnh hưởng của dịch chuyển tương
đối giữa súng phun với bề mặt chi tiết cần phun để tạo ra lớp phủ sau mỗi lát
phun đến chất lượng lớp phủ thì chưa có khuyến cáo mà người sử dụng thiết
bị hầu hết dựa vào kinh nghiệm để điều chỉnh sự di chuyển của súng phun
trong quá phun nên việc đó có ảnh hưởng trực tiếp đến năng suất và chất
lượng lớp phủ.
Để cho quá trình khai thác sử dụng thiết bị phun nhiệt khí tốc độ cao
HVOF ứng dụng vào thực tiễn có hiệu quả thì việc nghiên cứu các thông số
chế độ công nghệ trong quá trình phun nhằm đạt được chất lượng tốt hơn là
việc làm hết sức có ý nghĩa góp phần thúc đẩy sự phát triển của công nghệ
phun phủ tại Việt Nam.
28
Kết luận chương 1
Từ việc nghiên cứu tổng quan về lĩnh vực phun phủ HVOF trên thế giới
và Việt Nam, luận án đã chọn chi tiết thép 40Cr làm thép nền để phủ lớp bột
các bít Cr3C2 - NiCr bằng phương pháp HVOF làm đối tượng nghiện cứu.
Với mục đích là xác định ảnh hưởng của lưu lượng cấp bột phun và chuyển
động tương đối giữa đầu phun với chi tiết đến chất lượng lớp phủ được phun
bằng phương pháp HVOF, để lựa chọn vùng các thông số công nghệ phun
hợp lý khi áp dụng vào thực tế nhằm đảm bảo chất lượng lớp phủ có độ xốp
nhỏ nhất, độ bám dính lớn nhất, tạo cơ sở khoa học cho việc hình thành lớp
phủ đáp ứng yêu cầu kịp thời trong sản xuất, hạ giá thành sản phẩm hạn chế
nhập ngoại phù hợp với điều kiện Việt Nam.
29
Chương 2: CƠ SỞ KHOA HỌC CỦA PHƯƠNG PHÁP PHUN NHIỆT
KHÍ VÀ ĐỘNG LỰC HỌC QUÁ TRÌNH PHUN HVOF
2.1. Lý thuyết về sự hình thành lớp phủ
Trong quá trình phát triển công nghệ phun phủ nhiệt, nhiều nhà khoa học đã
xây dựng các lý thuyết về sự hình thành lớp phủ, trong đó các lý thuyết đóng
vai trò quan trọng gồm: Lý thuyết của Pospisil- Sehyl, Schoop, Karg, Katsch,
Reininger và Schenk đã được các tác giả trích dẫn [3],[8],[39],[53].
Lý thuyết Pospisil - Sehyl cho rằng: lớp phủ được hình thành do các giọt
kim loại lỏng bị dòng khí nén thổi với một tốc độ rất cao (trung bình khoảng
200 m/s). Các giọt này bị phá vỡ thành nhiều hạt rất nhỏ dạng sương mù có
dạng là hình cầu hoặc dạng không đồng đều, đa dạng.
Sự oxy hóa kim loại thực chất bắt đầu từ quá trình chảy và tiếp tục diễn
ra trong quá trình bay của các hạt cho đến khi va đập vào bề mặt phun, số
lượng oxít nhiều hay ít là nhân tố ảnh hưởng đến chất lượng lớp phủ.
Theo thuyết này các phần tử kim loại trong thời điểm va đập trên bề mặt
phun là ở thể lỏng.
Lý thuyết Schoop cho rằng: khí nén cung cấp năng lượng cho các hạt
kim loại khi va đập lên bề mặt bị phun có sự thay đổi nhiệt. Khi rời khỏi
miệng phun bắt đầu bị nguội và đông đặc rất nhanh do tác dụng của dòng khí
nén. Trong thời điểm va đập chúng sẽ biến dạng dẻo do vậy chúng liên kết
với nhau thành những lớp liên kết khá chắc. Nhiệt độ của tia kim loại bị giảm
xuống rất thấp còn khoảng 50 0C đến 100 0C. Nên có thể phủ lên chúng vật
liệu dễ cháy mà không xảy ra sự cháy vật liệu nền.
Lý thuyết Karg, Katsch và Reininger lại đưa ra quan điểm: Những hạt
kim loại bị nguội và đông đặc là do tác dụng của nguồn năng lượng động
năng và khí nén. Mặt khác trong quá trình bay từ vòi phun các hạt đã ở trạng
thái nguội nên không xảy ra sự biến dạng dẻo khi va đập.
30
Lý thuyết Schenk lại đưa ra nhìn nhận khác: tác giả cho rằng nhiệt độ
của các hạt phun phải ở nhiệt độ chảy lỏng để xảy ra sự hàn chặt giữa chúng
với nhau. Có nghĩa là, ở thời điểm va đập trên bề mặt bị phun sẽ bị đốt nóng
đến nhiệt độ chảy để xảy ra sự hàn gắn giữa các phần tử phun với kim loại
nền cơ sở, nhưng thực tế không hoàn toàn như vậy.
Từ những quan điểm lý thuyết về sự hình thành lớp phủ của các nhà
khoa học trên thế giới thấy rằng, đã có những quan điểm khác nhau về trạng
thái của các hạt phun tại thời điểm va đập, tuy nhiên theo tác giả [3] đã trích
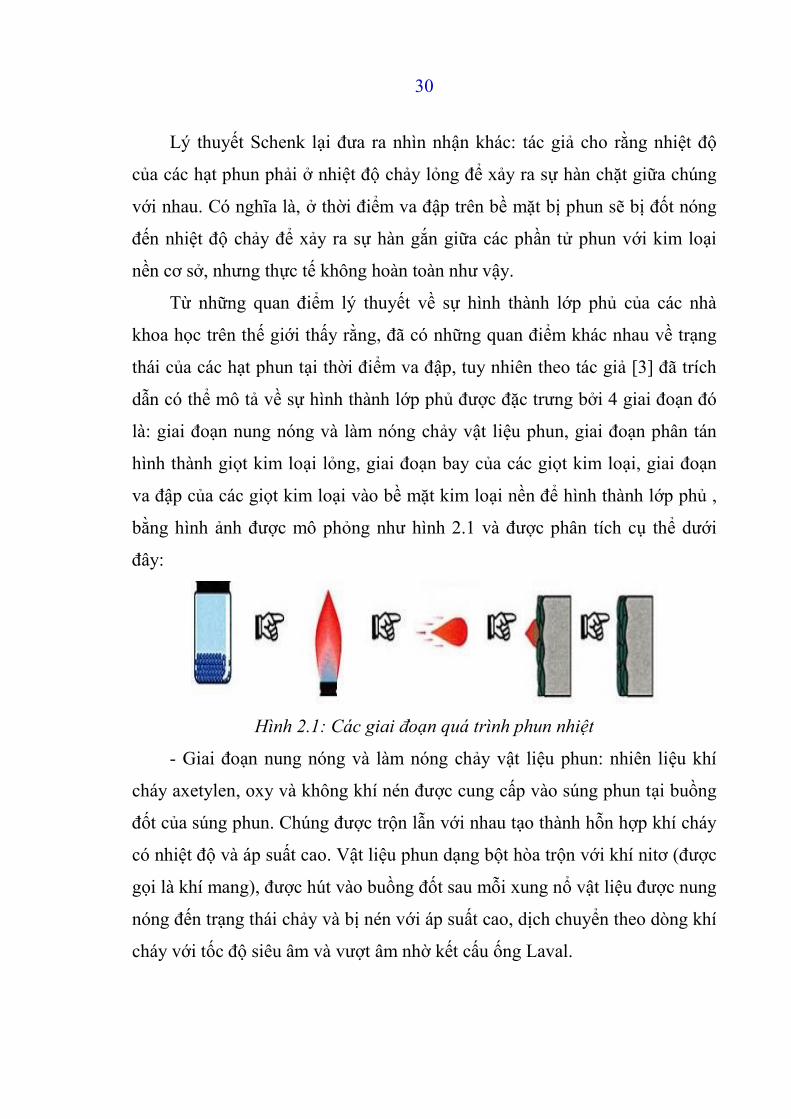
dẫn có thể mô tả về sự hình thành lớp phủ được đặc trưng bởi 4 giai đoạn đó
là: giai đoạn nung nóng và làm nóng chảy vật liệu phun, giai đoạn phân tán
hình thành giọt kim loại lỏng, giai đoạn bay của các giọt kim loại, giai đoạn
va đập của các giọt kim loại vào bề mặt kim loại nền để hình thành lớp phủ ,
bằng hình ảnh được mô phỏng như hình 2.1 và được phân tích cụ thể dưới
đây:
Hình 2.1: Các giai đoạn quá trình phun nhiệt
- Giai đoạn nung nóng và làm nóng chảy vật liệu phun: nhiên liệu khí
cháy axetylen, oxy và không khí nén được cung cấp vào súng phun tại buồng
đốt của súng phun. Chúng được trộn lẫn với nhau tạo thành hỗn hợp khí cháy
có nhiệt độ và áp suất cao. Vật liệu phun dạng bột hòa trộn với khí nitơ (được
gọi là khí mang), được hút vào buồng đốt sau mỗi xung nổ vật liệu được nung
nóng đến trạng thái chảy và bị nén với áp suất cao, dịch chuyển theo dòng khí
cháy với tốc độ siêu âm và vượt âm nhờ kết cấu ống Laval.
31
- Giai đoạn phân tán hình thành giọt kim loại lỏng: khi dòng khí mang
vật liệu phun nóng chảy ra khỏi miệng súng phun, các giọt nóng chảy có áp
suất cao tiếp xúc với khí quyển có áp suất thấp, làm áp suất bên trong các giọt
nóng chảy bị giảm đột ngột và chúng bung ra thành nhiều hạt nhỏ dạng sương
mù, theo nguyên lý tạo hạt phun. Sự phân tán của các giọt kim loại dưới tác
dụng của áp suất và nhiệt độ khí tùy thuộc vào áp lực dòng khí cháy và đường
kính của miệng phun.
- Giai đoạn bay của các giọt kim loại: tốc độ bay của các hạt tăng dần từ
vùng đốt đến miệng phun, nhưng khi ra khỏi miệng phun tốc độ giảm dần do
lực cản của không khí. Các giọt kim loại nóng chảy ở nhiệt độ cao phân tán
thành chùm hạt nhỏ tương tác hóa học vật lý với môi trường xung quanh, vật
liệu phun bị oxy hóa và hòa tan khí. Quá trình oxy hóa tùy thuộc vào thành
phần khí cháy. Độ hòa tan khí phụ thuộc sức căng bề mặt giọt kim loại, sức
hút của các nguyên tử chất phun, hệ số dẫn nhiệt của vật liệu. Trong quá trình
bay, do chênh lệch về áp suất bên trong hạt với áp suất môi trường xung
quanh, các hạt tiếp tục vỡ phân tán thành nhiều hạt nhỏ. Dòng phun có dạng
hình phễu, góc loe của phễu phụ thuộc góc loe của ống Laval, tốc độ phun và
đường kính của đầu phun.
- Giai đoạn va đập của các giọt kim loại vào bề mặt kim loại nền để hình
thành lớp phủ: Các hạt vật liệu phủ mang động năng và nhiệt năng bay đến va
đập vào bề mặt nền. Khi va đập, động năng của hạt chuyển thành nhiệt năng,
truyền năng lượng cho bề mặt nền làm tăng nhiệt độ bề mặt nền, khi tiếp xúc
với bề mặt nền các hạt kim loại lỏng bị biến dạng từ tròn thành dẹt và bám
chắc trên bề mặt gồ ghề của kim loại nền. Do kết quả của sự truyền nhiệt, các
hạt phủ biến dạng và nguội, kèm theo thể tích giảm, đại bộ phận các hạt bám
chắc vào bề mặt nền, một bộ phận nhỏ bị bắn ra khỏi bề mặt. Tùy sự dịch
32
chuyển của đầu phun hoặc vật được phun, chùm tia hạt phủ được bắn vào bề
mặt nền theo từng lớp, chồng chất lên nhau tạo thành lớp phủ theo yêu cầu.
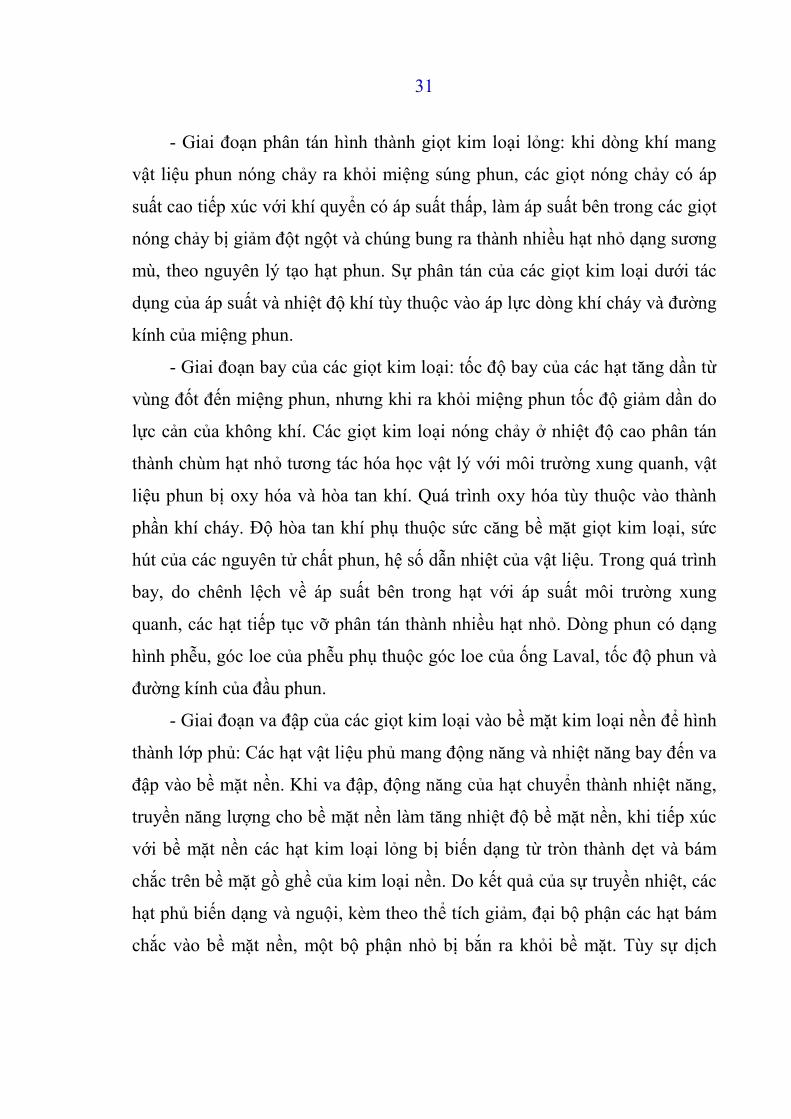
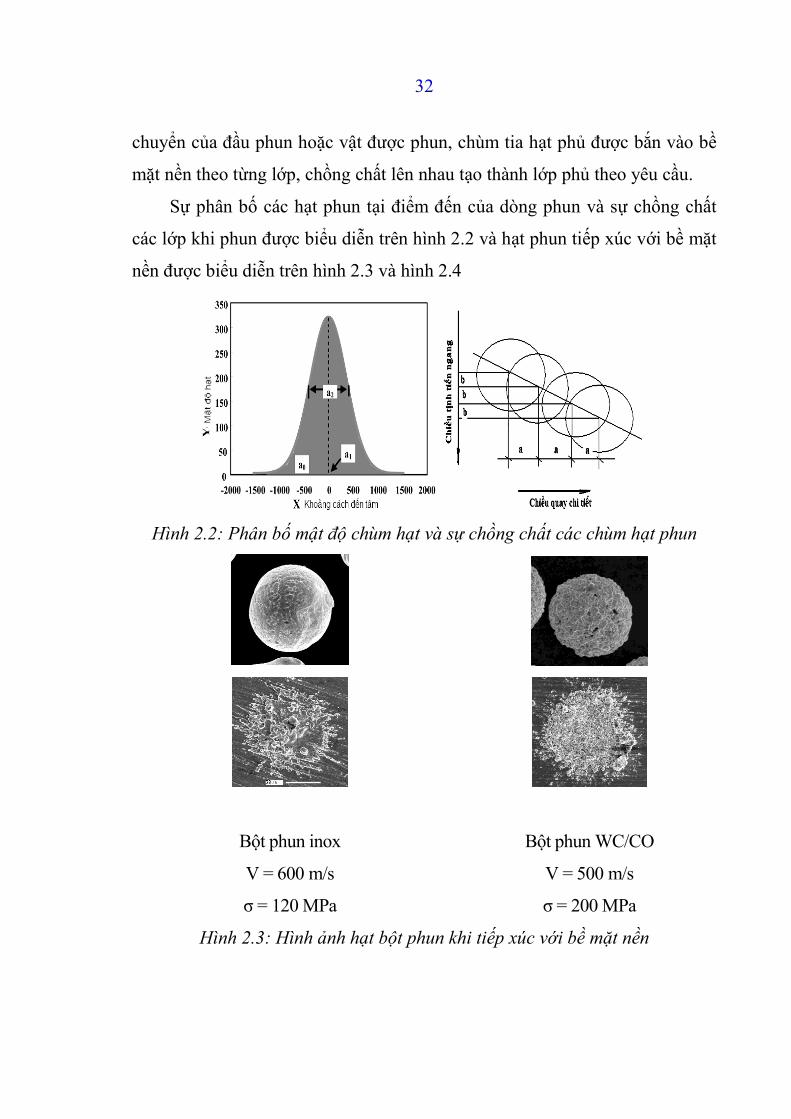
Sự phân bố các hạt phun tại điểm đến của dòng phun và sự chồng chất
các lớp khi phun được biểu diễn trên hình 2.2 và hạt phun tiếp xúc với bề mặt
nền được biểu diễn trên hình 2.3 và hình 2.4
Hình 2.2: Phân bố mật độ chùm hạt và sự chồng chất các chùm hạt phun
Bột phun inox
V = 600 m/s
σ = 120 MPa
Bột phun WC/CO
V = 500 m/s
σ = 200 MPa
Hình 2.3: Hình ảnh hạt bột phun khi tiếp xúc với bề mặt nền
33
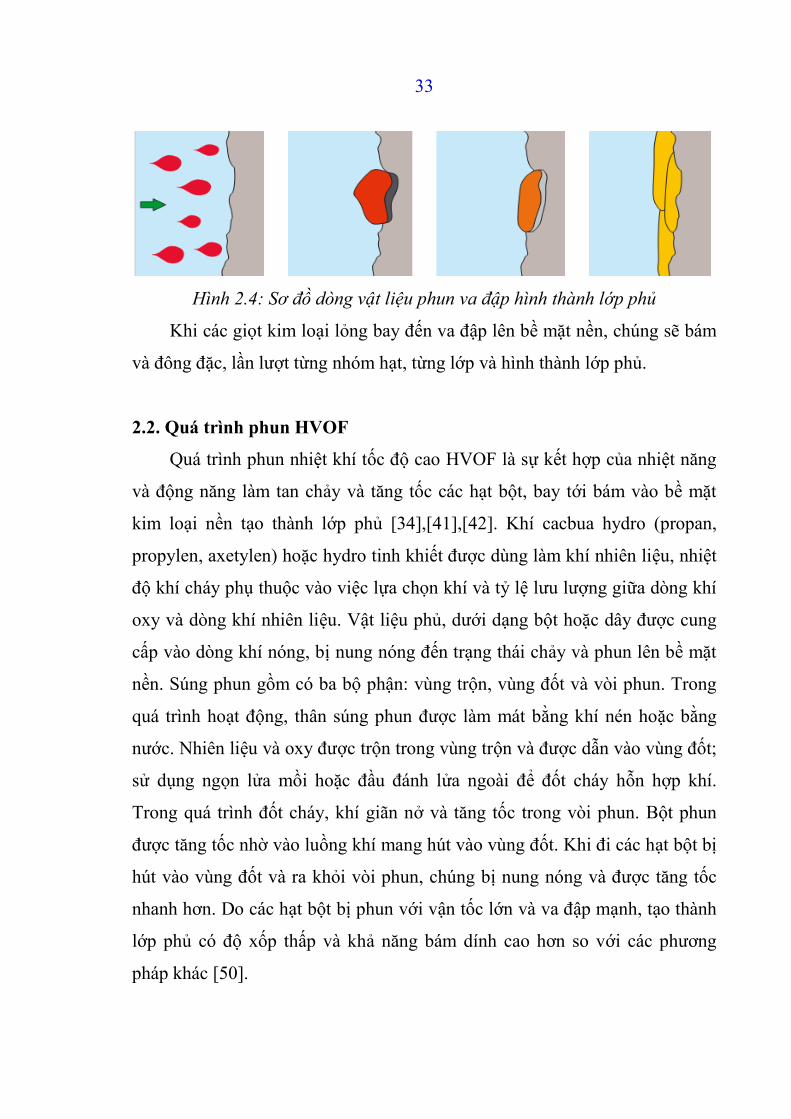
Hình 2.4: Sơ đồ dòng vật liệu phun va đập hình thành lớp phủ
Khi các giọt kim loại lỏng bay đến va đập lên bề mặt nền, chúng sẽ bám
và đông đặc, lần lượt từng nhóm hạt, từng lớp và hình thành lớp phủ.
2.2. Quá trình phun HVOF
Quá trình phun nhiệt khí tốc độ cao HVOF là sự kết hợp của nhiệt năng
và động năng làm tan chảy và tăng tốc các hạt bột, bay tới bám vào bề mặt
kim loại nền tạo thành lớp phủ [34],[41],[42]. Khí cacbua hydro (propan,
propylen, axetylen) hoặc hydro tinh khiết được dùng làm khí nhiên liệu, nhiệt
độ khí cháy phụ thuộc vào việc lựa chọn khí và tỷ lệ lưu lượng giữa dòng khí
oxy và dòng khí nhiên liệu. Vật liệu phủ, dưới dạng bột hoặc dây được cung
cấp vào dòng khí nóng, bị nung nóng đến trạng thái chảy và phun lên bề mặt
nền. Súng phun gồm có ba bộ phận: vùng trộn, vùng đốt và vòi phun. Trong
quá trình hoạt động, thân súng phun được làm mát bằng khí nén hoặc bằng
nước. Nhiên liệu và oxy được trộn trong vùng trộn và được dẫn vào vùng đốt;
sử dụng ngọn lửa mồi hoặc đầu đánh lửa ngoài để đốt cháy hỗn hợp khí.
Trong quá trình đốt cháy, khí giãn nở và tăng tốc trong vòi phun. Bột phun
được tăng tốc nhờ vào luồng khí mang hút vào vùng đốt. Khi đi các hạt bột bị
hút vào vùng đốt và ra khỏi vòi phun, chúng bị nung nóng và được tăng tốc
nhanh hơn. Do các hạt bột bị phun với vận tốc lớn và va đập mạnh, tạo thành
lớp phủ có độ xốp thấp và khả năng bám dính cao hơn so với các phương
pháp khác [50].
34
2.2.1. Quá trình cháy và lưu lượng khí của hệ thống phun HVOF
Để tạo hỗn hợp khí và bột phun, các loại khí được sử dụng như: Khí
propylen, khí propan hoặc axetylen và oxy, khi bột phun được hút vào vùng
khí đốt gây ra phản ứng hóa học để giải phóng năng lượng nhiệt, quá trình
này diễn ra liên tục làm cho áp suất trong buồng đốt tăng. Khi phun sử dụng
khí propylen và oxy, nitơ làm khí vận chuyển, theo Kowalsky [42] phản ứng
hóa học của các chất khí như sau:
C3H6 + 3,43O2 + XN21,29H2O + 3,14CO2 + XN2
Việc cân bằng hóa học (về mặt lý thuyết cần thiết để đốt cháy hoàn toàn)
tỷ lệ nhiên liệu - oxy là từ 1 đến 4,5. Năng lượng được giải phóng nhờ các
phản ứng hóa học của các chất khí được sử dụng để làm nóng và tăng tốc độ
khí và bột phun. Do nhiệt độ lắng đọng quá cao, các phần tử nước bị đốt và
bay hơi. Kết quả là vận tốc khí là đặc trưng của áp suất, nhiệt độ, mật độ,
thành phần khí và diện tích mà có khí đi qua.
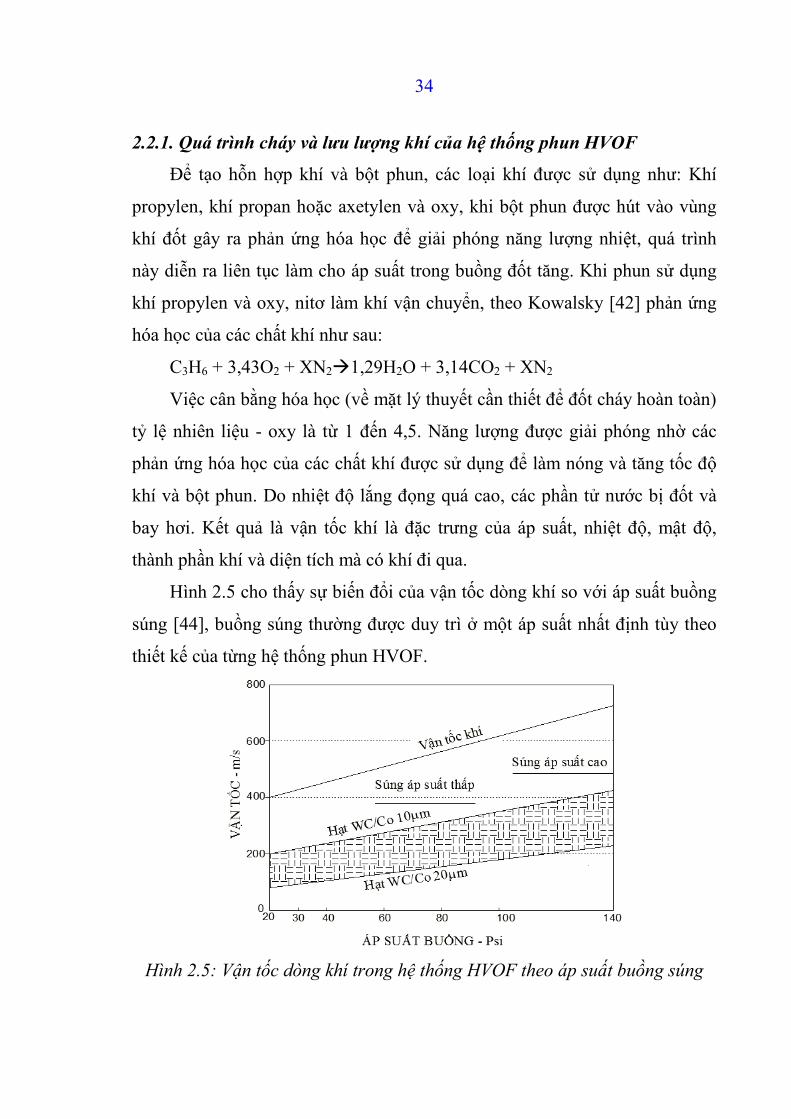
Hình 2.5 cho thấy sự biến đổi của vận tốc dòng khí so với áp suất buồng
súng [44], buồng súng thường được duy trì ở một áp suất nhất định tùy theo
thiết kế của từng hệ thống phun HVOF.
Hình 2.5: Vận tốc dòng khí trong hệ thống HVOF theo áp suất buồng súng
35
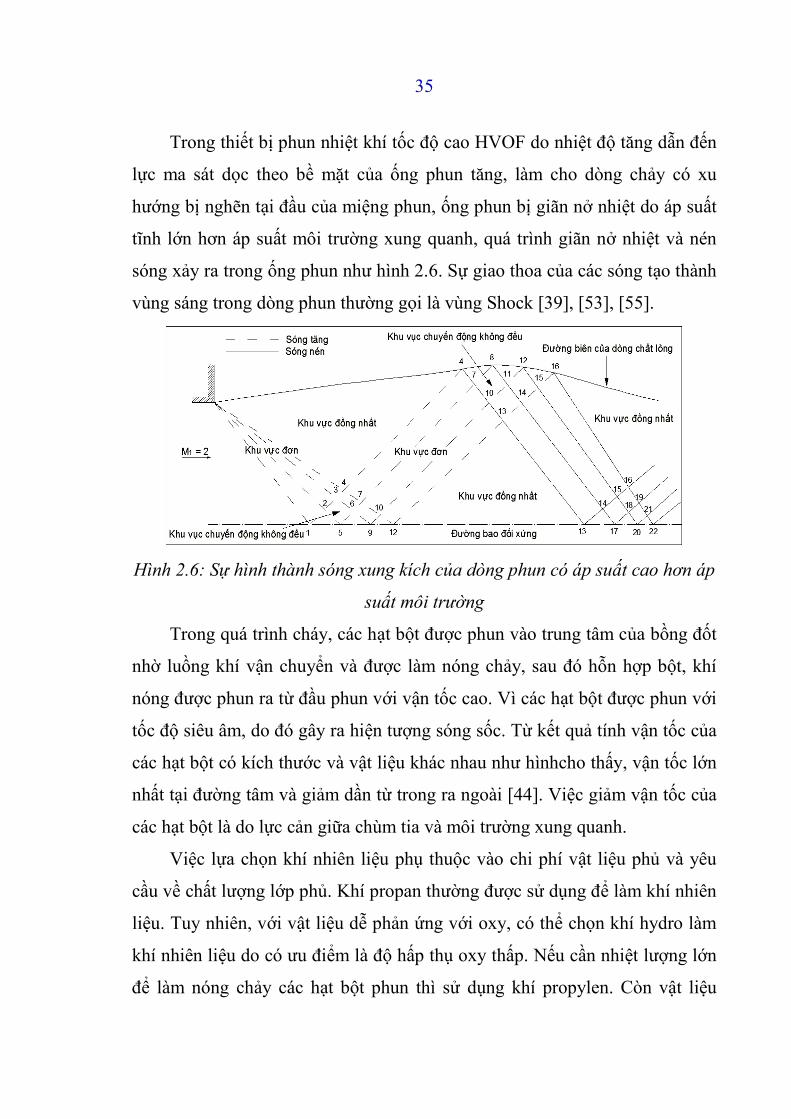
Trong thiết bị phun nhiệt khí tốc độ cao HVOF do nhiệt độ tăng dẫn đến
lực ma sát dọc theo bề mặt của ống phun tăng, làm cho dòng chảy có xu
hướng bị nghẽn tại đầu của miệng phun, ống phun bị giãn nở nhiệt do áp suất
tĩnh lớn hơn áp suất môi trường xung quanh, quá trình giãn nở nhiệt và nén
sóng xảy ra trong ống phun như hình 2.6. Sự giao thoa của các sóng tạo thành
vùng sáng trong dòng phun thường gọi là vùng Shock [39], [53], [55].
Hình 2.6: Sự hình thành sóng xung kích của dòng phun có áp suất cao hơn áp
suất môi trường
Trong quá trình cháy, các hạt bột được phun vào trung tâm của bồng đốt
nhờ luồng khí vận chuyển và được làm nóng chảy, sau đó hỗn hợp bột, khí
nóng được phun ra từ đầu phun với vận tốc cao. Vì các hạt bột được phun với
tốc độ siêu âm, do đó gây ra hiện tượng sóng sốc. Từ kết quả tính vận tốc của
các hạt bột có kích thước và vật liệu khác nhau như hìnhcho thấy, vận tốc lớn
nhất tại đường tâm và giảm dần từ trong ra ngoài [44]. Việc giảm vận tốc của
các hạt bột là do lực cản giữa chùm tia và môi trường xung quanh.
Việc lựa chọn khí nhiên liệu phụ thuộc vào chi phí vật liệu phủ và yêu
cầu về chất lượng lớp phủ. Khí propan thường được sử dụng để làm khí nhiên
liệu. Tuy nhiên, với vật liệu dễ phản ứng với oxy, có thể chọn khí hydro làm
khí nhiên liệu do có ưu điểm là độ hấp thụ oxy thấp. Nếu cần nhiệt lượng lớn
để làm nóng chảy các hạt bột phun thì sử dụng khí propylen. Còn vật liệu
36
gốm gốc oxit có nhiệt độ nóng chảy cao thì nên sử dụng khí nhiên liệu là
axetylen.
2.2.2. Ưu điểm và nhược điểm của hệ thống phun HVOF
Vận tốc hạt là yếu tố quan trọng trong quá trình phun nhiệt, chất lượng
của lớp phủ được cải thiện phụ thuộc nhiều vào vận tốc của hạt phun. Sử dụng
súng phun nhiệt khí tốc độ cao HVOF vận tốc hạt có thể đạt 800 m/s, cao hơn
đáng kể so với quá trình phun nhiệt khác
* Ưu điểm của công nghệ phun nhiệt HVOF :
- Nâng cao khả năng chống mài mòn cơ học và chống ăn mòn hóa học –
điện hóa.
- Nâng cao khả năng chịu nhiệt và cách nhiệt;
- Thành phần oxit thấp do thời gian tiếp xúc nhiệt ngắn;
- Thành phần hóa học của kim loại phun không thay đổi do thời gian tiếp
xúc nhiệt ngắn;
- Chiều dày lớp phủ cao do ít suất dư;
- Bề mặt lớp phủ láng mịn do vận tốc phun cao.
Tất cả các ưu điểm trên đã làm cho lớp phủ có mật độ cao hơn, cải thiện
khả năng chống ăn mòn, độ cứng cao, chịu mài mòn tốt, hàm lượng oxít thấp,
tỷ lệ hạt không nóng chảy ít, độ dày lớp phủ lớn và mịn hơn so với các
phương pháp phun nhiệt khác.
* Nhược điểm của công nghệ phun phủ HVOF :
- Công nghệ cực kỳ phức tạp, phụ thuộc nhiều vào sự thay đổi các thông
số trong quá trình phun;
- Đòi hỏi nhân viên có nhiều kinh nghiệm, để đảm bảo hoạt động an toàn
và để đạt được chất lượng phủ phù hợp;
- Phải được thực hiện trong một phòng phun đặc biệt, với các thiết bị bảo
vệ âm thanh và xử lý bụi phù hợp;
37
- Khó áp dụng cho việc phun bề mặt bên trong các hình trụ tròn đường
kính nhỏ, do khoảng cách phun tối thiểu là 80 mm.
2.2.3. Đặc điểm của lớp phủ phun bằng công nghệ HVOF
Các loại cacbit (WC-Co, Cr3C2 - NiCr) đóng vai trò quan trọng trong
lĩnh vực phun phủ nhiệt, chiếm khoảng 70% các loại vật liệu phủ được sử
dụng trong công nghệ HVOF. Các kim loại cứng được phun phủ bằng công
nghệ HVOF tạo ra lớp phủ có mật độ cao (thường là > 97%), phân bố các giai
đoạn đồng nhất hơn và ít có các cấu trúc cacbit giòn so với các phương pháp
phun phủ nhiệt khác tạo ra [61].
Hiệu quả lắng đọng, khi sử dụng công nghệ HVOF có thể lên tới mức từ
70% đến 80%. Một số công nghệ HVOF sử dụng axetylen có thể tạo ra lớp
phủ gốm có chất lượng rất cao, ví dụ như lớp phủ crom (Cr203). Chất lượng
của lớp phủ crom nhờ vào động năng cao kết hợp với nhiệt độ hạt trung bình
dẫn đến hình thành nên một cấu trúc có mật độ cao với mức thoát oxy thấp do
nhiệt gây ra.
Cũng như các phương pháp phun phủ nhiệt khác, công nghệ HVOF cho
phép xử lý kết hợp các loại vật liệu, còn được gọi là giả hợp kim.
Bản thân chất trợ dung hợp kim niken cơ bản thường được trộn lẫn với
kim loại cứng, cũng giống như phun đồng thời WC-Co, với mục đích kết hợp
khả năng chịu ăn mòn của hợp kim gốc niken và khả năng chịu mài mòn của
các kim loại cứng.
Mặc dù quá trình phun nhiệt khí tốc độ cao HVOF có thể tạo ra các lớp
phủ có mật độ cao, đôi khi lớp phủ vẫn bị lẫn một số chất tạo gỉ, cần phải có
phương pháp phủ đặc biệt để tăng cường hơn nữa các đặc tính bảo vệ của lớp
phủ để phòng ngừa sự tác động của gỉ sét.
Chiều dày lớp phủ cho các kim loại cứng thường ở mức từ (0,1 ÷ 0,2
mm). Nếu phun chiều dày lớp phủ lớn hơn 0,3 mm, sẽ gây ra hiện tượng ứng
38
suất dư bên trong lớp phủ, do vậy không nên phun lớp phủ có chiều dày lớn
hơn 0,3 mm. Tuy nhiên, trong thực tế đã có nghiên cứu thực hiện thành công
lớp phủ dày 10mm, với hệ thống làm mát sử dụng CO2 lỏng. Độ nhấp nhô bề
mặt của lớp phủ phụ thuộc phần lớn vào việc sử dụng loại bột phun. Nếu sử
dụng bột phun mịn, độ nhấp nhô bề mặt sau khi phun rất thấp, ở mức Ra =
1÷2 µm, thậm chí còn nhỏ hơn 1m sau khi được xử lý đánh bóng bằng máy
mài kim cương. Các lớp phủ bằng công nghệ HVOF có thể được áp dụng
trong nhiều ngành công nghiệp khác nhau, như trong bảng 2.[39], [55].
Bảng 2.1: Phạm vi áp dụng phương pháp phun phủ HVOF trong các ngành
công nghiệp.
Ngành công nghiệp Chi tiết, máy Vật liệu phun
Công nghiệp giấy Con lăn WC-Co-Cr
Lưỡi cạo Cr2O3
Công nghiệp thép Con lăn lò nung Cr3C2 -NiCr
Con lăn băng tải Cr3C2 -NiCr
Công nghiệp in Con lăn mực in Cr2O3
Công nghiệp may Galettes Al2O3-TiO2
Điện tử Băng dẫn điện Cu
Xây dựng nhà máy Máy nghiền A1203,Mo, các loại thép
Máy tuyển quặng Al203,Mo, các loại thép
Thiết bị ngành hóa chất Al203,Mo, các loại thép
Công nghiệp ô tô Đĩa ma sát Mo
2.3. Tính chất của lớp phủ
Trong lớp phủ phun nhiệt tồn tại oxit và độ xốp. Trong quá trình bay từ
súng đến bề mặt nền, các hạt có sự tương tác hóa học và vật lý với môi trường
xung quanh. Lớp phủ phun nhiệt được cấu tạo gồm các lớp mỏng có đường
biên nằm song song với bề mặt nền. Mỗi lượt phun thường có từ 5 đến 15 lớp
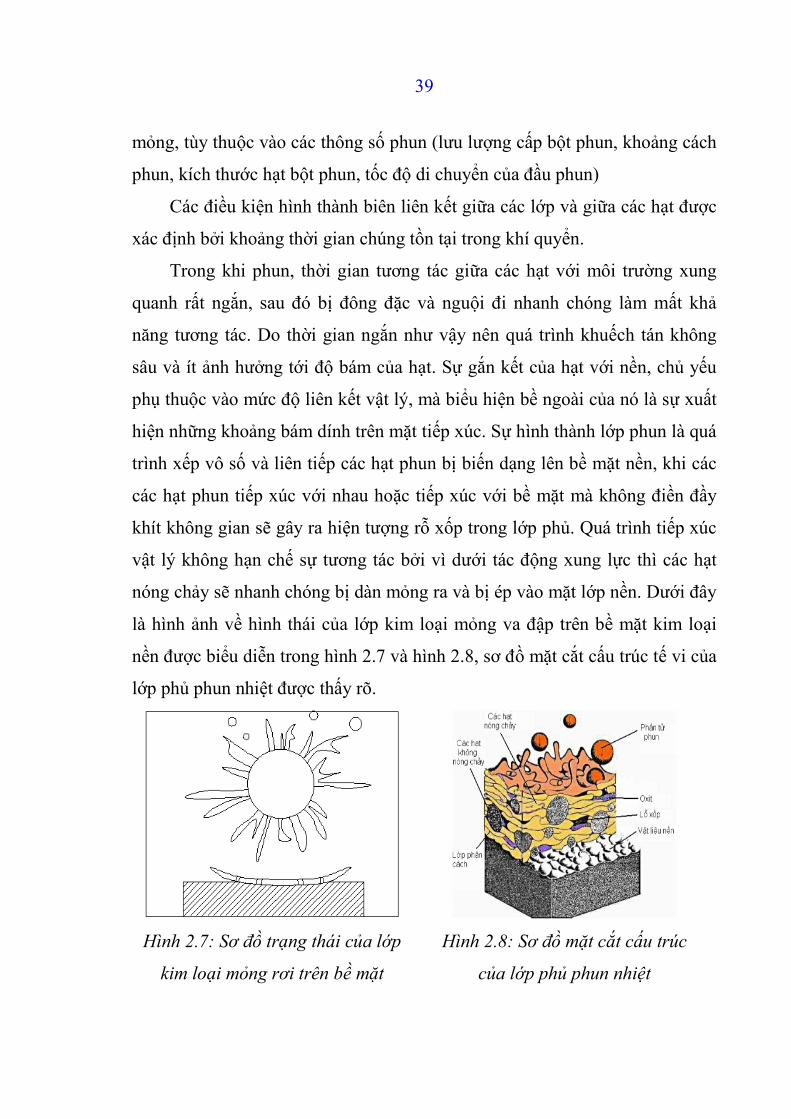
39
mỏng, tùy thuộc vào các thông số phun (lưu lượng cấp bột phun, khoảng cách
phun, kích thước hạt bột phun, tốc độ di chuyển của đầu phun)
Các điều kiện hình thành biên liên kết giữa các lớp và giữa các hạt được
xác định bởi khoảng thời gian chúng tồn tại trong khí quyển.
Trong khi phun, thời gian tương tác giữa các hạt với môi trường xung
quanh rất ngắn, sau đó bị đông đặc và nguội đi nhanh chóng làm mất khả
năng tương tác. Do thời gian ngắn như vậy nên quá trình khuếch tán không
sâu và ít ảnh hưởng tới độ bám của hạt. Sự gắn kết của hạt với nền, chủ yếu
phụ thuộc vào mức độ liên kết vật lý, mà biểu hiện bề ngoài của nó là sự xuất
hiện những khoảng bám dính trên mặt tiếp xúc. Sự hình thành lớp phun là quá
trình xếp vô số và liên tiếp các hạt phun bị biến dạng lên bề mặt nền, khi các
các hạt phun tiếp xúc với nhau hoặc tiếp xúc với bề mặt mà không điền đầy
khít không gian sẽ gây ra hiện tượng rỗ xốp trong lớp phủ. Quá trình tiếp xúc
vật lý không hạn chế sự tương tác bởi vì dưới tác động xung lực thì các hạt
nóng chảy sẽ nhanh chóng bị dàn mỏng ra và bị ép vào mặt lớp nền. Dưới đây
là hình ảnh về hình thái của lớp kim loại mỏng va đập trên bề mặt kim loại
nền được biểu diễn trong hình 2.7 và hình 2.8, sơ đồ mặt cắt cấu trúc tế vi của
lớp phủ phun nhiệt được thấy rõ.
Hình 2.7: Sơ đồ trạng thái của lớp
kim loại mỏng rơi trên bề mặt
Hình 2.8: Sơ đồ mặt cắt cấu trúc
của lớp phủ phun nhiệt
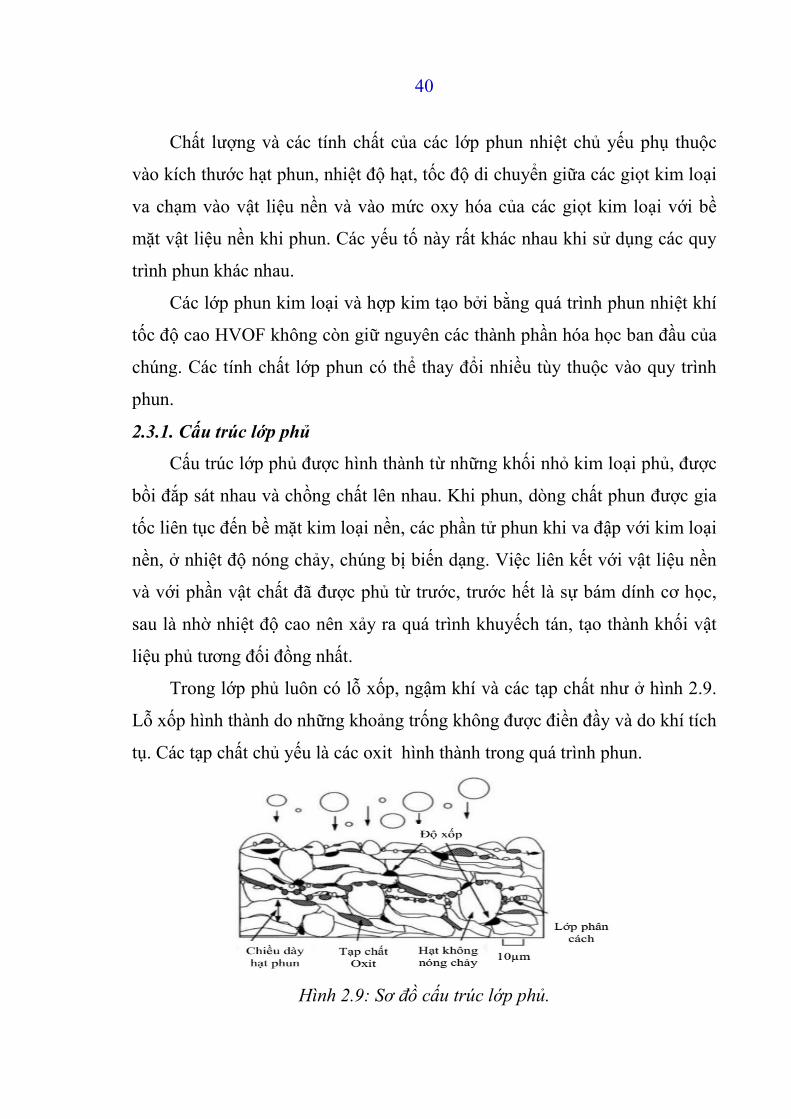
40
Chất lượng và các tính chất của các lớp phun nhiệt chủ yếu phụ thuộc
vào kích thước hạt phun, nhiệt độ hạt, tốc độ di chuyển giữa các giọt kim loại
va chạm vào vật liệu nền và vào mức oxy hóa của các giọt kim loại với bề
mặt vật liệu nền khi phun. Các yếu tố này rất khác nhau khi sử dụng các quy
trình phun khác nhau.
Các lớp phun kim loại và hợp kim tạo bởi bằng quá trình phun nhiệt khí
tốc độ cao HVOF không còn giữ nguyên các thành phần hóa học ban đầu của
chúng. Các tính chất lớp phun có thể thay đổi nhiều tùy thuộc vào quy trình
phun.
2.3.1. Cấu trúc lớp phủ
Cấu trúc lớp phủ được hình thành từ những khối nhỏ kim loại phủ, được
bồi đắp sát nhau và chồng chất lên nhau. Khi phun, dòng chất phun được gia
tốc liên tục đến bề mặt kim loại nền, các phần tử phun khi va đập với kim loại
nền, ở nhiệt độ nóng chảy, chúng bị biến dạng. Việc liên kết với vật liệu nền
và với phần vật chất đã được phủ từ trước, trước hết là sự bám dính cơ học,
sau là nhờ nhiệt độ cao nên xảy ra quá trình khuyếch tán, tạo thành khối vật
liệu phủ tương đối đồng nhất.
Trong lớp phủ luôn có lỗ xốp, ngậm khí và các tạp chất như ở hình 2.9.
Lỗ xốp hình thành do những khoảng trống không được điền đầy và do khí tích
tụ. Các tạp chất chủ yếu là các oxit hình thành trong quá trình phun.
Hình 2.9: Sơ đồ cấu trúc lớp phủ.
41
Đặc trưng cấu trúc của lớp phủ là: do kim loại phun ở trạng thái lỏng khi
va chạm với vật liệu nền bị nguội nhanh, nên tổ chức kim loại không phải tổ
chức cân bằng. Nếu kim loại phủ là thép thì thường có tổ chức maxtenxit và
bâynit. Chính vì vậy, lớp phủ thường có độ cứng bề mặt cao.
Trên thực tế chi tiết có 2 dạng chủ yếu đó là: chi tiết dạng phẳng và chi
tiết dạng tròn. Khi phủ chi tiết dạng phẳng, đầu phun chuyển động theo đường
thẳng và di chuyển hết chiều dài chi tiết, sau đó, dịch chuyển ngược lại, quá
trình dịch chuyển của đầu phun sao cho lớp đầu phủ hết diện tích cần phủ, sau
đó phủ tiếp lớp thứ 2, cứ như vậy cho đến khi đạt chiều lớp phủ theo yêu cầu
Đối với chi tiết tròn xoay, chi tiết được gá trên đồ gá quay với một tốc độ
nhất định, đầu phun được gá lên cơ cấu dịch chuyển ngang. Tốc độ quay của
chi tiết và tốc độ dịch chuyển của đầu phun sao cho các lớp phủ tạo thành một
đường xoắn, yêu cầu đường xoắn phải chồng chất lên nhau, không có khoảng
trống để tránh hình thành lỗ xốp. Như vậy, tốc độ quay của chi tiết và tốc độ
dịch chuyển của đầu phun phải được tính toán chính xác, sao cho tạo lớp phủ
đều, có độ bám dính tốt và độ rỗ xốp rất nhỏ.
2.3.2. Thành phần của lớp phủ phun nhiệt
Trong quá trình phun nhiệt, thành phần của lớp phủ có thể khác biệt với
vật liệu dùng để phun phủ, do phản ứng của các hạt nóng chảy với môi trường
khí. Cụ thể, mức độ oxy hóa rất quan trọng đối với đặc tính của lớp phủ.
Nghiên cứu của Datta [23], [60] về tác động của oxy hóa đối với lớp đồng và
nhôm cho thấy rằng chỉ cần mức độ oxy hóa rất nhỏ trong quá trình kết tụ
cũng làm suy giảm cường độ chịu nén theo chiều vuông góc và song song với
bề mặt. Tuy nhiên, các hạt oxit riêng lẻ không chỉ tăng cường độ cứng lớp
phủ mà còn tăng thêm khả năng chịu mài mòn. Sự thoát cacbon trong lớp phủ
tungsten cacbit cũng đã được các tác giả [17], [20] nghiên cứu, các lớp phủ
kim loại hoặc kim loại gốm cũng có thể tương tác với không khí, hình thành
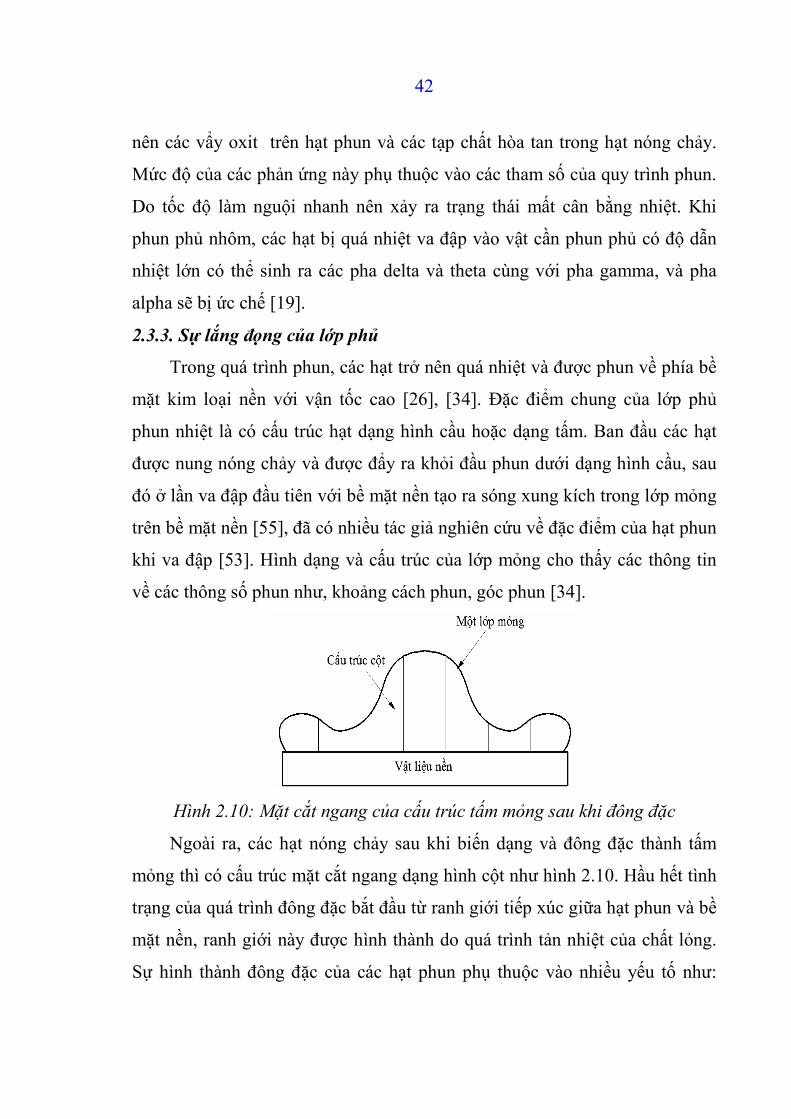
42
nên các vẩy oxit trên hạt phun và các tạp chất hòa tan trong hạt nóng chảy.
Mức độ của các phản ứng này phụ thuộc vào các tham số của quy trình phun.
Do tốc độ làm nguội nhanh nên xảy ra trạng thái mất cân bằng nhiệt. Khi
phun phủ nhôm, các hạt bị quá nhiệt va đập vào vật cần phun phủ có độ dẫn
nhiệt lớn có thể sinh ra các pha delta và theta cùng với pha gamma, và pha
alpha sẽ bị ức chế [19].
2.3.3. Sự lắng đọng của lớp phủ
Trong quá trình phun, các hạt trở nên quá nhiệt và được phun về phía bề
mặt kim loại nền với vận tốc cao [26], [34]. Đặc điểm chung của lớp phủ
phun nhiệt là có cấu trúc hạt dạng hình cầu hoặc dạng tấm. Ban đầu các hạt
được nung nóng chảy và được đẩy ra khỏi đầu phun dưới dạng hình cầu, sau
đó ở lần va đập đầu tiên với bề mặt nền tạo ra sóng xung kích trong lớp mỏng
trên bề mặt nền [55], đã có nhiều tác giả nghiên cứu về đặc điểm của hạt phun
khi va đập [53]. Hình dạng và cấu trúc của lớp mỏng cho thấy các thông tin
về các thông số phun như, khoảng cách phun, góc phun [34].
Hình 2.10: Mặt cắt ngang của cấu trúc tấm mỏng sau khi đông đặc
Ngoài ra, các hạt nóng chảy sau khi biến dạng và đông đặc thành tấm
mỏng thì có cấu trúc mặt cắt ngang dạng hình cột như hình 2.10. Hầu hết tình
trạng của quá trình đông đặc bắt đầu từ ranh giới tiếp xúc giữa hạt phun và bề
mặt nền, ranh giới này được hình thành do quá trình tản nhiệt của chất lỏng.
Sự hình thành đông đặc của các hạt phun phụ thuộc vào nhiều yếu tố như:
43
công nghệ phun, phương pháp phun, kích thước hạt bột, đặc tính vật liệu phun
và phụ thuộc vào bề mặt nền như: độ nhám, nhiệt độ và loại vật liệu, các yếu
tố này xác định quá trình biến dạng của hạt. Tác giả Roemer [55] đã nghiên
cứu và cho rằng, trước khi phun bề mặt nền phải được tạo nhám bề mặt nếu
không độ bám dính của lớp phủ sẽ kém, bề mặt nền có độ nhám trong phạm
vi từ 4 µm đến 13 µm lớp phủ sẽ tăng độ bám dính theo đường tuyến tính.
Lớp phủ được hình thành từ các hạt đơn lẻ va đập vào bề mặt nền. Tại
thời điểm va đập các hạt có thể bị nóng chảy một phần hoặc nóng chảy hoàn
toàn, điều này phụ thuộc vào nhiệt độ nóng chảy của vật liệu phun và phụ
thuộc vào hỗn hợp nhiên liệu khí cháy của súng phun. Tốc độ truyền nhiệt từ
ngọn lửa đến các hạt cũng ảnh hưởng đến mức độ nóng chảy của vật liệu
phun. Các hạt phun có thể ở trạng thái bị bắn tóe hoặc liên kết yếu trong lớp
phủ, tạo nên sự liên kết kém hơn.
2.3.4. Ứng suất dư
Một trong những vấn đề quan trọng nhất trong việc hình thành của lớp
phủ phun nhiệt là sự hình thành của ứng suất dư, đặc biệt là đối với lớp phủ
có chiều dày lớn [26], Trong quá trình phun nhiệt khí tốc độ cao HVOF, các
hạt nóng chảy hoặc bán nóng chảy va đập vào bề mặt nền hoặc vật liệu nóng
chảy trước đó với tốc độ cao. Vì thế, mặc dù các hạt phun có khối lượng nhỏ
nhưng vẫn làm biến dạng nhất định đến bề mặt vật liệu có trước. Sự tác động
của mỗi hạt chịu ảnh hưởng của các trường ứng suất. Các trường ứng suất này
lại phụ thuộc vào trạng thái rắn của vật liệu có trước. Ngoài những tác động
cơ học thì tác động nhiệt cũng ảnh hưởng đến việc tăng ứng suất. Các hạt
được nung nóng trong buồng đốt của súng phun nhiệt khí tốc độ cao HVOF
và được phun lên bề mặt vật liệu nền. Trong quá trình tác động lên bề mặt vật
liệu nền, các hạt nóng chảy bị biến dạng thành các lớp mỏng, nhiệt độ của
chúng giảm xuống và đông đặc. Nhiệt độ giảm mạnh tạo ra ứng suất dư trong
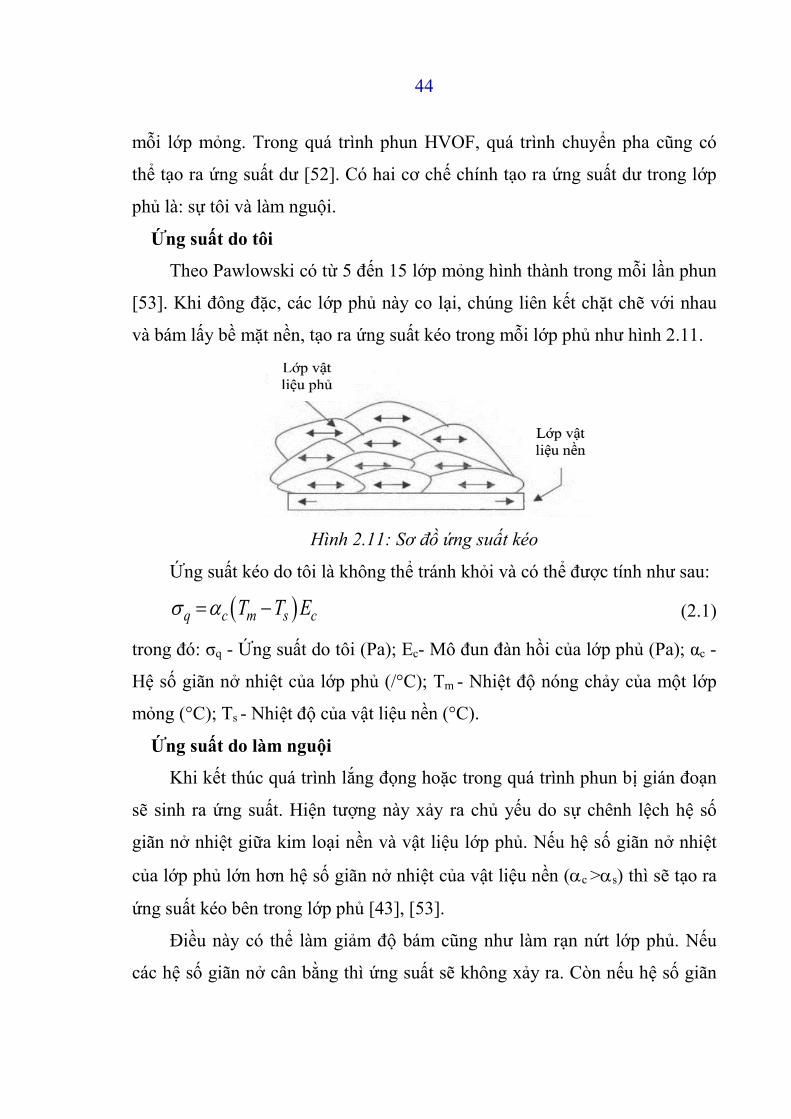
44
mỗi lớp mỏng. Trong quá trình phun HVOF, quá trình chuyển pha cũng có
thể tạo ra ứng suất dư [52]. Có hai cơ chế chính tạo ra ứng suất dư trong lớp
phủ là: sự tôi và làm nguội.
Ứng suất do tôi
Theo Pawlowski có từ 5 đến 15 lớp mỏng hình thành trong mỗi lần phun
[53]. Khi đông đặc, các lớp phủ này co lại, chúng liên kết chặt chẽ với nhau
và bám lấy bề mặt nền, tạo ra ứng suất kéo trong mỗi lớp phủ như hình 2.11.
Hình 2.11: Sơ đồ ứng suất kéo
Ứng suất kéo do tôi là không thể tránh khỏi và có thể được tính như sau:
q c m s cT T E (2.1)
trong đó: σq - Ứng suất do tôi (Pa); Ec- Mô đun đàn hồi của lớp phủ (Pa); αc -
Hệ số giãn nở nhiệt của lớp phủ (/°C); Tm - Nhiệt độ nóng chảy của một lớp
mỏng (°C); Ts - Nhiệt độ của vật liệu nền (°C).
Ứng suất do làm nguội
Khi kết thúc quá trình lắng đọng hoặc trong quá trình phun bị gián đoạn
sẽ sinh ra ứng suất. Hiện tượng này xảy ra chủ yếu do sự chênh lệch hệ số
giãn nở nhiệt giữa kim loại nền và vật liệu lớp phủ. Nếu hệ số giãn nở nhiệt
của lớp phủ lớn hơn hệ số giãn nở nhiệt của vật liệu nền (c >s) thì sẽ tạo ra
ứng suất kéo bên trong lớp phủ [43], [53].
Điều này có thể làm giảm độ bám cũng như làm rạn nứt lớp phủ. Nếu
các hệ số giãn nở cân bằng thì ứng suất sẽ không xảy ra. Còn nếu hệ số giãn
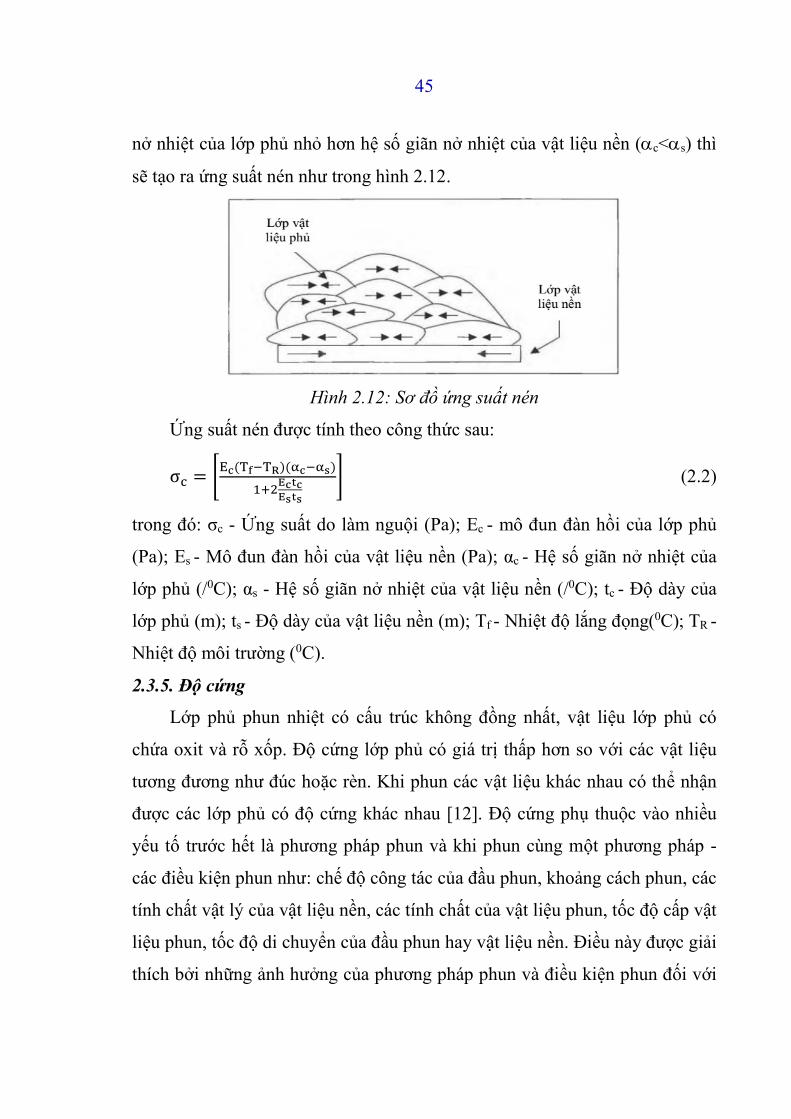
45
nở nhiệt của lớp phủ nhỏ hơn hệ số giãn nở nhiệt của vật liệu nền (c<s) thì
sẽ tạo ra ứng suất nén như trong hình 2.12.
Hình 2.12: Sơ đồ ứng suất nén
Ứng suất nén được tính theo công thức sau:
σc = [Ec(Tf−TR)(αc−αs)
1+2EctcEsts
] (2.2)
trong đó: σc - Ứng suất do làm nguội (Pa); Ec - mô đun đàn hồi của lớp phủ
(Pa); Es - Mô đun đàn hồi của vật liệu nền (Pa); αc - Hệ số giãn nở nhiệt của
lớp phủ (/0C); αs - Hệ số giãn nở nhiệt của vật liệu nền (/0C); tc - Độ dày của
lớp phủ (m); ts - Độ dày của vật liệu nền (m); Tf - Nhiệt độ lắng đọng(0C); TR -
Nhiệt độ môi trường (0C).
2.3.5. Độ cứng
Lớp phủ phun nhiệt có cấu trúc không đồng nhất, vật liệu lớp phủ có
chứa oxit và rỗ xốp. Độ cứng lớp phủ có giá trị thấp hơn so với các vật liệu
tương đương như đúc hoặc rèn. Khi phun các vật liệu khác nhau có thể nhận
được các lớp phủ có độ cứng khác nhau [12]. Độ cứng phụ thuộc vào nhiều
yếu tố trước hết là phương pháp phun và khi phun cùng một phương pháp -
các điều kiện phun như: chế độ công tác của đầu phun, khoảng cách phun, các
tính chất vật lý của vật liệu nền, các tính chất của vật liệu phun, tốc độ cấp vật
liệu phun, tốc độ di chuyển của đầu phun hay vật liệu nền. Điều này được giải
thích bởi những ảnh hưởng của phương pháp phun và điều kiện phun đối với
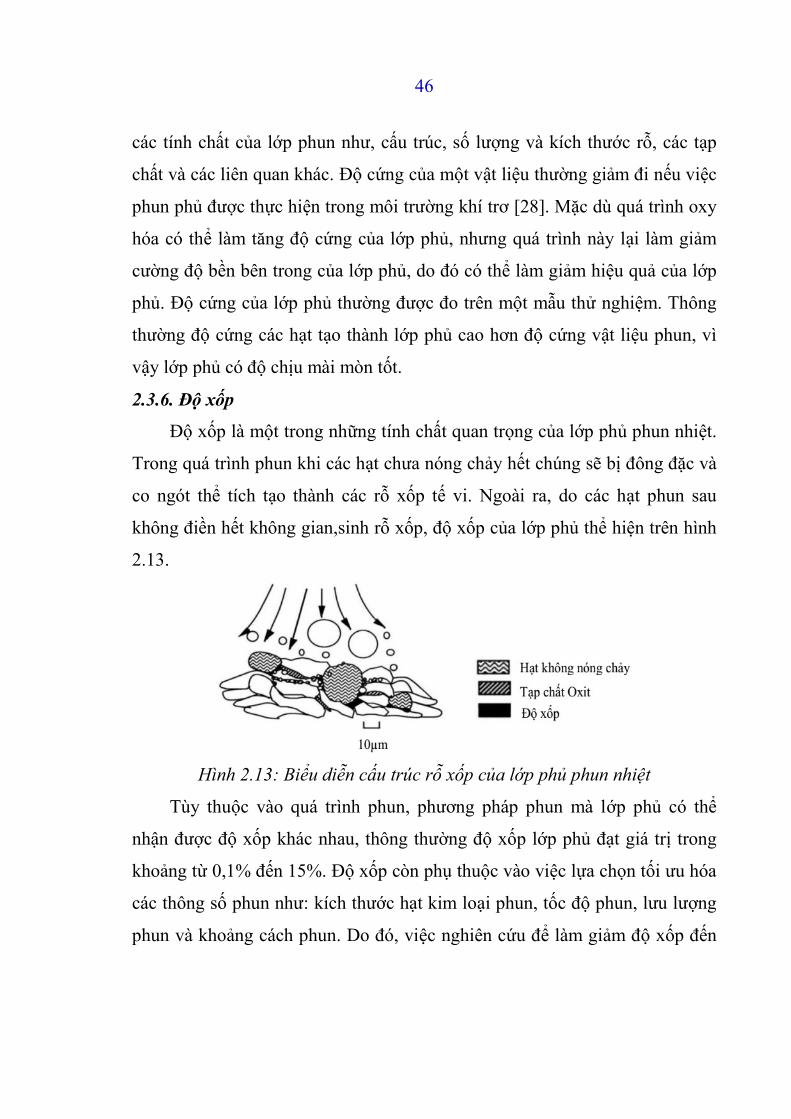
46
các tính chất của lớp phun như, cấu trúc, số lượng và kích thước rỗ, các tạp
chất và các liên quan khác. Độ cứng của một vật liệu thường giảm đi nếu việc
phun phủ được thực hiện trong môi trường khí trơ [28]. Mặc dù quá trình oxy
hóa có thể làm tăng độ cứng của lớp phủ, nhưng quá trình này lại làm giảm
cường độ bền bên trong của lớp phủ, do đó có thể làm giảm hiệu quả của lớp
phủ. Độ cứng của lớp phủ thường được đo trên một mẫu thử nghiệm. Thông
thường độ cứng các hạt tạo thành lớp phủ cao hơn độ cứng vật liệu phun, vì
vậy lớp phủ có độ chịu mài mòn tốt.
2.3.6. Độ xốp
Độ xốp là một trong những tính chất quan trọng của lớp phủ phun nhiệt.
Trong quá trình phun khi các hạt chưa nóng chảy hết chúng sẽ bị đông đặc và
co ngót thể tích tạo thành các rỗ xốp tế vi. Ngoài ra, do các hạt phun sau
không điền hết không gian,sinh rỗ xốp, độ xốp của lớp phủ thể hiện trên hình
2.13.
Hình 2.13: Biểu diễn cấu trúc rỗ xốp của lớp phủ phun nhiệt
Tùy thuộc vào quá trình phun, phương pháp phun mà lớp phủ có thể
nhận được độ xốp khác nhau, thông thường độ xốp lớp phủ đạt giá trị trong
khoảng từ 0,1% đến 15%. Độ xốp còn phụ thuộc vào việc lựa chọn tối ưu hóa
các thông số phun như: kích thước hạt kim loại phun, tốc độ phun, lưu lượng
phun và khoảng cách phun. Do đó, việc nghiên cứu để làm giảm độ xốp đến
47
giá trị thấp nhất đáp ứng nhu cầu sử dụng trong các ngành công nghiệp luôn
được các nhà khoa học trên thế giới quan tâm.
Hiện nay, người ta đã nghiên cứu ra một số phương pháp phun nhiệt cho
độ xốp thấp hơn so với các phương pháp phun khác, trong đó công nghệ phun
nhiệt HVOF cho độ xốp thấp nhất, do vận tốc khí tác động lên các hạt phun
cao, đẩy hầu hết các túi khí tích tụ ra khỏi cấu trúc của lớp phủ [21]. Trong
bảng 2.2 cho thấy, sự khác nhau của độ xốp lớp phủ khi phun bằng phương
pháp HVOF, sử dụng vật liệu phủ khác nhau cho chất lượng độ xốp của lớp
phủ khác nhau.
Bảng 2.2: Sự khác nhau của độ xốp trong lớp phủ HVOF.
Vật liệu phủ Độ xốp (%)
Diamalloy 1005 niken/crom molypden nền bazơ 1
Diamalloy 2003 tungsten cacbit - coban < 0,5
Diamalloy 3001 coban nền hợp kim 1,5
Diamalloy 3006 crôm cacbit / nikencrom 1-2
2.3.7. Độ bám dính
Độ bám dính cao là một trong những thông số quan trọng nhất, ảnh
hưởng đến hiệu suất của nhiệt phun hệ thống phủ ngoài bề mặt trong các ứng
dụng thực tế của lớp phủ. Đối với nhiều ứng dụng độ bám dính của lớp phủ là
rất quan trọng đối với hiệu suất của phần phủ.
Sự bám dính của lớp phủ với vật liệu nền là một trong những yếu tố quan
trọng nhất được nhiều nhà khoa học nghiên cứu. Do quá trình làm nguội
nhanh, sự khuếch tán qua lại giữa lớp phủ và vật liệu nền chỉ xảy ra ở mức độ
hạn chế, do đó sự bám dính chủ yếu mang tính chất vật lý, chứ không mang
tính chất luyện kim hay hóa học. Mặc dù các hạt nóng chảy đã làm biến dạng
đến độ nhấp nhô của bề mặt vật liệu nền, tạo ra một liên kết cơ học, việc phun
cát làm tăng độ nhấp nhô bề mặt vật liệu nền cũng không làm tăng đáng kể
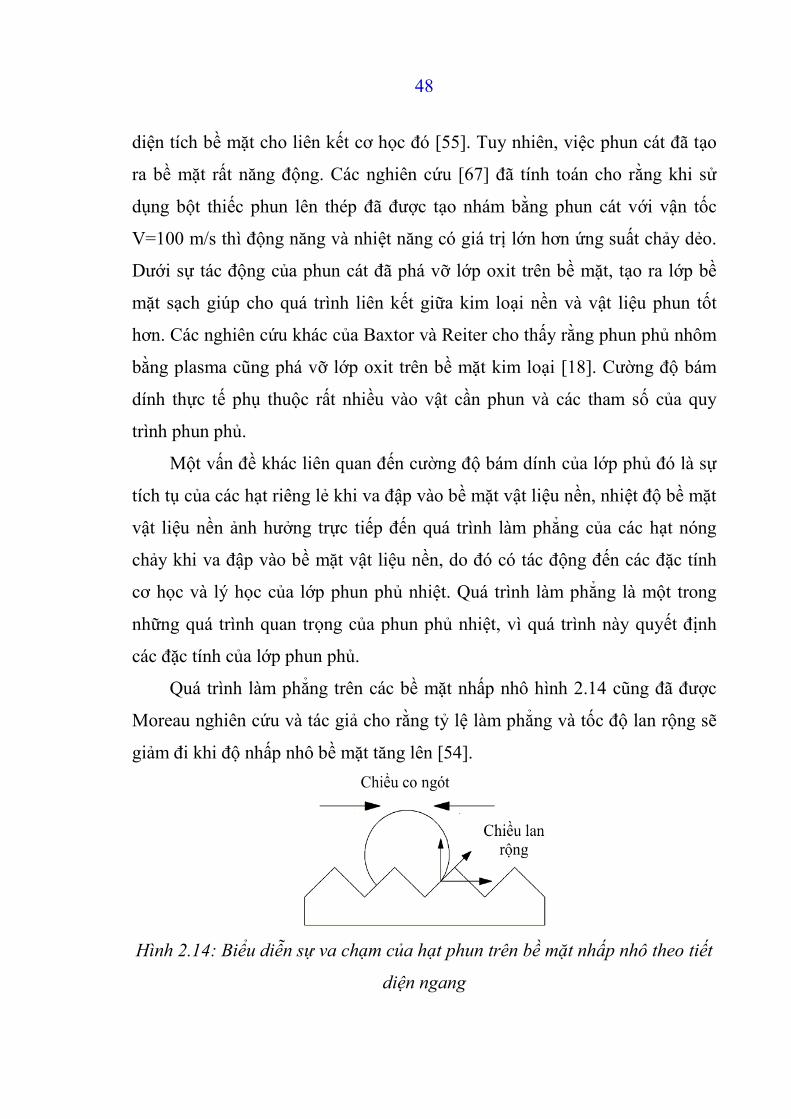
48
diện tích bề mặt cho liên kết cơ học đó [55]. Tuy nhiên, việc phun cát đã tạo
ra bề mặt rất năng động. Các nghiên cứu [67] đã tính toán cho rằng khi sử
dụng bột thiếc phun lên thép đã được tạo nhám bằng phun cát với vận tốc
V=100 m/s thì động năng và nhiệt năng có giá trị lớn hơn ứng suất chảy dẻo.
Dưới sự tác động của phun cát đã phá vỡ lớp oxit trên bề mặt, tạo ra lớp bề
mặt sạch giúp cho quá trình liên kết giữa kim loại nền và vật liệu phun tốt
hơn. Các nghiên cứu khác của Baxtor và Reiter cho thấy rằng phun phủ nhôm
bằng plasma cũng phá vỡ lớp oxit trên bề mặt kim loại [18]. Cường độ bám
dính thực tế phụ thuộc rất nhiều vào vật cần phun và các tham số của quy
trình phun phủ.
Một vấn đề khác liên quan đến cường độ bám dính của lớp phủ đó là sự
tích tụ của các hạt riêng lẻ khi va đập vào bề mặt vật liệu nền, nhiệt độ bề mặt
vật liệu nền ảnh hưởng trực tiếp đến quá trình làm phẳng của các hạt nóng
chảy khi va đập vào bề mặt vật liệu nền, do đó có tác động đến các đặc tính
cơ học và lý học của lớp phun phủ nhiệt. Quá trình làm phẳng là một trong
những quá trình quan trọng của phun phủ nhiệt, vì quá trình này quyết định
các đặc tính của lớp phun phủ.
Quá trình làm phẳng trên các bề mặt nhấp nhô hình 2.14 cũng đã được
Moreau nghiên cứu và tác giả cho rằng tỷ lệ làm phẳng và tốc độ lan rộng sẽ
giảm đi khi độ nhấp nhô bề mặt tăng lên [54].
Hình 2.14: Biểu diễn sự va chạm của hạt phun trên bề mặt nhấp nhô theo tiết
diện ngang
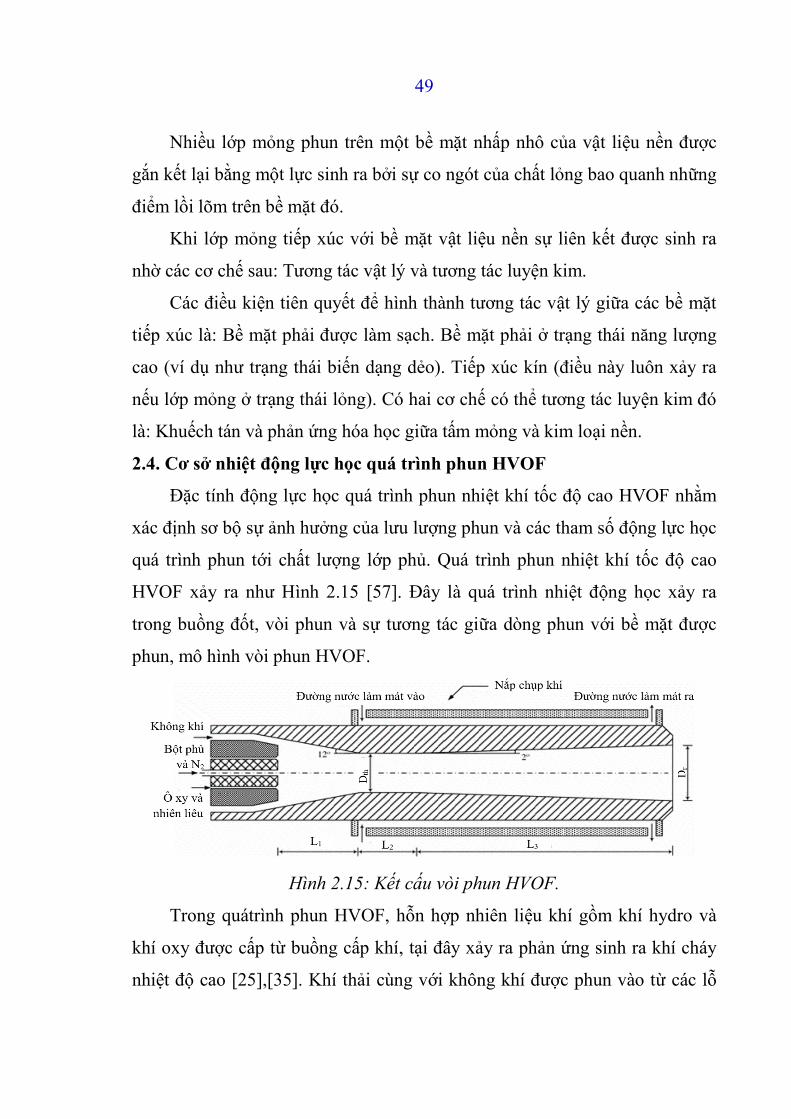
49
Nhiều lớp mỏng phun trên một bề mặt nhấp nhô của vật liệu nền được
gắn kết lại bằng một lực sinh ra bởi sự co ngót của chất lỏng bao quanh những
điểm lồi lõm trên bề mặt đó.
Khi lớp mỏng tiếp xúc với bề mặt vật liệu nền sự liên kết được sinh ra
nhờ các cơ chế sau: Tương tác vật lý và tương tác luyện kim.
Các điều kiện tiên quyết để hình thành tương tác vật lý giữa các bề mặt
tiếp xúc là: Bề mặt phải được làm sạch. Bề mặt phải ở trạng thái năng lượng
cao (ví dụ như trạng thái biến dạng dẻo). Tiếp xúc kín (điều này luôn xảy ra
nếu lớp mỏng ở trạng thái lỏng). Có hai cơ chế có thể tương tác luyện kim đó
là: Khuếch tán và phản ứng hóa học giữa tấm mỏng và kim loại nền.
2.4. Cơ sở nhiệt động lực học quá trình phun HVOF
Đặc tính động lực học quá trình phun nhiệt khí tốc độ cao HVOF nhằm
xác định sơ bộ sự ảnh hưởng của lưu lượng phun và các tham số động lực học
quá trình phun tới chất lượng lớp phủ. Quá trình phun nhiệt khí tốc độ cao
HVOF xảy ra như Hình 2.15 [57]. Đây là quá trình nhiệt động học xảy ra
trong buồng đốt, vòi phun và sự tương tác giữa dòng phun với bề mặt được
phun, mô hình vòi phun HVOF.
Hình 2.15: Kết cấu vòi phun HVOF.
Trong quátrình phun HVOF, hỗn hợp nhiên liệu khí gồm khí hydro và
khí oxy được cấp từ buồng cấp khí, tại đây xảy ra phản ứng sinh ra khí cháy
nhiệt độ cao [25],[35]. Khí thải cùng với không khí được phun vào từ các lỗ
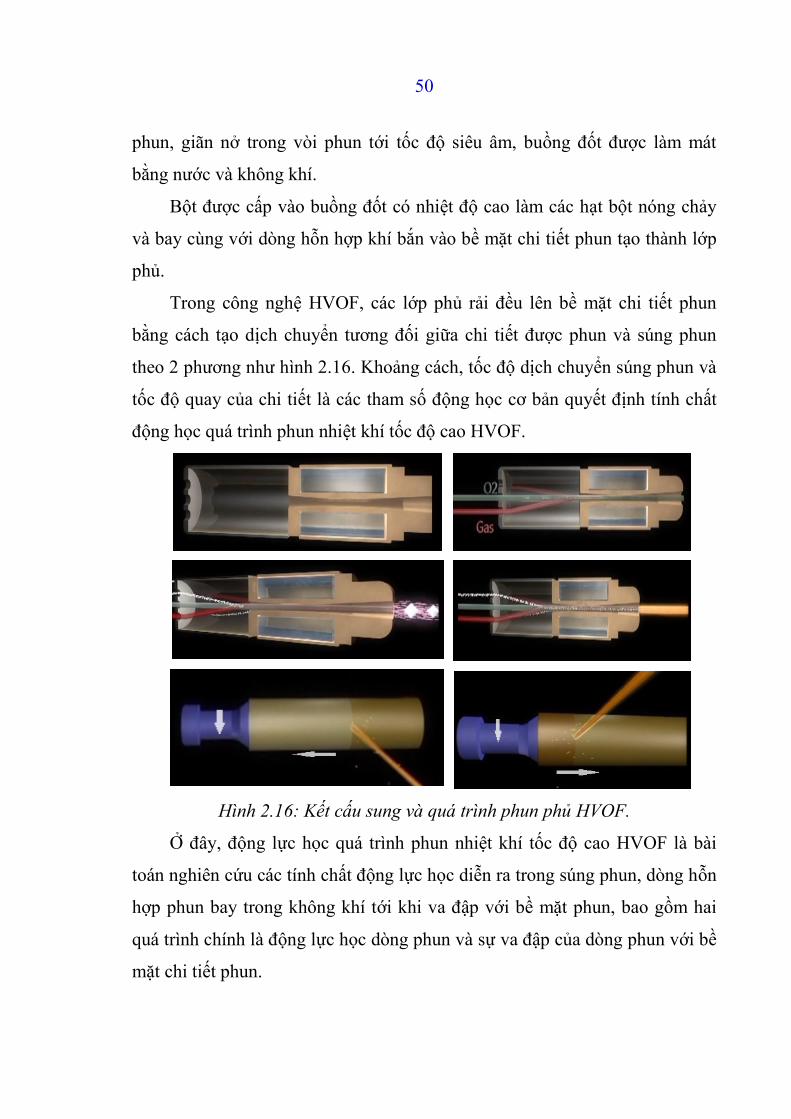
50
phun, giãn nở trong vòi phun tới tốc độ siêu âm, buồng đốt được làm mát
bằng nước và không khí.
Bột được cấp vào buồng đốt có nhiệt độ cao làm các hạt bột nóng chảy
và bay cùng với dòng hỗn hợp khí bắn vào bề mặt chi tiết phun tạo thành lớp
phủ.
Trong công nghệ HVOF, các lớp phủ rải đều lên bề mặt chi tiết phun
bằng cách tạo dịch chuyển tương đối giữa chi tiết được phun và súng phun
theo 2 phương như hình 2.16. Khoảng cách, tốc độ dịch chuyển súng phun và
tốc độ quay của chi tiết là các tham số động học cơ bản quyết định tính chất
động học quá trình phun nhiệt khí tốc độ cao HVOF.
Hình 2.16: Kết cấu sung và quá trình phun phủ HVOF.
Ở đây, động lực học quá trình phun nhiệt khí tốc độ cao HVOF là bài
toán nghiên cứu các tính chất động lực học diễn ra trong súng phun, dòng hỗn
hợp phun bay trong không khí tới khi va đập với bề mặt phun, bao gồm hai
quá trình chính là động lực học dòng phun và sự va đập của dòng phun với bề
mặt chi tiết phun.
51
2.4.1. Động lực học dòng khí
Động lực học quá trình phun nhiệt khí HVOF là động lực học dòng hai
pha khí và hạt (pha khí và pha rắn). Để đơn giản trong phân tích, tính toán đặc
tính động lực học quá trình phun nhiệt khí HVOF, giả thiết rằng tỷ lệ hạt và
không khí, hay là tỷ số giữa lưu lượng của hạt với lưu lượng khí, được xem là
nhỏ khoảng 4-5%. Theo giả thiết đó, sự tồn tại của các hạt có ảnh hưởng
không nhiều tới tính chất động lực và nhiệt độ dòng khí, trong khi đó động
lực học của hạt khi bay được xác định theo phương trình động lực và truyền
nhiệt. Mô hình động lực học dòng hai pha kết hợp giữa pha khí và pha hạt là
mô hình phức tạp, nên rất khó để nghiên cứu thực nghiệm, do đó luận án chọn
phương pháp phân tích động lực học dòng khí bằng mô phỏng.
Dòng khí trong phun HVOF là quá trình dòng chảy bị nén đặc trưng bởi
quá trình chuyển tiếp không ổn định giữa dòng tốc độ dưới âm, tốc độ âm
thanh và tốc độ vượt âm. Việc mô tả đầy đủ quá trình này đòi hỏi mô phỏng
số trong miền thời gian. Để đơn giản hóa việc mô phỏng, các phương trình
Navier-Stokes (RANS) được sử dụng để ước lượng trung bình nhằm bỏ qua
ảnh hưởng của sự pha trộn giữa các pha. Để chuyển đổi các phương trình
Navier-Stokes tới dạng trung bình, theo các giả thuyết của Boussinesq ứng
suất Reynolds (với điều kiện biến thiên) đồng biến với tốc độ trung bình
(không có điều kiện biến động). Cụ thể, các phương trình bao gồm các thành
phần khối lượng, động lượng, năng lượng, sự di chuyển của hạt, động năng
hỗn loạn, tốc độ phân tán. Các phương trình viết xây dựng theo tenxo Decac
là [47]:
Phương trình liên tục:
0jj
vt x
(2.3)
trong đó, - Mật độ khí; t- Thời gian; jv - Tốc độ theo phương jx .
52
Định luật khí lý tưởng:
p RT (2.4)
trong đó R là hằng số khí, hoặc hằng số phân tử khí phụ thuộc vào khối lượng
phân tử của khí.
Trong mô hình quá trình phun nhiệt khí HVOF, một yếu tố cần được tính
đến đó là nhiệt độ cao của sản phẩm cháy, khi đó sản phẩm cháy sẽ phân tách
ra thành các thành phần có phân tử khối lượng thấp như OH và H. Nhiệt độ
tính toán có thể cao hơn đáng kể nhiệt độ thực tế do không kể đến sự phân ly.
Tùy thuộc vào yêu cầu tính toán và mức độ chính xác cần thiết, động lực học
quá trình phản ứng hóa học có thể được giản lược. Nhiều tác giả đã sử dụng
các phương pháp khác nhau để xây dựng mô hình tốc độ phản ứng, bao gồm:
Tốc độ phản ứng nhanh hoặc cân bằng hóa học tức thời tại cửa vào buồng đốt,
Tốc độ phản ứng nhất định dưới dạng Arrhenius và Tốc độ phản ứng bị hạn
chế bởi sự hỗn độn hoặc phản ứng nhanh hơn với tỷ lệ pha trộn.
Trong thực tế phun nhiệt HVOF, mô hình được sử dụng phản ứng với
tốc độ hữu hạn, và do đó việc xác định chính xác tốc độ Arrhenius là rất
không cần thiết. Theo thời gian tác dụng, giai đoạn khí trong buồng đốt (phần
hội tụ của các vòi phun) dài hơn nhiều so với các giai đoạn khác, nên có thể
giả thiết rằng các phản ứng xảy ra chủ yếu trong buồng đốt trong quá trình
cân bằng, có thể được xác định bằng cách giảm thiểu năng lượng Gibbs tự do
theo entanpy không đổi và áp lực liên tục sử dụng hệ số cân bằng. Áp suất có
thể được đo ở điều kiện trong phòng. Ngoài ra, nếu tỷ lệ oxy và lưu lượng
nhiên liệu đã biết, có thể tính toán được áp suất buồng đốt. Cụ thể, với tỷ lệ
oxy và lưu lượng nhiên liệu nhất định, áp suất buồng đốt được xác theo mô
hình một chiều. Tỷ lệ tổng lưu lượng tại cửa ra vòi phun được xác định trên
cơ sở đó áp suất được điều chỉnh cho đến khi sự chênh lệch giữa tổng mức
lưu lượng định mức đạt yêu cầu công nghệ.
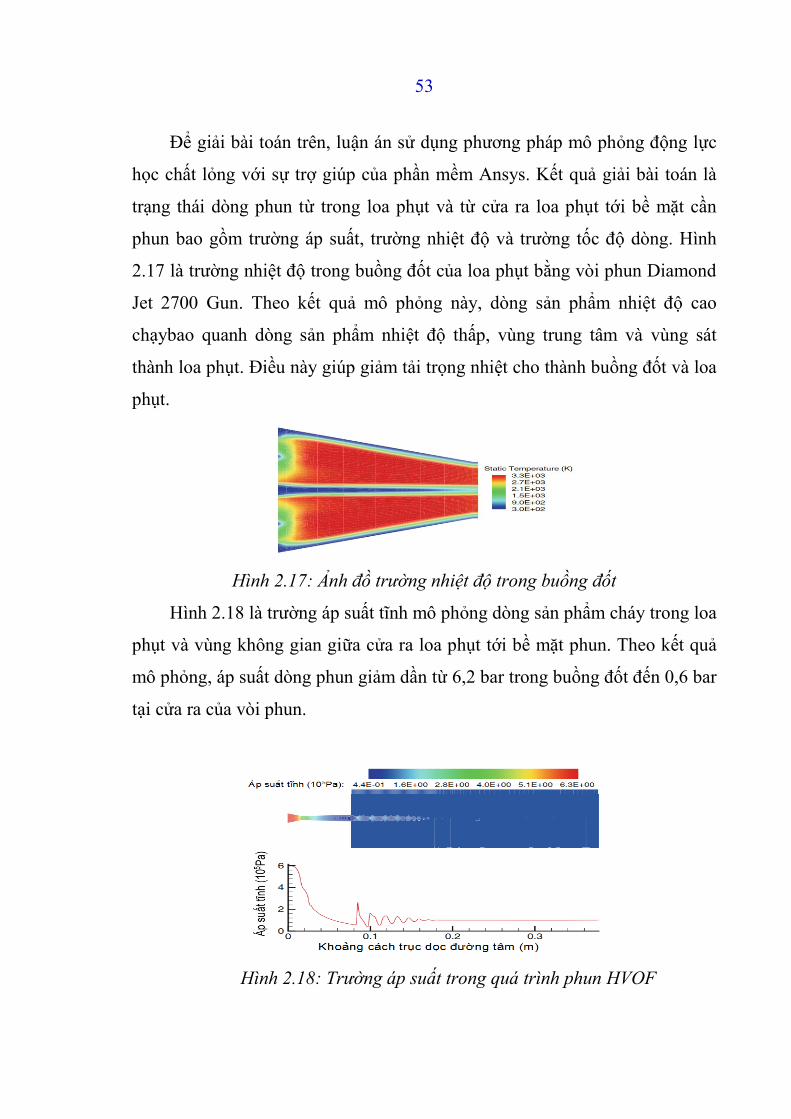
53
Để giải bài toán trên, luận án sử dụng phương pháp mô phỏng động lực
học chất lỏng với sự trợ giúp của phần mềm Ansys. Kết quả giải bài toán là
trạng thái dòng phun từ trong loa phụt và từ cửa ra loa phụt tới bề mặt cần
phun bao gồm trường áp suất, trường nhiệt độ và trường tốc độ dòng. Hình
2.17 là trường nhiệt độ trong buồng đốt của loa phụt bằng vòi phun Diamond
Jet 2700 Gun. Theo kết quả mô phỏng này, dòng sản phẩm nhiệt độ cao
chạybao quanh dòng sản phẩm nhiệt độ thấp, vùng trung tâm và vùng sát
thành loa phụt. Điều này giúp giảm tải trọng nhiệt cho thành buồng đốt và loa
phụt.
Hình 2.17: Ảnh đồ trường nhiệt độ trong buồng đốt
Hình 2.18 là trường áp suất tĩnh mô phỏng dòng sản phẩm cháy trong loa
phụt và vùng không gian giữa cửa ra loa phụt tới bề mặt phun. Theo kết quả
mô phỏng, áp suất dòng phun giảm dần từ 6,2 bar trong buồng đốt đến 0,6 bar
tại cửa ra của vòi phun.
Hình 2.18: Trường áp suất trong quá trình phun HVOF
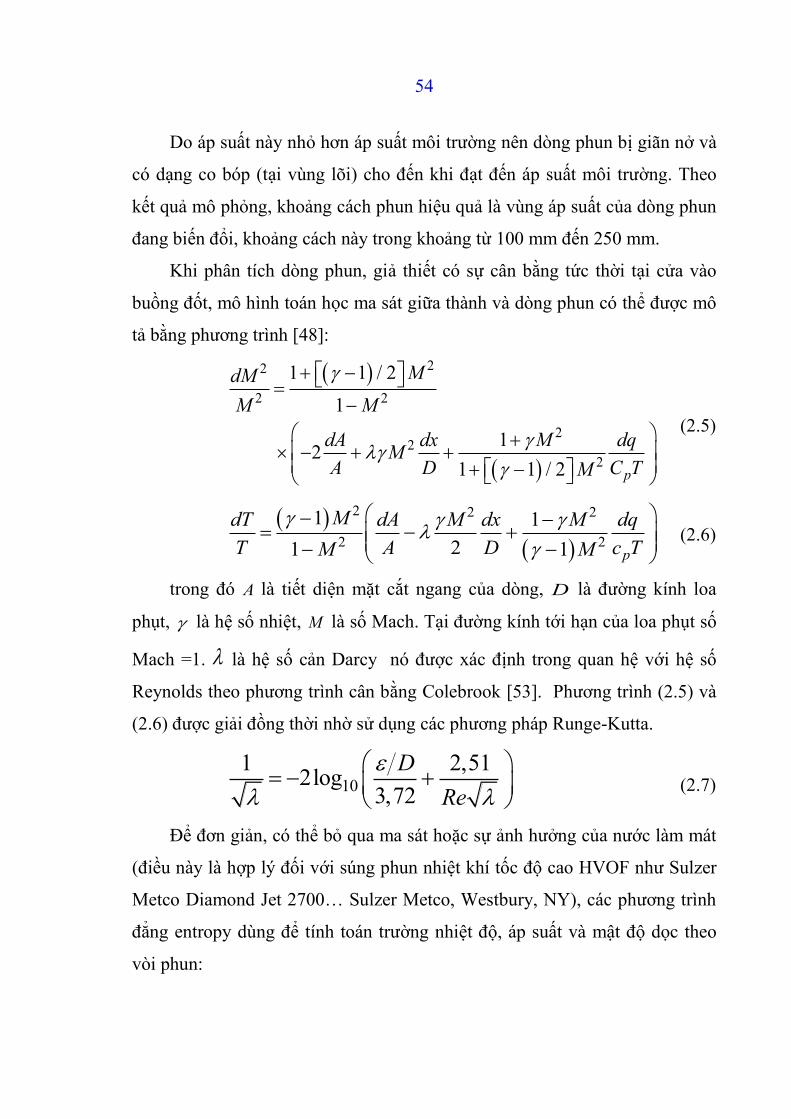
54
Do áp suất này nhỏ hơn áp suất môi trường nên dòng phun bị giãn nở và
có dạng co bóp (tại vùng lõi) cho đến khi đạt đến áp suất môi trường. Theo
kết quả mô phỏng, khoảng cách phun hiệu quả là vùng áp suất của dòng phun
đang biến đổi, khoảng cách này trong khoảng từ 100 mm đến 250 mm.
Khi phân tích dòng phun, giả thiết có sự cân bằng tức thời tại cửa vào
buồng đốt, mô hình toán học ma sát giữa thành và dòng phun có thể được mô
tả bằng phương trình [48]:
22
2 2
22
2
1 1 / 2
1
12
1 1 / 2 p
MdM
M M
dA dx M dqM
A D C TM
(2.5)
2 2 2
2 2
1 1
21 1 p
MdT dA M dx M dq
T A D c TM M
(2.6)
trong đó A là tiết diện mặt cắt ngang của dòng, D là đường kính loa
phụt, là hệ số nhiệt, M là số Mach. Tại đường kính tới hạn của loa phụt số
Mach =1. là hệ số cản Darcy nó được xác định trong quan hệ với hệ số
Reynolds theo phương trình cân bằng Colebrook [53]. Phương trình (2.5) và
(2.6) được giải đồng thời nhờ sử dụng các phương pháp Runge-Kutta.
10
1 2,512log
3,72
D
Re
(2.7)
Để đơn giản, có thể bỏ qua ma sát hoặc sự ảnh hưởng của nước làm mát
(điều này là hợp lý đối với súng phun nhiệt khí tốc độ cao HVOF như Sulzer
Metco Diamond Jet 2700… Sulzer Metco, Westbury, NY), các phương trình
đẳng entropy dùng để tính toán trường nhiệt độ, áp suất và mật độ dọc theo
vòi phun:
55
2122
1 2
1 1 / 2
1 1 / 2
MT
T M
(2.8)
2 1122
1 2
1 1 / 2
1 1 / 2
Mp
p M
(2.9)
12 1122
1 2
1 1 / 2
1 1 / 2
M
M
(2.10)
1
2 2 122 12
1 2 1
1 1 / 2
1 1 / 2
MA M
A M M
(2.11)
Trên cơ sở quan hệ đã nói đến ở trên, tổng lưu lượng là:
(2.12)
trong đó, thA là diện tích mặt cắt ngang tại cửa ra (trong đó diện tích là nhỏ
nhất), gR là hằng số khí, prM là khối lượng phân tử trung bình của sản phẩm
cháy, T0 và p0 tương ứng là nhiệt độ và áp suất trung bình trong buồng đốt.
Phương trình này cho thấy lưu lượng và áp suất dòng khí cháy là không độc
lập, kéo theo áp suất buồng cháy chịu sự ảnh hưởng trực tiếp từ tốc độ cấp khí
oxy và nhiên liệu cháy.
2.4.2. Động lực học hạt
Mô hình động lực học hạt trong phun nhiệt khí tốc độ cao HVOF được
xây dựng bằng phương pháp Lagrange. Giả thiết rằng khoảng cách trung bình
giữa các hạt nhân trong quá trình phun nhiệt HVOF có thể được ước tính theo
phương pháp Crowe [24] theo phương trình,
56
1
31
6
d
p
L
d
(2.13)
trong đó, dL là khoảng cách giữa hai hạt và κ là tỷ số giữa lượng cấp bột và tỷ
lệ mật độ hạt/khí. Trên cơ sở tỷ lệ cấp bột là 4% và tỷ lệ mật độ từ 103 đến 104,
/p pL d là khoảng 20-50, trong đó bột được phân lập thành các hạt khác nhau.
Bỏ qua sự kết hợp giữa các hạt và do đó sự phân bố kích thước bột không
thay đổi trong suốt quá trình bay [48]. Trong mô hình động lực học hạt phun
nhiệt khí tốc độ cao HVOF, ngoại lực tác dụng lên các hạt chính là lực khí
động. Các lực lượng khác như trọng lực, chênh lệch áp suất có thể được bỏ
qua. Với những giả định, chuyển động hạt dọc theo hướng trục trong hệ tọa
độ Decac được mô tả bởi:
1
,2
p pp D g p g p g p p
dv dxm C A v v v v v
dt dt (2.14)
Trong đó: mp, vp, dp, và xp tương ứng là khối lượng, vận tốc, đường kính, và vị
trí của hạt,.
Ap là diện tích hiệu dụng của các hạt trên mặt phẳng vuông góc với
hướng dòng chảy.
vg và ρg là tốc độ và mật độ của khí
CD là hệ số cản khí động, trong đó hệ số Reynolds riêng (Re) được
xác định bởi Re = (dp/vg - vp/ρg)/μg, ở đây μg là độ cản nhớt khí.
Đối với hạt có hình dạng cầu, nhiệt hạt có thể được mô tả bởi một
phương trình đạo hàm riêng:
2
2
, ,1, 0
0,0
,,
p
p pp p p p
p
pp g p
T r t T r tc r r r
t r rr
T t
t
T r th T T r t
r
(2.15)

57
trong đó, rp là bán kính của hạt, λ là độ dẫn nhiệt của khí, và h là hệ số truyền
nhiệt tương quan bằng phương trình thực nghiệm Rans-Marshall:
11
322 0,6g
p
h Re Prd
(2.16)
trong đó, số Prandtl (Pr) được tính bằng /gr p g gP C với , ,
gp g gC
tương ứng là nhiệt dung, độ nhớt, và tính dẫn nhiệt của chất khí.
Trong quá trình xử lý của lớp phủ cấu trúc nano, các hạt thường không
có dạng hình cầu và các yếu tố hình dạng tương ứng có thể được đưa vào hệ
số CD. Lưu ý rằng, lực tác dụng lên các hạt theo cả ba phương tương tự như
phương trình (2.15) cũng được giải theo hệ tọa độ Decac khác.
Đối với những loại hạt có tính chất dẫn nhiệt tốt, phương trình (2.15) có
thể được đơn giản hóa thành:
1
, , 0
,
, , 0
p
pp P p m
pp g p m p p m
pp p p m
dTm c T T f
dt
dfhA T T H m T T
dt
dTm c T T f
dt
(2.17)
trong đó, pA là diện tích bề mặt của các hạt, mT là điểm nóng chảy của các
hạt, mH là entanpi của nóng chảy, và pf là tỷ lệ tan chảy, hoặc tỷ lệ khối
lượng nóng chảy với tổng khối lượng của các hạt (0 ≤ f p ≤ 1).
Kết quả cơ bản từ các mô hình động lực học phân tử được tóm tắt trong
phần dưới đây.
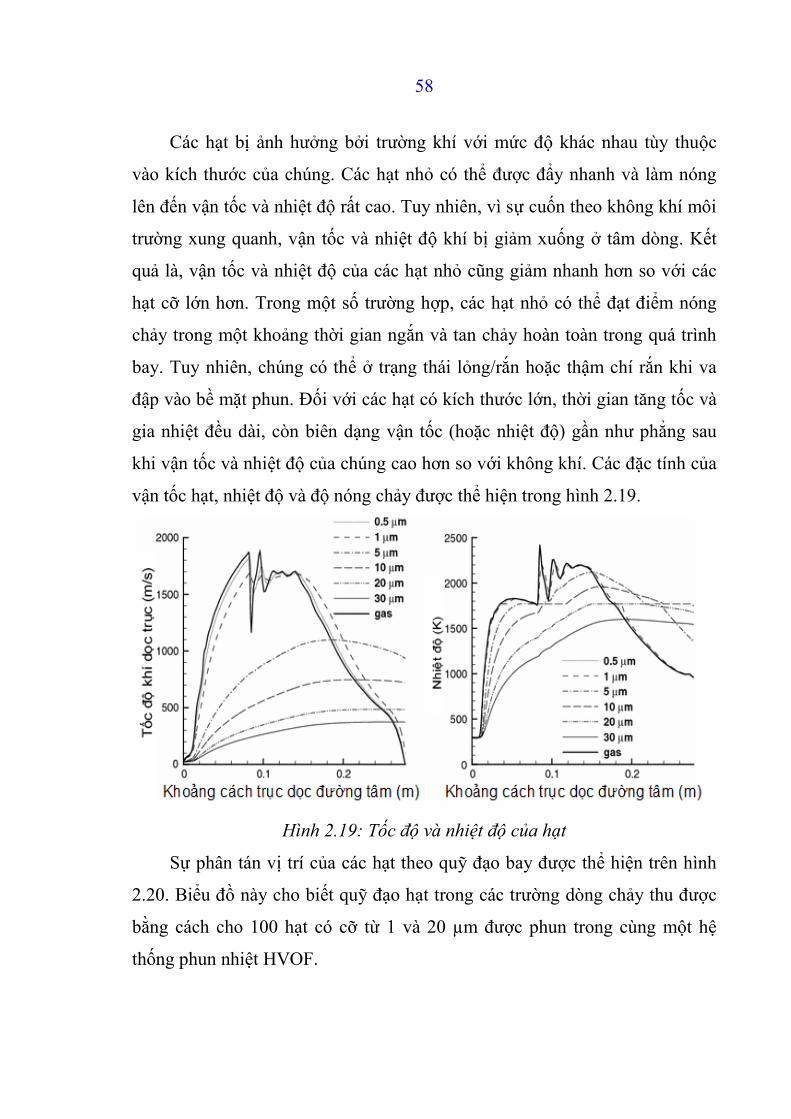
58
Các hạt bị ảnh hưởng bởi trường khí với mức độ khác nhau tùy thuộc
vào kích thước của chúng. Các hạt nhỏ có thể được đẩy nhanh và làm nóng
lên đến vận tốc và nhiệt độ rất cao. Tuy nhiên, vì sự cuốn theo không khí môi
trường xung quanh, vận tốc và nhiệt độ khí bị giảm xuống ở tâm dòng. Kết
quả là, vận tốc và nhiệt độ của các hạt nhỏ cũng giảm nhanh hơn so với các
hạt cỡ lớn hơn. Trong một số trường hợp, các hạt nhỏ có thể đạt điểm nóng
chảy trong một khoảng thời gian ngắn và tan chảy hoàn toàn trong quá trình
bay. Tuy nhiên, chúng có thể ở trạng thái lỏng/rắn hoặc thậm chí rắn khi va
đập vào bề mặt phun. Đối với các hạt có kích thước lớn, thời gian tăng tốc và
gia nhiệt đều dài, còn biên dạng vận tốc (hoặc nhiệt độ) gần như phẳng sau
khi vận tốc và nhiệt độ của chúng cao hơn so với không khí. Các đặc tính của
vận tốc hạt, nhiệt độ và độ nóng chảy được thể hiện trong hình 2.19.
Hình 2.19: Tốc độ và nhiệt độ của hạt
Sự phân tán vị trí của các hạt theo quỹ đạo bay được thể hiện trên hình
2.20. Biểu đồ này cho biết quỹ đạo hạt trong các trường dòng chảy thu được
bằng cách cho 100 hạt có cỡ từ 1 và 20 µm được phun trong cùng một hệ
thống phun nhiệt HVOF.
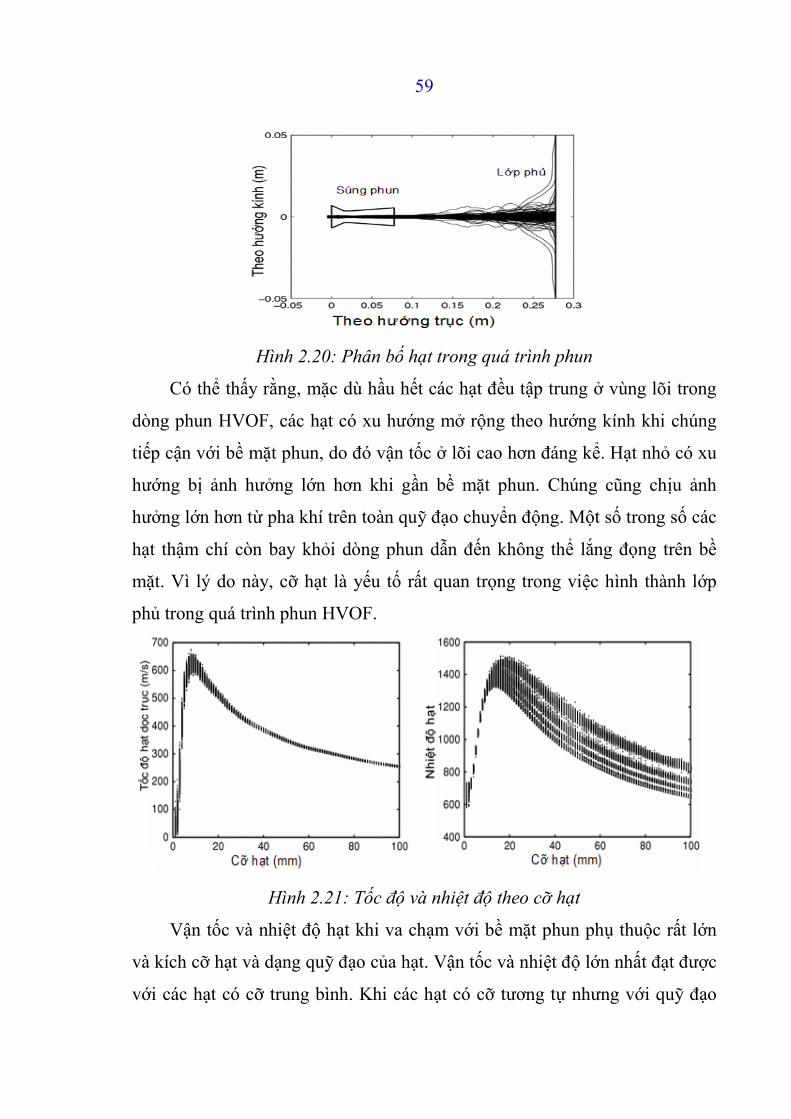
59
Hình 2.20: Phân bố hạt trong quá trình phun
Có thể thấy rằng, mặc dù hầu hết các hạt đều tập trung ở vùng lõi trong
dòng phun HVOF, các hạt có xu hướng mở rộng theo hướng kính khi chúng
tiếp cận với bề mặt phun, do đó vận tốc ở lõi cao hơn đáng kể. Hạt nhỏ có xu
hướng bị ảnh hưởng lớn hơn khi gần bề mặt phun. Chúng cũng chịu ảnh
hưởng lớn hơn từ pha khí trên toàn quỹ đạo chuyển động. Một số trong số các
hạt thậm chí còn bay khỏi dòng phun dẫn đến không thể lắng đọng trên bề
mặt. Vì lý do này, cỡ hạt là yếu tố rất quan trọng trong việc hình thành lớp
phủ trong quá trình phun HVOF.
Hình 2.21: Tốc độ và nhiệt độ theo cỡ hạt
Vận tốc và nhiệt độ hạt khi va chạm với bề mặt phun phụ thuộc rất lớn
và kích cỡ hạt và dạng quỹ đạo của hạt. Vận tốc và nhiệt độ lớn nhất đạt được
với các hạt có cỡ trung bình. Khi các hạt có cỡ tương tự nhưng với quỹ đạo
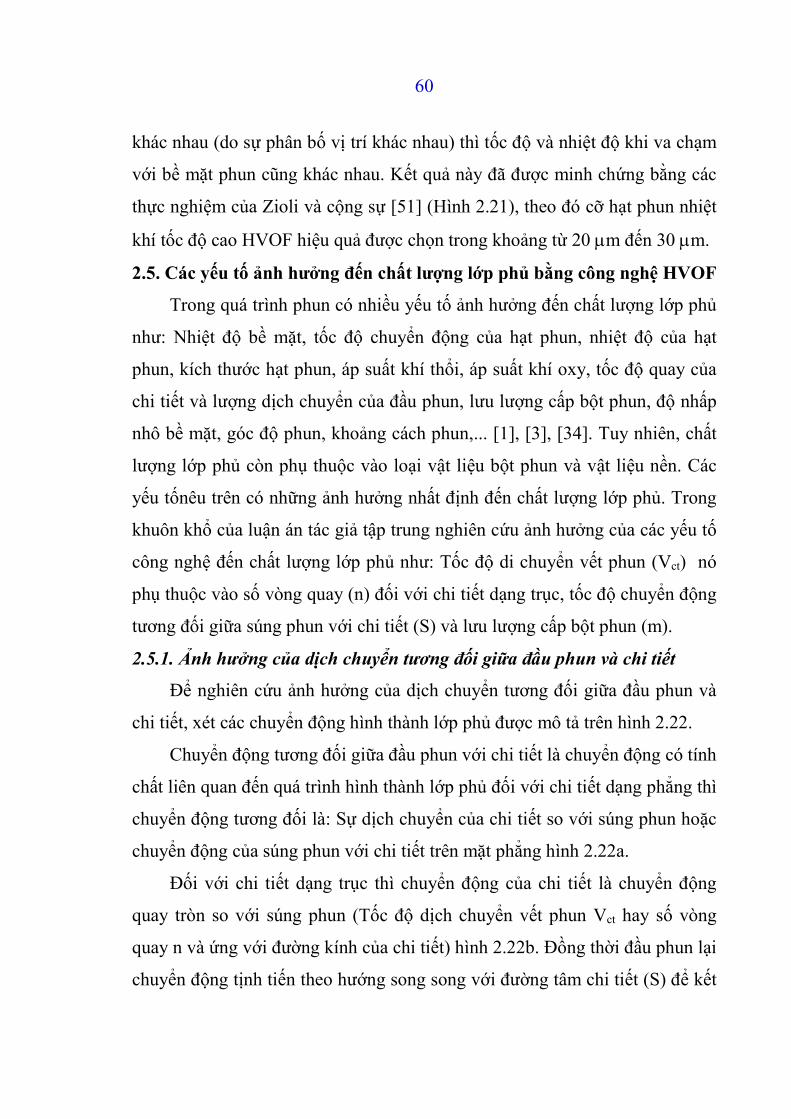
60
khác nhau (do sự phân bố vị trí khác nhau) thì tốc độ và nhiệt độ khi va chạm
với bề mặt phun cũng khác nhau. Kết quả này đã được minh chứng bằng các
thực nghiệm của Zioli và cộng sự [51] (Hình 2.21), theo đó cỡ hạt phun nhiệt
khí tốc độ cao HVOF hiệu quả được chọn trong khoảng từ 20 m đến 30 m.
2.5. Các yếu tố ảnh hưởng đến chất lượng lớp phủ bằng công nghệ HVOF
Trong quá trình phun có nhiều yếu tố ảnh hưởng đến chất lượng lớp phủ
như: Nhiệt độ bề mặt, tốc độ chuyển động của hạt phun, nhiệt độ của hạt
phun, kích thước hạt phun, áp suất khí thổi, áp suất khí oxy, tốc độ quay của
chi tiết và lượng dịch chuyển của đầu phun, lưu lượng cấp bột phun, độ nhấp
nhô bề mặt, góc độ phun, khoảng cách phun,... [1], [3], [34]. Tuy nhiên, chất
lượng lớp phủ còn phụ thuộc vào loại vật liệu bột phun và vật liệu nền. Các
yếu tốnêu trên có những ảnh hưởng nhất định đến chất lượng lớp phủ. Trong
khuôn khổ của luận án tác giả tập trung nghiên cứu ảnh hưởng của các yếu tố
công nghệ đến chất lượng lớp phủ như: Tốc độ di chuyển vết phun (Vct) nó
phụ thuộc vào số vòng quay (n) đối với chi tiết dạng trục, tốc độ chuyển động
tương đối giữa súng phun với chi tiết (S) và lưu lượng cấp bột phun (m).
2.5.1. Ảnh hưởng của dịch chuyển tương đối giữa đầu phun và chi tiết
Để nghiên cứu ảnh hưởng của dịch chuyển tương đối giữa đầu phun và
chi tiết, xét các chuyển động hình thành lớp phủ được mô tả trên hình 2.22.
Chuyển động tương đối giữa đầu phun với chi tiết là chuyển động có tính
chất liên quan đến quá trình hình thành lớp phủ đối với chi tiết dạng phẳng thì
chuyển động tương đối là: Sự dịch chuyển của chi tiết so với súng phun hoặc
chuyển động của súng phun với chi tiết trên mặt phẳng hình 2.22a.
Đối với chi tiết dạng trục thì chuyển động của chi tiết là chuyển động
quay tròn so với súng phun (Tốc độ dịch chuyển vết phun Vct hay số vòng
quay n và ứng với đường kính của chi tiết) hình 2.22b. Đồng thời đầu phun lại
chuyển động tịnh tiến theo hướng song song với đường tâm chi tiết (S) để kết
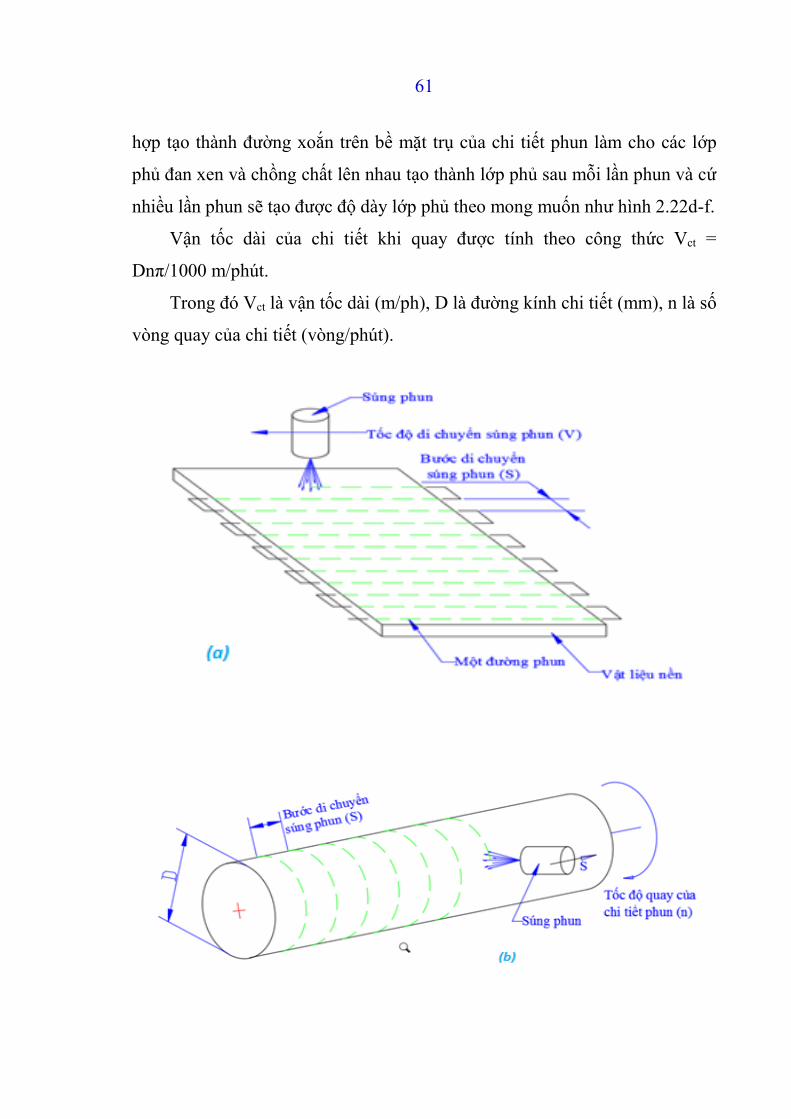
61
hợp tạo thành đường xoắn trên bề mặt trụ của chi tiết phun làm cho các lớp
phủ đan xen và chồng chất lên nhau tạo thành lớp phủ sau mỗi lần phun và cứ
nhiều lần phun sẽ tạo được độ dày lớp phủ theo mong muốn như hình 2.22d-f.
Vận tốc dài của chi tiết khi quay được tính theo công thức Vct =
Dnπ/1000 m/phút.
Trong đó Vct là vận tốc dài (m/ph), D là đường kính chi tiết (mm), n là số
vòng quay của chi tiết (vòng/phút).
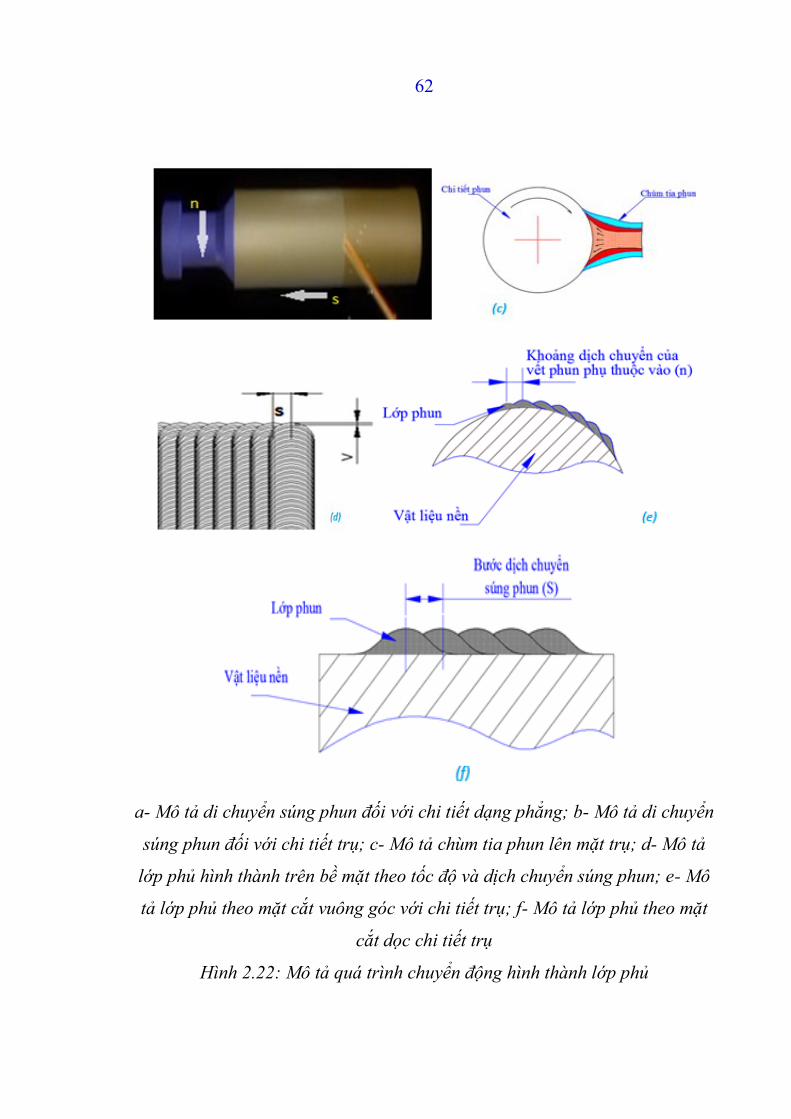
62
a- Mô tả di chuyển súng phun đối với chi tiết dạng phẳng; b- Mô tả di chuyển
súng phun đối với chi tiết trụ; c- Mô tả chùm tia phun lên mặt trụ; d- Mô tả
lớp phủ hình thành trên bề mặt theo tốc độ và dịch chuyển súng phun; e- Mô
tả lớp phủ theo mặt cắt vuông góc với chi tiết trụ; f- Mô tả lớp phủ theo mặt
cắt dọc chi tiết trụ
Hình 2.22: Mô tả quá trình chuyển động hình thành lớp phủ
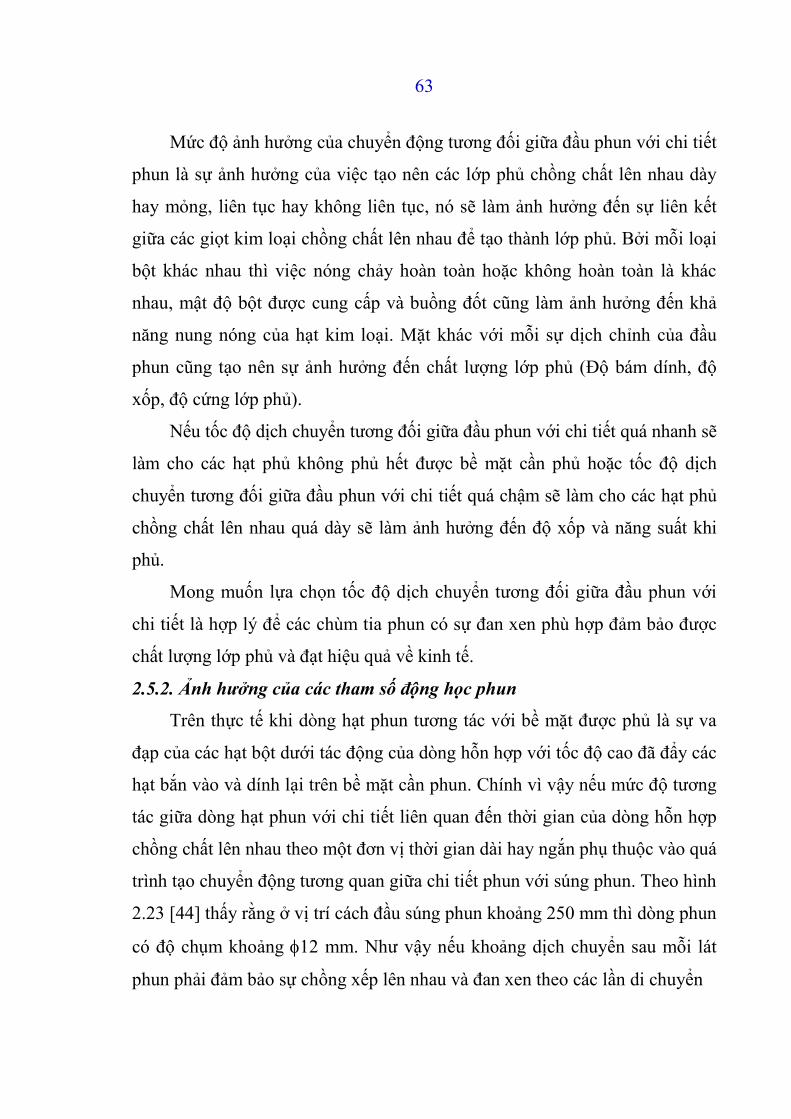
63
Mức độ ảnh hưởng của chuyển động tương đối giữa đầu phun với chi tiết
phun là sự ảnh hưởng của việc tạo nên các lớp phủ chồng chất lên nhau dày
hay mỏng, liên tục hay không liên tục, nó sẽ làm ảnh hưởng đến sự liên kết
giữa các giọt kim loại chồng chất lên nhau để tạo thành lớp phủ. Bởi mỗi loại
bột khác nhau thì việc nóng chảy hoàn toàn hoặc không hoàn toàn là khác
nhau, mật độ bột được cung cấp và buồng đốt cũng làm ảnh hưởng đến khả
năng nung nóng của hạt kim loại. Mặt khác với mỗi sự dịch chỉnh của đầu
phun cũng tạo nên sự ảnh hưởng đến chất lượng lớp phủ (Độ bám dính, độ
xốp, độ cứng lớp phủ).
Nếu tốc độ dịch chuyển tương đối giữa đầu phun với chi tiết quá nhanh sẽ
làm cho các hạt phủ không phủ hết được bề mặt cần phủ hoặc tốc độ dịch
chuyển tương đối giữa đầu phun với chi tiết quá chậm sẽ làm cho các hạt phủ
chồng chất lên nhau quá dày sẽ làm ảnh hưởng đến độ xốp và năng suất khi
phủ.
Mong muốn lựa chọn tốc độ dịch chuyển tương đối giữa đầu phun với
chi tiết là hợp lý để các chùm tia phun có sự đan xen phù hợp đảm bảo được
chất lượng lớp phủ và đạt hiệu quả về kinh tế.
2.5.2. Ảnh hưởng của các tham số động học phun
Trên thực tế khi dòng hạt phun tương tác với bề mặt được phủ là sự va
đạp của các hạt bột dưới tác động của dòng hỗn hợp với tốc độ cao đã đẩy các
hạt bắn vào và dính lại trên bề mặt cần phun. Chính vì vậy nếu mức độ tương
tác giữa dòng hạt phun với chi tiết liên quan đến thời gian của dòng hỗn hợp
chồng chất lên nhau theo một đơn vị thời gian dài hay ngắn phụ thuộc vào quá
trình tạo chuyển động tương quan giữa chi tiết phun với súng phun. Theo hình
2.23 [44] thấy rằng ở vị trí cách đầu súng phun khoảng 250 mm thì dòng phun
có độ chụm khoảng 12 mm. Như vậy nếu khoảng dịch chuyển sau mỗi lát
phun phải đảm bảo sự chồng xếp lên nhau và đan xen theo các lần di chuyển
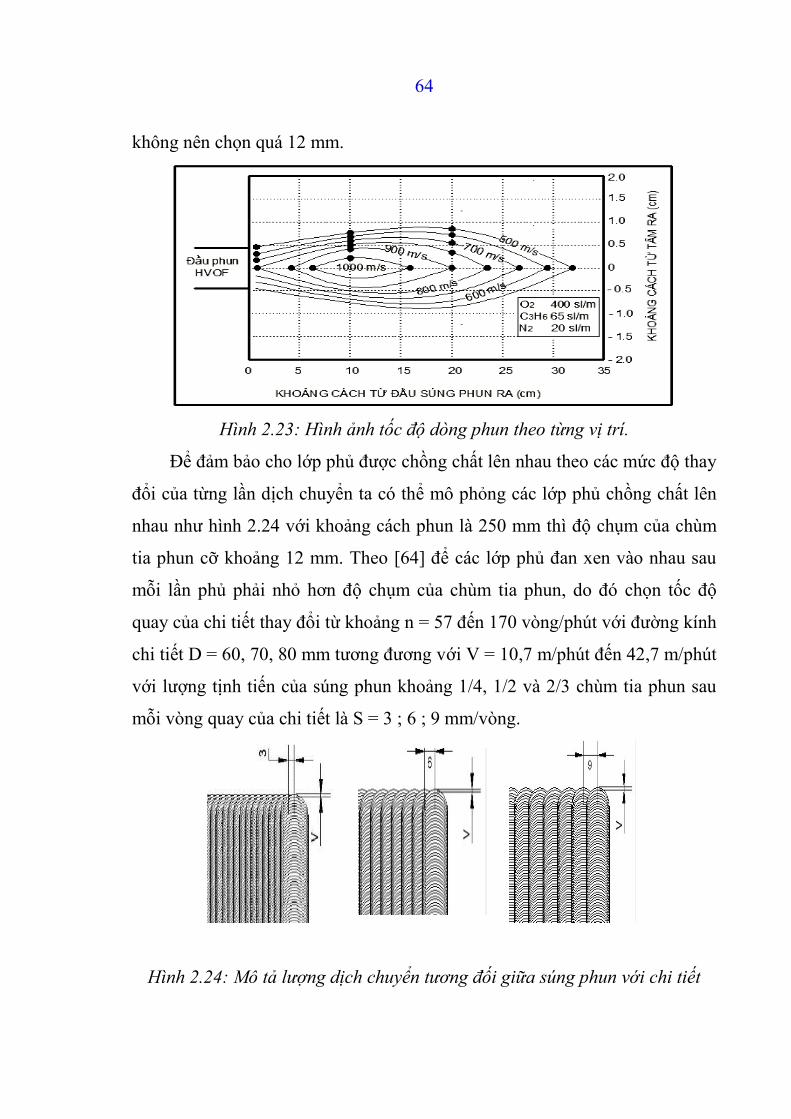
64
không nên chọn quá 12 mm.
Hình 2.23: Hình ảnh tốc độ dòng phun theo từng vị trí.
Để đảm bảo cho lớp phủ được chồng chất lên nhau theo các mức độ thay
đổi của từng lần dịch chuyển ta có thể mô phỏng các lớp phủ chồng chất lên
nhau như hình 2.24 với khoảng cách phun là 250 mm thì độ chụm của chùm
tia phun cỡ khoảng 12 mm. Theo [64] để các lớp phủ đan xen vào nhau sau
mỗi lần phủ phải nhỏ hơn độ chụm của chùm tia phun, do đó chọn tốc độ
quay của chi tiết thay đổi từ khoảng n = 57 đến 170 vòng/phút với đường kính
chi tiết D = 60, 70, 80 mm tương đương với V = 10,7 m/phút đến 42,7 m/phút
với lượng tịnh tiến của súng phun khoảng 1/4, 1/2 và 2/3 chùm tia phun sau
mỗi vòng quay của chi tiết là S = 3 ; 6 ; 9 mm/vòng.
Hình 2.24: Mô tả lượng dịch chuyển tương đối giữa súng phun với chi tiết
65
Qua sơ đồ mô phỏng ta thấy rằng vị trí tương đối giữa súng phun với chi
tiết được phủ khác nhau sẽ tạo cho các lát phủ chồng chất đan xen của chùm
tia phun lên nhau có mật độ các hạt phủ khác nhau. Nếu tiến nhanh thì lượng
chồng chất và đan xen của chum tia phun mỏng hơn nên các hạt ít hơn tiến
chậm theo chiều song song với tâm chi tiết (S) còn chiều theo chu vi của chi
tiết thì chọn tốc độ quay (n hoặc V) khác nhau sẽ có sự dịch chuyển của các
lớp thay đổi điều này có ảnh hưởng đến chất lượng lớp phủ.
2.5.3. Ảnh hưởng của vật liệu phun và lưu lượng cấp bột
Tính chất bột và đặc tính (hình dạng hạt, cấu trúc và kích thước, mật độ
bột, độ tinh khiết, giai đoạn tích tụ chảy) phụ thuộc vào phương pháp sản xuất
bột (nghiền và xay xát, tích tụ và thiêu kết). Các nghiên cứu đã chỉ ra ý nghĩa
của nguyên liệu khác nhau cho các lớp phủ hình thành khác nhau trong quá
trình phun (nhiệt độ và vận tốc) Theo [3], [7], [52] bột phun khác nhau hình
thái đặc điểm nguyên liệu (dạng hạt, phân bố kích thước, mật độ …) có ảnh
hưởng đến hiệu quả quá trình hình thành độ dày lớp phủ.
Lưu lượng cấp bột phun có ảnh hưởng đến sự hình thành lớp phủ, lưu
lượng cấp bột phun phụ thuộc vào khoảng cách phun và tốc độ phun, trong
trường hợp cùng một lưu lượng phun, khoảng cách phun tăng dẫn tới năng
lượng va đập của các hạt vật chất phun sẽ giảm, chùm vật chất phun có hình
phễu sẽ lớn dần, làm các hạt của vật chất phun có khoảng cách xa hơn, từ đó
tạo nên độ xốp tăng. Nếu cùng một khoảng cách phun, tăng lưu lượng hay
tăng tốc độ phun làm cho tốc độ các hạt vật chất phun cao hơn khi tiếp xúc
với bề mặt chi tiết, lực va đập của các hạt vật chất phun sẽ mạnh hơn tạo điều
kiện cho sự liên kết giữa các hạt vật chất phun với kim loại nền tốt hơn. Trong
trường hợp nếu thay đổi tốc độ phun sẽ làm thay đổi lưu lượng cấp bột phun,
do đó ảnh hưởng đến chất lượng lớp phủ.
66
Kết luận chương 2
Qua nghiên cứu lý thuyết về sự hình thành lớp phủ bằng công nghệ phun
nhiệt nói chung và động lực học quá trình phun nhiệt khí tốc độ cao HVOF
nói riêng thấy rằng:
- Chất lượng lớp phủ hình thành nhờ lớp kim loại nóng chảy từ đầu súng
phun được phủ từng lớp lên bề mặt cần phun nên muốn có được lớp phủ có độ
xốp nhỏ, độ bám dính và độ cứng cao cần phải nghiên cứu lựa chọn các thông
số công nghệ (m, n, s) cho hợp lý.
- Mô phỏng động lực học quá trình phun thấy rằng, để đạt được chất
lượng lớp phủ tốt thì khoảng cách từ đầu súng phun tới bề mặt cần phun là
khoảng 250 mm, kích thước bột phun khoảng từ 0.5 m đến 20 m.
- Tốc độ quay của chi tiết n = 57, 130, 170 vòng/phút với đường kính
mẫu phun là Ф = 60, 70, 80 mm tương đương với Vct = 10,7 – 42,7 m/phút
với lượng dịch chuyển súng phun là S = 3, 6, 9 mm/vòng. Đó là những cơ sở
khoa học và độ tin cậy cho việc tiến hành lựa chọn vật liệu bột phun, thiết bị
phun, thiết bị kiểm tra chất lượng lớp phủ thực nghiệm và đánh giá kết quả
thực nghiệm ở các nội dung tiếp theo.
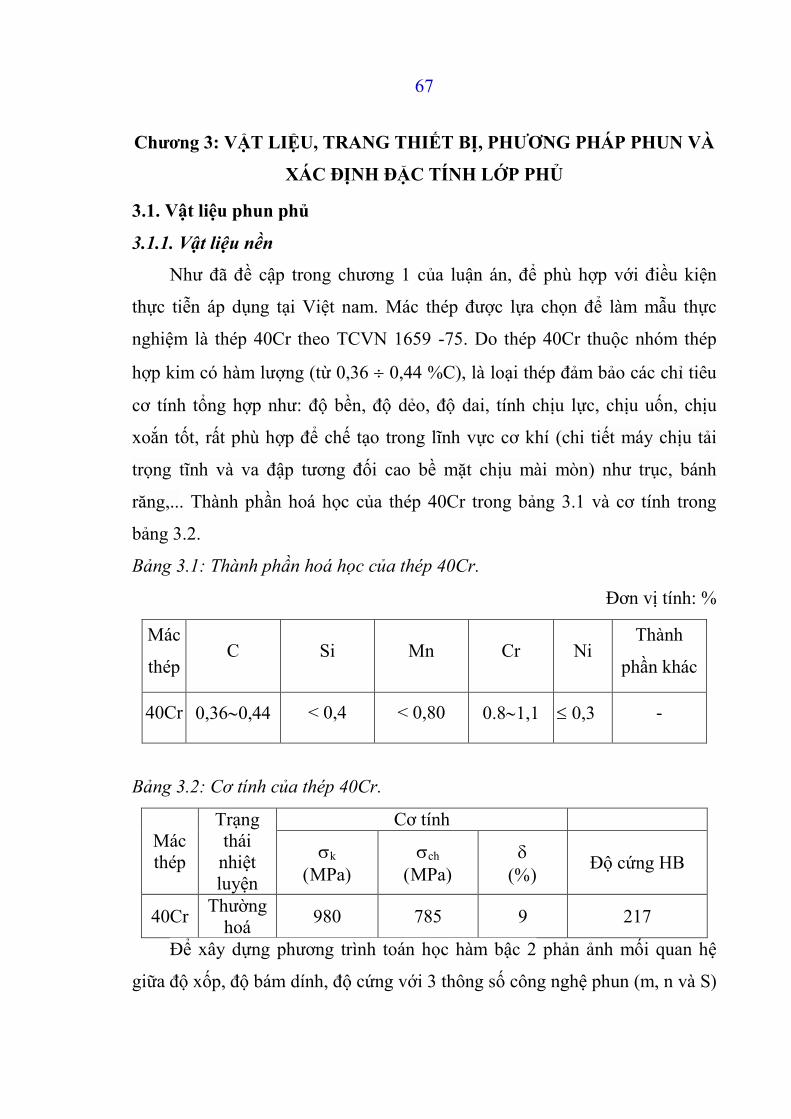
67
Chương 3: VẬT LIỆU, TRANG THIẾT BỊ, PHƯƠNG PHÁP PHUN VÀ
XÁC ĐỊNH ĐẶC TÍNH LỚP PHỦ
3.1. Vật liệu phun phủ
3.1.1. Vật liệu nền
Như đã đề cập trong chương 1 của luận án, để phù hợp với điều kiện
thực tiễn áp dụng tại Việt nam. Mác thép được lựa chọn để làm mẫu thực
nghiệm là thép 40Cr theo TCVN 1659 -75. Do thép 40Cr thuộc nhóm thép
hợp kim có hàm lượng (từ 0,36 0,44 %C), là loại thép đảm bảo các chỉ tiêu
cơ tính tổng hợp như: độ bền, độ dẻo, độ dai, tính chịu lực, chịu uốn, chịu
xoắn tốt, rất phù hợp để chế tạo trong lĩnh vực cơ khí (chi tiết máy chịu tải
trọng tĩnh và va đập tương đối cao bề mặt chịu mài mòn) như trục, bánh
răng,... Thành phần hoá học của thép 40Cr trong bảng 3.1 và cơ tính trong
bảng 3.2.
Bảng 3.1: Thành phần hoá học của thép 40Cr.
Đơn vị tính: %
Mác
thép C Si Mn Cr Ni
Thành
phần khác
40Cr 0,360,44 < 0,4 < 0,80 0.81,1 0,3 -
Bảng 3.2: Cơ tính của thép 40Cr.
Mác
thép
Trạng
thái
nhiệt
luyện
Cơ tính
k
MPa
ch
MPa
Độ cứng HB
40Cr Thường
hoá 980 785 9 217
Để xây dựng phương trình toán học hàm bậc 2 phản ảnh mối quan hệ
giữa độ xốp, độ bám dính, độ cứng với 3 thông số công nghệ phun (m, n và S)
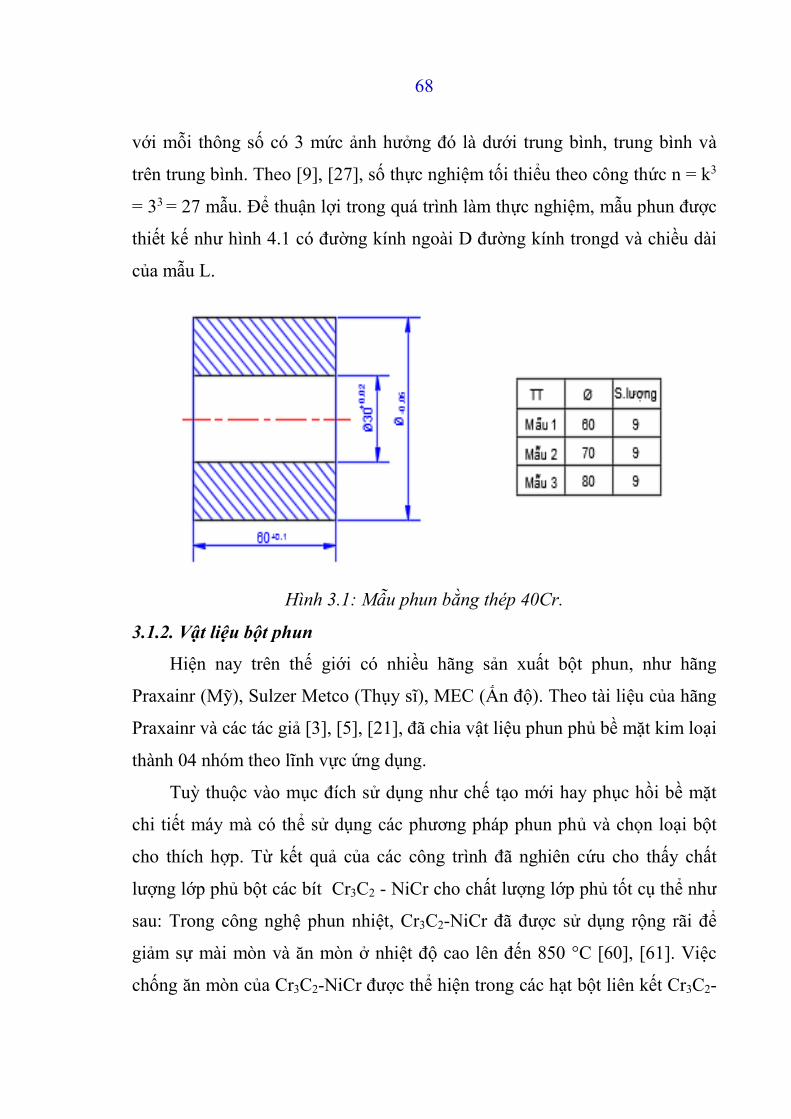
68
với mỗi thông số có 3 mức ảnh hưởng đó là dưới trung bình, trung bình và
trên trung bình. Theo [9], [27], số thực nghiệm tối thiểu theo công thức n = k3
= 33 = 27 mẫu. Để thuận lợi trong quá trình làm thực nghiệm, mẫu phun được
thiết kế như hình 4.1 có đường kính ngoài D đường kính trongd và chiều dài
của mẫu L.
Hình 3.1: Mẫu phun bằng thép 40Cr.
3.1.2. Vật liệu bột phun
Hiện nay trên thế giới có nhiều hãng sản xuất bột phun, như hãng
Praxainr (Mỹ), Sulzer Metco (Thụy sĩ), MEC (Ấn độ). Theo tài liệu của hãng
Praxainr và các tác giả [3], [5], [21], đã chia vật liệu phun phủ bề mặt kim loại
thành 04 nhóm theo lĩnh vực ứng dụng.
Tuỳ thuộc vào mục đích sử dụng như chế tạo mới hay phục hồi bề mặt
chi tiết máy mà có thể sử dụng các phương pháp phun phủ và chọn loại bột
cho thích hợp. Từ kết quả của các công trình đã nghiên cứu cho thấy chất
lượng lớp phủ bột các bít Cr3C2 - NiCr cho chất lượng lớp phủ tốt cụ thể như
sau: Trong công nghệ phun nhiệt, Cr3C2-NiCr đã được sử dụng rộng rãi để
giảm sự mài mòn và ăn mòn ở nhiệt độ cao lên đến 850 °C [60], [61]. Việc
chống ăn mòn của Cr3C2-NiCr được thể hiện trong các hạt bột liên kết Cr3C2-
69
NiCr giữa cacbit và NiCr. Lớp phủ Cr3C2-NiCr chống ăn mòn và chống oxy
hóa lớn hơn, duy trì độ cứng cao, cơ tính tốt và chịu mài mòn ở nhiệt độ cao
[42]. Ngoài những tính năng, hệ số giãn nở nhiệt của Cr3C2 tạo thành cơ sở
của hầu hết các hợp kim chịu nhiệt cao. Điều này giảm hệ ứng suất thông qua
khớp giãn nở nhiệt trong chu kỳ nhiệt, sự chống xói mòn của lớp phủ kim loại
gốm tăng lên cùng với sự gia tăng crom cacbit trong bột trước khi phun. Các
nhà nghiên cứu [54[61] cho rằng lớp phủ cacbit trên cho khả năng bảo vệ ăn
mòn rất tốt.
Hình 3.2: Hình ảnh bột phun Cr3C2– NiCr
Bảng 3.3: Thành phần của bột phủ Cr3C2 – NiCr theo nhà cung cấp
Ký hiệu Thành phần (%)
Diamalloy 3007 C Cr Ni Thành phần
khác
Cr3C2- NiCr 11 71 17 0.8
Với những kết quả nghiên cứu của các tác giả [43] làm rõ thêm đặc tính
của bột các bít Cr3C2 - NiCr đây là loại bột phun có đặc tính tự thiêu kết rất
tốt khi phun phủ và kết tinh ở nhiệt độ cao, chịu nhiệt và chịu mài mòn ở
nhiệt độ cao khoảng 800 0C vẫn đáp ứng được yêu cầu về chịu mài mòn đồng
70
thời khi phun bằng phương pháp HVOF cho chất lượng lớp phủ có độ xốp
thấp, ứng suất bám dính cao và khả năng chịu mài mòn tốt. Bột cacbit Cr3C2 -
NiCr có các nguyên tố chính mỗi nguyên tố giữ một vai trò nhất định trong
lớp phủ cụ thể như: Ni có vai trò làm tăng tính dẻo liên kết giữa các hạt cho
lớp phủ và tính kết dính, Cr3C2 có vai trò làm tăng độ cứng cho lớp phủ, có
vai trò làm tăng độ chịu tải trọng cho lớp phủ và có tác dụng đồng thời các
nguyên tố và kết tinh tốt, loại bột này rất phù hợp khi phun để chế tạo mới
hay phục hồi các chi tiết dạng trục chịu mài mòn. Do đó tác giả lựa chọn bột
cacbit Cr3C2 - NiCr được cung cấp bởi Công ty Sulzer Metco (Singapore) Pte.
Ltd., với độ hạt như bảng phụ lục để làm thí nghiệm, hình ảnh bột phủ như
hình 3.2
3.2. Lập quy trình thử nghiệm
Mục đích của lập quy trình thực nghiệm bằng phương pháp HVOF là
nhằm chọn ra được bộ thông số phun hợp lý, đáp ứng các yêu cầu chế tạo mới
hay phục hồi các chi tiết bị mòn trong các ngành công nghiệp, đảm bảo độ
chính xác cao nhất, kinh tế nhất.
Xuất phát từ điều kiện thực tế, các chi tiết phải làm việc trong môi
trường khắc nghiệt như chịu áp suất và nhiệt độ cao, chịu mài mòn và tải
trọng lớn, cùng với những phân tích các yếu tố ảnh hưởng đến chất lượng lớp
phủ được trình bày ở chương 2 và việc lựa chọn vật liệu và thiết bị phun như
đã trình bày ở trên để lựa chọn được quy trình phun thực nghiệm bằng công
nghệ HVOF. Quy trình phun thực nghiệm này bằng bột cacbit Cr3C2 – NiCr
trên các mẫu trục thép 40Cr được thể hiện như hình 3.3.
Việc chuẩn bị bề mặt có vai trò quan trọng trong việc kết dính của lớp
phủ phun nhiệt với bề mặt thép. Độ bám dính cao là chìa khóa cho sự thành
công của phun nhiệt. Bề mặt sạch là một trong những điều cần thiết cho độ
bám dính thích hợp của lớp phủ nhiệt phun lên bề mặt.
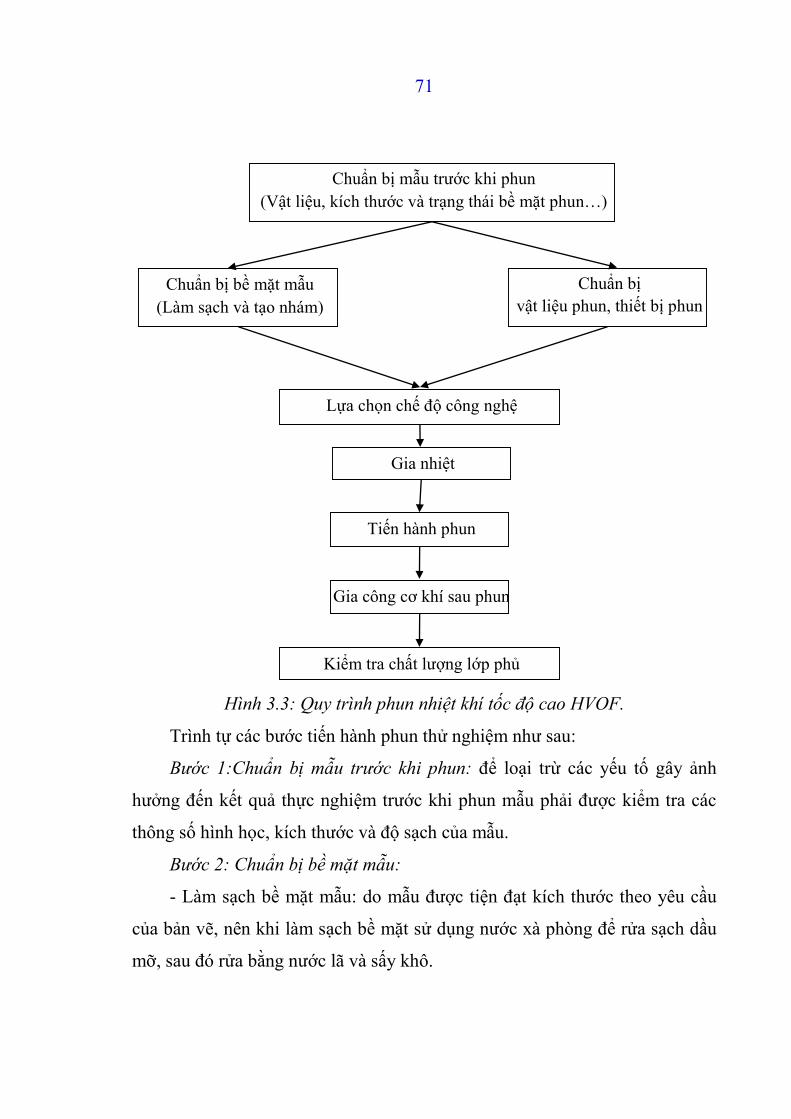
71
Hình 3.3: Quy trình phun nhiệt khí tốc độ cao HVOF.
Trình tự các bước tiến hành phun thử nghiệm như sau:
Bước 1:Chuẩn bị mẫu trước khi phun: để loại trừ các yếu tố gây ảnh
hưởng đến kết quả thực nghiệm trước khi phun mẫu phải được kiểm tra các
thông số hình học, kích thước và độ sạch của mẫu.
Bước 2: Chuẩn bị bề mặt mẫu:
- Làm sạch bề mặt mẫu: do mẫu được tiện đạt kích thước theo yêu cầu
của bản vẽ, nên khi làm sạch bề mặt sử dụng nước xà phòng để rửa sạch dầu
mỡ, sau đó rửa bằng nước lã và sấy khô.
Chuẩn bị mẫu trước khi phun
(Vật liệu, kích thước và trạng thái bề mặt phun…)
Chuẩn bị bề mặt mẫu
(Làm sạch và tạo nhám)
Chuẩn bị
vật liệu phun, thiết bị phun
Lựa chọn chế độ công nghệ
Gia nhiệt
Tiến hành phun
Gia công cơ khí sau phun
Kiểm tra chất lượng lớp phủ
72
- Tạo nhám bề mặt mẫu: có nhiều phương pháp để tạo nhám bề mặt mẫu
như phun hạt (cát, bi, hạt kim loại, oxit kim loại); gia công cơ khí (tạo ren,
lăn nhám bề mặt), tạo ren đồng thời lăn nhám đỉnh ren. Quá trình chuẩn bị bề
mặt mẫu thực nghiệm, tác giả lựa chọn phương pháp tạo nhám bề mặt mẫu
trên thiết bị phun hạt TSA – 206 tại Công ty TNHH dịch vụ kỹ thuật Quang
Khánh – Vũng Tàu nhằm tăng độ bám dính của lớp phun với bề mặt nền.
Bước 3: Chuẩn bị vật liệu, thiết bị phun: bột phun các bít Cr3C2 –NiCr
theo bảng phụ lục và được sấy khô ở nhiệt độ t = 120 0C - 150 0C. Khí oxy và
khí propan được cung cấp trực tiếp từ các chai chứa (khí oxy chứa trong chai
có dung tích 40 lít, áp suất 150 atm, khí propan (C3H8) chứa trong chai có
dung tích 150 lít và chứa 6 kg khối lượng khí) các chai cấp khí được lắp đồng
hồ điều chỉnh áp suất. Mẫu phun sau khi chuẩn bị bề mặt xong được gá trên
máy tiện, còn đầu phun được gá trên đồ gá phun.
Bước 4: Lựa chọn chế độ công nghệ: Việc lựa chọn chế độ công nghệ
phun trên cơ sở phân tích lý thuyết về phun phủ HVOF kết hợp với kết quả
nghiên cứu của các tác giả [3], [69] và một số công trình nghiên cứu của tác
giả đã được công bố trên tạp chí và các báo cáo khoa học trong các kỳ hội
nghị khoa học toàn quốc. Qua đó các thông số chế độ phun được giới hạn như
sau:
+ Tốc độ dòng khí phun: được xác định trong khoảng 800 ÷ 1000 m/s
+ Khoảng cách từ đầu phun đến chi tiết: 250 mm;
+ Lưu lượng cấp bột phun: thay đổi trong 3 khoảng: 25 ; 35 ; 45 g/phút
+ Tốc độ quay của chi tiết thay đổi: từ 57 vòng/phút đến 170 vòng/phút
tương ứng với các kích thước đường kính phun thì Vct nằm trong khoảng 10,7
đến 42,7 m/phút.
+ Tốc độ dịch chuyển của súng phun: 3 ; 6 ; 9 mm/vòng tương ứng với
tốc độ dịch chuyển S là: 2,85 đến 25,5 mm/giây.
73
Bước 5:Gia nhiệt: sử dụng khí ga và oxy để gia nhiệt cho mẫu trên đồ
gá, tốc độ quay của chi tiết khoảng 57 vòng/phút đến 170 vòng/phút nung
nóng sơ bộ mẫu đạt nhiệt độ khoảng từ 100 150 0C, dùng súng đo nhiệt độ
từ xa HT6889 của Đài Loan để kiểm tra.
Bước 6: Tiến hành phun, khi phun sử dụng hệ thống phun nhiệt khí tốc
độ cao HVOF Model: MP-2100 Manual HVOF Control Panel, súng phun
kiểu HP – 2700. Sau khi chuẩn bị bề mặt thực hiện phun ngay để đảm bảo
chất lượng của lớp phun,
Quá trình phun được tiến hành theo các bước sau:
+ Mở van oxy trước, van khí cháy sau, cuối cùng là bật mồi lửa;
+ Tăng áp suất khí đầu vào để đạt được tốc độ phun và nhiệt độ phun;
+ Điều chỉnh lưu lượng cấp bôt;
+ Tiến hành phun, theo quy trình được tính trước, thay đổi lưu lượng cấp
bột phun, thay đổi tốc độ quay của chi tiết, thay đổi lượng tịnh tiến của súng
phun để tạo ra Bước 6:Tiến hành phun: khi phun sử dụng hệ thống phun nhiệt
khí tốc độ cao HVOFModel: MP-2100 Manual HVOF Control Panel, súng
phun kiểu HP – 2700M. Sau khi chuẩn bị bề mặt thực hiện phun ngay để đảm
bảo chất lượng của lớp phun,
Quá trình phun được tiến hành theo các bước sau:
+ Mở van oxy trước, van khí cháy sau, cuối cùng là bật mồi lửa;
+ Tăng áp suất khí đầu vào để đạt được tốc độ phun và nhiệt độ phun;
+ Điều chỉnh lưu lượng cấp bột;
+ Tiến hành phun, theo quy trình được tính trước, thay đổi lưu lượng cấp
bột phun, thay đổi tốc độ quay của chi tiết, thay đổi lượng tịnh tiến của súng
phun để tạo ra lớp phủ đều, phun nhiều lớp để đạt độ dày và độ đồng đều của
lớp phủ. Trong quá trình phun cần kiểm tra để duy trì nhiệt độ bề mặt mẫu
74
phun không quá 150 0C. Nhiệt độ quá cao dễ gây ra sự biến dạng, biến đổi tổ
chức của mẫu và giảm độ cứng lớp phun.
Bước 7:Gia công cơ khí sau phun: lựa chọn phương pháp mài vì độ cứng
lớp phủ cao.
Bước 8:Kiểm tra chất lượng lớp phủ: Sử dụng các thiết bị chuyên dùng
để kiểm tra các chỉ tiêu về: độ xốp, độ bám dính và độ cứng lớp phủ, hiện
tượng nứt và bề mặt lớp phủ.
3.3. Thiết bị thực nghiệm
3.3.1. Thiết bị phục vụ thực nghiệm
Sử dụng máy tiện vạn năng của hãng HAKUSAN - Nhật, để chế tạo đồ
gá (trục gá), chế tạo mẫu phun và dùng để gá mẫu trong quá trình phun. Để
tăng độ bám dính cho lớp phủ và làm sạch lớp bề mặt mẫu phun sử dụng máy
phun hạt TSA–206 được sản suất tại Việt Nam, để tạo nhám bề mặt mẫu. Gia
công sau phun để tạo độ bóng bề mặt cho lớp phủ được thực hiện bởi máy
mài tròn ngoài TOYODA-GENDRON - Nhật. Cả 3 thiết bị trên đều thuộc công
ty TNHH dịch vụ kỹ thuật Quang Khánh - Vũng tàu.
3.3.2. Thiết bị phun
Trên thế giới, công nghệ phun phủ đã được ứng dụng từ khá lâu. Một
trong những phương pháp phun được ứng dung rộng rãi nhất hiện nay đó là
phương pháp phun phủ nhiệt khí tốc độ cao HVOF. Mặc dù mới được phát
triển từ những năm 1980, nhưng công nghệ phun nhiệt HVOF không ngừng
được cải tiến và phát triển. Do đó đã được ứng dụng trong tất cả các ngành
công nghiệp.
Hiện nay, trên thế giới người ta chia thiết bị phun nhiệt khí tốc độ cao
HVOF phân ra thành 4 loại cơ bản theo phương pháp điều khiển: Thiết bị
phun nhiệt khí tốc độ cao HVOF điều khiển bằng tay, điều khiển bán tự động,
điều khiển tự động và điều khiển tự động tiên tiến.
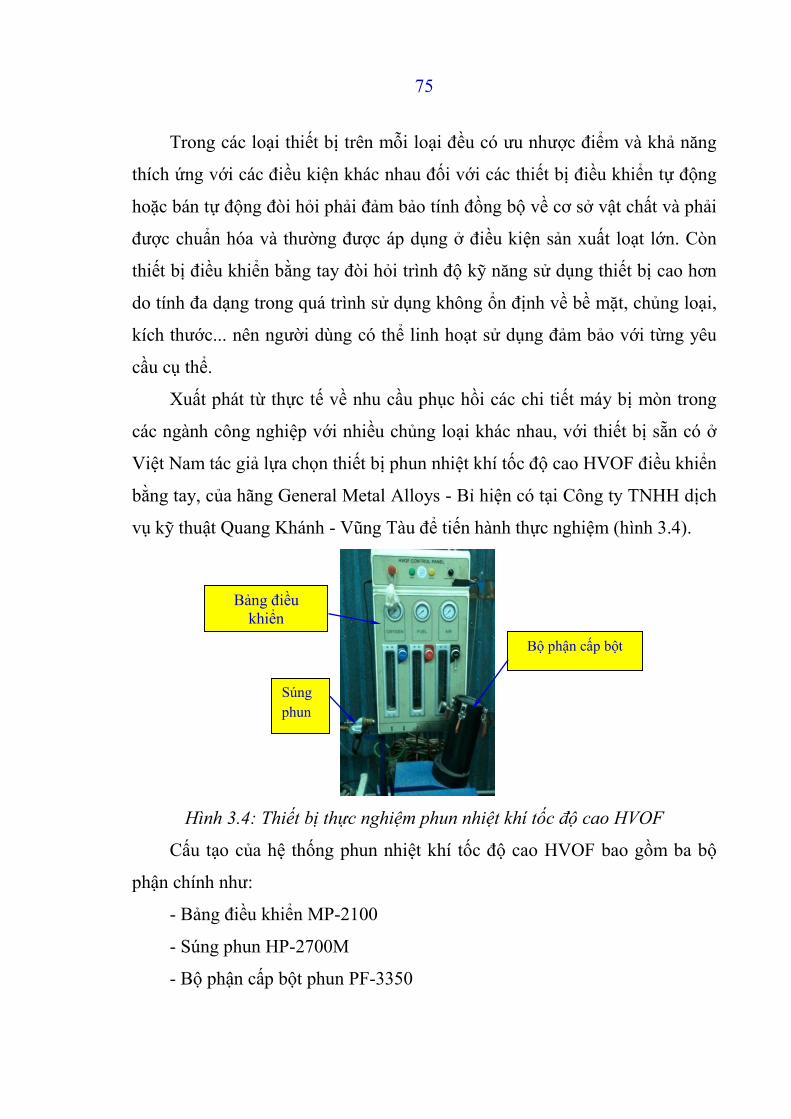
75
Trong các loại thiết bị trên mỗi loại đều có ưu nhược điểm và khả năng
thích ứng với các điều kiện khác nhau đối với các thiết bị điều khiển tự động
hoặc bán tự động đòi hỏi phải đảm bảo tính đồng bộ về cơ sở vật chất và phải
được chuẩn hóa và thường được áp dụng ở điều kiện sản xuất loạt lớn. Còn
thiết bị điều khiển bằng tay đòi hỏi trình độ kỹ năng sử dụng thiết bị cao hơn
do tính đa dạng trong quá trình sử dụng không ổn định về bề mặt, chủng loại,
kích thước... nên người dùng có thể linh hoạt sử dụng đảm bảo với từng yêu
cầu cụ thể.
Xuất phát từ thực tế về nhu cầu phục hồi các chi tiết máy bị mòn trong
các ngành công nghiệp với nhiều chủng loại khác nhau, với thiết bị sẵn có ở
Việt Nam tác giả lựa chọn thiết bị phun nhiệt khí tốc độ cao HVOF điều khiển
bằng tay, của hãng General Metal Alloys - Bỉ hiện có tại Công ty TNHH dịch
vụ kỹ thuật Quang Khánh - Vũng Tàu để tiến hành thực nghiệm (hình 3.4).
Hình 3.4: Thiết bị thực nghiệm phun nhiệt khí tốc độ cao HVOF
Cấu tạo của hệ thống phun nhiệt khí tốc độ cao HVOF bao gồm ba bộ
phận chính như:
- Bảng điều khiển MP-2100
- Súng phun HP-2700M
- Bộ phận cấp bột phun PF-3350
Súng
phun
Bảng điều
khiển
Bộ phận cấp bột
76
Bảng điều khiển MP 2100
Bảng điều khiển MP-2100: Đây là bộ phận quan trọng nhất trong hệ
thống phun bột bằng phương pháp HVOF. Bảng điều khiển MP-2100 được
dùng để điều chỉnh an toàn cho cả hệ thống và đo lưu lượng khí oxy, khí
nhiên liệu và khí nén đến súng phun, đồng thời kết nối giữa các nguồn cung
cấp khí đốt với súng phun. Ba đồng hồ đo trên bảng điều khiển được dùng để
đo lưu lượng của các khí bao gồm: Khí oxy (0 - 21 kG/cm2), khí nhiên liệu
(LPG /Propane) (0 - 10 kG/cm2) và khí nén (0 - 10 kG/cm2). Áp suất khí và
lưu lượng khí được cài sẵn theo tỷ lệ thông qua van điều chỉnh đã được trang
bị trên bình chứa khí và thiết bị điều khiển khí nén tương ứng. Bảng điều
khiển gồm cả 3 thước đo lưu lượng của các chất khí như: khí oxy, khí nhiên
liệu và khí nén. Ngoài ra, lưu lượng khí cũng có thể được điều chỉnh bằng các
van cung cấp. Thông số điện áp đầu vào cung cấp cho bảng điều khiển là
220V/1P/50 Hz.
Đặc tính an toàn của bảng điều khiển: Sử dụng các khóa van để cung cấp
luồng khí oxy, khí nhiên liệu và khí nén, các khóa van này có thể được mở ở
nhiều mức theo yêu cầu, bằng cách sử dụng các công tắc áp suất tương ứng
nằm ở phía trên của bảng điều khiển. Các khóa van cung cấp khí oxy, khí
nhiên liệu và khí nén để cho súng làm việc an toàn. Đồng thời có tác dụng
ngăn chặn việc đánh lửa tạt lại của súng phun khi áp suất của khí nén ngừng
cung cấp. Nếu áp lực đầu ra của khí oxy cao hơn so với các giá trị an toàn thì
đèn flash nằm ở phía sau đầu ra của oxy sẽ tự động tắt, đồng thời ngăn chặn
nguồn cung cấp oxy để đảm bảo an toàn cho thiết bị.
Súng phun HP-2700M
Súng phun HIPOJET-2700 là bộ phận chính của hệ thống HVOF, nặng
khoảng 1,85 kg có thể cầm bằng tay. Hệ thống khí và nguyên liệu bột được
đưa vào phía sau của súng và chuyển qua khu vực đốt ở phía trước. Đây là
77
loại súng phun chắc chắn, linh hoạt và được thiết kế đặc biệt phù hợp với tất
cả khí nhiên liệu. Thiết bị làm việc đảm bảo độ tin cậy, hiệu quả và có thể
điều chỉnh để phun ở chế độ bằng tay hoặc phun tự động bằng máy. Súng
được thiết kế dưới dạng đặc biệt. Nhiên liệu khí đốt được trộn lẫn và đốt cháy
trong buồng đốt, sau đó được phun ra với nhiệt độ cao và áp suất lớn nhờ áp
lực của đầu súng (không hạn chế khí đốt và lưu lượng bột). Cho vận tốc hạt
cao, tạo lớp phủ dày, oxit thấp, mức tiêu hao nhiên liệu thấp dẫn đến việc
giảm bớt được chi phí. Tất cả các kết cấu, chi tiết của súng được thiết kế và
sắp xếp hợp lý, nhỏ gọn. Việc thiết kế súng nhỏ gọn cho phép các hoạt động
phun phủ, bảo trì nhanh chóng.
Bộ phận cấp bột phun PF-3350
Bộ phận cấp bột phun model PF-3350 là bộ phận hoàn toàn khép kín,
được thiết kế để cung cấp bột phun với súng HIPOJET 2700M theo một tỷ lệ
chính xác.
Bộ phận cấp bột phủ gồm một đồng hồ đo lưu lượng cấp bột, ống chứa
bột phun, hệ thống khoá lắp ống và đồng hồ để đo áp suất khí. Khí vận
chuyển, thường là khí nitơ, được dùng để mang bột từ bộ phận cung cấp bột
vào vùng đốt của súng phun. Nguyên liệu dạng bột được đựng bên trong ống
chứa bột phun. Nhờ hệ thống bánh xe mà bột phun được đưa vào hệ thống
ống dẫn được dòng khí nitơ (khí mang) đi qua mang bột tới vùng đốt của súng
phun, tỷ lệ lưu lượng cấp bột phun cho súng được đo thông qua một đồng hồ
cảm biến trọng lượng. Cảm biến này sử dụng để đo trọng lượng của ống chứa
bột phun, từ đó xác định được lưu lượng cấp bột phun.
Lưu lượng cấp bột phun được tính theo một khoảng thời gian nhất định
như kg/h hoặc g/phút. Hệ thống đo tỷ lệ cấp bột phun có độ chính xác ± 0,01
g/phút.
78
3.4. Phun phủ thực nghiệm
Quá trình phun phủ thực nghiệm lớp phủ bột cacbit Cr3C2-NiCr trên nền
trục thép 40Cr bằng công nghệ phun nhiệt HVOF. Được thực hiện tại Công ty
TNHH dịch vụ kỹ thuật Quang Khánh -Vũng Tàu.
Sử dụng súng phun: Model HIPOJET-2700M, bảng điều khiển model
MP-2100; bộ phận cấp bột model PF-3350; hệ thống làm mát model HY-
2100, các bộ phận trên có các thông số kỹ thuật như phụ lục.
Khi phun tiến hành các thực nghiệm; thay đổi các chế độ công nghệ như
: Thay đổi các thông số lưu lượng phun (m), tốc độ quay của chi tiết ứng với
tốc độ chuyển động của chi tiết (V), tốc độ dịch chuyển súng phun (S).
3.4.1. Kế hoạch thực nghiệm
Trên cơ sở kết quả mô phỏng và thực tế phun phủ thấy rằng, độ bền bám
dính, độ xốp và độ cứng lớp phủ phụ thuộc vào các yếu tố: Lưu lượng cấp bột
m, tốc độ vòng quay của chi tiết phun n và tốc độ dịch chuyển đầu súng phun
S được mô tả như sau:
𝜏 = 𝑓 (𝑚, 𝑛, 𝑆)
𝛾 = 𝑓(𝑚, 𝑛, 𝑆)
Trong đó: τ biểu thị độ bám dính lớp phủ, γ biểu thị độ xốp lớp phủ, 𝑓 là
hàm số phụ thuộc vào các yếu tố ảnh hưởng ( m, n, S )
Căn cứ vào tính năng kỹ thuật của hệ thống phun phủ nhiệt khí tốc độ
cao HVOF thực nghiệm và kết quả nghiên cứu lý thuyết, khoảng biến thiên
của các yếu tố được chọn như sau:
- Lưu lượng cấp bột: Biến đổi từ 25 - 45 gam/phút, bởi vì nếu lưu lượng
cấp bột nhỏ (dưới 20 g/phút), hiệu suất phun thấp, còn nếu lưu lượng phun
lớn lượng tổn hao bột phun cao, hơn nữa còn có hiện tượng hạt nóng không
nóng chảy, dẫn đến có sự va chạm vào lớp phủ trước đó, làm tăng sự hồi phục
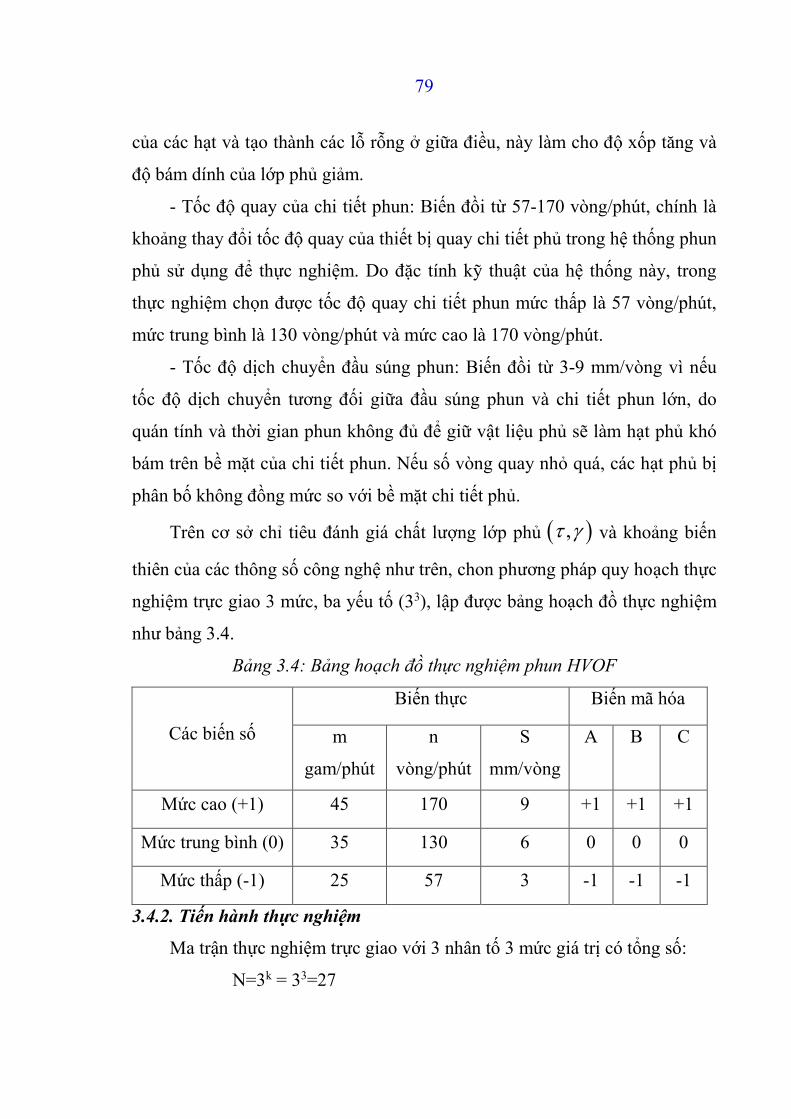
79
của các hạt và tạo thành các lỗ rỗng ở giữa điều, này làm cho độ xốp tăng và
độ bám dính của lớp phủ giảm.
- Tốc độ quay của chi tiết phun: Biến đồi từ 57-170 vòng/phút, chính là
khoảng thay đổi tốc độ quay của thiết bị quay chi tiết phủ trong hệ thống phun
phủ sử dụng để thực nghiệm. Do đặc tính kỹ thuật của hệ thống này, trong
thực nghiệm chọn được tốc độ quay chi tiết phun mức thấp là 57 vòng/phút,
mức trung bình là 130 vòng/phút và mức cao là 170 vòng/phút.
- Tốc độ dịch chuyển đầu súng phun: Biến đồi từ 3-9 mm/vòng vì nếu
tốc độ dịch chuyển tương đối giữa đầu súng phun và chi tiết phun lớn, do
quán tính và thời gian phun không đủ để giữ vật liệu phủ sẽ làm hạt phủ khó
bám trên bề mặt của chi tiết phun. Nếu số vòng quay nhỏ quá, các hạt phủ bị
phân bố không đồng mức so với bề mặt chi tiết phủ.
Trên cơ sở chỉ tiêu đánh giá chất lượng lớp phủ , và khoảng biến
thiên của các thông số công nghệ như trên, chon phương pháp quy hoạch thực
nghiệm trực giao 3 mức, ba yếu tố (33), lập được bảng hoạch đồ thực nghiệm
như bảng 3.4.
Bảng 3.4: Bảng hoạch đồ thực nghiệm phun HVOF
Các biến số
Biến thực Biến mã hóa
m
gam/phút
n
vòng/phút
S
mm/vòng
A B C
Mức cao (+1) 45 170 9 +1 +1 +1
Mức trung bình (0) 35 130 6 0 0 0
Mức thấp (-1) 25 57 3 -1 -1 -1
3.4.2. Tiến hành thực nghiệm
Ma trận thực nghiệm trực giao với 3 nhân tố 3 mức giá trị có tổng số:
N=3k = 33=27
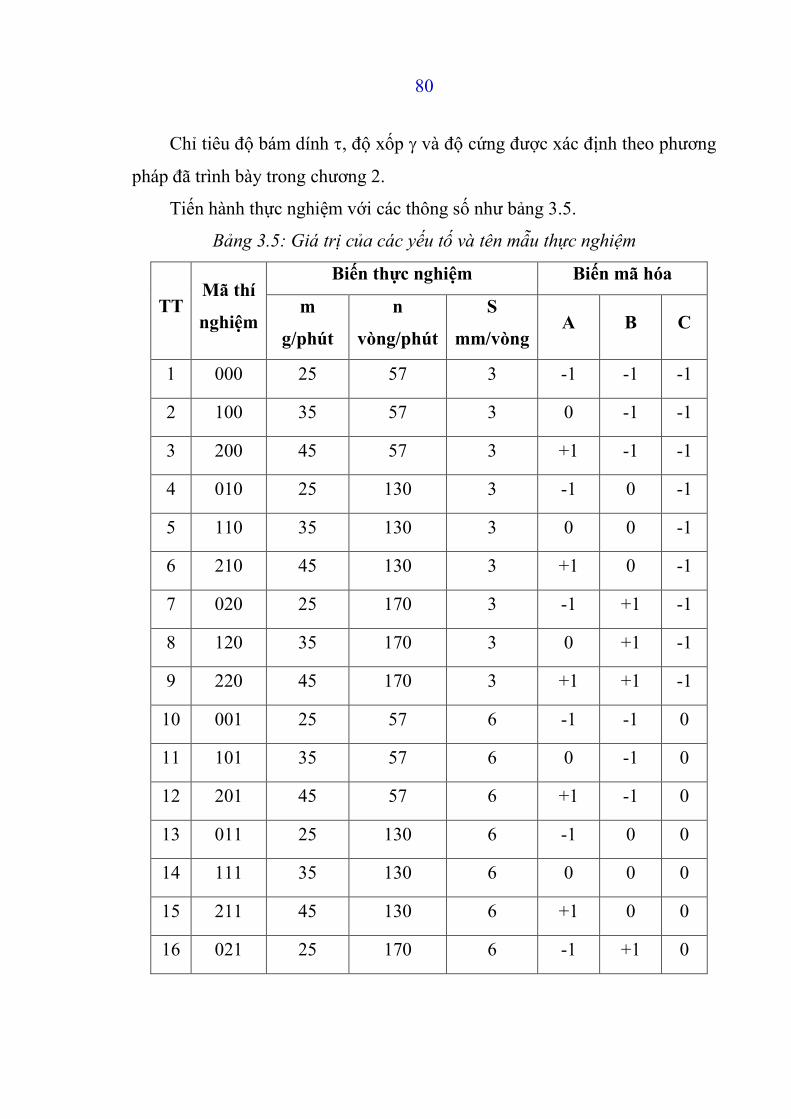
80
Chỉ tiêu độ bám dính , độ xốp và độ cứng được xác định theo phương
pháp đã trình bày trong chương 2.
Tiến hành thực nghiệm với các thông số như bảng 3.5.
Bảng 3.5: Giá trị của các yếu tố và tên mẫu thực nghiệm
TT Mã thí
nghiệm
Biến thực nghiệm Biến mã hóa
m
g/phút
n
vòng/phút
S
mm/vòng A B C
1 000 25 57 3 -1 -1 -1
2 100 35 57 3 0 -1 -1
3 200 45 57 3 +1 -1 -1
4 010 25 130 3 -1 0 -1
5 110 35 130 3 0 0 -1
6 210 45 130 3 +1 0 -1
7 020 25 170 3 -1 +1 -1
8 120 35 170 3 0 +1 -1
9 220 45 170 3 +1 +1 -1
10 001 25 57 6 -1 -1 0
11 101 35 57 6 0 -1 0
12 201 45 57 6 +1 -1 0
13 011 25 130 6 -1 0 0
14 111 35 130 6 0 0 0
15 211 45 130 6 +1 0 0
16 021 25 170 6 -1 +1 0
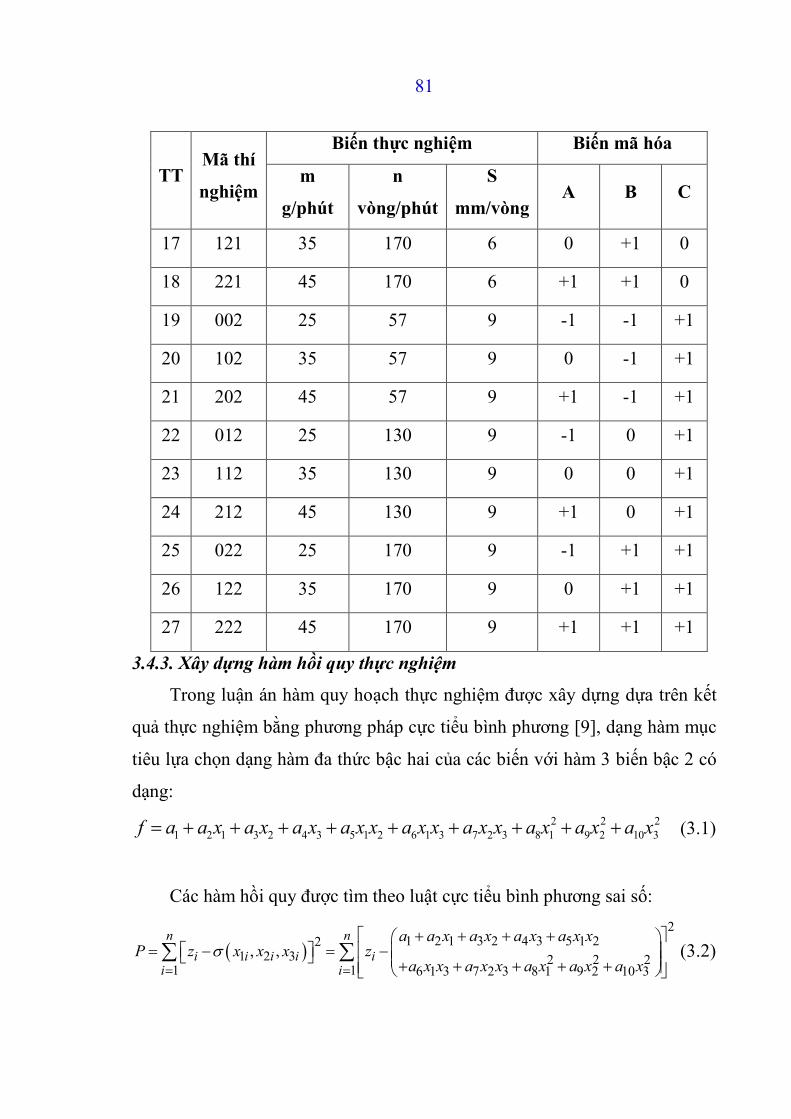
81
TT Mã thí
nghiệm
Biến thực nghiệm Biến mã hóa
m
g/phút
n
vòng/phút
S
mm/vòng A B C
17 121 35 170 6 0 +1 0
18 221 45 170 6 +1 +1 0
19 002 25 57 9 -1 -1 +1
20 102 35 57 9 0 -1 +1
21 202 45 57 9 +1 -1 +1
22 012 25 130 9 -1 0 +1
23 112 35 130 9 0 0 +1
24 212 45 130 9 +1 0 +1
25 022 25 170 9 -1 +1 +1
26 122 35 170 9 0 +1 +1
27 222 45 170 9 +1 +1 +1
3.4.3. Xây dựng hàm hồi quy thực nghiệm
Trong luận án hàm quy hoạch thực nghiệm được xây dựng dựa trên kết
quả thực nghiệm bằng phương pháp cực tiểu bình phương [9], dạng hàm mục
tiêu lựa chọn dạng hàm đa thức bậc hai của các biến với hàm 3 biến bậc 2 có
dạng:
2 2 2
1 1 2 32 3 4 1 2 1 3 2 3 15 2 36 7 8 9 10f a a x a x a x a x x a x x a x x a x a x a x (3.1)
Các hàm hồi quy được tìm theo luật cực tiểu bình phương sai số:
1 1
22 3 4 52
1 2 31 1 6 7 8 9 1
2 3 1 2
2 2 21 3 2 3 301 2
, ,n n
i i i i ii i
a a x a x a x a x x
a x x a x x a x a x az x z
xP x x
(3.2)

82
trong đó, n- số thí nghiệm; 1 2 3, , ,i i i iz x x x là các giá trị của biến thực nghiệm đã
biết; 1 2 9 10, ,.. ,a a a a là các biến phải tìm thỏa mãn điều kiện:
2 3 4 5
1 1 6 7 8 9 10
2 3 4 51
2 1 6 7 8 9
1 1 2 3 1 2
2 2 21 3 2 3 1 2 3
1 1 2 3 1 2
2 2 21 3 2 3 1 2 310
10
2
2
n
ii
n
i ii
a a x a x a x a x x
a x x a x x a x a x a x
a a x a x a x a x x
a x x a x x a x a x
Pz
a
Px z
a x
P
a
a
2 3 4 523
1 6 7 8 9 1
1 1 2 3 1 2
2 2 21 3 2 3 1 02 3
2n
i ii
a a x a x a x a x x
a x x a x x a x a x a xx z
(3.3)
Khai triển hệ phương trình trên ta có:
1
1
2 21 2 1 9 2 10 3
1 1 1 1 1
2 2 21 1 1 2 9 1 2 10 1 3
1 1 1 1 1
2 2 2 42 1 2 2 2 9 2 10
1 1 1 1
1 ...
... . .
...
i
i
n n n n n
i i i ii i i i i
n n n n n
i i i i i i ixi i i i i
n n n n
i i i i ixi i i i
z a a x a x a x
x z a x a x a x x a x x
x z a x a x x a x a x
1
2 22 3
1
2 2 2 2 2 43 1 3 2 3 9 3 2 10 3
1 1 1 1 1
.
... .i
n
i ii
n n n n n
i i i i i i ixi i i i i
x
x z a x a x x a x x a x
(3.4)
Giải hệ phương trình trên với các biến là 1 2 9 10, ,.. ,a a a a , xác định được các
hệ số của hàm quy hoạch thực nghiệm. Khi đó hàm hồi quy được xác định.
Luận án sử dụng phần mềm MATLAB để giải hệ phương trình hồi quy.
3.4.4. Hình ảnh các mẫu thực nghiệm
Các mẫu sau khi phun được gia công cơ khí bằng phương pháp mài. Các
mẫu này được đưa lên máy cắt dây, cắt làm nhiều phần đểtiến hành nghiên
cứu, khảo sát các đặc tính như độ cứng HV và độ xốp, cấu trúc tế vi lớp phủ
và nền thép trên toàn bộ tiết diện mặt cắt của mẫu. Đồng thời mẫu còn được
kiểm tra bằng phương pháp phá hủy để xác định độ bám dính lớp phủ. Quá
83
trình nghiên cứu khảo sát sử dụng các thiết bị đo và phân tích chuyên dụng
hiện đại tại các phòng thực nghiệm trường Đại học Công nghiệp Hà Nội, Viện
khoa học vật liệu.
Ảnh chụp mẫu trước khi phun phủ
Hình 3.5: Mẫu trong khi phun
Hình 3.6: Kiểm tra nhiệt độ mẫu
Ảnh chụp mẫu sau khi phun phủ Ảnh chụp mẫu sau khi gia công cơ khí
Hình 3.7: Các mẫu thực nghiệm thép 40Cr phun phủ bộtcác bít Cr3C2-NiCr
bằng phương pháp HVOF
3.5. Thiết bị đánh giá chất lương lớp phủ
Việc xác định độ cứng tế vi của lớp phủ được thực hiện trên máy đo độ
cứng tế vi Indenta Met 1106 (Mỹ) với tải trọng 100 g, có thể ứng dụng cho
các mẫu từ nhỏ cho đến lớn đáp ứng khả năng đo từ micro đến macro (xem
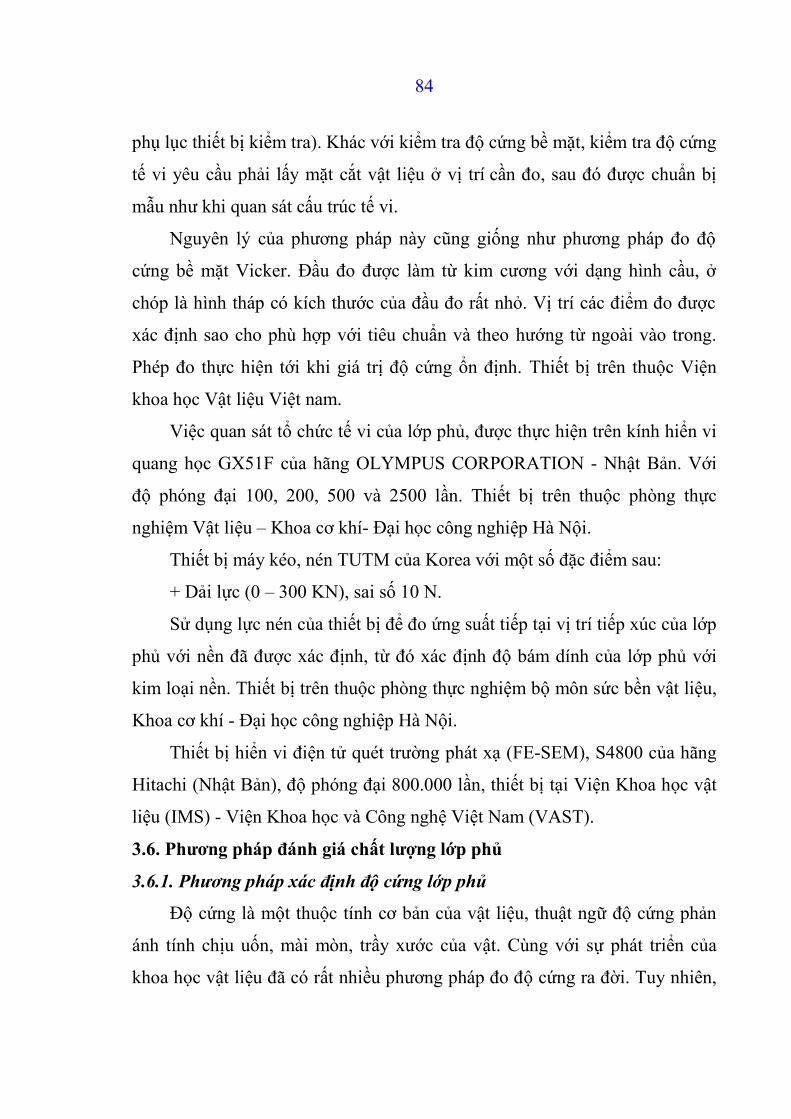
84
phụ lục thiết bị kiểm tra). Khác với kiểm tra độ cứng bề mặt, kiểm tra độ cứng
tế vi yêu cầu phải lấy mặt cắt vật liệu ở vị trí cần đo, sau đó được chuẩn bị
mẫu như khi quan sát cấu trúc tế vi.
Nguyên lý của phương pháp này cũng giống như phương pháp đo độ
cứng bề mặt Vicker. Đầu đo được làm từ kim cương với dạng hình cầu, ở
chóp là hình tháp có kích thước của đầu đo rất nhỏ. Vị trí các điểm đo được
xác định sao cho phù hợp với tiêu chuẩn và theo hướng từ ngoài vào trong.
Phép đo thực hiện tới khi giá trị độ cứng ổn định. Thiết bị trên thuộc Viện
khoa học Vật liệu Việt nam.
Việc quan sát tổ chức tế vi của lớp phủ, được thực hiện trên kính hiển vi
quang học GX51F của hãng OLYMPUS CORPORATION - Nhật Bản. Với
độ phóng đại 100, 200, 500 và 2500 lần. Thiết bị trên thuộc phòng thực
nghiệm Vật liệu – Khoa cơ khí- Đại học công nghiệp Hà Nội.
Thiết bị máy kéo, nén TUTM của Korea với một số đặc điểm sau:
+ Dải lực (0 – 300 KN), sai số 10 N.
Sử dụng lực nén của thiết bị để đo ứng suất tiếp tại vị trí tiếp xúc của lớp
phủ với nền đã được xác định, từ đó xác định độ bám dính của lớp phủ với
kim loại nền. Thiết bị trên thuộc phòng thực nghiệm bộ môn sức bền vật liệu,
Khoa cơ khí - Đại học công nghiệp Hà Nội.
Thiết bị hiển vi điện tử quét trường phát xạ (FE-SEM), S4800 của hãng
Hitachi (Nhật Bản), độ phóng đại 800.000 lần, thiết bị tại Viện Khoa học vật
liệu (IMS) - Viện Khoa học và Công nghệ Việt Nam (VAST).
3.6. Phương pháp đánh giá chất lượng lớp phủ
3.6.1. Phương pháp xác định độ cứng lớp phủ
Độ cứng là một thuộc tính cơ bản của vật liệu, thuật ngữ độ cứng phản
ánh tính chịu uốn, mài mòn, trầy xước của vật. Cùng với sự phát triển của
khoa học vật liệu đã có rất nhiều phương pháp đo độ cứng ra đời. Tuy nhiên,
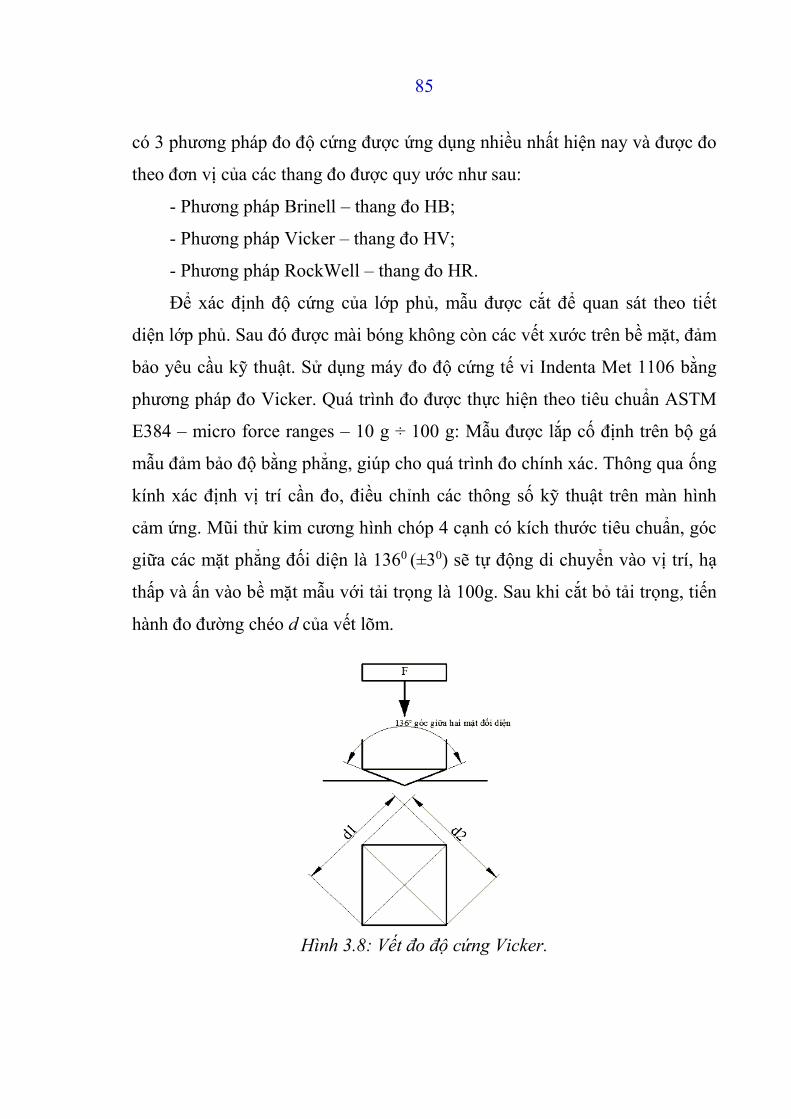
85
có 3 phương pháp đo độ cứng được ứng dụng nhiều nhất hiện nay và được đo
theo đơn vị của các thang đo được quy ước như sau:
- Phương pháp Brinell – thang đo HB;
- Phương pháp Vicker – thang đo HV;
- Phương pháp RockWell – thang đo HR.
Để xác định độ cứng của lớp phủ, mẫu được cắt để quan sát theo tiết
diện lớp phủ. Sau đó được mài bóng không còn các vết xước trên bề mặt, đảm
bảo yêu cầu kỹ thuật. Sử dụng máy đo độ cứng tế vi Indenta Met 1106 bằng
phương pháp đo Vicker. Quá trình đo được thực hiện theo tiêu chuẩn ASTM
E384 – micro force ranges – 10 g ÷ 100 g: Mẫu được lắp cố định trên bộ gá
mẫu đảm bảo độ bằng phẳng, giúp cho quá trình đo chính xác. Thông qua ống
kính xác định vị trí cần đo, điều chỉnh các thông số kỹ thuật trên màn hình
cảm ứng. Mũi thử kim cương hình chóp 4 cạnh có kích thước tiêu chuẩn, góc
giữa các mặt phẳng đối diện là 1360 (±30) sẽ tự động di chuyển vào vị trí, hạ
thấp và ấn vào bề mặt mẫu với tải trọng là 100g. Sau khi cắt bỏ tải trọng, tiến
hành đo đường chéo d của vết lõm.
Hình 3.8: Vết đo độ cứng Vicker.
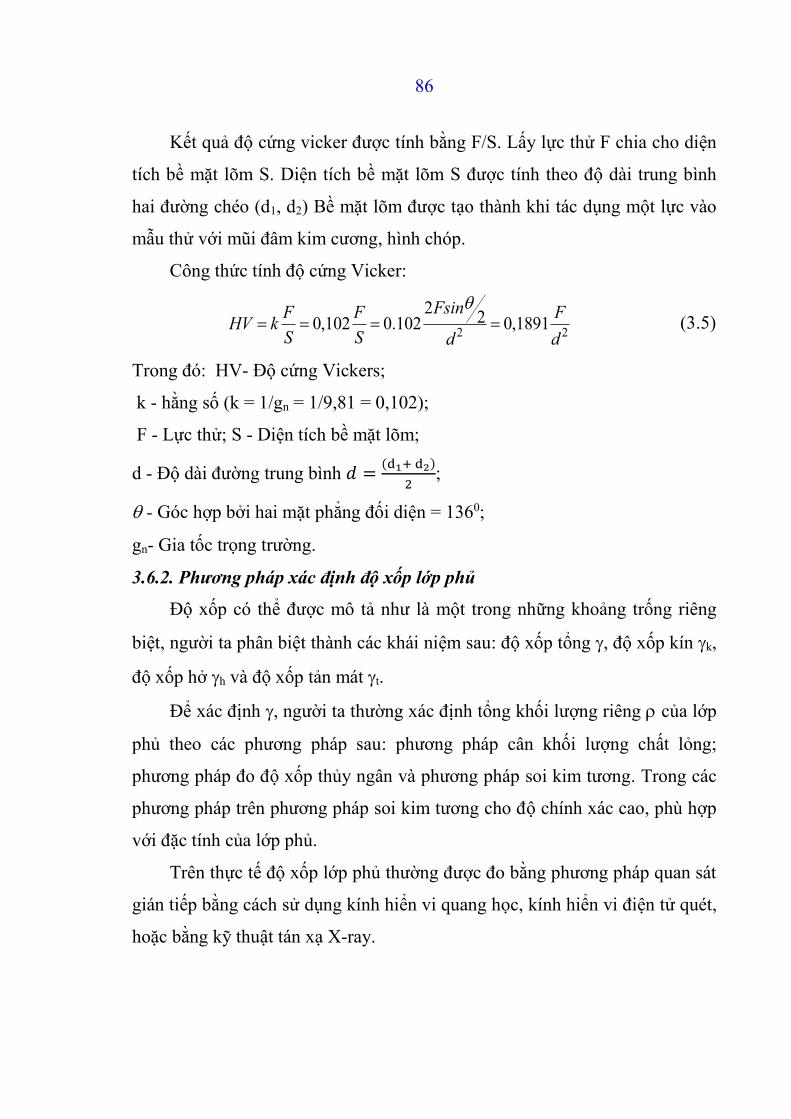
86
Kết quả độ cứng vicker được tính bằng F/S. Lấy lực thử F chia cho diện
tích bề mặt lõm S. Diện tích bề mặt lõm S được tính theo độ dài trung bình
hai đường chéo (d1, d2) Bề mặt lõm được tạo thành khi tác dụng một lực vào
mẫu thử với mũi đâm kim cương, hình chóp.
Công thức tính độ cứng Vicker:
2 2
220,102 0.102 0,1891
FsinF F FHV k
S S d d
(3.5)
Trong đó: HV- Độ cứng Vickers;
k - hằng số (k = 1/gn = 1/9,81 = 0,102);
F - Lực thử; S - Diện tích bề mặt lõm;
d - Độ dài đường trung bình 𝑑 =(d1+ d2)
2;
- Góc hợp bởi hai mặt phẳng đối diện = 1360;
gn- Gia tốc trọng trường.
3.6.2. Phương pháp xác định độ xốp lớp phủ
Độ xốp có thể được mô tả như là một trong những khoảng trống riêng
biệt, người ta phân biệt thành các khái niệm sau: độ xốp tổng , độ xốp kín k,
độ xốp hở h và độ xốp tản mát t.
Để xác định , người ta thường xác định tổng khối lượng riêng của lớp
phủ theo các phương pháp sau: phương pháp cân khối lượng chất lỏng;
phương pháp đo độ xốp thủy ngân và phương pháp soi kim tương. Trong các
phương pháp trên phương pháp soi kim tương cho độ chính xác cao, phù hợp
với đặc tính của lớp phủ.
Trên thực tế độ xốp lớp phủ thường được đo bằng phương pháp quan sát
gián tiếp bằng cách sử dụng kính hiển vi quang học, kính hiển vi điện tử quét,
hoặc bằng kỹ thuật tán xạ X-ray.
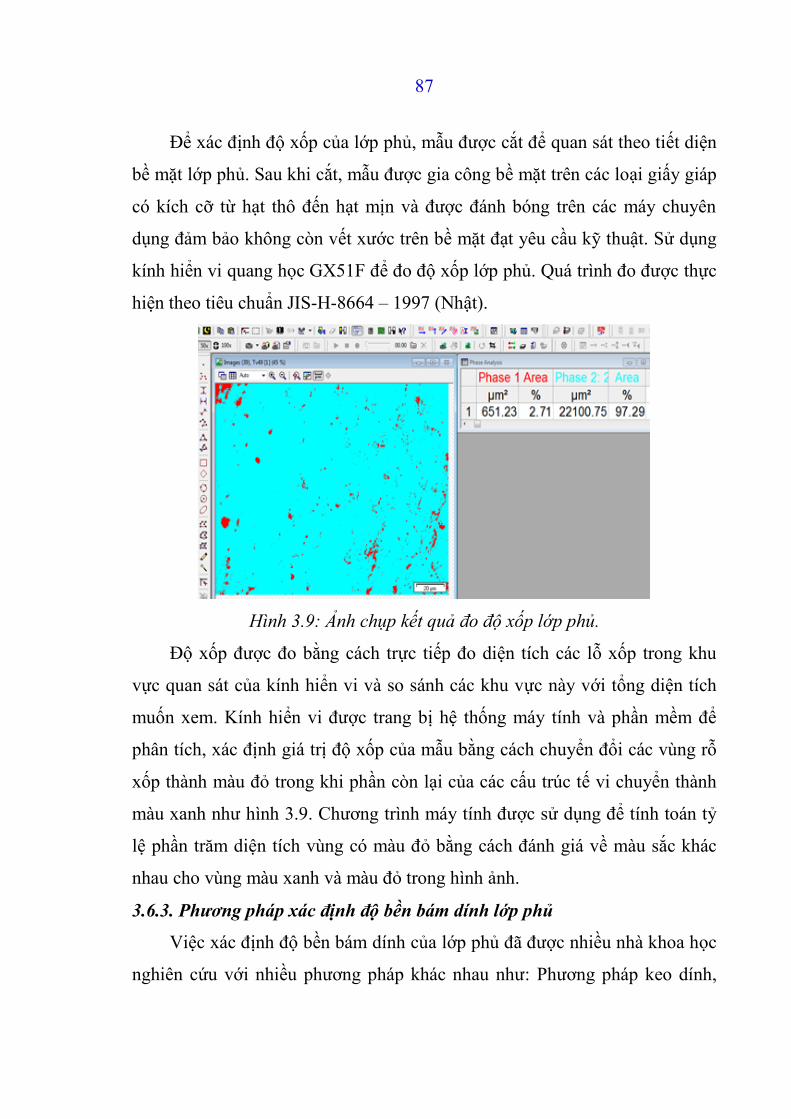
87
Để xác định độ xốp của lớp phủ, mẫu được cắt để quan sát theo tiết diện
bề mặt lớp phủ. Sau khi cắt, mẫu được gia công bề mặt trên các loại giấy giáp
có kích cỡ từ hạt thô đến hạt mịn và được đánh bóng trên các máy chuyên
dụng đảm bảo không còn vết xước trên bề mặt đạt yêu cầu kỹ thuật. Sử dụng
kính hiển vi quang học GX51F để đo độ xốp lớp phủ. Quá trình đo được thực
hiện theo tiêu chuẩn JIS-H-8664 – 1997 (Nhật).
Hình 3.9: Ảnh chụp kết quả đo độ xốp lớp phủ.
Độ xốp được đo bằng cách trực tiếp đo diện tích các lỗ xốp trong khu
vực quan sát của kính hiển vi và so sánh các khu vực này với tổng diện tích
muốn xem. Kính hiển vi được trang bị hệ thống máy tính và phần mềm để
phân tích, xác định giá trị độ xốp của mẫu bằng cách chuyển đổi các vùng rỗ
xốp thành màu đỏ trong khi phần còn lại của các cấu trúc tế vi chuyển thành
màu xanh như hình 3.9. Chương trình máy tính được sử dụng để tính toán tỷ
lệ phần trăm diện tích vùng có màu đỏ bằng cách đánh giá về màu sắc khác
nhau cho vùng màu xanh và màu đỏ trong hình ảnh.
3.6.3. Phương pháp xác định độ bền bám dính lớp phủ
Việc xác định độ bền bám dính của lớp phủ đã được nhiều nhà khoa học
nghiên cứu với nhiều phương pháp khác nhau như: Phương pháp keo dính,
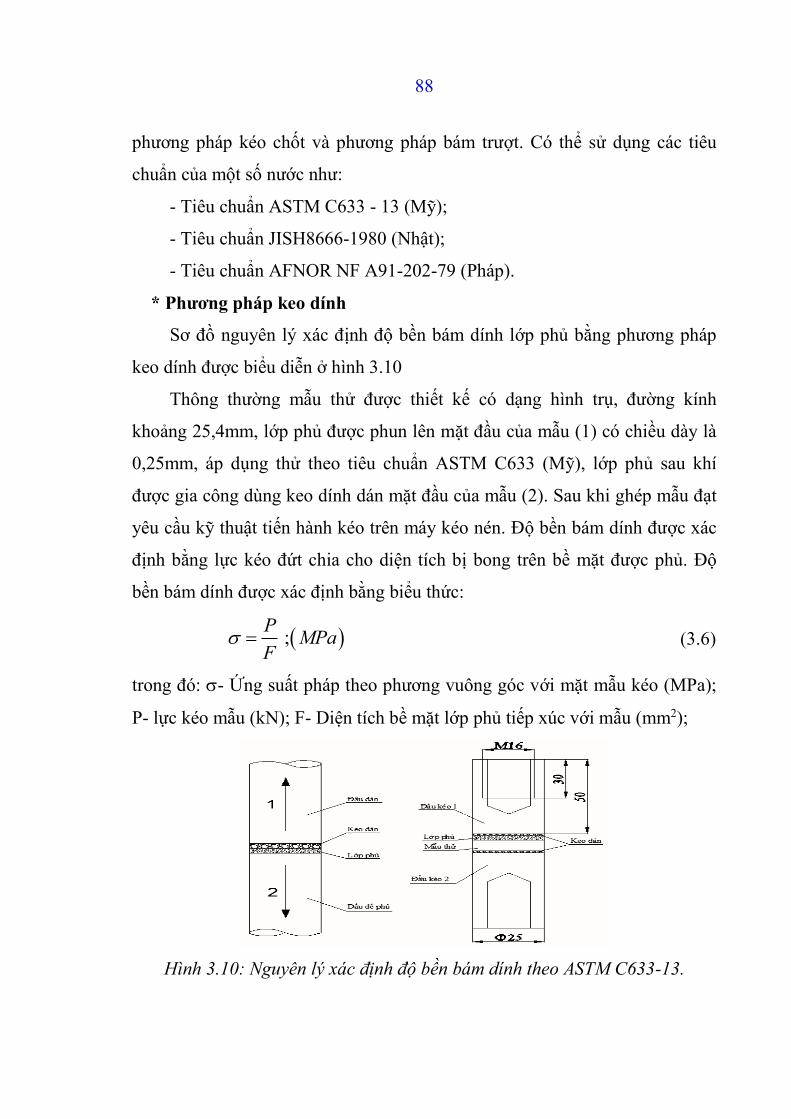
88
phương pháp kéo chốt và phương pháp bám trượt. Có thể sử dụng các tiêu
chuẩn của một số nước như:
- Tiêu chuẩn ASTM C633 - 13 (Mỹ);
- Tiêu chuẩn JISH8666-1980 (Nhật);
- Tiêu chuẩn AFNOR NF A91-202-79 (Pháp).
* Phương pháp keo dính
Sơ đồ nguyên lý xác định độ bền bám dính lớp phủ bằng phương pháp
keo dính được biểu diễn ở hình 3.10
Thông thường mẫu thử được thiết kế có dạng hình trụ, đường kính
khoảng 25,4mm, lớp phủ được phun lên mặt đầu của mẫu (1) có chiều dày là
0,25mm, áp dụng thử theo tiêu chuẩn ASTM C633 (Mỹ), lớp phủ sau khí
được gia công dùng keo dính dán mặt đầu của mẫu (2). Sau khi ghép mẫu đạt
yêu cầu kỹ thuật tiến hành kéo trên máy kéo nén. Độ bền bám dính được xác
định bằng lực kéo đứt chia cho diện tích bị bong trên bề mặt được phủ. Độ
bền bám dính được xác định bằng biểu thức:
; P
MPaF
(3.6)
trong đó: - Ứng suất pháp theo phương vuông góc với mặt mẫu kéo (MPa);
P- lực kéo mẫu (kN); F- Diện tích bề mặt lớp phủ tiếp xúc với mẫu (mm2);
Hình 3.10: Nguyên lý xác định độ bền bám dính theo ASTM C633-13.
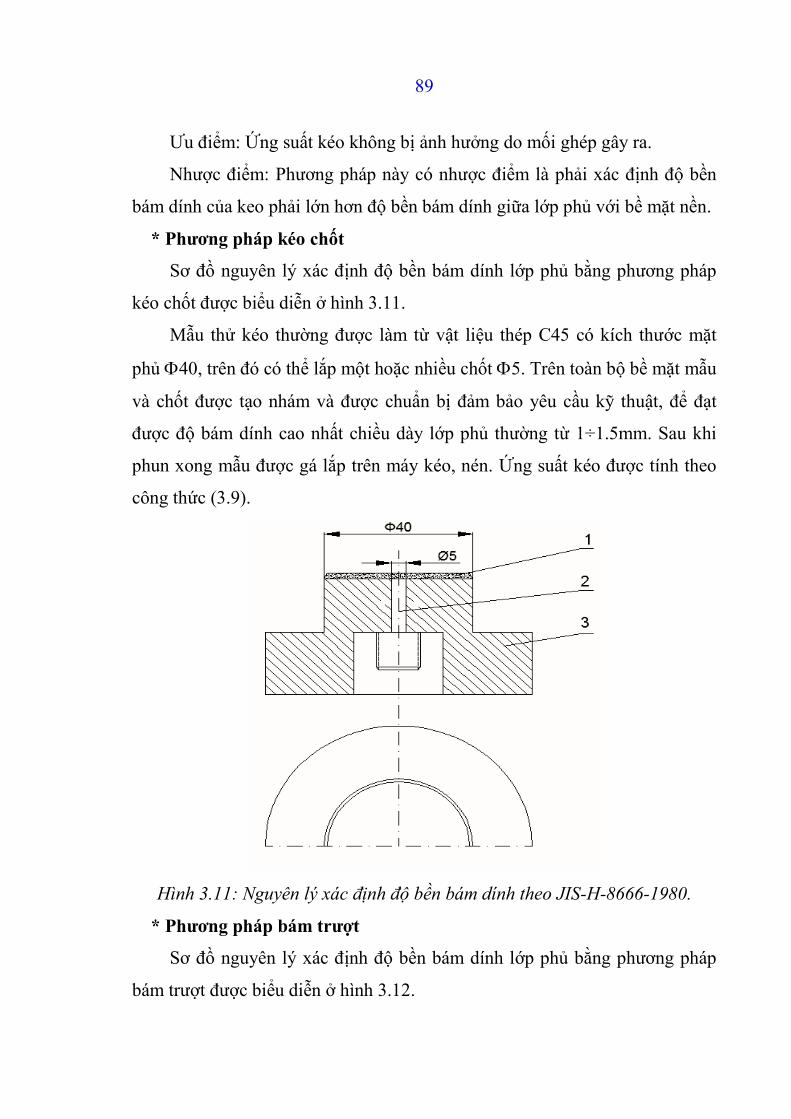
89
Ưu điểm: Ứng suất kéo không bị ảnh hưởng do mối ghép gây ra.
Nhược điểm: Phương pháp này có nhược điểm là phải xác định độ bền
bám dính của keo phải lớn hơn độ bền bám dính giữa lớp phủ với bề mặt nền.
* Phương pháp kéo chốt
Sơ đồ nguyên lý xác định độ bền bám dính lớp phủ bằng phương pháp
kéo chốt được biểu diễn ở hình 3.11.
Mẫu thử kéo thường được làm từ vật liệu thép C45 có kích thước mặt
phủ 40, trên đó có thể lắp một hoặc nhiều chốt 5. Trên toàn bộ bề mặt mẫu
và chốt được tạo nhám và được chuẩn bị đảm bảo yêu cầu kỹ thuật, để đạt
được độ bám dính cao nhất chiều dày lớp phủ thường từ 1÷1.5mm. Sau khi
phun xong mẫu được gá lắp trên máy kéo, nén. Ứng suất kéo được tính theo
công thức (3.9).
Hình 3.11: Nguyên lý xác định độ bền bám dính theo JIS-H-8666-1980.
* Phương pháp bám trượt
Sơ đồ nguyên lý xác định độ bền bám dính lớp phủ bằng phương pháp
bám trượt được biểu diễn ở hình 3.12.
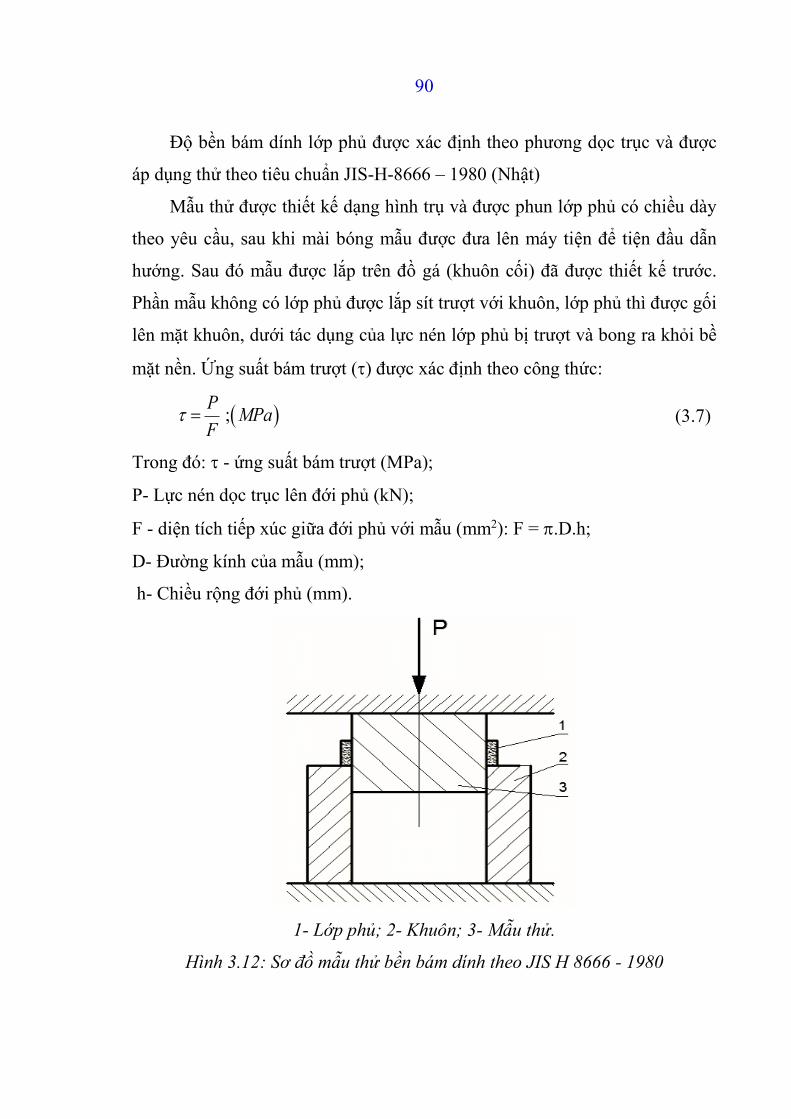
90
Độ bền bám dính lớp phủ được xác định theo phương dọc trục và được
áp dụng thử theo tiêu chuẩn JIS-H-8666 – 1980 (Nhật)
Mẫu thử được thiết kế dạng hình trụ và được phun lớp phủ có chiều dày
theo yêu cầu, sau khi mài bóng mẫu được đưa lên máy tiện để tiện đầu dẫn
hướng. Sau đó mẫu được lắp trên đồ gá (khuôn cối) đã được thiết kế trước.
Phần mẫu không có lớp phủ được lắp sít trượt với khuôn, lớp phủ thì được gối
lên mặt khuôn, dưới tác dụng của lực nén lớp phủ bị trượt và bong ra khỏi bề
mặt nền. Ứng suất bám trượt () được xác định theo công thức:
; P
MPaF
(3.7)
Trong đó: - ứng suất bám trượt (MPa);
P- Lực nén dọc trục lên đới phủ (kN);
F - diện tích tiếp xúc giữa đới phủ với mẫu (mm2): F = .D.h;
D- Đường kính của mẫu (mm);
h- Chiều rộng đới phủ (mm).
1- Lớp phủ; 2- Khuôn; 3- Mẫu thử.
Hình 3.12: Sơ đồ mẫu thử bền bám dính theo JIS H 8666 - 1980
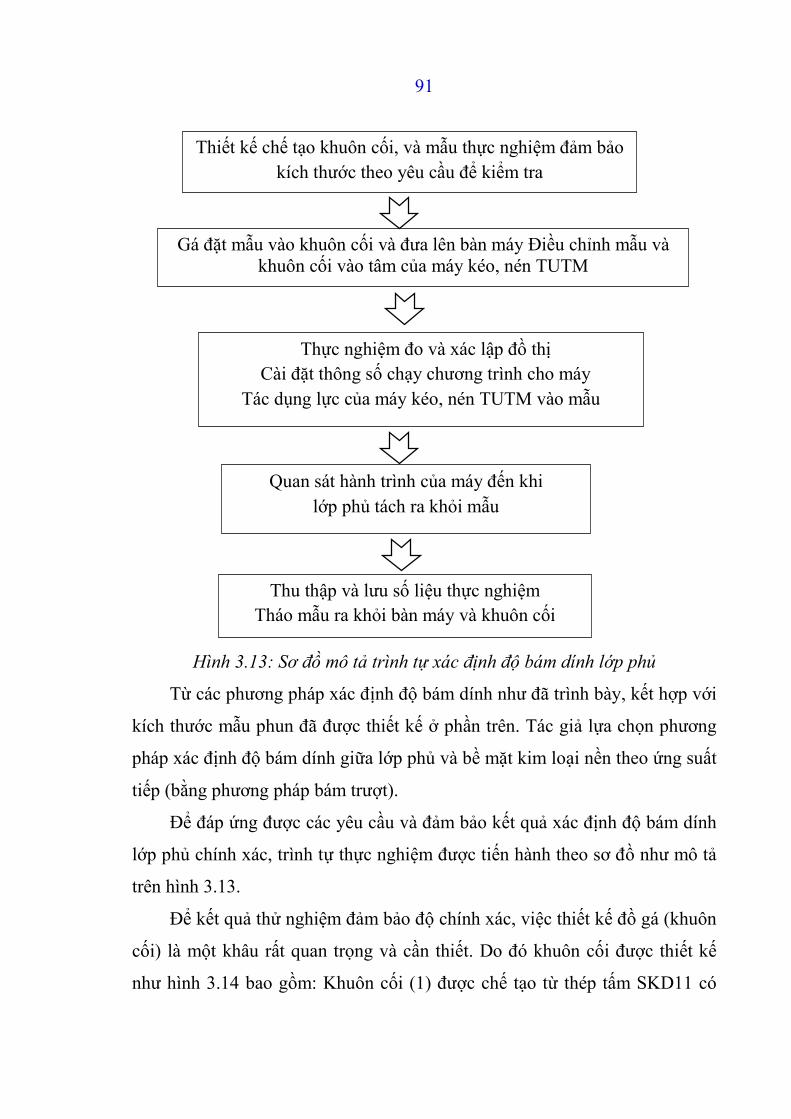
91
Hình 3.13: Sơ đồ mô tả trình tự xác định độ bám dính lớp phủ
Từ các phương pháp xác định độ bám dính như đã trình bày, kết hợp với
kích thước mẫu phun đã được thiết kế ở phần trên. Tác giả lựa chọn phương
pháp xác định độ bám dính giữa lớp phủ và bề mặt kim loại nền theo ứng suất
tiếp (bằng phương pháp bám trượt).
Để đáp ứng được các yêu cầu và đảm bảo kết quả xác định độ bám dính
lớp phủ chính xác, trình tự thực nghiệm được tiến hành theo sơ đồ như mô tả
trên hình 3.13.
Để kết quả thử nghiệm đảm bảo độ chính xác, việc thiết kế đồ gá (khuôn
cối) là một khâu rất quan trọng và cần thiết. Do đó khuôn cối được thiết kế
như hình 3.14 bao gồm: Khuôn cối (1) được chế tạo từ thép tấm SKD11 có
Gá đặt mẫu vào khuôn cối và đưa lên bàn máy Điều chỉnh mẫu và
khuôn cối vào tâm của máy kéo, nén TUTM
Thực nghiệm đo và xác lập đồ thị
Cài đặt thông số chạy chương trình cho máy
Tác dụng lực của máy kéo, nén TUTM vào mẫu
Quan sát hành trình của máy đến khi
lớp phủ tách ra khỏi mẫu
Thiết kế chế tạo khuôn cối, và mẫu thực nghiệm đảm bảo
kích thước theo yêu cầu để kiểm tra
Thu thập và lưu số liệu thực nghiệm
Tháo mẫu ra khỏi bàn máy và khuôn cối
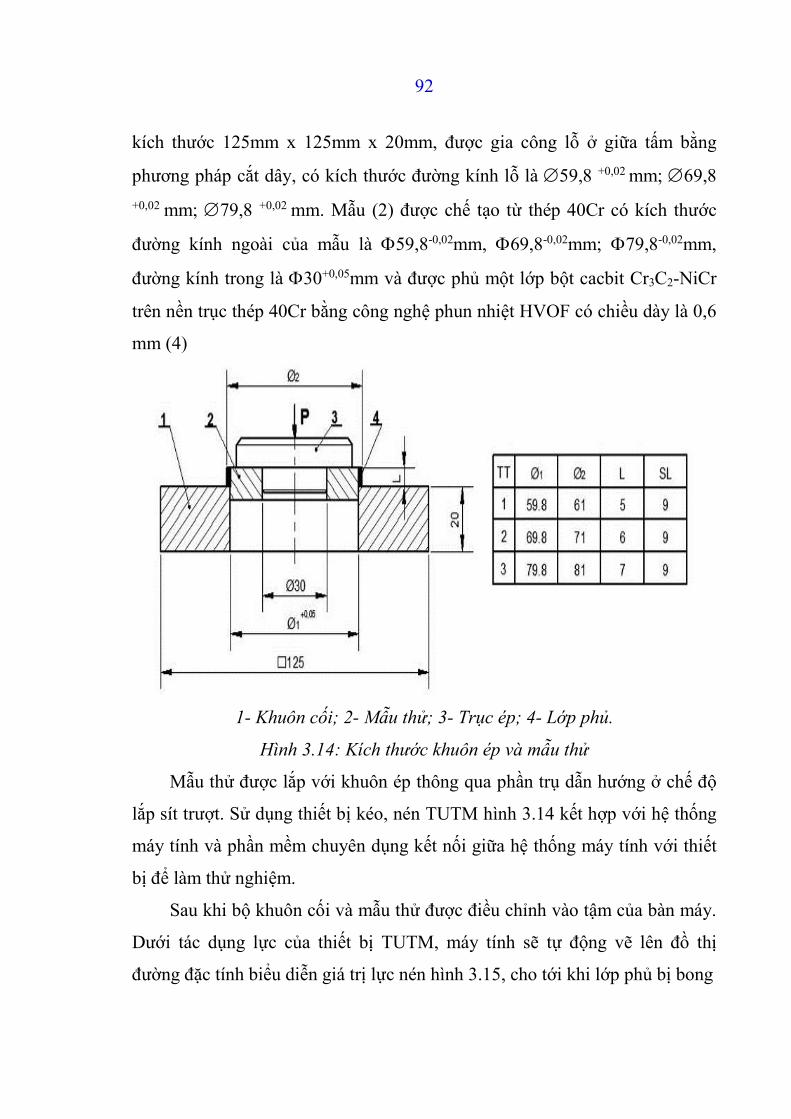
92
kích thước 125mm x 125mm x 20mm, được gia công lỗ ở giữa tấm bằng
phương pháp cắt dây, có kích thước đường kính lỗ là 59,8 +0,02 mm; 69,8
+0,02 mm; 79,8 +0,02 mm. Mẫu (2) được chế tạo từ thép 40Cr có kích thước
đường kính ngoài của mẫu là 59,8-0,02mm, 69,8-0,02mm; 79,8-0,02mm,
đường kính trong là 30+0,05mm và được phủ một lớp bột cacbit Cr3C2-NiCr
trên nền trục thép 40Cr bằng công nghệ phun nhiệt HVOF có chiều dày là 0,6
mm (4)
1- Khuôn cối; 2- Mẫu thử; 3- Trục ép; 4- Lớp phủ.
Hình 3.14: Kích thước khuôn ép và mẫu thử
Mẫu thử được lắp với khuôn ép thông qua phần trụ dẫn hướng ở chế độ
lắp sít trượt. Sử dụng thiết bị kéo, nén TUTM hình 3.14 kết hợp với hệ thống
máy tính và phần mềm chuyên dụng kết nối giữa hệ thống máy tính với thiết
bị để làm thử nghiệm.
Sau khi bộ khuôn cối và mẫu thử được điều chỉnh vào tậm của bàn máy.
Dưới tác dụng lực của thiết bị TUTM, máy tính sẽ tự động vẽ lên đồ thị
đường đặc tính biểu diễn giá trị lực nén hình 3.15, cho tới khi lớp phủ bị bong
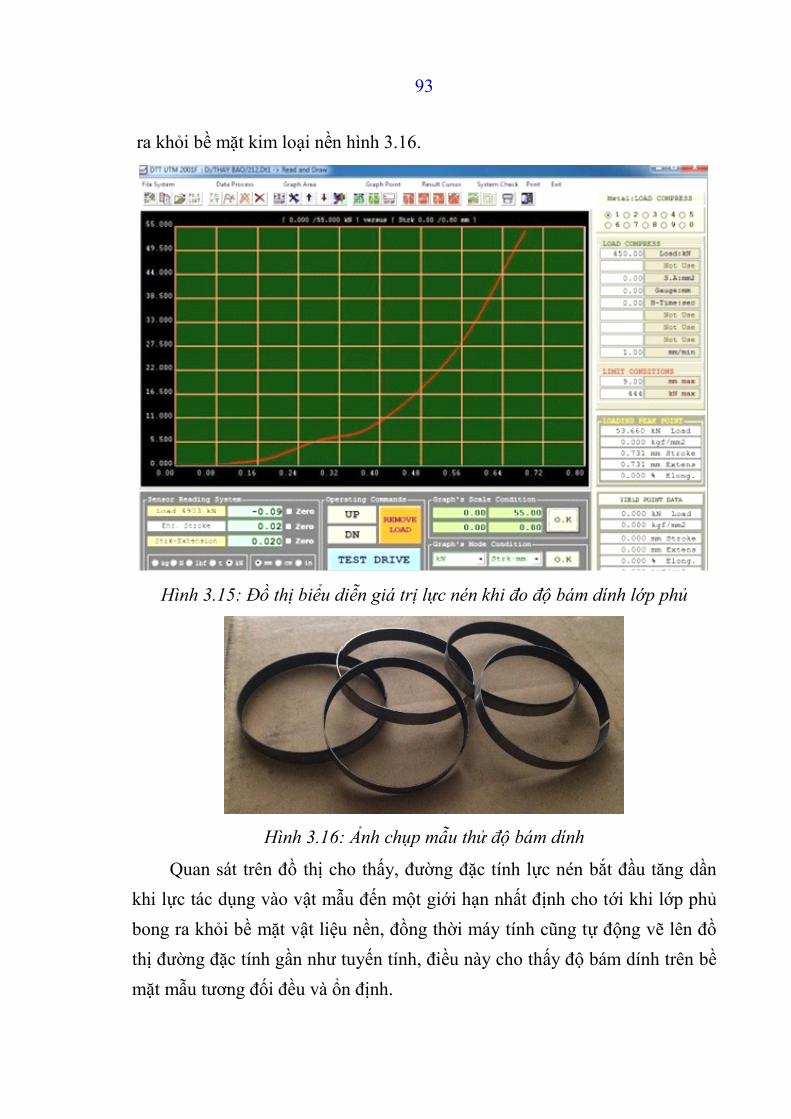
93
ra khỏi bề mặt kim loại nền hình 3.16.
Hình 3.15: Đồ thị biểu diễn giá trị lực nén khi đo độ bám dính lớp phủ
Hình 3.16: Ảnh chụp mẫu thử độ bám dính
Quan sát trên đồ thị cho thấy, đường đặc tính lực nén bắt đầu tăng dần
khi lực tác dụng vào vật mẫu đến một giới hạn nhất định cho tới khi lớp phủ
bong ra khỏi bề mặt vật liệu nền, đồng thời máy tính cũng tự động vẽ lên đồ
thị đường đặc tính gần như tuyến tính, điều này cho thấy độ bám dính trên bề
mặt mẫu tương đối đều và ổn định.
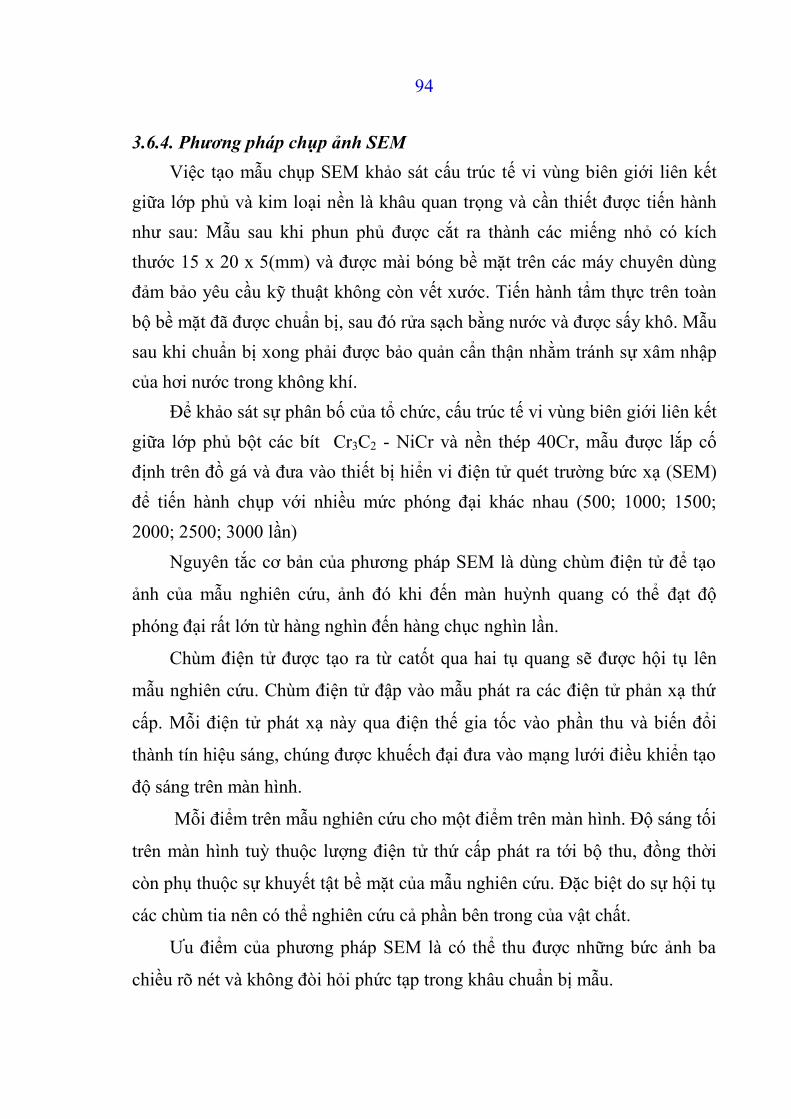
94
3.6.4. Phương pháp chụp ảnh SEM
Việc tạo mẫu chụp SEM khảo sát cấu trúc tế vi vùng biên giới liên kết
giữa lớp phủ và kim loại nền là khâu quan trọng và cần thiết được tiến hành
như sau: Mẫu sau khi phun phủ được cắt ra thành các miếng nhỏ có kích
thước 15 x 20 x 5(mm) và được mài bóng bề mặt trên các máy chuyên dùng
đảm bảo yêu cầu kỹ thuật không còn vết xước. Tiến hành tẩm thực trên toàn
bộ bề mặt đã được chuẩn bị, sau đó rửa sạch bằng nước và được sấy khô. Mẫu
sau khi chuẩn bị xong phải được bảo quản cẩn thận nhằm tránh sự xâm nhập
của hơi nước trong không khí.
Để khảo sát sự phân bố của tổ chức, cấu trúc tế vi vùng biên giới liên kết
giữa lớp phủ bột các bít Cr3C2 - NiCr và nền thép 40Cr, mẫu được lắp cố
định trên đồ gá và đưa vào thiết bị hiển vi điện tử quét trường bức xạ (SEM)
để tiến hành chụp với nhiều mức phóng đại khác nhau (500; 1000; 1500;
2000; 2500; 3000 lần)
Nguyên tắc cơ bản của phương pháp SEM là dùng chùm điện tử để tạo
ảnh của mẫu nghiên cứu, ảnh đó khi đến màn huỳnh quang có thể đạt độ
phóng đại rất lớn từ hàng nghìn đến hàng chục nghìn lần.
Chùm điện tử được tạo ra từ catốt qua hai tụ quang sẽ được hội tụ lên
mẫu nghiên cứu. Chùm điện tử đập vào mẫu phát ra các điện tử phản xạ thứ
cấp. Mỗi điện tử phát xạ này qua điện thế gia tốc vào phần thu và biến đổi
thành tín hiệu sáng, chúng được khuếch đại đưa vào mạng lưới điều khiển tạo
độ sáng trên màn hình.
Mỗi điểm trên mẫu nghiên cứu cho một điểm trên màn hình. Độ sáng tối
trên màn hình tuỳ thuộc lượng điện tử thứ cấp phát ra tới bộ thu, đồng thời
còn phụ thuộc sự khuyết tật bề mặt của mẫu nghiên cứu. Đặc biệt do sự hội tụ
các chùm tia nên có thể nghiên cứu cả phần bên trong của vật chất.
Ưu điểm của phương pháp SEM là có thể thu được những bức ảnh ba
chiều rõ nét và không đòi hỏi phức tạp trong khâu chuẩn bị mẫu.
95
Kết luận chương 3
Từ kết quả nghiên cứu đã chọn được vật liệu nền là thép 40Cr và bột
phủ là Cr3C2 – NiCr.
- Đã lập được quy trình thử nghiệm và phương pháp quy hoach thực
nghiệm với số thực nghiệm tối thiểu là N = 33 = 27 mẫu.
- Đã lựa chọn được các thiết bị phục vụ quá trình thực nghiệm như: Máy
tiện vạn năng, thiết bị làm sạch bề mặt TSA 206, thiết bị phun gồm súng phun
HP 2700M, bảng điều khiển MP 2100, bộ phận cấp bột phun PF 3350
- Đã lựa chọn các thiết bị đánh giá chất lượng lớp phủ gồm:
Kính hiển vi quang học GX51Fcủa Nhật bản, Máy kéo nén TUTM của
Hàn quốc, thiết bị chụp ảnh SEM, máy đo độ cứng tế vi.
Trên cơ sở đó đã tiến hành thực nghiệm đưa ra được kết quả thực
nghiệm phun phủ tạo cơ sở khoa học và độ tin cậy cho việc đánh giá kết quả
và đưa ra phương pháp đánh giá độ xốp, độ bám dính và độ cứng lớp phủ đáp
ứng tiêu chí là độ xốp nhỏ nhất, độ bám dính giữa vật liệu phủ và vật liệu nền
là cao nhất đã chọn phù hợp với điều kiện của Việt Nam.
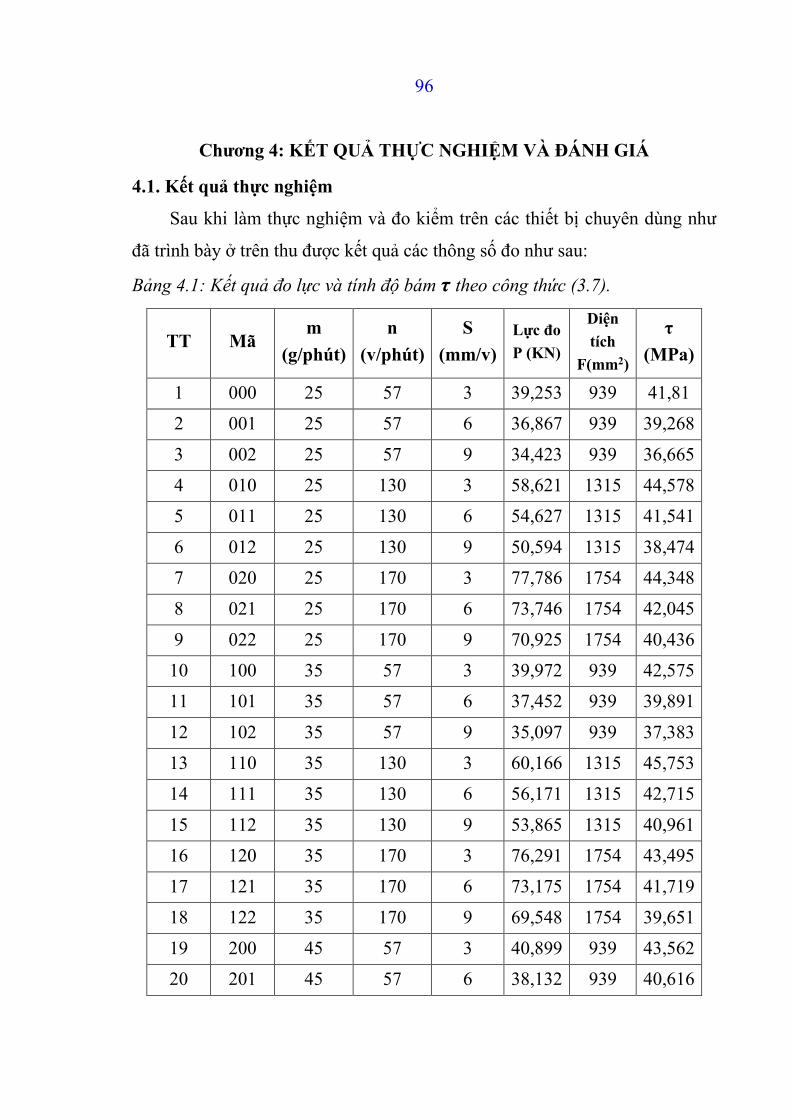
96
Chương 4: KẾT QUẢ THỰC NGHIỆM VÀ ĐÁNH GIÁ
4.1. Kết quả thực nghiệm
Sau khi làm thực nghiệm và đo kiểm trên các thiết bị chuyên dùng như
đã trình bày ở trên thu được kết quả các thông số đo như sau:
Bảng 4.1: Kết quả đo lực và tính độ bám τ theo công thức (3.7).
TT Mã m
(g/phút)
n
(v/phút)
S
(mm/v)
Lực đo
P (KN)
Diện
tích
F(mm2)
τ
(MPa)
1 000 25 57 3 39,253 939 41,81
2 001 25 57 6 36,867 939 39,268
3 002 25 57 9 34,423 939 36,665
4 010 25 130 3 58,621 1315 44,578
5 011 25 130 6 54,627 1315 41,541
6 012 25 130 9 50,594 1315 38,474
7 020 25 170 3 77,786 1754 44,348
8 021 25 170 6 73,746 1754 42,045
9 022 25 170 9 70,925 1754 40,436
10 100 35 57 3 39,972 939 42,575
11 101 35 57 6 37,452 939 39,891
12 102 35 57 9 35,097 939 37,383
13 110 35 130 3 60,166 1315 45,753
14 111 35 130 6 56,171 1315 42,715
15 112 35 130 9 53,865 1315 40,961
16 120 35 170 3 76,291 1754 43,495
17 121 35 170 6 73,175 1754 41,719
18 122 35 170 9 69,548 1754 39,651
19 200 45 57 3 40,899 939 43,562
20 201 45 57 6 38,132 939 40,616
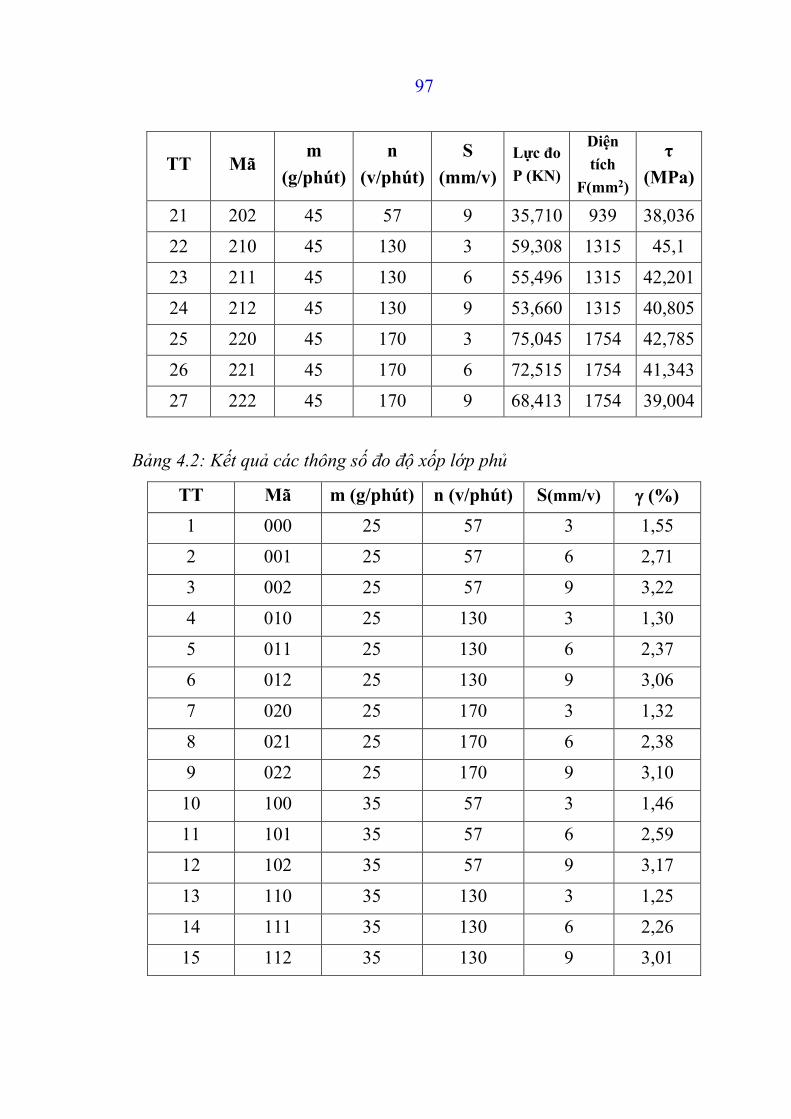
97
TT Mã m
(g/phút)
n
(v/phút)
S
(mm/v)
Lực đo
P (KN)
Diện
tích
F(mm2)
τ
(MPa)
21 202 45 57 9 35,710 939 38,036
22 210 45 130 3 59,308 1315 45,1
23 211 45 130 6 55,496 1315 42,201
24 212 45 130 9 53,660 1315 40,805
25 220 45 170 3 75,045 1754 42,785
26 221 45 170 6 72,515 1754 41,343
27 222 45 170 9 68,413 1754 39,004
Bảng 4.2: Kết quả các thông số đo độ xốp lớp phủ
TT Mã m (g/phút) n (v/phút) S(mm/v) (%)
1 000 25 57 3 1,55
2 001 25 57 6 2,71
3 002 25 57 9 3,22
4 010 25 130 3 1,30
5 011 25 130 6 2,37
6 012 25 130 9 3,06
7 020 25 170 3 1,32
8 021 25 170 6 2,38
9 022 25 170 9 3,10
10 100 35 57 3 1,46
11 101 35 57 6 2,59
12 102 35 57 9 3,17
13 110 35 130 3 1,25
14 111 35 130 6 2,26
15 112 35 130 9 3,01
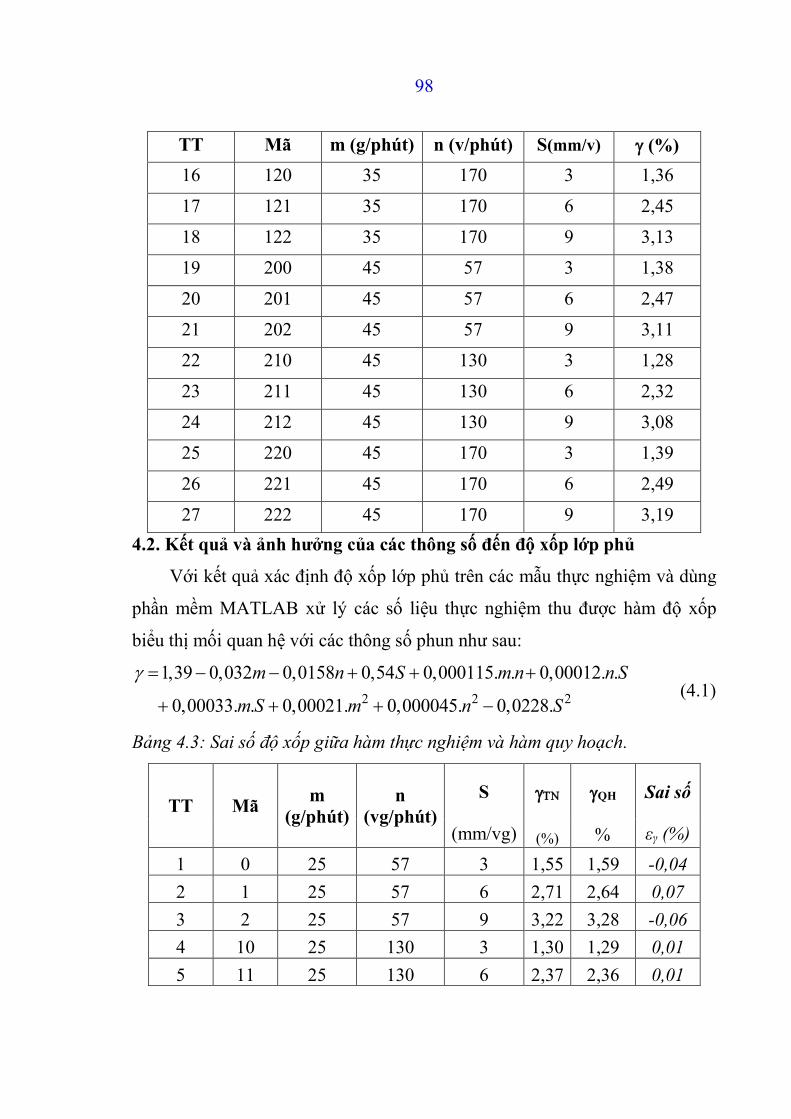
98
TT Mã m (g/phút) n (v/phút) S(mm/v) (%)
16 120 35 170 3 1,36
17 121 35 170 6 2,45
18 122 35 170 9 3,13
19 200 45 57 3 1,38
20 201 45 57 6 2,47
21 202 45 57 9 3,11
22 210 45 130 3 1,28
23 211 45 130 6 2,32
24 212 45 130 9 3,08
25 220 45 170 3 1,39
26 221 45 170 6 2,49
27 222 45 170 9 3,19
4.2. Kết quả và ảnh hưởng của các thông số đến độ xốp lớp phủ
Với kết quả xác định độ xốp lớp phủ trên các mẫu thực nghiệm và dùng
phần mềm MATLAB xử lý các số liệu thực nghiệm thu được hàm độ xốp
biểu thị mối quan hệ với các thông số phun như sau:
2 2 2
1,39 0,032 0,0158 0,54 0,000115. . 0,00012. .
0,00033. . 0,00021. 0,000045. 0,0228.
m n S m n n S
m S m n S
(4.1)
Bảng 4.3: Sai số độ xốp giữa hàm thực nghiệm và hàm quy hoạch.
TT Mã m
(g/phút)
n
(vg/phút)
S QH Sai số
(mm/vg) (%) εγ (%)
1 0 25 57 3 1,55 1,59 -0,04
2 1 25 57 6 2,71 2,64 0,07
3 2 25 57 9 3,22 3,28 -0,06
4 10 25 130 3 1,30 1,29 0,01
5 11 25 130 6 2,37 2,36 0,01
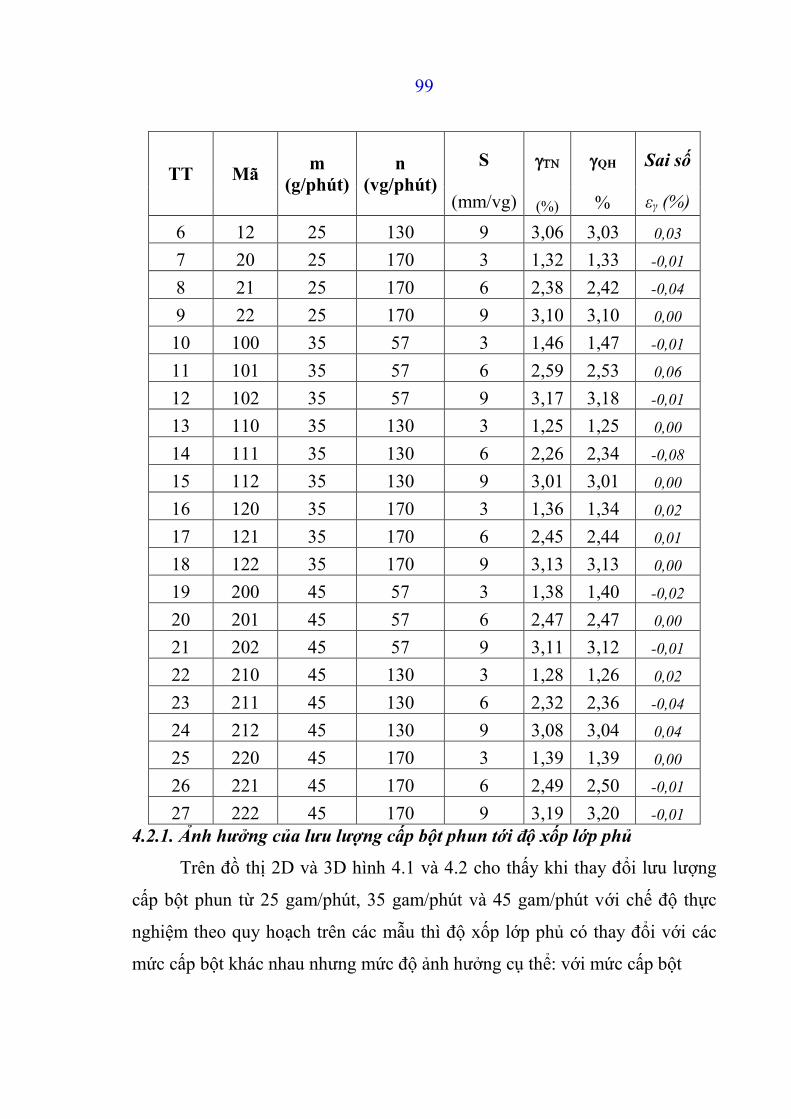
99
TT Mã m
(g/phút)
n
(vg/phút)
S QH Sai số
(mm/vg) (%) εγ (%)
6 12 25 130 9 3,06 3,03 0,03
7 20 25 170 3 1,32 1,33 -0,01
8 21 25 170 6 2,38 2,42 -0,04
9 22 25 170 9 3,10 3,10 0,00
10 100 35 57 3 1,46 1,47 -0,01
11 101 35 57 6 2,59 2,53 0,06
12 102 35 57 9 3,17 3,18 -0,01
13 110 35 130 3 1,25 1,25 0,00
14 111 35 130 6 2,26 2,34 -0,08
15 112 35 130 9 3,01 3,01 0,00
16 120 35 170 3 1,36 1,34 0,02
17 121 35 170 6 2,45 2,44 0,01
18 122 35 170 9 3,13 3,13 0,00
19 200 45 57 3 1,38 1,40 -0,02
20 201 45 57 6 2,47 2,47 0,00
21 202 45 57 9 3,11 3,12 -0,01
22 210 45 130 3 1,28 1,26 0,02
23 211 45 130 6 2,32 2,36 -0,04
24 212 45 130 9 3,08 3,04 0,04
25 220 45 170 3 1,39 1,39 0,00
26 221 45 170 6 2,49 2,50 -0,01
27 222 45 170 9 3,19 3,20 -0,01
4.2.1. Ảnh hưởng của lưu lượng cấp bột phun tới độ xốp lớp phủ
Trên đồ thị 2D và 3D hình 4.1 và 4.2 cho thấy khi thay đổi lưu lượng
cấp bột phun từ 25 gam/phút, 35 gam/phút và 45 gam/phút với chế độ thực
nghiệm theo quy hoạch trên các mẫu thì độ xốp lớp phủ có thay đổi với các
mức cấp bột khác nhau nhưng mức độ ảnh hưởng cụ thể: với mức cấp bột
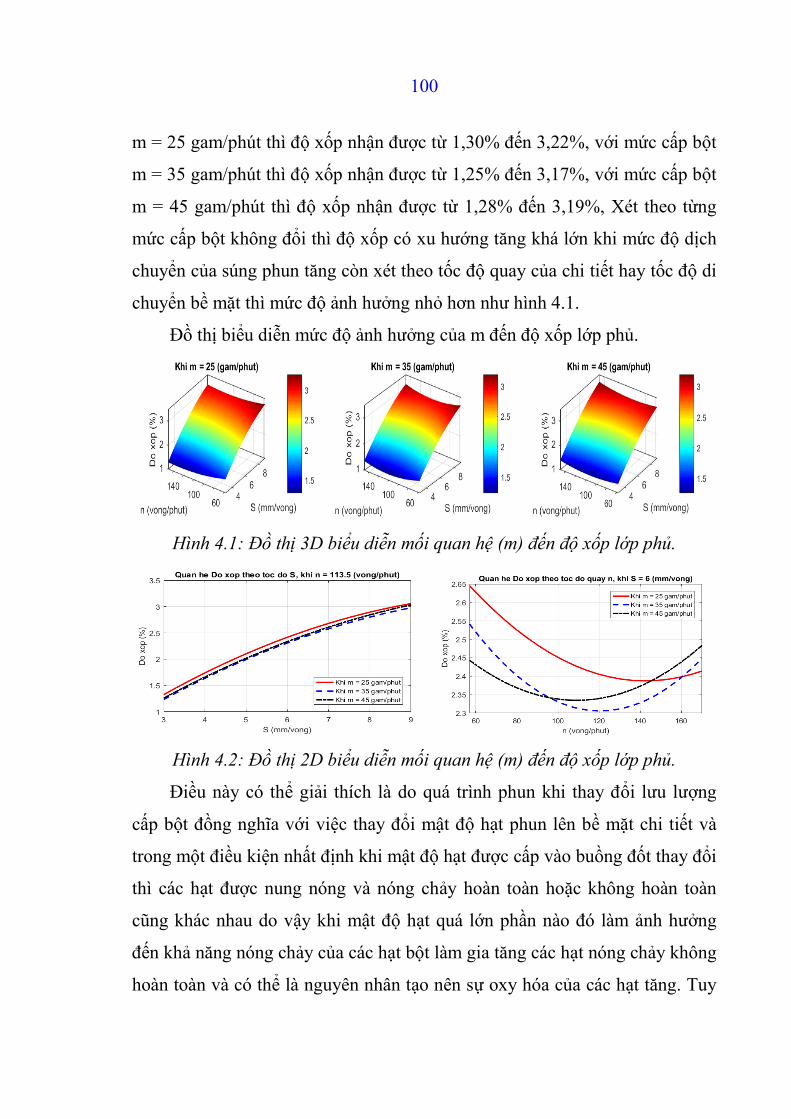
100
m = 25 gam/phút thì độ xốp nhận được từ 1,30% đến 3,22%, với mức cấp bột
m = 35 gam/phút thì độ xốp nhận được từ 1,25% đến 3,17%, với mức cấp bột
m = 45 gam/phút thì độ xốp nhận được từ 1,28% đến 3,19%, Xét theo từng
mức cấp bột không đổi thì độ xốp có xu hướng tăng khá lớn khi mức độ dịch
chuyển của súng phun tăng còn xét theo tốc độ quay của chi tiết hay tốc độ di
chuyển bề mặt thì mức độ ảnh hưởng nhỏ hơn như hình 4.1.
Đồ thị biểu diễn mức độ ảnh hưởng của m đến độ xốp lớp phủ.
Hình 4.1: Đồ thị 3D biểu diễn mối quan hệ (m) đến độ xốp lớp phủ.
Hình 4.2: Đồ thị 2D biểu diễn mối quan hệ (m) đến độ xốp lớp phủ.
Điều này có thể giải thích là do quá trình phun khi thay đổi lưu lượng
cấp bột đồng nghĩa với việc thay đổi mật độ hạt phun lên bề mặt chi tiết và
trong một điều kiện nhất định khi mật độ hạt được cấp vào buồng đốt thay đổi
thì các hạt được nung nóng và nóng chảy hoàn toàn hoặc không hoàn toàn
cũng khác nhau do vậy khi mật độ hạt quá lớn phần nào đó làm ảnh hưởng
đến khả năng nóng chảy của các hạt bột làm gia tăng các hạt nóng chảy không
hoàn toàn và có thể là nguyên nhân tạo nên sự oxy hóa của các hạt tăng. Tuy
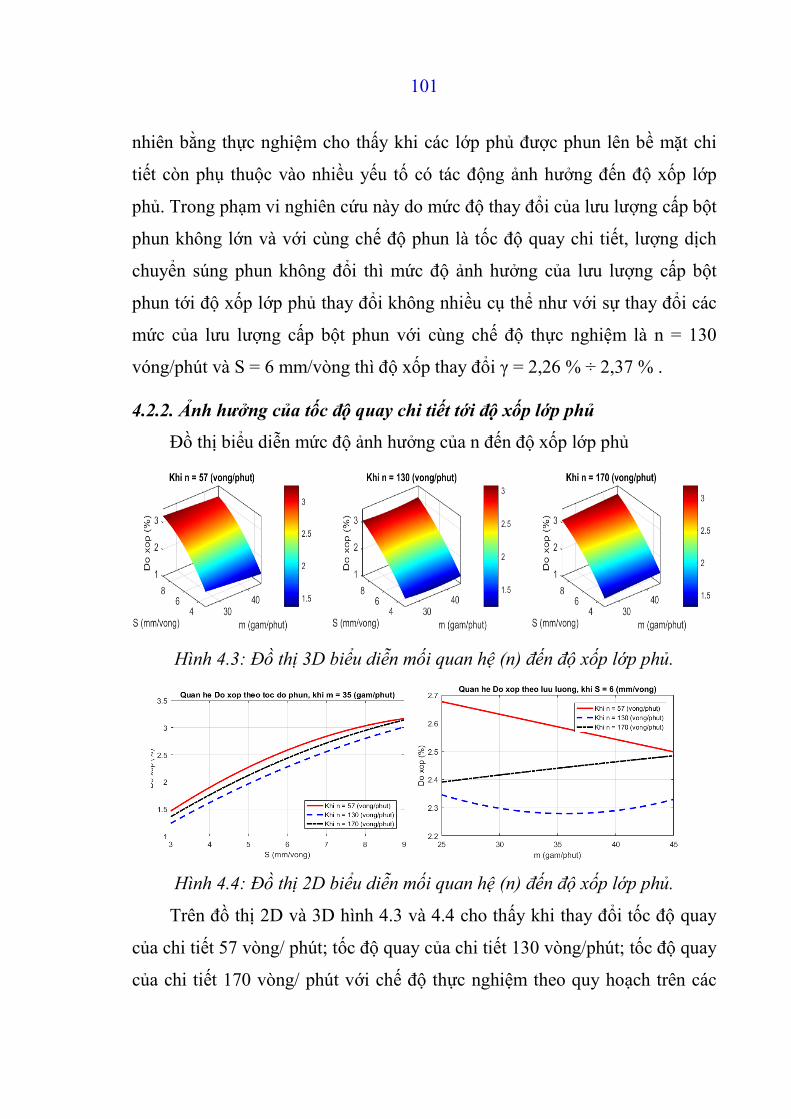
101
nhiên bằng thực nghiệm cho thấy khi các lớp phủ được phun lên bề mặt chi
tiết còn phụ thuộc vào nhiều yếu tố có tác động ảnh hưởng đến độ xốp lớp
phủ. Trong phạm vi nghiên cứu này do mức độ thay đổi của lưu lượng cấp bột
phun không lớn và với cùng chế độ phun là tốc độ quay chi tiết, lượng dịch
chuyển súng phun không đổi thì mức độ ảnh hưởng của lưu lượng cấp bột
phun tới độ xốp lớp phủ thay đổi không nhiều cụ thể như với sự thay đổi các
mức của lưu lượng cấp bột phun với cùng chế độ thực nghiệm là n = 130
vóng/phút và S = 6 mm/vòng thì độ xốp thay đổi γ = 2,26 % ÷ 2,37 % .
4.2.2. Ảnh hưởng của tốc độ quay chi tiết tới độ xốp lớp phủ
Đồ thị biểu diễn mức độ ảnh hưởng của n đến độ xốp lớp phủ
Hình 4.3: Đồ thị 3D biểu diễn mối quan hệ (n) đến độ xốp lớp phủ.
Hình 4.4: Đồ thị 2D biểu diễn mối quan hệ (n) đến độ xốp lớp phủ.
Trên đồ thị 2D và 3D hình 4.3 và 4.4 cho thấy khi thay đổi tốc độ quay
của chi tiết 57 vòng/ phút; tốc độ quay của chi tiết 130 vòng/phút; tốc độ quay
của chi tiết 170 vòng/ phút với chế độ thực nghiệm theo quy hoạch trên các
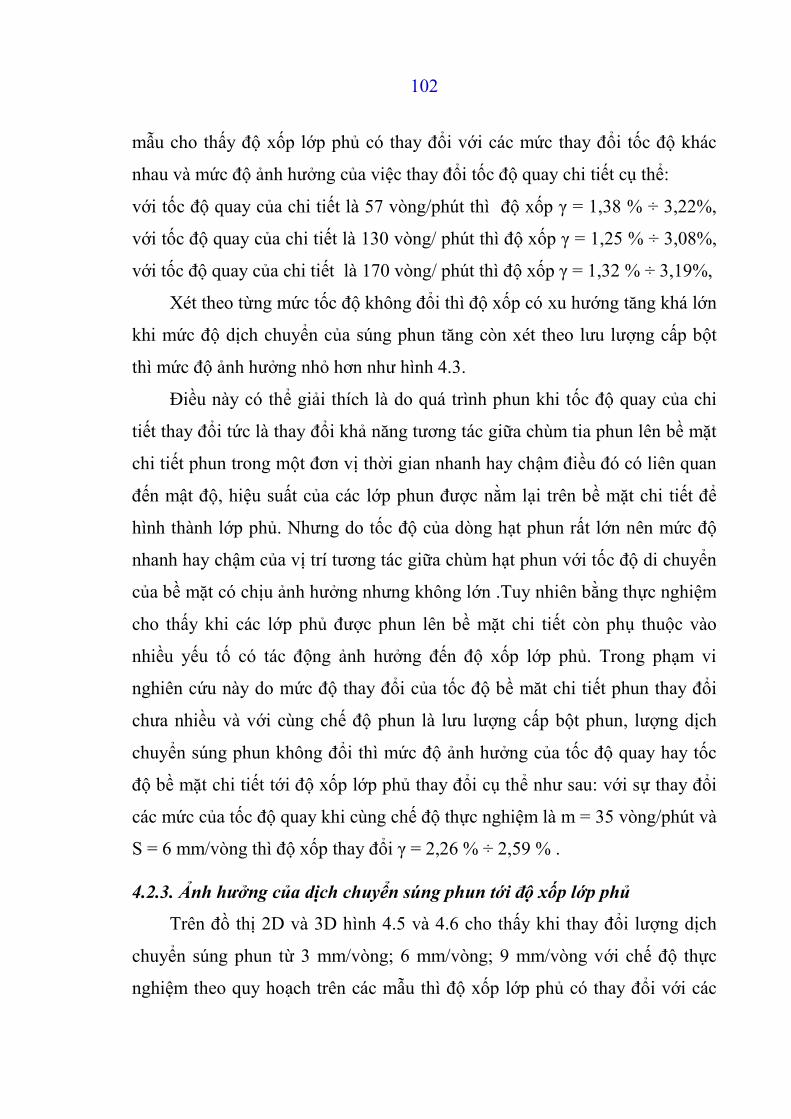
102
mẫu cho thấy độ xốp lớp phủ có thay đổi với các mức thay đổi tốc độ khác
nhau và mức độ ảnh hưởng của việc thay đổi tốc độ quay chi tiết cụ thể:
với tốc độ quay của chi tiết là 57 vòng/phút thì độ xốp γ = 1,38 % ÷ 3,22%,
với tốc độ quay của chi tiết là 130 vòng/ phút thì độ xốp γ = 1,25 % ÷ 3,08%,
với tốc độ quay của chi tiết là 170 vòng/ phút thì độ xốp γ = 1,32 % ÷ 3,19%,
Xét theo từng mức tốc độ không đổi thì độ xốp có xu hướng tăng khá lớn
khi mức độ dịch chuyển của súng phun tăng còn xét theo lưu lượng cấp bột
thì mức độ ảnh hưởng nhỏ hơn như hình 4.3.
Điều này có thể giải thích là do quá trình phun khi tốc độ quay của chi
tiết thay đổi tức là thay đổi khả năng tương tác giữa chùm tia phun lên bề mặt
chi tiết phun trong một đơn vị thời gian nhanh hay chậm điều đó có liên quan
đến mật độ, hiệu suất của các lớp phun được nằm lại trên bề mặt chi tiết để
hình thành lớp phủ. Nhưng do tốc độ của dòng hạt phun rất lớn nên mức độ
nhanh hay chậm của vị trí tương tác giữa chùm hạt phun với tốc độ di chuyển
của bề mặt có chịu ảnh hưởng nhưng không lớn .Tuy nhiên bằng thực nghiệm
cho thấy khi các lớp phủ được phun lên bề mặt chi tiết còn phụ thuộc vào
nhiều yếu tố có tác động ảnh hưởng đến độ xốp lớp phủ. Trong phạm vi
nghiên cứu này do mức độ thay đổi của tốc độ bề măt chi tiết phun thay đổi
chưa nhiều và với cùng chế độ phun là lưu lượng cấp bột phun, lượng dịch
chuyển súng phun không đổi thì mức độ ảnh hưởng của tốc độ quay hay tốc
độ bề mặt chi tiết tới độ xốp lớp phủ thay đổi cụ thể như sau: với sự thay đổi
các mức của tốc độ quay khi cùng chế độ thực nghiệm là m = 35 vòng/phút và
S = 6 mm/vòng thì độ xốp thay đổi γ = 2,26 % ÷ 2,59 % .
4.2.3. Ảnh hưởng của dịch chuyển súng phun tới độ xốp lớp phủ
Trên đồ thị 2D và 3D hình 4.5 và 4.6 cho thấy khi thay đổi lượng dịch
chuyển súng phun từ 3 mm/vòng; 6 mm/vòng; 9 mm/vòng với chế độ thực
nghiệm theo quy hoạch trên các mẫu thì độ xốp lớp phủ có thay đổi với các
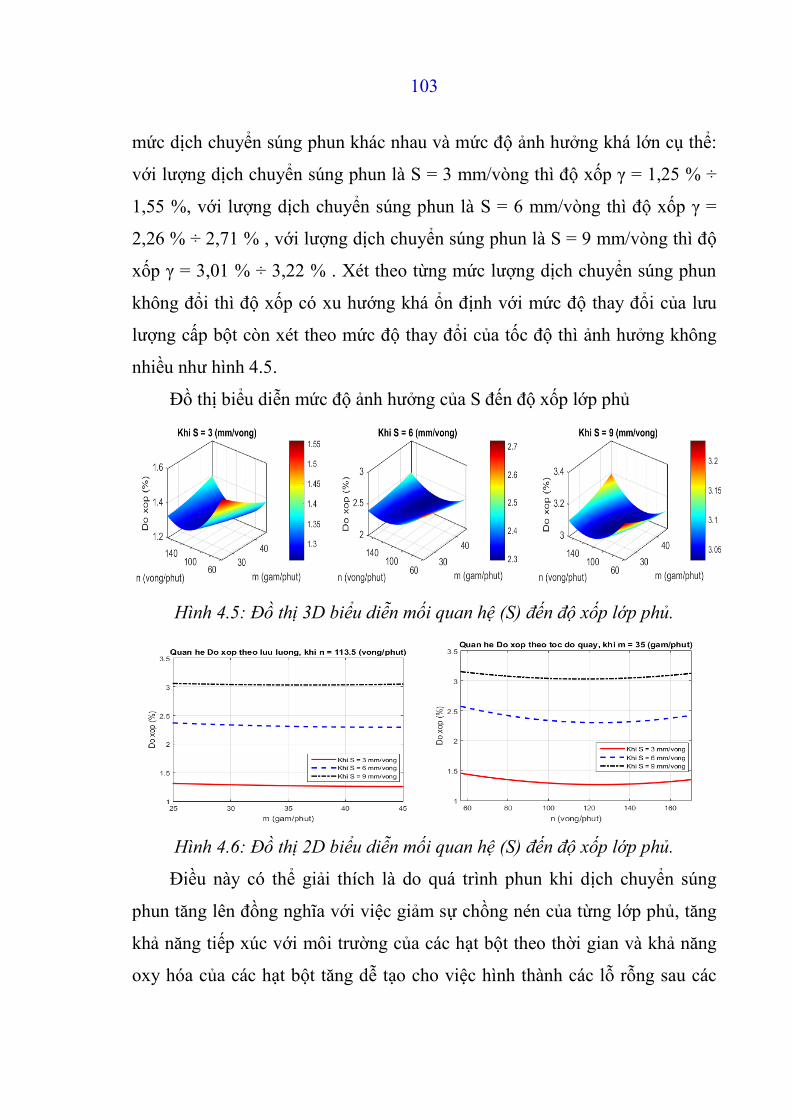
103
mức dịch chuyển súng phun khác nhau và mức độ ảnh hưởng khá lớn cụ thể:
với lượng dịch chuyển súng phun là S = 3 mm/vòng thì độ xốp γ = 1,25 % ÷
1,55 %, với lượng dịch chuyển súng phun là S = 6 mm/vòng thì độ xốp γ =
2,26 % ÷ 2,71 % , với lượng dịch chuyển súng phun là S = 9 mm/vòng thì độ
xốp γ = 3,01 % ÷ 3,22 % . Xét theo từng mức lượng dịch chuyển súng phun
không đổi thì độ xốp có xu hướng khá ổn định với mức độ thay đổi của lưu
lượng cấp bột còn xét theo mức độ thay đổi của tốc độ thì ảnh hưởng không
nhiều như hình 4.5.
Đồ thị biểu diễn mức độ ảnh hưởng của S đến độ xốp lớp phủ
Hình 4.5: Đồ thị 3D biểu diễn mối quan hệ (S) đến độ xốp lớp phủ.
Hình 4.6: Đồ thị 2D biểu diễn mối quan hệ (S) đến độ xốp lớp phủ.
Điều này có thể giải thích là do quá trình phun khi dịch chuyển súng
phun tăng lên đồng nghĩa với việc giảm sự chồng nén của từng lớp phủ, tăng
khả năng tiếp xúc với môi trường của các hạt bột theo thời gian và khả năng
oxy hóa của các hạt bột tăng dễ tạo cho việc hình thành các lỗ rỗng sau các
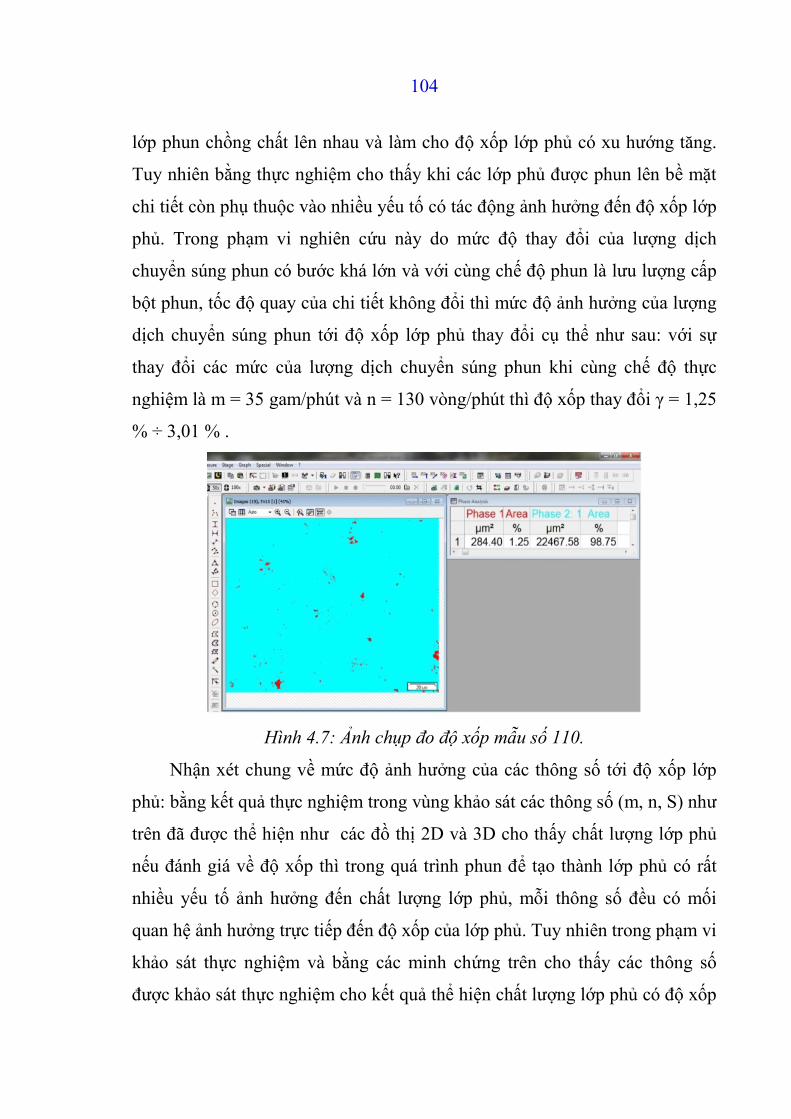
104
lớp phun chồng chất lên nhau và làm cho độ xốp lớp phủ có xu hướng tăng.
Tuy nhiên bằng thực nghiệm cho thấy khi các lớp phủ được phun lên bề mặt
chi tiết còn phụ thuộc vào nhiều yếu tố có tác động ảnh hưởng đến độ xốp lớp
phủ. Trong phạm vi nghiên cứu này do mức độ thay đổi của lượng dịch
chuyển súng phun có bước khá lớn và với cùng chế độ phun là lưu lượng cấp
bột phun, tốc độ quay của chi tiết không đổi thì mức độ ảnh hưởng của lượng
dịch chuyển súng phun tới độ xốp lớp phủ thay đổi cụ thể như sau: với sự
thay đổi các mức của lượng dịch chuyển súng phun khi cùng chế độ thực
nghiệm là m = 35 gam/phút và n = 130 vòng/phút thì độ xốp thay đổi γ = 1,25
% ÷ 3,01 % .
Hình 4.7: Ảnh chụp đo độ xốp mẫu số 110.
Nhận xét chung về mức độ ảnh hưởng của các thông số tới độ xốp lớp
phủ: bằng kết quả thực nghiệm trong vùng khảo sát các thông số (m, n, S) như
trên đã được thể hiện như các đồ thị 2D và 3D cho thấy chất lượng lớp phủ
nếu đánh giá về độ xốp thì trong quá trình phun để tạo thành lớp phủ có rất
nhiều yếu tố ảnh hưởng đến chất lượng lớp phủ, mỗi thông số đều có mối
quan hệ ảnh hưởng trực tiếp đến độ xốp của lớp phủ. Tuy nhiên trong phạm vi
khảo sát thực nghiệm và bằng các minh chứng trên cho thấy các thông số
được khảo sát thực nghiệm cho kết quả thể hiện chất lượng lớp phủ có độ xốp
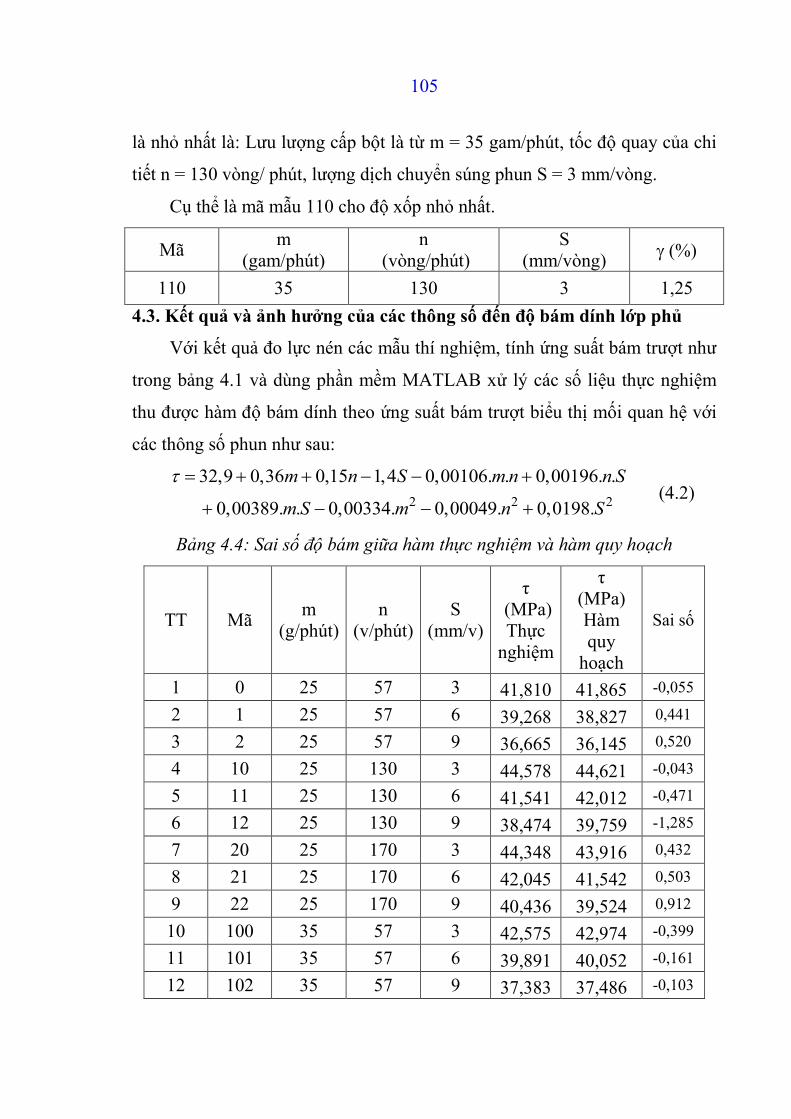
105
là nhỏ nhất là: Lưu lượng cấp bột là từ m = 35 gam/phút, tốc độ quay của chi
tiết n = 130 vòng/ phút, lượng dịch chuyển súng phun S = 3 mm/vòng.
Cụ thể là mã mẫu 110 cho độ xốp nhỏ nhất.
Mã m
(gam/phút)
n
(vòng/phút)
S
(mm/vòng) (%)
110 35 130 3 1,25
4.3. Kết quả và ảnh hưởng của các thông số đến độ bám dính lớp phủ
Với kết quả đo lực nén các mẫu thí nghiệm, tính ứng suất bám trượt như
trong bảng 4.1 và dùng phần mềm MATLAB xử lý các số liệu thực nghiệm
thu được hàm độ bám dính theo ứng suất bám trượt biểu thị mối quan hệ với
các thông số phun như sau:
2 2 2
32,9 0,36 0,15 1,4 0,00106. . 0,00196. .
0,00389. . 0,00334. 0,00049. 0,0198.
m n S m n n S
m S m n S
(4.2)
Bảng 4.4: Sai số độ bám giữa hàm thực nghiệm và hàm quy hoạch
TT Mã m
(g/phút)
n
(v/phút)
S
(mm/v)
τ
(MPa)
Thực
nghiệm
τ
(MPa)
Hàm
quy
hoạch
Sai số
1 0 25 57 3 41,810 41,865 -0,055
2 1 25 57 6 39,268 38,827 0,441
3 2 25 57 9 36,665 36,145 0,520
4 10 25 130 3 44,578 44,621 -0,043
5 11 25 130 6 41,541 42,012 -0,471
6 12 25 130 9 38,474 39,759 -1,285
7 20 25 170 3 44,348 43,916 0,432
8 21 25 170 6 42,045 41,542 0,503
9 22 25 170 9 40,436 39,524 0,912
10 100 35 57 3 42,575 42,974 -0,399
11 101 35 57 6 39,891 40,052 -0,161
12 102 35 57 9 37,383 37,486 -0,103
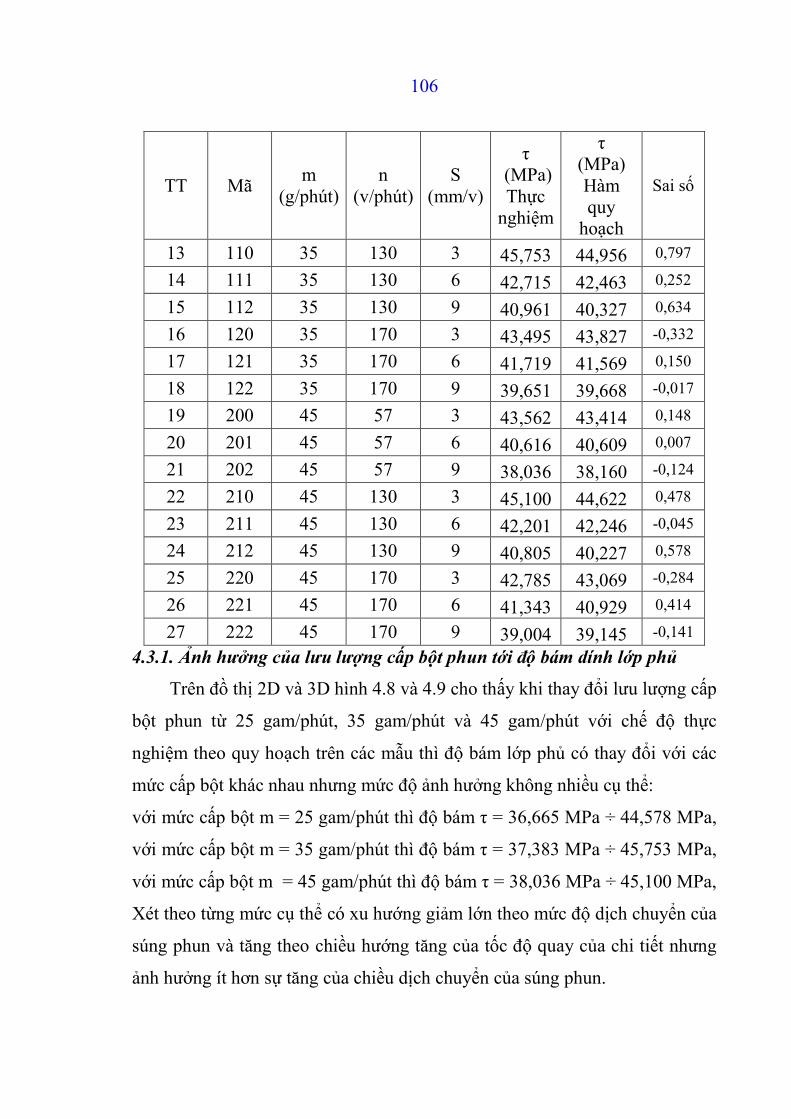
106
TT Mã m
(g/phút)
n
(v/phút)
S
(mm/v)
τ
(MPa)
Thực
nghiệm
τ
(MPa)
Hàm
quy
hoạch
Sai số
13 110 35 130 3 45,753 44,956 0,797
14 111 35 130 6 42,715 42,463 0,252
15 112 35 130 9 40,961 40,327 0,634
16 120 35 170 3 43,495 43,827 -0,332
17 121 35 170 6 41,719 41,569 0,150
18 122 35 170 9 39,651 39,668 -0,017
19 200 45 57 3 43,562 43,414 0,148
20 201 45 57 6 40,616 40,609 0,007
21 202 45 57 9 38,036 38,160 -0,124
22 210 45 130 3 45,100 44,622 0,478
23 211 45 130 6 42,201 42,246 -0,045
24 212 45 130 9 40,805 40,227 0,578
25 220 45 170 3 42,785 43,069 -0,284
26 221 45 170 6 41,343 40,929 0,414
27 222 45 170 9 39,004 39,145 -0,141
4.3.1. Ảnh hưởng của lưu lượng cấp bột phun tới độ bám dính lớp phủ
Trên đồ thị 2D và 3D hình 4.8 và 4.9 cho thấy khi thay đổi lưu lượng cấp
bột phun từ 25 gam/phút, 35 gam/phút và 45 gam/phút với chế độ thực
nghiệm theo quy hoạch trên các mẫu thì độ bám lớp phủ có thay đổi với các
mức cấp bột khác nhau nhưng mức độ ảnh hưởng không nhiều cụ thể:
với mức cấp bột m = 25 gam/phút thì độ bám τ = 36,665 MPa ÷ 44,578 MPa,
với mức cấp bột m = 35 gam/phút thì độ bám τ = 37,383 MPa ÷ 45,753 MPa,
với mức cấp bột m = 45 gam/phút thì độ bám τ = 38,036 MPa ÷ 45,100 MPa,
Xét theo từng mức cụ thể có xu hướng giảm lớn theo mức độ dịch chuyển của
súng phun và tăng theo chiều hướng tăng của tốc độ quay của chi tiết nhưng
ảnh hưởng ít hơn sự tăng của chiều dịch chuyển của súng phun.
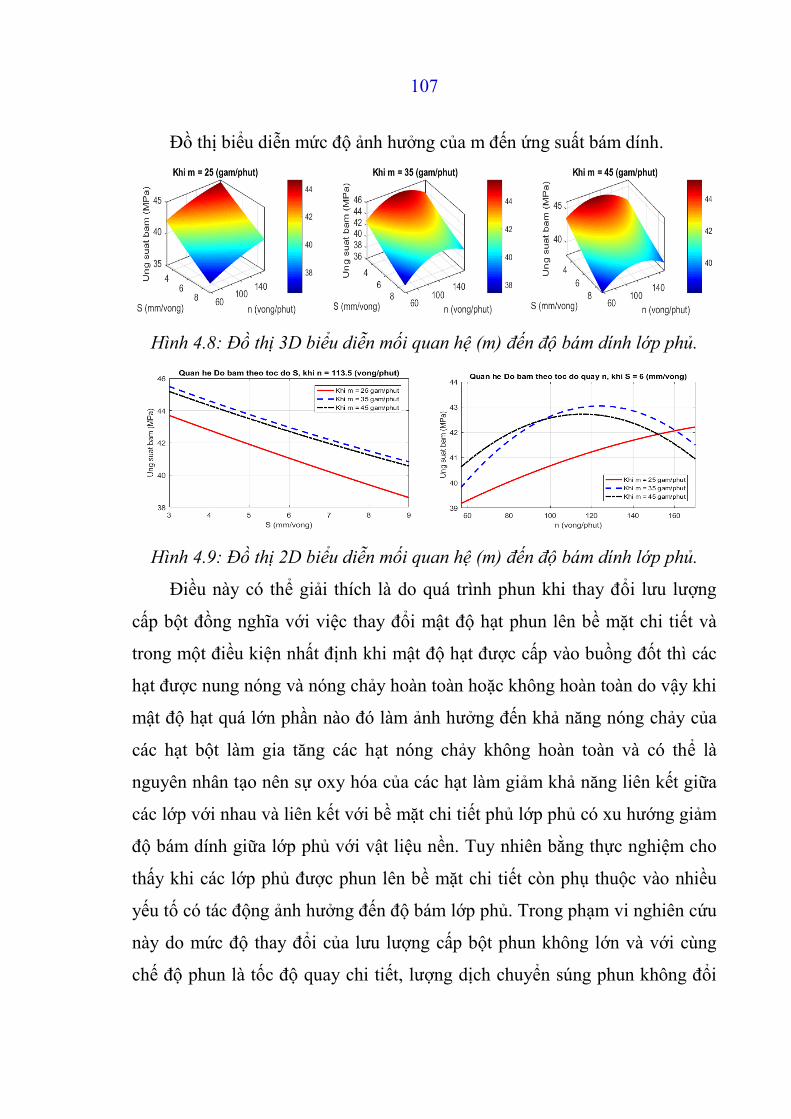
107
Đồ thị biểu diễn mức độ ảnh hưởng của m đến ứng suất bám dính.
Hình 4.8: Đồ thị 3D biểu diễn mối quan hệ (m) đến độ bám dính lớp phủ.
Hình 4.9: Đồ thị 2D biểu diễn mối quan hệ (m) đến độ bám dính lớp phủ.
Điều này có thể giải thích là do quá trình phun khi thay đổi lưu lượng
cấp bột đồng nghĩa với việc thay đổi mật độ hạt phun lên bề mặt chi tiết và
trong một điều kiện nhất định khi mật độ hạt được cấp vào buồng đốt thì các
hạt được nung nóng và nóng chảy hoàn toàn hoặc không hoàn toàn do vậy khi
mật độ hạt quá lớn phần nào đó làm ảnh hưởng đến khả năng nóng chảy của
các hạt bột làm gia tăng các hạt nóng chảy không hoàn toàn và có thể là
nguyên nhân tạo nên sự oxy hóa của các hạt làm giảm khả năng liên kết giữa
các lớp với nhau và liên kết với bề mặt chi tiết phủ lớp phủ có xu hướng giảm
độ bám dính giữa lớp phủ với vật liệu nền. Tuy nhiên bằng thực nghiệm cho
thấy khi các lớp phủ được phun lên bề mặt chi tiết còn phụ thuộc vào nhiều
yếu tố có tác động ảnh hưởng đến độ bám lớp phủ. Trong phạm vi nghiên cứu
này do mức độ thay đổi của lưu lượng cấp bột phun không lớn và với cùng
chế độ phun là tốc độ quay chi tiết, lượng dịch chuyển súng phun không đổi
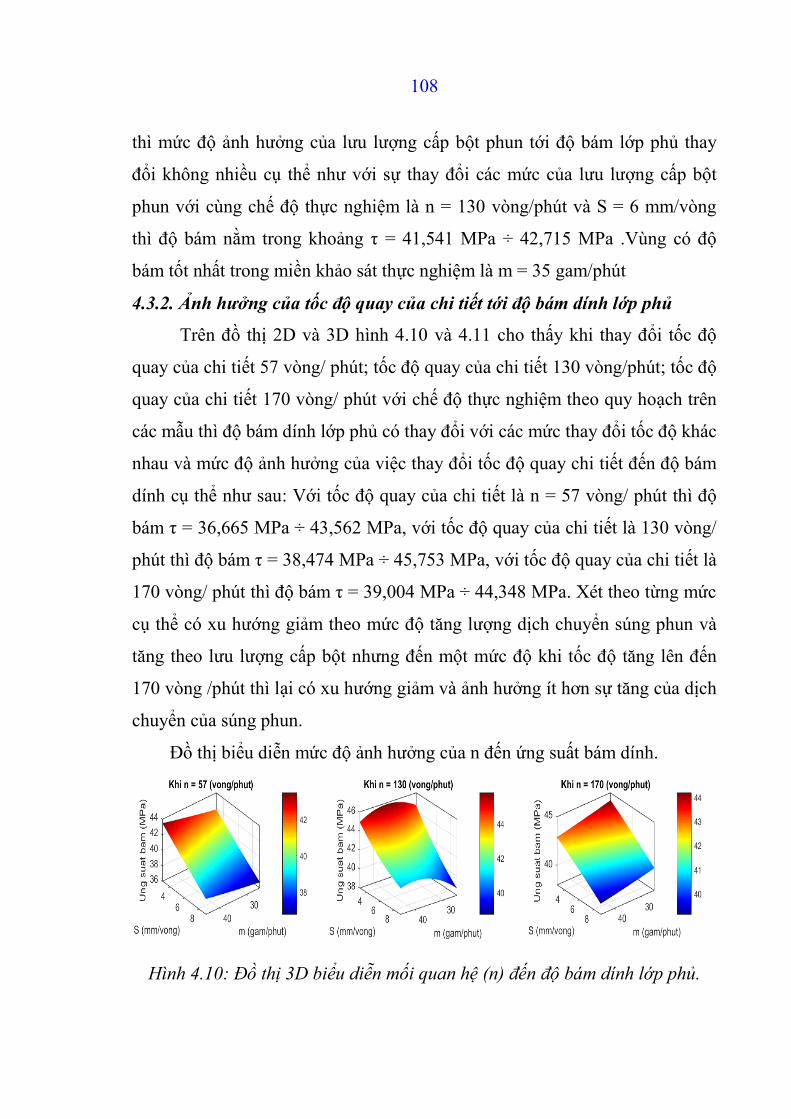
108
thì mức độ ảnh hưởng của lưu lượng cấp bột phun tới độ bám lớp phủ thay
đổi không nhiều cụ thể như với sự thay đổi các mức của lưu lượng cấp bột
phun với cùng chế độ thực nghiệm là n = 130 vòng/phút và S = 6 mm/vòng
thì độ bám nằm trong khoảng τ = 41,541 MPa ÷ 42,715 MPa .Vùng có độ
bám tốt nhất trong miền khảo sát thực nghiệm là m = 35 gam/phút
4.3.2. Ảnh hưởng của tốc độ quay của chi tiết tới độ bám dính lớp phủ
Trên đồ thị 2D và 3D hình 4.10 và 4.11 cho thấy khi thay đổi tốc độ
quay của chi tiết 57 vòng/ phút; tốc độ quay của chi tiết 130 vòng/phút; tốc độ
quay của chi tiết 170 vòng/ phút với chế độ thực nghiệm theo quy hoạch trên
các mẫu thì độ bám dính lớp phủ có thay đổi với các mức thay đổi tốc độ khác
nhau và mức độ ảnh hưởng của việc thay đổi tốc độ quay chi tiết đến độ bám
dính cụ thể như sau: Với tốc độ quay của chi tiết là n = 57 vòng/ phút thì độ
bám τ = 36,665 MPa ÷ 43,562 MPa, với tốc độ quay của chi tiết là 130 vòng/
phút thì độ bám τ = 38,474 MPa ÷ 45,753 MPa, với tốc độ quay của chi tiết là
170 vòng/ phút thì độ bám τ = 39,004 MPa ÷ 44,348 MPa. Xét theo từng mức
cụ thể có xu hướng giảm theo mức độ tăng lượng dịch chuyển súng phun và
tăng theo lưu lượng cấp bột nhưng đến một mức độ khi tốc độ tăng lên đến
170 vòng /phút thì lại có xu hướng giảm và ảnh hưởng ít hơn sự tăng của dịch
chuyển của súng phun.
Đồ thị biểu diễn mức độ ảnh hưởng của n đến ứng suất bám dính.
Hình 4.10: Đồ thị 3D biểu diễn mối quan hệ (n) đến độ bám dính lớp phủ.
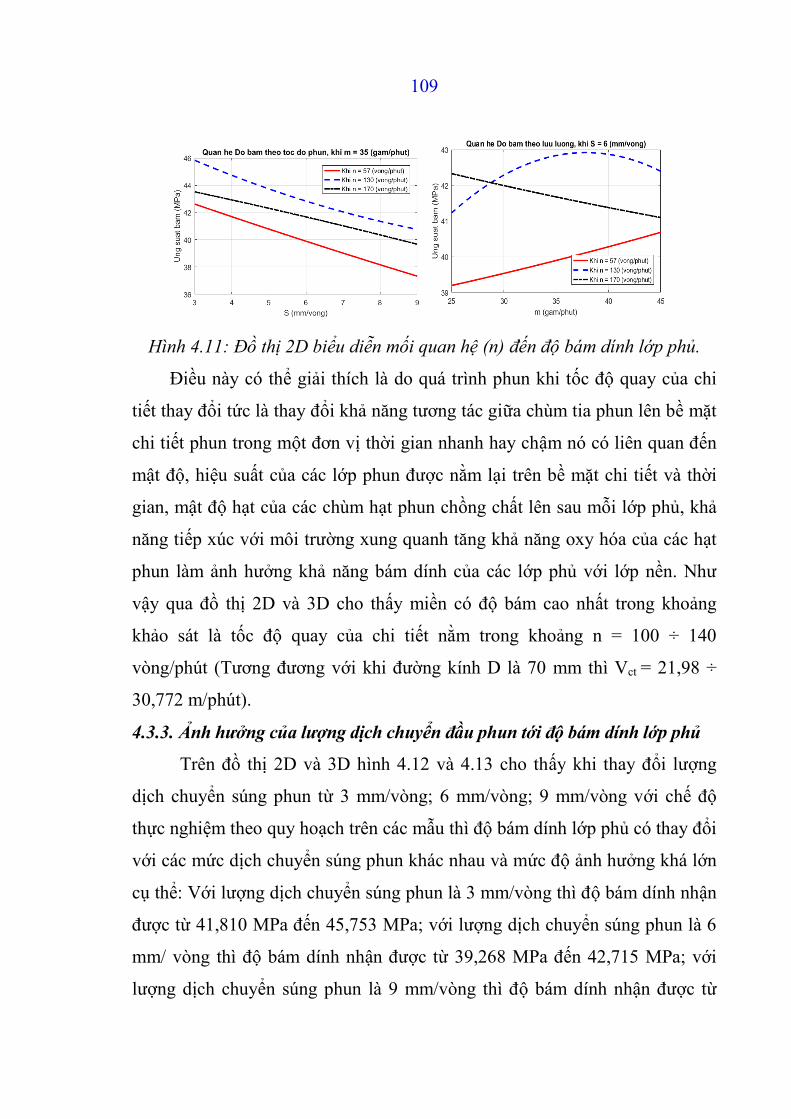
109
Hình 4.11: Đồ thị 2D biểu diễn mối quan hệ (n) đến độ bám dính lớp phủ.
Điều này có thể giải thích là do quá trình phun khi tốc độ quay của chi
tiết thay đổi tức là thay đổi khả năng tương tác giữa chùm tia phun lên bề mặt
chi tiết phun trong một đơn vị thời gian nhanh hay chậm nó có liên quan đến
mật độ, hiệu suất của các lớp phun được nằm lại trên bề mặt chi tiết và thời
gian, mật độ hạt của các chùm hạt phun chồng chất lên sau mỗi lớp phủ, khả
năng tiếp xúc với môi trường xung quanh tăng khả năng oxy hóa của các hạt
phun làm ảnh hưởng khả năng bám dính của các lớp phủ với lớp nền. Như
vậy qua đồ thị 2D và 3D cho thấy miền có độ bám cao nhất trong khoảng
khảo sát là tốc độ quay của chi tiết nằm trong khoảng n = 100 ÷ 140
vòng/phút (Tương đương với khi đường kính D là 70 mm thì Vct = 21,98 ÷
30,772 m/phút).
4.3.3. Ảnh hưởng của lượng dịch chuyển đầu phun tới độ bám dính lớp phủ
Trên đồ thị 2D và 3D hình 4.12 và 4.13 cho thấy khi thay đổi lượng
dịch chuyển súng phun từ 3 mm/vòng; 6 mm/vòng; 9 mm/vòng với chế độ
thực nghiệm theo quy hoạch trên các mẫu thì độ bám dính lớp phủ có thay đổi
với các mức dịch chuyển súng phun khác nhau và mức độ ảnh hưởng khá lớn
cụ thể: Với lượng dịch chuyển súng phun là 3 mm/vòng thì độ bám dính nhận
được từ 41,810 MPa đến 45,753 MPa; với lượng dịch chuyển súng phun là 6
mm/ vòng thì độ bám dính nhận được từ 39,268 MPa đến 42,715 MPa; với
lượng dịch chuyển súng phun là 9 mm/vòng thì độ bám dính nhận được từ
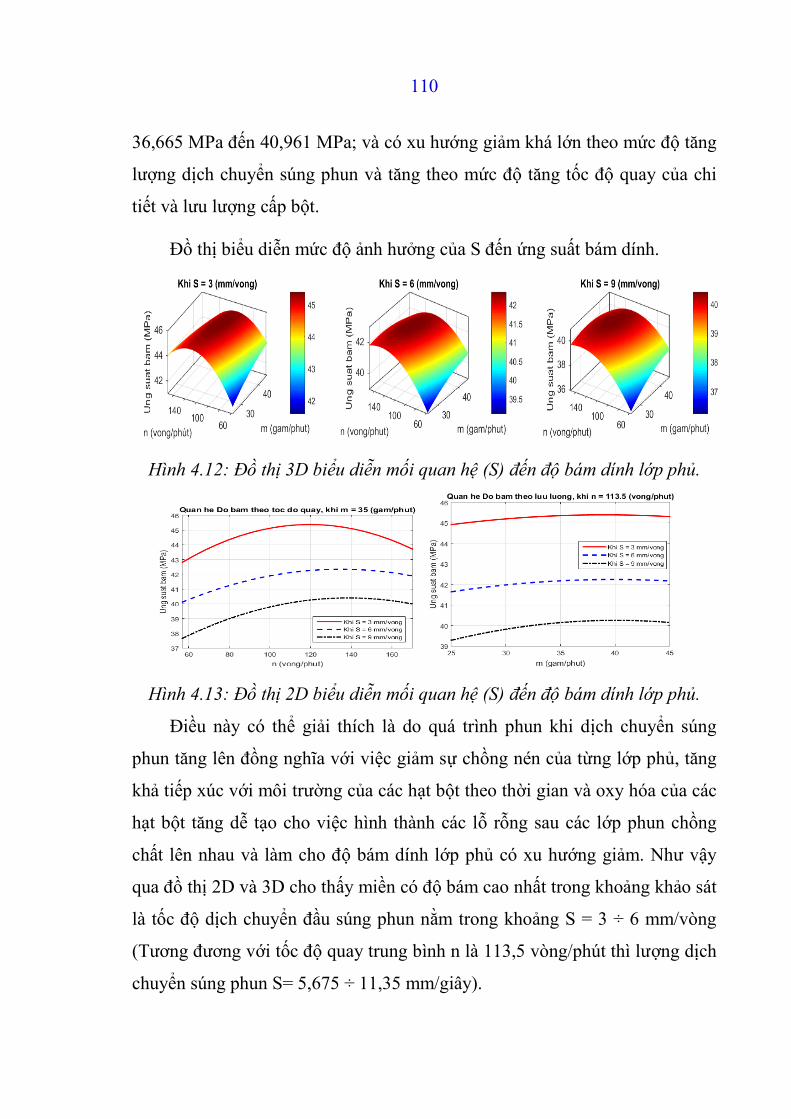
110
36,665 MPa đến 40,961 MPa; và có xu hướng giảm khá lớn theo mức độ tăng
lượng dịch chuyển súng phun và tăng theo mức độ tăng tốc độ quay của chi
tiết và lưu lượng cấp bột.
Đồ thị biểu diễn mức độ ảnh hưởng của S đến ứng suất bám dính.
Hình 4.12: Đồ thị 3D biểu diễn mối quan hệ (S) đến độ bám dính lớp phủ.
Hình 4.13: Đồ thị 2D biểu diễn mối quan hệ (S) đến độ bám dính lớp phủ.
Điều này có thể giải thích là do quá trình phun khi dịch chuyển súng
phun tăng lên đồng nghĩa với việc giảm sự chồng nén của từng lớp phủ, tăng
khả tiếp xúc với môi trường của các hạt bột theo thời gian và oxy hóa của các
hạt bột tăng dễ tạo cho việc hình thành các lỗ rỗng sau các lớp phun chồng
chất lên nhau và làm cho độ bám dính lớp phủ có xu hướng giảm. Như vậy
qua đồ thị 2D và 3D cho thấy miền có độ bám cao nhất trong khoảng khảo sát
là tốc độ dịch chuyển đầu súng phun nằm trong khoảng S = 3 ÷ 6 mm/vòng
(Tương đương với tốc độ quay trung bình n là 113,5 vòng/phút thì lượng dịch
chuyển súng phun S= 5,675 ÷ 11,35 mm/giây).
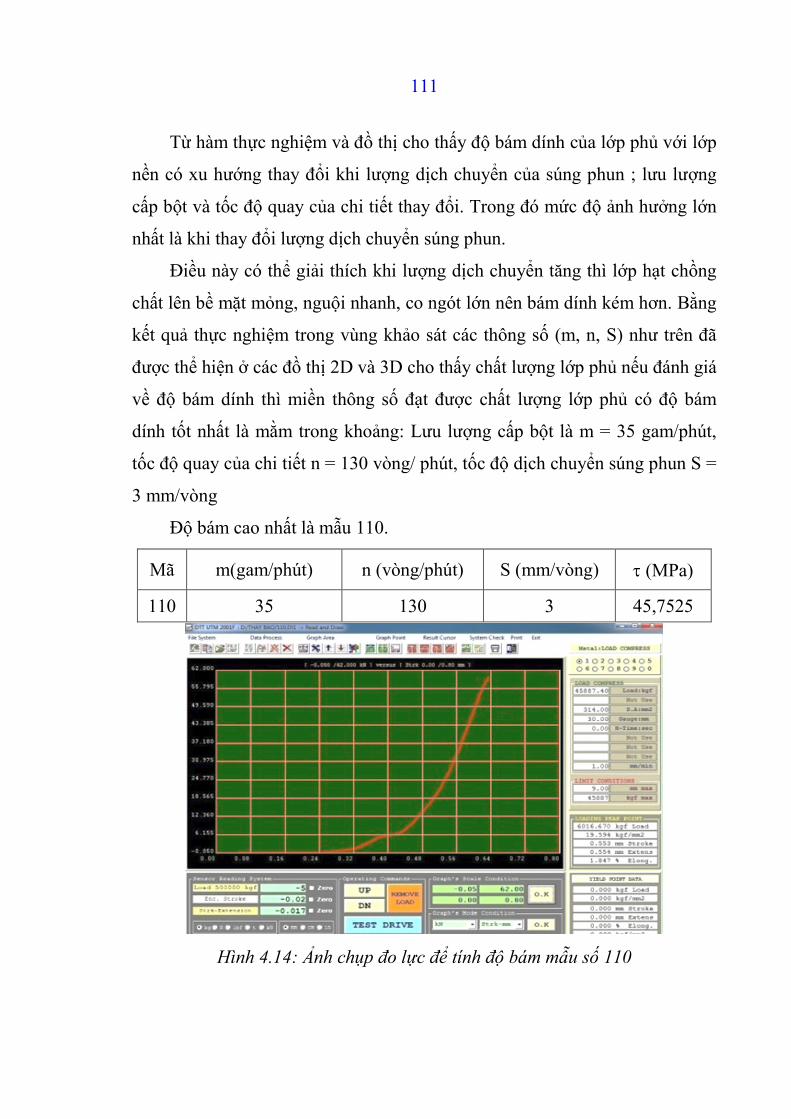
111
Từ hàm thực nghiệm và đồ thị cho thấy độ bám dính của lớp phủ với lớp
nền có xu hướng thay đổi khi lượng dịch chuyển của súng phun ; lưu lượng
cấp bột và tốc độ quay của chi tiết thay đổi. Trong đó mức độ ảnh hưởng lớn
nhất là khi thay đổi lượng dịch chuyển súng phun.
Điều này có thể giải thích khi lượng dịch chuyển tăng thì lớp hạt chồng
chất lên bề mặt mỏng, nguội nhanh, co ngót lớn nên bám dính kém hơn. Bằng
kết quả thực nghiệm trong vùng khảo sát các thông số (m, n, S) như trên đã
được thể hiện ở các đồ thị 2D và 3D cho thấy chất lượng lớp phủ nếu đánh giá
về độ bám dính thì miền thông số đạt được chất lượng lớp phủ có độ bám
dính tốt nhất là mằm trong khoảng: Lưu lượng cấp bột là m = 35 gam/phút,
tốc độ quay của chi tiết n = 130 vòng/ phút, tốc độ dịch chuyển súng phun S =
3 mm/vòng
Độ bám cao nhất là mẫu 110.
Mã m(gam/phút) n (vòng/phút) S (mm/vòng) (MPa)
110 35 130 3 45,7525
Hình 4.14: Ảnh chụp đo lực để tính độ bám mẫu số 110
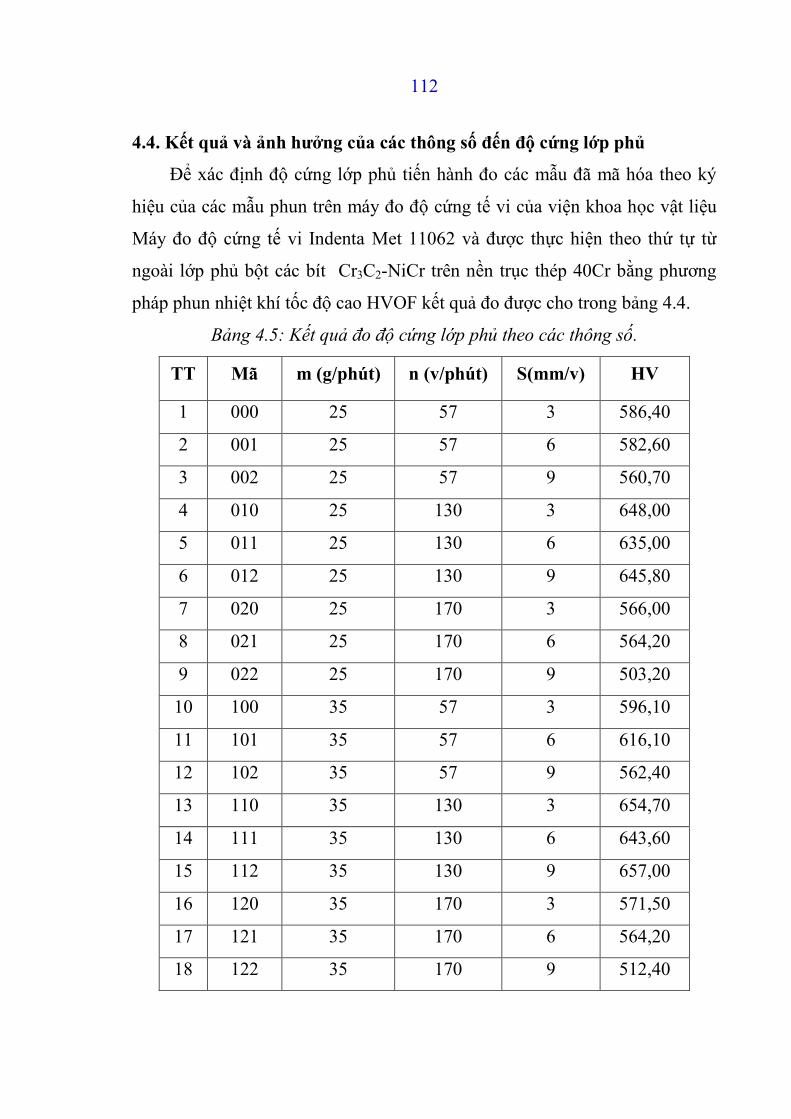
112
4.4. Kết quả và ảnh hưởng của các thông số đến độ cứng lớp phủ
Để xác định độ cứng lớp phủ tiến hành đo các mẫu đã mã hóa theo ký
hiệu của các mẫu phun trên máy đo độ cứng tế vi của viện khoa học vật liệu
Máy đo độ cứng tế vi Indenta Met 11062 và được thực hiện theo thứ tự từ
ngoài lớp phủ bột các bít Cr3C2-NiCr trên nền trục thép 40Cr bằng phương
pháp phun nhiệt khí tốc độ cao HVOF kết quả đo được cho trong bảng 4.4.
Bảng 4.5: Kết quả đo độ cứng lớp phủ theo các thông số.
TT Mã m (g/phút) n (v/phút) S(mm/v) HV
1 000 25 57 3 586,40
2 001 25 57 6 582,60
3 002 25 57 9 560,70
4 010 25 130 3 648,00
5 011 25 130 6 635,00
6 012 25 130 9 645,80
7 020 25 170 3 566,00
8 021 25 170 6 564,20
9 022 25 170 9 503,20
10 100 35 57 3 596,10
11 101 35 57 6 616,10
12 102 35 57 9 562,40
13 110 35 130 3 654,70
14 111 35 130 6 643,60
15 112 35 130 9 657,00
16 120 35 170 3 571,50
17 121 35 170 6 564,20
18 122 35 170 9 512,40
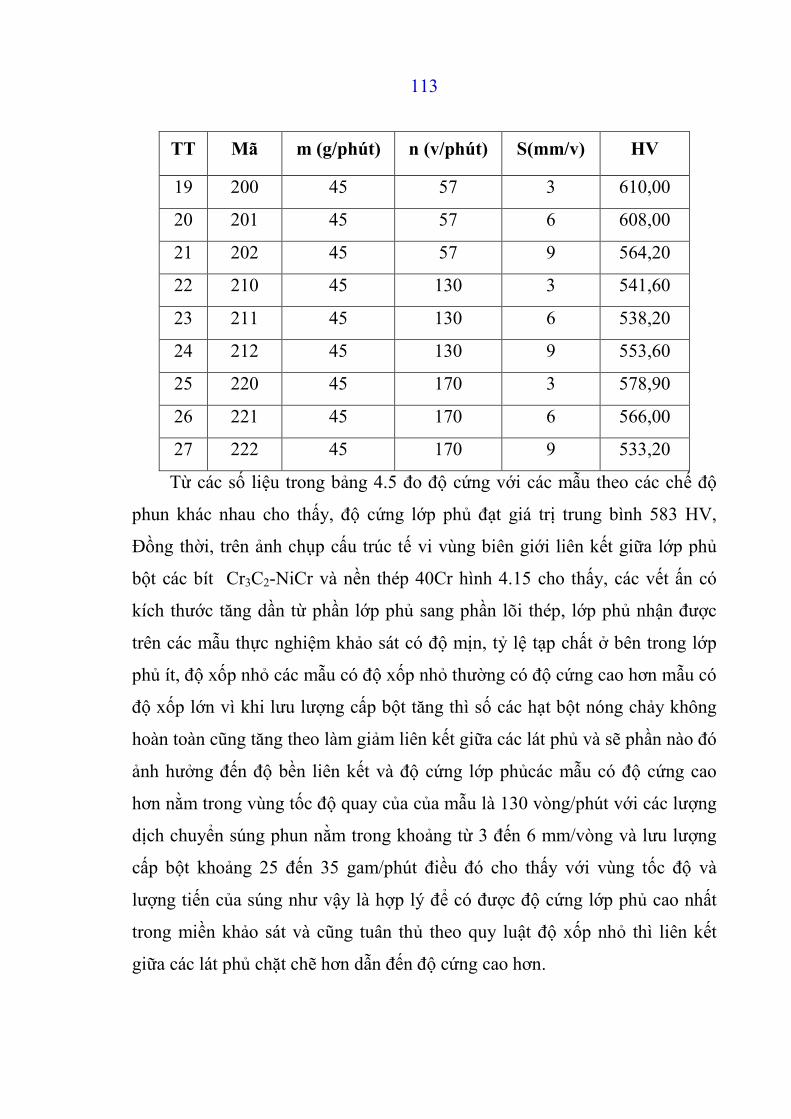
113
TT Mã m (g/phút) n (v/phút) S(mm/v) HV
19 200 45 57 3 610,00
20 201 45 57 6 608,00
21 202 45 57 9 564,20
22 210 45 130 3 541,60
23 211 45 130 6 538,20
24 212 45 130 9 553,60
25 220 45 170 3 578,90
26 221 45 170 6 566,00
27 222 45 170 9 533,20
Từ các số liệu trong bảng 4.5 đo độ cứng với các mẫu theo các chế độ
phun khác nhau cho thấy, độ cứng lớp phủ đạt giá trị trung bình 583 HV,
Đồng thời, trên ảnh chụp cấu trúc tế vi vùng biên giới liên kết giữa lớp phủ
bột các bít Cr3C2-NiCr và nền thép 40Cr hình 4.15 cho thấy, các vết ấn có
kích thước tăng dần từ phần lớp phủ sang phần lõi thép, lớp phủ nhận được
trên các mẫu thực nghiệm khảo sát có độ mịn, tỷ lệ tạp chất ở bên trong lớp
phủ ít, độ xốp nhỏ các mẫu có độ xốp nhỏ thường có độ cứng cao hơn mẫu có
độ xốp lớn vì khi lưu lượng cấp bột tăng thì số các hạt bột nóng chảy không
hoàn toàn cũng tăng theo làm giảm liên kết giữa các lát phủ và sẽ phần nào đó
ảnh hưởng đến độ bền liên kết và độ cứng lớp phủcác mẫu có độ cứng cao
hơn nằm trong vùng tốc độ quay của của mẫu là 130 vòng/phút với các lượng
dịch chuyển súng phun nằm trong khoảng từ 3 đến 6 mm/vòng và lưu lượng
cấp bột khoảng 25 đến 35 gam/phút điều đó cho thấy với vùng tốc độ và
lượng tiến của súng như vậy là hợp lý để có được độ cứng lớp phủ cao nhất
trong miền khảo sát và cũng tuân thủ theo quy luật độ xốp nhỏ thì liên kết
giữa các lát phủ chặt chẽ hơn dẫn đến độ cứng cao hơn.
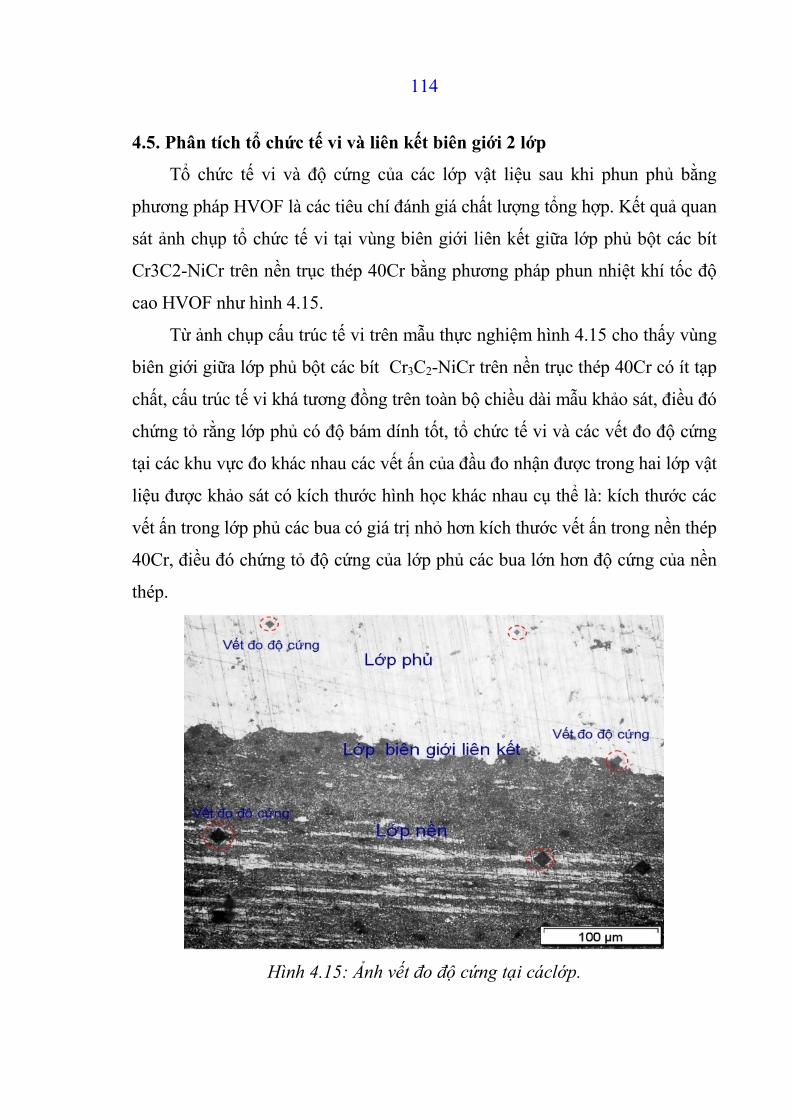
114
4.5. Phân tích tổ chức tế vi và liên kết biên giới 2 lớp
Tổ chức tế vi và độ cứng của các lớp vật liệu sau khi phun phủ bằng
phương pháp HVOF là các tiêu chí đánh giá chất lượng tổng hợp. Kết quả quan
sát ảnh chụp tổ chức tế vi tại vùng biên giới liên kết giữa lớp phủ bột các bít
Cr3C2-NiCr trên nền trục thép 40Cr bằng phương pháp phun nhiệt khí tốc độ
cao HVOF như hình 4.15.
Từ ảnh chụp cấu trúc tế vi trên mẫu thực nghiệm hình 4.15 cho thấy vùng
biên giới giữa lớp phủ bột các bít Cr3C2-NiCr trên nền trục thép 40Cr có ít tạp
chất, cấu trúc tế vi khá tương đồng trên toàn bộ chiều dài mẫu khảo sát, điều đó
chứng tỏ rằng lớp phủ có độ bám dính tốt, tổ chức tế vi và các vết đo độ cứng
tại các khu vực đo khác nhau các vết ấn của đầu đo nhận được trong hai lớp vật
liệu được khảo sát có kích thước hình học khác nhau cụ thể là: kích thước các
vết ấn trong lớp phủ các bua có giá trị nhỏ hơn kích thước vết ấn trong nền thép
40Cr, điều đó chứng tỏ độ cứng của lớp phủ các bua lớn hơn độ cứng của nền
thép.
Hình 4.15: Ảnh vết đo độ cứng tại cáclớp.
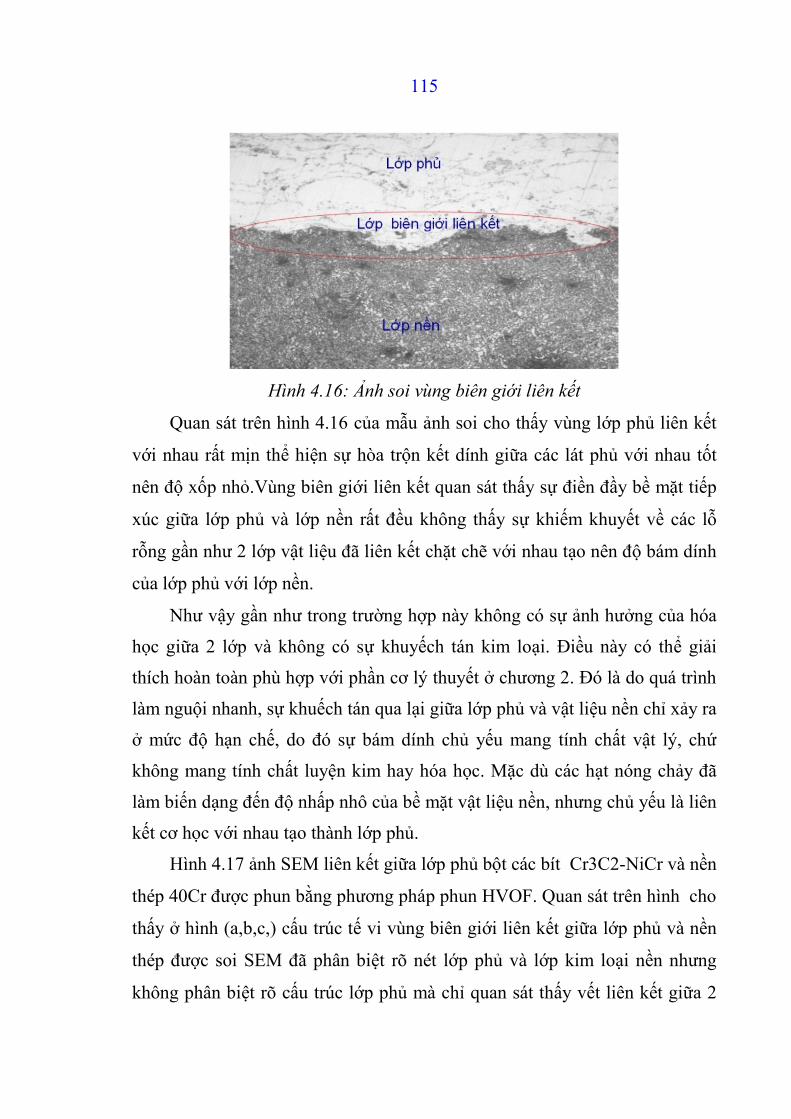
115
Hình 4.16: Ảnh soi vùng biên giới liên kết
Quan sát trên hình 4.16 của mẫu ảnh soi cho thấy vùng lớp phủ liên kết
với nhau rất mịn thể hiện sự hòa trộn kết dính giữa các lát phủ với nhau tốt
nên độ xốp nhỏ.Vùng biên giới liên kết quan sát thấy sự điền đầy bề mặt tiếp
xúc giữa lớp phủ và lớp nền rất đều không thấy sự khiếm khuyết về các lỗ
rỗng gần như 2 lớp vật liệu đã liên kết chặt chẽ với nhau tạo nên độ bám dính
của lớp phủ với lớp nền.
Như vậy gần như trong trường hợp này không có sự ảnh hưởng của hóa
học giữa 2 lớp và không có sự khuyếch tán kim loại. Điều này có thể giải
thích hoàn toàn phù hợp với phần cơ lý thuyết ở chương 2. Đó là do quá trình
làm nguội nhanh, sự khuếch tán qua lại giữa lớp phủ và vật liệu nền chỉ xảy ra
ở mức độ hạn chế, do đó sự bám dính chủ yếu mang tính chất vật lý, chứ
không mang tính chất luyện kim hay hóa học. Mặc dù các hạt nóng chảy đã
làm biến dạng đến độ nhấp nhô của bề mặt vật liệu nền, nhưng chủ yếu là liên
kết cơ học với nhau tạo thành lớp phủ.
Hình 4.17 ảnh SEM liên kết giữa lớp phủ bột các bít Cr3C2-NiCr và nền
thép 40Cr được phun bằng phương pháp phun HVOF. Quan sát trên hình cho
thấy ở hình (a,b,c,) cấu trúc tế vi vùng biên giới liên kết giữa lớp phủ và nền
thép được soi SEM đã phân biệt rõ nét lớp phủ và lớp kim loại nền nhưng
không phân biệt rõ cấu trúc lớp phủ mà chỉ quan sát thấy vết liên kết giữa 2
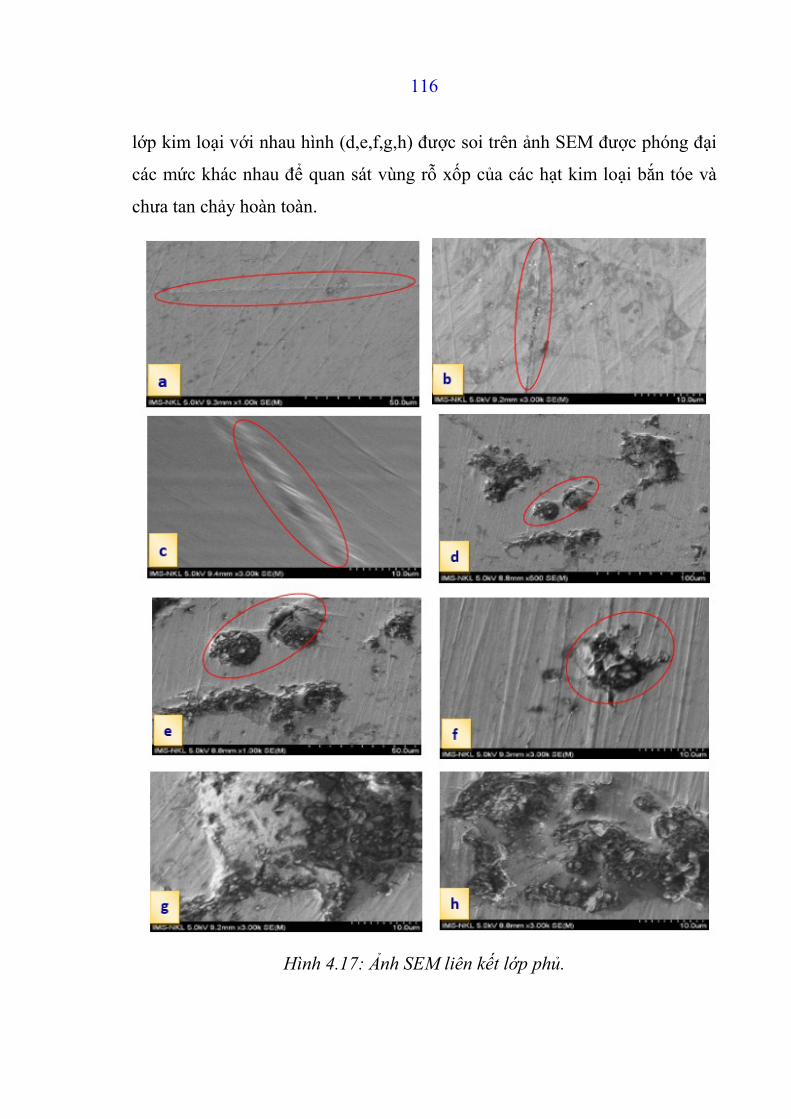
116
lớp kim loại với nhau hình (d,e,f,g,h) được soi trên ảnh SEM được phóng đại
các mức khác nhau để quan sát vùng rỗ xốp của các hạt kim loại bắn tóe và
chưa tan chảy hoàn toàn.
Hình 4.17: Ảnh SEM liên kết lớp phủ.
117
Quan sát ảnh chụp cấu trúc tế vi các mẫu thực nghiệm trên các hình có độ
phóng đại 1.000 và 3.000 lần cho thấy: Vùng biên giới liên kết giữa lớp phủ bột
các bít Cr3C2-NiCr và nền thép 40Cr có ít tạp chất, cấu trúc tế vi của vùng lớp
phủ có độ mịn hơn phần vật liệu nền và phần liên kết là sự bám dính với nhau
tương đối mịn, điều đó cho thấy lớp phủ có độ bám dính tốt. Tuy nhiên trên
một số vị trí của mẫu SEM thấy có một số vùng có khiếm khuyết nguyên nhân
có thể là do quá trình phun lớp phủ được làm nguội nhanh nên xảy ra hiện
tượng co ngót kim loại đột ngột gây ra hiện tượng ứng suất dư trong lớp phủ và
do xuất hiện tạp chất có trong quá trình chuẩn bị bề mặt mẫu chưa được làm
sạch hết.
Qua kết quả thực nghiệm cho thấy biến dạng của hạt một phần tan chảy
khi tác động vào vật liệu nền và thời gian dừng của dòng hạt lên bề mặt nền
có ảnh hưởng đến chất lượng lớp phủ cụ thể như sau: Khi một hạt chạm vào
bề mặt, phần nóng chảy của các hạt sẽ điền khít vào bề mặt phun nhiều nhất
có thể. Các lớp phun sẽ di chuyển về phía trước cho đến khi tiếp xúc với bề
mặt phun và chồng khít lên các lớp phủ trước đó.
Nếu phần không nóng chảy của hạt va chạm vào lớp đã lắng đọng trước
đó thì sự hồi phục của các hạt có thể xảy ra dẫn đến tạo thành các lỗ rỗng ở
giữa điều này làm cho độ xốp tăng và độ bám dính của lớp phủ giảm.
Kết luận chương 4
Kết quả đo độ cứng lớp phủ và các mẫu chụp ảnh SEM cho thấy vùng
biên giới liên kết giữa lớp phủ bột các bít Cr3C2-NiCr và nền thép 40Cr có ít
tạp chất, cấu trúc tế vị mịn. Điều đó cho thấy lớp phủ có độ xốp thấp phù hợp
với tính chất, cấu trúc của lớp phủ đã được trình bày ở chương 2.
Sử dụng phương pháp xử lý số liệu thực nghiệm bằng phần mềm Matlab
R2015b, đã xây dựng được phương trình toán học hàm bậc 2 và các đồ thị
2D, 3D biểu diễn mối quan hệ về ứng suất bám dính và độ xốp lớp phủ ứng
với các thông số phun m, n và S. Đó là các công thức (4.1), (4.2), Từ đó xác
118
định được vùng thông số hợp lý trong miền khảo sát với các giá trị m = 35÷40
gam/phút; n = 100 ÷ 140 vòng/phút (Vct = 21,98 ÷ 30,772 m/phút) và S = 3 ÷
6 mm/vòng (S = 5,675 – 11,35 mm/giây). Để lớp phủ có độ xốp thấp và độ
bám dính cao. Cụ thể với mẫu thực nghiệm số 110 cho kết quả độ xốp nhỏ
nhất và độ bám dính cao nhất với các cặp thông số như sau:
Mã m (gam/phút) n (vòng/phút) S (mm/vòng) (%) (MPa)
110 35 130 3 1,25 45,7525
Với mẫu số 110 có đường kính thực nghiệm là D = 70 mm nên quy đổi
tương đương ứng với tốc độ dịch chuyển bề mặt chi tiết phun Vct = 28,574
m/phút và lượng tiến súng phun là 3 mm/vòng với tốc độ 130 vòng/ phút quy
đổi tương đương ta có lượng dịch chuyển súng phun sẽ là S = 6,5 mm/giây
tức là tương đương cặp thông số sau:
Mã m (gam/phút) Vct(m/phút) S (mm/giây) (%) (MPa)
110 35 28,574 6,5 1,25 45,7525
119
KẾT LUẬN VÀ KIẾN NGHỊ
Kết luận:
1. Sự hình thành lớp phủ bột cacbit Cr3C2-NiCr trên nền trục thép 40Cr
bằng phương pháp phun nhiệt khí tốc độ cao HVOF phụ thuộc vào nhiều thông
số trong đó các thông số m, n, S là những thông số có ảnh hưởng đáng kể đến
chất lượng lớp phủ.
2. Làm rõ sự hình thành lớp phủ bột cacbit Cr3C2-NiCr trên nền trục thép
40Cr bằng phương pháp HVOF, chỉ rõ liên kết lớp phủ bột cacbit Cr3C2-NiCr
với kim loại nền chủ yếu là liên kết cơ nhiệt.
3. Đã ứng dụng phương pháp mô phỏng để mô tả quá trình phun cacbit
Cr3C2-NiCr lên bề mặt trục thép 40Cr bằng phương pháp HVOF, tạo cơ sở
khoa học và định hướng cho việc thực nghiệm phun HVOF trên mẫu thực
nghiệm.
4. Xây dựng được phương trình toán học hàm bậc 2 (4.1); (4.2) phản ánh
mối quan hệ giữa độ xốp, ứng suất bám dính của lớp phủ với ba thông số chế
độ phun là: Lưu lượng cấp bột phun (m); chuyển động tương đối giữa súng
phun với bề mặt chi tiết phun (Vct hoặc n) và lượng dịch chuyển đầu súng
phun sau mỗi lớp phun (S).
5. Xây dựng được các đồ thị dạng 2D, 3D, từ đó lựa chọn được vùng giá
trị hợp lý của thông số công nghệ phun (m), (n) và (S) là: m = 35 gam/phút; n
= 130 vòng/phút (Vct = 28,574 m/phút); S = 3 mm/vòng(S = 6,5 mm/giây).
Tương ứng với các giá trị đó có độ xốp, độ bám dính là tốt nhất.
Kiến nghị và hướng nghiên cứu tiếp theo của luận án:
Kết quả nghiên cứu có thể làm tài liệu tham khảo trong việc lựa chọn
thông số phun hoặc có thể xây dựng mô hình thiết bị phun nhiệt khí tốc độ
cao HVOF để phục vụ cho giảng dạy, nghiên cứu khoa học chế tạo mới hoặc
phục hồi chi tiết máy bị mòn trong điều kiện ở Việt Nam góp phần hạn chế
nhập khẩu giảm giá thành sản phẩm nâng cao năng suất cải thiện đời sống cho
người lao động.
120
DANH MỤC CÁC CÔNG TRÌNH ĐÃ CÔNG BỐ
1. Đinh Văn Chiến, Nguyễn Chí Bảo, Phạm Văn Liệu (2014), “Nghiên cứu độ
xốp lớp phủ khi phun bằng phương pháp phun nhiệt khí tốc độ cao HVOF ”,
Tạp chí Cơ khí Việt Nam, (số 1+2), tr 28-33.
2. Phạm Văn Liệu, Đinh Văn Chiến, Nguyễn Chí Bảo (2014), “Nghiên cứu
quá trình cháy và lưu lượng khí trong công nghệ phun nhiệt khí tốc độ cao
HVOF dùng để phục hồi chi tiết máy bị mòn”, Tạp chí Cơ khí Việt Nam,
(số 7), tr 15-19.
3. Nguyễn Chí Bảo, Đinh Văn Chiến 2016 “Nghiên cứu độ bám dính lớp phủ
bột các bít Cr3C2-NiCr trên nền thép trục thép 40Cr bằng phương pháp
phun oxy – nhiên liệu tốc độ cao (HVOF)”, Tạp chí Cơ khí Việt Nam. (số12
-2016), tr 34-39.
4. Nguyễn Chí Bảo, Đinh Văn Chiến 2016 “Nghiên cứu độ cứng lớp phủ bột
các bít Cr3C2-NiCr trên nền thép trục thép 40Cr bằng phương pháp phun
oxy–nhiên liệu tốc độ cao (HVOF)”, Tạp chí KHCN – ĐHCN Hà nội. (số
37 tháng 12 - 2016), tr 34-37.
121
TÀI LIỆU THAM KHẢO
Tiếng Việt
[1] Uông Sĩ Áp (2006), Nghiên cứu ứng dụng công nghệ phun phủ nhiệt khí
để tạo bề mặt có độ chịu mài mòn và độ bám dính cao phục hồi các chi
tiết máy có chế độ làm việc khắc nghiệt, Đề tài KHCN cấp nhà nước, Mã
số KC 05.10.
[2] Đinh Văn Chiến (2009), Ứng dụng công nghệ tiên tiến trong xử lý bề
mặt kim loại để phục hồi một số chi tiết máy bị mòn có dạng trục và ống
tròn xoay, Báo cáo đề tài cấp thành phố, Đề tài KHCN cấp Thành
phố,Mã số: 01C-01/04-2009-2.
[3] Đinh Văn Chiến, Đinh Bá Trụ (2014), Kỹ Thuật phun nhiệt tốc độ cao
HVOF, HVAF, D-Gun, NXB Khoa học & Kỹ thuật, Hà Nội.
[4] Đinh Văn Chiến, Phạm Văn Liệu (2013), “Nghiên cứu độ bền bám dính
của lớp phun phục hồi với kim loại nền chi tiết trục bằng phương pháp
phun nổ”, Tạp chí Cơ khí Việt Nam, (số 1+2), tr 23-29.
[5] Trần Văn Dũng (2012), Nghiên cứu ứng dụng công nghệ phun phủ để
nâng cao chất lượng bề mặt chi tiết máy, Luận án tiến sĩ kỹ thuật, Viện
nghiên cứu cơ khí, Hà nội
[6] Hoàng Văn Gợt (2002), Nghiên cứu ảnh hưởng của một số yếu tố công
nghệ đến độ bền bám dính của lớp phủ kim loại được phun bằng phương
pháp nhiệt khí, Luận án tiến sĩ, trường Đại học Bách Khoa Hà Nội, Hà
Nội.
[7] Hoàng văn Gợt, Đào Duy Trung (2012), Nghiên cứu ứng dụng công
nghệ phun phủ bằng phương pháp thực nghiệm, NXB Khoa học & Kỹ
Thuật, Hà Nội.
[8] Phạm Văn Liệu (2016), Nghiên cứu ảnh hưởng của một số thông số công
nghệ đến chất lượng phục hồi bề mặt trục có hình dạng phức tạp bị mòn
bằng công nghệ phun phủ, Luận án Tiến sĩ kỹ thuật, trường Đại học Mỏ-
Địa chất Hà Nội.
[9] Bùi Minh Trí, (2011), Xác suất thống kê và Quy hoạch thực nghiệm,
NXB Khoa học kỹ thuật, Hà nội.
[10] Hoàng Tùng (1999), Nghiên cứu công nghệ phun phủ nhiệt khí bột nhằm
nâng cao tuổi thọ và phục hồi chi tiết, Đề tài khoa học cấp Nhà nước,
Mã số KHCN 05 - 07 - 03.
122
[11] Hoàng Tùng (2006), Công nghệ phun phủ và ứng dụng, NXB Khoa học
& Kỹ thuật, Hà Nội.
[12] Nguyễn Văn Thông (2006), Công nghệ phun phủ bảo vệ và phục hồi,
NXB Khoa học và Kỹ thuật, Hà Nội.
[13] Hà Văn Vui và các đồng nghiêp (2006), Sổ tay thiết kế Cơ khí, NXB
Khoa học & Kỹ Thuật, Hà Nội.
[14] Nguyễn Quốc Vũ (2009), Nghiên cứu áp dụng công nghệ phun phủ kim
loại để sử lý bề mặt ngoài của trống sấy thay thế mạ Crom, trên thiết bị
chế biến tinh bột biến tính tiền hồ hóa quy mô công nghiệp, Đề tài cấp
Bộ Công thương, Mã số 256-08 RD/HĐ-KHCN.
[15] Nguyễn Doãn Ý (2009), Xử lý số liệu thực nghiệm, NXB Khoa học kỹ
thuật, Hà nội.
Tiếng Anh
[16] A. Thrope M.L, Richter H.S. (1992), “Pragmatic Analysis and
Comparison of The HVOF Process”, Proc. Int. Thermal Spray Conf.,
Florida, pp 137-148.
[17] Ault N.N. (1991), “Some Characteristics, of WC Weld Deposits”,
Welding Journal Vol 30, pp 144-160.
[18] Baxtor C.F, Reiter H. Proc (1978), “Of Advances in Surface Coating
Tech”, Welding Inst., London, p23.
[19] Beczkowiak J, et.al (1991), “Tailoring Carbides and Oxides for HVOF ”,
Proc. of Forth National Thermal Spray Conf., Pennsylvania, pp 121-126.
[20] Berger LM. et.al (1992), “Influence of Carbide Powder Composition on
Decarburization and Properties of Air Plasma Sprayed Coating”, Proc. of
Int. Thermal Spray Conf, Florida, pp 375-380.
[21] Bhushan, B, and Gupta, B K, Handbook of Tnbology Material Coating
and Surface Treatments, McGraw-Hill, New York, (1991).
[22] C.K.Lin & C.C.Berndt (1994), “Measurement and Analysis of Adhesion
Strength for Thermally Sprayed Coatings”, J. Thermal Spray Tech., Vol
3, pp 75-104.
[23] C.R.C. Lima, J.M. Guilemany (2007), “Adhesion improvements of
Thermal Barrier Coatings with HVOF thermally sprayed bond coats”,
Surface & Coatings Technology, 201(2007), pp 4694-4701.
[24] C.T. Crowe, M. Sommerfeld, Y. Tsuji (1997), Multiphase Flows with
Droplets and Particles, CRC Press, Boca Raton, FL.
123
[25] D. Cheng, G. Trapaga, J.W. McKelliget, E.J. Lavernia (2003),
“Mathematical Modelling of High Velocity Oxygen Fuel Thermal
Spraying of Nanocrystalline Materials: An Overview”, Model Simul.
Mater. Sci. Eng., 2003(11), pp R1-R31.
[26] Datta P.K. et.al (1985), “Fundamentals of Coatings”, Surface Eng. Vol 3,
Royal Soc. Of Chemistry, Cambridge.
[27] Dominique Poirier, Jean-Gabriel Legoux, and Rogerio S. Lima (2013),
“Engineering HVOF -Sprayed Cr3C2-NiCr Coatings: The Effect of
Particle Morphology and Spraying Parameters on the Microstructure,
Properties, and High Temperature Wear Performance”, Journal of
Thermal Spray Technology, Vol 22(2), pp 280-289.
[28] Edward Miller, Arnold Raymond, Christoph Over (2003), “High velocity
oxygen fuel (HVOF) method for spray coating non-melting polymers”,
[29] Greffield G.K. et.al (1994), “Process Gases for HVOF Spraying”, Nat.
ThermalSpray. Conf., Boston, pp 233-238.
[30] Greving, J. D., và cộng sự (1998), “The Effect of Residual Stress in
HVOF TungstenCarbide Coatings on the Fatigue Life in Bending of
Thermal Coatings”, Journal of Thermal Spray Technology, Vol. 7 (4),
pp. 546-552.
[31] Guilemany JM, Ferna´ndez J, Delgado J, Benedetti AV, Climent F
(2002), “Effects of thickness coating on the electrochemical behaviour of
thermal spray Cr3C2–NiCr coatings”, Surf. Coat. Technol. 2002; 153;
107–113.
[32] Gustavo Bavaresco Sucharski (2015), “Optimization of the Deposition
Parameters of HVOF FeMnCrSi+Ni+B Thermally Sprayed Coatings”,
[33] Hackett C.M., et.al (1994), “On The Gas Dynamics of HVOF Thermal
Sprays”, Journal of Thermal Spray Technology, Vol 3(3), pp 299–304.
[34] Hasan, M. (2005), High Velocity Oxy-Fuel (HVOF) Thermal Spray
Deposition of Functionally Graded Coatings, Ph.D. Thesis, Dublin City
University, Ireland.
[35] J. Mostaghimi, S. Chandra, R. Ghafouri-Azar, A. Dolatabadi (2003),
“Modeling Thermal Spray Coating Processes: A Powerful Tool in
Design and Optimization”, Surf. Coat. Technol., 2003, 163-164, p p1-11.
124
[36] J.A.Cabral-Miramontes, et al. (2014), “Parameter Studies on High-
Velocity Oxy-Fuel Spraying of CoNiCrAlY Coatings Used in the
Aeronautical Industry”, International Journal of Corrosion, Vol (1).
[37] Jie Chen, et al. (2014), “Study on stainless steel 316L coatings sprayed
by a novel high pressure HVOF ”, Surface and Coatings Technology.
[38] Josep A. Picas, Elisa Rupérez, Miquel Punset, Antonio Forn, more
(2013), “Influence of HVOF spraying parameters on the corrosion
resistance of WC–CoCr coatings in strong acidic environment”, Surface
& Coatings Technology, 225, 47-57.
[39] Joseph R. Davis (2004), Handbook of thermal spray technology, ASM
International; illustrated edition.
[40] Kadyrov, E., et al., “Interaction of Particles with Carrier Gas in HVOF
Spraying Systems”, Journal of Thermal Spray Technology, Vol. 3, Issue
4,1994, pp. 389-397.
[41] Kamal S, Jayaganthan R, Prakash S. (2009),“High temperature
oxidation studies of detonation-gunsprayed Cr3C2–NiCr coating on Fe-
and Ni-based superalloys in air under cyclic condition at 900 °C”. J.
Alloys Compd.
[42] Kowalsky K.A., Marantz D.R., et. Al (1990), “HVOF Particle, Flame
Diagnostics and Coating Characteristics”, Proc. 3rd National Thermal
Spray Conf., CA,PP 587-596.
[43] Kroupa F., (1994), “Stresses in Coatings on Cylindric al Surfaces”,
Report from Institute of Electric al Engineering of Academy of Science,
Czech Republic, Vol. 39, pp. 243-274.
[44] Lars-åke Nilsson, Peter Olsérius (2014), “New material for high velocity
oxy fuel spraying, and products made therefrom”, United States Patent
Application Publication.
[45] Leo Janka, Jonas Norpoth, Richard Trache, Lutz-Michael Berger (2016),
“Influence of heat treatment on the abrasive wear resistance of a
Cr3C2NiCr coating deposited by an ethene-fuelled HVOF spray
process”, Surface & Coatings Technology, 291, 444-451.
[46] M. Li, P.D. Christofides (2002), “Feedback Control of HVOF Thermal
Spray Process Accounting for Powder Size Distribution”, Journal of
Thermal Spray Technology, Vol 13(1), pp 108–120.
125
[47] M. Li, P.D. Christofides (2005), “Multi-scale Modeling and Analysis of
HVOF Thermal Spray Process”, Chem. Eng. Sci., 2005, 60, pp 3649-
3669.
[48] M. Li, P.D. Christofides (2009), “Modeling and Control of High-
VelocityOxygen-Fuel (HVOF) Thermal Spray”, J Therm Spray Tech,
(2009) 18: 753.
[49] Marcus Kennedy, Michael Zinnabold, Marc-Manuel Matz (2008), Wear-
resistant component, United States Patent Application Publication, Pub.
No: US20110101621 A1.
[50] Maria Oksa (2011) “Optimization and Characterization of High Velocity
Oxy-fuel Sprayed Coatings: Techniques, Materials, and Applications”
[51] N. Zeoli, S. Gu, S. Kamnis (2008), “Numerical Simulation of In-Flight
Particle Oxidation During Thermal Spraying”, Comput. Chem. Eng.,
2008(32), pp 1661-1668.
[52] Parker D. W., Kutner G., L., (1991), “HVOF -Spray Technology-Poised
forGrowth”, Journal of Advanced Materials and Processes, 139(4): 68-
72, 74.
[53] Pawlowski L (2008), The Science and Engineering of Thermal Spray
Coatings, 2nd, Wiley.
[54] Pierre L. Fauchais, Joachim V.R. Heberlein, Maher I. Boulos (2014),
Thermal Spray Fundamentals, Springer.
[55] Roemer, T. J., et al., “Surface Roughness of Thermal Spray Coatings
Made with O ff-Normal Spray Angles”, Journal of Thermal Spray
Technology, Vol. 7, Issue 2, 1998, pp. 219-228.
[56] Roy M, Pauschitz A, Polak R, Franek F (2006), “Comparative evaluation
of ambient temperature friction behaviour of thermal sprayed Cr3C2–
25(Ni20Cr) coatings with conventional and nano-crystalline grains”,
Trib. Int, 39; 29–38.
[57] S. Kamnis, S. Gu (2006), “3-D Modelling of Kerosene-Fuelled HVOF
Thermal Spray Gun”, Chem. Eng. Sci., 61, p 5427-5439.
[58] S. Matthews, B. James, M. Hyland (2009), “The Role of Micro-structure
in the Mechanism of High Velocity Erosion of Cr3C2-NiCr Thermal
Spray Coatings”, Surface and Coatings Technology, Vol 203 (8), pp
1094–1100.
126
[59] S. Matthews, James BJ, Hyland MM (2007). “Microstructural influence
on erosion behaviour of thermal spray coatings”, Mater. Charact. 58;
59–64.
[60] Shrestha, Suman Kumar (2000) Corrosion and erosion-corrosion of
HighVelocity Oxy-Fuel (HVOF) sprayed NiCrSiB coatings. PhD thesis.
[61] Stein KJ, Schorr BS, Marder AR. Erosion of thermal spray MCr–Cr C
cermet coatings. Wear 1999; 224; 153–159.
[62] Tan, J. C. (1997), Optimisation of the HVOF Thermal Spray Process for
Coating, Forming and Repair of Components, Ph.D. Thesis, Dublin City
University, Ireland.
[63] Tao K, Zhou X, Cui H, Zhang J (2009), “Microhardness variation in
heat-treated conventional and nanostructured NiCrC coatings prepared
by HVAF spraying”, Surf. Coat. Technol. 2009; 203; 1406–1414.
[64] Tillmann W, Vogli E, Baumann I, Kopp G, Weihs C (2010),
“Desirability-Based Multi-Criteria Optimization of HVOF Spray
Experiments to Manufacture Fine Structured Wear-Resistant 75Cr3C2-
25(NiCr20) Coatings”, J. Therm. Spray Technol, 19(1-2); 392–408.
[65] V.N. Shukla,R. Jayaganthan, V.K. Tewari (2015), “Degradation
Behavior of HVOF -Sprayed Cr3C2-25%NiCr Cermet Coatings Exposed
to High Temperature Environment”, Materials Today: Proceedings,
Volume 2, Issues 4–5, Pages 1805–1813.
[66] V.V Sobolev, J.M. Guilemany and J. Nutting (2004) High Velocity
Oxy-Fuel Spraying Theory, Structure Property Relationshipsand
Applications Velocity Oxy-Fuel (HVOF) NiCrSiB coatings. PhD thesis.
[67] Wang BQ (2002), “Effect of post heat treatment and sealing on erosion
resistance of several thermal sprayed coatings”, Proceedings of ICSE,
Southwest Jiaotong University Press, Chengdu, China,; 138–143.
[68] Weber T.H. (1994), “HVOF Spraying”, Mat. Sc. Forum, Vols 163, pp
573-578.
[69] Yi Ding (2009), Effects of elevated temperature exposure on the
microstructuralevolution of Ni(Cr)-Cr3C2 coated 304 stainless steel, PhD
thesis, University of Nottingham.
127
PHỤ LỤC
Phụ lục 1. Bột phun thực nghiệm
Phụ lục 2. Hình ảnh các thiết bị thực nghiệm
Phụ lục 3. Bảng thông số thiết bị phun
Phụ lục 4. Bảng thông số chế độ thực nghiệm
Phụ lục 5. Hình ảnh các thiết bị kiểm tra đánh giá
Phụ lục 6. Xác nhận kết quả đo độ xốp
Phụ lục 7. Xác nhận kết quả đo lực để xác định độ bám dính
Phụ lục 8. Hình ảnh các số liệu đo độ cứng
Phụ lục 9. Giấy xác nhận của cơ sở thực nghiệm





























