Embed Size (px)
DESCRIPTION
cambio en la micro estructura del acero 304 con el mecanizado
Citation preview
ORIGINAL ARTICLE
Analytical modelling of microstructure changes
in the machining of 304 stainless steel
Lin Yan & Wenyu Yang & Hongping Jin & Zhiguang Wang
Received: 20 February 2011 /Accepted: 8 May 2011 /Published online: 24 May 2011# Springer-Verlag London Limited 2011
Abstract In the machining of hard machined materials,
microstructure changes in the machined surface must be
taken into account to improve product performance.
Therefore, a large number of experimental and finite
element method investigations have been carried out to
investigate these microstructure changes. However, until
now, only a few studies have reported the analytical
modelling of microstructure changes. This paper presents
a hardness-based analytical model that accounts for both
mechanical and thermal effects in predicting microstructure
changes during the machining of 304 stainless steel. The
model was also validated for a range of cutting speeds, feed
rates, and wear widths. The predicted results are in good
agreement with the experimentally measured results. Thus,
with the analytical model, an accurate prediction of
microstructure changes is achieved, which reduces experi-
mental expense and finite element method computational
time.
Keywords Tool flank wear width . Process parameters .
Dark layer .White layer
1 Introduction
In recent years, microstructure changes in the surface of a
machined workpiece, commonly referred to as white and
dark layers, have been studied under certain machining
conditions. Moreover, white and dark layers are generally
considered to be detrimental to fatigue life because they are
known to be hard and brittle.
Barbacki and Kawalec [1] studied dark and white layers
formed during the machining of steels and concluded that
the dark layer is not observed in high-speed machining due
to its high tempering temperature. Barry and Byrne [2] also
used transmission electron microscope (TEM) to analyse
white layers generated in hard turning of AISI 4340 steel
with worn and unworn tools. They found that under these
conditions, white layers can form if the temperature
exceeds the austenitic formation temperature of the steel.
Moreover, Ramesh et al. [3] carried out TEM, X-ray
diffraction (XRD), EDS, and nano-indentation hardness
tests of white layers formed from hard turning of AISI
52100 steel and found that cementite was absent in high-
speed machining in which thermal effects are expected to
be dominant. In contrast, cementite was observed in the
white layer formed at a low cutting speed, at which
mechanical effects tend to dominate and the temperatures
may not exceed the austenitisation temperature of the
steel.
In recent years, some attempts to numerically model the
microstructure changes have been reported. Ramesh et al.
[4] used a numerical model of orthogonal machining to
calculate the temperature, effective stress, and plastic strain
in a workpiece subsurface in ABAQUS, a finite element
software. In his work, the white layer was formed at a depth
L. Yan :W. Yang (*) :H. Jin : Z. Wang
Department of Mechanical Science and Engineering,
Huazhong University of Science and Technology,
1037 Luoyu Road,
Wuhan, China
e-mail: [email protected]
L. Yan
e-mail: [email protected]
L. Yan :W. Yang
State Key Laboratory of Digital
Manufacturing Equipment and Technology,
Wuhan, China
Int J Adv Manuf Technol (2012) 58:45–55
DOI 10.1007/s00170-011-3384-5

where the estimated temperature exceeds the austenitisation
temperature in the machining of 52100 steel. Hence, their
study was conducted under thermally dominant cutting
conditions that promote phase transformation. A finite
element model was also proposed by Umbrello and Jawahir
[5] to study the orthogonal cutting process on hardened
AISI 52100. The proposed model was properly calibrated
by means of an iterative procedure based on experimental
data, which included chip geometry, cutting forces, temper-
atures, and white layer. As an improvement, Umbrello and
Jawahir [6] presented a new finite element model for
microstructure changes, referred to as white and dark
layers. In their work, both a hardness-based flow stress
and empirical models for describing the white and dark
layer formation were developed by using the finite element
method.
For the analytical modelling of the microstructure
changes, Chou and Song [7] developed an analytical model
to predict the cutting temperature distribution, particularly
at the machined surfaces. They proposed that the white
layer forms when the workpiece temperature exceeds the
austenitisation temperature. Song [8] also used the austeni-
tisation temperature to predict the depth of the white layer
in the machining of 52100 hardened steel. However, Han
[9] classified the major mechanisms that cause microstruc-
ture changes in various processes into two categories:
thermal and mechanical. From this, it follows that the
previous modelling efforts are based on the hypothesis that
the thermal effect is predominantly responsible for the
formation of the white layer, which ignores the mechanical
effects.
The main goal of this paper is to develop a hardness-
based analytical model that accounts for both mechanical
and thermal influences. First, a new analytical model for
predicting the machining temperature is developed in dry
cutting. Second, the measured results of temperature,
hardness, and microstructure changes are used to determine
the temperature of the microstructure changes. Third, the
analytical model of white and dark layer formation is
provided and validated. Finally, the effects of the machin-
ing conditions are analysed for a range of cutting speeds,
feed rates, and tool flank wear widths.
2 Experimental and analytical study
Machining experiments were performed on a lathe in the
orthogonal machining of a 304 stainless steel tube. Kistler
9257 cutting force dynamometer and an infrared thermal
measurement camera VarioCAM were used to measure the
forces and cutting temperature distribution, respectively.
The experimental results of temperature distribution along
the tool-workpiece interface were used to determine the
heat partition coefficient along the tool flank wear width,
and a new analytical model was developed to determine the
machining temperature distribution.
2.1 Experimental setup
For studying the effect of tool flank wear widths on the
machining temperature and forces, three cutting tools with
prefabricated wear widths of 0.3, 0.5, and 1 mm, respec-
tively were used. The experimental setup is shown in
Fig. 1.
In these experiments, the Kistler 9257 has a minimum
resolution of 2 N, which is a three-component tool holder
dynamometer. David et al. [10] noted that the actual forces
are the summation of the forces due to the wear and the
fresh-tool cutting forces when tool flank wear is absent. To
determine the aforementioned forces, fresh and prefabri-
cated wear width tools with the same parameters but
different wear widths were used in these experiments.
Saoubi and Chandrasekaran [11] used an infrared
thermal imaging camera to measure the cutting temperature
distribution on the cutting tool, and the results were further
used to validate a proposed model in the analytical
modelling of the temperature. Hence, an infrared thermal
imaging camera (VarioCAM) was also used to measure the
temperature distributions in the present work. The camera
used in this paper is a modern thermographic system for
precise, quick, and non-contact measurement of the surface
temperatures of objects. Moreover, its compact, robust
Fig. 1 The experimental setup for measuring the machining temper-
ature and forces
46 Int J Adv Manuf Technol (2012) 58:45–55
design and high degree of protection make it especially
suitable for industrial applications, even under unfavourable
external conditions. The infrared thermal measuring camera
has 640×480 or 384×228 pixels of array size, a target
image temperature range between −40°C and 1,200°C, and
a minimum resolvable temperature difference of approxi-
mately 0.2°C.To study the machining area temperature
distribution along the tool flank wear width, the infrared
camera was placed sufficiently close to the cutting zone at a
distance of 40 mm [12–14]. Two chips of silicon with a
thickness of 0.5 mm each were placed in front of the
camera to protect the camera lens, while the other areas
were protected using Plexiglas, which is IR-proof. The
camera was placed on a small pallet of the lathe, which
moved with the cutting tool at all times. The cutting
experiments were performed at three different cutting
speeds (100, 150, and 175 m/min) and three different feed
rates (0.1, 0.15, and 0.2 mm/rev). The length of feed in
every experiment was limited to 5 mm to minimise the
variability of a new cutting tool and to avoid introduction of
new tool wear. A new cutting tool was used for each
experimental parameter.
2.2 Measurements
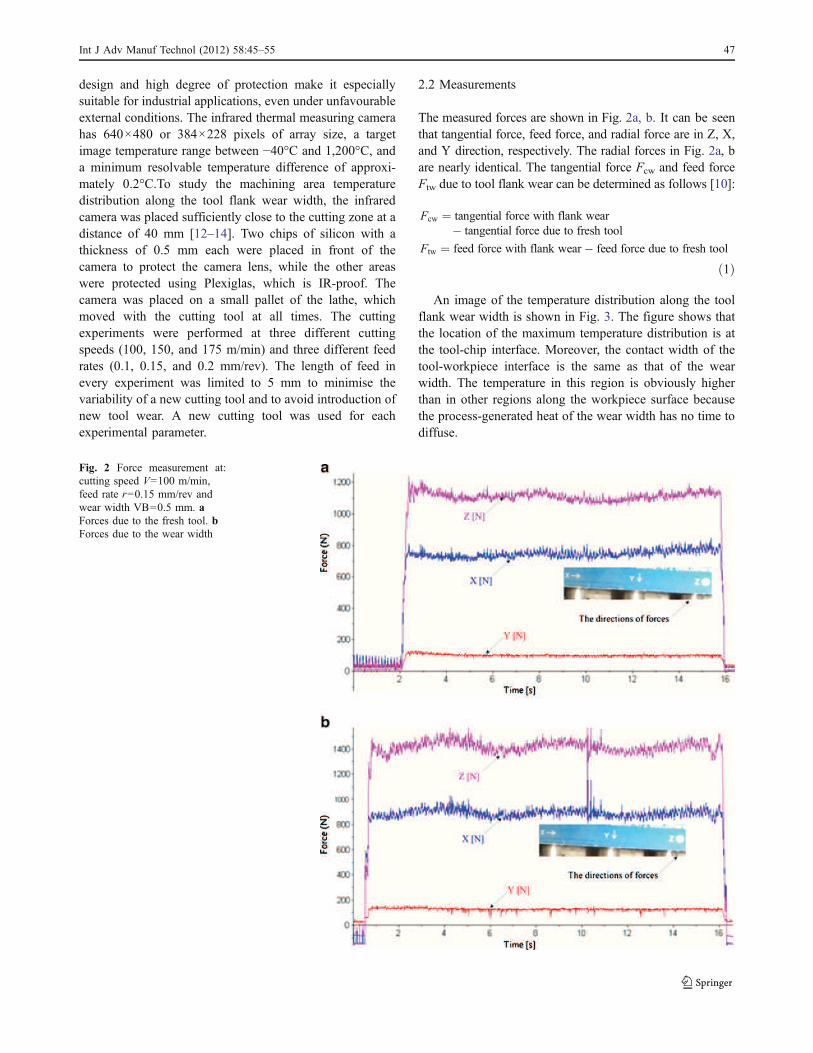
The measured forces are shown in Fig. 2a, b. It can be seen
that tangential force, feed force, and radial force are in Z, X,
and Y direction, respectively. The radial forces in Fig. 2a, b
are nearly identical. The tangential force Fcw and feed force
Ftw due to tool flank wear can be determined as follows [10]:
Fcw ¼ tangential force with flank wear
" tangential force due to fresh tool
Ftw ¼ feed force with flank wear " feed force due to fresh tool
ð1Þ
An image of the temperature distribution along the tool
flank wear width is shown in Fig. 3. The figure shows that
the location of the maximum temperature distribution is at
the tool-chip interface. Moreover, the contact width of the
tool-workpiece interface is the same as that of the wear
width. The temperature in this region is obviously higher
than in other regions along the workpiece surface because
the process-generated heat of the wear width has no time to
diffuse.
Fig. 2 Force measurement at:
cutting speed V=100 m/min,
feed rate r=0.15 mm/rev and
wear width VB=0.5 mm. a
Forces due to the fresh tool. b
Forces due to the wear width
Int J Adv Manuf Technol (2012) 58:45–55 47

2.3 Modelling the cutting temperature rise on the workpiece
machining surface
In modelling, the temperature rise of the machining surface,
two heat sources are assumed to exist, as shown in Fig. 4
[15]. The first is the primary heat source of the shear plane,
and the second is the rubbing heat source at the tool-
workpiece interface. The temperature rise of the workpiece
surface and subsurface is obtained by superposition of the
two heat sources.
In this model, the shear heat source is an oblique band
heat source that moves beneath the workpiece surface with
a velocity V. Just opposite the shear zone is an imaginary
and extended heat source for continuity in modelling.
Compared to stainless steel, the atmosphere is considered to
be insulating. Therefore, the external surfaces of the
workpiece and chip are considered to be insulated in this
study. The imaginary heat source with the same heat
intensity as the shear heat source is applied in this model.
The temperature rise at any point M(x,z) due to the oblique
heat source and imaginary heat source [16] under the
thermal diffusivity a of 304 stainless steel are determined
by the work of Graves et al. [17]. A compilation and
rigorous analysis of the thermal conductivity of 304
stainless steel between 300 and 1,000 K and the thermal
diffusivity from 297 to 432 K is given in their work. After
careful evaluation, the models of thermal conductivity and
thermal diffusivity are given as follows:
kw ¼ 7:9318þ 0:023051 & K " 6:4166& 10"6 & K2
a ¼ 3:0246& 10"2 þ 1:9016& 10"5 & K þ 1:7244& 10"8 & K2
ð3Þ
The modified Bessel function k0(u) is determined by:
k0ðuÞ ¼1
2
Z 1
0
dw
wexp "w"
u2
4w
" #
ð4Þ
A similar application of a moving heat source is used to
determine the temperature rise due to the rubbing heat
source. The rubbing heat source between the tool flank
wear width and workpiece surface is treated as a band heat
source, which moves along the workpiece surface on a
semi-infinite body surface with velocity V. The boundary
condition of the workpiece surface is considered insulated
in this study. An imaginary heat source of the rubbing heat
source is used to calculate the temperature rise at the
workpiece surface, overlapping with the initial heat source.
The temperature rise of the workpiece surface and
subsurface due to the rubbing heat source is given by
TrubbingðX ;ZÞ ¼1
2pkw
Z
VB
0
BðxÞqrubbing expðX " xÞV
2a
$ %
& K0
V
2a
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ðX " xÞ2 þ Z2
q
$ %
dx ð5Þ
Fig. 3 Temperature measurement at: cutting speed V=100 m/min,
feed rate r=0.15 mm/rev and wear width VB=0.5 mm
Fig. 4 Heat transfer model and heat partition along the tool-workpiece
interface
48 Int J Adv Manuf Technol (2012) 58:45–55
appropriate co-ordinate system can be expressed as follows:
Tshear x; zð Þ ¼qshear
2pkw
Z
L
0
expX " x sinϕð ÞV
2a
$ %
K0
V
2a
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
X " x sinϕð Þ2 þ Z " x cosϕð Þ2q
$ %(
þK0
V
2a
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
X " x sinϕð Þ2 þ Z þ x cosϕð Þ2q
$ %)
dx
ð2Þ
where ϕ ¼ f" p2; L ¼
tcsin f
, f is the shear angle, tc is the
uncut chip thickness, and the thermal conductivity kw and

The heat intensity of the shear heat source qshear and the
heat intensity of the rubbing heat source qrubbing are given
by [18]
qshear ¼Fc cos f" Ft sin fð Þ V cos a= cos f" að Þð Þ
tcw csc fð6Þ
qrubbing ¼FcwV
wVBð7Þ
where VB is the tool flank wear width, w is the width of cut,
and Fc and Ft are the tangential and feed forces of a fresh
tool, respectively. Here, the model uses the measured
tangential and feed forces with and without tool wear as
inputs. The forces are used to estimate the heat intensities
generated on the shear plane and the flank wear width. The
temperature rise on the workpiece surface and subsurface
during machining is given by
TMðX ;ZÞ ¼ TrubbingðX ;ZÞ þ Tshear ð8Þ
Previous works have demonstrated that the machining
temperature distribution along the tool flank wear width can
be measured by an infrared thermal camera, shown in
Fig. 3. The temperatures at different points along the width
were observed by using the software of this camera
measuring system. Equation 8 can be further expressed as
follows:
TrubbingðX ;ZÞ ¼ TMðX ;ZÞ " Tshear ð9Þ
Let
Trubbingðx;zÞ ¼1
2pkw
Z
VB
0
BðxÞqrubbing expðX " xÞV
2a
$ %
& K0
V
2a
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ðX " xÞ2 þ Z2
q
$ %
dx
¼X
n
i¼0
B xið Þ1
2pkwqrubbing exp
ðX " xiÞV
2a
$ %
& K0
V
2a
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
ðX " xiÞ2 þ Z2
q
$ %
¼ B x0ð Þf x0ð Þ þ B x2ð Þf x2ð Þ þ . . .þ B xnð Þf xnð Þ
ð10Þ
Thus,
B x0ð Þf x0ð Þ þ B x2ð Þf x2ð Þ þ . . .þ B xnð Þf xnð Þ ¼ TMðx;zÞ " Tshearðx;zÞ
ð11Þ
where xi ¼ ihði ¼ 0; 1; 2 . . . nÞ h ¼ VBn, and the tool-workpiece
interface heat partition coefficient at different points along
tool flank wear width B x0ð Þ;B x2ð Þ . . .B xnð Þ½ ) can be
obtained under different cutting conditions. From the
calculated results, the heat partition coefficient has an
approximate relationship of the following form:
BðxÞ ¼ "0:7341xþ 0:8825 x 2 0;VB½ ) ð12Þ
where x is the distance from the cutting edge.
Thus
Using the above equation, the temperature rise at any
point in the workpiece can be determined, thereby
simplifying the calculation processing compared to the
work of Han [9] without a matching computation of the
heat partition coefficient along the tool-workpiece interface.
The calculated results of the temperature distribution in the
workpiece are shown in Fig. 5a–c. The wear widths have a
noticeable influence on the temperature distribution. For
different wear widths, the location of the largest tempera-
ture difference is at the cutting edge under these machining
conditions. The reason why such a large difference is
generated is because of the effect of the second heat source
between the tool and chip interface, which is ignored in
determining the temperature distribution.
2.4 Determination of microstructure changes temperature
Optical microscopy was used to analyse the white and dark
layers generated under different machining conditions, and
the micrographs of these layers are shown in Fig. 6. The
Int J Adv Manuf Technol (2012) 58:45–55 49
TMðx;zÞ ¼ Trubbing þ Tshear ¼1
2pkw
Z
VB
0
"0:7341xþ 0:8825ð Þqrubbing expX " xð ÞV
2a
$ %
& K0
V
2a
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
X " xð Þ2 þ Z2
q
$ %
dx
þqshear
2pkw
Z
L
0
expðX " x sinϕÞV
2a
$ %
K0
V
2a
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
X " x sinϕð Þ2 þ Z " x cosϕð Þ2q
$ %
þ K0
V
2a
ffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffiffi
X " x sinϕð Þ2 þ Z þ x cosϕð Þ2q
$ %( )
dx
ð13Þ

white and dark layers are all present at the following cutting
condition. The depth of the white layer also increased with
an increase in the wear width.
The hardness of the surface and subsurface layers was
measured, and the results are shown in Fig. 7a, b. From the
figures, we find that the hardness of the bulk material is
240 HV, and for different widths of 0.1, 0.3, and 0.5 mm,
the total depths of the white and dark layers are 0.515,
0.572, and 0.643 mm, respectively. Comparing Fig. 6 with
Fig. 7, the range of the white layer hardness is 360 HV<
WL<400 HV, and the depth of the white layer is about 0.1
and 0.158 mm at wear widths of 0.3 and 0.5 mm,
respectively. Comparing Fig. 5 with Fig. 7, the temperature
at which the microstructure change occurs is approximately
230°C. It is worth pointing out that the temperature of
Fig. 5 Temperature rise in the workpiece during machining at different
wear widths VB (cutting speedV=100 m/min and Feed rate r=0.15 mm/
rev). a VB=0.1 mm, b VB=0.3 mm, c VB=0.5 mm
Fig. 6 Microstructure changes generated at cutting speed V=100 m/min
and feed rate r=0.15mm/rev: a VB=0.3 mm tool flank wear width, ×400;
b VB=0.5 mm tool flank wear width, ×800
50 Int J Adv Manuf Technol (2012) 58:45–55

transformation in predicting white and dark layer formation
proposed in this research was based on both mechanical
and thermal effects.
3 Calculation of white and dark layers formation
and model validation
3.1 Calculation of white and dark layer formation
To develop an analytical model for white and dark layer
formation, a flow chart of the calculation is shown in Fig. 8,
which was conducted over a wide range of cutting
parameters and wear widths. This model is based on a
hardness modification [6], which represents mechanical and
thermal effects. In this flow chart, three steps are involved:
1. The temperatures in different layers are checked for
each step.
2. The hardness of the different layers is updated and
stored.
3. The final step is to model the white layer and dark layer
based on the determined hardness.
HVinitial is the initial Vickers Hardness of the 304 stainless
steel, and the increment in hardness ΔHV is given by:
ΔHV¼ J & HVp"HV+ ,
= Tp"Tmicro"changes
+ ,
& T"Tmicro"changes
+ ,+ ,
ð14Þ
Fig. 7 Experimental hardness on
machined surfaces at different
wear width (cutting speed
V=100 m/min and feed rate
r=0.15 mm/rev), a wear width
VB=0.3 mm; b wear width
VB=0.5 mm
Int J Adv Manuf Technol (2012) 58:45–55 51

where Tmicro-changes is the temperature of microstructure
changes occur, and T is the current temperature in the layer.
The parameters J, HVp, Tp are found by experiments in
different cutting conditions, and the final equation of
hardness increment is shown as:
ΔHV ¼ 13:82& ð 400" HVð Þ= 905" Tmicro"changes
+ ,
& T " Tmicro"changes
+ ,,
ð15Þ
During the procedure, the highest hardness of the different
layers is stored until the effect of the tool wear width is gone. It
should be pointed out that the model is only suitable for the
workpiece material in which the machined hardness decreases
from the surface to the bulk, i.e., the dark layer is harder than
the bulk. Therefore, when the subsurface hardness of the
material is less than the bulk [19], the model is invalid.
3.2 Model validation
The presence of martensite on the machined surface has
been confirmed by XRD, and the spectra are shown in
Fig. 9. The transformations of the machined surfaces are
depicted; γ and α represent the austenite and martensite
phases, respectively. The figure shows that the austenite
Fig. 9 XRD spectra of a the
un-machined surface;
b machined surfaces at cutting
speed V=100 m/min, wear
width VB=0.3 mm and feed
rate r=0.15 mm/rev
Fig. 8 Flow chart of the white and dark layer calculation
52 Int J Adv Manuf Technol (2012) 58:45–55

near the machined surface transformed to martensite. This
result was also found by Ghosh [20].
The measured and predicted micro-hardness values are
shown in Fig. 10 under the same machining conditions. The
largest errors absolute are acceptable at 9%. The variation
in hardness shows that the white layer is much harder than
both the dark layer and bulk material. Moreover, the dark
layer is also harder than the bulk material. These variations
in hardness are related to the microstructure phase
transformation from austenite to martensite; the latter is
harder. However, the predicted hardness is less than the
measured hardness. This discrepancy results from neglecting
the tool-chip heat source in determining the machining
temperature distribution, which makes the predicted tempera-
ture less than the experimental value.
4 Analysis of the white and dark layer formation
In this section, the influence of the cutting parameters and
wear widths on the white and dark layer formation will be
discussed. In particular, three levels were considered for
each parameter: 100, 150, and 175 m/min for the cutting
speed; 0.1, 0.15, and 0.2 mm/rev for the feed rates; and 0.1,
0.3, and 0.5 mm for the wear widths.
4.1 Influence of the cutting speeds
As seen in Fig. 11, the influence of cutting speed on the
microstructure modifications is evident. In general, higher
cutting speeds cause deeper white layer formation, at least
in a range from 100 to 175 m/min. Therefore, when large
Fig. 11 White and dark layer formation for different cutting speeds at
wear width VB=0.3 mm and feed rate r=0.15 mm/rev
Fig. 10 Predicted andmeasuredmicrostructure hardness at cutting speed
V=100 m/min, wear width VB=0.3 mm and feed rate r=0.15 mm/rev
Fig. 12 White and dark layer formation for different feed rates at
cutting speed V=100 m/min and wear width VB=0.3 mm
Fig. 13 White and dark layer formation for different wear widths at
cutting speed V=100 m/min and feed rate r=0.15 mm/rev
Int J Adv Manuf Technol (2012) 58:45–55 53

cutting speeds are utilised, zones deeper in the material
reach a temperature that is high enough to cause the phase
transformation of the white layer, resulting in a greater
white layer thickness [5]. In contrast, by increasing the
cutting speed, the dark layer depth decreases. This is due to
the heat-affected zone, i.e., the temperature rises with the
cutting speed, while the zone decreases. Due to the decrease
in area of the zone, the region over which the temperature
ranges with the white layer and dark layer decreases;
consequently, a reduced dark layer is observed.
4.2 Influence of feed rate
The influence of feed rate on the microstructure changes
was studied at a constant cutting speed and wear width. As
seen in Fig. 12, the thickness of the white layer increases
with increasing feed rate, and this variation is more evident
when a higher feed rate is utilised; in contrast, the dark
layer decreases slightly. In fact, it is well known that the
temperature rises with the feed rate, and the heat-affected
zone also increases. However, when higher feed rates are
utilised, deeper zones with a white layer can be observed.
In contrast, because the heat- affected zone thickness
increases slightly, the size of the dark layer tends either to
remain unchanged or decrease slightly.
4.3 Influence of the wear width
The influence of the wear width on the microstructure
changes was investigated, keeping both the cutting speed
and feed rate constant. As shown in Fig. 13, the depth of
the white layer increases with increasing wear width.
Moreover, the depth of the dark layer decreases, and this
variation is more evident when a severe wear width is used.
This variation is due to the heat-affected zone and the
maximum temperature reached during machining. A larger
width produces higher temperature, a deeper heat-affected
zone, and a longer friction distance. Therefore, when a
larger width is used, deeper microstructure changes can be
observed.
5 Conclusions
In this paper, a micro-hardness-based model was developed to
analytically study the turning process in terms of white and
dark layer formation. The following conclusions can be drawn:
1. The good agreement obtained between the experimental
and analytical results indicate that the proposed micro-
hardness-based model was suitable in identifying the
microstructure changes at various depths below the
machined surface.
2. Based on the experimental observations of the infrared
thermal images and forces, we can conclude that the
machining experiment designed is suitable in studying the
effect of tool flank wear width on the workpiece surface.
3. As a contribution, the new model of machining
temperature distribution proposed here simplified the
computational effort with good accuracy by avoiding
the corresponding computation of a heat partition
coefficient at the tool-workpiece interface.
4. Thewhite layer is much harder than the both the dark layer
and the bulk material, and the dark layer is harder than the
bulk material, which is a key observation of this study.
5. The white layer increases with increasing cutting speed,
feed rate, and wear width. In contrast, the depth of the
dark layer decreases with increasing cutting speed, feed
rate, and wear width.
6. In addition, the proposed micro-hardness-based model
could be used to research the residual stress distribution
and to select the process parameters rapidly in order to
achieve a more desirable final surface integrity with
acceptable accuracy.
Acknowledgement This work has been funded by a grant from the
Major State Basic Research Development Program of China (973
Program, NO.2009CB724306).
References
1. Barbacki A, Kawalec M (1997) Structural alterations in the
surface layer during hard machining. J Mater Process Technol
64:33–39
2. Barry J, Byrne G (2002) TEM study on the surface white layer in
two turned hardened steels. Mater Sci Eng A 325:356–364
3. Ramesh A, Melkote SN, Allard LF, Riester L, Watkins TR (2005)
Analysis of white layers formed in hard turning of AISI 52100
steel. Mater Sci Eng A 390:88–97
4. Ramesh A (2002) Prediction of process-induces microstructure
changes and residual stresses in orthogonal hard machining. PhD
thesis, Mechanical Engineering, Georgia Institute of Technology.
5. Umbrello D, Jawahir IS (2009) Numerical modeling of the
influence of process parameters and workpiece hardness on the
white layer formation in AISI 52100 steel. Int J Adv Manuf
Technol 44:955–968
6. Domenico U (2010) Influence of material microstructure changes
on surface integrity in hard machining of AISI 52100 steel. Int J
Adv Manuf Technol. doi:10.1007/s00170-010-3003-x
7. Chou YK, Song H (2005) Thermal modeling for white layer
predictions in finish hard turning. Int J Mach Tools Manuf
45:481–495
8. Song H (2003) Thermal modeling for finish hard turning. PhD
thesis, Mechanical Engineering, University of Alabama.
9. Han S (2006) Mechanisms and modeling of white layer formation
in orthogonal machining of steels. PhD thesis, Mechanical
Engineering, Georgia Institute of Technology.
10. David WS, Shiv KG, Richard ED (2001) A new mechanistic
model for predicting worn tool cutting forces. Mach Sci Technol
5:23–42
54 Int J Adv Manuf Technol (2012) 58:45–55

11. M’Saoubi R, Chandrasekaran H (2011) Experimental study and
modeling of tool temperature distribution in orthogonal cutting of
AISI 316 L and AISI 3115 steels. Int J Adv Manuf Technol.
doi:10.1007/s00170-011-3257-y
12. Kazban RV, Vernaza KM, Mason JJ (2008) Measurements of
forces and temperature fields in high-speed machining of 6061-T6
aluminum alloy. Exp Mech 48:307–317
13. Sullivan DO, Cotterell M (2002)Workpiece temperature measurement
in machining. Proc IME B J Eng Manufact 216:135–139
14. Dinca C, Lazoglu I, Serpenguzel A (2008) Analysis of thermal
fields in orthogonal machining with infrared imaging. J Mater
Process Tech 198:147–154
15. Huang Y (2002) Predictive modeling of tool wear rate with
application to CBN hard turning. PhD thesis, Mechanical
Engineering, Georgia Institute of Technology.
16. Komanduri R, Hou ZB (2000) Thermal modeling of the metal
cutting process Part I—temperature rise distribution due to shear
plane heat source. Int J Mach Tools Manuf 42:1715–1752
17. Graves RS, Kollie TG, McElroy DL, Gilchrist KE (1991) The
thermal conductivity of AISI 304 L stainless steel. Int J
Thermophys 12:409–415
18. Hanna CR (2007) Engineering residual stress into the workpiece
through the design of machining process parameters. PhD thesis,
Mechanical Engineering, Georgia Institute of Technology.
19. Umbrello D, Filice L (2009) Improving surface integrity in
orthogonal machining of hardened AISI 52100 steel by modeling
white and dark layers formation. Ann CIRP 58:73–76
20. Ghosh S, Kain V (2010) Microstructure changes in AISI 304 L
stainless steel due to surface machining: effect on its susceptibility
to chloride corrosion cracking. J Nucl Mater 403:62–67
Int J Adv Manuf Technol (2012) 58:45–55 55
Copyright of International Journal of Advanced Manufacturing Technology is the property of Springer Science
& Business Media B.V. and its content may not be copied or emailed to multiple sites or posted to a listserv
without the copyright holder's express written permission. However, users may print, download, or email
articles for individual use.




























