Embed Size (px)
Citation preview

Full Paper
Amphiphilic Copolymer Coatings via PlasmaPolymerisation Process: Switching andAnti-Biofouling Characteristics
Virendra Kumar,* Jerome Pulpytel, Guido Giudetti, Hubert Rauscher,Francois Rossi, Farzaneh Arefi-Khonsari*
V. Kumar, J. Pulpytel, F. Arefi-KhonsariLaboratoire de Genie des Procedes Plasmas et Traitements deSurface, ENSCP, Universite Pierre et Marie Curie, 11 rue Pierre etMarie Curie, 75231 Paris Cedex 05, FranceFax: þ33 1 44276813E-mail: [email protected], [email protected]. KumarRadiation Technology Development Division, BARC, Trombay,Mumbai 400085, IndiaG. Giudetti, H. Rauscher, F. RossiInstitute for Health and Consumer Protection, EuropeanCommission Joint Research Centre, Ispra, Italy
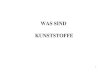
Environmentally benign-solvent free plasma process is employed to produce nanostructuredPFDA-co-DEGDME amphiphilic coatings via plasma co-polymerisation of 1H,1H,2H,2H-per-fluorodecyl acrylate (PFDA) and diethyleneglycol dimethyl ether (DEGDME) precursors in a lowpressure-RF-inductively excited tubular plasma reactor using argon as a carrier gas. Theplasma-polymerised coatings are characterised by Fourier transform infrared spectroscopy(FT-IR), X-ray photoelectron spectroscopy (XPS), field emission scanning electron microscopy(FESEM), atomic force microscopy (AFM) and contact angle measurements. PFDA-co-DEGDMEcoatings with varying chemical environments and morphologies are achieved by varying theplasma parameters such as, continuous wave (CW) and pulse modulated (PM) plasma mode,and plasma deposition time. Plasma polymerised PFDA-co-DEGDME coatings are found to exhibit a switchingproperty in terms of wettability, i.e., from hydrophobic tohydrophilic and vice versa, in response to the contactingenvironment. Quartz crystal microbalance (QCM) is usedto study the adhesion of two model proteins, namely,human serum albumin (HSA) and fibrinogen (FGN) incontinuous flow conditions, which reveals the proteinrepellent, i.e., anti-biofouling characteristics of the PFDA-co-DEGDME amphiphilic coatings.
120001000080006000400020000-30
-25
-20
-15
-10
-5
0
Adsorption of HSA
PFDA-co-DEGDME
PFDA
Untreated Au
∆f/Hz
Time/s
Plasma Process. Polym. 2011, 8, 373–385
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim wileyonlin
Introduction
‘Biofouling’ is an unwanted adhesion and growth of bio-
molecules, such as proteins and micro-organism on the
surfaces of devices and tools that poses an adverse effect on
the life, activity, performance and efficiency of the devices.
The adsorption of proteins onto a biomaterial surface
initiates a cascade of events, right from the conditioning of
surface up to the biofilm formation that can ultimately
result in inflammation, infection and rejection of the
implant and medical devices.[1–4] In fact, the non-specific
adsorption of proteins and associated bio-adhesion is one of
the most significant limitations to the end point utility of
elibrary.com DOI: 10.1002/ppap.201000109 373

374
V. Kumar, J. Pulpytel, G. Giudetti, H. Rauscher, F. Rossi, F. Arefi-Khonsari
many biomaterial devices, e.g., catheters, blood contacting
devices, implant materials, biosensors, microfluidics and
drug delivery systems.[5] Moreover, marine applications
also suffer from the biofouling resulted from the adsorption
and accumulation of proteins, bacteria, cyanobacteria,
algae, etc. The undesirable accumulation of biomass on a
ship hull leads to increased weight and higher hydro-
dynamic drag resulting in lower operational speed, which
consequently increases the fuel consumption and operational
cost.[6] Therefore, the modification of a material surface to
impart protein repellent property has a great technological
and industrial relevance. Two strategies based on surface
modification have been mostly used to reduce the biofouling
of material surfaces. First approach is based on the surfaces
with high surface energy, i.e., hydrophilic surfaces, e.g.,
polyethylene glycol (PEG) like coatings;[4,7,8] and second
approach is based on the inert surfaces having low surface
free energy, i.e., hydrophobic surfaces, e.g., fluorocarbon and
silicon based inert coatings.[9–14]
In the present work, we have used a relatively recent
approach of fabricating anti-biofouling surfaces via plasma
process, which is based on the nanostructured PFDA-co-
DEGDME amphiphilic polymer coatings, prepared by
copolymerisation of hydrophilic (i.e. DEGDME) and hydro-
phobic polymer (i.e. PFDA) domains in a single step. In the
amphiphilic polymer coating, the intrinsic incompatibility
between the hydrophilic and hydrophobic components
leads to phase segregation and consequently results into
surfaces with compositional, morphological and topogra-
phical surface heterogeneity, which makes the interaction
between biomolecule and substrate energetically unfa-
vourable.[15] Amphiphilic surfaces with nanoscale com-
plexities, prepared by conventional deposition methods,
have been reported to exhibit anti-biofouling character-
istics.[15,16] Furthermore, coupling of well-known protein
resistance of PEG like coating from DEGDME surfaces with
inert or anti-adhesive perfluorocarbon PFDA coatings is
expected to exhibit synergistic effect towards protein
repellent properties of the PFDA-co-DEGDME copolymer
coatings.[4,7–9,13,17,18] Different amphiphilic polymer net-
works have been prepared by different research groups
using different combinations of hydrophilic and hydro-
phobic polymers, e.g., hyperbranched fluoropolymers
crosslinked with polyethylene glycol (PEG),[15] polyiso-
butylene and poly(2-hydroxyethyl methacrylate) or poly-
(N,N-dimethylacrylamide),[19,20] polystyrene and poly-
urethane,[21] poly(ethoxylated fluoroalkyl acrylate)-
polystyrene amphiphilic block copolymer,[22,23] etc. These
amphiphilic polymer networks have been reported to
exhibit reduced adhesion of various biomolecules including
protein, cell, platelet, UlVa sporelings and cells of the
diatom NaVicula. Most of the methods used for preparation
of the amphiphilic coatings involved solvent casting and
spin coating using volatile organic solvents, or involved a
Plasma Process. Polym. 2011, 8, 373–385
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
multi-step synthesis protocol, including photo-curing
process, which suffer with environmental and processi-
bility issues in addition to the poor adhesion to the
substrates.[16,24,25] On the other hand, plasma-polymerised
coatings offer processing, environmental and device
performance related advantages over the conventional
polymer coatings.[26–31] Plasma deposition process being a
clean, dry and environmental benign process, provides
coatings with better stability and adhesion to substrate
through covalent bonding. Pin hole free coatings having
extreme range of surface chemistries with thickness control
can be deposited onto uneven shaped inorganic as well as
organic substrates using plasma enhanced chemical vapour
deposition (PECVD) or plasma polymerisation process.
Amphiphilic copolymers have been utilised to create
smart surfaces, also called switchable or responsive
surfaces that are capable of undergoing reversible changes
of properties in response to surrounding environmental
conditions or stimuli. The polymer surfaces cannot be
considered as rigid and unchangeable, since polymer chains
tend to respond to the environment or applied stimuli by
changing the conformation and location of their backbones,
side chains, segments, pendant groups or end groups.[32]
Different studies have been carried out to develop
responsive smart surfaces by coating or grafting a variety
of amphiphilic environment sensitive copolymers onto
substrates.[33–35] Water contact angle measurement has
been found to be an easy and fast technique to study the
switching property of amphiphilic polymer surfaces in
different environmental conditions.[35]
To the best of our knowledge, no work has been reported
in the literature so far, on the application of the single step,
solvent free-dry-plasma process to fabricate amphiphilic
coatings exhibiting switching and anti-biofouling char-
acteristics. We report the investigation of chemistry as well
as the surface and bulk morphology of the plasma
polymerised amphiphilic polymer coatings deposited
under different experimental conditions. Herein for the
first time, we report the plasma polymerisation process for
fabrication of nanostructured amphiphilic PFDA-co-
DEGDME coatings exhibiting switching property in terms
of wettability, i.e., from hydrophobic to hydrophilic and vice
versa, in response to the contacting environment; and anti-
biofouling characteristics against protein adsorption. The
amphiphilic PFDA-co-DEGDME coatings were found to
exhibit better protein repellent characteristics as compared
to that of hydrophobic PFDA coatings.[9]
Experimental Part
Materials
A fluorocarbon precursor, namely, 1H,1H,2H,2H-perfluorodecyl
acrylate (CH2¼CH�CO2CH2CH2(CF2)7CF3, purity¼ 97%, mol.
DOI: 10.1002/ppap.201000109

Amphiphilic Copolymer Coatings via Plasma Polymerisation Process: Switching and Anti-Biofouling Characteristics
wt.¼518.17 g �mol�1, Sigma–Aldrich, France) and diethylenegly-
col dimethyl ether (CH3�(OCH2CH2)2�O�CH3, purity¼ 99.5%, mol
wt.¼134.18 g �mol�1, Sigma–Aldrich, France), were used without
further purification. Argon gas (purity> 99.9%, Air Liquide, France)
was used as carrier gas. Thermanox1 coverslips (13 mm diameter,
Nalge Nunc International, Thermo Fisher Scientific, USA) and
polished silicon wafers (100) (Siltronix, France) were used as
coating substrates. For QCM analysis, human serum albumin
(A6909, Sigma) and fibrinogen (F3879, Sigma) were diluted
in 10�3M PBS, pH7.4, to a final concentration of 50mg �mL�1.
Plasma Deposition Set up-Deposition of
PFDA-co-DEGDME Coatings
A low pressure inductively excited radio frequency-tubular quartz
plasma reactor system was used for deposition of plasma
polymerised PFDA-co-DEGDME amphiphilic coatings (Figure 1).
The plasma setup consists of an electrodeless cylindrical quartz
reactor (4 cm inner diameter, 50 cm length, base pressure of
3�10�2 mbar) with an externally wound copper coil for RF power
coupling. The RF power was delivered from a Dressler Cesar RF
generator through a matching L–C unit to the copper coil wound
around the cylindrical quartz reactor. The substrate is placed 9.0 cm
below the coil, so that the sample remains in the after glow region.
The plasma reactor was connected to a vacuum pump (Pfeiffer
vacuum) attached with inlet chemical filter trap (Edwards high
vacuum, Britain). Argon gas passes through the precursor bubbling
systems via two feed lines in order to transport the precursor
vapours to the plasma reactor. The flow rates of the carrier gas and
precursors were regulated by electronic mass flow controllers (MKS
instruments). Prior to each experimental run, the reactor was
scrubbed and cleaned with detergent, organic solvents and dried
using a compressed air blow. The plasma reactor system was
reassembled and cleaned further with 20 W Ar-plasma at 0.5 mbar
Figure 1. Schematics of a low pressure inductively excited RF-tubular quartz plasma reactor setup with two feed lines.
Plasma Process. Polym. 2011, 8, 373–385
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
pressure for 30 min. Two precursor-feed lines in the experimental
set up provides us the option to deposit polymer coating from single
precursor using one feed line at a time or to deposit a copolymer
coating from two precursors by using both the feed lines
simultaneously. Plasma polymer coatings were deposited at
working pressure of 0.5 mbar for 20 min deposition time, unless
otherwise mentioned.
Coating Characterisation
Fourier Transform Infrared (FT-IR) Spectroscopy
The bulk chemical environment of plasma polymerised coatings
were analysed by a Fourier transform infrared spectrometer
(Bruker-Tensor 27 FT-IR spectrophotometer) in the transmission
mode. Silicon wafers (i-type, 100) were used as deposition
substrates for FT-IR analysis. The FT-IR spectra were recorded with
the resolution of 4 cm�1 and averaged with 100 scans. The FTIR
spectra presented in the manuscript were corrected for a sloping
baseline.
X-Ray Photoelectron Spectroscopy (XPS)
Surface chemical analysis of the coatings was carried out by XPS,
which was performed on a Kratos Axis Ultra instrument equipped
with a monochromatic aluminium Ka X-rays source (1 486.6 eV).
The emitted photoelectrons were detected by a multichannel
detector at pass energy of 20 eV for recording the high resolution
C1s spectra. A photoelectron take-off angle of 908 relative to the
surface was used, which corresponds to a sampling depth of
approximately 5–8 nm for the C(1s) envelope. The base pressure in
the analysis chamber was �3� 10�9 torr, however, after loading
the samples the pressure during XPS measurement was
�1�10�8 torr. For the high-resolution C1s spectra, CF2 at
292.4 eV was used as reference for binding energy calibration.
High-resolution C1s spectra were deconvoluted into different
chemical groups using a Gaussian curve-fitting technique, taking
FWHM equal for all peaks. XPS peaks were fitted using Casa XPS
fitting software assuming linear background subtraction. Two
analysis areas (700mm�300mm) of the each sample were used for
XPS analysis.
Field Emission Scanning Electron Microscopy (FESEM)
Field emission scanning electron microscopy (FESEM) images were
taken using Zeiss Ultra 55 FEG SEM with GEMINI Column on gold
metallised coating surfaces by sputter coating (Cressinton sputter
coater-108 auto). The bulk morphology and thickness of the
coatings were investigated by fracturing coatings deposited on Si
wafers and then taking cross-sectional images of fractured
samples. Electrons with accelerating voltage of 6 kV were used
to obtain the FESEM images.
Atomic Force Microscopy (AFM)
Atomic force microscope (AFM) NTEGRA PRIMA from NT-MDT was
used to examine the topography and roughness of the plasma
polymerised coatings. The instrument was operated in semi-
contact mode. All of the AFM images were acquired at room
temperature (�24 8C), in air and are presented as unfiltered data.
www.plasma-polymers.org 375

5 10 15 20 25 30 35 40 450.0
0.5
1.0
1.5
2.0
Pre
curs
or fl
ow ra
te/s
ccm
Argon gas flow rate/sccm
(a)
(b)
Figure 2. Flow rates of precursor molecules in the plasma reactoras a function of Ar flow rate at 0.5mbar pressure. (a) DEGDME(25 8C) and (b) PFDA (65 8C).
376
V. Kumar, J. Pulpytel, G. Giudetti, H. Rauscher, F. Rossi, F. Arefi-Khonsari
‘NOVA’ SPM Software was used for data acquisition and data
processing. The average surface roughness (Ra) values were derived
from (10mm� 10mm) AFM images.
Contact Angle (CA) Measurements
Sessile drop contact angle values were measured in a kinetics mode
using a video capture apparatus (Digidrop GBX-3S system, France).
For each measurement, a 6mL droplet was dispensed onto the
coating surface and images of water droplets were captured
continuously to measure the time resolved water contact angle
values.
Quartz Crystal Microbalance (QCM)
Plasma polymerised coatings were analysed for anti-biofouling
characteristics by measuring adsorption of two different proteins,
namely, HSA and FGN as a function of time in a continuous flow
mode, using a Quartz crystal microbalance QCM-D E4 instrument
(Q-Sense AB, Gothenburg, Sweden).[25,36] All data presented in this
study correspond to the fifth overtone, which is less sensitive to
variations of the mounting conditions of different crystals. Polished
AT-cut and Au coated sensor quartz discs (14 mm in diameter,
0.30 mm thick) with a fundamental frequency of 5 MHz (Q-Sense
AB, Gothenburg, Sweden) were used for QCM experiments. After
assembling the sensor quartz disc into the QCM, the plasma
polymer surfaces were first exposed to 10 mM PBS solution at pH
7.4, in order to stabilise the system and obtain the base line. After
that, the protein solution with 50mg �mL�1 concentration in 10 mM
PBS was pumped continuously through the measurement chamber
at a flow rate of 20ml �min�1. The frequency changes due to
adsorption of proteins were monitored as a function of time. The
change in the resonating frequency (Df) of the sensor disc can be
related to the approximated mass change (Dm) of the sensor disc
due to adsorption or desorption of material using Sauerbrey
Equation (1), which is restricted to the sufficiently thin and rigid
adsorbed films.[37,38]
Prec
Plasma
� 2011
Dm ¼ � C=n½ � � Dfð Þ (1)
where n is the overtone number and C is a mass sensitivity
constant.
Results and Discussion
We have prepared amphiphilic PFDA-co-DEGDME coatings
via plasma copolymerisation of PFDA and DEGDME
precursors, under different experimental conditions, such
as CW plasma mode, PM plasma mode, deposition time and
precursor feed ratio. The precursor flow rate was controlled
by the flow of carrier gas, i.e., Ar gas. The flow rates of
precursors were estimated using following relation (2).
ursor flow rate ðsccmÞ ¼ ðDm=Dt � MÞ ðRT=PÞ (2)
where T¼ 298 K, P¼ 1 atm, R¼ 0.082 L � atm �K�1 �mol�1,
M¼mol. wt. of the precursor, Dm the mass of precursor
Process. Polym. 2011, 8, 373–385
WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
consumed in Dt time period under a fixed argon flow.
Unlike DEGDME, the vapour pressure of PDFA was quite
low and was not sufficient enough to provide plasma
polymerised PFDA coatings at room temperature (�25 8C)
(confirmed by WCA and XPS analysis). Therefore, for all the
experiments, temperatures of precursors were optimised
as 65 8C and 25 8C for PFDA and DEGDME, respectively.
PFDA and DEGDME precursor flow rates exhibited linear
correlations with the flow rate of argon gas, as shown in
Figure 2. The Ar flow rate was used to regulate precursor
flow rate in order to prepare amphiphilic copolymer
coatings with varying chemical compositions.
Characterisation of Coatings
FT-IR spectroscopy in transmission mode provides the
information about the chemical environment of the overall
polymer coating film; whereas, XPS analysis gives the
information about the surface chemical composition of the
outermost layer film up to 10 nm depth depending upon the
take off angle. Figure 3 shows the FT-IR spectra of PFDA, PEG
like coating from DEGDME and PFDA-co-DEGDME copoly-
mer coatings prepared under PM and CW plasma modes.
The FTIR spectra of pure PFDA coating (Figure 3a) exhibits a
sharp and intense peak at 1 741 cm�1, which corresponds to
the C¼O stretching of acrylate group, and IR bands between
1 400 and 1 000 cm�1 region are attributed to the CFx (x¼ 1–3)
vibrations representing the main feature of plasma
polymerised fluorocarbon coatings.[39–43] The sharp and
intense peaks at 1 205 and 1 149 cm�1 are attributed to the
asymmetric stretching and symmetric stretching of the
�CF2 groups, respectively. The IR peak at 1 234 cm�1
represents to the C�F stretching vibration overlapped with
the CH2 wagging.[44–46] A small absorption peak at
DOI: 10.1002/ppap.201000109

1800 1700 1400 1300 1200 1100 1000 900
1107 cm -1
1119 cm -1
1114 cm -1
1114 cm -1
(c)
(a)
(b)Abs
orba
nce/
a.u.
wavenumber/cm-1
(d)
Figure 3. FT-IR spectra of (a) PFDA coating prepared under PMplasma mode (Ppk¼ 1W, ton¼ 25ms, toff¼ 75ms), (b) PFDA-co-DEGDME coating in PM mode (PFDA:DEGDME¼0.3 sccm:1.5 sccm; Ppk¼ 1W, ton¼ 25ms, toff¼ 75ms), (c) PFDA-co-DEGDMEcoating in CW mode (PFDA:DEGDME¼0.3 sccm:1.5 sccm,Ppk¼ 1W) and (d) PEG like coating from DEGDME in PM mode(Ppk¼ 1W, ton¼ 25ms, toff¼ 75ms).
Amphiphilic Copolymer Coatings via Plasma Polymerisation Process: Switching and Anti-Biofouling Characteristics
1 119 cm�1 is attributed to the C�O stretching overlapped
with the tail of the CFx band. PEG like coating from DEGDME
exhibited a sharp but low intensity IR absorbance peak at
1 107 cm�1 corresponding to the C�O ether bond[47]
(Figure 3d). The plasma polymerised PFDA-co-DEGDME
coatings (Figure 3b and c) showed all the IR peaks of PFDA in
addition to a clear and more significant peak at 1 114 cm�1,
which represents the C�O ether bonds (1 107 cm�1 for PEG
in Figure 3d), blue shifted due to presence of C�F vibrations.
FTIR spectra of amphiphilic PFDA-co-DEGDME coatings
show the signature of PEG segments, i.e., ether linkages
(hydrophilic component) along with PFDA segments, i.e.,
CFx groups (hydrophobic component); although peak
intensities of fluorinated groups of PFDA component are
more prominent as compared to that of ether bonds of PEG
component. The high intensity band of fluorocarbon groups
from PFDA are attributed to (i) higher extinction coefficient
of CFx (x¼ 1–3) groups as compared to ether linkages, as
clearly understood from the absorption bands of pure PEG
and PFDA spectra in Figure 3; and (ii) the high reactivity of
acrylate groups in PFDA leads to higher deposition of PFDA
as compared to DEGDME.
Figure 4a–d shows the high-resolution XPS scan of the
C1s peak of the plasma polymerised PFDA, PEG like coatings
from DEGDME, and PFDA-co-DEGDME coating prepared
under PM and CW plasma conditions. Figure 4a shows the
C1s XPS spectra of plasma polymerised PFDA coatings,
where peaks for different chemical groups are assigned as
CF3 (C1: 294.6 eV), CF2 (C2: 292.4 eV), CF/O�C¼O (C3:
290.0 eV), C�O(CF) (C4: 287.7 eV) and C�CF/C�O (C5:
286.6 eV).[10] The well resolved peaks corresponding to
Plasma Process. Polym. 2011, 8, 373–385
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
CF2 and CF3 groups signify a low degree of fragmentation
and rearrangement of perfluorocarbon chain of precursor
molecule in the plasma polymerised PFDA coatings.
Figure 4b represents the C1s XPS spectra of plasma
polymerised PEG like coatings from DEGDME precursor,
which is fitted with four components attributed to the
O�C¼O (C6: 289.3 eV), C¼O (C7: 288.0 eV), C�O (C8:
286.5 eV) and C�C (C9: 285.1 eV) groups. The high intensity
of the peak at 286.5 eV attributed to the ether function
(C�O) indicates the formation of PEG like coatings by
DEGDME system.[47] Figure 4c and d shows the C1s XPS
spectra of PFDA-co-DEGDME coatings prepared under PM
and CW plasma modes, respectively, showing the peaks of
all the chemical groups present in PFDA. However, the C1s
spectrum of PFDA-co-DEGDME coating prepared in PM
plasma mode (Figure 4c) quite resembles to that of PFDA
coating (Figure 4a), whereas, coatings prepared under CW
mode (Figure 4d) shows different C1s XPS spectrum as
compared to that of PFDA coating (Figure 4a).
CW Versus PM Plasma Mode
Influence of the plasma operation modes, i.e., CW and PM
plasma discharge modes on the composition, surface
topography and morphology of different plasma deposited
fluorocarbon coatings have been reported in the litera-
ture.[9,10,48,49] It was interesting to observe that the CW and
PM plasma modes showed large influence not only on the
chemical composition but also on the morphology and
topography of the amphiphilic PFDA-co-DEGDME coating.
FTIR spectra shown in Figure 3b and c indicate the
difference in the overall chemical composition of PFDA-
co-DEGDME coating prepared under PM and CW plasma
mode, using constant precursor feed ratio. The A1114/A1149
peak ratio was found to be higher in case of CW mode as
compared to that in case of PM mode, suggesting the higher
content of PEG segments in the copolymer coating in CW
plasma mode. In fact, mild PM plasma is more suitable for
plasma polymerisation of PFDA as compared to energetic
CW mode from chemical group retention point of view
because PFDA being a large molecule with unsaturated
acrylate group needs radicals just to initiate the polymer-
isation reaction.[10] In CW mode, energy is continuously
being fed to the system, which generates reactive species
continuously causing more fragmentation of the PFDA
molecules and ablation/damage to the coatings. On the
contrary, DEGDME being a saturated organic precursor
needs comparatively energetic plasma condition that can
fragment the DEGDME precursor molecule to give rise PEG-
like coatings. So there is a difference in the plasma process
requirement for deposition of PFDA and DEGDME due to the
basic difference in the deposition mechanism for the
two precursors. In CW mode, there is higher possibility
of de-fluorination of PFDA polymer chains, which is
www.plasma-polymers.org 377

296 294 292 290 288 286 284
C5
C4C3
C2
C1
(a)In
tens
ity/a
.u.
B.E./eV296 294 292 290 288 286 284
C9
C8
C6C7
(b)
Inte
nsity
/a.u
.
B.E./eV
296 294 292 290 288 286 284
(c)
Inte
nsity
/a.u
.
B.E./eV296 294 292 290 288 286 284
(d)
Inte
nsity
/a.u
.
B.E./eV
Figure 4. High-resolution C1s XPS spectra of plasma polymerised coatings prepared under CW (Ppk¼ 1W, pressure¼0.5mbar) and PMplasma conditions (1W, pressure¼0.5mbar, ton¼ 25ms, toff ¼ 75ms). (a) PFDA coating, prepared under PM plasma conditions, (b) PEG likecoating from DEGDME in PM mode, (c) PFDA-co-DEGDME coating in PM mode (PFDA:DEGDME¼0.3 sccm:1.5 sccm) (d) PFDA-co-DEGDMEcoating in CW mode (PFDA:DEGDME¼0.3 sccm:1.5 sccm).
378
V. Kumar, J. Pulpytel, G. Giudetti, H. Rauscher, F. Rossi, F. Arefi-Khonsari
manifested by lower intensities of CFx absorption bands.
On the contrary, in CW mode, there is a higher extent of
deposition of PEG like coating due to higher fragmentation
of DEGDME precursor, which is manifested by higher
intensity of IR absorption band at 1 114 cm�1.
Interestingly, FT-IR analysis shows the difference
between the bulk chemistry of PFDA and PFDA-co-DEGDME
prepared in both PM and CW plasma mode (Figure 3). The
presence of the IR peak at 1 114 cm�1 in PFDA-co-DEGDME
coatings indicated the incorporation of PEG, however, the
peak is more prominent in case of CW plasma mode as
compared to PM mode (Figure 3). On the contrary, XPS
analysis shows that unlike in CW mode, the PFDA-co-
DEGDME prepared in PM mode exhibited almost similar
surface chemistry of PFDA coatings (Figure 4a, c and d).
From the XPS analysis, the concentrations of C�O(CF)
groups, which is formed due to the fluorination of ether
(C�O) linkage, were found to be 31.0, 12.5 and 11.5 at.-% in
PFDA-co-DEGDME prepared in CW, PFDA-co-DEGDME
prepared in PM, and PFDA coatings, respectively. The
higher concentration of C�O(CF) in CW mode revealed by
XPS analysis indicates the presence of significant amount of
Plasma Process. Polym. 2011, 8, 373–385
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
PEG components in outer surface layers of PFDA-co-
DEGDME coating. The FT-IR and XPS analysis suggested
that in CW mode, significant amount of PEG is present in the
bulk as well as at the outermost surface layers of the PFDA-
co-DEGDME coatings, because the strong CW plasma
condition is more suitable for the deposition of the
saturated DEGDME precursor. On the other hand, in mild
PM plasma condition, comparatively lesser amount of PEG
like component was incorporated in the PFDA-co-DEGDME
coatings. Moreover, the PFDA and PEG components were
reorganised in such a way that hydrophobic PFDA segments
were present on the outer layers of the copolymer coating
due to the hydrophobic interaction between hydrophobic
PFDA segments and air. As a consequence, in PM mode,
PFDA chains migrate to the outer most layer of the coating
and showed almost similar chemical structure of PFDA, as
indicated by XPS results (Figure 4a and c).
The reorganisation of chemical groups in PM plasma
mode is further supported by the FT-IR analysis, which
showed that in PM mode, the bulk chemical environments
of coatings changes with the precursor feed ratios (Figure 5),
whereas, no significant effect of precursor feed ratio was
DOI: 10.1002/ppap.201000109

1000110012001300140017201740176017801800
(d )
(c )
(b )
Abs
orba
nce.
/a.u
.
Wavenumber/cm-1
(a )
Figure 5. FT-IR spectra of PFDA-co-DEGDME coatings preparedunder PM plasma conditions (Ppk¼ 1W, ton¼ 25ms, toff¼ 75ms)at varying precursor feed ratio, i.e., PFDA (sccm):DEGDME (sccm):(a) 0.4:1.3, (b) 0.3:1.5, (c) 0.2:1.6 and (d) 0:0.6.
Figure 6. FESEM images showing bulk and surface morphologiesof PFDA-co-DEGDME copolymers prepared under (a) PM mode(PFDA:DEGDME¼0.3 sccm:1.5 sccm, Ppk¼ 1W, ton¼ 25ms,toff¼ 75ms) (b) CW plasma mode (PFDA:DEGDME¼0.3 sccm:1.5sccm, Ppk¼ 1W).
Amphiphilic Copolymer Coatings via Plasma Polymerisation Process: Switching and Anti-Biofouling Characteristics
observed on the surface chemical environments of the
PFDA-co-DEGDME coatings (XPS analysis). As shown in
Figure 5, there is a decrease in the IR band intensity of CFx
groups with the decrease in the [PFDA]/[DEGDME] feed
ratio, revealing the decrease in the concentration of PFDA
component in the amphiphilic coating. The intensity of
1 114 cm�1 band for ether functionality remained almost
constant for all the feed ratios, might be because of the fact
that the tail of the CFx band is overlapped with C�O band at
1 114 cm�1, therefore, the increase in the FT-IR C�O
absorption band would be compensated, to some extent,
by the decrease in CFx absorption band. However, the ratio
A1114/A1149 was found to increase with the increase in the
[DEGDME]/[PFDA] feed ratio, which clearly suggested that
at higher [DEGDME]/[PFDA] feed ratio a higher concentra-
tion of PEG component is incorporated in the copolymer
coating.
Figure 6 shows the FESEM images of amphiphilic PFDA-
co-DEGDME coatings exhibiting marked difference in the
bulk morphology as well as surface morphologies of the
coatings prepared in PM and CW mode. The difference in the
surface morphology of fluorocarbon coatings produced in
CW and PM mode have been reported earlier and attributed
to the difference in the growth mechanism.[9,40,48] PFDA-co-
DEGDME coating prepared in PM mode exhibited a
nanostructured surface morphology with entangled-worm
like bulk morphology (Figure 6a), which is attributed to the
thermodynamically driven phase segregation of two
intrinsically non-compatible polymer segments, i.e., hydro-
philic (PEG) and hydrophobic (PFDA) domains, during the
plasma deposition process. On the other hand, coatings
prepared in CW mode exhibited smooth, featureless surface
morphology with compact and homogeneous bulk mor-
phology (Figure 6b). These observations were further
supported by AFM analysis. Figure 7 shows the 2D and
Plasma Process. Polym. 2011, 8, 373–385
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
3D AFM images of PFDA-co-DEGDME copolymers, exhibit-
ing different surface topography of the coatings prepared
under PM and CW plasma modes. The coating prepared
under PM plasma mode has rough and complex domains
resulted from the phase segregation of incompatible PFDA
and PEG segments, which was manifested by the high
roughness values (Ra ¼ 26.0 nm). However, the coating
prepared in CW mode showed very low surface roughness
(Ra¼ 2.0 nm).
In CW plasma mode, the energy is continuously fed into
the system that results in high plasma density, generating
energetic species throughout the treatment time that cause
polymerisation, fragmentation, generation of reactive sites
on the coating causing surface modification and higher
crosslinking extent. Furthermore, in energetic CW mode the
fragmented precursor molecules will quickly copolymerise
and crosslink and polymer chains will have little freedom
for reorientation and phase segregation. Therefore, the
www.plasma-polymers.org 379

Figure 7. 2D and 3D AFM images of PFDA-co-DEGDME copolymers prepared under PM plasma mode (PFDA:DEGDME¼0.3 sccm:1.5 sccm,Ppk¼ 1W, ton¼ 25ms, toff¼ 75ms) and CW plasmamodes (PFDA:DEGDME¼0.3 sccm:1.5 sccm, Ppk¼ 1W). (a) PM-2D image, (b) PM-3D image,(c) CW-2D image and (d) CW-3D image.
380
V. Kumar, J. Pulpytel, G. Giudetti, H. Rauscher, F. Rossi, F. Arefi-Khonsari
smooth film growth with a compact and homogeneous bulk
morphology of the coating prepared in CW mode are
attributed to the combined effect of deposition, surface
modifications via etching/ablation and crosslinking of
coatings, taking place simultaneously. On the other hand,
PM plasma process offers an opportunity to generate
plasma films under mild or low power input condition, i.e.,
equivalent power Peq conditions; Peq ¼ [ton/(ton þ toff)]Ppk,
where ton and toff are the ‘plasma on’ and ‘plasma off’ times
and Ppk is the plasma peak power.[50] In mild PM plasma
process, a more relaxed, ordered and selective polymerisa-
tion reaction occurs during ‘plasma off’ times, relative to
that occurring during the highly energetic ‘plasma on’
periods. The lifetimes of neutrals are much higher than
those of the ions, as electron–ion recombination reactions
are much faster than the radical recombination reaction.[51]
In PM plasma mode, the neutral radical could stay longer
and take part in the polymerisation/deposition process
during plasma off period with minimal surface modifica-
tions of coatings.[52,53] Therefore, by regulating the ton/toff,
PM plasma process provides a control over the extent of
precursor fragmentation and coating modification by
controlling the selectivity of neutrals, i.e., radicals (respon-
Plasma Process. Polym. 2011, 8, 373–385
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
sible for deposition/polymerisation) over the ions (respon-
sible for ablation/etching) during the ‘plasma off’ time.
Moreover, in PM mode, the lower extent of crosslinking
of polymers allows the growing polymer chains to
relax and to reorient during ‘plasma off’ time that facilitate
the phase segregation process, manifested by the
complex (nanostructured and worm like) morphology
and topography of PFDA-co-DEGDME coating. Moreover,
under similar experimental conditions, the thickness of the
copolymer coatings prepared in CW mode is less, as
compared to that prepared in PM mode (Figure 6), which
signifies the presence of etching/ablation process as a
competing process with polymerisation in CW plasma
mode.
Deposition Time
The FT-IR analysis of PFDA-co-DEGDME coatings showed
the increase in the IR peak intensities with the increase in
the deposition time, which was attributed mainly to the
increase in the coating thickness only, as XPS analysis
showed no significant difference in the chemical composi-
tion of the coatings prepared under different deposition
DOI: 10.1002/ppap.201000109

Figure 8. FESEM images of PFDA-co-DEGDME copolymers prepared under PMmode as a function of deposition time (a) 10min, (b) 20min, (c)30min and (d) 40min (PFDA:DEGDME¼0.3 sccm:1.5 sccm, Ppk¼ 1W, ton¼ 25ms, toff¼ 75ms).
Amphiphilic Copolymer Coatings via Plasma Polymerisation Process: Switching and Anti-Biofouling Characteristics
times (data not shown). The coating thickness (estimated by
FESEM analysis) showed almost linear increase with the
plasma deposition time from which the deposition rate
was estimated as �20 nm �min�1, which is nearly twice
the deposition rate of plasma polymerised pure PFDA
coating.[9]
Figure 8 shows the FESEM images of PFDA-co-DEGDME
coatings prepared under varying deposition time, clearly
showing the influence of deposition time on the surface
morphologies. At deposition time of 10 min, unevenly
distributed nano-particulate structures appeared on the
coating surface, whereas, at 20 min deposition time, a well
ordered and evenly distributed mountain like micro-
structured features with the nano-structure on the top of
the microstructures were observed. However, at 30 min, the
microstructures started disappearing and nano-structures
were still present along with few microstructures, but at
40 min, only nano-structures with almost no prominent
microstructures were seen. These observations suggested
the important role of plasma deposition time for controlling
the surface morphology of the PFDA-co-DEGDME amphi-
philic coatings.
Plasma Process. Polym. 2011, 8, 373–385
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
Switching Characteristics of PFDA-co-DEGDMECoatings
The design and fabrication of surfaces with switchable
polymeric structures is quite important for sensing and
actuation applications on the micro- and nano-scales. The
switching characteristics of polymer brushes have been
reported by other research groups for tissue engineering
applications.[54,55] We have observed a responsive beha-
viour of plasma polymerised PFDA-co-DEGDME amphiphi-
lic coatings in terms of wettability, i.e., switching from
hydrophobic to hydrophilic and vice versa in response to the
surrounding contacting media. Figure 9a and b shows the
reversible change of WCA of PFDA-co-DEGDME coatings
deposited under PM and CW plasma mode, respectively, as a
function of time. Plots shown in Figure 9a,b consist of two
parts; the first part shows the variation of WCA of PFDA-co-
DEGDME coating just after the plasma deposition, which
was cleaned with dry air blow to remove the dust particles
from the coating surface if any; and the second part shows
variation of WCA of the coating, which was dipped in water
for 30 min and then dried quickly by air blow. The WCA
www.plasma-polymers.org 381

0 100 200 1900 2000 2100 2200 2300
60
70
80
90
100
110
120 air dried coating after dipped in water
II partI part
WC
A / d
egre
e
Time / s
(a)
30 min
0 100 200 1900 2000 2100 2200 2300100
105
110
115
120
air dried coating after dipped in water
II part
(b)
WC
A/de
gree
I part
30 min
Figure 9. Switching properties of PFDA-co-DEGDME coatings:WCA as a function of time (a) CW plasma mode(PFDA:DEGDME¼0.3 sccm:1.5 sccm, Ppk¼ 1W) and (b) PM plasmamode (PFDA:DEGDME¼0.3 sccm:1.5 sccm, Ppk¼ 1W, ton¼ 25ms,toff¼ 75ms).
382
V. Kumar, J. Pulpytel, G. Giudetti, H. Rauscher, F. Rossi, F. Arefi-Khonsari
values of plasma deposited PFDA-co-DEGDME amphiphilic
coatings were found to decrease gradually with the time.
The initial WCA value for PFDA-co-DEGDME coatings
prepared in CW and PM mode were 1188 and 1218,respectively, which clearly indicated the enrichment of
PFDA segments on the surface due to the hydrophobic
interaction with air. The WCA values of coatings prepared in
CW and PM mode decreased to 608and 1108, respectively, in
4 min, which suggested the gradual reorientation of
hydrophilic-PEG segments on to the coating–water inter-
face due to the polar interaction between the PEG segments
and water molecules. In order to test reversibility of the
switching behaviour, we have contacted the coating
surfaces with water for 30 min to insure the restructuring
of hydrophilic segments on the top of the coating surface
and quickly dried by air blow before measuring the WCA.
We observed that during the air drying the coatings quickly
regained almost the initial WCA values (1188 for CW mode
and 1218 for PM mode) and again started decreasing with
Plasma Process. Polym. 2011, 8, 373–385
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
time and reached to the values of 638 and 1058 in case of CW
and PM mode, respectively (Figure 9). The lower WCA value
in case of CW mode as compared to PM mode indicates the
presence of PEG segments along with the PFDA segments on
the topmost layers, which is consistent with XPS results.
The switching behaviour of amphiphilic polymer coating
is attributed to the restructuring of hydrophilic and
hydrophobic polymer domains at the coating surface in
response to the contacting media. After exposing the
amphiphilic coating to air, the hydrophobic PFDA segments
reorient towards the coating–air interface and the topmost
surface layer is enriched with PFDA segments and the
coating surface behaves as hydrophobic, manifested by
high WCA values. On the contrary, when the amphiphilic
coating comes in contact with water drop during CA
measurement, the hydrophilic PEG segments start reor-
ienting towards the coating-water interface and coating
surface behaves as hydrophilic, which is manifested by the
decrease in WCA. In case of PM mode, the responsive range
was relatively narrow due to the fact that the concentration
of PEG segment in the copolymer coating was lower in case
of PM mode (FTIR analysis) and, moreover, in PM mode the
top surface layer of PFDA-co-DEGDME coating was mainly
dominated by the PFDA segments (XPS analysis). Therefore,
in PM mode, even after the restructuring of the PEG
segments on the surface, the WCA of the PFDA-co-DEGDME
coating was dominated by the PFDA segments due to the
lower concentration of PEG. Nevertheless, even the low PEG
content was sufficient to give rise to the phase separation of
two incompatible segments leading to complex nanos-
tructured morphology of PFDA-co-DEGDME coating (FESEM
and AFM images). It can be seen from the Figure 9 that for
coating prepared in CW plasma mode exhibited wider
switching range and more systematic responsive beha-
viour as compared to that prepared in PM plasma mode.
Antifouling Characteristics of PFDA-co-DEGDMECoatings
Quartz crystal microbalance (QCM) has been reported as a
very useful technique for evaluation of surface-related
processes in liquids, including protein adsorption beha-
viour and mass of adsorbed protein on to various
substrates.[25,36–38,56–58] We have analysed the protein
repellent properties of the nanostructured PFDA-co-
DEGDME amphiphilic surfaces by QCM in a continuous
flow mode and compared with that of plasma deposited
PFDA coatings.[9] HSA and FGN protein solutions prepared
in PBS solution were injected individually in the QCM
sample cell and their adsorption behaviour on to the QCM
sensor surfaces was investigated by monitoring resonance
frequency as a function of time. In the present study, the
dissipation shifts during the protein adsorption processes
were found to be low (<0.1 E�5 for HSA; <0.6 E�5 for
DOI: 10.1002/ppap.201000109

Amphiphilic Copolymer Coatings via Plasma Polymerisation Process: Switching and Anti-Biofouling Characteristics
fibrinogen) indicating the formation of a rigid layer of
proteins, which rules out the significant influence of
viscoelastic effect; allowing us to use Sauerbrey
equation in order to compare the protein adsorption
behaviour of the polymer coatings with that of the
untreated Au surfaces.[25,36,59–61] Moreover, the changes
of the mass sensitivity constant of the sensors due to the
acoustical impedance of the thin deposited plasma-
polymerised coatings are assumed to be negligibly small,
in agreement with earlier measurements of protein uptake
on thin polymeric Teflon-AF coated quartz sensors.[61]
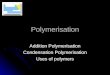
QCM frequency responses of untreated Au quartz crystal,
PFDA coated Au quartz crystal and PFDA-co-DEGDME
coated Au quartz crystal for HSA and FGN are presented
in Figure 10a and b, respectively. For untreated as well as
PFDA and PFDA-co-DEGDME coated QCM crystal surfaces
the frequency decreased sharply immediately after injec-
0 2000 4000 6000 8000 10000 12000-30
-25
-20
-15
-10
-5
0(a)
PFDA-co-DEGDME
PFDA
Untreated Au
∆f/H
z
Time/s
0 2000 4000 6000 8000 10000 12000-100
-80
-60
-40
-20
0
Untreated Au
PFDA
PFDA-co-DEGDME
(b)
∆ f/H
z
Time/s
Figure 10. Time-resolved QCM frequency responses of untreatedAu QCM crystal sensor, Au QCM crystal sensor coated with PFDAand Au QCM crystal sensor coated with PFDA-co-DEGDME film(PM mode, DC¼ 25%, Ppk¼ 1W) when contacted with proteinsolutions (a) HSA (b) FGN. The arrow shows the point of injectionof protein solution.
Plasma Process. Polym. 2011, 8, 373–385
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
tion of protein solutions due to adsorption of protein
molecules, after that the frequency almost levelled off
indicating the saturation of protein adsorption. The initial
fast decrease in resonance frequency followed by slower
decrease indicated an irreversible protein adsorption
process that depends on the type of protein, number of
available binding sites and surface energy of the substrates,
and determines the final coverage. From the QCM analysis,
the adsorption of the protein molecules was observed to
follow the order PFDA-co-DEGDME coating< PFDA coat-
ing<untreated Au surfaces. The PFDA-co-DEGDME coating
exhibited �91 and �37% reductions of adsorption of HSA
and FGN, respectively, as compared to Au surfaces.
Whereas, PFDA coating exhibited�70 and�17% reductions
of adsorption of HSA and FGN, respectively, as compared to
Au surfaces.[9]
The superior protein repellent property of PFDA-co-
DEGDME amphiphilic surfaces is consistent with the earlier
studies where it was reported that the compositional,
topological and morphological complexities of the amphi-
philic surfaces make the hydrophobic or the hydrophilic
interactions between the biomolecule and the substrate
energetically unfavourable, thereby weaken the adhesion
strength of the biomolecule with the coating surface.[15,16]
Furthermore, the improved protein repellent property of
PFDA-co-DEGDME coating may be further attributed to the
synergistic effect of well known protein resistant PEG like
surface[4,7,8,47] and the inert and anti-adhesive nature of
perfluorocarbon coatings.[9,11–15]
The variation in the protein repellent, i.e., anti-biofouling
characteristics of plasma polymer coatings against differ-
ent protein molecules (Figure 10) is attributed to the
varying affinity of the coating surfaces towards protein
molecules due to difference in the surface-chemical
properties of different protein molecules. Another factor
is the number of contacts between the proteins and the
substrate surface; multiple contact formation leads to
higher extent of adsorption. Fibrinogen being a hydro-
phobic and bigger protein molecule (mol. weight�340 kDa)
as compared to HSA (mol. weight �66 kDa), adsorbs on
substrates through hydrophobic interaction and offers
higher numbers of contact sites for adhesion that lead to
faster and higher adsorption as compared to other
proteins.[62] It has been reported that the adsorption of
fibrinogen could be substantially higher even on hydro-
philic surfaces if the surface is positively or negatively
charged, e.g., Au surfaces.[63]
Conclusion
PFDA-co-DEGDME amphiphilic coatings were generated for
the first time by a single step-plasma co-polymerisation
process. PFDA-co-DEGDME coatings with varying chemical
www.plasma-polymers.org 383

384
V. Kumar, J. Pulpytel, G. Giudetti, H. Rauscher, F. Rossi, F. Arefi-Khonsari
environments, surface as well as bulk morphologies and
topographies could be achieved by regulating the plasma
process parameters such as, CW and PM plasma mode, and
plasma deposition time. PFDA-co-DEGDME coatings were
found to exhibit a fast reversible switching property in
terms of wettability, i.e., from hydrophobic to hydrophilic
and vice versa, in response to the contacting environment.
The switching behaviour of amphiphilic polymer coating is
attributed to the restructuring of hydrophilic and hydro-
phobic polymer segments at the coating surface due to the
interaction of polymer segments with the different
contacting environment. Plasma polymerised amphiphilic
PFDA-co-DEGDME coatings were found to show better anti-
biofouling (i.e., protein repellent) characteristics as com-
pared to the hydrophobic PFDA coatings. The improved
protein repellent property of PFDA-co-DEGDME coating is
attributed to (i) the synergistic effect of well known protein
resistant property of PEG and the inert and anti-adhesive
property of PFDA coatings, and (ii) the morphological and
compositional complexities of nanostructured amphiphilic
surfaces, generated due to the phase segregation of two
incompatible monomer precursors, which weaken the
interactions between the biomolecule surface and the
substrates. The present study shows that plasma copoly-
merisation process offers an easy method to fabricate
amphiphilc polymer coatings having swtiching behaviour
and anti-biofouling characteristics.
Acknowledgements: ACTECO-EC project (515859-2) is acknowl-edged for financially supporting the work. Authors sincerely thankDr. Alan Paul, CSMA for XPS analysis. Dr. D. Mataras, Dr. L.Amanatides’ and Dr. Ergina Farsari, PTL, University of Patras,Greece for AFM analysis, Dr. Ilaria Mannelli and Dr. GiacomoCeccone from JRC, Italy, and partners of ACTECO-EC project aresincerely acknowledged for their active support and discussion.
Received: August 15, 2010; Revised: December 11, 2010;Accepted: December 16, 2010; DOI: 10.1002/ppap.201000109
Keywords: amphiphilic; anti-biofouling; FT-IR; plasma copoly-merisation; protein; switching
[1] V. Kumar, H. Rauscher, F. Bretagnol, F. Arefi-Khonsari,J. Pulpytel, P. Colpo, F. Rossi, in: Plasma Technology forHyperfunctional Surfaces: Food, Biomedical and Textile Appli-cations, H. Rauscher, G. Buyle, M. Perucca, Eds., Wiley-VCH,Weinheim, Germany 2010, pp. 183.
[2] L. Hall-Stoodley, J. W. Costerton, P. Stoodley, Nature Rev.Microbiol. 2004, 2, 95.
[3] B. D. Ratner, S. J. Bryant, Annu. Rev. Biomed. Eng. 2004, 6, 41.
Plasma Process. Polym. 2011, 8, 373–385
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
[4] P. Kingshott, H. J. Griesser, Curr. Opin. Solid State Mater. Sci.1999, 4, 403.
[5] B. D. Ratner, Polym. Int. 2007, 56, 1183.[6] R. L. Townsin, Biofouling 2003, 19S, 9.[7] E. Ostuni, R. G. Chapman, R. E. Holmlin, S. Takayama, G. M.
Whitesides, Langmuir 2001, 17, 5605.[8] A. S. Hoffman, J. Biomater. Sci. Polym. Ed. 1999, 10, 1011.[9] V. Kumar, J. Pulpytel, H. Rauscher, I. Mannelli, F. Rossi, F. Arefi-
Khonsari, Plasma Process. Polym. 2010, 7, 926.[10] V. Kumar, J. Pulpytel, F. Arefi-Khonsari, Plasma Process.
Polym. 2010, 7, 939.[11] J. Tsibouklis, M. Stone, A. Thorpe, P. Graham, V. Peters,
R. Heerlien, J. Smith, K. Green, T. Nevell, Biomaterials 1999,20, 1229.
[12] L. V. Evans, N. Clarkson, J. Appl. Bacteriol. Symp. Suppl. 1993,119S, 74.
[13] W. B. Tsai, Q. Shi, J. M. Grunkemeir, C. McFarland, T. A.Horbett, J. Biomater. Sci. Polym. Ed. 2004, 15, 817.
[14] E. G. Shafrin, W. A. Zisman, J. Phys. Chem. 1960, 64, 519.[15] C. S. Gudipati, J. A. Finlay, J. A. Callow, M. E. Callow, K. L.
Wooley, Langmuir 2005, 21, 3044.[16] D. Gan, A. Mueller, K. L. Wooley, J. Polym. Sci. A: Polym. Chem.
2003, 41, 3531.[17] D. W. Grainger, T. Okano, S. W. Kim, J. Colloid Interf. Sci. 1989,
132, 161.[18] N. P. Desai, S. F. A. Hossainy, J. A. Hubbell, Biomaterials 1992,
13, 417.[19] B. Keszler, J. P. Kennedy, N. P. Ziats, M. R. Brunstedt, J. K. Yun,
J. M. Anderson, Polym. Bull. 1992, 29, 681.[20] D. Park, B. Keszler, V. Galiatsatos, J. P. Kennedy, B. D. Ratner,
Macromolecules 1995, 28, 2595.[21] J. H. Kim, S. H. Kim, H. K. Kim, T. Akaike, S. C. Kim, J. Biomed.
Mater. Res. 2002, 62, 613.[22] S. Krishnan, R. Ayothi, A. Hexemer, J. A. Finlay, K. E. Sohn,
R. Perry, C. K. Ober, E. J. Kramer, M. E. Callow, J. A. Callow, D. A.Fischer, Langmuir 2006, 22, 5075.
[23] E. Martinelli, S. Agostini, G. Galli, E. Chiellini, A. Glisenti, M. E.Pettitt, M. E. Callow, J. A. Callow, K. Graf, F. W. Bartels,Langmuir 2008, 24, 13138.
[24] Z. Hu, L. Chen, D. E. Betts, A. Pandya, M. A. Hillmyer, J. M.DeSimone, J. Am. Chem. Soc. 2008, 130, 14244.
[25] P. A. George, B. C. Donose, J. J. Cooper-White, Biomaterials2009, 30, 2449.
[26] R. Daw, S. Candan, A. J. Beck, A. J. Devlin, I. M. Brook,S. MacNeil, R. A. Dawson, R. D. Short, Biomaterials 1998,19, 1717.
[27] J. G. Calderon, A. Harsch, G. W. Gross, R. B. Timmons, J. Biomed.Mater. Res. 1998, 42, 2541.
[28] J. T. Grant, H. Jiang, S. Tullis, W. E. Johnson, K. Eyink, P. Fleitz,T. J. Bunning, Vacuum 2005, 80, 12.
[29] C. Zhu, M. Liu, in: Membrane Science and Technology,Zhejiang University Press, Hangzhou 1992, p. 19.
[30] D. Jung, S. Yeo, J. Kim, B. Kim, B. Jin, D.-Y. Ryu, Surf. Coat.Technol. 2006, 200, 2886.
[31] A. Hiratsuka, H. Muguruma, K. H. Lee, I. Karube, Biosens.Bioelec. 2004, 19, 1667.
[32] J. Lukas, R. N. S. Sodhi, M. V. Sefton, J. Colloid Interf. Sci. 1995,174, 421.
[33] J. F. Hester, S. C. Olugebefola, A. M. Mayes, J. Membr. Sci. 2002,208, 375.
[34] E. Tjipto, J. F. Quinn, F. Caruso, Langmuir 2005, 21,8785.
[35] Y. Zhu, M. Shi, X. Wu, S. Yang, J. Colloid Interf. Sci. 2007, 315,580.
DOI: 10.1002/ppap.201000109

Amphiphilic Copolymer Coatings via Plasma Polymerisation Process: Switching and Anti-Biofouling Characteristics
[36] J. Rickert, A. Brecht, W. Gopel, Anal. Chem. 1997, 69, 1441.[37] M. Rodahl, F. Hook, C. Fredriksson, C. A. Keller, A. Krozer,
P. Brzezinski, M. Voinova, B. Kasemo, Faraday Discuss 1997,107, 229.
[38] G. Sauerbrey, Z. Phys. 1959, 155, 206.[39] R. d’Agostino, F. Cramarossa, F. Fracassi, in: Plasma Poly-
merization of Fluorocarbons, Academic, San Diego, CA1990.
[40] S. R. Coulson, I. S. Woodward, J. P. S. Badyal, Chem. Mater.2000, 12, 2031.
[41] G. Socrates, Infrared Characteristic Group Frequencies-Tablesand Charts, 2nd edition, John Wiley & Sons, Chichester, UK1994.
[42] W.-C. Wang, Plasma Process. Polym. 2007, 4, 88.[43] A. Hozumi, N. Kokinoki, Y. Asai, O. Takai, J. Mater. Sci. Lett.
1996, 15, 675.[44] P. Favia, G. Cicala, A. Milella, F. Palumbo, P. Rossini,
R. d’Agostino, Surf. Coat. Technol. 2003, 169–170, 609.[45] L. Laguardia, D. Ricci, E. Vassallo, A. Cremona, E. Mesto,
F. Grezzi, F. Dellera, Macromol. Symp. 2007, 247, 295.[46] H. A. Szymanski, R. E. Erickson, Infrared Band Handbook, 2nd
edition, IFI/Plenum, New York 1970.[47] F. Bretagnol, M. Lejeune, A. Papadopoulou-Bouraoui,
M. Hasiwa, H. Rauscher, G. Ceccone, P. Colpo, F. Rossi, ActaBiomater. 2006, 2, 165.
[48] G. Cicala, A. Milella, F. Palumbo, P. Favia, R. d’Agostino,Diamond Related Mater. 2009, 12, 2020.
[49] D. Liu, J. Gu, Z. Feng, D. Li, J. Niu, Thin Solid Films 2009, 517,3011.
[50] H. Yasuda, Plasma Polymerization, Academic Press, Orlando,FL 1985.
Plasma Process. Polym. 2011, 8, 373–385
� 2011 WILEY-VCH Verlag GmbH & Co. KGaA, Weinheim
[51] J. S. Chang, S. Masuda, Mechanism of pulse corona inducedplasma chemical process for removal of NOx and SO2 fromcombustion gases, in: Conference Record of the 23rd AnnualMeeting of the IEEE Industry Applications Society, Pittsburgh,PA, 1988, p. 1628.
[52] R. C. Weast, M. J. Astle, Eds., CRC Handbook of Chemistry andPhysics, 63rd edition, CRC Press Inc., Boca Raton, Florida 1982,F185.
[53] N. Inagaki, Ed., in: Plasma Surface Modification and PlasmaPolymerization, CRC press, Inc., Boca Raton, Florida 1996,p. 233.
[54] A. Sidorenko, S. Minko, K. Schenk-Meuser, H. Duschner,M. Stamm, Langmuir 1999, 15, 8349.
[55] R. M. P da Silva, J. F. Mano, R. L. Reis, Trends Biotechnol. 2007,25, 577.
[56] T. Hayakawa, M. Yoshinari, K. Nemoto, Biomaterials 2004, 25,119.
[57] F. Hook, J. Voros, M. Rodahl, R. Kurrat, P. Boni, J. J. Ramsden,M. Textor, N. D. Spencer, P. Tengvall, J. Gold, B. Kasemo,Colloids Surf. B Biointerfaces 2002, 24, 155.
[58] A.-S. Andersson, K. Glasmastar, D. Sutherland, Ulf. Lidberg.B. Kasemo, J. Biomed. Mater. Res. 2003, 64A, 622.
[59] A. Choukourov, A. Grinevich, N. Saito, O. Takai, Surf. Sci. 2007,601, 3948.
[60] S. P. Sakti, P. Hauptmann, B. Zimmermann, F. Buhling,S. Ansorge, Sens. Actuators B: Chem. 2001, 78, 257.
[61] A. Voros, Biophys. J. 2004, 87, 553.[62] J. L. Ortega-Vinuesa, P. Tengvall, I. Lundstrom, J. Colloid Interf.
Sci. 1998, 207, 228.[63] K. M. Evans-Nguen, M. H. Schoenfisch, Langmuir 2005, 21,
1691.
www.plasma-polymers.org 385