Embed Size (px)
Citation preview

1
Kuna, Airey, and Thom
A Laboratory Mix Design Procedure for Foamed Bitumen Mixtures (FBM) 1
TRB Paper # 14-0416 2
3
Kranthi Kuna 4
PhD Student 5
Nottingham Transportation Engineering Centre 6
University of Nottingham 7
Nottingham, NG7 2RD, UK 8
Telephone: +44 115 9568424, Fax: +44 115 9513909 9
E-mail: [email protected] 10
11
12
Gordon Airey 13
Professor 14
Nottingham Transportation Engineering Centre 15
University of Nottingham 16
Nottingham, NG7 2RD, UK 17
Telephone: +44 115 9513913, Fax: +44 115 9513909 18
E-mail: [email protected] 19
20
21
Nick Thom 22
Lecturer 23
Department of Civil Engineering 24
Nottingham Transportation Engineering Centre 25
University of Nottingham 26 Nottingham, NG7 2RD, UK 27
Telephone: +44 115 9513901, Fax: +44 115 9513909 28
E-mail: [email protected] 29
30
Corresponding Author: Kranthi Kuna 31
32
Word Count: 4693 + 2 Tables + 9 Figures = 7443 33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
TRB 2014 Annual Meeting Paper revised from original submittal.
2
Kuna, Airey, and Thom
ABSTRACT 1
The primary objective of this paper is to propose a practical and consistent mix design 2
procedure for Foamed Bitumen Mixtures (FBM) with the main focus being the use of the 3
gyratory compaction method in the proposed methodology. To attain this objective, the mix 4
design parameters such as Mixing Water Content (MWC) and compaction effort have been 5
optimised. This mix design parametric study was initially carried out on FBMs with virgin 6
limestone aggregate (VA) without Reclaimed Asphalt Pavement (RAP) material and a mix 7
design procedure was proposed. The proposed methodology was later validated on FBMs 8
with 50% RAP and 75% RAP. Efforts were also made to optimise the Foamed Bitumen (FB) 9
content in FBMs with and without RAP. 10
Optimum MWC was achieved by optimising mechanical properties such as Indirect 11
Tensile Stiffness Modulus (ITSM) and Indirect Tensile Strength (ITS-dry and ITS-wet). A 12
rational range of 75-85% of Optimum Water Content (OWC) obtained by the modified 13
Proctor test was found to be the optimum range of MWC that gives optimum mechanical 14
properties for FBMs. As this study focussed on the use of the gyratory compactor for FBM 15
compaction, efforts were made to suggest a design number of gyrations (Ndesign) for optimum 16
compaction of FBMs. It was found that a unique Ndesign (mixture specific) which is 17
independent of the FB content can be established. Ndesign for the virgin mixture was found to 18
be 140, while Ndesign for the mixtures with 50% of RAP and 75% of RAP was 110 and 100 19
respectively. It was also found that the presence of RAP influenced the design FB content, 20
which means treating RAP as black rock in FBM mix design is not appropriate. 21
22
23
24
25
26
27
28
29
30
31
32
33
34
35
36
37
38
39
40
41
42
43
44
45
46
47
48
49
TRB 2014 Annual Meeting Paper revised from original submittal.
3
Kuna, Airey, and Thom
INTRODUCTION 1 Unlike hot mix asphalt (HMA), there is no universally accepted mix design method for 2
FBMs. Most of the agencies [1, 2] which use FBMs have their own mix design procedures 3
which are the result of numerous efforts over decades [3-12]. In spite of all these efforts, 4
Foamed Bitumen application in cold recycling in the United Kingdom suffers from the lack 5
of a standardised mix design procedure specifically using the gyratory compactor. As a result, 6
the mix design parameters such as Foam characteristics, mixing, compaction, curing and 7
testing that are being adopted are far from being standardised. To overcome this, research 8
was undertaken at the University of Nottingham by Sunarjono (2008) [13] to develop a mix 9
design procedure by identifying critical mix design parameters. 10
The research by Sunarjono (2008) was focussed on the influence of the bitumen type, 11
the foaming conditions, foam characteristics and mixer type on the mechanical properties of 12
FBM. The major outcomes of the work were recommendations for producing an optimised 13
FBM in terms of mixer type and usage, selection of binder type, bitumen temperature, and 14
foam characteristics. Therefore this present study focussed on other mix design parameters 15
such as Foamed Bitumen (FB) content, MWC, and compaction effort. Thus, the primary 16
objective of the present study is to propose a practical and consistent mix design procedure 17
with emphasis on the use of the gyratory compactor. 18
The amount of water during mixing and compaction is considered as one of the most 19
important parameters in FBM mix design [14, 15]. The MWC of FBM is defined as the water 20
content in the aggregate when the FB is injected [16]. The MWC helps in dispersion of the 21
mastic in the mix [3, 17]. However, too much water causes granular agglomerations which do 22
not yield optimum dispersion of the mastic in the mix [18, 19]. In view of this fact many 23
studies have been focussed on the optimisation of MWC. Lee (1981) [20] and Bissada (1987) 24
[21] optimised MWC with reference to Marshall stability and found that the optimum MWC 25
was very much dependent on other mix design variables such as the amount of fines and 26
bitumen content. Sakr and Manke (1985) [22], related the MWC to other mix design 27
variables and recommended a relationship among them to obtain optimum MWC. However, 28
this work was performed on a FB stabilised sand mixture which did not have any coarser 29
fractions of aggregate. Moreover, the work was based on optimising the density, without 30
considering any mechanical properties. The concept of optimum fluid content was later 31
borrowed from emulsion mix design in which the sum of the water and bitumen content 32
should be close to OWC [6, 23] obtained by the modified Proctor test. This concept considers 33
the lubricating action of the binder in addition to that of water. Thus the actual water content 34
of the mix for optimum compaction is reduced in equal amount to the amount of binder 35
incorporated. However, the work of Kim and Lee 2006 [10] and Xu et al. (2012) [15], who 36
optimised MWC based on both density criteria and fundamental tests (indirect tensile 37
strength (ITS) and tri-axial tests) on FBM Marshall specimens, calls into question the 38
lubricating action of bitumen in the mix. Although the above discussed works are very 39
informative, they have their limitations and little attention has been paid to optimising MWC 40
using gyratory compaction. Therefore, the present work was aimed at obtaining a rational 41
range of MWC for mix design with the help of fundamental tests such as ITS (BS EN 12697-42
23:2003) and indirect tensile stiffness modulus (ITSM) (DD 213: 1993) on FBM specimens. 43
Because of the presence of the water phase, the compaction mechanism of FBMs is 44
very different from that of HMA. Various laboratory compaction methods such as Marshall 45
compaction [6, 10, 15, 17], vibratory compaction [3, 8, 24], gyratory compaction [17, 25-27] 46
have been used in the past. There are very well established guidelines for Marshall 47
compaction [2] and vibratory compaction [1, 28]. However, there are no established 48
TRB 2014 Annual Meeting Paper revised from original submittal.
4
Kuna, Airey, and Thom
guidelines for a gyratory compaction method for FBMs in terms of compaction effort 1
(number of gyrations, gyratory angle and gyratory pressure). Past studies have evaluated the 2
feasibility of using laboratory gyratory compaction on FBM (Table 1). In these studies efforts 3
were made to obtain the design compaction effort in terms of compaction pressure, 4
compaction angle and number of gyrations. The compaction pressures recommended by 5
Australian guidelines (0.24MPa and 1.38MPa from Table 1) were taken forward in the 6
Strategic Highway Research Program (SHRP) work on HMA, resulting in recommendations 7
of 0.6MPa and 1.25° angle of gyration. Jenkins et al. (2004) [26]’s tabulated conditions were 8
based on single water content and a single FB content. From preliminary trials it was found 9
that the 30 gyrations recommended by Kim and Lee (2006) were too few to achieve modified 10
Proctor densities. The ideal compaction effort has to produce mix densities that are achieved 11
in the field. Therefore, modified Proctor density which is used worldwide to represent field 12
compaction is used as a reference in the present study. It was understood from the past 13
studies [13] that the permanent deformation behaviour of FBMs is sensitive to the number of 14
gyrations, which might be attributed to the arrangement of the aggregate skeleton. Hence 15
efforts were made to propose design number of gyrations (Ndesign) and it was decided to use a 16
compaction pressure of 600kPa and internal angle of gyration of 1.25º. 17 18 TABLE 1 Gyratory compaction effort on FBMs by different researchers 19
Summary of gyratory compaction effort on FBM by different researchers
Number of gyrations
(N)
Compaction pressure (MPa)
Compaction angle
(degrees) Reference density Brennan (1983) 20 1.38 N/A 2.25kg/m3
Maccarrone et al.1994 85 0.24 2 field density Jenkins et al. (2004) 150 0.6 1.25 Modified proctor density Kim and Lee (2006) 30 0.6 1.25 Marshall density (75 blows)
Saleh (2006b) 80 0.24 2 Australian guidelines for HMA
MATERIALS 20
In HMA mix design, the expected traffic and the regional climate influence the selection of 21
the bitumen type. However in FBM mix design, foamability (foaming potential) of the 22
bitumen and the mixture compactability also has to be considered during selection of the 23
bitumen. Harder bitumen has been avoided in the past as it produces poorer quality foam 24
leading to poorer dispersion of fines. However, it was found that FBM with harder bitumen 25
had a positive effect on mixture stiffness due to the high stiffness of the bitumen [13]. 26
Nonetheless, in the present study a 70/100 penetration grade bitumen (90dmm penetration at 27
25°C and softening point of 45°C) supplied by Shell was used. The virgin mineral aggregate 28
used in this study was limestone from Dene Quarry, Derbyshire, UK. The RAP material used 29
was supplied by Lafarge Aggregates Limited obtained from Elstow Asphalt Plant in 30
Bedfordshire, UK. The RAP aggregate material from the quarry was initially air dried at 31
room temperature in the laboratory at 20±2°C for 24 hours and then placed in a 32
thermostatically controlled oven at a temperature of 40°C for 24 hours and thereafter stored 33
in sealed containers for further use. A composition analysis of the RAP aggregate material 34
was also conducted in order to determine the properties of the RAP and its extracted 35
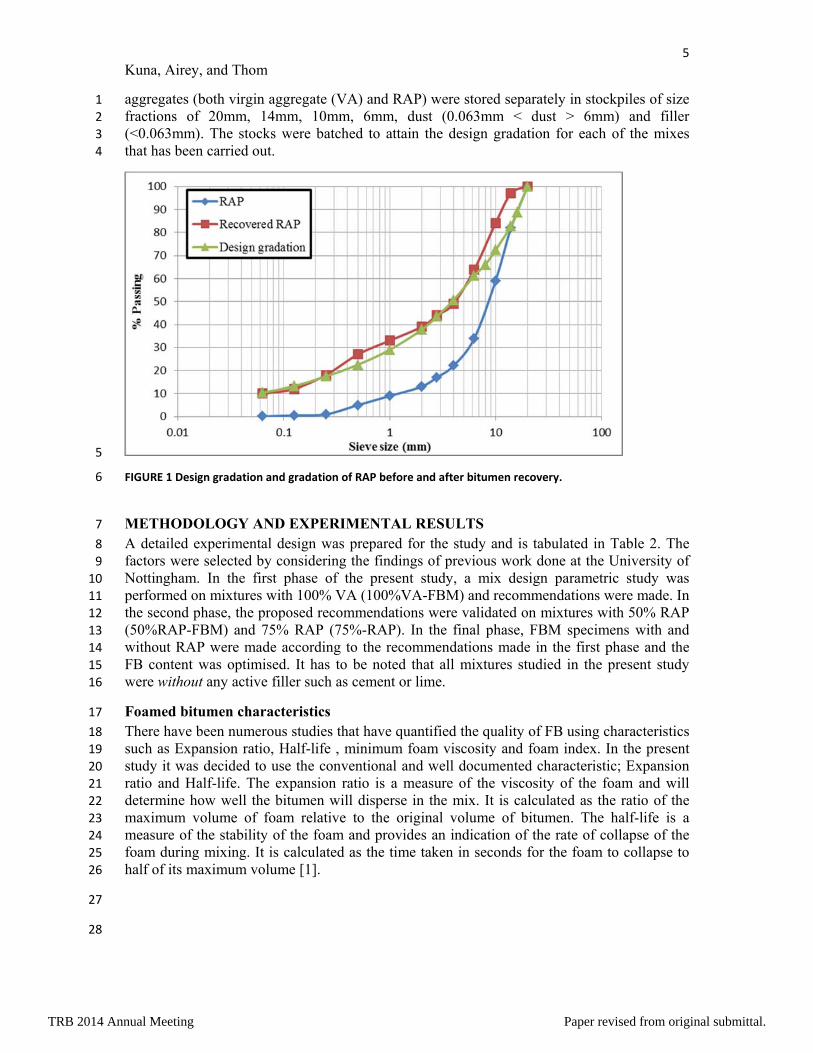
components and the gradation of RAP before and after recovery of bitumen is as seen in 36
Figure 1. The amount of bitumen recovered from the aggregate was found to be 5.5%. Figure 37
1 also shows the design gradation adopted in the study which is within the recommended 38
range of the Asphalt Academy, (2009) [1] guidelines. This design gradation is the target 39
gradation for all the mixtures studied in the present work including mixtures with RAP. The 40
TRB 2014 Annual Meeting Paper revised from original submittal.
5
Kuna, Airey, and Thom
aggregates (both virgin aggregate (VA) and RAP) were stored separately in stockpiles of size 1
fractions of 20mm, 14mm, 10mm, 6mm, dust (0.063mm < dust > 6mm) and filler 2
(<0.063mm). The stocks were batched to attain the design gradation for each of the mixes 3
that has been carried out. 4
5
FIGURE 1 Design gradation and gradation of RAP before and after bitumen recovery. 6
METHODOLOGY AND EXPERIMENTAL RESULTS 7
A detailed experimental design was prepared for the study and is tabulated in Table 2. The 8
factors were selected by considering the findings of previous work done at the University of 9
Nottingham. In the first phase of the present study, a mix design parametric study was 10
performed on mixtures with 100% VA (100%VA-FBM) and recommendations were made. In 11
the second phase, the proposed recommendations were validated on mixtures with 50% RAP 12
(50%RAP-FBM) and 75% RAP (75%-RAP). In the final phase, FBM specimens with and 13
without RAP were made according to the recommendations made in the first phase and the 14
FB content was optimised. It has to be noted that all mixtures studied in the present study 15
were without any active filler such as cement or lime. 16
Foamed bitumen characteristics 17
There have been numerous studies that have quantified the quality of FB using characteristics 18
such as Expansion ratio, Half-life , minimum foam viscosity and foam index. In the present 19
study it was decided to use the conventional and well documented characteristic; Expansion 20
ratio and Half-life. The expansion ratio is a measure of the viscosity of the foam and will 21
determine how well the bitumen will disperse in the mix. It is calculated as the ratio of the 22
maximum volume of foam relative to the original volume of bitumen. The half-life is a 23
measure of the stability of the foam and provides an indication of the rate of collapse of the 24
foam during mixing. It is calculated as the time taken in seconds for the foam to collapse to 25
half of its maximum volume [1]. 26
27
28
TRB 2014 Annual Meeting Paper revised from original submittal.
6
Kuna, Airey, and Thom
TABLE 2 Experimental design for mix design parametric study 1
Mix design parameter factorial levels Remarks
Bitumen type 90pen (70/100 grade) constant throughout the experiment
Target Foam Characteristics
Expansion ratio = 10 Asphalt Academy (2009) and Sunarjono (2009) Half-life (seconds) = 6
Foaming conditions Temperature (°C):150,160,170
variable to be optimised FWC(%): 1,2,3,4,5
Mixer type Pug mill type mixer constant throughout the experiment
Aggregate type lime stone constant throughout the experiment
Aggregate gradation 20mm (maximum size) Asphalt Academy (2009), constant
throughout the experiment
MWC % of OWC: 65,75,85,95 variable to be optimised
FB content % of total mix: 2,3,4,5 variable to be optimised
Mechanical tests ITS-dry, ITS-wet, ITSM to obtain optimum MWC and design
binder content 2
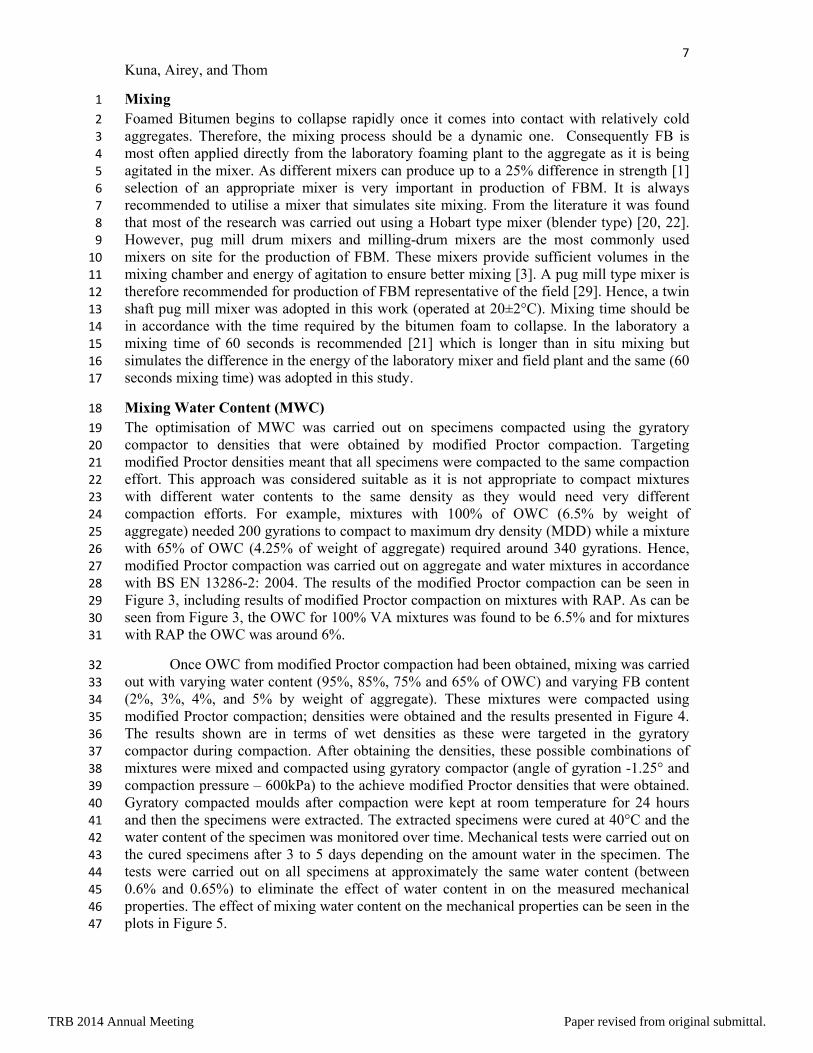
Foamed bitumen was produced using a laboratory mobile foaming plant type Wirtgen WLB 3
10 in which the bitumen was foamed at a water pressure of 6 bars and an air pressure of 5 4
bars. The characteristics of foamed bitumen (Expansion ratio and Half-life) were obtained by 5
applying different foaming water contents ( (1% to 5% of the amount of bitumen by weight) 6
and temperatures (150°C, 160°C and 170°C). Figure 2 shows the effect of foaming water 7
content on expansion ratio and half-life respectively. A minimum half-life of 6 seconds and 8
expansion ratio of 10 were adopted as selection criteria. The optimum foam characteristics 9
were obtained by plotting Expansion ratio and Half-life versus foaming water content. To 10
ensure adequate levels of both Expansion ratio and Half-life a foaming temperature of 170°C 11
was adopted and the procedure for obtaining optimum foaming water content recommended 12
by Asphalt Academy (2009) was used giving 3%. These foaming conditions were used 13
throughout the remainder of the study. 14
15
FIGURE 2 Effect of FWC and temperature on Expansion ratio (ER) and Half-life (HL). 16
TRB 2014 Annual Meeting Paper revised from original submittal.
7
Kuna, Airey, and Thom
Mixing 1
Foamed Bitumen begins to collapse rapidly once it comes into contact with relatively cold 2
aggregates. Therefore, the mixing process should be a dynamic one. Consequently FB is 3
most often applied directly from the laboratory foaming plant to the aggregate as it is being 4
agitated in the mixer. As different mixers can produce up to a 25% difference in strength [1] 5
selection of an appropriate mixer is very important in production of FBM. It is always 6
recommended to utilise a mixer that simulates site mixing. From the literature it was found 7
that most of the research was carried out using a Hobart type mixer (blender type) [20, 22]. 8
However, pug mill drum mixers and milling-drum mixers are the most commonly used 9
mixers on site for the production of FBM. These mixers provide sufficient volumes in the 10
mixing chamber and energy of agitation to ensure better mixing [3]. A pug mill type mixer is 11
therefore recommended for production of FBM representative of the field [29]. Hence, a twin 12
shaft pug mill mixer was adopted in this work (operated at 20±2°C). Mixing time should be 13
in accordance with the time required by the bitumen foam to collapse. In the laboratory a 14
mixing time of 60 seconds is recommended [21] which is longer than in situ mixing but 15
simulates the difference in the energy of the laboratory mixer and field plant and the same (60 16
seconds mixing time) was adopted in this study. 17
Mixing Water Content (MWC) 18
The optimisation of MWC was carried out on specimens compacted using the gyratory 19
compactor to densities that were obtained by modified Proctor compaction. Targeting 20
modified Proctor densities meant that all specimens were compacted to the same compaction 21
effort. This approach was considered suitable as it is not appropriate to compact mixtures 22
with different water contents to the same density as they would need very different 23
compaction efforts. For example, mixtures with 100% of OWC (6.5% by weight of 24
aggregate) needed 200 gyrations to compact to maximum dry density (MDD) while a mixture 25
with 65% of OWC (4.25% of weight of aggregate) required around 340 gyrations. Hence, 26
modified Proctor compaction was carried out on aggregate and water mixtures in accordance 27
with BS EN 13286-2: 2004. The results of the modified Proctor compaction can be seen in 28
Figure 3, including results of modified Proctor compaction on mixtures with RAP. As can be 29
seen from Figure 3, the OWC for 100% VA mixtures was found to be 6.5% and for mixtures 30
with RAP the OWC was around 6%. 31
Once OWC from modified Proctor compaction had been obtained, mixing was carried 32
out with varying water content (95%, 85%, 75% and 65% of OWC) and varying FB content 33
(2%, 3%, 4%, and 5% by weight of aggregate). These mixtures were compacted using 34
modified Proctor compaction; densities were obtained and the results presented in Figure 4. 35
The results shown are in terms of wet densities as these were targeted in the gyratory 36
compactor during compaction. After obtaining the densities, these possible combinations of 37
mixtures were mixed and compacted using gyratory compactor (angle of gyration -1.25° and 38
compaction pressure – 600kPa) to the achieve modified Proctor densities that were obtained. 39
Gyratory compacted moulds after compaction were kept at room temperature for 24 hours 40
and then the specimens were extracted. The extracted specimens were cured at 40°C and the 41
water content of the specimen was monitored over time. Mechanical tests were carried out on 42
the cured specimens after 3 to 5 days depending on the amount water in the specimen. The 43 tests were carried out on all specimens at approximately the same water content (between 44
0.6% and 0.65%) to eliminate the effect of water content in on the measured mechanical 45
properties. The effect of mixing water content on the mechanical properties can be seen in the 46
plots in Figure 5. 47
TRB 2014 Annual Meeting Paper revised from original submittal.

8
Kuna, Airey, and Thom
1
FIGURE 3 Modified Proctor test results on aggregate and water (only) mixtures. 2
3
FIGURE 4 Modified Proctor compaction results on 100%VA-FBM with varying FB and water content. 4
TRB 2014 Annual Meeting Paper revised from original submittal.
9
Kuna, Airey, and Thom
1
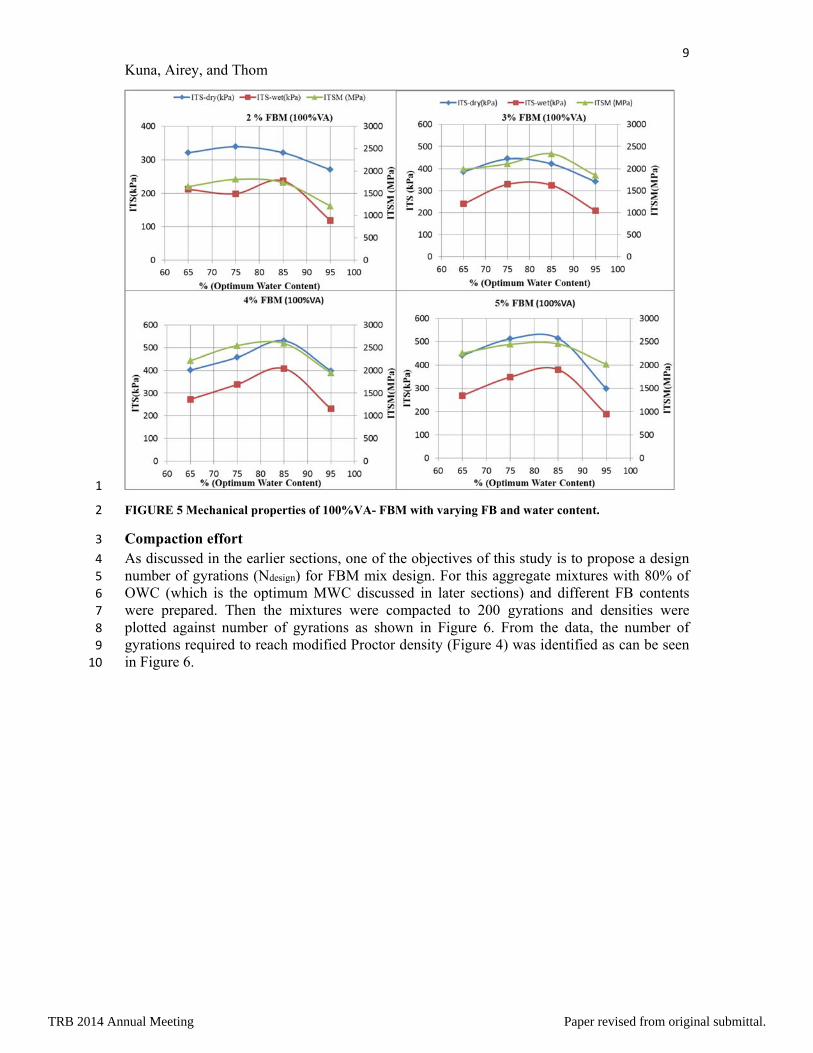
FIGURE 5 Mechanical properties of 100%VA- FBM with varying FB and water content. 2
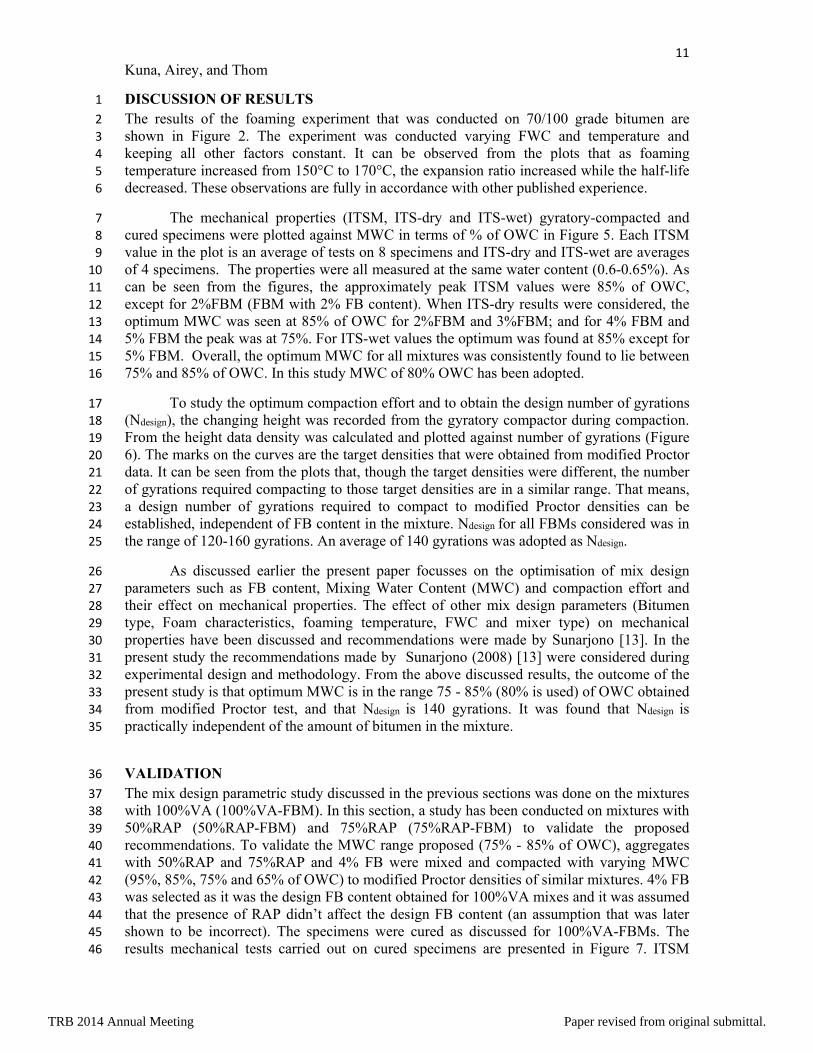
Compaction effort 3
As discussed in the earlier sections, one of the objectives of this study is to propose a design 4
number of gyrations (Ndesign) for FBM mix design. For this aggregate mixtures with 80% of 5
OWC (which is the optimum MWC discussed in later sections) and different FB contents 6
were prepared. Then the mixtures were compacted to 200 gyrations and densities were 7
plotted against number of gyrations as shown in Figure 6. From the data, the number of 8
gyrations required to reach modified Proctor density (Figure 4) was identified as can be seen 9
in Figure 6. 10
TRB 2014 Annual Meeting Paper revised from original submittal.

10
Kuna, Airey, and Thom
1
2
3
4
FIGURE 6 Obtaining Ndesign for 100%VA-FBM (Note: 0%FBM (100%VA) is FBM without any RAP and 5 0%FB content (no bitumen)). 6
1800
1900
2000
2100
2200
2300
2400
0 40 80 120 160 200
Wet density (kg/m
3 )
Number of gyrations
0%FBM (100%VA)
Target density = 2330kg/m3)MWC = 80% ( OWC) = 5.2%
TRB 2014 Annual Meeting Paper revised from original submittal.
11
Kuna, Airey, and Thom
DISCUSSION OF RESULTS 1
The results of the foaming experiment that was conducted on 70/100 grade bitumen are 2
shown in Figure 2. The experiment was conducted varying FWC and temperature and 3
keeping all other factors constant. It can be observed from the plots that as foaming 4
temperature increased from 150°C to 170°C, the expansion ratio increased while the half-life 5
decreased. These observations are fully in accordance with other published experience. 6
The mechanical properties (ITSM, ITS-dry and ITS-wet) gyratory-compacted and 7
cured specimens were plotted against MWC in terms of % of OWC in Figure 5. Each ITSM 8
value in the plot is an average of tests on 8 specimens and ITS-dry and ITS-wet are averages 9
of 4 specimens. The properties were all measured at the same water content (0.6-0.65%). As 10
can be seen from the figures, the approximately peak ITSM values were 85% of OWC, 11
except for 2%FBM (FBM with 2% FB content). When ITS-dry results were considered, the 12
optimum MWC was seen at 85% of OWC for 2%FBM and 3%FBM; and for 4% FBM and 13
5% FBM the peak was at 75%. For ITS-wet values the optimum was found at 85% except for 14
5% FBM. Overall, the optimum MWC for all mixtures was consistently found to lie between 15
75% and 85% of OWC. In this study MWC of 80% OWC has been adopted. 16
To study the optimum compaction effort and to obtain the design number of gyrations 17 (Ndesign), the changing height was recorded from the gyratory compactor during compaction. 18
From the height data density was calculated and plotted against number of gyrations (Figure 19
6). The marks on the curves are the target densities that were obtained from modified Proctor 20
data. It can be seen from the plots that, though the target densities were different, the number 21
of gyrations required compacting to those target densities are in a similar range. That means, 22
a design number of gyrations required to compact to modified Proctor densities can be 23
established, independent of FB content in the mixture. Ndesign for all FBMs considered was in 24
the range of 120-160 gyrations. An average of 140 gyrations was adopted as Ndesign. 25
As discussed earlier the present paper focusses on the optimisation of mix design 26
parameters such as FB content, Mixing Water Content (MWC) and compaction effort and 27
their effect on mechanical properties. The effect of other mix design parameters (Bitumen 28
type, Foam characteristics, foaming temperature, FWC and mixer type) on mechanical 29
properties have been discussed and recommendations were made by Sunarjono [13]. In the 30
present study the recommendations made by Sunarjono (2008) [13] were considered during 31
experimental design and methodology. From the above discussed results, the outcome of the 32
present study is that optimum MWC is in the range 75 - 85% (80% is used) of OWC obtained 33
from modified Proctor test, and that Ndesign is 140 gyrations. It was found that Ndesign is 34
practically independent of the amount of bitumen in the mixture. 35
VALIDATION 36
The mix design parametric study discussed in the previous sections was done on the mixtures 37
with 100%VA (100%VA-FBM). In this section, a study has been conducted on mixtures with 38
50%RAP (50%RAP-FBM) and 75%RAP (75%RAP-FBM) to validate the proposed 39
recommendations. To validate the MWC range proposed (75% - 85% of OWC), aggregates 40
with 50%RAP and 75%RAP and 4% FB were mixed and compacted with varying MWC 41
(95%, 85%, 75% and 65% of OWC) to modified Proctor densities of similar mixtures. 4% FB 42
was selected as it was the design FB content obtained for 100%VA mixes and it was assumed 43
that the presence of RAP didn’t affect the design FB content (an assumption that was later 44
shown to be incorrect). The specimens were cured as discussed for 100%VA-FBMs. The 45
results mechanical tests carried out on cured specimens are presented in Figure 7. ITSM 46
TRB 2014 Annual Meeting Paper revised from original submittal.

12
Kuna, Airey, and Thom
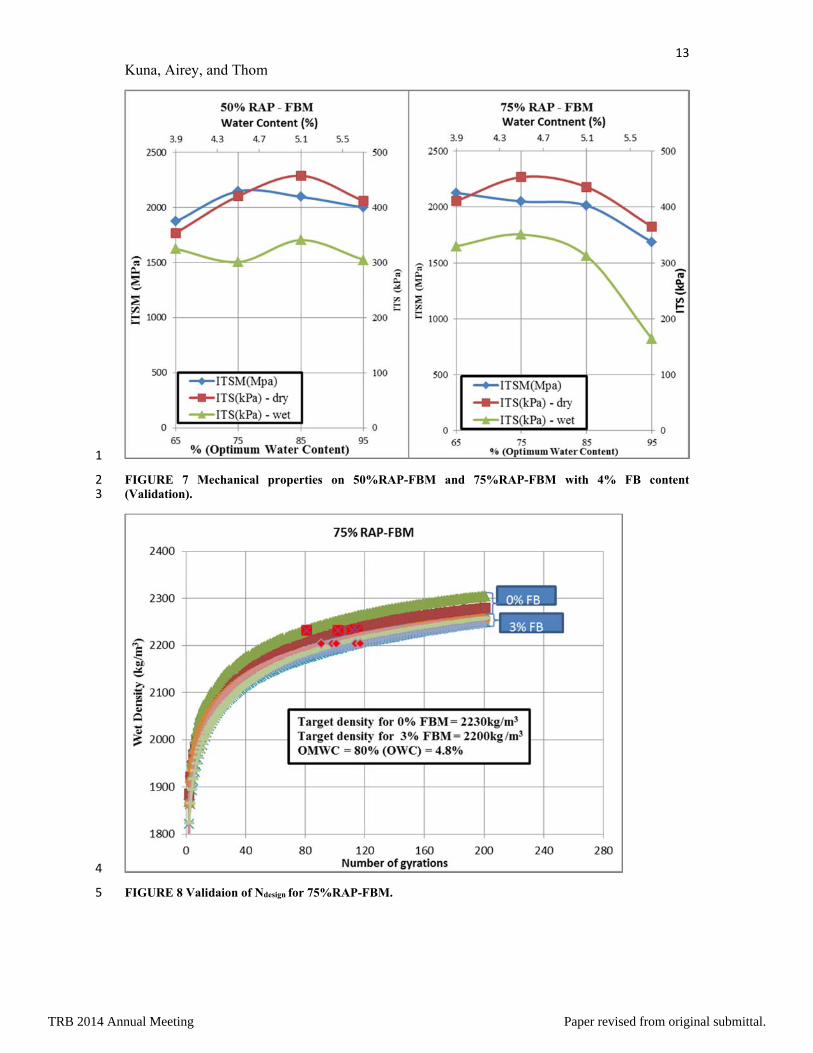
values shown in Figure 7 are the average of 10 tests while ITS-dry and ITS-wet are the 1
average of 5 tests each. As can be seen from Figure 7, the optima for ITSM and ITS-dry were 2
found at 75% of OWC and 85% of OWC respectively. For 75%RAP-FBM, optimum ITS-dry 3
and ITS-wet were found at 75% of OWC. Although ITS-wet for 50%RAP-FBM and ITSM 4
for 75%RAP-FBM didn’t showed any optimum, other properties of both the mixtures have 5
their optimum in the proposed range (75% - 85% of OWC). 6
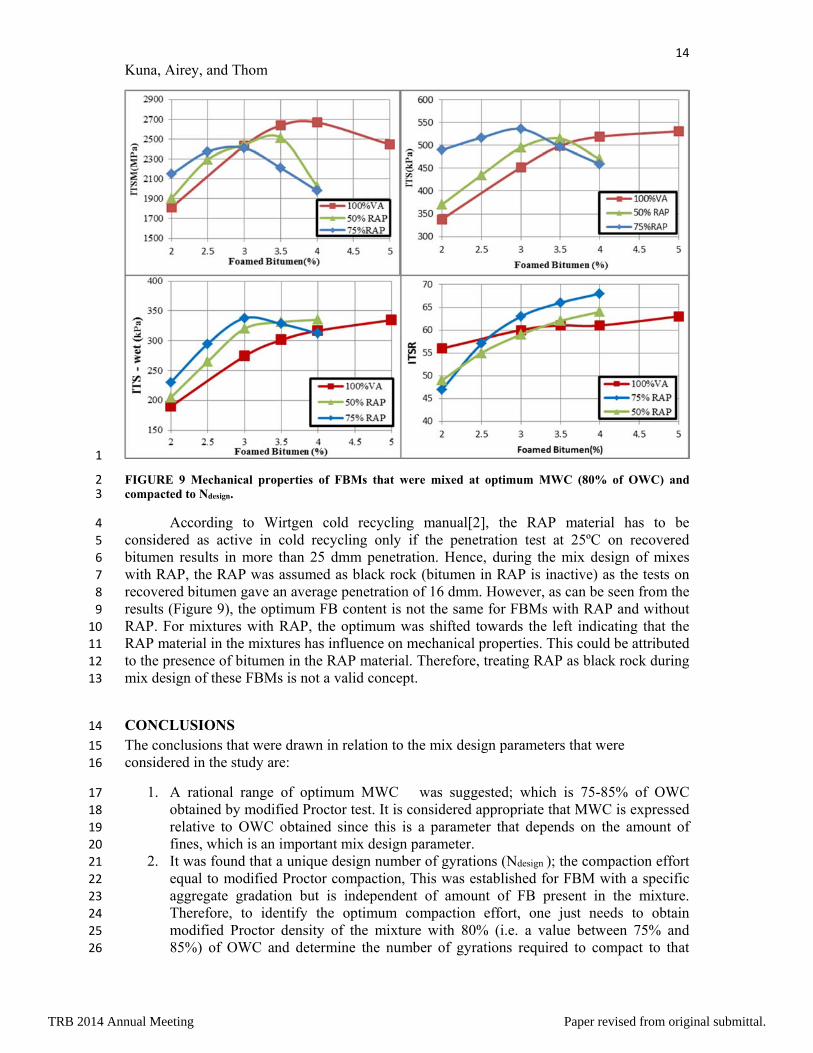
To validate the Ndesign, the aggregates with 50%RAP and 75%RAP were mixed and 7
compacted at 0%, 3%, 4% of FB and the density data is plotted in Figure 8. For clarity Figure 8
8 shows only data for 75%RAP-FBM with 0%FB and 3%FB; the 4% FB lies in same region 9
on plot. It can be seen that the Ndesign range is same between 80 and 120 gyrations. The mid-10
point of this range which is 100 was considered as Ndesign. A similar study was also 11
conducted on 50%RAP-FBM and Ndesign was found to be 110 gyrations. 12
FOAMED BITUMEN (FB) CONTENT OPTIMISATION 13
The results of mechanical tests on the mixtures that were compacted at optimum MWC (80% 14
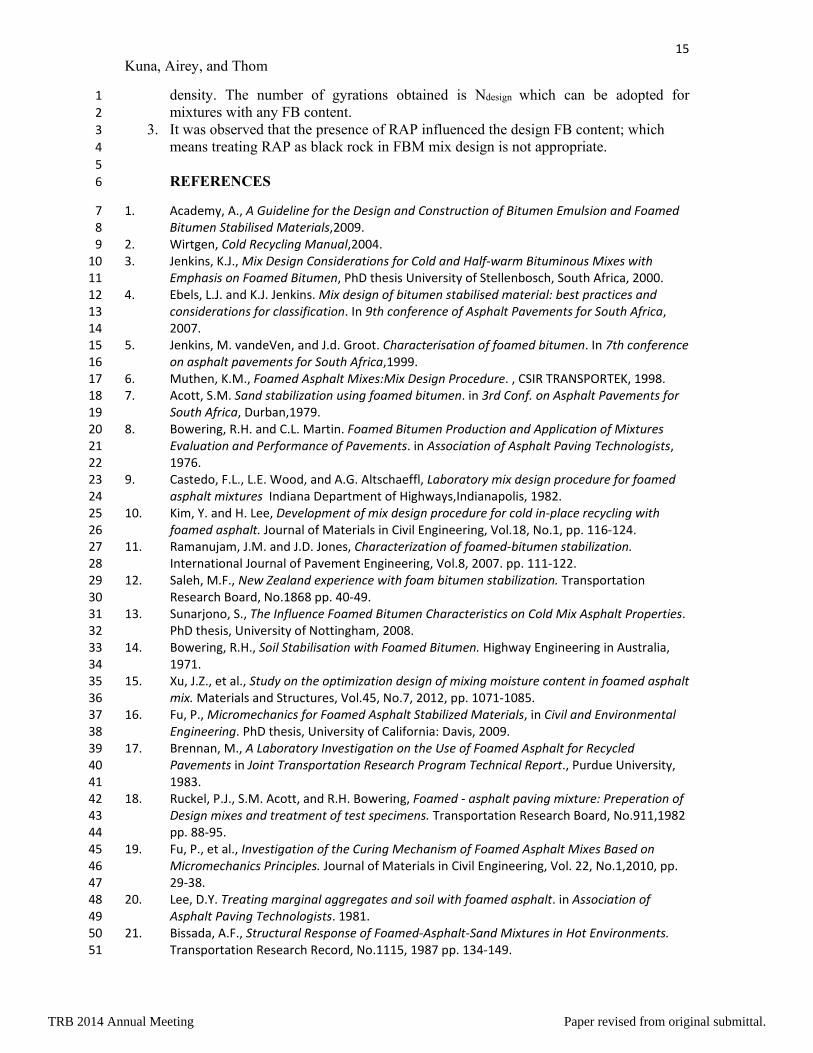
of OWC) and to Ndesign , and varying FB content, are plotted in Figure 9. As can be seen in 15
the plots there is a clear optimum ITSM value for all mixtures. For 100%VA mixtures, the 16
optimum was found at 4% FB content. Similarly, the optimum ITSM values for 50%RAP and 17
75%RAP mixtures were found at 3.5% and 3% FB content respectively. If ITS-dry values are 18
considered, there was no optimum for 100%VA mixtures. ITS-dry values for these mixtures 19
increase with increased FB content without any optimum value. However, an optimum could 20
be located for both the mixtures with RAP (50% RAP and 75% RAP). The optimum values 21
were found at 3% FB for both mixtures. When ITS-wet results are considered, the optimum 22
ITS-wet was found only for 75% RAP mixtures, which is at 3% FB content. There was no 23
optimum for any mixtures if ITSR was considered. However, it can be noted that, though 24
ITS-dry values were higher for 100%VA mixtures than for mixtures with RAP, the ITS-wet 25
and ITSR values were found to be superior for mixtures with RAP. This indicates that the 26
mixtures with RAP have better resistance against water than mixtures without any RAP. This 27
could be attributed to the presence of fully bitumen coated RAP aggregates in the mixture. 28
Overall, from the results at 4% and 3% FB contents, optimum mechanical properties were 29
found for 100%VA and 75%RAP mixtures respectively. However, optimum FB content was 30
less clear for 50%RAP mixtures. 31
32
TRB 2014 Annual Meeting Paper revised from original submittal.
13
Kuna, Airey, and Thom
1
FIGURE 7 Mechanical properties on 50%RAP-FBM and 75%RAP-FBM with 4% FB content 2 (Validation). 3
4
FIGURE 8 Validaion of Ndesign for 75%RAP-FBM. 5
TRB 2014 Annual Meeting Paper revised from original submittal.
14
Kuna, Airey, and Thom
1
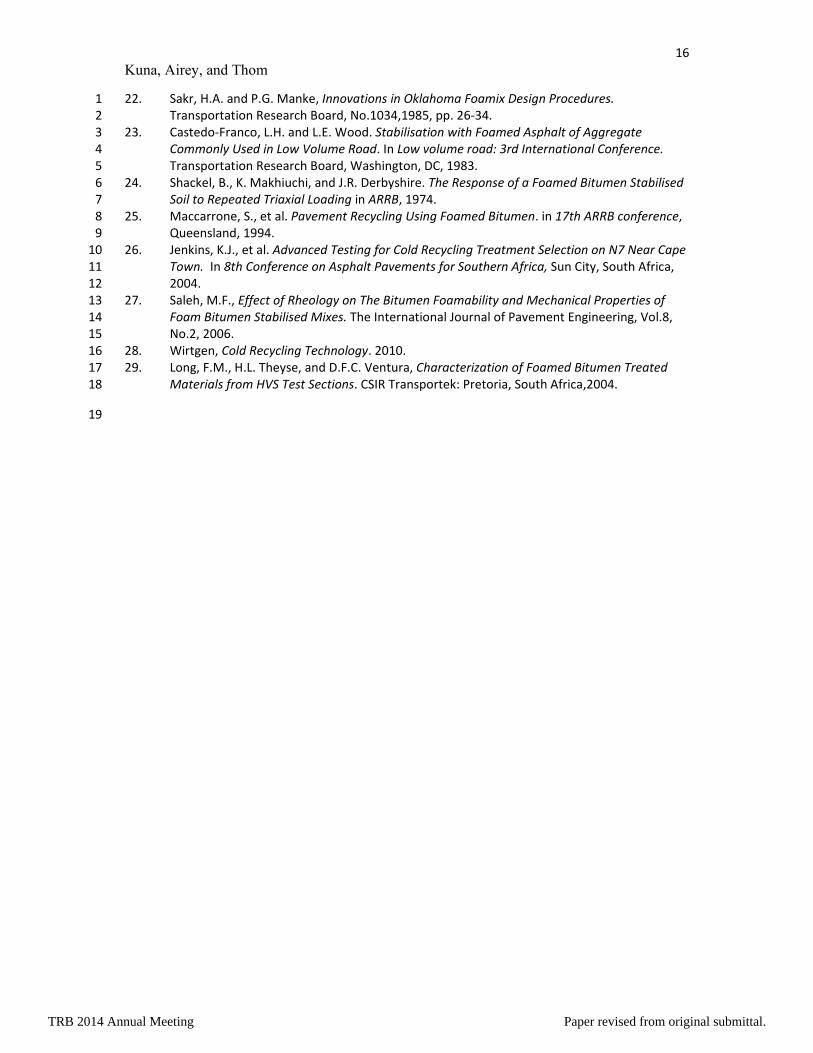
FIGURE 9 Mechanical properties of FBMs that were mixed at optimum MWC (80% of OWC) and 2 compacted to Ndesign. 3
According to Wirtgen cold recycling manual[2], the RAP material has to be 4
considered as active in cold recycling only if the penetration test at 25ºC on recovered 5
bitumen results in more than 25 dmm penetration. Hence, during the mix design of mixes 6
with RAP, the RAP was assumed as black rock (bitumen in RAP is inactive) as the tests on 7
recovered bitumen gave an average penetration of 16 dmm. However, as can be seen from the 8
results (Figure 9), the optimum FB content is not the same for FBMs with RAP and without 9
RAP. For mixtures with RAP, the optimum was shifted towards the left indicating that the 10 RAP material in the mixtures has influence on mechanical properties. This could be attributed 11
to the presence of bitumen in the RAP material. Therefore, treating RAP as black rock during 12
mix design of these FBMs is not a valid concept. 13
CONCLUSIONS 14
The conclusions that were drawn in relation to the mix design parameters that were 15
considered in the study are: 16
1. A rational range of optimum MWC was suggested; which is 75-85% of OWC 17
obtained by modified Proctor test. It is considered appropriate that MWC is expressed 18
relative to OWC obtained since this is a parameter that depends on the amount of 19 fines, which is an important mix design parameter. 20
2. It was found that a unique design number of gyrations (Ndesign ); the compaction effort 21
equal to modified Proctor compaction, This was established for FBM with a specific 22
aggregate gradation but is independent of amount of FB present in the mixture. 23
Therefore, to identify the optimum compaction effort, one just needs to obtain 24
modified Proctor density of the mixture with 80% (i.e. a value between 75% and 25
85%) of OWC and determine the number of gyrations required to compact to that 26
TRB 2014 Annual Meeting Paper revised from original submittal.
15
Kuna, Airey, and Thom
density. The number of gyrations obtained is Ndesign which can be adopted for 1
mixtures with any FB content. 2
3. It was observed that the presence of RAP influenced the design FB content; which 3
means treating RAP as black rock in FBM mix design is not appropriate. 4
5
REFERENCES 6
1. Academy, A., A Guideline for the Design and Construction of Bitumen Emulsion and Foamed 7 Bitumen Stabilised Materials,2009. 8
2. Wirtgen, Cold Recycling Manual,2004. 9 3. Jenkins, K.J., Mix Design Considerations for Cold and Half‐warm Bituminous Mixes with 10
Emphasis on Foamed Bitumen, PhD thesis University of Stellenbosch, South Africa, 2000. 11 4. Ebels, L.J. and K.J. Jenkins. Mix design of bitumen stabilised material: best practices and 12
considerations for classification. In 9th conference of Asphalt Pavements for South Africa, 13 2007. 14
5. Jenkins, M. vandeVen, and J.d. Groot. Characterisation of foamed bitumen. In 7th conference 15 on asphalt pavements for South Africa,1999. 16
6. Muthen, K.M., Foamed Asphalt Mixes:Mix Design Procedure. , CSIR TRANSPORTEK, 1998. 17 7. Acott, S.M. Sand stabilization using foamed bitumen. in 3rd Conf. on Asphalt Pavements for 18
South Africa, Durban,1979. 19 8. Bowering, R.H. and C.L. Martin. Foamed Bitumen Production and Application of Mixtures 20
Evaluation and Performance of Pavements. in Association of Asphalt Paving Technologists, 21 1976. 22
9. Castedo, F.L., L.E. Wood, and A.G. Altschaeffl, Laboratory mix design procedure for foamed 23 asphalt mixtures Indiana Department of Highways,Indianapolis, 1982. 24
10. Kim, Y. and H. Lee, Development of mix design procedure for cold in‐place recycling with 25 foamed asphalt. Journal of Materials in Civil Engineering, Vol.18, No.1, pp. 116‐124. 26
11. Ramanujam, J.M. and J.D. Jones, Characterization of foamed‐bitumen stabilization. 27 International Journal of Pavement Engineering, Vol.8, 2007. pp. 111‐122. 28
12. Saleh, M.F., New Zealand experience with foam bitumen stabilization. Transportation 29 Research Board, No.1868 pp. 40‐49. 30
13. Sunarjono, S., The Influence Foamed Bitumen Characteristics on Cold Mix Asphalt Properties. 31 PhD thesis, University of Nottingham, 2008. 32
14. Bowering, R.H., Soil Stabilisation with Foamed Bitumen. Highway Engineering in Australia, 33 1971. 34
15. Xu, J.Z., et al., Study on the optimization design of mixing moisture content in foamed asphalt 35 mix. Materials and Structures, Vol.45, No.7, 2012, pp. 1071‐1085. 36
16. Fu, P., Micromechanics for Foamed Asphalt Stabilized Materials, in Civil and Environmental 37 Engineering. PhD thesis, University of California: Davis, 2009. 38
17. Brennan, M., A Laboratory Investigation on the Use of Foamed Asphalt for Recycled 39 Pavements in Joint Transportation Research Program Technical Report., Purdue University, 40 1983. 41
18. Ruckel, P.J., S.M. Acott, and R.H. Bowering, Foamed ‐ asphalt paving mixture: Preperation of 42 Design mixes and treatment of test specimens. Transportation Research Board, No.911,1982 43 pp. 88‐95. 44
19. Fu, P., et al., Investigation of the Curing Mechanism of Foamed Asphalt Mixes Based on 45 Micromechanics Principles. Journal of Materials in Civil Engineering, Vol. 22, No.1,2010, pp. 46 29‐38. 47
20. Lee, D.Y. Treating marginal aggregates and soil with foamed asphalt. in Association of 48 Asphalt Paving Technologists. 1981. 49
21. Bissada, A.F., Structural Response of Foamed‐Asphalt‐Sand Mixtures in Hot Environments. 50 Transportation Research Record, No.1115, 1987 pp. 134‐149. 51
TRB 2014 Annual Meeting Paper revised from original submittal.
16
Kuna, Airey, and Thom
22. Sakr, H.A. and P.G. Manke, Innovations in Oklahoma Foamix Design Procedures. 1 Transportation Research Board, No.1034,1985, pp. 26‐34. 2
23. Castedo‐Franco, L.H. and L.E. Wood. Stabilisation with Foamed Asphalt of Aggregate 3 Commonly Used in Low Volume Road. In Low volume road: 3rd International Conference. 4 Transportation Research Board, Washington, DC, 1983. 5
24. Shackel, B., K. Makhiuchi, and J.R. Derbyshire. The Response of a Foamed Bitumen Stabilised 6 Soil to Repeated Triaxial Loading in ARRB, 1974. 7
25. Maccarrone, S., et al. Pavement Recycling Using Foamed Bitumen. in 17th ARRB conference, 8 Queensland, 1994. 9
26. Jenkins, K.J., et al. Advanced Testing for Cold Recycling Treatment Selection on N7 Near Cape 10 Town. In 8th Conference on Asphalt Pavements for Southern Africa, Sun City, South Africa, 11 2004. 12
27. Saleh, M.F., Effect of Rheology on The Bitumen Foamability and Mechanical Properties of 13 Foam Bitumen Stabilised Mixes. The International Journal of Pavement Engineering, Vol.8, 14 No.2, 2006. 15
28. Wirtgen, Cold Recycling Technology. 2010. 16 29. Long, F.M., H.L. Theyse, and D.F.C. Ventura, Characterization of Foamed Bitumen Treated 17
Materials from HVS Test Sections. CSIR Transportek: Pretoria, South Africa,2004. 18
19
TRB 2014 Annual Meeting Paper revised from original submittal.





























